Inžinierstvo kvality produkcie - · PDF file3 - predaj a distribúcia - uvedenie do...
35
1 Inžinierstvo kvality produkcie Štátnice Dudlyk, Sifu a iní 3. 6. 2008
Transcript of Inžinierstvo kvality produkcie - · PDF file3 - predaj a distribúcia - uvedenie do...

1
Inžinierstvo kvality produkcie
Štátnice
Dudlyk, Sifu a iní
3. 6. 2008

2
1. Historický vývoj riadenia kvality (USA, Japonsko, Slučka kvality)
Začiatky historického vývoja sú v Londýne práve v období priemyselnej revolúcie
a intenzívneho obchodu s priemyselnými kolóniami. Išlo hlavne o poistenie zakúpeného nákladu. Podnikateľ Loyd postupne zistil, že uzavrieť primeranú poistnú zmluvu môže iba vtedy, ak bude poznať technický stav lode, z akých materiálov je vyrobená, kapitána a spôsob údržby, prevádzkovanie, čo nakoniec viedlo k zostaveniu jednotných technických pravidiel pre stavbu lodí, kontrolu kvality používaných materiálov a súčastí, predpisov a dokumentovanie celého tohto systému. Tak vznikol prvý lodný register na svete a zároveň systém zabezpečovania
kvality pri stavbe lodí. Postupne vznikala potreba podobných služieb aj pre priemysel a obchod. Rozhodujúcim bolo obdobie priemyselnej revolúcie 19. st., kedy dochádza k prudkému rozvoju hromadnej výroby a deľby práce. Vznikom moderných výrobkov (automobil, lietadlo, telefónna sieť ap.) nastala revolúcia v technike zabezpečovania kvality: vznik riadenia kvality.
a) USA
Hlavnými tvorcami filozofie moderného riadenia kvality patria Američania Shewhart, Feigenbaum, Juran, Deming. V japonsku je to Ischikawa a v Európe Švéd Sandholm. Budovanie systémov kvality v USA a v Japonsku mali podstatný vplyv na tvorbu európskeho systému zabezpečovania kvality.
Ťažisko Demingových teórií spočívalo v štatistických metódach – podrobná analýza každého výrobku. Jeho prínos doplnil Juran teóriami , v ktorých zdôrazňoval orientáciu na zákazníka a úlohu manažmentu pri zabezpečovania kvality. Prelom nastáva zavedením koncepcie just in time- dodávanie zhodných prvkov určených na kompletizáciu výrobku. (dodávatelia a subdodávatelia musia uplatňovať systém riadenia kvality).
b) Japonsko
V Japonsku prešlo zabezpečovanie kvality 3-mi etapami: 1. zabezpečovanie kvality s orientáciou na technickú kontrolu – boli vytvorené
špecializované útvary kontroly kvality na kontrolu finálnych výrobkov. Išlo o výstupnú kontrolu, ktorá mala nevýhody – nebolo zabránené vzniku nezhodných výrobkov už
priamo vo výrobe a anonymita pracovníkov, ktorí nezhodné výrobky produkovali. Systém sa ukázal ako neperspektívny a Japonci od neho ustúpili.
2. zabezpečovanie kvality na riadenie procesov – ide o to aby každý výrobok zodpovedal normám kvality pomocou riadenia výrobného procesu. Tento systém neriešil problémy v konštrukcii alebo vo vývoji.
3. zabezpečovanie kvality s dôrazom na vývoj nových výrobkov – na každom kroku od
plánovania a projektovania až po popredajný servis sa muselo robiť vyhodnocovanie. Ešte pred výrobou sa musela urobiť analýza kvality vrátane skúšok spoľahlivosti v rôznych podmienkach.
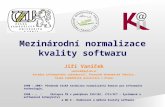
c) Slučka kvality
Z poznatkov z doterajšieho vývoja systému riadenia kvality vyplýva, že riadenie kvality sa musí
zamerať na celkový životný cyklus výrobku tzv. slučka kvality – funkcie, ktoré musí výrobný podnik dodržať sú prvky výrobného cyklu:
- marketing a prieskum trhu - navrhovanie špecifikovania výrobku a jeho vývoja - zásobovanie - plánovanie a vývoj procesu
- výroba - kontrola, skúšanie a skúmanie - balenie a skladovanie

3
- predaj a distribúcia - uvedenie do prevádzky a prevádzka - technická pomoc a údržba
- likvidácia po použití
Obr. Slučka kvality
2. Normy o kvalite
a) Normy pre systém manažérstva kvality
Súbor noriem ISO 9000 sa vypracoval, aby organizáciám všetkých typov a veľkostí pomohol zaviesť a prevádzkovať efektívne systémy manažérstva kvality:
- ISO 9000 - opisuje základy systémov manažérstva kvality a špecifikuje terminológiu - ISO 9001 – špecifikuje požiadavky na systém manažérstva kvality tam, kde organizácia
potrebuje preukázať svoju schopnosť poskytovať produkty, ktoré spĺňajú požiadavky zákazníka a použiteľných predpisov a zameriava sa na zdôraznenie spokojnosti zákazníka
- ISO 9004 – poskytuje návod, ktorý berie do úvahy efektívnosť a účinnosť systému. Cieľom normy je zlepšovanie výkonnosti organizácie, spokojnosť zákazníkov a ďalších
zainteresovaných strán.
b) Normy pre certifikácie a vyhlásenie zhody
V zmysle noriem EN rad 45000 je účelné certifikovať výrobky, systémy kvality a pracovníkov. Podľa príslušného objektu certifikácie rozoznávame:
- certifikácia výrobkov je založená na skúškach, certifikačné miesto musí spĺňať kritériá
v norme EN 45 011 - certifikácia systémov kvality je založená na preverovaní ich súladu s ISO 9001,
certifikačné miesto musí spĺňať kritéria v norme EN 45 012
- certifikácia pracovníkov, založená na preverovaní ich odborných vedomostí problematiky kvality, certifikačné miesto musí spĺňať kritéria normy EN 45 013
- EN 45 010 v tejto norme sú uvedené všeobecné požiadavky na posudzovanie a akreditáciu
certifikačných orgánov
- EN 45 014 v tejto norme sú uvedené všeobecné kritériá vyhlásenia zhody dodávateľom
c) Normy pre preverovanie systémov kvality
Normy ISO 10 000 sú svojim obsahom smernice pre preverovanie systémov kvality. ISO 10011-1 stanovuje základné princípy zavádzania, plánovania, vykonávania
a dokumentovania previerok systému kvality ISO 10011-2 popisuje minimálne kritériá spôsobilosti preverovateľov systému kvality

4
ISO 10011-3 poskytuje základnú smernicu pre organizáciu, ktorej bola daná zodpovednosť
plánovať a vykonávať sériu previerok systémov kvality podľa programov
ISO 10013 poskytuje návod na prípravu, spracovanie a kontrolu príručky kvality, ktorá je dôležitá pre účinnú prevádzku systému kvality.
3. Termíny a definície podľa ISO 9000
Kvalita – miera s akou súbor vlastných charakteristík spĺňa požiadavky. Kvalita môže byť výborná, dobrá alebo zlá.
Požiadavka – potreba alebo očakávanie, ktoré sa určia, všeobecne sa predpokladajú alebo sú povinné. Na označenie špecifického druhu požiadavky sa upresňuje výraz: požiadavka na produkt, požiadavka na systém manažérstva kvality, požiadavka zákazníka. Systém manažérstva – systém manažérstva na usmerňovanie a riadenie organizácie s ohľadom na kvalitu. Politika kvality – celkové zámery a pôsobenie organizácie v oblasti kvality, oficiálne vyhlásené
vrcholovým manažmentom. Politika kvality má byť v súlade s celkovou politikou organizácie a má poskytovať rámec na formuláciu cieľov kvality. Cieľ kvality – niečo, čo sa hľadá alebo o čo sa usiluje v súvislosti s kvalitou. Ciele kvality sa majú zakladať na politike kvality organizácie. Vrcholový manažment – osoba alebo skupina osôb, ktorí usmerňujú alebo riadia organizáciu na najvyššej úrovni.
Stále zvyšovanie kvality – opakovaná činnosť zameraná na zvyšovanie spôsobilosti plniť požiadavky na kvalitu Proces – súbor vzájomne súvisiacich alebo vzájomne sa ovplyvňujúcich činností, ktoré transformujú vstupy na výstupy. Vstupmi do procesu sú zvyčajne výstupy z iných procesov. Procesy v organizácii sa zvyčajne plánujú a realizujú v riadených podmienkach, aby pridali hodnotu.
Produkt – je výsledok procesu. Existujú tieto druhy produktov:
Služby (napr. doprava, bankovníctvo, poisťovníctvo)
Softvér (napr. počítačový program, slovník)
Hardvér (napr. mechanická časť motora)
Spracúvané materiály (napr. mazivo) Mnoho produktov sa skladá z prvkov prislúchajúcim rôznym kategóriám, potom sa produkt nazýva podľa dominantného prvku. Zhoda – splnenie požiadavky
Nezhoda – nesplnenie požiadavky Chyba – nesplnenie požiadavky týkajúcej sa zamýšľaného alebo určeného používania. Rozdiel medzi pojmami chyba a nezhoda je dôležitý, lebo má právne dôsledky, ktoré súvisia s problémami zodpovednosti za produkt. Preventívna činnosť – činnosť na odstránenie príčiny potenciálnej nezhody alebo inej potenciálnej neželateľnej situácie. Vykonáva sa s cieľom zabrániť výskytu.
Nápravná činnosť – činnosť na odstránenie príčiny zistenej nezhody alebo inej neželateľnej situácie. Vykonáva sa s cieľom zabrániť opakovanému výskytu. Akreditácia – je nezávislé preverenie spôsobilosti subjektu vykonávať špecifikovanú činnosť podľa medzinárodne prijatých kritérií. akreditačné kritériá tvoria súbor požiadaviek akreditačného orgánu, ktoré musia byť splnené preto, aby dané miesto bolo akreditované. V SR je akreditačný orgán SNAS – Slovenský národný akreditačný systém (1.1.1994), ktorý
uskutočňuje akreditácie laboratórií, certifikačných miest a inšpekčných orgánov. Notifikácia – je krok, ktorý vykonáva štát alebo ním poverený orgán. Týmto krokom oznamujeme príslušnému miestu EÚ, že laboratórium, skúšobňa, certifikačné miesto, alebo inšpekčný orgán boli akreditované národným orgánom na výkon príslušných činností. Certifikácia – činnosť certifikovaného orgánu, pri ktorej sa zisťuje a vydaním certifikátu osvedčuje, že výrobok, systém kvality alebo odbornosť pracovníka je v zhode s požiadavkami

5
predpisov alebo s dohodnutými, resp. deklarovanými znakmi alebo vlastnosťami. V zmysle noriem EN rad 45000 je účelné certifikovať výrobky, systémy kvality a pracovníkov.
4. Jednoduché štatistické metódy
Štatistické metódy sa chápu ako účinný nástroj v zabezpečovaní kvality. V praxi ich delíme do troch skupín:
- jednoduché štatistické metódy (používajú sa na všetkých úrovniach a útvaroch organizácie) - stredne obtiažné štatistické metódy - náročné štatistické metódy
a) Paretová analýza
Pareto, taliansky ekonóm, ktorý hovoril že je málo významných, mnoho nevýznamných príčin. Paretove diagramy dávajú možnosť objektívne ukázať skutočný stav veci v prijateľnej a názornej forme. Využitie analýzy je mnohostranné (pri určovaní počtu nezhodných výrobkov, stratách z nezhodných výrobkov podľa ich druhov, časových a nákladových stratách spojených s odstraňovaním nezhodných výrobkov, analýze nezhodných výrobkov, príčin prestojov, príčin
nedodržania technologickej disciplíny ap). Postup:
- vybrať závažný problém - zvoliť také časové rozpätie, aby sme dostali verný obraz skutočnosti - zozbierať údaje o probléme - vyhľadať možné príčiny problému (Ishikawov diagram)
- vyčísliť napr. počet porúch podľa vyhľadaných príčin - zakresliť údaje do stĺpcového grafu ( na os y zakresliť relatívnu individuálnu početnosť v
%, na os x príčiny postupne podľa počtu porúch) - vytvoriť na pravej strane grafu druhú os y s kumulatívnou relatívnou početnosťou v % - zakresliť poruchy do grafu kumulatívnou krivkou (posledný bod vpravo má y súradnicu
100 %) - dokumentovať výsledky analýzy a informovať zainteresovaných (diagram vyvesiť na
pracovisku)
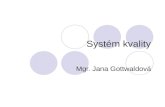
Tabuľka pre konštrukciu Paretovho diagramu - Príčina poruchy Počet porúch, n ∑n % ∑%
1 28 28 41 41
2 18 46 27 68
3 11 57 16 84
4 6 63 9 93
5 4 67 6 99
6 1 68 1 100
Príčiny porúch sú nasledovné: 1 - nadmerné opotrebenie, 2 - nečistoty, 3 - poškodené tesnenie, 4 - chybná montáž,
5 - nezhoda materiálu, 6 - zadretie.

