ÍNDICE - 148.206.53.84148.206.53.84/tesiuami/UAMI16993.pdf · con las moléculas de hidrógeno,...
90
-
Upload
truongdieu -
Category
Documents
-
view
229 -
download
0
Transcript of ÍNDICE - 148.206.53.84148.206.53.84/tesiuami/UAMI16993.pdf · con las moléculas de hidrógeno,...
ÍNDICE
Página
RESUMEN EJECUTIVO 1
PRIMERA ETAPA
1. Motivación 2
2. Definición del Proyecto 4
3. Objetivos 4
4. Principio de Operación de las Celdas de Combustible 4
a) Celda con electrolito conductor de protones 5
b) Celda con electrolito conductor de iones de oxígeno 5
5. Tipos de Celdas de Combustible 6
a) Celdas Alcalinas (AFC) 6
b) Celdas de Carbonato Fundido (MCFC) 7
c) Celdas de Polímeros Sólidos o de Membrana de intercambio protónico (PEMFC) 7
d) Celdas de Óxidos Sólidos (SOFC) 8
e) Celdas de Ácido Fosfórico (PAFC) 8
6. Diagrama preliminar del proceso 10
7. Balances de Materia 10
8. Horas de operación de la planta 11
9. Ubicación de la planta 12
10. Materias primas 12
11. Información ecológica del gas natural 14
12. Información toxicológica del gas natural 14
13. Medidas de seguridad 14
SEGUNDA ETAPA
1. Introducción 26
2. Estado del arte 27
3. Hipótesis 30
4. Objetivos 30
5. Metodología 30
a) Síntesis de polvos 30
b) Preparación de celdas simétricas 31
c) Difracción de rayos X 31
d) Espectroscopia de impedancia 32
6. Resultados y Discusión 32
14. Instrucciones para evitar incendios 15
15. Legislación ambiental vigente, normas y perspectiva del gas natural 16
a) Antecedentes del nuevo entorno regulatorio 16
16. Procesos existentes para la generación de energía con sistemas de celdas de combustible tipo oxido sólido.
18
a) Proceso para la conversión de los combustibles líquidos a base de aceite a una mezcla de combustible adecuado para su uso en aplicaciones de celdas de combustible tipo óxido sólido.
18
b) Dispositivo de celdas de combustible tipo óxido sólido. 19
17. Tratamiento de CO2 20
18. Estudio del mercado y conocimiento de la industria en cuestión 21
a) Oferta y demanda del producto deseado 21
b) Oferta de gas natural 24
TERCERA ETAPA
1. Selección de material anódico 35
2. Configuración del sistema de celdas 37
3. Dimensionamiento del sistema de celdas 38
4. Diseño del proceso 39
5. Dimensionamiento de equipo mayor 42
a) Ventilador 42
b) Bomba 42
c) Quemador 43
d) Intercambiador de calor 43
e) Sistema de celdas de combustible 44
f) Columna de absorción 44
6. Evaluación económica del proceso 45
7. Prevención de riesgos 46
8. Conclusiones generales 47
ANEXOS
Anexo 1. Producción de gas natural por activo integral 49
Anexo 2. Distribución de gas natural 50
Anexo 3. Balances de Materia 51
Anexo 4. Demanda nacional de gas natural 56
Anexo 5. Demanda de combustibles en el sector eléctrico publico 57
Anexo 6. Demanda nacional de combustibles en el sector eléctrico privado 58
Anexo 7. Demanda nacional de combustibles en el sector industrial 59
Anexo 8. Demanda de gas natural por grupo de sector industrial 60
Anexo 9. Consumo de gas natural en el sector petrolero 61
Anexo 10. Demanda nacional de combustibles en el sector petrolero 62
Anexo 11. Consumo de gas natural y elaboración de petroquímicos de PPQ 63
Anexo 12. Difracción de Rayos X 64
Anexo 13. Espectroscopía de Impedancia 68
Anexo 14. Modelo para la curva de Polarización 74
Anexo 15. Análisis de riesgos 80
Referencias 82
1
RESUMEN EJECUTIVO
En este proyecto se propone el diseño de un proceso para producir electricidad mediante un sistema
de celdas de combustible tipo óxido sólido utilizando como materia prima el gas natural que
actualmente es venteado y quemado en las instalaciones de un pozo petrolero en el activo integral
Poza Rica – Altamira. Lo anterior se plantea como una alternativa para Petróleos Mexicanos ante
sus actividades para la reducción del venteo y quema de gas natural.
Este proyecto fue realizado en tres etapas:
La primera se centró en definir el proyecto y realizar una investigación bibliográfica sobre los
principios de operación de las celdas de combustible y los tipos que existen, un estudio de mercado
y normatividades que regulan el mismo.
La segunda etapa fue la de experimentación en la que se realizaron actividades de revisión
bibliográfica para seleccionar el material catódico que se utilizaría para la propuesta de fabricación
de las celdas, así como sobre; los métodos de síntesis y los principios de operación de las técnicas
de caracterización (espectroscopia de impedancia y difracción de rayos X); se realizó la síntesis del
material catódico (LaBaCuFeO5+δ) y la preparación de celdas simétricas con el objetivo de evaluar su
resistencia de polarización .
La tercera etapa consistió en una revisión bibliográfica para la selección del material anódico. Se
determinó la configuración del sistema de celdas, y éste se dimensionó. Se realizó la síntesis del
proceso para la generación de energía eléctrica, así como el dimensionamiento de equipo mayor y
una evaluación económica y de riesgos del proceso.
2
1. MOTIVACIÓN
Durante el año 2010 Pemex reportó una producción total de 7020 millones de pies cúbicos diarios
(mpcd) de gas natural (ver Anexo 1), de los cuales en el Activo Poza Rica – Altamira se tuvo una
producción de 469 mpcd, lo cual representa el 7 % de la producción nacional. En el mismo 2010 en
la extracción de petróleo, el gas natural que se ventea y quema constituyó 600 mpcd (ver Anexo 2).
En el cuarto informe trimestral de 2010 del Activo Poza Rica – Altamira se dice que la quema y
venteo real diario de gas natural fue de 16 mpcd, lo que representa el 0.03 % del total que se envía a
la atmosfera a nivel nacional. Suponiendo, que esta cifra fue constante durante el resto del año
entonces tendríamos, en promedio, que de este complejo 5840 mpcd de gas natural no son
aprovechados [1].
Pemex lleva cabo acciones de mitigación directa (reducciones de quema de gas, eficiencia
energética y cogeneración) mediante las cuales, en el periodo 2009-2010, logró reducir las
emisiones de CO2 de 50.2 a 45.4 mton (millones de toneladas), esto es una reducción de 9.6 %.
Para 2011 se espera alcanzar una reducción adicional de 3.8 mtonCO2e (8.4 % menos respecto a
2010).
El Plan de Acción Climática (PAC) es el instrumento que permite articular y estructurar los esfuerzos
de PEMEX en el tema de cambio climático al formalizar, implementar y monitorear las líneas de
acción planteadas y la cuales se encuentran descritas en la Tabla 1. Se consolidó en 2010 y fue
presentado por el Director Corporativo de Operaciones en la Convención Marco de Naciones Unidas
sobre el Cambio Climático número 16 (COP16) llevada a cabo en Cancún, Quintana Roo.
3
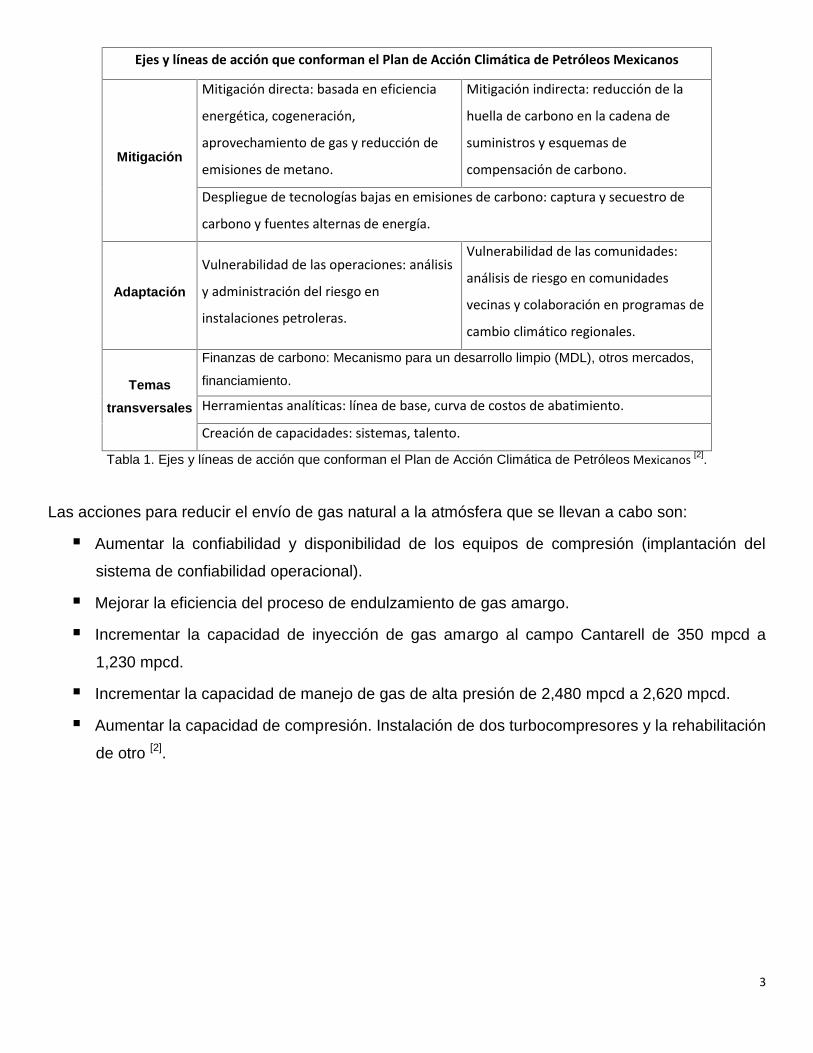
Ejes y líneas de acción que conforman el Plan de Acción Climática de Petróleos Mexicanos
Mitigación
Mitigación directa: basada en eficiencia
energética, cogeneración,
aprovechamiento de gas y reducción de
emisiones de metano.
Mitigación indirecta: reducción de la
huella de carbono en la cadena de
suministros y esquemas de
compensación de carbono.
Despliegue de tecnologías bajas en emisiones de carbono: captura y secuestro de
carbono y fuentes alternas de energía.
Adaptación
Vulnerabilidad de las operaciones: análisis
y administración del riesgo en
instalaciones petroleras.
Vulnerabilidad de las comunidades:
análisis de riesgo en comunidades
vecinas y colaboración en programas de
cambio climático regionales.
Temastransversales
Finanzas de carbono: Mecanismo para un desarrollo limpio (MDL), otros mercados,
financiamiento.
Herramientas analíticas: línea de base, curva de costos de abatimiento.
Creación de capacidades: sistemas, talento.
Tabla 1. Ejes y líneas de acción que conforman el Plan de Acción Climática de Petróleos Mexicanos [2].
Las acciones para reducir el envío de gas natural a la atmósfera que se llevan a cabo son:
Aumentar la confiabilidad y disponibilidad de los equipos de compresión (implantación del
sistema de confiabilidad operacional).
Mejorar la eficiencia del proceso de endulzamiento de gas amargo.
Incrementar la capacidad de inyección de gas amargo al campo Cantarell de 350 mpcd a
1,230 mpcd.
Incrementar la capacidad de manejo de gas de alta presión de 2,480 mpcd a 2,620 mpcd.
Aumentar la capacidad de compresión. Instalación de dos turbocompresores y la rehabilitación
de otro [2].
4
2. DEFINICIÓN DEL PROYECTO
En el contexto descrito se propone diseñar un sistema de generación eléctrica basado en celdas de
combustible tipo óxido sólido alimentado con gas natural para las instalaciones de un pozo petrolero
de manera que se aproveche el gas natural que actualmente es venteado. En el proceso a
desarrollar se contemplará el tratamiento de la corriente de salida de las cámaras anódicas del
sistema, la cual contiene CO2 como producto de la oxidación del combustible.
3. OBJETIVOS
El objetivo principal en la elaboración de este proyecto es diseñar un sistema de generación de
electricidad alimentado con gas natural y basado en celdas de combustible tipo óxido sólido. Como
objetivos particulares se tienen:
Seleccionar un material catódico y evaluarlo en términos de su resistencia de polarización.
Determinar la configuración del sistema de celdas.
Dimensionar el sistema de celdas.
Proponer un proceso de tratamiento de CO2 de salida de las cámaras anódicas de la celda.
Diseñar el proceso y dimensionar equipo mayor.
Realizar una evaluación económica del proceso.
Analizar los riesgos del proceso.
4. PRINCIPIO DE OPERACIÓN DE LAS CELDAS DE COMBUSTIBLE
Las celdas de combustible son dispositivos que transforman la energía química de una reacción en
eléctrica, los subproductos que se obtienen son calor y vapor de agua. En una celda de combustible
la energía producida no se agota, ya que el suministro de combustible es continuo. Una celda de
combustible está constituida por dos electrodos y un electrolito.
Los electrodos están separados por el electrolito, y están hechos de materiales porosos para
incrementar el área sobre la cual ocurren las reacciones. El electrolito determina el flujo de iones y la
temperatura de operación de la celda; puede ser conductor de iones positivos, como H+, o de iones
negativos, por ejemplo, O2-.
5
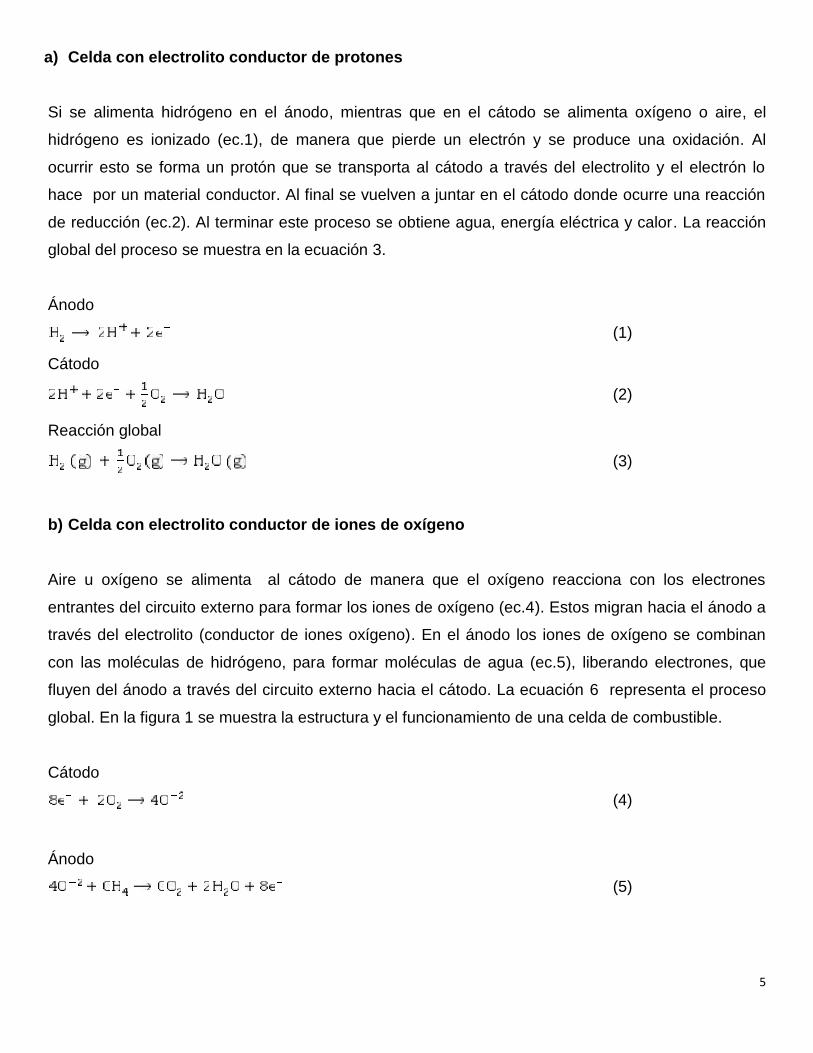
a) Celda con electrolito conductor de protones
Si se alimenta hidrógeno en el ánodo, mientras que en el cátodo se alimenta oxígeno o aire, el
hidrógeno es ionizado (ec.1), de manera que pierde un electrón y se produce una oxidación. Al
ocurrir esto se forma un protón que se transporta al cátodo a través del electrolito y el electrón lo
hace por un material conductor. Al final se vuelven a juntar en el cátodo donde ocurre una reacción
de reducción (ec.2). Al terminar este proceso se obtiene agua, energía eléctrica y calor. La reacción
global del proceso se muestra en la ecuación 3.
