KURS LOYIHASI - ziyonet.uz · Sutga kislota solinishi bilan kazeinkalsiyli tuz kalsiyni yo’qotadi...
48
1 O’ZBEKISTON RESPUBLIKASI OLIY VA O’RTA MAXSUS TA’LIM VAZIRLIGI TOSHKENT KIMYO – TEXNOLOGIYA INSTITUTI «OZIQ – OVQAT MAXSULOTLARI TEXNOLOGIYASI» FAKULTETI “BIOTEXNOLOGIYA” KAFEDRASI “BIOTEXNOLOGIK JARAYON JIHOZLARI” FANIDAN KURS LOYIHASI MAVZU: Kazein ishlab chiqarishda quritish apparatini hisoblash Bajardi: Qoraboyeva N.D. Qabul qildi: Maksumova D.Q. 2013 yil
-
Upload
duongkhanh -
Category
Documents
-
view
312 -
download
8
Transcript of KURS LOYIHASI - ziyonet.uz · Sutga kislota solinishi bilan kazeinkalsiyli tuz kalsiyni yo’qotadi...

1
O’ZBEKISTON RESPUBLIKASI OLIY VA O’RTA MAXSUS TA’LIM VAZIRLIGI
TOSHKENT KIMYO – TEXNOLOGIYA INSTITUTI
«OZIQ – OVQAT MAXSULOTLARI
TEXNOLOGIYASI»
FAKULTETI
“BIOTEXNOLOGIYA” KAFEDRASI
“BIOTEXNOLOGIK JARAYON JIHOZLARI” FANIDAN
KURS LOYIHASI
MAVZU: Kazein ishlab chiqarishda quritish apparatini hisoblash
Bajardi: Qoraboyeva N.D. Qabul qildi: Maksumova D.Q.
2013 yil

2
MUNDARIJA
1. Topshiriq
2. Kirish
3. O’xshash uskunalar tavsifi
4. Asosiy uskunaning ishlash prinsipi
5. Mahsulot hisobi
6. Uskuna hisobi
7. Issiqlik, gidravlik va mehanik hisoblar
8. Tehnika xavfsizligi
9. Foydalanilgan adabiyotlar.

3
Kirish

4
Kirish
Mustaqillik davrida O’zbekiston Respublikasining sut maxsulotlarini
qayta ishlash korxonalari jadal shakillanmoq-da . Qishloq xo’jalik
maxsulotlarini qayta ishlash korxonalarini tashkil etilishi va rivojlanishi
maxalliy hokimyatlar hamda Qishloq va suv xo’jaligi vazirligining
“O’rta va kichik biznesning rivojlantirish “ bo’limi tomonidan nazorat
qilinmoqda. Bozor iqsodiyotiga o’tish davrida yangi korxonalarning
barpo etilishi , assortimentning o’zgarishi extiyojidan kelib chiqgan
holda amalga oshirilmoqda.
Bugungi kunda ishlab chiqarish korxonalarida mashina va
qurilmalar qatori kundan - kunga ko’paymoqda , eskirgan hozirgi
kunda ishlatilish uchun noqulay bo’lgan, katta quvvatli qurilmalar
o’rnini yangi , zamonaviy, bugungi kunning talabiga javob beruvchi
uskunalar egallamoqda.
Respublikamiz qishloq xo’jalik maxsulotlarini qayta ishlash
sohasining xozirgi bosqichdagi asosiy vazifalari : xom ashyo
yetishtiriladigan joylarda zamonaviy qayta ishlash sexlari va
zavodlarni barpo etish , dunyo bozorida sut maxsulotlarini
assortimenti va miqdori va mavqeini mustaxkamlash , kelajak uchun
real istiqbol rejaga ega bo’lishdir.
Kazein sutni tarkibida kalsiyli tuz shaklida bo’ladi. U o’z
navbatida kolloid aralashmani xosil qiladi. Uning molekulyar massasi
aniq emas, biroq 100,000 ga yaqinligi aniqlangan. Kazein alfa-, betta-
va gamma- turlari farqlanadi. Alfa- kazein fosforga boy.
Sutda 85% alfa- va betta- kazein va 15% gacha gamma kazein
mavjud. Birinchi ikki kazein formasi fermentlar yordamida cho’kmaga

5
tushadi, gamma kazein esa quyqa hosil qilamydi. 1 gr kazeinni
neytrallash uchun 8,1 ml 0,1 N ishqor eritmasi sarflanadi. Kazeinning
izoelektrik nuqtasi pH 4,4 – 4,6 ga to’g’ri keladi. Kazeinning
solishtirma og’irligi 1,259.
Tozalangan kazein suvda erimaydi, biroq ishqorda bir zumda erib
ketadi. Kazein eritmasi yuqori qovushqoqlikka va kolloid xarakteriga
ega.
Sutga kislota solinishi bilan kazeinkalsiyli tuz kalsiyni yo’qotadi
va erkin kazein kislotasi cho’kmaga tushadi. U bilan birgalikda sutdagi
boshqa moddalar ham chiqadi. Bunday qoldiqli kazein cho’kmasi
texnik kazein deb ataladi.
Sichuk fermenti bilan kalsiy cho’kmasi hosil bolmaydi, shuning
uchun sichuk fermenti bilan olingan kazeinning tarkibi kislotaligidan
kam kislota darajasi va ko’p zol borligi bilan farq qiladi. Kazeinning
ikkala turi 1,5% li ammiak eritmasida oson eriydi. 3% li bor eritmasida
faqat kislotali kazein eriydi.
Sichuk fermenti yoki kislota bilan cho’ktirilgan kazein, kerakli
ishlov berilgandan so’ng texnik maqsadlar uchun – texnik kazein va
oziq – ovqat sanoatida – oziq – ovqatlar uchun mo’ljallangan kazein
ishlatiladi.
Texnik kazein sichuk fermenti bilan cho’kma hosil qilish yo’li
bilan yoki quyidagi kislotalar: sut, sirka, oltingugurt va solyan
kislotalar bilan cho’ktirishdan olinadi. Sichuk va sut kislotali kazein
amaliy ahamiyatga ega. Kimyoviy ko’rsatkichlarga ko’ra tehnik kazein
quyidagi talablarga javob berishi kerak (jadval 1).

6
Ko’rsatkichlar Sichukli kazein Kislotali kazein Oliy nav
I II II Oliy nav
I II II
Namlik % da, …..dan ko’p bo’lmagan
12 12 12 12 12 12 12 12
Yog’ % da, …..dan ko’p bo’lmagan
1,5 1,5 2,5 3 1,5 1,5 2,5 3
Zollilik % da, …..dan ko’p bo’lmagan
8,5 8,5 6,9 5,9 2,5 3,0 4,0 4,0
Kislotalilik 0da, ……dan ko’p bo’lmagan
50
70
120
160
60
100
150
200
Eruvchanlik (1g kazeinga ml dan ko’p bo’lmagan cho’kma)…………….
0.6
1,0
2,0
3,0
0,3
0,5
1,0
1,5
Kazeinnning namligi uning turg’unligini aniqlaydi. Kazein
namlikni oson yutadi, chiriydi va mog’orlaydi. Yuqori yog’lilik
darajasi tavsiya etilmaydi, chunki yog’ kazeinli maxsulotlarning sifatini
pasaytiradi. Zollilik kazeinni cho’ktirish usulining ko’rsatkichi va uni
yuvilish darajasini ko’rsatadi. Yuqori zollilik kislotali kazeindan yelim
olish jarayonini qiyinlashtiradi. Sichuk kazeinini zollilik ko’rsatkichi
pasayishi bilan plastik mahsulotlarning sifati ham pasayadi. Kislotalilik
yuvilish darajasini ko’rsatadi. Kazeinning erish darajasi uni
gidroksidlarda shishi qobiliyatini ko’rsatadi.
Sichukli kazein plastik massalar tayyorlash uchun ishlatiladi:
elektrik izolyatorlar, rezina va teri o’rnini bosuvchilar, va h.k.
Kazeindan yasalgan plastmassaning asosiy turi bu gallalitdir. Kislotali
kazeindan yelim, kleyster, zamazka va sement ko’rinishidagi
yopishqoq narsalar tayyorlanadi. Kislotali kazein yana sun’iy moyna,
ipak, appretur va hakozolar tayyorlash uchun qo’llaniladi.
Texnik kazein rangi bir xilda bo’lishi kerak: oq yoki qaymoq
rang; kazeinnig past sortlarida 15% gacha to’q sariq rangli donlar

