Laporan PP 1 Tang Jepit

of 49
-
Upload
budi-susila-darma -
Category
Documents
-
view
246 -
download
1
description
laporan
Transcript of Laporan PP 1 Tang Jepit
1
Laporan Pengembangan Produk I
Dr. Ing. Ir. I Made Londen Batan, M.Eng
BAB IPENDAHULUAN
1.1. Latar Belakang
Persyaratan rancangan suatu produk adalah rancangan yang dapat dirakit, dapat didaur ulang, bebas dari korosi atau karat, biaya yang rendah dan dapat dimanufaktur serta dapat diperiksa hasil akhirnya. Kualitas suatu produk merupakan salah satu faktor penting dalam meningkatkan daya saing produk, selain biaya produksi dan ketepatan waktu produksi. Pada perancangan produk ini akan dikembangkan produk Tang Jepit (Jaw Locking Pliers). Pada umumnya alat ini sering digunakan pada dunia perbengkelan. Alat ini berfungsi sebagai alat penjepit baut, mur, atau benda kerja yang lain agar benda yang dijepit tidak mudah berputar atau bergeser dari tempat semula atau dari tempat yang diharapkan.Alasan penulis tertarik mengembangkan produk ini berdasarkan study pendahuluan yang dilakukan penulis dimana banyak pemakai alat ini mengalami kesulitan dalam menggunakan dengan alasan yang bervariasi, tetapi kesulitan yang timbul tidak mempengaruhi atau mengurangi mobilitas penggunaan alat ini oleh pengguna dilihat dari pentingnya kegunaan alat ini. Sehingga berdasarkan hal diatas maka penulis berinisiatif untuk mengembangkan produk Jaw Locking Pliers atau yang sering dikenal Tang Jepit.
Sebuah Tang Jepit (Jaw Locking Pliers) akan dikembangkan sesuai dengan perkembangan teknologi dan atas permintaan pengguna (customer), berdasarkan atas spesifikasi teknis dan permintaan tersebut akan diwujudkan dengan konsep yang akan dapat mengarahkan kualitas produk. Guna mendapatkan informasi tentang kebutuhan customer akan dilakukan :
1. Tanya jawab langsung kepada customer
2. Menyebarkan kuisioner kepada customer3. Mempelajari dan mengembangkan produk yang sudah ada.
Untuk mengetahui suara customer (customer needs) yang dilibatkan dalam penyebaran kuisioner pengembangan produk Tang jepit Jaw Locking Pliers yang dilakukan penulis adalah :
1. Mahasiswa Pascasarjana Teknik Mesin, ITS Surabaya2. Mekanik Bengkel Sepeda Motor1.2. TujuanTujuan pembuatan makalah ini antara lain adalah:
Menerapkan QFD kedalam proses perancangan dan pengembangan produk.
Untuk mengetahui seberapa besar kontribusi QFD dalam proses perancangan dan pengembangan produk.
Mempelajari bagaimana proses perancangan yang melibatkan customer, sehingga hasil dari proses perancangan tersebut benar-benar menjawab kebutuhan pasar (customer).
1.3. Schedule Kegiatan Pengembangan Produk Jaw Locking PliersKEGIATANBULAN SEPTEMBERBULAN OKTOBER
12341234
1. Penentuan Judul
2. Penyusunan Kuisioner
3. Penentuan Coustomer
4. Penyebaran Kuisioner
5. Mengolah Data Kuisioner
6. Penyusunan QFD dan HOQ
7. Penyusunan Laporan PP 1
BAB II
QUALITY FUNCTION DEPLOYMENT
Quality Function Deployment (QFD) merupakan suatu metode yang dipakai dalam tahap awal perancangan dan pengembangan produk dimana membuat rancangan kualitas dari suatu produk berdasarkan atas permintaan kualitas dari pemesanan (Customer) atau pasar (Market). QFD merupakan metode yang digunakan untuk mengantisipasi dan menentukan prioritas kebutuhan dan keinginan konsumen, serta menggabungkan kebutuhan dan keinginan konsumen tersebut dalam produk barang maupun jasa yang dihasilkan perusahaan.2.1. Beberapa Definisi QFD
1. QFD adalah suatu metode yang terstruktur didalam pengembangan produk yang memungkinkan tim pengembangan produk untuk menetapkan dengan jelas semua keinginan dan kebutuhan konsumen dan kemudian mengevaluasi masing-masing kemampuan produk atau servis yang ditawarkan secara sistematis untuk memenuhi kebutuhan konsumen [Cohen 95].2. QFD merupakan suatu praktek untuk mengembangkan produk sebagai tanggapan terhadap kebutuhan pelanggan menjadi apa yang dihasilkan perusahaan dengan cara memberi prioritas dan juga merupakan praktek menuju perbaikan proses yang memungkinkan perusahaan melampoi harapan pelanggan [Ullman].3. QFD adalah suatu alat dalam perencanaan yang dipergunakan untuk memenuhi keinginan pelanggan. [Besterfield.et.al,1995].Jadi QFD merupakan metode atau alat bantu, guna melakukan perancangan dan pengembangan produk yang terstruktur, yang memungkinkan tim pengembangan produk dapat mengidentifikasikan keinginan dan kebutuhan customer dengan jelas, kemudian mengevaluasi masing-masing kemampuan produk atau kemampuan pelayanan yang ditawarkan secara sistematis guna memenuhi kebutuhan customer.Permintaan customer (customer needs) merupakan masukan utama QFD, sedang langkah prosesnya ada 4 fase yang dapat dilihat pada gambar 1 dibawah ini.
Gambar 2.1. Phase QFD [Liu,Kliewer, Stephen, Weening]2.2. Manfaat Utama QFD
Adapun beberapa manfaat yang didapatkan dengan menerapkan QFD adalah :
1. Memusatkan perancangan produk dan jasa baru pada kebutuhan pelanggan.
2. Memastikan kebutuhan pelanggan dipahami dan mendorong proses desain.
3. Mengutamakan kegiatan desain, memastikan proses desain dipusatkan pada kebutuhan konsumen yang paling berarti.
4. Menganalisa kinerja produk perusahaan terhadap kinerja pesaing-pesaing perusahaan yang utama untuk memenuhi kebutuhan utama pelanggan.
5. Berfokus pada upaya perancangan sehingga meminimalkan waktu perancangan secara keseluruhan. Pemikiran baru memperhatikan adanya penghematan 1/4 sampai 1/3 dibanding sebelum QFD dilakukan.
6. Mengurangi pengubahan desain setelah dikeluarkan dengan memastikan upaya yang berfokus pada tahap perencanaan. 2.3. House of QualityDari urutan fase QFD, product planning (penyusunan House of Quality) merupakan fase pertama dan bertujuan untuk mendapatkan nilai prioritas masing-masing Substitute Quality Characteristics (SQC) yang nantinya akan menjadi masukan pada tahapan Parts Deployment.
