
Laporan KP Daftar Isi,Daftar Gambar,Daftar Tabel
154
LAPORAN KERJA PRAKTEK DI P.T PUPUK SRIWIDJAJA PALEMBANG DINAS OPERASI PUSRI I-B (23 Juli 2012 – 31 Agustus 2012) Laporan Ini Disusun Untuk Memenuhi Persyaratan Mata Kuliah Kerja Praktek Pada Jurusan Teknik Kimia Oleh : Mochammad Yadi H. 0610 3040 0326 Taufik Hidayat Putra 0610 3040 0333 POLITEKNIK NEGERI SRIWIJAYA
-
Upload
lia-fitri-fujiarsi -
Category
Documents
-
view
518 -
download
134
description
mmmm
Transcript of Laporan KP Daftar Isi,Daftar Gambar,Daftar Tabel
LAPORAN KERJA PRAKTEK
DI P.T PUPUK SRIWIDJAJA
PALEMBANG
DINAS OPERASI PUSRI I-B
(23 Juli 2012 – 31 Agustus 2012)
Laporan Ini Disusun Untuk Memenuhi Persyaratan Mata Kuliah Kerja
Praktek Pada Jurusan Teknik Kimia
Oleh :
Mochammad Yadi H. 0610 3040 0326
Taufik Hidayat Putra 0610 3040 0333
POLITEKNIK NEGERI SRIWIJAYA
PALEMBANG
2012

KATA PENGANTAR
Alhamdulillahirabbill’alamin, segala puji dan syukur kepada Allah SWT,
atas segala rahmat dan karunia yang dilimpahkan-Nya, sehingga dapat
terselesainya laporan kerja praktek yang berjudul “Evaluasi Koefisien
Perpindahan Panas terhadap Kinerja Heat Exchanger 115-C dan 202-C di
Unit Purification dan Feed Treating pada Ammonia Plant PUSRI – IB.”.
Shalawat beriring salam dikirimkan kepada Allah SWT, agar disampaikan kepada
Nabi besar Muhammad SAW.
Tujuan diadakannya kerja praktek adalah untuk memenuhi syarat mata
kuliah kerja praktek serta memberikan kesempatan kepada mahasiswa agar dapat
menerapkan teori yang didapat selama menduduki bangku kuliah. Dengan
demikian mahasiswa diharapkan tidak hanya sekedar mengetahui teori saja, tetapi
dapat memahami aplikasinya di lapangan.
Dalam kesempatan ini penulis mengucapkan terima kasih kepada
Ir. Yerizam,M.T dan Ir. Leila Kalsum,M. T sebagai pembimbing kerja praktek
yang memberikan bantuan moril dalam penyelesaian Laporan Kerja Praktek ini,
terutama kepada :
1. Bapak R.D. Kusumanto, ST.,M.T. selaku Direktur Politeknik Negeri Sriwijaya
beserta jajarannya;
2. Bapak Ir. Robert Junaidi,M.T. selaku Ketua Jurusan Teknik Kimia Politeknik
Negeri Sriwijaya;
3. Bapak Zulkarnain S.T,M.T. selaku Sekretaris Jurusan Teknik Kimia
Politeknik Negeri Sriwijaya;
4. Bapak Khairul Anwar, sebagai Plant Manager PUSRI IB atas kesempatan
yang diberikan untuk Kerja Praktek di PUSRI IB;
iii
5. Bapak Zulyan Imansyah, S.T, sebagai Super Intenden di PT Pupuk Sriwidjaja
IB bagian Ammonia atas bimbingan dan bantuannya;
6. Bapak fikri Agustian, sebagai Super Intenden di PT Pupuk Sriwidjaja IB
bagian Utilitas atas bimbingan dan bantuannya;
7. Bapak Bistok Benry A. Silalahi,S.T, sebagai Super Intenden di PT Pupuk
Sriwidjaja IB bagian Urea atas bimbingan dan bantuannya;
8. Staf dan Karyawan PT Pupuk Sriwidjaja di PUSRI IB serta Seluruh jajaran
staf Dinas Teknik Proses yang telah membantu memberikan bekal ilmu selama
kerja praktek dan data-data dan informasi yang berkaitan dengan laporan ini ;
9. Yang kami sayangi orang tua, Kakak,dan adik-adik yang telah memberi
dukungan baik moril dan materil serta do’a yang tulus untuk keberhasilan
penulis;
10. Teman-teman Teknik Kimia 2010 POLSRI yang KP di PT. PUSRI seperti
Randi,evi,yeyen,indah,hevin,della,lely,desi,monita,dwi,puput,dian,aliyah,dan
Rani(STT Telkom),serta Riris dan Ari(UNDIP).
Penulis menyadari bahwa laporan kerja praktek ini masih banyak
kelemahan- kelemahan. Oleh karena itu, penulis mengharapkan saran maupun
kritik yang membangun untuk penyempurnaan isi dan penyajian dimasa yang
akan datang.Semoga laporan ini dapat memberikan manfaat bagi seluruh
pembaca.
Palembang, agustus 2012
Penulis
iv

DAFTAR ISI
Halaman
KATA PENGANTAR..........................................................................................iii
DAFTAR ISI...........................................................................................................v
DAFTAR TABEL................................................................................................vii
DAFTAR GAMBAR.............................................................................................ix
DAFTAR LAMPIRAN..........................................................................................x
BAB I. PENDAHULUAN......................................................................................1
1.1 latar belakang...............................................................................................1
1.2 Sejarah Perusahaan....................................................................................1
1.3 Perluasan Pabrik...........................................................................................6
1.4 Lokasi dan Tata Letak
Pabrik....................................................................10
1.5 Pengembangan Usaha................................................................................13
1.6 Pendistribusian dan Pemasaran........................................................................13
1.7 Penelitian dan Pengembangan...................................................................14
1.8 Pendistribusian dan Pemasaran..................................................................14
1.9 Bahan Baku dan Produk yang Dihasilkan.................................................15
1.10.Keselamatan dan Kesehatan Kerja.................................................19
1.11.Struktur Organisasi......................................................................21
v

BAB II. DESKRIPSI PROSES...........................................................................29
2.1 konsep proses.............................................................................................29
2.1.1 Konsep proses Ammonia........................................................................29
2.1.2 konsep proses urea..................................................................................49
2.2. Produk dan Pemasaran....................................................................58
2.2.1. Produk Pabrik Ammonia..............................................................58
2.2.2 Produk Pabrik Urea..........................................................................60
2.2.3 pemasaran produk...................................................................................61
BAB III. SPESIFIKASI ALAT.....................................................................66
3.1Spesifikasi Alat Unit Amonia .......................................................................66
3.2 Spesifikasi Alat Unit Urea ..........................................................................70
BAB IV. UTILITAS.......................................................................................77
4.1 Water treatment.......................................................................................77
4.2 Demineralized water treatment........................................................81
4.3 Cooling water system.....................................................................83
4.4 Plant Air dan Instrument Air...........................................................86
4.5 Steam System.................................................................................87
4.6 Gas Matering Station......................................................................89
4.7 Electric Power Generation System...................................................90
4.8 pengolahan lingkungan ..........................................................................91
Bab V. TUGAS KHUSUS....................................................................................96
A. HEAT EXCHANGER 115-C..................................................................96
vi

Judul.................................................................................................................96
5.2 Latar belakang............................................................................................96
5.3 Tujuan........................................................................................................96
5.4 Perumusan Masalah .................................................................................97
5.5 Ruang Lingkup dan Batasan Masalah......................................................97
5.6 Manfaat.....................................................................................................97
5.7 Tinjauan Pustaka......................................................................................97
5.8 Data dan Perhitungan ............................................................................102
5.9 Pembahasan...........................................................................................116
5.10 Kesimpulan dan Saran..........................................................................117
B. HEAT EXCHANGER 202-C................................................................118
5.1 Judul........................................................................................................118
5.2 Latar belakang.........................................................................................118
5.3 Tujuan.....................................................................................................119
5.4 Manfaat...................................................................................................119
5.5 Perumusan Masalah................................................................................119
5.6 Tinjauan Pustaka.....................................................................................120
5.7 Alat Penukar Kalor.................................................................................122
5.8 Pemecahan Masalah. ..............................................................................127
5.9 Perhitungan.............................................................................................130
5.10Pembahasan...........................................................................................146
5.11Kesimpulan dan Saran...........................................................................146
Bab IV. PENUTUP............................................................................................147
6.1 Kesimpulan .......................................................................................... 147
6.2 Saran..................................................................................................... 148
vii
DAFTAR PUSTAKA.........................................................................................149
LAMPIRAN........................................................................................................150
DAFTAR TABEL
Tabel Halaman
1. Logo PT PUSRI Palembang................................................................................4
2. Karakteristik dan Komposisi Gas Alam............................................................15
3. Komposisi Udara Kering................................................................................... 17
4. Kondisi Optimum Pembuatan NH3....................................................................30
5. Komposisi dan Karakteristik Gas Alam Pertamina...........................................31
6. Komposisi Gas Outlet........................................................................................41
7. Spesifikasi Ammonia Cair.................................................................................50
8 Spesifikasi Gas CO2........................................................................................ 51
9. Spesifikasi Ammonia Produk PT PUSRI..........................................................59
10. Spesifikasi CO2 Produk PT PUSRI..................................................................59
11. Sifat-Sifat Fisik Urea.......................................................................................60
12. Kualitas Produk Urea P-IB..............................................................................61
13. Spesifikasi Bahan Baku Air Sungai Musi........................................................78
14. Parameter Proses Demint Plant........................................................................82
viii

DAFTAR GAMBAR
Gambar Halaman
1. Logo PT PUSRI Palembang................................................................................4
2. Lokasi dan Tata Letak P.T. PUSRI....................................................................11
3. Struktur Organisasi PT. PUSRI Palembang.......................................................22
4. Tata Distribusi Pupuk Dalam Negeri.................................................................63
5. Tata Distribusi Pupuk Import.............................................................................63
6. Diagram Alir Ammonia.....................................................................................64
7. Diagram Alir Urea.............................................................................................65
8. Diagram Demin Water Plant..............................................................................83
9. Diagram Cooling Tower....................................................................................86
10. Diagram Alir Utilitas.......................................................................................95
ix
DAFTAR LAMPIRAN
Lampiran Halaman
1. Blok Diagram Pabrik Ammonia P-IB..............................................................151
2. Flowsheet Urea P-IB........................................................................................152
3. Data Tabel ......................................................................................................153
4. Data Grafik.......................................................................................................161
4. Data Spesifikasi Desain Heat Exchanger.........................................................167
x

BAB I
PENDAHULUAN
1.1. Sejarah dan Perkembangan Pabrik
Sebagai negara agraris, Indonesia menaruh perhatian yang besar terhadap
perkembangan sektor pertanian. Salah satu cara yang dilakukan untuk
mendukung peningkatan produksi hasil pertanian adalah dengan penyediaan
pupuk. Seiring dengan perkembangan sektor pertanian, kebutuhan pupuk di
Indonesia juga semakin meningkat. Sebagai solusi dari peningkatan kebutuhan
pupuk nasional, pemerintah membangun pabrik pupuk khususnya pabrik urea
untuk memenuhi kebutuhan pupuk dalam negeri.
Rencana pembangun pabrik urea ini tercantum dalam REPELITA-1(1956-
1960), dengan Biro Perancang Negara sebagai pelaksana. Namun dalam
perkembangan selanjutnya, pembangunan proyek pabrik pupuk urea ini
dilimpahkan kepada Departemen Perindustrian dan Pertambangan dengan nama
Proyek Pupuk Urea-I. PT. Pupuk Sriwidjaja (Persero) yang lebih dikenal sebagai
PT. PUSRI merupakan Badan Usaha Milik Negara (BUMN) yang bergerak di
bidang produksi dan pemasaran pupuk. Secara legal, PT. PUSRI resmi didirikan
berdasarkan akte Notaris Eliza Pondang nomor 177 tanggal 24 Desember 1959
dan diumumkan dalam Lembaran Berita Negara Republik Indonesia No. 46
tanggal 7 Juni 1960.
PT. PUSRI yang memiliki Kantor Pusat dan Pusat Produksi yang
berkedudukan di Palembang Sumatera Selatan merupakan produsen pupuk urea
pertama di Indonesia. Namun Sriwidjaja sebenarnya diambil dari nama sebuah
kerajaan Sriwidjaja yang dahulu sangat terkenal armada lautnya, kerajaan ini
terletak di Sumatera Selatan. Pemilihan Provinsi Sumatera Selatan khususnya
Palembang sebagai lokasi pabrik didasarkan pada ketersediaan bahan baku berupa
xi
gas alam dan letak kota Palembang di tepian Sungai Musi yang tinggi debit
airnya.
PT. PUSRI telah mengalami dua kali perubahan bentuk badan usaha.
Perubahan pertama berdasarkan Pengaturan Pemerintah (PP) No. 20 Tahun 1964
yang mengubah statusnya dari persero terbatas (PT) menjadi perusahaan negara
(PN). Perubahan kedua terjadi berdasarkan Peraturan Pemerintah (PP) No. 20
Tahun 1969 dan dengan akte Notaris Soeleman Ardjasasmita pada bulan Januari
1970, statusnya dikembalikan ke Perseroan Terbatas (PT).
Selain itu, dari aspek permodalan PT. PUSRI juga mengalami perubahan
seiring perkembangan industri pupuk di Indonesia. Berdasarkan Peraturan
Pemerintah No. 28 tanggal 7 Agustus 1977 ditetapkan bahwa seluruh saham
pemerintah pada industri pupuk PT. Pupuk Kujang, PT. Pupuk Iskandar Muda,
PT. Pupuk Kalimantan Timur Tbk, dan PT. Petrokimia Gresik sebesar Rp.
1.829.290 juta diahlikan kepemilikannya kepada PT. Pupuk Sriwidjaja (persero).
Struktur modal PT. PUSRI diperkuat lagi dengan adanya pengalihan
saham pemerintah sebesar Rp. 6 Milyar di PT. Mega Eltra kepada PT. PUSRI
serta tambahan modal disetor sebesar Rp. 728.768 juta dari hasil rekapitulasi laba
dari PT. Pupuk Kaltim Tbk. Dengan demikian keseluruhan modal disetor dan
ditempatkan PT. PUSRI per 31 Desember 2002 adalah Rp. 3.634.768 juta.
Pabrik pertama yang dibangun PT. PUSRI adalah Pusri I yang diresmikan
pada tanggal 4 November 1960 dengan kapasitas terpasang sebesar 180
Amoniak/hari dan 300 ton urea/hari. Produksi perdana Pusri I pada tanggal 16
Oktober 1963.
Perluasan pabrik PT. PUSRI mulai direncanakan pada tahun 1965 melalui
penandatanganan perjanjian kerjasama antara Departemen Perindustrian dan
Perusahaan Toyo Engineering Corp dari Jepang. Namun rencana tersebut
menemui kegagalan, akibat terjadi pemberontakan G30S/PKI. Pada tahun 1968
kembali dilakukan perencanaan pembangunan dengan diadakannya studi
kelayakan bersama Jhon Van Der Volk & Associate dari Amerika Serikat. Pada
tahun 1972 mulai didirikan pabrik Pusri II dengan kapasitas terpasang 660 ton
Amoniak/hari dan 1150 ton urea/hari, dan pembangunan selesai pada tahun 1974.
xii
Pendirian pabrik tersebut dikerjakan oleh kontraktor M. W Kellog Overseas Corp
dari Jepang. Pada tahun 1992 dilakukan optimalisasi terhadap kapasitas pabrik
PUSRI II menjadi 570.000 ton urea/tahun, karena kebutuhan akan pupuk di
Indonesia meningkat dengan pesat, maka pada waktu yang relative bersamaan
dibangun pabrik PUSRI III dan PUSRI IV.
Pabrik PUSRI III dibangun pada tanggal 21 Mei 1975 dengan kapasitas
terpasang 1000 ton Amoniak/hari dengan menggunakan proses Kellog dan
kapasitas produksi urea 1725 ton/hari atau 570.000 ton/tahun dengan proses
Mitsul Toatsu Total Recycle (MTTR) C-Improved. Pembangunan pabrik PUSRI
III dikerjakan oleh Kellog Oveseas dan Enginnering Corp, lima bulan setelah
pembangunan pabrik PUSRI III, pabrik PUSRI IV mulai didirikan dengan
kapasitas terpasang dan proses yang sama.
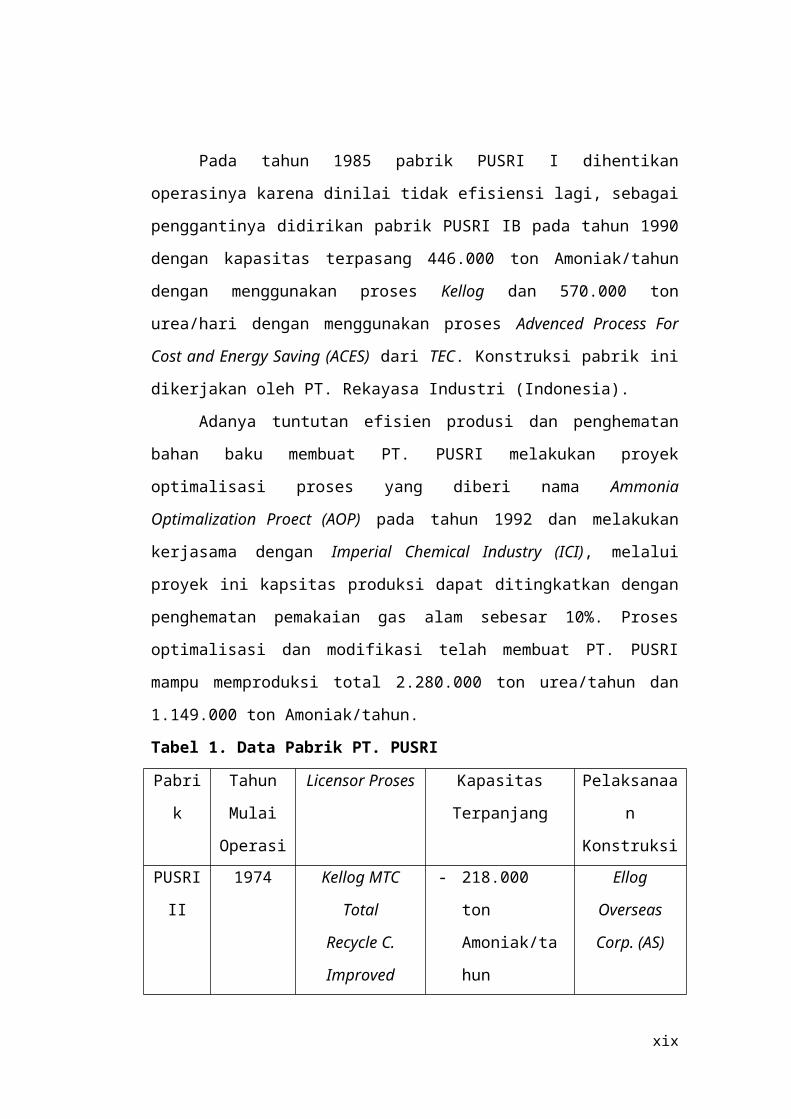
Pada tahun 1985 pabrik PUSRI I dihentikan operasinya karena dinilai
tidak efisiensi lagi, sebagai penggantinya didirikan pabrik PUSRI IB pada tahun
1990 dengan kapasitas terpasang 446.000 ton Amoniak/tahun dengan
menggunakan proses Kellog dan 570.000 ton urea/hari dengan menggunakan
proses Advenced Process For Cost and Energy Saving (ACES) dari TEC.
Konstruksi pabrik ini dikerjakan oleh PT. Rekayasa Industri (Indonesia).
Adanya tuntutan efisien produsi dan penghematan bahan baku membuat
PT. PUSRI melakukan proyek optimalisasi proses yang diberi nama Ammonia
Optimalization Proect (AOP) pada tahun 1992 dan melakukan kerjasama dengan
Imperial Chemical Industry (ICI), melalui proyek ini kapsitas produksi dapat
ditingkatkan dengan penghematan pemakaian gas alam sebesar 10%. Proses
optimalisasi dan modifikasi telah membuat PT. PUSRI mampu memproduksi total
2.280.000 ton urea/tahun dan 1.149.000 ton Amoniak/tahun.
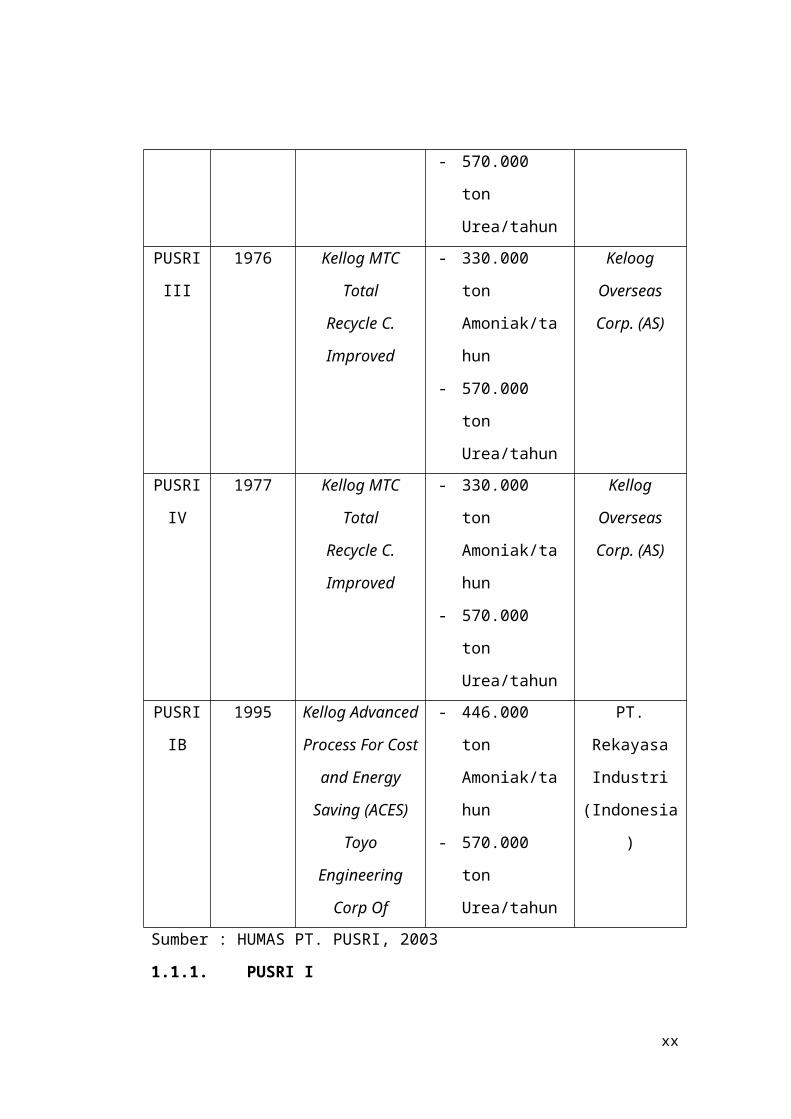
Tabel 1. Data Pabrik PT. PUSRI
Pabrik Tahun
Mulai
Operasi
Licensor Proses Kapasitas
Terpanjang
Pelaksanaan
Konstruksi
PUSRI
II
1974 Kellog MTC
Total
- 218.000 ton
Amoniak/tahun
Ellog
Overseas
xiii