Ánodo
(1)
Cátodo
(2)
Reacción global
(3)
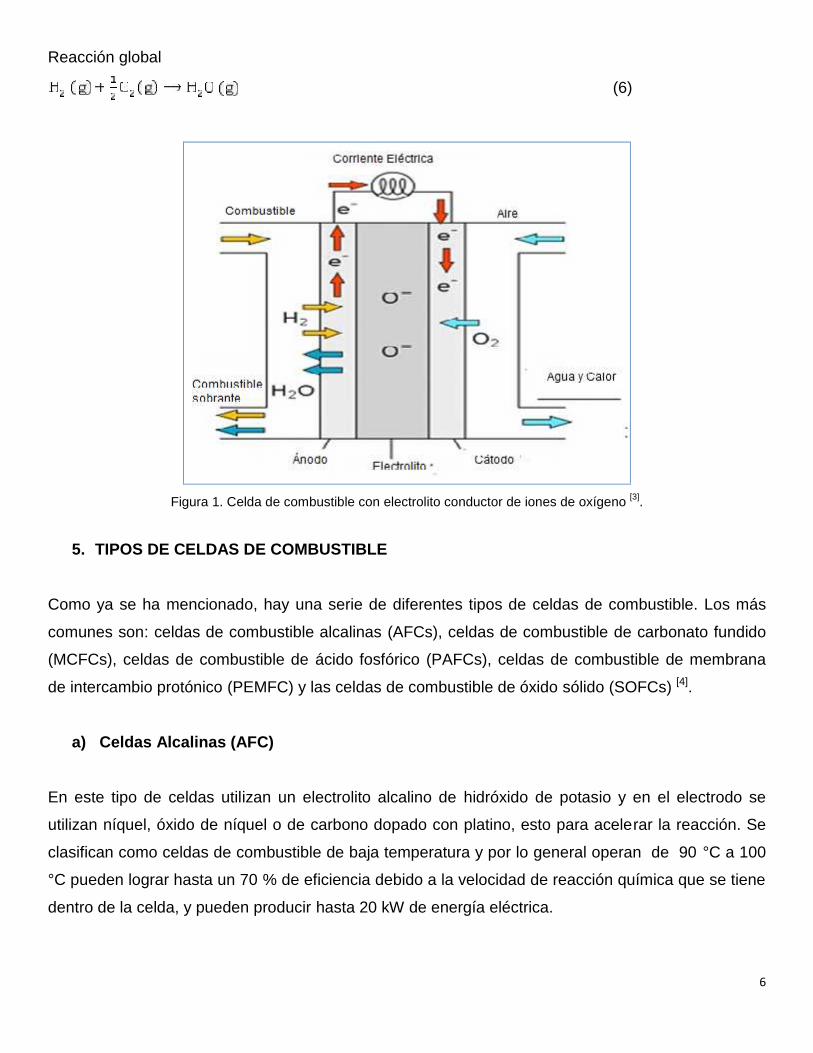
b) Celda con electrolito conductor de iones de oxígeno
Aire u oxígeno se alimenta al cátodo de manera que el oxígeno reacciona con los electrones
entrantes del circuito externo para formar los iones de oxígeno (ec.4). Estos migran hacia el ánodo a
través del electrolito (conductor de iones oxígeno). En el ánodo los iones de oxígeno se combinan
con las moléculas de hidrógeno, para formar moléculas de agua (ec.5), liberando electrones, que
fluyen del ánodo a través del circuito externo hacia el cátodo. La ecuación 6 representa el proceso
global. En la figura 1 se muestra la estructura y el funcionamiento de una celda de combustible.
Cátodo
(4)
Ánodo
(5)
6
Reacción global
(6)
Figura 1. Celda de combustible con electrolito conductor de iones de oxígeno [3].
5. TIPOS DE CELDAS DE COMBUSTIBLE
Como ya se ha mencionado, hay una serie de diferentes tipos de celdas de combustible. Los más
comunes son: celdas de combustible alcalinas (AFCs), celdas de combustible de carbonato fundido
(MCFCs), celdas de combustible de ácido fosfórico (PAFCs), celdas de combustible de membrana
de intercambio protónico (PEMFC) y las celdas de combustible de óxido sólido (SOFCs) [4].
a) Celdas Alcalinas (AFC)
En este tipo de celdas utilizan un electrolito alcalino de hidróxido de potasio y en el electrodo se
utilizan níquel, óxido de níquel o de carbono dopado con platino, esto para acelerar la reacción. Se
clasifican como celdas de combustible de baja temperatura y por lo general operan de 90 °C a 100
°C pueden lograr hasta un 70 % de eficiencia debido a la velocidad de reacción química que se tiene
dentro de la celda, y pueden producir hasta 20 kW de energía eléctrica.
7
La desventaja de usar AFCs es que los electrolitos altamente alcalinos absorben incluso la más
pequeña cantidad de CO2 que, a su vez, a la larga reduce la conductividad del electrolito. Para su
correcto funcionamiento, también es necesario purificar el oxígeno usado en la celda y juntas estas
purificaciones pueden ser muy costosas. Dado que el material de electrolito es corrosivo, y se
encuentra en forma líquida, el sellado de los gases en el ánodo y el cátodo resulta más problemático
que cuando se utiliza un electrolito sólido.
b) Celdas de Carbonato Fundido (MCFC)
En este tipo de celdas se utilizan como electrolito sales fundidas como carbonato de litio, carbonato
de sodio y carbonato de potasio, que son líquidos inmovilizados cuya eficiencia es de
aproximadamente 60 %. Son sistemas que operan a temperaturas altas que van desde los 600 °C
hasta los 1000 °C. Al calentarse, las sales se funden y se generan iones de carbonato (trióxido de
carbono). Los iones de oxígeno fluyen fuera del cátodo hacia el ánodo en donde se combinan con el
hidrógeno. Esto produce agua, dióxido de carbono y electrones. Los electrones se transportan
mediante un circuito externo donde se genera electricidad y llegan finalmente al cátodo. En el
cátodo, el oxígeno y el dióxido de carbono reaccionan con los electrones para formar iones de
carbonatos para reponer los electrolitos.
Las desventajas asociadas con las unidades MCFC surgen del uso de un electrolito líquido en vez de
un sólido y la necesidad de inyectar dióxido de carbono en el cátodo de los iones de carbonato que
se consumen en las reacciones que ocurren en el ánodo. También ha habido algunos problemas con
la corrosión a altas temperaturas, pero esto ahora se puede controlar para alcanzar una vida útil
práctica.
c) Celdas de Polímeros Sólidos o de Membrana de Intercambio Protónico (PEMFC)
Este tipo de celdas operan a bajas temperaturas, de 60 °C a 100 °C y tienen una eficiencia del 40
%, tienen una densidad de potencial alta, utilizan como electrolito una membrana polimérica la cual
conduce protones. Esta membrana se encuentra entre dos electrodos porosos que están colocados
del lado de la membrana, requieren de un catalizador que comúnmente está formado de platino y se
coloca de igual forma que los electrodos. El hidrógeno se alimenta del lado del ánodo donde pierde
un electrón y así se forma un protón que se transporta por medio de la membrana al cátodo donde
es alimentado el oxígeno, mientras que los electrones se transportan por medio de un conductor
8
externo. Al final del proceso los tres llegan al cátodo donde el hidrógeno reacciona con el oxígeno y
se produce agua.
d) Celdas de Óxidos Sólidos (SOFC)
Son celdas de combustible de alta temperatura; operan en el intervalo de 800 °C a 1000 °C. Las
SOFC se basan en el mismo diseño central como muchas otras tecnologías de celdas de
combustible y se compone de un ánodo y un cátodo separados por un electrolito. En el caso de la
unidad SOFC, el electrolito es una cerámica sólida, como el óxido de circonio estabilizado con óxido
de itrio. Durante el funcionamiento de la celda, el oxígeno es suministrado en el cátodo. El electrolito
de cerámica conduce los iones de oxígeno del cátodo hacia el ánodo. Por otro lado los electrones, se
conducen alrededor de un circuito externo para producir electricidad. En el ánodo, los iones de
oxígeno se combinan con el hidrógeno para producir agua, calor y dióxido de carbono.
Existen dos diseños básicos de las unidades de SOFC: uno planar y otro tubular. En el diseño
planar, los componentes se ensamblan formando laminas, el aire y el hidrógeno tradicionalmente
fluyen a la unidad a través de canales construidos sobre el ánodo y el cátodo. En el diseño tubular: el
aire se suministra en el interior del tubo, mientras que los flujos de combustible pasan por el exterior.
Se forma un tubo con el material catódico, y los componentes de la celda se construyen en capas
alrededor del tubo. Las unidades SOFC han alcanzado una alta eficiencia de más del 60 %, y las
temperaturas de operación altas permiten la transformación de combustibles como el gas natural.
e) Celdas de Ácido Fosfórico (PAFC)
Constan de un ánodo y un cátodo hecho de catalizador de platino finamente dispersos sobre una
estructura de carbono y carburo de silicio que contiene el electrolito de ácido fosfórico líquido.
Normalmente, los sistemas PAFC tienen una temperatura de operación de alrededor de 200 °C.
Cuando se utiliza para la generación conjunta de electricidad y calor, las celdas PAFC pueden tener
alrededor de 85 % de eficiencia. Sin embargo, cuando se utiliza para la generación de electricidad
solamente, esta eficiencia se reduce a entre 35 % y 40 %.
Dentro del sistema, iones de hidrógeno pasan a través del electrolito de ácido fosfórico,
transportándose del ánodo hacia el cátodo. Los electrones en el ánodo se pasan a través de un
9
circuito externo, producen electricidad y vuelven hacia el cátodo. En el cátodo, los electrones y los
iones de hidrógeno se combinan con el oxígeno para formar agua.
Mientras que la eficiencia de PAFCs es menor que el de otros tipos de celdas de combustible, hay
una serie de ventajas asociadas a los sistemas. Funcionando a una temperatura de alrededor de 200
°C, las unidades de PAFC pueden tolerar una concentración de monóxido de carbono (CO) de
alrededor del 1.5 % que los hace menos susceptibles a la intoxicación por CO. Las desventajas
asociadas con los modelos de PAFC incluyen la necesidad de eliminar el azufre del combustible a fin
de evitar provocar daños en el catalizador del electrodo. Además, el uso de un ácido para el
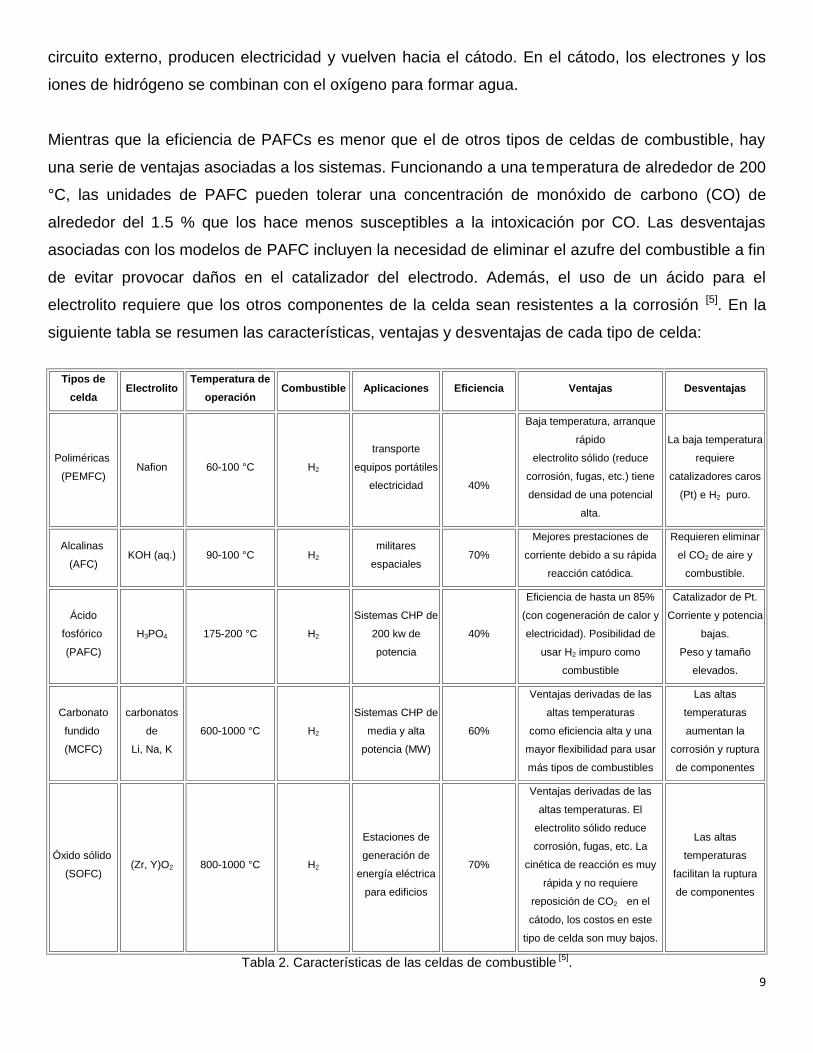
electrolito requiere que los otros componentes de la celda sean resistentes a la corrosión [5]. En la
siguiente tabla se resumen las características, ventajas y desventajas de cada tipo de celda:
Tipos decelda
ElectrolitoTemperatura de
operaciónCombustible Aplicaciones Eficiencia Ventajas Desventajas
Poliméricas
(PEMFC)Nafion 60-100 °C H2
transporte
equipos portátiles
electricidad 40%
Baja temperatura, arranque
rápido
electrolito sólido (reduce
corrosión, fugas, etc.) tiene
densidad de una potencial
alta.
La baja temperatura
requiere
catalizadores caros
(Pt) e H2 puro.
Alcalinas
(AFC)KOH (aq.) 90-100 °C H2
militares
espaciales70%
Mejores prestaciones de
corriente debido a su rápida
reacción catódica.
Requieren eliminar
el CO2 de aire y
combustible.
Ácido
fosfórico
(PAFC)
H3PO4 175-200 °C H2
Sistemas CHP de
200 kw de
potencia
40%
Eficiencia de hasta un 85%
(con cogeneración de calor y
electricidad). Posibilidad de
usar H2 impuro como
combustible
Catalizador de Pt.
Corriente y potencia
bajas.
Peso y tamaño
elevados.
Carbonato
fundido
(MCFC)
carbonatos
de
Li, Na, K
600-1000 °C H2
Sistemas CHP de
media y alta
potencia (MW)
60%
Ventajas derivadas de las
altas temperaturas
como eficiencia alta y una
mayor flexibilidad para usar
más tipos de combustibles
Las altas
temperaturas
aumentan la
corrosión y ruptura
de componentes
Óxido sólido
(SOFC)(Zr, Y)O2 800-1000 °C H2
Estaciones de
generación de
energía eléctrica
para edificios
70%
Ventajas derivadas de las
altas temperaturas. El
electrolito sólido reduce
corrosión, fugas, etc. La
cinética de reacción es muy
rápida y no requiere
reposición de CO2 en el
cátodo, los costos en este
tipo de celda son muy bajos.
Las altas
temperaturas
facilitan la ruptura
de componentes
Tabla 2. Características de las celdas de combustible [5].
10
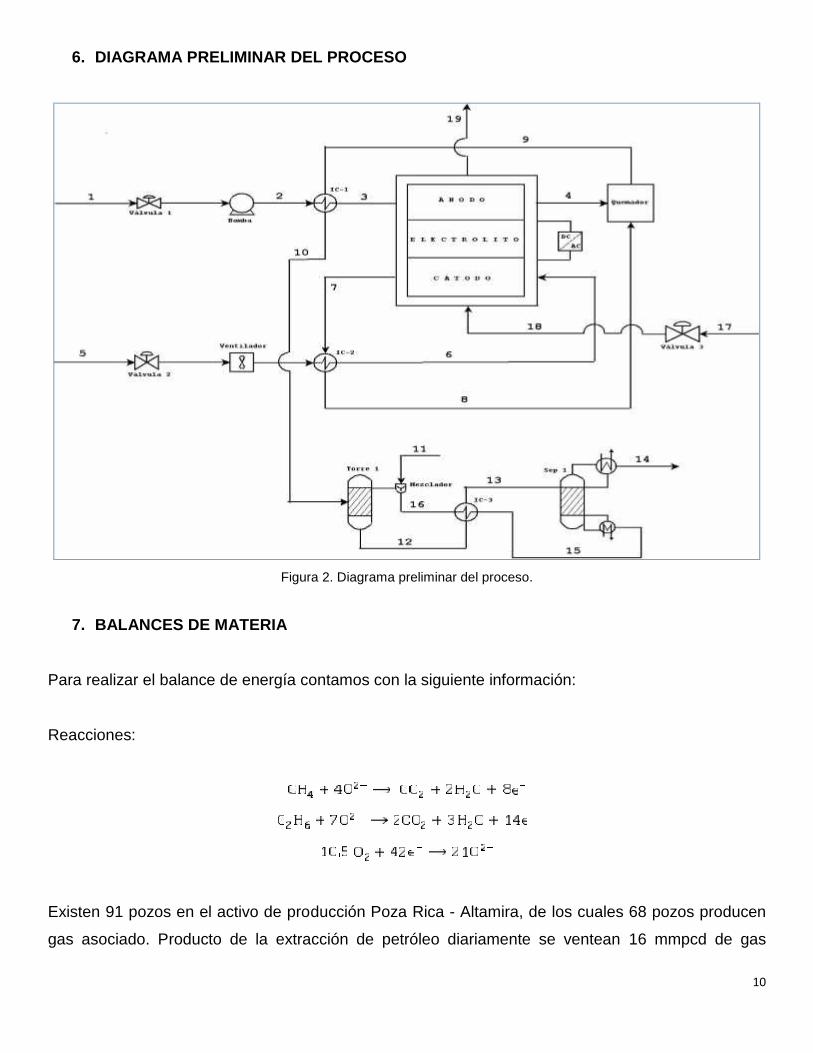
6. DIAGRAMA PRELIMINAR DEL PROCESO
Figura 2. Diagrama preliminar del proceso.