6
Obr. Graf Paretovej analýzy
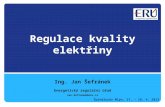
b) Diagram príčina – účinok
Tzv. Ishikawov diagram (rybacia kosť) je nástrojom, ktorý umožňuje odhaliť a grupovať faktory, ktoré ovplyvňujú skúmaný problém. Tento diagram patrí medzi základné nástroje riadenia kvality, je základom pre zhromažďovanie informácií potrebných pre zlepšovanie procesov, je metódou pre analyzovanie variability procesu. Zmyslom diagramu je uvádzať vzťahy medzi
príčinami a následkami. Je ľahko pochopiteľný pre pracovníkov všetkých úrovní a je ho možné okamžite uplatniť. Hlavná vodorovná os diagramu prezentuje skúmanú vlastnosť – problém. Priamky smerujúce šikmo do tejto osi reprezentujú hlavné príčiny, ktoré skúmaný predmet ovplyvňujú. Do osí znázorňujúcich hlavné príčiny smerujú ďalšie priamky, ktoré sú nositeľkami príčin nižšej úrovne a do týchto môžu smerovať ďalšie ešte s nižšou úrovňou. Dobre zostrojený graf má mať viac vetiev s tromi a viac úrovňami. Jednoduchý graf s malým
rozvetvením znamená, že príčiny neboli dostatočne dôsledne prešetrené. Určenie príčin a ich vzájomných súvislostí je zložitý tvorivý proces. Vhodný spôsob je využitie metódy brainstormingu. Postup:
- vytvoriť riešiteľskú skupiny 3 – 7 zamestnancov - určiť koordinátora
- definovať predmet problému a tento zaznačiť na pravú stranu vodorovnej osi diagramu - vytipovať hlavné príčiny vplývajúce na problém a popísať nimi šikmé vetvy diagramu - k jednotlivým hlavným príčinám stanoviť ich príčiny, prípadne príčiny nižšej úrovne - diagram zverejniť na pracovisku tak, aby bol v dosahu všetkých zainteresovaných
zamestnancov - po 2- 3 dňoch opätovne prediskutovať riešený problém a doplniť ďalšie príčiny
riešenie problému má pokračovať určením a vyriešením jednej alebo viacerých hlavných príčin, ktoré nepriaznivo vplývajú na predmet problému.

7
Obr. Diagram príčina – účinok pri analýze nezhodného výrobku
5. Jednoduché štatistické metódy
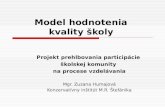
a) Vývojový (postupový) diagram
Je jedným z najjednoduchších nástrojov riadenia kvality. Pomáha porozumieť ako proces
pracuje a je veľmi univerzálny, čím môže byť použitý pri popise ľubovoľných procesov (výrobný, vývojový, projektovanie, riadiaci proces)
Obr. Príklad vývojového diagramu
b) Kontrolný hárok (tabelárny diagram)
Používa sa pri priebežnej a vstupnej kontrole polotovarov, súčiastok, hotových skupín. Môžeme ho použiť pri analýze nezhodných výrobkov .Musí sa urobiť zber údajov a zapísať ich do
tabuľky, ktorá je najjednoduchšou formou k.h. V poslednom stĺpci a v poslednom riadku môže byť podľa potreby súčet jednotlivých záznamov, alebo ich priemerná hodnota.
c) Histogram
Je stĺpcový diagram, ktorý sa používa na vyjadrenie rozptylu. Na zostrojenie treba získať výstupné veličiny. Na os x sa nanášajú hodnoty skúmanej premennej reprezentujúcej jednotlivé
triedy. Na os y sa nanášajú zodpovedajúce absolútne (al. relatívne) početnosti. Plocha vyjadrená jednotlivými stĺpčekmi je (1 alebo N). Náhodná veličina mení svoju hodnotu pôsobením náhodných vplyvov. Na vytvorenie histogramu treba vytvoriť štatistický súbor (množinu štatistických jednotiek).

8
Sú viaceré typy histogramov (zvonovitého, plochého, hrebeňovitého, asymetrického tvaru, dvojvrcholový, ľavostranne useknutý, s výraznou početnosťou v krajnom intervale).
Obr. Histogram zvonovitého tvaru
d) Koleračný diagram
Používa sa na vyjadrenie závislosti jednotlivých ukazovateľov(charakteristík, javov) od iných. Párová korelácia -sledujeme závislosť medzi dvoma veličinami. Množinová korelácia -analyzujeme závislosť medzi niekoľkými veličinami. Koeficient korelácie (r) - vyjadruje závislosť medzi dvoma ukazovateľmi, ak sa približuje k ±1, potom je väčšia korelačná závislosť, ak sa približuje k 0, potom neexistuje korelačná závislosť.
Kde
a - Hodnoty parametrov A a B pre i-tu súčiastku
a - Aritmeticky priemer parametrov A a B - Smerodajná odchýlka veličín A a B
n – Počet súčiastok vo výbere Body nanesene do grafu s pravouhlým súradnicovým systémom tvoria tzv. pole korelácie.
Obr. Graf priamej korelačnej závislosti
6. Regulačný diagram
a) Cieľ regulačného diagramu
Sú tzv. SHEWHARTOVE (1920) reg. diagramy. Cieľom je udržať proces pod štatistickou kontrolou. Nastáva vtedy, keď pôsobia iba náhodné
príčiny. Náhodné príčiny sú také, ktoré sa nedajú vo výrobnom procese odstrániť (chvenie stroja, homogenita mat...).Pôsobia aj za ustáleného stavu a preto výsledne veličiny nenadobúdajú rovnaké hodnoty. Preto nikdy nie sú dva výrobky zhodné.

9
Vymedziteľné príčiny sú, ak je proces v neustálenom stave a predpokladá sa, že na neho pôsobia tieto príčiny(napr. opotrebenie nástroja, chyby personálu), ktoré vyvolávajú reálnu zmenu vo výrobnom procese a dajú sa odstrániť. Vyžaduje sa ,aby boli v procese identifikované, aby bola
vykonaná náprava a účinné opatrenia, ktoré zabránia ich vzniku. Identifikácia - prevencia. Pokiaľ začnú pôsobiť aj vymedziteľné príčiny, treba proces zastaviť. Pokiaľ je proces v štatisticky zvládnutom stave, je jeho kvalita predpokladaná a sú splnené požiadavky zákazníka. Ciele regulačných diagramov: 1) objasniť či je proces pod štatistickou kontrolou, 2) udržať stav pod štatistickou kontrolou,
3) preukázať opatrenia pre zlepšenie spôsobilosti procesu Zber údajov – z výrobného procesu sa berú určité údaje a zakresľujú sa do regulačných
diagramov Regulácia – zo zistených hodnôt sa vypočítajú regulačné medze zásahu – dolná a horná
regulačná medza Analýza a zlepšovanie – odstránenie vymedziteľných príčin
Pokiaľ je proces v štatisticky zvládnutom stave, všetky namerané hodnoty sa musia nachádzať medzi hornou a dolnou reg. medzou (Cp, CpK). Spôsobilosť procesu vyjadrujeme pomocou indexov Cp a Cpk, musia byť ≥1,33.
b) Zostrojenie regulačného diagramu
RD zostrojujeme tak, že vodorovná (x) os je časová os, ktorá vyznačuje okamihy jednotlivých
podskupín. Zvislá (y) os zobrazuje výberové charakteristiky patriace podskupinám. Diagram obsahuje aj centrálnu priamku (CL – Central Line), ktorá je umiestnená v referenčnej hodnote sledovaného znaku kvality a dve štatisticky určené regulačné medze: horná regulačná medza (UCL – Upper Control Limit) dolná regulačná medza (LCL – Lower Control Limit) Pre odhad regulačných medzi sa používa 3 – násobok smerodajnej odchýlky (σ).
c) Klasifikácia regulačných diagramov
1. RD Meraním - týkajú sa veličín, ktoré sú spojité a merateľné. Meraním sa získava
kvantitatívny popis číslami, ktoré udávajú usporiadanie a hodnoty veličiny. Zostrojujeme dvojicu RD, pričom jedna znázorňuje polohu a druhá rozptyl. Podľa STN ISO 8258: diagram pre priemer (X¯) a diagram pre rozpätie (R)
diagram pre priemer (X¯) a diagram pre smerodajnú odchýlku (s) diagram pre individuálne hodnoty (X) a diagram pre kĺzavé rozpätie (Rkl) diagram pre medián (Me) rozpätie (R)
2. RD Porovnávaním - týkajú sa nespojitých a náhodných veličín, ktoré popisujú kvalitatívne
vlastnosti znakov. Nie sú založené na technických, ale skôr na ekonomických ukazovateľoch.
diagram pre podiel nezhodných jednotiek (p) , alebo diagram pre počet nezhodných jednotiek (np),
diagram pre počet nezhôd (c) , alebo diagram pre počet nezhôd na jednotku (u).
Každý z diagramov je viazaný na dve rozdielne situácie: 1) základné hodnoty nie sú stanovené – účelom je zistiť, či sledované hodnoty pozorovanej výberovej charakteristiky majú rozptyl len v rozmedzí, ktoré je možno pripísať iba pôsobeniu náhodných príčin. 2)základné hodnoty sú stanovené – hodnoty sú dane vo forme špecifických požiadaviek, alebo tech. zadania. Účelom je zistiť, či pozorované hodnoty výberovej charakteristiky sa líšia od
hodnôt daných predpisov. Hodnoty dane predpisom môžu byť založené na skúsenostiach, alebo predchádzajúcich informáciách.

10
Obr. Regulačný diagram s neregulovaným štatistickým procesom
7. Regulačné diagramy meraním
Sú veľmi účinné nástroje, ktoré sa získavajú meraním. (napr .priemer čapu v mm, odpor atď...). Zostrojujú sa vždycky v dvojiciach. Jeden RD vždy znázorňuje polohu procesu a druhý RD rozptyl.
a) Regulačný diagram pre priemer a rozpätie ( )
Pri jeho aplikácii je potrebné urobiť prípravné kroky: 1) vytvoriť vhodné prostredia pre činnosť – situáciu musí pochopiť vrcholový management
organizácie 2) preškolenie všetkých pracovníkov, ktorí budú pracovať s diagramami – musia pochopiť čo
znamenajú 3) uvoľniť finančné prostriedky (softvér, meracie zariadenia)
4) definovať proces pre daný výrobok – aký proces sa bude sledovať 5) určiť kontrolné znaky – aký parameter sa bude sledovať 6) kritické znaky z hľadiska funkcie a výroby 7) definovať systém merania 8) určiť meradlo 8) stanoviť, ako sa bude zisťovať spôsobilosť meracieho zariadenia a pracovníka
9) samo kontrola kvality – samohodnotenie pracovníkov Získavanie údajov – výstupné znaky sa získavajú na výstupe z procesu, údaje sa zapisujú
v malých podskupinách konšt. rozsahu (zo 4 až 5 po sebe idúcich výrobkov, napr. každých 30 min., dvakrát za smenu ), podskupiny sa odoberajú z procesu periodicky, na odber týchto znakov musí byť vypracovaný plán získavania údajov. Rozsah podskupín- stanovenie konštantných rozsahov logických podskupín 2-10,
najoptimálnejší rozsah podskupiny je 4-5 výrobkov. Kontrolné intervaly - cieľom je odhaliť zmeny procesu v priebehu času, aby proces bol
rovnaký. Intervaly môžu byt určené v čase alebo v množstve. Počet podskupín - závisí od celkového počtu meraní a od zvoleného rozsahu podskupiny.
Odporúča sa minimálny počet meraní 100. Počet podskupín :
Kde n – rozsah podskupiny
Priemerná hodnota znaku v podkupine :
Kde
- j-ta nameraná hodnota i-tej podskupiny, i – poradové číslo podskupiny, j- poradové číslo
nameranej hodnoty v podskupiny, n – rozsah podskupiny, k – počet podskupín

