Industrie- und Handelskammer Abschlussprüfung Teil 2 ... · 3. 1 Blech 1* 70 120 EN 10131 DC01 –...
36
Industrie- und Handelskammer Abschlussprüfung Teil 2 Industriemechaniker/-in Produktionstechnik Sommer 2018 Arbeitsauftrag Bereitstellungsunterlagen für den Ausbildungsbetrieb Prüfungsunterlagen für den Prüfling S18 3934 B © 2018, IHK Region Stuttgart, alle Rechte vorbehalten Berufs-Nr. 934 3
Transcript of Industrie- und Handelskammer Abschlussprüfung Teil 2 ... · 3. 1 Blech 1* 70 120 EN 10131 DC01 –...

Industrie- und Handelskammer
Abschlussprüfung Teil 2
Industriemechaniker/-inProduktionstechnik
Sommer 2018
Arbeitsauftrag
Bereitstellungsunterlagen fürden Ausbildungsbetrieb
Prüfungsunterlagen für den Prüfling
S18 3934 B
© 2018, IHK Region Stuttgart, alle Rechte vorbehalten
Berufs-Nr.
9 3 43

Internet: www.ihk-pal.de
Dieser Prüfungsaufgabensatz wurde von einem überregionalen nach § 40 Abs. 2 BBiG zusammengesetzten Ausschuss beschlossen. Er wurde für die Prüfungs-abwicklung und -abnahme im Rahmen der Ausbildungsprüfungen entwickelt. Weder der Prüfungsaufgabensatz noch darauf basierende Produkte sind für den freien Wirtschaftsverkehr bestimmt.Beispielhafte Hinweise auf bestimmte Produkte erfolgen ausschließlich zum Veranschaulichen der Produktanforderung beziehungsweise zum Verständnis der jeweiligen Prüfungsaufgabe. Diese Hinweise haben keinen bindenden Produktcharakter.
B -ar-gelb-261017
Inhaltsverzeichnis
Arbeitsauftrag (vorliegendes Heft)
– Abschlussprüfung Teil 2, Prüfungsbereich Arbeitsauftrag – Variante 2
– Vorbereitung der praktischen Arbeitsaufgabe
– Vorschlag zur Bereitstellung für den Ausbildungsbetrieb
– Materialbereitstellungsliste für den Ausbildungsbetrieb
– Standardbereitstellungsliste für die Variante „Pneumatische Steuerung“
– Standardbereitstellungsliste für die Variante „Elektropneumatische Steuerung“
– Vorschlag zur Bereitstellung im Prüfungsbetrieb
– Information zur Durchführung der praktischen Arbeitsaufgabe
– Beschreibung des Arbeitsauftrags zur Durchführung der praktischen Arbeitsaufgabe
– Zeichnungen zur Durchführung der praktischen Arbeitsaufgabe
S18 3934

B -ar-gelb-010217 3
Abschlussprüfung Teil 2, Prüfungsbereich Arbeitsauftrag – Variante 2
Praktische Arbeitsaufgabe 14 Stunden
Prüfungstag (Beobachtung, begleitendes Fachgespräch, Dokumentation, Nachbereitung)
Vorbereitung Durchführung 6 Stunden
Informieren Planen Beschaffen Durchführen Kontrollieren Übergeben
– Art und Umfang von Kundenauf-trägen klären
– Spezifische Leistungen feststellen
– Besonder-heiten und Termine mit Kunden ab-sprechen
– Informationen für die Auftrags-abwicklung beschaffen
– Informationen auswerten und nutzen
– Technische Entwicklungen berücksichti-gen
– Sicherheitsre-levante Vorga-ben beachten
– Betriebswirt-schaftliche und ökologische Gesichts-punkte planen
– Planungs-unterlagen erstellen
– Betriebsmittel – Arbeitsmittel – Hilfsmittel – Prüfmittel – Rohmaterial – Halbzeuge – Normteile – Werkzeuge
usw. zur Auftrags-durchführung auswählen, vorbereiten, beschaffen
– Teilaufträge veranlassen
– Aufträge, insbesondere unter Berück-sichtigung von Arbeits-sicherheit, Umweltschutz und Termin-vorgaben durchführen
– Auftrags-abläufe, Leistungen und Verbrauch dokumentieren
– Einsatz-fähigkeit von Prüfmitteln feststellen
– Prüfverfahren und Prüfmittel auswählen und anwenden
– Ergebnisse prüfen und dokumentieren
– Qualitäts-mängel systematisch suchen, beseitigen, dokumentieren
– Technische Systeme oder Produkte an Kunden über-geben und erläutern
– Abnahme-protokolle erstellen
Im Prüfungsbereich Arbeitsauftrag soll der Prüfling eine praktische Arbeitsaufgabe in 14 Stunden vorbereiten, durchführen, nachbereiten und mit aufgabenspezifischen Unterlagen dokumentieren sowie darüber ein begleiten-des Fachgespräch von höchstens 20 Minuten führen; die Durchführung der Arbeitsaufgabe dauert sechs Stunden; durch Beobachtungen während der Durchführung, die aufgabenspezifischen Unterlagen und das Fachgespräch sollen die prozessrelevanten Qualifikationen im Bezug zur Durchführung der Arbeitsaufgabe bewertet werden.
S18 3934