7. BALANCES DE MATERIA
Para realizar el balance de energía contamos con la siguiente información:
Reacciones:
Existen 91 pozos en el activo de producción Poza Rica - Altamira, de los cuales 68 pozos producen
gas asociado. Producto de la extracción de petróleo diariamente se ventean 16 mmpcd de gas
11
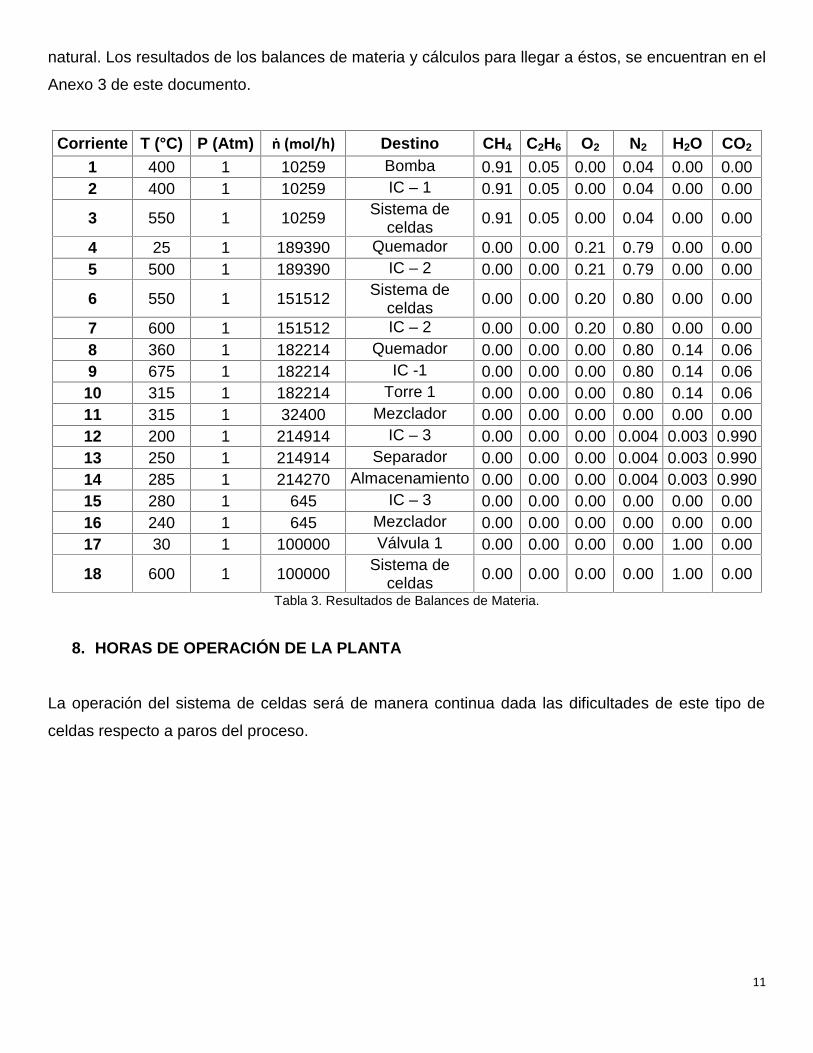
natural. Los resultados de los balances de materia y cálculos para llegar a éstos, se encuentran en el
Anexo 3 de este documento.
Corriente T (°C) P (Atm) ṅ (mol/h) Destino CH4 C2H6 O2 N2 H2O CO2
1 400 1 10259 Bomba 0.91 0.05 0.00 0.04 0.00 0.002 400 1 10259 IC – 1 0.91 0.05 0.00 0.04 0.00 0.00
3 550 1 10259 Sistema deceldas 0.91 0.05 0.00 0.04 0.00 0.00
4 25 1 189390 Quemador 0.00 0.00 0.21 0.79 0.00 0.005 500 1 189390 IC – 2 0.00 0.00 0.21 0.79 0.00 0.00
6 550 1 151512 Sistema deceldas 0.00 0.00 0.20 0.80 0.00 0.00
7 600 1 151512 IC – 2 0.00 0.00 0.20 0.80 0.00 0.008 360 1 182214 Quemador 0.00 0.00 0.00 0.80 0.14 0.069 675 1 182214 IC -1 0.00 0.00 0.00 0.80 0.14 0.0610 315 1 182214 Torre 1 0.00 0.00 0.00 0.80 0.14 0.0611 315 1 32400 Mezclador 0.00 0.00 0.00 0.00 0.00 0.0012 200 1 214914 IC – 3 0.00 0.00 0.00 0.004 0.003 0.99013 250 1 214914 Separador 0.00 0.00 0.00 0.004 0.003 0.99014 285 1 214270 Almacenamiento 0.00 0.00 0.00 0.004 0.003 0.99015 280 1 645 IC – 3 0.00 0.00 0.00 0.00 0.00 0.0016 240 1 645 Mezclador 0.00 0.00 0.00 0.00 0.00 0.0017 30 1 100000 Válvula 1 0.00 0.00 0.00 0.00 1.00 0.00
18 600 1 100000 Sistema deceldas 0.00 0.00 0.00 0.00 1.00 0.00
Tabla 3. Resultados de Balances de Materia.
8. HORAS DE OPERACIÓN DE LA PLANTA
La operación del sistema de celdas será de manera continua dada las dificultades de este tipo de
celdas respecto a paros del proceso.
12
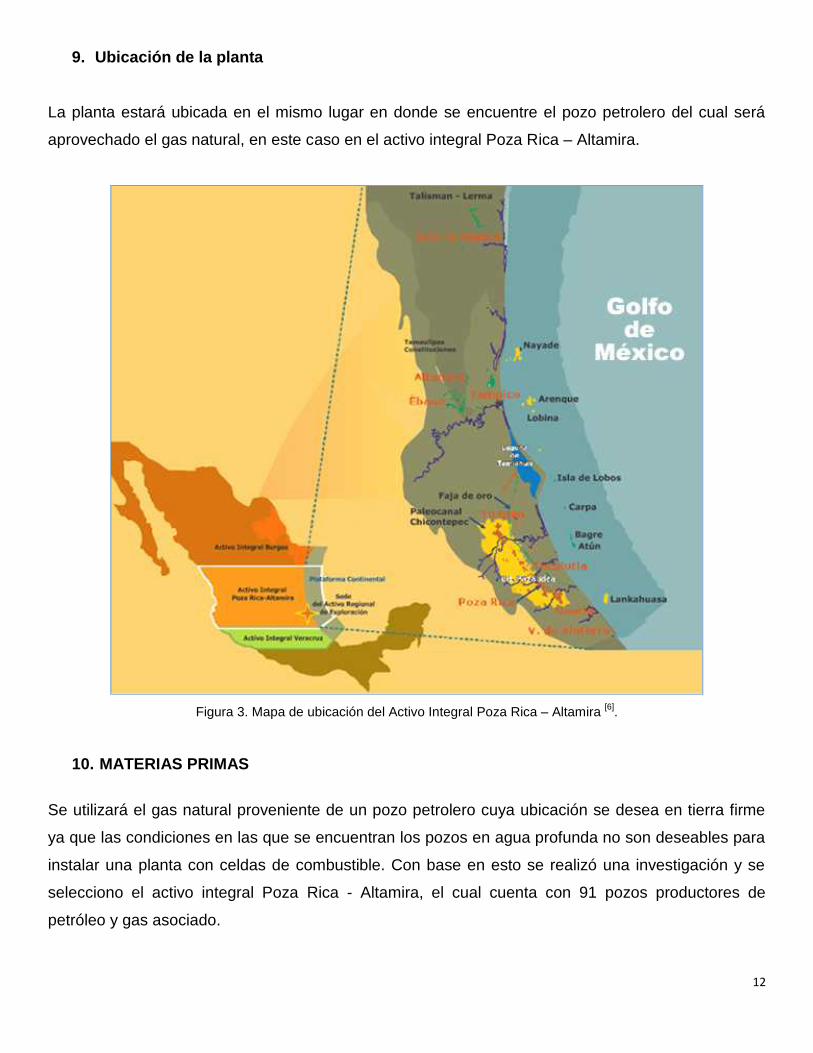
9. Ubicación de la planta
La planta estará ubicada en el mismo lugar en donde se encuentre el pozo petrolero del cual será
aprovechado el gas natural, en este caso en el activo integral Poza Rica – Altamira.
Figura 3. Mapa de ubicación del Activo Integral Poza Rica – Altamira [6].
10. MATERIAS PRIMAS
Se utilizará el gas natural proveniente de un pozo petrolero cuya ubicación se desea en tierra firme
ya que las condiciones en las que se encuentran los pozos en agua profunda no son deseables para
instalar una planta con celdas de combustible. Con base en esto se realizó una investigación y se
selecciono el activo integral Poza Rica - Altamira, el cual cuenta con 91 pozos productores de
petróleo y gas asociado.
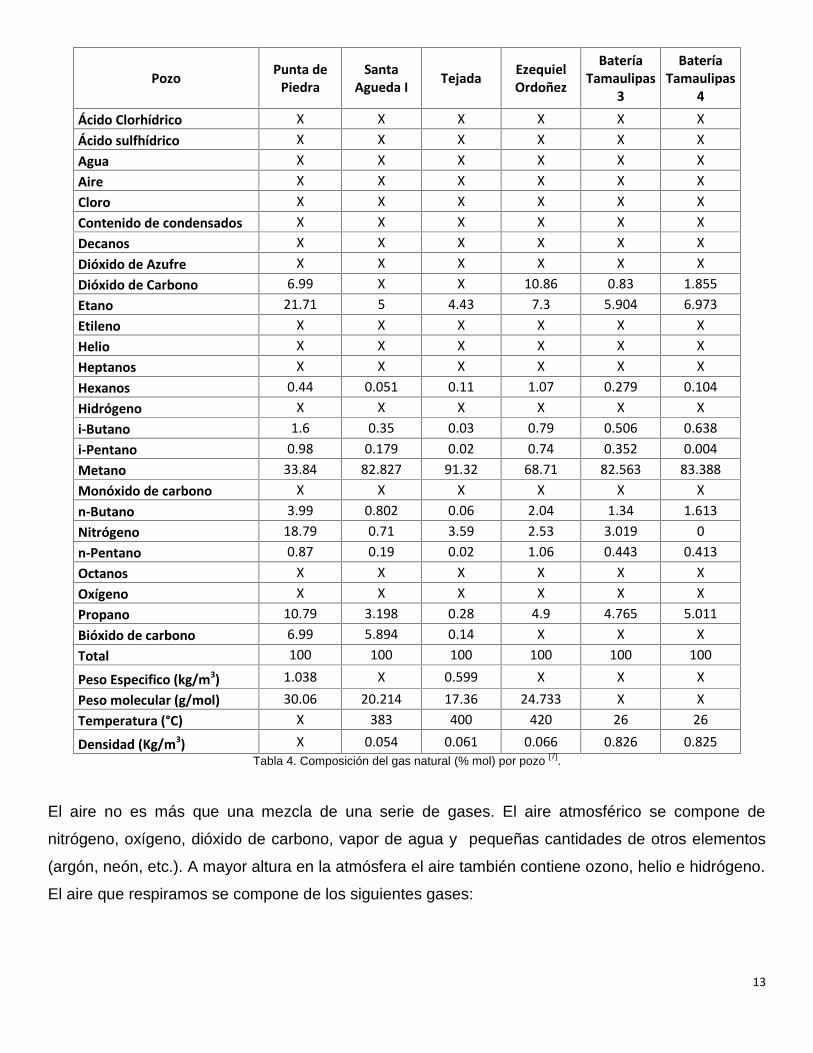
13
Pozo Punta dePiedra
SantaAgueda I Tejada Ezequiel
Ordoñez
BateríaTamaulipas
3
BateríaTamaulipas
4
Ácido Clorhídrico X X X X X XÁcido sulfhídrico X X X X X XAgua X X X X X XAire X X X X X XCloro X X X X X XContenido de condensados X X X X X XDecanos X X X X X XDióxido de Azufre X X X X X XDióxido de Carbono 6.99 X X 10.86 0.83 1.855Etano 21.71 5 4.43 7.3 5.904 6.973Etileno X X X X X XHelio X X X X X XHeptanos X X X X X XHexanos 0.44 0.051 0.11 1.07 0.279 0.104Hidrógeno X X X X X Xi-Butano 1.6 0.35 0.03 0.79 0.506 0.638i-Pentano 0.98 0.179 0.02 0.74 0.352 0.004Metano 33.84 82.827 91.32 68.71 82.563 83.388Monóxido de carbono X X X X X Xn-Butano 3.99 0.802 0.06 2.04 1.34 1.613Nitrógeno 18.79 0.71 3.59 2.53 3.019 0n-Pentano 0.87 0.19 0.02 1.06 0.443 0.413Octanos X X X X X XOxígeno X X X X X XPropano 10.79 3.198 0.28 4.9 4.765 5.011Bióxido de carbono 6.99 5.894 0.14 X X XTotal 100 100 100 100 100 100
Peso Especifico (kg/m3) 1.038 X 0.599 X X XPeso molecular (g/mol) 30.06 20.214 17.36 24.733 X XTemperatura (°C) X 383 400 420 26 26
Densidad (Kg/m3) X 0.054 0.061 0.066 0.826 0.825Tabla 4. Composición del gas natural (% mol) por pozo [7].
El aire no es más que una mezcla de una serie de gases. El aire atmosférico se compone de
nitrógeno, oxígeno, dióxido de carbono, vapor de agua y pequeñas cantidades de otros elementos
(argón, neón, etc.). A mayor altura en la atmósfera el aire también contiene ozono, helio e hidrógeno.
El aire que respiramos se compone de los siguientes gases:
14
Nitrógeno (N2) 78 %
Oxígeno (O2) 20 %
Gases nobles 1 %
Dióxido de carbono (CO2) 0.03 %
Otros 0.97 %Tabla 5. Composición del aire [8].
11. INFORMACIÓN ECOLÓGICA DEL GAS NATURAL
El gas natural es un combustible cuyos gases producto de la combustión, tienen efectos adversos en
la atmósfera. Las fugas de metano están consideradas dentro del grupo de gases de efecto
invernadero, causantes del fenómeno de calentamiento global de la atmósfera (con un potencial 21
veces mayor que el CO2). El gas natural no contiene ingredientes que destruyen la capa de ozono.
Su combustión es más eficiente por lo que se considera un combustible ecológico que responde
satisfactoriamente a los requerimientos del INE, SEMARNAP y la Secretaría de Energía, así como a
la normatividad que entró en vigor a partir de 1998.
12. INFORMACIÓN TOXICOLÓGICA DEL GAS NATURAL
El gas natural es un asfixiante simple que no tiene propiedades peligrosas inherentes, ni presenta
efectos tóxicos específicos, pero actúa como excluyente del oxígeno para los pulmones. El efecto de
los gases asfixiantes simples es proporcional al grado en que disminuye el oxígeno en el aire que se
respira. En altas concentraciones puede producir asfixia.
13.MEDIDAS DE SEGURIDAD
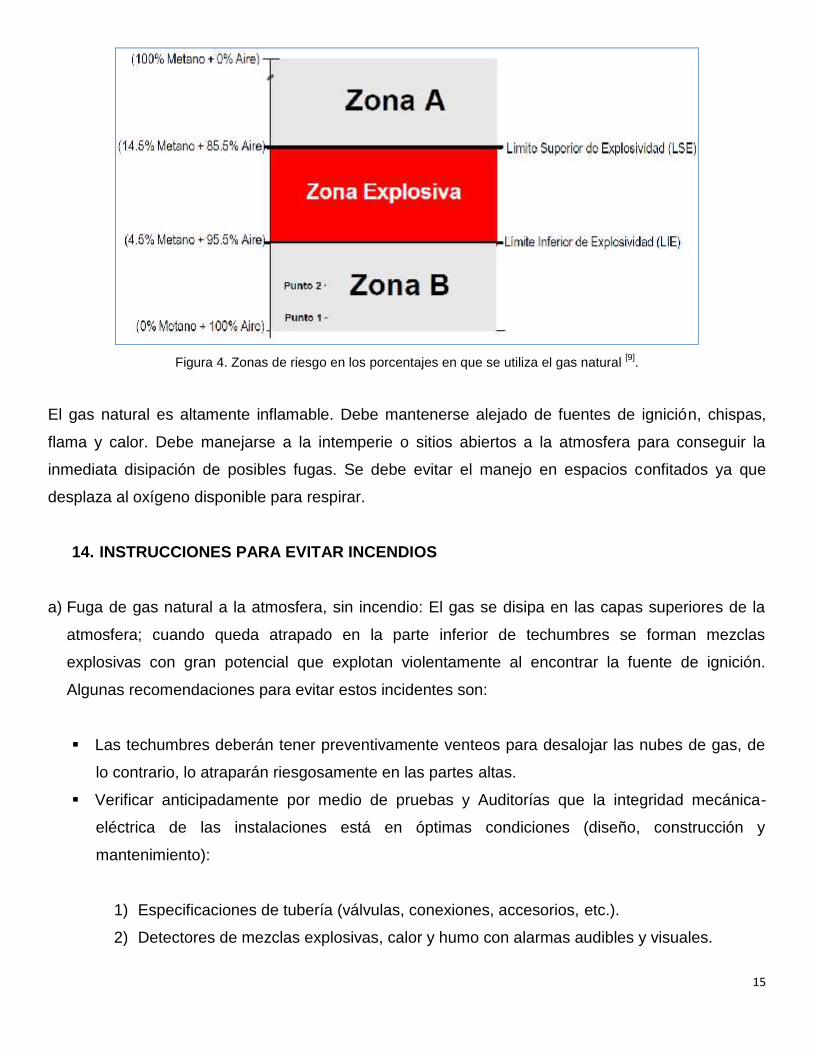
Zonas A y B: En condiciones ideales de homogeneidad, las mezclas de aire con menos de 4.5 % y
más de 14.5 % de gas natural no explotarán, aún en presencia de una fuente de ignición, sin
embargo, en condiciones prácticas, deberá desconfiarse de las mezclas cuyos contenidos se
acerquen a la zona explosiva. En la Zona Explosiva solo se necesita una fuente de ignición para
desencadenar un incendio o explosión.
15
Figura 4. Zonas de riesgo en los porcentajes en que se utiliza el gas natural [9].