Recycle C.
Improved
- 570.000 ton
Urea/tahun
Corp. (AS)
PUSRI
III
1976 Kellog MTC
Total
Recycle C.
Improved
- 330.000 ton
Amoniak/tahun
- 570.000 ton
Urea/tahun
Keloog
Overseas
Corp. (AS)
PUSRI
IV
1977 Kellog MTC
Total
Recycle C.
Improved
- 330.000 ton
Amoniak/tahun
- 570.000 ton
Urea/tahun
Kellog
Overseas
Corp. (AS)
PUSRI
IB
1995 Kellog Advanced
Process For Cost
and Energy
Saving (ACES)
Toyo Engineering
Corp Of
- 446.000 ton
Amoniak/tahun
- 570.000 ton
Urea/tahun
PT. Rekayasa
Industri
(Indonesia)
Sumber : HUMAS PT. PUSRI, 2003
1.1.1. PUSRI I
Studi Kelayakan Ekonomi : Gass dan Bell
Pelaksana Konstruksi : Marrison Knudsen of Asia, Inc.
Penandatangan Kontrak : 1 Maret 1961
Mulai Konstruksi : Oktober 1961
Selesai Konstruksi : Agustus 1963
Produksi Perdana : 16 Oktober 1963
Biaya : US $ 33 Juta
Sumber Dana : Bank Exim RI
Jenis Prosek : Turn Key + Cost Plus
Kapasitas Terpasang : Urea 300 ton/hari
Amoniak 180 ton/hari
Proses Pembuatan : Amoniak-Gidler
Urea-MTC Total Recycle B
xiv
Kebutuhan Gas Alam : 12.50 MMCR/MBTU
Kapasitas Gudang : 25.000 MT
Fasilitas Angkut Pupuk : Pupuk dalam kantong ke kapal oleh
truk
Sumber Gas Alam : Stanvac
Pabrik PUSRI I ini terdiri dari 2 bagian adalah sebagai berikut:
1. Pabrik ammonia dengan kapasitas 8000 MT ammonia per
hari,menggunakan proses Gridler yang berasal dari Nitrogen
Engineering Corporation (USA).
2. Pabrik urea berkapasitas 100.000 per tahun. Pabrik ini menggunakan
Mitsui Toatsu process(Jepang).
Secara mbuiat Biuret maks : 0,5 %
a. Kadar Air maks : 0,3 % (Berat)
b. Kadar Abu maks : 15 ppm
c. Besar Butir : 6-8 mesh minimum 95 %
Lolos 25 US mesh maks 2% berat
Karena proses waktu yang cukup lama maka kapasitas produksi PUSRI I
mulai menurun. Maka diadakanlah modernisasi pabrik secara bertahap adalah
sebagai berikut :
a. Pembuat unit Granulasi urea sebagai pengganti menara pendingin yang
harus dirobohkan karena sudah tidak efisiensi lagi.
b. Modifikasi pada daerah sintesa dengan mengubah proses dari recycle B
proses menjadi recycle semi C proses.
c. Untuk menjaga selama periode konstruksi operasi terus berjalan, maka
dipasang transfer line yang berfungsi untuk mengirim larutan urea dari
pabrik PUSRI IB,PUSRI II, PUSRI III, dan PUSRI IV untuk dibutirkan
secara total dipandang sudah tidak ekonomis lagi.
1.1.2. PUSRI II
Studi Kelayakan Ekonomi : Jhon Vander Valk
xv
Pelaksana Konstruksi : Kellog Overseas Corp. (AS)
Toyo Engineering Corp. (JP)
Penandatangan Kontrak : 1 Agustus 1972
Mulai Konstruksi : 7 Desember 1972
Selesai Konstruksi : 6 Agustus 1974
Produksi Perdana : 6 Agustus 1974
Biaya : US $ 86 Juta
Sumber Dana : USAID, OECF, IDA BANK Asia, RI
Jenis Prosek : Cost Plus Fixed Fee
Kapasitas Terpasang : Urea 1150 ton/hari
Amoniak 660 ton/hari
Proses Pembuatan : Amoniak - Kellog
Urea-MTC (Total Recycle C-Improved)
Kebutuhan Gas Alam : 40.000 MMCR/MBTU
Kapasitas Gudang : 15.000 MT
Fasilitas Angkut Pupuk : Pupuk curah dari gudang ke kapal dengan
ban berjalan (Belt Conveyor)
Sumber Gas Alam : Pertamina / Stanvac
PUSRI II terdiri dari dua pabrik utama, disamping fasilitas pembantu
lainnya, yaitu :
1. Amoniak dengan kapasitas 660 MT, setelah Ammonia Optimalization
Project (OAP) menjadi 1100 MT dengan menggunakan M. W Kellog Corp
(USA).
2. Pabrik Urea yang mempunyai kapasitas 1150 MT, setelah Urea
Optimalization Project (UOP) menjadi 1750 MT, dengan menggunakan
Mitsui Toatsu Total Recycle C-Improved, milik Mitsui Toatsu Chemical
Inc. (Jepang)
Fasilitas pembantu yang dibangun dibangun untuk pabri PUSRI II ini
adalah:
xvi

1. Pembangkit tenaga listrik/generator dengan penggerak gas turbin dengan
kapasitas 15 MW.
2. Pembangkit listrik cadangan berupa dua generator cadangan dan generator
darurat.
3. Pembangit steam bertekanan 1500 psig dan 625 psig.
4. Unit Water Treatment yang menyediakan air untuk kebutuhan proses dan
air pendingin.
5. Cadangan penyimpanan pupuk curah berkapasitas 15.000 MT.
1.1.3. PUSRI III
Tahun Pendirian : 21 Mei 1975
Pelaksanaan Kontruksi : Kellog Overseas Cor. (AS)
Toyo Engineering Corp. (JP)
Produksi Perdana : Desember 1976
Biaya : US $ 192 Juta
Sumber Dana : Bank Dunia, RI
Kapasitas Terpasang : Urea 1725 ton/hari
Amoniak 1000 ton/hari
Proses Pembuatan : Amoniak-Kellog
Urea-MTC (Total Recycle C-Improved)
Kebutuhan Gas Alam : 40.000 MMCR/MBTU
Kapasitas Gudang : 15.000 MT
Fasilitas Angkut : Pupuk Curah dari gudang ke kapal
dengan ban berjalan (Belt Conveyor)
Sumber Gas Alam : Pertamina / Stanvac
1.1.4. PUSRI IV
Tahun Pendirian : 25 Oktober 1975
Pelaksanaan Kontruksi : Kellog Overseas Cor. (AS)
Toyo Engineering Corp. (JP)
xvii
Produksi Perdana : Desember 1977
Biaya : US $ 186 Juta
Sumber Dana : Dana Pembangunan Saudi Arabia, RI
Jenis Proyek : Cost Plus Fixed Fee
Kapasitas Terpasang : - Urea 1725 ton/hari
Amoniak 1000 ton/hari
Proses Pembuatan : Amoniak-Kellog
Urea-MTC (Total Recycle C-Improved)
Sumber Gas Alam : Pertamina / Stanvac
Berdasarkan pertimbangan teknis, maka PUSRI III dan PUSRI IV
dibangun secara berdampingan dengan menggunakan proses dan desain
yang sama dengan masing-masing terdiri dari dua pabrik, yaitu :
1. Pabrik Urea dengan kapasitas produksi 1725 MTD
2. Pabrik Amonia dengan kapasitas produksi 1000 MTD
Fasilitas pembantu tambahan yang dibangun dalam rangka proyek PUSRI
III dan PUSRI IV adalah :
1. Unit steam generator masing-masing terdiri dari Waste Heat Boiler
(Kapasitas rangka proyek PUSRI III dan PUSRI IV)
2. Dua unit turbin generator (Hitachi) dengan apasitas 15 MW
3. Faslilitas tempat pengantongan dan gudang penyimpanan pupuk
dengan kapasitas 1000 MT.
4. Pembangunan pabrik Oksigen dan Nitrogen cair dengan kapasitas
masing-masing 500 MT.
1.1.5. PUSRI IB
Studi Kelayakan Ekonomi : PT. PUSRI (April 1985 direvisi 1988)
Mulai Konstruksi : Agustus 1990
Produksi Perdana : Tahun 1994
Pelaksana Konstruksi : PT. Rekayasa Industri yang bekerja
berdasarkan Process Engineering Design
Package (PEDP)
xviii
Biaya : US $ 297 Juta
Sumber Dana : USAID, OECF, IDA BANK Asia, RI
Jenis Proyek : Cost Plus Fixed Fee
Kapasitas Terpasang : - Urea 1725 ton/hari
Amoiak 1350 ton/hari
Proses Pembuatan : Ammonia-Kelog dan Urea-ACES
Kebutuhan Gas Alam : 50 MMSCFD/MBTU
Fasilitas Angkut Pupuk : Pupuk curah dari gudang ke kapal dengan
ban berjalan (Belt Conveyor)
Sumber Gas Alam : Pertamina / Stanvac
Fasilitas pembantu yang dibangun untuk PUSRI IB adalah :
1. Dua unit turbin generator (Hitachi) dengan apasitas 90.700 kg/jam
steam
2. Dua unit water treatment untuk penyediaan demineralized dan
kebutuhan air pendingin.
3. Dua unit steam generator, yang masing-masing terdiri dari :
a. Waste heat boiler dengan kapasitas 90.700 kg/jam steam
b. Package boiler berkapasitas 102.060 kg/jam steam
4. Fasilitas tempat pengantongan dan gudang penyimpanan pupu dengan
kapasitas 1000 MT.
5. Memperpanjang dermaga dan fasilitas-fasilitas pengangkut pupuk
yang memakai ban berjalan (Belt Conveyor) untuk dimuat langsung ke
kapal.
1.2 Visi, Misi, Tata Nilai dan Budaya Perusahaan
Berdasar SK Direktur PT Pupuk Sriwidjaja Palembang
No.SK/DIR/207/2012 tanggal 11 Juni 2012 :
1.2.1 Visi Perusahaan
xix
"Menjadi Perusahaan Pupuk Terkemuka Tingkat Regional "
1.2.2 Misi Perusahaan
"Memproduksi serta memasarkan pupuk dan produk agribisnis secara efisien,
berkualitas prima dan memuaskan pelanggan
Makna Perusahaan
"Pusri untuk Kemandirian Pangan dan Kehidupan yang lebih Baik"
1.2.3 Tata Nilai (value) :
1. Menempatkan kepuasan pelanggan sebagai prioritas utama.
1. Bekerja secara professional untuk menghasilkan produk dan
memberikan pelayanan yang prima.
2. Mengutamakan keselamatan dan kesehatan kerja, pelestarian
lingkungan serta memberdayakan masyarakat lingkungan.
I.2.4. Budaya Perusahaan :
1. Disiplin
Bekerja sesuai rencana kerja yang telah ditetapkan atau disepakati,
tepat waktu (masuk dan pulang kerja serta tidak menunda pekerjaan), tidak
memanfaatkan jam kerja diluar kepentingan perusahaan, serta
menggunakan fasilitas, sarana dan prasarana perusahaan sesuai
peruntukannya dan sesuai aturan yang berlaku.
2. Kerja keras
Melaksanakan tugas secara maksimal sehingga pekerjaan dapat selesai
lebih cepat dari rencana, tidak malas berkerja, berusaha mencapai hasil
yang lebih baik, gesit, cekatan dan ikhlas dalam bekerja.
3. Kreatif
xx
Melakukan inovasi untuk perubahan yang lebih baik, berusaha
mempelajari hal-hal yang baru, terus berusaha mencari & menggali
ilmu untuk meningkatkan kompetensi, serta mengusulkan dan
mengupayakan perbaikan prosedur kerja, lingkungan kerja maupun
komunikasi baik kepada atasan, bawahan dan teman sejawat.
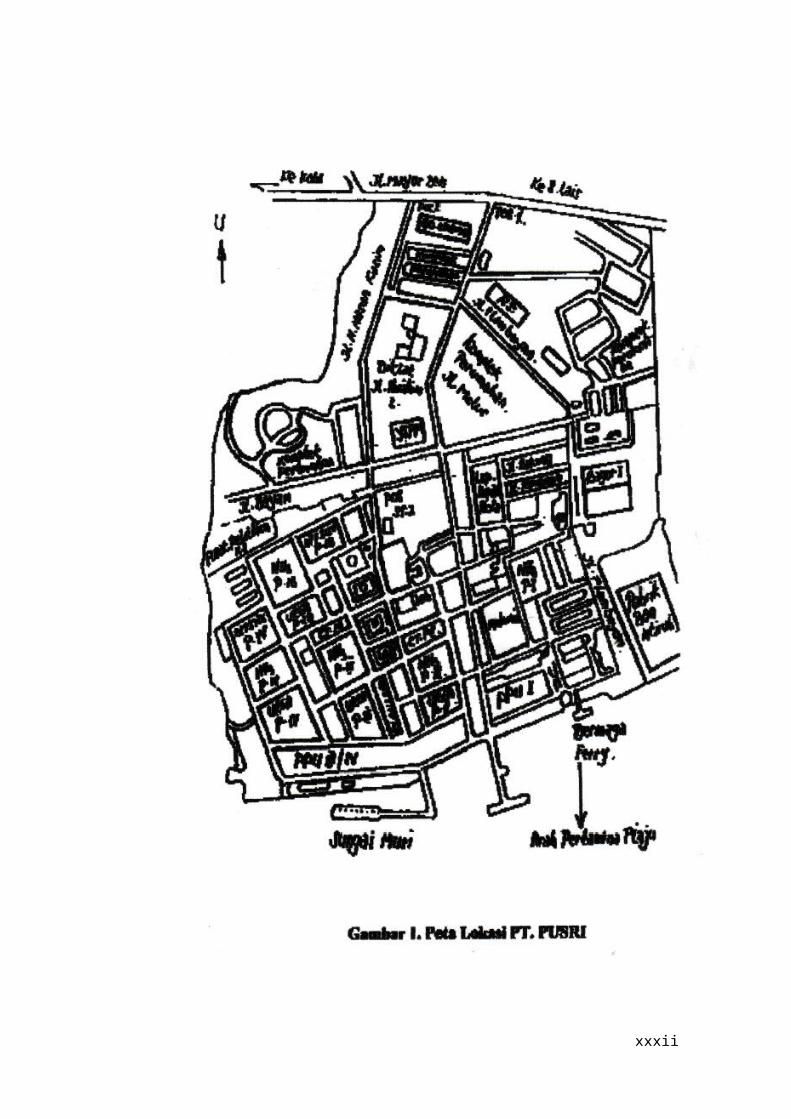
1.3 Lokasi dan Tata Letak Pabrik
PT. Pupuk Sriwidjaja (PT. PUSRI) berlokasi sekitar 7 km dari pusat
Kota Palembang, di wilayah perkampungan Sungai Selayur, Kecamatan Ilir
Timur II, Kotamadya Palembang. Adapun faktor teknis dan faktor eonomi
yang menunjang studi kelayakan untuk membangun Pabrik Pupuk Urea
PUSRI Palembang seperti berikut :
a. Keadaan geografis Sumatera Slatan yang memiliki gas alam sebagai bahan
baku utama dalam jumlah yang cukup banyak. Dekat dengan sumber
bahan baku gas alam, yaitu Prabumulih dan Pendopo yang terletak sekitar
100-500 km dari pabrik.
b. Dekat dengan Sungai Musi yang tidak pernah kering sepanjang tahun,
merupakan salah satu sarana penting untuk sumber air, sarana
pembuangan limbah dan sebagai sarana transportasi.
c. Dekat dengan sarana pelabuhan dan kereta api.
d. Dekat dengan Tambang Bukit Asam yang tida jauh dari kota Palembang,
yang banyak mengandung batubara dan dapat dijadikan sebagai cadangan
bahan baku yang sangat potensial seandainya persediaan gas bumi sudah
menipis.
Luas tanah yang digunakan untuk lokasi pabrik 20,472 hektar, ditambah
untuk lokasih perumahan karyawan seluas 26,7695 hektar. Disamping itu
lokasi sebagai cadangan disiapkan tanah seluas 41,7965 hektar yang
dimaksudkan untuk persediaan perluasan komple pabrik dan perumahan
karyawan dikemudian hari.
Gambar tata letak PT. PUSRI dapat dilihat pada Gambar 1.
xxi
xxii
I.4. Lambang PT. Pupuk Sriwidjaja Palembang
Kerajaan Sriwidjaja adalah kerajaan Hindu besar pertama di Indonesia
yang terletak di daerah Sumatra Selatan dan berdiri pada abad ke-7. Pada masa
keemasannya, kerajaan Bahari ini amat berkuasa dan berpengaruh yang dipimpin
oleh raja-raja keturunan dinasti Syailendra. Nama sriwidjaja diabadikan pada
perusahaan yang baru tumbuh ini, untuk mengenang kembali kejayaan kerajaan
Indonesia pertama yang telah termasyhur di segala penjuru dunia. Di samping itu
penggunaan nama Sriwidjaja merupakan penghormatan bangsa Indonesia kepada
leluhurnya yang pernah membawa Nusantara ini ke puncak kegemilangan pada
sekitar abad ke tujuh yang silam. Logo PT. Pupuk Sriwidjaja
Palembangditampilkan pada Gambar 1.2. Sedangkan, makna dari masing-masing
bagian pada logo dijelaskan pada Tabel 1.2.
Gambar 2. Logo PT. Pupuk Sriwidjaja Palembang
Tabel 1. Logo PT. Pupuk Sriwidjaja Palembang (Persero)
Lambang Pusri yang berbentuk huruf “U” melambangkan
singkatan ‘Urea’, lambang ini telah terdaftar di Ditjen Haki
Dep Kehakiman & HAM no 021391
xxiii
Setangkai padi dengan jumlah butiran 24 melambangkan
tanggal akte pendirian PT Pusri.
Butiran-butiran urea berwarna putih sejumlah 12,
melambangkan bulan Desember pendirian PT Pusri.
Setangkai kapas yang mekar dari kelopaknya, butir kapas yang
mekar berjumlah 5 buah kelopak yang pecah berbentuk 9
retakan ini melambangkan angka 59 sebagai tahun pendirian
PT Pusri.
Perahu Kajang merupakan ciri khas kota Palembang yang
terletak di tepian Sungai Musi.
Kuncup teratai yang akan mekar, merupakan imajinasi
pencipta akan prospek perusahaan dimasa datang.
Komposisi warna lambang kuning dan biru benhur dengan
dibatasi garis-garis hitam tipis (untuk lebih menjelaskan
gambar) yang melambangkan keagungan, kebebasan cita-cita,
serta kesuburan, ketenangan, dan ketabahan dalam mengejar
dan mewujudkan cita-cita itu.
I.5. Distribusi dan Pemasaran
Sebagai bentuk komitmen PT. Pupuk Sriwidjaja Palembang untuk
memenuhi kebutuhan pupuk urea nasional guna mendukung program
pembangunan pertanian yang ditujukan pada penguatan ketahanan pangan secara
nasional, PT. Pupuk Sriwidjaja Palembang melakukan pendistribusian dan
xxiv

pemasaran dengan memegang 6 prinsip tepat yaitu : Tepat Waktu, Tepat Jumlah,
Tepat Tempat, Tepat Jenis, Tepat Kualitas, dan Tepat Harga.
Pada tahun 1979 PT. Pupuk Sriwidjaja Palembang ditetapkan sebagai
perusahaan yang bertanggung jawab dalam pengadaan dan penyaluran seluruh
jenis pupuk bersubsidi oleh pemerintah. Baik pupuk yang berasal dari dalam
negeri maupun pupuk impor untuk memenuhi kebutuhan program intensifikasi
pertanian (Bimas/Inmas). Namun setelah pabrik-pabrik pupuk Badan Usaha Milik
Negara (BUMN) lainnya berdiri, pada tahun 1997 pemerintah membentuk
Holding BUMN Pupuk di Indonesia dan menunjuk PT. Pupuk Sriwidjaja
Palembang sebagai induk perusahaannya.
Kemudian pada tanggal 1 Desember 1998, pemerintah mengeluarkan
kebijakan penghapusan subsidi dan tata niaga seluruh jenis pupuk, baik pupuk
yang diproduksi dalam negeri maupun pupuk impor. Namun kebijakan ini lalu
direvisi pada tanggal 14 Maret 2001 melalui Kepmen Perindag RI No.
93/MPP/Kep/3/2001 yang mengatur kembali tata niaga pupuk. Kebijakan ini
menetapkan bahwa unit niaga produksi dan atau produsen melaksanakan
penjualan pupuk di lini III (tingkat Kabupaten), sedangkan dari kabupaten sampai
ke tangan konsumen/petani dilaksanakan oleh distributor (BUMN, swasta,
koperasi). Revisi kebijakan distribusi pupuk dilakukan kembali pada tanggal 11
Februari 2003 melalui Kepmen Perindag No. 70/MPP/2003 tentang tata niaga
pupuk yang bersifat rayonisasi. Hal ini berarti PT. Pupuk Sriwidjaja Palembang
tidak lagi bertanggung jawab untuk pengadaan dan penyediaan pupuk secara
nasional tetapi dibagi dalam beberapa rayon.
Sarana yang dimiliki PT. Pupuk Sriwidjaja Palembang untuk mendukung
pendistribusian dan pemasara pupuk adalah:
a. 8 Unit Kapal Pengangkut Urea Curah
b. 1 Unit Kapal Pengangkut Amoniak
c. 5 Unit Pengantongan Pupuk (UPP)
d. 595 Unit Gerbong Kereta Api
e. 23 Kantor Pemasaran PUSRI Daerah (PPD)
xxv

f. 180 Kantor Pemasaran PUSRI Kabupaten (PPK)
g. 4 Kantor Perwakilan PUSRI di Produsen Pupuk
h. 376 Unit Gudang Persediaan Pupuk.
I.6. Struktur Organisasi dan Manajemen Perusahaan
PT. Pupuk Sriwidjaja (PT. PUSRI) adalah Badan Usaha Milik Negara
(BUMN) yang menggunakan Sistem Line and Staff Organization dengan
bentuk perseroan terbatas (PT) dalam pengolahan pabrik berasal dari
pemerintah. Proses Manajemen PT. PUSRI berdasarkan Total Quality
Control Manajemen (TQCM) yang meilbatkan seluruh pimpinan dan
karyawan dalam rangka peningkatan mutu secara kontinyu.
Oraganisasi PT. PUSRI dipimpin oleh Direktur Utama dan dibantu oleh
lima orang Direksi. Dalam kegiatan operasionalnya, direksi dibantu oleh staf
dan Kepala Departemen. Direksi bertanggung jawab kepada Dewan
Komisaris, dimana Dewan Komisaris terdiri dari wakil-wakil pemegang
saham yang bertugas menentukan kebijaksanaan umum yang harus
dilaksanakan oleh direksi, juga bertindak sebagai pengawas atas semua
kegiatan dan pekerjaan yang telah dilakukan oleh Dewan Direksi. Dewan
Komisaris terdiri dari wakil-wakil pemerintah, yaitu sebagai berikut :
a. Departemen Pertanian
b. Departemen Keuangan Direktorat Jendral Moneter Dalam Negeri
c. Departemen Perindustrian Direktorat Jendral Industri Kimia Dasar
d. Departemen Pertambangan dan Energi
Struktur organisasi PT. PUSRI (Gambar 2) berdasarkan Surat
Keputusan Direksi No. SK/DIR/109/1998, tanggal 1 September 1998 adalah
sebagai beriut :
1. Direktur Utama
2. Direktur Produksi
3. Direktur Pemasaran
4. Direktur Teknik dan Pembangunan
5. Direktur Keuangan
xxvi

6. Direktur SDM dan Umum
Direktur produksi sebagai salah satu bagian penting di dalam
perusahaan yang membawahi beberapa departemen, yaitu :
1. Departemen Produksi-I
2. Departemen Produksi-II
3. Departemen Pemeliharaan
4. Departemen Teknik Produksi
5. Departemen Teknik Keandalan dan Jaminan Kualitas
Departemen Produksi-I dan Produksi-II, Pemeliharaan, Tenik Produksi
serta Departemen Teknik Keandalan dan Jaminan Kalitas berada dibawah
Kompartemen Produksi yang dikepalai oleh seseorang General Manajer yang
bertanggung jawab kepada direktur produksi. Gambar struktur organisasi
direktorat produksi dapat dilihat pada Gambar. 3. Struktur Organisasi PT.
PUSRI ditentukan oleh dewan direksi yang meliputi :
1. General Manajer
General Manajer berkedudukan dibawah direktur yang membawahi
beberapa manajer. General Manajer bertugas sebagai pimpinan disuatu
kompartemen yang meliputi kompartemen produksi, kompartemen
pemasaran, kompartemen jasa teknik dan pengembangan usaha,
kompartemen keuangan, kompartemen SDM dan umum. General manajer
bertanggung jawab kepada direktur.
2. Manajer
Manajer berkedudukan di bawah seorang general manajer dan
bertanggung jawab kepada general manajer. Manajer memimpin suatu
departemen, misalnya departemen Produksi-I.
3. Asisten Manajer
Seorang asisten manajer berkedudukan langsung di bawah seorang
manajer dan bertanggung jawab kepada manajer. Asisten manajer
memimpin suatu dinas tertentu, misalnya dinas operasi PUSRI-IB.
4. Superintenden
xxvii

Superintenden berkedduan di bawah seorang asisten manajer dan
bertanggung jawab kepada manajer dan memimpin suatu bagian di dalam
dinas tertentu.
5. Asisten Superintenden
Asisten superintenden bertugas untuk membantu kinerja seorang
superintenden dan mewakili tugas superintenden apabila superintenden
tidak berada di lokasi. Asisten superintenden bertanggung jawab kepada
asisten manajer.
6. Senior Foreman
Senior foreman bertanggung jawab kepada superintenden dan
bertugas untuk memimpin suatu seksi tertentu. Senior foreman
membawahi beberapa foreman.
7. Foreman
Foreman atau kepala regu bertugas untuk mengkoordinir regu yang
sedang bertugas pada shift kerja tertentu dan membantu kinerja seorang
senior foreman.
8. Koordinator Operatori
Koordinator operasi bertugas untuk mengkoordinir operator yang
bertugas di lapangan. Koordinator operator bertanggung jawab kepada
senior foreman.
9. Operator
Operator bertugas untuk melaksanakan suatu operasi pada pabrik
dan bertanggung jawab kepada senior foreman.
xxviii