11
Rozpätie:
Rozsah podskupiny:
Priemer procesu – centrálna priamka:
Horná regulačná medza:
Dolná regulačná medza:
D4, D3 – konštanty z tabuliek na základe rozsahu podskupiny (podľa n) A2 – z tabuliek na základe zvoleného rozsahu podskupiny (n)
Analýza zakreslených údajov na R - diagrame :
1) kontrola bodov ležiacich mimo reg. medze 2) zisťovanie iterácie 3) kontrola náhodných zoskupení (2/3 bodov by mali ležať v 1/3 pásme medzi UCL a LCL). Spôsobilosť procesu:
Na vyhodnotenie spôsobilosti procesu prejdeme vtedy ,ak budú splnené predpoklady : a) proces je štatisticky stabilizovaný b) jednotlivé merania pochádzajúce z tohto procesu podliehajú normálnemu rozdeleniu c) technické špecifikácie vyhovujú požiadavkám zákazníka d )nominálna hodnota procesu je v strede tolerančného poľa.
Výpočet indexov spôsobilosti procesu:
USL, LSL – Horná a dolná tolerančná medza σ – Odhad smerodajnej odchýlky
d2 – Konštanta z tabuliek na základe rozsahu (n) Index Cp meria rozptyl procesu. Ak Cp < 1 proces nie je spôsobilý Ak Cp = 1 proces je blízko spôsobilosti Ak Cp ≥ 1,33 proces je spôsobilí Korigovaný index spôsobilosti:
Index Cpk meria polohu procesu. Ak Cpk < 1 proces nie je spôsobilý
Ak Cpk = 1 proces je blízko spôsobilosti Ak Cpk ≥ 1,33 proces je spôsobilí Vždy sa berie do úvahy tá horšia hodnota.
b) Regulačný diagram pre priemer a smerodajnú odchýlku ( )
Pracujú s údajmi nameranými na výstupe z procesu a sú vždy používané ako dvojice. Boli vyvinuté ako nástroje pre meranie kolísania procesu, pretože rozpätie je možné ľahko vypočítať a je výhodné pre malé rozsahy podskupín. Výberová smerodajná odchýlka je výdatnejší

12
ukazovateľ variability procesu, pre väčšie podskupiny. Tieto diagramy sú podobné ako až na
pár odlišností.
Výberová smerodajná odchýlka v podskupine:
Pre i = 1, 2, .... , k a pre j = 1, 2, ... ,n Kde:
i – poradové číslo podskupiny j – poradové číslo nameranej hodnoty v podskupine n – rozsah podskupiny Xij – nameraná hodnota v i-tej podskupine Priemer procesu:
Priemer výberových smerodajných odchýlok:
Horná regulačná medza:
Dolná regulačná medza:
Kde :
B4, B3, A3 sú konštanty meniace sa v závislosti od rozsahu podskupiny (sú uvedené v tabuľke) Výpočet indexov spôsobilosti procesu:
USL, LSL – Horná a dolná tolerančná medza σ – Odhad smerodajnej odchýlky C4 – Konštanta z tabuliek na základe rozsahu podskupiny Index Cp meria rozptyl procesu.
Ak Cp < 1 proces nie je spôsobilý Ak Cp = 1 proces je blízko spôsobilosti Ak Cp ≥ 1,33 proces je spôsobilí Korigovaný index spôsobilosti:
Index Cpk meria polohu procesu. Ak Cpk < 1 proces nie je spôsobilý Ak Cpk = 1 proces je blízko spôsobilosti Ak Cpk ≥ 1,33 proces je spôsobilí Vždy sa berie do úvahy tá horšia hodnota.
c) Regulačný diagram pre individuálne hodnoty a kĺzavé rozpätie ( )
Pri reguláciách výrobného procesu , nemôžeme vytvoriť logické podskupiny (napr. výroba kotlov, deštruktívna skúška ). Používajú individuálne hodnoty, pričom sa berie do úvahy:
RD nie sú tak citlivé na zmeny vo výrobnom procese ako RD , Musí sa venovať pozornosť individuálnym hodnotám

13
RD nevylučujú opakovateľnosť.
Získavanie údajov – keďže pre individuálne hodnoty neexistujú logické podskupiny, sú
regulačné medze založené na miere kolísania získaného z kĺzavých rozpätí dvoch pozorovaní. Kĺzavé rozpätie:
Pre j = 1, 2, ... k-1
Kde: k – počet podskupín Xj – nameraná hodnota v podskupine (podskupina je tvorená len jedným výrobkom) Priemerné kĺzavé rozpätie:
Kde: j = 1, 2, ... , k-1 Priemer procesu:
Výpočet regulačných medzí:
Horná regulačná medza:
Dolná regulačná medza:
Kde : D4, D3 sú konštanty meniace sa v závislosti od rozsahu podskupiny (n) (sú uvedené v tabuľke) Konštanta E2 sa nepriamo vypočíta:
Kde d2 je konštanta z tabuľky.
Vyhodnotenie regulácie a spôsobilosti procesu je také isté ako pri RD .
Výpočet indexov spôsobilosti procesu:
USL, LSL – Horná a dolná tolerančná medza σ – Odhad smerodajnej odchýlky
d2 – Konštanta z tabuliek na základe rozsahu podskupiny (n) Index Cp meria rozptyl procesu. Ak Cp < 1 proces nie je spôsobilý Ak Cp = 1 proces je blízko spôsobilosti Ak Cp ≥ 1,33 proces je spôsobilí Korigovaný index spôsobilosti:
Index Cpk meria polohu procesu. Ak Cpk < 1 proces nie je spôsobilý
Ak Cpk = 1 proces je blízko spôsobilosti

14
Ak Cpk ≥ 1,33 proces je spôsobilí Vždy sa berie do úvahy tá horšia hodnota.
d) Regulačný diagram pre medián a rozpätie (Me, R)
Sú alternatívou regulačných diagramov pre priemer a rozpätie. Aj napriek tomu, že mediány nie sú tak štatisticky žiaduce ako priemery, diagramy založené na mediánoch dávajú podobné závery a majú niektoré prednosti ako napr. ľahko sa používajú, nevyžadujú toľko výpočtov. Keďže sa zakresľujú jednotlivé hodnoty (spolu s mediánmi) diagram poskytuje obraz o kolísaní procesu. Získavanie údajov je také isté ako v predchádzajúcom prípade s nasledujúcimi výnimkami:
Bežne pre podskupiny s rozsahom ≤ 10 (2 až 10), nepárny rozsah je výhodou, pri párnych je mediánom priemer dvoch prostredných meraní.
Pre každú podskupinu sa znázornia merania na zvislej osi a zakrúžkuje medián. Do tabuľky údajov sa nanesú pre každú podskupinu (Me) a (R) .
Výpočet regulačných medzí detto ako v predchádzajúcom prípade s týmito výnimkami:
Namerané hodnoty v podskupinách sa dajú do aritmetického radu. Zistí sa priemer mediánu podskupín a zakreslí sa ako CL. Vypočítajú sa horné a dolné regulačné medze pre rozpätia a mediánu. Regulačné medze pre mediány sa zakreslia do mediánu.
Pre nepárny rozsah podskupiny:
Pre párny rozsah podskupiny:
Rozpätie pre i-tu podskupinu:
Centrálna priamka (tvorí ju priemer):
Horná regulačná medza:
Dolná regulačná medza:
Kde : D4, D3, A4 sú konštanty meniace sa v závislosti od rozsahu podskupiny (n) (sú uvedené v tabuľke)
Výpočet indexov spôsobilosti procesu:
USL, LSL – Horná a dolná tolerančná medza σ – Odhad smerodajnej odchýlky d2 – Konštanta z tabuliek na základe rozsahu podskupiny (n)
Index Cp meria rozptyl procesu. Ak Cp < 1 proces nie je spôsobilý Ak Cp = 1 proces je blízko spôsobilosti Ak Cp ≥ 1,33 proces je spôsobilí Korigovaný index spôsobilosti:
Index Cpk meria polohu procesu. Ak Cpk < 1 proces nie je spôsobilý Ak Cpk = 1 proces je blízko spôsobilosti

15
Ak Cpk ≥ 1,33 proces je spôsobilí Vždy sa berie do úvahy tá horšia hodnota.
8. Regulačné diagramy porovnávaním
p – diagram pre podiel nezhodných jednotiek, np – diagram pre počet nezhodných jednotiek, c – diagram pre počet nezhôd, u – diagram pre počet nezhôd na jednotku.
Nemajú stanovené základné hodnoty. V prípade RD meraním zostavujeme RD v dvojiciach. Tu
stačí jeden diagram, pretože predpokladané rozdelenie ma iba jeden nezávislý parameter a to priemernú hodnotu. Diagramy p, np sú založené na binomickom rozdelení a c ,u na Poisonovom rozdelení. Obidve rozdelenia sú jedno parametrické, preto zostrojujeme len jeden diagram. Pri týchto diagramoch používame kvantitatívne údaje, ktoré sa získajú z procesu meraním. Pri kvalitatívnych údajoch pracujeme s dvoma hodnotami (dobrý - zlý). Pravdepodobnosť výskytu javu A (chýb, nezhodných výrobkov a pod.)
Kde: np - počet výrobkov, kde sa A vyskytuje, n- počet výrobkov V druhom prípade môžeme mať výrobok, kde sa vyskytuje viac nezhôd. Realizujeme výber určitého počtu objektov n, počet nezhôd na všetkých výrobkoch c, počet nezhôd na jeden
výrobok:
Výpočty pre tieto diagramy sú podobné, až na prípady, keď situáciu ovplyvňuje variabilita v rozsahoch podskupín. Ak je tento rozsah konštantný, môžeme použiť pre každú podskupinu rovnaké regulačné medze. Ak sa mení rozsah podskupiny, musia sa vypočítavať. Pre np , c sa
používajú konšt. rozsahy. Podobne aj pre p , u sa používajú konšt. rozsahy podskupín, ale aj podskupiny rôzneho rozsahu. Postup pri zavádzaní: 1) určenie cieľa, ktorý má byť dosiahnutý, 2 ) výber a definovanie regulovaného znaku kvality, 3) určenie rozsahu podskupín n a vypočítať počet podskupín k,
4) výber typu RD, 5) určenie foriem záznamu a spracovanie údajov do diagramu, 6) výpočet výberových charakteristík, 7) výpočet stredných hodnôt, 8) výpočet regulačných medzí,
a) p – diagram pre podiel nezhodných jednotiek
p - diagram udáva podiel nezhodných (nespĺňajúcich požiadavky) výrobkov v kontrolovanej skupine.
Každá súčasť alebo prvok, ktorý je kontrolovaný, je označený buď ako nezhodný alebo zhodný (aj keď určitý prvok obsahuje niekoľko vymedziteľných nezhôd, je chápaný iba ako
jediný nezhodný prvok). Pred použitím p - diagramu je potrebné urobiť niekoľko prípravných krokov:
vytvoriť prostredie vhodné pre činnosť, definovať proces, určiť znaky, ktoré sa majú regulovať, definovať systém merania,
minimalizovať kolísanie, ktoré nie je nutné.