7
uchrashi mumkin. U quruq uvalanadigan yoki qattiq don ko’rinishida
bo’lishi mumkin, qumaloqlarsiz va yot jinslardan holi bo’lgan.
Kazein tayyorlashning texnologik sxemasi quyidagilarni
operatsiyalarni o’z ichiga oladi:
A. Yog’sizlantirilgan sutni qabul qilish va nazorat qilish, bunda eng
yuqori yog’sizlantirish darajasi ta’minlanishini talab etiladi.
B. Yog’sizlantirilgan sutni kislota bilan bijg’itish yoki sichuk
fermenti bilan chiritish. Bijg’itish asosan. Ba’zan kazein nordon
tomizgi bilan, ko’picha oltingugurtli yoki solyan kislota bilan
cho’ktiriladi. Ferment bilan bijg’itishda sichuk fermentidan tashqari
yana pepsin ham ishlatiladi.
C. Quyqani qayta ishlash. Quyqa kesiladi va maydalanadi, huddi sir
tayyorlashdagidek. Kazeinni cho’ktirish uchun nordon tomizg’i quyish
jarayonida darrov donlar paydo bo’ladi. Bunda qayta ishlash
maydalashga emas, balki donlarni quritishga yo’naltirilgan bo’ladi.
Quritishda kazeinli donlarni qizdirish orqali erishiladi.
Qayta ishlashning ommabop usullaridan biri ejektorli usul
hisoblanadi, unda quyqa oquvchan bug’ bilan qayta ishlanadi va
qaynatiladi va ejektorli qurilmadan o’tkaziladi. Boshqa kazein ishlab
chiqarish usullaridan kazeinli donlar qaynoq zardob yoki bug’li
vannadan o’tkaziladi.
Qayta ishlash va qaynatish usuliga qarab kazein oddiy, donador
va ejektorli usullarga bo’linadi.
G. Zardob ajratilishi va yuvish. Zardobni sifon yordamida yoki
serpyankadan ishqalash orqali ajratiladi. Donlarni qolgan zardobini
ko’p marta suv bilan yuviladi.

8
D. Kazeinni suvsizlantirish va kazein xom-ashyosini olish.
Suvsizlantirish maxsus sentrafugalarda yoki pressda amalga oshiriladi.
Kazein xom-ashyoning namlik saqlashi 80 dan 55-60% gacha tushadi.
E. Kazeinni maydalash. Maydalash toshlardan tozalovchi
mashinalarda yoki sitoga ishqalash orqali amalga oshiriladi. Bunda
quritgichlarda kazeinni bir xil qurishiga erishiladi.
J. Kazeinni quritish. Kazeinni oxirgi quritish turli konsistensiyali
kazein quritgichlarda yoki quyoshda amalga amalga oshiriladi, bunda
standart namlikka erishilguncha olib boriladi.
Z. Kazeinni qadoqlash va markirovka qilish. Standart talablarga
javob berishi tekshirilgandan so’ng tayyor mahsulot qoplarga,
bochkalarga yoki yashiklarga qadoqlanadi va markirovkalanadi.

9
O’xshash uskunalar
tavsifi

10
O’xshash uskunalar tavsifi Oziq – ovqat sanoatida turli tipdagi quritish apparatlari ishlatiladi. Ular bir –
biridan turli belgilari bilan farq qiladi. Nam materialga issiqlik berish usuliga
ko’ra apparatlar konvektiv, kontaktli va boshqa turdagi quritkichlarga bo’linadi.
Issiqlik tashuvchi sifatida havo, gaz yoki bug’ ishlatilishi mumkin. Quritish
kamerasidagi bosimning qiymatiga ko’ra atmosferani va vakuumli quritgichlar
bo’ladi. Jarayonni tashkil qilish bo’yicha davriy va uzluksiz ishlaydigan
apparatlar bo’ladi.
Quritilishi lozim bo’lgan material donasimon, changga o’xshash, pastasimon
yoki suyuq holda bo’ladi. Quritish jarayonining har xil variantlaridan keng
foydalaniladi: ishlatilgan qurituvchi agentni quritish kameralari oralig’ida
qizdirish, qurituvchi agentni quritish kameralariga bo’lib berish, qurituvchi
agentni quritish kamerasida qo’shimcha ravishda qizdirish, o’zgaruvchan issiqlik
maydonidan foydalanish (issiq va sovuq havoni material qatlamiga ketma – ket
almashtirib berish) va hakozo.
Qattiq va pastasimon materiallarni suvsizlantirish yo’li bilan ularga zarur
xossalar berish, transport vositalarida uzatish va uzoq muddat davomida saqlash
imkoniyatini beradi.
Suvsizlantirishni quyidagi usullarda amalga oshirish mumkin:
• Mehanik (siqish, cho’ktirish, filtrlash, sentrafugalash va h.);
• Fizik – kimyoviy (suvni o’ziga tortib oluvchi moddalar yordamida,
masalan, kalsiy xlorid, sulfat kislota va h.);
• Issiqlik ta’sirida suvsizlantirish ya’ni quritish.
Lekin, yuqorida qayd etilgan usullardan eng samaralisi, issiqlik ta’sirida
suvsizlantirish, ya’ni quritishdir. Chunki, quritish jarayonida to’liq
suvsizlantirishga erishsa bo’ladi.
Qattiq va pastasimon materiallar tarkibidagi namlikni bug’latish va hosil
bo’layotgan bug’larni chetga olish chiqishga quritish jarayoni deyiladi.

11
Nam materiallarni issiqlik yordamida quritish oziq – ovqat sanoatida eng keng
tarqalgan usul. Ushbu usul kimyoviy, oziq – ovqat va bir qator boshqa
texnologiyalarda ishlatiladi. Material tarkibidagi namlik dastavval arzon, mehanik
(masalan filtrlash) usulda, yakuniy, to’la suvsizlantirish esa – quritish usulida olib
boriladi. Suvsizlantirishning bunday kombinatsiyalashgan usuli iqtisodiy jihatdan
samaralidir.
Sanoatda nam materiallarni quritish uchun sun’iy (maxsus quritish
qurilmalarida) va tabiiy (ochiq havoda quritish – juda davomiy jarayon) usullar
qo’llaniladi.
Ma’lumki, quritish jarayoni bu issiqlik va modda (namlik)ning material ichida
harakati va material ichida harakati va material yuzasidan atrof – muhit
uzatilishidir. Shunday qilib, quritish bu issiqlik va massa almashinish
jarayonlarining bir – biri bilan uzviy bog’langan jarayonlar majmuasidir.
Qattiq, nam materialga issiqlik ta’sir etish usuliga qarab quritish quyidagi
turlarga bo’linadi:
1. Konvektiv quritish – bunda nam material bilan qurituvchi eltkich bevosita
o’zaro ta’sirda bo’ladi. Odatda, qurituvchi eltkich sifatida qizdirilgan havo
yoki tutun gazlari ishlatiladi;
2. Kontaktli quritish – issiqlik tashuvchi eltkich va nam material orasida
ajratuvchi devor bo’ladi. Materialga issiqlik shu devor orqali uzatiladi;
3. Radiatsion quritish – nam materialga issiqlik infraqizil nurlar orqali
uzatiladi;
4. Dielektrik quritish – nam material yuqori chaastotali tok maydonida
uzatiladi;
5. Sublimatsion quritish – nam material muzlagan holatda, yuqori vacuum
ostida quritiladi.

