
Korjaushitsaus - k.ytt.esimerkkej. - esab.fi · OK 68.82 OK Autrod 16.75 tai OK 67.45 OK Autrod...
45
Korjaushitsaus- käsikirja Osa 4, Käyttöesimerkkejä OY ESAB Ruosilantie 18, 00390 HELSINKI puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi
Transcript of Korjaushitsaus - k.ytt.esimerkkej. - esab.fi · OK 68.82 OK Autrod 16.75 tai OK 67.45 OK Autrod...
Korjaushitsaus-käsikirja
Osa 4, Käyttöesimerkkejä
OY ESABRuosilantie 18, 00390 HELSINKI
puh. (09) 547 761, faksi (09) 547 7771, www.esab.fi
4 - 2
Sisällys
Maataloustyökalut –
äkeen lautaset ........................... 4 - 3
Maataloustyökalut –
kyntöauran siivet ........................ 4 - 4
Alumiinivalun korjaus ................. 4 - 5
Asfaltinsekoittimen siivet ............ 4 - 6
Tiilimassan- ja betonin-
sekoittimien siivet ja terät ........... 4 - 7
Valuteräs – halkeamien,
reikien yms. korjaus ................... 4 - 8
Leikkaustyökalut –
kylmäleikkausterät ..................... 4 - 9
Leikkaustyökalut –
kuumaleikkausterät .................. 4 - 10
Leikkausterät ja
lävistystyökalut ........................ 4 - 11
Murskauskartiot ....................... 4 - 12
Köysipyörät .............................. 4 - 13
Vasarat ja iskurit ...................... 4 - 14
Laahauskauhan terät ............... 4 - 15
Ruoppaajan kauhat ................. 4 - 16
Maapora .................................. 4 - 17
Moottorilohko – valurauta ......... 4 - 18
Pursotusruuvi –
muovit ja kumit ......................... 4 - 19
Syöttöruuvit – tiilenpuristin ....... 4 - 20
Talttaus – Leikkaus – Lävistys . 4 - 21
Tartuntaleuat kuumille
teelmille ................................... 4 - 22
Osa 4, Käyttöesimerkkejä
Harmaa valurauta – valuvirheet 4 - 23
Vasarat .................................... 4 - 24
Telarullat – tukirullat ................. 4 - 25
Harmaa valurauta –
koneen rungon halkeamat ....... 4 - 26
Lävistystyökalut – Työkalutniukkaseosteisesta teräksestä . 4 - 27
Jyrsimen terät teräksille ja
muille metalleille ...................... 4 - 28
Sekoittimet ............................... 4 - 29
Asfaltinsekoitin –
ruuvisyöttimet .......................... 4 - 30
Rautatiet –
ratakiskojen liitoshitsaus .......... 4 - 31
Rautatiet – kiskojen korjaus –pinnoitus .................................. 4 - 32
Repijän kynnet ......................... 4 - 33
Rullamurskain .......................... 4 - 34
Huulilevyt ................................. 4 - 35
Akselit ...................................... 4 - 36
Kaivinkoneen kynnet ................ 4 - 37
Kaivinkoneen kynnet ................ 4 - 38
Kaivinkoneen kynnet –
korjauskärki ............................. 4 - 39
Kynnenpitimet .......................... 4 - 40
Telaharjat ................................. 4 - 41
Telarullat .................................. 4 - 42
Venttiilin istukka ....................... 4 - 43
Kiskojen korjaus....................... 4 - 45
4 - 3
Maataloustyökalut– äkeen lautaset
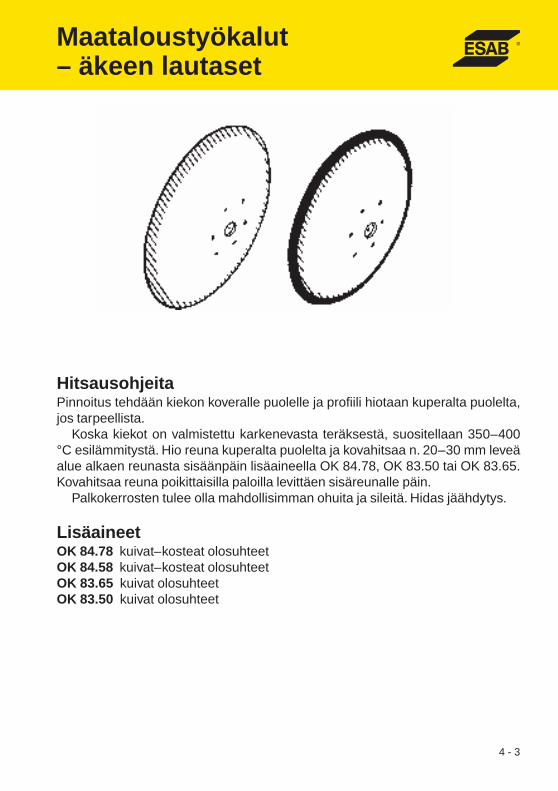
HitsausohjeitaPinnoitus tehdään kiekon koveralle puolelle ja profiili hiotaan kuperalta puolelta,jos tarpeellista.
Koska kiekot on valmistettu karkenevasta teräksestä, suositellaan 350–400°C esilämmitystä. Hio reuna kuperalta puolelta ja kovahitsaa n. 20–30 mm leveäalue alkaen reunasta sisäänpäin lisäaineella OK 84.78, OK 83.50 tai OK 83.65.Kovahitsaa reuna poikittaisilla paloilla levittäen sisäreunalle päin.
Palkokerrosten tulee olla mahdollisimman ohuita ja sileitä. Hidas jäähdytys.
LisäaineetOK 84.78 kuivat–kosteat olosuhteetOK 84.58 kuivat–kosteat olosuhteetOK 83.65 kuivat olosuhteetOK 83.50 kuivat olosuhteet
4 - 4
Maataloustyökalut– kyntöauran siivet
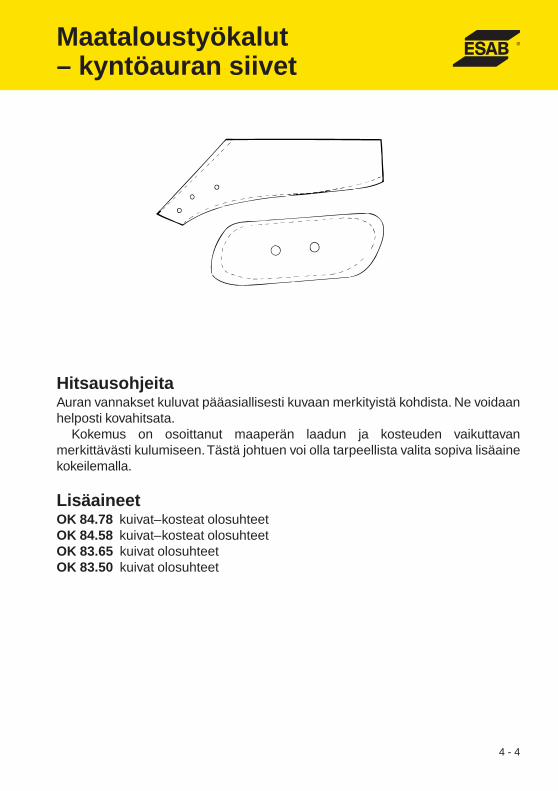
HitsausohjeitaAuran vannakset kuluvat pääasiallisesti kuvaan merkityistä kohdista. Ne voidaanhelposti kovahitsata.
Kokemus on osoittanut maaperän laadun ja kosteuden vaikuttavanmerkittävästi kulumiseen. Tästä johtuen voi olla tarpeellista valita sopiva lisäainekokeilemalla.
LisäaineetOK 84.78 kuivat–kosteat olosuhteetOK 84.58 kuivat–kosteat olosuhteetOK 83.65 kuivat olosuhteetOK 83.50 kuivat olosuhteet
4 - 5
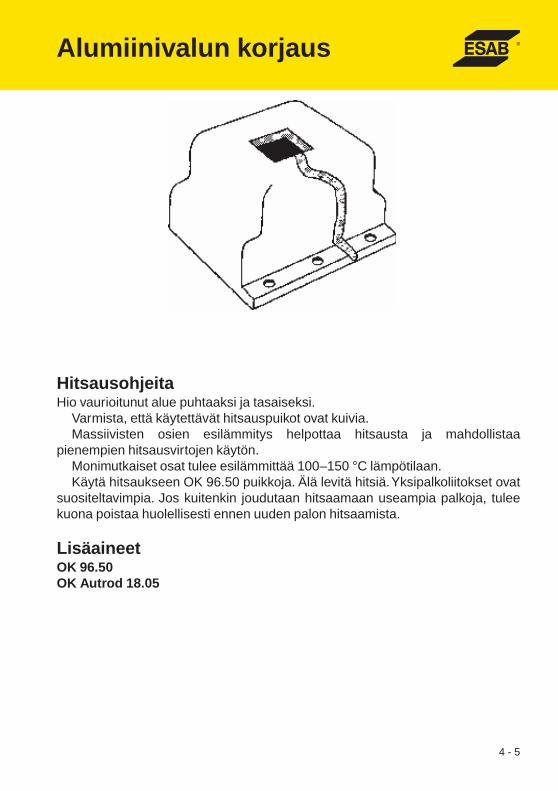
Alumiinivalun korjaus
HitsausohjeitaHio vaurioitunut alue puhtaaksi ja tasaiseksi.
Varmista, että käytettävät hitsauspuikot ovat kuivia.Massiivisten osien esilämmitys helpottaa hitsausta ja mahdollistaa
pienempien hitsausvirtojen käytön.Monimutkaiset osat tulee esilämmittää 100–150 °C lämpötilaan.Käytä hitsaukseen OK 96.50 puikkoja. Älä levitä hitsiä. Yksipalkoliitokset ovat
suositeltavimpia. Jos kuitenkin joudutaan hitsaamaan useampia palkoja, tuleekuona poistaa huolellisesti ennen uuden palon hitsaamista.
LisäaineetOK 96.50OK Autrod 18.05
4 - 6
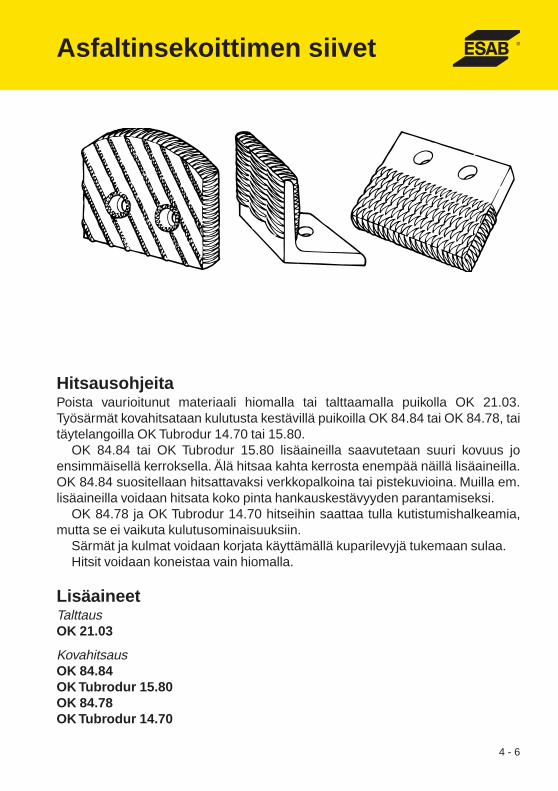
Asfaltinsekoittimen siivet
HitsausohjeitaPoista vaurioitunut materiaali hiomalla tai talttaamalla puikolla OK 21.03.Työsärmät kovahitsataan kulutusta kestävillä puikoilla OK 84.84 tai OK 84.78, taitäytelangoilla OK Tubrodur 14.70 tai 15.80.
