Instrucciones de Funcionamiento - Nippon Gases · polaridad negativa en la pistola (o...
41
Instrucciones de Funcionamiento Es imprescindible leer las instrucciones de utilización antes de la puesta en marcha. De lo contrario pueden producirse situaciones de peligro. El aparato sólo debe ser utilizado por personas familiarizadas con las medidas de seguridad pertinentes. Los aparatos están marcados llevan la marca de conformidad y, por lo tanto, cumplen la • Directiva de baja tensión de la CE (73/23/CEE) • Directiva de la CE sobre compatibilidad electromagnética (89/336/CEE) La marca de conformidad sólo es necesario en los países miembros de la CE). Los aparatos se pueden utilizar según la IEC 60974, VDE 0544, EN 60974 en entornos con alto riesgo eléctrico. Sujeto a modificación Revision 1: 31.10.03
Transcript of Instrucciones de Funcionamiento - Nippon Gases · polaridad negativa en la pistola (o...
Instrucciones de Funcionamiento
Es imprescindible leer las instrucciones de utilización antes de la puesta en marcha.
De lo contrario pueden producirse situaciones de peligro.
El aparato sólo debe ser utilizado por personas familiarizadas con las medidas de seguridad pertinentes.
Los aparatos están marcados llevan la marca de conformidad y, por lo tanto, cumplen la
• Directiva de baja tensión de la CE (73/23/CEE) • Directiva de la CE sobre compatibilidad electromagnética (89 /336/CEE) La marca de conformidad sólo es necesario en los países miembros de la CE).
Los aparatos se pueden utilizar según la IEC 60974, VDE 054 4, EN 60974 en entornos con alto riesgo eléctrico.
Sujeto a modificación Revision 1: 31.10.03
2
Índice de contenido
Instrucciones de Seguridad......................... ..........................................................................4
Para su seguridad ................................................................................................................... 4 y 5 Declaracion de Conformidad......................................................................................................... 6
1 Datos técnicos................................... ............................................................................7
2 Descripción del equipo........................... ................................................................8 y 9
3 Especificación de las funciones .................. ..............................................................10
3.1 Unidades de control de máquina T200DC y T200 AC/DC .......................................10 a 15 3.2 Modo JOB..........................................................................................................................16
3.2.1 Selección JOB.......................................................................................................16 3.2.3 Ajustes en el JOB .................................................................................................16
3.3 Soldadura TIG, generalidades...........................................................................................17 3.3.1 Tipos de encendido:..............................................................................................17 3.3.2 Desconexión automática.......................................................................................17 3.3.3 Display digital ........................................................................................................17 3.3.4 Pistola TIG, variantes de funcionamiento .............................................................18
3.3.4.1 Pistola TIG estándar, clavija de 5 polos..............................................18 3.3.4.2 Pistola TIG en ascendente/descendente, clavija 8 polos (opcional) ..18 3.3.4.3 Pistola TIG con potenciómetro, clavija 8 polos (opcional) ..................18
3.3.5 Modo de contacto intermitente..............................................................................18 3.4 TIG : Secuencias funcionales ............................................................................................19
3.4.1 Explicación de los símbolos..................................................................................19 3.4.2 TIG funcionamiento sin enclavamiento.................................................................20 3.4.3 TIG funcionamiento con enclavamiento ...............................................................21
3.5 TIG : Pulsos .......................................................................................................................22 3.5.1 TIG : Pulsos DC (pulsos corriente continuo) ........................................................22 3.5.2 TIG : Pulsos AC (pulsos corriente alterna) (solo T200 AC/DC)............................22 3.5.3 TIG : Pulsos AC especial (pulso corriente alterna especial) (solo T200 AC/DC )22 3.5.4 TIG : Pulsos - secuencias funcionales..................................................................22
3.5.4.1 TIG : pulsos – funcionamiento no enclavado......................................23 3.5.4.2 TIG : pulsos – funcionamiento enclavado...........................................23
3.6 Soldadura MMA .................................................................................................................24 3.7 Control a distancia .............................................................................................................25 3.8 Interfaz TIG para soldadura mecanizada (toma de conexión control a distancia) ............26 3.9 Cómo fijar las variantes de funcionamiento para la pistola ...............................................27
3.9.1 Modos 1-4 para la pistola estándar.......................................................................27 3.9.2 Modos 1-4 para pistola ascendente/descendiente y con potenciómetro..............28 3.9.3 Modos 11-14 sin modo de contacto intermitente..................................................29 3.9.4 JP1: Configuración de conexión de pistola de soldadura.....................................29
3.10 Reposición a los parámetros originales.............................................................................30 3.11 Cómo bloquear las tareas JOBS .......................................................................................30
3
Índice de contenido
4 Problemas de funcionamiento, causas y soluciones . .............................................31
5 Lista de piezas de recambio...................... .........................................................32 a 37
6 Accesorios, opciones ............................. ....................................................................38
6.1 Pistola TIG estándar ..........................................................................................................38 6.2 Pistola TIG ascendente / descendente..............................................................................38 6.3 Portaelectrodo / cable de masa .........................................................................................38 6.4 Control a distancia / cable de conexión.............................................................................38 6.5 Accesorios Diversos ..........................................................................................................38
7 Esquemas eléctricas.............................. .............................................................39 a 41

4
Instrucciones de seguridad
5
Instrucciones de seguridad

6
Declaración de Conformidad CE
EU - Conformity declaration
Déclaration de Comformidité UE
Declaraçao de Conformidade CE Nombre del Fabricante: PRAXAIR SOLDADURA, S.L. Name of manufacturer: C/ Orense, 11 - 9ª planta Nom du fabricant: 28020 MADRID Nome do fabricante: Dirección del Fabricante: Address of manufacturer: Adresse du fabricant: Direcçao do fabricante: Por la presente declaramos que el diseño y la construcción de la/s máquina/s indicada/s cumple/n las directivas funda- mentales de seguridad para bajo voltaje de la UE. Esta declaración no tendrá validez, en el caso de cambios no autorizados, reparaciones ina decuadas o modificaciones que no hayan sido expresa mente aprobadas por PRAXAIR SOLDADURA, S.L.
We herewith declare that the machine described below meets the standard safety regulations of the EU - low voltage guideline in its conception and construction, as well as in the design put into circulation by us, in case of unauthorized changes improper repairs and/or modifications, which have not been expressly allowed by PRAXAIR SOLDADURA, S.L. This declaration will lose its validity.
Par la présente, nous déclarons que la conception et la construction ainsi que le modéle, mis sur le marcha par bous, de l'appareil decrit ci dessous correspondent aux directives fondamentales de securité de la UE regissant les basses tensions. En cas de chargements non autorisés, de reparations inadiquates et/ou de modifications prohibeés, qui n'ont pas été autorisés expressement par PRAXAIR SOLDADURA, S.L. cette declaration devient caduque.
