
Intelligent manufacturing system of impeller for computer numerical ...
8
J. Cent. South Univ. (2014) 21: 4577−4584 DOI: 10.1007/s11771-014-2463-9 Intelligent manufacturing system of impeller for computer numerical control (CNC) programming based on KBE WANG Ling-yun(王凌云) 1 , HUANG Hong-hui(黄红辉) 1 , Rae W. West 2 , WANG Da-zhong(王大中) 1 1. Department of Manufacturing Engineering and Technology, Shanghai University of Engineering Science, Shanghai 200437, China; 2. College of Engineering, University of Nevada-Las Vegas, Las Vegas, Nevada 89154, USA © Central South University Press and Springer-Verlag Berlin Heidelberg 2014 Abstract: To solve the problem of advanced digital manufacturing technology in the practical application, a knowledge engineering technology was introduced into the computer numerical control (CNC) programming. The knowledge acquisition, knowledge representation and reasoning used in CNC programming were researched. The CNC programming system functional architecture of impeller parts based on knowledge based engineering (KBE) was constructed. The structural model of the general knowledge-based system (KBS) was also constructed. The KBS of CNC programming system was established through synthesizing database technology and knowledge base theory. And in the context of corporate needs, based on the knowledge-driven manufacturing platform (i.e. UG CAD/CAM), VC++6.0 and UG/Open, the KBS and UG CAD/CAM were integrated seamlessly and the intelligent CNC programming KBE system for the impeller parts was developed by integrating KBE and UG CAD/CAM system. A method to establish standard process templates was proposed, so as to develop the intelligent CNC programming system in which CNC machining process and process parameters were standardized by using this KBE system. For the impeller parts processing, the method applied in the development of the prototype system is proven to be viable, feasible and practical. Key words: knowledge engineering; generalized knowledge; intelligent programming; impeller machining 1 Introduction Digitalizing manufactured products require engineers and technicians having not only some theoretical knowledge, process knowledge, computer numerical control (CNC) programming knowledge, and metal cutting knowledge, but also a wealth of practical experience in CNC machine tools, and experiences in selecting process equipment (tools, fixtures, gauges), and process parameters [1]. CNC programming is not only reflected in the process design experience of engineers in parts machining, but also one of the important factors that directly affect the productivity of CNC machining and processing quality. Due to the variety of CNC process parameters and the complexity of parameters setting, the path pattern and process parameters used may be different from one engineer to another, even with the same CNC parts programming, leading to different standards, which is likely to cause chaotic management [2]. At the same time, because of the limitations of personal experience, routings and parameters can not be optimized due to various factors. It is difficult to give a reasonable process scheme, thus resulting in low CNC machining quality and low processing efficiency [3]. To overcome these shortcomings and improve the quality and efficiency of CNC machining, it is necessary to standardize the parts processing procedures. In order to solve the problem of complex programming operations in traditional CAM systems, it is urgently needed for a new generation of CAM systems that have an efficient knowledge base of processing, a high level of intelligence, and are oriented to the overall model. ZHANG et al [4] have constructed knowledge templates for NC machining operation of marine diesel engines, realizing technologies of NC programming system based on general knowledge-based system (KBE) for complex components of marine diesel engines. In this work, through the application of knowledge engineering techniques and the experience of corporate related technicians, fabricators and programmers were applied to the CAM systems to develop the intelligent CNC programming system based on the UG software platform. The process parameters of the parts were Foundation item: Project(12ZT14) supported by the Natural Science Foundation of Shanghai Municipal Education Commission, China Received date: 2014−06−03; Accepted date: 2014−11−06 Corresponding author: WANG Ling-yun, Professor; Tel: +86−13501979635; E-mail: [email protected]
Transcript of Intelligent manufacturing system of impeller for computer numerical ...
J. Cent. South Univ. (2014) 21: 4577−4584 DOI: 10.1007/s11771-014-2463-9
Intelligent manufacturing system of impeller for computer numerical control (CNC) programming based on KBE
WANG Ling-yun(王凌云)1, HUANG Hong-hui(黄红辉)1, Rae W. West2, WANG Da-zhong(王大中)1
1. Department of Manufacturing Engineering and Technology,
Shanghai University of Engineering Science, Shanghai 200437, China; 2. College of Engineering, University of Nevada-Las Vegas, Las Vegas, Nevada 89154, USA
© Central South University Press and Springer-Verlag Berlin Heidelberg 2014
Abstract: To solve the problem of advanced digital manufacturing technology in the practical application, a knowledge engineering technology was introduced into the computer numerical control (CNC) programming. The knowledge acquisition, knowledge representation and reasoning used in CNC programming were researched. The CNC programming system functional architecture of impeller parts based on knowledge based engineering (KBE) was constructed. The structural model of the general knowledge-based system (KBS) was also constructed. The KBS of CNC programming system was established through synthesizing database technology and knowledge base theory. And in the context of corporate needs, based on the knowledge-driven manufacturing platform (i.e. UG CAD/CAM), VC++6.0 and UG/Open, the KBS and UG CAD/CAM were integrated seamlessly and the intelligent CNC programming KBE system for the impeller parts was developed by integrating KBE and UG CAD/CAM system. A method to establish standard process templates was proposed, so as to develop the intelligent CNC programming system in which CNC machining process and process parameters were standardized by using this KBE system. For the impeller parts processing, the method applied in the development of the prototype system is proven to be viable, feasible and practical. Key words: knowledge engineering; generalized knowledge; intelligent programming; impeller machining
1 Introduction
Digitalizing manufactured products require engineers and technicians having not only some theoretical knowledge, process knowledge, computer numerical control (CNC) programming knowledge, and metal cutting knowledge, but also a wealth of practical experience in CNC machine tools, and experiences in selecting process equipment (tools, fixtures, gauges), and process parameters [1].