I.7. Struktur Organisasi Dinas Operasi PUSRI-IB.
Secara struktur organisasi perusahaan Dinas Operasi PUSRI-IB (Gambar
4) termasuk ke dalam Departemen Produksi-I, tugas departemen ini adalah
mengkoordinasikan jalannya PUSRI-IB dan PUSRI II mellaui Dinas Operasi
PUSRI-IB dan Dinas Operasi PUSRI II, sedanga untuk PUSRI III dan IV
dikoordinasikan dibawah Departemen Operasi II.
Pabrik PUSRI IB dipimpin oleh seorang Asisten Manajer Dinas Operasi
PUSRI-IB yang bertanggung jawab terhadap operasional pabrik PUSRI-IB secara
keseluruhan. Asisten Manajer Dinas Operasi P-IB dibantu oleh 3 orang
Superintenden, yaitu :
1. Superintenden Utilitas
2. Superintenden Amoniak
3. Superintenden Urea
Setiap Superintenden dibantu oleh asisten superintenden yang membawahi
langsung :
1. Senior Foreman
2. Kepala Regu/Foreman
3. Operator Senior (panel)
4. Operator Lapangan
Setiap unit pabrik terdapat senior foreman yang bertugas sebagai
koordinator antar unit pabrik dan sebagai penanggung jawab teknis pada sore dan
malam hari. Pembagian kerja terdiri dari empat grup shift dimana tiga grup
melakukan shift sedangkan satu grup libur (off). Setiap grup dikepalai oleh Senior
Foreman shift. Pengaturan jam kerja untuk tiap shift adalah :
1. Day shift : pkl. 07.00 – 15.00 WIB
2. Swing shift : pkl. 15.00 – 23.00 WIB
3. Nigh shift : pkl. 23.00 – 07.00 WIB
xxix
Setiap operator dan karyawan lapangan yang dibutuhkan selama 24 jam
sehingga jadwal kerjanya dibagi per-shift, terdapat pula karyawan non-shift untuk
pegawai administrasi dan jabatan setingkat kepala bagian ke atas dengan jadwal
kerja :
1. Senin – Kamis : pkl. 07.30-16.30 diselingi istirahat pada pkl. 12.00-13.30.
2. Jumat : pkl. 07.30-17.00 diselingi istirahat pada pkl. 11.30-13.30
3. Sabtu – Minggu : Libur
xxx
STRUKTUR ORGANISASI
DINAS OPERASI PUSRI 1B
xxxi
Kepala Dinas
WakabagWakabag
Tata Usaha
Kabag UtilitasKabag UreaKabag Ammonia
Kasi A
Wakabag
Foreman A
Kasi EKasi DKasi CKasi B
Operator
Foreman DForeman CForeman B
OperatorOperatorOperator

STRUKTUR ORGANISASI
DINAS OPERASI PUSRI – IB
xxxii
MANAJER PRODUKSI - 1
SHIFT SUPERVISOR P-IB
ASS MANAJER P-IIASS MANAJER P-IB
SENIOR FOREMANUTILITAS P – IB
SPR-INTENDEN UTILITAS P-IBASS SPR INTD UTILITAS P-IB
SPR-INTENDEN UREA P-IBASS SPR INTD UREA P-IB
SPR-INTENDEN AMMONIA P-IBASS SPR INTD AMMONIA P-IB
SENIOR FOREMANUREA P – IB
SENIOR FOREMANAMMONIA P – IB
FOREMAN SHIFT UT P-IBKOORD OPERATOR UTILITAS
P-IB
FOREMAN SHIFT UT P-IBKOORD OPERATOR UREA
P-IB
FOREMAN SHIFT UT P-IBKOORD OPERATOR
AMMONIA P-IB
OPERATOR UTILITAS P-IB OPERATOR AMMONIA P-IB OPERATOR UREA P-IB
BAB II
TINJAUAN UMUM
2.1. Bahan Baku
2.1.1. Bahan Baku Pabrik Ammonia
a. Gas Alam
Penyediaan kebutuhan gas alam PT. PUSRI di suplai oleh PT. Pertamina
melalui sistem jaringan pipa dan kompresor. Gas alam ini mengandung kotoran-
kotoran yang dapat mengakibatkan gangguan selama operasi berlangsung.
Kotoran-kotoran tersebut sebagian berupa: ammonia, zat-zat padat, air, heavy
carbon, senyawa-senyawa fosfor dan karbondioksida. Gas alam yang dialirkan
oleh PT. Pertamina diatur aliran dan tekanannya di Gas Matering Station (GMS)
sesuai dengan kebutuhan. Adapun komponen utama yang dibutuhkan yaitu unsur
C, H, dan O. Unsur H dibutuhkan untuk reaksi pembentukan ammonia (NH3).
Sedangkan unsur C dan O dibutuhkan sebagai sumber energy pembakaran untuk
proses dan pembangkit steam. Komposisi gas alam yang digunakan PT. PUSRI
tercantum pada table 2.
Table 2. Komposisi Gas Alam
No. Parameter Analisa Hasil Analisa
1.
2.
3.
4.
5.
6.
7.
8.
9
CH 4
C2 H 5
C3 H 8
i−C4 H 10
n−C4 H 10
i−C5 H 12
n−C5 H 12
C6 H 14
CO2
80,45
5,83
3,96
0,72
0,85
0,30
0,21
0,18
7,50
Sumber : Laboratorium Analytical Report Natural Gas PT. PUSR
Sifat-sifat fisik gas alam dapat dilihat pada Table 3.
Table 3. Sifat-sifat Fisik Gas Alam
xxxiii

No. Komponen Berat Molekul Titik Didih (℉ ¿ Panas Pembakaran
(Btu/ft3)
1.
2.
3.
4.
5.
6.
7.
8.
9.
CH 4
C2 H 5
C3 H 8
i−C4 H 10
n−C4 H 10
i−C5 H 12
n−C5 H 12
C6 H 14
CO2
16,04
30,07
44,09
58,12
58,12
72,15
72,15
86,17
44,01
-258,7
-127,5
-43,7
10,9
31,1
82,1
96,9
155,7
-164,9
911
1631
2353
3094
3101
3698
3709
4404
Sumber : Perry’s Chemical Engineering Hand’s Book, 1996
Impurities :
Hidrogen sulfida(H2S) dan organik sulfur.................................................. = 3,4 ppm
Dew point................................................................................................... = 28°C
Heating value LHV basis............................................................................ = 9405 kcal/NM3
(pada 0°C, 1.03 kg/cm2A dan dry basis )
Adapun sifat kimia gas alam, yaitu :
1. Tidak berwarna
2. Tidak berbau
3. Mudah terbakar
4. Merupakan campuran hidroarbon yang terdiri dari 60-90% hidrokarbon ringan
dan hidrokarbon berat serta gas pengotor/inert.
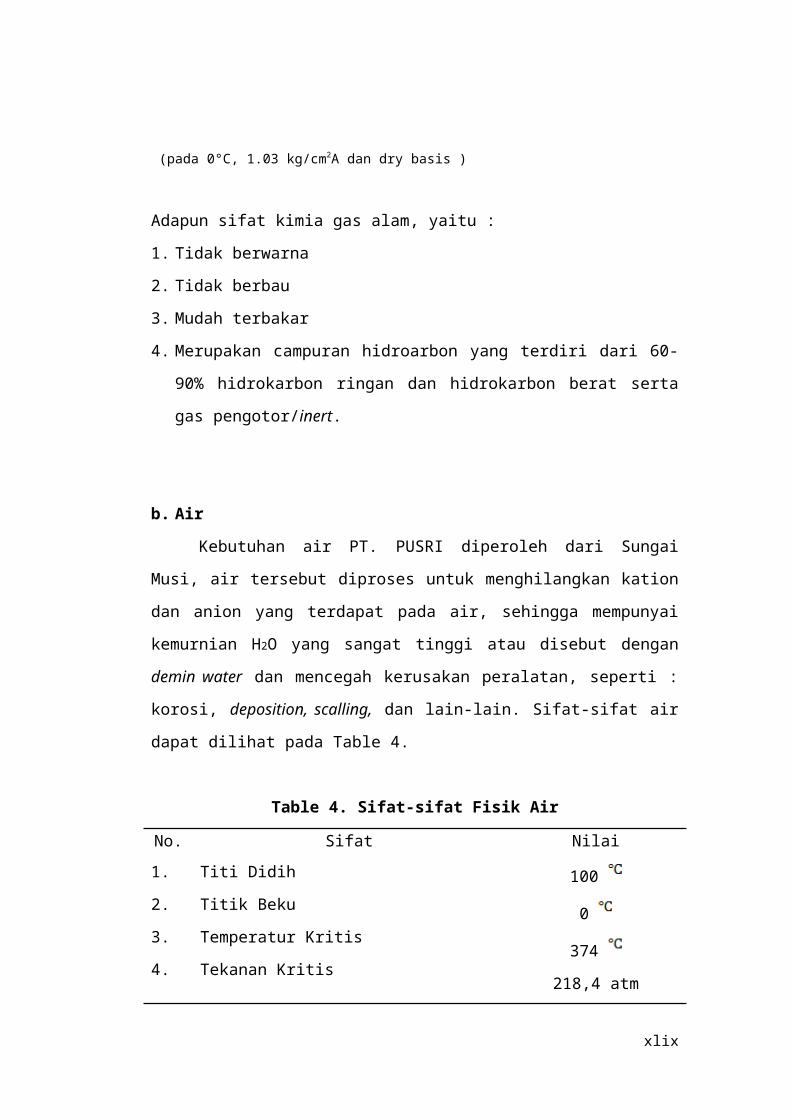
b. Air
Kebutuhan air PT. PUSRI diperoleh dari Sungai Musi, air tersebut
diproses untuk menghilangkan kation dan anion yang terdapat pada air, sehingga
mempunyai kemurnian H2O yang sangat tinggi atau disebut dengan demin water
xxxiv

dan mencegah kerusakan peralatan, seperti : korosi, deposition, scalling, dan lain-
lain. Sifat-sifat air dapat dilihat pada Table 4.
Table 4. Sifat-sifat Fisik Air
No. Sifat Nilai
1.
2.
3.
4.
5.
6.
Titi Didih
Titik Beku
Temperatur Kritis
Tekanan Kritis
Densitas Kritis
Visositas pada 20
100
0
374
218,4 atm
324 kg/m3
0,01002 Poise
Sumber : Perry’s Chemical Engineering Hand’s Book, 1996
Adapun sifat kimia air, yaitu :
1. Rumus molekul : H2O dan mempunyai berat moleul 18 gr/mol
2. Merupakan pelarut yang paling umum digunakan
3. Tida berwarna, tida berbau, dan tidak berasa
4. Merupakan cairan non polar dengan konstanta dielektrik tinggi
5. Mempunyai sifat elektrolit yang lemah.
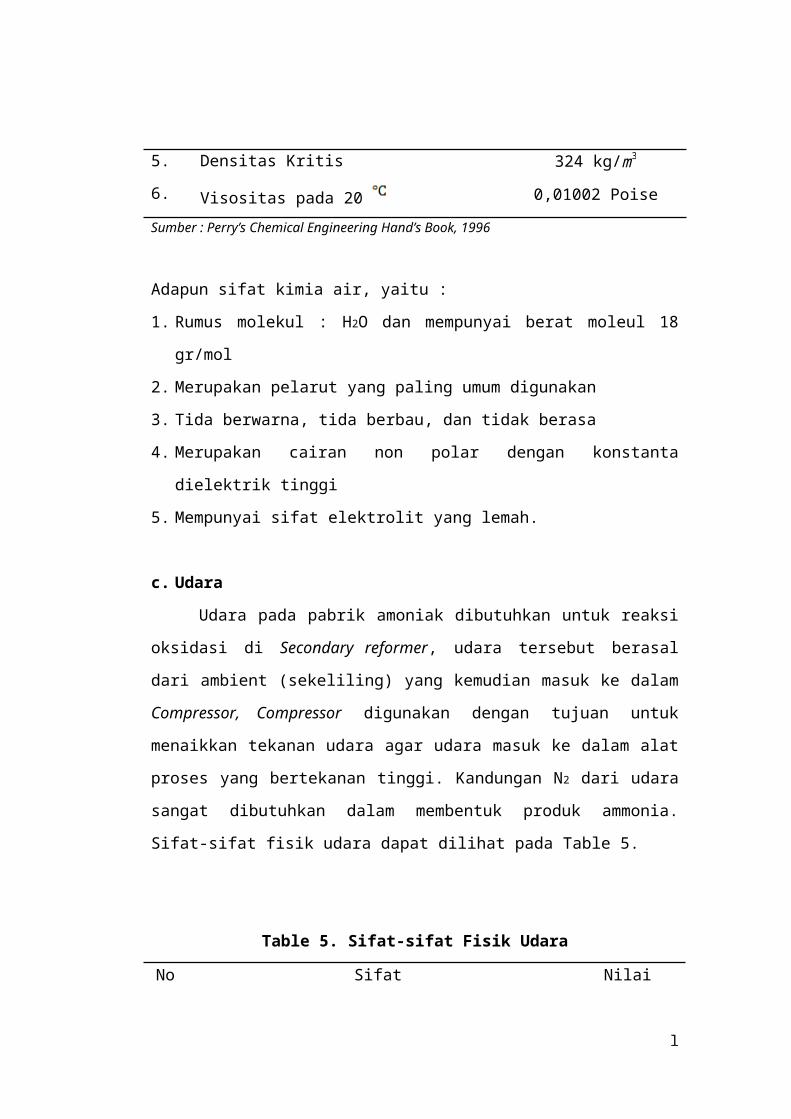
c. Udara
Udara pada pabrik amoniak dibutuhkan untuk reaksi oksidasi di Secondary
reformer, udara tersebut berasal dari ambient (sekeliling) yang kemudian masuk
ke dalam Compressor, Compressor digunakan dengan tujuan untuk menaikkan
tekanan udara agar udara masuk ke dalam alat proses yang bertekanan tinggi.
Kandungan N2 dari udara sangat dibutuhkan dalam membentuk produk ammonia.
Sifat-sifat fisik udara dapat dilihat pada Table 5.
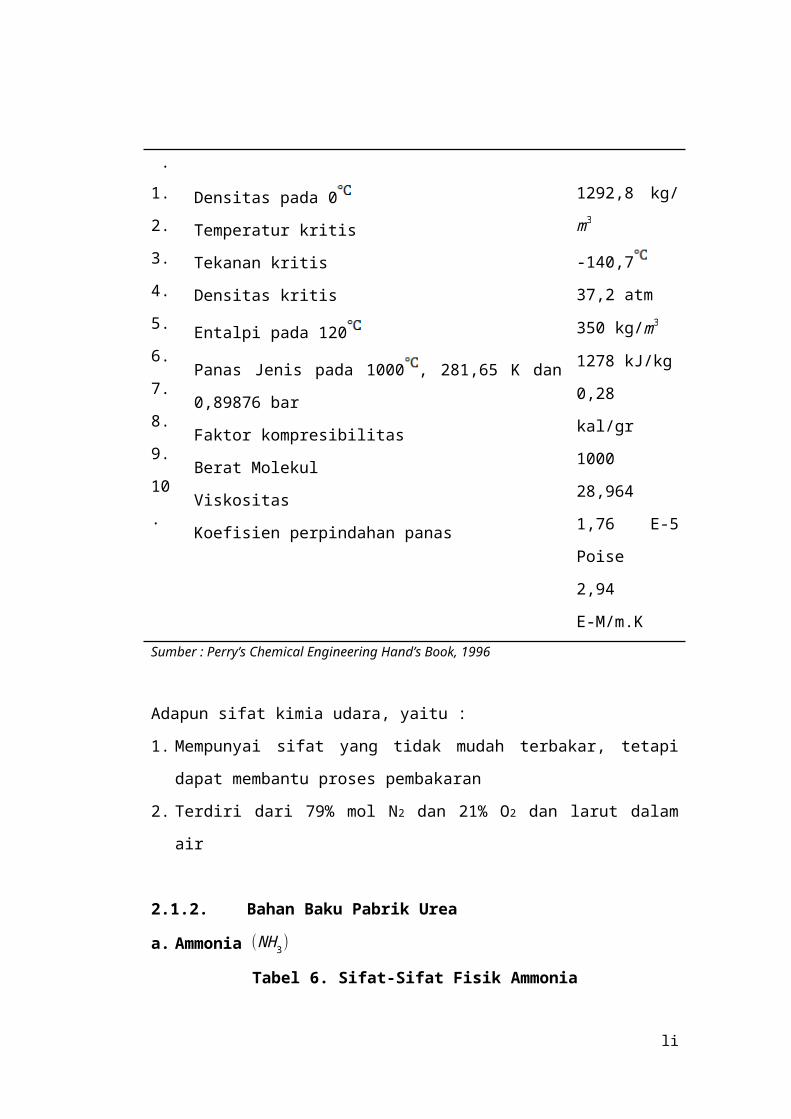
Table 5. Sifat-sifat Fisik Udara
xxxv
No. Sifat Nilai
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Densitas pada 0
Temperatur kritis
Tekanan kritis
Densitas kritis
Entalpi pada 120
Panas Jenis pada 1000 , 281,65 K dan 0,89876 bar
Faktor kompresibilitas
Berat Molekul
Viskositas
Koefisien perpindahan panas
1292,8 kg/m3
-140,7
37,2 atm
350 kg/m3
1278 kJ/kg
0,28 kal/gr
1000
28,964
1,76 E-5 Poise
2,94 E-M/m.K
Sumber : Perry’s Chemical Engineering Hand’s Book, 1996
Adapun sifat kimia udara, yaitu :
1. Mempunyai sifat yang tidak mudah terbakar, tetapi dapat membantu proses
pembakaran
2. Terdiri dari 79% mol N2 dan 21% O2 dan larut dalam air
2.1.2. Bahan Baku Pabrik Urea
a. Ammonia (NH 3)
Tabel 6. Sifat-Sifat Fisik Ammonia
Sifat Nilai
Titik didih
Titik beku
Temperatur kritis
Tekanan kritis
Tekanan uap cairan
Spesifik volume pada 70oC
Spesifik gravity pada 0oC
Panas pembentukan pada:
-33,4oC
-77,70oC
133,25oC
1657 psi
8,5 atm
22,7 ft3/lb
0,77
xxxvi
1oC
25oC
Kelarutan dalam air pada 1 atm (% berat)
0oC
20oC
60oC
Panas spesifik pada 1 atm
0oC
100oC
200oC
-9,37 kkal/mol
-11,04 kkal/mol
42,80
33,10
14,10
0,5009
0,5317
0,5029
Sumber: Perry’s Chemical Engineering Hand’s Book. 1996
Sifat kimia ammonia adalah :
a. Pada suhu kamar (25oC, 1 atm), ammonia merupakan gas tidak bewarna
yang mempunyai bau tajam (Pringent).
b. Lebih ringan dari udara.
c. Sangat mudah larut dalam air (710 volume NH3 larut dalam 1 volume air).
d. Apabila terhirup dapat menimbulkan air mata, dalam jumlah yang besar
dapat menyebabkan sesak nafas (Suffocation).
b. Karbondioksida (CO2)
Tabel 7. Sifat-sifat Fisik Karbondioksida
No
.
Sifat Nilai
1.
2.
3.
4.
5.
Titik didih
Titik beku
Temperature kritis
Tekanan kritis
Panas Penguapan
-57,5
-78,4
38
0,6 kg/cm3
6030 kal/mol
Sumber: Perry’s Chemical Engineering Hand’s Book. 1996
xxxvii
Sifat kimia karbondioksida, yaitu :
1. Pada suhu kamar (25 , 1 atm) berupa gas tidak berwarna
2. Rumus molekul : CO2 dan mempunyai berat molekul 28 gr/mol
3. Mempunyai bau dan rasa yang lemah
4. Tidak beracun
5. Larut dalam air
6. Apabila terhirup dapat menimbulkan efek sesak nafas dan gangguan terhadap
keseimbangan badan.
2.2. Proses Produksi
2.2.1. Proses Pembuatan Ammonia
Ammonia merupakan salah satu bahan kimia dasar terbesar yang
diproduksi di dunia. Hal ini disebabkan fungsinya sebagai produk akhir maupun
produk sementara (setengah jadi) sangat besar. Sebagian besar produksi ammonia
dipergunakan sebagai bahan baku pupuk yang langsung ditaburkan ke tanah, di
samping produk-produk lain seperti ammonia sulfat, ammonia nitrat, dan
ammonia phospat.
Pabrik ammonia PUSRI-1B menggunakan proses MW. Kellog (KBR
Kellog, Brown & Root), mempunyai kapasitas terpasang 1350 ton per hari. Pabrik
ammonia mulai konstruksi pada tahun 1991 dan beroperasi pada tahun 1994.
Adapun proses pembuatan ammonia dapat dibagi dalam 6 area/seksi, yaitu
sebagai berikut :
1. Feed treating
2. Reforming
3. Purifikasi
4. Sintesis
5. Pemurnian Produk
6. Purge gas recovery unit
xxxviii
2.2.1.1. Feed Treating Unit
Bahan baku natural gas (NG) yang berasal dari Pertamina mengandung
beberapa unsur yang tidak diinginkan, yaitu:
Sulfur anorganik (H2S)
Gas karbondioksida (CO2)
Sulfur organik (R-S-R)
Sulfur harus dipisahan dari NG karena akan meracuni katalisator di
primary reformer, secondary reformer, LTS, metanator dan ammonia converter,
sedangkan konsentrasi CO2 yang tinggi di dalam NG akan menyebabkan konversi
reaksi steam reforming menjadi rendah.
Semua unsur yang terkandung di dalam NG yang tidak diinginkan
seperti H2S, CO2 dan R-S-R harus dipisahan dari gas alam dengan cara sebagai
berikut :
a. Pemisahan Sulfur Anorganik (H2S)
Gas alam yang tersedia di battery limit mempunyai tekanan 14,1 kg/cm2
g dan temperature 28 . Gas akan melewati Knock-Out drum (1-200-F) yang
dilengkapi demister untuk menangkap cairan (minyak, gas alam cair dan air) yang
akan dialirkan ke burning pit di utilitas. Gas alam keluar dari demister dengan
kondisi pada temperature 38 dan tekanan 28 kg/cm2. Gas alam akan dibagi
menjadi dua aliran. Aliran pertama digunakan sebagai fuel gas (gas bakar) untuk
pembakaran yang digunakan di pabrik ammonia, yang sebelumnya dikirim
terlebih dahulu ke fuel gas preheat coil (1-101-BC6) yang berada di primary
reformer convention system. Fuel gas yang panas kemudian digunakan untuk arch
burner (1-101-BBA), sedangkan aliran lain menuju bagian feed treating
berikutnya.
Proses desulfurisasi bertujuan untuk menghilangkan senyawa hydrogen
sulfide (H2S) anorganik yang terdapat dalam bahan baku gas alam (natural gas).
Hal ini dikarenakan senayawa H2S dapat meracuni larutan Benfield di dalam
proses penyerapan CO2, selain itu H2S bersifat korosif dan dapat meracuni katalis
pada ammonia conventer. Proses ini berlangsung dalam alat desulfurizer (1-201-
xxxix
D) yang diisikan 37,7 m3 sponge iron. Media sponge iron ini terbuat dari serpihan
kayu oak yang dicampur dengan besi oksida (iron oxide). Selanjutnya reaksi
antara campuran sulfur anorganik dan gas alam dengan senyawa besi oksida (iron
oxide). Reaksi yang terjadi adalah sebagai berikut :
Fe2 O36 H 2 O+3 H2 S→ Fe2 S3 .6 H 2O+3 H 2 O
6 NaOH+Fe2 S3 .6H 2O →3 Na2 S+Fe2O3 .6 H 2O+3 H 2O
Kondisi operasi pada alat ini bekerja pada temperature 35-38 dan pH
8-9 (dalam suasana alkali). Untuk menjaga suasana alkali dalam kelembaban, ke
dalam desulfurizer ini diinjeksikan NaOH dengan konsentrasi 3-5% berat pada
laju alir tertentu dari tangi 1-204-L. Sebelum gas memasuki desulfurizer, gas
dilewatkan pada line heater untuk menaikan temperature sampai 38 ,
disemprotkan dengan air dan larutan NaOH. Jika temperature kurang 38 , reaksi
menjadi lambat sedangkan jika lebih dari 40 , air akan menguap dari spnge iron.
Air harus diinjeksikan untu menjenuhkan gas alam. Disamping itu, uap air juga
diperlukan untuk menyerap H2S, sedangkan larutan NaOH diperlukan untuk
menjaga kondisi operasi yang sedikit basa. Gas dengan kandungan sulfur rendah
kemudian dipanaskan sampai temperature 82 di shell side dari feed gas
pretreatment dan masuk ke bottom dari CO2 absorber.
Desulfurizer Sponge Iron di unit feed treating pabrik ammonia berfungsi
untuk memisahkan kandungan sulfur anorganik (H2S) dalam gas alam. Sponge
iron merupakan media penyerap dalam jangka waktu tertentu, sponge iron akan
mengalami kejenuhan sehingga tidak mampu lagi mengikat komponen yang
terdapat di dalam gas alam. Apabila tidak ikut terserap maka akan menunggu
kelancaran proses karena bersifat korosif dan akan terikut dalam produk CO2
benfield. Berdasarkan kondisi actual ini yang diperoleh dari operasional pabrik
PUSRI-1B, konsentrasi H2S keluaran. Desulfurizer mengalami kenaikan sebesar
10 ppm sehingga mengakibatkan umur teknis sponge iron di P-1B menjadi 60 hari
untuk mencapai H2S keluaran desulfurizer maksimum 1 ppm. Berdasarkan
kondisi tersebut dilakukan suatu evaluasi kemungkinan penggantian sponge iron
dengan alternative desulfurizer removal lain yang lebih baik yaitu Unycat.
xl