OK 84.84 tai OK Tubrodur 15.80 lisäaineilla saavutetaan suuri kovuus joensimmäisellä kerroksella. Älä hitsaa kahta kerrosta enempää näillä lisäaineilla.OK 84.84 suositellaan hitsattavaksi verkkopalkoina tai pistekuvioina. Muilla em.lisäaineilla voidaan hitsata koko pinta hankauskestävyyden parantamiseksi.
OK 84.78 ja OK Tubrodur 14.70 hitseihin saattaa tulla kutistumishalkeamia,mutta se ei vaikuta kulutusominaisuuksiin.
Särmät ja kulmat voidaan korjata käyttämällä kuparilevyjä tukemaan sulaa.Hitsit voidaan koneistaa vain hiomalla.
LisäaineetTalttausOK 21.03
KovahitsausOK 84.84OK Tubrodur 15.80OK 84.78OK Tubrodur 14.70
4 - 7
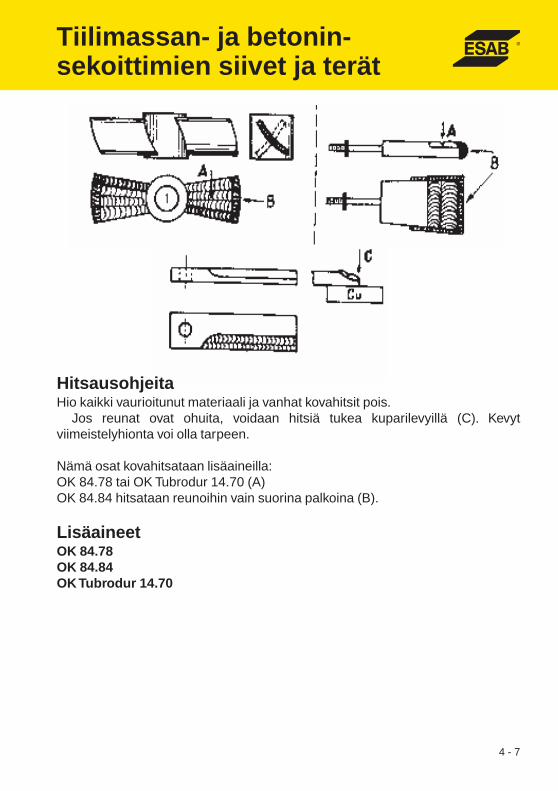
Tiilimassan- ja betonin-sekoittimien siivet ja terät
HitsausohjeitaHio kaikki vaurioitunut materiaali ja vanhat kovahitsit pois.
Jos reunat ovat ohuita, voidaan hitsiä tukea kuparilevyillä (C). Kevytviimeistelyhionta voi olla tarpeen.
Nämä osat kovahitsataan lisäaineilla:OK 84.78 tai OK Tubrodur 14.70 (A)OK 84.84 hitsataan reunoihin vain suorina palkoina (B).
LisäaineetOK 84.78OK 84.84OK Tubrodur 14.70
4 - 8
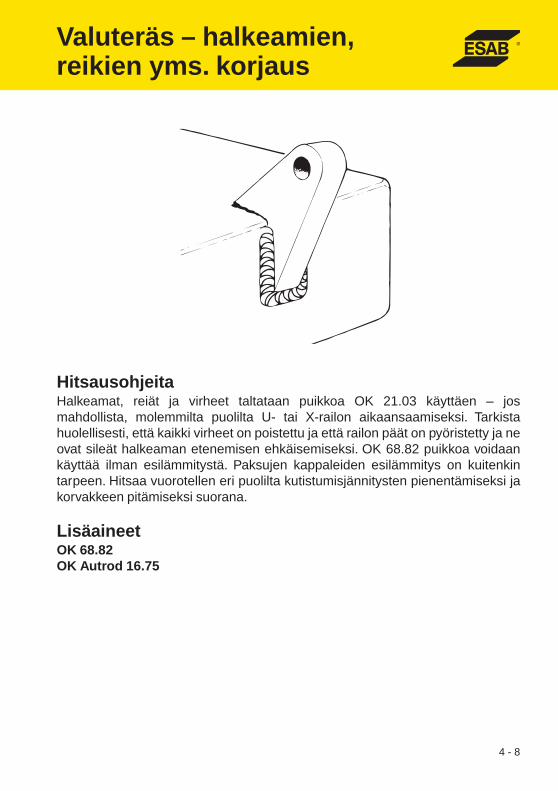
Valuteräs – halkeamien,reikien yms. korjaus
HitsausohjeitaHalkeamat, reiät ja virheet taltataan puikkoa OK 21.03 käyttäen – josmahdollista, molemmilta puolilta U- tai X-railon aikaansaamiseksi. Tarkistahuolellisesti, että kaikki virheet on poistettu ja että railon päät on pyöristetty ja neovat sileät halkeaman etenemisen ehkäisemiseksi. OK 68.82 puikkoa voidaankäyttää ilman esilämmitystä. Paksujen kappaleiden esilämmitys on kuitenkintarpeen. Hitsaa vuorotellen eri puolilta kutistumisjännitysten pienentämiseksi jakorvakkeen pitämiseksi suorana.
LisäaineetOK 68.82OK Autrod 16.75
4 - 9
Leikkaustyökalut –kylmäleikkausterät
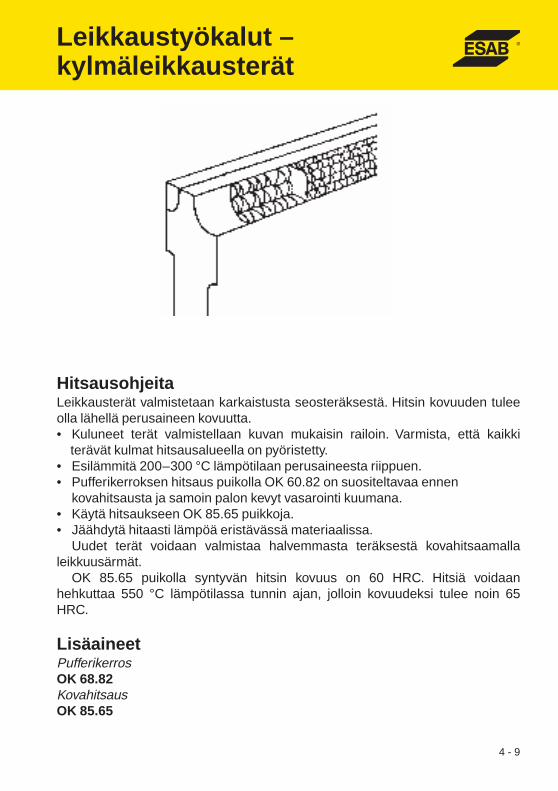
HitsausohjeitaLeikkausterät valmistetaan karkaistusta seosteräksestä. Hitsin kovuuden tuleeolla lähellä perusaineen kovuutta.• Kuluneet terät valmistellaan kuvan mukaisin railoin. Varmista, että kaikki
terävät kulmat hitsausalueella on pyöristetty.• Esilämmitä 200–300 °C lämpötilaan perusaineesta riippuen.• Pufferikerroksen hitsaus puikolla OK 60.82 on suositeltavaa ennen
kovahitsausta ja samoin palon kevyt vasarointi kuumana.• Käytä hitsaukseen OK 85.65 puikkoja.• Jäähdytä hitaasti lämpöä eristävässä materiaalissa.
Uudet terät voidaan valmistaa halvemmasta teräksestä kovahitsaamallaleikkuusärmät.
OK 85.65 puikolla syntyvän hitsin kovuus on 60 HRC. Hitsiä voidaanhehkuttaa 550 °C lämpötilassa tunnin ajan, jolloin kovuudeksi tulee noin 65HRC.
LisäaineetPufferikerrosOK 68.82KovahitsausOK 85.65
4 - 10
Leikkaustyökalut –kuumaleikkausterät
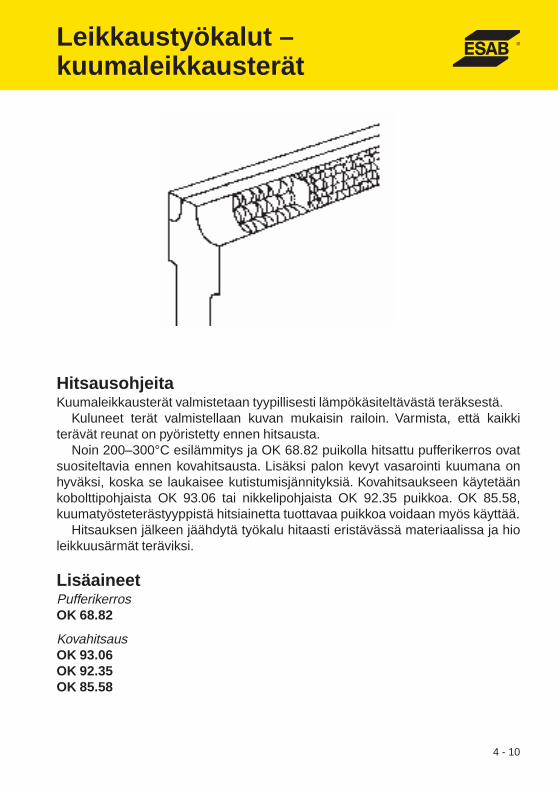
HitsausohjeitaKuumaleikkausterät valmistetaan tyypillisesti lämpökäsiteltävästä teräksestä.
Kuluneet terät valmistellaan kuvan mukaisin railoin. Varmista, että kaikkiterävät reunat on pyöristetty ennen hitsausta.
Noin 200–300°C esilämmitys ja OK 68.82 puikolla hitsattu pufferikerros ovatsuositeltavia ennen kovahitsausta. Lisäksi palon kevyt vasarointi kuumana onhyväksi, koska se laukaisee kutistumisjännityksiä. Kovahitsaukseen käytetäänkobolttipohjaista OK 93.06 tai nikkelipohjaista OK 92.35 puikkoa. OK 85.58,kuumatyösteterästyyppistä hitsiainetta tuottavaa puikkoa voidaan myös käyttää.
Hitsauksen jälkeen jäähdytä työkalu hitaasti eristävässä materiaalissa ja hioleikkuusärmät teräviksi.