CNC programming is not only reflected in the process design experience of engineers in parts machining, but also one of the important factors that directly affect the productivity of CNC machining and processing quality. Due to the variety of CNC process parameters and the complexity of parameters setting, the path pattern and process parameters used may be different from one engineer to another, even with the same CNC parts programming, leading to different standards, which is likely to cause chaotic management [2].
At the same time, because of the limitations of
personal experience, routings and parameters can not be optimized due to various factors. It is difficult to give a reasonable process scheme, thus resulting in low CNC machining quality and low processing efficiency [3]. To overcome these shortcomings and improve the quality and efficiency of CNC machining, it is necessary to standardize the parts processing procedures. In order to solve the problem of complex programming operations in traditional CAM systems, it is urgently needed for a new generation of CAM systems that have an efficient knowledge base of processing, a high level of intelligence, and are oriented to the overall model. ZHANG et al [4] have constructed knowledge templates for NC machining operation of marine diesel engines, realizing technologies of NC programming system based on general knowledge-based system (KBE) for complex components of marine diesel engines.
In this work, through the application of knowledge engineering techniques and the experience of corporate related technicians, fabricators and programmers were applied to the CAM systems to develop the intelligent CNC programming system based on the UG software platform. The process parameters of the parts were
Foundation item: Project(12ZT14) supported by the Natural Science Foundation of Shanghai Municipal Education Commission, China Received date: 2014−06−03; Accepted date: 2014−11−06 Corresponding author: WANG Ling-yun, Professor; Tel: +86−13501979635; E-mail: [email protected]
J. Cent. South Univ. (2014) 21: 4577−4584
4578
optimized and the standard CNC process template was extracted.
The impeller parts CNC programming process not only involves a lot of process data, but also requires a lot of experience, knowledge, and programming skills. From a broad perspective, they all can be regarded as knowledge, only existing in the different forms and different methods of application [5−6].
Therefore, intelligent technologies were introduced from the perspective of the databases, to build the knowledge base with the application of database technology. 2 General knowledge base of CNC
programming
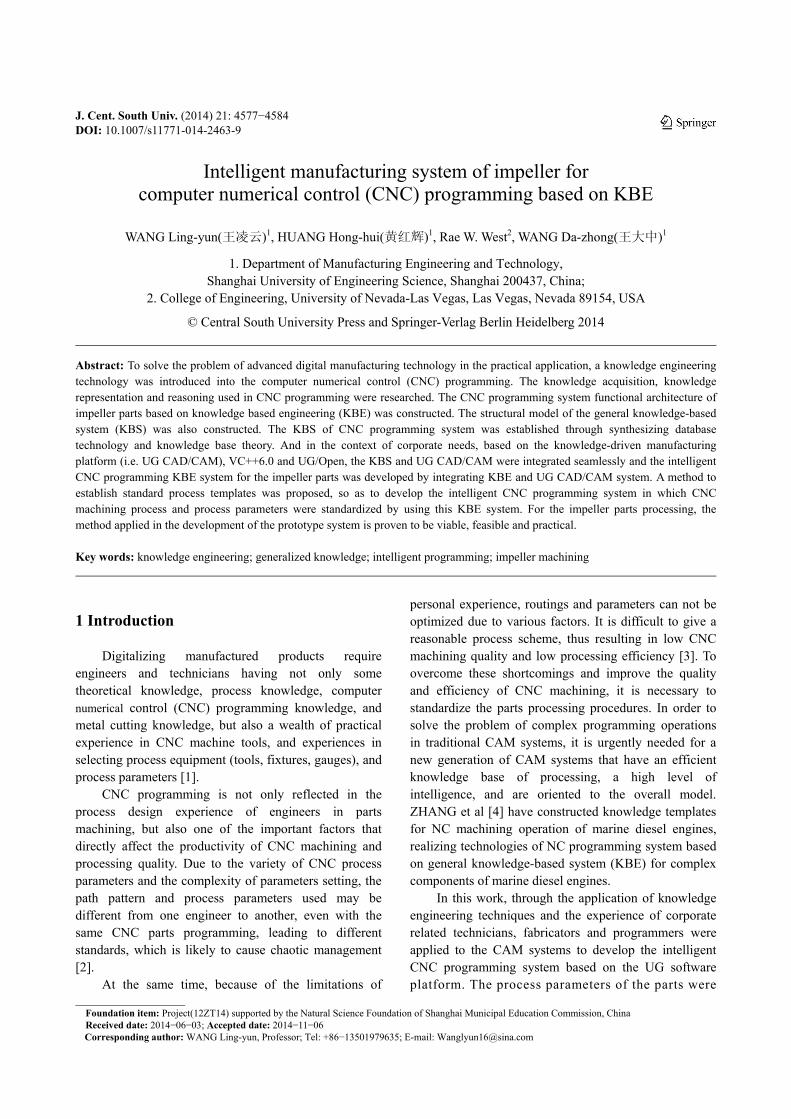
By combining the features of impeller parts CNC programming with the connotation of broad knowledge, the model structure of the general knowledge base system of CNC parts programming is designed, as shown in Fig. 1. The general knowledge base system also consists of two main parts, the same as the composition and structure of the database system and knowledge base system, namely the general knowledge base (GKB) and the general knowledge base management system (GKBMS). The general knowledge base system is mainly composed of the practical case base of CNC parts programming, the CNC programming process knowledge base system, the CNC machining tool library, the cutting parameter library, the post processor library, and the library of CNC machine tools.