El gas natural es altamente inflamable. Debe mantenerse alejado de fuentes de ignición, chispas,
flama y calor. Debe manejarse a la intemperie o sitios abiertos a la atmosfera para conseguir la
inmediata disipación de posibles fugas. Se debe evitar el manejo en espacios confitados ya que
desplaza al oxígeno disponible para respirar.
14. INSTRUCCIONES PARA EVITAR INCENDIOS
a) Fuga de gas natural a la atmosfera, sin incendio: El gas se disipa en las capas superiores de la
atmosfera; cuando queda atrapado en la parte inferior de techumbres se forman mezclas
explosivas con gran potencial que explotan violentamente al encontrar la fuente de ignición.
Algunas recomendaciones para evitar estos incidentes son:
Las techumbres deberán tener preventivamente venteos para desalojar las nubes de gas, de
lo contrario, lo atraparán riesgosamente en las partes altas.
Verificar anticipadamente por medio de pruebas y Auditorías que la integridad mecánica-
eléctrica de las instalaciones está en óptimas condiciones (diseño, construcción y
mantenimiento):
1) Especificaciones de tubería (válvulas, conexiones, accesorios, etc.).
2) Detectores de mezclas explosivas, calor y humo con alarmas audibles y visuales.
16
3) Válvulas de operación remota para aislar grandes inventarios, entradas, salidas, etc.
4) Redes de agua contra incendios permanentemente presionados, con sistemas
disponibles de aspersión, hidrantes y monitores, con revisiones y pruebas frecuentes.
5) Extintores portátiles.
El personal de operación, mantenimiento, seguridad y contra incendio deberá estar
capacitado, adiestrado y equipado para cuidar, manejar, reparar, y atacar incendios o
emergencias, que deberá demostrarse a través de simulacros operacionales (falla eléctrica,
falla de aire de instrumentos, falla de agua de enfriamiento, rotura de ducto de transporte, etc.)
y contraincendios.
b) Incendio de una fuga de gas natural
Active el Plan de Emergencia según la magnitud del evento.
Aún sin incendio, asegúrese que el personal utilice el equipo de protección para combate de
incendios.
Bloquee las válvulas que alimentan la fuga y proceda con los movimientos operacionales de
ataque a la emergencia mientras enfría con agua las superficies expuestas al calor [8].
15. LEGISLACIÓN AMBIENTAL VIGENTE, NORMAS Y PERSPECTIVA DEL GAS NATURAL.
a) Antecedentes del nuevo entorno regulatorio
La Constitución Mexicana (Artículo 27) establece la propiedad directa, inalienable e imprescriptible
de todos los hidrocarburos en el territorio nacional –incluyendo la placa continental- en yacimientos
de crudo o sedimentos, sin importar su estado físico, incluyendo estados intermedios, que forman el
aceite mineral crudo, lo acompañan o se derivan de él; son retenidos por la Nación. La Ley
Reglamentaria del Artículo 27 Constitucional en el Ramo de Petróleo y Gas Natural (LRAC27,
11/05/95), redefine la estructura de la industria de gas natural, al distinguir entre las actividades
estratégicas y no estratégicas. Por su parte, la Ley de la Comisión Reguladora de Energía (LCRE,
31/10/95), establece el propósito, jurisdicción y facultades del órgano regulador del sector energético.
En mayo de 1995, el Congreso aprobó enmiendas a esta ley para autorizar a la iniciativa privada a
17
construir, operar y poseer sistemas de transporte, almacenamiento y distribución de gas natural
(actividades previamente reservadas al Estado). Los objetivos de la reforma pretendían:
Promover la competencia.
Alcanzar confiabilidad en la oferta a precios competitivos.
Implementar un nuevo marco regulatorio para alcanzar eficiencia económica y competencia en
el mercado.
Introducir el acceso abierto no discriminatorio por mandato en los ductos, comenzando con el
sistema de transporte de así como con las ventas desagregadas.
Permitir la participación privada en el transporte, distribución, almacenamiento y
comercialización, incluyendo el comercio exterior.
Fortalecer las facultades del cuerpo regulatorio de la CRE para transformarlo en una entidad
independiente.
Permitir a concentrar sus esfuerzos y recursos en la exploración, producción y procesamiento
de gas natural.
Desarrollar las reservas de gas natural de México.
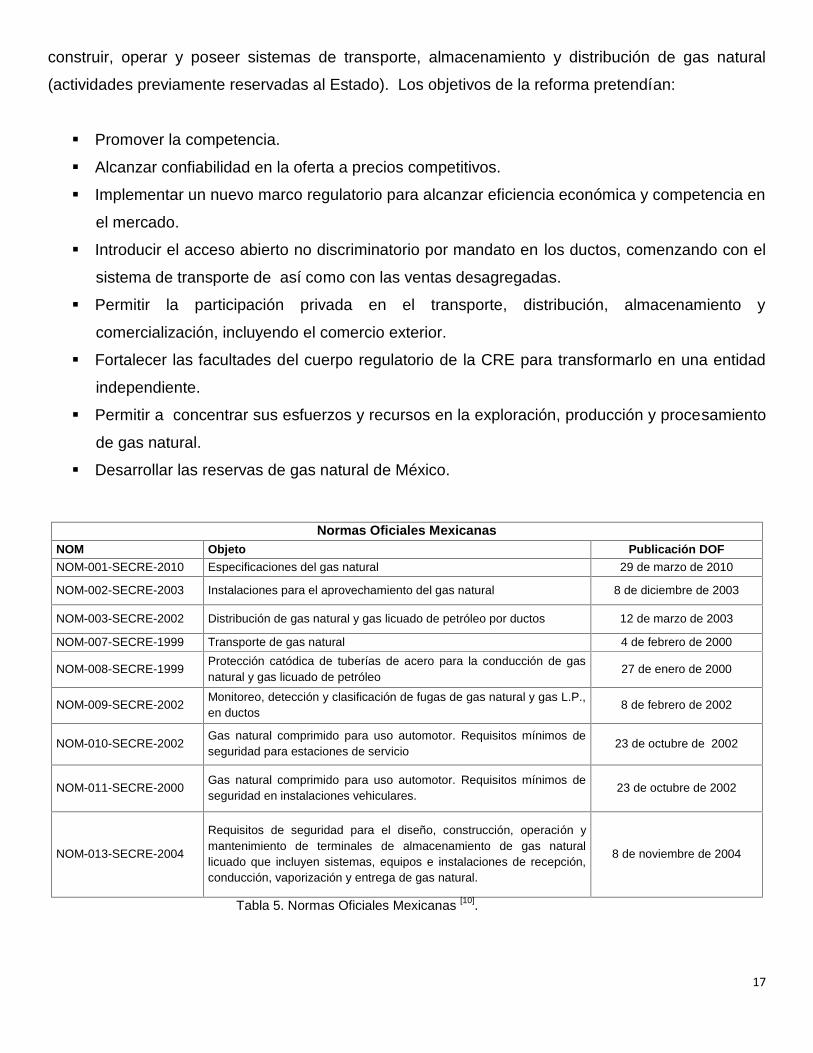
Normas Oficiales MexicanasNOM Objeto Publicación DOFNOM-001-SECRE-2010 Especificaciones del gas natural 29 de marzo de 2010
NOM-002-SECRE-2003 Instalaciones para el aprovechamiento del gas natural 8 de diciembre de 2003
NOM-003-SECRE-2002 Distribución de gas natural y gas licuado de petróleo por ductos 12 de marzo de 2003
NOM-007-SECRE-1999 Transporte de gas natural 4 de febrero de 2000
NOM-008-SECRE-1999Protección catódica de tuberías de acero para la conducción de gasnatural y gas licuado de petróleo
27 de enero de 2000
NOM-009-SECRE-2002 Monitoreo, detección y clasificación de fugas de gas natural y gas L.P.,en ductos
8 de febrero de 2002
NOM-010-SECRE-2002Gas natural comprimido para uso automotor. Requisitos mínimos deseguridad para estaciones de servicio 23 de octubre de 2002
NOM-011-SECRE-2000 Gas natural comprimido para uso automotor. Requisitos mínimos deseguridad en instalaciones vehiculares.
23 de octubre de 2002
NOM-013-SECRE-2004
Requisitos de seguridad para el diseño, construcción, operación ymantenimiento de terminales de almacenamiento de gas naturallicuado que incluyen sistemas, equipos e instalaciones de recepción,conducción, vaporización y entrega de gas natural.
8 de noviembre de 2004
Tabla 5. Normas Oficiales Mexicanas [10].
18
Las acciones para reducir el envío de gas natural a la atmósfera que se llevan a cabo son:
Aumentar la confiabilidad y disponibilidad de los equipos de compresión (implantación del
sistema de confiabilidad operacional).
Mejorar la eficiencia del proceso de endulzamiento de gas amargo.
Incrementar la capacidad de inyección de gas amargo al campo Cantarell de 350 mmpcd a
1,230 mmpcd.
Incrementar la capacidad de manejo de gas de alta presión de 2,480 mmpcd a 2,620 mmpcd.
Aumentar la capacidad de compresión. Instalación de dos turbocompresores y la rehabilitación
de otro.
16. PROCESOS EXISTENTES PARA LA GENERACIÓN DE ENERGÍA EN CELDAS TIPOÓXIDO SÓLIDO.
a) Proceso para la conversión de los combustibles líquidos a base de aceite a una mezclade combustible adecuado para su uso en aplicaciones de celdas de combustible tipoóxido sólido.
Inventor: Thang V. Pham, Dhahran (SA)
Titular: Saudi Arabian Oil Company
Appl. No.: 11/594,429
Archivado: Nov. 8, 2006
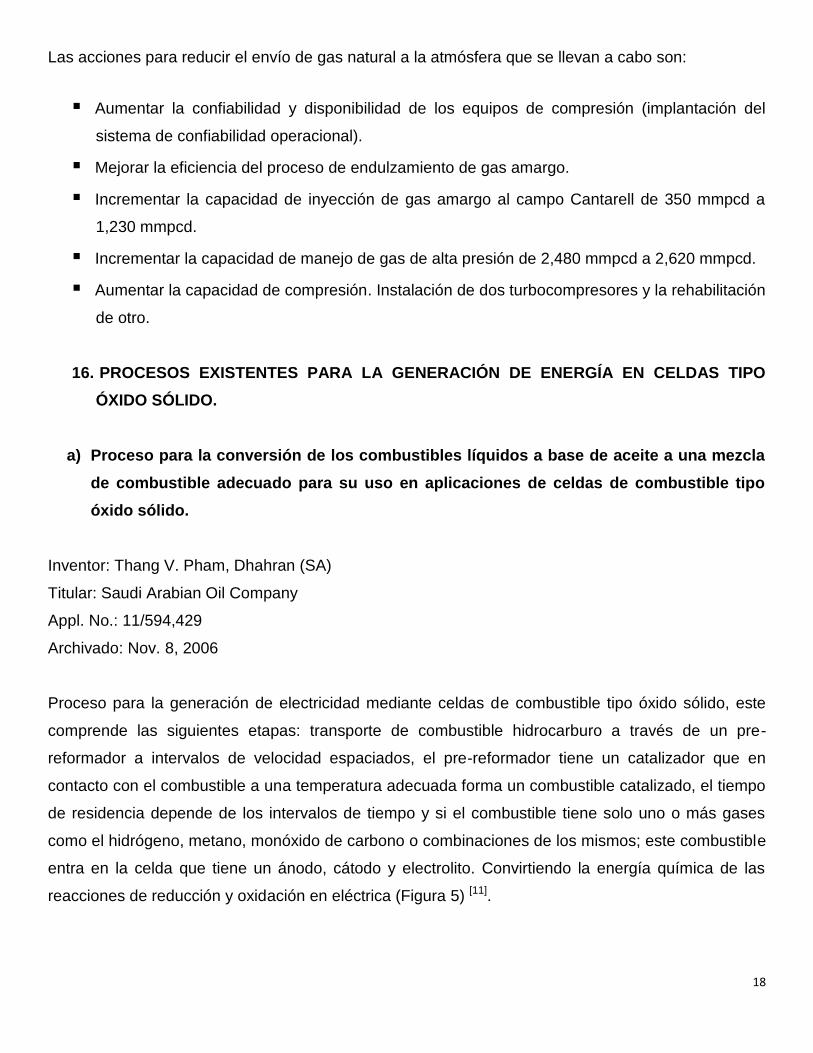
Proceso para la generación de electricidad mediante celdas de combustible tipo óxido sólido, este
comprende las siguientes etapas: transporte de combustible hidrocarburo a través de un pre-
reformador a intervalos de velocidad espaciados, el pre-reformador tiene un catalizador que en
contacto con el combustible a una temperatura adecuada forma un combustible catalizado, el tiempo
de residencia depende de los intervalos de tiempo y si el combustible tiene solo uno o más gases
como el hidrógeno, metano, monóxido de carbono o combinaciones de los mismos; este combustible
entra en la celda que tiene un ánodo, cátodo y electrolito. Convirtiendo la energía química de las
reacciones de reducción y oxidación en eléctrica (Figura 5) [11].
19
Figura 5. Proceso para la generación de electricidad mediante celdas de combustible tipo óxido sólido, Saudi Arabian OilCompany [11].
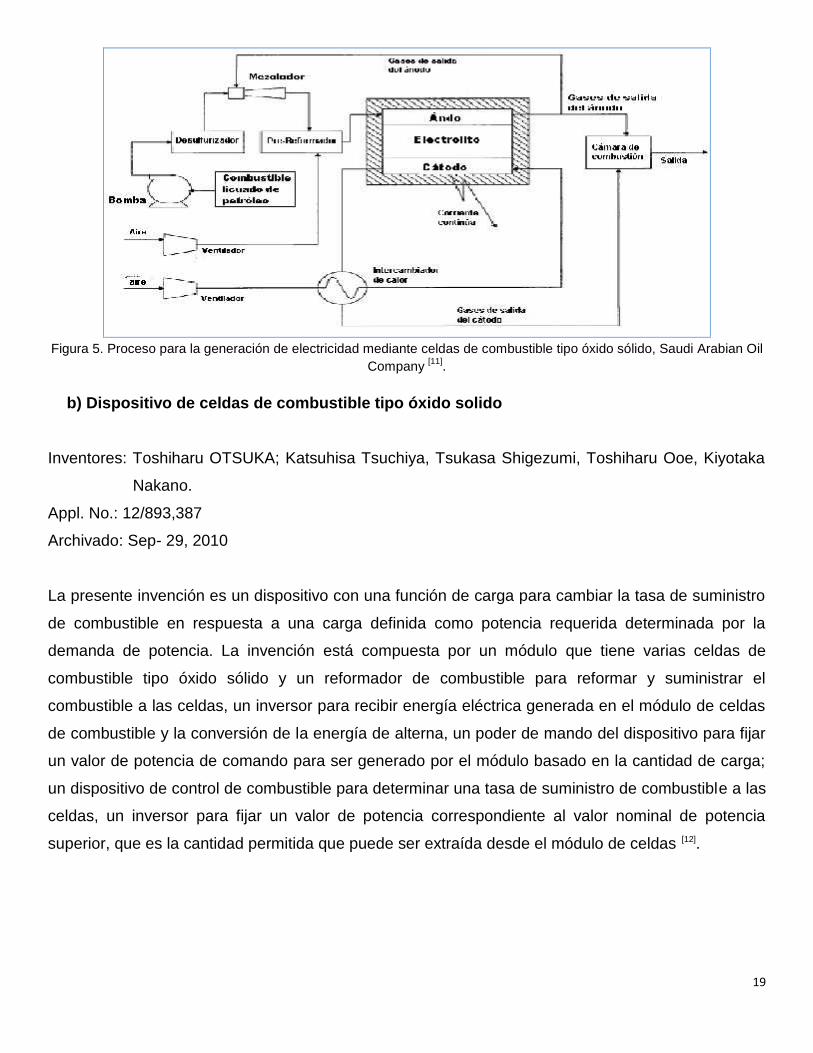
b) Dispositivo de celdas de combustible tipo óxido solido
Inventores: Toshiharu OTSUKA; Katsuhisa Tsuchiya, Tsukasa Shigezumi, Toshiharu Ooe, Kiyotaka
Nakano.
Appl. No.: 12/893,387
Archivado: Sep- 29, 2010
La presente invención es un dispositivo con una función de carga para cambiar la tasa de suministro
de combustible en respuesta a una carga definida como potencia requerida determinada por la
demanda de potencia. La invención está compuesta por un módulo que tiene varias celdas de
combustible tipo óxido sólido y un reformador de combustible para reformar y suministrar el
combustible a las celdas, un inversor para recibir energía eléctrica generada en el módulo de celdas
de combustible y la conversión de la energía de alterna, un poder de mando del dispositivo para fijar
un valor de potencia de comando para ser generado por el módulo basado en la cantidad de carga;
un dispositivo de control de combustible para determinar una tasa de suministro de combustible a las
celdas, un inversor para fijar un valor de potencia correspondiente al valor nominal de potencia
superior, que es la cantidad permitida que puede ser extraída desde el módulo de celdas [12].
20
Figura 6. Dispositivo de celdas de combustible tipo óxido solido [12].