Keterangan :
Bagian A : berisi data/informasi yang diperoleh dari penelitian pasar tentang kebutuhan dan keinginan konsumen
Bagian B : Berisi 3 jenis data yaitu :1. Data pasar kuantitatif, yang menunjukkan tentang kepentingan relatif dari customer needs and benefits, dan tingkat kepuasan customer terhadap kompetisi tawaran saat ini dan organisasi.2. Penetapan tujuan strategis untuk pelayanan dan produk baru.3. Perhitungan untuk urutan prioritas dari keinginan dan kebutuhan customer. Bagian C : Berisi persyaratan teknis untuk produk jasa baru yang akan dikembangkan. Data diturunkan berdasarkan informasi yang diperoleh mengenai kebutuhan dan keinginan konsumen (Bagian: A)
Bagian D : Berisi penilaian menejemen mengenai kekuatan hubungan antara elemen-elemen yang terdapat pada (technical respon) persyaratan teknis (Bagian: C) terhadap (customer needs) keinginan konsumen (Bagian: A). Bagian E : Menunjukkan korelasi antara persyaratan teknis yang satu dengan yang lain yeng terdapat di Bagian: C. Bagian F : Berisi 3 jenis data yaitu :
1. Urutan tingkat kepentingan (prioritas) persyaratan teknis didasarkan pada urutan customer needs dan urutan keinginan dari Bagian: B dan hubungannya pada Bagian: D2. Informasi hasil perbandingan kinerja teknis produk/jasa yang dihasilkan oleh perusahaan terhadap kinerja produk pesaing
3. Target kinerja persyaratan teknis produk atau jasa yang baru dikembangkan.
BAB IIIANALISA DATA3.1. Metode Pengambilan Data
Dalam proses perancangan dan pengembangan produk diperlukan suatu proses pencarian data tentang apa saja yang menjadi tututan pasar. Untuk dapat memperoleh informasi dan kebutuhan customer diperlukan suatu metode untuk melakukannya. Metode yang umum dilakukan adalah :1. Wawancara langsung dengan customer.
2. Kuisioner
Dengan memperhatikan keterbatasan waktu, maka pencarian informasi tentang keinginan dan kebutuhan customer dilakukan dengan metode kuisioner. Adapun customer yang dilibatkan adalah:
1. Mahasiswa S2 Teknik Mesin ITS.2. Mekanik Bengkel Sepeda Motor.3.2. Pengolahan Data
Dari data kuisioner yang didapat kemudian data dapat dirangkum untuk dijadikan dasar dalam membuat Permintaan Kualitas Customer (PKC) atau Voice Of Customer (VOC). Data dari customer ditabelkan dan dihitung perolehan jumlah kuisioner serta nilai total masing-masing pertanyaan. Tabel ini gunanya untuk mempermudah melihat angka perolehan skor atau prioritas pertanyaan pada kuisioner dari customer.
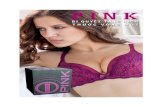
Gambar 3.1. Tang Jepit (Jaw Locking Pliers) yang
Akan dikembangkanData Kuisioner dari Customer
1.Mengenal Tang Jepit
Ya20
Tidak0
2.Pernah memakai Tang Jepit
Ya18
Tidak2
3.Tempat menggunakan Tang Jepit
Di rumah10
Di tempat kerja4
Di rumah dan tempat kerja4
4.Kegunaan Tang Jepit
Ya19
Tidak1
5.Berat Tang Jepit
Kurang dari 0,5 kg18
1 Kg2
Lebih dari 1 Kg0
6.Pengaruh Berat Tang Jepit
Ya20
Tidak0
7.Tangkai Tang Jepit Perlu Dilapisi
Ya17
Tidak3
8.Material Pelapis Tang Jepit
Kayu0
Plastik3
Karet17
9.Harga Tang Jepit
Kurang dari 100 rb19
100 rb 150 rb0
Lebih dari 150 rb1
10.Panjang Tang Jepit
Kurang dari 25 cm11
25 30 cm8
Lebih dari 30 cm1
11.Bentuk MulutTang Jepit
Rahang lurus7
Hidung panjang4
Rahang kurva7
Rahang besar2
12.Bentuk Alur Gigi Penjepit Tang Jepit
Alur Gerigi14
Alur Kotak0
Alur Belah Ketupat6
13.Haat Tretmen Tang Jepit
Ya13
Tidak7
Skor dari masing-masing pertanyaan berdasarkan Permintaan Kualitas Customer (PKC)NoPERTANYAANSKOR (%)Mean(%)Prioritas
1.Mengenal Tang Jepit87804070905065501015506010211090707050455210
2.Memakai Tang Jepit507060859007050101560010201075657045304413
3.Tempat menggunakan5580507570080100104080020191050457040204512
4.Kegunaan Tang Jepit6510075705010080100451007004018257070606055638
5.Berat Tang Jepit90906590809050403530709070159010085707560693
6.Pengaruh Berat Tang Jepit80907092508010080604060807013705060807540675
7.Tangkai Pegangan Tang Jepit perlu dilapisi85
90608565705580502575905012208090958575676
8.Material Pelapis Tangkai Tang9580757085857095504575100601120751001009585732
9.Harga Tang Jepit751008040809510010010709010080148510075806550741
10.Panjang Tang Jepit658075907065100601050908070105010060706550657
11.Bentuk Mulut Tang Jepit75608510098851008030407080608755080804565684
12.Bentuk Alur Gigi Penjepit9560856060901008040106080605701095606040619
13.Heat Treatmen807040606090706030575507512510453035304711
Customer1234567891011121314151617181920
Phase 1: Rancangan Quality Function Deployment (QFD)
a. Inventarisasi Permintaan Kualitas Customer (PKC)
1) Permintaan / Persyaratan Kualitas Customer
Dari data di atas, dapat disusun daftar Permintaan Kualitas Customer berdasarkan skor tertinggi dari pilihan customer. 1.Tempat menggunakan Tang Jepit
Di rumah10
2.Berat Tang Jepit
Kurang dari 0,5 kg18
3.Pengaruh Berat Tang Jepit
Ya20
4.Tangkai Tang Jepit Perlu Dilapisi
Ya17
5.Material Pelapis Tang Jepit
Karet17
6.Harga Tang Jepit
Kurang dari 100 rb19
7.Panjang Tang Jepit
Kurang dari 25 cm11
8.Bentuk MulutTang Jepit
Rahang lurus
7
Rahang kurva
7
9.Bentuk Alur Gigi Penjepit Tang Jepit
Alur Gerigi14
10.Heat Treatment Tang Jepit
Ya13
2) Pengelompokan Permintaan Kualitas Customer (PKC)Kelompok 1.Dimensi
Berat Tang Jepit
Panjang Tang Jepit
Kelompok 2.Bahan
Pelapis Tangkai Tang Jepit
Kelompok 3.Harga
Harga Tang Jepit
Kelompok 4. Jenis Mulut Penjepit
Bentuk rahang lurusBentuk rahang kurva
Kelompok 5.Jenis Alur Gigi
Alur Gerigi
b. Pengelompokan Umum Permintaan Kualitas Customer (PKC)
c. Penyusunan Prioritas Permintaan Kualitas Customer (PKC)
d. Penilaian Permintaan Kualitas Customer (PKC)
Perbandingan PKC
DimensiBahan HargaJenis Mulut PenjepitJenis Alur Gigi
Dengan PKC PKC 1: Berat Tang Jepit PKC 2: Panjang Tang Jepit PKC 3: Pelapis Tangkai
PKC 4: Murah
PKC 5: Bentuk Rahang Lurus
PKC 6: Bentuk Rahang Kurva PKC 7: Alur Gerigi
DimensiPKC 1: Berat Tang Jepit0223111
PKC 2: Panjang Tang Jepit2013221