3 Knowledge engineering in CNC
programming 3.1 Empirical knowledge acquisition
CNC programming is a strong empirical field. Empirical knowledge has a great impact on processing efficiency and processing quality. The main features of knowledge in CNC programming are as follows. 1) Intangibility. It is present in the brain of CNC engineers and can’t be seen and touched. 2) Differences. Due to the influence of their own knowledge structure, work experience and other factors, the CNC engineers empirical knowledge on the formation of the same issues may be inconsistent. 3) Correction. With the changes in the accumulation of experience in production technology or empirical knowledge, CNC engineers may develop new insights for the original problem, which will amend the existing empirical knowledge [7] .
In order to maximize the access and use of the experience and knowledge of the CNC engineers, a method to obtain empirical knowledge is developed based on the above features.
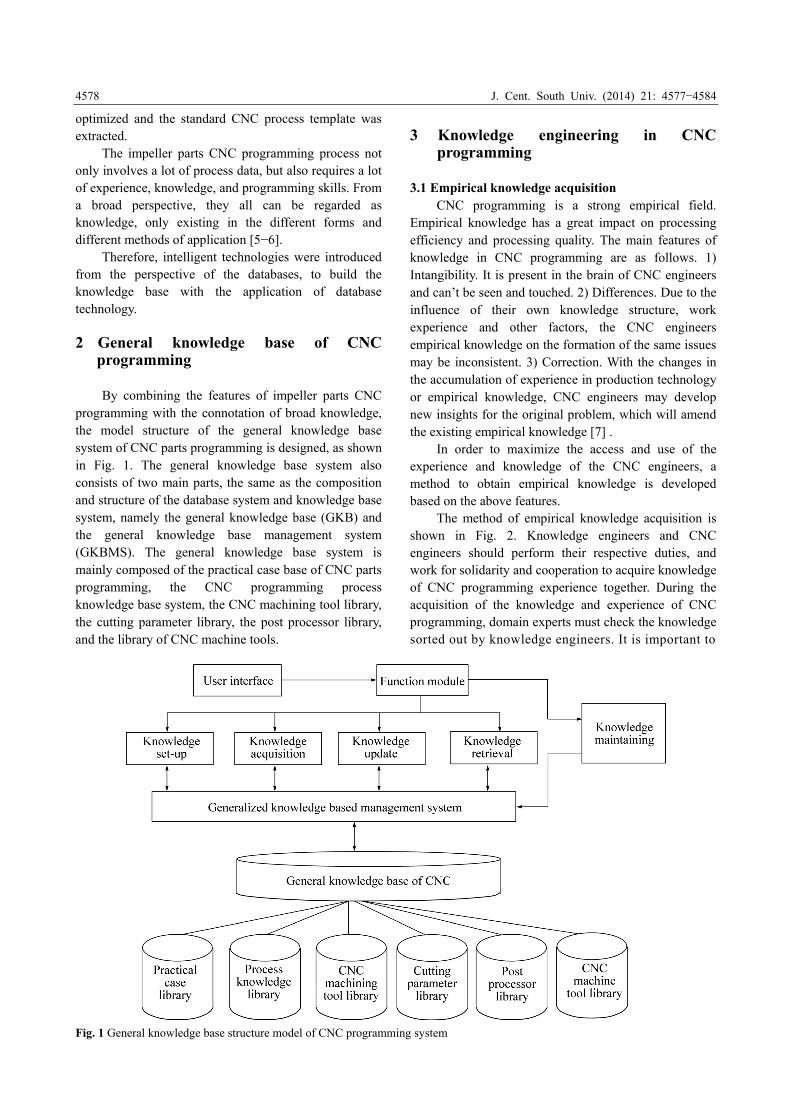
The method of empirical knowledge acquisition is shown in Fig. 2. Knowledge engineers and CNC engineers should perform their respective duties, and work for solidarity and cooperation to acquire knowledge of CNC programming experience together. During the acquisition of the knowledge and experience of CNC programming, domain experts must check the knowledge sorted out by knowledge engineers. It is important to
Fig. 1 General knowledge base structure model of CNC programming system
J. Cent. South Univ. (2014) 21: 4577−4584
4579
Fig. 2 Steps for knowledge acquisition of CNC programming experience
guarantee getting the correct knowledge. Knowledge engineers should promptly correct the knowledge feedback from the advice of experts in the field to ensure that the knowledges of the experts experience are correctly extracted. 3.2 Knowledge representation
Knowledge representation is the research of knowledge representation techniques, methods and languages. It plays an important role in the realization of knowledge storage, and handling and use of knowledge, and is one of the most active and important research topics in knowledge engineering.
Currently, in the digital design and manufacturing fields, especially in the aspect of design, experts and scholars put forward many new knowledge representations, such as Petri nets notation, Case notation, Ontology notation, ANN (artificial neural networks) notation, etc [8].
