Kochbuch "Kulinarische Wochen" 2013
20
Comparison of methodologies for LCA processes - Application to the dyeing of cotton • Vanessa Pasquet • Sandrine Pesnel • Anne Perwuelz • Nemeshwaree Behary GEMTEX: university research laboratory in the field of textile materials and processes
Transcript of Kochbuch "Kulinarische Wochen" 2013
Comparison of methodologies for LCA processes
- Application to the dyeing of cotton
• Vanessa Pasquet • Sandrine Pesnel • Anne Perwuelz • Nemeshwaree Behary
GEMTEX: university research laboratory in the field of textile materials and processes
AVNIR 2012 2 06/11/2012
• Interreg IV project between Southern Belgium and Nord – Pas-de-Calais region (end in 2012)
• 4 members :
• Main lines :
– Realisation of Life Cycle Assessment (LCA)
– Implement the Best Available Technologies (BAT)
– Help for the REACH legislation
– Recycling of co-products
ACVTEX project
www.acvtex.eu
AVNIR 2012 3 06/11/2012
Problem of cotton dyeing industry
WaterChemicals (Dyes, surfactants, etc..)
ElectricityThermal energie
Dyed textile
Dyeing process
Emissions inWater, air and soil
Waste
Cotton dyeing involves high water consumption, energy use and also input of a wide range of chemicals.
AVNIR 2012 4 06/11/2012
Cotton dyes
Cotton fiber can be dyed with 4 different dyes: • Reactive, • Direct, • Vat, • Sulfur
Objectives: • Compare different cotton dyeing processes with LCA processes
• Focus on the modeling of water emissions and water
treatments
Each class of dye involves different process in terms of bath temperature, time of treatment and chemicals used.
AVNIR 2012 5 06/11/2012
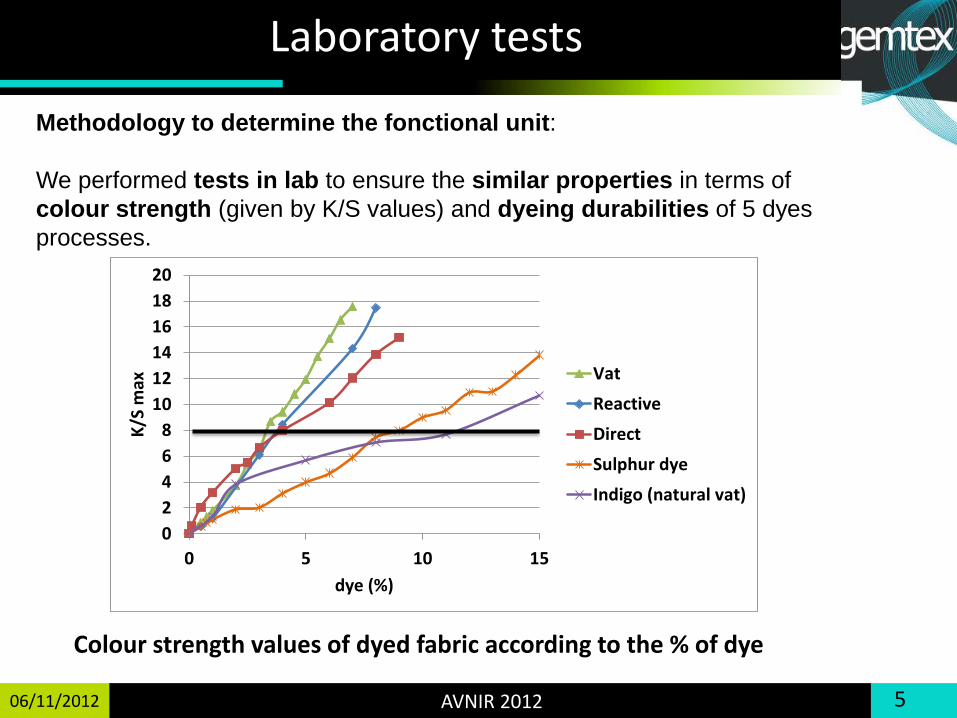
Laboratory tests
0
2
4
6
8
10
12
14
16
18
20
0 5 10 15
K/S
max
dye (%)
Vat
Reactive
Direct
Sulphur dye
Indigo (natural vat)
Methodology to determine the fonctional unit:
We performed tests in lab to ensure the similar properties in terms of
colour strength (given by K/S values) and dyeing durabilities of 5 dyes
processes.