BahanPKC 3: Pelapis Tangkai2103111
HargaPKC 4: Murah3330333
Jenis Mulut PenjepitPKC 5: Bentuk Rahang Lurus1213022
PKC 6: Bentuk Rahang Kurva1213202
Jenis Alur GigiPKC 7: Alur Gerigi1113220
(1011918111110
Catatan :
Lebih Penting: 3
Sama Penting: 2
Kurang Penting: 1Phase 2: Rancangan Produk
a. Pertimbangan Performance Kualitas Konstruksi (PKK)Permintaan Kualitas Customer (PKC)Pertimbangan Performance Kualitas Konstruksi PKK
Dimensi Berat Tang Jepi Kurang dari 0,5 kg
Panjang Tang jepit Kurang dari 25 cm
Bahan Pelapis Tangkai Tang Jepit Ketahan Terhadap Slip
Harga Murah Harga sesuai
Jenis Mulut Penjepit Bentuk Rahang Lurus 2 in 1
Bentuk Rahang Kurva
Jenis Alur Gigi Alur Gerigi Hardness dan Tahan Korosi
b. Strukturisasi Performance Kualitas Konstruksi
Performance Kualitas Konstruksi PKK
c. Optimasi Matrik Atap
KEMUDAHANBerat kurang dari 0,5 kg(
Panjang kurang dari 25 cm(
Harga sesuai(
DESAINKetahanan terhadap slip(
2 in 1(
Hardness dan Tahan korosiO
Catatan :
Arah Optimasi
(Minimum
(Maksimum
ONormal
Hubungan Antara PKK
(Positif sekali
OPositif
XNegatif
#Negatif sekali
d. Hubungan antara PKC dan PKK
Perbandingan PKKNilai / Bobot PKCKEMUDAHANDESAIN
Dengan PKC PKK 1: Berat Kurang dari 0,5 Kg PKK 2: Panjang Kurang dari 25 cm
PKK 3: Harga sesuai PKK 4: Ketahanan Terhadap Slip PKK 5: 2 in 1 PKK 6: Hardness dan tahan Korosi
DimensiPKC 1: Berat Tang Jepit10((O(
PKC 2: Panjang Tang Jepit11((OO(
BahanPKC 3: Pelapis Tangkai9(((
HargaPKC 4: Murah18((O(O
Jenis Mulut PenjepitPKC 5: Bentuk Rahang Lurus11(((((
PKC 6: Bentuk Rahang Kurva11(((((
Jenis Alur GigiPKC 7: Alur Gerigi10OO(
Catatan :
Kuat
( : 9
TangahO : 3
Lemah (: 1
e. Penetapan Rangkin (Bobot) dari PKC
Perbandingan PKKNilai / Bobot PKCKEMUDAHANDESAIN
Dengan PKC PKK 1: Berat Kurang dari 0,5 Kg PKK 2: Panjang Kurang dari 25 cm
PKK 3: Harga sesuai PKK 4: Ketahanan Terhadap Slip PKK 5: 2 in 1 PKK 6: Hardness dan tahan Korosi
DimensiPKC 1: Berat Tang Jepit109009030900
PKC 2: Panjang Tang Jepit1111993333990
BahanPKC 3: Pelapis Tangkai990818100
HargaPKC 4: Murah1816216205416254
Jenis Mulut PenjepitPKC 5: Bentuk Rahang Lurus1111119909911
PKC 6: Bentuk Rahang Kurva1111119909911
Jenis Alur GigiPKC 7: Alur Gerigi10003003090
(294283431198579166
Hasil Bobot PKK (%)15,0614,522,0910,1529,678,51
Phase 2: Perancangan Proses
Penyusunan House of Quality (HoQ)
Performance Kualitas Konstruksi
PKK
Permintaan Kualitas Costomer
PKCNilai / Bobot PKC
KEMUDAHANDEMENSI
PKK 1: Berat Kurang dari 0,5 KgPKK 2: Panjang Kurang dari 25 cm
PKK 3: Harga sesuaiPKK 4: Ketahanan Terhadap SlipPKK 5: 2 in 1PKK 6: Hardness dan Tahan Korosi
DimensiPKC 1: Berat Tang Jepit10((O(
PKC 2: Panjang Tang Jepit11((OO(
BahanPKC 3: Pelapis Tangkai9(((
HargaPKC 4: Murah18((O(O
Jenis Mulut PenjepitPKC 5: Bentuk Rahang Lurus11(((((
PKC 6: Bentuk Rahang Kurva11(((((
Jenis Alur GigiPKC 7: Alur Gerigi10OO(
(294283431198579166
Hasil Bobot PKK (%)15,0614,522,0910,1529,678,51
Rangking PKKIIIIVIIVIVI
BAB IV
PEMILIHAN KONSEP4.1. Pemilihan Konsep Hasil HOQ Pengembangan Produk Tang JepitBerdasarkan dari susunan House of Quality (HOQ) yang dikembangkan pada pengembangan produk Tang Jepit adalah sebagai berikut :No.PKKHasil Bobot PKK (%)
1.PKK 5: 2 in 129,69 %
2. PKK 3: Harga Sesuai22,09 %
3.PKK 1: Berat kurang dari 0,5 Kg15,06 %
4.PKK 2: Panjang kurang dari 25 Cm14,5 %
5.PKK 6: Ketahanan terhadap slip10,15 %
6PKK 6: Hardness dan Tahan Korosi8,51 %
4.2. Gambar Sket Hasil HOQ Pengembangan Produk Tang Jepit
Gambar 4.1. Gambar Sket Hasil HOQ Pengembangan Produk Tang JepitBAB VPENGEMBANGAN KONSEP
5.1. Pendahuluan
Bagaimana spesifikasi teknis produk dikembangkan atas permintaan pelanggan (customer needs). Berdasarkan atas spesifikasi teknis dan permintaan tersebut akan diwujudkan konsep yang akan dapat mengarahkan kualitas produk. Untuk itu ada pilosofi yang mudah yang umum dipakai, yaitu struktur atau bentuk mengikuti fungsi (structure or from follows a function). Di beberapa perusahaan, desain dimulai dengan sebuah konsep yang dikembangkan kedalam suatu produk. Cara ini adalah sebuah pilosofi yang lemah dan secara umum tidak mengarah kepada pemenuhan kualitas.
5.2. Konsep Pengembangan Produk
Pengembangan konsep secara umum dapat dilihat pada gambar 5.1 gambar ini menunjukkan komunikasi dari informasi perancangan, updating dari rencana (plan) dan pemecahan masalah kedalam sub-sub problem. Cara terbaik untuk membuat atau mewujudkan konsep suatu produk adalah mengembangkan sebuah teknik berdasarkan atas fungsi produk (system) atau komponen itu sendidri. Teknik ini akan membantu dalam pemecahan masalah dan memberikan kesempatan untuk mencari jalan keluar (solusi) yang kreatif. Untuk itu perlu memusatkan perhatian kita pada tehnik pemecahan fungsi produk (functional decoposition) dan variasi perwujudan konsep (concept variant generation). Hal ini didasarkan atas kenyataan bahwa banyak kebutuhan penting pelanggan yang harus dipenuhi. Pemenuhan fungsi produk (system) merupakan penilaian performasi dari produk itu sendiri.Perancangan untuk manufaktur meliputi dua aktivitas penting yaitu perancangan dan pengembangan produk. Perancangan dan pengembangan produk harus dilakukan secara matang, karena proses ini akan menentukan proses selanjutnya. Adapun langkah-langkah yang harus dilakukan oleh seorang desainer dalam perancangan dan pengembangan produk adalah sebagai berikut :
1. Mengidentifikasi kebutuhan konsumen2. Membuat spesifikasi produk
3. Menganalisa kompetensi produk di pasar
4. Pengembangan konsep
5. Pemilihan konsep
6. Penyempurnaan spesifikasi
7. Analisa secara ekonomi
8. Merencanakan proyekDelapan tahapan tersebut dilakukan oleh beberapa yang tergabung dalam tim yang disebut dengan development tim. Tim tersebut biasanya meliputi bagian pemasaran (marketing), perancang (designer), produksi ( manufacture), mampu ukur, kontrol kulitas (quality control) dan masih banyak lagi.