B -ar-gelb-0102174
Praktische Arbeitsaufgabe 14 Stunden
Prüfungstag (Beobachtung, begleitendes Fachgespräch, Dokumentation, Nachbereitung)
Vorbereitung Durchführung 6 Stunden
Informieren Planen Beschaffen Durchführen Kontrollieren Übergeben
IHK
Vorbereitung der praktischen Arbeitsaufgabe
Alle in diesem Heft enthaltenen Informationen erhalten Sie zur Vorbereitung (Informieren, Planen, Beschaffen) der praktischen Arbeitsaufgabe.
Informieren Sie sich anhand der in diesem Heft enthaltenen Unterlagen. Planen Sie die Durchführung der prakti-schen Arbeitsaufgabe und beschaffen Sie sich die dazu erforderlichen Mittel.
Zur Vorbereitung erhalten Sie folgend aufgeführte Unterlagen (vorliegendes Heft).
– Vorschlag zur Bereitstellung für den Ausbildungsbetrieb– Materialbereitstellungsliste (ggf. mit Skizzen, Zeichnungen zur Vorfertigung von Einzelteilen etc.)– Vorschlag zur Bereitstellung im Prüfungsbetrieb– Information zur Durchführung der praktischen Arbeitsaufgabe
Die nachfolgend aufgeführten Unterlagen dienen Ihnen zur ganzheitlichen Information und Planung.
Am Prüfungstag werden Ihnen diese Unterlagen erneut ausgehändigt. Anhand dieser Unterlagen muss die praktische Arbeitsaufgabe in der Durchführung am Prüfungstag bearbeitet und durchgeführt werden.
– Beschreibung des Arbeitsauftrags zur Durchführung der praktischen Arbeitsaufgabe– Zeichnungen zur Durchführung der praktischen Arbeitsaufgabe
Weiterhin erhalten Sie am Prüfungstag zusätzlich die zur praktischen Arbeitsaufgabe gehörenden Arbeitsblätter
– Information und Planung – Kontrolle
S18 3934
Abschlussprüfung Teil 2 – Sommer 2018
Industriemechaniker/-inProduktionstechnik

B -ar-gelb-010217 5
Die aufgeführten Prüfmittel und Werkzeuge sind von Ihnen für die Durchführung der praktischen Arbeits-aufgabe auszuwählen, anzupassen und bei Bedarf zu ergänzen.
I Prüfmittel:
1. Messschieber 2. Tiefenmessschieber 3. Bügelmessschraube 4. Anschlagwinkel 5. Haarwinkel 6. Grenzlehrdorn 7. Radienlehre, Fühlerlehre 8. Universalwinkelmesser
II Werkzeuge:
1. Reißnadel 2. Körner 3. Schlosserhammer 4. Gummi- oder Kunststoffhammer 5. Handbügelsäge für Metall 6. Flachstumpffeile 7. Dreikantfeile 8. Rundfeile 9. Vierkantfeile10. Halbrundfeile11. Nadelfeile12. Feilenbürste13. Entgratwerkzeug14. Splinttreiber15. Winkelschraubendreher für Schrauben mit Innensechskant16. Schraubendreher für Schrauben mit Schlitz17. Maulschlüssel18. Parallel-Schraubzwingen19. Schlagstempel (arabische Ziffern) 2 mm oder 3 mm20. Zentrierbohrer21. Spiralbohrer22. Flachsenker23. Kegelsenker24. Gewindebohrer mit Windeisen oder Maschinengewindebohrer25. Schneideisen mit Schneideisenhalter (für Drehmaschine geeignet)26. Maschinenreibahle27. Biegehilfe
Dieser Arbeitsauftrag (vorliegendes Heft, ggf. mit Notizen) kann gerne als Hilfestellung zur Durchführung der praktischen Arbeitsaufgabe mitgebracht werden.
Zudem ist der Prüfling darauf hinzuweisen, dass die Arbeitskleidung den Vorschriften der DGUV entsprechen muss. Entspricht die Arbeitskleidung nicht den Vorschriften, dann ist eine Teilnahme an der Prüfung nicht zulässig.
IHK
Vorschlag zur Bereitstellung für den Ausbildungsbetrieb
S18 3934
Abschlussprüfung Teil 2 – Sommer 2018
Industriemechaniker/-inProduktionstechnik

B -ar-gelb-0102176
Notizen zur Bereitstellung
III Werkzeuge und Hilfsmittel zum Aufbau der steuerungstechnischen Komponenten:
1. Werkzeug zum fachgerechten Ablängen von Kunststoffschlauch 2. Werkzeuge zur fachgerechten Montage von Steckverschraubungen und Geräuschdämpfern passend zu den bereitgestellten Bauteilen 3. Werkzeug bzw. Hilfsmittel zur Demontage des Kunststoffschlauchs 4. Schreibzeug zum Beschriften von Klebeetiketten 5. Maulschlüssel passend zur Schlüsselweite der Kolbenstange des bereitgestellten Zylinders 6. Maulschlüssel passend zur Mutter des Kolbenstangengewindes des bereitgestellten Zylinders 7. Maulschlüssel (SW 32) passend zur Befestigungsmutter des bereitgestellten Zylinders 8. Maschinengewindebohrer (M10 1,25) bzw. passend zum Kolbenstangengewinde des bereitgestellten
Zylinders und dazu passender Spiralbohrer zum Bohren des Gewindekernlochs
Zusätzlich bei Verwendung der elektropneumatischen Variante:
9. Vielfach-Messgerät oder Durchgangsprüfer 10. Werkzeug zum fachgerechten Abisolieren der Kunststoffaderleitungen 11. Seitenschneider 12. Quetschzange für Aderendhülsen 13. Schraubendreher passend zu den Schrauben der Relaissockel und der Reihenklemmleiste
IV Hilfsmittel:
1. Tabellenbücher
S18 3934