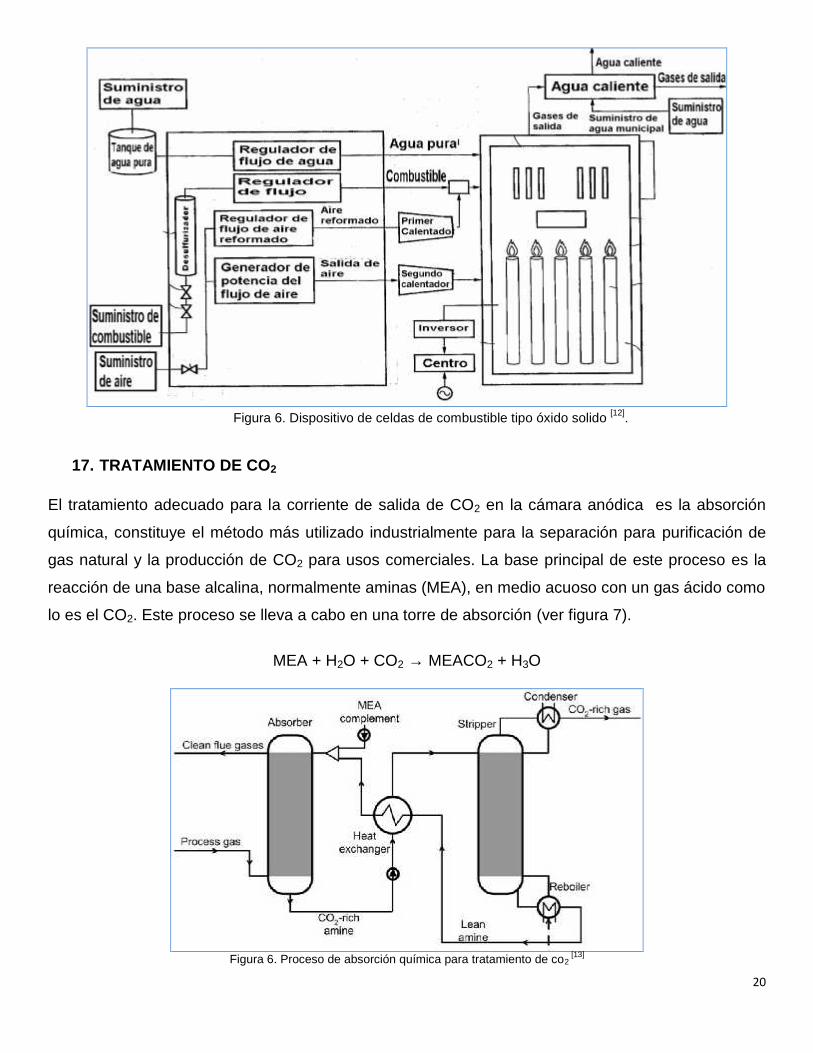
17. TRATAMIENTO DE CO2
El tratamiento adecuado para la corriente de salida de CO2 en la cámara anódica es la absorción
química, constituye el método más utilizado industrialmente para la separación para purificación de
gas natural y la producción de CO2 para usos comerciales. La base principal de este proceso es la
reacción de una base alcalina, normalmente aminas (MEA), en medio acuoso con un gas ácido como
lo es el CO2. Este proceso se lleva a cabo en una torre de absorción (ver figura 7).
MEA + H2O + CO2 → MEACO2 + H3O
Figura 6. Proceso de absorción química para tratamiento de co2[13]
21
En este proceso primeramente se enfría el gas y posteriormente se pone en contacto con el
absorbente en la columna de absorción. Es necesario introducir un ventilador para vencer la caída de
presión que se produce en el proceso. La temperatura en el reactor debe estar entre 40 °C y 60 °C.
Los gases de combustión se encuentran en la parte superior con un lavado con agua para eliminar
cualquier partícula de absorbente que haya sido arrastrada antes de salir del absorbedor. El solvente
enriquecido es bombeado a la parte superior del regenerador, que funciona por intercambio térmico.
La regeneración del solvente se lleva a cabo a elevadas temperaturas y presiones atmosféricas. El
vapor se recupera en un condensador y se devuelve a la columna de regeneración, el solvente se
devuelve a la columna de absorción atravesando un intercambiador de calor regenerativo [13].
18. ESTUDIO DE MERCADO Y CONOCIMIENTO DE LA INDUSTRIA EN CUESTIÓN
El consumo mundial de gas natural fue de 284,487 mpcd en 2009. La caída del consumo originada
por la recesión económica significó un retroceso de un par de años en el tamaño del mercado, ya
que los niveles de consumo de 2009 fueron muy parecidos a los registrados en 2007, apenas 0.1 %
más elevado. En cuanto a la geografía de los mercados de consumo, las regiones predominantes
como son Europa-Euroasia y Norteamérica, que en conjunto representan 63.7 % de la demanda
global.
a) Oferta y demanda del producto deseado.
En México, la utilización del gas natural continuó en ascenso durante 2009. De esta manera, el
consumo de gas natural creció 2.4 % respecto al año anterior, para alcanzar un promedio de 7,377
mmpcd. Durante 2009 el consumo aumentó debido a los requerimientos de los sectores eléctrico,
petrolero y las recirculaciones de Exploración y Producción (PEP). La distribución sectorial del
consumo de gas natural en 2009, quedó estructurada en 39.8 % por el sector eléctrico, 25.7 % el
sector petrolero, 20.7 % las recirculaciones del sector petrolero, 12.4 % sector industrial y el resto
correspondió a los sectores residencial, servicios y transporte.
La capacidad efectiva instalada disponible para generar electricidad en México se ubicó en 60,440
Megawatts (MW) al cierre de 2009. El volumen total de combustibles consumidos en el sector
eléctrico nacional fue de 4,868.5 millones de pies cúbicos diarios de gas natural equivalente
(mpcdgne) durante 2009. De este consumo, 90.4 % fue destinado a generación del servicio público y
22
9.6 % al servicio privado. La proporción de uso en los combustibles dentro del sector eléctrico fue de
60.2 % gas natural, 22.9 % combustóleo, 14.1 % carbón, 1.7 % coque de petróleo y 1.0 % diesel.
La generación del servicio público de energía eléctrica se distribuye a través del Sistema Eléctrico
Nacional (SEN). El SEN contó con 207 centrales de generación y 774 unidades de tecnologías
diferentes al cierre de 2009. Así, la capacidad efectiva que dispuso para el servicio público fue de
51,686 MW al 31 de diciembre de 2009, lo que representó un incremento de 1.1 % respecto a la
misma fecha en 2008. De la capacidad efectiva disponible, 64.2 % se basa en hidrocarburos
(combustóleo, gas y diesel), 22.0 % de hidroeléctricas, 9.1 % en carboeléctricas, 1.9 % con origen en
la geotermia, 2.6 % correspondiente a la central nucleoeléctrica de Laguna Verde y 0.2 % de las
eoloeléctricas.
El consumo de combustibles fue de 4,401.6 millones de pies cúbicos diarios de gas natural
equivalente (mpcdgne) durante 2009, que representó 6.6 % más que el utilizado en 2008. Cabe
señalar que, los combustibles fósiles utilizados en la generación del sector público son el diesel,
carbón, combustóleo y gas natural. El combustóleo se utiliza principalmente en unidades
generadoras de carga base, aunque en algunas zonas críticas se utiliza una mezcla combustóleo-
gas o solamente gas por restricciones ambientales. El diesel se utiliza para el arranque de unidades
a base de gas natural, combustóleo y carbón, y en unidades de combustión interna en las áreas
aisladas. En el caso de la tecnología carboeléctrica, esta se ha desarrollado en Coahuila y Guerrero.
El primer estado cuenta con una capacidad total de 2,600 MW y corresponde a las centrales de Río
Escondido (1,200 MW) y Carbón II (1,400 MW). Posteriormente se construyó Petacalco (Plutarco
Elías Calles), ubicada en el estado de Guerrero, con capacidad de 2,100 MW. En el caso de esta
última, a partir de 2001 inició la quema de carbón en cuatro de sus seis unidades, por lo que es
considerada como dual, ya que continúa quemando combustóleo (ver Anexo 4). Lo anterior
contribuyó a que el uso del gas natural promediara 2,595 mmpcd durante 2009. En cuanto al
comportamiento de los precios de los combustibles, durante 2009 la opción más barata continuó
siendo el carbón, promediando 3.27 USD/MBTU. Aunque el gas natural fue la segunda opción más
barata, y promedió 3.38 USD/MBTU en 2009, la diferencia con el carbón fue poco significativa, a
penas centavos de dólar.
Por el lado del consumo de combustibles del sector privado cayó de 474.7 a 467.0 mpcdgne entre
2008 y 2009. De este total, el gas natural representó 72.3 % de los combustibles de este subsector
durante 2009, lo que significó una menor participación respecto al año anterior. Por el contrario, el
23
combustóleo y el diesel presentaron pequeños incrementos en el consumo dentro del servicio
eléctrico privado. En el caso del consumo de gas natural dentro de este subsector, también se
presentó un decremento de 2.9 % entre 2008 y 2009, registrando un valor de 337.8 mmpcd en el
último año. Lo anterior estuvo motivado por una menor utilización de gas natural para la exportación
de electricidad, dado que este rubro cayó de 145.5 mmpcd a 135.4 mmpcd en el mismo periodo, en
tanto el gas destinado para autogeneración permaneció en el mismo nivel de 202.4 mmpcd, dado
que el efecto de un mayor número de permisos en operación durante 2009 no se reflejó en el
consumo (ver Anexo 5).
Durante 2009, el sector secundario (industrial) registró una caída de 7.3 % anual en su producción,
esto se vio influido por las reducciones en los subsectores de industrias manufacturas y de
construcción de -10.2 % y -7.5 %, respectivamente. Con ello, la demanda de combustibles del sector
industrial alcanzó 1,590.1 mpcdgne durante 2009, esto fue 12.0 % menos que el registrado un año
antes, siendo el consumo más bajo del sector en la última década. Dicho volumen se distribuye en
una serie de combustibles, donde el gas natural continúa siendo el más utilizado en el sector,
cubriendo 57.4 % del total en 2009 (ver Anexo 6).
En cuanto a las ramas que consumen gas natural, la demanda de la industria de metales básicos,
productos de vidrio y la de productos metálicos cayeron 75.9 mpcd, 12.6 mpcd y 11.3 mpcd,
respectivamente en el último año. Por el contrario, el consumo de algunas industrias como la de
alimentos, bebidas y tabaco incrementaron su demanda de gas natural en 6.9 mpcd en 2009. En
general, la actividad de esta industria no se vio muy afectada por la recesión económica,
principalmente las de bebidas y tabaco, algunas de ellas usan como insumo al gas LP, por lo que la
caída de éste no fue tan marcada como la de otros combustibles (ver Anexo 7).
El sector petrolero utiliza preferentemente gas natural para el desarrollo de sus actividades
productivas. Se usa como gas combustible, materia prima o recirculaciones internas. El total utilizado
por alcanzó 3,422 mpcd durante 2009, lo que significó un aumento de 4.7 % respecto a 2008. En
cuanto a los autoconsumos de las subsidiarias, en el último año hubo un incremento de 12 mpcd
respecto al año anterior, poco significativo en el neto total dado que algunas mostraron aumentos en
sus consumos, principalmente Pemex Exploración y Producción (PEP), y en menor magnitud Pemex
Gas y Petroquímica Básica (PGPB). Por el contrario Pemex Refinación y Pemex Petroquímica vieron
disminuidos sus consumos durante 2009 (ver Anexos 8 y 9).
24
En 2009 se registró la menor demanda de combustibles para los sectores residencial y servicios de
la última década. En este año, se estima que el total de combustibles de estos sectores cayó 4.6 %
respecto a 2008, alcanzando un valor aproximado de 1,689.7 mpcdgne, esta disminución provino de
una baja de 3.1 % en los consumos de gas LP, 6.3 % del uso de la leña, y 4.7 % en el consumo gas
natural de ambos sectores. El gas natural mantuvo la misma participación en el total de los
combustibles de los sectores, además su tasa de crecimiento medio de 3.4 % ha sido la más elevada
para un combustible en el periodo 1999- 2009 (ver Anexo 10).
El sector residencial de México es el sector donde más se han enfocado los programas de ahorro de
energía, cuando menos desde la perspectiva de lo que son el remplazo de equipos y las
modificaciones de viviendas ya construidas. En este sentido, el consumo de gas natural pasó de 87
mpcd a 83 mpcd entre 2008 y 2009, en tanto el gas LP disminuyó de 740 mpcd a 711 mpcd (ver
Anexo 11). El consumo del gas natural en el sector autotransporte no ha conseguido una
consolidación desde su inicio. Durante 2009, la utilización del gas natural comprimido (GNC) bajó de
1.7 a 1.5 mpcd respecto 2008, siendo el tercer año consecutivo con disminuciones en el total
requerido.
b) Oferta de gas natural
Durante el 2009, el desarrollo de las actividades operativas de Petróleos Mexicanos presentó
resultados favorables en diversos aspectos, entre los que destacan el aumento en la perforación de
pozos, en adquisición de información sísmica y de la producción de crudo en la mayoría de los
activos, con excepción de Cantarell, donde se moderó la disminución; la mejora en el
aprovechamiento de gas natural; un mayor proceso y producción en los complejos procesadores de
gas y refinerías; inicio de la producción de gasolina Pemex Magna UBA y Pemex Diesel UBA en tres
refinerías; y el reinicio de la producción de acrilonitrilo en el Complejo Petroquímico Morelos.
Los resultados en el ámbito de producción fueron positivos en el año en el desarrollo de campos
como en explotación de yacimientos. En el primer caso, durante 2009 se terminaron 1,075 pozos de
desarrollo, 61.9 % más (411 pozos) que el año anterior. Por regiones destaca la actividad en la
Región Norte con 917 pozos, 89.1 % más que en 2008, debido al impulso a la perforación en sus
cuatro activos: 426 pozos terminados en el Activo Aceite Terciario del Golfo, 386 en Burgos, 67 en
Poza Rica-Altamira y 38 en Veracruz. Los pozos productores fueron 1,014, con 94.3 % de éxito, 1.9
% superior al año anterior.
25
En términos de explotación de yacimientos, durante 2009 se realizaron 3,219 intervenciones a pozos
para mantener su producción, 14.3 % más que el año anterior. Esto fue resultado de una mayor
actividad en todas las regiones que permitió obtener una producción incremental de 184.5 mmbd de
crudo y 487 mmpcd de gas. Del total de intervenciones, 955 fueron mayores, 1,911 menores y 353
estimulaciones.
La producción total de gas natural ascendió a 7,031 mpcd, cantidad que incluye 496 mpcd de
nitrógeno mismo que proviene junto con este hidrocarburo, debido al proceso de recuperación
secundaria utilizado para mantener la presión del campo Cantarell. La producción de gas natural
hidrocarburo creció 3.9 % respecto al año previo al alcanzar 6,535 mpcd, principalmente por la
terminación de pozos y el aumento en la producción de otros en los activos integrales Samaria Luna
y Macuspana de la Región Sur (106 y 65 mpcd, respectivamente), Litoral de Tabasco de la Región
Marina Suroeste (78 mpcd), y Ku-Maloob-Zaap de la Región Marina Noreste (54 mpcd). El
aprovechamiento de gas natural en 2009 fue 90.1 %, lo que representó 2.4 puntos porcentuales más
que el año previo, este avance se debió a las acciones implantadas para reducir el envío de gas
natural a la atmósfera. El volumen de gas natural enviado a la atmósfera fue 699.1 mpcd (incluye
12.2 mpcd de bióxido de carbono) [14].
26
SEGUNDA ETAPA
1. INTRODUCCIÓN
Como ya se ha mencionado, las celdas de combustible son dispositivos que transforman la energía
química en eléctrica y están constituidas por dos electrodos (ánodo y cátodo) y un electrolito. Para el
caso de celdas con electrolitos conductores de iones de oxígeno, en el cátodo tiene lugar la
reducción del oxígeno (ec. 7). Para que esta reacción tenga lugar es necesaria la presencia de
oxígeno y electrones. Los iones de oxígeno producidos se transportan a través del electrolito al
ánodo. En dicho electrodo ocurre la reacción de oxidación del combustible (ec. 8). Los electrones
producidos se transportan a través de un circuito externo, en el que la electricidad es aprovechada.
(7)
(8)
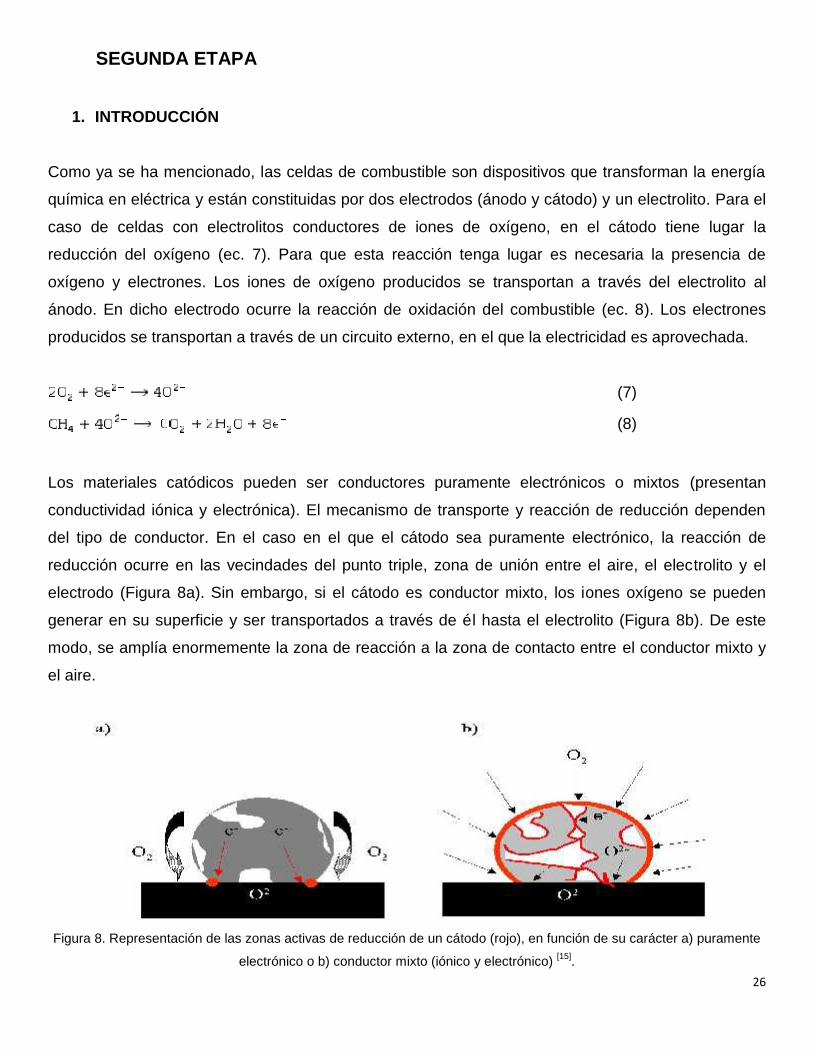
Los materiales catódicos pueden ser conductores puramente electrónicos o mixtos (presentan
conductividad iónica y electrónica). El mecanismo de transporte y reacción de reducción dependen
del tipo de conductor. En el caso en el que el cátodo sea puramente electrónico, la reacción de
reducción ocurre en las vecindades del punto triple, zona de unión entre el aire, el electrolito y el
electrodo (Figura 8a). Sin embargo, si el cátodo es conductor mixto, los iones oxígeno se pueden
generar en su superficie y ser transportados a través de él hasta el electrolito (Figura 8b). De este
modo, se amplía enormemente la zona de reacción a la zona de contacto entre el conductor mixto y
el aire.