Mision Statement
Development
Plant
CONCEPT DEVELOPMENT
Gambar 5.1 Diagram Alir Pengembangan Konsep (Ulrich,1995)
5.2.1. Mengidentifikasi Kebutuhan Konsumen
Sesuai dengan kegiatan ini adalah untuk memahami kebutuhan konsumen dan mengkomunikasikan secara efektif kepada tim pengembang.5.2.2. Membuat Target Spesifikasi
Spesifikasi adalah suatu gambaran secara jelas mengenai fungsi produk. Spesifikasi juga merupakan translasi dari yang dibutuhkan oleh konsumen ke dalam terminologis teknis.
5.2.3. Analisa dari Kompetensi ProdukMemahami spesifikasi yang sudah ada di pasaran, sehingga dari hal tersebut bisa dikembangkan suatu produk yang mempunyai keunggulan-keunggulan dari pada produk yang sudah ada di pasaran.
5.2.4. Pengembangan konsep
Sasaran dari pengembangan konsep suatu produk ini adalah untuk melihat lebih lanjut jauh apakah produk yang akan dibuat sudah memenuhi kebutuhan konsumen. Dalam pengembangan konsep ini masing-masing individu dari tim pengembang akan menawarkan konsep masing-masing yang masih dalam bentuk sket dan penjelasan yang sederhana.
5.2.5. Pemilihan Konsep
Konsep yang ditawarkan oleh individu-individu lain dari tim pengembang, selanjutnya diseleksi melalui metode screening dan metode scoring. Sehingga hasil dari screening dan scoring nantinya ada desain produk yang memenuhi kriteria konsumen, biaya murah, dapat diproses (manufacturability) dan dapat diperiksa.5.2.6. Penyempurnaan Spesifikasi
Spesifikasi produk yang telah ditentukan sebelumnya akan ditinjau ulang kembali sebagai konsekuensi dari proses pemilihan konsep, karena biasanya konsep produk yang dihasilkan dari proses penyeleksian tidak murni hasil pemikiran dari suatu individu dalam tim pengembang, tetapi lebih merupakan gabungan dari masing-masing konsep yang ditawarkan individu-individu. Sehingga pada tahapan ini pengembang harus menetapkan kembali spesifikasi produk.
5.1.7. Analisa Secara EkonomiTim pengembang dibantu oleh ahli ekonomi untuk membuat suatu model produk yang bernilai ekonomis. Di sini sudah dihitung biaya pengembangan dan pembuatan (manufacture) untuk jangka waktu tertentu.5.1.8. Perencanaan Proyek
Perencanaan proyek adalah tahapan terakhir dari metode perancangan dan pengembangan produk. Pada tahapan ini ditetapkan jadwal pelaksanaan proyek secara keseluruhan melalui penentuan waktu produk, perubahan material, penetapan biaya produksi, pemilihan parastaf, penentuan waktu produk selesai, kontrol kualitas dari pengiriman produk ke konsumen.5.3. Reverse Engineering
Reverse Engineering adalah proses tingkat empat dalam perkembanga teknik data untuk menyuport effisiensi yang digunakan dari capital resourse dan untuk menaikkan productivity. Reverse engineering memerlukan data yang akurat untuk pengembangan jangka waktu panjang dan alat bantu untuk kapabilitas teknik dimana ini merupakan yang paling utama pada reverse Enginerring. Sukses pada reverse engginering umumnya diukur dengan kembalinya jumlah modal dalam waktu tertentu. Demikian pula sukses RE juga diukur dari efektifitas menyeluruh dari objektif jangka panjang dan pendek.
Dalam reverse enginerring ada beberapa hal-hal penting yang harus diperhatikan :
1. Reverse enginerring sebuah series line production.
2. Reverse enginerring adalah menghasilkan sebuah product atau komponen dengan efisiensi tinggi atau kualitas dengan biaya yang rendah.3. Reverse enginerring mengidentifikasikan kelemahan sistem dalam berbagai usaha.
4. Dokumen yang baru, dipakai untuk menyokong peralatan dan sistem dokumen peralatan pemeliharaan adalah hal yang snagt penting pada pembuatan produk dari Reverse Enginerring.
Adapun Keuntungan yang diberikan oleh RE adalah :
1. Perawatan dan kecendrungan perbaikan segi manufaktur sangat potensial untuk dokumentasi.
2. RE ditargetkan juga untuk memodernisasi komponen singular dari suatu sistem, bukan sistem yang dikehendaki untuk meningkatkan sistem produksi.3. Re adalah sebagai Quality Function, Re memakai TQM dimana TQM adalah sebuah proses untuk menangani pekerjaan yang didasarkan atas evaluasi analisis proses pekerjaan. 4. RE banyak dimanfaatkan pada sistem produksi. Sebagian besar sistem, baik sumber daya manusia maupun manufaktur dapat memakai proses RE untuk meningkatkan effisiensi dan produktifitas.
Pada gambar dibawah ini dilustrasikan perbedaan antara traditional design proses dengan reverse enginering proses.
Pada gambar 3.1 diperlihatkan produk awal Tang Jepit dengan komponen-komponen sebagai berikut :1. Mulut penjepit berbentuk kurva2. Handle bagian atas dan bawah
3. Tangkai pelepas kuncian
4. Batang penyambung handle bagian atas dengan bawah
5. Baut Pengunci
6. Keling
7. Pegas
Dari produk awal yang terlihat pada gambar 3.1 penulis berkeinginan untuk mengembangkan produk ini. Keinginan ini berdasarkan studi pendahuluan yang dilakukan penulis. Segingga dengan metode QFD (Quality Function Deployment) dengan 4 langkah Phase QFD yang sudah diuraikan di BAB I sehingga diperoleh customer needs yang dipilih untuk dikembangkan. Adapun Komponen-komponen yang dikembangkan sebagai berikut :
1. Mulut penjepit dimana pada sebuah Tang Jepit terdapat dua tipe mulut, yaitu bentuk kurva dan benk lurus ( 2 in 1) sehingga lebih effisien dalam segi penggunaannya.2. Handle bagian atas dan bawah dilapisi karet dengan kekasaran tertentu untuk mencegah terjadinya slip pada saat penjepitan benda kerja.
3. Panjang Tang Jepit pada kondisi awa sepanjang 25 cm dikembangkan menjadi 28 cm diakibatkan bertambah panjangnya mulut penjepit.
4. Barat total Tang Jepit kurang dari 0,5 kgBAB VIPERANCANGAN KONSEP
6.1. Pendahuluan
Setelah konsep diputuskan atau dipilih maka desainer akan mulai melakukan perancangan komponen-komponen produk secara detail. Perhitungan yang menyangkut kekuatan dan pemilihan material, faktor keamanan serta kebutuhan akan permukaan serta bentuk yang lebih rinci akan menjadi pertimbangan utama. Selain pertimbangan tersebut, perancangan produk juga tidak bisa lepas dari pertimbangan manufaktur.