7B -ar-gelb-160517
IHK
Materialbereitstellungsliste für den Ausbildungsbetrieb
Allgemein
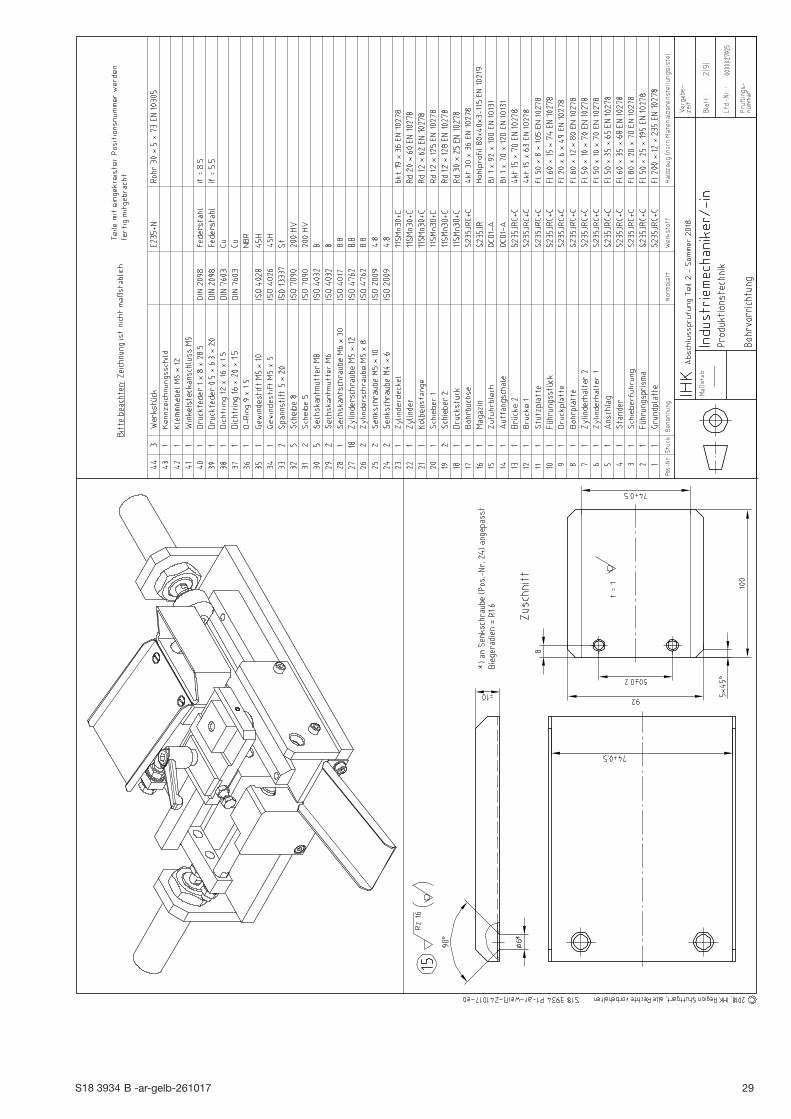
Die Halbzeuge müssen den angegebenen Normen1) entsprechen. Bei der Vorbereitung sind die abgebildeten Allgemeintoleranzen zu beachten (geschnittene Oberflächen Rz 16). Unterstrichene Maße sind Rohmaße, die in der Prüfung noch verändert werden. Für die Oberflächen der mit Stern * gekennzeichneten Maße gilt . Bei zeichnerischen Darstellungen gilt die Projektionsmethode 1 ( ).
1) EN 10278 zulässige Breiten- und Dicken-Abweichungen für Flach-/Vierkantstähle nach ISO- Toleranzfeld h11; EN 10278 zulässige Nenndurchmesser-Abweichungen für Rundstähle nach ISO-Toleranzfeld h11
Die Bohrvorrichtung muss nach den beiliegenden Zeichnungen, Seiten 9 bis 15, montiert zur Prüfung mit-gebracht werden (Einzelteile vorgefertigt nach den Seiten 9 bis 15).
I Halbzeuge, die für jeden Prüfling bereitgestellt werden müssen:
1. 1 Flachstahl 200* 12* 235 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 1 2. 1 Flachstahl 50* 25* 195 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 2 3. 1 Flachstahl 80* 20* 70 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 3 4. 1 Flachstahl 60* 35* 68 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 4 5. 1 Flachstahl 50* 35* 65 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 5 6. 1 Flachstahl 50* 10* 70 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 6 7. 1 Flachstahl 50* 10* 70 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 7 8. 1 Flachstahl 60* 12* 80 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 8 9. 1 Flachstahl 20* 6* 49 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 9 10. 1 Vierkantstahl 15* 63 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 12 11. 1 Vierkantstahl 15* 70 EN 10278 S235JRC+C vorgef. nach Pos.-Nr. 13 12. 1 Blech 1* 92 100 EN 10131 DC01 – A vorgef. nach Pos.-Nr. 15 13. 1 Hohlprofil 80* 40* 3–115 EN 10219 S235JR vorgef. nach Pos.-Nr. 16 14. 1 Rundstahl 30* 25 EN 10278 11SMn30+C vorgef. nach Pos.-Nr. 18 15. 2 Rundstahl 12* 128 EN 10278 11SMn30+C vorgef. nach Pos.-Nr. 19 16. 1 Rundstahl 12* 125 EN 10278 11SMn30+C vorgef. nach Pos.-Nr. 20 17. 1 Rundstahl 12* 62 EN 10278 11SMn30+C vorgef. nach Pos.-Nr. 21 18. 1 Rundstahl 20* 60 EN 10278 11SMn30+C vorgef. nach Pos.-Nr. 22 19. 1 Sechskantstahl 19* 36 EN 10278 11SMn30+C vorgef. nach Pos.-Nr. 23
II Neue Halbzeuge, die für jeden Prüfling bereitgestellt werden müssen:
1. 1 Flachstahl 60* 15* 74 EN 10278 S235JRC+C 2. 1 Flachstahl 50* 8* 105 EN 10278 S235JRC+C 3. 1 Blech 1* 70 120 EN 10131 DC01 – A 4. 1 Vierkantstahl 30* 36 EN 10278 S235JRC+C 5. 3 Rohr 30* 5* 73 EN 10305 E235+N vorgef. nach Skizze 1
Allgemeintoleranzen nach ISO 2768
Toleranz- klasse
von 0,5 bis 3
über 3
bis 6
über 6
bis 30
über 30 bis 120
über 120 bis 400
mittel 0,1 0,1 0,2 0,3 0,5
S18 3934
Abschlussprüfung Teil 2 – Sommer 2018
Industriemechaniker/-inProduktionstechnik