LisäaineetPufferikerrosOK 68.82
KovahitsausOK 93.06OK 92.35OK 85.58
4 - 11
Leikkausterät jalävistystyökalut
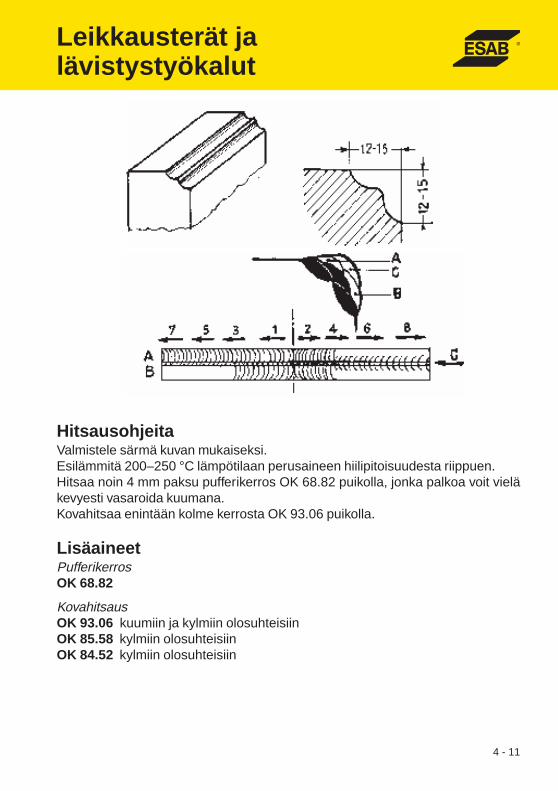
HitsausohjeitaValmistele särmä kuvan mukaiseksi.Esilämmitä 200–250 °C lämpötilaan perusaineen hiilipitoisuudesta riippuen.Hitsaa noin 4 mm paksu pufferikerros OK 68.82 puikolla, jonka palkoa voit vieläkevyesti vasaroida kuumana.Kovahitsaa enintään kolme kerrosta OK 93.06 puikolla.
LisäaineetPufferikerrosOK 68.82
KovahitsausOK 93.06 kuumiin ja kylmiin olosuhteisiinOK 85.58 kylmiin olosuhteisiinOK 84.52 kylmiin olosuhteisiin
4 - 12
Murskauskartiot
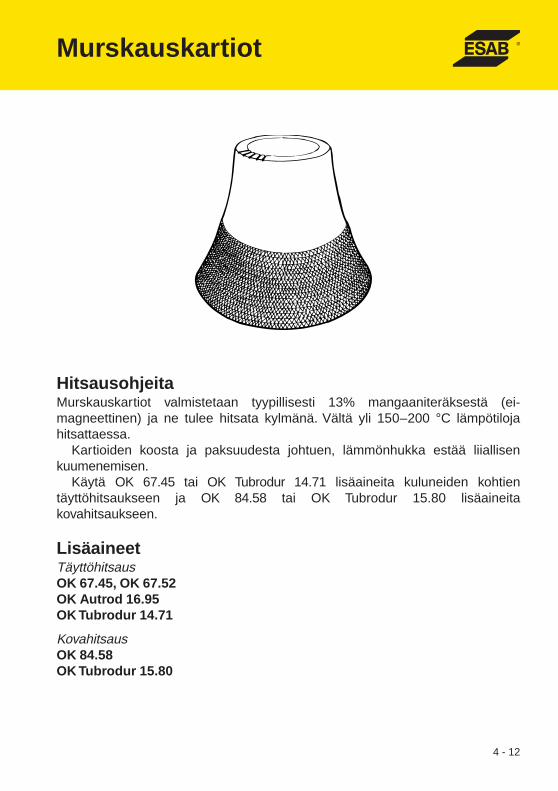
HitsausohjeitaMurskauskartiot valmistetaan tyypillisesti 13% mangaaniteräksestä (ei-magneettinen) ja ne tulee hitsata kylmänä. Vältä yli 150–200 °C lämpötilojahitsattaessa.
Kartioiden koosta ja paksuudesta johtuen, lämmönhukka estää liiallisenkuumenemisen.
Käytä OK 67.45 tai OK Tubrodur 14.71 lisäaineita kuluneiden kohtientäyttöhitsaukseen ja OK 84.58 tai OK Tubrodur 15.80 lisäaineitakovahitsaukseen.
LisäaineetTäyttöhitsausOK 67.45, OK 67.52OK Autrod 16.95OK Tubrodur 14.71
KovahitsausOK 84.58OK Tubrodur 15.80
4 - 13
Köysipyörät
HitsausohjeitaSuurin osa köysipyöristä valmistetaan teräksestä, jolla on korkea hiilipitoisuus.Tästä johtuen kappaletta on syytä esilämmittää 200–300 °C ja jäähdyttäähitaasti. Jos mahdollista, kannattaa pyörä kiinnittää pyörityslaitteeseen ja hitsatalankahitsauksena OK Tubrodur 15.40 langalla. Näin voidaan hitsatakeskeytyksettä ja hitsaus sujuu nopeasti. Hitsin laadusta saadaan myöstasainen. Ota koneistusvara huomioon kasvattaessasi kappaleen kokoa.
Koska kulutus on metalli metallia vasten-tyyppistä tartuntakulutusta,suositellaan seosta, jonka kovuus on 30–35 HRC.
LisäaineetOK 83.28, OK 83.29OK Tubrodur 15.40OK Tubrodur 15.40/OK Flux 10.71
4 - 14
Vasarat ja iskurit
HitsausohjeitaVasarat valmistetaan niukkaseosteisesta valuteräksestä (magneettinen) taimangaaniteräksestä (ei-magneettinen). Vasaran halkeilemisen ehkäisemiseksion syytä käyttää sitkeitä pufferikerroksia kovahitsin ja niukkaseosteisen teräksenvälissä
Hitsaa yksi pufferikerros OK 67.45, OK 68.82 tai OK Tubrodur 14.71lisäaineella.
Kovahitsi tehdään kahdella tai kolmella kulutusta kestävällä kerroksella allamainittuja lisäaineita käyttäen.
Käytä mangaaniteräksen täyttöhitsaukseen OK 86.28 puikkoa ja kovahitsaatämän päälle kovahitsauslisäaineilla kuten valuteräsvasaratkin.
LisäaineetValuteräsvasaratPufferikerrosOK 68.82OK Autrod 16.75taiOK 67.45OK Autrod 16.95OK Tubrodur 14.71
KovahitsausIskut+hankausOK 83.50OK Autrod 13.91OK Tubrodur 15.52
Hankaus+kohtalaiset iskutOK 84.78OK Tubrodur 14.70
Mangaaniteräs-vasaratTäyttöhitsausOK 86.28OK Tubrodur 15.60Kovahitsaus kuten valuteräsvasaroilla
4 - 15
Laahauskauhan terät
HitsausohjeitaTerän alareuna ja molemmat puolet kovahitsataan. Käyttöiän pidentämiseksiuudet terät suositellaan kovahitsattaviksi ennen käyttöä.
LisäaineetErittäin hankaava kulutusOK 84.78OK Tubrodur 14.70OK Autrod 13.91
Kohtalaisen hankaava kulutusOK 83.65OK Tubrodur 15.52OK Autrod 13.90
4 - 16
Ruoppaajan kauhat
HitsausohjeitaMangaaniteräksiset kauhat ja erityisesti kauhojen huulet joutuvat kestämäänhankaavaa kulutusta.
Käyttöiän pidentämiseksi uudet kauhat suositellaan kovahitsattaviksi ennenkäyttöä.
Kauhat tulee korjaushitsata ennen liiallista kulumista. Kuluneet huuletvoidaan korvata OK 67.45 puikolla kiinnihitsattavilla teräsreunuksilla. Nämäkovahitsataan molemmilta puolilta.
Uudet huulet voidaan liittää kauhaan OK 68.82 tai OK Tubrodur 14.71lisäaineilla. Täyttöhitsaukseen käytetään OK 67.45 tai OK Tubrodur 14.71 jakovahitsaukseen OK 84.78, OK Tubrodur 14.70 tai OK Tubrodur 15.80lisäaineita.
LisäaineetLiittäminen KovahitsausOK 68.82 Hankaus+iskut+paineTubrodur 14.71 OK 84.78
OK Tubrodur 14.70TäyttöhitsausOK Tubrodur 15.80
OK 67.45 OK 67.52OK Autrod 16.95OK Tubrodur 14.71
4 - 17
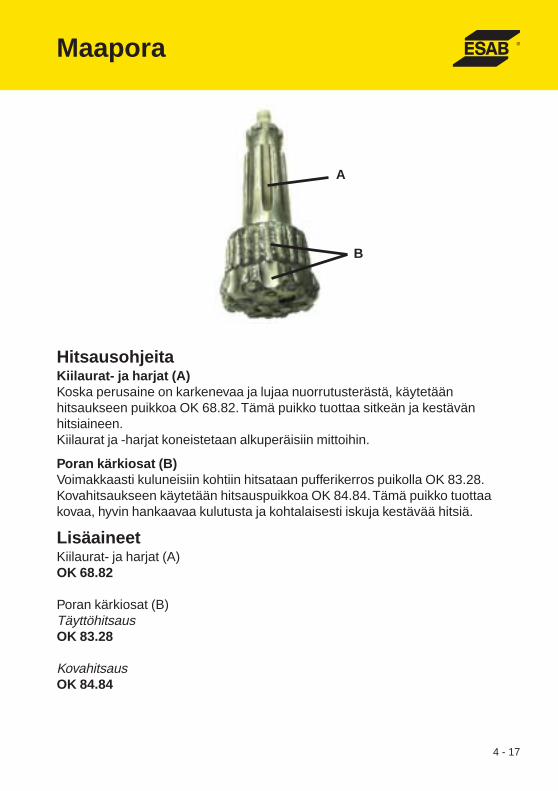
Maapora
HitsausohjeitaKiilaurat- ja harjat (A)Koska perusaine on karkenevaa ja lujaa nuorrutusterästä, käytetäänhitsaukseen puikkoa OK 68.82. Tämä puikko tuottaa sitkeän ja kestävänhitsiaineen.Kiilaurat ja -harjat koneistetaan alkuperäisiin mittoihin.
Poran kärkiosat (B)Voimakkaasti kuluneisiin kohtiin hitsataan pufferikerros puikolla OK 83.28.Kovahitsaukseen käytetään hitsauspuikkoa OK 84.84. Tämä puikko tuottaakovaa, hyvin hankaavaa kulutusta ja kohtalaisesti iskuja kestävää hitsiä.
LisäaineetKiilaurat- ja harjat (A)OK 68.82
Poran kärkiosat (B)TäyttöhitsausOK 83.28
KovahitsausOK 84.84
A
B

4 - 18
Moottorilohko – valurauta
HitsausohjeitaHitsaus suoritetaan kylmähitsauksena eli ilman esilämmitystä.• Hitsaa lyhyitä palkoja, maks. 25 mm paksuudesta riippuen.• Vasaroi hitsi välittömästi jokaisen palon jälkeen.• Älä anna kappaleen lämmetä yli kädenlämpöiseksi. Jäähdytä
kappaletta paineilmalla.• Käytä ohutta lisäainetta pienellä virralla.• Hitsaa kulmia kohti ja ohuemmasta paksumpaan materiaaliin.• Hitsaa suoria palkoja ilman levitystä.• Poraa halkeaman päihin reiät ehkäistäksesi halkeaman etenemisen.• Suositeltavin railomuoto on U-railo OK 21.03 puikolla taltattuna.• Talttaus OK 21.03 puikolla on erittäin suotavaa, koska se kuivattaa railoa japolttaa öljyä sekä grafiittia railon reunoilta.• Hitsaa jalkoasennossa, jos mahdollista.