6.2. Perancangan Yang Ekonomis
Komponen yang dirancang, tidak hanya memiliki nilai teknis, tapi juga memiliki nilai ekonomis. Beberapa hal yang menjadi perhatian dalam perancangan yang ekonomis adalah :
1. Dibuat dalama bentuk yang sederhana (Simplicity).2. Menggunakan bahan dan komponen yang standar (Standard material and components).3. Produk terstandar dengan sendirinya (Standardized design of product it self).4. Memiliki toleransi yang bebas (Liberal tolerances).5. Menggunakan bahan-bahan yang dapat di proses (Use of the most processible materials).6. Dimengerti pada bidang manufaktur (Collaboration with manufacturing personnel).7. Menghindari operasi yang berulang (Avoidance of secondary operation)8. Untuk level produksi yang sama (Design appropriate to the expected level of production).9. Menggunakan karakteristik proses yang khusus (Utilizing special process characteristics).10. Menghindari proses yang merugigan (Avoiding process restrictiveness).6.3. Perancangan Umum Desain
Secara umum dalam mendesain produk/komponen adalah menciptakan suatu alat yang bertujuan untuk memenuhi fungsi tertentu. Sehingga dalam proses perancangan fungsi dari komponen tersebut tidak boleh berubah dalam proses perancangan. Berikut ini aturan dasar perancangan :
1. Sedapat mungkin kurangi jumlah bagian/part/komponen.
2. Sedapat mungkin produk/komponen dapat dibuat dalam sekali operasi. 3. Sedapat mungkin dipilih proses dengan biaya yang rendah.
4. Hindari pernyataan dalam gambar yang sulit dimengerti bagi bagian manufaktur.
5. Dimensi dibuat dengan mempertimbangkan proses pembuatan/manufaktur dan cara pengukurannya.
6. Hindari ukuran dan toleransi yang tumpang tindih.
7. Pilih material yang mudah dibentuk, ringan dan harganya murah, namun masih memenuhi spesifikasi yang diperlukan.
8. Hindari bentuk-bentuk lancip yang menyebabkan konsentrasi tegangan.9. Rancangan part/komponen usahakan proses pembuatan dapat dilakukan satu kali proses.10. Pada desain pengecoran dan powder metalurgi dibuat sedemikian rupa agar dihindari garis pemisah (parting line) yang bertingkat untuk menghindari kompleknya proses, begitu juga ketebalan komponen cetakan juga harus diperhatikan agar proses penyusunan tidak berpengaruh terhadap bentuk cetakan.
6.4. Analisa Perhitungan Kekuatan BahanA. Analisa Gaya dan Momen yang terjadi Tang Jepit.Pada perhitungan ini diasumsikan gaya yang diberikan pada handle pada Tang Jepit adalah P = 50 N. Analisa titik F
Analisa titik E
Jarak Titik OE = 0,15 m ; FE = 0,015 m
Analisa tititk B = C
Jarak Titik OB = 0,165 m ; FB = 0,03 m ; EB = 0,015 m
Analisa tititk D
Jarak Titik OD = 0,18 m ; FD = 0,045 m ; ED = 0,015 m
Analisa tititk A
Jarak Titik OA = 0,28 m ; EA = 0,13 m ; DA = 0,1 m
EMBED Equation.3
EMBED Equation.3
EMBED Equation.3 Maka dari perhitungan diatas dapat dibuat bidang momen sebagai berikut :
Jadi dari Bidang momen yang tergambar diatas bisa ditarik suatu kesimpulan :1. Momen yang terbesar terjadi pada titik E ( keling E ) sebesar M = 8,25 Nm.
2. Momen terbesar kedua terjadi pada titik D ( keling D) sebesar M = 5,25 Nm
3. Momen yang terajadi di titik A sebesar M = 2 Nm. Maka agar benda kerja tidak bergerak dari tempat yang diinginkan atau dikatakan aman apabila gaya tekan (P) yang diberikan harus lebih besar dari A dikalikan koefisien geseknya atau dapat dituliskan
B. Perhitungan Gaya geser Pada Karet Pelapis Handle Tang Jepit
Diasumsikan beban yang diterima karet pelapis pada handle Tang Jepit adalah sebesar P = 50 N. Beban yang diasumsikan merupakan gaya yang terjadi karena beban geser pada saat pemegangan handle.
dimana :
= Tegangan geser karet
F= Gaya geser total yang terjadi
A= Luas penampang lintang batang handle C. Perhitungan Forging Pada Perancangan Handle Tang Jepit
Proses ini diasumsikan dalam kondisi Plane Strain
Gambar 6.1 Tegangan Yang Bekerja Pada Plat yang Ditempa dengan Kondisi Regangan Bidang.
Syarat batas : Kondisi pada x =a ; (= 0 dan P = (
P = ( exp
Karena pada proses forging diasumsikan sangat kecil maka :
P = (
EMBED Equation.3
Sehingga Tekanan forging rata-rata :
= (
EMBED Equation.3 Jadi Total gaya Forging yang dibutuhkan dalam proses ini adalah :
P = ( 2a ) w ; w = lebar kearah normal dari bidang
D. Perhitungan Proses Ekstrusi Pada Perancangan Batang Penyambung handle
Gaya Total Ekstrusi
dimana : = gaya total untuk ekstrusi.
= gaya dari cetakan
= gaya untuk melawan gesekan
Gaya dari cetakan
(
dimana :B = ( cot (
( = sudut semi cetakan
R = ekstrusi ratio
Gaya untuk melawan gesekan
dimana : = tegangan geser permukaan antara bilet dan countainer
L = Panjang bilet dalam container
D = diameter dalam dari container
Jadi Gaya yang dibutuhkan dalam proses ekstrusi adalah :
P = A
; A = luas penampang material yang diekstrusi
E. Analisa Kekuatan Paku Keling
Pada perhitungan kekuatan paku keling yang akan dilakukan dihitung berdasarkan keling yang menerima gaya dan momen yang paling besar berdasarkan pada perhitungan sebelumnya. Analisa Keling F
a. Tegangan tarik pada batang paku keling
b. Tegangan tekan pada kepala keling
c. Tegangan geser pada kepala paku keling
dimana = tegangan geser yang diijinkan dari bahan paku keling. Sehingga Diameter kepala paku keling dapat ditentukan berdasarkan hasil perhitungan dan yaitu :
sedangkan tinggi kepala paku keling dapat ditentukan berdasarkan dan yaitu :
Sehingga untuk menjaga agar perancangan tetap aman atau memenuhi persyaratan prancangan maka diambil
D = 1,75 d
h = 2,8 d Analisa Keling E
a. Tegangan tarik pada batang paku keling
b. Tegangan tekan pada kepala keling
c. Tegangan geser pada kepala paku keling
dimana = tegangan geser yang diijinkan dari bahan paku keling. Sehingga Diameter kepala paku keling dapat ditentukan berdasarkan hasil perhitungan dan yaitu :
sedangkan tinggi kepala paku keling dapat ditentukan berdasarkan dan yaitu :
Sehingga untuk menjaga agar perancangan tetap aman atau memenuhi persyaratan prancangan maka diambil
D = 1,75 d
h = 2,85 d
6.4. Desain Hasil Pemilihan Konsep
Dari uraian langkah desain komponen diatas dan konsep yang telah dipilih, maka dapat dibuat rancangan (desain) gambar kerja sebagai berikut : Gambar 6.2.TerlampirBAB VII
PERANCANGAN UNTUK MANUFAKTUR
7.1. Pendahuluan
Secara umum rancangan manufaktur merupakan pelaksanaan dari proses desain yang telah dilakukan sebelumnya. Dalam proses manufaktur, hal yang penting untuk dipertimbangkan adalah biaya, yaitu apakah suatu rancangan yang telah dibuat bisa dimanufaktur atau tidak. Setelah itu dicoba diusahakan agar dapat menurunkan biaya pada proses manufaktur. Usaha ini diusahakan dengan cara standarisasi komponen-komponen dan material. Menurunkan biaya proses produksi dan perakitan. Pemilihan proses dan perakitan dapat dilihat dengan melihat fungsi dari komponen dan alat produksi.