Pela presente declaramos que o desenho e a construçao da(s) máquina(s) indicada(s), cumprem as directivas fundamentais de segurança para vaisa voltagem da UE. Esta declaraçao nâo terá validade, no caso de trocas nâo autorizadas, reparaçôes inadequadas ou modificaçôes que nâo tenham sido aprovadas pela PRAXAIR SOLDADURA, S.L.
Descripción de la máquina : Description of the machine: Déscription de la machine: Descriçao da máquina:
MAQUINA DE SOLDADURA
Tipo de máquina: Type of machine Type de machine Tipo da máquina:
TRITON 220 DC
TRITON 220 AC/DC
Número de Código: Article number: Numero d'article: Número de Código:
Número de Serie: Serial number: Numéro de série: Número de série:
Normas aplicadas: Used co-ordinated norms: Normes harmonisées appliquées: Normas aplicadas:
Directiva de Baja tensión de la CE 73/23/CEE Directiva de la CE sobre compatibilidad electromagnética 89/336/CEE IEC 60974 VDE 0544 EN 60974
Firma del Fabricante: Signature of manufacturer: Signature du fabricant: Assinatura do fabricante:
Director de Producción Production Manager
Directeur de Production Director de Produçao

7
1. Datos Técnicos TRITON 220 DC TRITON 220 AC/DC
Margen de regulación: Intensidad / tensión de soldadura TIG MMA
3A (5A AC) - 220A / 10.1V – 18.8V
5A - 180A / 20.2V – 27.2V
Intensidad máxima de soldadura a TIG MMA TIG MMA
Temperatura ambiente 20ºC: 40%FU 45%FU 60%FU 100%FU Temperatura ambiente 40ºC: 35%FU 60%FU 100%FU
220A ------ 180A 150A
220A 160A 130A
------ 180A 160A 140A
180A 140A 110A
220A ------ 180A 150A
220A 160A 130A
------ 180A 160A 140A
180A 140A 110A
Alternancia de carga 10min (60% FU ∆ 6 min soldadura, 4min pausa)
Tensión en vacío 90V 45V
Tensión de red (tolerancias) 1x230V -40%; +15%
1x240V -40%; +10%
Frecuencia 50/60 Hz
Fusible de la red (de seguridad – con retardo)
1 x 16A
Cable de alimentación 3 x 2.5mm2 H07RN-F
Potencia máxima absorbida 5.8kVA 5.9kVA
Régimen nominal recomendado generador
7.8kVA 8.0kVA
cos ϕϕϕϕ / eficacia 1.0 / 89%
Clase de aislamiento / Protección F / IP 23
Temperatura ambiente -10°C a +40°C
Refrigeración máquina / pistola Ventilador / gas
Cable de masa 35mm2
Dimensiones Largo x Ancho x Alto [mm] 480 x 185 x 390
Peso 16kg 18kg
Construido según normativa IEC 60974 / En 60974
En 50199 , CE
S

8
2. Descripción de la máquina
Vista frontal Fig.2 / 1 TRITON 220AC/DC Vista posterior
Elem Símbolo Descripción
A1 Asa de transporte
B1 Elementos de control (véase el capítulo 3.1)
C1
Racor de conexión G¼ Gas protector a la pistola Potencial intensidad de soldadura "-"
D1 Toma de conexión 5 polos o Toma de conexión 8 polos (opcional)
Cable de control pistola TIG estándar cable control pistola TIG ascendente /descendente o pistola con potenciómetro
E1 +
Toma corriente soldadura "+" conexión pieza trabajo, soldadura TIG, conexión soldadura MMA
F1 - Toma corriente soldadura "-" Conexión pistola, soldadura TIG, conexión soldadura MMA
G1 Entradas aire refrigeración
H1 Salidas aire refrigeración
I1 Cable de red con clavija de conexión
J1
Toma de conexión 5 polos Alimentación grupo de refrigeración
K1
Racor de conexión G¼ Conexión del gas protector para el mannoreductor
L1
Interruptor principal Conexión / Desconexión máquina
A1
B1
C1D1E1F1
G1
O1N1M1
L1
K1J1
I1
H1
9
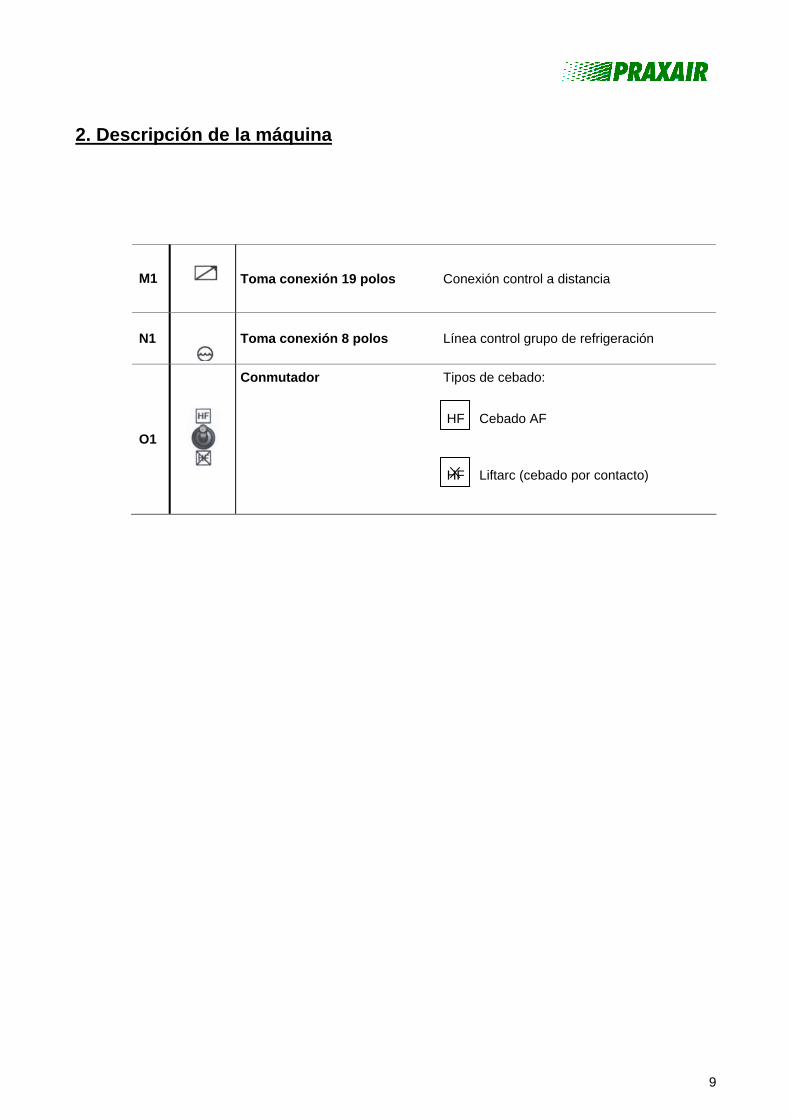
2. Descripción de la máquina
M1
Toma conexión 19 polos Conexión control a distancia
N1
Toma conexión 8 polos Línea control grupo de refrigeración
O1
Conmutador Tipos de cebado:
HF Cebado AF
HF Liftarc (cebado por contacto)
10
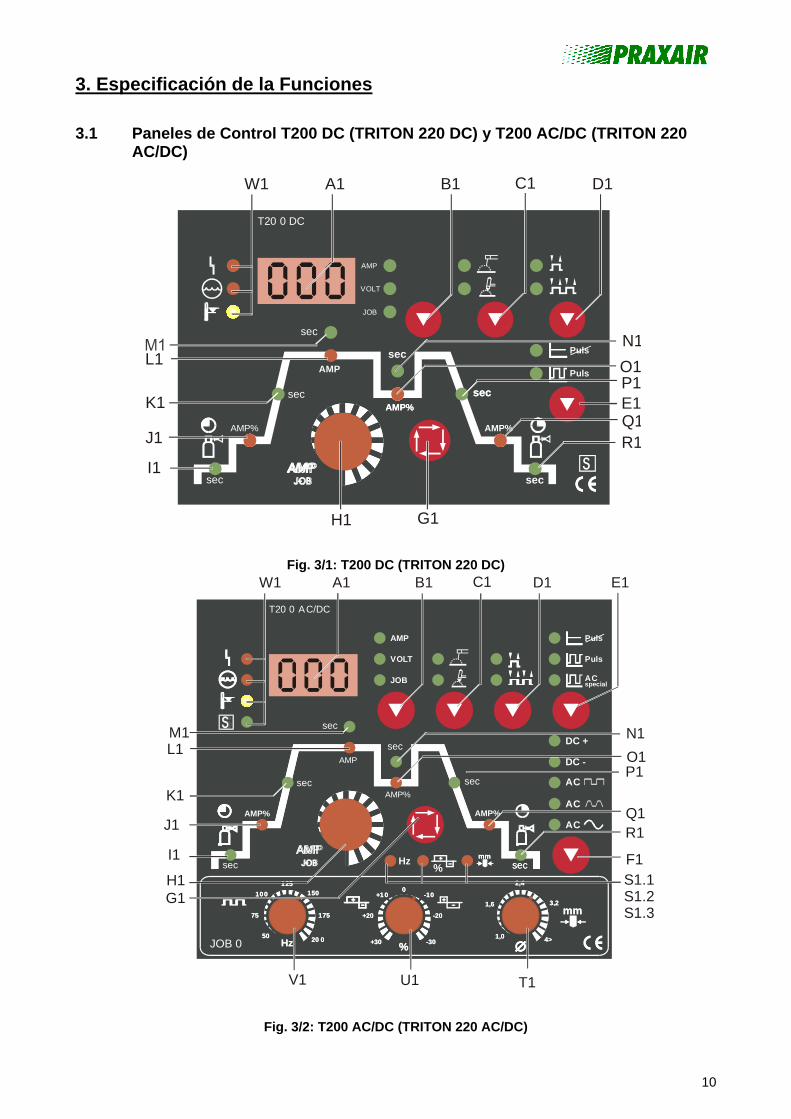
3. Especificación de la Funciones 3.1 Paneles de Control T200 DC (TRITON 220 DC) y T2 00 AC/DC (TRITON 220
AC/DC)
Fig. 3/1: T200 DC (TRITON 220 DC)
Fig. 3/2: T200 AC/DC (TRITON 220 AC/DC)
AMP%AMP%
AMP%
AMP
secsec
sec
secAMPAMP
sec
sec
sec
AMP%
T20 0 DC
AMP
VOLT
JOB
JOB
S
Puls
Puls
A1W1 B1 C1 D1
N1
O1P1
Q1R1
E1
I1
J1
K1
L1
H1 G1
AMP%
AMP
sec
sec
secsec
AMPJOB
JOB 0
sec
sec
sec
T20 0 AC/DC
S
Puls
5050
7575
100100
125125150150
175175
20 020 0HzHz
Hz
1,01,0
1,61,6
2,42,4
3,23,2
4>4>
00+10+10
+20+20
+30+30 -30-30
-20-20
-10-10
%%
%
mmmm
mmmm
DC +
DC -
AC
AC
AC
AMP
VOLT
JOB
AMP%AMP%
Puls
A Cspecial
A1
S1.1S1.2S1.3
W1
V1
H1
I1
J1
K1
L1M1 N1
O1P1
Q1R1
G1
U1 T1
F1
B1 C1 D1 E1
11
3. Especificación de la Funciones
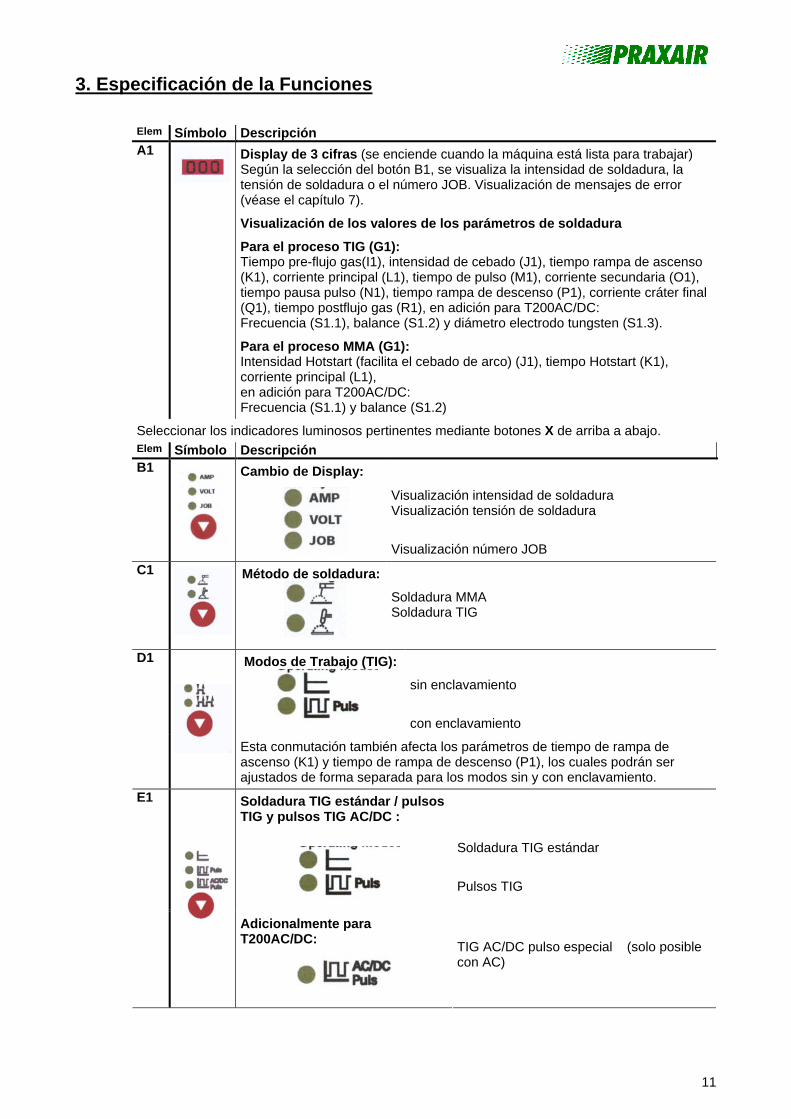
Elem Símbolo Descripción A1
Display de 3 cifras (se enciende cuando la máquina está lista para trabajar) Según la selección del botón B1, se visualiza la intensidad de soldadura, la tensión de soldadura o el número JOB. Visualización de mensajes de error (véase el capítulo 7).
Visualización de los valores de los parámetros de soldadura
Para el proceso TIG (G1): Tiempo pre-flujo gas(I1), intensidad de cebado (J1), tiempo rampa de ascenso (K1), corriente principal (L1), tiempo de pulso (M1), corriente secundaria (O1), tiempo pausa pulso (N1), tiempo rampa de descenso (P1), corriente cráter final (Q1), tiempo postflujo gas (R1), en adición para T200AC/DC: Frecuencia (S1.1), balance (S1.2) y diámetro electrodo tungsten (S1.3).
Para el proceso MMA (G1): Intensidad Hotstart (facilita el cebado de arco) (J1), tiempo Hotstart (K1), corriente principal (L1), en adición para T200AC/DC: Frecuencia (S1.1) y balance (S1.2)
Seleccionar los indicadores luminosos pertinentes mediante botones X de arriba a abajo. Elem Símbolo Descripción B1
Cambio de Display:
Visualización intensidad de soldadura Visualización tensión de soldadura
Visualización número JOB
C1
Método de soldadura:
Soldadura MMA Soldadura TIG
Modos de Trabajo (TIG):
sin enclavamiento
con enclavamiento
D1
Esta conmutación también afecta los parámetros de tiempo de rampa de ascenso (K1) y tiempo de rampa de descenso (P1), los cuales podrán ser ajustados de forma separada para los modos sin y con enclavamiento.
Soldadura TIG estándar / pulsos TIG y pulsos TIG AC/DC :
Soldadura TIG estándar
Pulsos TIG
E1
Adicionalmente para T200AC/DC:
TIG AC/DC pulso especial (solo posible con AC)
12
3. Especificación de la Funciones
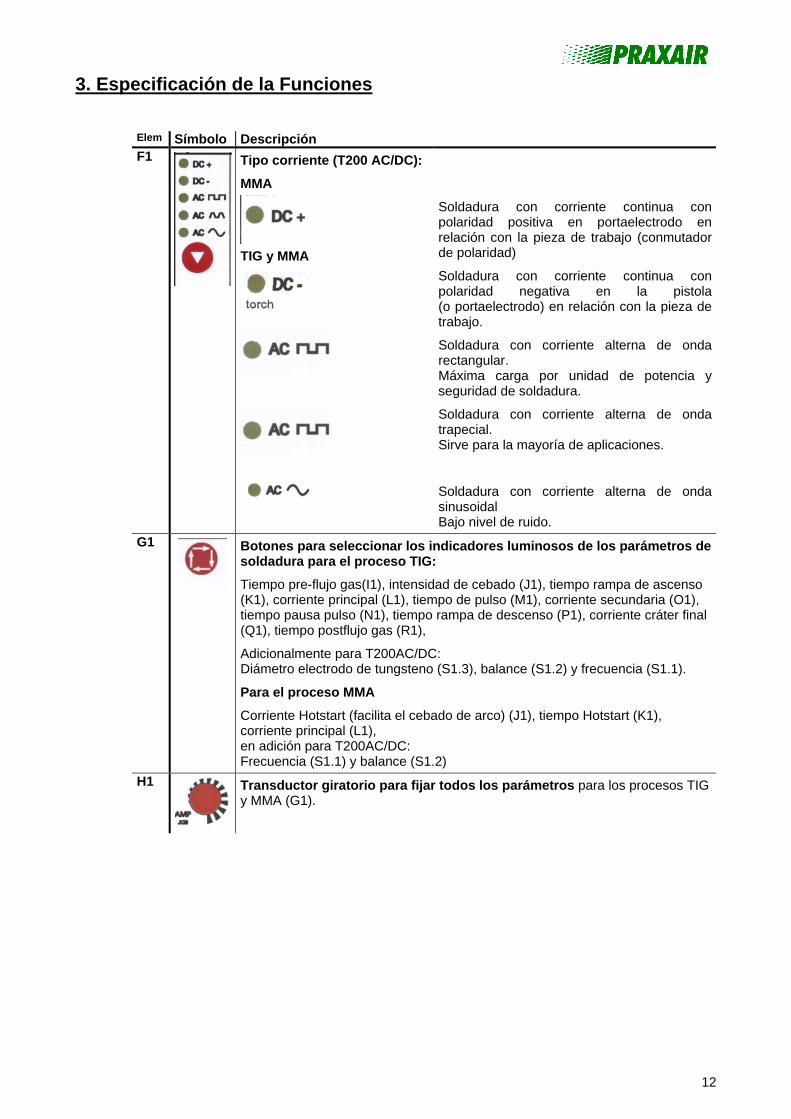
Elem Símbolo Descripción F1
Tipo corriente (T200 AC/DC):
MMA
TIG y MMA
Soldadura con corriente continua con polaridad positiva en portaelectrodo en relación con la pieza de trabajo (conmutador de polaridad)
Soldadura con corriente continua con polaridad negativa en la pistola (o portaelectrodo) en relación con la pieza de trabajo.
Soldadura con corriente alterna de onda rectangular. Máxima carga por unidad de potencia y seguridad de soldadura.
Soldadura con corriente alterna de onda trapecial. Sirve para la mayoría de aplicaciones.
Soldadura con corriente alterna de onda sinusoidal Bajo nivel de ruido.
G1
Botones para seleccionar los indicadores luminosos de los parámetr os de soldadura para el proceso TIG:
Tiempo pre-flujo gas(I1), intensidad de cebado (J1), tiempo rampa de ascenso (K1), corriente principal (L1), tiempo de pulso (M1), corriente secundaria (O1), tiempo pausa pulso (N1), tiempo rampa de descenso (P1), corriente cráter final (Q1), tiempo postflujo gas (R1),
Adicionalmente para T200AC/DC: Diámetro electrodo de tungsteno (S1.3), balance (S1.2) y frecuencia (S1.1).
Para el proceso MMA
Corriente Hotstart (facilita el cebado de arco) (J1), tiempo Hotstart (K1), corriente principal (L1), en adición para T200AC/DC: Frecuencia (S1.1) y balance (S1.2)
H1
Transductor giratorio para fijar todos los parámetros para los procesos TIG y MMA (G1).
13
3. Especificación de la Funciones
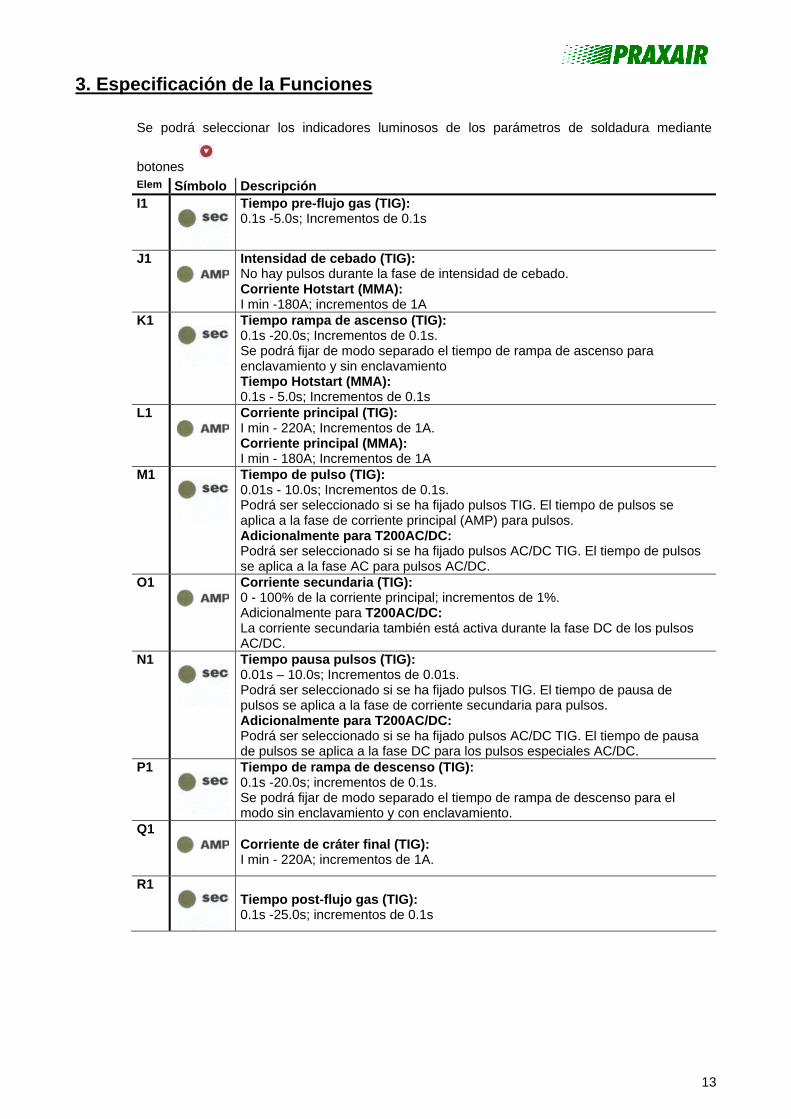
Se podrá seleccionar los indicadores luminosos de los parámetros de soldadura mediante
botones Elem Símbolo Descripción I1
Tiempo pre-flujo gas (TIG): 0.1s -5.0s; Incrementos de 0.1s
J1
Intensidad de cebado (TIG): No hay pulsos durante la fase de intensidad de cebado. Corriente Hotstart (MMA): I min -180A; incrementos de 1A
K1
Tiempo rampa de ascenso (TIG): 0.1s -20.0s; Incrementos de 0.1s. Se podrá fijar de modo separado el tiempo de rampa de ascenso para enclavamiento y sin enclavamiento Tiempo Hotstart (MMA): 0.1s - 5.0s; Incrementos de 0.1s
L1
Corriente principal (TIG): I min - 220A; Incrementos de 1A. Corriente principal (MMA): I min - 180A; Incrementos de 1A
M1
Tiempo de pulso (TIG): 0.01s - 10.0s; Incrementos de 0.1s. Podrá ser seleccionado si se ha fijado pulsos TIG. El tiempo de pulsos se aplica a la fase de corriente principal (AMP) para pulsos. Adicionalmente para T200AC/DC: Podrá ser seleccionado si se ha fijado pulsos AC/DC TIG. El tiempo de pulsos se aplica a la fase AC para pulsos AC/DC.
O1
Corriente secundaria (TIG): 0 - 100% de la corriente principal; incrementos de 1%. Adicionalmente para T200AC/DC: La corriente secundaria también está activa durante la fase DC de los pulsos AC/DC.
N1
Tiempo pausa pulsos (TIG): 0.01s – 10.0s; Incrementos de 0.01s. Podrá ser seleccionado si se ha fijado pulsos TIG. El tiempo de pausa de pulsos se aplica a la fase de corriente secundaria para pulsos. Adicionalmente para T200AC/DC: Podrá ser seleccionado si se ha fijado pulsos AC/DC TIG. El tiempo de pausa de pulsos se aplica a la fase DC para los pulsos especiales AC/DC.
P1
Tiempo de rampa de descenso (TIG): 0.1s -20.0s; incrementos de 0.1s. Se podrá fijar de modo separado el tiempo de rampa de descenso para el modo sin enclavamiento y con enclavamiento.