Figura 8. Representación de las zonas activas de reducción de un cátodo (rojo), en función de su carácter a) puramente
electrónico o b) conductor mixto (iónico y electrónico) [15].
27
Así, para que un material pueda ser considerado un buen candidato para ser utilizado como cátodo,
debe presentar las siguientes características [15]:
Elevada conductividad electrónica (100 Scm-1).
Elevada conductividad iónica (10-1 Scm-1), que corresponde a un valor del coeficiente de
difusión de oxígeno (D*) del orden de 10-6 cm2s-1 a la temperatura de operación.
Buena actividad electrocatalítica, cuantificada por el coeficiente de intercambio superficial de
oxígeno (k). En este caso son deseables valores superiores a 10-6 cms-1.
Porosidad adecuada para permitir al oxígeno gaseoso difundirse fácilmente a través del
cátodo a la interfase cátodo/electrolito.
Coeficiente de expansión térmica del mismo orden que el del electrolito utilizado (11.7×10-6 K-1
para ceria dopada).
Elevada estabilidad química con el electrolito utilizado.
Bajo costo.
2. ESTADO DEL ARTE SOBRE DESARROLLO DE MATERIALES CATÓDICOS
Un gran número de documentos relacionados con el tema de desarrollo de materiales para los
cátodos de celdas de combustible tipo óxido sólido ha sido publicado en las últimas tres décadas.
Lamentablemente, no es posible cubrir todas las referencias en la literatura. En la tabla 5 se pueden
observar los resultados de una revisión que tiene como objetivo proporcionar una visión general de
los avances de investigación presentes en el campo de los cátodos de SOFC y se centrará
especialmente en los materiales más utilizados y aspectos de los mecanismos de la reacción de
reducción. Un mayor énfasis se colocará en el desarrollo de materiales incluyendo los nuevos
materiales de cátodo y la optimización de la microestructura.
La composición y microestructura del cátodo tienen un gran impacto en el rendimiento de las SOFCs.
La modificación de materiales con base en la generación de defectos (por ejemplo, intersticios o
vacancias) puede mejorar la conductividad iónica y electrónica, así como las propiedades catalíticas
de reducción de oxígeno en el cátodo [16].
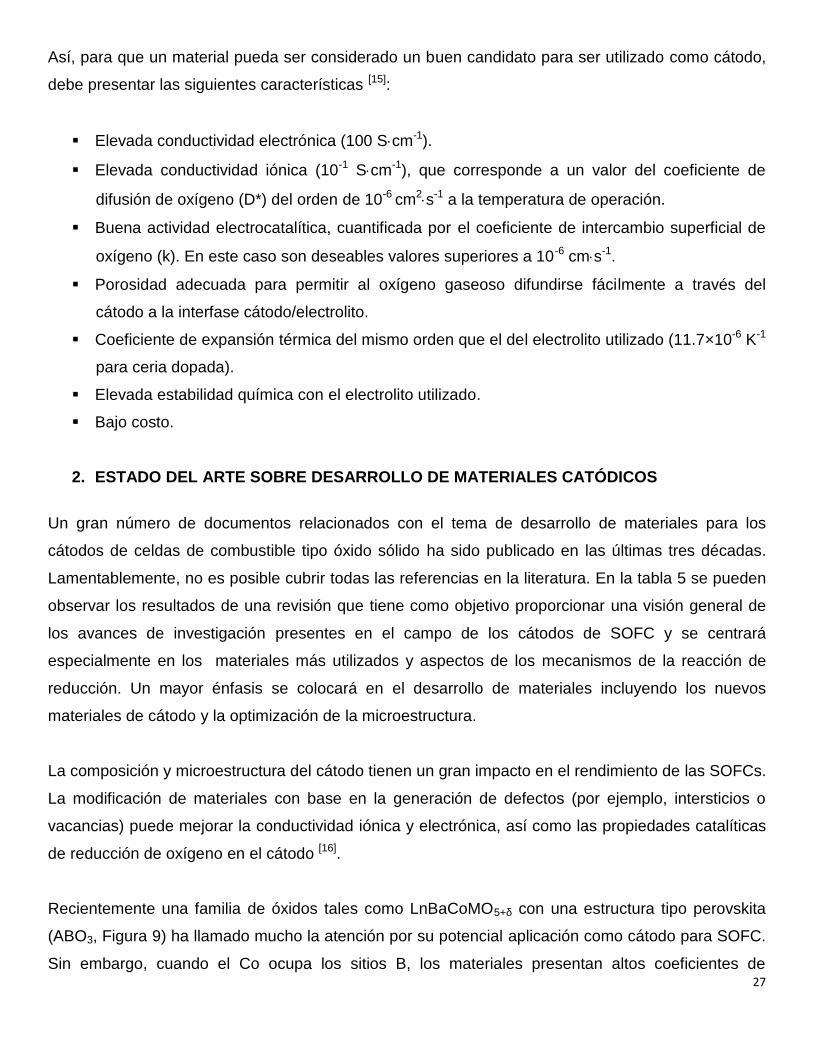
Recientemente una familia de óxidos tales como LnBaCoMO5+δ con una estructura tipo perovskita
(ABO3, Figura 9) ha llamado mucho la atención por su potencial aplicación como cátodo para SOFC.
Sin embargo, cuando el Co ocupa los sitios B, los materiales presentan altos coeficientes de
28
expansión térmica y baja estabilidad. Es por ello que resulta deseable desarrollar cátodos libres de
cobalto con una buena actividad electrocatalítica.
Figura 9. Estructura tipo perovskita [17].
29
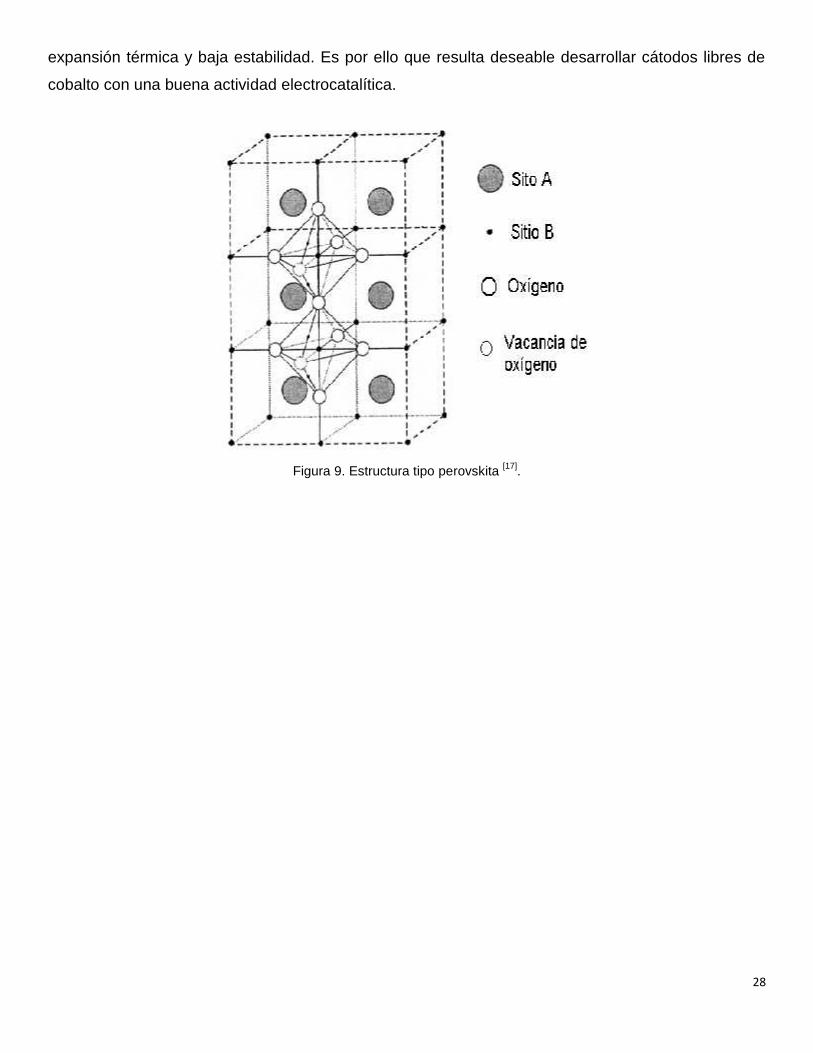
AUTOR AÑO MATERIAL RESULTADOS
S.P. Jiang 2002 La0.8Sr0.2MnO3
La difusión de oxígeno a través del material es insignificante en la cinética total.Además de su baja conductividad de iones oxígeno, tiene baja actividadcatalítica [18].
O. Yamamoto, Y. Takeda, R. Kannoy M. Noda 1986 La0.7Sr0.3MnO3
Buena estabilidad química con YSZ (a temperaturas alrededor de los 800 °C),alta conductividad eléctrica y buena actividad catalítica para la reducción deoxígeno [19].
F. Tietz, I. Arul Raj, M. Zahid, A.Mai, D. Sto¨ver 2007 La0.8Sr0.2CoO3
La conductividad eléctrica y el coeficiente de expansión térmica tienen un fuerteimpacto, aumentan debido a la adición de cobalto al material [20].
F. Tietz, I. Arul Raj, M. Zahid, A.Mai, D. Sto¨ver 2006 La0.8Sr0.2FeO3
Material que mostro una transición de semiconductor a comportamientometálico [21].
M.V. Patrakeev, J.A. Bahteeva, E.B.Mitberg, I.A. Leonidov, V.L.Kozhevnikov, K.R. Poeppelmeier
2003 La0.5Sr0.5FeO3Conductor mixto a temperaturas de 750 – 950 °C, a baja presión parcial deoxígeno y alto límite de deficiencia de oxígeno [22].
Jinhua Piao, Kening Sun, NaiqingZhang, Xinbing Chen, Shen Xu,Derui Zhou
2007 Pr0.5Sr 0.5FeO3
Material con estructura cúbica, su conductividad eléctrica es de 300 S cm-1 a550 °C. El volumen de la celda unitaria disminuyó y el coeficiente de expansióntérmica del material aumentó con el incremento en el contenido de estroncio[23].
Jinhua Piao, Kening Sun, NaiqingZhang, Xinbing Chen, Shen Xu,Derui Zhou
2007 Pr0.8Sr0.2FeO3
Compuesto con estructura ortorrómbica, presenta compatibilidad con elcoeficiente de expansión térmica del electrolito YSZ. Presenta unaconductividad eléctrica de 78 S cm-1 a 800 °C. Mostró menor resistencia depolarización en comparación a la que presenta el cátodo de Pr0.5Sr 0.5FeO3 [24].
L.-W. Tai, M.M. Nasrallah, H.U.Anderson, D.M. Sparlin, S.R. Sehlin 1995 La0.8Sr0.2Co0.2Fe0.8O3
Material con estructura tipo perovskita que aumenta su conductividad eléctricay su coeficiente de expansión térmica con el aumento del contenido de cobalto.Las vacancias de oxígeno formadas en estos óxidos a altas temperaturas danlugar a la expansión de la red cristalina y una reducción en la concentración deportadores de carga electrónicos [25].
Anthony Petrica, Peng Huang, FrankTietz 2000 La0.6Sr 0.4Co0.8Fe0.2O3
Su aplicación como cátodos para SOFC puede estar limitada por su coeficientede expansión térmica y conductividad eléctrica, los cuales disminuyen con elcontenido de hierro [26].
Tabla 6. Materiales catódicos tipo perovskita.
30
3. HIPÓTESIS
La conductividad iónica de ceria dopada con Sm y Gd generalmente es similar, por lo que se
espera que la resistencia de polarización del compósito LBCF-ceria dopada con Gd también
sea similar a lo reportado.
La resistencia del sistema LBCF-SDC presenta un mínimo en resistencia eléctrica en una
composición alrededor del 10 % peso de SDC, por lo que se espera encontrar un
comportamiento similar en los resultados del sistema a estudiar.
La porosidad de los materiales puede manipularse durante la preparación. Se utilizará una
mezcla de etilcelulosa y terpineol para generar una alta porosidad en el material, lo que
permitirá al oxígeno gaseoso difundirse fácilmente a través del cátodo a las interfases
cátodo/electrolito.
4. OBJETIVOS
1. Optimizar la preparación de compositos de LaBaCuFeO5+δ y Ce0.8Gd0.2O1.9
2. Determinar la resistencia de polarización del sistema LaBaCuFeO5+δ - Ce0.8Gd0.2O1.9 en
función de la composición.
3. Relacionar la resistencia de polarización con las propiedades estructurales de las muestras.
4. Determinar la(s) composición(es) óptima(s) del sistema para su utilización como cátodo en
celdas de combustible tipo óxido sólido.
5. METODOLOGÍA
a) Síntesis de polvos
Ceria dopada con gadolinio
Para la preparación de los electrolitos de las celdas simétricas, así como de los compósitos, se
sintetizó Ce0.8Gd0.2O1.9 por el método convencional de reacción en estado sólido, con nitratos como
precursores (Ce(NO3)3 ∙ 6H2O, Sigma Aldrich, 99 % pureza; Gd (NO3)3 ∙ 6H2O, Sigma Aldrich, 99.9 %
pureza). La mezcla de nitratos se calcinó a 450 °C en aire por 2 h, con rampas de calentamiento y de
31
enfriamiento de ~5 °C/min. Posteriormente, el producto obtenido se molió en un mortero de ágata y
se sometió a una segunda calcinación a las mismas condiciones. Al final, el polvo volvió a molerse.
LaBaCuFeO5+δ
La síntesis del compuesto LaBaCuFeO5+δ también se llevó a cabo vía reacción en estado sólido, a
partir de La2O3 (Sigma Aldrich, 99.99 % pureza), BaCO3 (Sigma Aldrich, 99.98 % pureza), CuN2O6-
xH2O (Sigma Aldrich, 99.999 % pureza) y FeN3O99H2O (Analit, 99% pureza). La mezcla de los
precursores se molió con etanol en un mortero ágata durante 10 minutos. Luego se colocó la
muestra en un crisol para calcinarla a una temperatura de 1000 °C en aire durante 12 h, con rampas
de calentamiento y de enfriamiento de ~5 °C/min. El producto obtenido se calcinó a las mismas
condiciones y molió por segunda vez.
b) Preparación de celdas simétricas
El electrolito Ce0.8Gd0.2O1.9, después de conformado en pellets cilíndricos, fue prensado
isostáticamente a 10,000 psi. Posteriormente los pellets fueron sinterizados a 1200°C durante 12 h.
Para la preparación de celdas, se prepararon suspensiones de los polvos de LaBaCuFeO5+δ y
Ce0.8Gd0.2O1.9 con etilcelulosa y terpineol hasta lograr una pasta. Las suspensiones se aplicaron
sobre las caras paralelas de los pellets vía serigrafía, se sinterizaron a 1000 °C por 6 horas y
posteriormente se aplicó pintura de Pt.
c) Difracción de rayos x
Para identificar las fases presentes en los polvos sintetizados se obtuvieron los patrones de
difracción de rayos x (el principio de operación se muestra en el Anexo 3). Se utilizó un Difractómetro
de Rayos X para polvos Siemens D 500 (con portamuestras de cuarzo). Los patrones se adquirieron
en un intervalo de 2θ de 15 a 80 °, con un tamaño de paso de 0.020 °/0.2 s. Las tarjetas utilizadas de
la base de datos del Centro Internacional de Datos de Difracción (International Centre for Diffraction
Data) fueron las 75-0162 y 51-0397, para Ce0.8Gd0.2O1.9 y LaBaCuFeO5+δ, respectivamente.
32
d) Espectroscopía de impedancia
Las celdas simétricas se caracterizaron por espectroscopía de impedancia (ver Anexo 4) para
determinar la resistencia de polarización. Las mediciones eléctricas de las muestras se realizaron en
aire y en un intervalo de temperatura de 500 a 800 °C, dentro de una celda de cuarzo.
6. RESULTADOS Y DISCUSIÓN
Las preparaciones de los polvos tuvieron rendimientos aproximados del 50 y 94 %, para
LaBaCuFeO5+δ y Ce0.8Gd0.2O1.9, respectivamente. El polvo de LaBaCuFeO5+δ presenta un color café,
mientras que la muestra de Ce0.8Gd0.2O1.9, tiene un color amarillo pálido.