12
Kazein ishlab chiqarishni ejektorli usuli
Ejektorli usulda kazein donlari mayda, yaxshi yuviladigan,
presslanadigan va quritiladigan bo’ladi, bu esa kazeinni yuqori sifatini
ta’minlaydi; ishlab chiqarish jarayoni tezlashadi va mehnat
unumdorligi oshadi. Quyqani qayta ishlash uchun ejektor qo’llanadi, u
o’zida karobkadan tashkil topgan bug’ oqimli nasos, bug’ quvuriga
ulangan bug’li soplo va potrubkali qabul qiluvchi soplodan tashkil
topgan.
Karobkaning pastki qismida 90º burchak ostida so’rib oluvchi
patrubka bor, u sut quyqasiga tushirilgan. Bug’ oqimi ejektor
karobkasidan havoni chiqazib yuboradi va vakuum hosil qiladi,
shundan so’ng patrubka orqali karobkaga quyqa yig’iladi. Bu yerda
quyqa bug’ bilan qayta ishlanadi va kondensat bilan birga konus orqali
changa chiqarib yuboriladi. Qaynatish jarayonida 20 kg quyqaga 1 kg
bug’ sarf bo’ladi.
Ejektorli usul bilan kazein ishlab chiqarish uchun mo’ljallangan
qurilma bijg’itish uchun vanna, bug’ga chidamli apparat, quyqani qayta
ishlash uchun qabul qiluvchi vanna va yuvuvchi qurilmadan tashkil
topgan. Qabul qiluvchi vannada zardobni ajratish uchun matoli filtr
o’rnatilgan. Qaynatilgan kazeinni yuvish uchun yuqoridan sovuq suv
beriladi. Buning uchun bug’li soploni oxiri bilan chiqarib yuboruvchi
konussi boshi oralig’ida bug’ bosimiga qarab 7-12 mm dan oshmasligi
kerak.
Kislotali kazeinni ejektorli usulda qayta ishlashda
yog’sizlantirilgan sutni bujg’itish 25-35° da, 3-5% li achitqi kirgizib,
yog’sizlantirilgan sutdan tayyorlangan. Bijg’itishni tezlashtirish uchun

13
bijg’itish temperaturasini oshirish va kiritilayotgan achitqini miqdorini
oshirish kerak.
Quyqani rangsiz zardob ajralguncha ya’ni yuqori zichlikkacha
olib boriladi. Bunda uning kislotaligi 80-90° bo’ladi. Keyin quyqaning
ustidan 0,5 sm qalinlikdagi qatlami olib tashlanadi va ejektorlashga
kirishiladi. Buning uchun yuviladigan changa metal setka va mayda
teshikli serpyanka, uning ustidan kazeinni suv bilan yuvganda mayda
zarrachalarni ushlab qolish uchun dumaloq shaklli bo’z o’rnatiladi.
Ejektorning chiqaruvchi yengidan o’rnatiladi, undan dumaloq
shaklli bo’zga tushadi. Bug’li ventil ochiladi va bijg’itish uchun
mo’ljallangan vanna tomonga qarata sekin chiqaruvchi kran
aylantiriladi, ejektorga quyqa berilishi nazorat qilinadi. Ejektorga
quyqani spiral shlang orqali beriladi. Maydalangan quyqa bug’ bilan
changa tashlanadi, u yerda quyqa yuviladi. Zardob uchun chiqaruvchi
ventil va yuvuvchi chan qaynatilish vaqtida ochiq bo’lishi kerak.
Ejektorlash vaqtida qaynatilish temperaturasi 57-58º bo’lishi
kerak. Qaynatishning yuqoriroq haroratlarida quyqani qizib ketishi va
kazeinni erish darajasi pasayishi kuzatiladi. Pastroq haroratlarda esa
donning yaxshi quritilishiga erishib bo’lmaydi. Qaynatish
temperaturasini quyqani ejektorga berilishini o’zgartirish bilan nazorat
qilinadi. Agar quyqa yetarli darajada qurimagan bo’lsa 50-53º quritish
temperaturasida, chiqarish ventili zardob uchun berkitiladi, donlar
yuvilgunga qadar zardobda yana 15-20 minut turishi uchun.
Master Borodina bijg’itilgan yog’sizlantirilgan sutga 20% gacha
shu haroratdagi suv qo’shishni taklif etgan, chunki aralashtirilganda uni

14
haroratini 32-33º bo’lishi uchun. Bunda quyqani kislotaligi 50-60°
gacha olib boriladi.
Borodina usuli bilan ishlangan kazein kam yog’lilik, zollilik va
kislotalikka ega bo’ladi. Bunda kazeinning eruvchanligi oshadi.
Sijukli kazeinni ejektorli usulda qayta ishlashda 35-40º da sijuk
fermenti kiritiladi, bijg’itish 25-30 minut davom etishini hisobga olgan
holda. 100 kg sutni chiritish uchun 1gr sijuk fermenti yoki 2,5 gr pepsin
kerak bo’ladi. Ferment solingunga qadar 100 kg sutga 100 ml 40% li
kalsiy xlorid solish tavsiya etiladi. Quyqa pishloq ishlab
chiqariladigandagi quyqaga nisbatan ko’proq elastik, kam qattiqlikka
ega bo’lishi kerak. Hosil bo’lgan quyqa darrov ejektorga yuboriladi.
Ortiqcha bo’lmasligi uchun ejektorlashni quyqa oxirigacha hosil
bo’lishini kutmasdan boshlash kerak. Shu maqsadda yog’sizlantirilgan
sutni bir chanda shunday miqdorda chiritiladiki, uni qayta ishlash 20
minutdan oshmasligi kerak. So’rilish jarayonini osonlashtirish uchun
quyqani kesish mumkin. Ejektorlashni huddu kislotali chiritishdagidek
olib boriladi.
Ejektorlashdan so’ng ham kislotali ham sijukli kazein yuviladi va
keyingi qayta ishlash jarayonlariga yuboriladi.
Kazeinni donador usulda ishlab chiqarish
Donli usulning ahamiyati kazeinni nordon zardob, pepsin yoki
sichukli ferment bilan tezda cho’ktirilishidadir. Bunda kazein
cho’ktiriladi, bir xildagi qumaloqlar paydo qiladi va donlarni eslatadi.
Shundan kazeinning donador nomi kelib chiqqan. Donador kazein
oddiy kazeinga nisbatan 30-35% kamroq yog’ saqlaydi va bir xil

15
strukturaga ega bo’ladi. Bundan tashqari donador usulda kazein ishlab
chiqarish uchun kamroq vaqt sarflanadi.
Donador usulda kislotali kazein xom-ashyosini olish uchun
oldindan yetarli miqdorda nordon zardob tayyorlab olish kerak. Chan
idishlari nordon zardob uchun shunday bo’lishi kerakki, zavod doimiy
zahiraga ega bo’lishi kerak kelayotgan yog’sizlantirilgan sutning
miqdoridan 50% dan kam bo’lmagan bo’lishi kerak. Bu miqdorning ¾
qismi kazein cho’ktirish uchun, qolgan qismi esa yangi zardobga
quyish uchun achitqi vazifasini o’taydi. Zardobning kislotaliligi 160-
200° bo’lishi kerak, bunga bakteriyali achitqi – streptokokli yoki
bolgar qalamchalari qo’shib erishiladi. Zardobni 35-40º da 2-3 kun
davomida bijg’itiladi. Bakteriyali achitqini zardobga oyiga 1-2 marta
qo’shiladi.
Qayta ishlashga yuborilayotgan yog’sizlantirilgan sutni filtrlanadi
va chanlarga cho’ktirish uchun yuboriladi, bunda suyuqlik idishning
60-65% ini to’ldirishi kerak. Yog’sizlantirilgan sutdan ko’pik
olingandan so’ng, 34-35º da yog’sizlantirilgan nordon achitqi
qo’shiladi. Pastroq haroratlarda oqsil yomon cho’kadi va ko’p
miqdorda achitqi talab qilinadi. Yuqori haroratlarda esa ortiqcha katta
qumaloqlar paydo bo’ladi, bunda ular ko’p yog’ o’ziga qabul qiladi va
yomon yuviladi.
Kazeinni cho’ktirish uchun ketadigan zardob sarfini kamaytirish
uchun yog’sizlantirilgan sutni kislotaliligini 35-40° gacha oshirish
kerak. Tayyorlangan yog’sizlantirilgan sutga nordon zardobni
portsiyalab quyiladi. Zardob miqdorini uning kislotalilik darajasidan va
yog’sizlantirilgan sutning kislotalilik darajasidan kelib chiqqan holda

16
qo’yiladi. Kazein ko’proq cho’ktiriladi agar zardobning kislotaliligi
kotelda 62-70° va 4,6 - 4,7 pH da kazeinning izoelektrik nuqtasiga
to’g’ri keladi.
Qo’shiladigan zardobning miqdori quyidagi formula bilan
aniqlanadi:
X=m(a-b)/c-a
Bu yerda,
x- zarur bo’lgan achitqi miqdori, l da;
m- yog’sizlantirilgan sut miqdori, l;
a- chandagi yog’sizlantirilgan sutning talab qilingan kislotalilik
darajasi (62-70° );
b- zardob qo’shilgungacha bo’lgan yog’sizlantirilgan sutning
kislotalilik darajasi;
c- qo’shiladigan zardobning kislotaliligi;
34-35º gacha qizdirilgan zardobni yog’sizlantirilgan sutga leyka
orqali ingichka oqim bilan quyiladi. Zardob 8-10 minut davomida
doimiy aralashtirib turib sekin quyiladi.
Kazein ko’rinishida cho’kadi va chanda rangsiz zardob ajraladi,
shunda nordon zardob quyish to’xtatiladi. 10 minutdan so’ng
aralashtirish to’xtatilmasdan zardobdan namuna olinadi va
filtrlangandan so’ng tashqi ko’rinishidagi zichligiga qarab cho’ktirilgan
kazein aniqlanadi. Agar zardob xira bo’lsa, nordon zardob qo’shish
davom ettiriladi.
Kazein donlarini to’liq cho’kishiga vaqt beriladi, 35-40% zardobi
to’kib tashlanadi, aralashtirish boshlanadi, quyqani yaxshiroq quritilishi