Q1
Corriente de cráter final (TIG): I min - 220A; incrementos de 1A.
R1
Tiempo post-flujo gas (TIG): 0.1s -25.0s; incrementos de 0.1s
14
3. Especificación de la Funciones
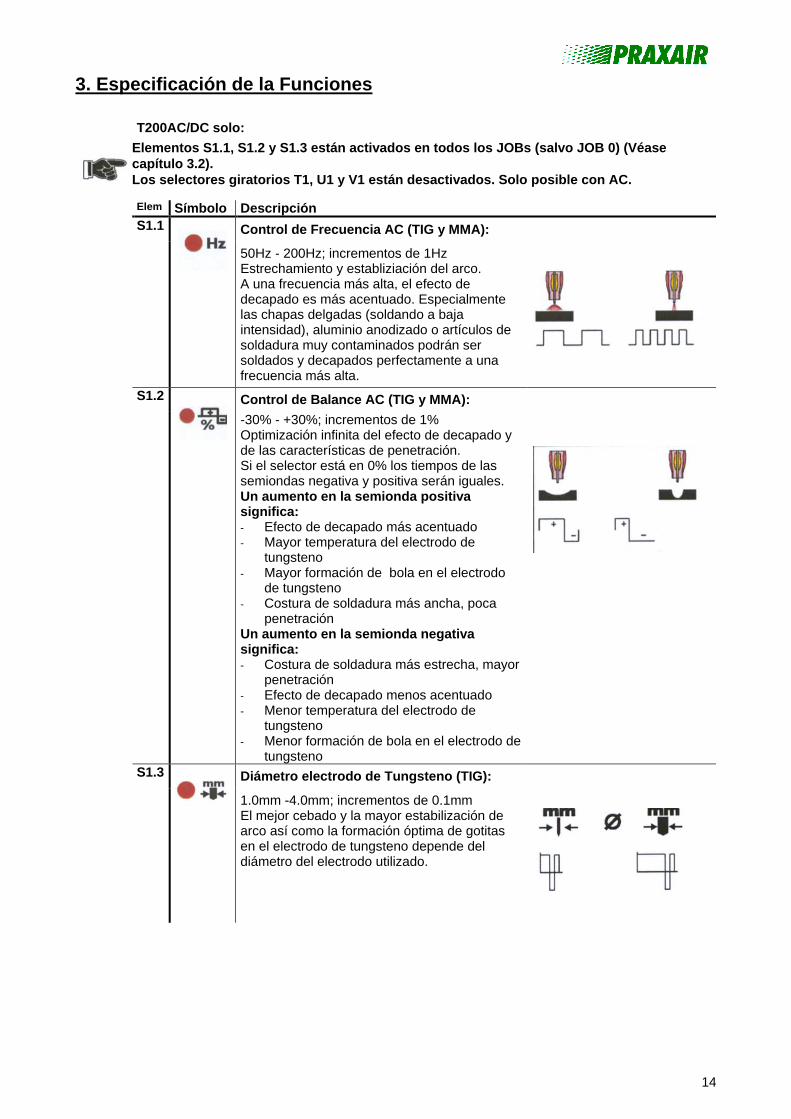
T200AC/DC solo:
Elementos S1.1, S1.2 y S1.3 están activados en todos los JOB s (salvo JOB 0) (Véase capítulo 3.2). Los selectores giratorios T1, U1 y V1 están desactivados. Solo posible con AC.
Elem Símbolo Descripción
Control de Frecuencia AC (TIG y MMA): S1.1
50Hz - 200Hz; incrementos de 1Hz Estrechamiento y establiziación del arco. A una frecuencia más alta, el efecto de decapado es más acentuado. Especialmente las chapas delgadas (soldando a baja intensidad), aluminio anodizado o artículos de soldadura muy contaminados podrán ser soldados y decapados perfectamente a una frecuencia más alta.
Control de Balance AC (TIG y MMA): S1.2
-30% - +30%; incrementos de 1% Optimización infinita del efecto de decapado y de las características de penetración. Si el selector está en 0% los tiempos de las semiondas negativa y positiva serán iguales. Un aumento en la semionda positiva significa: - Efecto de decapado más acentuado - Mayor temperatura del electrodo de
tungsteno - Mayor formación de bola en el electrodo
de tungsteno - Costura de soldadura más ancha, poca
penetración Un aumento en la semionda negativa significa: - Costura de soldadura más estrecha, mayor
penetración - Efecto de decapado menos acentuado - Menor temperatura del electrodo de
tungsteno - Menor formación de bola en el electrodo de
tungsteno
Diámetro electrodo de Tungsteno (TIG): S1.3
1.0mm -4.0mm; incrementos de 0.1mm El mejor cebado y la mayor estabilización de arco así como la formación óptima de gotitas en el electrodo de tungsteno depende del diámetro del electrodo utilizado.
15
3. Especificación de la Funciones
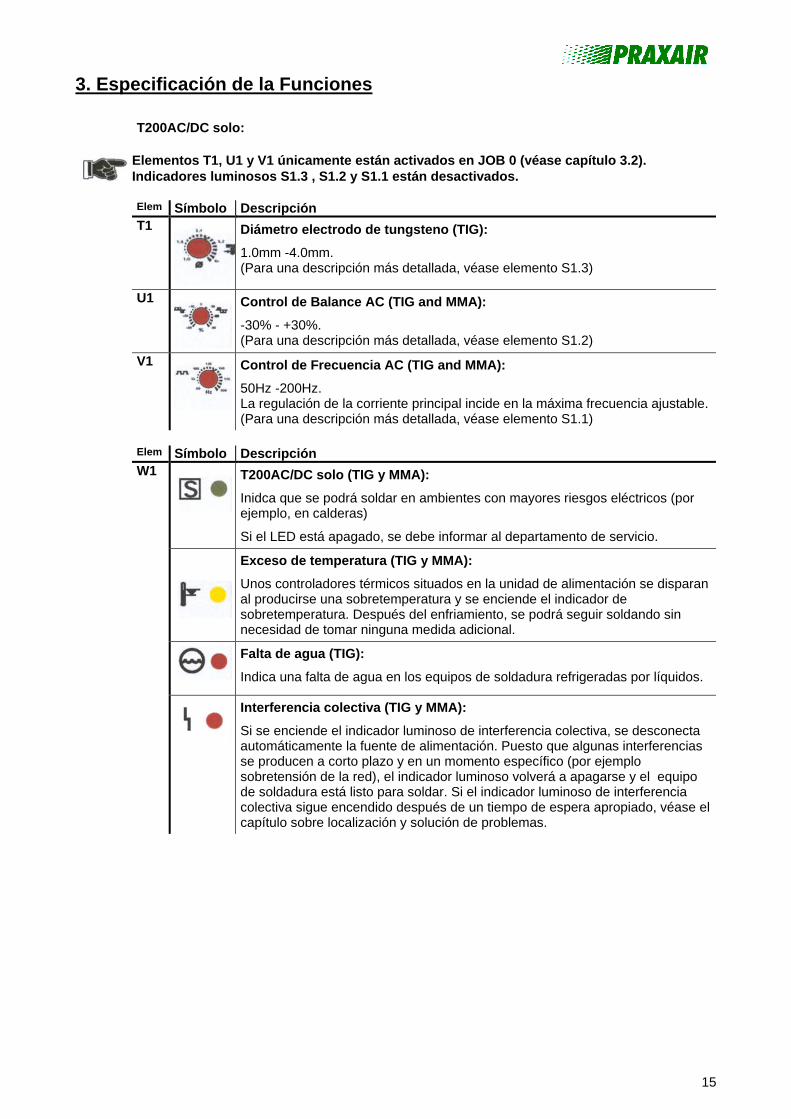
T200AC/DC solo:
Elementos T1, U1 y V1 únicamente están activados en JOB 0 ( véase capítulo 3.2). Indicadores luminosos S1.3 , S1.2 y S1.1 están desactivados.
Elem Símbolo Descripción T1 Diámetro electrodo de tungsteno (TIG):
1.0mm -4.0mm. (Para una descripción más detallada, véase elemento S1.3)
U1
Control de Balance AC (TIG and MMA):
-30% - +30%. (Para una descripción más detallada, véase elemento S1.2)
V1
Control de Frecuencia AC (TIG and MMA):
50Hz -200Hz. La regulación de la corriente principal incide en la máxima frecuencia ajustable. (Para una descripción más detallada, véase elemento S1.1)
Elem Símbolo Descripción W1
T200AC/DC solo (TIG y MMA):
Inidca que se podrá soldar en ambientes con mayores riesgos eléctricos (por ejemplo, en calderas)
Si el LED está apagado, se debe informar al departamento de servicio.
Exceso de temperatura (TIG y MMA):
Unos controladores térmicos situados en la unidad de alimentación se disparan al producirse una sobretemperatura y se enciende el indicador de sobretemperatura. Después del enfriamiento, se podrá seguir soldando sin necesidad de tomar ninguna medida adicional.
Falta de agua (TIG):
Indica una falta de agua en los equipos de soldadura refrigeradas por líquidos.
Interferencia colectiva (TIG y MMA):
Si se enciende el indicador luminoso de interferencia colectiva, se desconecta automáticamente la fuente de alimentación. Puesto que algunas interferencias se producen a corto plazo y en un momento específico (por ejemplo sobretensión de la red), el indicador luminoso volverá a apagarse y el equipo de soldadura está listo para soldar. Si el indicador luminoso de interferencia colectiva sigue encendido después de un tiempo de espera apropiado, véase el capítulo sobre localización y solución de problemas.
16
3. Especificación de la Funciones
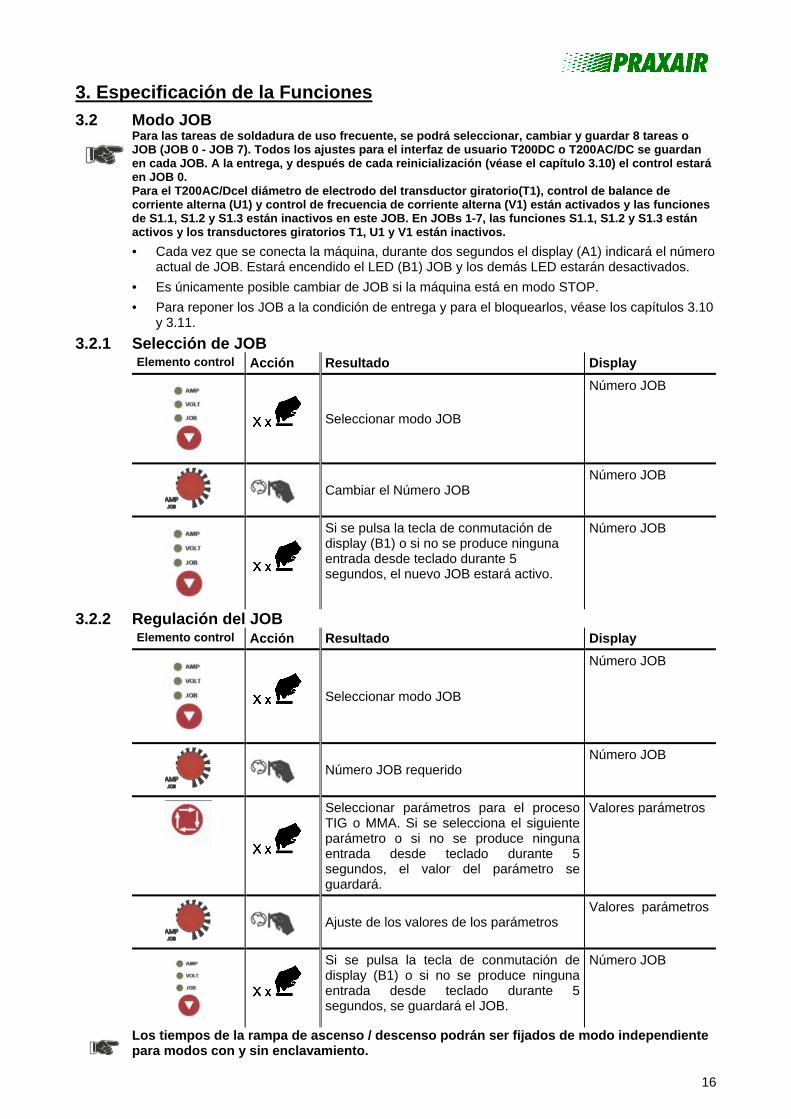
3.2 Modo JOB
Para las tareas de soldadura de uso frecuente, se po drá seleccionar, cambiar y guardar 8 tareas o JOB (JOB 0 - JOB 7). Todos los ajustes para el inte rfaz de usuario T200DC o T200AC/DC se guardan en cada JOB. A la entrega, y después de cada reinic ialización (véase el capítulo 3.10) el control esta rá en JOB 0. Para el T200AC/Dcel diámetro de electrodo del transd uctor giratorio(T1), control de balance de corriente alterna (U1) y control de frecuencia de c orriente alterna (V1) están activados y las funcione s de S1.1, S1.2 y S1.3 están inactivos en este JOB. En J OBs 1-7, las funciones S1.1, S1.2 y S1.3 están activos y los transductores giratorios T1, U1 y V1 e stán inactivos.
• Cada vez que se conecta la máquina, durante dos segundos el display (A1) indicará el número actual de JOB. Estará encendido el LED (B1) JOB y los demás LED estarán desactivados.
• Es únicamente posible cambiar de JOB si la máquina está en modo STOP.
• Para reponer los JOB a la condición de entrega y para el bloquearlos, véase los capítulos 3.10 y 3.11.
3.2.1 Selección de JOB Elemento control Acción Resultado Display
Seleccionar modo JOB
Número JOB
Cambiar el Número JOB
Número JOB
Si se pulsa la tecla de conmutación de display (B1) o si no se produce ninguna entrada desde teclado durante 5 segundos, el nuevo JOB estará activo.
Número JOB
3.2.2 Regulación del JOB Elemento control Acción Resultado Display
Seleccionar modo JOB
Número JOB
Número JOB requerido
Número JOB
Seleccionar parámetros para el proceso TIG o MMA. Si se selecciona el siguiente parámetro o si no se produce ninguna entrada desde teclado durante 5 segundos, el valor del parámetro se guardará.
Valores parámetros
Ajuste de los valores de los parámetros
Valores parámetros
Si se pulsa la tecla de conmutación de display (B1) o si no se produce ninguna entrada desde teclado durante 5 segundos, se guardará el JOB.
Número JOB
Los tiempos de la rampa de ascenso / descenso podrán ser fijados de modo independiente para modos con y sin enclavamiento.

17
3. Especificación de la Funciones 3.3 Soldadura TIG, generalidades 3.3.1 Tipos de cebado:
Cebado de Alta Frecuencia
El arco se ceba sin contacto mediante impulsos de alta frecuencia.
Liftarc
El arco se ceba mediante contacto con la pieza de trabajo: a) Se debería colocar la boquilla de gas de la pistola con su borde sobre el punto de cebado de
forma que quede una distancia de aproximadamente 2 – 3mm entre la punta del electrodo y la pieza de trabajo.
b) Tocar cuidadosamente la pieza de trabajo con la punta del electrodo de tungsteno. Pulsar el gatillo del soplete conforme al modo de trabajo seleccionado.
c) Se establece el arco al levantar la pistola y girarla a la posición normal.
Fig. 3/3: Liftarc 3.3.2 Desconexión automática
Si no se produce el cebado del arco después de la puesta en marcha o si se interrumpe el arco por alejamiento de la pistola, se produce una desconexión automática después de 3 segundos . Se desconectan AF, gas y la tensión en vacio (unidad de alimentación).
3.3.3 Display Digital El display digital (A1) indica lo siguiente:
• Intensidad de soldadura
• Tensión de soldadura
• Número JOB
• Mensajes de error
Con botón (B1) se podrá visualizar la intensidad de soldadura, tensión de soldadura o número JOB. También se podrá visualizar todos los valores ajustables en el proceso TIG mediante botón (G1) para la selección y el transductor giratorio (H1) para fijar los puntos individuales en el proceso TIG.

