¿Las reformas educativas reforman las escuelas o las escuelas ...
Upload
lilis-notiawatiCategory
view
46download
4
LAS LISTRIK
Laporan ini disusun untuk memenuhi salah satu tugas mata kuliah praktikum Teknik Perawatan
Disusun oleh:
Kelompok VIII (delapan)
Lidya Lorenta S (NIM.101411018)
Lilis Notiawati (NIM.111411019)
M Fachrein R (NIM.111411020)
Kelas 3A
Dosen Pembimbing : Ir.Shoerya Sularta., MSc
Tanggal praktikum : 23 Oktober 2013
Tanggal penyerahan laporan : 30 Oktober 2013
JURUSAN TEKNIK KIMIA
PROGRAM STUDI D-III TEKNIK KIMIA
POLITEKNIK NEGERI BANDUNG
2013

I. TUJUAN PRAKTIKUM
Mengetahui teknik pengelasan batang besi
Mengelas besi membentuk sebuah kerangka
II. DASAR TEORI
Penyambungan logam adalah suatu proses yang dilakukan untuk menyambung dua bagian
logam atau lebih. Penyambungan bagian–bagian logam ini dapat dilakukan dengan berbagai
macam metoda sesuai dengan kondisi dan bahan yang digunakan. Setiap metode
penyambungan yang digunakan mempunyai keuntungan tersendiri dari metoda lainnya, sebab
metoda penyambungan yang digunakan pada suatu konstruksi sambungan harus
disesuaikan dengan kondisi yang ada, hal ini mengingat efisiensi sambungan. Pemilihan
metoda penyambungan yang tepat dalam suatu konstruksi sambungan harus dipertimbangkan
efisiensi sambungannya, dengan mempertimbangkan beberapa faktor diantaranya: faktor
proses pengerjaan sambungan, kekuatan sambungan, kerapatan sambungan, penggunaan
konstruksi sambungan dan faktor ekonomis.
Salah satu teknologi penyambungan logam adalah dengan pengelasan. Teknik penyambungan
logam terbagi dalam dua kelompok besar,yaitu :
1. Penyambungan sementara (temporary joint), yaitu teknik penyambungan logam yang
dapat dilepas kembali.
2. Penyambungan tetap (permanen joint), yaitu teknik penyambungan logam dengan
cara mengubah struktur logam yang akan disambung dengan penambahan logam
pengisi. Termasuk dalam kelompok ini adalah solder, brazing dan pengelasan. Proses
pengelasan terdiri dari las listrik dan las gas.
Pengelasan (welding) adalah salah satu teknik penyambungan logam dengan cara mencairkan
sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa
logam penambah dan menghasilkan sambungan yang kontinyu. Lingkup penggunaan teknik
pengelasan dalam kontruksi sangat luas, meliputi perkapalan, jembatan, rangka baja, bejana
tekan, pipa pesat, pipa saluran dan sebagainya. Disamping untuk pembuatan, proses las dapat
juga digunakan untuk reparasi misalnya untuk mengisi lubang-lubang pada coran. Membuat
lapisan las pada perkakas, mempertebal bagian-bagian yang sudah aus, dan macam reparasi
lainnya. Pengelasan bukan tujuan utama dari kontruksi, tetapi hanya merupakan sarana untuk
mencapai ekonomi pembuatan yang lebih baik. Oleh karena itu rancangan las dan cara
pengelasan harus memperhatikan dan memperlihatkan kesesuaian antara sifat-sifat las dengan
kegunaan kontruksi serta kegunaan disekitarnya.

Contoh pemilihan metoda yang tepat untuk suatu konstruksi sambumgam dapat dilihat pada
perakitan file cabinet. Metoda perakitan file cabinet yang digunakan adalah
metoda penyambungan dengan las titik. Pertimbangan pemilihan ini engingat proses
penyambungan dengan las titik ini sedehana, mempunyai kekuatan sambungan yang baik dan
hasil penyambungannya tidak menimbulkan cacat pada plat. Metoda-metoda penyambungan
yang umum digunakan untuk kostruksi sambungan plat-plat tipis ini diantaranya :
1. Metoda penyambungan dengan lipatan
2. Metoda penyambumgan dengan keling
3. Metoda penyambungan dengan solder
4. Metoda penyanmbungan dengan las titik
5. Metoda las busur
6. Metoda las oksi-asetilen
7. Metoda penyambungan baut dan mur
Masing-masing metoda penyambungan ini mempunyai proses pengerjaan yang berbeda-beda
Las listrik
Pengelasan dengan las listrik merupakan ikatan metalurgi antara bahan dasar yang dilas
dengan elektroda las yang digunakan, melalui energi listrik. Panas yang ditimbulkan dari
hasil proses pengelasan ini melebihi dari titik lebur bahan dasar dan elektroda yang di las.
Kisaran temperatur yang dapat dicapai pada proses pengelasan ini mencapai 2000 sampai
3000 ºC. Pada temperatur ini daerah yang mengalami pengelasan melebur secara bersamaan
menjadi suatu ikatan metalurgi logam lasan.
Pada prinsipnya beberapa teknik yang harus diketahui dan dilakukan seorang juru las dalam
melakukan proses pengelasan adalah:
1. Teknik Menghidupkan Busur Nyala
2. Teknik Ayunan Elektroda
3. Posisi-posisi Pengelasan
4. Teknik dan Prosedur Pengelasan pada berbagai Konstruksi sambungan.
Mesin las listrik