LisäaineetTalttausOK 21.03
Halkeaman korjausOK 92.18OK 92.60
4 - 19
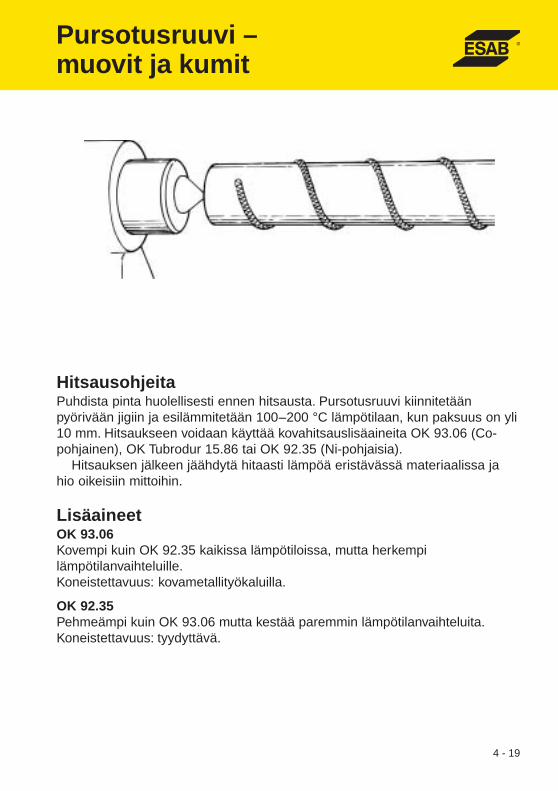
HitsausohjeitaPuhdista pinta huolellisesti ennen hitsausta. Pursotusruuvi kiinnitetäänpyörivään jigiin ja esilämmitetään 100–200 °C lämpötilaan, kun paksuus on yli10 mm. Hitsaukseen voidaan käyttää kovahitsauslisäaineita OK 93.06 (Co-pohjainen), OK Tubrodur 15.86 tai OK 92.35 (Ni-pohjaisia).
Hitsauksen jälkeen jäähdytä hitaasti lämpöä eristävässä materiaalissa jahio oikeisiin mittoihin.
LisäaineetOK 93.06Kovempi kuin OK 92.35 kaikissa lämpötiloissa, mutta herkempilämpötilanvaihteluille.Koneistettavuus: kovametallityökaluilla.
OK 92.35Pehmeämpi kuin OK 93.06 mutta kestää paremmin lämpötilanvaihteluita.Koneistettavuus: tyydyttävä.
Pursotusruuvi –muovit ja kumit
4 - 20
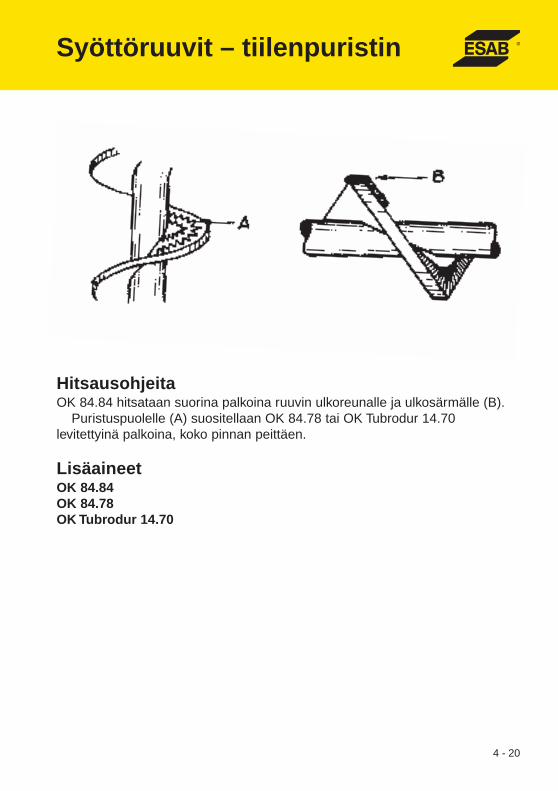
HitsausohjeitaOK 84.84 hitsataan suorina palkoina ruuvin ulkoreunalle ja ulkosärmälle (B).
Puristuspuolelle (A) suositellaan OK 84.78 tai OK Tubrodur 14.70levitettyinä palkoina, koko pinnan peittäen.
LisäaineetOK 84.84OK 84.78OK Tubrodur 14.70
Syöttöruuvit – tiilenpuristin
4 - 21
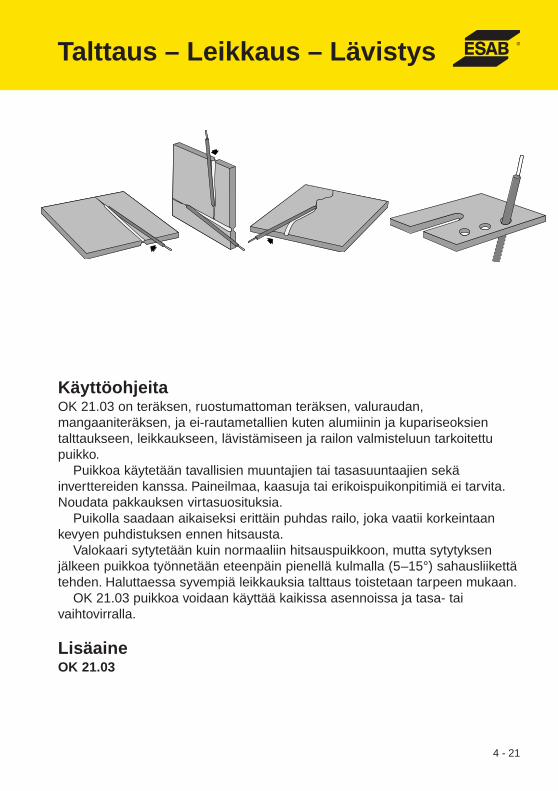
KäyttöohjeitaOK 21.03 on teräksen, ruostumattoman teräksen, valuraudan,mangaaniteräksen, ja ei-rautametallien kuten alumiinin ja kupariseoksientalttaukseen, leikkaukseen, lävistämiseen ja railon valmisteluun tarkoitettupuikko.
Puikkoa käytetään tavallisien muuntajien tai tasasuuntaajien sekäinverttereiden kanssa. Paineilmaa, kaasuja tai erikoispuikonpitimiä ei tarvita.Noudata pakkauksen virtasuosituksia.
Puikolla saadaan aikaiseksi erittäin puhdas railo, joka vaatii korkeintaankevyen puhdistuksen ennen hitsausta.
Valokaari sytytetään kuin normaaliin hitsauspuikkoon, mutta sytytyksenjälkeen puikkoa työnnetään eteenpäin pienellä kulmalla (5–15°) sahausliikettätehden. Haluttaessa syvempiä leikkauksia talttaus toistetaan tarpeen mukaan.
OK 21.03 puikkoa voidaan käyttää kaikissa asennoissa ja tasa- taivaihtovirralla.
LisäaineOK 21.03
Talttaus – Leikkaus – Lävistys
4 - 22
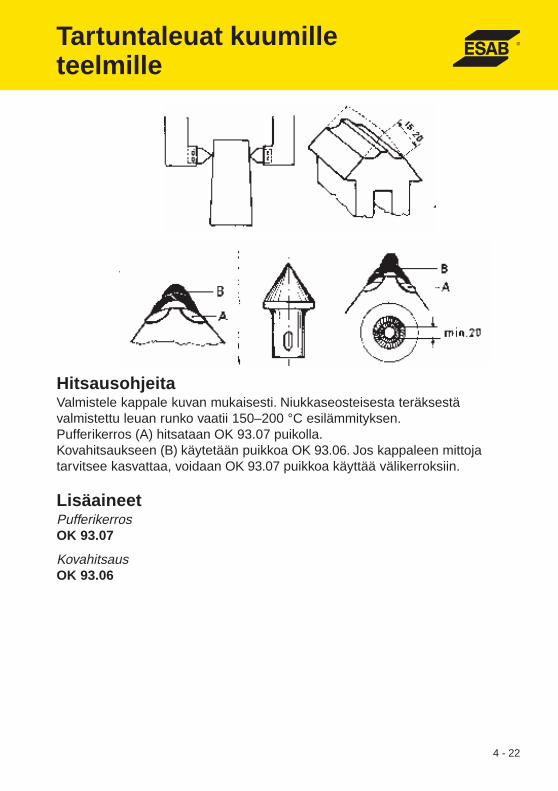
HitsausohjeitaValmistele kappale kuvan mukaisesti. Niukkaseosteisesta teräksestävalmistettu leuan runko vaatii 150–200 °C esilämmityksen.Pufferikerros (A) hitsataan OK 93.07 puikolla.Kovahitsaukseen (B) käytetään puikkoa OK 93.06. Jos kappaleen mittojatarvitsee kasvattaa, voidaan OK 93.07 puikkoa käyttää välikerroksiin.
LisäaineetPufferikerrosOK 93.07
KovahitsausOK 93.06
Tartuntaleuat kuumilleteelmille
4 - 23
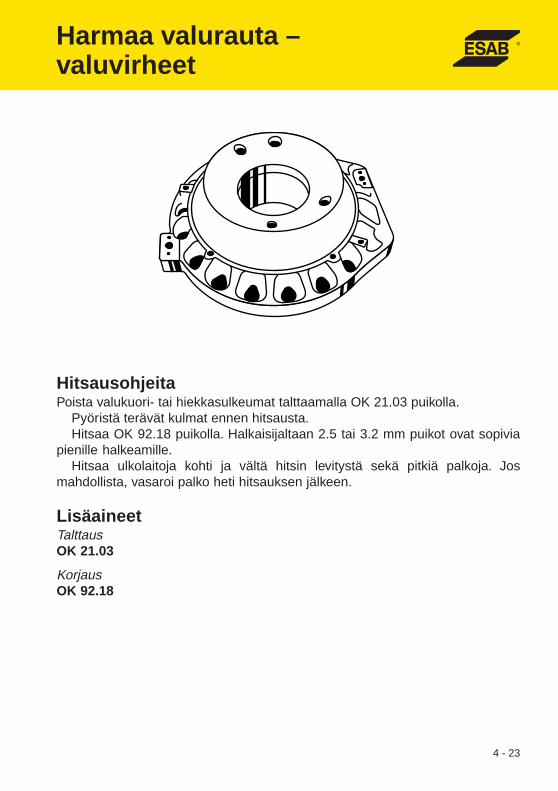
HitsausohjeitaPoista valukuori- tai hiekkasulkeumat talttaamalla OK 21.03 puikolla.