18
3. Especificación de la Funciones 3.3.4 Pistola TIG, variantes de trabajo
Se podrá controlar el proceso de soldadura mediante distintos diseños de pistola (TT=gatillo pistola):
3.3.4.1 Pistola TIG estándar, clavija de 5 polos (ajuste de fábrica)
El equipo de soldadura está preparado para estos tipos de pistola como d e serie
Símbolo Descripción Funciones Operación con Corriente soldadura conectada/desconectada
TT 1
Pistola TIG estándar. Diseño: 1 gatillo
Corriente secundaria TT 1 modo contacto intermitente Corriente soldadura conectada/desconectada
TT 1
Corriente secundaria TT 2
Pistola TIG estándar. Diseño: 2 gatillos
Corriente secundaria TT 1 modo contacto intermitente
Corriente soldadura conectada/desconectada
TT 1 (basculador hacia delante)
Corriente secundaria TT 2 (basculador hacia atrás)
Pistola TIG estándar. Diseño: 2 gatillos (basculador MIG)
Corriente secundaria TT 1 (basculador hacia delante) en modo contacto intermitente
Funciones especiales con pistolas TIG estándares tales como funciona miento ascendente / descendente (véase capítulo 3.9.1)
3.3.4.2 Pistola TIG ascendente / descendente, clavija 8 polos (opcional)
El equipo de soldar está preparado para este tipo de pistola de se rie
Símbolo Descripción Funciones Operación con Corriente soldadura conectada/desconectada
TT
Corriente secundaria TT modo contacto intermitente
Pistola TIG ascendente / descendente: 1 gatillo + 2 gatillos (basculador)
Aumentar / reducir intensidad de soldar
Basculador hacia delante / hacia atrás
Se guarda en memoria la última intensidad de soldadura fijada y é sta está disponible la siguiente vez que se conecte la máquina.
3.3.4.3 Pistola TIG con potenciómetro, clavija de conexión de 8 polos
Para las másquinas con tomas de conexión de 8 polos (opcional), el sistema de detección de pistola no puede diferenciar entre las pistolas TIG ascendente/descendente y las pistola s con potenciómetro.
Antes de la puesta en servicio, se debe convertir el equipo de solda r para la pistola TIG con potenciómetro (véase el capítulo 3.9.4)
La pistola TIG con potenciómetro únicamente podrá ser empleada en modo 3.
Símbolo Descripción Funciones Operación con Corriente soldadura conectada/desconectada
TT
Corriente secundaria TT modo contacto intermitente
Pistola TIG con potenciómetro Diseño: 1 gatillo + 1 rueda (potenciómetro) Aumentar / reducir
intensidad de soldar Girar potenciómetro hacia atrás / delante
3.3.5 Modo de trabajo mediante contacto intermitent e Se incluyó el modo de contacto intermitente especialmente para l a corriente secundaria
(AMP%) mediante el empleo de un gatillo en la pistola de soldar.
Pistola con un solo gatillo:
• Mediante un contacto intermitente (pulsando brevemente y soltando) del gatillo de pistola 1. (con un contacto intermitente reiterado se vuelve nuevamente a la corriente principal)
Pistola con dos gatillos: Hay dos formas de conmutar a la corriente secundaria: • Mediante contacto intermitente (véase pistola con 1 gatillo) • Pulsando y manteniendo pulsado el gatillo 2 de la pistola.
19
3. Especificación de la Funciones
3.4 Secuencias de funciones TIG Todos los parámetros para los procesos TIG podrán ser controlados mediante botón (G1) para seleccionar los parámetros y transductor giratorio (H1) para fijarlos:
• AMP corriente principal
• AMP%, corriente secundaria
• Tiempo pre-flujo gas
• Corriente de cebado
• Tiempo de rampa de ascenso
• Tiempo de corriente de pulsos
• Tiempo de pausa de corriente
• Tiempo de rampa de descenso
• Corriente de cráter final
• Tiempo post-flujo de gas
• Diámetro electrodo
• Balance,
• Frecuencia
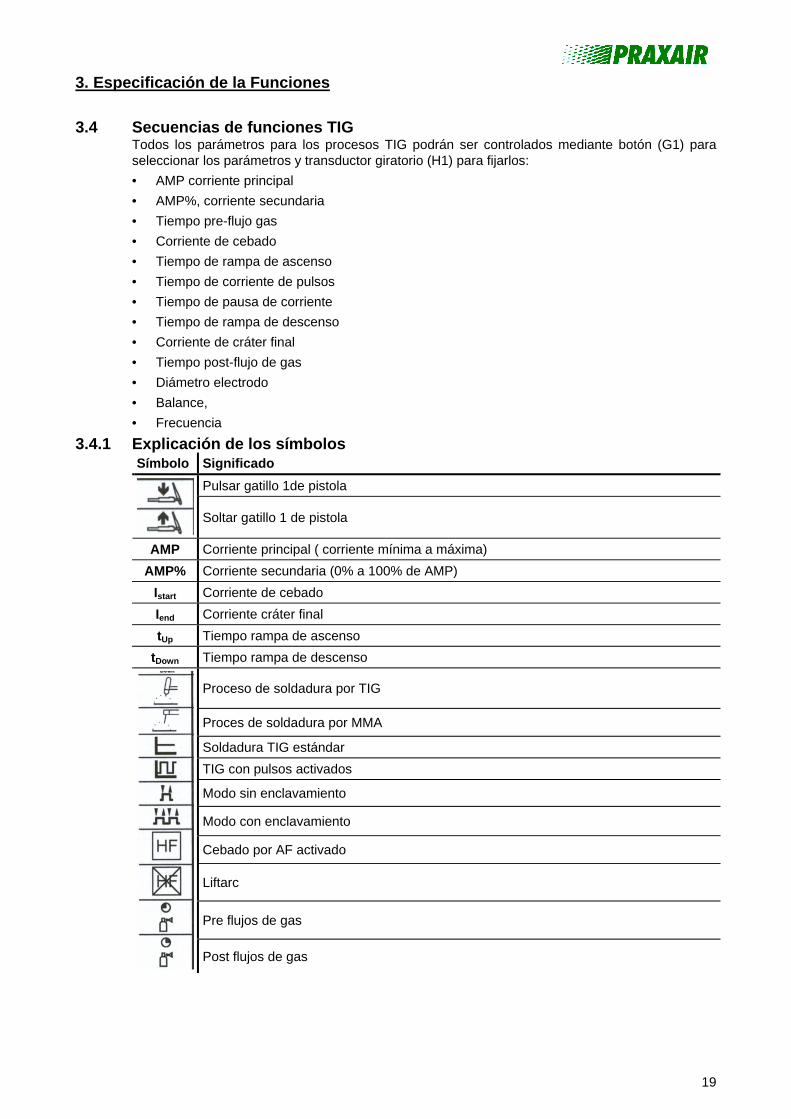
3.4.1 Explicación de los símbolos Símbolo Significado
Pulsar gatillo 1de pistola
Soltar gatillo 1 de pistola
AMP Corriente principal ( corriente mínima a máxima)
AMP% Corriente secundaria (0% a 100% de AMP)
Istart Corriente de cebado
Iend Corriente cráter final
tUp Tiempo rampa de ascenso
tDown Tiempo rampa de descenso
Proceso de soldadura por TIG
Proces de soldadura por MMA
Soldadura TIG estándar
TIG con pulsos activados
Modo sin enclavamiento
Modo con enclavamiento
Cebado por AF activado
Liftarc
Pre flujos de gas
Post flujos de gas
20
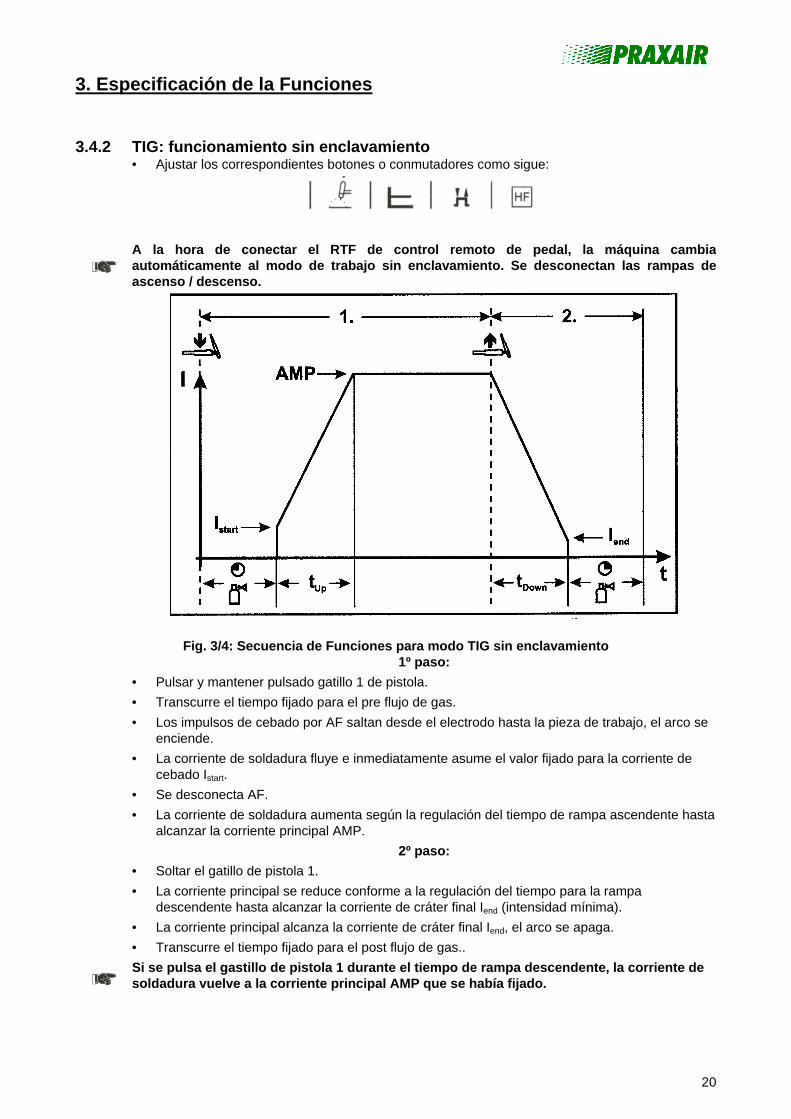
3. Especificación de la Funciones 3.4.2 TIG: funcionamiento sin enclavamiento
• Ajustar los correspondientes botones o conmutadores como sigue:
A la hora de conectar el RTF de control remoto de pedal, la máquina cambia automáticam ente al modo de trabajo sin enclavamiento. Se desconectan las ram pas de ascenso / descenso.
Fig. 3/4: Secuencia de Funciones para modo TIG sin enclavamiento 1º paso:
• Pulsar y mantener pulsado gatillo 1 de pistola.
• Transcurre el tiempo fijado para el pre flujo de gas.
• Los impulsos de cebado por AF saltan desde el electrodo hasta la pieza de trabajo, el arco se enciende.
• La corriente de soldadura fluye e inmediatamente asume el valor fijado para la corriente de cebado Istart.
• Se desconecta AF.
• La corriente de soldadura aumenta según la regulación del tiempo de rampa ascendente hasta alcanzar la corriente principal AMP.
2º paso:
• Soltar el gatillo de pistola 1.
• La corriente principal se reduce conforme a la regulación del tiempo para la rampa descendente hasta alcanzar la corriente de cráter final Iend (intensidad mínima).
• La corriente principal alcanza la corriente de cráter final Iend, el arco se apaga.
• Transcurre el tiempo fijado para el post flujo de gas..
Si se pulsa el gastillo de pistola 1 durante el tiempo de rampa descendente, la corriente de soldadura vuelve a la corriente principal AMP que se había fijado.
21
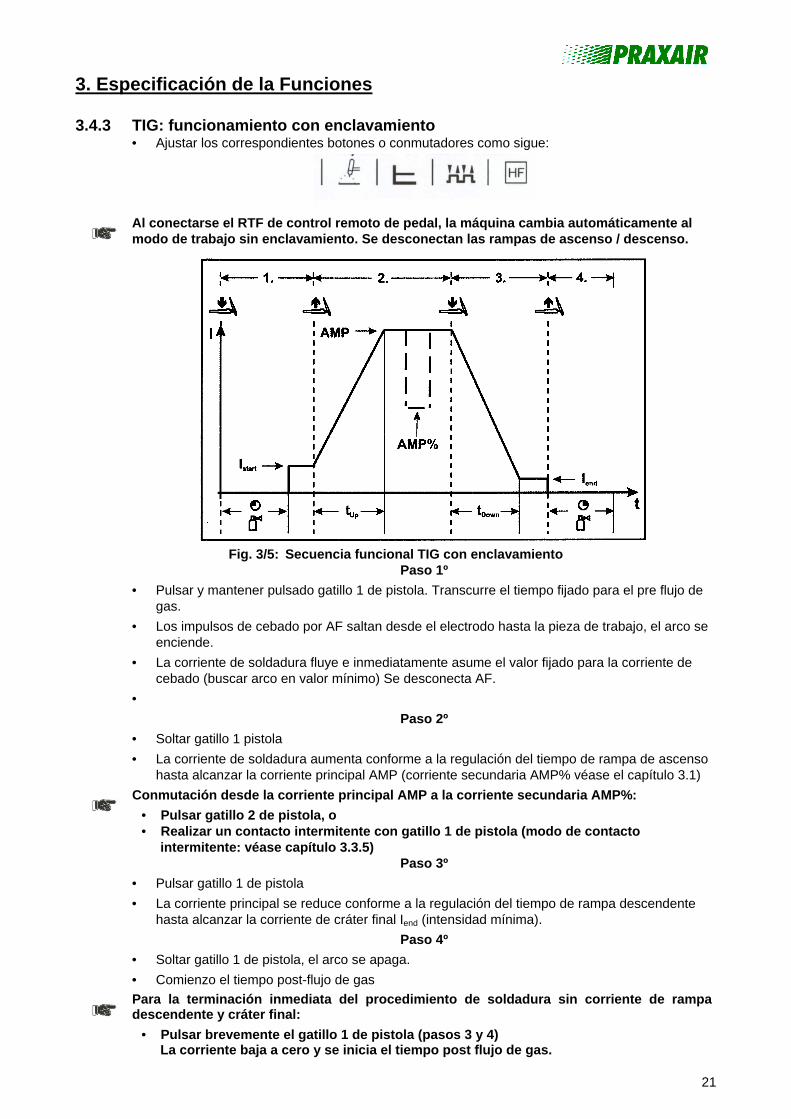
3. Especificación de la Funciones 3.4.3 TIG: funcionamiento con enclavamiento
• Ajustar los correspondientes botones o conmutadores como sigue:
Al conectarse el RTF de control remoto de pedal, la máquina cambia automáticamente al modo de trabajo sin enclavamiento. Se desconectan las rampas de a scenso / descenso.
Fig. 3/5: Secuencia funcional TIG con enclavamiento
Paso 1º
• Pulsar y mantener pulsado gatillo 1 de pistola. Transcurre el tiempo fijado para el pre flujo de gas.
• Los impulsos de cebado por AF saltan desde el electrodo hasta la pieza de trabajo, el arco se enciende.
• La corriente de soldadura fluye e inmediatamente asume el valor fijado para la corriente de cebado (buscar arco en valor mínimo) Se desconecta AF.
•
Paso 2º
• Soltar gatillo 1 pistola
• La corriente de soldadura aumenta conforme a la regulación del tiempo de rampa de ascenso hasta alcanzar la corriente principal AMP (corriente secundaria AMP% véase el capítulo 3.1)
Conmutación desde la corriente principal AMP a la corriente sec undaria AMP%:
• Pulsar gatillo 2 de pistola, o • Realizar un contacto intermitente con gatillo 1 de pistola (modo de contacto
intermitente: véase capítulo 3.3.5) Paso 3º
• Pulsar gatillo 1 de pistola
• La corriente principal se reduce conforme a la regulación del tiempo de rampa descendente hasta alcanzar la corriente de cráter final Iend (intensidad mínima).
Paso 4º
• Soltar gatillo 1 de pistola, el arco se apaga.