7.2. Proses Metal Forming Pada Perancangan Komponen
7.2.1. Proses Forging
Forging atau penempaan adalah pengerjaan logam menjadi bentuk yang berguna dengan menggunakan palu atau penekan. Penempaan merupakan seni pengerjaan logam yang paling tua . Sebagai proses tempa dilakukan dalam keadaan panas, walaupun beberapa logam dapat ditempa dalam keadaan dingin. Ada 2 kelompok utama peralatan-peralatan yang digunakan pada proses tempa. Palu tempa atau palu tumbuk, yang memberikan tumbukan yang cepat kepermukaan logam, sementara dengan penekan tempa, permukaan logam ditempa secara pelan-pelan. Dua katagori umum proses-proses penempaan adalah penempaan cetakan terbuka dan penempaan cetakan tertutup. Penempaan cetakan terbuka dilakukan diantara 2 cetakan yang datar atau cetakan-cetakan yang bentuknya sangat sederhana. Proses ini banyak digunakan untuk benda yang besar atau apabila jumlah suku cadang yang dihasilkan sedikit. Pada penempaan cetakan tertutup, benda kerja dibentuk diantara 2 pasang cetakan yang akan menghasilkan bentuk akhir yang diinginkan. Benda kerja dibentuk dibawah tekanan tinggi dalam suatu rongga tertutup, sehingga dapat dihasilkan produk yang mempunyai toleransi dimensi yang ketat.
Tempa cetakan tertutup menggunakan yang dikerjakan dengan teliti untuk menghasilkan produk tempa dengan toleransi dimensi yang ketat. Skala produksi yang besar biasanya dipakai untuk mengatasi biaya c etakan yang mahal. Pada tempa cetakan tertutup, mula-mula bilet-bilet tempa diatur pinggirannya agar dapat diletakkan ditempat yang tepat untuk proses penempaan berikutnya. Kemudian bilet pra bentuk diletakkan pada rongga cetakan blok dan ditempa untuk memperoleh bentuk akhir yang masih kasar. Setelah ini benda tempa, kemudian dipindahkan ke cetakan akhir, dimana produk ditempa lagi hingga diperoleh bentuk dan dimensi akhir. 7.2.2. Proses Ekstrusi
Ekstrusi adalah proses dimana suatu blok logam direduksi penampangnya dengan cara menekan logam tersebut melalui lubang cetakan dengan tekanan yang tinggi. Pada umumnya ekstrusi dipergunakan untuk menghasilkan batang silinder atau tabung berongga, tetapi bentuk-bentuk penampang yang tak teratur juga dapat dihasilkan, dengan menggunakan logam yang mudah diekstrusi, misal alumunium. Karena pada ekstrusi dibutuhkan gaya yang besar, sebagian logam diekstrusi dalam keadaan panas, dimanatahanan deformasi logam rendah.
Dua buah dasar ekstrusi adalah ekstrusi langsung dan ekstrusi tak langsung. Gambar 7.1a menggambarkan proses ekstrusi langsung. Bilet logam diletakkan dalam wadah dan ditekan melalui cetakan oleh suatu penekan . Gambar 71b memperlihatkan proses ekstrusi tak langsung. Cetakan terdapat pada penekan berongga, sementara ujung wadah yang lain ditutup dengan plat. Seringkali, untuk ekstrusi tak langsung penekan dengan cetakan diam, dan yang bergerak adlah wadah dan bilet, gaya geseknya rendah dan daya yang dibutuhkan lebih kecil dibandingkan dengan ekstrusi langsung. Akan tetapi, ekstrusi tak langsung mempunyai batas operasi, karena digunakan penekan berongga, sehingga beban menjadi terbatas.
Gambar 7.1. Tipe Ekstrusi
7.3. Proses Produksi
Dari konsep yang telah dibuat dan desain yang dihasilkan dapat diketahui bahwa kebanyakan dari komponen yang dipilih adalah menggunakan besi cor. Untuk itu proses produksi yang dipilih menggunakan metode Pengecoran (casting), Penempaan (forging), Penekanan (ekstrusi). Disamping itu untuk bagian yang tidak terbuat dari metal akan dilakukan proses yang sesuai. Proses-proses yang dilakukan adalah sebagai berikut:Komponen / part 1. Mulut Penjepit
Proses pengerjaan pertama dikerjakan dengan proses pengecoran dengan bahan besi cor, Selanjutnya dilakukan proses pemesinan unruk membuat gigi penjepit berbentuk gerigi yang berfungsi untuk mencekam benda yang akan dijepit. Selanjutnya pelapisan galvanis untuk mencegah karat/korosi.Komponen / part 2. Handle Atas dan Bawah
Proses pengerjaan ini dikerjakan dengan proses forging dengan bahan besi cor, selanjutnya dilakukan pengecekan dimensi. Terakhir dilakukan proses pelapisan galvanis untuk tahan karat/korosi.
Komponen / part 3. Tangkai Pelepas Kuncian
Proses pengerjaan ini dikerjakan dengan proses forging dengan besi cor, selanjutnya pengecekan dimensi. Terakhir dilakukan proses pelapisan galvanis untuk tahan korosi/karat.
Komponen / part 4. Batang Penghubung Handle Atas dengan Handle Bawah
Proses pengerjaan ini dikerjakan dengan proses ekstrusi dengan bahan besi cor. Selanjutnya dilakukan pengecekan dimensi. Pelapisan galvanis dilakukan pada proses terakhir untuk mencegah korosi/karat.Komponen / part 5. Baut Pengunci
Dilakukan dengan proses pemesinan yaitu membuat ulir luar dengan bahan besi cor untuk yang fungsinya untuk menjaga lebar mulut rahang penjepit agar tidak berubah dari tempat yang diinginkan. Terakhir dilakukan pelapisan galvanis untuk mencegah karat/korosi.
Komponen / part 6. Keling
Material ini hanya diorder sesuai dengan dimensi dam material yang dibutuhkan.
Komponen / part 7. Pegas
Material ini diorder sesuai dengan dimensi yang dibutuhkan.
Komponen / part 8. Karet Pelapis Handle
Material ini diorder sesuai dengan dimensi dan jenis karet yang diinginkan.7.4. Estimasi Biaya Manufaktur
Sebagai pegangan, dalam perhitungan biaya manufaktur perusahaan umumnya memakai unit manufacturing cost. Yang dicari dengan mencari total biaya dengan jumlah produk yang akan dibuat pada periode tertentu. Namun proses ini akan sulit diterapkan dalam praktek.