Colour strength values of dyed fabric according to the % of dye
AVNIR 2012 6 06/11/2012
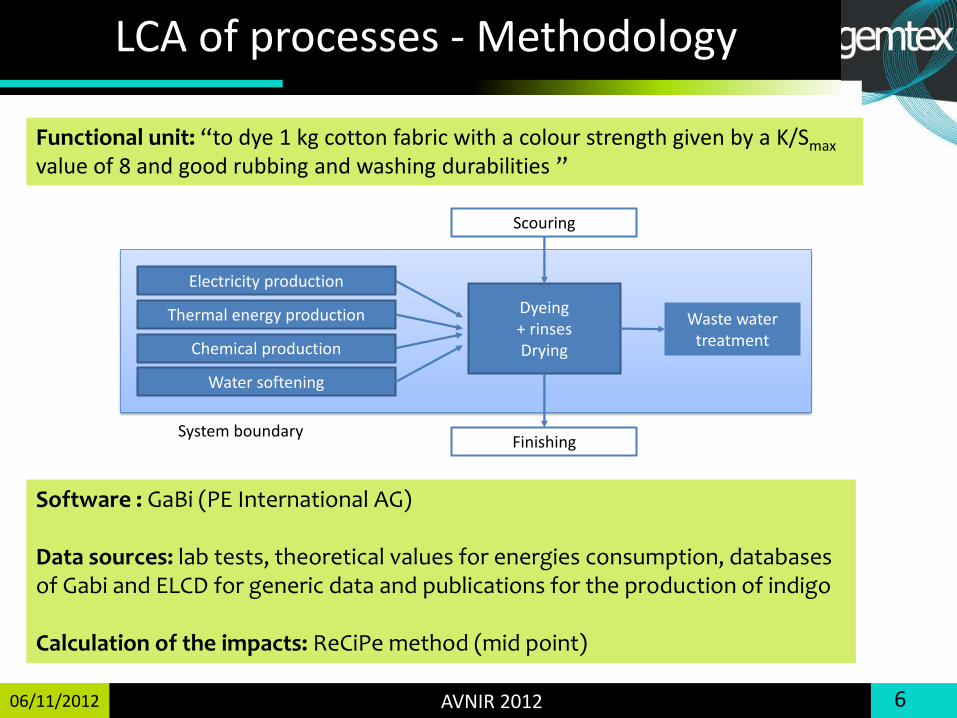
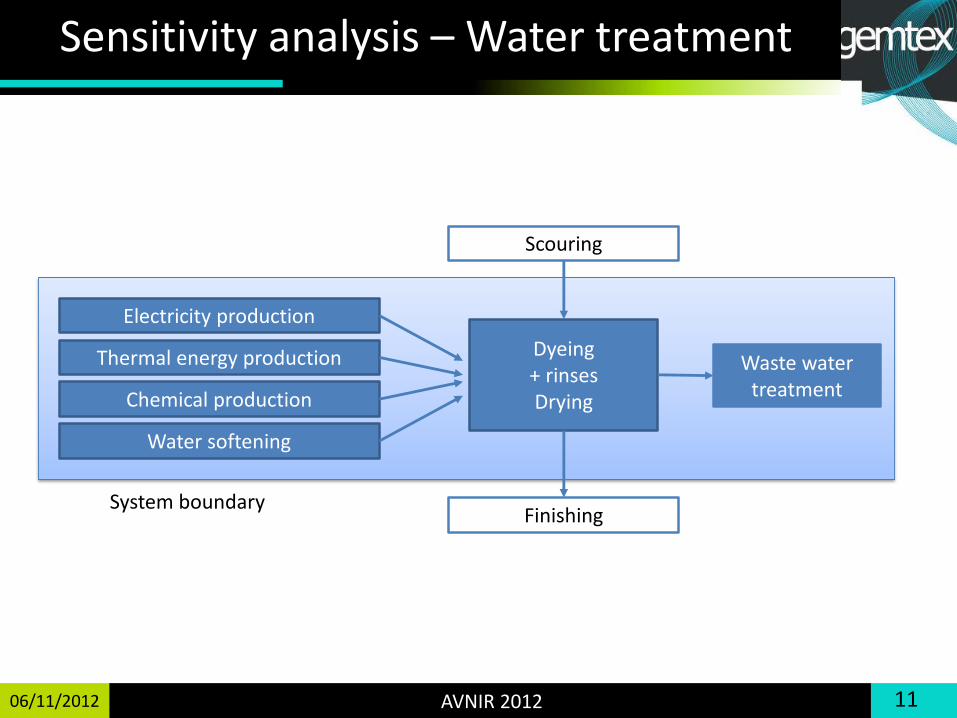
LCA of processes - Methodology
Software : GaBi (PE International AG) Data sources: lab tests, theoretical values for energies consumption, databases of Gabi and ELCD for generic data and publications for the production of indigo Calculation of the impacts: ReCiPe method (mid point)
Functional unit: “to dye 1 kg cotton fabric with a colour strength given by a K/Smax value of 8 and good rubbing and washing durabilities ”