Mesin las merupakan sumber tenaga yang memberi jenis tenaga listrik yang diperlukan serta
tegangan yang cukup untuk terus melangsungkan suatu lengkung listrik las. Sumber tenaga
mesin las dapat diperoleh dari: Motor bensin atau diesel, atau gardu induk.
Tegangan pada mesin las listrik biasanya: 110 volt, 220 volt, 380 volt. Busur nyala terjadi
apabila dibuat jarak tertentu antara elektroda dengan benda kerja dan kabel massa dijepitkan
ke benda kerja.
Jenis mesin las listrik
Transformator AC (arus bolak-balik)
Mesin ini memerlukan sumber arus bolak-balik dengan tegangan yang lebih rendah pada
lengkung listrik. Keuntungan – keuntungan mesin las AC antara lain :
- Busur nyala kecil, sehingga memperkecil kemungkinan timbunya keropos padarigi-rigi las
- Perlengkapan dan perawatan lebih murah
Rectifier arus searah (DC)
Mesin ini mengubah arus listrik bolak-balik (AC) yang masuk, menjadi arus listrik searah
(DC) keluar. Pada mesin AC, kabel masa dan kabel elektroda dapat dipertukarkan tanpa
mempengaruhi perubahan panas yang timbul pada busur nyala. Keuntungan-keuntungan
mesin las DC antara lain :
- Busur nyala stabil
- Dapat menggunakan elektroda bersalut dan tidak bersalut
- Dapat menggunakan elektroda bersalut dan tidak bersalut
- Dapat mengelas pelat tipis dalam hubungan DCRP

- Dapat dipakai untuk mengelas pada tempat-tempat yang lembab dan sempit
Teknik Dasar Pengelasan
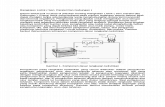
Pembentukan busur listrik pada proses penyulutan
Pada pembentukan busur listrik elektroda keluar dari kutub negatif (katoda) dan mengalir
dengan kecepatan tinggi ke kutub positif (anoda).Dari kutub positif mengalir partikel positif
(ion positif) ke kutub negatif. Melalui proses ini ruang udara diantara anoda dan katoda
(benda kerja dan elektroda) dibuat untuk menghantar arus listrik (diionisasikan) dan
dimungkinkan pembentukan busur listrik. Sebagai arah arus berlaku arah gerakan ion-ion
positif. Jika elektroda misalnya dihubungkan dengan kutub negatif sumber arus searah, maka
arah arusnya dari benda kerja ke elektroda. Setelah arus elektroda didekatkan pada lokasi
jalur sambungan disentuhkan dan diangkat kembali pada jarak yang pendek (garis tengah
elektroda). Dengan penyentuhan singkat elektroda logam pada bagian benda kerja yang
akandilas, berlangsung hubungan singkat didalam rangkaian arus pengelasan, suatu arus
listrik yang kekuatannya tinggi mengalir, yang setelah pengangkatan elektroda itu dari benda
kerja menembus celah udara, membentuk busur cahaya diantara elektroda dengan benda
kerja, dan dengan demikian tetap mengalir. Suhu busur cahaya yang demikian tinggi akan
segera melelehkan ujung elektroda dan lokasi pengelasan. Di dalam rentetan yang cepat
partikel elektroda menetes, mengisi penuh celah sambungan las dan membentuk kepompong
las. Proses pengelasan itu sendiri terdiri atas hubungan singkat yang terjadi sangat cepat
akibat pelelehan elektrodayang terus menerus menetes.
Proses Penyulutan
Setelah arus dijalankan, elekteroda didekatkan pada lokasi jalur sambungan disentuhkan
sebentar dan diangkat kembali pada jarak yang pendek (garis tengah elektroda).
Menyalakan busur listrik
Untuk memperoleh busur yang baik di perlukan pangaturan arus (ampere) yang tepat sesuai
dengan tipe dan ukuran elektroda, Menyalakan busur dapat dilakukan dengan 2 (dua) cara
yakni :
• Bila mesin Ias yang dipakai mesin Ias AC, menyalakan busur dilakukan dengan
menggoreskan elektroda pada benda kerja.
• Menyalakan busur pada pesawat Ias DC, elektroda hanya disentuhkan.