Representation of CNC programming domain knowledge is the basis of the research and development of CNC parts programming KBE system. The solution to any complex problem of CNC programming relies on domain knowledge representation. The representation of domain knowledge for CNC programming will directly affect the final results of inference and reasoning decisions [9]. Based on the composition and characteristics of the impeller parts’ CNC programming domain knowledge, with a comprehensive analysis of the status of domain knowledge representation used in digital design and manufacturing KBE, the combination of object-oriented paradigm notation and BNF (Backus- Naur Form) is used. The syntax of the object-based BNF paradigm to represent domain knowledge of CNC programming is as follows: <Class description> :: = class <class name> <processing object> <processing requirements> <restriction> <Knowledge Decision> <Programming Solutions> <Index> Class <class name> :: = <name> <Processing object> :: = <Parts> <machining position> <Processing requirements> :: = <precision> <surface roughness> <Restriction> :: = <workshop machine type> <Enterprise magazine>
<Knowledge Decision> :: = [rule-based reasoning (RBR)] | [Case-Based Reasoning (CBR)] <Programming Solutions> :: = <processing methods> <machining tool> <cutting parameters> <programming template> <Processing methods> :: = [roughing] | [semi-finish milling] | [Finishing] | [rough boring] | [semi-fine boring] | [fine boring] | [Diamond] | [expand] | [hinge] | [rough] | [semi-refined car] | [finishing] <Cutting tools> :: = <Tool number> <tool type> <tool parameter> <Cutting parameters> :: = <margin> <spindle speed> <Feed> <Programming template> :: = <template number> <template parameter> <Index> :: = <scheme index number> End Class 3.3 Knowledge inference
CNC programming knowledge reasoning with a CBR approach can meet the CNC engineers’ thought processes. Programming methods inferred by the CBR can be used as a new case, therefore expanding the knowledge case library of CNC programming, further enhancing the reasoning ability of CBR in CNC programming knowledge [10].
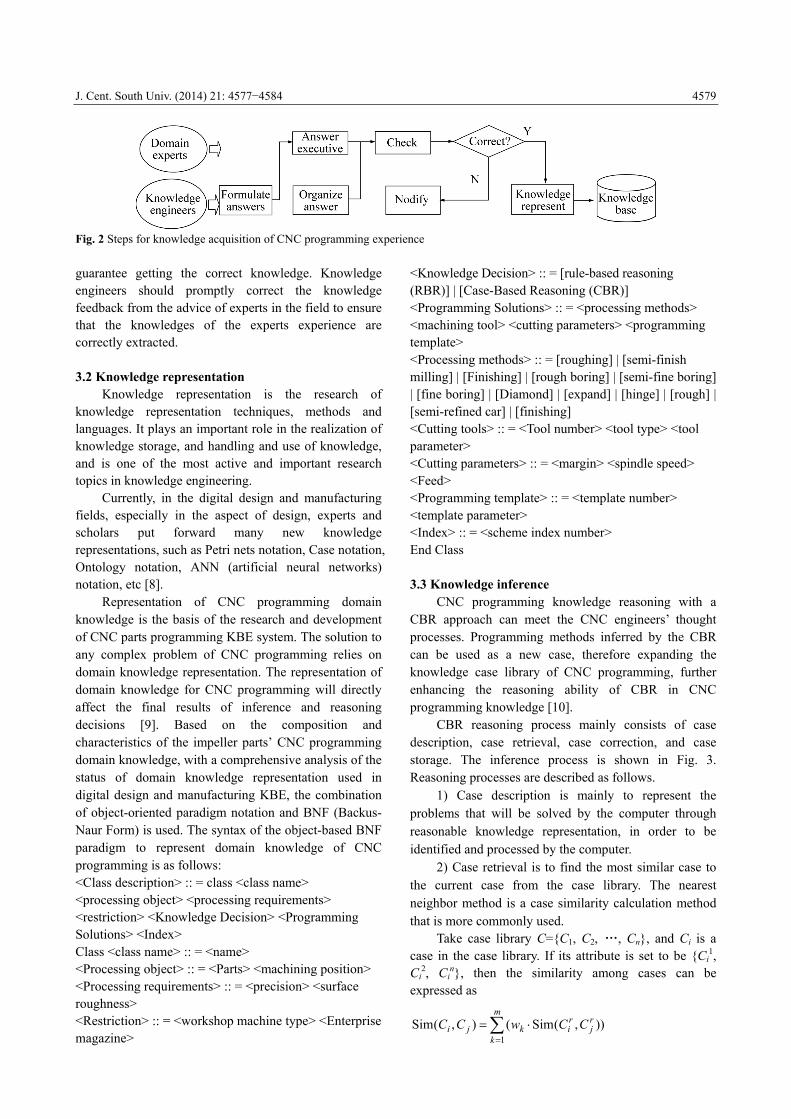
CBR reasoning process mainly consists of case description, case retrieval, case correction, and case storage. The inference process is shown in Fig. 3. Reasoning processes are described as follows.
1) Case description is mainly to represent the problems that will be solved by the computer through reasonable knowledge representation, in order to be identified and processed by the computer.
2) Case retrieval is to find the most similar case to the current case from the case library. The nearest neighbor method is a case similarity calculation method that is more commonly used.
Take case library C={C1, C2, …, Cn}, and Ci is a case in the case library. If its attribute is set to be {Ci
1, Ci
2, Cin}, then the similarity among cases can be
expressed as
m
k
rj
rikji CCwCC
1
)),(Sim(),(Sim
J. Cent. South Univ. (2014) 21: 4577−4584
4580
Fig. 3 Flowchart of CNC programming case-based reasoning
where wk is the weight of the k-th attribute, and wk∈ [0,
1], 1
1.m
kk
w
Sim( , )r ri jC C is a similar element, which
means the similarity of r-th attribute for case Ci and Cj .
3) Case amendment is realized through the interactive interface between humans and computers. During the CBR of CNC programming, when the retrieved results can not meet the actual needs, it is possible to correct the information about the processing methods, workpiece material, tool geometry, engaging retreating tool set, and other information. Then, the case can be added to the case library as a new member, and thus it enriches the case library further.