• Comienzo el tiempo post-flujo de gas
Para la terminación inmediata del procedimiento de soldadura sin c orriente de rampa descendente y cráter final:
• Pulsar brevemente el gatillo 1 de pistola (pasos 3 y 4) La corriente baja a cero y se inicia el tiempo post flujo de gas .

22
3. Especificación de la Funciones 3.5 TIG por Impulsos
Las máquinas están equipadas de un dispositivo integral de impulsos. Las siguientes opciones están disponibles: T200DC: • TIG impulsos DC T200AC/DC: • TIG impulsos DC • TIG impulsos AC • TIG impulsos AC - especial
Con la excepción de los impulsos AC especial, también se podrán cons eguir los impulsos DC TIG y AC TIG con los controles remotos de impulsos RTP1 y RTP2.
3.5.1 TIG por Impulsos DC (impulsos de corriente di recta) AMP = corriente de impulsos
AMP% = corriente pausa impulsos tpuls = Tiempo impulsos tpause = tiempo pausa impulsos (véase figura 3/6)
Fig. 3/6
3.5.2 TIG por Impulsos AC (impulso de corriente alt erna) (solo T200 AC/DC)
AMP = corriente de impulsos AMP% = corriente pausa impulsos tpuls = tiempo impulso tpause = tiempo pausa impulso (véase figura 3/7)
Fig. 3/7
3.5.3 Impulsos TIG AC Especial (impulso especial co rriente alterna) (solo T200 AC/DC)
AMP = corriente impulsos fase corriente alterna AMP% = corrientepausa impulsos fase corriente directa tpuls = tiempo impulso; tiempo de la fase de corriente alterna tpause = tiempo pausa impulso: tiempo de la fase de corriente directa. (véase figura 3/8) Aplicación e.g. para la soldadura de paneles gruesos a chapas delgadas.
Fig. 3/8

23
3. Especificación de la Funciones 3.5.4 Impulsos TIG, secuencias funcionales
Las secuencias funcionales de TIG por impulsos son principalmente las mismas que para la soldadura TIG estándar. Una vez establecido el arco, la corr iente conmuta entre la corriente de impulsos y la corriente de pausa a tiempos especí ficos.
Al conectarse el RTF de control remoto de pedal, la máquina cambia automáticamente al modo de trabajo sin enclavamiento. Se desconectan las rampas de a scenso / descenso. (Véase la explicación de símbolos en el capítulo 3.4.1)
3.5.4.1 TIG por Impulsos – funcionamiento sin enclavamiento • Ajustar los correspondientes botones o conmutadores como sigue:
Fig. 3/9: Impulsos TIG secuencia funcional sin enclavamiento
Explicación según el capítulo. 3.4.2
3.5.4.2 TIG por Impulsos – funcionamiento con enclavamiento • Ajustar los correspondientes botones o conmutadores como sigue:
Fig. 3/10: secuencia funcional TIG con enclavamiento
Explicación según el capítulo 3.4.3

24
3. Especificación de la Funciones
3.6 Soldadura MMA • Ajustar los correspondientes botones o conmutadores como sigue:
Esta máquina incorpora las siguientes prestaciones de funcionamie nto de electrodo:
Arcforcing
Justo antes de que el electrodo quede apegado, el dispositivo de arc forcing aumenta la intensidad para evitar que el electrodo se apegue.
Hotstart
El dispositivo de Hot Start mejora el cebado de los electrodos aumentando la corriente de cebado.
Antistick
Si el electrodo se apega a pesar del dispositivo de Arc Forcing, la máquina cambia automáticamente a la intensidad mínima dentro de aproximadamente 1 segundo para evitar que el electrodo se sobrecaliente. Si se ha disparado el dispositivo de Anti stick, se debería comprobar el valor de ajuste de la intensidad principal y corregirlo si hiciera falta.
25
3. Especificación de la Funciones
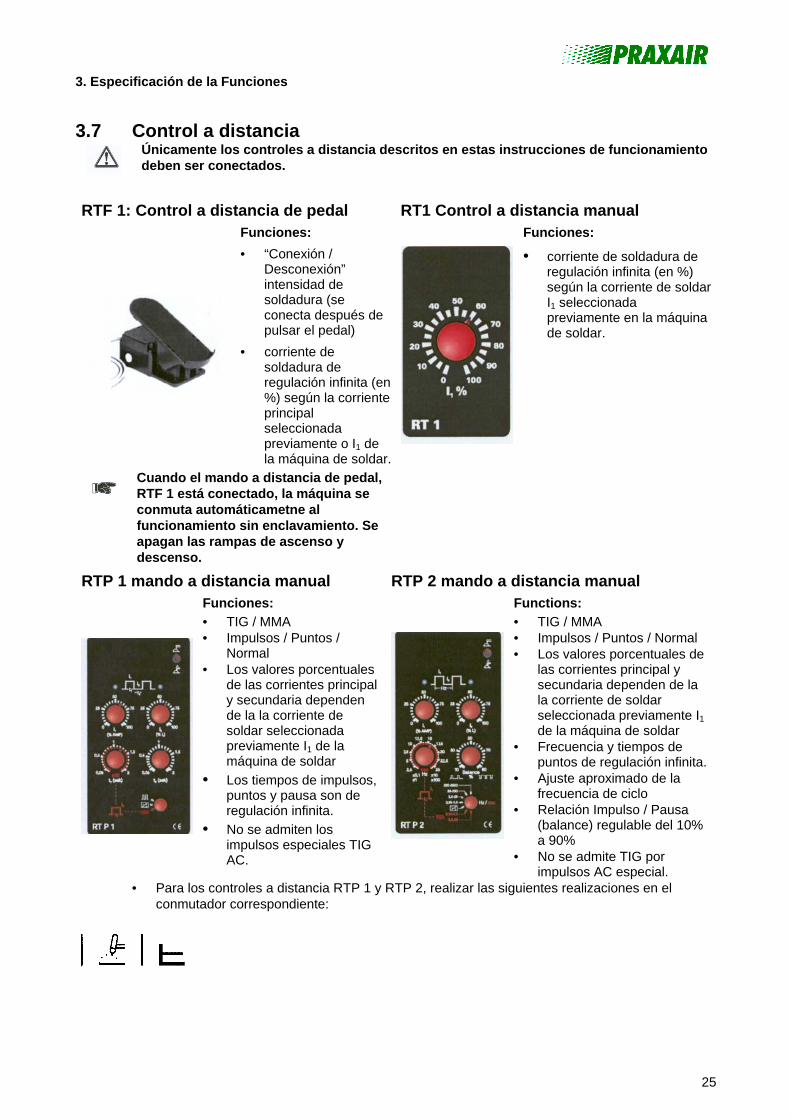
3.7 Control a distancia
Únicamente los controles a distancia descritos en estas inst rucciones de funcionamiento deben ser conectados.
RTF 1: Control a distancia de pedal RT1 Control a d istancia manual
Funciones:
• “Conexión / Desconexión” intensidad de soldadura (se conecta después de pulsar el pedal)
• corriente de soldadura de regulación infinita (en %) según la corriente principal seleccionada previamente o I1 de la máquina de soldar.
Funciones:
• corriente de soldadura de regulación infinita (en %) según la corriente de soldar I1 seleccionada previamente en la máquina de soldar.
Cuando el mando a distancia de pedal, RTF 1 está conectado, la máquina se conmuta automáticametne al funcionamiento sin enclavamiento. Se apagan las rampas de ascenso y descenso.
RTP 1 mando a distancia manual RTP 2 mando a distan cia manual
Funciones: • TIG / MMA • Impulsos / Puntos /
Normal • Los valores porcentuales
de las corrientes principal y secundaria dependen de la la corriente de soldar seleccionada previamente I1 de la máquina de soldar
• Los tiempos de impulsos, puntos y pausa son de regulación infinita.
• No se admiten los impulsos especiales TIG AC.
Functions: • TIG / MMA • Impulsos / Puntos / Normal • Los valores porcentuales de
las corrientes principal y secundaria dependen de la la corriente de soldar seleccionada previamente I1 de la máquina de soldar
• Frecuencia y tiempos de puntos de regulación infinita.
• Ajuste aproximado de la frecuencia de ciclo
• Relación Impulso / Pausa (balance) regulable del 10% a 90%
• No se admite TIG por impulsos AC especial.
• Para los controles a distancia RTP 1 y RTP 2, realizar las siguientes realizaciones en el conmutador correspondiente:
26
3. Especificación de la Funciones
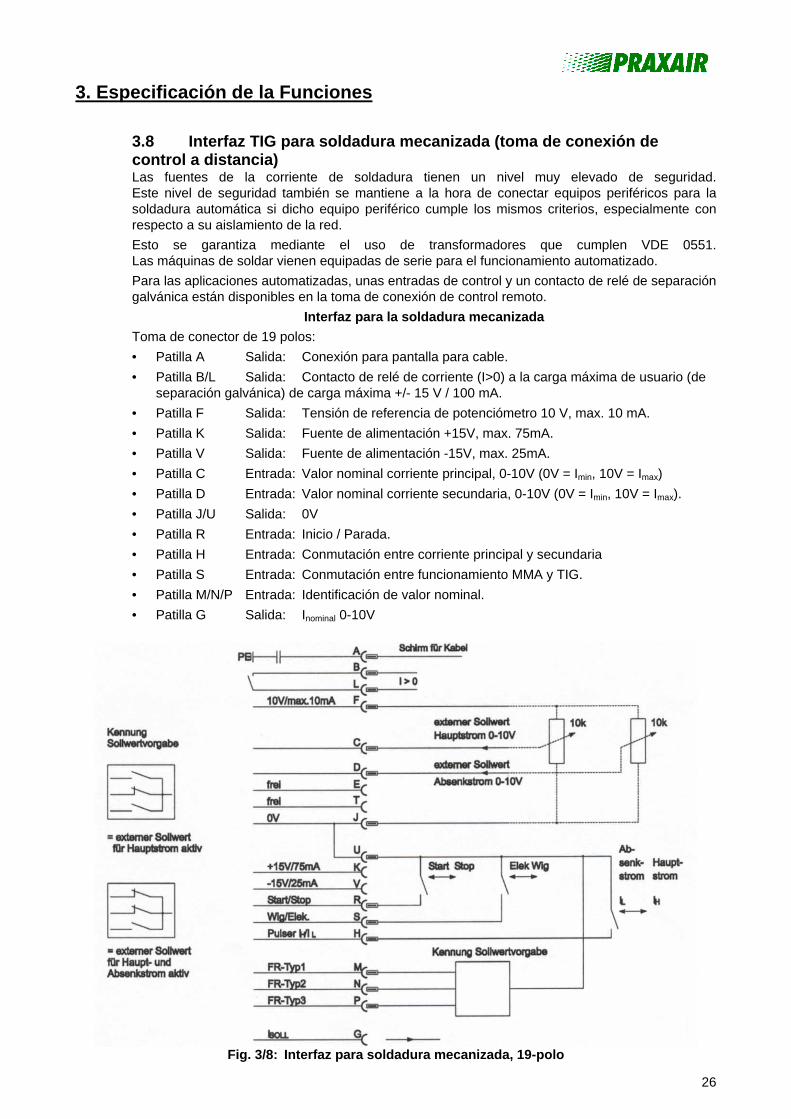
3.8 Interfaz TIG para soldadura mecanizada (toma de conexión de control a distancia) Las fuentes de la corriente de soldadura tienen un nivel muy elevado de seguridad. Este nivel de seguridad también se mantiene a la hora de conectar equipos periféricos para la soldadura automática si dicho equipo periférico cumple los mismos criterios, especialmente con respecto a su aislamiento de la red.
Esto se garantiza mediante el uso de transformadores que cumplen VDE 0551. Las máquinas de soldar vienen equipadas de serie para el funcionamiento automatizado.
Para las aplicaciones automatizadas, unas entradas de control y un contacto de relé de separación galvánica están disponibles en la toma de conexión de control remoto.
Interfaz para la soldadura mecanizada
Toma de conector de 19 polos:
• Patilla A Salida: Conexión para pantalla para cable.
• Patilla B/L Salida: Contacto de relé de corriente (I>0) a la carga máxima de usuario (de separación galvánica) de carga máxima +/- 15 V / 100 mA.
• Patilla F Salida: Tensión de referencia de potenciómetro 10 V, max. 10 mA.
• Patilla K Salida: Fuente de alimentación +15V, max. 75mA.
• Patilla V Salida: Fuente de alimentación -15V, max. 25mA.
• Patilla C Entrada: Valor nominal corriente principal, 0-10V (0V = Imin, 10V = Imax)
• Patilla D Entrada: Valor nominal corriente secundaria, 0-10V (0V = Imin, 10V = Imax).
• Patilla J/U Salida: 0V
• Patilla R Entrada: Inicio / Parada.
• Patilla H Entrada: Conmutación entre corriente principal y secundaria
• Patilla S Entrada: Conmutación entre funcionamiento MMA y TIG.
• Patilla M/N/P Entrada: Identificación de valor nominal.