8 B -ar-gelb-261017
III Norm- und Zubehörteile, die für jeden Prüfling bereitgestellt werden müssen:
1. 2 Senkschraube M4 6 ISO 2009 4.8 2. 2 Senkschraube M5 10 ISO 2009 4.8 3. 2 Zylinderschraube M5 8 ISO 4762 8.8 4. 18 Zylinderschraube M5 12 ISO 4762 8.8 5. 1 Sechskantschraube M6 30 ISO 4017 8.8 6. 2 Sechskantmutter M6 ISO 4032 8 7. 5 Sechskantmutter M8 ISO 4032 8 8. 2 Scheibe 5 ISO 7090 200 HV 9. 5 Scheibe 8 ISO 7090 200 HV 10. 2 Spannstift 5 20 ISO 13337 St (leichte Ausführung) 11. 1 Gewindestift M5 5 ISO 4026 45H 12. 1 Gewindestift M5 10 ISO 4028 45H 13. 1 O-Ring 9 1,5 NBR 14. 1 Dichtring 16 20 1,5 DIN 7603 Cu 15. 1 Dichtring 12 16 1,5 DIN 7603 Cu 16. 1 Druckfeder 0,5 6,3 20 DIN 2098 Fst if = 5,517. 1 Druckfeder 1 8 28,5 DIN 2098 Fst if = 8,5 18. 1 Winkelsteckanschluss M5 oder gerade, passend zum Kunststoffschlauch 19. 1 Klemmhebel M5 12 20. 1 Kennzeichnungsschild z. B. Klebeetikett oder Al-Schild, selbstklebend
Anstelle der aufgeführten Positionen können vergleichbare Werkstoffe für Halbzeuge bzw. Normteile mit für die Anwendung ausreichenden Eigenschaften verwendet werden.
S18 3934

9B -ar-gelb-261017S18 3934

10 B -ar-gelb-261017S18 3934

11B -ar-gelb-261017S18 3934

12 B -ar-gelb-261017S18 3934

13B -ar-gelb-261017S18 3934

14 B -ar-gelb-261017S18 3934

15B -ar-gelb-261017S18 3934

B -ar-gelb-01021716
IHK
Standardbereitstellungsliste fürdie Variante Pneumatische Steuerung
I Die Anzahl der Bauteile kann anhand der Zeichnungen zur Durchführung der praktischen Arbeits-aufgabe ermittelt werden.
Lfd.Nr.
An-zahl
BauteilbenennungTechnische Angaben Bemerkungen
Pos.-Nr. oder Bez.
im Aufbau- plan
1 Montageplatte Größe der Montagefläche 550 700 mm
2 Distanzbolzen 18 120 mm, nach Skizze, mit Zylinderschraube M5 und Scheibe 5
3 KennzeichnungsschildCa. 60 30 mm, für die Prüflingsnummer, festmontiert in der linken oberen Ecke der Montageplatte
4 Doppeltwirkender ZylinderKolbendurchmesser: 25 mm, Hub: 100 mm Mit beidseitiger einstellb. Endlagendämpfung und Magnetring
55/2-Wegeventil (Impulsventil)
Beidseitig betätigt durch Druckbeaufschlagung
6 5/2-WegeventilEinseitig betätigt durch Druckbeaufschlagung mit Federrückstellung
7 3/2-WegeventilBetätigt durch Permanentmagnet des Zylinders, in Ruhestellung Druckanschluss gesperrt
8 3/2-WegeventilBetätigt durch Hebel oder Drehknopf mit Raste, in Ruhestellung Druckanschluss gesperrt
9 3/2-WegeventilBetätigt durch Druckknopf, mit Federrückstellung, in Ruhestellung Druckanschluss gesperrt
10 Timer(Verzögerungsventil) ca. 2 bis 30 s, in Ruhestellung Druckanschluss gesperrt bzw. passend zum Schaltplan
11 DrosselrückschlagventilEinstellbar, mit Einschraubgewinde empfohlen, passend zum bereitgestellten Zylinder
12 Wechselventil
13 Zweidruckventil
S18 3934
Abschlussprüfung Teil 2 – Sommer 2018
Industriemechaniker/-inProduktionstechnik

