Influência do Tipo de Eletrodo nas Tensões Residuais e na ...ªncia Tipo Eletrodo... · residuais...
61
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA CELSO SUCKOW DA FONSECA – CEFET/RJ Influência do Tipo de Eletrodo nas Tensões Residuais e na Qualidade Superficial de Juntas Soldadas de Aço A36 Arthur Queiroz Koatz de Gurvitz Rio de Janeiro Junho de 2016
Transcript of Influência do Tipo de Eletrodo nas Tensões Residuais e na ...ªncia Tipo Eletrodo... · residuais...
CENTRO FEDERAL DE EDUCACcedilAtildeO TECNOLOacuteGICA CELSO
SUCKOW DA FONSECA ndash CEFETRJ
Influecircncia do Tipo de Eletrodo nas Tensotildees
Residuais e na Qualidade Superficial de Juntas
Soldadas de Accedilo A36
Arthur Queiroz Koatz de Gurvitz
Rio de Janeiro
Junho de 2016
i
CENTRO FEDERAL DE EDUCACcedilAtildeO TECNOLOacuteGICA CELSO
SUCKOW DA FONSECA ndash CEFETRJ
Influecircncia do Tipo de Eletrodo nas Tensotildees
Residuais e na Qualidade Superficial de Juntas
Soldadas de Accedilo A36
Arthur Queiroz Koatz de Gurvitz
Projeto Final apresentado em cumprimento agraves
normas do Departamento de Educaccedilatildeo Superior
do CEFETRJ como parte dos requisitos para obtenccedilatildeo
do tiacutetulo de Bacharel em Engenharia Mecacircnica
Prof Orientador Tatiane de Campos Chuvas
Rio de Janeiro
Junho de 2016
ii
iii
AGRADECIMENTOS
Aos meus pais Luiz Henrique Gurvitz e Maria Cristina Queiroz pelo apoio e amor
incondicional que sempre me fizeram seguir em frente
Aos meus avocircs Pedro e Claacuteudio por serem exemplos de vida E as minhas avoacutes Leize e
Regina por todo carinho e apoio por toda minha vida
Aos meus irmatildeos Isadora e Pedro Henrique pelos conselhos e risadas que sempre
vinham nas horas de mais necessidade
Ao meu padrasto Edson por todo apoio e conselhos dados
Agrave minha namorada Juliana pelo amor e incentivo em todos os momentos
Agrave minha orientadora Tatiane Chuvas pelo auxiacutelio durante todo este trabalho e
conhecimento adquirido
iv
RESUMO
O processo de soldagem por eletrodo revestido (SMAW) eacute ainda nos dias atuais o
processo de fabricaccedilatildeo mais utilizado na induacutestria devido ao baixo custo do equipamento aleacutem
de apresentar grande versatilidade de eletrodos possibilitando ampla aplicaccedilatildeo No entanto
tensotildees residuais geradas nos processos de fabricaccedilatildeo como a soldagem podem ser prejudiciais
agrave vida em serviccedilo do componente soldado pois as mesmas podem se somar as tensotildees de serviccedilo
e causar uma falha prematura Dessa forma o conhecimento sobre a influecircncia dos paracircmetros
de soldagem na natureza e magnitude das tensotildees residuais se torna fundamental para evitar
falhas e melhorar a vida em serviccedilo Neste trabalho foi analisado a influecircncia do tipo de eletrodo
na natureza das tensotildees residuais superficiais medidas por difraccedilatildeo de raios-X pelo meacutetodo
sen2Ψ geradas de um accedilo ASTM A36 extensivamente utilizado na induacutestria metalmecacircnica Foi
realizado tambeacutem uma avaliaccedilatildeo da qualidade superficial da junta soldada por inspeccedilatildeo visual
Complementarmente foram realizadas anaacutelises macrograacuteficas das juntas soldadas a fim de
verificar principalmente a dimensotildees das juntas e a extensatildeo das zonas termicamente afetadas
Os resultados mostraram que as juntas soldadas com eletrodo E6010 apresentam tensotildees
residuais trativas na direccedilatildeo transversal no metal de solda Contudo o eletrodo E7018 apresenta
tensotildees compressivas tanto no topo quanto na raiz do metal de solda o que seria beneacutefico para
as juntas soldadas
Palavras-Chave accedilo ASTM A36 soldagem por eletrodo revestido tensotildees residuais
difraccedilatildeo de raios-X inspeccedilatildeo visual
v
ABSTRACT
The shielded metal arc welding (SMAW) is still today the most used manufacturing
process due to the low cost of the equipment besides having versatility of coating composition
enabling numerous kinds of applications However residual stresses generated in manufacturing
processes such as welding could be detrimental to the life of the welded component in service
because the stress of the service added to the residual stress could cause a premature failure
Thus the expertise in the influence of welding parameters on the nature and magnitude of the
residual stresses becomes critical to avoid failures and improve the life of the component in
service This study analyzed the influence of the coating composition of electrodes on the nature
of the surface residual stress measured by diffraction of X-rays by sen2Ψ method generated an
ASTM A36 steel used extensively in metalworking industry It was also carried out an
evaluation of the surface quality of the welded joint by visual inspection In addition
micrographic analyzes of welded joints in order to check dimensions especially the joints and the
extents of heat-affected zones were performed The results showed that the welded joints with
E6010 electrodes have tensile residual stresses in the transverse direction in the weld metal
However E7018 electrode has compressive stresses in both the top and root of the weld metal
which is beneficial for the welded joint
Keywords ASTM A36 steel shielded metal arc welding residual stress X-ray
diffraction coating composition visual inspection metallographic test
vi
SUMAacuteRIO
CAPIacuteTULO 1 1
Introduccedilatildeo 1
11 ndash Motivaccedilatildeo 1
12 ndash Justificativa 1
13 ndash Objetivo 2
14 ndash Metodologia 2
15 ndash Organizaccedilatildeo do Trabalho 2
CAPIacuteTULO 2 4
Revisatildeo Bibliograacutefica 4
21 ndash Accedilo ASTM A36 4
211ndashSoldagem do Accedilo ASTM A36 5
22ndashSoldagem com Eletrodo Revestido 5
221 ndash Tipos de Revestimento de Eletrodo 8
222 ndash Avaliaccedilatildeo da Qualidade da Solda 10
23 ndash Tensotildees Residuais 12
231 ndash Tensotildees Residuais em Soldagem 14
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36 16
233 ndash Mediccedilatildeo das Tensotildees Residuais 18
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X 19
CAPIacuteTULO 3 24
vii
MATERIAIS E MEacuteTODOS 24
31 ndash Materiais 24
32 ndash Meacutetodos 24
321 ndash Corte 24
322 ndash Soldagem 25
33 ndash Anaacutelise das tensotildees residuais 27
34 ndash Ensaios de Inspeccedilatildeo Visual 29
35 ndash Macrografia 29
CAPIacuteTULO 4 30
RESULTADOS E DISCUSSOtildeES 30
41 ndash Caacutelculo do aporte teacutermico 30
42 ndash Qualidade Superficial das Juntas Soldadas 31
43 ndash Macrografia 33
42 ndash Anaacutelise de Tensotildees Residuais 35
CAPIacuteTULO 5 42
Conclusatildeo 42
CAPIacuteTULO 6 44
SUGESTAtildeO PARA TRABALHOS FUTUROS 44
Referecircncias Bibliograacuteficas 45
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
i
CENTRO FEDERAL DE EDUCACcedilAtildeO TECNOLOacuteGICA CELSO
SUCKOW DA FONSECA ndash CEFETRJ
Influecircncia do Tipo de Eletrodo nas Tensotildees
Residuais e na Qualidade Superficial de Juntas
Soldadas de Accedilo A36
Arthur Queiroz Koatz de Gurvitz
Projeto Final apresentado em cumprimento agraves
normas do Departamento de Educaccedilatildeo Superior
do CEFETRJ como parte dos requisitos para obtenccedilatildeo
do tiacutetulo de Bacharel em Engenharia Mecacircnica
Prof Orientador Tatiane de Campos Chuvas
Rio de Janeiro
Junho de 2016
ii
iii
AGRADECIMENTOS
Aos meus pais Luiz Henrique Gurvitz e Maria Cristina Queiroz pelo apoio e amor
incondicional que sempre me fizeram seguir em frente
Aos meus avocircs Pedro e Claacuteudio por serem exemplos de vida E as minhas avoacutes Leize e
Regina por todo carinho e apoio por toda minha vida
Aos meus irmatildeos Isadora e Pedro Henrique pelos conselhos e risadas que sempre
vinham nas horas de mais necessidade
Ao meu padrasto Edson por todo apoio e conselhos dados
Agrave minha namorada Juliana pelo amor e incentivo em todos os momentos
Agrave minha orientadora Tatiane Chuvas pelo auxiacutelio durante todo este trabalho e
conhecimento adquirido
iv
RESUMO
O processo de soldagem por eletrodo revestido (SMAW) eacute ainda nos dias atuais o
processo de fabricaccedilatildeo mais utilizado na induacutestria devido ao baixo custo do equipamento aleacutem
de apresentar grande versatilidade de eletrodos possibilitando ampla aplicaccedilatildeo No entanto
tensotildees residuais geradas nos processos de fabricaccedilatildeo como a soldagem podem ser prejudiciais
agrave vida em serviccedilo do componente soldado pois as mesmas podem se somar as tensotildees de serviccedilo
e causar uma falha prematura Dessa forma o conhecimento sobre a influecircncia dos paracircmetros
de soldagem na natureza e magnitude das tensotildees residuais se torna fundamental para evitar
falhas e melhorar a vida em serviccedilo Neste trabalho foi analisado a influecircncia do tipo de eletrodo
na natureza das tensotildees residuais superficiais medidas por difraccedilatildeo de raios-X pelo meacutetodo
sen2Ψ geradas de um accedilo ASTM A36 extensivamente utilizado na induacutestria metalmecacircnica Foi
realizado tambeacutem uma avaliaccedilatildeo da qualidade superficial da junta soldada por inspeccedilatildeo visual
Complementarmente foram realizadas anaacutelises macrograacuteficas das juntas soldadas a fim de
verificar principalmente a dimensotildees das juntas e a extensatildeo das zonas termicamente afetadas
Os resultados mostraram que as juntas soldadas com eletrodo E6010 apresentam tensotildees
residuais trativas na direccedilatildeo transversal no metal de solda Contudo o eletrodo E7018 apresenta
tensotildees compressivas tanto no topo quanto na raiz do metal de solda o que seria beneacutefico para
as juntas soldadas
Palavras-Chave accedilo ASTM A36 soldagem por eletrodo revestido tensotildees residuais
difraccedilatildeo de raios-X inspeccedilatildeo visual
v
ABSTRACT
The shielded metal arc welding (SMAW) is still today the most used manufacturing
process due to the low cost of the equipment besides having versatility of coating composition
enabling numerous kinds of applications However residual stresses generated in manufacturing
processes such as welding could be detrimental to the life of the welded component in service
because the stress of the service added to the residual stress could cause a premature failure
Thus the expertise in the influence of welding parameters on the nature and magnitude of the
residual stresses becomes critical to avoid failures and improve the life of the component in
service This study analyzed the influence of the coating composition of electrodes on the nature
of the surface residual stress measured by diffraction of X-rays by sen2Ψ method generated an
ASTM A36 steel used extensively in metalworking industry It was also carried out an
evaluation of the surface quality of the welded joint by visual inspection In addition
micrographic analyzes of welded joints in order to check dimensions especially the joints and the
extents of heat-affected zones were performed The results showed that the welded joints with
E6010 electrodes have tensile residual stresses in the transverse direction in the weld metal
However E7018 electrode has compressive stresses in both the top and root of the weld metal
which is beneficial for the welded joint
Keywords ASTM A36 steel shielded metal arc welding residual stress X-ray
diffraction coating composition visual inspection metallographic test
vi
SUMAacuteRIO
CAPIacuteTULO 1 1
Introduccedilatildeo 1
11 ndash Motivaccedilatildeo 1
12 ndash Justificativa 1
13 ndash Objetivo 2
14 ndash Metodologia 2
15 ndash Organizaccedilatildeo do Trabalho 2
CAPIacuteTULO 2 4
Revisatildeo Bibliograacutefica 4
21 ndash Accedilo ASTM A36 4
211ndashSoldagem do Accedilo ASTM A36 5
22ndashSoldagem com Eletrodo Revestido 5
221 ndash Tipos de Revestimento de Eletrodo 8
222 ndash Avaliaccedilatildeo da Qualidade da Solda 10
23 ndash Tensotildees Residuais 12
231 ndash Tensotildees Residuais em Soldagem 14
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36 16
233 ndash Mediccedilatildeo das Tensotildees Residuais 18
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X 19
CAPIacuteTULO 3 24
vii
MATERIAIS E MEacuteTODOS 24
31 ndash Materiais 24
32 ndash Meacutetodos 24
321 ndash Corte 24
322 ndash Soldagem 25
33 ndash Anaacutelise das tensotildees residuais 27
34 ndash Ensaios de Inspeccedilatildeo Visual 29
35 ndash Macrografia 29
CAPIacuteTULO 4 30
RESULTADOS E DISCUSSOtildeES 30
41 ndash Caacutelculo do aporte teacutermico 30
42 ndash Qualidade Superficial das Juntas Soldadas 31
43 ndash Macrografia 33
42 ndash Anaacutelise de Tensotildees Residuais 35
CAPIacuteTULO 5 42
Conclusatildeo 42
CAPIacuteTULO 6 44
SUGESTAtildeO PARA TRABALHOS FUTUROS 44
Referecircncias Bibliograacuteficas 45
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014

ii
iii
AGRADECIMENTOS
Aos meus pais Luiz Henrique Gurvitz e Maria Cristina Queiroz pelo apoio e amor
incondicional que sempre me fizeram seguir em frente
Aos meus avocircs Pedro e Claacuteudio por serem exemplos de vida E as minhas avoacutes Leize e
Regina por todo carinho e apoio por toda minha vida
Aos meus irmatildeos Isadora e Pedro Henrique pelos conselhos e risadas que sempre
vinham nas horas de mais necessidade
Ao meu padrasto Edson por todo apoio e conselhos dados
Agrave minha namorada Juliana pelo amor e incentivo em todos os momentos