• Patilla G Salida: Inominal 0-10V
Fig. 3/8: Interfaz para soldadura mecanizada, 19-polo
27
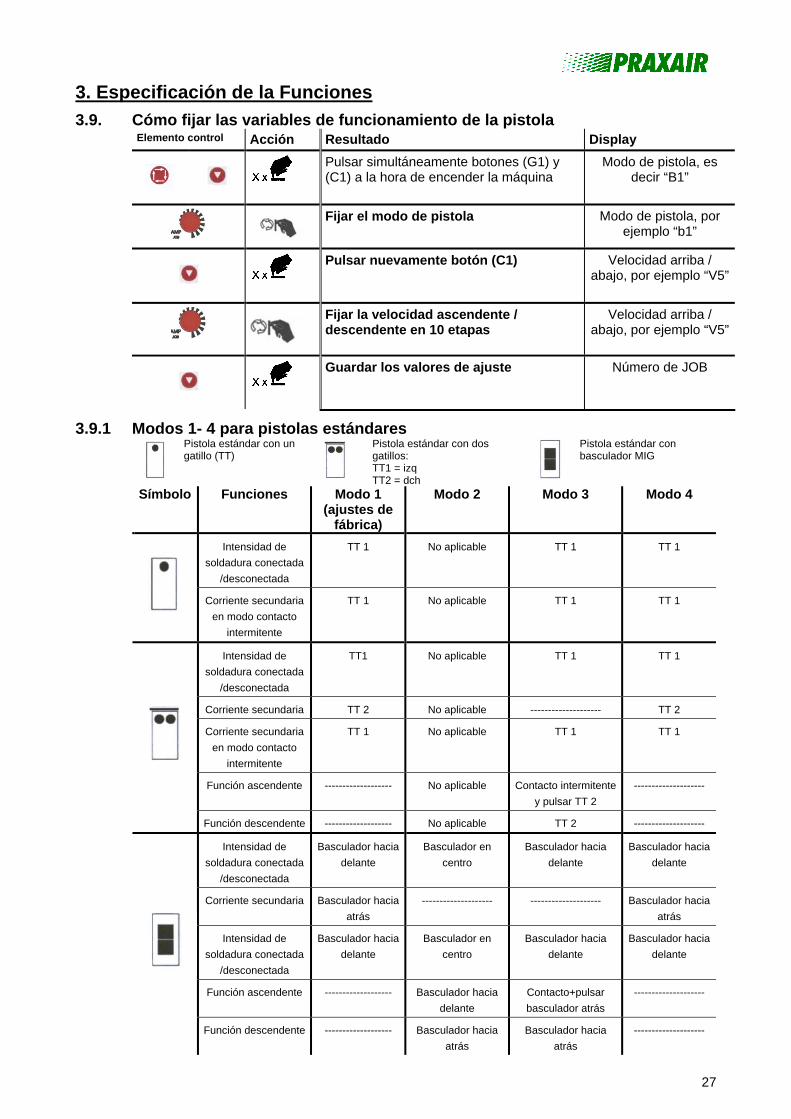
3. Especificación de la Funciones 3.9. Cómo fijar las variables de funcionamiento de la pistola
Elemento control Acción Resultado Display
Pulsar simultáneamente botones (G1) y (C1) a la hora de encender la máquina
Modo de pistola, es decir “B1”
Fijar el modo de pistola Modo de pistola, por ejemplo “b1”
Pulsar nuevamente botón (C1) Velocidad arriba / abajo, por ejemplo “V5”
Fijar la velocidad ascendente / descendente en 10 etapas
Velocidad arriba / abajo, por ejemplo “V5”
Guardar los valores de ajuste Número de JOB
3.9.1 Modos 1- 4 para pistolas estándares
Pistola estándar con un gatillo (TT)
Pistola estándar con dos gatillos: TT1 = izq TT2 = dch
Pistola estándar con basculador MIG
Símbolo Funciones Modo 1 (ajustes de
fábrica)
Modo 2 Modo 3 Modo 4
Intensidad de
soldadura conectada
/desconectada
TT 1 No aplicable TT 1 TT 1
Corriente secundaria
en modo contacto
intermitente
TT 1 No aplicable TT 1 TT 1
Intensidad de
soldadura conectada
/desconectada
TT1 No aplicable TT 1 TT 1
Corriente secundaria TT 2 No aplicable -------------------- TT 2
Corriente secundaria
en modo contacto
intermitente
TT 1 No aplicable TT 1 TT 1
Función ascendente ------------------- No aplicable Contacto intermitente
y pulsar TT 2
--------------------
Función descendente ------------------- No aplicable TT 2 --------------------
Intensidad de
soldadura conectada
/desconectada
Basculador hacia
delante
Basculador en
centro
Basculador hacia
delante
Basculador hacia
delante
Corriente secundaria Basculador hacia
atrás
-------------------- -------------------- Basculador hacia
atrás
Intensidad de
soldadura conectada
/desconectada
Basculador hacia
delante
Basculador en
centro
Basculador hacia
delante
Basculador hacia
delante
Función ascendente ------------------- Basculador hacia
delante
Contacto+pulsar
basculador atrás
--------------------
Función descendente ------------------- Basculador hacia
atrás
Basculador hacia
atrás
--------------------
28
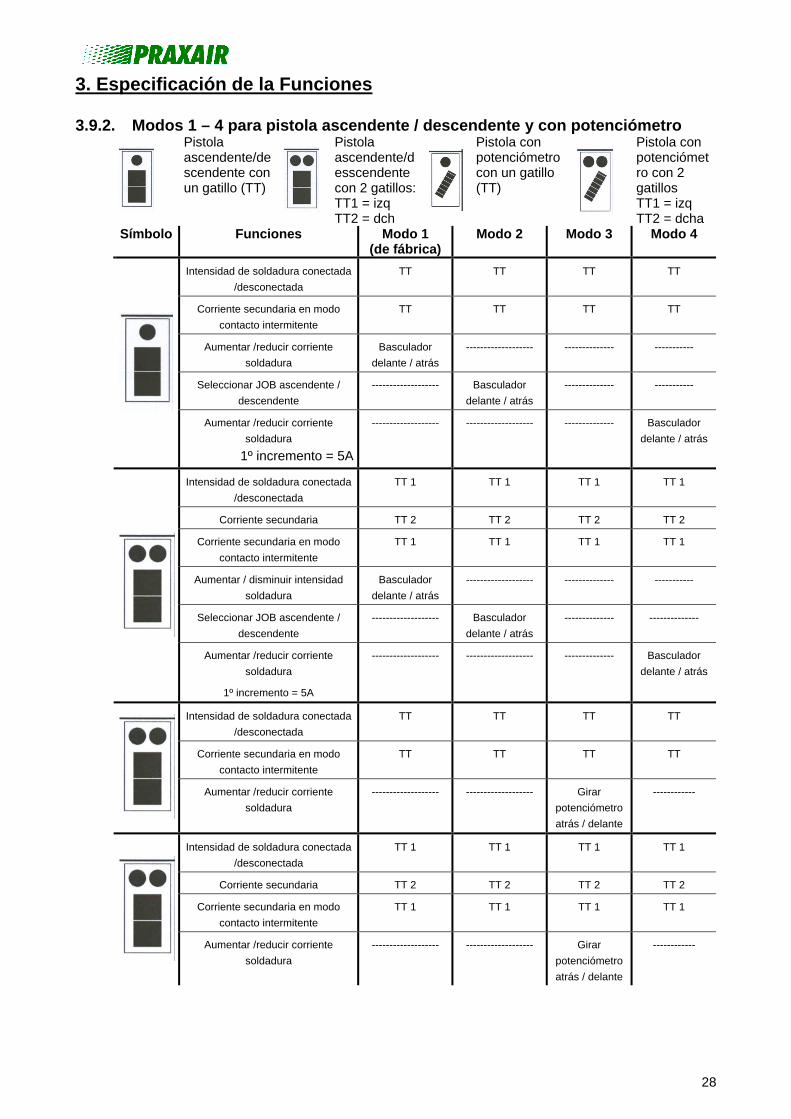
3. Especificación de la Funciones 3.9.2. Modos 1 – 4 para pistola ascendente / descen dente y con potenciómetro
Pistola ascendente/descendente con un gatillo (TT)
Pistola ascendente/desscendente con 2 gatillos: TT1 = izq TT2 = dch
Pistola con potenciómetro con un gatillo (TT)
Pistola con potenciómetro con 2 gatillos TT1 = izq TT2 = dcha
Símbolo Funciones Modo 1 (de fábrica)
Modo 2 Modo 3 Modo 4
Intensidad de soldadura conectada
/desconectada
TT TT TT TT
Corriente secundaria en modo
contacto intermitente
TT TT TT TT
Aumentar /reducir corriente
soldadura
Basculador
delante / atrás
------------------- -------------- -----------
Seleccionar JOB ascendente /
descendente
------------------- Basculador
delante / atrás
-------------- -----------
Aumentar /reducir corriente
soldadura
1º incremento = 5A
------------------- ------------------- -------------- Basculador
delante / atrás
Intensidad de soldadura conectada
/desconectada
TT 1 TT 1 TT 1 TT 1
Corriente secundaria TT 2 TT 2 TT 2 TT 2
Corriente secundaria en modo
contacto intermitente
TT 1 TT 1 TT 1 TT 1
Aumentar / disminuir intensidad
soldadura
Basculador
delante / atrás
------------------- -------------- -----------
Seleccionar JOB ascendente /
descendente
------------------- Basculador
delante / atrás
-------------- --------------
Aumentar /reducir corriente
soldadura
1º incremento = 5A
------------------- ------------------- -------------- Basculador
delante / atrás
Intensidad de soldadura conectada
/desconectada
TT TT TT TT
Corriente secundaria en modo
contacto intermitente
TT TT TT TT
Aumentar /reducir corriente
soldadura
------------------- ------------------- Girar
potenciómetro
atrás / delante
------------
Intensidad de soldadura conectada
/desconectada
TT 1 TT 1 TT 1 TT 1
Corriente secundaria TT 2 TT 2 TT 2 TT 2
Corriente secundaria en modo
contacto intermitente
TT 1 TT 1 TT 1 TT 1
Aumentar /reducir corriente
soldadura
------------------- ------------------- Girar
potenciómetro
atrás / delante
------------
29
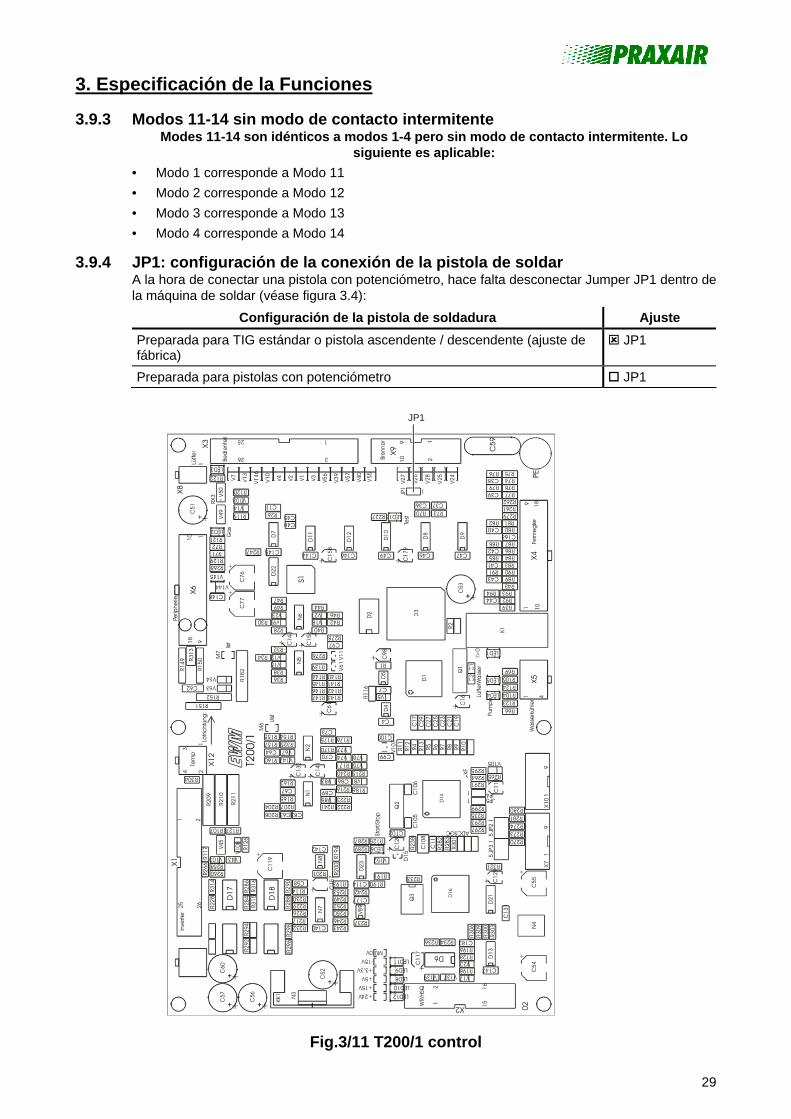
3. Especificación de la Funciones 3.9.3 Modos 11-14 sin modo de contacto intermitente
Modes 11-14 son idénticos a modos 1-4 pero sin modo de contacto intermi tente. Lo siguiente es aplicable:
• Modo 1 corresponde a Modo 11
• Modo 2 corresponde a Modo 12
• Modo 3 corresponde a Modo 13
• Modo 4 corresponde a Modo 14
3.9.4 JP1: configuración de la conexión de la pisto la de soldar A la hora de conectar una pistola con potenciómetro, hace falta desconectar Jumper JP1 dentro de la máquina de soldar (véase figura 3.4):
Configuración de la pistola de soldadura Ajuste
Preparada para TIG estándar o pistola ascendente / descendente (ajuste de fábrica)
� JP1
Preparada para pistolas con potenciómetro � JP1
Fig.3/11 T200/1 control
Wasserkühler
Brenner
Fernregler
Peripherie
Temp
Inverter
Bedienteil
WR/HSQ
ADCSOC
XF
02
Lötrichtung: Pumpe
LüfterWasser
I>0
Test
Start/Stop
Lüfter
Gas
Uist
Iist
0V
-15V
+3,3V
+5V
+15V
+24V
T200/1
+ C179
+ C158
+ C157
+ C156
+ C143
+ C141
+ C132
+ C129
+ C120
+C117
+C110
+ C98
+C61
+C16
+
C119
+
C77
+
C76
+
C55
+
C54
R211
R210
R209
R182
X8
1
X12
243
1
26
25
X3
2
1
26
25
X1
21
C63 C83
R325
V108
V103
V14
R321R316
R315
R314
R228
R217R313
S1N3
D18
D17
D6
D1
D16
D14
M0
C62
1X7
91
X10
9
+C60
R304
N8
Q2 R299
JP51
R297
R295
R293
R235
JP41
R291
R289
R287
R238
R193
V152
R191
R190
V147
V146
R274
R273
R270
C148
R268
V145
V144
R266R117
R116
16
15X2
21
V61V11
D15
C114
R114
C58
D23
V100
N4
V57
V56
V55
V40
V39
V28
V27
V26
V25
V24
V13
V10
V7
V4
V3
V2 V1
D22
PE
KK1
V20
V17
R198
R196
R128
C182
LED6
R125
Q3
LED1
LED2
LED3
LED4
LED5
LED8
LED9
LED10
LED11
LED12
LED13
D2
D4
D5
D7
D8
D9
D10
D11
D12
D13
D21
N1
N2
N5
N6
N7
V89
V107
C108
R1R2
R4
R5
R6
R7
R8
R9
R10
R11
R12
R13
R26
R28
R30
R32
R34
R36
R38
R39
R40
R42
R43
R44
R46
R47
R49
R66
R69
R70
R71
R72
R73
R74
R75R76
R77
R78R79
R80
R81R82
R83
R84R85
R86
R87R88
R89
R90R91
R92
R93R94
R104
R105
R107
R119
R120
R121
R122
R123
R124
R126
R127
R129
R139
R140
R141
R142
R143
R144
R145
R146
R147
R154R155
R157
R160
R162
R165
R170
R171
R175 R176
R186
R194
R200
R201
R204 R207
R208
R215
R216
R222
R223
R226
R227
R229
R230
R232
R233
R234R236
R237
R240
R241
R242
R243
R246
R247
R249
R250
R252
R253
R258
R260
R261
R262
R264 R265
R276
R278
R279
R280
R281
R282
R283
R284R286
R288R290
R292
R294
R296R298
R300
R301
R303
R306
R309
V5
V8
V9
V12
V15
V18
V21V23
V43
V45
V49
V50
V63
V64
V67V74
V75
V77
V78
V83
V86
V105
V137V139
C4
C7
C11
C17
C19
C21
C23
C25
C27
C29
C36 C37
C38
C39
C40
C41
C42
C43
C44
C46 C47C49
C64
C67
C70
C73
C86
C89
C97
C99
C100
C102
C111
C131
C140
C142
C144C145
C146
C147
C168
C177
JP3
51
JP2
51
4X5
1
M7
M6
Q1
C106
C105
R152
R151
R150
R149
C59
X6
18
10
91
RX3
+C57
+C56
+C53
+C52
+C51
K1
C48
C45
10
9
X9
21
JP1 1
X4
18
10
91
C2
C1
D3
JP1

30
3. Especificación de la Funciones
3.10 Reposición a los parámetros originales
Todos los valores de ajuste tales como los modos de pistola se reponen a las condiciones de entrega, conjuntamente con los JOB
Elem. Control Acción Resultado Display
Pulsar de modo simultáneo botones (G1) y (B1) al encender la máquina
3.11 Cómo bloquear un JOB Todos los valores de ajuste tales como los modos de pistola se reponen a las condiciones
de entrega, conjuntamente con los JOB Elem. Control Acción Resultado Display
Pulsar botón (B1) al encender la máquina
“S” para GUARDAR (bloqueado) o “F” para LIBERAR (no ocupado)
Fijar el modo de bloqueo utilizando el transductor gitarorio (H1)
“S” para GUARDAR (bloqueado) o “F” para LIBERAR (no ocupado)
A la hora de bloquear los JOB, se bloquearán todos los JOB. No es po sible bloquear un JOB individual
• En la configuración “S” – GUARDAR, es únicamente posible selecc ionar entre los JOB. Únicamente la corriente principal es regulable. Todas las de más opciones de ajuste en el T2000 se desactivan
• En la configuración “F” LIBERAR, todas las opciones de configuración e stán activas.