Electricity production
Chemical production
Water softening
Thermal energy production Dyeing+ rinsesDrying
Finishing
Scouring
Waste water treatment
System boundary
AVNIR 2012 7 06/11/2012
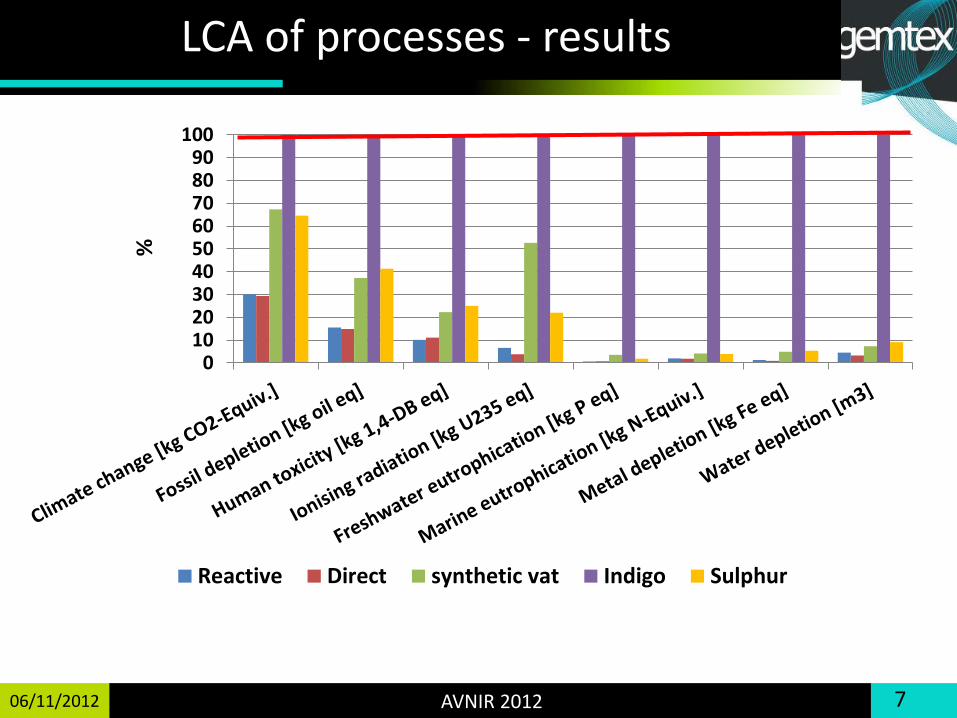
LCA of processes - results
0102030405060708090
100%
Reactive Direct synthetic vat Indigo Sulphur
AVNIR 2012 8 06/11/2012
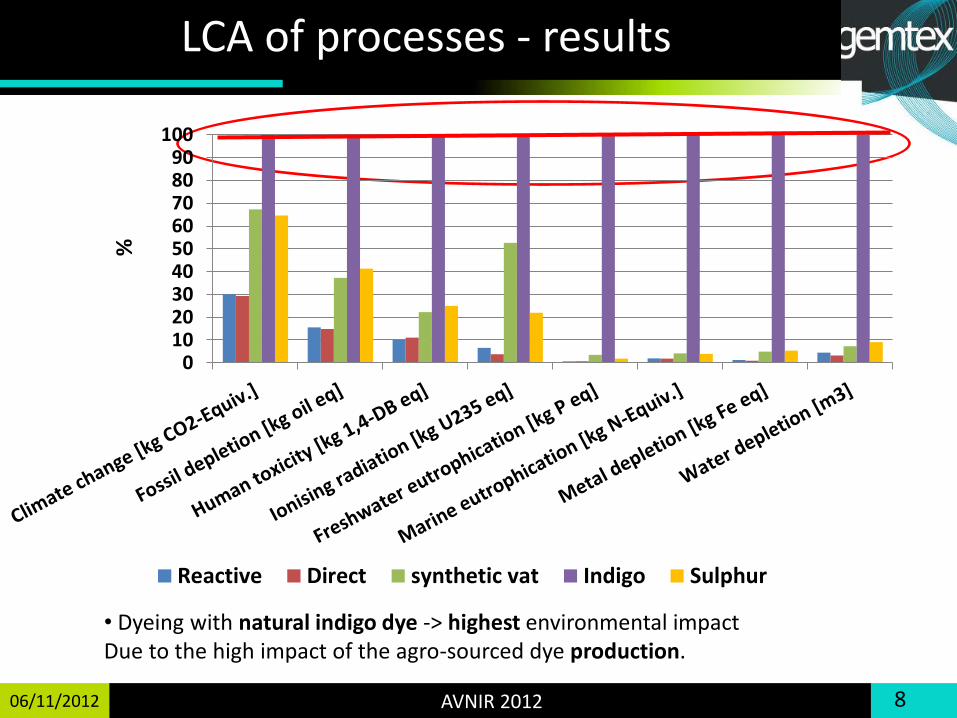
LCA of processes - results
• Dyeing with natural indigo dye -> highest environmental impact Due to the high impact of the agro-sourced dye production.