Agrave minha orientadora Tatiane Chuvas pelo auxiacutelio durante todo este trabalho e
conhecimento adquirido
iv
RESUMO
O processo de soldagem por eletrodo revestido (SMAW) eacute ainda nos dias atuais o
processo de fabricaccedilatildeo mais utilizado na induacutestria devido ao baixo custo do equipamento aleacutem
de apresentar grande versatilidade de eletrodos possibilitando ampla aplicaccedilatildeo No entanto
tensotildees residuais geradas nos processos de fabricaccedilatildeo como a soldagem podem ser prejudiciais
agrave vida em serviccedilo do componente soldado pois as mesmas podem se somar as tensotildees de serviccedilo
e causar uma falha prematura Dessa forma o conhecimento sobre a influecircncia dos paracircmetros
de soldagem na natureza e magnitude das tensotildees residuais se torna fundamental para evitar
falhas e melhorar a vida em serviccedilo Neste trabalho foi analisado a influecircncia do tipo de eletrodo
na natureza das tensotildees residuais superficiais medidas por difraccedilatildeo de raios-X pelo meacutetodo
sen2Ψ geradas de um accedilo ASTM A36 extensivamente utilizado na induacutestria metalmecacircnica Foi
realizado tambeacutem uma avaliaccedilatildeo da qualidade superficial da junta soldada por inspeccedilatildeo visual
Complementarmente foram realizadas anaacutelises macrograacuteficas das juntas soldadas a fim de
verificar principalmente a dimensotildees das juntas e a extensatildeo das zonas termicamente afetadas
Os resultados mostraram que as juntas soldadas com eletrodo E6010 apresentam tensotildees
residuais trativas na direccedilatildeo transversal no metal de solda Contudo o eletrodo E7018 apresenta
tensotildees compressivas tanto no topo quanto na raiz do metal de solda o que seria beneacutefico para
as juntas soldadas
Palavras-Chave accedilo ASTM A36 soldagem por eletrodo revestido tensotildees residuais
difraccedilatildeo de raios-X inspeccedilatildeo visual
v
ABSTRACT
The shielded metal arc welding (SMAW) is still today the most used manufacturing
process due to the low cost of the equipment besides having versatility of coating composition
enabling numerous kinds of applications However residual stresses generated in manufacturing
processes such as welding could be detrimental to the life of the welded component in service
because the stress of the service added to the residual stress could cause a premature failure
Thus the expertise in the influence of welding parameters on the nature and magnitude of the
residual stresses becomes critical to avoid failures and improve the life of the component in
service This study analyzed the influence of the coating composition of electrodes on the nature
of the surface residual stress measured by diffraction of X-rays by sen2Ψ method generated an
ASTM A36 steel used extensively in metalworking industry It was also carried out an
evaluation of the surface quality of the welded joint by visual inspection In addition
micrographic analyzes of welded joints in order to check dimensions especially the joints and the
extents of heat-affected zones were performed The results showed that the welded joints with
E6010 electrodes have tensile residual stresses in the transverse direction in the weld metal
However E7018 electrode has compressive stresses in both the top and root of the weld metal
which is beneficial for the welded joint
Keywords ASTM A36 steel shielded metal arc welding residual stress X-ray
diffraction coating composition visual inspection metallographic test
vi
SUMAacuteRIO
CAPIacuteTULO 1 1
Introduccedilatildeo 1
11 ndash Motivaccedilatildeo 1
12 ndash Justificativa 1
13 ndash Objetivo 2
14 ndash Metodologia 2
15 ndash Organizaccedilatildeo do Trabalho 2
CAPIacuteTULO 2 4
Revisatildeo Bibliograacutefica 4
21 ndash Accedilo ASTM A36 4
211ndashSoldagem do Accedilo ASTM A36 5
22ndashSoldagem com Eletrodo Revestido 5
221 ndash Tipos de Revestimento de Eletrodo 8
222 ndash Avaliaccedilatildeo da Qualidade da Solda 10
23 ndash Tensotildees Residuais 12
231 ndash Tensotildees Residuais em Soldagem 14
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36 16
233 ndash Mediccedilatildeo das Tensotildees Residuais 18
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X 19
CAPIacuteTULO 3 24
vii
MATERIAIS E MEacuteTODOS 24
31 ndash Materiais 24
32 ndash Meacutetodos 24
321 ndash Corte 24
322 ndash Soldagem 25
33 ndash Anaacutelise das tensotildees residuais 27
34 ndash Ensaios de Inspeccedilatildeo Visual 29
35 ndash Macrografia 29
CAPIacuteTULO 4 30
RESULTADOS E DISCUSSOtildeES 30
41 ndash Caacutelculo do aporte teacutermico 30
42 ndash Qualidade Superficial das Juntas Soldadas 31
43 ndash Macrografia 33
42 ndash Anaacutelise de Tensotildees Residuais 35
CAPIacuteTULO 5 42
Conclusatildeo 42
CAPIacuteTULO 6 44
SUGESTAtildeO PARA TRABALHOS FUTUROS 44
Referecircncias Bibliograacuteficas 45
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
iii
AGRADECIMENTOS
Aos meus pais Luiz Henrique Gurvitz e Maria Cristina Queiroz pelo apoio e amor
incondicional que sempre me fizeram seguir em frente
Aos meus avocircs Pedro e Claacuteudio por serem exemplos de vida E as minhas avoacutes Leize e
Regina por todo carinho e apoio por toda minha vida
Aos meus irmatildeos Isadora e Pedro Henrique pelos conselhos e risadas que sempre
vinham nas horas de mais necessidade
Ao meu padrasto Edson por todo apoio e conselhos dados
Agrave minha namorada Juliana pelo amor e incentivo em todos os momentos
Agrave minha orientadora Tatiane Chuvas pelo auxiacutelio durante todo este trabalho e
conhecimento adquirido
iv
RESUMO
O processo de soldagem por eletrodo revestido (SMAW) eacute ainda nos dias atuais o
processo de fabricaccedilatildeo mais utilizado na induacutestria devido ao baixo custo do equipamento aleacutem
de apresentar grande versatilidade de eletrodos possibilitando ampla aplicaccedilatildeo No entanto
tensotildees residuais geradas nos processos de fabricaccedilatildeo como a soldagem podem ser prejudiciais
agrave vida em serviccedilo do componente soldado pois as mesmas podem se somar as tensotildees de serviccedilo
e causar uma falha prematura Dessa forma o conhecimento sobre a influecircncia dos paracircmetros
de soldagem na natureza e magnitude das tensotildees residuais se torna fundamental para evitar
falhas e melhorar a vida em serviccedilo Neste trabalho foi analisado a influecircncia do tipo de eletrodo
na natureza das tensotildees residuais superficiais medidas por difraccedilatildeo de raios-X pelo meacutetodo
sen2Ψ geradas de um accedilo ASTM A36 extensivamente utilizado na induacutestria metalmecacircnica Foi
realizado tambeacutem uma avaliaccedilatildeo da qualidade superficial da junta soldada por inspeccedilatildeo visual
Complementarmente foram realizadas anaacutelises macrograacuteficas das juntas soldadas a fim de
verificar principalmente a dimensotildees das juntas e a extensatildeo das zonas termicamente afetadas
Os resultados mostraram que as juntas soldadas com eletrodo E6010 apresentam tensotildees
residuais trativas na direccedilatildeo transversal no metal de solda Contudo o eletrodo E7018 apresenta
tensotildees compressivas tanto no topo quanto na raiz do metal de solda o que seria beneacutefico para
as juntas soldadas
Palavras-Chave accedilo ASTM A36 soldagem por eletrodo revestido tensotildees residuais
difraccedilatildeo de raios-X inspeccedilatildeo visual
v
ABSTRACT
The shielded metal arc welding (SMAW) is still today the most used manufacturing
process due to the low cost of the equipment besides having versatility of coating composition
enabling numerous kinds of applications However residual stresses generated in manufacturing
processes such as welding could be detrimental to the life of the welded component in service
because the stress of the service added to the residual stress could cause a premature failure
Thus the expertise in the influence of welding parameters on the nature and magnitude of the
residual stresses becomes critical to avoid failures and improve the life of the component in
service This study analyzed the influence of the coating composition of electrodes on the nature
of the surface residual stress measured by diffraction of X-rays by sen2Ψ method generated an
ASTM A36 steel used extensively in metalworking industry It was also carried out an
evaluation of the surface quality of the welded joint by visual inspection In addition
micrographic analyzes of welded joints in order to check dimensions especially the joints and the
extents of heat-affected zones were performed The results showed that the welded joints with
E6010 electrodes have tensile residual stresses in the transverse direction in the weld metal
However E7018 electrode has compressive stresses in both the top and root of the weld metal
which is beneficial for the welded joint
Keywords ASTM A36 steel shielded metal arc welding residual stress X-ray
diffraction coating composition visual inspection metallographic test
vi
SUMAacuteRIO
CAPIacuteTULO 1 1
Introduccedilatildeo 1
11 ndash Motivaccedilatildeo 1
12 ndash Justificativa 1
13 ndash Objetivo 2
14 ndash Metodologia 2
15 ndash Organizaccedilatildeo do Trabalho 2
CAPIacuteTULO 2 4
Revisatildeo Bibliograacutefica 4
21 ndash Accedilo ASTM A36 4
211ndashSoldagem do Accedilo ASTM A36 5
22ndashSoldagem com Eletrodo Revestido 5
221 ndash Tipos de Revestimento de Eletrodo 8
222 ndash Avaliaccedilatildeo da Qualidade da Solda 10
23 ndash Tensotildees Residuais 12
231 ndash Tensotildees Residuais em Soldagem 14
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36 16
233 ndash Mediccedilatildeo das Tensotildees Residuais 18
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X 19
CAPIacuteTULO 3 24
vii
MATERIAIS E MEacuteTODOS 24
31 ndash Materiais 24
32 ndash Meacutetodos 24
321 ndash Corte 24
322 ndash Soldagem 25
33 ndash Anaacutelise das tensotildees residuais 27
34 ndash Ensaios de Inspeccedilatildeo Visual 29
35 ndash Macrografia 29
CAPIacuteTULO 4 30
RESULTADOS E DISCUSSOtildeES 30
41 ndash Caacutelculo do aporte teacutermico 30
42 ndash Qualidade Superficial das Juntas Soldadas 31
43 ndash Macrografia 33
42 ndash Anaacutelise de Tensotildees Residuais 35
CAPIacuteTULO 5 42
Conclusatildeo 42
CAPIacuteTULO 6 44
SUGESTAtildeO PARA TRABALHOS FUTUROS 44
Referecircncias Bibliograacuteficas 45
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
iv
RESUMO
O processo de soldagem por eletrodo revestido (SMAW) eacute ainda nos dias atuais o
processo de fabricaccedilatildeo mais utilizado na induacutestria devido ao baixo custo do equipamento aleacutem
de apresentar grande versatilidade de eletrodos possibilitando ampla aplicaccedilatildeo No entanto
tensotildees residuais geradas nos processos de fabricaccedilatildeo como a soldagem podem ser prejudiciais
agrave vida em serviccedilo do componente soldado pois as mesmas podem se somar as tensotildees de serviccedilo
e causar uma falha prematura Dessa forma o conhecimento sobre a influecircncia dos paracircmetros
de soldagem na natureza e magnitude das tensotildees residuais se torna fundamental para evitar
falhas e melhorar a vida em serviccedilo Neste trabalho foi analisado a influecircncia do tipo de eletrodo
na natureza das tensotildees residuais superficiais medidas por difraccedilatildeo de raios-X pelo meacutetodo
sen2Ψ geradas de um accedilo ASTM A36 extensivamente utilizado na induacutestria metalmecacircnica Foi
realizado tambeacutem uma avaliaccedilatildeo da qualidade superficial da junta soldada por inspeccedilatildeo visual
Complementarmente foram realizadas anaacutelises macrograacuteficas das juntas soldadas a fim de
verificar principalmente a dimensotildees das juntas e a extensatildeo das zonas termicamente afetadas
Os resultados mostraram que as juntas soldadas com eletrodo E6010 apresentam tensotildees
residuais trativas na direccedilatildeo transversal no metal de solda Contudo o eletrodo E7018 apresenta
tensotildees compressivas tanto no topo quanto na raiz do metal de solda o que seria beneacutefico para
as juntas soldadas
Palavras-Chave accedilo ASTM A36 soldagem por eletrodo revestido tensotildees residuais
difraccedilatildeo de raios-X inspeccedilatildeo visual
v
ABSTRACT
The shielded metal arc welding (SMAW) is still today the most used manufacturing
process due to the low cost of the equipment besides having versatility of coating composition
enabling numerous kinds of applications However residual stresses generated in manufacturing
processes such as welding could be detrimental to the life of the welded component in service
because the stress of the service added to the residual stress could cause a premature failure
Thus the expertise in the influence of welding parameters on the nature and magnitude of the
residual stresses becomes critical to avoid failures and improve the life of the component in
service This study analyzed the influence of the coating composition of electrodes on the nature
of the surface residual stress measured by diffraction of X-rays by sen2Ψ method generated an
ASTM A36 steel used extensively in metalworking industry It was also carried out an
evaluation of the surface quality of the welded joint by visual inspection In addition
micrographic analyzes of welded joints in order to check dimensions especially the joints and the