31
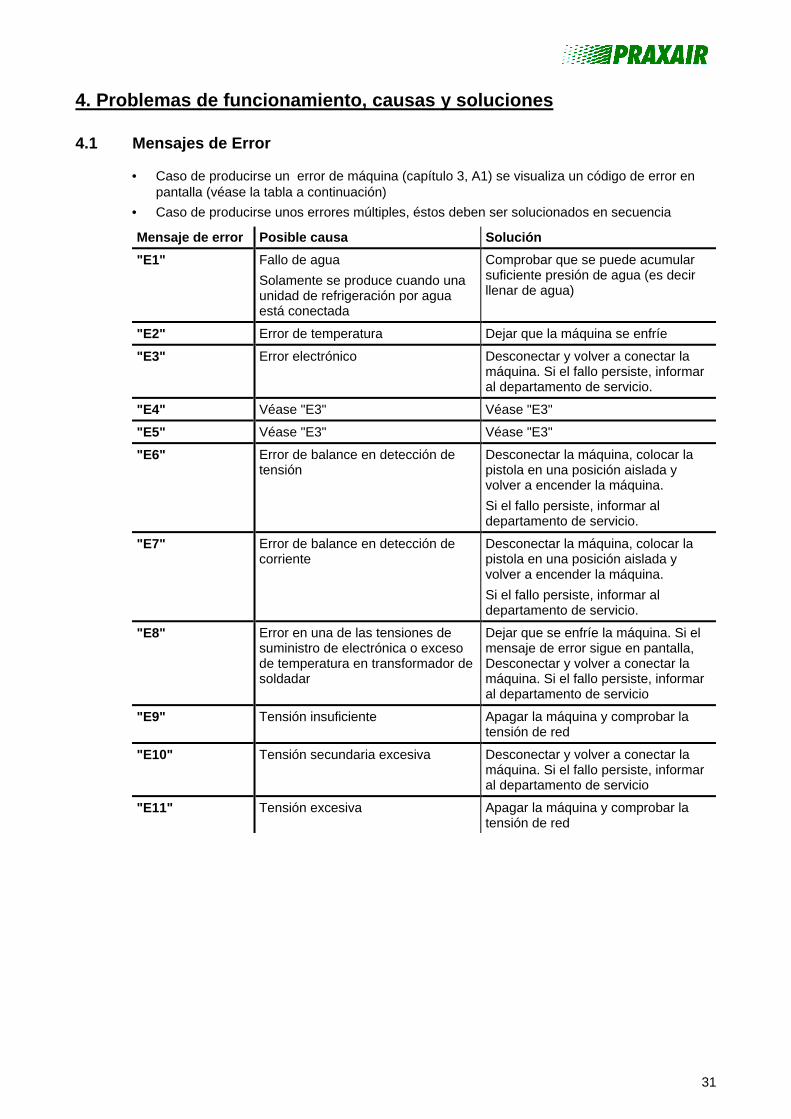
4. Problemas de funcionamiento, causas y soluciones
4.1 Mensajes de Error
• Caso de producirse un error de máquina (capítulo 3, A1) se visualiza un código de error en pantalla (véase la tabla a continuación)
• Caso de producirse unos errores múltiples, éstos deben ser solucionados en secuencia
Mensaje de error Posible causa Solución
"E1" Fallo de agua
Solamente se produce cuando una unidad de refrigeración por agua está conectada
Comprobar que se puede acumular suficiente presión de agua (es decir llenar de agua)
"E2" Error de temperatura Dejar que la máquina se enfríe
"E3" Error electrónico Desconectar y volver a conectar la máquina. Si el fallo persiste, informar al departamento de servicio.
"E4" Véase "E3" Véase "E3"
"E5" Véase "E3" Véase "E3"
"E6" Error de balance en detección de tensión
Desconectar la máquina, colocar la pistola en una posición aislada y volver a encender la máquina.
Si el fallo persiste, informar al departamento de servicio.
"E7" Error de balance en detección de corriente
Desconectar la máquina, colocar la pistola en una posición aislada y volver a encender la máquina.
Si el fallo persiste, informar al departamento de servicio.
"E8" Error en una de las tensiones de suministro de electrónica o exceso de temperatura en transformador de soldadar
Dejar que se enfríe la máquina. Si el mensaje de error sigue en pantalla, Desconectar y volver a conectar la máquina. Si el fallo persiste, informar al departamento de servicio
"E9" Tensión insuficiente Apagar la máquina y comprobar la tensión de red
"E10" Tensión secundaria excesiva Desconectar y volver a conectar la máquina. Si el fallo persiste, informar al departamento de servicio
"E11" Tensión excesiva Apagar la máquina y comprobar la tensión de red
32
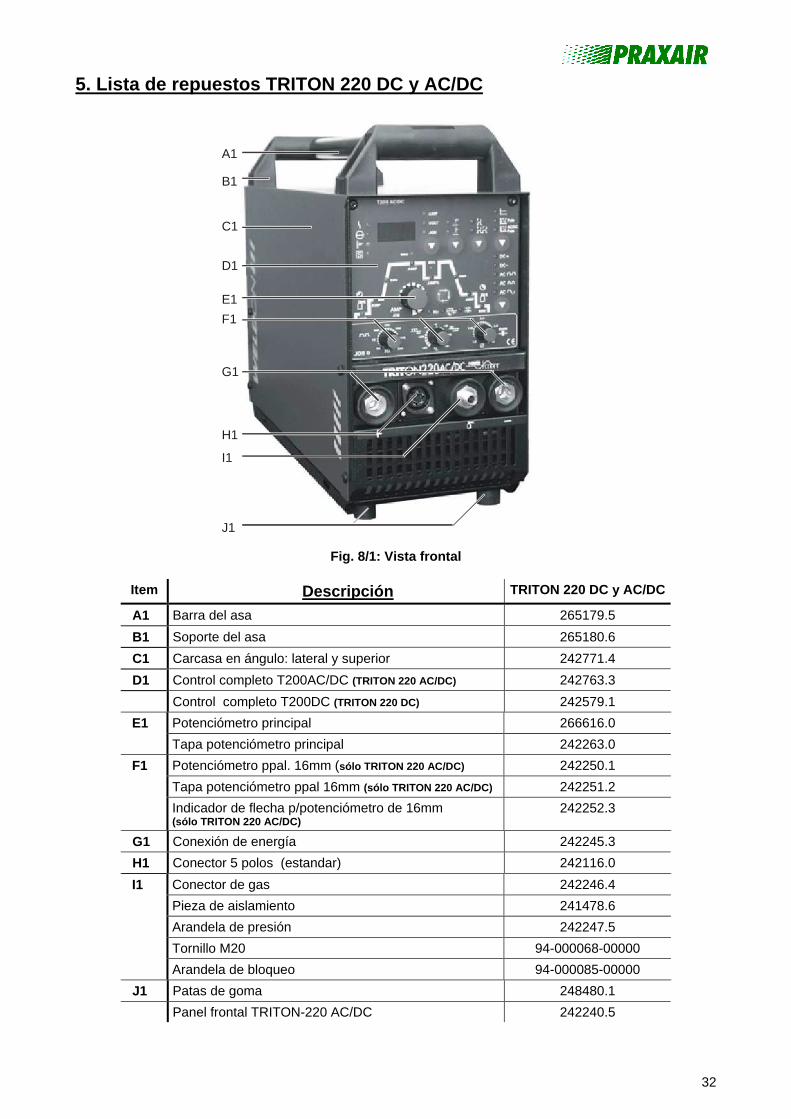
5. Lista de repuestos TRITON 220 DC y AC/DC
Fig. 8/1: Vista frontal
Item Descripción TRITON 220 DC y AC/DC
A1 Barra del asa 265179.5
B1 Soporte del asa 265180.6
C1 Carcasa en ángulo: lateral y superior 242771.4
D1 Control completo T200AC/DC (TRITON 220 AC/DC) 242763.3
Control completo T200DC (TRITON 220 DC) 242579.1
Potenciómetro principal 266616.0 E1
Tapa potenciómetro principal 242263.0
Potenciómetro ppal. 16mm (sólo TRITON 220 AC/DC) 242250.1
Tapa potenciómetro ppal 16mm (sólo TRITON 220 AC/DC) 242251.2
F1
Indicador de flecha p/potenciómetro de 16mm (sólo TRITON 220 AC/DC)
242252.3
G1 Conexión de energía 242245.3
H1 Conector 5 polos (estandar) 242116.0
Conector de gas 242246.4
Pieza de aislamiento 241478.6
Arandela de presión 242247.5
Tornillo M20 94-000068-00000
I1
Arandela de bloqueo 94-000085-00000
J1 Patas de goma 248480.1
Panel frontal TRITON-220 AC/DC 242240.5
A1
B1
C1
D1
E1
F1
G1
H1
I1
J1
33
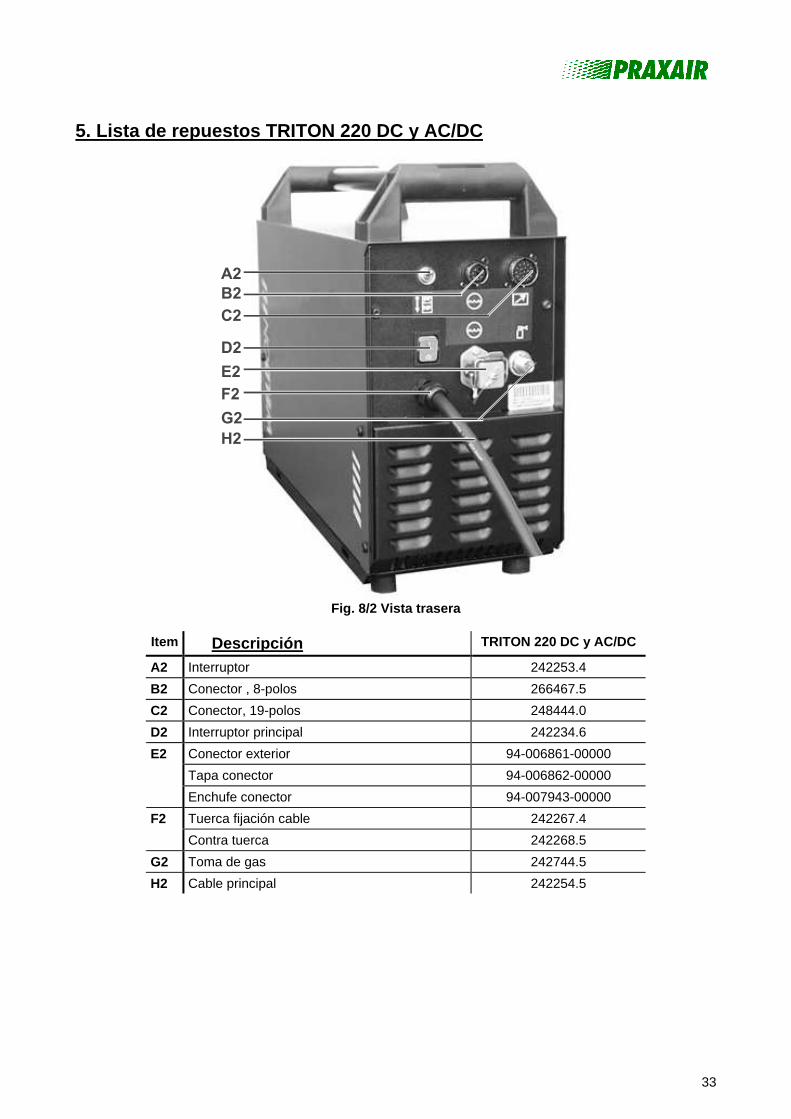
5. Lista de repuestos TRITON 220 DC y AC/DC
A2
B2
C2
D2
E2
F2
G2
H2
Fig. 8/2 Vista trasera
Item Descripción TRITON 220 DC y AC/DC
A2 Interruptor 242253.4
B2 Conector , 8-polos 266467.5
C2 Conector, 19-polos 248444.0
D2 Interruptor principal 242234.6
Conector exterior 94-006861-00000
Tapa conector 94-006862-00000
E2
Enchufe conector 94-007943-00000
Tuerca fijación cable 242267.4 F2
Contra tuerca 242268.5
G2 Toma de gas 242744.5