16
Získavanie údajov:
Rozsah podskupiny. Regulačné diagramy porovnávaním všeobecne vyžadujú omnoho väčšie rozsahy podskupín (napr. 50 až 200 alebo viac), aby boli schopné zistiť pozvoľné posuny vo
výkone. Pre diagramy, aby ukázali analyzovateľné zoskupenia, má byť rozsah podskupiny dostatočne veľký, aby obsahoval niekoľko nezhodných jednotiek v podskupine (napr. np > 5). Poznamenajme však, že veľké rozsahy podskupín môžu byť nevýhodou, ak každá podskupina pokrýva určité dlhšie obdobie výrobnej operácie. Je vhodnejšie, keď rozsahy podskupín sú konštantné alebo keď sa menia nie viac ako ± 25 %. Rovnako je užitočné, aby rozsah podskupiny bol dostatočne veľký vzhľadom k p, aby vytvoril dolnú regulačnú medzu a mohli
byť tiež zaznamenané vymedziteľné príčiny, ktoré vyvolávajú zlepšenie. Kontrolný interval. Kontrolné intervaly je potrebné zladiť s výrobnými periódami, aby pomohli pri analýze a náprave zistených problémov. Krátke časové intervaly dovoľujú rýchlu spätnú väzbu, avšak dostávajú sa do rozporu s požiadavkami na väčšie rozsahy podskupín. Počet podskupín. Obdobie zberu údajov by malo byť dostatočne dlhé, aby sa zachytili všetky možné pramene kolísania ovplyvňujúce proces. Všeobecne by malo zahŕňať 25 alebo viac
podskupín, aby sa získal dobrý test stability, a ak je proces stabilný, spoľahlivý odhad výkonu procesu. Výpočet podielu nezhodných jednotiek (p) pre každú podskupinu:
Pre každú podskupinu sa zaznamenajú nasledujúce údaje: počet kontrolovaných jednotiek n, počet zistených nezhodných jednotiek np.
Z nich sa vypočíta podiel nezhodných jednotiek:
pre i = 1, 2, ... k , kde: k - počet podskupín. Tieto údaje by mali byť zaznamenané do formulára ako základ pre začiatočnú analýzu. Voľba stupníc pre regulačný diagram
Diagram, na ktorý sú zakresľované údaje, by mal byť pripravený tak, aby mal na zvis lej osi podiel (alebo percento) nezhodných jednotiek a na vodorovnej osi identifikáciu podskupiny (hodinu, deň, atď.). Zvislá stupnica má prebiehať od nuly až do 1,5 až 2 násobku najvyššieho podielu nezhodných jednotiek. Zakreslenie podielu nezhodných jednotiek do regulačného diagramu Hodnoty p { sa zakreslia pre každú podskupinu. Aby sa zviditeľnili zoskupenia a trendy, je
obvykle užitočné spojiť body úsečkami. Ak sa body zakreslia, zbežne sa prejdú zrakom, aby sa zistilo, či sa správajú „ro zumne". Ak sú
niektoré body podstatne vyššie alebo nižšie ako ostatné, overí sa správnosť ich výpočtu. V časti „Poznámky" na diagrame sa zaznamenajú zmeny v procese alebo neobvyklé javy,
ktoré ovplyvňujú proces, pokiaľ sú pozorované.
Výpočet regulačných medzí:
Výpočet regulačných medzí, ak rozsah podskupiny n je konštantný Priemerný podiel nezhodných jednotiek sa vypočíta:
Horná a dolná regulačná medza:
Poznámka: Pre nízke, alebo n malé môže niekedy LCLp byť záporné číslo. V takomto prípade neexistuje žiadna regulačná medza.

17
Priemer procesu ( p ) sa do diagramu zakreslí plnou vodorovnou priamkou a regulačné medze (UCLp, LCLp ) čiarkovanou vodorovnou priamkou. Výpočet regulačných medzí, ak rozsah podskupiny n nie je konštantný
Pri každej zmene rozsahu podskupiny (aj pri jednej podskupine) sa menia aj regulačné medze, preto pre každú podskupinu by sa mali vypočítať revidované regulačné medze. Z praktických dôvodov sú prijateľné regulačné medze vypočítané pre priemerný rozsah podskupiny ( ), pokiaľ
sa jednotlivé rozsahy podskupín menia v rozmedzí nie väčšom než plus alebo mínus 25 % od priemeru. Za takejto situácie výpočet regulačných medzí je nasledovný: vypočíta sa priemerný rozsah podskupiny
a priemerný podiel nezhodných jednotiek p sa vypočíta podľa rovnice (12-2). Horná a dolná regulačná medza sa vypočíta:
Hodnoty , UCLp a LCLp sa zakreslia do regulačného diagramu.
Pokiaľ rozsahy podskupín kolíšu v rozpätí väčšom nezje toto rozpätie (priemer ±25 %), pre tieto podskupiny sa vypočítajú regulačné medze takto:
kde: n - rozsah príslušnej podskupiny. Zakreslí sa nová dolná a horná medza do diagramu pre príslušné podskupiny a použijú sa ako náklad pre identifikáciu vymedziteľných príčin.
Vyhodnotiť diagramy podľa takýchto premenlivých regulačných medzí je veľmi nepohodlné. Oveľa lepšie je, pokiaľ je to možné, vytvoriť plán zberu tak, aby sa mohli použiť konštantné
rozsahy podskupín. Vyhodnotenie diagramu pre reguláciu procesu
Cieľ: identifikovať akýkoľvek dôkaz, že proces nepracuje ďalej na rovnakej úrovni, že je v štatisticky nezvládnutom stave, a je potrebné uskutočniť nápravné opatrenia.
Prítomnosť jedného, alebo viacerých bodov mimo jednej alebo druhej regulačnej medze je
dôkaz nestability v tomto časovom okamihu. Vzhľadom na to, že body mimo regulačnú medzu by sa vyskytli veľmi zriedka, keby bol proces stabilný a bolo prítomné len kolísanie spôsobené náhodnými príčinami, predpokladá sa, že vymedziteľná príčina spôsobila extrémnu hodnotu. Vymedziteľná príčina môže byť buď nepriaznivá alebo priaznivá; obe situácie vyžadujú bezprostredné vyšetrenie. Toto je základné rozhodovacie pravidlo pre opatrenie na ktoromkoľvek diagrame. Každý bod mimo regulačných medzí musí byť označený.
Prítomnosť neobvyklých zoskupení alebo trendov, i keď všetky body sú yp vnútri regulačných medzí, môže byť dôkazom, že proces nieje štatisticky/zvládnutý)alebo, že sa zmenila úroveň jeho výkonu počas obdobia, v ktorom dochádza k zoskupeniu alebo trendu. To môže byť

18
predbežným varovaním o podmienkach, ktoré, keby neboli napravené, by vyvolali body mimo regulačných medzí. Zistenie a určenie vymedziteľných príčin
Pokiaľ bol podľa údajov identifikovaný stav procesu ako štatisticky nezvládnutý, musí byť operácia procesu analyzovaná, aby sa určila príčina. Táto príčina musí byť napravená a v možnom rozsahu uskutočnené účinné preventívne opatrenia, aby sa zabránilo novému vzniku rovnakej príčiny. Nakoľko regulačným diagramom bola identifikovaná vymedziteľná príčina, núti to k analýze operácií; často by sa dalo očakávať, že náprava príčin kolísania by sa dala
hľadať v rozsahu možností operátora alebo dielenského kontrolóra. Tu môžu byť užitočné spôsoby analýzy problému ako je Paretova analýza alebo analýza príčin a účinku.
Pre vzniknutú analýzu, ktorá má byť uskutočnená v reálnom čase, vyžaduje štúdium štatisticky nezvládnutého stavu bezprostredné vyšetrenie operácie so zameraním na zistenie, aké zmeny - pokiaľ nejaké nastali - sa objavili a ako by mohli objasniť abnormálny výkon procesu. Pokiaľ taká analýza vyústila v nápravný zásah, mala by sa účinnosť takého zásahu prejaviť v
regulačnom diagrame. Pri predbežných analýzach s predchádzajúcimi údajmi môže byť analýza vznikajúcich zmien
v procese sťažená zastaralosťou týchto údajov, zvlášť pri javoch, ktoré sa nárazové objavujú a miznú. Analýza musí byť urobená, pokiaľ možno, za okolností, ktoré identifikujú podmienky a umožňujú prevenciu proti novému vzniku rovnakej príčiny. Prepočet regulačných medzí
Pri realizácii vstupnej analýzy procesu alebo prehodnocovania spôsobilosti procesu je nutné pokusné regulačné medze znovu prepočítať, aby sa vylúčili vplyvy obdobia, počas ktorých stav regulácie bol ovplyvňovaný vymedziteľnými príčinami, a ktoré boli napravené. Regulačné medze by mali byť prepočítané po vylúčení bodov spojených s týmito vymedziteľnými príčinami a zakreslených do diagramu podľa postupu v časti 12.1.2 tejto kapitoly. Tento krok zabraňuje
tomu, aby abnormálne výrobné obdobie bolo zahrnuté do odhadu typickej variability. Minulé (historické) údaje by mali byť znovu prekontrolované proti revidovaným medziam, aby sa dokázalo, že už nie sú prítomné žiadne ďalšie body, ktoré by boli vyvolané vymedziteľnými príčinami.
Akonáhle historické údaje ukazujú stabilný výkon vo vnútri pokusných regulačných medzí, môže byť platnosť týchto medzí potvrdená pre budúce obdobie. Stávajú sa prevádzkovými
regulačnými medzami a voči nim budú hodnotené budúce údaje tak, ako sú získavané a zaznamenávané. Vyhodnotenie spôsobilosti procesu
Keby boli vyriešené otázky regulácie (vymedziteľné príčiny boli identifikované, analyzované a kde to bolo účelné, napravené a vytvorená prevencia pred ich znovuvzniknutím), regulačný
diagram odráža základnú spôsobilosť procesu. Pre p - diagram (a všetky ostatné diagramy porovnávaním) sa spôsobilosť procesu líši od spôsobilosti procesu založenom na kvantitatívnych údajoch v tom zmysle, že/každý bod na diagrame porovnávaním priamo ukazuje percento alebo intenzitu nezhodných výrobkov (výrobkov nespĺňajúcich špecifikáciu) voči požiadavkám zákazníka, kým body na diagramoch meraním ukazujú, čo proces poskytuje bez ohľadu na technické špecifikácie. Teda pre diagramy porovnávaním je spôsobilosť definovaná
jednoduchšie ako priemerný podiel alebo intenzita nezhodných výrobkov, kým spôsobilosť pre diagramy meraním sa vzťahuje k celkovému (inherentnému) kolísaniu ( ) viazanému
na stabilný proces, ktorý berie do úvahy alebo ignoruje nastavenie vlastného centrovania procesu
voči nominálnej (cieľovej) hodnote danej špecifikácie. Výpočet spôsobilosti procesu
Pre p - diagram je spôsobilosť procesu vyjadrená priemerom nezhodných jednotiek v
procese; vypočíta sa zo všetkých bodov, ktoré sú v štatisticky zvládnutom stave. V