4 Architecture of intelligent CNC
programming system
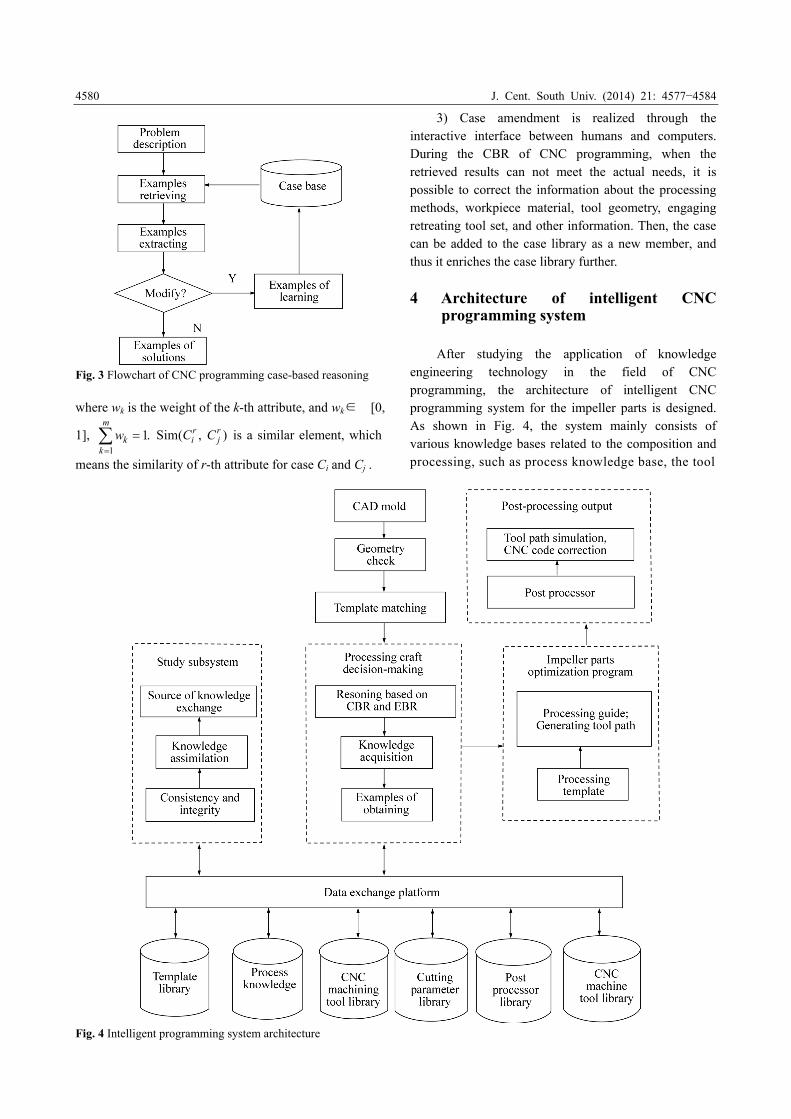
After studying the application of knowledge engineering technology in the field of CNC programming, the architecture of intelligent CNC programming system for the impeller parts is designed. As shown in Fig. 4, the system mainly consists of various knowledge bases related to the composition and processing, such as process knowledge base, the tool
Fig. 4 Intelligent programming system architecture
J. Cent. South Univ. (2014) 21: 4577−4584
4581
library, cutting parameters libraries, machine tools libraries, post-processor and template libraries, data exchange platform, process decision modules for the impeller parts machining, knowledge learning subsystems, CAD model geometry check module, process optimization design modules for the impeller parts, post-process output modules and other components. The lower level databases provide the necessary data to guarantee the system to run smoothly. Accessing a variety of data, template matching and processing technology decisions are all based on databases.
The system operation starts with the CAD model import, moving through template matching, and wizard navigation, and generating CNC code for execution of CNC machine tools.