Secara umum biaya proses manufaktur dibagi beberapa kategori :
Biaya komponen (standar) : biaya yang dikeluarkan untuk membeli komponen yang standar dari suplier.
Biaya pembuatan komponen (non standar) : biaya yang dikeluarkan untuk proses pembuatan komponen yang tidak memiliki standar sehingga dalam produksi harus dibuat standar sendiri.
Biaya perakitan : biaya yang dikeluarkan untuk proses perakitan dan biaya peralatan pendukung perakitan.
Biaya overhead : biaya yang dipergunakan untuk mengatasi seluruh biaya yang diperlukan seperti biaya penunjang, biaya tak langsung seperti biaya pengiriman, biaya pemeliharaan alat, biaya jaminan kualitas dan biaya lain-lain.
Secara umum estimasi biaya dalam suatu kegiatan produksi tidak dapat dilakukan hanya untuk satu unit produk untuk jenis produk yang kecil, namun harus dinyatakan pada suatu volume tertentu karena dalam suatu proses produksi akan selalu melibatkan banyak faktor yang semuanya harus dihitung.
Perhitungan biaya proses produksi dalam suatu industri merupakan persoalan nyata dalam mengikuti perkembangan pasar. Naik dan turunnya suatu biaya produksi akan banyak tergantung dari kondisi variabel-variabel yang ada di dalamnya. Biaya komponen (standar) biasanya langsung ditentukan dari suplier sehingga besar biaya ini akan sangat tergantung dari berapa biaya yang dikeluarkan oleh suplier. Biaya pembuatan komponen non standar akan tergantung harga material, jumlah energi yang diperlukan, kapasitas produksi, biaya tenaga kerja, biaya pengadaan mesin dan alat pelengkapnya, biaya setting mesin, kemampuan mesin, dan biaya-biaya yang lain yang masih berkaitan dengan proses produksi. Biaya perakitan akan mengikuti dari jumlah unit yang akan dirakit. Biaya overhead akan lebih mengikuti kondisi pasar dan sosial masyarakat dimana suatu produk itu nantinya akan dibuat dan dijual. Dibawah ini perhitungan kasar berdasarkan perkiraan dari manufaktur cost produk yang sedang dikembangkan :Estimasi Manufaktur Cost Per 100 unit produk
Manufaktur ProsesQtyCostTotal Cost
Komponen 1 Mulut Penjepit
Proses Casting
- Material
- Pembuatan Cetakan
- Seting dan Proses
- Biaya Pengerjaan 2300.000,00
100.000,00
20.000,00
45.000,00
930.000,00
Komponen 2 Handle Atas dan Bawah
Proses Forging
- Material
- Sewa Mesin
- Seting dan Proses
- Biaya Pengerjaan 2250.000,00
40.000,00
20.000,00
25.000,00670.000,00
Komponen 3 Tangkai Pelepas KuncianProses Forging
- Material
- Sewa Mesin
- Seting dan Proses
- Biaya Pengerjaan1150.000,00
40.000,00
20.000,00
25.000,00235.000,00
Komponen 4 Batang Penyambung HandleProses Ekstrusi
- Material
- Sewa Mesin
- Seting dan Proses
- Biaya Pengerjaan1100.000,00
80.000,00
20.000,00
45.000,00245.000,00
Manufaktur ProsesQtyCostTotal Cost
Komponen 5 Baut Pengunci
Proses Permesinan
- Material
- Pembuatan Cetakan
- Seting dan Proses
- Biaya Pengerjaan 1130.000,00
80.000,00
20.000,00
45.000,00
275.000,00
Komponen 6 Paku Keling
- Order65000,0030.000,00
Komponen 3 Pegas
- Order23000,006000,00
Komponen 4 Karet Pelapis Handle
- Biaya Pengerjaan215.000,0030.000,00
Assambly Cost
- Sewa peralatan
- Biaya Pengerjaan30.000,00
40.000,0070.000,00
Total Cost2.491.000,00
Dari Perhitungan yang dilakukan diatas, dapat diketahui perkiraan harga untuk satu unit Tang Jepit adalah Rp. 24.910,00. Dalam kompetisi pasar harga ini tidak terlalu tinggi, dan masih dapat dijangkau sehingga masih bisa bersaing di pasar. Dengan mengacu pada kondisi tersebut, maka hasil pengembangan dari konsep yang dihasilkan akan dapat diproduksi.BAB VIIIPERANCANGAN UNTUK PERAKITAN
8.1. Pendahuluan
Keuntungan yang sangat penting dari perancangan untuk manufaktur berasal dari perancangan untuk perakitan yaitu menyederhanakan produk sehingga memiliki komponen lebih sedikit dan perakitannya lebih mudah dan cepat. Satu alasan untuk hal ini adalah fakta bahwa tenaga kerja dan biaya perakitan akhir keduanya merupakan item tunggal terbesar dari biaya dalam manufaktur sebuah produk. Jika item ini dapat dikurangi, maka keuntungan yang diperoleh besar. Sebuah produk yang didesain agar mudah untuk dirakit dapat memberikan keuntungan diseluruh perusahan. Perbaikan dan daur ulang tercakup ketika sebuah produk disederhanakan. Suatu alasan bahwa kemudahan untuk dirakit didalam pabrik, maka normalnya lebih mudah dibongkar untuk perawatan, perbaikan, atau pembongkaran guna daur ulang. Perakitan yang sederhana bisa dibawa kekonsumen lebih cepat karena lebih sedikit komponen yang dirancang, lebih sedikit komponen untuk diperoleh, diperiksa, dan lebih sedikit sediaan barang dimana kemungkinannya kecil terjadi penundaan. Produk dengan komponen lebih sedikit mempunyai kesempatan untuk memiliki kualitas dan keandalan yang lebih baik, meskipun hal ini tidak bisa dipastikan.
Keuntungan yang lain, ketika jumlah komponen dikurangi adalah lebih sedikit dokumen kontrol teknik dan produksi, lebih sedikit tingkat sediaan, kebutuhan untuk kontrol pemeriksaan dan kontrol kualitas dikurangi, lebih sedikit penyetelan, penanganan material berkurang dan kemungkinan dikuranginya beban kerja pembelian.
8.2. Karakteristik dan Aplikasi
Prose perakitan meliputi penempatan dan penguatan satu atau lebih komponen didala atau terhadap yang lain. Seringkali operasi adalah manual meskipun peningkatan telah dilakukan dengan peralatan otomatis, kususnya ketika volume produksi besar. Sangat sering, fixture digunakan memegang satu atau lebih komponen tepatnya selama operasi atau peletakan komponen secara presisi terhadap yang lain.
Perakitan mekanik meliputi penggunaan berbagai komponen yang dipegang bersama sama oleh berbagai macam alta pengunci seperti mur, baut, penjepit, pin, staples kawat, klip pegas dan komponen lain yang memiliki fungsi memegang bagian bersama-sama. Bagian-bagian itu bisa juga dipegang bersama-sama dengan pengencangan pas atau penguncian diantara komponen yang dirakit itu sendiri.
Perakiatan mekanik bisa terdiri dari dua komponen saja atau ribuan komponen yaitu terdiri dari komponen logam, kayu, karet, kertas, plastik, kramik, atau kombinasi dari material tersebut.