17
uchun yana nordon zardob qo’shiladi zardobning kislotaliligi kotelda
62-70° bo’lguncha. Qizil rang kazeinni to’liq cho’kkanini bildiradi.
Shundan so’ng donlarni yana 10-15 minut aralashtiriladi
mustahkamlash uchun, qo’lda siqilganda yopishqoqligini
yo’qotguncha.
Donador kazeinni ishlab chiqarishda ikkilamchi qizdirish amalga
oshirilmaydi. Agar kam zollilikka ega bo’lgan kazein olish talab
qilinsa, unda qayta ishlangandan so’ng nordon zardobda yana 2 soat
ushlab turiladi. Bunda sut kislota kazeindan qolgan kalsiyni ajratib
oladi. Shuni ham e’tiborga olish kerakki, pH zardobda uzoq saqlash
oqsilning izoelektrik nuqtasidan past yumshashga va kazeinli massani
ishishiga olib keladi. Kazein donlari zardobda yana yaxshiroq qurishi
uchun ushlab turiladi. Bunda oqsil cho’ktirishda nordon zardobni
ikkinchi marta qo’shish talab qilinmaydi. Bunda nordon zardobning
sarfi kamayadi.
Donador kazein olish usuli bilan yana sichukli kazein ham olish
mumkin. Buning uchun ejektorli usuldagidek yangi yog’sizlantirilgan
sut 30-35º haroratda ferment bilan cho’ktiriladi, lekin quyqa hosil
bo’lgunicha oborilmaydi, cho’kishlarning birinchi alomatlarida 12-15
minutdan so’ng ferment qo’shilgandan keyin qayta ishlashga
kirishiladi. Hosil bo’layotgan quyqani avval sekin aralashtiriladi, keyin
temperatura tezlashtiriladi va yashilroq – sariq zardob ajralib
chiqquncha qayta ishlash davom ettiriladi. Bunda kazein donlarni hosil
qilib yopishadi.
To’liq oqsil koagulyatsiyasi tugashiga 8-10 minut qolganda
aralashtirish davom ettiriladi va quritish uchun ikkilamchi qizdirish 58-

18
60º gacha amalga oshiriladi. Undan yuqori haroratlarda qaytarib
bo’lmaydigan oqsil denaturatsiyasi vujudga keladi, kuchsiz ishqorlarda
kazein eruvchanligini kamaytiradi. Ikkilamchi qizdirishni sekin
boshlash kerak, donlardan zardob chiqishini to’xtatib qo’ymaslik
uchun. Qizdirish vanna yengidan bug’ chiqarish orqali amalga
oshiriladi yoki zardobning bir qismi quyib olinadi va 70-75º gacha
qizdiriladi va yana changa quyiladi. Zardobni yog’sizlantirilgan sutning
massasini 40% ga teng miqdorda quyib olinadi.
Qaynoq zardobni donlarni pishib qolishini oldini olish uchun.
Pishirish odatda 30-35 minut davom ettiriladi. Bunda donlarni tez va
shiddat bilan aralashtiriladi. Chunki qizdirilgan sari donlarni
yopishqoqoligi oshib boradi.
Qizdirilgan don quritish uchun va yopishqoqligini yo’qotish
uchun 10-15 minut aralashtiriladi. Agar donlar uzoq vaqt yopishqoq
holda bo’lsa, unda changa 5% gacha sovuq suv qo’shiladi. Tayyor
donlarni cho’kish uchun qoldiriladi, zardob to’kib olinadi va yuviladi.
Donador usul yana kazeinni oltingugurt va solyan kislotalar bilan
cho’ktirishda ham qo’llaniladi. Buning uchun 3,5% li texnik solyan
kislota yoki 5% li oltingugurt kislotasi ishlatiladi.
Kislotani qizdirilgan yog’sizlantirilgan sutga quyiladi. Uni
kamroq ishlatish uchun zardob shaffof bo’lishi bilan zardobning yarmi
olib tashlanadi va yana pH 4,6 - 4,7 gacha bo’lgan kislota qo’shiladi.
Kislotani ko’p qo’shishga yo’l qo’ymaslik kerak, chunki u kazein
shishini keltirib chiqaradi.
Donlar yaxshi yetganda kazeinni cho’ktirish tugadi deb
hisoblanadi. Ikkilamchi qizdirish amalga oshirilmaydi. Solyan

19
kislotasiga qaraganda oltingugurt kislotali kazeinda zollar ko’proq
bo’ladi, chunki cho’ktirilganda hosil bo’lgan donlar erimaydigan
kalsiyni o’ziga biriktirib olinadi.
Kazein ishlab chiqarishning oddiy usuli
Oddiy usulda kazeinni ferment yoki bakteriyali achitqilar bilan
cho’ktiriladi. Yo’g’sizlantirilgan sut quyqa hosil bo’lguncha va quyqani
huddi pishloq ishlab chiqarganidagidek qayta ishlanadi. Bu usulda kam
kazein chiqadi, ko’proq yog’ donlarga o’tadi, ko’pincha bir xil
bo’lmagan donlar hosil bo’ladi. Bundan tashqari bu jarayon nisbatan
uzoq davom etadi.
Kislotali kazein xom-ashyosi --- yoki 3-5% li achitqi kiritish bilan
25-35ºC da quyqani kislotaliligini 75-90 ̊ gacha oborish bilan oddiy
usulda olinadi. Quyqa bo’lishi va toza zardob ajralishi kerak.
Ustki qatlam olib tashlangandan so’ng quyqani pichoq bilan
kesiladi yoki reshetka bilan kubiklari to’g’ri formada o’lchami 1,5-2
sm. Keyin zudlik bilan ikkinchi qizdirishga kirishiladi 45-50º gacha
haroratning oshishi 1 minutda 1º ga oshishini hisobga olib. Qizdirishda
donlarni ehtiyotkorlik bilan aralashtiriladi, kazeinli chang hosil
bo’lmasligi uchun. 45-50º ga yetganda donlarni maydalash davom
ettiriladi 5-6 mm kattalikka ega bo’lguncha 8-12 minut davomida.
Donlar kerakli o’lchamga yetganda keyin qayta ishlashni instrumentda
davom ettirladi, tayyor bo’lguncha aralashtirib. Bu vaqtga kelib harorat
60-65º ga ko’tariladi va donlarni birlashtirish uchun zardob chiqarib
yuboriladi.
Sichukli kazein xom-ashyo olishda oddiy usulda qayta ishlash
texnikasi. Yog’sizlantirilgan sut ferment bilan 35º da sut quyqani oddiy

20
donlarni o’lchami 5 mm bo’lguncha. Ikkinchi qizdirish 58-60º gacha
yetkaziladi uzluksiz donlarni aralashtirib. Aralashtirish ikkinchi
qizdirishdan so’ng 15-20 minut davom ettiriladi donlarni yopishqoqligi
yo’qolguncha. Agar donlar uzoq vaqtgacha yopishqoqligi yo’qolmasa
5% sovuq suv qo’shiladi.
Kazeinni quritish va qayta ishlash.
Cho’ktirilgan kazein biriktirib olgan zardob bilan uning sifatini
tushiruvchi ko’plab yot moddalar saqlaydi. Ularni yo’qotish uchun
kazein yuviladi. Kazeinni yuvish uchun ishlatiladigan suv toza bo’lishi
kerak, shaffof, hidsiz va 1 l suvda 2 mg dan ko’p bo’lmagan temir
moddasi saqlashi kerak. Temir tuzlari kazeinga adsorbsiyalanadi va
unga tus beradi. Karbonat tuzlarini yuqori miqdori ham tavsiya
etilmaydi, kazein shishini keltirib chiqaruvchi. Suvning qattiqligi 5°
dan yuqori bo’lmasligi kerak. Yuqori qattiqlikdagi suvni oltingugurt
kislotasi bilan neytrallanadi va filtrlanadi.
Suv filtrlanadi, zarur bo’lganda qaynatiladi. Kazein 3 marta
yuviladi. Birinchi yuvishda 35º haroratli suv ishlatiladi. Bunday
haroratda zardob yaxshi yuviladi, kazein don. Keyingi yuvishlarda 8-
10º li sovuq suv ishlatiladi. Ikkinchi va uchinchi yuvishlardagi past
haroratlarda kazein sovishiga erishiladi va yopishqoqligi. Har bir
yuvishga yog’sizlantirilgan sutning miqdorini 20-25% ga tengi
sarflanadi. Donlarni yuvishda ularni suvda aralashtirib turib 5-10 minut
ushlab turiladi.
Kazeinni ejektorli usulda olishda uni chanda yuviladi, reshetka
o’rnatilgan, ejektordan chiqadigan kazein kelib tushadi. Chan tepasiga