B -ar-gelb-010217 17
Ergänzende Hinweise:
1. Die Montageplatte soll eine Schnellmontage der pneumatischen Bauteile gestatten, z. B. Schnellschraubverbin- dung durch Rändelmutter oder Steck- bzw. Klippmontage.
2. Zur Befestigung der Ventile können Steckplatten oder je 2 Schrauben mit (Rändel-)Muttern und Scheiben bereitgestellt werden.
3. Die Bauteile sind mit Steckverschraubungen und gegebenenfalls mit Geräuschdämpfern fachgerecht bestückt bereitzustellen.
Skizze: Distanzbolzen
Lfd.Nr.
An-zahl
BauteilbenennungTechnische Angaben Bemerkungen
Pos.-Nr. oder Bez.
im Aufbau- plan
14 VerteilerblockMit Handschiebeventil, mindestens 6 Anschlüsse, pas-send zum bereitgestellten Kunststoffschlauch, Abgang für bereitgestellten Kunststoffschlauch
15 Schnellentlüftungsventil Für direkte Montage am Zylinder geeignet
16 WinkelsteckverschraubungSchwenkbar, Abgang passend zum bereitgestellten Kunststoffschlauch, Gewinde passend zu den bereit-gestellten Bauteilen
17 Verschlussstopfen Passend zum 5/2-Wegeventil lfd. Nr. 5 oder 6
18 T-Steckverbindung Passend zum bereitgestellten Kunststoffschlauch
19Mehrfachschlauchklemm-leiste für ca. 4 Schläuche oder 15 Schlauchbinder *)
Zum Befestigen der Kunststoffschlauchleitungen auf der Montageplatte
20 KunststoffschlauchPassend zu den bereitgestellten Anschlüssen, Innendurchmesser min. 2 mm
21 Klebeetiketten Ca. 7 15 mm, zur Kennzeichnung der Bauteile
22 Schraubendreher Zum Einstellen der Endlagendämpfung
*) oder anderes, für eine einwandfrei gebündelte Schlauchführung und -befestigung geeignetes Installationsmaterial
S18 3934

B -ar-gelb-01021718
Die Montage der Bauteile und das Anschließen der Schlauchleitungen müssen am Prüfungstag während der Durchführung der praktischen Arbeitsaufgabe erfolgen.
S18 3934

19B -ar-gelb-261017
IHK
Standardbereitstellungsliste fürdie Variante Elektropneumatische Steuerung
I Die Anzahl der Bauteile kann anhand der Zeichnungen zur Durchführung der praktischen Arbeits-aufgabe ermittelt werden.
Lfd.Nr.
An-zahl
BauteilbenennungTechnische Angaben Bemerkungen
Pos.-Nr. oder Bez.
im Aufbau- plan
1 Montageplatte Größe der Montagefläche 550 700 mm 1
2 Distanzbolzen 18 120 mm, nach Skizze, mit Zylinderschraube M5 und Scheibe 5
2
3 KennzeichnungsschildCa. 60 30 mm, für die Prüflingsnummer, festmontiert in der linken oberen Ecke der Montageplatte
3
4 Doppeltwirkender ZylinderKolbendurchmesser: 25 mm, Hub: 100 mm Mit beidseitiger einstellb. Endlagendämpfung
5 5/2-WegeventilBeidseitig elektrisch betätigt, mit Magnetkupplungsdosen (24 V Gleichspannung) und dazu passende 1 m lange angeschlossene Anschlussleitung
6 5/2-Wegeventil
Einseitig elektrisch betätigt, mit mechanischer Federrück-stellung oder Druckrückstellung sowie Magnetkupplungs-dose (24 V Gleichspannung) und dazu passende 1 m lange angeschlossene Anschlussleitung
7 3/2-Wegeventil
Betätigt durch Hebel oder Druckknopf mit Raste, in Ruhe-stellung Druckanschluss gesperrt, Steckverschraubung am Druckluftanschluss passend zum Kunststoffschlauch
8Montagewinkel für elektri-sche Signalgeber
Bitte beachten: auf 5 Bauteilaufnahmen erweitert 4
9 Elektrischer TasterFür Fronttafeleinbau, passend zum Montagewinkel, Kontaktanordnung: siehe Schaltplan
10 LeuchtmelderLampe 24 V, für Fronttafeleinbau, passend zum Montagewinkel
11 StellschalterFür Fronttafeleinbau, passend zum Montagewinkel, Kontaktanordnung: siehe Schaltplan
12 Relais oder HilfsschützMit Sockel und Schraubklemmanschlüssen, für Montage auf Hutschiene, Spule 24 V Gleichspannung, Kontaktanordnung: siehe Schaltplan
13Relais, ansprechverzögert bis ca. 30 s
Mit Sockel und Schraubklemmanschlüssen, für Montage auf Hutschiene, Spule 24 V Gleichspannung, Kontaktanordnung: siehe Schaltplan
14 ReihenklemmleisteKomplett bestückt mit 37 Reihenklemmen, max. 2,5 mm2, mit Hutschiene ca. 250 mm lang
5
15 Hutschiene Passend zum Relaissockel, 250 mm lang 6
16 KabelkanalMaximal 30 mm breit, geschlitzt, 1 ca. 150 mm lang, 3 ca. 265 mm lang, 1 ca. 500 mm lang
7, 8, 9
S18 3934
Abschlussprüfung Teil 2 – Sommer 2018
Industriemechaniker/-inProduktionstechnik