The entire process takes only a small amount of interactive operation. It can create complex CNC parts programming operations quickly and accurately. 5 Impeller parts CNC programming
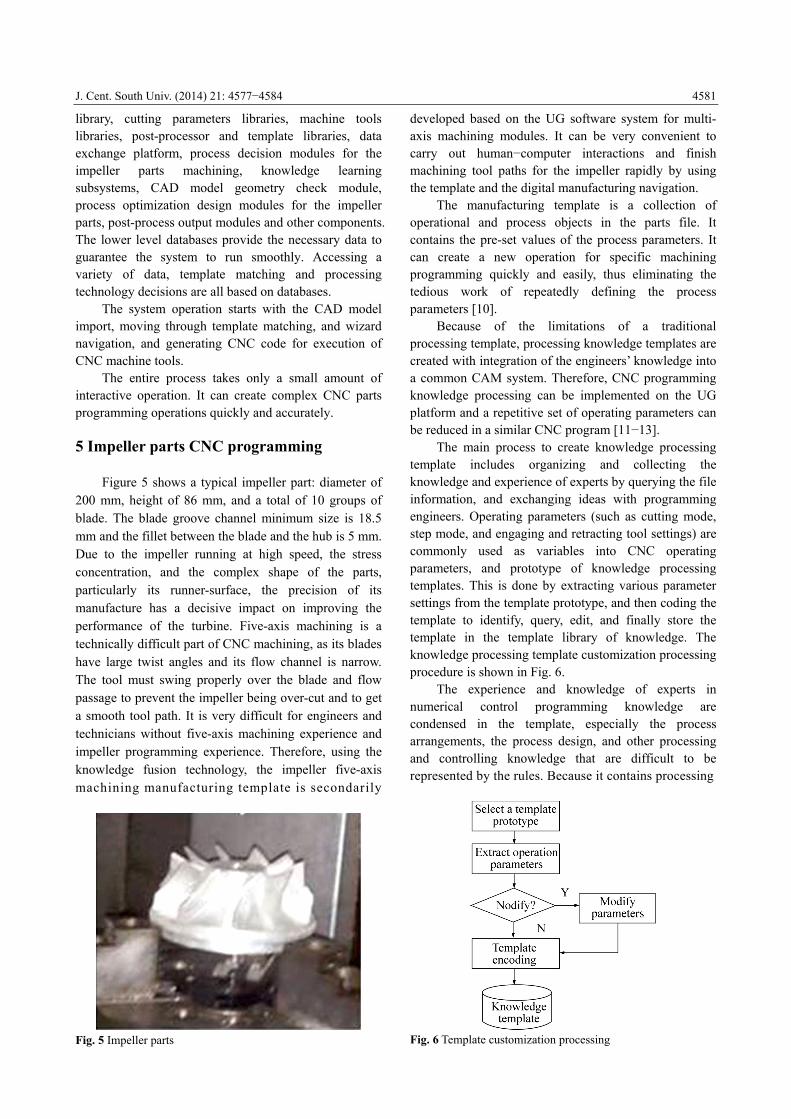
Figure 5 shows a typical impeller part: diameter of 200 mm, height of 86 mm, and a total of 10 groups of blade. The blade groove channel minimum size is 18.5 mm and the fillet between the blade and the hub is 5 mm. Due to the impeller running at high speed, the stress concentration, and the complex shape of the parts, particularly its runner-surface, the precision of its manufacture has a decisive impact on improving the performance of the turbine. Five-axis machining is a technically difficult part of CNC machining, as its blades have large twist angles and its flow channel is narrow. The tool must swing properly over the blade and flow passage to prevent the impeller being over-cut and to get a smooth tool path. It is very difficult for engineers and technicians without five-axis machining experience and impeller programming experience. Therefore, using the knowledge fusion technology, the impeller five-axis machining manufacturing template is secondarily
Fig. 5 Impeller parts
developed based on the UG software system for multi- axis machining modules. It can be very convenient to carry out human−computer interactions and finish machining tool paths for the impeller rapidly by using the template and the digital manufacturing navigation.
The manufacturing template is a collection of operational and process objects in the parts file. It contains the pre-set values of the process parameters. It can create a new operation for specific machining programming quickly and easily, thus eliminating the tedious work of repeatedly defining the process parameters [10].
Because of the limitations of a traditional processing template, processing knowledge templates are created with integration of the engineers’ knowledge into a common CAM system. Therefore, CNC programming knowledge processing can be implemented on the UG platform and a repetitive set of operating parameters can be reduced in a similar CNC program [11−13].
The main process to create knowledge processing template includes organizing and collecting the knowledge and experience of experts by querying the file information, and exchanging ideas with programming engineers. Operating parameters (such as cutting mode, step mode, and engaging and retracting tool settings) are commonly used as variables into CNC operating parameters, and prototype of knowledge processing templates. This is done by extracting various parameter settings from the template prototype, and then coding the template to identify, query, edit, and finally store the template in the template library of knowledge. The knowledge processing template customization processing procedure is shown in Fig. 6.
The experience and knowledge of experts in numerical control programming knowledge are condensed in the template, especially the process arrangements, the process design, and other processing and controlling knowledge that are difficult to be represented by the rules. Because it contains processing
Fig. 6 Template customization processing

J. Cent. South Univ. (2014) 21: 4577−4584
4582
sequence and the processing parameters of parts for each processing step, the operator who guides the template can complete the processing operations of complex parts easily and quickly. The content of the template is based on a broad-based knowledge base and generated by using decision logic.
The process decision-making template of CNC programming acquires machining objects specified by CNC machining engineers. This then deduces the main parameters (tool, spindle speed, feed rate, allowance, etc) to finish an operation from the work-piece material, machining position, processing methods, and a generalized knowledge of the impeller. CNC programmers are then allowed to inspect and modify the process parameters deduced. The decision-making process template is shown in Fig. 7. 6 Achieving intelligent CNC programming
systems
The UG secondary development function can easily provide users with personalized features. It is therefore easy for users to develop targeted special systems. It provides functions that are difficult to achieve by UG system operated interactively alone. These functions include parametric modeling of complex models, assembly path planning, tool path planning, PDM and CAPP functions of UG platform, and so on. It provides a powerful platform for corporation competitiveness in the market based on the many advantages of UG platform [14−15]. In this work, the system uses the UG as an application development platform, and the database system using the SQL Server2000, and development tools are the UG/ open, VC++6.0, and the UG/post Builder. The key to achieve intelligent CNC programming is generating CNC programs through the UG CAM driven by the interface of the general knowledge base and UG CAM. It involves the process parameters query, the feature parameters query, establishing the program group and the processing operation, and generating and outputting CNC programs, etc. For this reason, the following main functions are
designed by using the UG / Open API: 1) extern int UFUN_CAM_ask_operate_data
(tag_t oper_tag, GM_operate_t * oper_data) {
int i, err; int num, *indices, number; double dia, r1; char buf[256], buf1[256]; … UF_OBJ_ask_name (oper_tag, oper_data->operate_
name); GM_ask_last_oper_tag (oper_tag, &last_tag); err=
UF_PARAM_ask_required_params (last_tag, & num, & indices);
if (err != 0 || num == 0) return −2; fp = fopen(file_name, “w”); for (i=0; i<num; i++) {
err= UF_PARAM_ask_param_attributes (indices [i], & attributes);
/*Obtaining blanks and parts */ if (strcmp(attributes.name, “Stock Part”)==0)
{ if (attributes.type ==
UF_PARAM_TYPE_DOUBLE_LENGTH) { err=UF_PARAM_ask_double_value (last_tag,
indices [i], & (oper_data->stock)); }
} /*Acquisition CNC machining parameters */ …
For the UG/CAM system, each programming object is accomplished by the processing operation. From the data perspective, the operation is a data set that contains a single tool path and all the information needed to generate the tool path, such as geometry, tool, allowance, spindle speed, feed rate, and cutting depth. Using this function, all of the operating parameters of the data set
Fig. 7 Impeller NC programming process decision-making process
J. Cent. South Univ. (2014) 21: 4577−4584
4583
can be accessed, and the default value of the parameter is set by the system.