Memadamkan busur listrik
Cara pemadaman busur listrik mempunyai pengaruh terhadap mutu penyambungan maniklas.
Untuk mendapatkan sambungan maniklas yang baik sebelum elektroda dijauhkan dari logam
induk sebaiknya panjang busur dikurangi lebih dahulu dan baru kemudian elektroda
dijauhkan dengan arah agak miring.
III. PERCOBAAN
Alat dan Bahan
1. Kawat las
2. Transformator
3. Alat Pelindung Diri
4. Elektroda
5. Pemegang elektroda
6. Kabel elektroda
7. Kabel tenaga
8. Kabel massa

Cara Kerja
IV. HASIL PERCOBAAN
Menyambungkan besi dan rangka dengan cara di las menggunakan elektroda dengan tanda adanya bunga api
pada gesekan ektroda dengan rangka
Menghubungkan penjepit (anoda) dari trafo ke rangka
Memasangkan elektroda pada penjepit (katoda)
Menyalakan Inverter
Memasangkan besi yang telah dipotong tadi pada rangka sampai tidak ada lagi pergeseran potongan besi.
Memotong besi sesuai dengan ukuran rangka yang akan di sambung

Persiapan Awal
Potongan besi
Elektroda
Penjepit elektroda (Katoda)
Penjepit besi (Anoda)
APD yang wajib digunakan saat pengelasan
Inverter

Proses pengelasan
Hasil Akhir
Percobaan pengelasan besiKerangka besi yang sudah di las

V. PEMBAHASAN
Pada percobaan ini dilakukan penyambungan logam dengan cara las listrik. Proses
pengelasan berkaitan dengan lempengan baja yang dibuat dari kristal besi dan karbon sesuai
struktur mikronya, dengan bentuk dan arah tertentu. Lalu sebagian dari lempengan logam
tersebut dipanaskan hingga meleleh. Kalau tepi lempengan logam itu disatukan, terbentuklah
sambungan. Umumnya, pada proses pengelasan juga ditambahkan dengan bahan
penyambung seperti kawat atau batang las. Penyambungan dilakukan dengan cara
menggunakan nyala busur listrik yang diarahkan ke permukaan logam yang akan disambung.
Pada bagian yang terkena busur listrik tersebut akan mencair, demikian juga elektroda yang
menghasilkan busur listrik akan mencair pada ujungnya dan merambat terus sampai habis.
Logam yang mencair tersebut akan menempel pada logam lain yang akan disambung
sehingga pada saat membeku logam tersebut sudah tersambung.
Mesin las busur listrik dapat mengalirkan arus listrik cukup besar tetapi dengan
tegangan yang aman (kurang dari 45 volt). Busur listrik yang terjadi akan menimbulkan
energi panas yang cukup tinggi sehingga akan mudah mencairkan logam yang terkena. Pada
las busur, sambungan terjadi oleh panas yang ditimbulkan oleh busur listrik yang terjadi
antara benda kerja dan elektroda. Terdapat dua buah elektroda, yang satu disambungkan ke
logam yg akan disambung dan satu lagi disambungkan ke busur listrik yang akan
menghasilkan panas. Mula-mula terjadi kontak antara elektroda dan benda kerja sehingga
terjadi aliran arus, kemudian dengan memisahkan penghantar timbullah busur. Energi listrik
diubah menjadi energi panas dalam busur dan suhu dapat mencapai 5500 °C.
Percobaan pertama yang dilakukan adalah percobaan membuat lelehan logam pada
satu titik. Pada pengerjaan ini busur digesekan ke logam sehingga timbul bunga api lalu
diarahkan satu titik ke logam yang akan dilelehkan. Busur dijaga jaraknya dan tidak boleh
menempel pada logam karena akan sulit dilepas. Selanjutnya adalah pengelasan pada logam
dengan posisi tertidur setelah itu pengelasan pada logam dengan posisi berdiri. Pengelasan
logam dengan posisi berdiri lebih sulit daripada pengelasan logam posisi tertidur karena harus
memperhatikan kemiringan logam dan memastikan semua sisi sudah menempel dengan baik.

VI. KESIMPULAN
- Teknik pengelasan besi menggunakan las listrik dengan mendekatkan busur yang
dialiri arus listrik ke logam yang dilas.
- Kerangka besi berhasil dibuat menggunakan metode las listrik dan mampu bertahan
(tidak terjadi pelepasan).
DAFTAR PUSTAKA
Anonim, 2010. Teknik Las Listrik dan Rangkaian Las Listrik. (Online).
(www.isidunia.com/2010/03/teknik-las-listrik-dan-rangkaian-las-listrik.html).
Diakses 29 Oktober 2013
Sutiyo, F. 2011. Teknik Las Listrik. (Online).
(http://repository.binus.ac.id/content/D0592/D059279733.doc. diakses 29 Oktober
2013).