extents of heat-affected zones were performed The results showed that the welded joints with
E6010 electrodes have tensile residual stresses in the transverse direction in the weld metal
However E7018 electrode has compressive stresses in both the top and root of the weld metal
which is beneficial for the welded joint
Keywords ASTM A36 steel shielded metal arc welding residual stress X-ray
diffraction coating composition visual inspection metallographic test
vi
SUMAacuteRIO
CAPIacuteTULO 1 1
Introduccedilatildeo 1
11 ndash Motivaccedilatildeo 1
12 ndash Justificativa 1
13 ndash Objetivo 2
14 ndash Metodologia 2
15 ndash Organizaccedilatildeo do Trabalho 2
CAPIacuteTULO 2 4
Revisatildeo Bibliograacutefica 4
21 ndash Accedilo ASTM A36 4
211ndashSoldagem do Accedilo ASTM A36 5
22ndashSoldagem com Eletrodo Revestido 5
221 ndash Tipos de Revestimento de Eletrodo 8
222 ndash Avaliaccedilatildeo da Qualidade da Solda 10
23 ndash Tensotildees Residuais 12
231 ndash Tensotildees Residuais em Soldagem 14
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36 16
233 ndash Mediccedilatildeo das Tensotildees Residuais 18
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X 19
CAPIacuteTULO 3 24
vii
MATERIAIS E MEacuteTODOS 24
31 ndash Materiais 24
32 ndash Meacutetodos 24
321 ndash Corte 24
322 ndash Soldagem 25
33 ndash Anaacutelise das tensotildees residuais 27
34 ndash Ensaios de Inspeccedilatildeo Visual 29
35 ndash Macrografia 29
CAPIacuteTULO 4 30
RESULTADOS E DISCUSSOtildeES 30
41 ndash Caacutelculo do aporte teacutermico 30
42 ndash Qualidade Superficial das Juntas Soldadas 31
43 ndash Macrografia 33
42 ndash Anaacutelise de Tensotildees Residuais 35
CAPIacuteTULO 5 42
Conclusatildeo 42
CAPIacuteTULO 6 44
SUGESTAtildeO PARA TRABALHOS FUTUROS 44
Referecircncias Bibliograacuteficas 45
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014

v
ABSTRACT
The shielded metal arc welding (SMAW) is still today the most used manufacturing
process due to the low cost of the equipment besides having versatility of coating composition
enabling numerous kinds of applications However residual stresses generated in manufacturing
processes such as welding could be detrimental to the life of the welded component in service
because the stress of the service added to the residual stress could cause a premature failure
Thus the expertise in the influence of welding parameters on the nature and magnitude of the
residual stresses becomes critical to avoid failures and improve the life of the component in
service This study analyzed the influence of the coating composition of electrodes on the nature
of the surface residual stress measured by diffraction of X-rays by sen2Ψ method generated an
ASTM A36 steel used extensively in metalworking industry It was also carried out an
evaluation of the surface quality of the welded joint by visual inspection In addition
micrographic analyzes of welded joints in order to check dimensions especially the joints and the
extents of heat-affected zones were performed The results showed that the welded joints with
E6010 electrodes have tensile residual stresses in the transverse direction in the weld metal
However E7018 electrode has compressive stresses in both the top and root of the weld metal
which is beneficial for the welded joint
Keywords ASTM A36 steel shielded metal arc welding residual stress X-ray
diffraction coating composition visual inspection metallographic test
vi
SUMAacuteRIO
CAPIacuteTULO 1 1
Introduccedilatildeo 1
11 ndash Motivaccedilatildeo 1
12 ndash Justificativa 1
13 ndash Objetivo 2
14 ndash Metodologia 2
15 ndash Organizaccedilatildeo do Trabalho 2
CAPIacuteTULO 2 4
Revisatildeo Bibliograacutefica 4
21 ndash Accedilo ASTM A36 4
211ndashSoldagem do Accedilo ASTM A36 5
22ndashSoldagem com Eletrodo Revestido 5
221 ndash Tipos de Revestimento de Eletrodo 8
222 ndash Avaliaccedilatildeo da Qualidade da Solda 10
23 ndash Tensotildees Residuais 12
231 ndash Tensotildees Residuais em Soldagem 14
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36 16
233 ndash Mediccedilatildeo das Tensotildees Residuais 18
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X 19
CAPIacuteTULO 3 24
vii
MATERIAIS E MEacuteTODOS 24
31 ndash Materiais 24
32 ndash Meacutetodos 24
321 ndash Corte 24
322 ndash Soldagem 25
33 ndash Anaacutelise das tensotildees residuais 27
34 ndash Ensaios de Inspeccedilatildeo Visual 29
35 ndash Macrografia 29
CAPIacuteTULO 4 30
RESULTADOS E DISCUSSOtildeES 30
41 ndash Caacutelculo do aporte teacutermico 30
42 ndash Qualidade Superficial das Juntas Soldadas 31
43 ndash Macrografia 33
42 ndash Anaacutelise de Tensotildees Residuais 35
CAPIacuteTULO 5 42
Conclusatildeo 42
CAPIacuteTULO 6 44
SUGESTAtildeO PARA TRABALHOS FUTUROS 44
Referecircncias Bibliograacuteficas 45
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
vi
SUMAacuteRIO
CAPIacuteTULO 1 1
Introduccedilatildeo 1
11 ndash Motivaccedilatildeo 1
12 ndash Justificativa 1
13 ndash Objetivo 2
14 ndash Metodologia 2
15 ndash Organizaccedilatildeo do Trabalho 2
CAPIacuteTULO 2 4
Revisatildeo Bibliograacutefica 4
21 ndash Accedilo ASTM A36 4
211ndashSoldagem do Accedilo ASTM A36 5
22ndashSoldagem com Eletrodo Revestido 5
221 ndash Tipos de Revestimento de Eletrodo 8
222 ndash Avaliaccedilatildeo da Qualidade da Solda 10
23 ndash Tensotildees Residuais 12
231 ndash Tensotildees Residuais em Soldagem 14
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36 16
233 ndash Mediccedilatildeo das Tensotildees Residuais 18
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X 19
CAPIacuteTULO 3 24
vii
MATERIAIS E MEacuteTODOS 24
31 ndash Materiais 24
32 ndash Meacutetodos 24
321 ndash Corte 24
322 ndash Soldagem 25
33 ndash Anaacutelise das tensotildees residuais 27
34 ndash Ensaios de Inspeccedilatildeo Visual 29
35 ndash Macrografia 29
CAPIacuteTULO 4 30
RESULTADOS E DISCUSSOtildeES 30
41 ndash Caacutelculo do aporte teacutermico 30
42 ndash Qualidade Superficial das Juntas Soldadas 31
43 ndash Macrografia 33
42 ndash Anaacutelise de Tensotildees Residuais 35
CAPIacuteTULO 5 42
Conclusatildeo 42
CAPIacuteTULO 6 44
SUGESTAtildeO PARA TRABALHOS FUTUROS 44
Referecircncias Bibliograacuteficas 45
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
vii
MATERIAIS E MEacuteTODOS 24
31 ndash Materiais 24
32 ndash Meacutetodos 24
321 ndash Corte 24
322 ndash Soldagem 25
33 ndash Anaacutelise das tensotildees residuais 27
34 ndash Ensaios de Inspeccedilatildeo Visual 29
35 ndash Macrografia 29
CAPIacuteTULO 4 30
RESULTADOS E DISCUSSOtildeES 30
41 ndash Caacutelculo do aporte teacutermico 30
42 ndash Qualidade Superficial das Juntas Soldadas 31
43 ndash Macrografia 33
42 ndash Anaacutelise de Tensotildees Residuais 35
CAPIacuteTULO 5 42
Conclusatildeo 42
CAPIacuteTULO 6 44
SUGESTAtildeO PARA TRABALHOS FUTUROS 44
Referecircncias Bibliograacuteficas 45
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
viii
LISTA DE FIGURAS
Figura 1Processo de Soldagem com Eletrodo Revestido[9] 6
Figura 2Circuito de soldagem por Eletrodo Revestido [13] 7
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14] 8
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19] 14
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19] 15
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na
superfiacutecie de uma junta soldada de accedilo ASTM A36 [22] 16
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma
junta soldada de accedilo ASTM A-36[22] 17
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23] 18
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26] 19
Figura 10 Difraccedilatildeo de raios-X [19] 20
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25] 21
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22] 22
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de
corte da chapa inicial (unidades em mm) 25
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista
superior 26
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b)
sistema medidor 28
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T) 28
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010 32
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra
5 (E6010) 34
Figura 19 Tensotildees residuais na MS Longitudinal - Topo 36
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
ix
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz 36
Figura 21 Tensotildees residuais no MS Transversal - Topo 37
Figura 22 Tensotildees residuais no MS Transversal - Raiz 38
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo 39
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz 40
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo 40
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz 41
x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014

x
LISTA DE TABELAS
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36 24
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36 24
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018 26
Tabela 4 Paracircmetros de soldagem 26
Tabela 5 Paracircmetros de soldagem 31
Tabela 6 Tensotildees residuais no metal de solda 35
Tabela 7 Tensotildees residuais na ZTA 39
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
xi
LISTA DE EQUACcedilOtildeES
Equaccedilatildeo 1 20
Equaccedilatildeo 2 20
Equaccedilatildeo 3 21
Equaccedilatildeo 421
Equaccedilatildeo 521
Equaccedilatildeo 6 22
Equaccedilatildeo 7 22
Equaccedilatildeo 8 23
Equaccedilatildeo 9 30
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
xii
LISTA DE ABREVIATURAS E SIGLAS
TR = Tensotildees residuais
ZTA = Zona termicamente afetada
MB = Metal de base
MS = Metal de solda
ASTM = American Society for Testing and Materials
TMCP = Thermo-mechanically controlled process
SAW = Submerged arc welding
SMAW = Shielded metal arc welding
AWS = American welding society
END = Ensaio natildeo-destrutivo
TOFD = Time of flight diffraction
MIG = Metal inert gas welding
MAG = Metal active gas welding
MPa = Megapascal
mm = miliacutemetro
API = American Petroleum Institute
ABNT = Associaccedilatildeo brasileira de normas teacutecnicas
HB = Hardening Brinnel
Kgf = kilograma-forccedila
n= nuacutemeros inteiros
λ = comprimento de onda
d = distacircncia inter-planar
θ = acircngulo entre o feixe incidente e o plano refrator
xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014

xiii
ε = deformaccedilotildees principais
σ = tensotildees principais
E = moacutedulo de elasticidade do material
υ = coeficiente de Poisson
φ = acircngulos de reflexatildeo do plano cristalino
θ0 =valor do acircngulo de Bragg para o material sem tensatildeo residual
K = fator de escala de equipamento
L50 e L0 = distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha de
referecircncia
ΔLcalib = diferenccedila entre L50 e L0 para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais)
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
1
CAPIacuteTULO 1
INTRODUCcedilAtildeO
11 ndash Motivaccedilatildeo
A presenccedila de tensotildees residuais (TR) geradas em todos os processos de fabricaccedilatildeo
podem configurar em um grande problema em campo jaacute que se somadas a tensotildees de
carregamento externo trativo podem causar falhas inesperadas Em contrapartida essas mesmas
tensotildees se compressivas podem ser beneacuteficas a estrutura impedindo propagaccedilotildees de trincas e
falhas por fadiga Logo o estudo dos paracircmetros de soldagem processo de fabricaccedilatildeo mais
utilizado e sua influecircncia na geraccedilatildeo de tensotildees residuais se mostra de grande valia para
induacutestria metalmecacircnica
12 ndash Justificativa
A soldagem eacute um dos processos de fabricaccedilatildeo mais aplicado na induacutestria atualmente e
neste mesmo contexto mesmo sendo um processo de pouca produtividade a soldagem por
eletrodo revestido eacute largamente aplicada no Brasil principalmente na construccedilatildeo naval (navios e
plataformas) devido a sua grande versatilidade Contudo a presenccedila de tensotildees residuais pode
prejudicar a eficiecircncia das juntas soldadas e levar a falhas catastroacuteficas pois tensotildees residuais
trativas tecircm efeito deleteacuterio nos materiais diminuindo a vida em fadiga e a resistecircncia agrave corrosatildeo
sob tensatildeo dos mesmos Por outro lado tensotildees superficiais de caraacuteter compressivo oferecem
benefiacutecios principalmente por ser uma barreira para a propagaccedilatildeo de trincas
Na soldagem as tensotildees residuais satildeo resultado de uma interaccedilatildeo complexa entre os
paracircmetros de soldagem como geometria da junta velocidade de soldagem nuacutemero de passes e o
tipo de material de enchimento Assim se torna fundamental o estudo sobre como cada um dos
paracircmetros de soldagem pode afetar a natureza (trativa ou compressiva) e a magnitude das
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
2
tensotildees residuais geradas nos processos de soldagem em particular o processo por eletrodo
revestido (Shielded Metal Arc Welding ndash SMAW)
13 ndash Objetivo
Este trabalho tem como objetivo analisar como o tipo de eletrodo (rutiacutelico baacutesico ou
celuloacutesico) influencia na qualidade superficial das juntas soldadas produzidas pelo processo de