Pyöristä terävät kulmat ennen hitsausta.Hitsaa OK 92.18 puikolla. Halkaisijaltaan 2.5 tai 3.2 mm puikot ovat sopivia
pienille halkeamille.Hitsaa ulkolaitoja kohti ja vältä hitsin levitystä sekä pitkiä palkoja. Jos
mahdollista, vasaroi palko heti hitsauksen jälkeen.
LisäaineetTalttausOK 21.03
KorjausOK 92.18
Harmaa valurauta –valuvirheet

4 - 24
HitsausohjeitaMurskaus- ja jauhamisvasarat valmistetaan yleensä mangaaniteräksestä jajoskus valuteräksestä. Käyttöiän pidentämiseksi kovahitsausta suositellaanmyös uusille vasaroille.
Kuluneet vasarat vaativat usein täyttöhitsausta ennen kovahitsausta. Sopivattäyttöhitsauslisäaineet ovat OK 83.28 valuteräkselle ja OK 67.45 tai OK 68.82mangaaniteräkselle sekä vastaavasti OK Tubrodur 15.40 valuteräkselle ja OKTubrodur 14.71 mangaaniteräkselle.
OK 84.58 tai OK Tubrodur 15.52 tuottavat parhaat ominaisuudet raskaaseenmurskaukseen. OK 84.78 tai OK Tubrodur 14.70 lisäaineen tuottama erittäinkova hitsi on paras hienoon jauhantaan.
Hitsisulan tukemiseksi voidaan käyttää kuparilevyjä.
LisäaineetTäyttöhitsaus – valuteräsOK 83.28OK Tubrodur 15.40
Täyttöhitsaus – mangaaniteräsOK 67.45OK Autrod 16.95OK Tubrodur 14.71
KovahitsausHankausOK 84.78OK Tubrodur 14.70
Hankaus+iskutOK 84.58OK Tubrodur 15.52
Vasarat
4 - 25
Telarullat – tukirullat
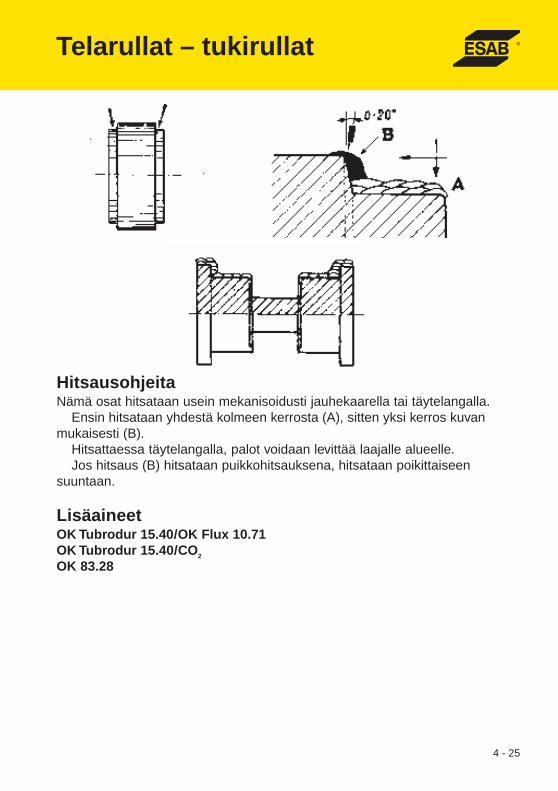
HitsausohjeitaNämä osat hitsataan usein mekanisoidusti jauhekaarella tai täytelangalla.
Ensin hitsataan yhdestä kolmeen kerrosta (A), sitten yksi kerros kuvanmukaisesti (B).
Hitsattaessa täytelangalla, palot voidaan levittää laajalle alueelle.Jos hitsaus (B) hitsataan puikkohitsauksena, hitsataan poikittaiseen
suuntaan.
LisäaineetOK Tubrodur 15.40/OK Flux 10.71OK Tubrodur 15.40/CO2
OK 83.28

4 - 26
Harmaa valurauta – koneenrungon halkeamat
HitsausohjeitaAvaa halkeamat talttauspuikkoa OK 21.03 käyttäen.
Valmistele U- tai kaksois-U-railo.Jos mahdollista, poraa reiät halkeaman päihin etenemisen ehkäisemiseksi.Suurimman lujuuden saavuttamiseksi käytä OK 92.60 tai OK Tubrodur
15.66 lisäaineita. Hitsaa lyhyitä palkoja 2.5 tai 3.2 mm lisäaineilla. Palkojenvasarointi välittömästi hitsauksen jälkeen on suositeltavaa halkeamienestämiseksi.
LisäaineetTalttausOK 21.03
Halkeaman korjausOK 92.60OK Tubrodur 15.66
4 - 27
Lävistystyökalut – Työkalutniukkaseosteisesta teräksestä
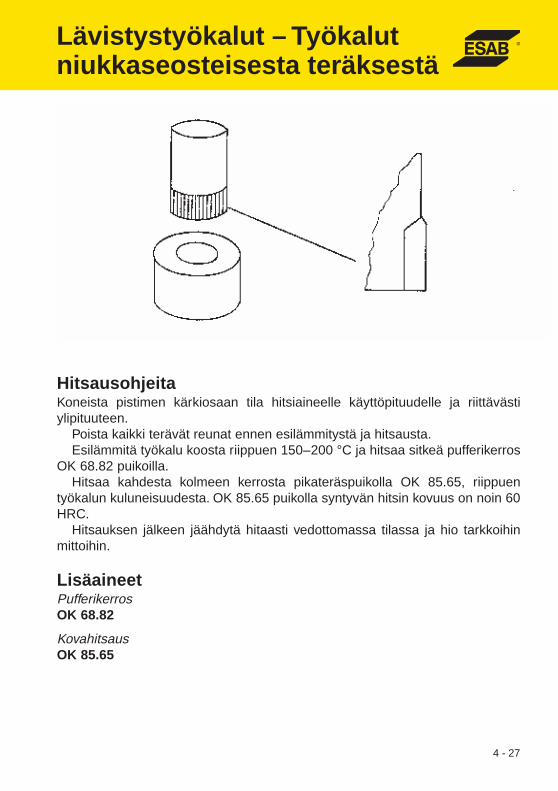
HitsausohjeitaKoneista pistimen kärkiosaan tila hitsiaineelle käyttöpituudelle ja riittävästiylipituuteen.
Poista kaikki terävät reunat ennen esilämmitystä ja hitsausta.Esilämmitä työkalu koosta riippuen 150–200 °C ja hitsaa sitkeä pufferikerros
OK 68.82 puikoilla.Hitsaa kahdesta kolmeen kerrosta pikateräspuikolla OK 85.65, riippuen
työkalun kuluneisuudesta. OK 85.65 puikolla syntyvän hitsin kovuus on noin 60HRC.
Hitsauksen jälkeen jäähdytä hitaasti vedottomassa tilassa ja hio tarkkoihinmittoihin.
LisäaineetPufferikerrosOK 68.82
KovahitsausOK 85.65
4 - 28
Jyrsimen terät teräksille jamuille metalleille
HitsausohjeitaHio vaurioituneet kohdat sileiksi ja esilämmitä teriä koosta riippuen 350–500°C. Jos mahdollista, hitsaa sitkeä pufferikerros puikolla OK 68.82 ja vasaroikuumana.
Hitsaa lyhyitä, levittämättömiä palkoja OK 85.65 puikoilla ja vasaroipunahehkuisena. Kasvata terän kokoa riittävästi, jotta siihen jää työstövaraa.Esilämmityslämpötila on säilytettävä hitsauksen aikana. Hitsauksen jälkeenjäähdytä hitaasti eristettynä.
Koneistettavuus: vain hionta
LisäaineetPufferikerrosOK 68.82
KovahitsausOK 85.65
4 - 29
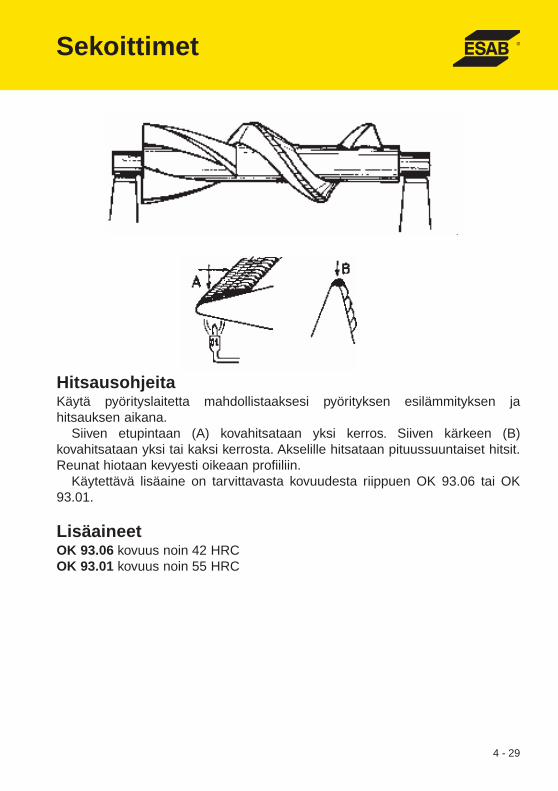
Sekoittimet
HitsausohjeitaKäytä pyörityslaitetta mahdollistaaksesi pyörityksen esilämmityksen jahitsauksen aikana.
Siiven etupintaan (A) kovahitsataan yksi kerros. Siiven kärkeen (B)kovahitsataan yksi tai kaksi kerrosta. Akselille hitsataan pituussuuntaiset hitsit.Reunat hiotaan kevyesti oikeaan profiiliin.
Käytettävä lisäaine on tarvittavasta kovuudesta riippuen OK 93.06 tai OK93.01.
LisäaineetOK 93.06 kovuus noin 42 HRCOK 93.01 kovuus noin 55 HRC
4 - 30
Asfaltinsekoitin –ruuvisyöttimet
HitsausohjeitaPoista viallinen materiaali talttauspuikolla OK 21.03 tai hiomalla ennenhitsausta. Hitsaa käyttöpinnat kulutusta kestävillä puikoilla OK 83.65 tai OK84.78, tahi täytelangoilla OK Tubrodur 14.70 tai OK Tubrodur 15.52.
Hitsaa kaksi, korkeintaan kolme kerrosta.Hitsiä voidaan tukea kuparilaatoin reunoja ja kulmia päällehitsattaessa.Hitsiä voidaan koneistaa vain hiomalla.Voimakkaasti kuluneet ruuvit voidaan täyttöhitsata OK 83.28 puikolla ennen
kovahitsausta.Kulumisen pienentämiseksi kovahitsipalot tulee hitsata syötettävän
materiaalin kulkusuuntaan.