H2 Cable principal 242254.5
34
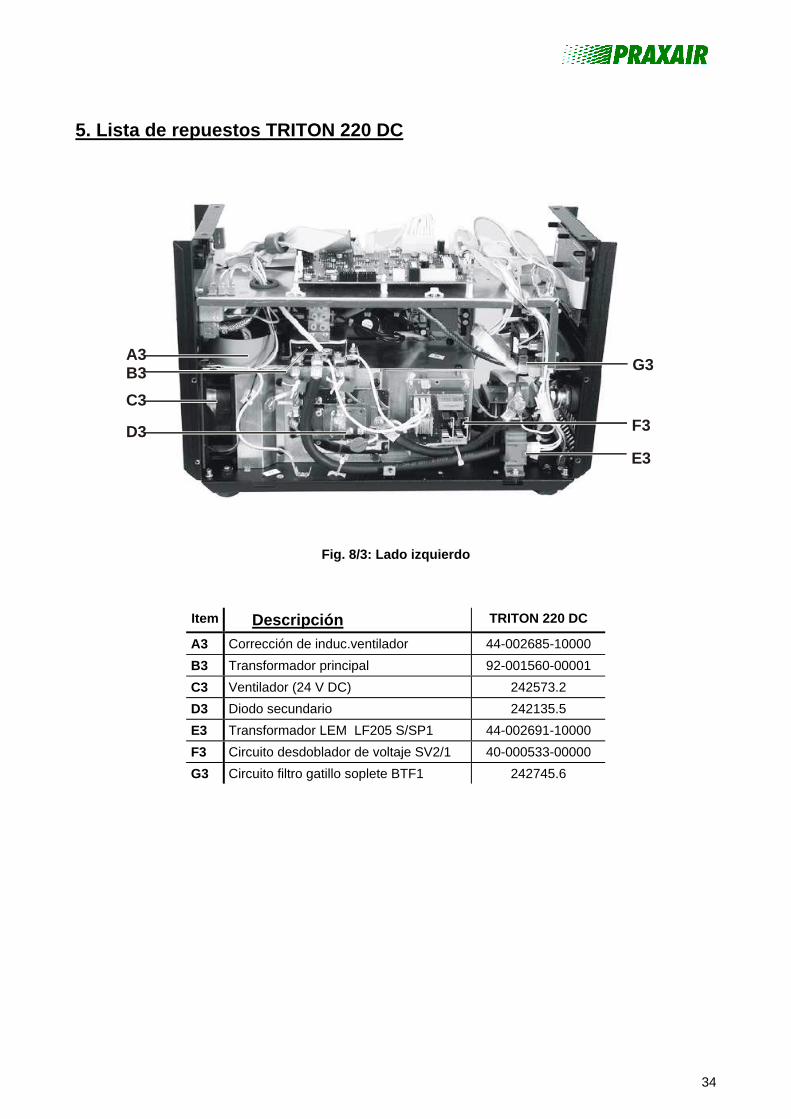
5. Lista de repuestos TRITON 220 DC
Fig. 8/3: Lado izquierdo
Item Descripción TRITON 220 DC
A3 Corrección de induc.ventilador 44-002685-10000
B3 Transformador principal 92-001560-00001
C3 Ventilador (24 V DC) 242573.2
D3 Diodo secundario 242135.5
E3 Transformador LEM LF205 S/SP1 44-002691-10000
F3 Circuito desdoblador de voltaje SV2/1 40-000533-00000
G3 Circuito filtro gatillo soplete BTF1 242745.6
A3G3
F3
B3
C3
D3
E3
35
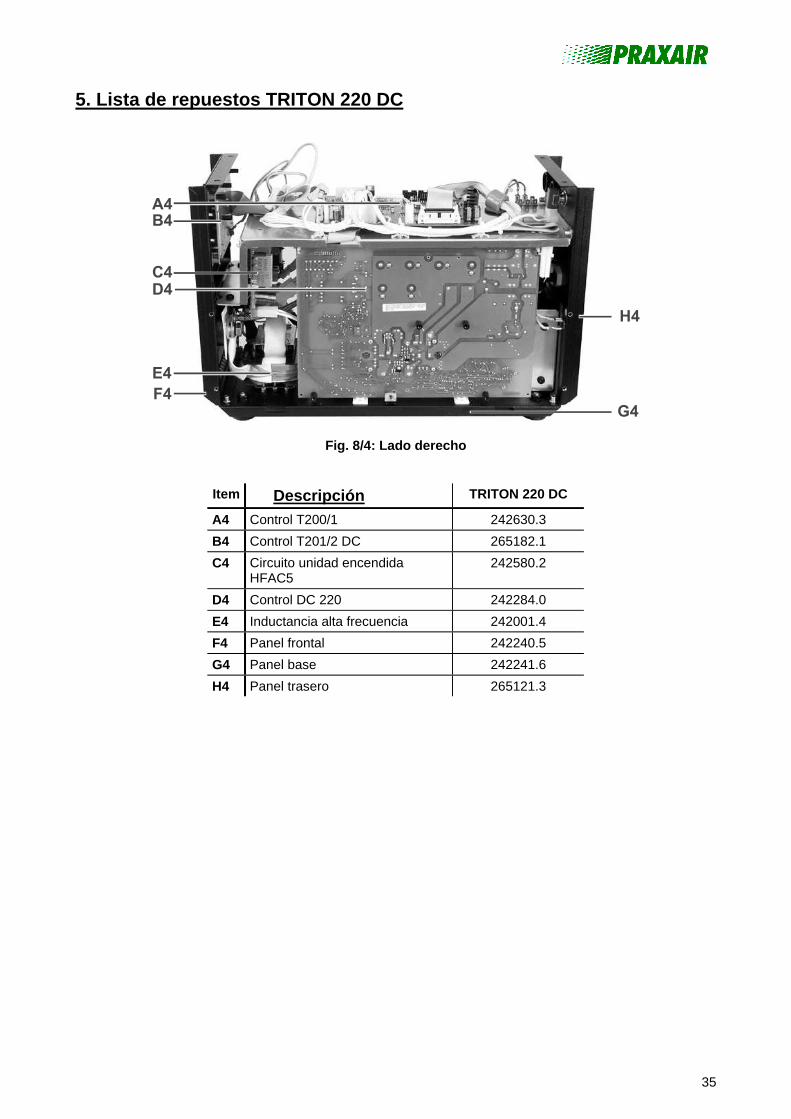
5. Lista de repuestos TRITON 220 DC
A4
H4
G4
F4
B4
C4
D4
E4
Fig. 8/4: Lado derecho
Item Descripción TRITON 220 DC
A4 Control T200/1 242630.3
B4 Control T201/2 DC 265182.1
C4 Circuito unidad encendida HFAC5
242580.2
D4 Control DC 220 242284.0
E4 Inductancia alta frecuencia 242001.4
F4 Panel frontal 242240.5
G4 Panel base 242241.6
H4 Panel trasero 265121.3
36
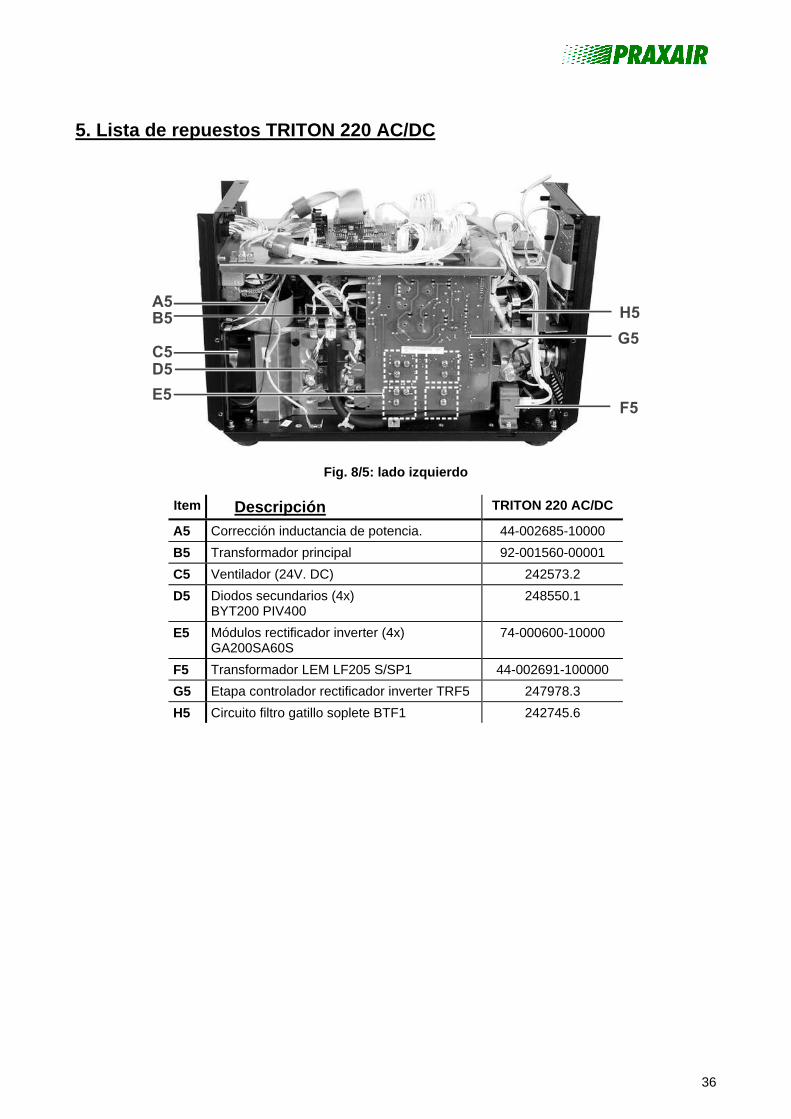
5. Lista de repuestos TRITON 220 AC/DC
A5H5
G5
F5
B5
C5
D5
E5
Fig. 8/5: lado izquierdo
Item Descripción TRITON 220 AC/DC
A5 Corrección inductancia de potencia. 44-002685-10000
B5 Transformador principal 92-001560-00001
C5 Ventilador (24V. DC) 242573.2
D5 Diodos secundarios (4x) BYT200 PIV400
248550.1
E5 Módulos rectificador inverter (4x) GA200SA60S
74-000600-10000
F5 Transformador LEM LF205 S/SP1 44-002691-100000
G5 Etapa controlador rectificador inverter TRF5 247978.3
H5 Circuito filtro gatillo soplete BTF1 242745.6

37
5. Lista de repuestos TRITON 220 AC/DC
A6
G6
H6
F6
B6
C6
D6
E6
Fig. 8/6: Lado derecho
Item Descripción TRITON 220 AC/DC
A6 Circuito electrónico soldadura 242630.3
B6 Circuito panel de teclado T200/2 AC/DC
242624.4
C6 Circuito unidad encendido HF AC4
242580.2
D6 Panel frontal 242240.5
E6 Inductancia alta frecuencia 242001.4
F6 Panel base 242241.6
G6 Circuito Power Sinus DC 210 242284.0
H6 Panel trasero 265121.3 Para equipos son soplete up/down:
I6 Transformador de saturación 44-000967-00000
J6 PCB WTC1 40-000625-00000
K6 Circuito protección cableado IGRO/1
40-000629-00000
L6 Circuito filtro gatillo soplete BTF1 242745.6

38
6. OPCIONES Y ACCESORIOS
6.1 Pistola TIG estándar Denominación, descripción Código
Pistola TIG 26, 4m, micro doble 241062.3
6.2 Pistola TIG UP / DOWN Denominación, descripción Código
Pistola TIG 26 ascendente / descendente GD, 4m 241065.6 Conector 8p WP26 U/D triton 265105.1
6.3 Porta electrodo / cable pieza de trabajo Denominación, descripción Código
Porta electrodo, 35mm2, 4m 240018.2 Cable de masa, 35mm2, 4m, sujeta polo 240022.6
6.4 Mando a distancia / cable conexión Denominación, descripción Código
RTF1 mando a distancia a pedal, corriente conectada / desconectada, 19-polos cable de 5 m.
265061.6
6.5 Accesorios diversos Denominación, descripción Código
COOL20 U20 módulo refrigeración aire ambiente 265064.2 CARRO 35-2 vehículo transporte lugar de obras 265063.1
39
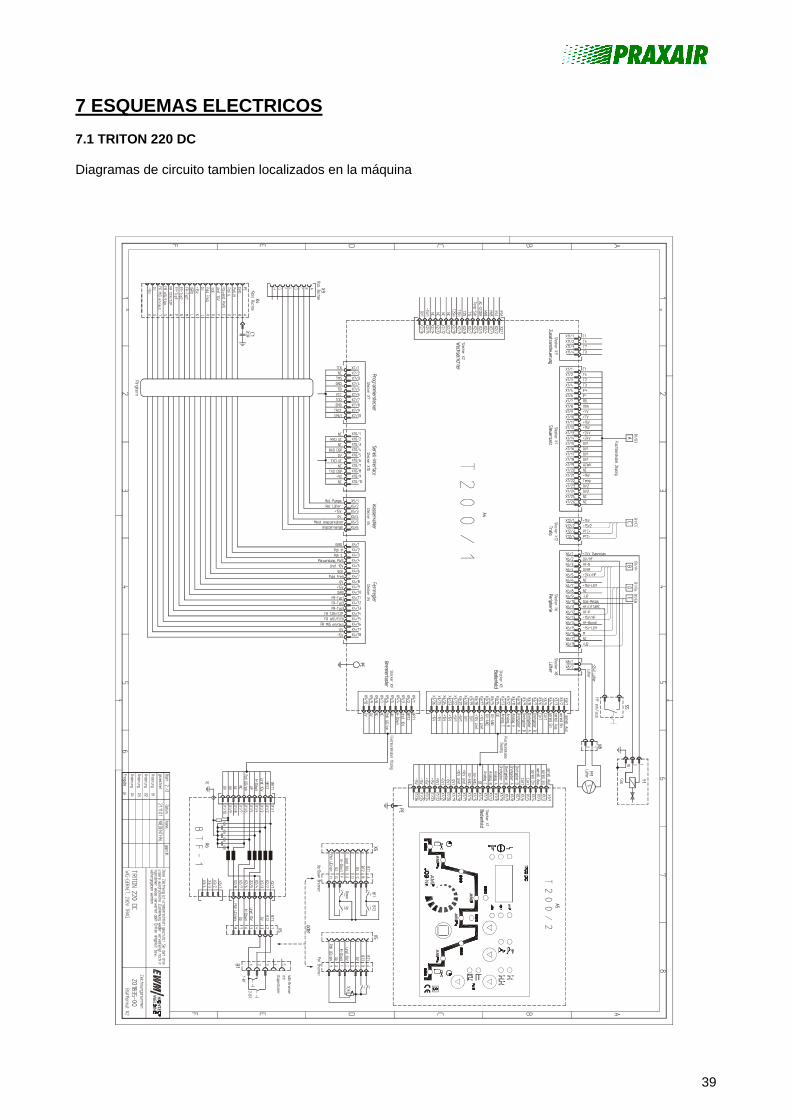
7 ESQUEMAS ELECTRICOS 7.1 TRITON 220 DC Diagramas de circuito tambien localizados en la máquina
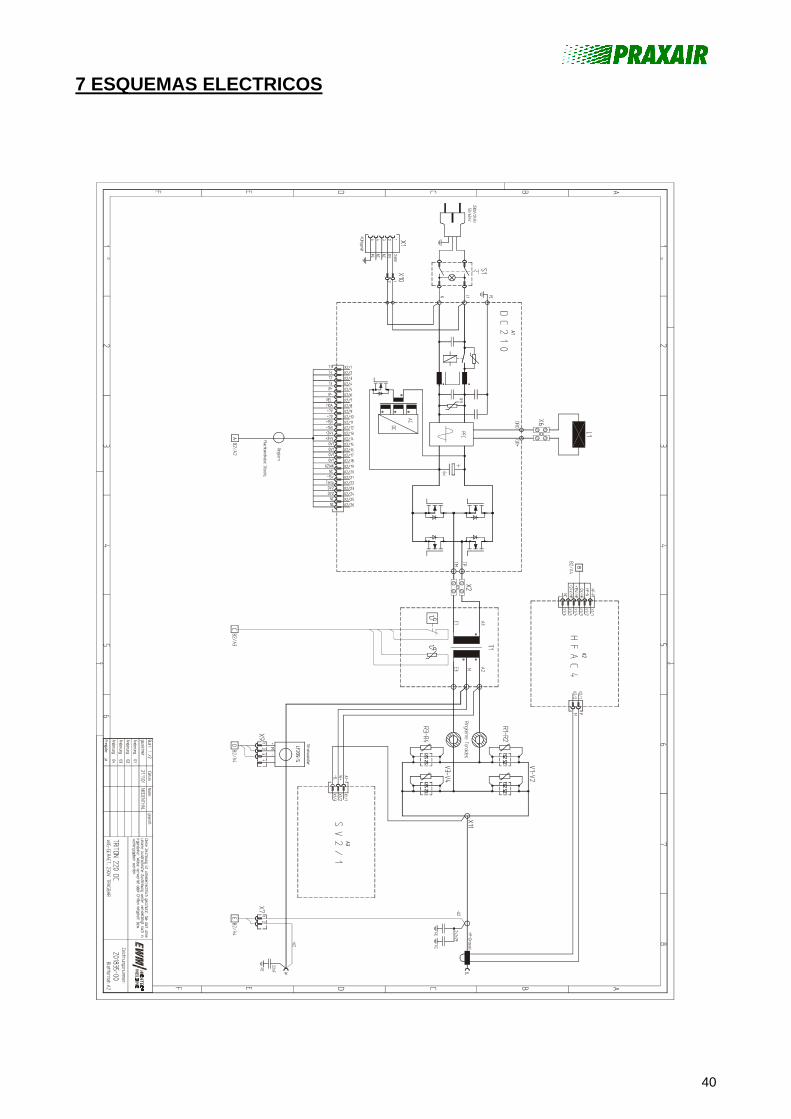
40
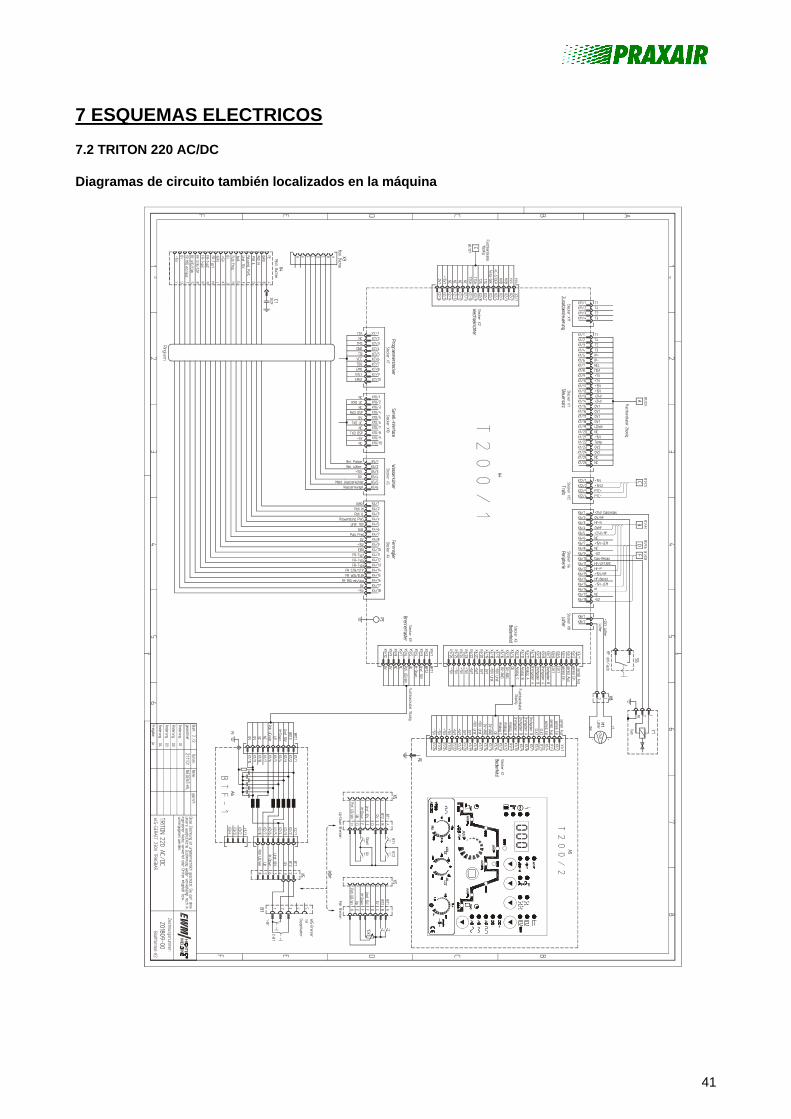
7 ESQUEMAS ELECTRICOS
41
7 ESQUEMAS ELECTRICOS 7.2 TRITON 220 AC/DC Diagramas de circuito también localizados en la máquina