0102030405060708090
100%
Reactive Direct synthetic vat Indigo Sulphur
AVNIR 2012 9 06/11/2012
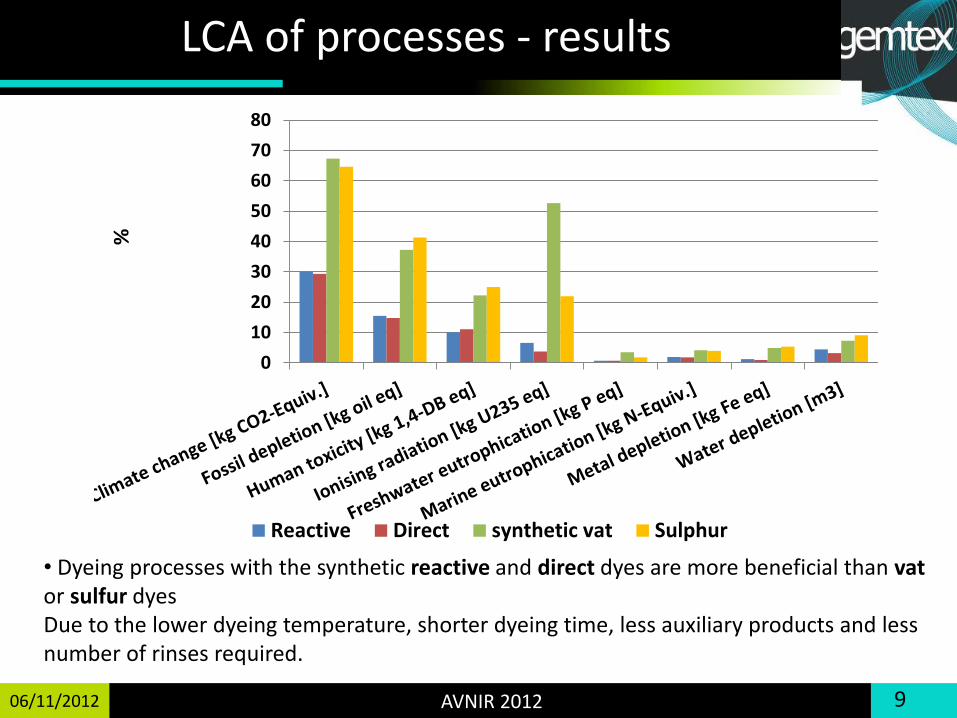
LCA of processes - results
• Dyeing processes with the synthetic reactive and direct dyes are more beneficial than vat or sulfur dyes Due to the lower dyeing temperature, shorter dyeing time, less auxiliary products and less number of rinses required.
0
10
20
30
40
50
60
70
80%
Reactive Direct synthetic vat Sulphur
AVNIR 2012 10 06/11/2012
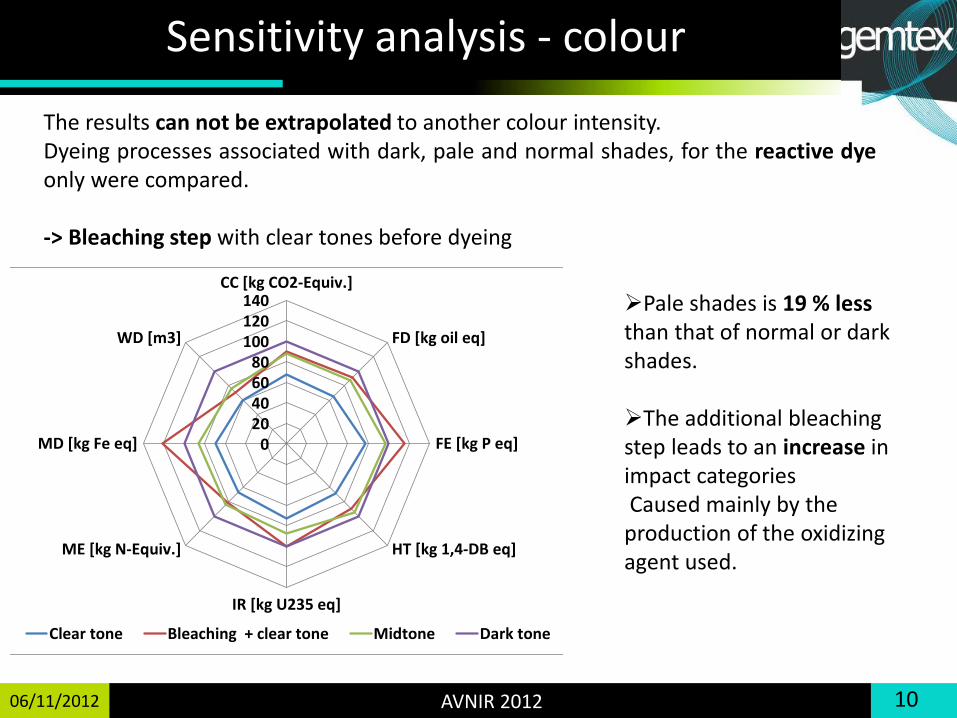
Sensitivity analysis - colour
The results can not be extrapolated to another colour intensity. Dyeing processes associated with dark, pale and normal shades, for the reactive dye only were compared. -> Bleaching step with clear tones before dyeing
020406080
100120140
CC [kg CO2-Equiv.]