LisäaineetTalttausOK 21.03TäyttöhitsausOK 83.28 OK 83.29
KovahitsausVoimakas hankausOK 84.78OK Tubrodur 14.70
Kohtalainen hankausOK 83.65OK Tubrodur 15.52
4 - 31
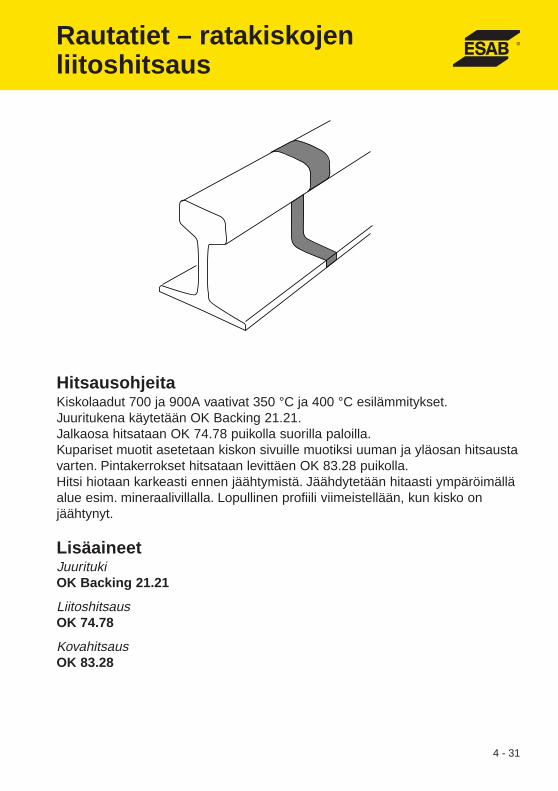
Rautatiet – ratakiskojenliitoshitsaus
HitsausohjeitaKiskolaadut 700 ja 900A vaativat 350 °C ja 400 °C esilämmitykset.Juuritukena käytetään OK Backing 21.21.Jalkaosa hitsataan OK 74.78 puikolla suorilla paloilla.Kupariset muotit asetetaan kiskon sivuille muotiksi uuman ja yläosan hitsaustavarten. Pintakerrokset hitsataan levittäen OK 83.28 puikolla.Hitsi hiotaan karkeasti ennen jäähtymistä. Jäähdytetään hitaasti ympäröimälläalue esim. mineraalivillalla. Lopullinen profiili viimeistellään, kun kisko onjäähtynyt.
LisäaineetJuuritukiOK Backing 21.21
LiitoshitsausOK 74.78
KovahitsausOK 83.28
4 - 32
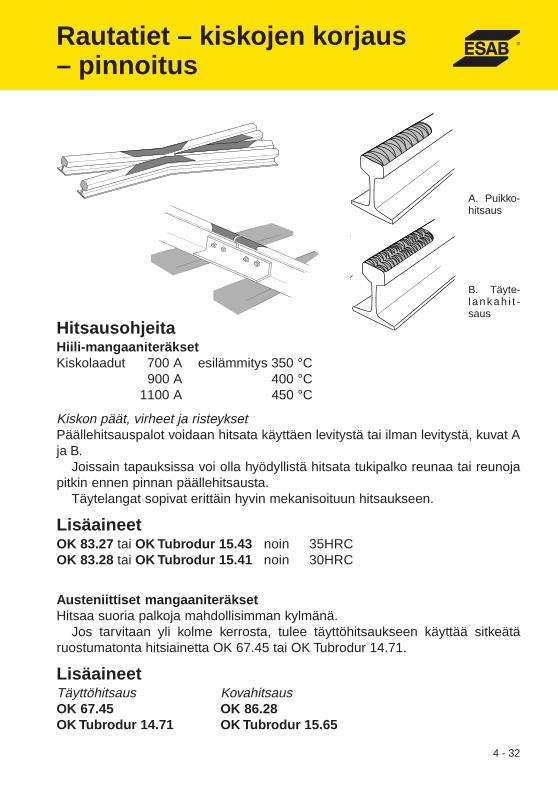
Rautatiet – kiskojen korjaus– pinnoitus
A. Puikko-hitsaus
B. Täyte-l ankah i t -saus
HitsausohjeitaHiili-mangaaniteräksetKiskolaadut 700 A esilämmitys 350 °C
900 A 400 °C1100 A 450 °C
Kiskon päät, virheet ja risteyksetPäällehitsauspalot voidaan hitsata käyttäen levitystä tai ilman levitystä, kuvat Aja B.
Joissain tapauksissa voi olla hyödyllistä hitsata tukipalko reunaa tai reunojapitkin ennen pinnan päällehitsausta.
Täytelangat sopivat erittäin hyvin mekanisoituun hitsaukseen.
LisäaineetOK 83.27 tai OK Tubrodur 15.43 noin 35HRCOK 83.28 tai OK Tubrodur 15.41 noin 30HRC
Austeniittiset mangaaniteräksetHitsaa suoria palkoja mahdollisimman kylmänä.
Jos tarvitaan yli kolme kerrosta, tulee täyttöhitsaukseen käyttää sitkeätäruostumatonta hitsiainetta OK 67.45 tai OK Tubrodur 14.71.
LisäaineetTäyttöhitsaus KovahitsausOK 67.45 OK 86.28OK Tubrodur 14.71 OK Tubrodur 15.65
4 - 33
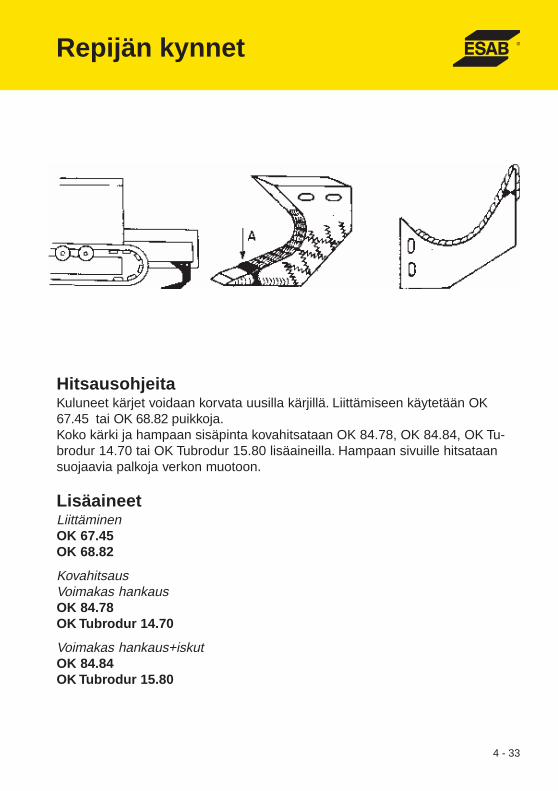
HitsausohjeitaKuluneet kärjet voidaan korvata uusilla kärjillä. Liittämiseen käytetään OK67.45 tai OK 68.82 puikkoja.Koko kärki ja hampaan sisäpinta kovahitsataan OK 84.78, OK 84.84, OK Tu-brodur 14.70 tai OK Tubrodur 15.80 lisäaineilla. Hampaan sivuille hitsataansuojaavia palkoja verkon muotoon.
LisäaineetLiittäminenOK 67.45OK 68.82
KovahitsausVoimakas hankausOK 84.78OK Tubrodur 14.70
Voimakas hankaus+iskutOK 84.84OK Tubrodur 15.80
Repijän kynnet

4 - 34
HitsausohjeitaMurskainrulla tai vaihdettavat murskaintangot on valmistettu useinmangaaniteräksestä (ei-magneettinen). Kuten mangaaniteräksillä yleensäkin,on hitsauksen aikana vältettävä liiallista lämmitystä.
Pinta tulee puhdistaa ja tarkastaa halkeamien varalta ennen hitsausta.Halkeamat taltataan auki OK 21.03 puikolla ja korjataan puikolla OK 67.45 taiOK Tubrodur 14.71.
OK 86.28 käytetään puikolla kovahitsaukseen ja OK Tubrodur 15.60täytelangalla kovahitsaukseen.
LisäaineetTalttausOK 21.03
Halkeaman korjausOK 67.45OK Autrod 16.95OK Tubrodur 14.71
KovahitsausOK 86.28OK Tubrodur 15.60
Rullamurskain
4 - 35
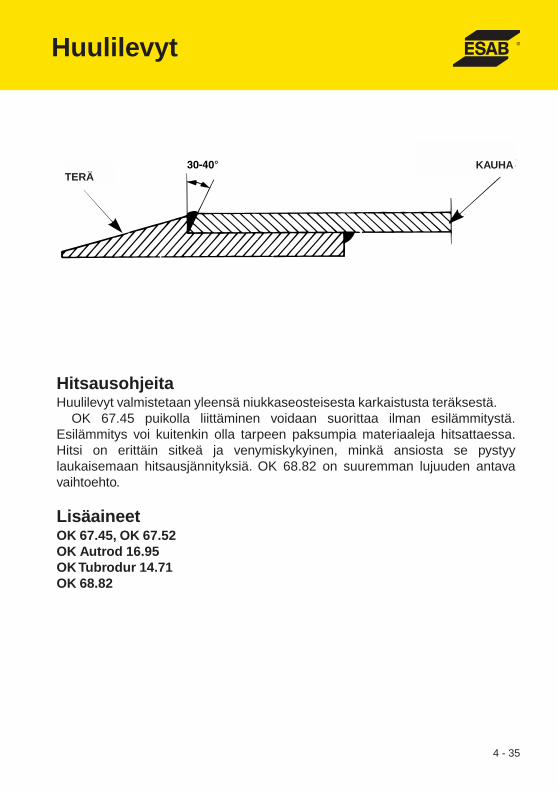
HitsausohjeitaHuulilevyt valmistetaan yleensä niukkaseosteisesta karkaistusta teräksestä.
OK 67.45 puikolla liittäminen voidaan suorittaa ilman esilämmitystä.Esilämmitys voi kuitenkin olla tarpeen paksumpia materiaaleja hitsattaessa.Hitsi on erittäin sitkeä ja venymiskykyinen, minkä ansiosta se pystyylaukaisemaan hitsausjännityksiä. OK 68.82 on suuremman lujuuden antavavaihtoehto.
LisäaineetOK 67.45, OK 67.52OK Autrod 16.95OK Tubrodur 14.71OK 68.82
Huulilevyt
TERÄKAUHA
4 - 36
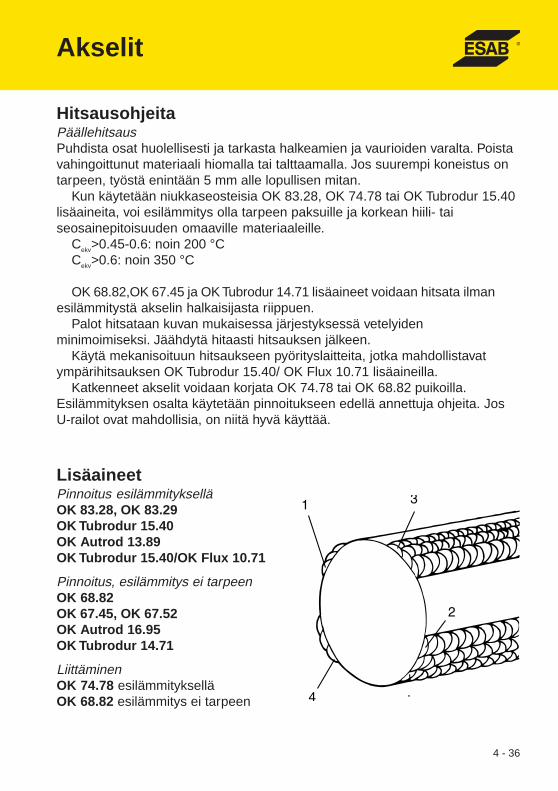
Akselit
HitsausohjeitaPäällehitsausPuhdista osat huolellisesti ja tarkasta halkeamien ja vaurioiden varalta. Poistavahingoittunut materiaali hiomalla tai talttaamalla. Jos suurempi koneistus ontarpeen, työstä enintään 5 mm alle lopullisen mitan.