eletrodo revestido bem como a natureza (compressiva ou trativa) e magnitude das tensotildees
residuais geradas na soldagem de um accedilo estrutural ASTM A36
14 ndash Metodologia
O material de base utilizado neste trabalho foi uma chapa de accedilo estrutural ASTM A36
amplamente empregado na induacutestria naval cortado com processos que resultassem em uma zona
termicamente afetada (ZTA) miacutenima para natildeo influenciar nos resultados
As soldagens por eletrodo revestido foram realizadas no laboratoacuterio de soldagem
(LASOL) do CEFETRJ com controle dos paracircmetros Apoacutes a soldagem as tensotildees residuais
superficiais foram medidas por difraccedilatildeo de raios-X no laboratoacuterio de anaacutelises de tensotildees (LAT)
da UFF pelo meacutetodo sen2 Ψ nas direccedilotildees longitudinal e transversal ao cordatildeo de solda em trecircs
regiotildees distintas metal de base (MB) zona termicamente afetada (ZTA) e metal de solda (MS)
O ensaio de inspeccedilatildeo visual foi realizado no laboratoacuterio de metalografia (LAMAT) do
CEFETRJ assim como as macrografias
15 ndash Organizaccedilatildeo do Trabalho
O presente trabalho foi dividido em cinco capiacutetulos revisatildeo bibliograacutefica materiais e
meacutetodos resultados e discussotildees conclusatildeo e sugestotildees para trabalhos futuros
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
3
Na revisatildeo bibliograacutefica os conceitos e definiccedilotildees que se julgaram relevantes satildeo
expostos para melhor embasamento teoacuterico e desenvolvimento do trabalho
Em materiais e meacutetodos eacute exposto o detalhamento do procedimento para a confecccedilatildeo das
amostras definindo o material utilizado o corte utilizado para fabricaccedilatildeo das amostras o
processo de soldagem aleacutem de descrever os ensaios realizados afim de medir e analisar os
resultados no que tange o estado de tensotildees da peccedila e sua qualidade superficial
No capiacutetulo resultados e discussotildees satildeo apresentados os dados relativos aos ensaios
realizados podendo dessa forma discutir esses resultados e chegar a conclusotildees tema do
capiacutetulo posterior conclusatildeo
Nas sugestotildees para trabalhos futuros eacute exposto que novas fronteiras podem ser exploradas
de forma a complementar validar ou rebater as conclusotildees achadas
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
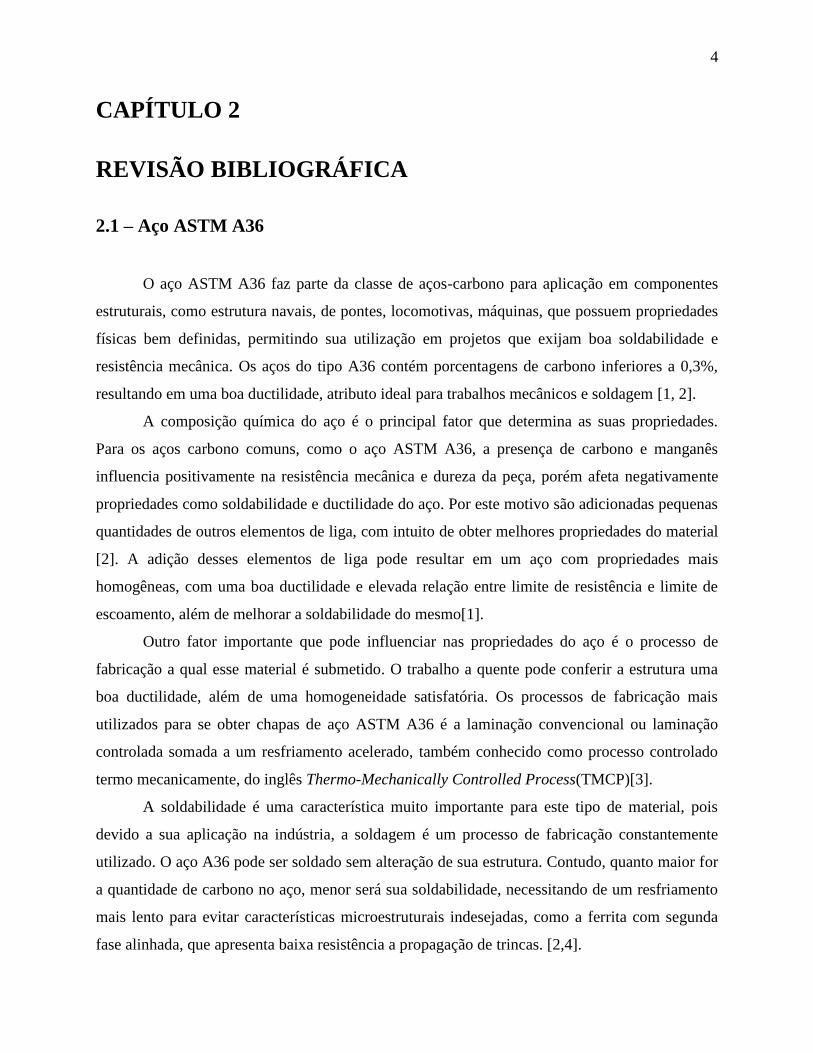
4
CAPIacuteTULO 2
REVISAtildeO BIBLIOGRAacuteFICA
21 ndash Accedilo ASTM A36
O accedilo ASTM A36 faz parte da classe de accedilos-carbono para aplicaccedilatildeo em componentes
estruturais como estrutura navais de pontes locomotivas maacutequinas que possuem propriedades
fiacutesicas bem definidas permitindo sua utilizaccedilatildeo em projetos que exijam boa soldabilidade e
resistecircncia mecacircnica Os accedilos do tipo A36 conteacutem porcentagens de carbono inferiores a 03
resultando em uma boa ductilidade atributo ideal para trabalhos mecacircnicos e soldagem [1 2]
A composiccedilatildeo quiacutemica do accedilo eacute o principal fator que determina as suas propriedades
Para os accedilos carbono comuns como o accedilo ASTM A36 a presenccedila de carbono e manganecircs
influencia positivamente na resistecircncia mecacircnica e dureza da peccedila poreacutem afeta negativamente
propriedades como soldabilidade e ductilidade do accedilo Por este motivo satildeo adicionadas pequenas
quantidades de outros elementos de liga com intuito de obter melhores propriedades do material
[2] A adiccedilatildeo desses elementos de liga pode resultar em um accedilo com propriedades mais
homogecircneas com uma boa ductilidade e elevada relaccedilatildeo entre limite de resistecircncia e limite de
escoamento aleacutem de melhorar a soldabilidade do mesmo[1]
Outro fator importante que pode influenciar nas propriedades do accedilo eacute o processo de
fabricaccedilatildeo a qual esse material eacute submetido O trabalho a quente pode conferir a estrutura uma
boa ductilidade aleacutem de uma homogeneidade satisfatoacuteria Os processos de fabricaccedilatildeo mais
utilizados para se obter chapas de accedilo ASTM A36 eacute a laminaccedilatildeo convencional ou laminaccedilatildeo
controlada somada a um resfriamento acelerado tambeacutem conhecido como processo controlado
termo mecanicamente do inglecircs Thermo-Mechanically Controlled Process(TMCP)[3]
A soldabilidade eacute uma caracteriacutestica muito importante para este tipo de material pois
devido a sua aplicaccedilatildeo na induacutestria a soldagem eacute um processo de fabricaccedilatildeo constantemente
utilizado O accedilo A36 pode ser soldado sem alteraccedilatildeo de sua estrutura Contudo quanto maior for
a quantidade de carbono no accedilo menor seraacute sua soldabilidade necessitando de um resfriamento
mais lento para evitar caracteriacutesticas microestruturais indesejadas como a ferrita com segunda
fase alinhada que apresenta baixa resistecircncia a propagaccedilatildeo de trincas [24]
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
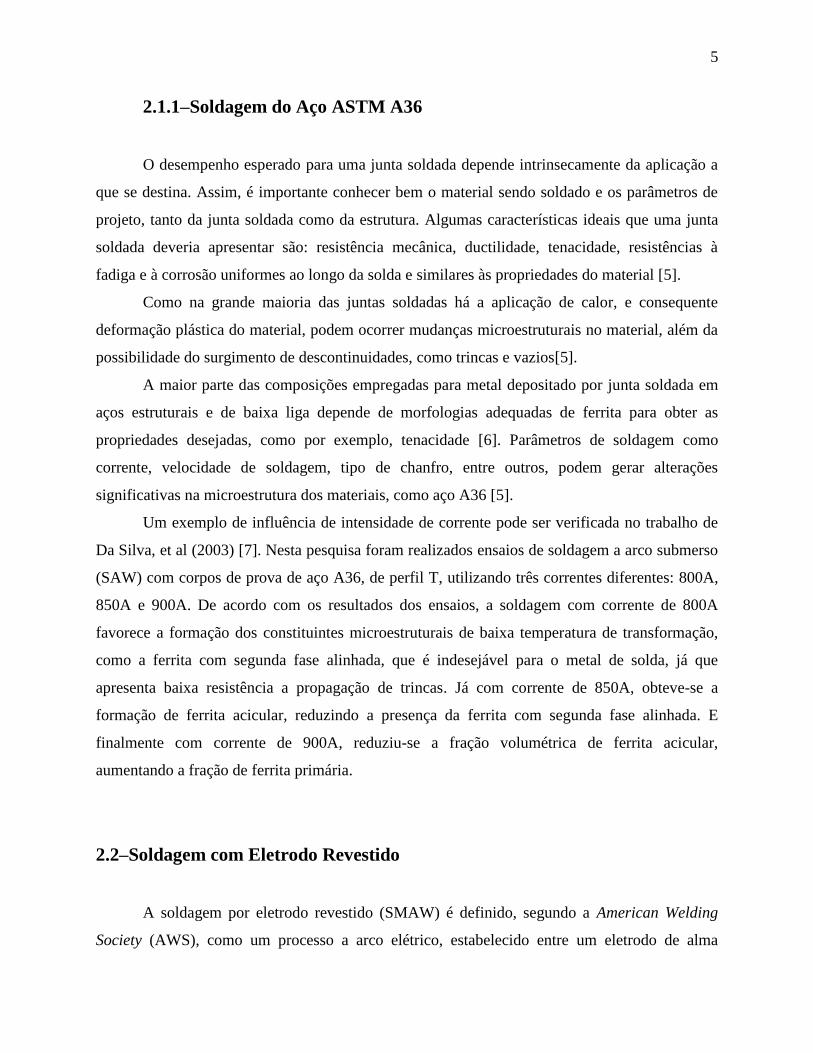
5
211ndashSoldagem do Accedilo ASTM A36
O desempenho esperado para uma junta soldada depende intrinsecamente da aplicaccedilatildeo a
que se destina Assim eacute importante conhecer bem o material sendo soldado e os paracircmetros de
projeto tanto da junta soldada como da estrutura Algumas caracteriacutesticas ideais que uma junta
soldada deveria apresentar satildeo resistecircncia mecacircnica ductilidade tenacidade resistecircncias agrave
fadiga e agrave corrosatildeo uniformes ao longo da solda e similares agraves propriedades do material [5]
Como na grande maioria das juntas soldadas haacute a aplicaccedilatildeo de calor e consequente
deformaccedilatildeo plaacutestica do material podem ocorrer mudanccedilas microestruturais no material aleacutem da
possibilidade do surgimento de descontinuidades como trincas e vazios[5]
A maior parte das composiccedilotildees empregadas para metal depositado por junta soldada em
accedilos estruturais e de baixa liga depende de morfologias adequadas de ferrita para obter as
propriedades desejadas como por exemplo tenacidade [6] Paracircmetros de soldagem como
corrente velocidade de soldagem tipo de chanfro entre outros podem gerar alteraccedilotildees
significativas na microestrutura dos materiais como accedilo A36 [5]
Um exemplo de influecircncia de intensidade de corrente pode ser verificada no trabalho de
Da Silva et al (2003) [7] Nesta pesquisa foram realizados ensaios de soldagem a arco submerso
(SAW) com corpos de prova de accedilo A36 de perfil T utilizando trecircs correntes diferentes 800A
850A e 900A De acordo com os resultados dos ensaios a soldagem com corrente de 800A
favorece a formaccedilatildeo dos constituintes microestruturais de baixa temperatura de transformaccedilatildeo
como a ferrita com segunda fase alinhada que eacute indesejaacutevel para o metal de solda jaacute que
apresenta baixa resistecircncia a propagaccedilatildeo de trincas Jaacute com corrente de 850A obteve-se a
formaccedilatildeo de ferrita acicular reduzindo a presenccedila da ferrita com segunda fase alinhada E
finalmente com corrente de 900A reduziu-se a fraccedilatildeo volumeacutetrica de ferrita acicular
aumentando a fraccedilatildeo de ferrita primaacuteria
22ndashSoldagem com Eletrodo Revestido
A soldagem por eletrodo revestido (SMAW) eacute definido segundo a American Welding
Society (AWS) como um processo a arco eleacutetrico estabelecido entre um eletrodo de alma
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
6
metaacutelica revestido e a peccedila que seraacute soldada que permite a coalescecircncia entre os materiais pelo
aquecimento gerado [8]
Cada componente do eletrodo tem uma funccedilatildeo especifica A funccedilatildeo da alma metaacutelica eacute
fornecer metal de adiccedilatildeo para o enchimento da junta aleacutem de conduzir corrente eleacutetrica Como
principais funccedilotildees do revestimento podem ser citadas estabilizar o arco eleacutetrico adicionar
elementos de liga no cordatildeo de solda eliminar de impurezas e proteger a poccedila de fusatildeo e o metal
de solda [8] A Figura 1 apresenta um esquema do processo de soldagem por eletrodo revestido
Figura 1Processo de Soldagem com Eletrodo Revestido[9]
A principal caracteriacutestica do SMAW eacute a versatilidade de ligas soldaacuteveis e paracircmetros
operacionais resultado do extenso nuacutemero de formulaccedilotildees possiacuteveis para o revestimento do
eletrodo Contudo se comparado a processos com eletrodo contiacutenuo a produtividade eacute muito
baixa por se tratar de um processo totalmente manual Outras desvantagens satildeo o alto custo de
treinamento para se qualificar um soldador visto que o processo depende inteiramente do
operador para manter os paracircmetros de soldagem como o comprimento do arco (ldquostick-outrdquo) a
necessidade de cuidados especiais no armazenamento de certos eletrodos que se expostos podem
ficar contaminados prejudicando a qualidade da junta soldada e o grande volume de gases
gerados no processo Posto isso pode se citar o baixo custo e simplicidade do equipamento
utilizado e a possibilidade de aplicaccedilatildeo desse meacutetodo em ambientes de difiacutecil acesso e abertos
como vantagens do processo [10 11]
A tensatildeo do arco durante o processo SMAW natildeo pode ser controlada quando o mesmo eacute
manual natildeo sendo possiacutevel a precisatildeo necessaacuteria no controle da distacircncia entre o eletrodo e a
peccedila a soldar aleacutem da transferecircncia de metal que eacute diretamente relacionada a variaccedilatildeo do
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
7
comprimento de arco O revestimento utilizado no eletrodo tambeacutem eacute um fator que modifica a
tensatildeo de arco Contudo deve se estar atento as especificaccedilotildees de cada fabricante pois correntes
muito elevadas podem causar a degradaccedilatildeo dos revestimentos do eletrodo A intensidade da
corrente eacute diretamente proporcional a taxa de deposiccedilatildeo que eacute determinante para a produtividade
do processo assim como a penetraccedilatildeo da solda e forma do cordatildeo [10 12]
Em relaccedilatildeo a velocidade de resfriamento altas intensidades de corrente podem ser
combinadas com velocidades de soldagem elevadas para manter reduzida a energia de soldagem
possibilitando altas taxas de deposiccedilatildeo aliada a uma microestrutura refinada Outro paracircmetro
que influencia na produtividade do processo eacute a dimensatildeo do eletrodo Quanto maior o diacircmetro
do eletrodo maximiza-se a taxa de deposiccedilatildeo de metal O acircngulo de solda permite um melhor
fluxo teacutermico entre as partes soldadas controlando o formato do cordatildeo e a alimentaccedilatildeo da poccedila
de fusatildeo O equipamento utilizado no processo SMAW possui uma configuraccedilatildeo muito simples
conforme mostrado na Figura 2 [10]
Figura 2Circuito de soldagem por Eletrodo Revestido [13]
As fontes para o processo SMAW podem operar com corrente contiacutenua sendo possiacutevel
utilizar a polaridade direta ou inversa (reversa) ou com corrente alternada dependendo do
revestimento que iraacute se utilizar [10]
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
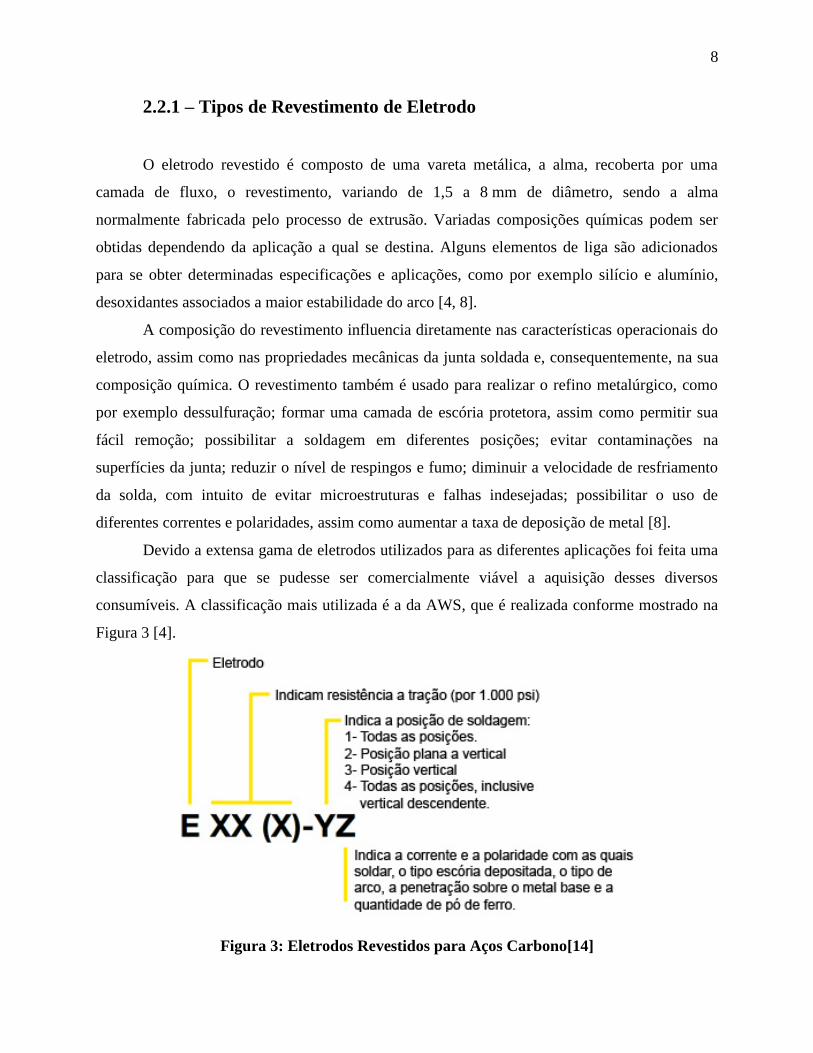
8
221 ndash Tipos de Revestimento de Eletrodo
O eletrodo revestido eacute composto de uma vareta metaacutelica a alma recoberta por uma
camada de fluxo o revestimento variando de 15 a 8 mm de diacircmetro sendo a alma
normalmente fabricada pelo processo de extrusatildeo Variadas composiccedilotildees quiacutemicas podem ser
obtidas dependendo da aplicaccedilatildeo a qual se destina Alguns elementos de liga satildeo adicionados
para se obter determinadas especificaccedilotildees e aplicaccedilotildees como por exemplo siliacutecio e alumiacutenio
desoxidantes associados a maior estabilidade do arco [4 8]
A composiccedilatildeo do revestimento influencia diretamente nas caracteriacutesticas operacionais do
eletrodo assim como nas propriedades mecacircnicas da junta soldada e consequentemente na sua
composiccedilatildeo quiacutemica O revestimento tambeacutem eacute usado para realizar o refino metaluacutergico como
por exemplo dessulfuraccedilatildeo formar uma camada de escoacuteria protetora assim como permitir sua
faacutecil remoccedilatildeo possibilitar a soldagem em diferentes posiccedilotildees evitar contaminaccedilotildees na
superfiacutecies da junta reduzir o niacutevel de respingos e fumo diminuir a velocidade de resfriamento
da solda com intuito de evitar microestruturas e falhas indesejadas possibilitar o uso de
diferentes correntes e polaridades assim como aumentar a taxa de deposiccedilatildeo de metal [8]
Devido a extensa gama de eletrodos utilizados para as diferentes aplicaccedilotildees foi feita uma
classificaccedilatildeo para que se pudesse ser comercialmente viaacutevel a aquisiccedilatildeo desses diversos
consumiacuteveis A classificaccedilatildeo mais utilizada eacute a da AWS que eacute realizada conforme mostrado na
Figura 3 [4]
Figura 3 Eletrodos Revestidos para Accedilos Carbono[14]
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
9