8.3. Pertimbangan rancangan
Sebuah perakitan harus digunakan ketika biaya (termasuk investasi peralatan ) dan hasil yang diinginkan bisa dicapai lebih baik dengan menyatukan komponen dibandingkan komponen tunggal yang lebih kompleks.
Tiap komponen perakitan harus dirancang untuk mengurangi jumlah operasi manufaktur dan perakitan menjadi minimum. Perakitan terbaik biasanya adalah yang memiliki komponen sedikit dan tipe pengencangan (fastening) dengan biaya terkecil (konsisten dengan persyaratan fungsional produk). Dalam jangka panjang perakitan berbiaya terkecil adalah yang meminimalkan biaya total untuk komponen, tenaga kerja perakitan, penyelesaian, perbaikan produk serta garansi.
Pengurangan jumlah komponen adalah pendekatan utama dalam perbaikan sebuah perakitan, jauh melebihi pengaruh perubahan yang lain dalam rancangan yang memperbaiki kemampuan dimanufaktur dan tujuan rancangan penting selanjutnya.
8.4. Urutan Perakitan Pengembangan Produk Tang Jepit
Untuk melakukan perakitan produk Tang Jepit dilakukan dengan urutan biasa dilihat dari gambar dibawah 8.1. Assembly Pengembangan Produk Tang Jepit.
Gambar 8.1. Assembly Pengembangan Produk Tang JepitKeterangan Gambar 8.1.1. Komponen / part 1. Mulut Penjepit2. Komponen / part 2. Handle Atas dan Bawah3. Komponen / part 3. Tangkai Pelepas Kuncian 4. Komponen / part 6. Keling5. Komponen / part 8. Karet Pelapis Handle
6. Komponen / part 4. Batang Penghubung Handle Atas dengan Handle Bawah7. Komponen / part 7. Pegas
8. Komponen / part 5. Baut Pengunci
DAFTAR PUSTAKA
1. Dr. Ing. Ir. I Made Londen Batan, Meng, Pengembangan Produk , Diktat Kuliah, Surabaya, 2004.2. George E. Dieter, Metalurgi Mekanik , Edisi Ketiga Jilid 2, Penerbit Erlangga, 1986, Jakarta.
3. H. Darmawan Harso Koesoemo, Pengantar Perancangan Teknik ( Pengembangan Produk ) , Edisi II, ITB Bandung.4. Ir. Sardjono, Mekanika Teknik Statis Tertentu , Karya Indah Surabaya.
5. Ir Sunarko, Mekanika Teknik I , Diktat Kuliah, Jurusan Teknik Mesin FTI-ITS.6. Ir. Zainun Achmad, MSC, Elemen Mesin I , Penerbit PT Refika Aditama, Cetakan Pertama, 1999.
7. Rakiman; Pengembangan Produk Kran Air , Tugas Pengembangan Produk 1, Surabaya, 2004.
8. Robert C. Juvinall, Engineering Consideration Of Stress,Strain and Strength , McGraw-Hill Book Company, New York.
9. www. Cooperhandtools.com
10. www. Irwin.comPanjang
Kelompok 1 :
Dimensi
Berat
Bahan
Pelapis Tangkai
Kelompok 2 :
Kelompok 3 :
Harga
Murah
Jenis Mulut Penjepit
Bentuk Rahang Lurus
Bentuk Rahang Kurva
Kelompok 4 :
Kelompok 5 :
Jenis Alur Gigi
Alur Gerigi
PERMINTAAN PRIMER
PERMINTAAN SKUNDER
PERMINTAAN TERTIER
Kelompok 3 :
Kelompok 2 :
Harga
Kelompok 1 :
Bahan
Jenis Mulut Penjepit
Kelompok 4 :
Dimensi
Kelompok 5 :
Jenis Alur Ggi
Level - 2
Kemudahan
Berat kurang dari 0,5 kg
Panjang kurang dari 25 cm
Harga Sesuai
Desain
Ketahanan Terhadap Slip
2 in1
Hardness dan Tahan Korosi
Level -1
O
(
X
(
O
X
#
O
(
(
#
O
#
#
X
#
#
O
O
O
X
#
(
X
(
X
#
(
(
O
(
(
(
O
(
(
Refine Spesification
Establish Target Spesification
Generate Product Concept
Identify Customer Needs
Plan Remaining development Product
Perform Economic Analysis
Analyze Competitive Product
RE design Proses
Traditional design Proses
Need
Design idea
Prototype & Test
Product
Product
Disassembly
Measure & Test
Design Recovery
Prototype & Test
RE Product
F EMBED Equation.3 F O Fv P = 50N
F EMBED Equation.3 P = 50 N M EMBED Equation.3 EMBED Equation.3 E EMBED Equation.3 E F O E EMBED Equation.3
M EMBED Equation.3 EMBED Equation.3 EMBED Equation.3 P = 50 N B E B EMBED Equation.3 F O EMBED Equation.3 E EMBED Equation.3
F EMBED Equation.3 = 50NM EMBED Equation.3 = 8.25 Nm P = 50NM EMBED Equation.3 D EMBED Equation.3 D E F O D EMBED Equation.3
P = 50N A EMBED Equation.3 M EMBED Equation.3 = 5,25 Nm M EMBED Equation.3 M EMBED Equation.3 = 8,25Nm
A EMBED Equation.3 A D EO E EMBED Equation.3 = 100 N
M EMBED Equation.3 = 5,25 NmM EMBED Equation.3 = 8,25 NmM EMBED Equation.3 = 2 Nm A D B=C E F 0
8
7
6
5
4
3
2
1
Program Pascasarjana FTI-ITS Kadek Rihendra Dantes
3
_1196624732.unknown
_1196671407.unknown
_1196788136.unknown
_1196789442.unknown
_1196789829.unknown
_1196790852.unknown
_1196790989.unknown
_1196791019.unknown
_1196790862.unknown
_1196790756.unknown
_1196789773.unknown
_1196789801.unknown
_1196789398.unknown
_1196789419.unknown
_1196789430.unknown
_1196789279.unknown
_1196679243.unknown
_1196788045.unknown
_1196679199.unknown
_1196670741.unknown
_1196671018.unknown
_1196671285.unknown
_1196670915.unknown
_1196625037.unknown
_1196670112.unknown
_1196670157.unknown
_1196625170.unknown
_1196669990.unknown
_1196624824.unknown
_1196624988.unknown
_1196624793.unknown
_1196623642.unknown
_1196624231.unknown
_1196624693.unknown
_1196624583.unknown
_1196624645.unknown
_1196623870.unknown
_1196624083.unknown
_1196623916.unknown
_1196623997.unknown
_1196623745.unknown
_1196623690.unknown
_1196623728.unknown
_1196605975.unknown
_1196608081.unknown
_1196609380.unknown
_1196609394.unknown
_1196609421.unknown
_1196615022.unknown
_1196609384.unknown
_1196608866.unknown
_1196609047.unknown
_1196609077.unknown
_1196609282.unknown
_1196608886.unknown
_1196608794.unknown
_1196607165.unknown
_1196607339.unknown
_1196607392.unknown
_1196607246.unknown
_1196607185.unknown
_1196606130.unknown
_1196606289.unknown
_1196606023.unknown
_1196605003.unknown
_1196605484.unknown
_1196605645.unknown
_1196605573.unknown
_1196605388.unknown
_1196604572.unknown
_1196604989.unknown
_1196604509.unknown
_1196604552.unknown
_1196604411.unknown