21
dushli moslama o’rnatiladi. Chandagi suvni, reshetkadan oqib
tushuvchi bug’ oqimli nasos bilan yo’qotiladi, reshetka tegida vakuum
hosil qiladi, buning oqibatida kazeinni yuvish tezlashadi.
Bug’ oqimi nasosni ishlashi uchun chiqaruvchi ventilni yopiladi
zardobni yo’qotish uchun va ventil ochiladi chiqarish uchun ----
yuviluvchi suv nasosning konussimon karobkasidan. Bunda bug’li
ventildan nasosga bug’ chiqariladi. Birinchi sovuq yuvishdan so’ng
yuvuvchi chandan olib tashlanadi va oxirgi yuvishni usiz olib boriladi.
Kazein olishning boshqa usullarida yuvishni huddi usha chan yoki
vannalarda olib borsa bo’ladi, kazein cho’ktirilgan.zardob
yuvilishgacha chiqarib tashlanishi kerak. Har bir yuvilishdan so’ng
suvni chandan chiqarib yuboriladi.
Separator bo’limlaridan keladigan donli kazeinni yetarli zichlikka
ega bo’lmagan donga iliq suv solib va 30-40 minut aralashtirgan holda
ushlash kerak va so’ngra oddiy yuvishga yuborish kerak.

22
Asosiy uskunaning
ishlash prinsipi

23
Asosiy uskunaning ishlash prinsipi
Yuvilgan kazein sitsada 80% gacha suv saqlaydi, asosiy qismi
ustki qismini donlarni va oson yo’qotiladi sentrafugalashda yoki
presslashda. Bu kazeinni keyingi quritilishini osonlashtiradi. Sentrafuga
aylanuvchi baraban tashkil topgan.
Yuvilgan kazein filtrlaydigan xaltalarga solinadi, tayyorlangan,
sentrafuga barabaniga solinadigan. Sentrafugaga bir vaqtning ozida 20-
50 kg gacha sirtsa solinadi. Baraban aylanganda suv kazeindan ajraladi
va xalta matosidan baraban devoridagi teshiklardan chiqib ketadi va
umumiy yig’uvchiga oqib tushadi. Sentrafugalash 5-6 minut davom
etadi, bunda deyarli hamma ustki namlik ajraladi, shundan kazein sirtsa
tarkibidagi suv 55-60% ga tushadi. Sentrafugalar 100-600 l hajmli
baraban, diametri 600-1200, balandligi 400-600 mm, 5 dan 8 kvt gacha.
Sirtsani suvsizlantirish uchun yoki vintli presslarni ishlatish
mumkin. Kazeinli presslar shunday yasaladiki, bunda presslash yupqa
qatlamlarda amalga oshishi kerak. Presslashdan oldin kazein sirtsani
serpyankaga solinadi, suv oqishi uchun va keyin presslanadigan
xaltalarga solinadi, ularni pressning siquvchi reshsetkasiga qo’yiladi.
Plast qalinligi xalta ichidagi kazeinning 10-12 sm dan oshmasligi
kerak.
Press tagiga bir nechta qoplarni ustma – ust joylashtirish mumkin,
yog’och prokladkalar bilan ajraatib. Pressning bosimi donlarni holatiga
qarab o’rnatiladi; u o’rtacha 100 sm2 yuzaga 15-20 kg to’g’ri keladi.
0,5-1 soatdan so’ng donlarni aralashtiridi. Presslash to’g’ri amalga
oshirilganda donlar, lekin yopishmaydi. Odatda presslash 2-3 soat

24
davom etadi, bunda presslashning oxirida suv ajralmaydi. Bundan uzoq
vaqt presslash, bakteriyali jarayonlar rivojlanishi bilan xavflidir.
Presslashda haroratni 15-18º da ushlab turish maqsadga muvofiqdir.
Presslangan yoki sentrafugalangan kazeinni kazein qirg’ichli
mashinada maydalanadi yoki kataklarini o’lchami 4-5 mm li setkadan –
otkaziladi. Kazein qirg’ich aylanadigan yog’ochli bunkerdan tashkil
topgan, pastki qismi esa metall setka bilan yopilgan. Bu setkadan
bunkerga sepiladigan kazein ishqalanadi. Kazein qirg’ichda 50 mm
uzunlikdagi valik bilan soatiga 200 kg kazein maydalash bo’ladi.
Kazein qirg’ich 560x539 mm asosdan tashkil topgan, balandligi 970
mm, valik uzunligi 400 mm.
2 ta tishli valikdan tashkil topgan maydalagich, qarama-qarshi
yo’nalishda aylanadigan. Valiklar tegiga reshetka o’rnatildi. Kazein
bo’laklari valik tishlari bilan ushlab qolinadi, maydalanadi va reshetka
orqali eziladi. Bunday maydalagichning ishlab chiqarish quvvati 240
kg/soat, o’lchamlari mm da: uzunligi 650, eni 525, balandligi 970.
Zavodlarda yuqori yog’likka ega bo’lgan kazein sirtsani
Sheveleva usuli bilan qayta ishlanadi. Buning uchun kazein sirtsa
markaziy zavodda 1-2 marta yuviladi 3 barobar ko’p suv bilan, 10-12º
da. Suvning ishqorligi 2-3̊ dan oshmasligi kerak. Kazein yuvilgan suv
bilan birgalikda ejektordan chiqishdagi harorat 55º. Ejektorlash vaqtida
sirtsa va suv aralashmasi aralashtiriladi, donlarning ejektorga bir xilda
kelishini ta’minlash uchun. Ejektorlash natijasida kazein yog’ining bir
qismini yo’qotadi. Ejektorlash nihoyasiga yetayotganda kazein 2 marta
25-30 va 10-12º haroratlarda yuviladi. Oxirgi qayta ishlash oddiy
bo’ladi.

25
Kazeinni quritish
Kazeinni standart namlikka ega bo’lishi uchun quritiladi (10-
12%). 10% kam namlikka tushirish besamaradir, chunki kazein
namlikni o’ziga tez yutadi holatgacha (12%). Quritish davomida kazein
og’irligi 2 marta kamayadi. Kazein maxsus quritgichlarda yoki
quyoshda quritiladi.
Kazein quritgichlarning turli xil konstruksiyalari bor, lekin barcha
jarayonlarda quritish quruq qizdirilgan havo bilan amalgam oshiriladi.
Quritgichlar ishlash prinsipiga ko’ra davriy va uzluksiz bo’ladi.
Davriy ishlaydigan quritgichlarda kazeinni amalga oshiriladi va
quritgichni konstruksiyasiga qarab quritish jarayoni bir necha soat
davom etadi. Uzluksiz ishlaydigan quritgichlarda kazein katta
bo’lmagan portsiyalarda uzluksiz uzatiladi va quruq kazein ham
uzluksiz chiqadi.
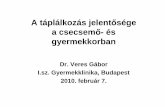
Shkafli bug’li quritgich Molpromproekta tashkil topgan 2ta
seksiyali quritish kamerasidan, tortuvchi ventilyator, reversiyali
karobka va 2 ta kaloriferdan – reversiyali karobka va qurituvchi kamera
tagida joylashgan. Quritgich o’zida bir necha yarusli ramalardan setka
tortilgan tashkil topgan. Ramalar 5-10 sm uzoqlikda bir-biridan
joylashgan. Havo ramalar orasidagi kameraga yo’naltiriladi, oldindan
bug’li kaloriferda va tashqarisiga chiqadi. Yo’nalishi havoni
ventilyatorda amalga oshiriladi, asosan kamerani tepasida joylashgan
bo’ladi.
Havoni yo’nalishi reversiyali karobka bilan o’zgartirilishi
mumkin. Havoni, agar ventilyator so’ruvchi trubaga o’rnatilgan bo’lsa,
chap seksiya amalga oshiriladi va sovuq havo, yuqoridagi kaloriferdan