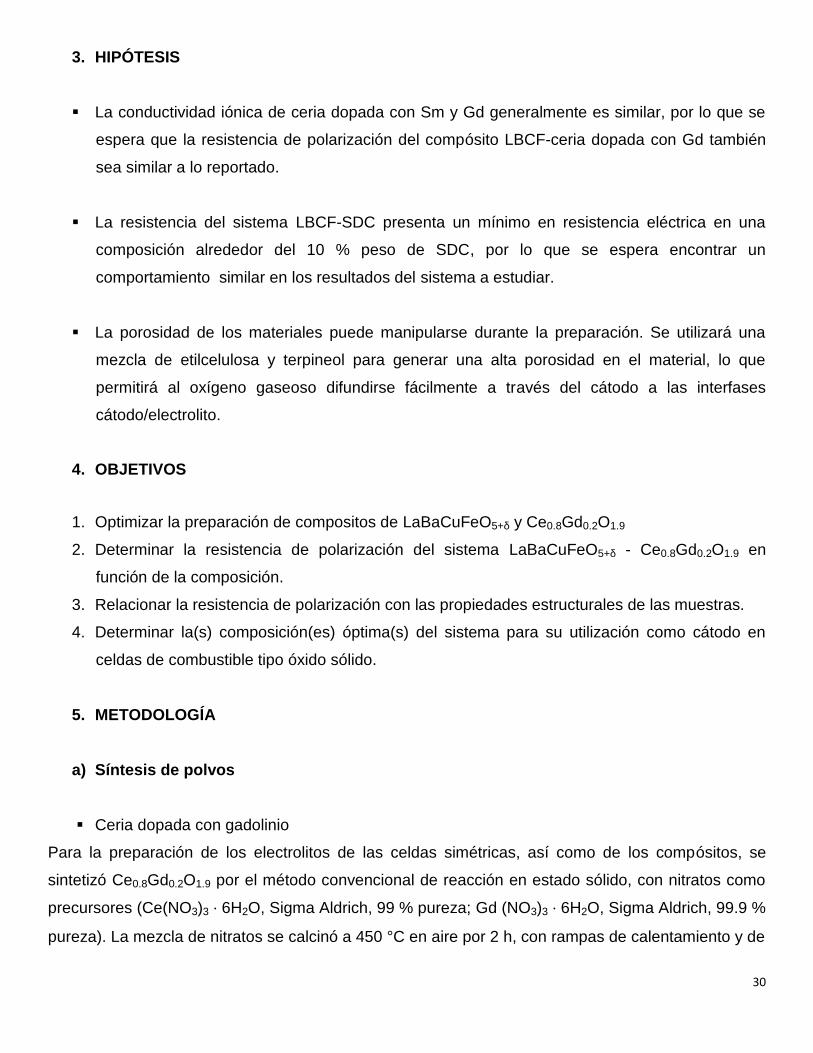
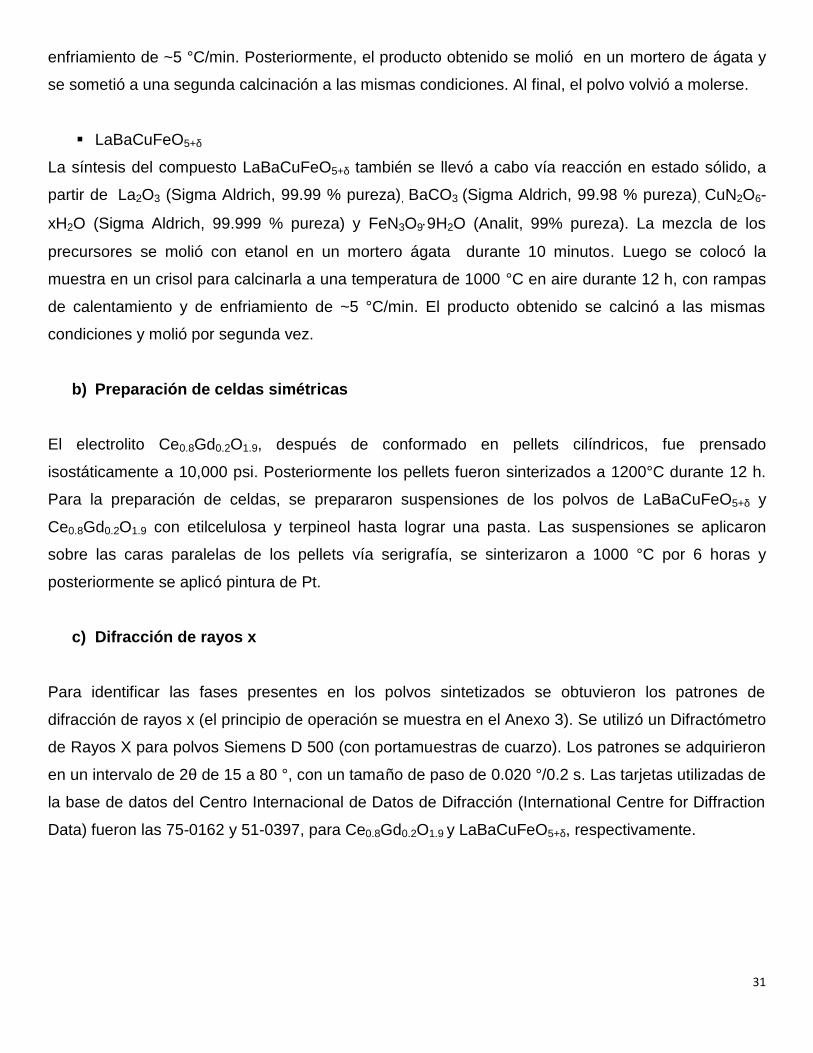
En la gráfica 1 se muestra el patrón de difracción de rayos X de la muestra de Ce0.8Gd0.2O1.9 y
LaBaCuFeO5+δ en la gráfica 2. Sobre los picos de los difractogramas se muestran los índices de
Miller correspondientes. La letra δ en la gráfica 2 muestra un pico no identificado en la muestra de
LBCF. La difracción se llevó a cabo utilizando un Difractómetro de Rayos X para polvos Siemens D
500 (con portamuestras de cuarzo).
Gráfica 1. Patrón de difracción de rayos X de la muestra en polvo de Ce0.8Gd0.2O1.9
33
Gráfica 2. Patrón de difracción de rayos X de la muestra en polvo de LaBaCuFeO5+δ
El patrón de difracción de rayos x de la muestra de ceria dopada confirma que la muestra presenta
una estructura cristalina tipo fluorita. Por su parte, en el difractograma de LaBaCuFeO5+δ fue posible
identificar la fase doble perovskita. Se observa un pico extra alrededor de los 30 °, con el cual no
pudo identificarse alguna otra fase (está indicado con la letra δ).
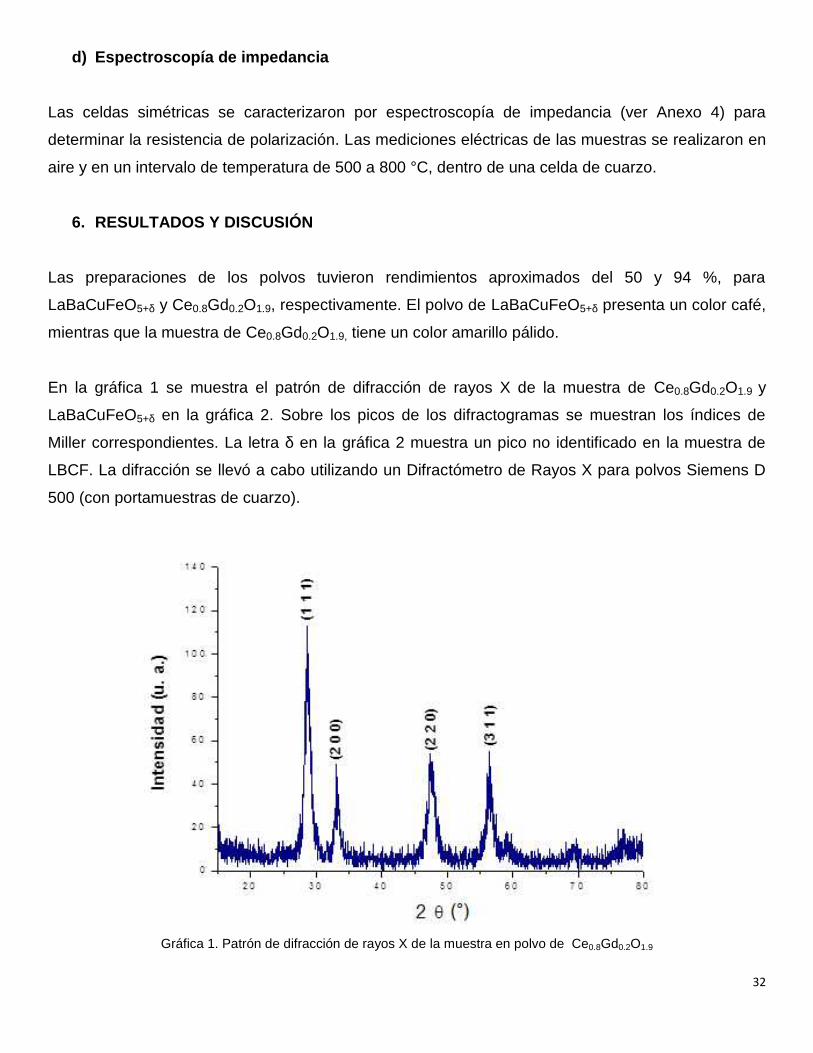
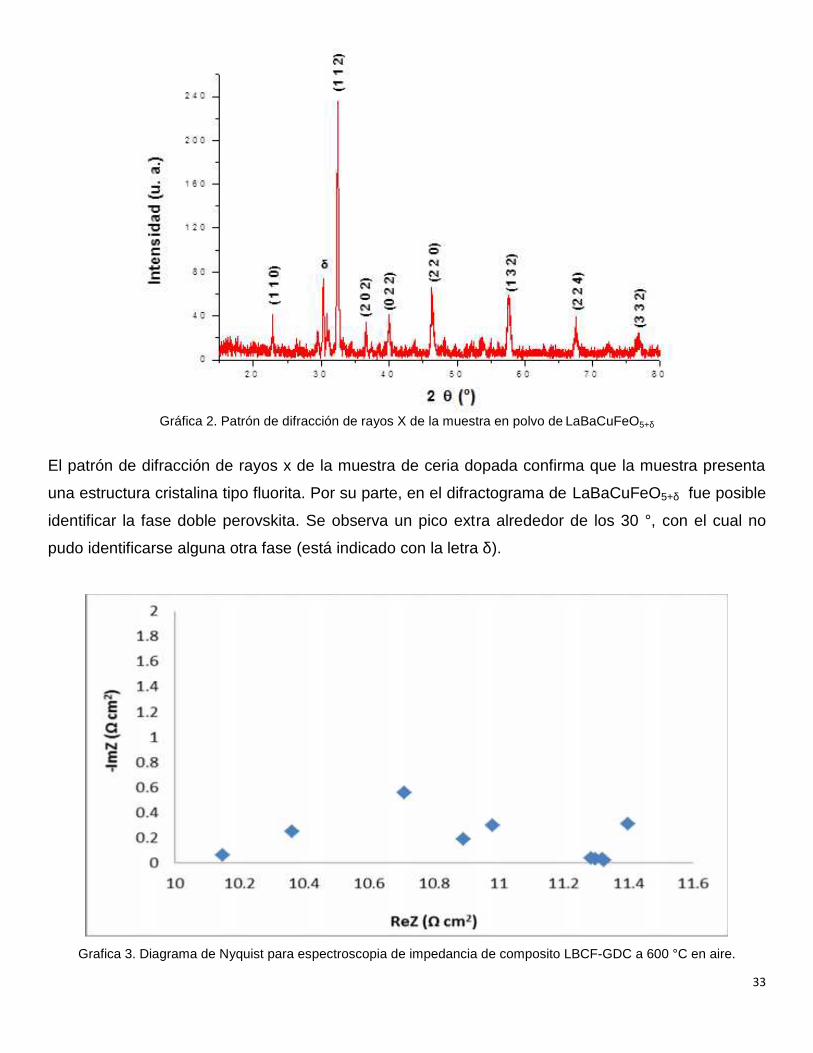
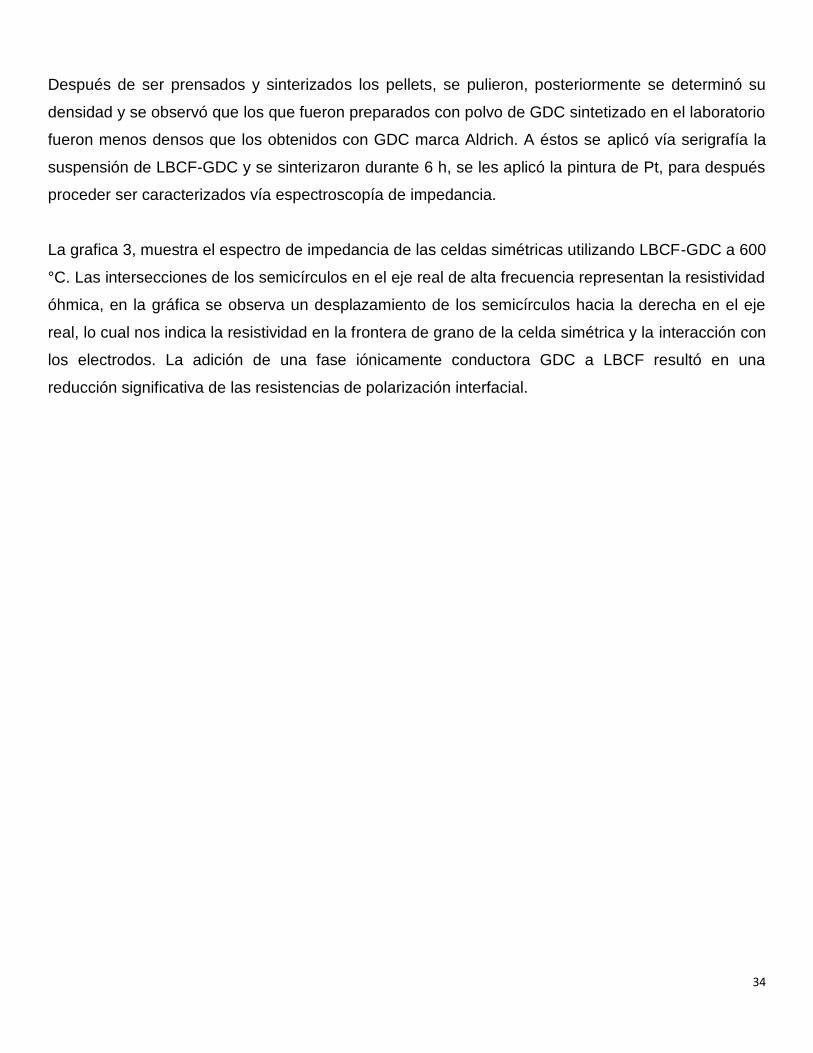
Grafica 3. Diagrama de Nyquist para espectroscopia de impedancia de composito LBCF-GDC a 600 °C en aire.
34
Después de ser prensados y sinterizados los pellets, se pulieron, posteriormente se determinó su
densidad y se observó que los que fueron preparados con polvo de GDC sintetizado en el laboratorio
fueron menos densos que los obtenidos con GDC marca Aldrich. A éstos se aplicó vía serigrafía la
suspensión de LBCF-GDC y se sinterizaron durante 6 h, se les aplicó la pintura de Pt, para después
proceder ser caracterizados vía espectroscopía de impedancia.
La grafica 3, muestra el espectro de impedancia de las celdas simétricas utilizando LBCF-GDC a 600
°C. Las intersecciones de los semicírculos en el eje real de alta frecuencia representan la resistividad
óhmica, en la gráfica se observa un desplazamiento de los semicírculos hacia la derecha en el eje
real, lo cual nos indica la resistividad en la frontera de grano de la celda simétrica y la interacción con
los electrodos. La adición de una fase iónicamente conductora GDC a LBCF resultó en una
reducción significativa de las resistencias de polarización interfacial.
35
TERCERA ETAPA
1. SELECCIÓN DEL MATERIAL ANÓDICO.
El ánodo es una capa cerámica muy porosa para permitir que el combustible fluya hacia el electrolito.
Al igual que el cátodo debe permitir que fluyan los electrones, con una conductividad iónica activa. El
material más utilizado para las SOFC normalmente es YSZ (Circona estabilizada con Itria). El ánodo
es comúnmente la capa más gruesa y más fuerte en cada celda, ya que es la de menor polarización,
y es a menudo la capa que proporciona el soporte mecánico. Electroquímicamente, el trabajo del
ánodo es utilizar los iones de oxígeno de la difusión del electrolito para oxidar el combustible. La
reacción de oxidación entre los iones de oxígeno y el hidrógeno produce agua y electricidad. Los
materiales utilizados en el ánodo deben cumplir los siguientes requisitos:
El ánodo debe ser químicamente, morfológicamente y dimensionalmente estable durante todo
el rango de temperaturas a los que está expuesto durante el proceso de fabricación.
El ánodo debe de tener alta conductividad iónica y electrónica para reducir al mínimo las
pérdidas óhmicas y para optimizar el flujo de electrones.
El ánodo debe ser física y químicamente compatibles con otros componentes de la celda en
todo el rango de temperatura.
Un desajuste de la expansión térmica entre el ánodo y otros componentes de la celda daría
lugar a la pérdida de integridad mecánica, y por tanto, deben reducirse al mínimo en la
fabricación y en el rango de temperaturas de servicio. Asimismo, es necesario que el
coeficiente de expansión térmica del ánodo no se modifique durante las condiciones de
servicio.