19
prípade želania to môže byť vyjadrené ako podiel zhodných ( 1 - ) vzhľadom na
špecifikáciu. Pre predbežný odhad spôsobilosti procesu sa použijú minulé údaje, ale z nich sa vylúčia
body, ktoré sú spojené s vymedziteľnými príčinami. Pre presnú analýzu spôsobilosti procesu by sa mali získať nové údaje, prednostne pre 25
alebo viac období, pričom všetky body by mali byť v stave štatisticky zvládnutom. Hodnota stanovená z týchto po sebe idúcich obdobiach - v štatisticky zvládnutom stave -
je lepším odhadom súčasnej spôsobilosti procesu. Vyhodnotenie spôsobilosti procesu
Takto vypočítaná spôsobilosť procesu vyjadruje súčasnú úroveň výkonu, ktorú proces vytvára, a možno očakávať, že ju bude vytvárať po dobu, po ktorú zostane v štatisticky zvládnutom stave a nebude prerábať žiadnu základnú zmenu vo výkone. Od jedného
obdobia k druhému bude meraný podiel nezhodných jednotiek kolísať medzi regulačnými medzami, ale s výnimkou zmien v procese alebo obdobia, keď nastane štatisticky nezvládnutý stav, bude priemerný podiel nezhodných jednotiek konvergovať k stabilnej úrovni.
Táto priemerná spôsobilosť, nie kolísanie jednotlivých hodnôt, musí byť zhodnotená voči očakávaniu vedenia pre konkrétny znak. Potom, ak je priemerná úroveň neprijateľná,
musí byť ďalšia analýza a zásahy zamerané priamo do vlastného procesu (čo patrí pod zodpovednosť vedenia).
Zlepšovanie spôsobilosti procesu
Akonáhle proces preukázal, že je v štatisticky zvládnutom stave, zotrvávajúca priemerná úroveň nezhodných jednotiek bude odrážať vymedziteľné príčiny kolísania vo vlastnom procese -
spôsobilosti procesu. Druhy analýzy uskutočnené pri diagnostike otázok vymedziteľných príčin, týkajúcich sa regulácie, ktoré sú zamerané na operácie, sa nebudú pri diagnostike náhodných príčin ovplyvňujúcich systém javiť ako naďalej vhodné. Pokiaľ nebude zásah vedenia orientovaný priamo do vlastného systému, nie je možné očakávať zlepšenie spôsobilosti procesu. Na nápravu zdrojov dlhodobé trvajúcich nezhôd sú potrebné dlhodobé riešenia.
Ako účelné sa môžu ukázať spôsoby analýzy problému ako je Paretova analýza a analýza
príčin a účinkov. Avšak, ak sú využívané len kvalitatívne údaje, môže byť ob jasnenie problémov obťažné. Všeobecne pri analýze problému si pomáhame tým, že ideme proti vlastnému prúdu v procese ku zdroju - až kam je to možné a kde predpokladáme príčiny - aby sme získali kvantitatívne údaje pre analýzu (napr. pomocou ( )-diagramov).
Zakreslenie údajov do diagramu a analýza revidovaného procesu
Po uskutočnení systematických zásahov do procesu by ich vplyv mal byť zrejmý z regulačných diagramov; diagram sa stáva nástrojom pre overenie účinnosti zásahu.
Po úprave procesu by mal byť pozorne monitorovaný regulačný diagram. Obdobie zmien môže negatívne ovplyvniť operácie a eventuálne zapríčiniť nové problémy pri regulácii procesu, ktoré môžu zakryť vlastný efekt zmeny systému.
Keď sme každú z vymedziteľných príčin kolísania, ktorá sa objavila počas obdobia zmien, identifikovali a napravili, bude proces v štatisticky zvládnutom stave na novom priemere procesu. Tento nový priemer odrážajúci výkon v štatisticky zvládnutom stave môže byť
použitý ako základ vznikajúcej regulácie procesu. Avšak pozorovanie a zlepšovanie systému by malo pokračovať
b) np - diagram pre počet nezhodných jednotiek
np - diagram posudzuje počet nezhodných jednotiek (tých, ktoré nie sú v súlade so špecifikáciou) v kontrolovanej dávke. Je identický s p - diagramom až na to, že sa zaznamenáva skutočný počet nezhodných jednotiek a nie ich podiel. Ako p, tak np - di agramy sú vhodné pre rovnaké

20
základné situácie s voľbou vedúcou k np - diagramu, pokiaľ skutočný počet nezhôd podáva viac informácií (jednoduchších na zaznamenávanie) než podiel a rozsah podskupín zostáva konštantný od jedného obdobia k druhému. Podrobné inštrukcie pre np - diagramy sú v podstate
identické s inštrukciami pre p-diagramy; výnimky sú zaznamenané nižšie. Získanie údajov
Rovnako ako u p - diagramov, len s týmito výnimkami: Rozsahy podskupín yo vzťahu ku kontrole musia byť rovnaké. Kontrolné intervaly
musia prihliadať k výrobným intervalom, podskupiny musia byť dostatočne veľké, aby v každej podskupine sa mohlo objaviť niekoľko nezhodných jednotiek. Rozsah
podskupiny sa zaznamená do formulára. Počet nezhodných jednotiek v každej podskupine (np ) sa zaznamená a zakreslí.
Výpočet regulačných medzí
Rovnako ako u p - diagramov, len s týmito výnimkami: Vypočíta sa priemerný počet nezhodných jednotiek v procese (np):
kde: np i - počet nezhodných jednotiek v i-tej podskupine, pre i = 1, 2, ... k. Vypočítajú sa horné a dolné regulačné medze (UCL, LCL):
kde: n - rozsah podskupiny, - priemerný podiel nezhodných jednotiek Vyhodnotenie diagramu pre reguláciu procesu
Vyhodnotenie np -diagramu sa zhoduje s vyhodnotením p -diagramu pre podiel nezhodných
jednotiek. Vyhodnotenie spôsobilosti procesu
Poznamenajme, že spôsobilosť procesu pre np-diagramy je vyjadrená priemerom p nezhodných jednotiek, teda rovnaká ako pre p-diagram.
c) c-diagram pre počet nezhôd
c-diagram posudzuje počet nezhôd v určitej kontrolovanej dávke (ako protiklad na zistenie počtu nezhodných jednotiek, ktorý sa zakresľuje do np-diagramu). c-diagram vyžaduje konštantný rozsah podskupiny alebo množstvo kontrolovaného materiálu. Používa sa v dvoch hlavných typoch kontrolných situácií:
kde sú nezhody rozptýlené po plynulom toku výroby (napr. trhlinky na výlisku, bublinky v skle alebo poškodenia na tenkých izolačných vrstvách na drôte) a kde môže
byť vyjadrená priemerná intenzita nezhôd (napr. počet trhliniek na danej ploche vinylu), kde môžu byť na jednej kontrolovanej jednotke zistené nezhody s mnohých rôznych
potenciálnych zdrojov (napr. v oblastných servisoch pri kontrole každý jednotlivý automobil by mohol mať jednu alebo viac možných nezhôd).
Ďalej sú uvedené kroky pri konštrukcii a aplikácii c - diagramu, ktoré sú podobné bežnému modelu popísanému skôr pre p - diagramy; výnimky sú zaznamenané nižšie.
Získanie údajov
Rovnako ako u p - diagramov, len s týmito výnimkami:

21
Rozsahy kontrolných podskupín (počet jednotiek, plocha textílie, dĺžka drôtu, atď. ) musia byť rovnaké, aby zakreslené hodnoty c odrážali zmeny v kvalite výkonu (intenzitu výskytu nezhôd c). Rozsah podskupiny sa zaznamenáva do formulára*
Počet nezhôd v každej podskupine ( c ) sa zaznamenáva a zakreslí. Výpočet regulačných medzí
Rovnako ako u p - diagramov, len s týmito výnimkami: Regulačné medze 3σ
Vypočíta sa priemerný počet nezhôd procesu:
kde: ci - počet nezhôd v i-tej podskupine, pre i = 1 , 2 , ... k.
Vypočítajú sa regulačné medze:
Poznámka: Použitie regulačných medzí 3a (regulačné medze sú umiestnené vo vzdialenosti trojnásobku smerodajnej odchýlky od centrálnej priamky) môže často viesť k indikovaniu
prítomnosti vymedziteľných príčin kolísania hodnôt, aj keď v procese reálne nie sú prítomné (najmä, ak stredná hodnota ≤ 7). Zavedením tzv. pravdepo-dobnostných regulačných
medzí, založených na percentiloch Poissonovho rozdelenia, je možné dosiahnuť presnejšie odhalenie prítomnosti vymedziteľných príčin kolísania (až pre ≤ 20).
Pravdepodobnostné regulačné medze pre pravdepodobnosti 0,005 a 0,995
Vypočíta sa priemerný počet nezhôd ,
a) Ak c < 20: Horná a dolná regulačná medza sa určí z tabuľky
b) Ak c > 20: Horná a dolná regulačná medza sa vypočíta podľa rovníc:
Vyhodnotenie diagramu pre reguláciu procesu
Vyhodnotenie c -diagramu sa zhoduje s vyhodnotením p -diagramu pre podiel nezhodných jednotiek s výnimkami.
Vyhodnotenie spôsobilosti procesu
Rovnako ako u p - diagramov, len s týmito výnimkami: Spôsobilosť procesu je , teda je rovná priemernému počtu nezhôd v podskupine
pevného rozsahu n.
d) u - diagram pre počet nezhôd na jednotku
u - diagram posudzuje počet nezhôd na kontrolovanú jednotku v podskupinách, ich rozsahy (alebo množstvo kontrolovaného materiálu) môžu kolísať. Ako u-, tak c-diagramy sú vhodné pre rovnaké základné situácie, avšak u-diagram možno použiť, ak podskupina zahŕňa viac než jednu
„jednotku" a musí byť použitý, ak rozsah podskupiny kolíše od jedného obdobia k druhému. Podrobné inštrukcie k u-diagramu sú podobné tým, ktoré boli uvedené pre p-diagram; výnimky sú zaznamenané nižšie.
Získanie údajov
Rovnako ako u p - diagramov, len s týmito výnimkami:

22
Rozsahy podskupín nemusia byť konštantné od jednej podskupiny k druhej, aj keď ich udržanie v rozpätí 25 % nad alebo pod priemerom uľahčuje výpočet regulačných medzí.
Počet nezhôd na jednotku (u i v každej podskupine sa zaznamená a zakreslí:
pre i = 1, 2, ... k , kde: ci - počet zistených nezhôd v i-tej podskupine,
n - rozsah podskupiny (počet kontrolovaných jednotiek v podskupine); ci a n sa majú taktiež zaznamenávať do formulára.
Poznámka: Rozsah výberu pre každú podskupinu n sa vyjadruje v jednotkách, ktoré sa
zaznamenávajú kontrolou. Niekedy je touto jednotkou jediná výrobná jednotka, napr. motor. Často však jednotka zaznamenaná kontrolou je iná než jedna výrobná jednotka. Napríklad v hláseniach uvádzajúcich nezhody na 100 jednotiek je takou jednotkou 100 výrobných jednotiek a n ukazuje koľko stoviek bolo kontrolovaných. Výpočet regulačných medzí
Rovnako ako u p - diagramov, výnimky sú zaznamenané nižšie. Výpočet regulačných medzí, ak rozsah podskupiny n je konštantný
Vypočíta sa priemerný počet nezhôd na jednotku v procese:
Alebo
Horná a dolná regulačná medza sa vypočíta:
Výpočet regulačných medzí, ak rozsah podskupiny n nie je konštantný
Vypočíta sa priemerný rozsah podskupiny ( n ) podľa rovnice (12-6). Vypočíta sa horná a dolná regulačná medza:
Hodnoty , UCLU, a LCLU sa zakreslia do diagramu.
Poznámka: Uvedené rovnice možno použiť aj v prípade, ak hodnoty rozsahu podskupín ( n )
kolíšu v rozpätí plus alebo mínus 25 % od priemeru. Pokiaľ sa líši rozsah ktorejkoľvek podskupiny od priemerného rozsahu podskupín ( ) o viac než 25 %, vypočítajú sa regulačné medze pre každú podskupinu podľa rovníc:

23
Poznamenajme, že používanie akýchkoľvek premenných regulačných medzí je nepraktické.
Preto, pokiaľ je to možné, treba sa takýmto situáciám vyhnúť a používať konštantné rozsahy podskupín.
Vyhodnotenie diagramu pre reguláciu procesu
Vyhodnotenie u-diagramu sa zhoduje s vyhodnotením p-diagramu pre rozdiel nezhodných jednotiek Vyhodnotenie spôsobilosti procesu
Spôsobilosť procesu je , teda priemerný počet nezhôd na príslušnú jednotku
9. Vyhodnotenie regulácie výrobného procesu.
Cieľom analýzy regulačných diagramov je identifikovať akýkoľvek dôkaz, že variabilita procesu alebo priemer procesu nepracujú na konštantnej úrovni – že jeden alebo oba tieto parametre procesu sú štatisticky nezvládnuté, a nasledovne treba urobiť zodpovedajúce opatrenie. R-
diagramy a X -diagramy sa analyzujú oddelene.
Analýza zakreslených údajov na R-diagrame
Ako prvý sa analyzuje R-diagram. Body výberových rozpätí Ri sa porovnávajú s regulačnými medzami. Zvlášť sa posudzujú body ležiace mimo regulačných medzí a body vytvárajúce neobvyklé zoskupenia alebo trendy
a) Body ležiace mimo regulačné medze – prítomnosť jedného alebo viacerých bodov mimo jednu alebo druhú regulačnú medzu je základný dôkaz toho, že v tomto bode nie je štatisticky zvládnutý proces. Akýkoľvek bod mimo regulačné medze je signálom pre bezprostrednú analýzu operácie z dôvodov prítomnosti vymedziteľnej príčiny Zoskupenie alebo trendy vo vnútri regulačných medzí – prítomnosť neobvyklých zoskupení a trendov, i keď sú všetky rozpätia vo vnútri regulačných medzí, môžu byť
dôkazom toho, že proces nie je štatisticky zvládnutý. b) Iterácia – každý z nasledujúcich javov je známkou toho, že začal posun procesu alebo
pôsobenie trendu: 7 bodov leží v rade na jednej strane od priemeru 7 bodov je v rade a vytvára stúpajúcu postupnosť (každý bod má hodnotu rovnakú
alebo väčšiu než predchádzajúci bod) alebo klesajúcu postupnosť
c) Nenáhodné zoskupenie – okrem prítomnosti bodov, ktoré ležia mimo regulačných medzí alebo dlhých iterácií, sa môžu objaviť v údajoch ďalšie výrazné zoskupenia, ktoré signalizujú vymedziteľné príčiny. Medzi nenáhodné zoskupenia napr. patria trendy, cykly, celkové rozptýlenie bodov patriace údajom vo vnútri regulačných medzí aj vzťahy medzi hodnotami vo vnútri podskupín.
Vzdialenosť bodov od R : prakticky asi 2/3 zakreslených bodov by malo ležať vo vnútri strednej tretiny oblasti ohraničenej regulačnými medzami; okolo 1/3 bodov by malo byť v okrajových pásmach dvojtretinovej oblasti.
Ak leží tesne pri R podstatne viac než 2/3 zakreslených bodov (ak leží pre 25 podskupín viac ako 90% v strednej tretine oblasti ohraničenej regulačnými medzami) je potrebné vyšetriť jeden alebo viac z nasledujúcich bodov:
- regulačné medze alebo body boli zle vypočítané alebo zakreslené - proces alebo metóda odberu sú stratifikované; každá podskupina obsahuje systematické
merania z dvoch alebo viacerých výrobných prúdov, ktoré majú veľmi odlišné priemery procesu
- údaje boli upravené

24
Analýza údajov zakreslených do X -diagramy
Ak sú rozpätia v štatisticky zvládnutom stave, považuje sa rozptýlenie procesu – kolísanie vo vnútri podskupín – za stabilné. Potom sa analyzujú priemery so zámerom zistiť, či sa poloha
procesu nemení v priebehu času. Pretože regulačné medze pre X sú založené na kolísaní
rozpätia, potom , ak sú priemery v stave štatisticky zvládnutom, ich kolísanie súvisí s veľkosťou kolísania z hľadiska rozpätia – kolísanie systému spôsobené náhodnými príčinami. Ak nie sú priemery v štatisticky zvládnutom stave, vymedziteľné príčiny vytvárajú nestabilitu procesu v jeho polohe. Predĺženie platnosti regulačných medzí
Platnosť regulačných medzí na ďalšie budúce obdobie sa predĺži, ak pôvodné (alebo minulé) údaje ležia zásadne vo vnútri pokusných regulačných medzí. Zmena v rozsahu podskupiny by ovplyvnila očakávané priemerné rozpätie a regulačné medze ako pre rozpätie, tak pre priemery. Nastavenie centrálnych priamok a regulačných medzí pre nový rozsah podskupín sa uskutočňuje v nasledujúcich krokoch:
odhadne sa smerodajná odchýlka procesu (odhad je označený ˆ - „sigma so strieškou“) Pomocou nového rozsahu podskupiny sa vypočíta:
2
ˆd
R
kde: R - priemerné rozpätie v podskupinách (pre obdobie, vo vnútri ktorého rozpätia sú v štatisticky zvládnutom stave)
d2 – konštanta meniaca sa v závislosti od rozsahu podskupiny pomocou tabelovaných konštánt d2, D3, D4 a A2 založených na novom rozsahu
podskupiny sa vypočíta nové rozpätie a nové regulačné medze:
2.ˆ dR nové
novéR RDUCL .4
novéR RDLCL .3
novéX
RAXUCL .2
novéX
RAXLCL .2
Tieto regulačné medze sa zakreslia do diagramu ako základ pre pokračovanie nastávajúcej regulácie procesu.
Pokiaľ proces zostáva v stave štatisticky zvládnutom ako pre priemery, tak rozpätie, možno použitie procesu týchto medzí predĺžiť na ďalšie obdobie. 10. Spôsobilosť výrobného procesu (CP, CPK, CPL, CPU, K).
Na vyhodnotenie spôsobilosti procesu prejdeme vtedy, pokiaľ sú splnené nasledovné predpoklady:
proces je štatisticky stabilizovaný, t.j. boli vyriešené problémy regulácie tak v X -diagramoch, ako aj v R-diagramoch (vymedziteľné príčiny boli identifikované, analyzované, napravené a vytvorená prevencia proti ich opätovnému vzniku)
jednotlivé merania pochádzajúce z toho procesu podliehajú normálnemu
rozdeleniu, t. j. mal by sa vykonať test nromality. Normalitu môžeme preskúmať pomocou histogramu, zakreslením hodnôt empirickej distribučnej funkcie na pravdepodobnostnú sieť normálneho rozdelenia, alebo omnoho presnejšou metódu napr. Pearsonovým χ
2 kritériom.
technické a ostatné špecifikácie presne vyjadrujú požiadavky zákazníka
nominálna hodnota návrhu je v strede tolerančného poľa

25
Mierami spôsobilosti výrobného procesu sú indexy spôsobilosti procesu CP, CPK, CPL a CPU a index presnosti nastavenia K. Skôr ako sa pristúpi k výpočtu indexov spôsobilosti procesu, odhadne sa smerodajná
(štandardná) odchýlka procesu podľa rovnice:
2d
R
kde: R - priemerné rozpätie v podskupinách
d2 – konštanta meniaca sa s rozsahom podskupiny
Spôsobilosť môžeme popísať ako funkciu vzdialenosti priemeru procesu od X tolerančných
medzí.
a) Index spôsobilosti procesu CP sa vypočíta:
Cp 1,33
66
TLSLUSLCP
kde: USL – horná tolerančná medza (Upper Specification Limit) LSL – dolná tolerančná medza (Lower Specification Limit) T – tolerancia znaku
Hodnota CP, ktorá je menšia ako 1 ukazuje, že proces nie je spôsobilý. Pokiaľ CP = 1, znamená to, že proces je blízko spôsobilosti. V praxi sa za minimálnu prípustnú hodnotu považuje Cp = 1,33, pretože vždy existuje určité kolísanie vyvolané odberom jednotiek a žiaden proces nie je nikdy úplne v štatisticky zvládnutom stave. CP meria iba vzťah tolerančných medzí k rozmedziu procesu, s polohou alebo centrovaním výrobného procesu sa neuvažuje.
b) Korigovaný index spôsobilosti procesu CPK sa vypočíta:
CPK 1,33
3
XUSLCPK
3
LSLXCPK
Uprednostňuje sa menšia hodnota CPK z obidvoch vzorcov. Proces je považovaný za spôsobilý, pokiaľ je menšia vypočítaná hodnota CPK väčšia alebo rovná 1,33. V prípade, že CPK < 1 ide o nespôsobilý proces. V prípade, že CPK = 1 proces je blízko
spôsobilosti. Index CPL a CPU sa používa pri predpísaných jednostranných tolerančných medziach. Index CPL sa počíta:
ˆ.3
LSLXCPL
Používa sa, keď je zadaná dolná tolerančná medza LSL, t.j. v prípade, že pri riadení procesu
podľa parametra X je dôležité, aby sa nedosiahli hodnoty menšie ako je predpísaná dolná tolerančná medza LSL, pričom veľkosť odchýlok smerom hore nie je dôležitá. Proces je považovaný za spôsobilý, pokiaľ je vypočítaná hodnota CPL väčšia alebo rovná 1,33.

26
V prípade, že CPL < 1 ide o nespôsobilý proces. V prípade, že CPL = 1 proces je blízko spôsobilosti.
c) Index CPU sa počíta:
ˆ.3
XUSLCPU
Používa sa, keď je zadaná len horná tolerančná medza USL, t.j. v prípade, že pri riadení procesu podľa X je dôležité, aby sa neprekročila horná tolerančná medza USL, pričom veľkosť odchýlok smerom dole nie je dôležitá. Proces je považovaný za spôsobilý, pokiaľ je vypočítaná hodnota CPU väčšia alebo rovná 1,33.
V prípade, že CPU < 1 ide o nespôsobilý proces. V prípade, že CPU = 1 proces je blízko spôsobilosti.
Záporná hodnota CPK, CPL a CPU ukazujú, že priemer procesu X leží mimo tolerančného poľa.
V takýchto prípadoch treba sústrediť pozornosť na správne nastavenie procesu.
d) Index K udáva mieru presnosti nastavenia výrobného procesu a vypočíta sa:
2
min
LSLUSL
XálNoK
Nominál je určená hodnota stredu (v norme, predpise) alebo sa vypočíta ako stred medzi dolnou a hornou tolerančnou medzou. Nominál = (LSL + USL) / 2 Ak hodnota indexu K je rovná nule, znamená to, že teoreticky (normou) určený stred (normál)
a stred skutočne nameraných hodnôt X sa zhodujú, výrobný proces je presne nastavený.
V prípade, že nominál je vypočítaný ako stred medzi LSL a USL a index K nadobúda hodnotu 1,
priemer X skutočne nameraných hodnôt parametra X vo výrobnom procese je rovný jednej
z tolerančných medzí. Veľkosť indexu K medzi 0 a 1 teda znamená umiestnenie priemeru X
medzi nominálnym stredom a tolerančnou medzou. Hodnota indexu K väčšia ako 1 znamená, že
stred nameraných hodnôt X je mimo tolerančných medzí.
11. Spôsobilosť výrobných zariadení (cieľ, okrajové podmienky, získanie údajov,
zákonitosti, Cm a Cmk).
Pokiaľ má byť zavedené do výroby nejaké výrobné zariadenie, je potrebné najprv zistiť, či je spôsobilé s dostatočnou istotou vyrábať výrobky v požadovaných parametroch. Najprv sa zisťuje spôsobilosť výrobného zariadenia u výrobcu, ešte pred jeho dodaním zákazníkovi, aby sme získali dôkaz o výkone daného výrobného zariadenia.
a) Cieľ
Cieľom zisťovania spôsobilosti stroja je dôkaz, že:
- výroba na stroji prebieha v známych zákonitostiach. Ak takú závislosť nezistíme, potom nie je možné určiť spôsobilosť stroja, zvlášť nie je prípustné priraďovať stroju štatisticky vypočítanú hodnotu vyjadrujúcu túto spôsobilosť
- stroj je schopný vyrábať v požadovaných toleranciách. Dôkaz o tom môže poskytnúť len nájdená zákonitosť
Postup skúmania spôsobilosti stroja zahŕňa krátkodobé posúdenie vplyvov pôsobiacich na
proces, ktoré sú podmienené strojom. Cieľom skúmania spôsobilosti procesu je dôkaz, že posudzovaný proces je schopný plniť trvale kvalitné požiadavky, ktoré sú naň kladené. Postup skúmania spôsobilosti výrobného procesu zahŕňa dlhodobé posudzovanie, ktoré má za cieľ určiť všetky vplyvy pôsobiace na proces.