26
o’tib va unda qizib, reversiyali karobkadan o’ng seksiyaga o’tadi. Bu
yerda havo namlikni yutib, havo quyi kaloriferda qizib oladi va chap
seksiyadan o’tib, ventilyatorda yo’qotiladi.
1-rasm. 1-kamera; 2-ventilyatsionna-kaloriferli qurilma; 3-ventilyator; 4-
elektrodvigatel; 5-kalorifer; 6-vozduxovod nagnetatelniy; 7-vozduxovod namlangan havoni; 8-
drossel-klapan otkidnoy; 9-drosseliruyushiy klapan ovalniy; 10-drosseliruyushiy klapan
pryamo-ugolniy; 11-truboprovod; 12-zaporniy ventil; 13-kondensatsionniy gorshok; 14-
predoxranitelniy klapan; 15-telejka; 16-kazein uchun ramka; 17-kontrprivod; 18-manometr;
19-reduksionniy klapan; 20-termometr; 21-psixrometr.
Quritish boshida havo tez sovutiladi kazeindan va past harorat
bilan va yuqori namlik bilan ketadi, lekin qizish darajasi kazeinni havo
kam issiqlik beradi va issiq bo’lib ketadi va nisbiy namlik kam bo’lib.
Shuning uchun ortiqcha issiqlik sarfini kamaytirish uchun quritish
so’ngida kaloriferga keladigan bug’ oqimi kamaytiriladi. Quritgich past

27
bosimli bug’ (0,5 atm) uchun mo’ljallangan. U hohlagancha kameralar
miqdori bilan komplektlangan bo’lishi mumkin. Quyidagi jadvalda
bug’li quritgichlarning texnik xarakteristikasi berilgan.
Ko’rsatkichlar
Quritgich
ВНИМИ
Сут ишлаб
чиқариш
лойиҳаси
Bir kamerali Ikki kamerali
Производительность
по испаренной влаге
в кг/смену
50
100
45
Quritish davomiyligi,
soatlarda 3,5 3,5 3,3
Ramalar soni
1000Х800 o’lchamda,
mm
36
72
34
Kalorifer qizish
yuzasi, м2 da
28,8
57,6
21,6
Elektrdvigatelga talab
etilgan quvvat, kvt da
0,52
1,04
0,4
Kaloriferdagi bug’
bosimi, ati da
0,5-3 0,5-3 0,62
Kaloriferdagi bug’
sarfi, kg,soat da
31 52 21

28
Quritgich o’lchami,
mm da:
Uzunligi
Kengligi
Balandligi
2020
1470
1900
4000
1470
1900
2750
1490
2915
Katta bo’lmagan zavodlarda ognevoy quritgich VNIMI. Ularda
havoni qizdirish tutunli gazlar yordamida amalga oshiriladi maxsus
kanallarda, pechning g’ishtli. Quritish uchun havo maxsus lyuklardan
oldingi tomondan, gorizontal qo’yilgan qizib, va yuqoridagi
ko’tariladi, quritish kamerasiga tushadi. Havo yuqoridagi havo
chiqargich orqali chiqadi.
Производительность
по испаренной влаге
в кг/смену
30 50 65 100
Kameradagi bo’limlar
soni
2 3 4 6
Ramalar soni
1000Х800
o’lchamdagi, mm
32 48 64 96
Длительность сушки
в час
8 8 8 8
Поверхность нагрева
стенок калорифера в
м2
8 12 16 24
Расход дров на 1 кг
испаренной влаги в
1,2 1,2 1,2 1,2

29
kg
O’lchami, mm:
длина
высота от пола
4250
2520
5480
2520
4250
2520
5480
2520
Uzluksiz ishlaydigan quritgichlardan barabanli quritgich VNIMI
ahamiyatga ega. U o’zida gorizontal metal baraban izolyatsiyali,
aylanish tezligi 2-4 ayl/min tashkil etadi. Barabanni bir tomonidan
kazein xom ashyosi kelib tushadi. Baraban qiya qilib qo’yilgan, kazein
harakatlanishini ta’minlaydi. Kaloriferdan chiqadigan havo 1-1,5 m/sek
tezlik bilan haraktlanib baraban ichida kazein harakatiga parallel
ravishda va ventilyator yordamida tortuvchi dan chiqarib yuboriladi.
Quritish 45-50 minut davom etadi 90-100º da.
Производительность по испаренной
влаге в кг/час
15,6
Поверхность нагрева калорифера в м2 43,2
Расход пара при давлении 0,2 ати в
кг/час
37
Производительность вентилятора в
м3/час
1130
Погребная мощность в л.с 1
Размеры сушилки в мм:
длина
Диаметр
4600
824

30
Uzlukli ishlaydigan quritgichlarda kazeinni solinadi. Uzlukli
ishlaydigan quritgichlarda havoning harorati 60º dan oshmasligi kerak,
ustki qavatda korka hosil bo’lmasligi uchun bug’lanishni
sekinlashtiruvchi. Uzoq quritishda va yuqori haroratda kazeinni bo’lishi
mumkin, donlar kuyishi, eruvchanlik pasayishi. Bu ko’pincha quritgich
ventilyatsiyasi yaxshi ishlamaganda uchraydi.
Quritish jarayonida avval donlar har 0,5 soatda aralashtirib
turiladi, keyin 1 soatdan keyin qumaloqlar ishqalanadi. Qurib
borayotgan donlarni ramadagi issiqlik manbaiga yaqinroq qo’yish
kerak, yangi kazeinli ramalar esa past haroratli zonalarga. Bunday
ramalarni quritish davomida 2-3 marta bajarish kerak. Reversiyali
karobka quritgichlarda ramalarni ham bo’ladi, lekin vaqti – vaqti bilan
havo yo’nalishini o’zgartirib turish kerak. Quritilgan donlar 10-12%
suv saqlashi kerak va qattiq bo’lishi kerak.
Quyoshda quritish kazein sifatiga ijobiy ta’sir ko’rsatadi, yana
kazein oqaradi. Kazeinni quyoshli quritish uchun yo’ldan uzoqda va
shamol esadigan tarafdan daraxtlar yoki devor bilan himoyalangan
maxsus maydon tanlanadi. Maydonda sharqdan g’arbga qaratilib 0,7-
0,8 m balandlikda bruslar parallel joylashtiriladi. Har juft bruslar
quyosh tarafga og’diriladi; quyosh tarafdagi brus 8-10 smga pastroq
joylashishi kerak. Yomg’ir yog’ganda bruslarni panaga olish uchun
naves bilan yopilgan maydoncha bo’lishi kerak.
Donlar yupqa qatlam (0,5 sm) qilib bruslardagi matoga yopiladi.
Kazein quritish ramasi parusini yoki faneradan tayyorlanadi. Mato
maxsus plankalar yordamida ramkaga maxkamlanadi. Planka arqon
bilan maxkamlanadi. Bu ish uni yechib yuvish uchun qilinadi. Donlar

31
vaqti – vaqti bilan aralashtirib turiladi. Quritilish vaqti 8-12 soat.
Quritilib ulgirmagan kazein ertasiga quritiladi. Kazeinni quritishni
zavodni ichida amalga oshirish kerak, bu bilan yaxshi sifatga erishiladi.
Kazein sires quritishdan oldin, suv bilan chayiladi, qo’shimcha
preslanib elanadi.
Tayyor quritilgan kazein standart elaklardan (10 va 5 mm)
elaklanadi, 2-3 soatdan kam bo’lmagan holda sovutiladi, analizlardan
so’ng uni taxta idishga upakovkalaguncha saqlanadi.
Kazein xom-ashyoni konservalash
Kazein sires tez buziladi, ishlab chiqarishda sifatni saqlash uchun
uni konservalash lozim. Quyidagi konservalash usullaridan
foydalaniladi.
Тaxta tarani, qayta ishlatishdan oldin, 75-80º li issiq havo bilan
ishlov beriladi, bu kazeinni ambarniy klesh, kuya va boshqa zarar
kunandalar bilan buzilishini oldini oladi. Xaltalar sovun va soda bilan
yuvilib, qaynatiladi va quritiladi.
Xaltalarga joylashtirilgan kazeinni nazoratdan o’tkaziladi,
shuning uchun xaltalarni og’zi tikib qo’shish boylab qo’yiladi.
Yashiklarda, bochkalarda va xaltalarga biriktirilgan birkalarga
markirovka tortiladi, unda maxsulotni turi va sorti, sof og’irligi zavod
nomeri, joy nomeri, ishlab chiqarilgan sana, master familiyasi yoziladi.
Kazeinni saqlash
Yaxshi quritilgan kazein quruq joyda uzoq vaqt saqlanishi
mumkin. Hona namligi 80% dan yuqori bo’lmasligi kerak. Saqlash
harorati uzluksiz 10º atrofida bo’lishi kerak. Xona oqlangan bo’lib, poli