Evaluasi yang dilakukan yaitu secara teknis dan ekonomis, maka dilakukan
pergantian media pemisah, adapun tahapan-tahapannya adalah sebagai berikut :
1) Desulfurizer sponge iron
Desulfurizer sponge iron merupakan desulfurizer sulfur removal yang
berfungsi memisahkan H2S dalam gas alam dengan iron oxide yang diimpregnasi
dalam tatal kayu sebagai komponen utamanya. Temperature operasional berkisar
32-40 . Untuk menjaga kondisi proses (suasana basa dan lembab) maka
diinjeksikan larutan NaOH 5-10% wt ke dalam desulfurizer. Penurunan tekanan
berkisar 0,5 kg/cm2 dan bulk density sponge iron sebesar 0,76-0,87 kg/l.
Konsentrasi H2S dalam gas alam sebesar 5 ppm akan diserap maksimum menjadi
1 ppm selama life time 1 tahun (actual 3-6 bulan). Konsentrasi actual dalam gas
alam yang masuk desulfurizer sponge iron pada saat ini rata-rata 10 ppm dengan
keluaran mencapai 1 ppm dalam waktu 60 hari.
2) Desulfurizer Unycat
Desulfurizer unycat merupakan desulfurizer H2S removal yang berfungsi
menyerap H2S, COS, merupakan (R-S-H dan R-S-R). Komponen utama adalah
active ZnO dan metal oxide. Unycat tersebut beroperasi efektif pada temperature
minimum 30 . Pengoperasian unycat akan mencapai 2 tahun dengan penurunan
tekanan desulfurizer sebesar 0,1 kg/cm2 dan kapasitas penyerapan sufur 8-10% wt
dari evaluasi tersebut, maka jika unycat dibandingkan sponge iron di pabrik
ammonia P-1B secara teknis lebih baik. Kapasitas penyerapan H2S unycat sebesar
11% wt lebih besar dari sponge iron yang hanya 3,15% wt. Dengan demikian life
time Unycat akan mencapai 2 tahun sementara sponge iron hanya mencapai 60
hari. Selain itu penurunan tekanan (pressure drop) unycat lebih kecil
dibandingkan sponge iron sehingga kompresor mengalami penurunan beban
sebesar 31,33 Kwatt. Dengan penggunaan unycat maka tidak perlu menggunakan
jacket heater sehingga menghemat penggunaan steam pada saat gas alam amsuk
desulfurizer. Penggunaan unycat juga tidak menggunakan chemical dalam proses
xli
penyerapan H2S sehingga tidak memerlukan pompa untuk penginjeksian
chemical, dengan denikian dapat menghemat biaya operasional.
b. Pemisahan CO2
Proses menghilangkan CO2 ini dimaksudkan untuk meringankan beban
pada seksi desulfurizer sulfur organik, unit persiapan bahan baku gas sintesa, dan
unit permurnian gas sintesis. Gas keluaran diharapkan hanya mengandung 1%
volum CO2 untuk mencegah terjadinya reaksi metanasi pada katalis Co-Mo dan
guard vessel. Proses penghilangan CO2 ini melibatkan unit absorber, stripper dan
feed treatment solution flash tank dengan menggunakan benfield sebagai larutan
penyerap. Reaksi penyerapan gas CO2 oleh larutan benfield berlangsung pada
temperature rendah (95-125 ) dan tekanan tinggi (27,2 kg/cm2).
Penyerapan ini terjadi secara kimia dengan reaksi sebagai berikut :
CO2+H 2O → H 2 CO3
H 2 CO3+K2 CO3 →2 KHC O3
Secara keseluruhan, reaksi yang terjadi adalah sebagai berikut :
K2 CO3+H 2 O+CO2 →2 KHCO3
Pada absorber 1-201-E gas umpan mengalir ke atas melalui dua buah
packing bed berkontak dengan larutan lean benfield yang mengalir turun dan
terjadi proses penyeraan CO2. Larutan benfield dipompa dari feed treatment
solution flash tank (1-201-F) melewati distributor di top absorber adalah 93,3 .
Larutan bienfield yang kaya akan CO2 keluar dari bottom absorber pada
temperature 95,6 . Larutan yang kaya CO2 mengalir bottom absorber 1-201-E ke
stripper 1-202-E, dimana terjadi penurunan tekanan. Penurunan tekanan dan
penambahan steam akan menyebabkan CO2 terlepas dari larutan dan keluar dari
puncak stripper 1-202-E, sedangkan larutan benfield mengalir ke bawah untuk
diregenerasi.
Pada stripper, larutan benfield yang dihasilkan mengalir dari bawah pada
125 ke feed treatment solution flash tank 1-201-F dimana larutan mengalami
flash secara bertahap pada tekanan 1,95 lalu 1,82 kemudian 1,69 dan 1,56 kg/cm2
xlii

untuk memisahkan CO2 yang masih tersisa. Pemisahan cepat CO2 dibantu dengan
ejector dan dikembalikan ke stripper 1-102-E.
Larutan lean keluar dari feed treatment solution flash tank 1-201-F pada
116 didinginkan di cooler 1-205-C kemudian mengalir kembali ke top tower
absorber 1-201-E.
Karobondioksida dilepaskan dan keluar dari puncak stripper 1-202-E
dalam jumlah tertentu dan digunakan sebagai tambahan umpan utama ke pabrik
urea, setelah sebelumnya didinginkan di cooler 1-208-C dan dipisahkan
kandungan airnya dalam make-up CO2 produk KO drum. Larutan benfield terdiri
dari :
1. K2CO3 (potassium carbonat) 30% berat sebagai penyerap CO2
2. DEA (diethanol amin) 2-3% berat sebagai activator
3. V2O5 (vanadium pentoxide) 0,8% berat sebagai korosi inhibitor
Ke dalam larutan benfield biasanya ditambahkan anti foaming agent
(UCON 500 HB) untuk mencegah pembentukan busa CO2 hasil pemisahan pada
tahap ini sebenarnya dapat juga sebagai bahan baku pembuatan urea, namun perlu
dicermati kandungan sulfurnya terlebih dahulu.
c. Pemisahan Sulfur Organik
Pemisahan Sulfur Organik berfungsi menghilangkan kundungan sulfur
organic dalam gas proses agar tidak meracuni katalis nickel pada unit reforming.
Sulfur organic dalam senyawa merkaptan (R-S-R) tidak dapat dipisahkan
langsung dari gas alam umpan oleh proses desulfurisasi sebelumnya (tahap 1)
sehingga harus diolah kembali dengan mereaksikan gas proses dengan bantuan
katalis Co-Mo (cobalt-molybdenum). Kandungan sulfur organic dalam senyawa
merkaptan terlebih dahulu diubah menjadi H2S dengan bantuan katalis Co-Mo
(cobalt-molybdenum). Pada bagian ini senyawa sulfur organic terurai dan
terhidrogenasi menjadi H2S (Kondisi H2 berlebih dari katalis Co-Mo) sesuai
reaksi:
RSR+2 H 2→ 2 RH +H 2 S (katalis Co−Mo )
xliii
Sebelum masuk ke guard vessel Co-Mo/Zn-O, gas umpan digabung
dengan gaya akan kaya H2 dari gas sintesa, yang telah dipanaskan pada preheater
coll (1-101-BC5). Seluruh senyawa sulfur organic dalam gas keluaran guard
vessel Co-Mo telah dikonversikan menjadi H2S. Selanjutnya terjadi reaksi antara
ZnO menurut reaksi :
H 2 S+ZnO →ZnS+H 2O(katalis ZnO)
Kedua reaksi tersebut berlangsung dalam temperature 371-399 dan
tekanan 44,7 kg/cm2 di dalam suatu alat hydrotrator. Diharapkan senyawa sulfur
yang keluar dari hydrotrator maksimum 0,1 ppm (vol) dan H2S 0,005 ppv
2.2.1.2. Reforming Unit
Tujuan dari tahap Reforming ini adalah menghasilkan gas sintesa (N2
dan H2) sebagai bahan baku pembuatan ammonia dan CO2 sebagai produk
samping, unit ini terdiri dari :
a. Primary Reformer (I-101-B)
Sesudah komponen sulfur dihilangkan, untuk mengubah feed gas dengan
steam dan katalis pada temperature dan tekanan tertentu di Primary Reformer.
Gas proses yang telah bebas pengotor dicampurkan dengan steam bertekanan
menengah (medium steam) pada tekanan 42,3 kg/m2 sebelum mengalir ke bawah
melalui buluh-buluh (tube-tube) berkatalis nikel oksida di dalam primary steam
radiant section. Dalam buluh-buluh beratalis nikel oksida tersebut, gas proses
bereaksi dengan steam pada temperature sekitar 823 dan tekanan 37,2 kg/cm2.
Reaksi yang terjadi adalah :
CH 4+H 2 O⇆CO+3 H 2 (endotermis )
CO+ H 2O⇄CO2+ H 2(eksotermis)
Yang diinginkan adalah reaksi overall yaitu :
CH 4+H 2 O⇄CO2+4 H 2
Akan tetapi CO yang terdapat pada reaksi pertama masih ada dalam
jumlah yang cukup banyak dalam gas yang keluar reformer. Untuk
meminimalisirkannya reaksi disempurnakan lebih lanjut pada secondary reformer.
xliv

Variable operasi yang harus dijaga sedemikian rupa sehingga mencegah
terjadinya cooking (pembentukan karbon) melalui reaksi :
CH 4⇄C+2H 2
CO2⇄C+O2
Variable yang mempengaruhi reaksi di reformer adalah :
Temperatur
Tekanan
Laju alir steam (steam rate)
Distribusi katalis
Keberadaan sulfur
Kandungan karbon
Gas sisa pembakaran (fuel gas) akan mengalir ke bawah melalui
radinant section dan masuk ke dalam terowongan yang merupakan penghubung
antara radiant section dan convection section. Selain itu, fuel gas yang dialirkan
ke convection section primary reformer dapat dimanfaatkan untuk memanaskan
beberapa pemanas (coil/heater) pada proses pembuatan ammonia sebelum
akhirnya dilepas keluar melalui cerobong pada temperature 115 . Fan yang
dibutuhkan untuk mengalirkan fuel gas di peroleh dengan menggunakan induced
draft fan (ID – Fan) yang terletak di bawah cerobong.
Udara yang dibutuhkan dalam pembakaran didapat dari udara atmosfir
yang ditarik dan dihembuskan ke dalam primary reformer. Udara pembakaran
dialirkan melewati primary reformer convertion section untuk dipanaskan oleh
flue gas yang panas. Proses ini dilakukan agar udara dapat lebih mudah terbakar.
Dapur pembakaran dirancang beroperasi dengan udara berlebih sebesar 15%.
Reformer ini akan mengkonversikan sekitar 80% metana dalam gas umpan.
Tekanan reformer diatur dengan mengatur aliran steam ke turbin ID – Fan.
b. Secondary Reformer (I-103-D)
xlv

Gas yang telan mengalami reformasi sebagian di primary reformer
masuk ke secondary reformer (I-103-D) untuk melanjutkan reaksi agar konversi
lebih sempurna. Gas masuk ke bagian atas secondary reformer melalui jacketed
transfer line (I-107-D). Temperatur masuk ke secondary reformer adalah 824
dan aliran gas tersebut akan bertemu dengan campuran udara dan steam di dalam
ruang pembakaran. Kondisi ini memberikan campuran yang baik antara udara dan
gas proses, sehingga terjadi pembakaran secara cepat dan membagi panas
pembakaran ke seluruh permukaan katalis. Selain itu, pencampuran gas dengan
udara juga bertujuan untuk mendapatkan nitrogen bebas. Gas panas dari bagian
combustion secondary reformer mengalir ke bawah melalui packing yang berisi
katalis nikel yang disangga oleh alumina dan membuat reaksi reforming menjadi
lebih sempurna. Gas dari primary reformer mengalir ke bagian atas secondary
reformer dan diarahkan ke bawah melewati diffuser ring untuk masuk ke zona
pembakaran reactor. Dalam zona ini terjadi pembakarancepat antara gas proses
dengan udara panas yang masuk melalui burner nozzle sehingga menghasilkan
panas yang besar. Aliran udara menyuplai kebutuhan nitrogen yang diperlukan
dalam sintesis ammonia sehingga jumlah udara yang disuplai ditentukan oleh
kebutuhan N2. Perbandingan antara hydrogen dari primary reformer dengan N2
dari udara harus dijaga untuk menghindari kesulitan di ammonia converter.
Selanjutnya gas dilewatkan melalui bed katalis nikel dalam secondary reformer
untuk menyempurnakan reaksi reforming sampai kandungan metana tersisa
maksimal 0,35% mol berat kering (desain). Reaksi-reaksi yang terjadi adalah
sebagai berikut :
1) Zona Pembakaran (Combustion Zone)
H 2+12
O2
⇄ 3 H 2O(eksotermis )
2) Zona Reaksi (Reaction Zone)
CH 4+H 2 O⇄ 3 H 2+CO (endotermis)
CO+ H 2O⇄CO2+ H 2(endotermis)
Gas yang keluar dari bagian bawah reformer ini disebut gas sintesis
mentah (Rows syn gas). Gas sintesis mentah ini masih sangat panas dengan
xlvi

temperature 1002,5 . Gas sintesa ini kemudian masuk ke dalam shell side dari
waste heat boiler (WHB) untuk didinginkan sehingga temperature turun menjadi
733,9 . Gas meninggalkan WHB kemudian didinginkan oleh hight pressure (HP)
steam superheater (I-102-C) sehingga mencapai temperature 371 yang
seterusnya masuk ke hight temperature shift converter (HTSC). Penurunan
temperature menunukkan pemberian panas di WHB dan HP steam superheater
kepada boiler feed water yang mengalir melalui tube side dari WHB dan HP
steam superheater. Steam yang dihasilkan oleh WHB di secondary reformer ini
m4enjadi salah satu sumber utama steam di pabrik ammonia.
2.2.1.3. Purifikasi Unit
Gas dari secondary reformer akan mendapat perlakuan pemurnian dan
diharapkan mempunyai komposisi outlet (untuk kapasitas desain 1350 MTD)
sebagai berikut :
Table 8. Komposisi Gas Outlet
Komposisi gas sintesa % Vol (Basis Kering)
H 2
CO
CO2
N2
Ar
CH 4
54,70
13,60
7,94
23,08
0,30
0,34
Sumber : Ammonia PUSRI-IB
Tahap pemurnian (purifikasi) ini bertujuan untuk mempersiapkan agar
perbandingan komposisi H2 dan N2 adalah 3 : 1 (pada PUSRI-1B = 3,2)
sedangkan argon dan CH4 dalam jumlah yang sedikit (traces). Untuk mencapai
tujuan tersebut, CO yang masih terikut gas sintesa akan dikonversi menjadi CO2
di dalam shift converter dan kemudian akan dipisahkan di dalam CO2 benfield
removal. Setelah CO dipisahkan, ternyata masih terdapat CO2 sebanyak 0,1% mol
CO2, karena CO dan CO2 merupakan racun katalis ammonia converter, maka
xlvii

yang lolos dari CO2 merupakan racun di katalis ammonia converter, maka yang
lolos dari CO2 removal diubah menjadi metan di metanator.
a. High Temperature Shift Converter (HTSC)
Reaksi utma yang terjadi pada bagian ini bertujuan mengubah gas CO2
menjadi CO dengan bantuan katalis prometed iron/chromium oxide (Fe2O3/Cr2O3)
menurut reaksi eksotermis berikut :
CO+2H 2 O⇄CO2+2 H 2(eksot ermis)
HTSC merupakan tangki yang berisi katalis besi oksida dengan volume
65,7 m3. Gas sintesis mentah dari steam masuk ke bagian atas HTSC pada suhu
371 dan akan bereaksi pada permukaan katalis. Gas akan keluar dari bagian
bawah HTSC dan kemudian masuk ke shell side HTSC effluent WHB
I-103-C1/C2 dan kemudian mengalir menuju low temperature shift converter
(HTSC). Setelah melewati I-103-C dipakai untuk membangkitkan steam dari
BFW menjadi steam HP, dan steam akan mengalir ke I-101-F. Operasi HTSC
pada temperature tinggi bertujuan untuk mempercepat reaksi sehingga kondisi
kesetimbangan cepat tercapai. Kandungan CO pada saat masu HTSC adalah
13,66% mol dan keluar dari HTSC menjadi 3,53% mol.
b. Low Temperature Shift Converter (LTSC)
Dari HTSC, gas masuk ke LTSC melalui bagian bawah LTSC. Di dalam
LTSC, reaksi berlangsung pada temperature rendah agar konversi pada saat
kesetimbangan tinggi. Pada tekanan normal, temperature inlet yang dianjurkan
sebesar 190 dan akan dinaikan bila katalis di LTSC sudah mulai jenuh (tua).
Untuk mempertahankan reaksi dan untuk menjaga kadar CO supaya tetap rendah,
temperature maksimum yang diperbolehkan untuk katalis LTSC adalah 260 .
Reaksi shift di LTSC dibantu oleh katalis copper zinc oxide (Cu/ZnO). Gas
keluaran LTSC masih mengandung sekitar 0,3% mol CO (Maksimumnya 0,5%
mol). Kadar CO yang diinginkan adalah rendah untuk mengurangi beban
metanator dan tidak meracuni ammonia converter.
xlviii

Hot shift gas dari bagian atas LTSC didinginkan di shell side HTSC
effluent/BFW exchanger (I-131-C) sebagai sumber panas untuk BFW. Dari BFW
exchanger gas sintesis mengalir melalui tube side dari CO2 stripper process gas
reboiler (I-105-C) sebagai sumber panas untuk aliran dari CO2 stripper (I-102-E).
Selanjutnya langsung ke CO2 stripper condensate reboiler I-113-C, memberikan
tambahan panas ke benfield solution. Dari I-113-C proses gas mengalir ke tube
side LTSC effluent/Lp BFW exchanger (I-106-C) untuk memanaskan demin
water dari aerator (I-101-U). Di dalam I-105-C, I-113-C, dan I-106-C semua uap
air yang ada dalam aliran gas sintesis proses akan terkondensasi dan dilepaskan
dalam row gas separator (I-102-F1) bagian bawah. Proses selanjutnya, gas
sintesis mentah keluar melalui bagian atas separator I-102-F1 dialirkan ke CO2
absorber sebagai tahap pertama penurunan gas sintesis CO2.
c. Penghilangan Gas CO2 (CO2 Removal Section)
Sistem yang digunakan adalah sistem benfield CO removal secara
counter current. Proses ini yang dijalankan adalah absorbsi dan pelucutan
(stripping) dengan menggunakan absorben laruten benfield. Pada sistem ini, CO2
yang terkandung dalam gas sintesis mentah akan diserap agar tidak meracuni
katalis di ammonia converter. Penghilangan CO2 dilakukan sebelum masuk ke
daerah loop. CO2 yang terserap dapat digunakan sebagai bahan baku pembuatan
urea.
Pemisahaan dilakukan dengan cara penyerapan secara counter-current
dengan larutan potassium carbonate (benfield) di CO2 absorber. Gas sintesis
mentah yang telah ebbas dari air mengalir langsung ke CO2 absorber melalui
sebuah distributor yang terletak di atas menara. Gas sintesis mengalir ke atas
melalui 3 packaged bed dari packing ring carbon steel dan stainless steel
sehingga memberikan kontak yang baik diantara gas sintesis dengan aliran lean
dan semilean benfield yang mengalir turun. Larutan benfield menyerap hampir
seluruh CO2 akan keluar melalui demiaster guna menghindari terbawanya larutan
benfield oleh gas temperature 70 . Diharapkan kandungan CO2 pada gas sintesis
yang keluar dari absorber tidak melebihi 0,1% volum.
xlix
Dari absorber, rich solution eluar melalui dasar menara pada temperature
sekitar 120 menuju flash drum I-133-F dengan menurunkan tekanan dari 13,75
menjadi 8,1 kg/cm2. Untuk memisahkan gas yang terbawa larutan benfield, CO2
dialirkan ke puncak stripper I-102-E untu dilucuti. Stripping CO2 ini dilakukan
dengan cara flashing. Stripper beroperasi pada tekanan rendah, sehingga larutan
rich benfield mengalir turun dan gas CO dilucuti oleh uap air akan naik ke atas.
Gas CO2 meninggalkan puncak stripper untuk dikirim ke pabrik urea atau
dilepaskan ke udara bebas (jika dibutuhkan pabrik urea berlebih).
Sistem penyerahan CO2 dimodifikasi menjadi sistem yang hemat energy
atau benfield low-heat process. Sistem ini menggunakan semilen solution flash
tank (I-132-F). Larutan semilan diuapkan secara bertingkat dengan penurunan
tekanan bertingkat dari 1,83 lalu 1,69 kemudian 1,54 hingga 1,4 kg/cm2. Flash
steam yang teruapkan dikembalikan lagi ke stripper mellaui ejector steam.
Sedangkan larutan semilian dari I-132-F pada 111 dipompakan ke bagian atas
bed kedua tower absorber. Pada lower section, larutan semilian cendrung
menyerap sebagian besar CO2 dari gas yang mengalir e atas. Sedangkan lean
benfield dihisap dari dasar CO2 stripper pada 126 dan didinginkan menjadi 70
oleh pertukaran panas dengan BFW di lean solution LP BFW exchanger I-109-C
kemudian dipompakan ke bagian atas absorber I-101-E dengan menggunakan
pompa I-108-J/JA, kemudian larutan lean ditambahkan antifoam dari Benfield anti
foam injection system I-109-L sebelum memasuki absorber.
d. Metanasi
Metanasi bertujuan untuk menghilangkan kandungan CO dan CO2 yang
masih terdapat dalam gas proses melalui reaksi pembentukan inert metana
(metanasi) di dalam metanator (I-106-D). Penyempurnaan proses penghilangan
oksida-oksida karbon dari gas sintesis sangat penting karena merupakan racun
bagi katalis di converter ammonia.
Mula-mula gas proses yang hanya mengandung 0,06% mol CO2 dan
kira-kira 1,3% mol CO dialirkan ke overhead KO drum I-1-2-F2 untuk
l
menghilangkan kandungan air. Air harus dihilangkan karena katalis metanator
yang panas akan rusak jika kontak dengan cairan, kemudian gas sintesis menuju
metanator feed heater I-114-C untuk dipanaskan hingga mencapai temperature
316 dan masuk ke top inlet metanator. Aliran gas di dalam metanator mengalir
ke bawah melewati katalis nikel, dimana CO dan CO2 terkonversi menjadi CH4
menurut reaksi :
CO+3H 2→ CH 4+H 2O(eksoterm)
CO2+4 H 2 →CH 4+2 H 2 O(eksoterm)
Pada kondisi normal, dengan kadar CO 0,37% mol dan CO2 0,06% mol
dalam gas masuk maka kenaikan temperature yang diprediksikan sekitar 31
sehingga temperature outlet gas kira-kira 347 .
Gas sintesis meninggalkan metanator pada bagian bawah untuk masuk
tahapan sintesis ammonia. Tetapi sebelumnya aliran gas ini didinginkan dalam
cooler I-114-C dan I-105-C untuk mengembunkan uap air yang terbawa. Air yang
terkondensasi itu akan dipisahkan dalam syn-gas compression suction drum (I-
104-F). Gas proses yang keluar dimurnikan dan dinaikkan tekananya dari 32,6 kg/
cm2 menjadi 100 kg/cm2
pada temperature 37 .
2.2.1.4. Unit Sintesis Ammonia
Proses ini merupakan tahap paling penting dalam pembuatan ammonia.
Gas sintesis yang mengadung H2 dan N2 bebas dari racun dan pengotor
direaksikan untuk membentuk NH3. Unit ini terdiri dari beberapa tahap proses,
yaitu :
a. Penekanan Umpan Gas Sintesis dan Pmenisahan Air
Gas sintesis yang telah dimurnikan itu dinaikkan tekanan dari dari 32,6
kg/cm2 menjadi 100 kg/cm2 pada first case syn-gas (I-103-J) dan kemudian
didinginkan dalam dua tingkatan pendingin . Pertama dengan cooling water di I-
103-C sampai temperature 37 , lalu sesudah keluar dari tingkat kedua pada case
li
pertama didinginkan dengan cooling water di I-116-C dan dengan ammonia di
ammonia refrigeration (I-129-C)
Pendingin terakhir di ammonia refrigenaration chiller akan menurunkan
temperature hingga 4 dab mengembunkan hampir seluruh air yang terdapat
dalam gas, yang dipisahan di I-105-F2. Gas sintesis yang berkadar air rendah dari
I-105-F2 menuju moleculer sieve drier I-109-D, dimana seluruh sisa air diserap.
Gas sintesis yang kering kemudian mengalir ke second cas syn-gas compressor (I-
103-J) cdan tekanannya dinaikkan menjadi kira-kira 177,5 kg/cm2. Dikompresikan
case kedua ini, gas sintesis digabung dengan gas reccle yang mengandung
ammonia yang berasal dari refrigerant flash drum (I-102-CF) dan selanjutnya
gabungan gas ini masuk ke synthesis loop.
b. Konversi Umpan Gas Sintesis Menjadi Ammonia
Gas sintesis sebelum masuk ammonia analysis converter dinaikkan
temperaturnya samapai 232 pada I-121-C. Kemudian diinjesikan ke bagian atas
bed pertama, gas keluar mengalir ke interchanger (I-122-C), sebelum dialirkan ke
bed kedua.
Converter gas sintesis menjadi ammonia terjadi di dalam ammonia
synthesis converter (I-106-D) yang berisi kira-kira 77,1 m3 katalis prooted iron.
Reaksi berlangsung pada temperature antara 454-482 dan tekanan 173-177 kg/
cm2G. Reaksi yang terjadi adalah :
N2+3 H 2⇄ 2 NH 3
Konsentrasi ammonia di dalam gas yang keluar dari converter adalah
17,2% mol. Gas panas yang keluar dari converter didinginkan di converter
effluent/steam generator I-123-C1-C2 dan ammonia converter feed/effluent
exchanger (I-121-C) dan ammonia unitized chiller (I-120-C). Di dalam I-120-C,
ammonia didinginkan secara bertingkat (4 tingkat) hingga -32,8 dan produk
ammonia akan terkondensasi pada suhu -17,6 di liquid ammonia separator (I-
106-F). Gas yang keluar dari I-106-F (masih mengandung ammonia) akan
lii