27
b) Okrajové podmienky
Aby sme mohli dospieť k spoľahlivému záveru, je treba vždy dokumentovať všetky okrajové
podmienky, za ktorých bola kontrola urobená. Musíme mať možnosť kedykoľvek zistiť, na základe akých okrajových podmienok výsledky vznikli. Okrajovými podmienkami rozumieme údaje o nastavení stroja, ďalej údaje o procese a charakteristické údaje o mieste, kde je dané výrobné zariadenie inštalované.
Medzi údaje o nastavení stroja patria:
- otáčky, - posuv, - náradie, - takt, - chladiaca emulzia, teplota, - tlaky,
- elektrický prúd (pri zváracích zariadeniach) - výkon (pri zváraní pomocou laseru), - zmeny pri optimalizačných opatreniach, atď
Medzi údaje o príslušnom výrobnom procese patria: - polotovary od rôznych dodávateľov,
- rôzne spôsoby predpracovania, - rôzny výrobný tok, - výmena obsluhy / zmenové striedanie, - čas práce výrobného zariadenia pred odobratím vzoriek pre skúšky
Charakteristika miesta:
- teplota okolia (teplotné zmeny počas výrobkov určených na skúšku) - vlhkosť vzduchu, - tlak vzduchu, - otrasy pôsobiace na výrobné zariadenie, - umiestnenie výrobného zariadenia v budove (poschodie), - neobvyklé udalosti (otvorenie okien, zapnutie alebo vypnutie kúrenia, atď.).
c) Získavanie údajov
Výrobné zariadenie sa pre prípad odoberania vzoriek predbežne nastavuje tak, aby namerané hodnoty ležali pokiaľ možno v strede tolerančného poľa. Podľa procesu sa odoberá minimálne 50 (pokiaľ možno 100 a viac) vyrábaných výrobkov určených pre skúšky. Výrobky sa odoberajú tak, ako idú za sebou a zodpovedajúcim spôsobom sa označia.
d) Zákonitosti
Namerané odchýlky od menovitej hodnoty sa zapisujú do päťmiestnych kolónok v tabuľke vyhodnocovacieho listu, v poradí podľa označenia výrobku. Následne sa nanášajú jednotlivé hodnoty do diagramu. Pred zahájením ďalšieho postupu vyhodnocovania je potrebné zistiť, či namerané hodnoty
nanesené do karty podliehajú známej zákonitosti. Pokiaľ sú namerané hodnoty chaoticky usporiadané (neexistuje tu zákonitosti), nerobí sa ďalšie štatistické vyhodnocovanie. Výrobné zariadenie nie je v tomto prípade spôsobilé. Musí sa vykonať opatrenie pre zlepšenie tohto stavu a otvoriť nové skúmanie zákonitosti. Pokiaľ nedosiahneme ani pomocou rôznych opatrení zlepšenie, potom nie je proces vzhľadom na spôsobilosť stroja zvládnutý. Pretože priebeh nameraných hodnôt sa nedá priradiť žiadny tvar
rozloženia, nie je prípustné určovať hodnoty indexov spôsobilosti stroja Cm a Cmk. e) Stabilita
Z minimálne päťdesiatich po sebe odobratých výrobkov sa vytvoria „umelé“ podskupiny s minimálnym rozsahom n = 5.
Pri teste na stabilitu sa pre každú podskupinu vypočíta priemerná hodnota iX a smerodajná odchýlka si.

28
Priemerná hodnota znaku v podskupine sa vypočíta podľa rovnice: n
j
iji Xn
X1
1
pre i = 1, 2, ... k a pre j = 1, 2, ... n,
kde: i – poradové číslo podskupiny, j – poradové číslo nameranej hodnoty v podskupine, k – počet podskupín, n – rozsah podskupín, Xij – nameraná hodnota v i-tej podskupine
Smerodajná odchýlka v podskupine: n
j
iiji XXn
s1
2)(1
1
pre i = 1, 2, ... k a pre j = 1, 2, ... n,
Stanovíme spoločnú priemernú hodnotu X : k
i
iXk
X1
1
a priemernú smerodajnú odchýlku s : k
i
isk
s1
1
Strednú polohu skúmaného procesu možno považovať za stabilnú, pokiaľ jednotlivé hodnoty X
neprekračujú hornú medzu zásahu HMZ:
max.3,1 XsXHMZX
alebo dolnú medzu zásahu DMZ:
min.3,1 XsXDMZX
Ak je najväčšia zistená smerodajná odchýlka z päťčlených skupín smax menšia ako 2,1 . s, potom môžeme považovať smerodajnú odchýlku za stabilnú.
max.1,2 ssHMZs
Test stability sa musí urobiť, aby bolo isté, že na proces nepôsobia žiadne rušivé vplyvy. Pokiaľ ležia stredné hodnoty a smerodajné odchýlky medzi medznými hodnotami je možné začať so štatistickým vyhodnocovaním. Ak sa tieto medze prekročia, nesmie sa vykonať štatistické vyhodnotenie, pretože by mohlo viesť k chybným výsledkom
f) Výpočet indexu spôsobilosti stroja Cm a Cmk
Po potvrdení stability nameraných hodnôt a po zistení tvaru rozloženia musíme stanoviť pre určenie indexu spôsobilosti stroja Cm smerodajnú odchýlku zo všetkých nameraných hodnôt. Smerodajná odchýlka sa vypočíta:
N
í
NiN XXN 1
2
1 )(1
1

29
kde: N – celkový počet nameraných hodnôt
NX - priemerná hodnota vypočítaná zo všetkých meraní:
N
i
iN XN
X1
1
kde: i = 1, 2, ... N
Xi – i-tá hodnota nameraného znaku. Index spôsobilosti stroja Cm sa vypočíta podľa rovnice:
11 .6.6 NN
m
TLSLUSLC
kde: T – tolerancia znaku, USL, LSL – horná a dolná tolerančná medza alebo horná a dolná medzná hodnota
Tento index informuje o tom, v akej miere využíva rozptyl nameraných hodnôt predpísanú toleranciu. Vyhodnotenie neberie do úvahy polohu nameraných hodnôt v tolerančnom poli. Minimálna požiadavka na hodnotu Cm pre spôsobilý stroj:
Cm 1,66
Ak je stanovená hodnota Cm väčšia alebo rovná 1,66 tak je požadovaná spôsobilosť stroja dosiahnutá.
Index spôsobilosti stroja Cmk zohľadňuje polohu priemernej hodnoty NX v tolerančnom poli.
Vzdialenosť priemernej hodnoty od hranice tolerančného poľa je trojnásobok veľkosti smerodajnej odchýlky.
1.3 N
Nmk
XUSLC
1.3 N
N
mk
LSLXC
Pre vyhodnotenie sa použije menšia hodnota z oboch vzorcov. Minimálna požiadavka na hodnotu Cmk pre spôsobilý stroj:
Cm 1,67
Výpočet indexu spôsobilosti stroja Cmk má zmysel pre regulovateľné procesy a je zvlášť dôležitý pre neregulovateľné procesy (napr. odchýlka tvaru a polohy, drsnosť povrchu). 12. Druhy variability systému merania
Často sa predpokladá, že merania sú presné a analýzy a závery sa zakladajú na tomto
predpoklade. Niektorí jednotlivci nedokážu pochopiť, že v systéme merania existuje variabilita, ktorá ovplyvňuje jednotlivé namerané údaje, a potom tiež rozhodnutia, ktoré sa na takýchto údajoch zakladajú. Chyby systému merania možno rozdeliť do piatich kategórií: strannosť, opakovateľnosťs reprodukovateľnosť, stabilita a linearita.
a) Strannosť
Strannosť je rozdiel medzi zisteným priemerom skutočných meraní a konvenčné pravou hodnotou. Konvenčné pravá hodnota (nesprávne, správna hodnota) je určená normálom,

30
nastavovacou mierkou alebo normálovým prístrojom, ktorý sa používa pre sledovanie meracieho zariadenia. Stanovuje sa napríklad, v metrologickom laboratóriu.
b) Opakovateľnosť
Opakovateľnosť je variabilita merania zistená za nasledujúcich podmienok: stále jedno meracie zariadenie, stále rovnaký operátor (pozorovateľ, obsluha),
meranie stále rovnakého objektu, (je treba stanoviť: jeden normál, jeden merací výrobok alebo viac výrobkov rovnakého druhu),
meranie opakovať v krátkych časových odstupoch, presne stanovený postup merania, stále stanovisko (laboratórium, dielňa).
c) Reprodukovateľnosť
Reprodukovateľnosť je variabilita priemerov meraní, zistená za nasledujúcich podmienok: Konštantné veličiny:
- meranie stále rovnakého objektu,
- presne stanovený postup merania. Variabilné veličiny;
- rôzni operátori, - rôzne meracie zariadenia, - meranie na rôznych miestach.
Poznámka: Pri posudzovaní reprodukovateľnosti, možno meniť iba jednu variabilnú veličinu.
d) Stabilita
Stabilita je celková variabilita merania za určité časové obdobie a za nasledujúcich
podmienok:

31
stály objekt (normál), presne stanovené časové intervaly, stále rovnaký operátor,
rovnaké meracie zariadenia, presne stanovený postup merania, rovnaké miesto merania.
e) Linearita
Linearita je rozdielnosť v hodnotách strannosti v očakávanom prevádzkovom rozsahu meracieho zariadenia. (Sú to vlastne systematické chyby nameraných hodnôt od konvenčnej pravej
hodnoty, napr. normálu v celom používanom rozsahu merania alebo v meracom rozsahu meracieho zariadenia).
Počet bodov merania je treba presne stanoviť. Výsledky merania sa získajú za nasledovných podmienok:
rovnaký operátor, používanie rovnakých normálov alebo normálových prístrojov,
používanie stále rovnakých meracích zariadení, presne stanovený postup merania, meranie na rovnakom mieste.
13. Spôsobilosť meracích zariadení (určenie indexu spôsobilosti meracieho zariadenia Cgm
a Cgmk).
Posúdenie spôsobilosti meracieho zariadenia:
vypovedá o funkčnej spôsobilosti meracieho zariadenia, vypovedá o správnosti nameraných údajov, zohľadňuje rozsah vplyvu obsluhy meracieho zariadenia a miesta jeho použitia, umožňuje v prípade analýzy chýb zistiť ich príčiny.
Kontrola spôsobilosti meracieho zariadenia sa skladá z opakovaných meraní s kalibrovaným
normálom v mieste používania meracieho zariadenia, ktoré robí poučený pracovník. Menovitú hodnotu normálu Xr je treba zvoliť tak, aby sa nachádzala vo vnútri používaného rozsahu meracieho zariadenia. Prednostne sa volí menovitá hodnota normálu tak, aby ležala v stred tolerancie príslušného znaku. Výsledky posúdenia charakterizujú indexy Cgm a Cgmk.
a) Index Cgm
Index Cgm je pomer 0,2 tolerancia znaku T k šesťnásobku smerodajnej odchýlky opakovaných meraní sw.

32
b) Index Cgmk
Index Cgmk je pomer 0,1 tolerancia znaku T k trojnásobku smerodajnej odchýlky sw
s prihliadnutím k polohe strednej hodnoty aX nameranej prístrojom.
V závislosti od meracej metódy je potrebné použiť jeden normál (pre digitálne metódy) alebo tri normály (pre analógové metódy). Je nutné dodržať nasledovné pokyny:
- posúdenie je treba vykonať na predpokladom mieste použitia meracieho zariadenia, - pred začiatkom skúšky je treba meracie zariadenie nastaviť a justovať podľa kontrolného
návodu. Počas skúšky nie je prípustné zriaďovanie prístroja,
- nastavovacie a kalibrovacie normály sa musia medzi jednotlivými meraniami vybrať z meracej pozície a znovu založiť,
- meranie na normále sa musí vykonať vždy na rovnakom mieste a v rovnakej polohe, - s každým normálom sa vykoná postupne minimálne 25 opakovaných meraní (lepšie 50
meraní) a hodnoty sa nanášajú do formulára pre metódu 1
Vyhodnotenie: - vypočíta sa priemerná hodnota a rovnako smerodajná odchýlka sw
- indexy Cgm a Cgmk sa vypočítajú podľa vzorcov so spoľahlivosťou 1 - = 99,7%
w
gms
TC
.6
.2,0
Cgmk = menšia hodnota z
w
argmk
s
XTXC
.3
).1,0( alebo
w
ra
gmks
TXXC
.3
).1,0(
Minimálne požiadavky na indexy sú nasledovné: Cgm 1,34 a Cgmk 1,33