32
sement yoki asfaltlangan bo’lishi kerak. Skladdan foydalanishdan oldin
u yerda zarar kunandalar yo’qligini tekshirish kerak. Xonaning namligi
va haroratini balandligi unda kleshlar ko’payishiga sharoit yaratadi.
Kazeinda zarar kunandalar topilsa, xona va kazein
zararsizlantiriladi, buning uchun kazein 4-6 soatga 55-65º da sushilkada
quritiladi va toza, dezinfeksiyalangan taraga joylaniladi. Hona 10-12%
li kaustik soda aralashmasi yoki 8-10% li temir kuporosi aralashmasi
bilan dezinfeksiya qilinadi. Zararsizlantirilgan hona shamollatiladi,
quritiladi va oqlanadi. Skladga kelib tushgan kazein shtabelga joylanadi
va sort bo’yicha ajratiladi. Nam tortib qolmasligi uchun qoplar
poddonga joylanadi. Shtabellarni joylashtirganda orasidan o’tish uchun
80 sm oraliq qoldiriladi. Uzoq saqlanganda vaqti – vaqti bilan kazeinni
namligi tekshirib turiladi, agar namligi 14%, kazein quritilishi kerak.
Xonaning nisbiy namligini tushirish uchun ventilyatsiyani kuchaytirish
kerak va nam ob – havoda pechkani yoqish kerak.
Kislotali kazein ejektor usul bilan ham olish mumkin, buning
uchun yog’sizlantirilgan sutga 3-5% bacterial achitqi tomizib, 80-90̊ T
kislotalik darajasiga yetkaziladi. Ejektorlashda kazein 57-58º gacha
isitiladi va qaynatilgan donlar zardobda 15-20 minut ushlanadi va keyin
chayiladi.
Sijukli kazein ishlab chiqarishda sut ferment yordamida 37-38º da
va hisob kitob asosida 100 l sutga sutga 100 ml 40% li kalsiy xlor
aralashmasi bilan achitiladi, keyin texnik usul singari kazeinga ishlov
beriladi.
VNIMI – kazeinni o’tkazish uchun 1l sutga 1g CaCl2 ni qo’yib,
85-95º ga qizitishni maslahat beradi. Bu xolat kazeinni yuqori sonda

33
kalsiy va fosfor, shuningdek albumin va boshqa oqsillarga boyitadi, bu
uni oziqaviy qiymatini ko’taradi va mahsulotni chiqishini 5-10%
ko’taradi. Kazeinni 3 marta 35, 20 va 10º li suv bilan 10-15 minut
ushlab turish bilan 2 soatdan ortmasdan presslanadi, bu mikroflora
ko’paymasligi uchun, shuningdek press bosimini 100 sm2 ga 20-25 kg
yetkazishadi. Kazeinni 55-60º da 6-8 soat davomida quritiladi. Ishlab
chiqarishda suvda eruvchan kazeinni maydalangandan so’ng
(dvuklekisliy soda) bilan ishlov beriladi. Donlarni namligi 60% dan
oshmasligi kerak. Sodani sonini kazeinni kislotalik sonini 40º ga
tushirish hisobidan olinadi.
X=a(b-40)0,084
Bu yerda: x-dvuklekisliy sodani miqdori, g;
a- kazein sires miqdori, kg;
b- kazein sires kislotalik miqdori
Kazeinni (tvorogomesilka)da neytrallashtiriladi, u yerda kazein
soda bilan 40-50 minut aralashtiriladi, bu xol donlarning katta oq
yadrolari yo’qolib aralashma yarim shaffof bo’lmagunicha davom
ettiriladi. Kazein quruq xolda bo’lishi lozim. Uni 4-5 mm teshikli
elakda elanadi va quritiladi, avval 30-40º da, keyin 55º da quritilish
davomiyligi 6-8 soatdan oshmasligi kerak.
Qadoqlashdan avval kazein magnitli tutqichdan o’tkaziladi. Keyin
(riflennie valci) dan katta donlarni maydalash uchun o’tkaziladi va ko’p
martta (gladkiy valc) orasidan o’tkazib, 0,25 mm2 teshikli elakda elanib
toza bochka yoki ikki qavatli qoplarga solinadi.

34

35
Mahsulot
hisobi

36
Mahsulot hisobi
1 kg sutda 3-3,8% oqsil hosil bo’ladi. O’rtacha 3,5% oqsil chiqadi.
Oqsilning 80% i kazein qolgan 20% esa globulin va albuminlar tashkil etadi.
Shundan kelib chiqip 1 kg sutdan qancha kazein chiqishini hisoblaymiz:
3,5 – 100%
X = 80%
X = 2,8
Demak, 1 kg sutdan 24-30 gr kazein hosil bo’ladi. O’rtacha 28 gr.
Nazariy hisoblaganda, 1000 gr sutdan 150 gr tvorog va 850 gr sut zardobi
hosil bo’ladi. Lekin amaliy yo’qotishlarni hisobga oladigan bo’lsak o’rtacha 800
gr sut zardobi hosil bo’ladi.

37
Kazein ishlab chiqarish texnologiyasining prinsipial sxemasi
Tarozi ⇓
Bak ⇓
Reginirator ⇓
Qaymoq uchun vanna ⇓
Sutni yog’sizlantirish uchun nasos ⇓
Separator ⇓
Qaymoq uchun nasos ⇓
Kazein uchun vanna ⇓
Kazeinni yuvish uchun vanna ⇓
Kazein uchun stol ⇓
Presslangan kazeinni quritish

38
Texnologik sxema izohi Tarozi – mashinalarda keltirilgan sut tarozilarda
Bak – o’lchangan sut baklarga joylashtiriladi. Reginirator – reginirator yordamida sut qaymoq yig’ish vannalarga yuboriladi.
Qaymoq uchun vanna – sutdan ajratib olingan qaymoq shu yerda yig’iladi. Sutni yog’sizlantirish uchun nasos – aynan shu nasos yordamida sut yog’sizlantirish uchun yuboriladi.
Separator – yordamida yog’sizlantiriladi. Kazein uchun vanna – yog’sizlantirilgan sutning zardobidan kazein olish uchun yuboriladi. Kaeinni yuvish uchun vanna – kazeinni yuvish uchun vannalarga uzatiladi. Kazein uchun stol – va quritish stoliga quritish uchun yuboriladi. Presslangan kazeinni quritish – press holatiga keltirilgan kazein quritiladi.

39
Tehnika xavfsizligi

40
Tehnika xavfsizligi
Korxona ma’muriyati va muhandis-texnik xodimlarining asosoiy
vazifalari mehnat haqidagi qonunlar majmui hamda ‹‹ Xavfsizlik
yo’llari va ishlab chiqarish sanitariyasi qoidalari ›› bilan belgilanadi.
Ishlab chiqarishda shikastlanish va kasb kasalliklarini kamaytirish
hamda ularning oldini olishga oid mehnat muhofazasi bo’yicha ishlarni
amalga oshirish, tadbirlariga umumiy rahbarlik hamda bu ishga
javobgarlik korxona rahbari, uning o’rinbosari – bosh muhandis
zimmasiga yuklatiladi. Loyiha bajarilishida ‹‹Oziq – ovqat sanoatida
mehnat xavfsizligi va ishlab chiqarish sanitariyasi››, ‹‹Sanoat
korxonalarida loyihalash sanitary me’yorlari››, Davlat texnik Nazorati
qoidalari (bosim ostida ishlaydigan apparatlar nazoratini amalga
oshirish uchun), Davlat energiya Nazorati qoidalari (elektr qurilmalar
tuzilishi) kabi hujjatlardan foydalaniladi.
Issiqlik apparatlari, mahsulot va bug’ yuradigan quvurlar
izolatsiyalanishi va izolatsiya yuzasida harorat 40ºC dan yuqori
bo’lmasligi kerak.
Bosim ostida ishlaydigan apparatlar manometr va vakuummetrlar,
saqlanish klapanlari bilan jihozlanishi kerak.
Agar apparat trassadagidan kichik bosimda ishlasa u holda bug’
quvurida avtomatik reduksiyalovchi qurilma, manometr saqlanish
klapani bilan qo’yiladi.
Apparatlar yoqilishdan ilgari sinov bosimi ostida gidravlik
sinovdan o’tkaziladi. Agent sifatida sovuq suv ishlatiladi.