FD [kg oil eq]
FE [kg P eq]
HT [kg 1,4-DB eq]
IR [kg U235 eq]
ME [kg N-Equiv.]
MD [kg Fe eq]
WD [m3]
Clear tone Bleaching + clear tone Midtone Dark tone
Pale shades is 19 % less than that of normal or dark shades. The additional bleaching step leads to an increase in impact categories Caused mainly by the production of the oxidizing agent used.
AVNIR 2012 11 06/11/2012
Electricity production
Chemical production
Water softening
Thermal energy production Dyeing+ rinsesDrying
Finishing
Scouring
Waste water treatment
System boundary
Sensitivity analysis – Water treatment
AVNIR 2012 12 06/11/2012
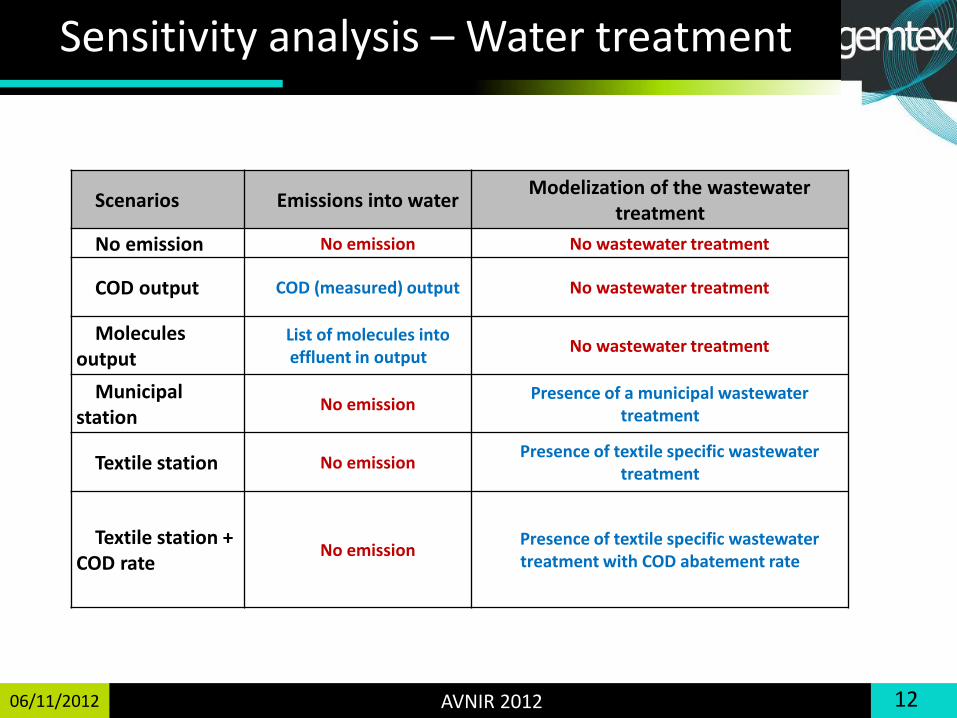
Sensitivity analysis – Water treatment
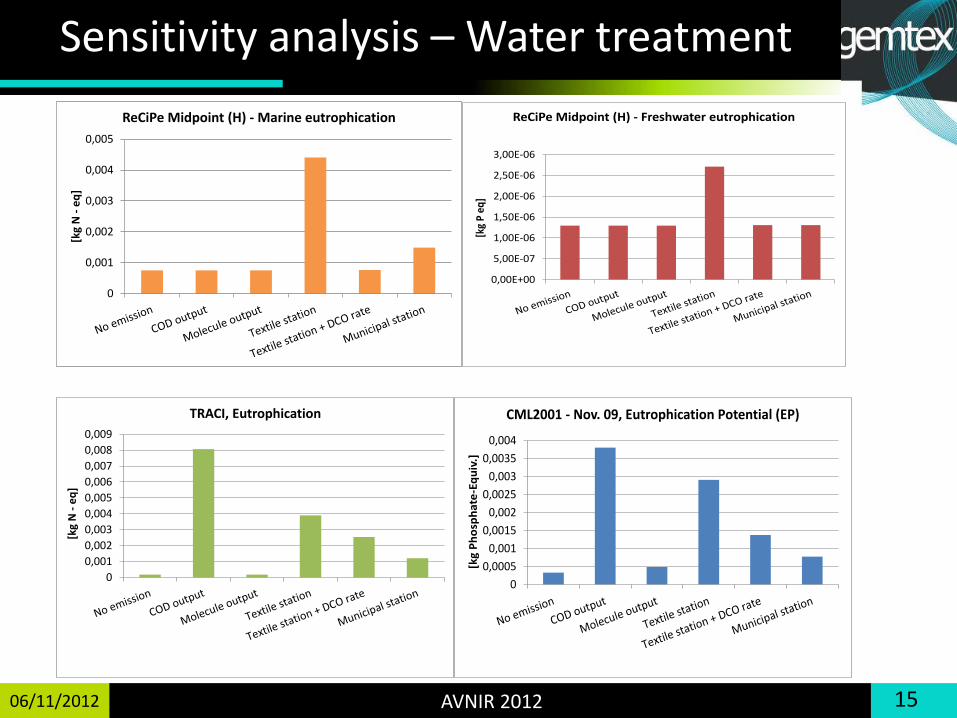
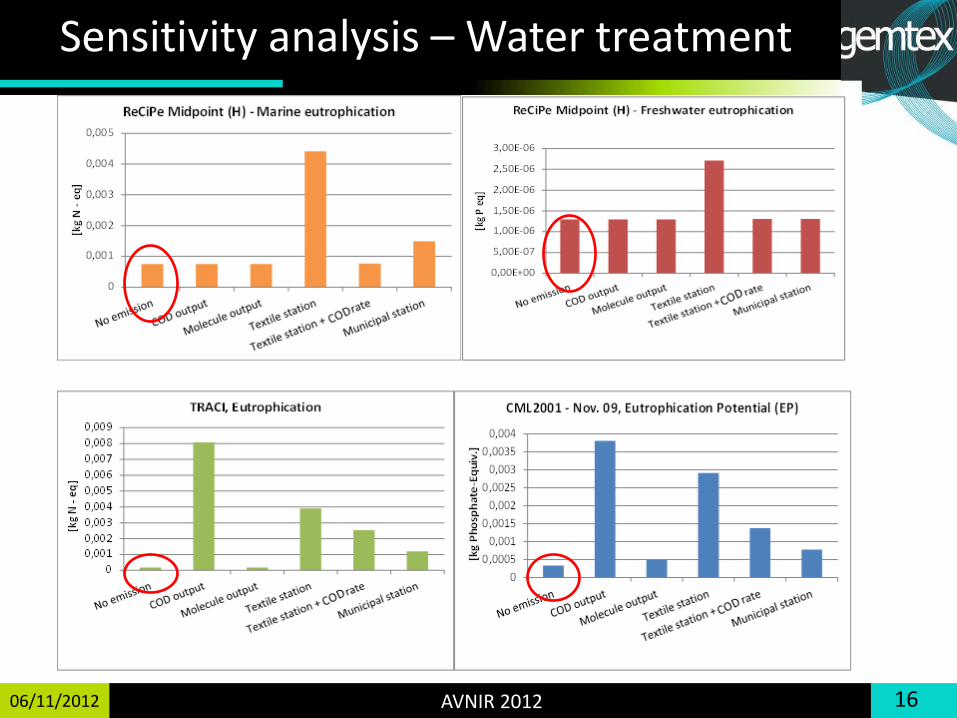
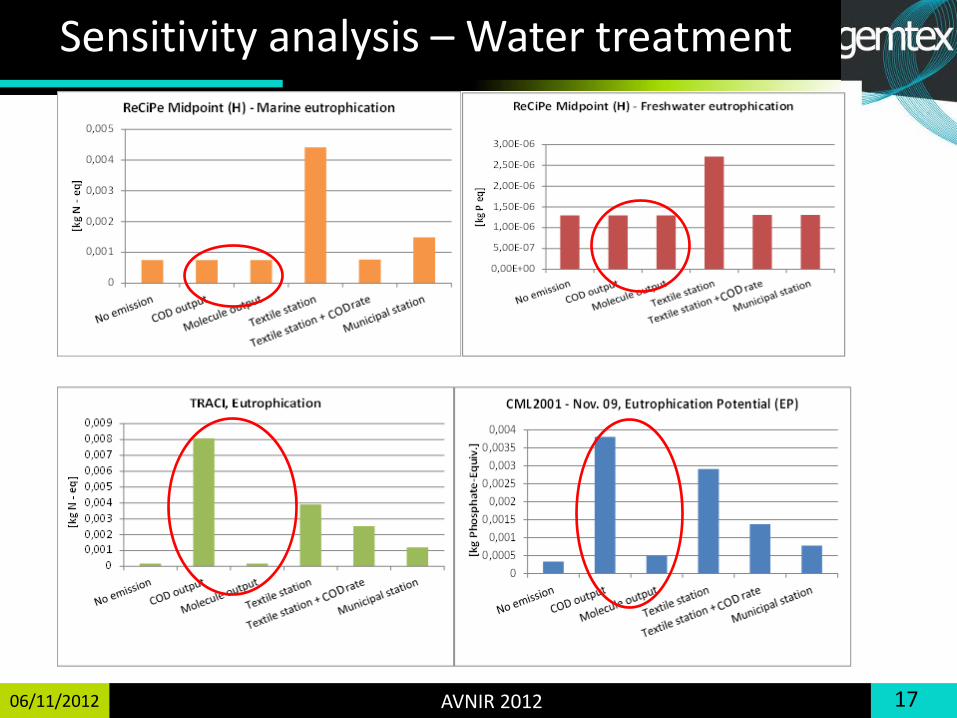
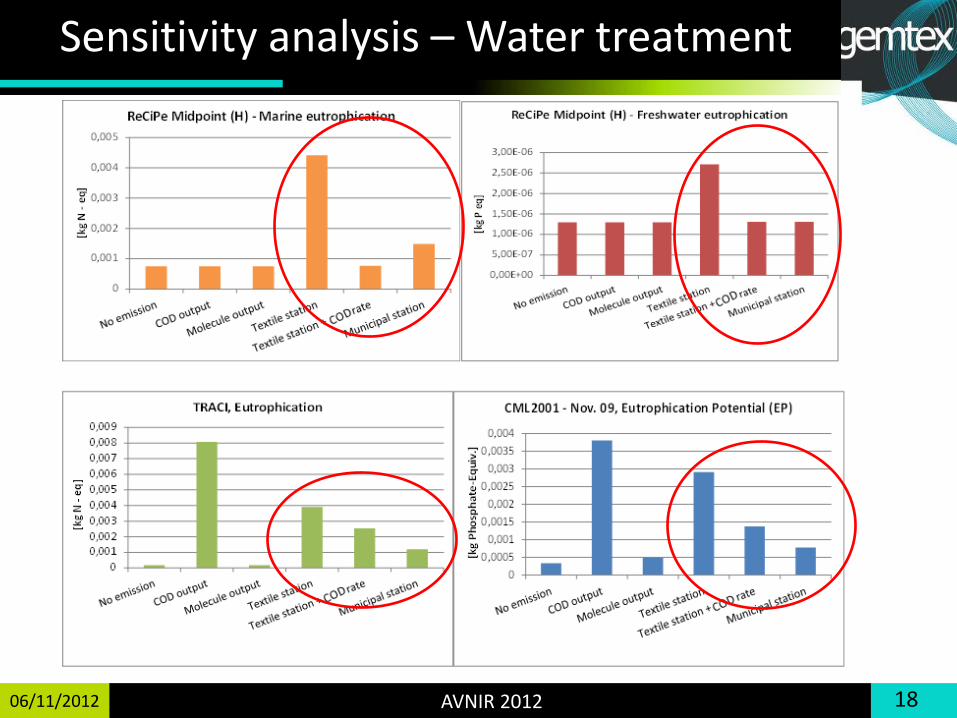
Scenarios Emissions into water Modelization of the wastewater
treatment
No emission No emission No wastewater treatment
COD output COD (measured) output No wastewater treatment
Molecules output