B -ar-gelb-01021720
Lfd.Nr.
An-zahl
BauteilbenennungTechnische Angaben Bemerkungen
Pos.-Nr. oder Bez.
im Aufbau- plan
17 Elektrischer GrenztasterBetätigt durch Rolle mit Federrückstellung Kontaktanordnung: 1 Wechsler oder 1 Schließer mit 2,5 m langer am Schließer angeschlossener Anschlussleitung
18 DrosselrückschlagventilEinstellbar, mit Einschraubgewinde empfohlen, passend zum bereitgestellten Zylinder
19 NäherungsschalterDurch Permanentmagnet betätigt (Reedschalter), passend zur lfd. Nr. 4, Anschluss schraub- oder steckbar, mit 2,5 m langer Anschlussleitung
20 WinkelsteckverschraubungSchwenkbar, Abgang passend zum bereitgestellten Kunststoffschlauch, Steckanschluss passend zu den bereitgestellten Bauteilen
21 T-Steckverbindung Passend zum bereitgestellten Kunststoffschlauch
22 KunststoffschlauchPassend zu den bereitgestellten Anschlüssen, Innen-durchmesser min. 2 mm
23Mehrfachschlauchklemm-leiste für ca. 4 Schläuche oder 15 Schlauchbinder *)
Zum Befestigen der Kunststoff-Schlauchleitungen auf der Montageplatte
24Brücken für Reihen-klemmen
Klemmenbelegungsplan 2-poliger oder 3-poliger Nähe-rungsschalter
25 Kunststoffaderleitung Z. B. H05V-K, 0,75 mm2, Farbe beliebig
26 Aderendhülsen 0,75 mm2
27 Kabelbinder
28 Klebeetiketten Ca. 7 15 mm, zur Kennzeichnung der Bauteile
29 AnschlussleitungZ. B. H07V-K, 1,0 mm2, je 1,5 m lang mit Büschel stecker 4 mm
30 Schraubendreher Zum Einstellen der Endlagendämpfung*) oder anderes, für eine einwandfrei gebündelte Schlauchführung und -befestigung geeignetes Installationsmaterial
Ergänzende Hinweise:
1. Die Montageplatte soll eine Schnellmontage der pneumatischen Bauteile gestatten, z. B. Schnellschraub-verbindung durch Rändelmutter oder Steck- bzw. Klippmontage.
2. Zur Befestigung der Ventile können Steckplatten oder je 2 Schrauben mit (Rändel-)Muttern und Scheiben bereitgestellt werden.
3. Die Bauteile sind mit Steckverschraubungen und gegebenenfalls mit Geräuschdämpfern fachgerecht bestückt bereitzustellen.
Skizze: Distanzbolzen
S18 3934
21B -ar-gelb-160517
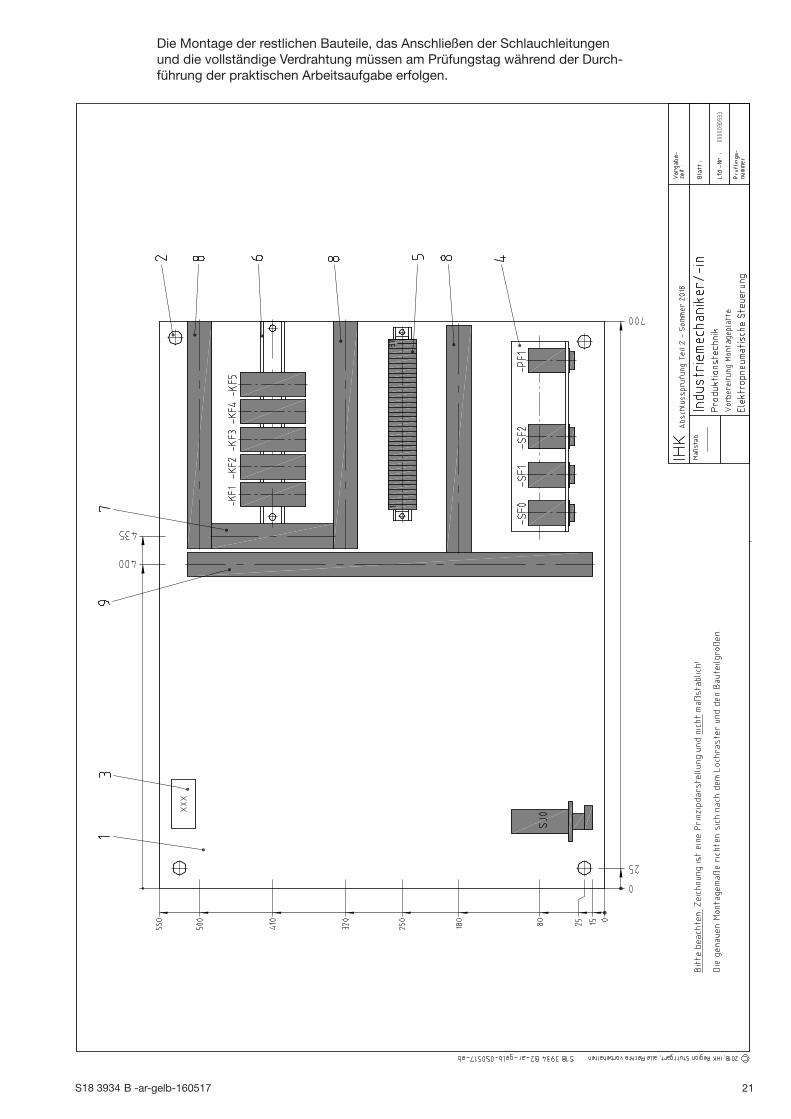
Die Montage der restlichen Bauteile, das Anschließen der Schlauchleitungen und die vollständige Verdrahtung müssen am Prüfungstag während der Durch-führung der praktischen Arbeitsaufgabe erfolgen.
S18 3934