41
Aylanadigan va harakatdagi qismlar panjara ichiga berkitiladi.
Panjara odatda blakirator bilan qo’yiladi. Ikki tanli qozonga chappa
bo’lmasligi uchun o’z – o’zini tormozlovchi moslama qo’yiladi.
Zinapoyalar yoniga 1 m balandlikda panjara qo’yiladi.
Polni kovlab qilingan inshootlar ustiga panjara qo’yiladi:
kanalizatsiya o’tgan joy, quvur o’tgan joy.
Baland tovush chiqarib ishlaydigan mashinalar (kompressor,
separator, press, temir banka liniyasi…) alohida izolyatsiyalangan
fundamentlarga o’rnatiladi. Amortizator, tovush singdirgichlar
qo’llaniladi.
Qadoqlagich yopish mashinalari organik shishadan yasalgan shit
bilan ta’minlanadi (odam yuziga mahsulot va uning yog’i sachramasligi
uchun).
Ishchi joylar yorug’lik bilan me’yor asosida ta’minlanadi.
Chang, tutun, is gazlar ajraladigan joyda ulardan qutulish chorasi
ko’riladi, individual vositasi qo’llaniladi.
Elektr jihozlar loyiha va montajlanganda elektr tok bilan
zararlanishning oldi olinadi. Izolyatsiya, yerga ulash, nolga ulash
loyihaga kiritildi.
Chang ko’p ajraladigan sexlarda portlash xavfi mavjud. U holda
aspirasiya va germetiklash amalga oshiriladi.
Tok urish xavfi elektroplazmalizatorda bo’ladi. Bunday spesifik
apparatlar uchun texnika xavfsizligi qoidalari individual tuzilgan va
unga qat’iyan amal qilish shart.

42
Tanklar, bug’latish apparatlari ichida ishlaganda ikki va undan
ortiq odam ishlashi kerak. Asosiy xavf yoritish asboblari orqali tok
urishidir.
Sulfitatsiya va desulfitatsiya qilingan vaqtda xona boshqa
xonalardan germetizasiyalanishi kerak va ventilatsiya bilan
ta’minlanishi kerak. Gaz bilan to’yingan havoni atmosferaga tomdan
kamida 5 m uzoqqa chiqarish kerak.
Sulfitatsiya kameralari tez shamollatish mumkin bo’lgan joyga
o’rnatiladi, boshqa binodan kamida 50 m masofada bo’lishi kerak.
Sulfitlangan yarim tayyor mahsulotni saqlaydigan basseyn ikkita
500 mm-li lyuk yoki 600x600 mm-li eshikka ega bo’lishi kerak.
Lyuklar germetik yopiladi. Mahsulot yuklash va olish
mexanizatsiyalandi.
Sulfat angidrid miqdori xonalarda 10 mg/m³ dan ortmasligi kerak.
Ishqor va kislota saqlash xonalari alohida bo’ladi. Ular tara
yuvishda, tanklarni dezinfeksiyalashda, meva po’stlog’ini kimyoviy
usulda artishda ishlatiladi.
Sut korxonalarining temir yo’l tarmog’ida yorug’lik va tovush
signallari o’rnatiladi. Tushirish – yuklash ishlari maxsus platformalarda
amalga oshiriladi. Ular talab va alohida me’yorlar asosida quriladi.
KM va K (SNiP) qurilish me’yor va qoidalri asosida bino va
inshootlar loyihalanadi.
Yong’inga qarshi ichki va tashqi suv ta’minoti, yong’in gidranti,
evakuatsiya chiqish joylari chaqmoq o’tkazuvchi quriladi.
Sut korxonalari ammiak bilan ishlovchi sovutkichlarga ega.
Ammiak chiqishi mumkin bo’lgan mashina bo’limida yoki kamerada

43
ammiak bilan havo aralashmasining portlovchi konsentratsiyasi hosil
bo’lishi mumkin.
Sut korxonalarida yog’och material: yashik, kordon, fanera,
plastmassa buyum va taralar ko’p miqdorda ishlatilishi mumkin.
Yong’inning asosiy sababi elektr uchquni, ochiq olovdan
foydalanish, gaz razryadlari va chekish.
Tez yonuvchi material alohida saqlanadi. Tez yonuvchi moddalar
(benzin, spirt) bor sexda ularni darhol yer osti rezervuarga tushirish
yo’llari mavjud.

44
Asosiy uskuna hisobi
(issiqlik, gidravlik va mehanik hisoblar)

45
Asosiy uskuna hisobi Boshlang’ich ma’lumotlar
Quritilayotgan kazein 100 kg
t0 = 200 С ; t1 =700 С; t2 =400 С (adiabata 23 bo’yicha)
ϕ =0,7; ϕ1 =0,05; ϕ2 =0,53;
d0 = 10g =0,01 kg; I0 =11 kal; d1 = d0= 0,01 kg; I1 =23 kal;
d2 = 21г/kg = 0,021 kg;
ω1 = 60% ; К= 40%;
ω2 = 10% ; К= 90%
W=100
L=
Havoning massasi jarayonining L1=5100 (1+0,01)=5151 kg; jarayonning oxirida
esa L2=5100(1+0,021)=5207 kg.
Jarayonning o’rtacha har xilligi L1- L2= 5207-5151=56 kg = W.
Havoning hajmi quritishga berilgandan keyin quyidagi kattalik bilan aniqlanadi.
B=10130 kg/m2; t0=20o C; Т0 = 273+20=293о С. Bunda, 20о С рн = 0,024 kg/sm2
=240 kg/m2; � = 0,7; �рн = 0,7*240=168 kg/m2 ; Rb =29,27.
V1+d= m3/kg quruq havo
Quritishga kiritilayotgan havo 0,86*5100=4386 m3.
Huddi shu usul bilan t1=70o C; T1=273+70=343o C; t2=40o C; T2 =273+40=313o C
va shunga mos �1 = 0,05 va �2 = 0,53 temperatura;ar bo’yicha 1 (quritishga
kirayotgan) va 2 (quritgichdan chiqayotgan) nuqtalarida havoning hajmi
aniqlanadi.
Havoning hajmini bilgan holda biz kanallarning kesishini bilib olamiz. 1 nuqtada
(kaloriferda) havo 5131 m3 hajmga ega. Havoning qizdirilishida natijasida (4386
m3 dan 5131 m3 gacha ) havo sezilarli tarzda kengaydi. 2 nuqtadi (chiqishda)
havoning hajmi 4800 m3 ga teng.
Kaloriferga kirayotgan havoning issiqlik sig’imi (0) I0=11 kal.kaloriferdan
chiqayotgan havo ( 1nuqtada) I1=23 kal. 1 kg quruq havo uchun turli xillik I2-

46
I1= 23-11=12 kal ga teng. 1kg bug’ 540 kal chiqaradi. Bunda bug’ning sarfi
quyidagicha bo’ladi.
D= =113 kg
56 kg namlik bug’lanadi. 1 kg bug’langan namlik uchun 4386:56=78 m3 va
113:56=2 kg bug’ sarf bo’ladi.

47
Foydalanilgan adabiyotlar

48
Foydalanilgan adabiyotlar
1. I.A.Karimov «O’zbеkistоn Mustaqillikga erishish оstоnasida» T.-2011
2. 2. Крупин Г.В., Лукьянов Н.Я., Тарасов Ф.М., Богушев Т.А., Шувалов
В.Н. и Васильев П.В. Технологическое оборудование предприятий
молочной промышленности -1964
3. Томбаев Н.И. Справочник по оборудованию предприятий молочной
промышленности -1967 .
4. Сучов В.Х. , Липатов Н.Н. “Технологическая оборудования
предприятия молочный промышленности”
5. Тихонова Т.В. Технология молока и молочных продуктов
Москва -1973г.
6. Соколова А.А. “Производства молочных продуктов”
Москва -1979г