List of molecules into effluent in output
No wastewater treatment
Municipal station
No emission Presence of a municipal wastewater
treatment
Textile station No emission Presence of textile specific wastewater
treatment
Textile station + COD rate
No emission Presence of textile specific wastewater treatment with COD abatement rate
AVNIR 2012 13 06/11/2012
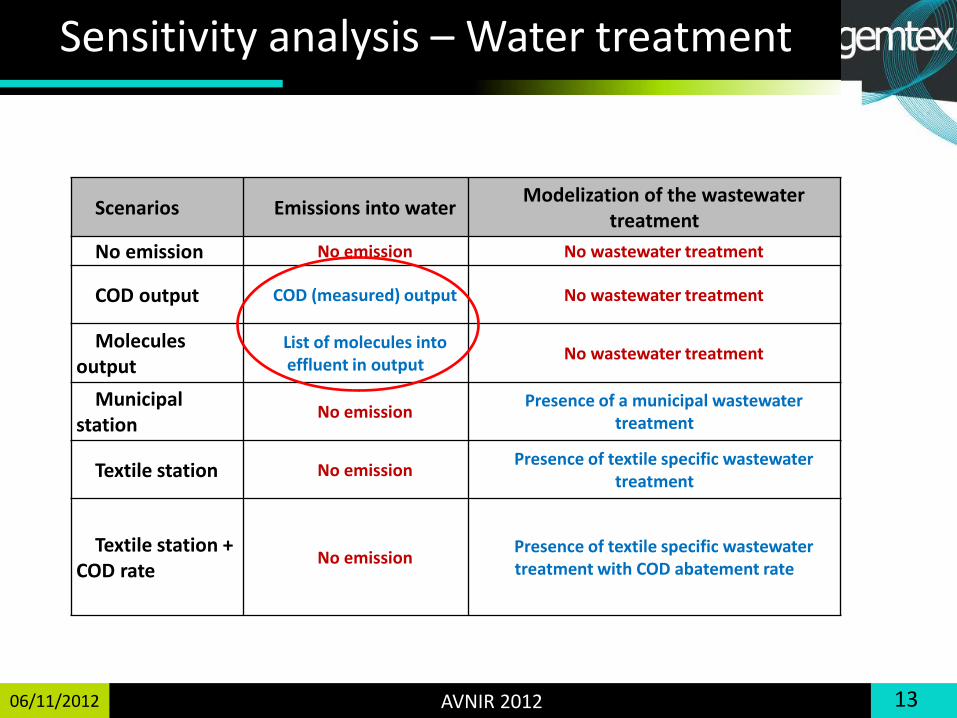
Sensitivity analysis – Water treatment
Scenarios Emissions into water Modelization of the wastewater
treatment
No emission No emission No wastewater treatment
COD output COD (measured) output No wastewater treatment
Molecules output
List of molecules into effluent in output
No wastewater treatment
Municipal station
No emission Presence of a municipal wastewater
treatment
Textile station No emission Presence of textile specific wastewater
treatment
Textile station + COD rate
No emission Presence of textile specific wastewater treatment with COD abatement rate
AVNIR 2012 14 06/11/2012
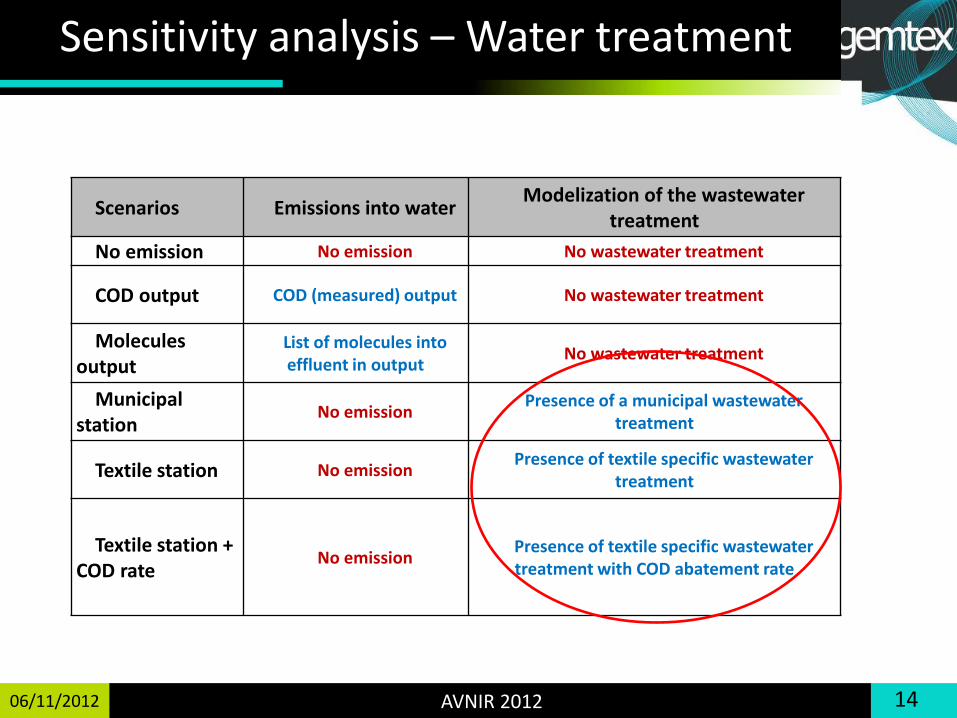