2) extern int UFUN_CAM_set_operate_data (tag_t oper_tag, GM_operate_t * oper_data);
Using this function, the process parameters obtained by the decision-making reasoning of the process is assigned to the operating parameters of the dataset of the system. It changes the system’s default settings, and completes the parameter setting of operating datasets.
3) static int create_new_program_group (tag_t *obj_tag): Create a new program group;
4) extern int GM_ask_config_file (int dialog_id, char *list_id): Show postprocessor;
5) extern int UFUN_CAM_output_nc_program (tag_t group_tag, char *post_name, char *file_name): To generate the NC program and the output to the specified file directory.
The logical structure of CNC programming process knowledge is shown in Table 1.
The key steps of template for impeller parts in five-axis machining are: custom of profiles → creating machining tool and machining method → machining geometry → four parent group of processing program → creating process of cutting parameters → creating five- axis machining tool path → dynamic simulation of tool
Table 1 Logical structure of CNC programming process
knowledge
Field name Field type Primary key Foreign key
Rule_No Varchar(10) Yes
Opt_Position Varchar(50)
Opt_Method Varchar(10)
Opt_Stock Float
Tool_No Varchar(20) Yes
Sp_Speed Float
Fc_Speed Float
path → generating NC post-processing program, workshop process files → CNC machine processing of actual parts.
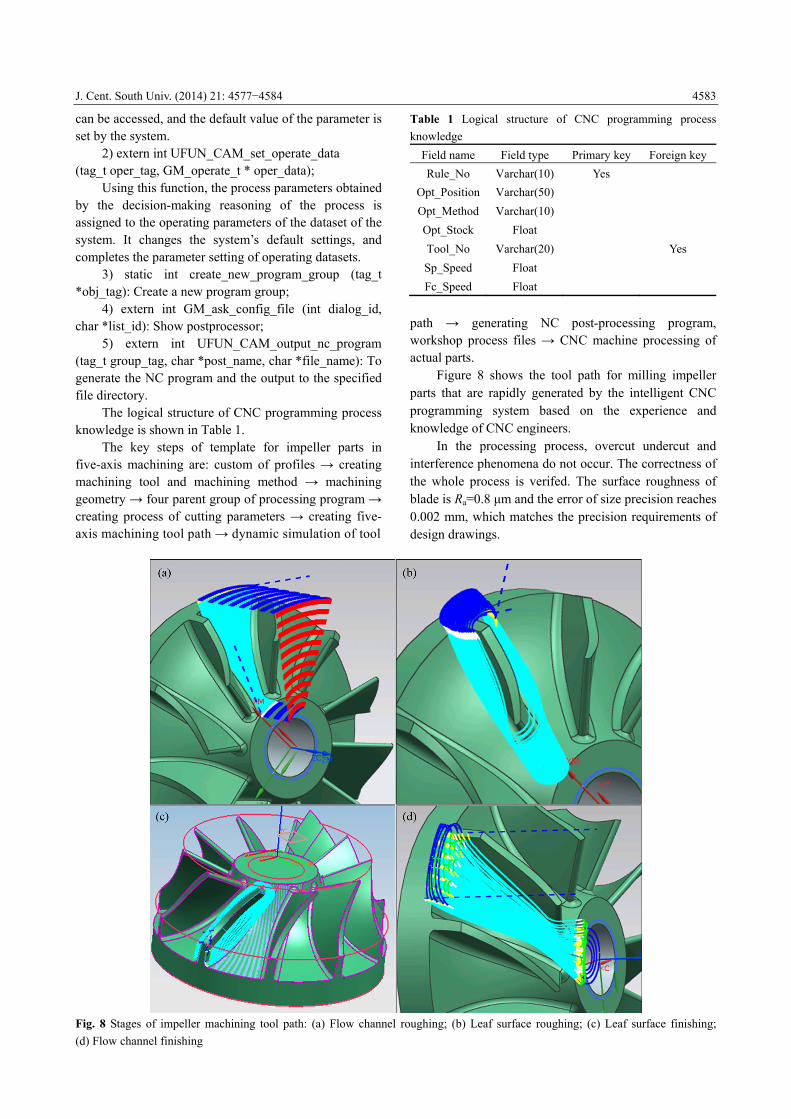
Figure 8 shows the tool path for milling impeller parts that are rapidly generated by the intelligent CNC programming system based on the experience and knowledge of CNC engineers.
In the processing process, overcut undercut and interference phenomena do not occur. The correctness of the whole process is verifed. The surface roughness of blade is Ra=0.8 μm and the error of size precision reaches 0.002 mm, which matches the precision requirements of design drawings.