mengalir lagi ke I-120-C sebelum di recycle kembali ke converter oleh kompresor
I-103-J. Sebagian gas dikeluarkan secara kontinyu dari system loop sintesa untuk
menghindari cair mengalir menuju Let Drawn Drum (I-107-F) untuk melalui
proses pemurnian produk.
Setelah mengalami penurunan tekanan menjadi 17, kg/cm2, ammonia
cair akan terpisah dari gas pengotor dan terbagi menjadi beberapa aliran yang
masuk ke I-120-C dan refrigerant receiver (I-109-F).
Bila sedang mengirim hot product, ammonia dari I-109-F akan langsung
mengalir ke hot product pump (I-113-J/JA). Bila sedang mengirim cold product (-
33,8℃¿, semua ammonia akan mengalir ke I-120-C dan keluar sebagai cold
ammonia melalui pompa I-124-J/JA.
2.2.1.5. Unit Pemurnian Produk
Ammonia harus terus-menerus dipanaskan dari recycle gas yang menuju
converter ammonia karena keberadaannya yang cepat menumpuk dalam reaktor
sintesis akan mempengaruhi kesetimbangan reaksi. Hal ini dilakukan dengan jalan
mendinginkan aliran recycle gas sintesis melalui beberapa pendingin, chiller-
chiller dan separator untuk menghasilkan produk ammonia yang dihasilkan.
Pemurnian produk ammonia yang dilakukan dengan memanfaatkan
sistem refigerasi ini, mempunyai dua macam kegunaan, yakni :
a. Memnguapkan cairan ammonia secara terus menerus pada batas tekanan
rendah untuk melepaskan gas-gas terlarut dan kemudian langsung
mengirimnya ke sistem bahan bakar gas.
b. Dalam sistem refrigenerasi, proses pendingin akan mengambil panas dari
loop gas sintesis untuk mendinginkan sebagian gas guna mendapatkan
pemisahan dan pengambilan hasil ammonia yang memuaskan dari loop
sintesis.
Pada primary ammonia separator I-106-F, ammonia terpisah dari gas
sintesis akibat pendinginan (tekanan 140 kg/cm2 dan temparatur -250C.
Pendinginan ini menyebabkan sejumlah gas-gas inert (H2, N2, CH4, dan Air) yang
ikut bersama cairan ammonia terpisah dari cairan ammonia. Kemudian dialirkan
liii
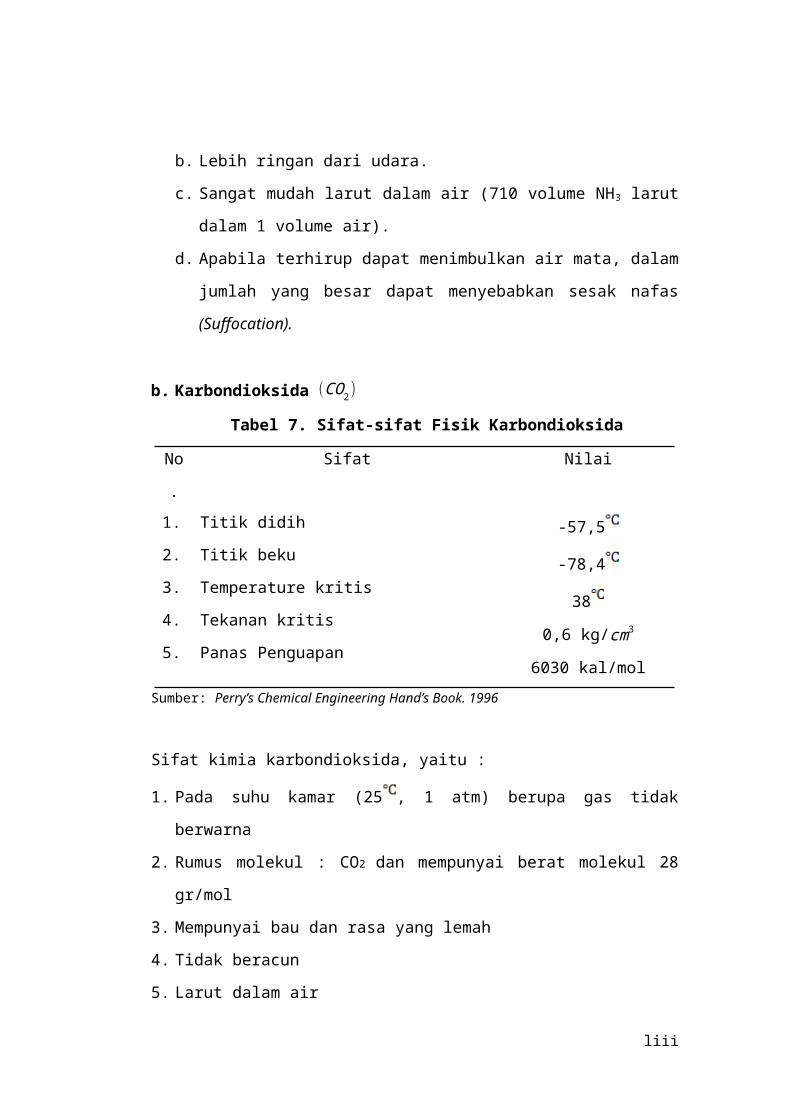
kembali ke ammonia converter melalui I-120-C. Penghilangan gas-gas tersebut
dilakukan melalui penurunan tekanan dan temperatur secara refrigerasi.
Pada secondary ammonia separator (I-107-F) yang terjadi adalah
pemisahan gas-gas inert yang dilakukan dengan cara flashing yaitu dengan
menurunkan tekanan sampai 14,3 kg/cm2. Flash gas yang meninggalkan I-107-F
selanjutnya ke sistem gas bahan bakar (fuel gas system). Ammonia cair yang
terkumpul dibagian dasar I-107-F dialirkan keluar menuju dua arah. Aliran yang
satu diturunkan tekanannya (let down) ke refrigerasi I-22-C.
Uap ammonia yang bercampur dengan gas inert dalam refrugerant flash
drum dihisap oleh compressor refrigerant, selanjutnya didinginkan dan
dipisahkan di dalam NH3 seal gas separator (I-121-L), kemudian dialirkan
melalui kompresor I-105-J dan ditampung dalam refrigerant receiver I-109-F. Di
dalam I-109-F ini, gas-gas inert yang terpisah akan dibuang ke sistem bahan bakar
(fuel gas system) sedangkan ammonia panas dipompa oleh I-113-J/JA sebagai
produk ammonia untuk dikirim ke pabrik urea.
2.2.1.6. Purge Gas Recovery Unit
a. Ammonia Recovery Unit (ARU)
Unit ini berfungsi untuk mengambil kembali NH3 gas yang terkandung di
dalam purge gas yang terdiri dari dari LP purge gas dan HP purge gas. LP purge
gas adalah gas yang berasal dari refrigerant receiver dan refrigerant flash drum
yang berfungsi sebagai pengatur panas pada refrigerant system. HP purge gas
adalah sebagian gas sintesis yang belum terkonversi menjadi ammonia, yang
berasal dari ammonia separator yang kembali ke tingkat akhir kompresor
(I-103-J).
b. Hydrogen Recovery Unit (HRU)
Unit ini berfungsi untuk mengambil atau memisahkan CH4 dari
campuran gas H2, N2 dan Ar yang keluar dari bagian top HP ammonia scrubbber.
Gas sintesa dari ammonia scrubber melewati water KO drum untuk dipisahkan
cairannya lalu masuk ke adsorber. Disini gas melewati resin yang akan menyerap
liv
dan membebaskan syn-gas dari larutan ammonia, karena di unit cold box, air dan
ammonia akan membeku pada temperatur yang sangat rendah sehingga gas
metana akan terkondensasi dan masuk ke H2O separator, selanjutnya di flash dari
tekanan 53,6 menjadi 5,2 kg/cm2G, sehingga liquid metana menjadi gas dengan
temperatur yang sangat rendah. Gas ini akan digunakan sebagai fuel gas di
primary reformer. Sebagian gas metana sebelum menuju primary reformer
dipanaskan untuk meregenerasi salah satu absorber dengan aliran counter current
dari operasi normal, pemanasan ini menggunakan steam medium.
2.2.2. Proses Pembuatan Urea
Berbagai proses pembuatan urea dikembangkan untuk mengatasi masalah
proses, korosi dan mencapai tingkat ekonomi yang diinginkan. Pabrik urea di
PT. Pupuk Sriwidjaja (PT. PUSRI) menerapkan teknologi ACES (Advanced
Process For Cost and Energy Saving) proses, dimana proses ACES kembali dan
dikembangkan lagi menjadi ACES 21.
Toyo Enginnering Corporation (TEC) telah mengembangkan proses urea
bersama PT. Pupuk Sriwidjaja (PT. PUSRI) Indonesia dengan nama ACES 21
sebagai penyempurnaan dan kemajuan proses ACES untuk abad ke-21. Toyo
Enginnering Corporation (TEC) adalah salah satu pemilik proses urea ACES 21
dengan menggunakan pilot plant.
PT. PUSRI salah satu produsen ammonia dan urea yang terbesar di dunia
dalam melakukan konstruksi dan mengoperasikan pilot plant yang beralokasi di
pabrik urea PUSRI-1B. Toyo Enginnering Corporation (TEC) dan PT. PUSRI
bekerjasama melakukan evaluasi data dari Pilot Plant. Dengan pengalaman yang
ada dan kerja sama yang baik sehingga menghasilkan proses ACES 21. Proses
yang dihasilkan tersebut sudah lengkap dari semua aspek desain dan enginnering,
pabrik peralatan, pengoperasian pabrik, performance proses, pengolahan limbah
dan kondtruksi untuk pabrik urea skala komersil sehingga menghasilkan produk
urea yang sesuai dengan standar dan dengan mutu yang baik serta tidak terjadi
pencemaran lingkungan.
Adapun proses pembuatan urea terdiri atas lima unit utama, yaitu :
a. Unit Sintesa
lv
b. Unit dekomposisi / purifikasi
c. Unit kristalisasi dan pembutiran
d. Unit recovery
e. Unit pengolahan kondensat
2.2.2.1. Unit Sintesa
Seksi ini membentuk urea dengan mereaksikan liquid ammonia gas CO2
yang dikirim dari pabrik ammonia dan larutan recycle karbonat dari seksi
recovery. Urea dihasilkan dari reaksi yang sangat eksotermis dari NH3 dan CO2
yang akan menghasilkan ammonia carbonat. Selanjutnya ammonia carbamat
secara dehidrasi endotermis berubah menjadi urea.
Make up liquid NH3 (tekanan 20 kg/cm2) dan suhu 300C dikirim ke
pabrik urea kemudian dimasukkan ke dalam ammonia reservoir. Liquid NH3 dari
ammonia reservoir di bost up dengan boost up pump kemudian NH3 dipompakan
menjadi 183 kg/cm2G dan masuk ke reaktor melalui ammonia preheater
memanaskan NH3 ke reaktor dengan mengambil panas dari sirkulasi hot water.
Gas CO2 pada 0,6 kg/cm2 dan temperatur 380C dikirim ke pabrik urea dan
masuk ke suction separator tingkat pertama. Gas dari suction separator tingkat
pertama dikompresikan menjadi 176 kg/cm2G dan temperatur 119,70C dengan
penggerak steam turbine. Sejumlah gas CO2 dikirim ke stripper bagian bawah
sebagai CO2 stripping. Larutan karbamat recycle datang dai seksi recovery
dinaikkan tekanannya menjadi 185 kg/cm2 dengan pompa karbamat dan dikirim
ke scrubber serta karbamat kondensor No. 1 dan karbamat kondensor No. 2.
Larutan urea syntesa setelah mencapai konversi CO2 70% dalam reaktor
mengalir secara overflow pipa ke bagian bawah reaktor dan masuk ke stripper
secara gravitasi melalui HC 101, laju aliran diatur untuk menjaga level reaktor
mantap.
Di bagian atas stripper, larutan urea syntesa dari reaktor berhubungan
dengan gas yang dipisahkan dari bagian bawah melalui sieve trays. Di bagian
bawah stripper, ammonium karbamat dan kelebihan ammonia yang terkandung
dalam urea syntesa diuraikan dan dipisahkan oleh CO2 stripping dan steam
lvi
pemanas. Setelah di stripping oleh CO2 di dalam stripper, larutan tersebut dikirim
ke seksi purifikasi.
Kondensat dari saturation drum dikirim ke steam drum, kemudian ke
karbamat kondensor No. 1 steam yang dihasilkan di karbamat kondesor No. 1
kembali ke steam drum bersama-sama dengan kondensat yang dipisahkan dan
dikeluarkan oleh pengatur tekanan ke low pressure steam system. Dalam karbamat
kondensor, gas NH3 dan gas CO2yang keluar dari stripper dicampur dengan
larutan karbamat recycle di bagian atas dan panas penyerapan dimanfaatkan untuk
membentuk steam 5,5 kg/cm2G pada karbamat kondensor No. 1 dan untuk
pemanas larutan urea yang keluar dari stripper di karbamat kondensor No. 2
menjadi 1560C.
Gas dan larutan pada bagian bawah karbamat kondensor dimasukkan ke
reaktor gas yang tidak bereaksi dan terkondensasi akan bereaksi dengan NH3
dalam reaktor untuk memberikan panas yang diperlukan dalam pembentukan urea.
Gas dibagian atas reaktor mengandung sedikit NH3 dan CO2 yang dikirim ke
scrubber untuk direcoveri. Dalam scrubber NH3 dan CO2 di-recover pada
recovaration 45-50% menggunakan larutan karbamat kemudian larutan turun
bersama dengan larutan karbamat yang keluar dari karbamat kondensor No. 1 dan
karbamat kondensor No. 2 masuk ke bottom pressure decomposition. Reaksi-
reaksi yang terjadi di dalam reaktor:
Pembentukan Karbamat
2 NH3+CO2⇄NH2 COONH 4(eksoterm)
Dehidrasi
NH 2COONH 4⇄NH 2COONH 2+H 2O(endoterm )
2.2.2.2. Unit Dekomposisi / Purifikasi
Unit dekomposisi merupakan bagian yang bertujuan untuk memisahkan
urea dari senyawa-senyawa lain sehingga diperoleh larutan urea dengan
konsentrasi yang lebih tinggi. Proses pemisahan ini dilakukan dengan cara
pemanasan dan penurunan tekanan. Dengan perlakuan demikian maka ammonium
lvii
karbamat akan terurai menjadi gas –gas ammonia dan karbondioksida. Reaksi
penguraian tersebut adalah sebagai berikut :
NH 2COONH 4⇄CO2+2NH 3
Selain itu dalam kolom juga terjadi hidrolisis urea. Karena itu, kondisi
operasi perlu diatur sedemikian rupa sehingga kehilangan produk dapat ditekan.
Hidrolisis urea mudah terjadi pada temperatur tinggi, tekanan rendah dan waktu
tinggal yang lama. Hidrolisis urea berlangsung menurut reaksi:
CO ( NH 2 )2+H 2O⇄NH 2 CONHCONH2+NH3
Untuk mengatasi pembentukan biuret dan menekan laju hidrolisis urea
maka dimasukkan ammonia berlebih dan dekomposisi dilakukan bertahap
sebanyak tiga kali. Tahapan dalam proses dekomposisi adalah:
a. Hight Pressure Dekomposer (HPD)
Hight Pressure Dekomposer (HPD) terdiri dari sieve tray pada setengah
bagian atas dan falling heater pada bagian bawahnya. Di dalam HPD, produk dari
reaktor masuk dari bahu HPD dan di flash sehingga tekanannya menjadi 16,5
kg/cm2G dengan temperatur 1210C. Akibat penurunan tekanan ini ammonium
karbamat akan terurai dan kelebihan ammonia akan terlepas dari larutan.
Pada sieve tray larutan dikontakkan dengan gas-gas bertemperatur tinggi
yang berasal dari reboiler. Reboiler berada pada bagian bawah sieve tray dan
berfungsi memanaskan larutan yang masih kaya akan karbamat dan kelebihan
ammonia sehingga terjadi peristiwa dekomposisi dan penguapan. Panas sensibel
gas hasil penguapan oleh reboiler digunakan untuk menguapkan kelebihan
ammonia dan menguraikan ammonium karbamat yang sedang jatuh melalui tray-
tray yang ada diatasnya, dalam reboiler ini temperatur dijaga pada 1510C.
Selanjutnya larutan turun ke bagian bawah HPD dan dipanaskan lebih
lanjut dalam failing film heater hingga temperatur 1600C. Penggunaan failing film
heater dimasukkan untuk meminimalkan waktu tinggal larutan. Failing film
heater merupakan mekanisme manipulasi aliran zat cair sehingga membentuk
aliran seperti lapisan film yang menempel pada bagian dalam annulus. Bagian
luar dari annulus tersebut dipanasi oleh MS yang akhirnya keluar dari HPD
lviii
sebagai kondensat. Diharapkan dengan adanya pemanasan ini terjadi dekomposisi
ammonium karbamat. Metode failing film heater sendiri digunakan agar
temperatur pemanasan tidak terlalu tinggi dan waktu pemanasan tidak terlalu
lama untuk mencegah terjadinya pembentukkan biuret.
Gas yang keluar dari atas HPD selanjutnya masuk ke dalam hight
pressure absorber cooler sedangkan larutannya keluar melalui bagian bawah dan
mengandung 65,78%. Larutan ini selanjutnya dialirkan menuju low pressure
decomposer (LPD).
b. Low Pressure Dekomposer (LDP)
LPD terdiri atas sieve tray dan kolom isian dengan rashing ring pada
bagian bawah. Larutan masuk ke dalam LPD bagian atas di flash hingga
tekanannya mencapai 2,4 g/cm2G dan temperatur 1170C.
Pada sieve tray terjadi penguapan ammonia dan penguraian ammonium
karbamat seperti yang terjadi pada HPD. Setelah melalui sieve tray, larutan
dialirkan menuju kolom isian. Pada kolom isian gas-gas yang masih terkandung
dalam larutan dilucuti oleh gas karbondioksida yang berasal dari kompresor CO2.
Larutan yang turun pada sieve tray di LPD tidak hanya dari HPD namun juga
larutan karbamat dari sistem off gas recovery.
Terdapat 2 buah reboiler pada LPD yang terletak dibagian bawah sieve
tray dengan fungsi yang sama sebagaimana pada HPD. Reboiler dimanfaatkan
panas larutan umpan LPD dan reboiler menggunakan low pressure steam sebagai
media pemanas.
2.2.2.3. Unit Kristalisasi dan Pembutiran
Larutan urea yang berasal dari low pressure decomposer dipompakan ke
bagian bawah vaccum crystallizer. Bagian bawah crystallizer ini beroperasi pada
tekanan temperatur 700C dan tekanan atmosferik. Selain itu, unit ini juga
dilengkapi dengan pengaduk untuk mencegah kebutuhan dan menjaga
kehomogenan kristal urea. Bagian atas crystallizer beroperasi pada temperatur 68-
700C. Pada bagian ini terjadi penguapan air karena kondisinya vakum, tujuan
lix
dibuat vakum agar proses evaporasi dapat berlangsung pada temperatur rendah
sehingga mencegah pembentukkan biuret.
Kristal urea yang terbentuk dalam crystalizer kemudian dipisahkan dari
larutan uk menggunakan centrifuge kemudian kristal dikirim ke dalam fluidized
dryer, sedangkan larutan induknys yang masih mengandung urea dikembalikan ke
dalam vaccum crystalizer atau mother liquor tank. Media pemanas yang
digunakan dalam dryer adalah udara panas. Temperaturnya dryer dijaga pada
1100C. Pada temperatur urea kristal pada inlet siklon menjadi 710C.
Kristal yang keluar dari dryer dihisap dengan menggunakan induced fan
dan juga didorong dari bawah dengan blower menuju siklon di atas prilling tower
untuk melepaskan udara. Selanjutnya kristal urea dilelehkan dalam sebuah melter
pada temperatur sedikit di atas temperatur lelehnya. Pemanas yang digunakan
dalam melter ini adalah steam bertekanan 7 kg/cm2 dan 1850C. Lelehkan kristal
urea ditampung dalam sebuah head tank.
Urea cair yang keluar dari head tank dialirkan ke 12 buah acoustic
granulator yaitu sprayer yang berfungsi untuk membentuk butiran urea. Untuk
membantu proses pembutiran maka pada prilling tower dihembuskan udara dari
bagian bawah.
Untuk mengurangi debu urea yang terbuang maka pada puncak menara
prilling dilengkapi dengan sprayer yang dipasang di atas dust chamber. Bagian
atas dust chamber dilengkapi dengan 6 unit urethane filter dan sprayer untuk
melarutkan sehingga mencegah debu-debu urea ke atmosfer. Hasil penyerapan
debu tersebut masuk ke dust chamber kemudian akan mengalir ke mother liqour
tank dan dikirim kembali ke vaccum crystallizer.
Urea yang jatuh dan telah membeku dalam prilling tower kemudian
dikeringkan dalam sebuah fluidizing bed sebelum kemudian dimasukkan ke dalam
kantong atau disimpan dalam bentuk curah. Temperatur butiran urea tersebut
berkisar antara 45-500C.
2.2.2.4. Unit Recovery
lx
Seksi recovery bertujuan untuk memisahkan kandungan ammonia dan
CO2 yang dihasilkan dari seksi dekomposisi untuk dapat digunakan kembali dalam
sistem urea. Seksi recovery ini terdiri dari beberapa unit, yaitu:
a. Hight Pressure Absorber Cooler (HPAC)
Gas-gas yang dihasilkan dari HPD yang mengandung CO2 dan NH3
dimasukkan melalui pipa berlubang ke dalam bagian bawah HPAC dan terjadilah
gelembung-gelembung gas dalam larutan HPAC. Larutan dalam HPAC
merupakan hasil pencampuran larutan produk dari HPA dengan gas CO2 dan NH3
dari HPD. Larutan HPAC ini disirkulasi terus dari bagian bawah ke atas. Kondisi
ini terjadi sebagian dari larutan yaitu sekitar 65%. Larutan karbamat dan
ammonia yang telah menyerap CO2 ini kemudian dikirim ke reaktor urea untuk
menghasilkan urea kembali sedangkan gas-gas yang tidak dapat diserap akan
dimasukkan ke HPA. Suhu pada HPAC dikontrol pada suhu 1000C oleh :
Air pendingin
Urea slurry yang disirkulasi dari crystallizer
Sirkulasi air panas dari hot water tank
b. Hight Pressure Absorber (HPA)
HPA terdiri dari kolom isian buble cup trays dan intercooler. HPA
berfungsi untuk menyerap gas-gas yang tidak dapat diserap oleh HPAC. Gas-gas
tersebut kemudian naik melalui kolom isian dimana sisa kandungan CO2 sebesar
35% yang terdapat dalam campuran gas tersebut diserap oleh larutan adsorbent
berupa larutan ammonia dari ammpnia recovery reservoir dan campuran larutan
LPA.
Gas-gas karbondioksida dari kolom isian akan kontak kembali dengan
larutan ammonia yang turun dari ammonia recovery absorber dan ammonia
recovery resevoir melalui empat bubble cup tray agar sisa-sisa karbondioksida
dapat dihilangkan dengan sempurna (bereaksi dengan ammonia membentuk
karbamat).
lxi
Suhu pada puncak HPA dikontrol di bwah 470C oleh adanya penguapan
ammonia cair pada bubble cup tray. Suhu gas dari kolom isian dikontrol pada
kira-kira 600C oleh penguapan ammonia cair yang ditambahkan pada larutan
recycle. Gas yang keluar dai HPA kaya dengan NH3 kemudian akan dilewatkan
ke ammonia condenser, sedangkan larutan produk dari HPA digunakan sebagai
absorben kembali di HPAC. Tekanan HPA ± 16,4 kg/cm2.
c. Low Pressure Absorber (LPA)
Gas-gas yang keluar dari LPD akan dikondesasikan di LPA, diserap dan
bereaksi dengan absorben. Yang dipergunakan sebagai absorben adalah:
Larutan absorben pekat
Larutan karbamat encer dari system off gas recovery ditambah air murni
Suhu dipertahankan pada kira-kira 450C dengan mengatur air pendingin,
tekanan dijaga konstan pada 2,2 kg/cm2. Larutan recycle dari LPA ditarik dengan
pompa yang disebut hight pressure absorber pump dan masuk ke dalam HPA
bagian bawah (diatas packed bed).
2.3. Produk dan Pemasaran
2.3.1. Produk Pabrik Ammonia
Produk yang dihasilkan oleh pabrik ammonia adalah karbondioksida
(CO2) dan ammonia (NH3). Karbondioksida dan ammonia digunakan sebagai
bahan baku dalam pembuatan urea, selain digunakan sebagai bahan baku,
ammonia juga merupakan produk yang langsung dapat dipasarkan. Penampungan
produksi ammonia dilakukan di refrigerant receiver I-109-F dan NH3 cold
storage. Ammonia yang dihasilkan terbagi menjadi 2 jenis, yaitu:
a. Produk Ammonia Panas (300C)
Produk ini diambil langsung dari penampungan ammonia I-109-F yang
dipompa oleh pompa ammonia (I-125-J/JA) dan dicampur dengan aliran dari I-
lxii