Os revestimentos podem ser classificados em diferentes grupos de acordo com sua
composiccedilatildeo quiacutemica [815]
Celuloacutesico possui elevada quantidade de material celuloacutesico uma substacircncia orgacircnica
constituiacuteda predominantemente por monoacutexido de carbono (CO) e hidrogecircnio (H2) que
em operaccedilatildeo gera muitos gases em sua maioria hidrogecircnio monoacutexido de carbono e
dioacutexido de carbono (CO2) que protegem a poccedila de fusatildeo A penetraccedilatildeo eacute muito elevada
em contrapartida gera tambeacutem muitos respingos Contudo as propriedades mecacircnicas da
solda satildeo boas Dependendo da composiccedilatildeo quiacutemica do revestimento a quantidade de
hidrogecircnio pode ser elevada o que pode elevar a tendecircncia a fragilizaccedilatildeo A escoacuteria
formada no processo eacute fina e de raacutepida solidificaccedilatildeo o que permite a soldagem em
diferentes posiccedilotildees A sua aplicaccedilatildeo eacute normalmente restrita a soldagem com corrente
contiacutenua e polaridade reversa devido agrave baixa estabilidade do arco
Rutiacutelico apresenta elevada quantidade de rutilo (TiO2) Devido a essa composiccedilatildeo possui
alta estabilidade do arco e pouco respingo o que proporciona um bom aspecto superficial
do cordatildeo de soldaEntretanto a resistecircncia a fissuraccedilatildeo a quente eacute baixa Produz escoacuteria
abundante e de faacutecil remoccedilatildeo Esses eletrodos proporcionam baixa penetraccedilatildeo A
resistecircncia mecacircnica e ductilidade obtidas satildeo boas podendo utilizar corrente contiacutenua ou
alternada
Baacutesico possui quantidade significativa de carbonato de caacutelcio Fornece depoacutesito com
baixo teor de hidrogecircnio A decomposiccedilatildeo do revestimento gera uma escoacuteria baacutesica que
aliada ao dioacutexido de carbono advindo do carbonato protege a solda Essa escoacuteria
proporciona a dessulfuraccedilatildeo da solda Como consequecircncia as propriedades mecacircnicas
como resistecircncia a fissura a quente ou a frio se tornam melhores Pode ser utilizado com
corrente alternada ou corrente contiacutenua
Aacutecido constituiacutedo de oacutexidos de ferro manganecircs e siacutelica Essa composiccedilatildeo produz uma
escoacuteria de caraacuteter aacutecido abundante e porosa de faacutecil retirada Como a taxa de deposiccedilatildeo
eacute alta a poccedila de fusatildeo eacute volumosa o que limita as posiccedilotildees de soldagem Pode ser
utilizado corrente contiacutenua ou alternada gerando uma penetraccedilatildeo meacutedia Dependendo da
composiccedilatildeo quiacutemica do revestimento pode haver baixa deposiccedilatildeo de carbono e
manganecircs o que proporciona baixa resistecircncia poreacutem alta ductilidade da junta soldada
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
10
A taxa de respingo eacute baixa e as propriedades da solda satildeo boas mas a resistecircncia a
formaccedilatildeo de trincas causadas pela solidificaccedilatildeo eacute baixa
Oxidante tem sua composiccedilatildeo constituiacuteda principalmente por oacutexido de ferro e manganecircs
Tem como aspecto uma escoacuteria oxidante abundante e de retirada faacutecil Natildeo pode ser
utilizado em aplicaccedilotildees de responsabilidade por possuir uma baixa penetraccedilatildeo Apesar
disso a aparecircncia do cordatildeo de solda eacute satisfatoacuteria Pode ser utilizado com corrente
contiacutenua e corrente alternada
222 ndash Avaliaccedilatildeo da Qualidade da Solda
A integridade da junta soldada depende da qualidade do metal de base e dos paracircmetros
utilizados no processo de soldagem Avanccedilos no desenvolvimento dos materiais e nos meacutetodos
de testes mais seguros para a avaliaccedilatildeo dos mesmos foram feitos devido as frequentes demandas
por alta tecnologia [16]
Descontinuidades em juntas soldadas podem ser classificados como trincas mordeduras
inclusatildeo de escoacuteria e outras Os ensaios natildeo destrutivos (ENDs) incluem meacutetodos capazes de
proporcionar informaccedilotildees sobre os defeitosdescontinuidades presentes em um determinado
produto das caracteriacutesticas tecnoloacutegicas de um material ou ainda da monitoraccedilatildeo da degradaccedilatildeo
em serviccedilo de componentes equipamentos e estruturas Os ensaios natildeo destrutivos estatildeo em
constante desenvolvimento possibilitando a determinaccedilatildeo quantitativa do tamanho formato e
localizaccedilatildeo dos defeitosdescontinuidades A avaliaccedilatildeo da integridade estrutural obtida atraveacutes de
ENDs juntamente com as propriedades dos materiais e condiccedilotildees operacionais dos
equipamentos ou estruturas possibilita a previsatildeo de algum dano e ateacute mesmo a vida uacutetil dos
mesmos [6 16]
Os ENDs podem ser aplicados em todas as etapas do processo fabricaccedilatildeo construccedilatildeo
montagem e manutenccedilatildeo de equipamentos e satildeo extensamente utilizados nos setores de petroacuteleo
aeronaacuteutico aeroespacial sideruacutergico naval e nuclear principalmente
Diversos meacutetodos podem ser utilizados para avaliar uma junta soldada dependendo do
material dimensotildees sensibilidade requerida e acessibilidade para inspeccedilatildeo por exemplo Os
principais ensaios natildeo destrutivos satildeo [616]
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
11
Inspeccedilatildeo visual provavelmente o mais usado para verificaccedilatildeo de descontinuidades
superficiais Pode ser utilizado em vaacuterios estaacutegios da soldagem fornecendo informaccedilotildees
importantes sobre a qualidade do cordatildeo de solda Para muitas soldas natildeo criacuteticas muitas
avaliaccedilotildees satildeo feitas principalmente por inspeccedilatildeo visual Equipamentos podem ser
utilizados para melhorar a inspeccedilatildeo visual como microscoacutepios lente de aumento e
cacircmeras de viacutedeo
Teste de liacutequido penetrante bastante utilizado para verificaccedilatildeo da qualidade superficial
de peccedilas soldadas Tambeacutem pode ser realizado em diversos passes da soldagem para que
dessa forma se mantenha a qualidade da solda Utilizado com sucesso para materiais
ferrosos e natildeo-ferrosos
Teste de partiacutecula magneacutetica empregado para verificar descontinuidades superficiais e
subsuperficiais Para se obter melhores resultados satildeo aplicadas partiacuteculas magneacuteticas
fluorescentes fornecendo ao processo uma sensibilidade maior Pode ser utilizado com
corrente alternada sendo a mais indicada para encontrar descontinuidades
subsuperficiais e corrente direta para placas mais finas
Ultrassom excelente para detectar formato e tamanho de descontinuidades na solda
Poreacutem juntas soldadas de determinados materiais como accedilo inox austeniacutetico e ligas de
niacutequel com espessuras maiores que 10mm satildeo problemaacuteticas para o teste por ultrassom
Esses problemas ocorrem devido a anisotropia acuacutestica desses materiais Melhoras no
teste de ultrassom satildeo desenvolvidas modificando as ondas de ultrassom para ondas
longitudinais minimizando problemas como o relatado acima No teste por ultrassom
convencional somente a amplitude do sinal refletido eacute estudado Jaacute no caso de soldas de
metais austeniacuteticos natildeo se pode depender unicamente ou ateacute mensurar a amplitude do
sinal devido ao fraco sinal emitido e por isso paracircmetros como frequecircncia do espectro
podem fornecer informaccedilotildees mais seguras Um desenvolvimento desse teste eacute a teacutecnica
de Time of Flight Diffraction(TOFD) que possui resultados mais confiaacuteveis que do
ultrassom convencional Para sua aplicaccedilatildeo satildeo colocados dois sensores um de cada lado
da regiatildeo testada Em um dos lados eacute emitido uma onda que eacute recebida pelo sensor do
lado oposto Quando existe alguma descontinuidade como uma trinca por exemplo haacute
uma difraccedilatildeo da onda de ultrassom Consegue-se por meio de aplicaccedilatildeo de trigonometria
calcular a profundidade da trinca
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
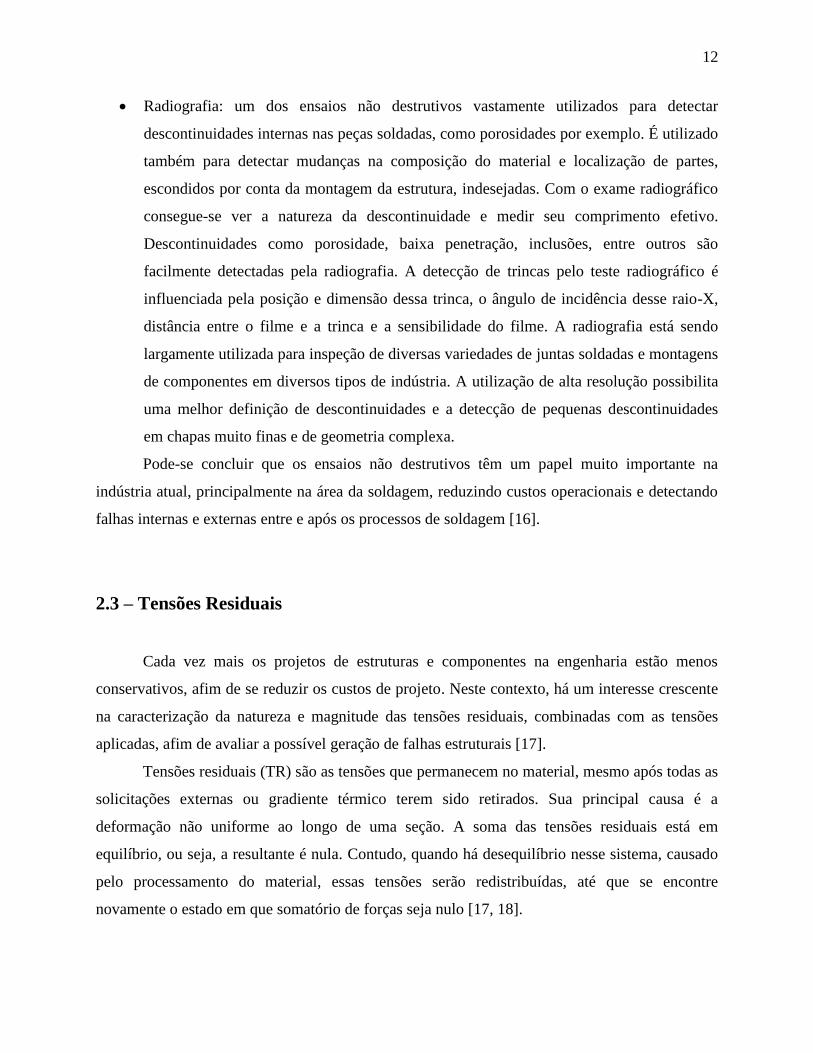
12
Radiografia um dos ensaios natildeo destrutivos vastamente utilizados para detectar
descontinuidades internas nas peccedilas soldadas como porosidades por exemplo Eacute utilizado
tambeacutem para detectar mudanccedilas na composiccedilatildeo do material e localizaccedilatildeo de partes
escondidos por conta da montagem da estrutura indesejadas Com o exame radiograacutefico
consegue-se ver a natureza da descontinuidade e medir seu comprimento efetivo
Descontinuidades como porosidade baixa penetraccedilatildeo inclusotildees entre outros satildeo
facilmente detectadas pela radiografia A detecccedilatildeo de trincas pelo teste radiograacutefico eacute
influenciada pela posiccedilatildeo e dimensatildeo dessa trinca o acircngulo de incidecircncia desse raio-X
distacircncia entre o filme e a trinca e a sensibilidade do filme A radiografia estaacute sendo
largamente utilizada para inspeccedilatildeo de diversas variedades de juntas soldadas e montagens
de componentes em diversos tipos de induacutestria A utilizaccedilatildeo de alta resoluccedilatildeo possibilita
uma melhor definiccedilatildeo de descontinuidades e a detecccedilatildeo de pequenas descontinuidades
em chapas muito finas e de geometria complexa
Pode-se concluir que os ensaios natildeo destrutivos tecircm um papel muito importante na
induacutestria atual principalmente na aacuterea da soldagem reduzindo custos operacionais e detectando
falhas internas e externas entre e apoacutes os processos de soldagem [16]
23 ndash Tensotildees Residuais
Cada vez mais os projetos de estruturas e componentes na engenharia estatildeo menos
conservativos afim de se reduzir os custos de projeto Neste contexto haacute um interesse crescente
na caracterizaccedilatildeo da natureza e magnitude das tensotildees residuais combinadas com as tensotildees
aplicadas afim de avaliar a possiacutevel geraccedilatildeo de falhas estruturais [17]
Tensotildees residuais (TR) satildeo as tensotildees que permanecem no material mesmo apoacutes todas as
solicitaccedilotildees externas ou gradiente teacutermico terem sido retirados Sua principal causa eacute a
deformaccedilatildeo natildeo uniforme ao longo de uma seccedilatildeo A soma das tensotildees residuais estaacute em
equiliacutebrio ou seja a resultante eacute nula Contudo quando haacute desequiliacutebrio nesse sistema causado
pelo processamento do material essas tensotildees seratildeo redistribuiacutedas ateacute que se encontre
novamente o estado em que somatoacuterio de forccedilas seja nulo [17 18]
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
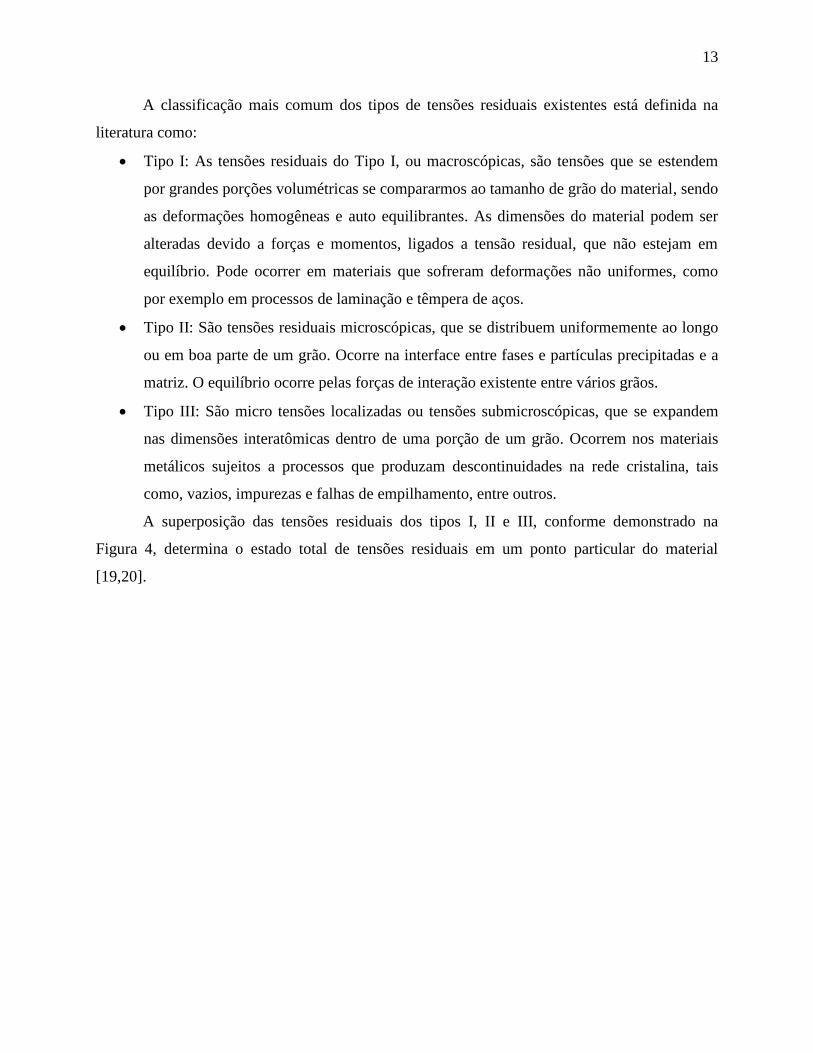
13
A classificaccedilatildeo mais comum dos tipos de tensotildees residuais existentes estaacute definida na
literatura como
Tipo I As tensotildees residuais do Tipo I ou macroscoacutepicas satildeo tensotildees que se estendem
por grandes porccedilotildees volumeacutetricas se compararmos ao tamanho de gratildeo do material sendo
as deformaccedilotildees homogecircneas e auto equilibrantes As dimensotildees do material podem ser
alteradas devido a forccedilas e momentos ligados a tensatildeo residual que natildeo estejam em
equiliacutebrio Pode ocorrer em materiais que sofreram deformaccedilotildees natildeo uniformes como
por exemplo em processos de laminaccedilatildeo e tecircmpera de accedilos
Tipo II Satildeo tensotildees residuais microscoacutepicas que se distribuem uniformemente ao longo
ou em boa parte de um gratildeo Ocorre na interface entre fases e partiacuteculas precipitadas e a
matriz O equiliacutebrio ocorre pelas forccedilas de interaccedilatildeo existente entre vaacuterios gratildeos
Tipo III Satildeo micro tensotildees localizadas ou tensotildees submicroscoacutepicas que se expandem
nas dimensotildees interatocircmicas dentro de uma porccedilatildeo de um gratildeo Ocorrem nos materiais
metaacutelicos sujeitos a processos que produzam descontinuidades na rede cristalina tais
como vazios impurezas e falhas de empilhamento entre outros
A superposiccedilatildeo das tensotildees residuais dos tipos I II e III conforme demonstrado na
Figura 4 determina o estado total de tensotildees residuais em um ponto particular do material
[1920]
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
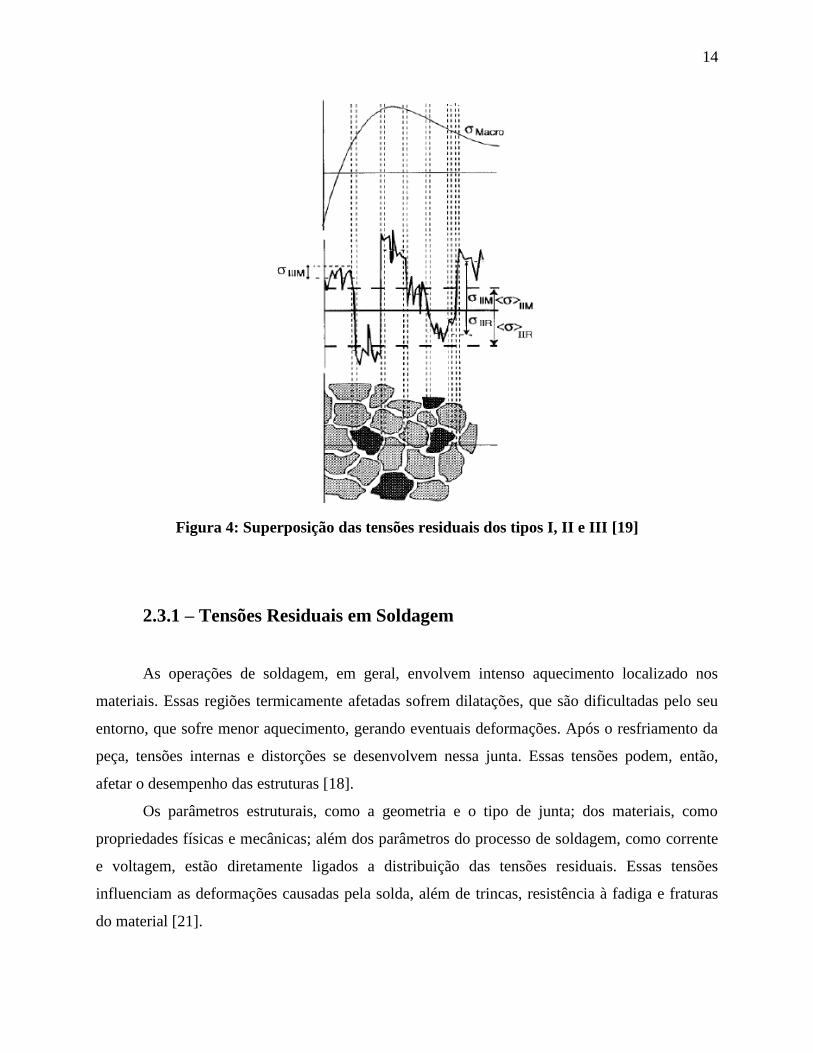
14
Figura 4 Superposiccedilatildeo das tensotildees residuais dos tipos I II e III [19]
231 ndash Tensotildees Residuais em Soldagem
As operaccedilotildees de soldagem em geral envolvem intenso aquecimento localizado nos
materiais Essas regiotildees termicamente afetadas sofrem dilataccedilotildees que satildeo dificultadas pelo seu
entorno que sofre menor aquecimento gerando eventuais deformaccedilotildees Apoacutes o resfriamento da
peccedila tensotildees internas e distorccedilotildees se desenvolvem nessa junta Essas tensotildees podem entatildeo
afetar o desempenho das estruturas [18]
Os paracircmetros estruturais como a geometria e o tipo de junta dos materiais como
propriedades fiacutesicas e mecacircnicas aleacutem dos paracircmetros do processo de soldagem como corrente