Fig. 8 Stages of impeller machining tool path: (a) Flow channel roughing; (b) Leaf surface roughing; (c) Leaf surface finishing;
(d) Flow channel finishing

J. Cent. South Univ. (2014) 21: 4577−4584
4584
7 Conclusions
1) To make the CAD/CAM system fully play its role in the impeller parts CNC programming, it is necessary to develop and research knowledge based engineering and apply it in the field of numerical control programming. Through the effective integration of KBE and CAD/CAM system (mining, accumulating, sharing and reusing of the corporate and industry’s domain knowledge of CNC programming in the digital, network environment, and integrating it into the CAD/CAM system), the CAD/CAM has the ability to make knowledge reasoning, replace or reduce the senior CNC engineers’ labor, so as to improve the efficiency and quality of CNC programming, and shorten production preparation cycle.
2) High level integrated development tools of knowledge engineering provide only a basic knowledge- driven platform. It is very important in the CNC parts programming KBE system to establish a generalized knowledge base that is suitable for impeller parts by organizing a variety of data, knowledge and experience rules together.
3) A general knowledge based KBE system in CNC programming is established based on the latest research results on KBE and the characteristics of the impeller parts CNC programming .
4) An intelligent manufacturing system of impeller for CNC programming is developed by using knowledge engineering ideas on the UG NX platform. Based on existing CNC machining and programming knowledge and experience, through the expression of knowledge, it provides an optimized solution for the NC programming, thus achieving the knowledge-driven intelligent CNC programming.
5) Preliminary trials show that the method is feasible and has good application prospects. As a novel knowledge engineering approach for intelligent design, the use of knowledge engineering techniques can provide relevant knowledge in the CNC programming process. This will help achieve the parameters, automation, and intelligence for CNC programming, thereby improving corporate digital manufacturing technology.
6) Intelligent CNC programming systems developed from the application of engineering knowledge in CNC programming are able to capture and utilize the experience and knowledge of CNC engineers. It has good economic benefits and prospects for development.
References [1] HOU M, FADIS T N. Automatic tool path generation of a feature-
based CAD/CAPP/CAM integrated system [J]. International Journal
of Computer Integrated Manufacturing, 2006, 19(4): 350−358.
[2] CHOI Young-keun, BANERJEE A. Tool path generation and
tolerance analysis for free-form surfaces [J]. International Journal of
Machine Tools & Manufacture, 2007, 47(3/4): 689−696.
[3] QIAO Liang, MA Jun-hui. A method for designing CAM system
based on features and knowledge base [J]. Journal of Northwestern
Polytechnical University, 2000, 18(1): 83−86. (in Chinese)
[4] ZHANG Liang, ZHANG Sheng-wen, FANG Xi-feng. Study on
intelligent CNC programming for complex components of marine
diesel based on KBE and UG NX [J]. Journal of Wuhan University
of Technology (The 1st International Symposium on Digital
Manufacture), 2006, 28(164): 929−935.
[5] JIA Wei1, ZHANG Sheng-wen, ZHANG Liang, FANG Xi-feng. The
research of fundamental enabled technologies for KBE system in nc
programming [J]. Group Technology & Production Modernization,
2008, 25(3): 37−41. (in Chinese)
[6] WANG Ling-yun, HUANG Hong-hui, WEST R W. Impeller
modeling and analysis based on UG NX/KF and fluent. [J]. Journal
of Central South University, 2012, 19(12): 3430−3434.
[7] JUNG Hyoun-chul, SON Hwang-jin, JUNG Yoon-gyo. Development
of tool-path generation module for 5-axis control machining of
impellers [J]. Journal of Central South University, 2012, 19(12):
3424−3429.
[8] JING Xu, ILl Li-min, TANG Wen-xian. Research and
implementation of the UG/KDA-based general knowledge base
system [J]. Computer Engineering, 2003, 29(4): 124−126. (in
Chinese)
[9] SUN Z, FINNIE G, WEBER K. Abductive case-based reasoning [J].
International Journal of Intelligent Systems, 2005, 20(9): 957−983.
[10] PENG Y H, YIN Z W. A new strategy for direct tool path generation
from measured points [J]. International Journal of Production
Research, 2004, 43(5): 933−944.
[11] ANGELO C, ROBERT L, ALESSANDRO M, GIUSEPPE T.
Enhancing product development through knowledge-based
engineering KBE A case study in the aerospace industry [J]. Journal
of Manufacturing Technology Management, 2009, 20(8):
1070−1083.
[12] KULON J, BROOMHEAD P, MYNORS D J. Applying knowledge
based engineering to traditional manufacturing design [J]. The
International Journal of Advanced Manufacturing Technology, 2006,
30(9/10): 945−951.
[13] ATTANASIO A, GIARDINI E C. Optimization of tool path in two
points incremental forming [J]. Journal of Materials Processing
Technology, 2006, 177(1): 409−412.
[14] JIANG Rui-song, ZHANG Ding-hua, WANG Wen-hu. Research on
the intelligent design system for investment casting die of
aero-engine turbine blade based on knowledge [J]. Journal of
Aerospace Power, 2010, 25(5): 1061− 1067.
[15] ZHENG Jin-qiao, WANG Yi-lin, LI Zhi-gang. An intelligent master
model of computer aided process planning for large complicated
stampings [J]. Journal of Southwest Jiaotong University, 2005, 13(2):
103−112.
(Edited by YANG Bing)


