B -ar-gelb-01021722
IHK
Vorschlag zur Bereitstellung im Prüfungsbetrieb
Die aufgeführten Betriebs- und Arbeitsmittel sind von Ihnen für die Durchführung der praktischen Arbeits-aufgabe auszuwählen, anzupassen und bei Bedarf mit dem Prüfungsbetrieb abzustimmen.
I Betriebs- und Arbeitsmittel je Prüfling:
1. 1 Arbeitsplatz mit Parallelschraubstock (100 bis 150 mm Backenbreite mit Schutzbacken oder geschliffenen Backen)
1.1 1 Arbeitsplatz, ausgerüstet mit: – Druckluft, min. 4 bar – Kupplungsdose, z. B. G1/8 – Kunststoffschlauch; 1,5 m lang, versehen mit Kupplungsstecker, passend zur Kupplungsdose
Zusätzlich für die elektropneumatische Variante: – Gleichspannung 24 V, ca. 2 A, mit Anschlussbuchsen für Büschelstecker 4 mm
II Betriebs- und Arbeitsmittel für 1 bis 4 Prüflinge:
1. 1 Anreißplatz1.1 1 Höhenreißer1.2 1 Anreißwinkel1.3 1 Anreißprisma1.4 Anreißlack oder Vergleichbares1.5 Teilapparat zum direkten Teilen
2. 2 Tisch- oder Säulenbohrmaschine, zum Reiben geeignet2.1 Bohrfutter, Reduzierhülsen bei Bedarf2.2 Maschinenschraubstock mit Parallelunterlagen
3. 1 Drehmaschine mit Spannmittel 3.1 1 Drehmeißel zum Längs-Rund-/Quer-Plandrehen 3.2 Formdrehmeißel für Gewindefreistich 3.3 Stechdrehmeißel
4. 1 Fräsmaschine zum Senkrechtfräsen und/oder 1 Fräsmaschine zum Waagerechtfräsen 4.1 Maschinenschraubstock 4.2 Unterlagen 4.3 Fräswerkzeuge
5. Kühlschmierstoff, Schneidöl, Reinigungsmittel
6. 1 Schleifbock (für 1 bis 20 Prüflinge)
S18 3934
Abschlussprüfung Teil 2 – Sommer 2018
Industriemechaniker/-inProduktionstechnik

B -ar-gelb-010217 23
III Betriebs- und Arbeitsmittel für 1 bis 2 Prüflinge zur Überprüfung der gefertigten Produktionseinrichtung und zur Anfertigung des Werkstücks:
1. 2 Tisch- oder Säulenbohrmaschine, zum Reiben geeignet, mit geeignetem Spanntisch und Spannmittel zum Aufspannen der gefertigten Baugruppe mit steuerungstechnischer Funktion (Produktionseinrichtung). Abmaße der Grundplatte der mechanischen Baugruppe beachten.
Oder Verwendung der unter II Punkt 2 aufgeführten Betriebsmittel.
2. 1 Arbeitsplatz (z. B. Beistell- bzw. Werkzeugtisch oder Wagen mit Arbeitsplatte passend zur Montageplatte 550 700 mm) neben einer Tisch- oder Säulenbohrmaschine. Dazu passender Druckluftanschluss wie unter I Punkt 1.1 aufgeführt.
Zusätzlich bei Verwendung der elektropneumatischen Variante:
Anschlussmöglichkeit bzw. Aufstellmöglichkeit der Gleichspannungsversorgung 24 V, ca. 2 A, mit Anschlussbuchsen für Büschelstecker 4 mm.
3. Ist eine Aufspannung der Grundplatte der mech. Baugruppe mittels Spannpratzen nicht möglich, so muss die Grundplatte gegebenenfalls mit Befestigungsbohrungen passend zum Bohrmaschinentisch versehen werden.
S18 3934

B -ar-gelb-01021724
Notizen zur Bereitstellung
S18 3934

B -ar-gelb-010217 25
IHK
Information zur Durchführungder praktischen Arbeitsaufgabe
Praktische Arbeitsaufgabe 14 Stunden
Prüfungstag (Beobachtung, begleitendes Fachgespräch, Dokumentation, Nachbereitung)
Vorbereitung Durchführung 6 Stunden
Informieren Planen Beschaffen Durchführen Kontrollieren Übergeben
Die folgenden Seiten enthalten Unterlagen zur Durchführung der praktischen Arbeitsaufgabe.
Diese Unterlagen dienen Ihnen zur ganzheitlichen Information und Planung. Anhand dieser Unterlagen muss die praktische Arbeitsaufgabe in der Durchführung am Prüfungstag bearbeitet und durchgeführt werden.
Zur ganzheitlichen Information und Planung erhalten Sie folgend aufgeführte Unterlagen (vorliegendes Heft). Am Prüfungstag werden Ihnen diese Unterlagen erneut ausgehändigt.
– Beschreibung des Arbeitsauftrags zur Durchführung der praktischen Arbeitsaufgabe – Zeichnungen zur Durchführung der praktischen Arbeitsaufgabe
Weiterhin erhalten Sie am Prüfungstag zusätzlich die zur praktischen Arbeitsaufgabe gehörenden Arbeitsblätter
– Information und Planung – Kontrolle
S18 3934
Abschlussprüfung Teil 2 – Sommer 2018
Industriemechaniker/-inProduktionstechnik