e voltagem estatildeo diretamente ligados a distribuiccedilatildeo das tensotildees residuais Essas tensotildees
influenciam as deformaccedilotildees causadas pela solda aleacutem de trincas resistecircncia agrave fadiga e fraturas
do material [21]
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
15
Os efeitos das tensotildees residuais podem ser beneacuteficos ou natildeo dependendo da natureza
(trativa ou compressiva) magnitude e distribuiccedilatildeo das mesmas Tensotildees residuais trativas satildeo
prejudiciais pois reduzem a resistecircncia do material agrave forccedilas externas trativas aplicadas Mas
tensotildees residuais compressivas ao contraacuterio podem ser utilizadas para benefiacutecio do material
desenvolvendo projetos de materiais e componentes resistentes a danos por fadiga por exemplo
[19] A Figura 5 mostra a distribuiccedilatildeo das TR que ocorrem em juntas soldadas por processos
convencionais a arco
Figura 5 Distribuiccedilatildeo das tensotildees residuais em juntas de topo de processo a arco
convencional (C) contraccedilatildeo (R) Resfriamento superficial mais intenso e (T)
Transformaccedilatildeo de fase[19]
Como pode ser observado na Figura 5 a regiatildeo central da junta soldada pode estar sujeita
a tensotildees residuais de traccedilatildeo resultantes da contraccedilatildeo do material cujo valor maacuteximo pode ser
proacuteximo ao limite de escoamento do material Essas tensotildees residuais tendem a reduzir de
intensidade em regiotildees mais afastadas da junta soldada[18]
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
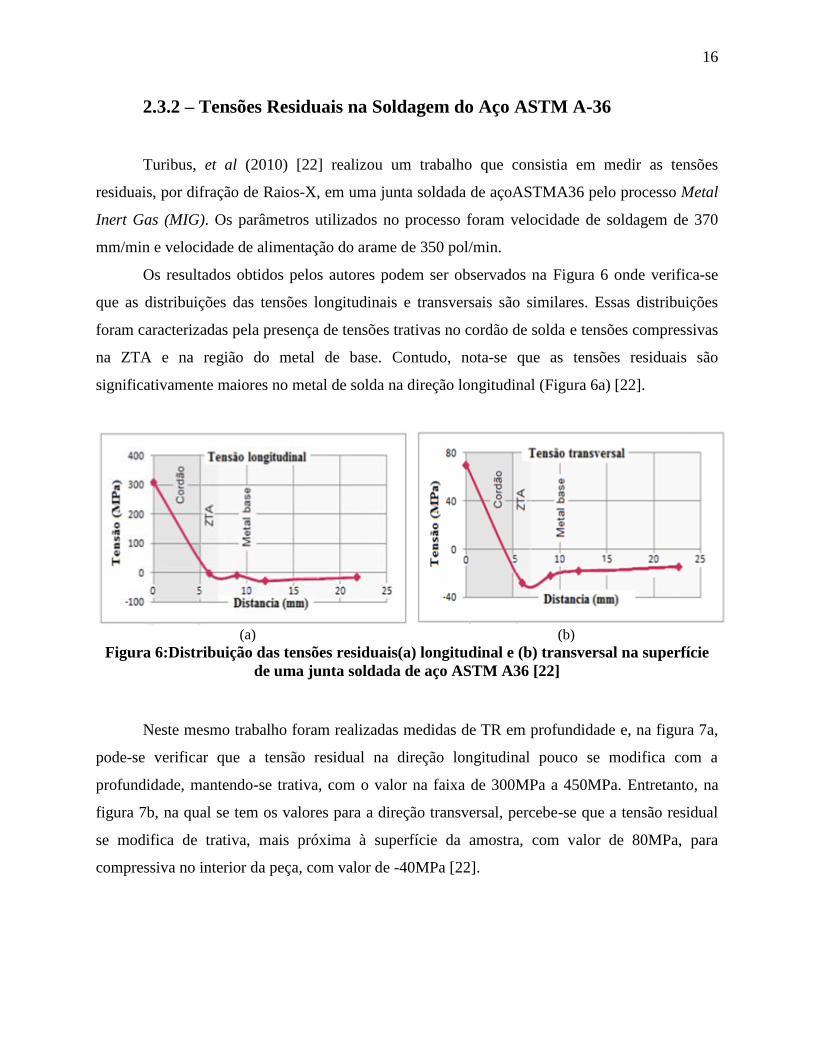
16
232 ndash Tensotildees Residuais na Soldagem do Accedilo ASTM A-36
Turibus et al (2010) [22] realizou um trabalho que consistia em medir as tensotildees
residuais por difraccedilatildeo de Raios-X em uma junta soldada de accediloASTMA36 pelo processo Metal
Inert Gas (MIG) Os paracircmetros utilizados no processo foram velocidade de soldagem de 370
mmmin e velocidade de alimentaccedilatildeo do arame de 350 polmin
Os resultados obtidos pelos autores podem ser observados na Figura 6 onde verifica-se
que as distribuiccedilotildees das tensotildees longitudinais e transversais satildeo similares Essas distribuiccedilotildees
foram caracterizadas pela presenccedila de tensotildees trativas no cordatildeo de solda e tensotildees compressivas
na ZTA e na regiatildeo do metal de base Contudo nota-se que as tensotildees residuais satildeo
significativamente maiores no metal de solda na direccedilatildeo longitudinal (Figura 6a) [22]
(a) (b)
Figura 6Distribuiccedilatildeo das tensotildees residuais(a) longitudinal e (b) transversal na superfiacutecie
de uma junta soldada de accedilo ASTM A36 [22]
Neste mesmo trabalho foram realizadas medidas de TR em profundidade e na figura 7a
pode-se verificar que a tensatildeo residual na direccedilatildeo longitudinal pouco se modifica com a
profundidade mantendo-se trativa com o valor na faixa de 300MPa a 450MPa Entretanto na
figura 7b na qual se tem os valores para a direccedilatildeo transversal percebe-se que a tensatildeo residual
se modifica de trativa mais proacutexima agrave superfiacutecie da amostra com valor de 80MPa para
compressiva no interior da peccedila com valor de -40MPa [22]
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
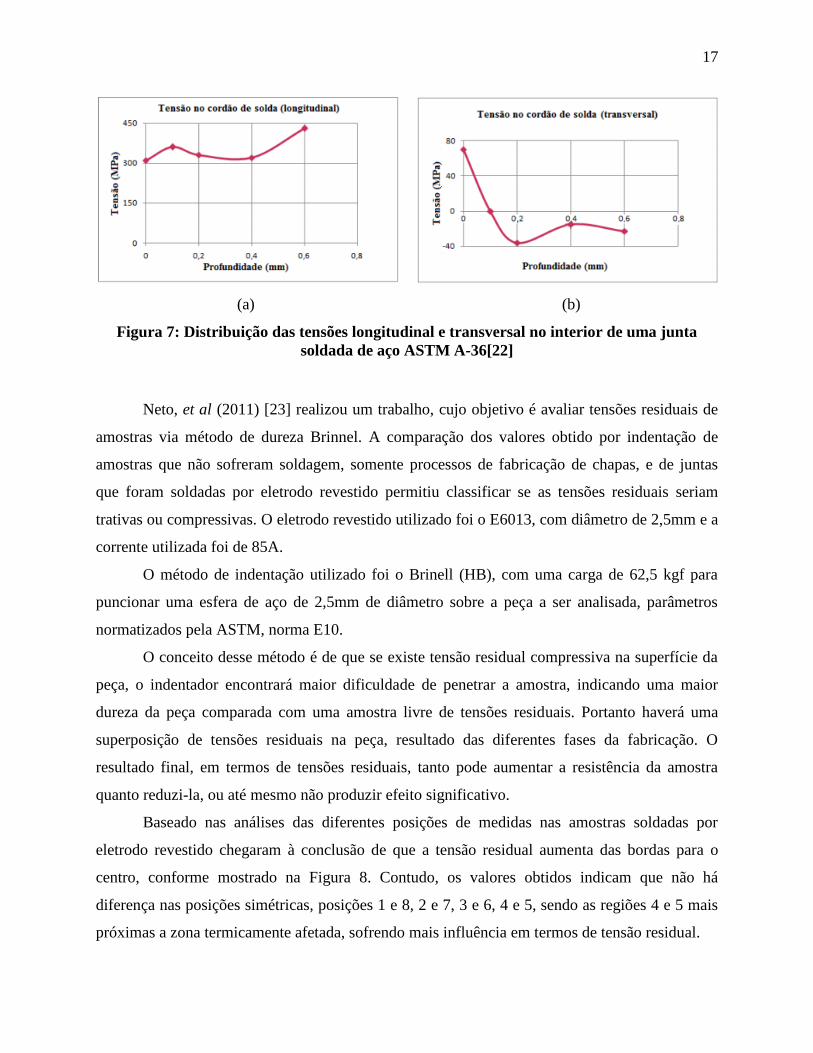
17
(a) (b)
Figura 7 Distribuiccedilatildeo das tensotildees longitudinal e transversal no interior de uma junta
soldada de accedilo ASTM A-36[22]
Neto et al (2011) [23] realizou um trabalho cujo objetivo eacute avaliar tensotildees residuais de
amostras via meacutetodo de dureza Brinnel A comparaccedilatildeo dos valores obtido por indentaccedilatildeo de
amostras que natildeo sofreram soldagem somente processos de fabricaccedilatildeo de chapas e de juntas
que foram soldadas por eletrodo revestido permitiu classificar se as tensotildees residuais seriam
trativas ou compressivas O eletrodo revestido utilizado foi o E6013 com diacircmetro de 25mm e a
corrente utilizada foi de 85A
O meacutetodo de indentaccedilatildeo utilizado foi o Brinell (HB) com uma carga de 625 kgf para
puncionar uma esfera de accedilo de 25mm de diacircmetro sobre a peccedila a ser analisada paracircmetros
normatizados pela ASTM norma E10
O conceito desse meacutetodo eacute de que se existe tensatildeo residual compressiva na superfiacutecie da
peccedila o indentador encontraraacute maior dificuldade de penetrar a amostra indicando uma maior
dureza da peccedila comparada com uma amostra livre de tensotildees residuais Portanto haveraacute uma
superposiccedilatildeo de tensotildees residuais na peccedila resultado das diferentes fases da fabricaccedilatildeo O
resultado final em termos de tensotildees residuais tanto pode aumentar a resistecircncia da amostra
quanto reduzi-la ou ateacute mesmo natildeo produzir efeito significativo
Baseado nas anaacutelises das diferentes posiccedilotildees de medidas nas amostras soldadas por
eletrodo revestido chegaram agrave conclusatildeo de que a tensatildeo residual aumenta das bordas para o
centro conforme mostrado na Figura 8 Contudo os valores obtidos indicam que natildeo haacute
diferenccedila nas posiccedilotildees simeacutetricas posiccedilotildees 1 e 8 2 e 7 3 e 6 4 e 5 sendo as regiotildees 4 e 5 mais
proacuteximas a zona termicamente afetada sofrendo mais influecircncia em termos de tensatildeo residual
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
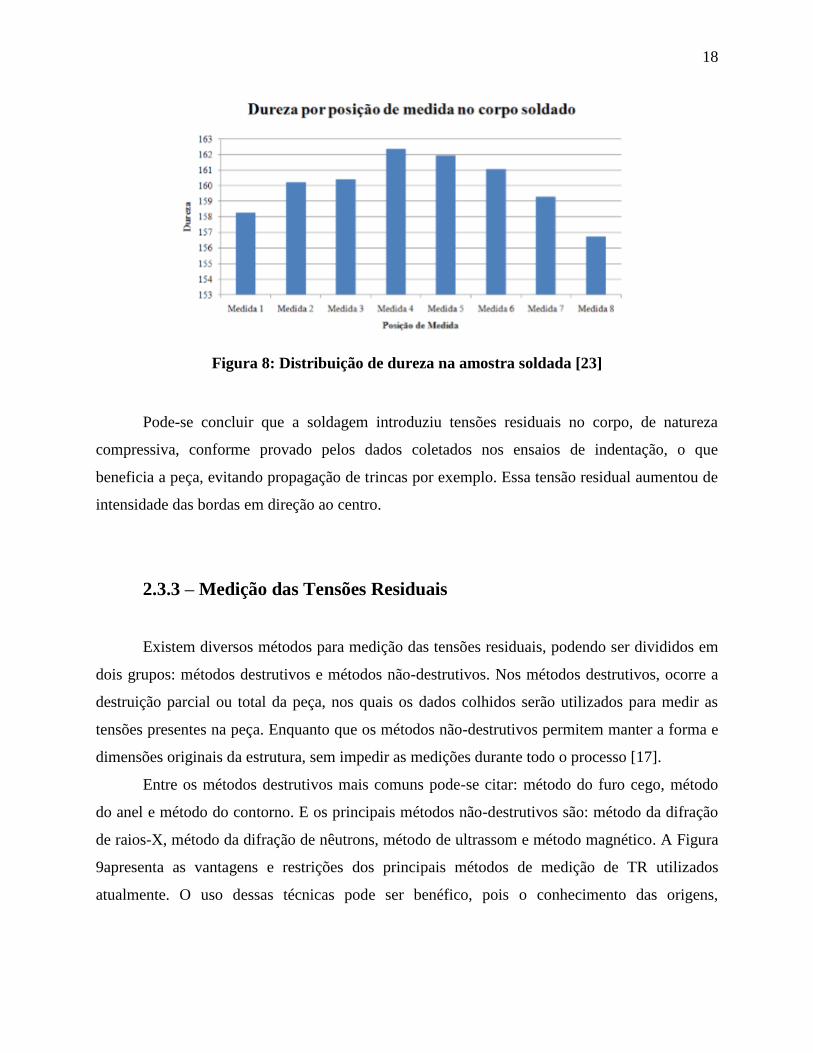
18
Figura 8 Distribuiccedilatildeo de dureza na amostra soldada [23]
Pode-se concluir que a soldagem introduziu tensotildees residuais no corpo de natureza
compressiva conforme provado pelos dados coletados nos ensaios de indentaccedilatildeo o que
beneficia a peccedila evitando propagaccedilatildeo de trincas por exemplo Essa tensatildeo residual aumentou de
intensidade das bordas em direccedilatildeo ao centro
233 ndash Mediccedilatildeo das Tensotildees Residuais
Existem diversos meacutetodos para mediccedilatildeo das tensotildees residuais podendo ser divididos em
dois grupos meacutetodos destrutivos e meacutetodos natildeo-destrutivos Nos meacutetodos destrutivos ocorre a
destruiccedilatildeo parcial ou total da peccedila nos quais os dados colhidos seratildeo utilizados para medir as
tensotildees presentes na peccedila Enquanto que os meacutetodos natildeo-destrutivos permitem manter a forma e
dimensotildees originais da estrutura sem impedir as mediccedilotildees durante todo o processo [17]
Entre os meacutetodos destrutivos mais comuns pode-se citar meacutetodo do furo cego meacutetodo
do anel e meacutetodo do contorno E os principais meacutetodos natildeo-destrutivos satildeo meacutetodo da difraccedilatildeo
de raios-X meacutetodo da difraccedilatildeo de necircutrons meacutetodo de ultrassom e meacutetodo magneacutetico A Figura
9apresenta as vantagens e restriccedilotildees dos principais meacutetodos de mediccedilatildeo de TR utilizados
atualmente O uso dessas teacutecnicas pode ser beneacutefico pois o conhecimento das origens
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
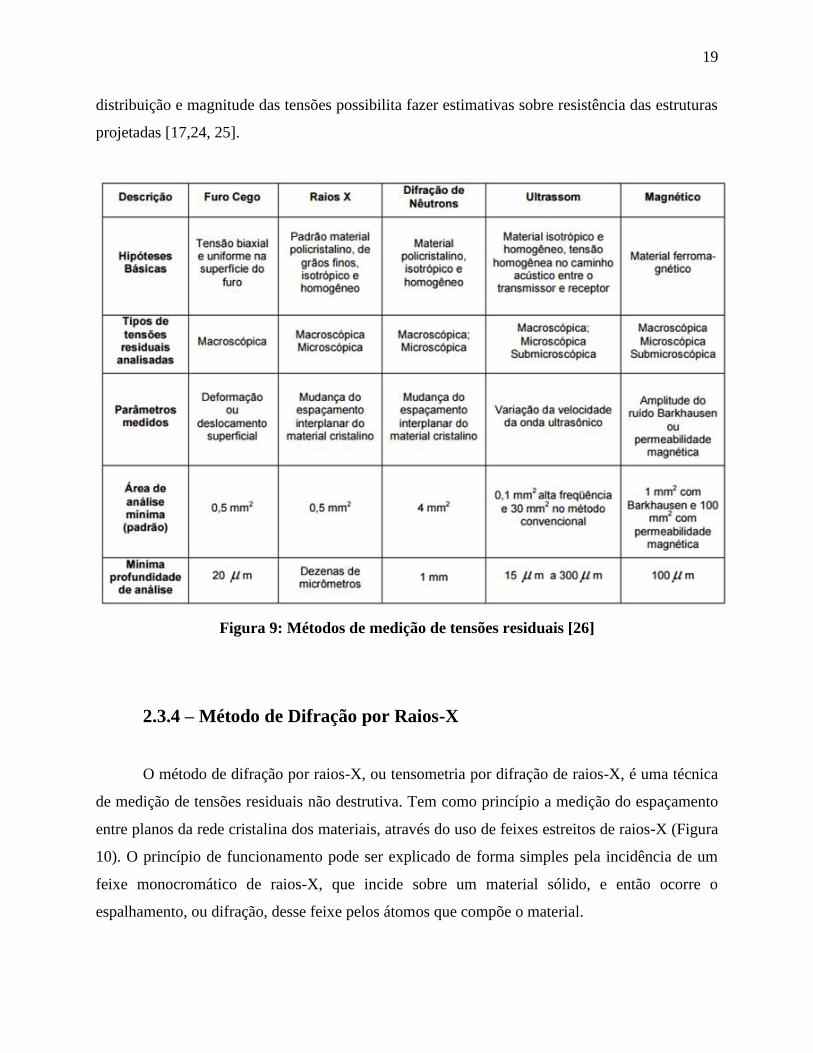
19
distribuiccedilatildeo e magnitude das tensotildees possibilita fazer estimativas sobre resistecircncia das estruturas
projetadas [1724 25]
Figura 9 Meacutetodos de mediccedilatildeo de tensotildees residuais [26]
234 ndash Meacutetodo de Difraccedilatildeo por Raios-X
O meacutetodo de difraccedilatildeo por raios-X ou tensometria por difraccedilatildeo de raios-X eacute uma teacutecnica
de mediccedilatildeo de tensotildees residuais natildeo destrutiva Tem como princiacutepio a mediccedilatildeo do espaccedilamento
entre planos da rede cristalina dos materiais atraveacutes do uso de feixes estreitos de raios-X (Figura
10) O princiacutepio de funcionamento pode ser explicado de forma simples pela incidecircncia de um
feixe monocromaacutetico de raios-X que incide sobre um material soacutelido e entatildeo ocorre o
espalhamento ou difraccedilatildeo desse feixe pelos aacutetomos que compotildee o material
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
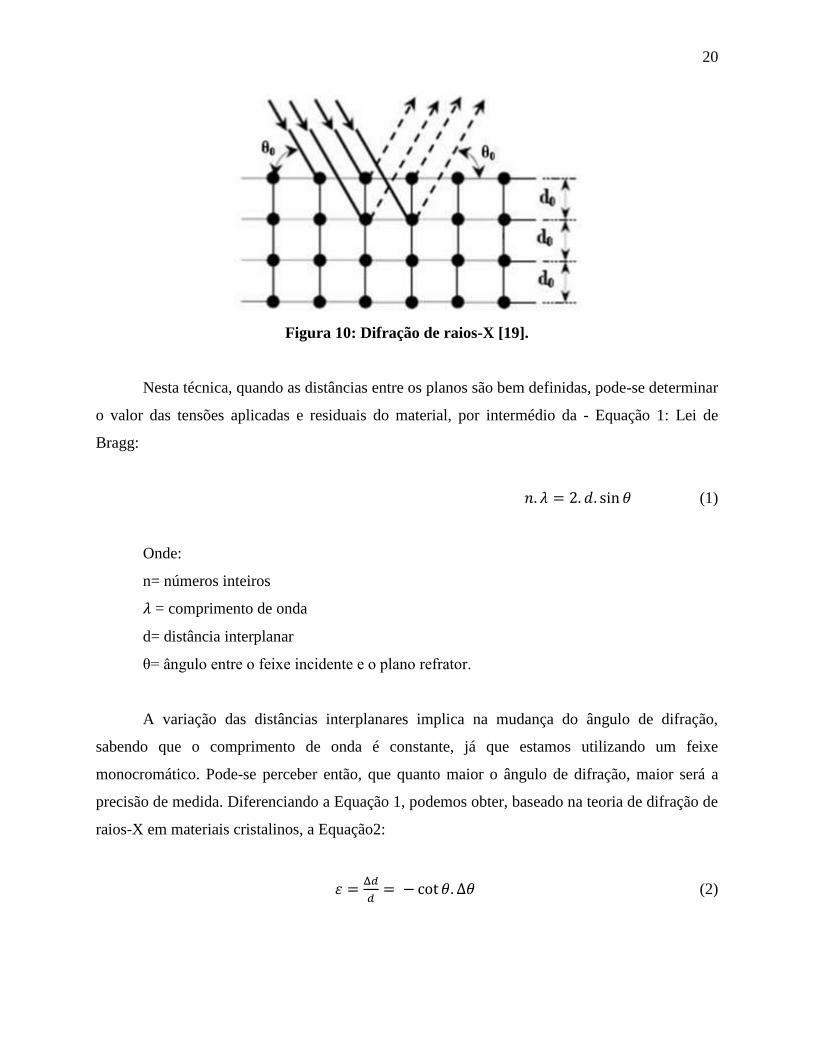
20
Figura 10 Difraccedilatildeo de raios-X [19]
Nesta teacutecnica quando as distacircncias entre os planos satildeo bem definidas pode-se determinar
o valor das tensotildees aplicadas e residuais do material por intermeacutedio da - Equaccedilatildeo 1 Lei de
Bragg
119899 120582 = 2 119889 sin 120579 (1)
Onde
n= nuacutemeros inteiros
120582 = comprimento de onda
d= distacircncia interplanar
θ= acircngulo entre o feixe incidente e o plano refrator
A variaccedilatildeo das distacircncias interplanares implica na mudanccedila do acircngulo de difraccedilatildeo
sabendo que o comprimento de onda eacute constante jaacute que estamos utilizando um feixe
monocromaacutetico Pode-se perceber entatildeo que quanto maior o acircngulo de difraccedilatildeo maior seraacute a
precisatildeo de medida Diferenciando a Equaccedilatildeo 1 podemos obter baseado na teoria de difraccedilatildeo de
raios-X em materiais cristalinos a Equaccedilatildeo2
120576 =Δ119889
119889= minus cot 120579 Δ120579 (2)
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
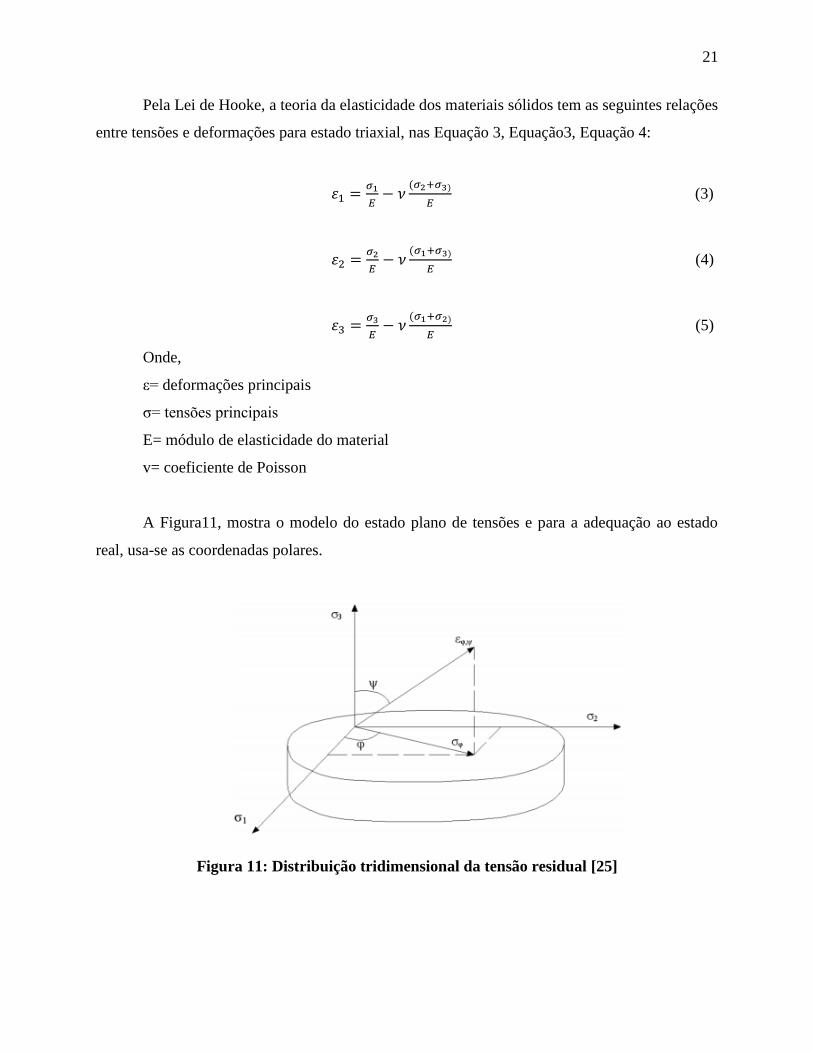
21
Pela Lei de Hooke a teoria da elasticidade dos materiais soacutelidos tem as seguintes relaccedilotildees
entre tensotildees e deformaccedilotildees para estado triaxial nas Equaccedilatildeo 3 Equaccedilatildeo3 Equaccedilatildeo 4
1205761 =1205901
119864minus 120584
(1205902+1205903)
119864 (3)
1205762 =1205902
119864minus 120584
(1205901+1205903)
119864 (4)
1205763 =1205903
119864minus 120584
(1205901+1205902)
119864 (5)
Onde
ε= deformaccedilotildees principais
σ= tensotildees principais
E= moacutedulo de elasticidade do material
v= coeficiente de Poisson
A Figura11 mostra o modelo do estado plano de tensotildees e para a adequaccedilatildeo ao estado
real usa-se as coordenadas polares
Figura 11 Distribuiccedilatildeo tridimensional da tensatildeo residual [25]
22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014

22
Observando a figura acima pode-se perceber que a tensatildeo na direccedilatildeo perpendicular agrave
superfiacutecie (σ3) eacute nula por ser uma mediccedilatildeo superficial Entatildeo a equaccedilatildeo da deformaccedilatildeo pode ser
escrita pela Equaccedilatildeo 5
120576120593120595 =(1+120584)
119864120590120593 sin2 120595 minus
120584
119864(1205901 + 1205902) (6)
A tensatildeo (σφ) pode ser determinada pela Equaccedilatildeo 6
120590120595 =119864
(1+120584)
cot 1205790(1205791205931205952minus1205791205931205951)
11990411989411989921205952minus11990411989411989921205951 (7)
Os acircngulos de reflexatildeo do plano cristalino (φ1 e φ2) satildeo muito importantes pois sem eles
natildeo eacute possiacutevel determinar as componentes da tensatildeo Pode-se visualizar na Figura 12 o que se
tem demonstrado pela Equaccedilatildeo (7) A tensatildeo residual existente no material eacute diretamente
proporcional agrave derivada de 2θ em funccedilatildeo de sensup2ψ
Figura 12 Relaccedilatildeo θφ versus sensup2ψ [22]
23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014

23
O caacutelculo final da tensatildeo pode ser obtido pela Equaccedilatildeo 7
120590120593 =119864
(1+120584)cot 1205790 119870(11987150 minus 1198710) minus Δ119871119888119886119897119894119887 (8)
Onde
E Moacutedulo de elasticidade do material
ν Coeficiente de Poisson
θ0 Valor do acircngulo de Bragg para o material sem tensatildeo residual
K Fator de escala do equipamento
L50 e L0 Distacircncia entre as intensidades maacuteximas dos feixes difratados em relaccedilatildeo agrave linha
de referecircncia
ΔLcalib diferenccedila entre L50e L0para os feixes difratados pelo material de calibraccedilatildeo (sem
tensotildees residuais) [19 25]
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
24
CAPIacuteTULO 3
MATERIAIS E MEacuteTODOS
31 ndash Materiais
O material de base utilizado neste projeto foi o accedilo ASTM A36 fornecido pela TENAX
Accedilos Especiais em forma de chapa laminado e de 48mm de espessura com dimensotildees iniciais
de 400 x 1000mm A composiccedilatildeo quiacutemica e as propriedades mecacircnicas fornecidas pelo
fabricante podem ser observadas nas Tabelas 1 e 2
Tabela 1 Composiccedilatildeo Quiacutemica do accedilo ASTM A36
C Mn Si P S Cr Ni V Nb Al Cu Ti
011 087 002 0017 001 002 001 002 0002 0042 001 0001
Tabela 2 Propriedades mecacircnicas d accedilo ASTM A36
σLR (MPa) σLE(MPa)
Norma ASTM A36 400-550 ge 250
Fabricante 446 301
32 ndash Meacutetodos
321 ndash Corte
O corte dos corpos de prova foi feito em dois processos inicialmente pelo processo de
conformaccedilatildeo mecacircnica a frio (guilhotina) e posteriormente pelo processo de usinagem (serra de
fita)
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
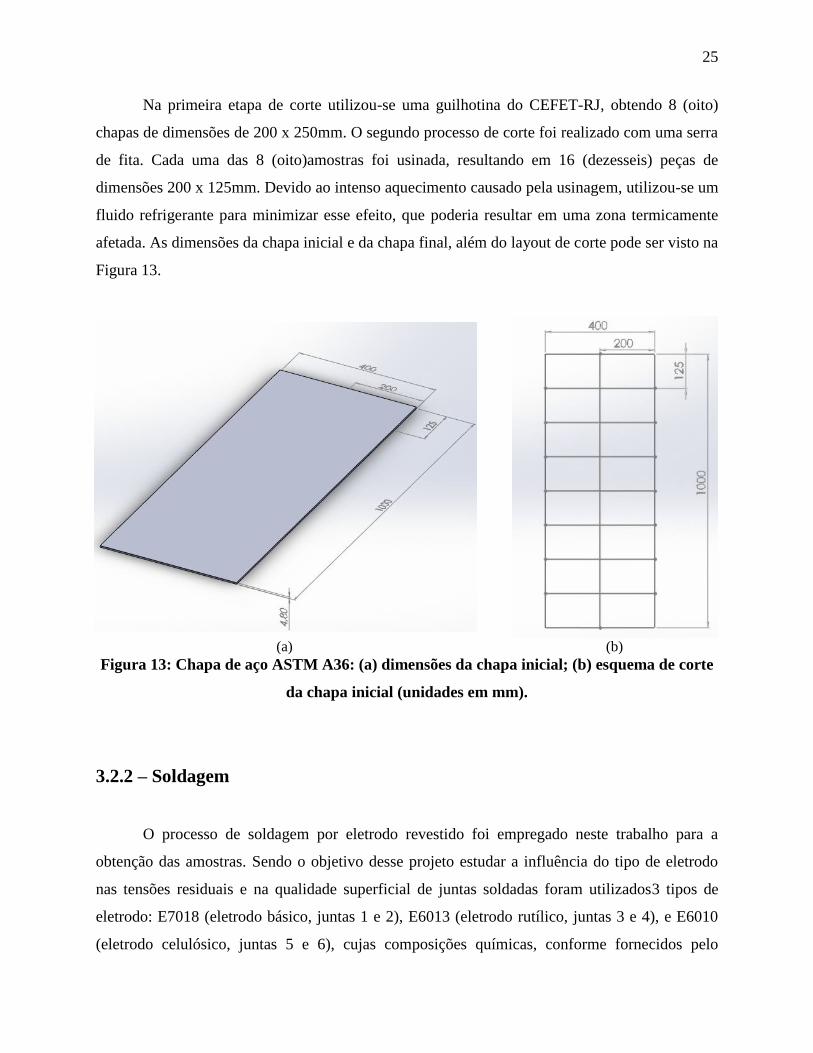
25
Na primeira etapa de corte utilizou-se uma guilhotina do CEFET-RJ obtendo 8 (oito)
chapas de dimensotildees de 200 x 250mm O segundo processo de corte foi realizado com uma serra
de fita Cada uma das 8 (oito)amostras foi usinada resultando em 16 (dezesseis) peccedilas de
dimensotildees 200 x 125mm Devido ao intenso aquecimento causado pela usinagem utilizou-se um