120-CF1 melalui pompa I-125-J/JA sebagai bahan baku pabrik urea. Aliran
ammonia dingin dari I-120-CF1 ditujukan untuk mengatur temperatur ammonia
yang dikirimkan ke pabrik urea.
b. Produk Ammonia Dingin (-300)
Untuk memproduksi jenis ammonia ini, sebagian aliran ammonia dingin
dari I-120-CF1 dialirkan melalui pompa I-124J/JA menuju ke ammonia cold
storage (4-101-F). Spesifikasi ammonia dapat dilihat pada tabel 9.
Tabel 9. Spesifikasi Ammonia Produk PT. PUSRI
Spesifik Jumlah Keterangan
Komposisi (%wt)
1. NH3
2. H2O
3. Oil/Kandungan minyak
Fasilitas loading :
1. Kecepatan manual
2. Panjang vessel (LOA) yang diijinkan
3. Vessel draft
4. Jenias vessel yang dapat digunakan
99,5%
0,5%
5 ppm (b/b)
300 metrik ton/jam
190 meter
6,5 meter
Semi/full
refrigerated vessel
Minimum
Maksimum
Maksimum
Minimum
Maksimum
Sumber : Dinas Teknik Proses Pusri
Tabel 10. Spesifikasi CO2 Produk Ammonia PT. PUSRI
Spesifikasi Detail Keterangan
CO2 (dry basis)
Gas inert
Sulfur
H2O
98% berat
2% volum
1 ppm (vol)
Jenuh
Minimum
Maksimum
Maksimum
Sumber : Dinas Teknik Proses PUSRI
lxiii

2.3.2. Produk Pabrik Urea
Produk yang dihasilkan oleh pabrik urea adalah urea prill. Urea
(NH2CONH2) adalah senyawa yang berbentuk kristal putih dan tidak berbau. Bila
bercampur air, dapat terhidrolisa menjadi senyawa ammonium karbamat dan
terdekomposisi menjadi ammonia dan CO2. Urea larut dalam air, alkohol, dan
benzene. Daya racunnya rendah, tidak mudah terbakar, tidak meninggalkan residu
garam setelah dipakai untuk tanaman. Urea prill pada PT. PUSRI mempunyai
sifat fisika dan standar komposisi yang dapat dilihat pada tabel 11.
Tabel 11. Sifat-sifat Fisika Urea
No Sifat Nilai
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
Titik didih
Titik leleh
Spesifik gravity
Indeks bias
Bentuk kristal
Panas pembentukan pada 250C
Panas difusi
Panas pelarutan dalam air
Panas kristalisasi
Densitas curah
Panas spesifik (500C)
Kelarutan dalam air (200C)
1320C
132,70C
1,335
1,484
Tetragonal
-47,12 kkal/mol
60 kkal/mol
60 kkal/gr
58 kkal/gr
0,74 gr/cm2
0,397
51,6
Sumber : Perry’s Chemical Enginnering Hand’s Book 1996
Kapasitas produksi pabrik urea P-IB adalah 1725 ton/hari. Adapun kualitas
produk yang dihasilkan pada tabel 12.
Spesifikasi Detail Keterangan
Komposisi (% wt)
1. Nitrogen 46% Minimum
lxiv
2. Biuret
3. Kandungan air (moisture)
4. NH3 bebas
5. Debu (pan)
6. Fe
Ukuran (Prill Size)
1. 6-8 US mesh
2. > 25 US mesh
Penampilan
Kecepatan Muat (loading rate)
Ukuran vessel draft pembuatan
0,5%
0,5%
150 ppm (b/b)
15 ppm (b/b)
1 ppm (b/b)
95%
2%
Putih butiran (prilled), free
flowing, tidak mengandung
bahan berbahaya
10000 metrik ton/jam
2000 metrik ton/jam
6,5 meter
Maksimum
Maksimum
Maksimum
Maksimum
Maksimum
Minimum
Maksimum
Urea dalam
kantong urea
curah
Sumber : Dinas Teknik Proses PUSRI
2.3.3. Pemasaran Produk
PT. PUSRI memiliki system distribusi sebagaimana dapat dilihat pada
Gambar 7 dan 8 baik untuk tata niaga pupuk produksi dalam negeri maupun
pupuk impor. Sarana distribusi dan pemasaran yang dimiliki PT. PUSRI, yaitu :
1. Satu buah kapal ammonia : MV. Sultan Machmud Badarudin II
2. Tujuh kapal pengangkutan pupuk curah dan satu kapal sewa berdaya muat
masing-masing 66.500 ton, yaitu MV. Mochtar Prabunegara, MV. Julianto
Mulio Diharjo, MV. Ibrahim Zahier dan MV. Otong Kosasih.
3. Empat inti pengantongan pupuk di Belawan, Cilacap, Surabaya dan
Banyuwangi serta 1 UPP (Unit Pengantongan Pupuk) sewa di Semarang.
4. 595 buah gerbang kereta api.
5. 107 unit gudang persediaan pupuk dan 261 unit gudang sewa.
6. 25 unit pemasaran PUSRI Daerah (PPD) di ibukota propinsi
lxv
7. 180 kantor pemasaran PUSRI Daerah (PPD) di ibukota propinsi.
8. Empat unit kantor perwakilan PUSRI di produsen pupuk, yaitu:
a. PT. Pupuk Kujang
b. PT. Petrokimia Gresik
c. PT. Pupuk Iskandar Muda
d. PT. Pupuk Kalimantan Timur
Pada tanggal 1 Desember 1998, pemerintah menghapuskan tata niaga
pupuk, baik produksi dalam negeri maupun impor. Keputusan pemerintah tersebut
membuat pabrik pupuk untuk memasarkan sendiri produknya di Indonesia, namun
untuk mencegah persaingan yang tidak sehat, pemerintah menentukan daerah-
daerah penyaluran untuk setiap pabrik pupuk yang ada.
Sebagai contoh pemenuhan kebutuhan pupuk provinsi Bali merupakan
kewajiban dari PT. Pupuk Kalimantan Timur (Pupuk Kaltim), namun apabila
terjadi kekurangan supplai di Bali, produsen yang lain dapat memberikan ini
hanya berlaku pada tata niaga nasional dan tidak mempengaruhi status PT. PUSRI
sebagai holding company.
Pupuk Kantongan
lxvi
Produsen Pupuk :PT. PUSRIPT. Pupuk KujangPT. Petrokimia GresikPT. Pupuk Iskandar MudaPT. Pupuk Kalimantan Timur
Gudang Lini II
Gudang Lini III
UPP
Koprasi / KUD Penyalur
Pengecer
Pupuk Curah
Sumber : Humas PUSRI, 2003
Gambar 5. Tata Distribusi Pupuk Dalam Negeri
Sumber : Humas PUSRI, 2003
Gambar 6. Tata Distribusi Pupuk Import
2.4. Utilitas
Dalam suatu pabrik kimia unit penunjang/utilitas merupakan unit
pendukung yang bertugas mempersiapkan kebutuhan operasional pabrik ammonia
dan urea, khusunya yang berkaitan dengan penyediaan dalam bahan baku dan
bahan pembantu. Selain itu juga menerima buangan dari pabrik ammonia dan urea
lxvii
Petani
Importir Pupuk yang Ditunjuk
Gudang Lini II
Komprasi / KUD Penyalur
Petani
Pengecer
Gudang Lini III
untuk diolah sehingga dapat dimanfaatkan lagi atau dibuang agar tidak
mengganggu lingkungan.
Unit utilitas di PT. Pupuk Sriwidjaja (PT. PUSRI) khususnya pada Dinas
Operasi P-IB terdiri dari :
1. Water treatment
2. Demineralized water treatment
3. Cooling water system
4. Plant Air dan Instrument Air
5. Steam System
6. Gas Matering Station
7. Electric Power Generation System
8. Buring Pit
2.4.1. Water Treatment
Sungai musi merupakan sumber utama ait yang sering digunakan oleh PT.
PUSRI. Namun, sebelum digunakan air tersebut harus mengalami beberapa
perlakuan agar memenuhi standar yang sudah ditetapkan. Water Treatment Plant
adalah pabrik yang mengolah air sungai menjadi bersih (filtered water). Proses
pengolahan pada Water Treatment meliputi koagulasi, flokulasi, sedimentasi dan
filtrasi. Air bersih (filtered water) yang dihasilkan digunakan untuk make-up
cooling water, bahan baku demin water, air minum dan service water. Secara
garis besar persyaratan air yang dipakai di pabrik utilitas untuk Water Treatment
adalah sebagai berikut :
a. Bahan Baku (Air Sungai)
Tabel 13. Spesifikasi Bahan Baku Air Sungai Musi
Kondisi Operasi Rata-rata Maksimum
Tekanan (kg/cm2)
Temperatur (0C)
Turbidity sebagai SiO2
P alkalinitas sebagai CaCO3
-
28,5
49
Nil
2,25
30
7,6
65
lxviii

M alkalinitas sebagai CaCO3
Klorin sebagai Cl (ppm)
Sulfat sebagai SO4
Ammonia sebagai NH3
Ca Hardness sebagai CaCO3
Mg hardness sebagai MgCO3
Iron sebagai Fe (ppm)
Silica sebagai SiO2 (ppm)
Suspended solid (ppm)
BOD5 (ppm)
Organic matter (ppm)
Minyak (ppm)
Ammonia bebas (ppm)
pH
19,4
3,4
4,2
3,9
8,5
6,4
1,6
20,5
42
50
18,7
7,7
2,2
6,9
Nil
38,5
6,4
7
11,3
18,4
13,8
4,2
40,1
94
70
105
30
7,6
Sumber : Utilitas P-1B, 2006
b. Air Filter
Kualitas air filter yang diinginkan dari proses ini adalah :
1. pH antara 6,5-7,5
2. Turbidity lebih kecil dari 3 ppm
3. Total kation kurang dari 50 ppm equivalent CaCO3
4. Warna maksimum 20 ppm
5. Residual clhorine konsentrasinya harus positif an kurang dari 0,5 ppm
Spesifikasi water treatment plant meliputi:
1. Kapasitas desain : 1000 m3/jam
2. Normal operasi : 660-720 m3/jam
3. Kondisi operasi
a. Sungai musi : memiliki pH 7-9, turbidity 20-80 ppm dan kandungan Sio
10-25 ppm
b. Flouilator, pada pH 5,5-6,2, turbidity < 3,0
lxix

c. Filtered Water Storage : pH 7,0-7,5 turbidity < 10 ppm
Peralatan utama pada proses Water Treatment adalah :
1. Pompa sungai (2 buah)
2. Premix-Tank (Flocculator)
3. Clarifier (Floctreactor)
4. Clearwell
5. Pompa Transfer (3 buah)
6. Sand Filter (6 buah)
7. Filter Water Storage
8. Sistem injeksi bahan kimia
9. Pompa make-up Demin Plant (2 buah)
10. Pompa make-up Cooling Water (2 buah)
Semua air berasal dari alam mengandung bermacam-macam jenis dan
jumlah bahan pengotor (impurities). Bahan pengotor ini berupa:
1. Padatan terlarut : CaCO3, CaSO4, NaCl, Silika dan lain-lain
2. Gas-gas terlarut : CO2, O2.
3. Padatan tak terlarut
4. Limbah industri rumah tangga
5. Mikroorganisme, alage, lumut
6. Pengotor lainnya dalam bentuk turubidity (kekeruhan), warna, tanah,
endapan, mineral, minyak, dll.
Partikel tersuspensi berukuran besar dapat dihilangkan dengan
penyaringan (filtrasi), tetapi senyawa koloidal tersuspensi harus dihilangkan
dengan proses clarification (penjernian). Partikel-partikel halus ini dinyatakan
sebagai turbidity (kekeruhan). Untuk meyempurnakan proses flokulasi dan
penjernian, digunakan bahan kimia koagulasi yaitu alum dan coagulant acid.
Zat-zat pengotor dalam bentuk senyawa suspensi koloidal tersusun dari
ion-ion bermuatan negative yang saling tolak-menolak. Aluminium Sulfat dalam
air akan larut membentuk ion Al3+ dan OH- serta menghilangkan asam sulfat
sebagai berikut :
Al2 ( SO4 )3+6 H2 O→2 Al3+¿+6 OH −¿+3 H2 SO4 ¿¿
lxx
Ketika ion yang bermuatan positif dalam koagulan (Alum, Al3+)
bertemu/kontak dengan ion negatif tersebut pada kondisi pH tertentu maka akan
terbentuk flog (butiran gelatin). Butiran partikel flog ini akan terus bertambah
besar dan berat sehingga cenderung akan mengendap. Proses pembentukan flog,
pH cendrung turun (asam) karena terbentuk juga H2SO4. Pembentukan flog untuk
air sungai Musi paling baik terjadi pada pH 5,5 karenanya untuk menjaga rentang
pH ini diinjeksikan NaOH. Proses pencampuran bahan kimia ini dilakukan di
Premix Tan / Flocculato pada Clarifier.
Lapisan lumpur ini juga berfungsi menahan flog yang baru terbentuk, oleh
karena itu harus tetap terjaga. Untuk menahan supaya lumpur merata dan tidak
terlalu padat dilakukan pengadukan lambat. Level lapisan lumpur dijaga dengan
melakukan blow down.
Proses filtrasi menyaring pengotor tersuspensi yang masih lolos dari tahap
penjernian. Pengotor yang disaring seperti: senyawa organik, partikel halus,
senyawa warna, dan mikroorganisme. Proses filtrasi dilakukan di Sand Filter
yang berisi media pasir. Apabila Sand Filter sudah jenuh dan pressure dropnya
tinggi, maka dilakukan back wash untuk membersihkan kembali media pasir dari
kotoran.
2.4.2. Demin Water (Air Bebas Mineral)
Untuk keperluan proses, tidak cukup hanya air bersih. Oleh karena itu, air
tersebut masih perlu diperlakukan lebih lanjut yaitu penghilangan kandungan
mineral yang berupa garam-garam terlarut. Garam terlarut dalam air berkaitan
dalam bentuk ion positif (cation) dan negatif (anion). Ion-ion tersebut dihilangkan
dengan cara pertukaran ion di alat penukar ion (Ion Exchanger).
Air Demin adalah air yang sudah tidak mengandung mineral, baik berupa
kation maupun anion. Air Demin biasanya dipakai sebagai bahan baku pembuatan
uap air. Mineral yang terkandung dalam air diambil dengan cara menggunakan air
pengikat resin pengikat ion.
Mula-mula air bersih (filtered water) dialirkan ke carbon filter (CF) yang
didalamnya terdapat activated carbon untuk pengikat zat organik dan
lxxi
penghilangan bau/warna. Dari CF, air mengalir ke cation exchanger yang diisi
resin cation yang akan mengikat cation dan melepaskan ion H+. Selanjutnya air
mengalir ke anion exchanger dimana anion dalam air bertukar dengan ion OH-
dari resin anion.
Air demin kemudian disimpan ditangki penyimpanan (demin water
storage). Setiap periode tertentu, resin yang dioperasikan untuk pelayanan
(service) akan mengalami kejenuhan dan tidak mampu mengikat cation/anion
secara optimal, pengaktifan kembali dengan cara regenerasi. Regenerasi resin
dilakukan dengan proses kebalikan dari operasi service.
Resin cation diregenerasi menggunakan larutan H2SO4, sedangkan resin
anion menggunakan larutan NaOH. Reaksi-reaksi yang terjadi di Ion Exchanger
antara lain:
1. Reaksi pengikatan cation pada resin H-Z :
Cation (aq) + Anion (aq) + H-Z (s) Cation-Z + 2H+ (aq) + Anion (aq)
2. Reaksi regenerasi cation:
Cation-Z(s) + H2SO4 (aq) H-Z (s) + Cation-SO4 (aq)
3. Reaksi pengikatan anion pada resin R-OH :
2H+ (aq) + Anion (aq) + R-OH (s) R-Anion (s) + H2O (l)
4. Reaksi regenerasi anion:
R-Anion (s) + NaOH (aq) R-OH (s) + Na-Anion (aq)
Diagram Demin Plant dapat dilihat pada Gambar 7.
Parameter Proses Demint Plant
Proses pengolahan air di demin plant dianggap berhasil jika air hasil
pengolahan melalui parameter berikut :
No Parameter Nilai batas Satuan
Kation Anion
1.
2.
3.
4.
5.
pH
Iron
Silica
TDS
Suspended Solid
Maks 5
< 0,03
-
< 100
< 5
> 7
< 0,03
< 5
< 100
< 5
Units
as ppm Fe
as ppm SiO22+
ppm
ppm
lxxii
6. Total Hardness < 2 - as ppm CaCO3
a. pH
pH menyatakan derajat keasaman suatu zat, efek yang terjadi bila nilai pH
terlalu rendah atau asam adalah terjadi korosi pada pipa-pipa boiler
sedangkan jika pH terlalu tinggi maka akan terjadi pengapuran.
b. Iron
Kandungan Fe dalam air dpat menyebabkan korosi dan dapat merusak
peralatan mahal, mengakibatkan down-time pabrik karena peralatan yang
rusak dan menyebabkan terjadinya gangguan produksi.
c. Silica
Kandungan silica yang terlarut dalam air dapat menyebabkan kemungkinan
terjadi carry over.
d. TDS
TDS menyatakan jumlah padatan terlarut yang terdapat dalam air bila terlalu
tinggi akan menyebabkan kerak.
e. Suspended Solid
Kandungan padatan yang tidak terlarut dalam air
f. Total Hardness
Hardness menyatakan jumlah ion kalsium dan magnesium yang terkandung,
jika melebihi standar kemungkinan terjadi kerak dalam pipa-pipa boiler.
lxxiii
Sumber : Utilitas P-1B, 2008
Gambar 7. Diagram Demin Water Plant
2.4.3. Cooling Water System (Sistem Air Pendingin)
Sistem air pendingin merupakan sistem yang menyediakan air pendingin
dengan kualitas dan kuantitas tertentu yang diperlukan untuk pendinginan proses
di pabrik.
Cooling water tretment dibagi menjadi 3 bagian sistem operasi, yaitu :
a. Open Recirculating System
Air pendingin yang sudah dipakai yang keluar dari HE akan didinginkan
lagi dalam suatu menara dengan cara penguapan partial dan pelepasan panas
latent penguapan kemudian air tersebut disirkulasi kembali.
b. Closed Recirculating System
Air pendingin yang sudah dipakai yang keluar dari HE akan didinginkan
lagi seluruhnya dalam suatu HE yang lain dengan suatu media pendingin
kemudian air tersebut disirikulasi kembali..
c. Onc Through System
lxxiv

Air pendingin yang sudah dipakai yang keluar dari HE langsung
dikeluarkan dari sistem tanpa sirkulasi kembali.
Tipe sistem air pendingin di PUSRI yaitu open recirculating atau sistem
air sirkulasi terbuka, dimana sirkulasi maksudnya air yang telah mendinginkan
proses disirkulasi untuk dipakai kembali dan terbuka maksudnya sistem
berhubungan dengan lingkungan luar.
Keberhasilan dari Cooling water treatment tergantung dari beberapa faktor
yaitu:
a. Jenis treatment yang digunakan
b. Kontrol yang baik terhadap parameter-parameter yang ditetapkan
c. Adanya pengertian dan penguasaan dari personil yang menangani treatment
tersebut.
Teknologi yang dipakai adalah treatment NALCO untuk urea P-IV, Offsite
P-III dan urea P-III, treatment BETZ untuk offsite P-IV, Offsite P-II dan urea P-II
serta treatment KURITA untuk P-1B.
Peralatan utama pada sistem air pendingin di PUSRI-1B meliputi:
a. Cooling Tower
b. Basin
c. ID Fan
d. Pompa sirkulasi air pendingin
e. Sistem injeksi bahan kimia
Pada pabrik utilitas PUSRI-1B tipe cooling toweryang digunakan adalah
aliran lawan arah jujut mekanis (counter flow – mechanical draft) sedangkan pada
PUSRI II, PUSRI III, dan PUSRI IV tipe cooling tower yang digunakan adalah
aliran silang jujut mekanis (crossflow – mechanical draft).
Proses pendinginan di cooling tower yang telah menyerap panas proses
pabrik dialirkan kembali ke cooling tower untuk didinginkan. Air dialirkan
kebagian atas cooling tower kemudian dijatuhkan ke bawah dan akan kontak
langsung dengan aliran udara yang dihisap oleh Induced Draft (ID) Fan. Akibat
kontak dengan aliran udara terjadi proses pengambilan panas dari air oleh udara
lxxv
dan juga terjadi proses penguapan sebagian air dengan melepas panas laten yang
akan mendingikan air yang jatuh ke bawah.
Air yang telah menjadi dingin tersebut dapat ditampung di Basin dan dapat
dipergunakan kembali sebagai cooling tower. Pada proses pendinginan di cooling
tower sebagian air akan menguap dengan mengambil panas laten. Oleh karena itu
harus ditambahkan air make-up dari Water Treatment Plant.
Sistem pengolahan air pendingin menggunakan sistem pendingin terbuka
(open recirculating system)
Pada sistem pendingin jenis ini, air tidak langsung dibuang melainkan
dipergunakan kembali setelah didinginkan melalui pendingin. Kebutuhan air
make-up juga akan berkurang dari pada jika dibandingkan dengan sistem sekali
pakai yang langsung dibuang.
Keuntungan :
a. Kebutuhan air make-up berkurang
b. Jumlah bahan kimia yang digunakan lebih sedikit
c. Kontrol bahan kimia yang dipergunakan juga lebih mudah
Kerugian :
a. Modal awal besar
b. Membutuhkan biaya operasional
c. Perbedaan antara suhu panas dan suhu dingin besar
lxxvi
ID FAN
Cooling Water
Heat Exchanger
Evaporation Loss
Make Up Water
Chemical Injection