26 B -ar-gelb-261017
IHK
Beschreibung des Arbeitsauftrags zur Durchführung der praktischen Arbeitsaufgabe
1 Allgemein
In der Abschlussprüfung Teil 2 haben Sie in der Durchführung eine praktische Arbeitsaufgabe zu bearbeiten, mit aufgabenspezifischen Unterlagen zu dokumentieren und darüber ein begleitendes Fachgespräch von höchstens 20 Minuten zu führen.
2 Vorgabezeit: 6 h
Richtzeit für die Aufgaben zur „Information und Planung“ 0,5 h Richtzeit für die „Durchführung und Kontrolle“ 5,5 h
Die Vorgabezeit von 6 h beinhaltet das begleitende Fachgespräch von höchstens 20 Minuten.
3 Prüfungsunterlagen, die Sie zusätzlich für die praktische Arbeitsaufgabe erhalten:
– Arbeitsblatt „Information und Planung“ – Zeichnungen zur Durchführung der praktischen Arbeitsaufgabe – Arbeitsblatt „Kontrolle“
4 Kennzeichnung der Prüfungsunterlagen
Tragen Sie, wo vorgesehen, in den Kopf sämtlicher Prüfungsunterlagen Ihren Vor- und Familiennamen und Ihre Prüflingsnummer ein.
5 Beobachtung, begleitendes Fachgespräch
Durch Beobachtung während der Durchführung und das begleitende Fachgespräch werden die prozess-relevanten Qualifikationen in Bezug auf die Durchführung der Arbeitsaufgabe bewertet.
6 Funktionsbeschreibung der Baugruppe
Nach Betätigung des Tasters -SJ1 bzw. -SF1 fährt die Kolbenstange des Zylinders -MM1 aus und die Schieber 2 entriegeln das Magazin. Dadurch fällt ein neues Werkstück in das Führungsprisma. Nach dem Loslassen des Tasters fährt die Kolbenstange des Zylinders -MM1 ein, die des Zylinders -MM3 nach 4 Sekunden aus und schiebt das Werkstück unter die Bohrbuchse. Ein bereits bearbeitetes Werkstück wird dadurch aus der Bohrposition in die Auffangschale geschoben. Die Kolbenstange des Zylinders -MM3 fährt wieder ein und die Kolbenstange des Zylinders -MM2 fährt mit dem Schieber 1 aus. Die Kolbenstange des Zylinders -MM3 fährt erneut aus und spannt das Werkstück unter der Bohrbuchse gegen den Schieber 1. Nach dem Bohrvorgang und der Betätigung des Tasters -SJ2 bzw. -SF2 fahren die Kolbenstangen der Zylinder -MM3 und -MM2 ein und der Arbeitsablauf beginnt von vorn.
S18 3934
Abschlussprüfung Teil 2 – Sommer 2018
Industriemechaniker/-inProduktionstechnik

27B -ar-gelb-160517
7 Arbeitsauftrag
Sie haben den Auftrag, die Bohrvorrichtung und die Werkstücke fachgerecht nach Zeichnung herzustellen. Damit verbunden ist die Demontage und Montage sowie das Überarbeiten und Fertigen von Einzelteilen. Nehmen Sie die Bohrvorrichtung inklusive der Steuerung zur Funktionsprüfung in Betrieb. Die Bohrvorrich-tung muss auf einer Bohrmaschine montiert werden. Fertigen Sie in der Bohrvorrichtung die Werkstücke. Übergeben Sie danach ein Werkstück und die Bohrvorrichtung inklusive der Steuerung ohne Mängel an den Kunden (Prüfungsausschuss). Eine Kennzeichnung der von Ihnen gefertigten und zu prüfenden Einzelteile mit der Prüflingsnummer ist freigestellt und erfolgt in eigenem Ermessen bzw. in Absprache mit dem Ausbil-dungsbetrieb. Bitte beachten Sie bei Ihrer Entscheidung, dass viele Einzelteile für nachfolgende Arbeitsauf-träge wiederverwendet werden können und eine bereits vorhandene Kennzeichnung vor Durchführung des Arbeitsauftrags entfernt werden sollte. Alternativ ist ein neues Einzelteil gemäß Vorbereitung vorzufertigen.
7.1 Arbeitsblatt „Information und Planung“ Richtzeit: 0,5 h
Arbeiten Sie sich in die Auftragsunterlagen ein und bearbeiten Sie das Arbeitsblatt „Information und Planung“.
7.2 Durchführung und Kontrolle Richtzeit: 5,5 h
Die Einzelteile und die Baugruppe(n) sind nach den auf den Zeichnungen angegebenen Normen und Hinweisen herzustellen. Während der Prüfung haben Sie die Vorschriften der DGUV einzuhalten.
Alle Arbeitsschritte müssen unter Berücksichtigung der vom Kunden geforderten Merkmale und des Arbeitsauftrags durchgeführt werden. Merkmale sind wie folgt auf der Zeichnung gekennzeichnet:
Überprüfen Sie mithilfe des Arbeitsblatts „Kontrolle“ Ihren Arbeitsauftrag. Entscheiden Sie selbst und an-
hand der Merkmale, zu welchem Zeitpunkt Sie eine Kontrolle durchführen. Beurteilen Sie, ob die vorgege-benen Merkmale erfüllt sind. Dokumentieren Sie dabei Ihre Entscheidung in der Tabelle.
8 Abgabe der Unterlagen
Vergewissern Sie sich, dass alle von Ihnen bearbeiteten Unterlagen, auch Ihre eigenen Dokumentationen, Skizzen und Notizen, mit Ihrem Vor- und Familiennamen sowie Ihrer Prüflingsnummer versehen sind.
S18 3934

28 B -ar-gelb-261017S18 3934
29B -ar-gelb-261017S18 3934

30 B -ar-gelb-261017S18 3934

31B -ar-gelb-261017S18 3934

32 B -ar-gelb-261017S18 3934

33B -ar-gelb-261017S18 3934

34 B -ar-gelb-261017S18 3934

35B -ar-gelb-261017S18 3934

36 B -ar-gelb-261017S18 3934