fluido refrigerante para minimizar esse efeito que poderia resultar em uma zona termicamente
afetada As dimensotildees da chapa inicial e da chapa final aleacutem do layout de corte pode ser visto na
Figura 13
(a) (b)
Figura 13 Chapa de accedilo ASTM A36 (a) dimensotildees da chapa inicial (b) esquema de corte
da chapa inicial (unidades em mm)
322 ndash Soldagem
O processo de soldagem por eletrodo revestido foi empregado neste trabalho para a
obtenccedilatildeo das amostras Sendo o objetivo desse projeto estudar a influecircncia do tipo de eletrodo
nas tensotildees residuais e na qualidade superficial de juntas soldadas foram utilizados3 tipos de
eletrodo E7018 (eletrodo baacutesico juntas 1 e 2) E6013 (eletrodo rutiacutelico juntas 3 e 4) e E6010
(eletrodo celuloacutesico juntas 5 e 6) cujas composiccedilotildees quiacutemicas conforme fornecidos pelo
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
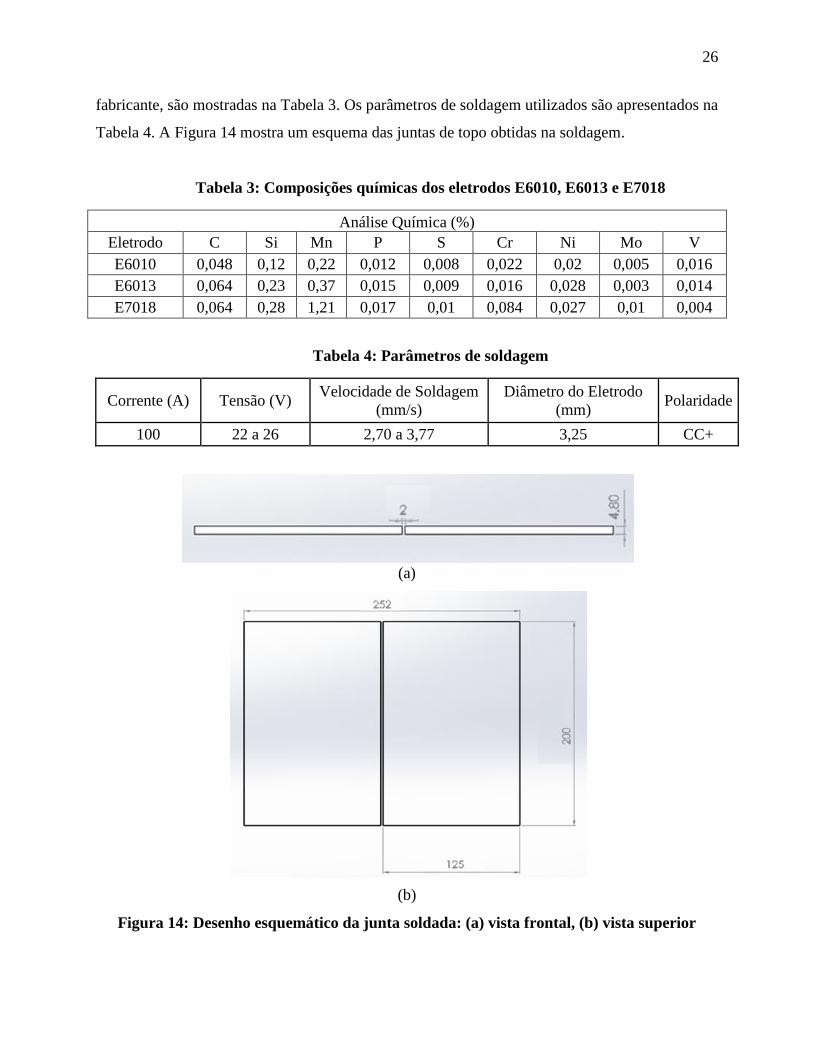
26
fabricante satildeo mostradas na Tabela 3 Os paracircmetros de soldagem utilizados satildeo apresentados na
Tabela 4 A Figura 14 mostra um esquema das juntas de topo obtidas na soldagem
Tabela 3 Composiccedilotildees quiacutemicas dos eletrodos E6010 E6013 e E7018
Anaacutelise Quiacutemica ()
Eletrodo C Si Mn P S Cr Ni Mo V
E6010 0048 012 022 0012 0008 0022 002 0005 0016
E6013 0064 023 037 0015 0009 0016 0028 0003 0014
E7018 0064 028 121 0017 001 0084 0027 001 0004
Tabela 4 Paracircmetros de soldagem
Corrente (A) Tensatildeo (V) Velocidade de Soldagem
(mms)
Diacircmetro do Eletrodo
(mm) Polaridade
100 22 a 26 270 a 377 325 CC+
(a)
(b)
Figura 14 Desenho esquemaacutetico da junta soldada (a) vista frontal (b) vista superior
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
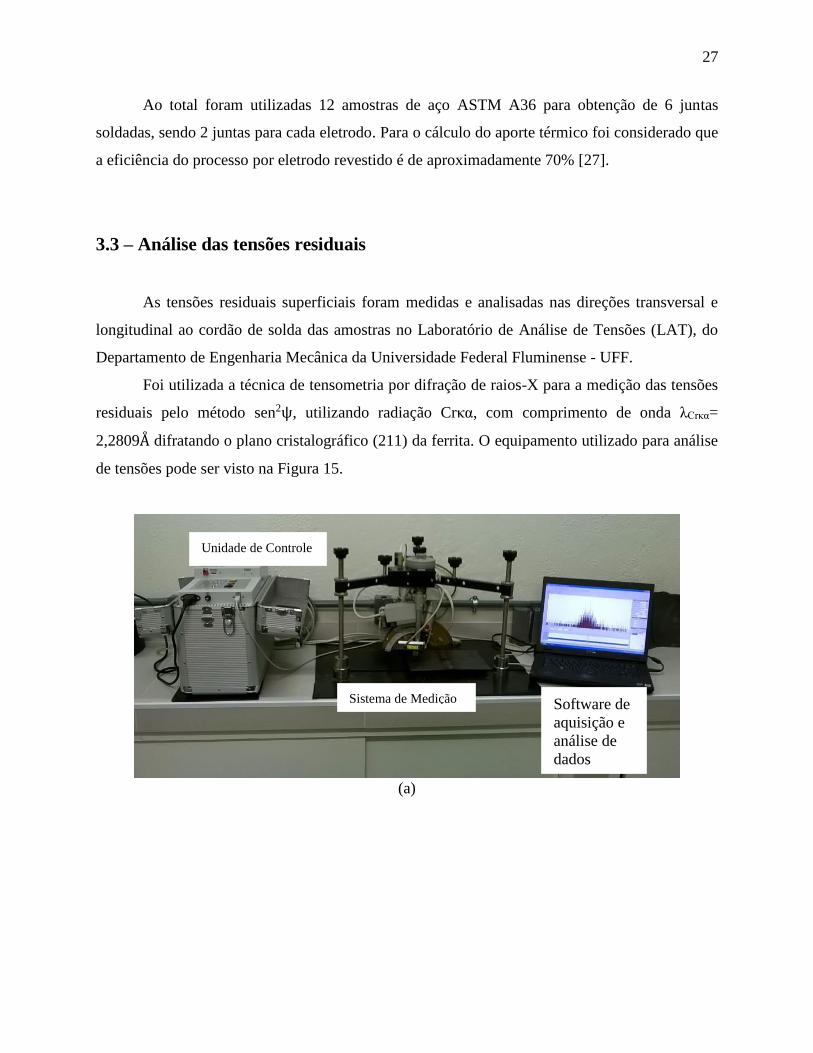
27
Ao total foram utilizadas 12 amostras de accedilo ASTM A36 para obtenccedilatildeo de 6 juntas
soldadas sendo 2 juntas para cada eletrodo Para o caacutelculo do aporte teacutermico foi considerado que
a eficiecircncia do processo por eletrodo revestido eacute de aproximadamente 70 [27]
33 ndash Anaacutelise das tensotildees residuais
As tensotildees residuais superficiais foram medidas e analisadas nas direccedilotildees transversal e
longitudinal ao cordatildeo de solda das amostras no Laboratoacuterio de Anaacutelise de Tensotildees (LAT) do
Departamento de Engenharia Mecacircnica da Universidade Federal Fluminense - UFF
Foi utilizada a teacutecnica de tensometria por difraccedilatildeo de raios-X para a mediccedilatildeo das tensotildees
residuais pelo meacutetodo sen2ψ utilizando radiaccedilatildeo Crκα com comprimento de onda λCrκα=
22809Å difratando o plano cristalograacutefico (211) da ferrita O equipamento utilizado para anaacutelise
de tensotildees pode ser visto na Figura 15
(a)
Unidade de Controle
Sistema de Mediccedilatildeo Software de
aquisiccedilatildeo e
anaacutelise de
dados
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
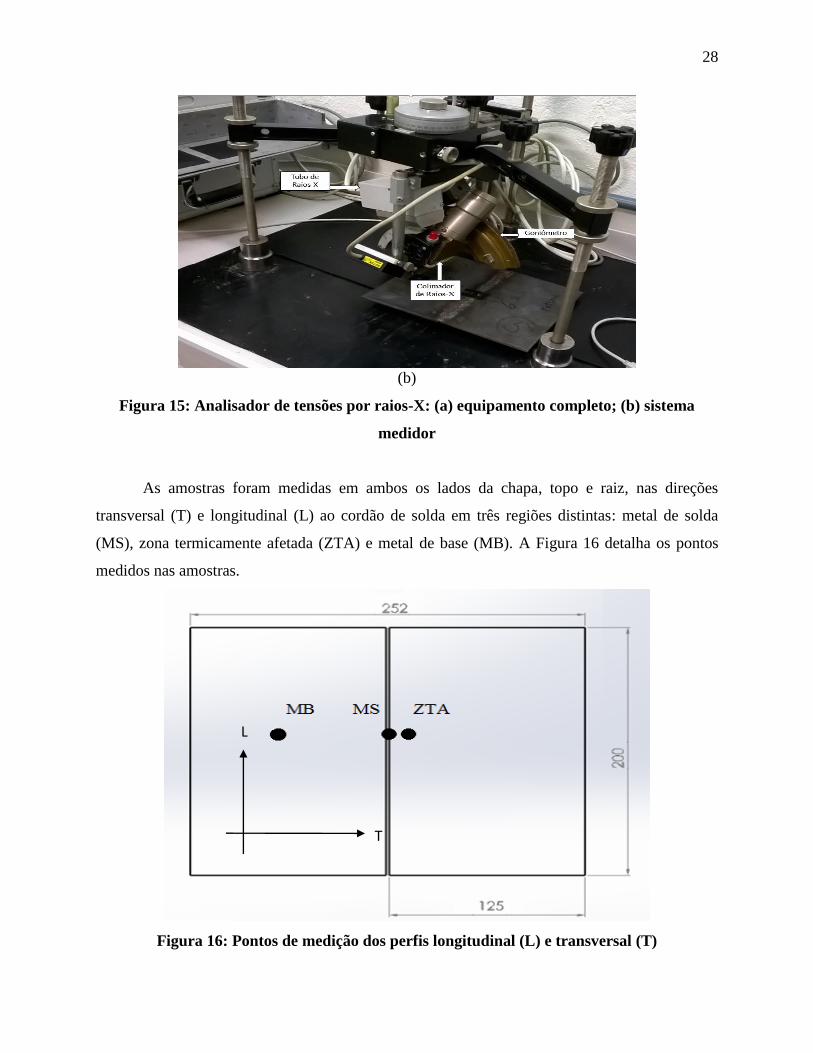
28
(b)
Figura 15 Analisador de tensotildees por raios-X (a) equipamento completo (b) sistema
medidor
As amostras foram medidas em ambos os lados da chapa topo e raiz nas direccedilotildees
transversal (T) e longitudinal (L) ao cordatildeo de solda em trecircs regiotildees distintas metal de solda
(MS) zona termicamente afetada (ZTA) e metal de base (MB) A Figura 16 detalha os pontos
medidos nas amostras
Figura 16 Pontos de mediccedilatildeo dos perfis longitudinal (L) e transversal (T)
L
T
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
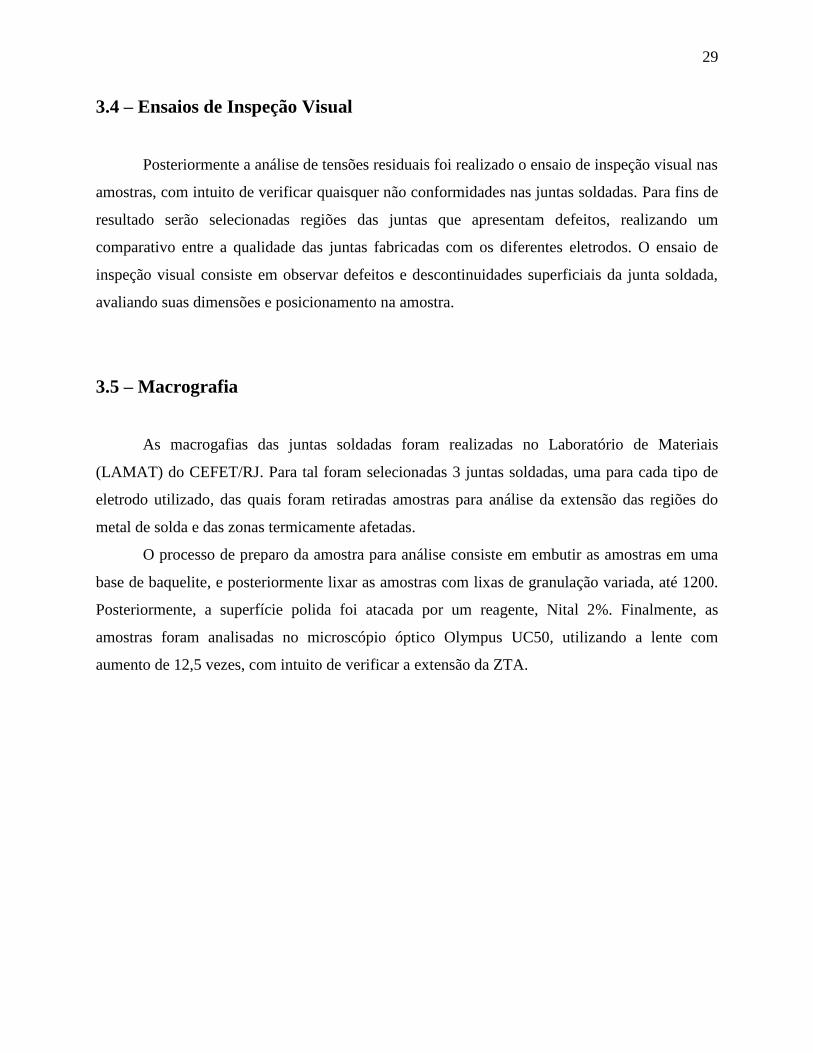
29
34 ndash Ensaios de Inspeccedilatildeo Visual
Posteriormente a anaacutelise de tensotildees residuais foi realizado o ensaio de inspeccedilatildeo visual nas
amostras com intuito de verificar quaisquer natildeo conformidades nas juntas soldadas Para fins de
resultado seratildeo selecionadas regiotildees das juntas que apresentam defeitos realizando um
comparativo entre a qualidade das juntas fabricadas com os diferentes eletrodos O ensaio de
inspeccedilatildeo visual consiste em observar defeitos e descontinuidades superficiais da junta soldada
avaliando suas dimensotildees e posicionamento na amostra
35 ndash Macrografia
As macrogafias das juntas soldadas foram realizadas no Laboratoacuterio de Materiais
(LAMAT) do CEFETRJ Para tal foram selecionadas 3 juntas soldadas uma para cada tipo de
eletrodo utilizado das quais foram retiradas amostras para anaacutelise da extensatildeo das regiotildees do
metal de solda e das zonas termicamente afetadas
O processo de preparo da amostra para anaacutelise consiste em embutir as amostras em uma
base de baquelite e posteriormente lixar as amostras com lixas de granulaccedilatildeo variada ateacute 1200
Posteriormente a superfiacutecie polida foi atacada por um reagente Nital 2 Finalmente as
amostras foram analisadas no microscoacutepio oacuteptico Olympus UC50 utilizando a lente com
aumento de 125 vezes com intuito de verificar a extensatildeo da ZTA
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
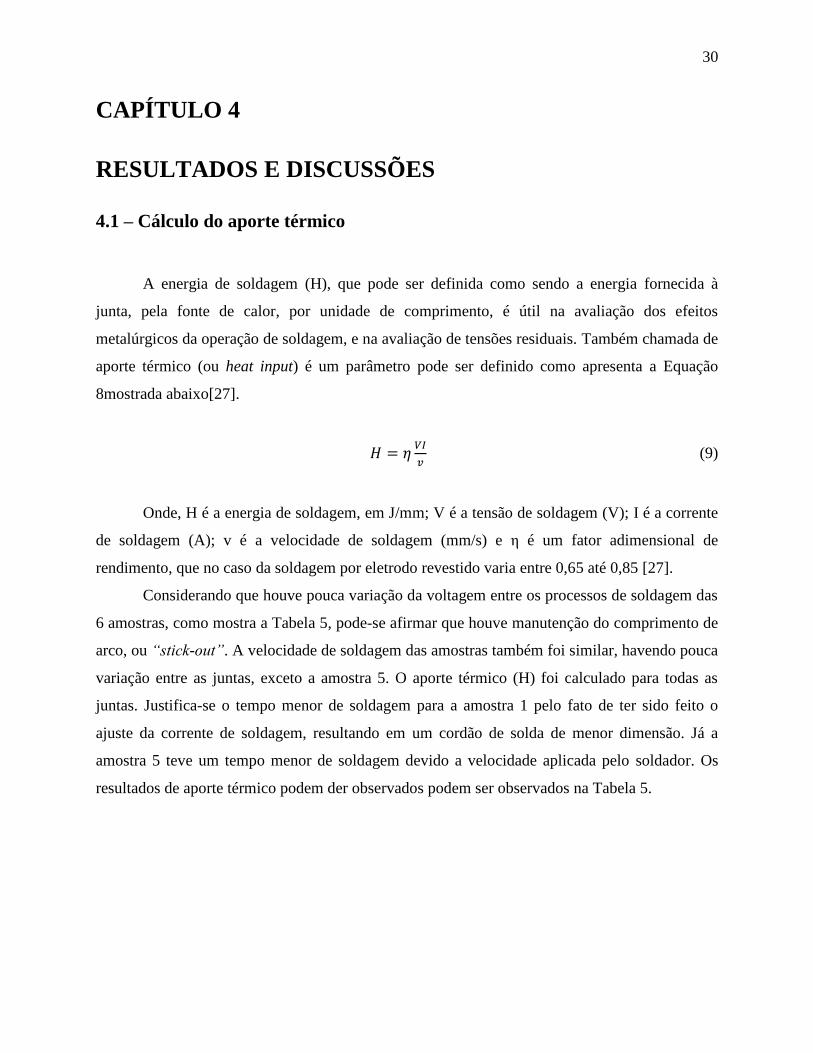
30
CAPIacuteTULO 4
RESULTADOS E DISCUSSOtildeES
41 ndash Caacutelculo do aporte teacutermico
A energia de soldagem (H) que pode ser definida como sendo a energia fornecida agrave
junta pela fonte de calor por unidade de comprimento eacute uacutetil na avaliaccedilatildeo dos efeitos
metaluacutergicos da operaccedilatildeo de soldagem e na avaliaccedilatildeo de tensotildees residuais Tambeacutem chamada de
aporte teacutermico (ou heat input) eacute um paracircmetro pode ser definido como apresenta a Equaccedilatildeo
8mostrada abaixo[27]
119867 = 120578119881119868
119907 (9)
Onde H eacute a energia de soldagem em Jmm V eacute a tensatildeo de soldagem (V) I eacute a corrente
de soldagem (A) v eacute a velocidade de soldagem (mms) e η eacute um fator adimensional de
rendimento que no caso da soldagem por eletrodo revestido varia entre 065 ateacute 085 [27]
Considerando que houve pouca variaccedilatildeo da voltagem entre os processos de soldagem das
6 amostras como mostra a Tabela 5 pode-se afirmar que houve manutenccedilatildeo do comprimento de
arco ou ldquostick-outrdquo A velocidade de soldagem das amostras tambeacutem foi similar havendo pouca
variaccedilatildeo entre as juntas exceto a amostra 5 O aporte teacutermico (H) foi calculado para todas as
juntas Justifica-se o tempo menor de soldagem para a amostra 1 pelo fato de ter sido feito o
ajuste da corrente de soldagem resultando em um cordatildeo de solda de menor dimensatildeo Jaacute a
amostra 5 teve um tempo menor de soldagem devido a velocidade aplicada pelo soldador Os
resultados de aporte teacutermico podem der observados podem ser observados na Tabela 5
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
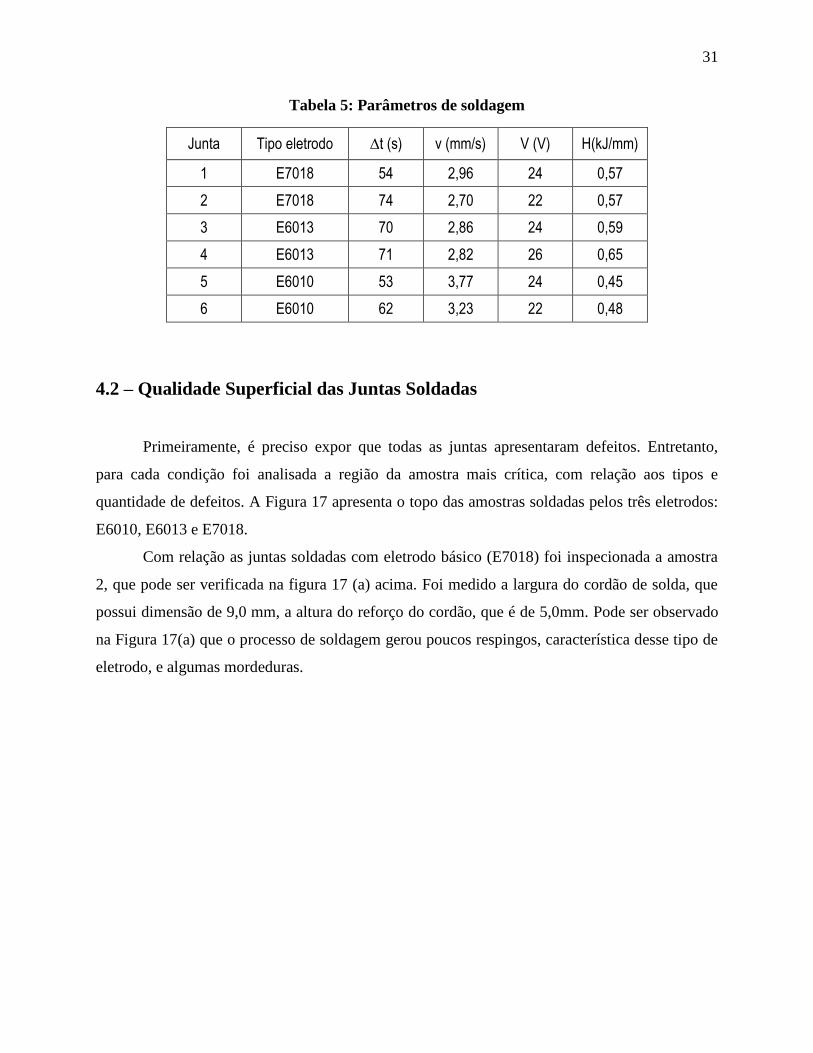
31
Tabela 5 Paracircmetros de soldagem
Junta Tipo eletrodo ∆t (s) v (mms) V (V) H(kJmm)
1 E7018 54 296 24 057
2 E7018 74 270 22 057
3 E6013 70 286 24 059
4 E6013 71 282 26 065
5 E6010 53 377 24 045
6 E6010 62 323 22 048
42 ndash Qualidade Superficial das Juntas Soldadas
Primeiramente eacute preciso expor que todas as juntas apresentaram defeitos Entretanto
para cada condiccedilatildeo foi analisada a regiatildeo da amostra mais criacutetica com relaccedilatildeo aos tipos e
quantidade de defeitos A Figura 17 apresenta o topo das amostras soldadas pelos trecircs eletrodos
E6010 E6013 e E7018
Com relaccedilatildeo as juntas soldadas com eletrodo baacutesico (E7018) foi inspecionada a amostra
2 que pode ser verificada na figura 17 (a) acima Foi medido a largura do cordatildeo de solda que
possui dimensatildeo de 90 mm a altura do reforccedilo do cordatildeo que eacute de 50mm Pode ser observado
na Figura 17(a) que o processo de soldagem gerou poucos respingos caracteriacutestica desse tipo de
eletrodo e algumas mordeduras
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
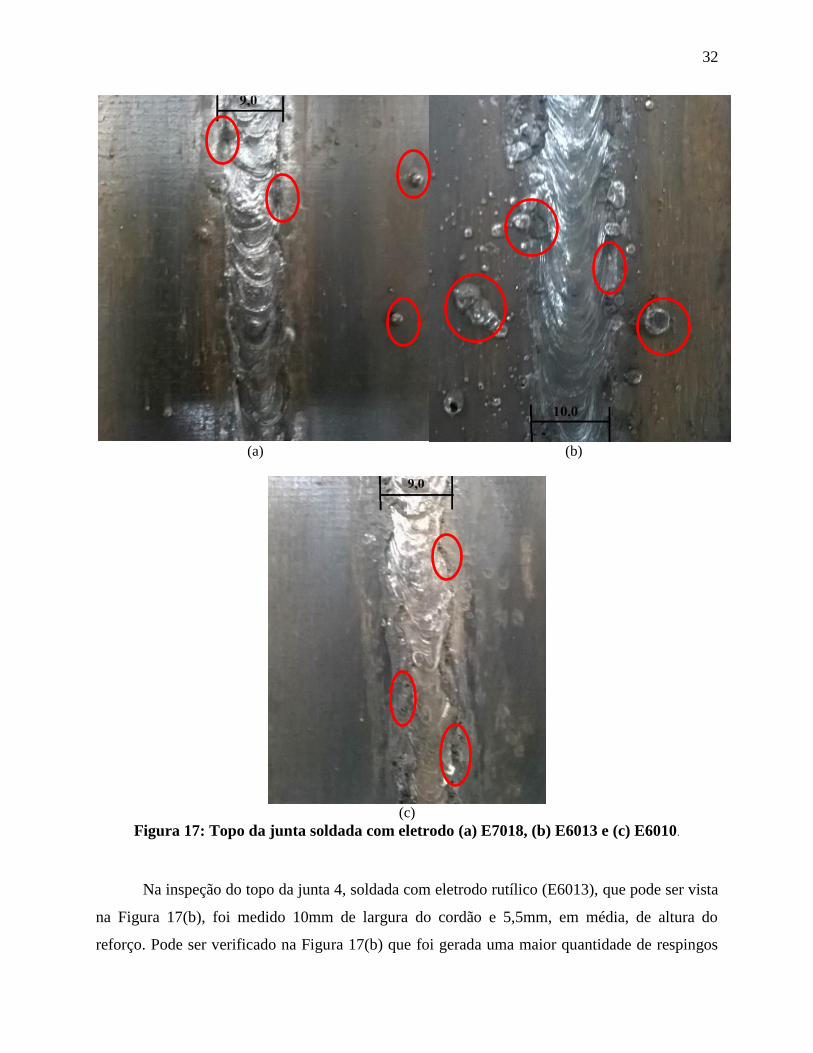
32
(a)
(b)
(c)
Figura 17 Topo da junta soldada com eletrodo (a) E7018 (b) E6013 e (c) E6010
Na inspeccedilatildeo do topo da junta 4 soldada com eletrodo rutiacutelico (E6013) que pode ser vista
na Figura 17(b) foi medido 10mm de largura do cordatildeo e 55mm em meacutedia de altura do
reforccedilo Pode ser verificado na Figura 17(b) que foi gerada uma maior quantidade de respingos
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
33
com esse eletrodo em relaccedilatildeo ao E7018 Pode-se observar tambeacutem que o processo gerou alguns
defeitos como inclusatildeo de escoacuteria
Inspecionando a amostra 5 soldada com eletrodo celuloacutesico E6010 que pode ser
observada na Figura 17(c) foi medido a espessura do cordatildeo de solda de dimensatildeo 9mm e a
altura do reforccedilo do cordatildeo que eacute 62mm Pode ser verificado na Figura 17 (c) que foi gerado
pouco respingo poreacutem houve o aparecimento de porosidade aleacutem de algumas concavidades e
inclusatildeo de escoacuteria
Contraacuterio agrave literatura [8 15] o eletrodo E6013 resultou em juntas com muitos respingos
comparado ao E6010 Isso pode ser explicado pela baixa energia de soldagem gerada no
processo de soldagem com o eletrodo E6010 em relaccedilatildeo aos outros eletrodos revestidos
43 ndash Macrografia
Para verificar com maiores detalhes a profundidade de penetraccedilatildeo os defeitos e a
extensatildeo das zonas termicamente afetadas de cada junta soldada foram feitas anaacutelises
macrograacuteficas
Analisando a Figura 18 eacute possiacutevel observar que a junta soldada com eletrodo celuloacutesico
[Figura 18(c)] apresentou uma falta de penetraccedilatildeo muito grande que como relatado
anteriormente pode ser decorrente da maior velocidade de soldagem empregada pelo soldador
Consequentemente sendo os aportes teacutermicos muito semelhantes as juntas soldadas pelos
eletrodos do tipo baacutesico (E7018) e rutiacutelico (E6013) apresentam uma extensatildeo de ZTA bem
semelhantes Contudo nota-se que as microestruturas satildeo bem discrepantes sendo necessaacuterio
uma anaacutelise microestrutural para melhor detalhamento da microestrutura presente em cada
regiatildeo
A presenccedila de defeitos do tipo mordedura mostra que o aporte teacutermico pode ter sido mal
dimensionado em relaccedilatildeo a corrente e velocidade de soldagem ou em uacuteltimo caso houve uma
maacute manipulaccedilatildeo do eletrodo durante a execuccedilatildeo das juntas
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
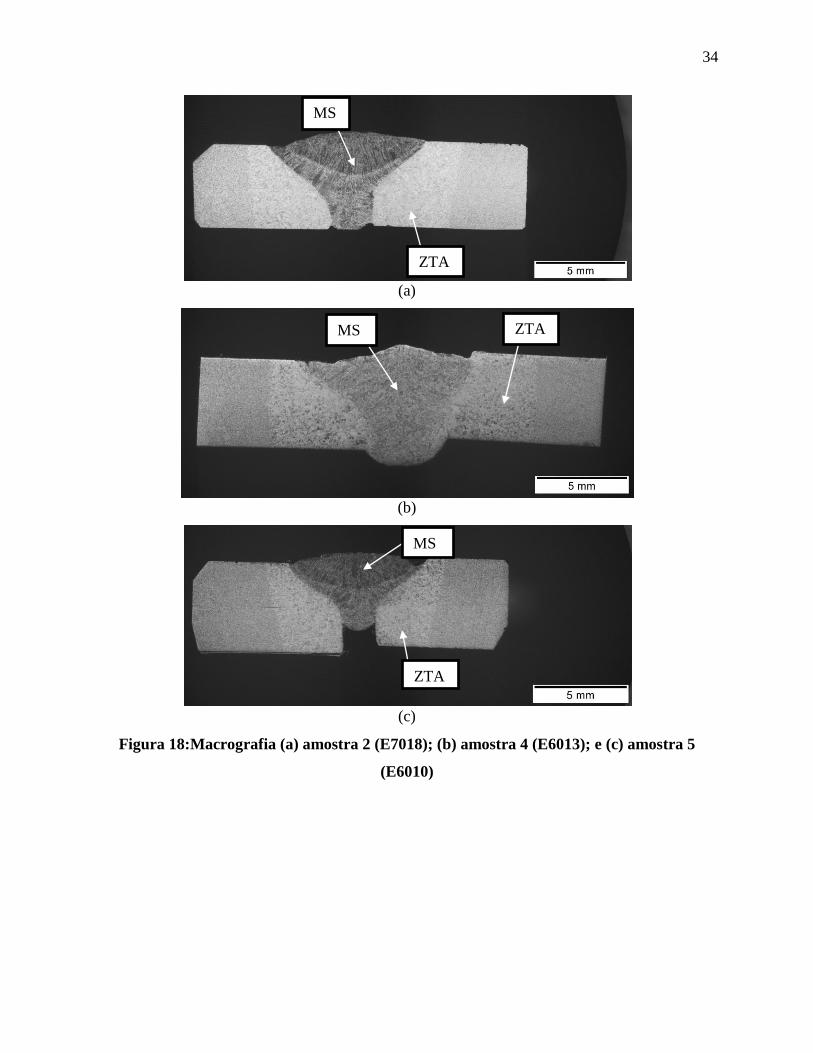
34
(a)
(b)
(c)
Figura 18Macrografia (a) amostra 2 (E7018) (b) amostra 4 (E6013) e (c) amostra 5
(E6010)
ZTA MS
ZTA
MS
ZTA
MS
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
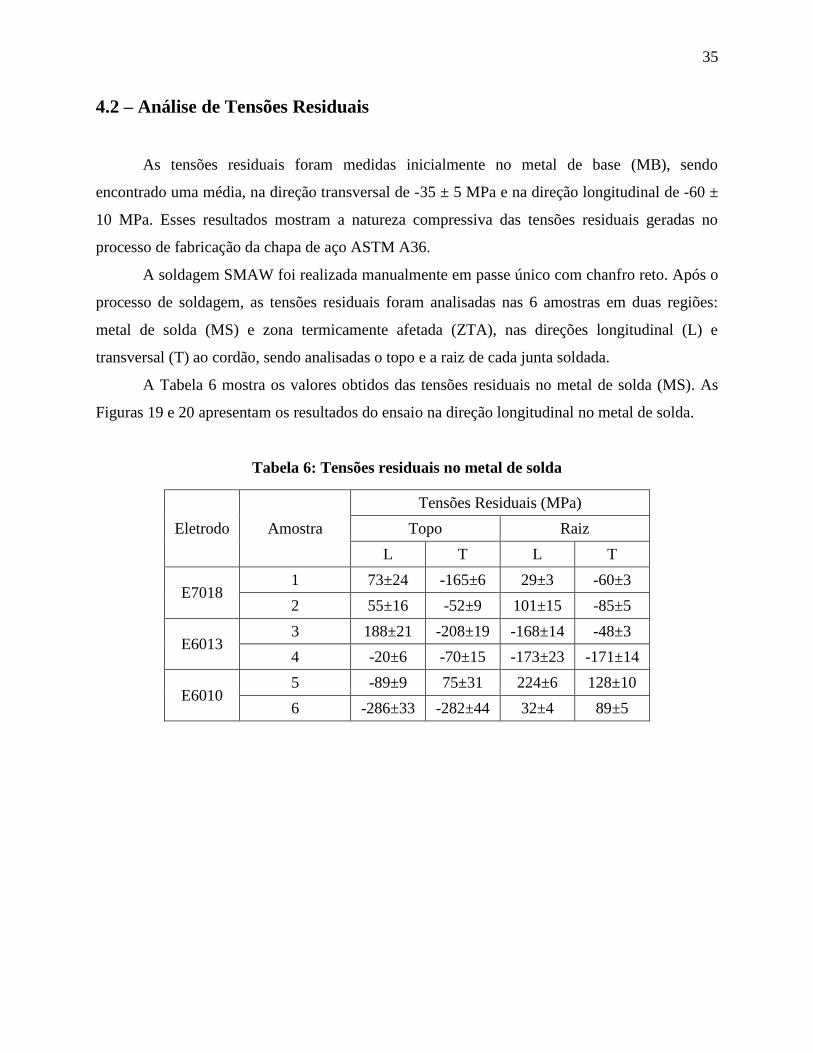
35
42 ndash Anaacutelise de Tensotildees Residuais
As tensotildees residuais foram medidas inicialmente no metal de base (MB) sendo
encontrado uma meacutedia na direccedilatildeo transversal de -35 plusmn 5 MPa e na direccedilatildeo longitudinal de -60 plusmn
10 MPa Esses resultados mostram a natureza compressiva das tensotildees residuais geradas no
processo de fabricaccedilatildeo da chapa de accedilo ASTM A36
A soldagem SMAW foi realizada manualmente em passe uacutenico com chanfro reto Apoacutes o
processo de soldagem as tensotildees residuais foram analisadas nas 6 amostras em duas regiotildees
metal de solda (MS) e zona termicamente afetada (ZTA) nas direccedilotildees longitudinal (L) e
transversal (T) ao cordatildeo sendo analisadas o topo e a raiz de cada junta soldada
A Tabela 6 mostra os valores obtidos das tensotildees residuais no metal de solda (MS) As
Figuras 19 e 20 apresentam os resultados do ensaio na direccedilatildeo longitudinal no metal de solda
Tabela 6 Tensotildees residuais no metal de solda
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 73plusmn24 -165plusmn6 29plusmn3 -60plusmn3
2 55plusmn16 -52plusmn9 101plusmn15 -85plusmn5
E6013 3 188plusmn21 -208plusmn19 -168plusmn14 -48plusmn3
4 -20plusmn6 -70plusmn15 -173plusmn23 -171plusmn14
E6010 5 -89plusmn9 75plusmn31 224plusmn6 128plusmn10
6 -286plusmn33 -282plusmn44 32plusmn4 89plusmn5
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
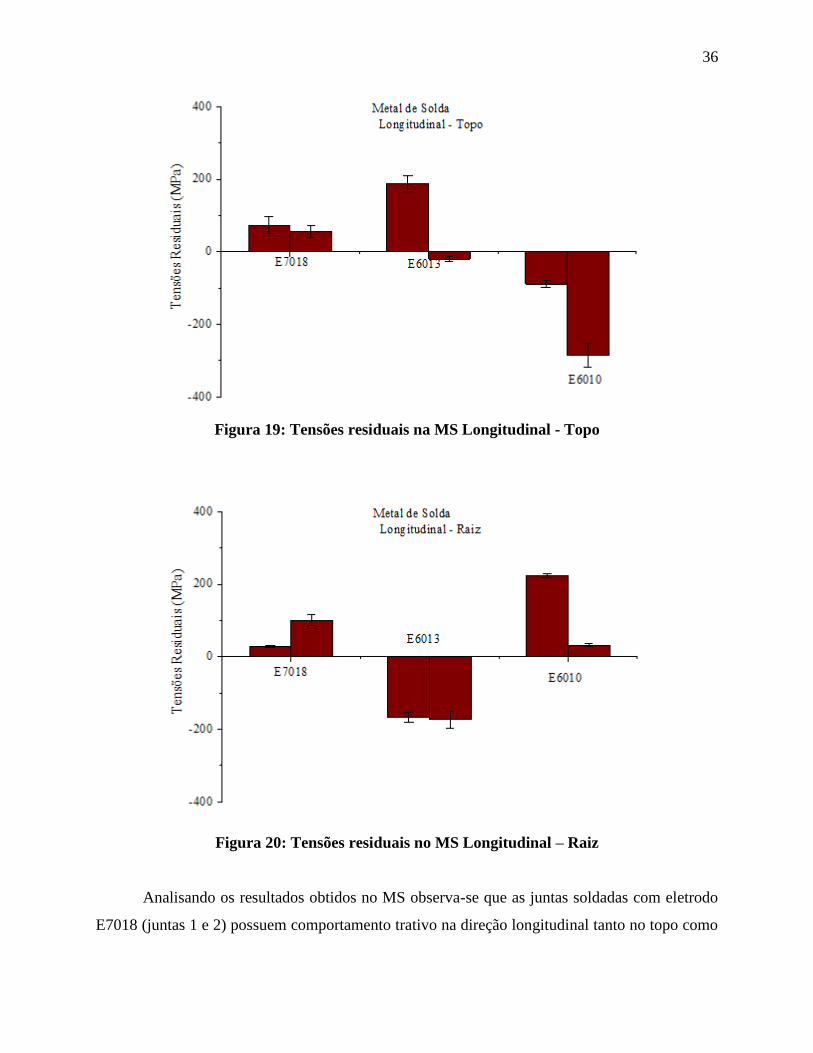
36
Figura 19 Tensotildees residuais na MS Longitudinal - Topo
Figura 20 Tensotildees residuais no MS Longitudinal ndash Raiz
Analisando os resultados obtidos no MS observa-se que as juntas soldadas com eletrodo
E7018 (juntas 1 e 2) possuem comportamento trativo na direccedilatildeo longitudinal tanto no topo como
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
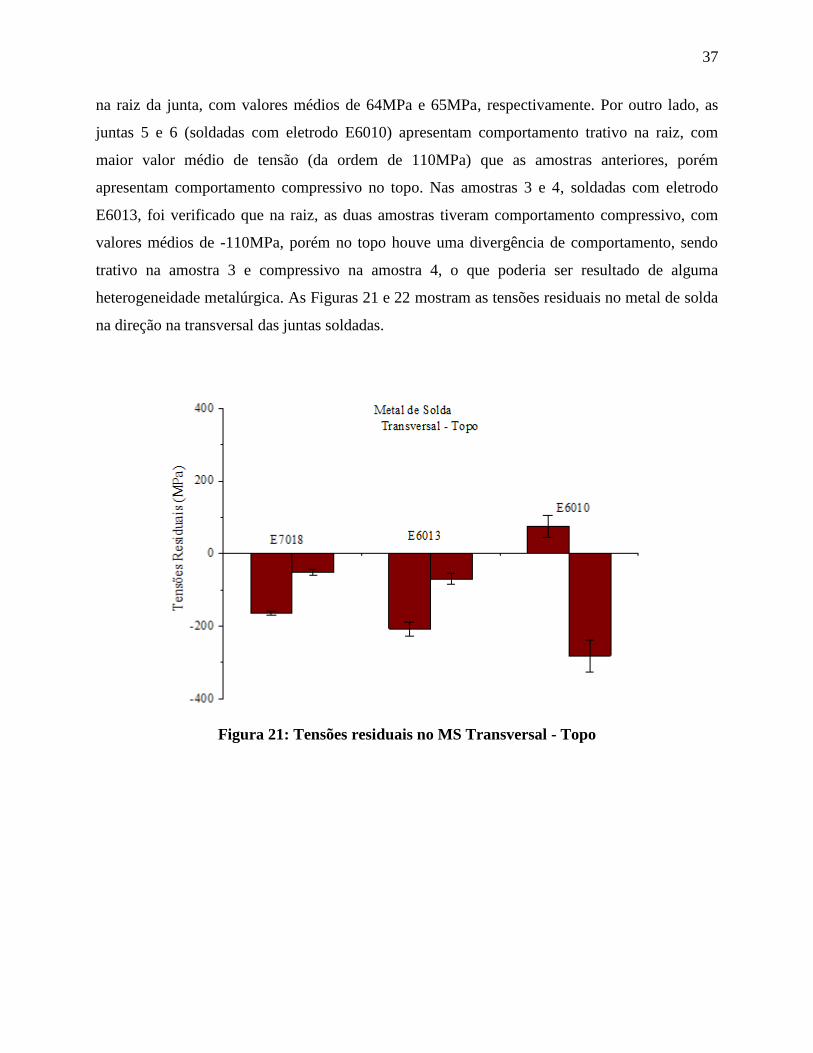
37
na raiz da junta com valores meacutedios de 64MPa e 65MPa respectivamente Por outro lado as
juntas 5 e 6 (soldadas com eletrodo E6010) apresentam comportamento trativo na raiz com
maior valor meacutedio de tensatildeo (da ordem de 110MPa) que as amostras anteriores poreacutem
apresentam comportamento compressivo no topo Nas amostras 3 e 4 soldadas com eletrodo
E6013 foi verificado que na raiz as duas amostras tiveram comportamento compressivo com
valores meacutedios de -110MPa poreacutem no topo houve uma divergecircncia de comportamento sendo
trativo na amostra 3 e compressivo na amostra 4 o que poderia ser resultado de alguma