Kun käytetään niukkaseosteisia OK 83.28, OK 74.78 tai OK Tubrodur 15.40lisäaineita, voi esilämmitys olla tarpeen paksuille ja korkean hiili- taiseosainepitoisuuden omaaville materiaaleille.
Cekv>0.45-0.6: noin 200 °CCekv>0.6: noin 350 °C
OK 68.82,OK 67.45 ja OK Tubrodur 14.71 lisäaineet voidaan hitsata ilmanesilämmitystä akselin halkaisijasta riippuen.
Palot hitsataan kuvan mukaisessa järjestyksessä vetelyidenminimoimiseksi. Jäähdytä hitaasti hitsauksen jälkeen.
Käytä mekanisoituun hitsaukseen pyörityslaitteita, jotka mahdollistavatympärihitsauksen OK Tubrodur 15.40/ OK Flux 10.71 lisäaineilla.
Katkenneet akselit voidaan korjata OK 74.78 tai OK 68.82 puikoilla.Esilämmityksen osalta käytetään pinnoitukseen edellä annettuja ohjeita. JosU-railot ovat mahdollisia, on niitä hyvä käyttää.
LisäaineetPinnoitus esilämmitykselläOK 83.28, OK 83.29OK Tubrodur 15.40OK Autrod 13.89OK Tubrodur 15.40/OK Flux 10.71
Pinnoitus, esilämmitys ei tarpeenOK 68.82OK 67.45, OK 67.52OK Autrod 16.95OK Tubrodur 14.71
LiittäminenOK 74.78 esilämmitykselläOK 68.82 esilämmitys ei tarpeen
4 - 37
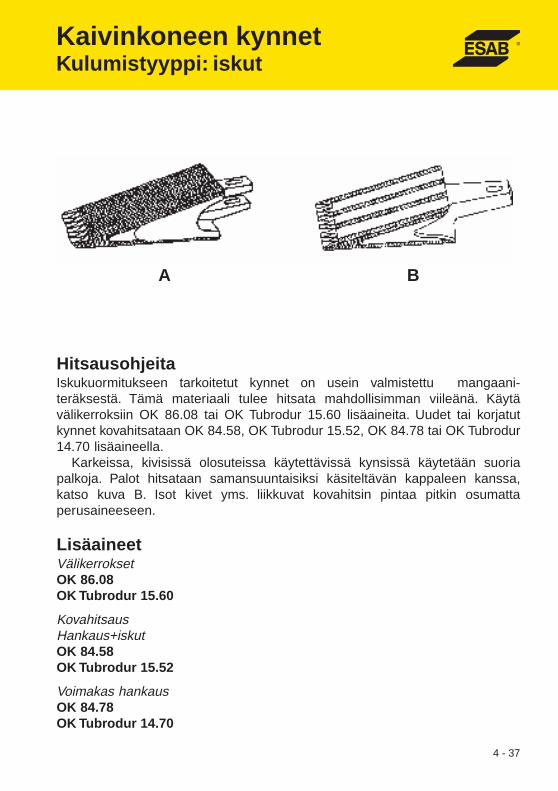
HitsausohjeitaIskukuormitukseen tarkoitetut kynnet on usein valmistettu mangaani-teräksestä. Tämä materiaali tulee hitsata mahdollisimman viileänä. Käytävälikerroksiin OK 86.08 tai OK Tubrodur 15.60 lisäaineita. Uudet tai korjatutkynnet kovahitsataan OK 84.58, OK Tubrodur 15.52, OK 84.78 tai OK Tubrodur14.70 lisäaineella.
Karkeissa, kivisissä olosuteissa käytettävissä kynsissä käytetään suoriapalkoja. Palot hitsataan samansuuntaisiksi käsiteltävän kappaleen kanssa,katso kuva B. Isot kivet yms. liikkuvat kovahitsin pintaa pitkin osumattaperusaineeseen.
LisäaineetVälikerroksetOK 86.08OK Tubrodur 15.60
KovahitsausHankaus+iskutOK 84.58OK Tubrodur 15.52
Voimakas hankausOK 84.78OK Tubrodur 14.70
Kaivinkoneen kynnetKulumistyyppi: iskut
A B
4 - 38
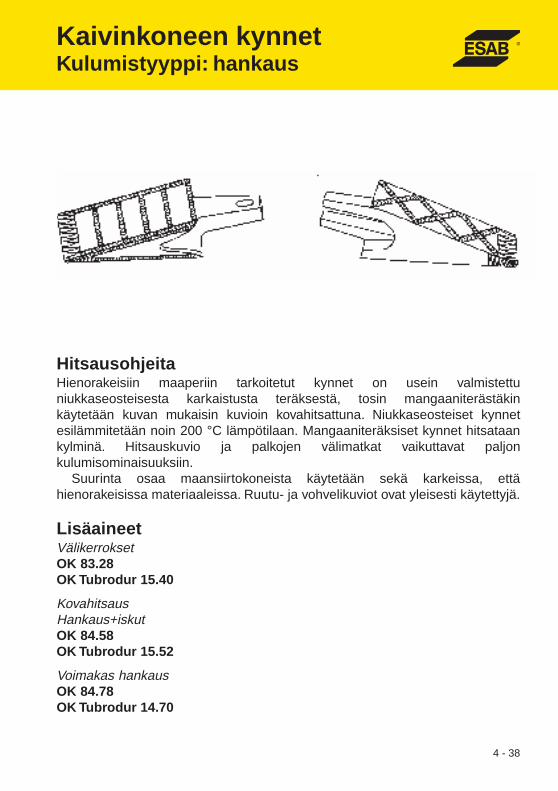
HitsausohjeitaHienorakeisiin maaperiin tarkoitetut kynnet on usein valmistettuniukkaseosteisesta karkaistusta teräksestä, tosin mangaaniterästäkinkäytetään kuvan mukaisin kuvioin kovahitsattuna. Niukkaseosteiset kynnetesilämmitetään noin 200 °C lämpötilaan. Mangaaniteräksiset kynnet hitsataankylminä. Hitsauskuvio ja palkojen välimatkat vaikuttavat paljonkulumisominaisuuksiin.
Suurinta osaa maansiirtokoneista käytetään sekä karkeissa, ettähienorakeisissa materiaaleissa. Ruutu- ja vohvelikuviot ovat yleisesti käytettyjä.
LisäaineetVälikerroksetOK 83.28OK Tubrodur 15.40
KovahitsausHankaus+iskutOK 84.58OK Tubrodur 15.52
Voimakas hankausOK 84.78OK Tubrodur 14.70
Kaivinkoneen kynnetKulumistyyppi: hankaus
4 - 39
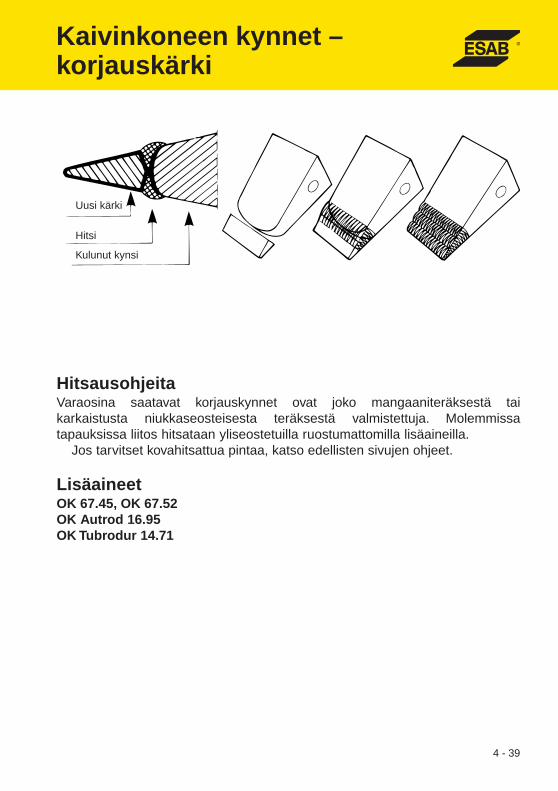
HitsausohjeitaVaraosina saatavat korjauskynnet ovat joko mangaaniteräksestä taikarkaistusta niukkaseosteisesta teräksestä valmistettuja. Molemmissatapauksissa liitos hitsataan yliseostetuilla ruostumattomilla lisäaineilla.
Jos tarvitset kovahitsattua pintaa, katso edellisten sivujen ohjeet.
LisäaineetOK 67.45, OK 67.52OK Autrod 16.95OK Tubrodur 14.71
Kaivinkoneen kynnet –korjauskärki
Uusi kärki
Hitsi
Kulunut kynsi
4 - 40
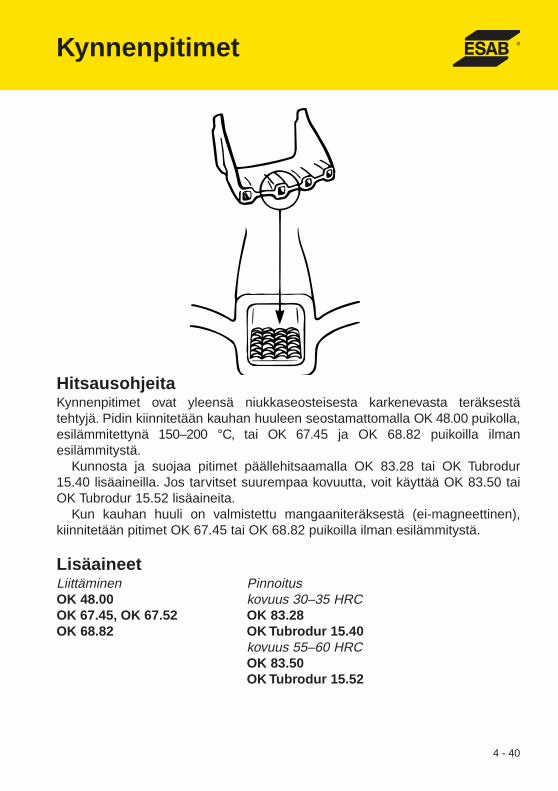
HitsausohjeitaKynnenpitimet ovat yleensä niukkaseosteisesta karkenevasta teräksestätehtyjä. Pidin kiinnitetään kauhan huuleen seostamattomalla OK 48.00 puikolla,esilämmitettynä 150–200 °C, tai OK 67.45 ja OK 68.82 puikoilla ilmanesilämmitystä.
Kunnosta ja suojaa pitimet päällehitsaamalla OK 83.28 tai OK Tubrodur15.40 lisäaineilla. Jos tarvitset suurempaa kovuutta, voit käyttää OK 83.50 taiOK Tubrodur 15.52 lisäaineita.