Sumber : Utilitas P-1B, 2008
Gambar 8. Diagram Cooling Tower
2.4.4. Plant Air dan Instrument Air (PA/IA)
Plant Air atau udara pabrik adalah udara bertekanan yang digunakan untuk
berbagai keperluan pabrik. Udara Instrument adalah udara bertekanan yang telah
dikeringkan atau dihilangkan kandungan airnya.
Udara pabrik digunakan untuk udara purging, mesin pengantongan pupuk
(bagging), udara pembersihan area, pengadukan dan peralatan lain seperti
snapper. Sumber udara pabrik secara normal adalah kompresor udara 101-J pabrik
ammonia dan sumber tambahan adalah kompresor udara standbly. Tekanan udara
pabrik adalah 5 kg/cm2 pada temperatur ambient.
Udara instrument digunakan untuk menggerakkan peralatan instrumentasi
(pneumatic) seperti control valve dan transmitter. Sumber dari udara
instrumentasi adalah kompresor 101-J ammonia plant dan kompresor udara
standby. Tekanan udara isntrument adalah 7 kg/cm2 (100 psig) dengan temperatur
ambient dan dewpoint -400C. Proses pembuatan udara instrument yaitu dimana,
udara dari 101-J masuk ke Instrument air receivier untuk dipisahkan kandungan
airnya dan sebagai penampung udara sementara pada tekanan 8,0 kg/cm2. Dari
receiver masuk ke filter inlet untuk menyaring kotoran-kotoran dan minyak yang
terbawa. Kemudian masuk melalui 4-way valve ke salah satu dryer (A atau B)
yang berisi silica gel.
Kandungan air di udara (moisture) akan diserap oleh silica gel atau actived
aluminasi yang bersifat higroskopis. Keluar dari dryer udara yang telah kering di
lxxvii
Blow Down Water

saring kembali di filter outlet. Udara instrument keluar dari dryer pada tekanan 7,0
kg/cm2 dan mempunyai titik embun (dew point) – 40.
2.4.5. Steam System
Steam (uap air bertekanan), di pabrik umumnya digunakan sebagai
penggerak turbin-turbin yang akan menggerakkan pompa atau kompresor,
pemanas di heater atau reboiler, media stripping. Alat pembangkit steam disebut
boiler. Bahan baku pembuatan steam adalah air bebas mineral (air demin).
Steam yang dihasilkan di pabrik utilitas terdiri dari dua jenis sebagai
berikut:
a. Steam bertekanan menengah (medium steam) dengan spesifikasi :
1. Tekanan : 42 kg/cm2
2. Temperatur : 3900C
3. Dihasilkan dari boiler (WHB dan P, Boiler)
b. Steam tekanan rendah (low steam) dengan spesifikasi :
1. Tekanan : 3,5 kg/cm2
2. Temperatur : 1500C
Peralatan penghasil steam adalah boiler. Boiler pada PT. PUSRI
khsuusnya di pabrik utilitas PUSRI-1B terdiri dari dua macam, yaitu:
Waste Heat Boiler (WHB)
WHB memiliki kapasitas (desain) 90 ton/jam, tekanan steam 42,5 kg/cm2,
temperatur steam 400C. Bahan bakar yang digunakan adalah gas alam dengan
sumber panas berasal dari exhaust GTG dan supplemental burner (grid type duct
burner).
Adapun proses pengolahan air umpan boiler yang dimana air demin
sebelum menjadi air umpan boiler harus dihilangkan dulu gas-gas terlarutnya
terutama oksigen dan CO2 melalui proses deaerasi. Oksigen dan CO2 dapat
menyebabkan korosi pada perpipaan dan tube-tube boiler.
Proses deaerasi dilakukan dalam Daerator dalam 2 tahap, yaitu:
1. Mekanis dimana proses stripping dengan steam LS. Proses ini dapat
menghilangkan oksigen sampai 0,007 ppm.
lxxviii

2. Kimia dimana reaksi dengan N2H4 dapat menghilangkan sisa oksigen (traces)
dengan reaksi :
N2H4 + O2 N2 + H2O
N2H4 juga bereaksi dengan besi :
N2H4 + 6Fe2O3 4Fe3O4 + 2H2O + N2
Pada proses daerasi air demin dan condensate return dihilangkan
kandungan O2 dan gas-gas terlarut (CO2) melalui proses stripping dengan LS dan
reaksi dengan hydrazine (N2H4) dan pH dinaikan tekanannya sampai 60 kg/cm2
dan dikirim ke WHB dan Package Boiler.
Proses pembangkitan steam pada WHB dan PB dimana, BFW masuk ke
boiler terlebih dahulu dipanaskan di economizer dengan memanfaatkan panas gas
buang boiler. Dari economizer masuk steam drum dan ke evaporator tube dan
terjadi proses pembentukan steam (jenuh) di steam drum akibat pemanasan. Di
steam drum diinjeksikan senyawa phosphate (Na3PO4) untuk menjaga pH dan
mengendapkan senyawa Ca dan SiO2 dan untuk menghilangkan endapan/kotoran
di boiler dilakukan blow down.
Reaksi yang terjadi pada pengikat dengan phospat adalah :
3 CaCO3+2 Na3 PO4⟶Ca3 ( PO4 )+3 Na2CO3
3 MgCO3+2Na3 PO4⟶Mg3 ( PO4 )+3 Na2 CO3
Steam jenuh dari steam drum dialirkan ke superheater untuk dilewati
kejenuhannya dengan menaikkan temperaturnya di atas temperature jenuhnya.
Produk steam memiliki 42 kg/cm2 dan temperatur 4000C.
2.4.6. Gas Matering Station (GMS)
Gas alam untuk proses dan untuk bahan bakar disebabkan oleh Pertamina
melalui Gas Matering Station. Penggunaan gas alam antara lain sebagai bahan
baku pembuatan ammonia, bahan bakar di Primary Reformer dan Auxiliary Boiler
pabrik ammonia, bahan bakar Gas Turbine Generator, bahan bakar Waste Heta
Boiler, dan bahan bakar Package Boiler.
Gas alam dari Pertamina memiliki karakteristik tersendiri. Tekanan 28-32
kg/cm2 (400-454 psig), temperature ambient, gas yang mudah sekali terbakar,
lxxix

tidak berwarna, bila terbakar berwarna biru, bau khas (harum), kadar CO2 dan H2S
yang rendah, tidak mengandung mercury (Hg) dan berasal dari lapangan gas
daerah Pendopo dan Prabumulih.
Gas alam adalah campuran dari bermacam-macam gas yang diperoleh dari
perut bumi yang sebagian besar terdiri dari gas metana dan sebagian
komposisinya (susunannya) terdiri dari metana (CH4), etana (C2H6), propane
(C3H8), i-butane (i-C4H10), karbondioksida (CO2), i-pentana (i-C5H12), heksana
(C6H14), karbondioksida (CO2), nitrogen (N2), hydrogen sulfide (H2S) dan
carbonyl sulfide (COS).
Gas Matering Station (GMS) berfungsi untuk memisahkan cairan (HHC)
dan KO Drum, menyaring debu-debu dan kotoran di Filter Scrubber, mengatur
tekanan gas alam sesuai dengan kebutuhan masing-masing pabrik menggunakan
pressure control valve, dan mengukur laju alir gas alam mengunakan flowmeter
Pertamina dan PUSRI, GMS berjumlah 4 unit masing-masing untuk P-1B, P-II, P-
III dan P-IV. Opersional dilaksankan oleh Utilitas P-II.
Aliran Proses di GMS dimana, Gas alam dari Pertamina masuk ke KO
Drum Central Pertamina. Dari KO Drum Central Pertamina dibagi untuk
keempat GMS P-1B, P-II, P-III, dan P-IV lalu masuk ke KO Drum Upstream
untuk dipisahkan kandungan liquid HHC ke Filter Scrubber untuk menghilangkan
kotoran-kotoran serta juga liquid HHC. Lalu diturunkan dan diatur tekanannya
melalui dua buah control valve dan masuk ke KO Drum Down Stream untuk
dipisahkan kembali kandungan liquid HHC. Setelah itu KO Drum PUSRI untuk
dipisahkan kembali kandungan liquid HHC. Liquid HHC dikirim sebagai
tambahan bahan bakar di Package Boiler P-III dan sisanya dibakar di Burning Pit.
2.4.7. Electric Power Generation System (EPGS)
Dalam penggadaan tenaga listriknya PT. PUSRI mempunyai pembangkit
yang dikelola sendiri. Lsitrik yang dihasilkan oleh Pembangkit (GTG) PUSRI
dikonsumsi sendiri oleh Pabrik PUSRI (total 35 MW) dan kelebihan daya dikirim
ke PLN (12MW max).
lxxx
Di PT. PUSRI listrik digunakan sebagai sumber energi untuk
menggerakkan motor-motor listrik, penerangan (lampu), peralatan kendali dan
instrumentasi, perlatan bengkel, peralatan perkantoran dan peralatan-peralatan
lainnya.
Sistem pembangkit tenaga listrik PT. PUSRI merupakan sistem
pembangkit tersendiri yang terdiri dari dua jenis sistem pembangkit yaitu
pembangkit utama dan pembangkit emergency.
1. Pembangkit Utama
Pembangkit utama berupa Gas Turbine Generator (GTG), Bahan Bakar
GTG berasal dari gas alam yang berfungsi melayani kebutuhan tenaga listrik
utama pabrik, perbengkelan, perkantoran, perumahan dan lainnya. Bahan bakar
GTG berasal dari gas alam dengan spesifikasi 13,8 kV, 50 Hz dan 3 phase.
2. Pembangkit Emergency
Pembangkit emergency terdiri dari emergency diesel generator yang
berfungsi melayani beban-beban yang sangat kritis di pabrik apabila pembangkit
utama mengalami gangguan dan uninteruptible power supply (UPS) yang
berfungsi melayani beban-beban listrik yang tidak boleh terputus supply
listriknya, seperti power supply untuk panel kendali (control room).
2.5. Pengolahan Lingkungan
Limbah yang dihasilkan PT. PUSRI pada umumnya berupa limbah cair
dan gas yang mengandung ammonia.
a. Limbah Cair
Limbah cair yang dihasilkan sebagian besar akibat adanya pembuangan:
1. Air suspensi dengan padatan tinggi (blow down) yang dihasilkan pada
sistem pendingin, air ketel dan lain-lain.
2. Oli yang tumpah pada rotating equipment seperti pompa dan kompresor
3. Larutan atau bahan dari bocoran pompa
lxxxi

4. Lumpur yang mengandung bahan kimia pada proses penjernihan air
b. Limbah Gas dan Debu
Limbah gas dan debu sebagian besar berupa sisa pembakaran gas alam
untuk proses produksimaupun untuk bahan penggerak generator listrik dan
dibuang melalui cerobong. Sumber lain penyebab pencemaran adalah :
1. Bocoran gas proses yang berupa ammonia dan CO2
2. Emisi debu urea dari cooling tower
c. Limbah Padat
Limbah padat yang ada sebagian besar merupakan limbah B3 yang berupa:
1. Limbah katalis bekas
2. Limbah bekas kemasan bahan kimia
3. Limbah tumpahan bahan kimia
4. Limbah bahan sisa proses
5. Limbah bahan kimia yang kadaluarsa
6. Limbah sisa bahan kimia laboratorium
7. Limbah dari Rumah Sakit PT. PUSRI
2.5.1. Pengolahan Limbah Cair
Limbah cair dari pabrik ammonia dan urea diolah di instalasi pengolahan
air limbah yang dikenal sebagai Pusri Effluent Treatment (PET). PET yang ada di
unit utilitas terdiri dari 3 unit kolam, diantaranya yaitu :
a. Unit Kolam Limbah
Kolam limbah yang terdapat di PT. PUSRI berukuran 100 m x 25 m x 4,5
m, unit ini mengolah limbah yang berasal dari saluran buangan terbuka (open
sewer) yang menggunakan bakteri dan merupakan sistem pengolahan limbah
sekunder yang pada umumnya didahului dengan pengolahan limbah secara fisik
dan kimia. Perlakuan tersebut dimaksudkan agar limbah cair tidak merusak
sistem pengolahan limbah biologis dan pengoperasian unit pengolahan.
lxxxii

Pada unit ini bakteri berperan sebagai pengurai atau penitrifikasi senyawa
organik berupa ammonia. Untuk menguraikan ammonia tersebut bakteri
memerlukan oksigen. Oleh karena itu, unit ini dilengkapi dengan aerator yang
berfungsi untuk menyuplai O2 untuk bakteri.
Kolam limbah berfungsi :
1. Menguraikan ammonia yang dihasilkan dari hidrolisa urea dan senyawa
yang mengandung nitrogen menjadi senyawa nitrit.
2. Menguraikan senyawa-senyawa yang sulit mengendap atau mengendapkan
lumpur biologi yang terbentuk selama proses aerasi dan pengendapan pada
bak akhir.
b. Unit Pengambilan Lumpur (sludge removal facility)
Unit ini akan mengolah lumpur yang ada pada kolam limbah. Lumpur
akan dipompakan ke thickener, di sini lumpur dikumpulkan dan diaduk perlahan
agar lumpur tidak mengeras di bagian bawah thickner, dari thickner dialirkan ke
sludge reservoir dengan menambahkan polimer yang bertujuan untuk
memperkuat ikatan pada proses pencetakan lumpur di bagian filter press sehingga
diperoleh lumpur yang padat.
Hasil cetakan lumpur ini bisa dimanfaatkan untuk green barrier yaitu
bukit-bukit lumpur yang ditanami pohon-pohon yang berfungsi sebagai
penghambat polusi suara bising dapat dikurangi.
c. Hydrolizer Stripper Unit
Unit ini digunakan untuk mengolah limbah yang berasal dari saluran
pembuangan tertutup (chemical sewer). Air limbah yang telah dikumpulkan dalam
collecting pit di pabrik urea PUSRI 1B, II, III, dan IV dipompakan ke buffer tank.
Dari buffer tank kemudian dipompakan ke hidrolizer stripper unit.
Air limbah dari buffer tank yang mengandung ammonia encer dan urea
dipompakan melalui hidrolizer feed pump langsung ke hidrolizer yang
sebelumnya telah dipanaskan pada preheater sebagai pemanasan awal. Pada
menara hidrolizer semua larutan urea dihidrolisis menjadi NH3 dan CO2 pada
lxxxiii
temperatur 2100C dan tekanan 26 kg/cm2. Untuk proses hidrolisa tersebut
diinjeksikan medium steam bertekanan 42 kg/cm2 dan temperatur 4000C. Larutan
yang keluar dari atas hidrolizer mengandung urea kurang dari 5 ppm.
Larutan keluar dari bawah hidrolizer dialirkan ke stripper, dimana untuk
memisahkan kandungan ammonia dari larutan, dengan menggunakan steam
stripping pada tekanan 6 kg/cm2 sehingga kandungan ammonia dari bawah
stripper kurang dari 5 ppm.
Uap dari puncak stripper dikirim ke overhead condenser dan kondensat
dikumpulkan ke dalam condensate reservoir untuk dipompakan kembali ke
puncak stripper sebagai reflux. Uap dikirim ke LPD di pabrik urea.
2.5.2. Pengolahan Limbah Gas dan Debu
Pengolahan limbah gas dan debu di PT. PUSRI adalah sebagai berikut :
a. Purge gas yang mengandung NH3, H2, N2, Ar, dan H2O
Pemanfaatan limbah ini dapat melalui proses pengolahan purge gas di
pabrik ammonia yang disebut purge gas recovery unit
b. Karbondioksida (CO2)
CO2 dapat diolah menjadi es kering melalui proses pembentukan kembali
di dry ice plant. Dry ice plant menerima dan memproses gas dari pabrik
ammonia.
c. Debu Urea
Untuk mengatasi masalah debu urea yang berterbangan di sekitar unit
gudang pengantongan pupuk, maka gudang ini dilengkapi alat penangkap
debu (dust collector). Lalu debu urea yang terkumpul dalam jumlah yang
tertentu akan dikembalikan ke pabrik urea untuk di proses kembali.
Pengolahan debu urea yang timbul di atas prilling tower, dilaksankan
dengan pemasangan urea filter.
2.5.3. Pengolahan Limbah Padat
lxxxiv
Limbah padat yang berupa katalis biasanya diolah dengan beberapa cara,
yaitu antara lain dengan cara lain dengan cara penimbunan (land fill), pembakaran
(unsineration) atau dibuat sebagai bahan pengganti koral pada pembuatan cone
BAB III
TUGAS KHUSUS
A. Tugas Khusus Cooling Tower
3.1. Judul
Menghitung Neraca Panas dan Massa Pada Cooling Tower di unit utilitas
di P.T PUSRI IB
3.2. Latar Belakang
Cooling Tower yang telah menyerap panas proses pabrik dialirkan
kembali ke cooling tower untuk didinginkan. Air dialirkan ke bagian atas cooling
lxxxv
tower kemudian dijatuhkan ke bawah dan akan kontak dengan aliran udara yang
dihisap oleh Induce Draft (ID) Fan. Akibat kontak dengan aliran udara terjadi
proses pengambilan panas dari air oleh udara dan juga terjadi proses penguapan
sebagian air dengan melepas panas laten yang akan mendinginkan air akan jatuh
ke bawah. Air yang telah menjadi dingin tersebut dapat ditampung di Basin dan
dapat dipergunakan kembali sebagai cooling water.
Air dingin dari basin dikirim kembali untuk mendinginkan proses
di pabrik menggunakan pompa sirkulasi cooling water. Pada proses pendinginan
di cooling tower sebagian air akan menguap dengan mengambil panas laten, oleh
karena itu harus ditambahkan air make-up dari Water Treatment Plant.
3.3. Tujuan
Adapun tujuan dari tugas khusus ini adalah :
1. Mengetahui dan mempelajari kinerja Cooling Tower pada unit utilitas di
PUSRI IB.
2. Menghitung Neraca panas dan massa pada Cooling Tower pada unit utilitas di
PUSRI IB.
3.4. Manfaat
Adapun manfaat dari perhitungan neraca panas yang terdapat pada Cooling
Tower :
1. Dapat mengetahui efisiensi pada Cooling Tower
2. Menenrukan panas yang masuk dan panas yang keluar pada Cooling Tower
Perumusan Masalah
Pada penyelesaian tugas khusus yakni mengetahui komponen yang masuk
ke cooling tower ialah sirkulasi air, flow udara, dan air make up serta komponen
yang keluar cooling tower ialah evaporasi, blow down, dan windage loss.
lxxxvi
Pemecahan Masalah
Dengan metoda pengambilan data yang meliputi data primer dan data
sekunder. Data primer adalah data yang diperoleh dari lapangan langsung
sedangkan data sekunder adalah data yang diperoleh dari panel dan log sheet.
Pembahasan
Dari hasil perhitungan neraca massa dan panas pada cooling Tower di unit
utilitas sebagai berikut:
Tabel Neraca Massa
KOMPONEN INPUT (TON/H) OUTPUT(TON/H)
Sirkulasi air 20425
Make Up 466,35
Flow udara 22733,06 22733,06
Cooling water 20425
lxxxvii
Evaporation Loss 353,900
Blow Down 71,600
Windage Loss 40,850
Total 43624,41 43624,41
Tabel Neraca Panas
KOMPONEN INPUT (BTU/H) OUTPUT(BTU/H)
Sirkulasi air 821251974,4
Make Up 339437,7
Flow udara 2305814845
Cooling water 2271058699
Evaporation Loss 856340296
Blow Down 7262,4
Total 3127406257 3127406257
Pada cooling Tower air sirkulasi yang masuk sebesar 20425 Ton/h,
air make up 466,35 Ton/h dan flow sebesar 22733,06 Ton/h. Maka akibat adanya
kontak antara air sirkulasi dan udara maka terdapat evaporasi sebesar 353,900
Ton/h. Untuk menjaga level dilakukan blow down sebesar 71,600 Ton/h. Pada
cooling Tower hal yang membuat berkurangnya air pendingin ialah ketika air
yang dijatuhkan dari atas cooling Tower terjadinya Windage Loss sebesar
40,850 Ton/h.
lxxxviii
Pada perhitungan neraca panas dengan menggunakan data actual panas
yang terdapat pada air sirkulasi sebesar 821251974,4 btu/h, panas pada air make
up sebesar 339437,7 btu/h, panas pada flow sebesar 2305814845 btu/h. Pada
penentuan panas saat evaporasi disebut juga panas laten, evaporasi yang didapat
merupakan gabungan antara evaporasi ammonia dan urea sebesar
856340296 btu/h. Panas yang terdapat pada cooling water adalah
2271058699 btu/h.
Dengan mengetahui panas yang masuk dan keluar maka, dapat diketahui
efisiensi pada cooling Tower sebesar 72,6179 %. Hal ini menunjukkan bahwa alat
cooling Tower masih dalam keadaan baik sehingga dapat mendinginkan air
dengan media udara. Hal yang menyebabkan efisiensi pada cooling Tower sebesar
72,6179 %. Adalah pemakaian terhadap alat tersebut yang sudah lama tetapi
kemampuan dari alat ini masih baik hal ini terlihat dari temperatur air yang masuk
dan keluar memiliki beda temperatur 10 oC (ΔT =10 oC) .
B. Tugas Khusus Demin Plant
3.1 Judul
Menghitung Rasio Pemakaian Bahan Kimia Pada Saat Regenerasi di Unit
Demin Plant.
lxxxix