33
14. Stanovenie celkového rozptylu meracieho zariadenia SM (podľa metódy s a R).
Pred zahájením skúmania celkového rozptylu SM je treba urobiť dôkaz spôsobilosti indexu Cgmk
podľa metódy 1 (Cgmk 1,33). Ak je zistený index Cgmk < 1,33, potom je treba urobiť nápravné
opatrenie. Počet obsluhujúcich, opakovaní postupností merania a merané výrobky môžu byť síce variabilné, ale spravidla by mal byť dodržaný nasledujúci postup:
- rovnaké meracie zariadenie,
- meranie robia traja rôzny pracovníci, - skúška v rozsahu 10 výrobkov, - rovnaké miesto merania, - dva rady merania na každého pracovníka (celkom 60 meraní).
Realizácia:
Pred zahájením posudzovania musí vykonať obsluha kalibráciu meracieho zariadenia
podľa návodu na obsluhu. V priebehu skúšky nie je nastavovanie meracieho zariadenia dovolené.
Je treba použiť 10 sériových výrobkov (hodnoty rozdeliť podľa možnosti pravidelne po celom rozsahu tolerancie).
Kontrolované výrobky sa očíslujú a zmerajú sa dvakrát za sebou v rovnakom poradí a zakaždým na rovnakom mieste a v rovnakej polohe. Meranie uskutoční obsluha
A pomocou prístroja, ktorý vyhodnocujeme. 10 rovnakých výrobkov zmeria v rovnakom poradí obsluha B a C. obsluha by nemala
vidieť predchádzajúce výsledky. Všetky namerané hodnoty sa nanášajú do príslušných kolónok formulára Pre každý výrobok sa vypočítajú z radov 1 a 2 rozdiely a nanesú sa do príslušnej kolónky
a) Vyhodnotenie podľa metódy s
Vypočítajú sa priemerné hodnoty CBA XXX ,, z hodnôt radu meraní 1 a 2 a z rozdielov (rad 1 –
rad 2) sa vypočítajú smerodajné odchýlky CBA sss ,, pre každého obsluhujúceho.
Celkové pásmo rozptylu SM pre dané meracie zariadenie sa vypočíta podľa nasledujúcich vzorcov: Priemerná smerodajná odchýlka meracieho zariadenia
3
1)( CBA ssss
2
ss
Smerodajná odchýlka sv spôsobená vplyvom obslúh a vypočítaná z troch priemerných
hodnôt CBA XXX ,,
Celkové pásmo rozptylu meracieho zariadenia SM:
6 22
vM ssS
)ˆ.6(
%100.%
aleboT
SS M
M
Výsledkom SM vzťahujúci sa na toleranciu znaku T alebo na ˆ.6 sa posudzuje
nasledujúcim spôsobom: SM% = 0 až 20% dobrý,
SM% = 21 až 30% zlepšiť (obmedzene použiteľný), SM% = viac ako 30% nedá sa akceptovať (sú nutné opatrenia)

34
b) Vyhodnotenie podľa metódy R
Celkové pásmo rozptylu meracieho zariadenia SM:
Faktor K1 = 5,32 pre 2 rady
Faktor K2 = 4,28 pre 2 obsluhujúcich alebo 3,14 pre 3 obsluhujúcich
Výsledky pásma rozptylu meracieho zariadenia sa posudzujú rovnakým spôsobom ako
pri metóde s.
15. Systémy manažérstva kvality, audit systému manažérstva kvality
a) Systémy manažérstva kvality
Systémy manažérstva kvality môžu pomôcť organizáciám zvýšiť spokojnosť zákazníka. Zákazníci požadujú produkty s charakteristikami, ktoré vyhovujú ich potrebám a
očakávaniam. Tieto potreby a očakávania sa vyjadrujú v špecifikáciách produktu a súhrnne sa
označujú ako požiadavky zákazníka. Požiadavky zákazníka môže zákazník. Špecifikovať v zmluve alebo ich môže určiť sama organizácia. V obidvoch prípadoch zákazník v konečnom dôsledku určuje prijateľnosť produktu. Pretože potreby a očakávania zákazníka sa menia a spôsobia konkurenčný tlak a technický pokrok, organizácie sú nútené trvalo zlepšovať svoje produkty a procesy.
Využívanie systému manažérstva kvality stimuluje organizácie analyzovať požiadavky
zákazníka, definovať procesy, ktoré prispievajú k vytvoreniu produktu prijateľného pre zákazníka, a udržať tieto procesy pod kontrolou. Systém manažérstva kvality môže poskytnúť rámec na trvalé zlepšovanie s cieľom zvýšiť pravdepodobnosť dosiahnutia spokojnosti zákazníka a spokojnosti ďalších zainteresovaných strán. Poskytuje dôveru organizácii a jej zákazníkom, že organizácia je schopná poskytovať produkty, ktoré trvalo spĺňajú požiadavky. Požiadavky na systémy manažérstva kvality a požiadavky na produkty
Súbor noriem. ISO 9000 rozlišuje požiadavky na systémy manažérstva kvality a požiadavky na produkty.
Požiadavky na systémy manažérstva kvality Špecifikuje norma ISO 9001 - Požiadavky na. systémy manažérstva kvality sú všeobecné a použiteľné v organizáciách akéhokoľvek priemyselného alebo ekonomického odvetvia bez ohľadu na ponúkanú kategóríu produktov. Sama norma ISO 9001 neurčuje požiadavky na produkty. '
Požiadavky na produkty môžu špecifikovať zákazníci alebo organizácia, ktorá reaguje na požiadavky zákazníka, alebo predpis. Požiadavky na produkty a v niektorých prípadoch na súvisiace procesy môžu napríklad obsahovať technické špecifikácie, normy na produkty, normy na procesy, zmluvné dohody a požiadavky predpisov
b) Audit systému manažérstva kvality
Audit sa využíva na určenie rozsahu, v akom sa splnili požiadavky systému manažérstva kvality. Zistenia auditu sa môžu použiť na posúdenie efektívností systému manažérstva kvality a na identifikáciu príležitostí na zlepšenie.
Audit vykonávaný prvou stranou (interný audit, vlastný audit) uskutočňuje organizácia sama alebo niekto v jej zastúpení na interné ciele; môžu tvoriť základ vyhlásenia organizácie o zhode.
Audit vykonávaný druhou stranou uskutočňujú zákazníci organizácie alebo v ich zastúpení iné osoby.
Audit vykonávaný treťou stranou uskutočňujú nezávislé externé audítorské organizácie.
Takéto organizácie, zvyčajne akreditované, poskytujú certifikát alebo registráciu zhody s požiadavkami, napríklad podľa normy ISO 9001. ISO 19011 poskytuje návod na audit systémov manažérstva kvality a environmentálneho manažérstva (dosiaľ nezavedená).

35
OBSAH 1. HISTORICKÝ VÝVOJ RIADENIA KVALITY (USA, JAPONSKO, SLUČKA KVALITY) .......................................................................... 2
A) USA.............................................................................................................................................................................................. 2 B) JAPONSKO ...................................................................................................................................................................................... 2 C) SLUČKA KVALITY............................................................................................................................................................................... 2
2. NORMY O KVALITE.......................................................................................................................................................................... 3 A) NORMY PRE SYSTÉM MANAŽÉRSTVA KVALITY ........................................................................................................................................ 3 B) NORMY PRE CERTIFIKÁCIE A VYHLÁSENIE ZHODY .................................................................................................................................... 3 C) NORMY PRE PREVEROVANIE SYSTÉMOV KVALITY .................................................................................................................................... 3
3. TERMÍNY A DEFINÍCIE PODĽA ISO 9000........................................................................................................................................ 4 4. JEDNODUCHÉ ŠTATISTICKÉ METÓDY ............................................................................................................................................ 5
A) PARETOVÁ ANALÝZA ......................................................................................................................................................................... 5 B) DIAGRAM PRÍČINA – ÚČINOK ............................................................................................................................................................. 6
5. JEDNODUCHÉ ŠTATISTICKÉ METÓDY ............................................................................................................................................ 7 A) VÝVOJOVÝ (POSTUPOVÝ) DIAGRAM..................................................................................................................................................... 7 B) KONTROLNÝ HÁROK (TABELÁRNY DIAGRAM .......................................................................................................................................... 7 C) HISTOGRAM.................................................................................................................................................................................... 7 D) KOLERAČNÝ DIAGRAM....................................................................................................................................................................... 8
6. REGULAČNÝ DIAGRAM................................................................................................................................................................... 8 A) CIEĽ REGULAČNÉHO DIAGRAMU.......................................................................................................................................................... 8 B) ZOSTROJENIE REGULAČNÉHO DIAGRAMU.............................................................................................................................................. 9 C) KLASIFIKÁCIA REGULAČNÝCH DIAGRAMOV ............................................................................................................................................ 9
7. REGULAČNÉ DIAGRAMY MERANÍM............................................................................................................................................ 10 A) REGULAČNÝ DIAGRAM PRE PRIEMER A ROZPÄTIE ( )....................................................................................................................... 10 B) REGULAČNÝ DIAGRAM PRE PRIEMER A SMERODAJNÚ ODCHÝLKU ( ) .................................................................................................. 11 C) REGULAČNÝ DIAGRAM PRE INDIVIDUÁLNE HODNOTY A KĹZAVÉ ROZPÄTIE ( )................................................................................. 12 D) REGULAČNÝ DIAGRAM PRE MEDIÁN A ROZPÄTIE (ME, R)...................................................................................................................... 14
8. REGULAČNÉ DIAGRAMY POROVNÁVANÍM ............................................................................................................................... 15 A) P – DIAGRAM PRE PODIEL NEZHODNÝCH JEDNOTIEK.............................................................................................................................. 15 B) NP - DIAGRAM PRE POČET NEZHODNÝCH JEDNOTIEK .............................................................................................................................. 19 C) C-DIAGRAM PRE POČET NEZHÔD ....................................................................................................................................................... 20 D) U - DIAGRAM PRE POČET NEZHÔD NA JEDNOTKU.................................................................................................................................. 21
9. VYHODNOTENIE REGULÁCIE VÝROBNÉHO PROCESU. .............................................................................................................. 23 10. SPÔSOBILOSŤ VÝROBNÉHO PROCESU (CP, CPK, CPL, CPU, K)....................................................................................................... 24
A) INDEX SPÔSOBILOSTI PROCESU CP SA VYPOČÍTA: .................................................................................................................................. 25 B) KORIGOVANÝ INDEX SPÔSOBILOSTI PROCESU CPK SA VYPOČÍTA: ............................................................................................................. 25 C) INDEX CPU SA POČÍTA: .................................................................................................................................................................... 26 D) INDEX K ....................................................................................................................................................................................... 26
11. SPÔSOBILOSŤ VÝROBNÝCH ZARIADENÍ (CIEĽ, OKRAJOVÉ PODMIENKY, ZÍSKANIE ÚDAJOV, ZÁKONITOSTI, CM A CMK).... 26 A) CIEĽ............................................................................................................................................................................................. 26 B) OKRAJOVÉ PODMIENKY ................................................................................................................................................................... 27 C) ZÍSKAVANIE ÚDAJOV ....................................................................................................................................................................... 27 D) ZÁKONITOSTI ................................................................................................................................................................................ 27 E) STABILITA ..................................................................................................................................................................................... 27 F) VÝPOČET INDEXU SPÔSOBILOSTI STROJA CM A CMK ............................................................................................................................... 28
12. DRUHY VARIABILITY SYSTÉMU MERANIA ............................................................................................................................................ 29 A) STRANNOSŤ .................................................................................................................................................................................. 29 B) OPAKOVATEĽNOSŤ ......................................................................................................................................................................... 30 C) REPRODUKOVATEĽNOSŤ.................................................................................................................................................................. 30 D) STABILITA ..................................................................................................................................................................................... 30 E) LINEARITA..................................................................................................................................................................................... 31
13. SPÔSOBILOSŤ MERACÍCH ZARIADENÍ (URČENIE INDEXU SPÔSOBILOSTI MERACIEHO ZARIADENIA CGM A CGMK). ............ 31 A) INDEX CGM .................................................................................................................................................................................... 31 B) INDEX CGMK................................................................................................................................................................................... 32
14. STANOVENIE CELKOVÉHO ROZPTYLU MERACIEHO ZARIADENIA SM (PODĽA METÓDY S A R). ............................................ 33 A) VYHODNOTENIE PODĽA METÓDY S .................................................................................................................................................... 33 B) VYHODNOTENIE PODĽA METÓDY R.................................................................................................................................................... 34
15. SYSTÉMY MANAŽÉRSTVA KVALITY, AUDIT SYSTÉMU MANAŽÉRSTVA KVALITY.................................................................... 34 A) SYSTÉMY MANAŽÉ RSTVA KVALITY ............................................................................................................................................................ 34 B) AUDIT SYSTÉMU MANAŽÉRSTVA KVALITY ............................................................................................................................................ 34