Kun kauhan huuli on valmistettu mangaaniteräksestä (ei-magneettinen),kiinnitetään pitimet OK 67.45 tai OK 68.82 puikoilla ilman esilämmitystä.
LisäaineetLiittäminen PinnoitusOK 48.00 kovuus 30–35 HRCOK 67.45, OK 67.52 OK 83.28OK 68.82 OK Tubrodur 15.40
kovuus 55–60 HRCOK 83.50OK Tubrodur 15.52
Kynnenpitimet
4 - 41
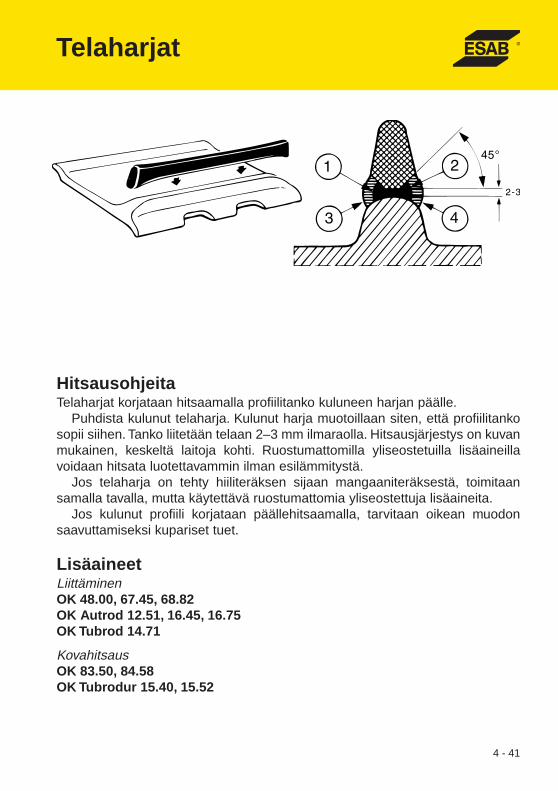
HitsausohjeitaTelaharjat korjataan hitsaamalla profiilitanko kuluneen harjan päälle.
Puhdista kulunut telaharja. Kulunut harja muotoillaan siten, että profiilitankosopii siihen. Tanko liitetään telaan 2–3 mm ilmaraolla. Hitsausjärjestys on kuvanmukainen, keskeltä laitoja kohti. Ruostumattomilla yliseostetuilla lisäaineillavoidaan hitsata luotettavammin ilman esilämmitystä.
Jos telaharja on tehty hiiliteräksen sijaan mangaaniteräksestä, toimitaansamalla tavalla, mutta käytettävä ruostumattomia yliseostettuja lisäaineita.
Jos kulunut profiili korjataan päällehitsaamalla, tarvitaan oikean muodonsaavuttamiseksi kupariset tuet.
LisäaineetLiittäminenOK 48.00, 67.45, 68.82OK Autrod 12.51, 16.45, 16.75OK Tubrod 14.71
KovahitsausOK 83.50, 84.58OK Tubrodur 15.40, 15.52
Telaharjat
4 - 42
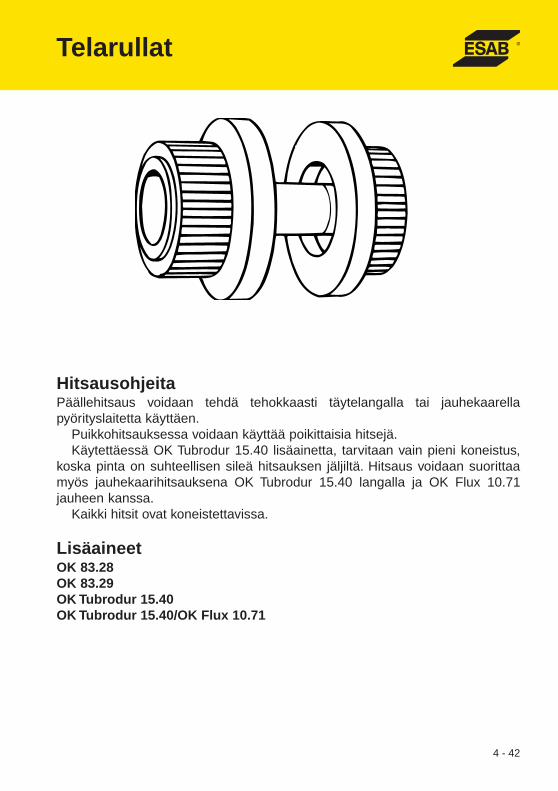
HitsausohjeitaPäällehitsaus voidaan tehdä tehokkaasti täytelangalla tai jauhekaarellapyörityslaitetta käyttäen.
Puikkohitsauksessa voidaan käyttää poikittaisia hitsejä.Käytettäessä OK Tubrodur 15.40 lisäainetta, tarvitaan vain pieni koneistus,
koska pinta on suhteellisen sileä hitsauksen jäljiltä. Hitsaus voidaan suorittaamyös jauhekaarihitsauksena OK Tubrodur 15.40 langalla ja OK Flux 10.71jauheen kanssa.
Kaikki hitsit ovat koneistettavissa.
LisäaineetOK 83.28OK 83.29OK Tubrodur 15.40OK Tubrodur 15.40/OK Flux 10.71
Telarullat
4 - 43
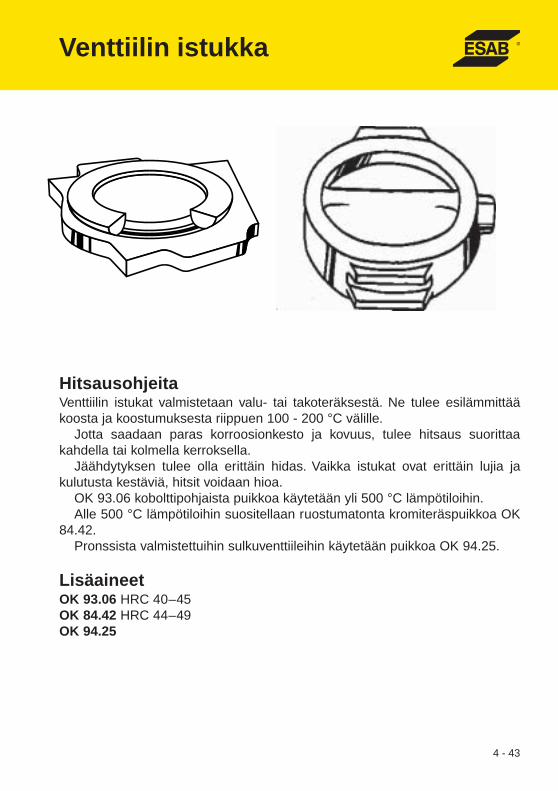
HitsausohjeitaVenttiilin istukat valmistetaan valu- tai takoteräksestä. Ne tulee esilämmittääkoosta ja koostumuksesta riippuen 100 - 200 °C välille.
Jotta saadaan paras korroosionkesto ja kovuus, tulee hitsaus suorittaakahdella tai kolmella kerroksella.
Jäähdytyksen tulee olla erittäin hidas. Vaikka istukat ovat erittäin lujia jakulutusta kestäviä, hitsit voidaan hioa.
OK 93.06 kobolttipohjaista puikkoa käytetään yli 500 °C lämpötiloihin.Alle 500 °C lämpötiloihin suositellaan ruostumatonta kromiteräspuikkoa OK
84.42.Pronssista valmistettuihin sulkuventtiileihin käytetään puikkoa OK 94.25.
LisäaineetOK 93.06 HRC 40–45OK 84.42 HRC 44–49OK 94.25
Venttiilin istukka
444 - 44
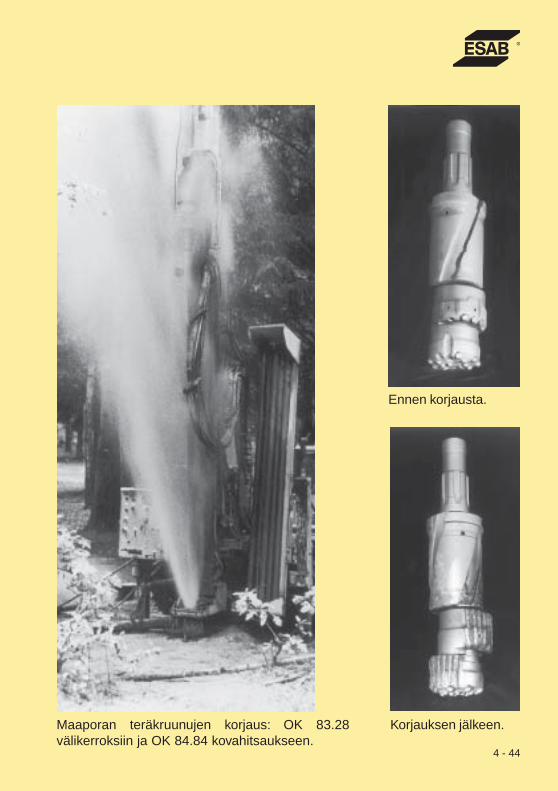
Ennen korjausta.
Korjauksen jälkeen.Maaporan teräkruunujen korjaus: OK 83.28välikerroksiin ja OK 84.84 kovahitsaukseen.
454 - 45
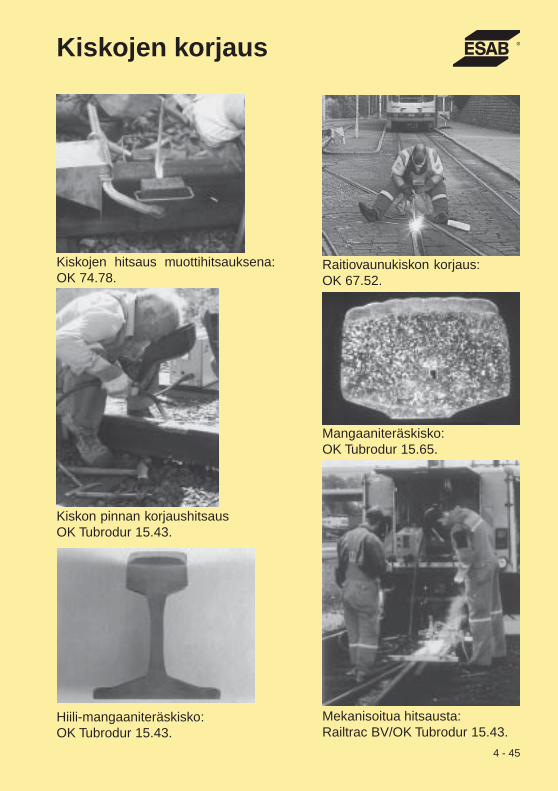
Kiskojen hitsaus muottihitsauksena:OK 74.78.
Raitiovaunukiskon korjaus:OK 67.52.
Mangaaniteräskisko:OK Tubrodur 15.65.
Kiskon pinnan korjaushitsausOK Tubrodur 15.43.
Mekanisoitua hitsausta:Railtrac BV/OK Tubrodur 15.43.
Kiskojen korjaus
Hiili-mangaaniteräskisko:OK Tubrodur 15.43.


