3.2 Tujuan
Adapun tujuan dari tugas khusus ini adalah :
1. Mengetahui dan mempelajari proses regenerasi pada unit demin plant di
PUSRI IB.
2. Mengetahui jumlah bahan kimia yang dibutuhkan untuk meregenerasi resin
pada two bed dan mixed bed.
3.3 Manfaat
Dapat mengetahui efisiensi pemakaian bahan kimia pada unit Demin Plant
3.4 Latar Belakang
Utilitas atau unit penunjang merupakan unit pendukung yang bertugas
menyiapkan kebutuhan operasional Pabrik Ammonia dan Urea, khususnya yang
berkaitan dengan penyediaan bahan baku dan bahan pembantu. Selain itu juga
menerima buangan dari pabrik ammonia dan urea untuk diolah sehingga dapat
dimanfaatkan lagi atau dibuang agar tidak menggangu lingkungan. Berkaitan
dengan tugasnya sebagai penyedia bahan baku dan bahan penunjang maka utilitas
memiliki berbagai unit, salah satunya adalah unit Demin Plant.
Unit Demin Plant mengolah filter water untuk mendapatkan air yang bebas
dari kendungan mineral, baik ion positif maupun ion negatif. Hal ini dikarenakan
air tersebut akan digunakan sebagai umpan boiler pada pembangkit tenaga uap
tekanan tinggi di Ammonia Plant, umpan WHB dan Package Boiler di offisite
yang harus bebas dari mineral untuk menghindari terbentuknya kerak atau korosi
pada logam.
Filter water dipompakan dari filter water tank dengan tekanan 5 kg/cm2
menuju ke unit Demin Plant. Tahapan pertama filter water menuju ke carbon filter
yang berfungsi untuk menyaring kotoran yang terikat pada filter water dan
mengurangi zat organik, seperti ion nitrat serta chrome. Zat-zat tersebut
xc
dihilangkan karna akan merusak resin kation. Dari karbon filter air dipompakan di
Kation Exchanger untuk menghilangkan ion-ion (+) seperti K+, Na+, Mg2+, dan
Ca2+ yang dihilangkan kation resin (Dolite C-225). Bila kation resin telah jenuh,
maka akan dilakukan regenerasi dengan membalik arah aliran air yang masuk
kedalam Exchanger. Regenerasi dilakukan dengan menambahkan H2SO4 (98%).
Selanjutnya menuju ke Degasifier yang bersisi packing ring dari plastik yang
berguna untuk menghilangkan gas CO2 sehingga beban Anion Exchanger lebih
ringan, pada anion exchanger ion-ion negatif seperti Sulfat, Sulfit, Nitrat, Nitrit
dan Clorida dihilangkan dengan anion resin dan sebagai regenerasi ditambahkan
larutan NaOH (45%). Air dari Anion Exchanger masuk ke Mixed Bed Exchanger
yang berisi campuran resin kation dari anion. Bila telah jenuh Mixed Bed perlu di
regenerasi dengan H2SO4 dan NaOH. Setelah itu ditampung di Demineralized dan
siap digunakan sebagai Make Up Dearator untuk kebutuhan Ammonia Plant dan
Urea Plant.
3.5 Permasalahan
Resin berfungsi untuk membersihkan air dari kandungan ion-ion positif dan
negatif, namun apabila semakin lama aktifitas resin semakin berkurang sampai
resin mengalami kejenuhan maka diperlukan regenerasi untuk mengktifkan resin
kembali. Dalam melakukan regenerasi ini diperlukan bahan kimia yaitu H2SO4
(98%) untuk resin kation dan NaOH (45%) untuk resin anion.
Pada tugas khusus ini akan dihitung pemakaian bahan kimia terhadap air
demin yang dihasilkan di unit Demin plant yang kemudian dilakukan
perbandingan antara hasil perhitungan aktual dan desainnya dan menghitung
efisiensi pemakaian bahan kimia.
3.6 Metode Pendekatan
Pada tugas khusus ini, untuk menghitung rasio pemakaian bahan kimia
terhadap air demin dan efisiensi pemakaian bahan kimia dengan menggunakan
xci

data desain dan data bulanan penggunaan bahan kimia di unit Demin Plant yaitu
bulan Januari dan Februari 2010.
DATA DESAIN :
1 cm H2SO4 (98%) Tangki 5003-F = 127,57 kg/cm
1 cm NaOH (48%) Tangki 5009-F = 97,5 kg/cm
Rasio pemakaian bahan kimia terhadap air demin (kg/ton)
RASIO H2 SO4 (98% )AIR DEMIN ( Kg / ton)
= 0 ,250
RASIO NaOH (45 % )AIR DEMIN ( Kg / ton)
= 0 , 254
DATA AKTUAL :
Produk Air Demin Bulan Januari 2010 = 164427 kg/ton
Produk Air Demin Bulan Februari 2010 = 182784 kg/ton
Regenerasi Pada Bulan Januari
TWO
BED
REGEN
ANION
REGEN
KATION TG HC
A 20 19 16 3
xcii
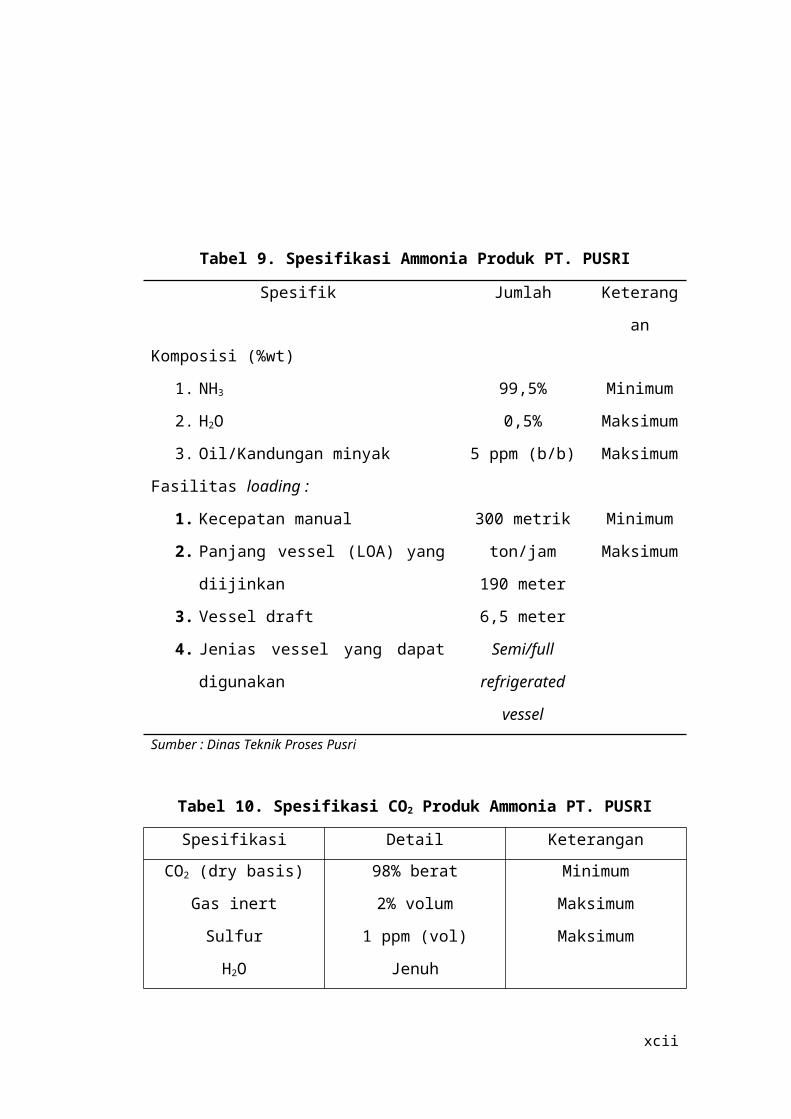
B 20 18 18 0
C 19 18 18 0
TOTAL 59 55 52 3
MIXED
BED
JUMLAH
REGEN
A 1
B 2
TOTAL 3
3.5 Perhitungan Pada Bulan Januari
Jumlah Regenerasi Bulan Januari
Penyebab Regenerasi :
1. Total Gallon (TG) = 53 kali
2. High Silica (HS) = -
3. High Conductivity (HC) = 3 kali
Produk Air Demin Bulan Januari = 164427 kg/ton
Jumlah Regenerasi pada Two Bed = 59 kali
Pemakaian H2SO4 pada Two Bed = (59 x 6 cm) x 127,57 kg/cm
= 45159,78 kg
Pemakaian NaOH pada Two Bed = (55 x 12 cm) x 97,35 kg/cm
xciii

= 64251 kg
Jumlah Regeneasi pada Mixed Bed = 3 Kali
Pemakaian H2SO4 pada Mixed Bed = (3 x 3 cm) x 127,57 kg/cm
= 1148,13 kg
Pemakaian NaOH pada Mixed Bed = (3 x 6 cm) x 97,35 kg/cm
= 1752,3 kg
Total Pemakaian H2SO4 = 45159,78 kg + 1148,13 kg
= 46307,91 kg
Total Pemakaian NaOH = 64251 kg + 1752,3 kg
= 66003,3 kg
Dari Perhitungan di atas didapatkan :
RASIO H 2SO498% )AIR DEMIN ( Kg / ton)
= 46307 , 91 kg164427 kg / ton
= 0 ,28
= 98 % x 0 , 28= 0 , 274
xciv

RASIO NaOH (48 % )AIR DEMIN ( Kg/ ton)
= 66003 ,3 kg164427 kg / ton
= 0,4
= 45 % x 0,4= 0 , 18
Tabel 2. Regenerasi Bulan Februari 2010
Tangga
l
Two Bed Mixed Bed Counte
r
Penyeba
bA B C A B
1 Regen 3001 TG
2 Regen Regen Regen 3001 TG
3 Regen 3001 TG
4 Regen Regen 3001 TG
5 Regen Regen 3001 TG
6 Regen Regen 3001 TG
7 Regen 3001 TG
8 Regen Regen 3001 TG
9 Regen Regen 3001 TG
10 Regen 3001 TG
11 Regen Regen 3001 TG
xcv

12 Regen Regen 3001 TG
13 Regen Regen 3001 TG
14 Regen 3001 TG
15 Regen Regen 3001 TG
16 Regen Regen 3001 HC
17 Regen 3001 HC
18 Regen Regen 3001 TG
19 Regen Regen 3001 TG
20 Regen Regen 3001 TG
21 Regen Regen 3001 TG
22 Regen Regen 3001 TG
23 Regen 3001 TG
24 Regen Regen 3001 TG
25 Regen 3001 TG
26 Regen Regen 3001 TG
27 Regen Regen 3001 TG
28 Regen Regen 3001 TG
3.6 Perhitungan Pada Bulan februari
Jumlah Regenerasi Bulan Febuari Sebanyak 49 kali
Penyebab Regenerasi :
xcvi
1. Total Gallon (TG) = 47 kali
2. High Silica (HS) = 1 kali
3. High Conductivity (HC) = 1 kali
Produk Air Demin Bulan Januari = 182784 kg/ton
Jumlah regenerasi pada Two Bed = 47 kali
Pemakaian H2SO4 pada Two Bed = (47 x 6 cm) x 127,57 kg/cm
= 35974,74 kg
Pemakaian NaOH pada Two Bed = (47 x 12 cm) x 97,35 kg/cm
= 54905,4 kg
Jumlah regeneasi pada Mixed Bed = 3 Kali
Pemakaian H2SO4 pada Mixed Bed = (3 x 3 cm) x 127,57 kg/cm
= 1148,13 kg
Pemakaian NaOH pada Mixed Bed = (3 x 6 cm) x 97,35 kg/cm
= 1752,3 kg
Total Pemakaian H2SO4 = 35974,74 kg + 1148,13 kg
= 37122,87 kg
Total Pemakaian NaOH = 54905,4kg + 1742,3 kg
= 56647,7 kg
xcvii
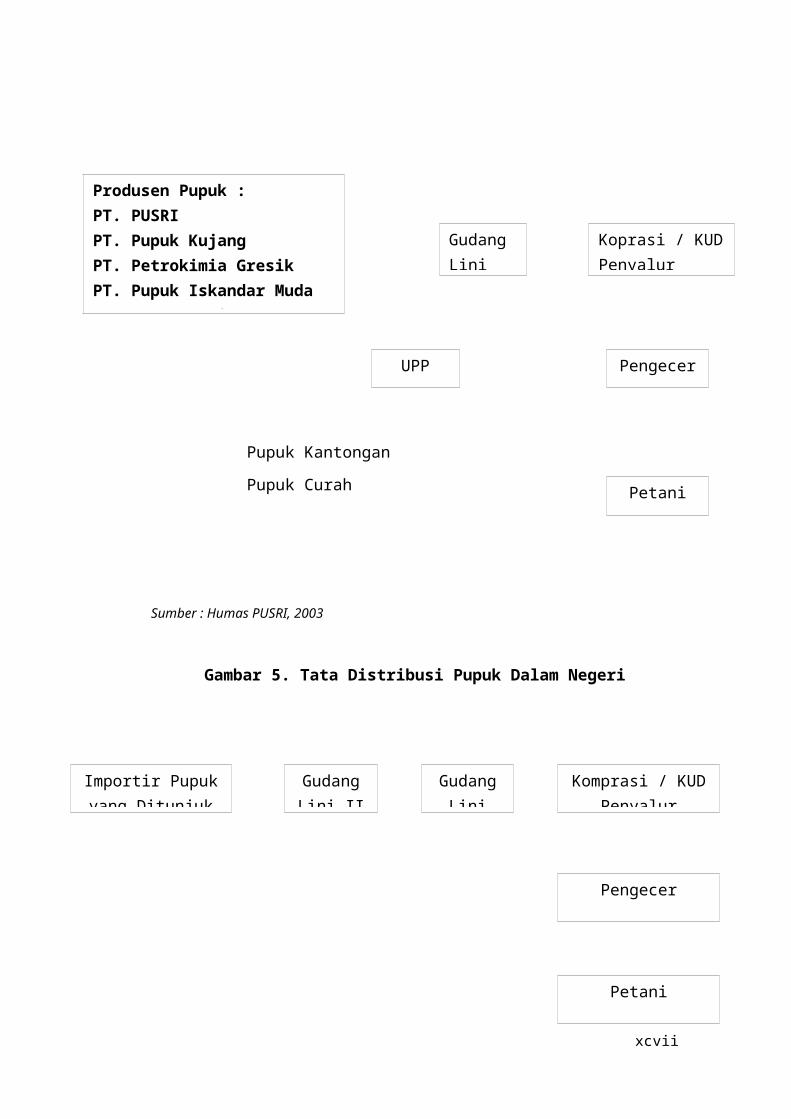
Dari Perhitungan di atas didapatkan :
RASIO H 2SO498 % )AIR DEMIN ( Kg / ton)
= 37122 ,87 kg153881 kg / ton
= 0 , 24
= 98 % x 0 , 24= 0 , 236
RASIO NaOH (48% )AIR DEMIN ( Kg / ton )
= 56647 ,7 kg1153881 kg / ton
= 0 ,36
= 45 % x 0 ,36= 0 , 162
3.7 Pembahasan
Setelah melakukan perhitungan rasio seperti diatas, dapat diketahui bahwa
Rasio pemakaian bahan kimia terhadap air demin (kg/ton) :
DATA DESAIN :
RASIO H2 SO4 (98% )AIR DEMIN ( Kg / ton)
= 0 ,250
xcviii

RASIO NaOH (45 % )AIR DEMIN ( Kg / ton)
= 0 , 254
Jika rasio yang dihasilkan dari data aktual pada bulan januar dan februari
2010 dibandingkan dengan data rasio aktual, dapat kita lihat bahwa terdapat
sedikit perbedaan. Banyak hal yang mempengaruhi terjadinya perbedaan tersebut.
Salah satu alasannya yaitu PT.PUSRI IB mencoba untuk menghemat pemakaian
bahan kimia pada saat regenerasi di Unit Demin Plant. Proses penghematan dapat
dilakukan asalkan tidak mempengaruhi kinerja dari air Demin plant yang
dihasilkan, yaitu boiler feed water yang bebas dari ion-ion dan mineral-mineral
berbahaya yang dapat mempengaruhi kinerja alat dan dapat menyebabkan korosi
pada alat-alat lain yang menggunakan air hasil dari unit Demin Plant.
xcix
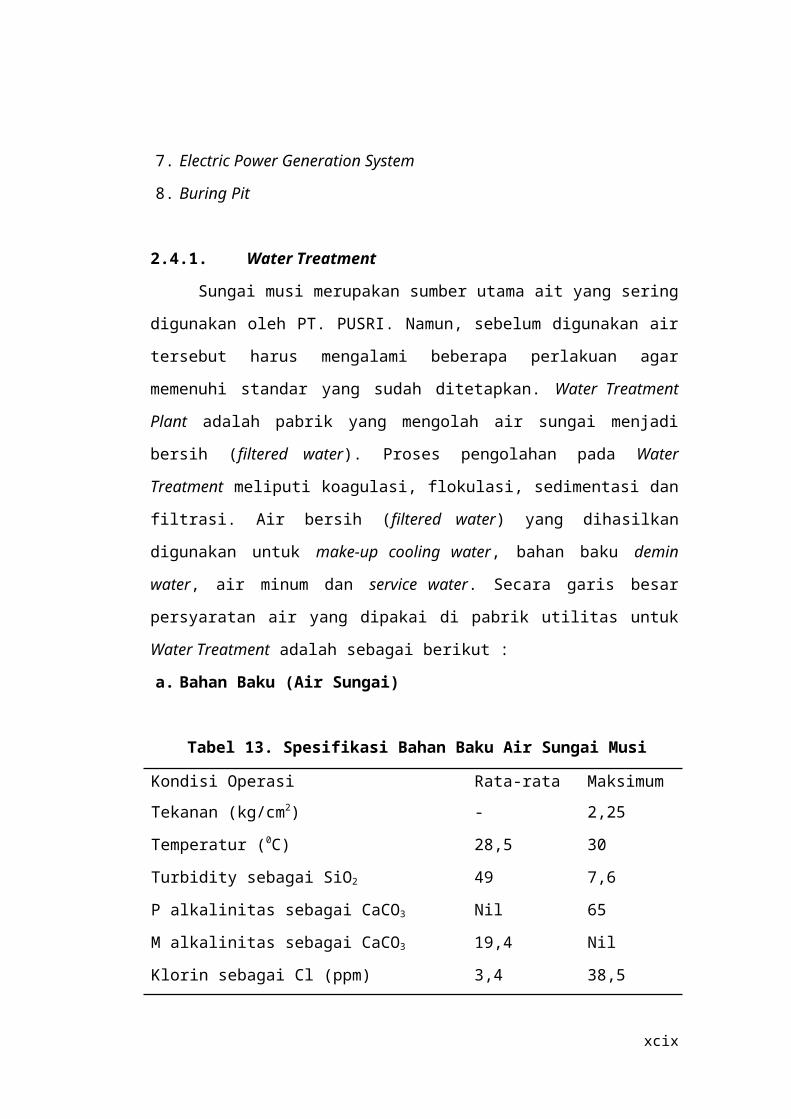
BAB IV
KESIMPULAN DAN SARAN
4.1. Kesimpulan dan Saran (Cooling Tower )
Setelah melakukan Kerja Praktek (KP) di PT. Pupuk Sriwidjaja
selama 2 bulan maka dapat disimpulkan bahwa :
1. Dalam prosesnya, pembuatan pupuk urea PT. PUSRI dilakukan dalam tiga
unit pengolahan yaitu :
Unit Utilitas
Unit ini menyediakan bahan-bahan pendukung untuk kelancaran
operasional proses pembuatan ammonia dan urea.
Unit Ammonia
Unit ini menyediakan bahan baku ammonia dan karbondioksida untuk
pembuatan pupuk urea.
Unit Urea
Unit ini mengolah bahan baku yang diperoleh dari seksi utilitas dan
ammonia menjadi produk yang berupa area prill.
2. Cooling Tower merupakan alat yang digunakan untuk mendinginkan air
dengan menggunakan media udara.
3. Efisiensi pada cooling Tower sebesar 72,6179 %.
4. Untuk meminimkan Windage Loss pada Cooling Tower adalah dengan
menambahkan sekat pada pinggiran pada Cooling Tower dan mengganti sekat
yang sedang rusak. Sehingga air dapat masuk kembali ke basin.
c

4.2 Kesimpulan dan Saran ( Demin plant )
Dari perhitungan yang dihasilkan dapat disimpulkan bahwa penggunaan
bahan kimia pada saat regenerasi di unit Demin Plant berlangsung dengan baik
dan dengan dosis pemakaian yang baik, adanya sinkronisasi antara rasio desain
PT.PUSRI IB dan rasio dari perhitungan aktual. Penggunaan bahan kimia di unit
Demin Plant ini berfungsi untuk meregenerasi kembali resin yang telah jenuh
sehingga dapat kembali bekerja dengan baik untuk menukarkan ion-ion, baik
positif dan negatif.
ci
DAFTAR PUSATAKA
________ Ammonia Optimalization Project PUSRI IB Book, PT.PUSRI,
Palembang
________ Buku Petunjuk Operasi Urea IB, PT. PUSRI, Palembang
________ Manual Book Offsite IB, PT. PUSRI, Palembang,
Mc Cabe, Smith, Harriot E Jasifi. 1986. “ Operasi Teknik Kimia “. Edisi kesatu.
Erlangga; Jakarta
Kern. 1974. “ Procces Heat Transfer “. Second Edition.
Perry’s. 1999. “ Chemical Engineering Hand Book Series “. Seventh Edition. Mc
Graw Hill, New York.
cii
LEMBAR PENGESAHAN
(22 FEBRUARI 2010 – 22 APRIL 2010)
MENGHITUNG NERACA PANAS DAN MASSA
PADA COOLING TOWER
ciii
DISUSUN OLEH:
NIKU VESTORIKA
0607 3040 1041
Palembang, 22 April 2010
Menyetujui,
Kepala Bagian Utilitas P-IB
Agus Mulyadi, S.T
Badge 00.0381
civ

KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT, karena atas bekah,
rahmat dan ridhoNya, laporan kerja praktek ini dapat selesai pada waktunya.
Laporan ini disusun berdasarkan hasil orientasi selama kerja praktek di Dinas
Opersi Pusri-1B, mulai tanggal 22 Februari – 22 April 2010. Penulis menyadari
sepenuhnya bahwasanya dalam pentusunan laporan ini masih banyak ditemukan
kekurangan, oleh karena itu kritik, saran, dan sumbangan fikiran yang
membangun sangatlah diharapkan untuk kesempurnaan laporan ini.
Dalam kesempatan ini penulis mengucapkan terima kasih yang sebesar-
besarnya kepada yang terhormat :
1. Bapak R.D. Kusumanto, ST.,M.T. selaku Direktur Politeknik Negeri
Sriwijaya beserta jajarannya;
2. Bapak Ir. Irawan Rusnadi,M.T. selaku Ketua Jurusan Teknik Kimia
Politeknik Negeri Sriwijaya;
3. Bapak Ir. Robert Junaidi,M.T. selaku Sekretaris Jurusan Teknik Kimia
Politeknik Negeri Sriwijaya;
4. Meliyanti, S.T, Pembimbing Kerja Praktek
5. Asisten Manajer Pendidikan dan Pelatihan Pusri
6. Ir. Filius Yuliandi, M.M. Plant Manajer Operasi PUSRI – 1B
7. Zulyan Imansyah, ST., Superintenden Ammonia P-1B, dan Asisten
Superintenden Ammonia P-1B
8. Ir. Kms. M. Amin, Superintenden Urea P-1B, dan Asisten Superintenden
Urea P-1B
9. Agus Mulyadi,ST., Superintenden Utilitas P-1B, dan Asisten
Superintenden Utilitas P-1B, serta sebagai pembimbing kami.
10. Karyawan dan staf Inspeksi di Dinas Operasi P-1B
cv

11. Segenap karyawan PT PUSRI khususnya di Dinas Operasi P-1B.
12. Orang tua, saudara, sahabat.
13. Segenap Dosen Teknik Kimia Politeknik Negeri Sriwijaya Palembang
14. Teman – teman kami di Jurusan Teknik Kimia Politeknik Negeri Sriwijaya
Palembang Angkatan 2007.
15. Rekan – rekan Kerja Praktek di PT. Pusri.
16. Dan semua pihak yang telah membantu kami selama kami melaksanakan
Kerja Praktek yang tidak dapat kami sebutkan semuanya.
Terima kasih kami ucapkan dan semoga bantuan yang telah diberikan
mendapatkan pahala yang setimpal dari Allah S.W.T. Amin. Akhirnya dengan
segala kerendahan hati, penulis mempersembahkan laporan ini dengan harapan
semoga bermanfaat bagi kita semua.
Palembang, April 2010
Penulis
cvi
LEMBAR PENGESAHAN
(22 FEBRUARI 2010 – 22 APRIL 2010)
MENGHITUNG RASIO PEMAKAIAN BAHAN KIMIA
PADA UNIT DEMINT PLANT
DISUSUN OLEH:
GAWANG ARDIANSAH
0607 3040 1028
Palembang, 22 April 2010
cvii
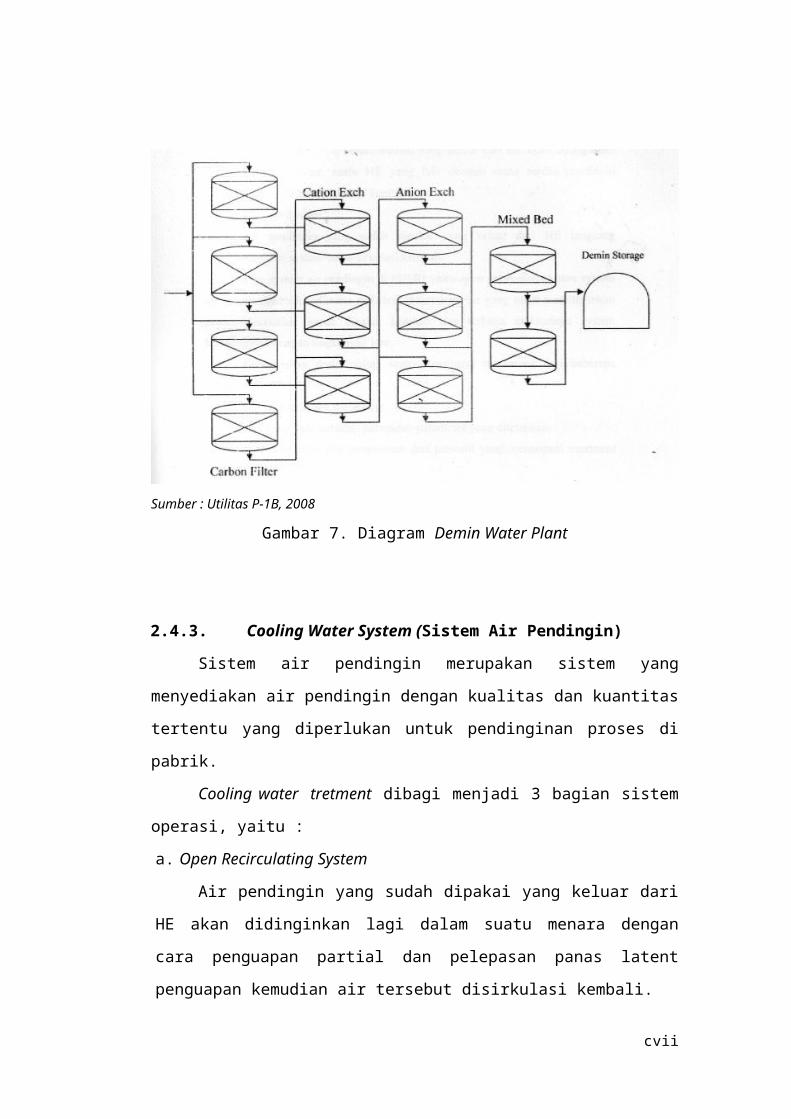
Menyetujui,
Kepala Bagian Utilitas P-IB
Agus Mulyadi, S.T
Badge 00.0381
cviii


