heterogeneidade metaluacutergica As Figuras 21 e 22 mostram as tensotildees residuais no metal de solda
na direccedilatildeo na transversal das juntas soldadas
Figura 21 Tensotildees residuais no MS Transversal - Topo
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
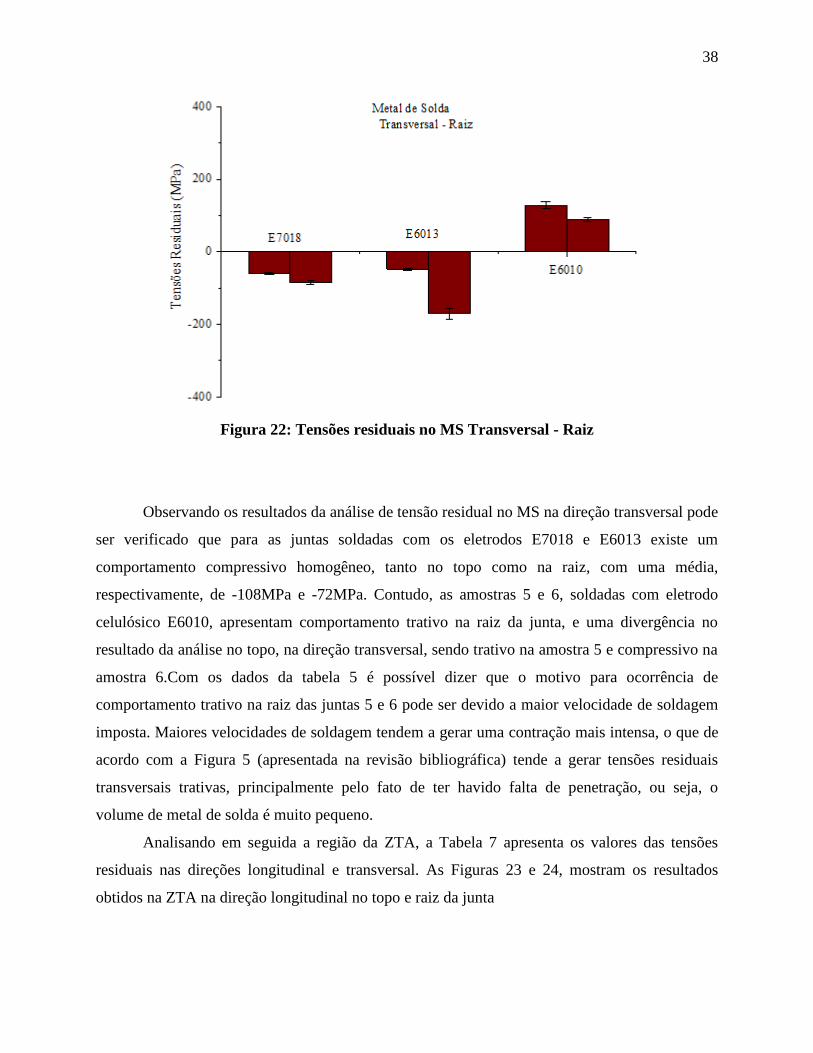
38
Figura 22 Tensotildees residuais no MS Transversal - Raiz
Observando os resultados da anaacutelise de tensatildeo residual no MS na direccedilatildeo transversal pode
ser verificado que para as juntas soldadas com os eletrodos E7018 e E6013 existe um
comportamento compressivo homogecircneo tanto no topo como na raiz com uma meacutedia
respectivamente de -108MPa e -72MPa Contudo as amostras 5 e 6 soldadas com eletrodo
celuloacutesico E6010 apresentam comportamento trativo na raiz da junta e uma divergecircncia no
resultado da anaacutelise no topo na direccedilatildeo transversal sendo trativo na amostra 5 e compressivo na
amostra 6Com os dados da tabela 5 eacute possiacutevel dizer que o motivo para ocorrecircncia de
comportamento trativo na raiz das juntas 5 e 6 pode ser devido a maior velocidade de soldagem
imposta Maiores velocidades de soldagem tendem a gerar uma contraccedilatildeo mais intensa o que de
acordo com a Figura 5 (apresentada na revisatildeo bibliograacutefica) tende a gerar tensotildees residuais
transversais trativas principalmente pelo fato de ter havido falta de penetraccedilatildeo ou seja o
volume de metal de solda eacute muito pequeno
Analisando em seguida a regiatildeo da ZTA a Tabela 7 apresenta os valores das tensotildees
residuais nas direccedilotildees longitudinal e transversal As Figuras 23 e 24 mostram os resultados
obtidos na ZTA na direccedilatildeo longitudinal no topo e raiz da junta
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
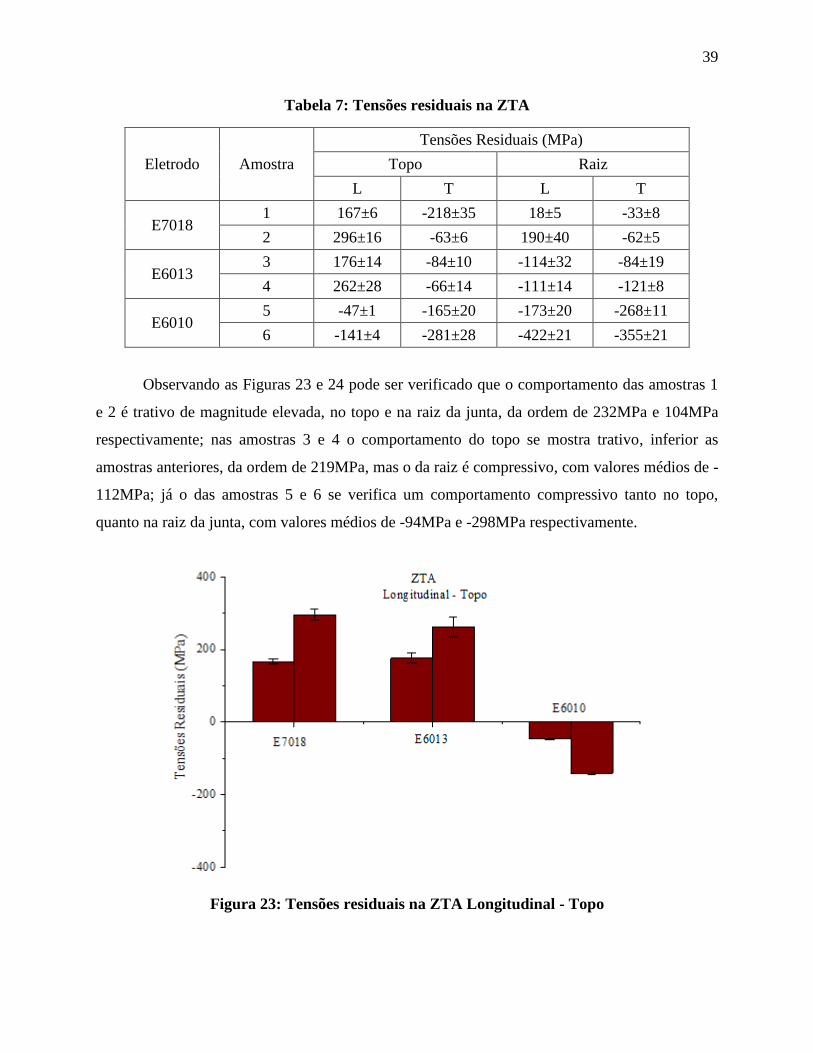
39
Tabela 7 Tensotildees residuais na ZTA
Eletrodo Amostra
Tensotildees Residuais (MPa)
Topo Raiz
L T L T
E7018 1 167plusmn6 -218plusmn35 18plusmn5 -33plusmn8
2 296plusmn16 -63plusmn6 190plusmn40 -62plusmn5
E6013 3 176plusmn14 -84plusmn10 -114plusmn32 -84plusmn19
4 262plusmn28 -66plusmn14 -111plusmn14 -121plusmn8
E6010 5 -47plusmn1 -165plusmn20 -173plusmn20 -268plusmn11
6 -141plusmn4 -281plusmn28 -422plusmn21 -355plusmn21
Observando as Figuras 23 e 24 pode ser verificado que o comportamento das amostras 1
e 2 eacute trativo de magnitude elevada no topo e na raiz da junta da ordem de 232MPa e 104MPa
respectivamente nas amostras 3 e 4 o comportamento do topo se mostra trativo inferior as
amostras anteriores da ordem de 219MPa mas o da raiz eacute compressivo com valores meacutedios de -
112MPa jaacute o das amostras 5 e 6 se verifica um comportamento compressivo tanto no topo
quanto na raiz da junta com valores meacutedios de -94MPa e -298MPa respectivamente
Figura 23 Tensotildees residuais na ZTA Longitudinal - Topo
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
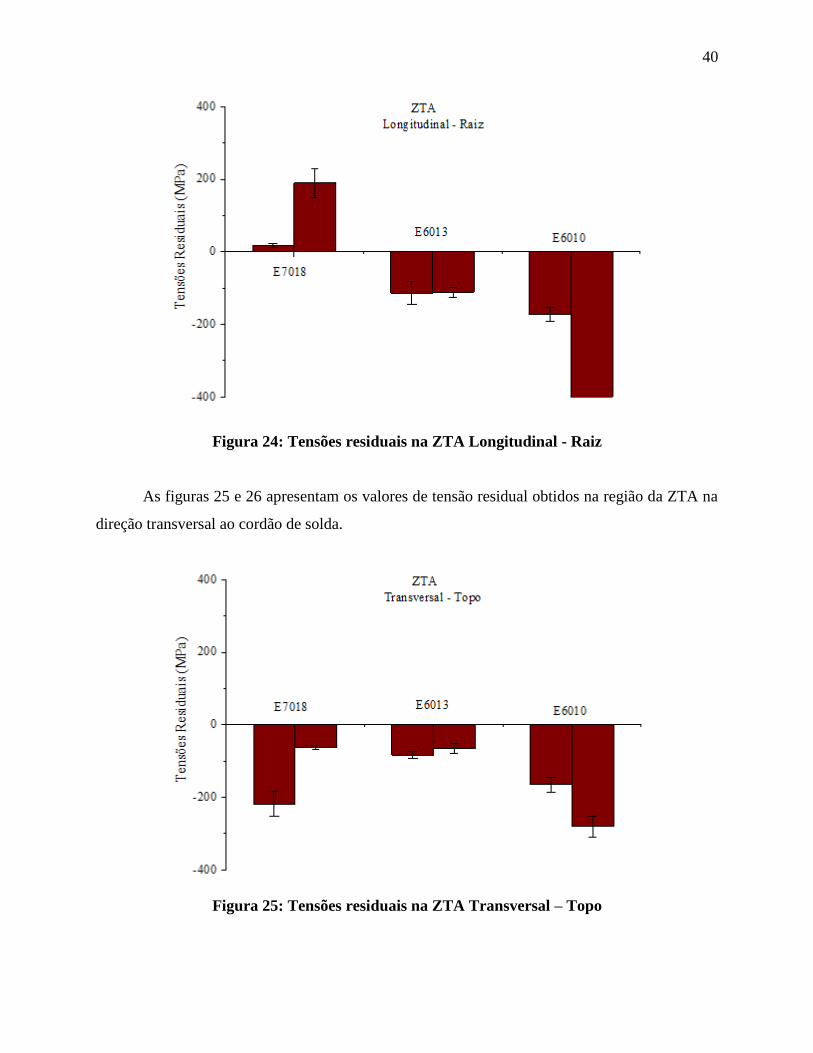
40
Figura 24 Tensotildees residuais na ZTA Longitudinal - Raiz
As figuras 25 e 26 apresentam os valores de tensatildeo residual obtidos na regiatildeo da ZTA na
direccedilatildeo transversal ao cordatildeo de solda
Figura 25 Tensotildees residuais na ZTA Transversal ndash Topo
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
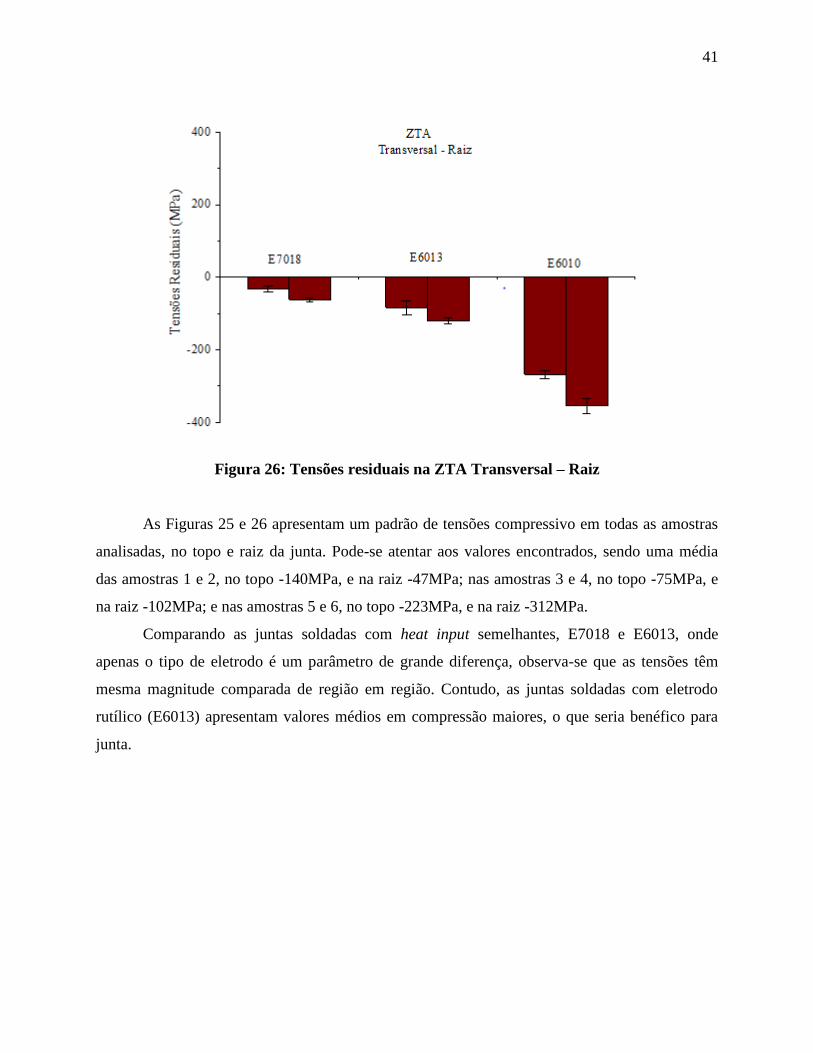
41
Figura 26 Tensotildees residuais na ZTA Transversal ndash Raiz
As Figuras 25 e 26 apresentam um padratildeo de tensotildees compressivo em todas as amostras
analisadas no topo e raiz da junta Pode-se atentar aos valores encontrados sendo uma meacutedia
das amostras 1 e 2 no topo -140MPa e na raiz -47MPa nas amostras 3 e 4 no topo -75MPa e
na raiz -102MPa e nas amostras 5 e 6 no topo -223MPa e na raiz -312MPa
Comparando as juntas soldadas com heat input semelhantes E7018 e E6013 onde
apenas o tipo de eletrodo eacute um paracircmetro de grande diferenccedila observa-se que as tensotildees tecircm
mesma magnitude comparada de regiatildeo em regiatildeo Contudo as juntas soldadas com eletrodo
rutiacutelico (E6013) apresentam valores meacutedios em compressatildeo maiores o que seria beneacutefico para
junta
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
42
CAPIacuteTULO 5
CONCLUSAtildeO
O presente trabalho que teve como objetivo analisar as tensotildees residuais e a qualidade
superficial de juntas soldadas pelo processo SMAW de um accedilo ASTM A36 com trecircs eletrodos
distintos sendo eles E6010 E6013 e E7018 permite as seguintes conclusotildees
1 As juntas soldadas com o eletrodo E6010 apresentaram comportamento trativo na raiz
do metal de solda tanto na direccedilatildeo longitudinal como na transversal o que pode ser
explicado da maior velocidade de soldagem imposta o que gera contraccedilotildees mais
severas nas estruturas Contudo a ZTA apresentou tensotildees residuais compressivas
nas duas direccedilotildees
2 As tensotildees residuais longitudinais das juntas soldadas com os eletrodos E6013 e
E7018 que possuem aportes teacutermicos semelhantes apresentaram comportamentos
diferentes Para as juntas soldadas com E7018 observou uma tendecircncia trativa tanto
no MS quanto na ZTA no top de na raiz Entretanto na raiz das juntas soldas com
E6013 foram medidas tensotildees compressivas na raiz tanto do MS quanto na ZTA
3 As tensotildees residuais transversais das juntas soldadas com os eletrodos E6013 e E7018
apresentaram comportamento homogecircneo Tanto no metal de solda como na ZTA as
juntas fabricadas pelos dois eletrodos possuem comportamento compressivo tanto no
topo como na raiz o que eacute beneacutefico para a estrutura
4 Por meio da inspeccedilatildeo visual pode-se verificar que ao contraacuterio da literatura o
eletrodo E6010 gerou poucos respingos e baixa penetraccedilatildeo O eletrodo que apresentou
a melhor penetraccedilatildeo poreacutem muitos respingos foi o E6013 Com relaccedilatildeo ao eletrodo
E7018 observou-se um comportamento conforme previsto na literatura com poucos
respingos e meacutedia penetraccedilatildeo
5 Atraveacutes do ensaio visual de da anaacutelise macrograacutefica ficou evidente uma grande
quantidade de defeito principalmente mordeduras que estatildeo diretamente relacionadas
ao aporte teacutermico (em relaccedilatildeo a corrente e velocidade de soldagem) ou manipulaccedilatildeo
incorreta do eletrodo durante a execuccedilatildeo das juntas Por meio da macrografia tambeacutem
pode-se observar que a maior ZTA gerada foi na junta soldada com o eletrodo E6013
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
43
o que pode ser explicado pela maior taxa de deposiccedilatildeo de material e penetraccedilatildeo na
junta
6 A junta fabricada com o eletrodo E7018 gerou uma ZTA com extensatildeo semelhante agrave
obtida com E6013 e menor quantidade de defeitos As tensotildees residuais apresentaram
comportamento compressivo na direccedilatildeo transversal a junta tanto no topo quanta na
raiz no metal de solda e na ZTA o que seria beneacutefico para a integridade das juntas
soldadas
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
44
CAPIacuteTULO 6
SUGESTAtildeO PARA TRABALHOS FUTUROS
1 Realizar novamente a soldagem com o eletrodo E6010 utilizando o paracircmetro de
velocidade de soldagem correto
2 Anaacutelise microestrutural das juntas soldadas
3 Analisar as tensotildees residuais em outros pontos das juntas soldadas
4 Fazer perfis em profundidade das tensotildees residuais para verificar seu comportamento
tanto no metal de solda quanto na zona termicamente afetada
5 Realizar ensaios de dureza para tentar correlacionar com a magnitude das tensotildees
residuais medidas
6 Utilizar outros paracircmetros de soldagem para avaliar o impacto na qualidade das juntas
e nas tensotildees residuais geradas
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
45
Referecircncias Bibliograacuteficas
[1] TENAX ACcedilOS ESPECIAIS Accedilos para construccedilatildeo mecacircnica Disponiacutevel em
httpwwwtenaxcombrdadosprodutoscatalogosCatalogo_Construcao_Mecanicapdf
Acessado em 10 jun 2016
[2] DALCIN RL Estudo da soldagem multipasses entre os accedilos dissimilares AISI 4140
e accedilo ASTM A36 sem tratamento teacutermico posterior Dissertaccedilatildeo de Bacharelado FAHOR
Horizontina MG Brasil 2012
[3] USIMINAS Chapas Grossas Disponiacutevel em httpswwwusiminascomwp-
contentuploads201402novo-catalogo-chapasgrossas-v16-baixapdf Acessado em 10 jun
2016
[4] BARBEDO NDD Avaliaccedilatildeo comparativa dos processos de soldagem GMAW e
FCAW utilizando accedilo ASTM A36 para verificar a soldabilidade propriedades metaluacutergicas e
geomeacutetricas e resistecircncia mecacircnica Dissertaccedilatildeo de MSc UFI Itajubaacute MG Brasil 2011
[5] MODENESI PJ Soldabilidade de algumas ligas metaacutelicas UFMG 2011
Disponiacutevel em httpdemetengufmgbrwp-contentuploads201210soldabilidadepdf
Acessado em 10 jun 2016
[6] JUNIOR DRL Caracterizaccedilatildeo microestrutural e mecacircnica de juntas soldadas
utilizando os processos GTAW FCAW e SMAW Dissertaccedilatildeo de MSc UFP Recife PE Brasil
2013
[7] DA SILVA AF et al (2003) Anaacutelise microestrutural do metal de solda de perfis
soldados de um lado soacute utilizados na construccedilatildeo civil Disponiacutevel em
httpwwwfeisunespbrHomedepartamentosengenhariamecanicamaproteccobef20030558pd
f Acessado em 10 jun 2016
[8] CRUZ AS Estudo dos defeitos no processamento de soldagem por eletrodo
revestido ndash um estudo de caso Revista Eletrocircnica Ciecircncia e Desenvolvimento Amazonas v1
n1 p 48-54 2015
[9] COFINOtilde RC Anaacutelise das tensotildees residuais em uma junta soldada em condiccedilatildeo
overmatch Dissertaccedilatildeo de Bacharelado FEI Satildeo Bernardo do Campo SP Brasil 2010
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
46
[10] FILHO A L Anaacutelise da influecircncia dos paracircmetros do processo de soldagem com
eletrodos revestidos na estabilidade do arco e caracteriacutesticas geomeacutetricas do cordatildeo Dissertaccedilatildeo
de MSc UFI Itajubaacute MG Brasil 2005
[11] Popović O Prokić-Cvetković R Burzić M Lukić U Beljić B Fume and gas
emission during arc welding Hazards and recommendation Renewable and Sustainable Energy
Reviews v37 p509ndash516 2014
[12] Aalami-Aleagha M E Rashidi A MCorrelated macrostructural parameters of
weld and weld current in the SMAW of small pipes Journal of Mechanical Science and
Technology v26 p81-185 2012
[13] MORAES A N QUINTELA A R M MOREIRA D A QUEIROS T H L
BRIAtildeO F S Teste de qualidade de eletrodos revestidos por solda a arco eleacutetrico Ciecircncias
exatas e tecnoloacutegicas v3 n1 p153-164 2015
[14] ESAB
httpwwwesabcombrbrpteducationblogcomo_identificar_eletrodo_corrente_correta_solda
gemcfm Acessado em 10 jun 2016
[15] FORTES C VAZ C T Apostila de Eletrodos Revestidos ESAB 2005
Disponiacutevel em
httpwwwesabcombrbrpteducationapostilasupload1901097rev1_apostilaeletrodosrevestid
os_okpdf Acessado em 10 jun 2016
[16] BALDEV R SULBRAMANIAN C V Nondestructive testing of welds
Materials Evaluation p1251-1254 1999
[17] WITHERS P J BHADESHIA H K D H Residual Stress Part 1ndash Measurement
Techniques and Part 2 ndash Nature and origins Materials Science and Technology v17 p 355-
375 2001
[18] MARQUES P V MODENESI P J BRACARENSE A Q Editora UFMG 3ordf
Ediccedilatildeo 2014
[19] CHUVAS T C Estudo da influecircncia dos paracircmetros de tratamento de aliacutevio das
tensotildees residuais por vibraccedilatildeo mecacircnica em juntas soldadas a plasma Dissertaccedilatildeo de Mestrado
UFF Niteroacutei RJ Brasil 2012
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014
47
[20] KANDIL F A LORD J D FRY A T GRANT P V A review of residual
stress measurement methods - a guide to technique selection NPL Materials Centre
Teddington Middlesex UK 2001
[21] JEYAKUMAR M CHRISTOPHER T NAGESWARA RAO B Residual stress
evaluation in butt welded joint of ASTM A36 steel plates International Journal of Electronics
Communication and Computer Engineering v4 p581-587 2013
[22] TURIBUS S N CALDAS F C M MIRANDA D M MONINE V I J
ASSIS J T Tensometria por teacutecnica de difraccedilatildeo de raios X aplicada a anaacutelise de soldagens 19ordm
Congresso Brasileiro de Engenharia e Ciecircncia dos Materiais ndash CBECiMat p 4830-4836
Campos do Jordatildeo SP Brasil
[23] NETO A V L SILVA A SC BRAGA D U NEVES F O Anaacutelise
comparativa das tensotildees residuais em chapa de material metaacutelico ferroso laminado apoacutes a
soldagem com eletrodo revestido 6ordm Congresso Brasileiro de Engenharia de Fabricaccedilatildeo Caxias
do Sul RS 2011
[24] ESTEVES M C Aliacutevio das tensotildees residuais de soldagem por shot peening na
construccedilatildeo naval Dissertaccedilatildeo de Bacharelado UFRJ Rio de Janeiro RJ Brasil 2015
[25] MAIA T M Anaacutelise das tensotildees residuais geradas nos processos de soldagem
MIGMAG e Plasma Dissertaccedilatildeo de Bacharelado CEFET Rio de Janeiro RJ Brasil 2015
[26] DE SOUZA D A Determinaccedilatildeo de tensotildees residuais em materiais metaacutelicos por
meio de ensaio de dureza Dissertaccedilatildeo de Mestrado UFSJ Satildeo Joatildeo del Rei MG Brasil 2012
[27] MARQUES P V MODENESI P J Algumas equaccedilotildees uacuteteis em soldagem
Soldagem e Inspeccedilatildeo Satildeo Paulo v 19 n01 p091-102 2014