Sensitivity analysis – Water treatment
Scenarios Emissions into water Modelization of the wastewater
treatment
No emission No emission No wastewater treatment
COD output COD (measured) output No wastewater treatment
Molecules output
List of molecules into effluent in output
No wastewater treatment
Municipal station
No emission Presence of a municipal wastewater
treatment
Textile station No emission Presence of textile specific wastewater
treatment
Textile station + COD rate
No emission Presence of textile specific wastewater treatment with COD abatement rate
AVNIR 2012 15 06/11/2012
Sensitivity analysis – Water treatment
0
0,001
0,002
0,003
0,004
0,005
[kg
N -
eq
]
ReCiPe Midpoint (H) - Marine eutrophication
0,00E+00
5,00E-07
1,00E-06
1,50E-06
2,00E-06
2,50E-06
3,00E-06
[kg
P eq
]
ReCiPe Midpoint (H) - Freshwater eutrophication
0
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0,009
[kg
N -
eq
]
TRACI, Eutrophication
0
0,0005
0,001
0,0015
0,002
0,0025
0,003
0,0035
0,004
[kg
Ph
osp
ha
te-E
qu
iv.]
CML2001 - Nov. 09, Eutrophication Potential (EP)
AVNIR 2012 16 06/11/2012
Sensitivity analysis – Water treatment
AVNIR 2012 17 06/11/2012
Sensitivity analysis – Water treatment
AVNIR 2012 18 06/11/2012
Sensitivity analysis – Water treatment
AVNIR 2012 19 06/11/2012
• Quality aspects of dyeing processes have to be taken into account in the functional unit .
• Modeling of effluents and wastewater treatment has a considerable influence on the impacts.
• Some dyes are toxic for humans, their cytotoxicity should be evaluated and include in the comparison.
• Lifetime of a dyeing according to durability tests should be taken into account in a LCA of product.
Discussion of the method
AVNIR 2012 20 06/11/2012
Conclusions
• Natural dye production step is polluting > Necessity for Eco-design culture and extraction of these dyes • Reactive and direct dyes are quite interesting from an environmental point of view comparing to vat and sulphur dyes. • Study different machines with different liquor ratios, energy consumption could also be realized to compare cotton dyeing processes.