El ánodo debe tener la suficiente porosidad para permitir el transporte de gas a los sitios de la
reacción.
Las propiedades catalíticas del ánodo se requieren para la oxidación del combustible con los
iones de óxido que vienen a través del electrolito [29].
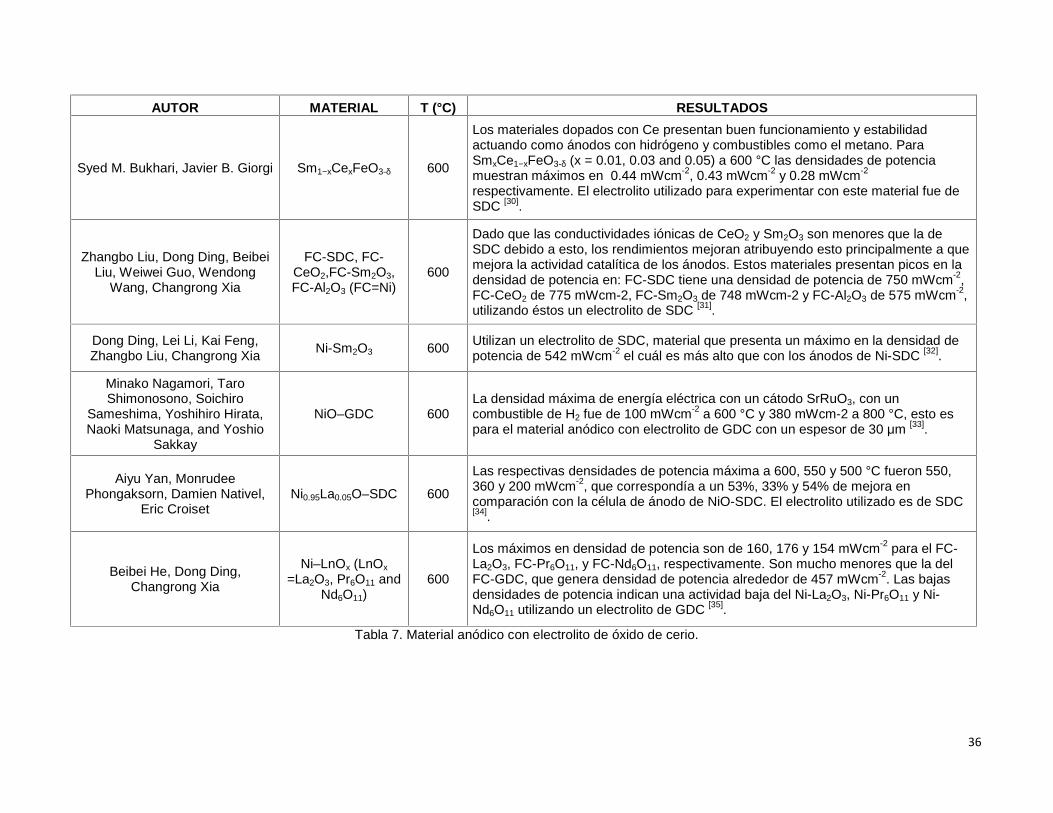
En la tabla 7 se puede observar los resultados de una revisión que tiene como objetivo proporcionar
una visión general de los avances de investigación presentes en el campo de los materiales
anódicos de SOFC.
36
AUTOR MATERIAL T (°C) RESULTADOS
Syed M. Bukhari, Javier B. Giorgi Sm1−xCexFeO3-δ 600
Los materiales dopados con Ce presentan buen funcionamiento y estabilidadactuando como ánodos con hidrógeno y combustibles como el metano. ParaSmxCe1−xFeO3-δ (x = 0.01, 0.03 and 0.05) a 600 °C las densidades de potenciamuestran máximos en 0.44 mWcm-2, 0.43 mWcm-2 y 0.28 mWcm-2
respectivamente. El electrolito utilizado para experimentar con este material fue deSDC [30].
Zhangbo Liu, Dong Ding, BeibeiLiu, Weiwei Guo, Wendong
Wang, Changrong Xia
FC-SDC, FC-CeO2,FC-Sm2O3,FC-Al2O3 (FC=Ni)
600
Dado que las conductividades iónicas de CeO2 y Sm2O3 son menores que la deSDC debido a esto, los rendimientos mejoran atribuyendo esto principalmente a quemejora la actividad catalítica de los ánodos. Estos materiales presentan picos en ladensidad de potencia en: FC-SDC tiene una densidad de potencia de 750 mWcm-2,FC-CeO2 de 775 mWcm-2, FC-Sm2O3 de 748 mWcm-2 y FC-Al2O3 de 575 mWcm-2,utilizando éstos un electrolito de SDC [31].
Dong Ding, Lei Li, Kai Feng,Zhangbo Liu, Changrong Xia Ni-Sm2O3 600 Utilizan un electrolito de SDC, material que presenta un máximo en la densidad de
potencia de 542 mWcm-2 el cuál es más alto que con los ánodos de Ni-SDC [32].
Minako Nagamori, TaroShimonosono, Soichiro
Sameshima, Yoshihiro Hirata,Naoki Matsunaga, and Yoshio
Sakkay
NiO–GDC 600La densidad máxima de energía eléctrica con un cátodo SrRuO3, con uncombustible de H2 fue de 100 mWcm-2 a 600 °C y 380 mWcm-2 a 800 °C, esto espara el material anódico con electrolito de GDC con un espesor de 30 μm [33].
Aiyu Yan, MonrudeePhongaksorn, Damien Nativel,
Eric CroisetNi0.95La0.05O–SDC 600
Las respectivas densidades de potencia máxima a 600, 550 y 500 °C fueron 550,360 y 200 mWcm-2, que correspondía a un 53%, 33% y 54% de mejora encomparación con la célula de ánodo de NiO-SDC. El electrolito utilizado es de SDC[34].
Beibei He, Dong Ding,Changrong Xia
Ni–LnOx (LnOx=La2O3, Pr6O11 and
Nd6O11)600
Los máximos en densidad de potencia son de 160, 176 y 154 mWcm-2 para el FC-La2O3, FC-Pr6O11, y FC-Nd6O11, respectivamente. Son mucho menores que la delFC-GDC, que genera densidad de potencia alrededor de 457 mWcm-2. Las bajasdensidades de potencia indican una actividad baja del Ni-La2O3, Ni-Pr6O11 y Ni-Nd6O11 utilizando un electrolito de GDC [35].
Tabla 7. Material anódico con electrolito de óxido de cerio.
37
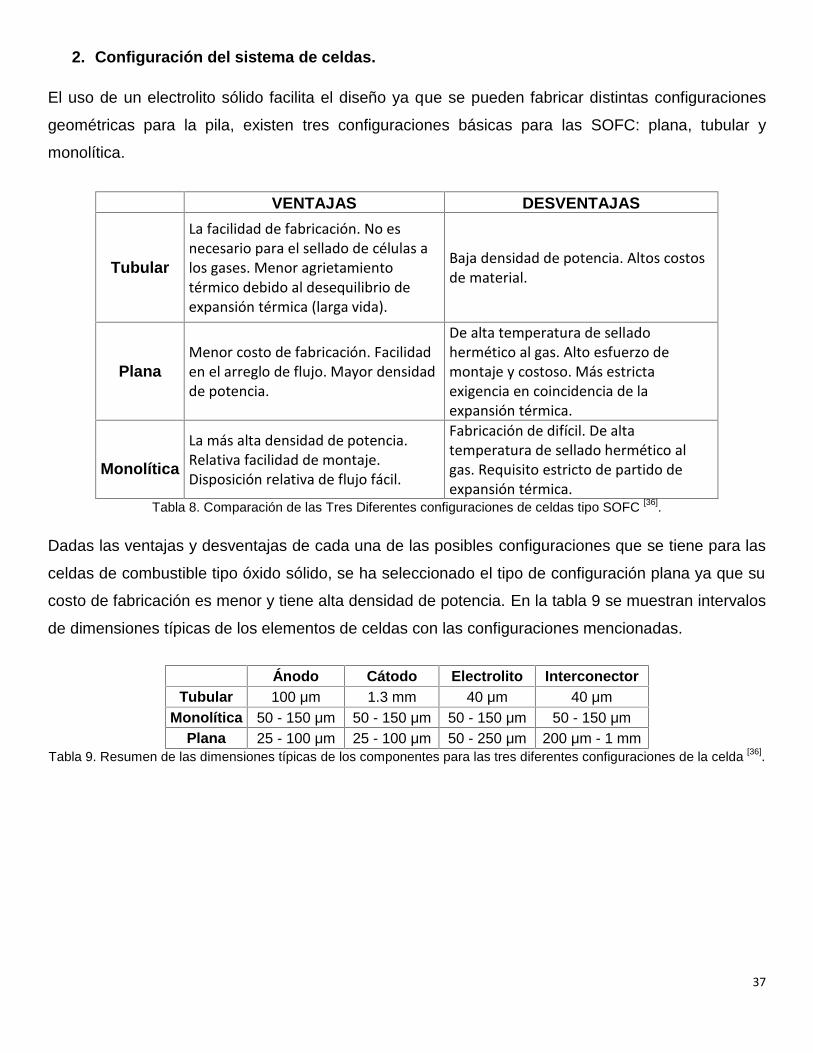
2. Configuración del sistema de celdas.
El uso de un electrolito sólido facilita el diseño ya que se pueden fabricar distintas configuraciones
geométricas para la pila, existen tres configuraciones básicas para las SOFC: plana, tubular y
monolítica.
VENTAJAS DESVENTAJAS
Tubular
La facilidad de fabricación. No esnecesario para el sellado de células alos gases. Menor agrietamientotérmico debido al desequilibrio deexpansión térmica (larga vida).
Baja densidad de potencia. Altos costosde material.
PlanaMenor costo de fabricación. Facilidaden el arreglo de flujo. Mayor densidadde potencia.
De alta temperatura de selladohermético al gas. Alto esfuerzo demontaje y costoso. Más estrictaexigencia en coincidencia de laexpansión térmica.
Monolítica
La más alta densidad de potencia.Relativa facilidad de montaje.Disposición relativa de flujo fácil.
Fabricación de difícil. De altatemperatura de sellado hermético algas. Requisito estricto de partido deexpansión térmica.
Tabla 8. Comparación de las Tres Diferentes configuraciones de celdas tipo SOFC [36].
Dadas las ventajas y desventajas de cada una de las posibles configuraciones que se tiene para las
celdas de combustible tipo óxido sólido, se ha seleccionado el tipo de configuración plana ya que su
costo de fabricación es menor y tiene alta densidad de potencia. En la tabla 9 se muestran intervalos
de dimensiones típicas de los elementos de celdas con las configuraciones mencionadas.
Ánodo Cátodo Electrolito InterconectorTubular 100 μm 1.3 mm 40 μm 40 μm
Monolítica 50 - 150 μm 50 - 150 μm 50 - 150 μm 50 - 150 μmPlana 25 - 100 μm 25 - 100 μm 50 - 250 μm 200 μm - 1 mm
Tabla 9. Resumen de las dimensiones típicas de los componentes para las tres diferentes configuraciones de la celda [36].
38
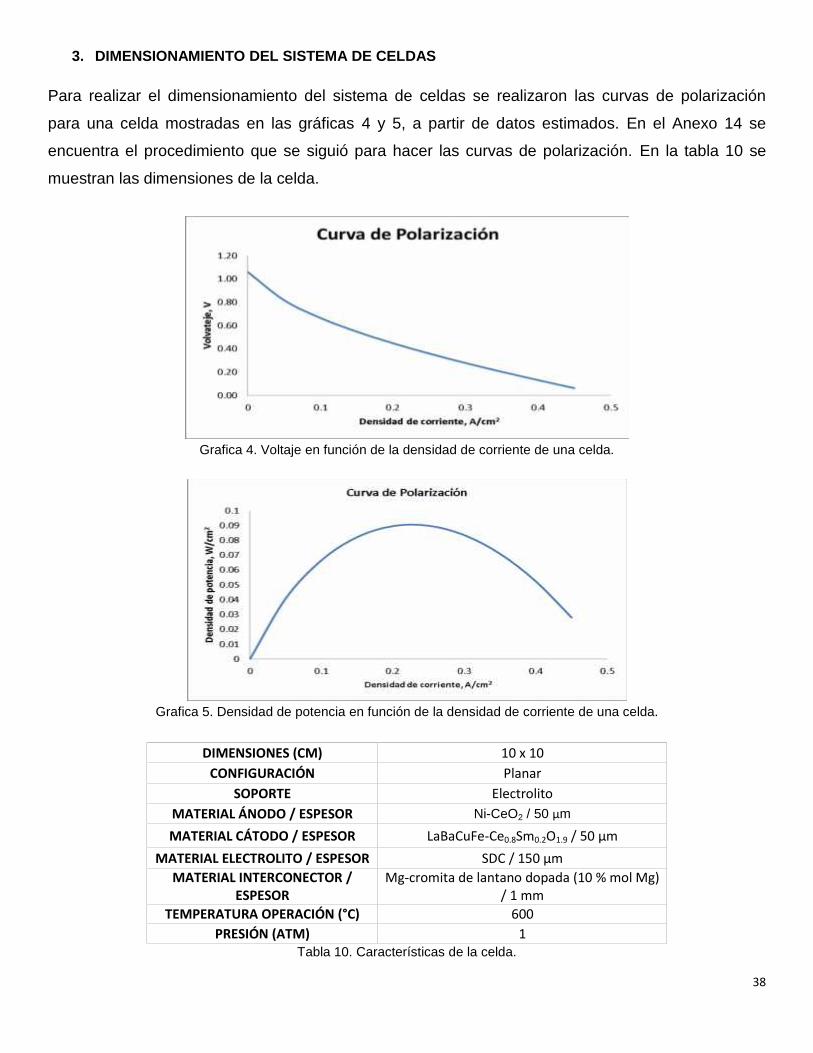
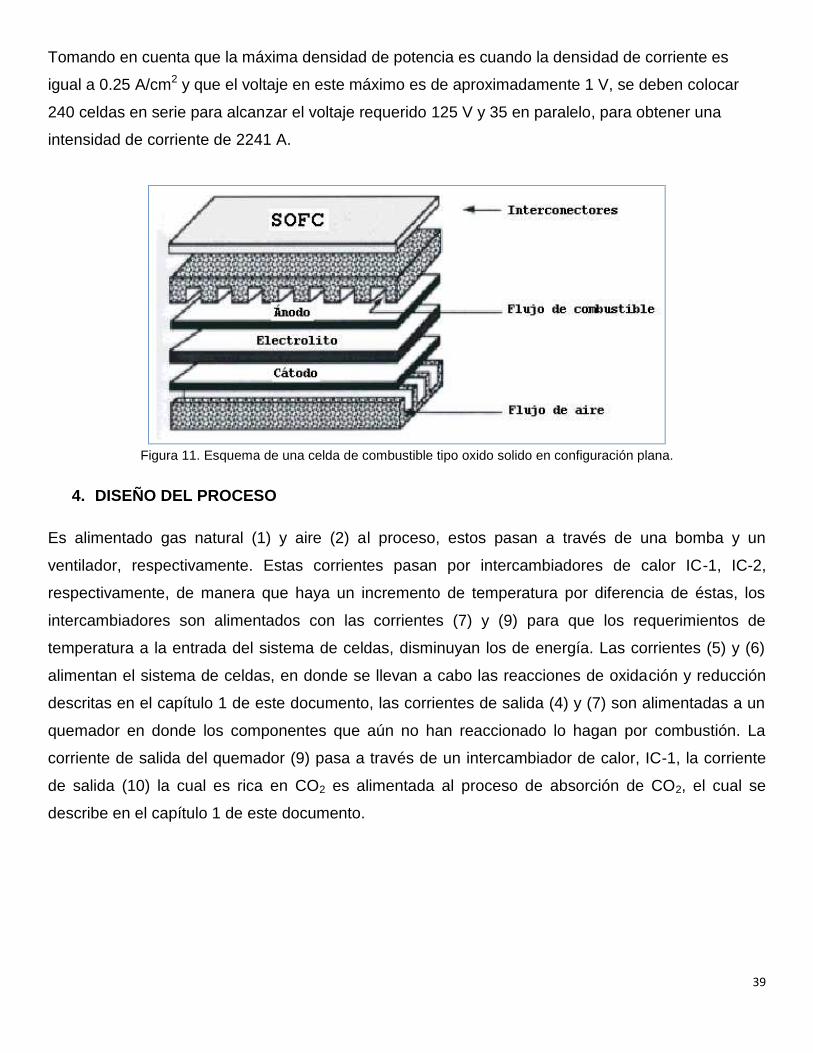
3. DIMENSIONAMIENTO DEL SISTEMA DE CELDAS
Para realizar el dimensionamiento del sistema de celdas se realizaron las curvas de polarización
para una celda mostradas en las gráficas 4 y 5, a partir de datos estimados. En el Anexo 14 se
encuentra el procedimiento que se siguió para hacer las curvas de polarización. En la tabla 10 se
muestran las dimensiones de la celda.
Grafica 4. Voltaje en función de la densidad de corriente de una celda.
Grafica 5. Densidad de potencia en función de la densidad de corriente de una celda.
DIMENSIONES (CM) 10 x 10CONFIGURACIÓN Planar
SOPORTE ElectrolitoMATERIAL ÁNODO / ESPESOR Ni-CeO2 / 50 μm
MATERIAL CÁTODO / ESPESOR LaBaCuFe-Ce0.8Sm0.2O1.9 / 50 μmMATERIAL ELECTROLITO / ESPESOR SDC / 150 μm
MATERIAL INTERCONECTOR /ESPESOR
Mg-cromita de lantano dopada (10 % mol Mg)/ 1 mm
TEMPERATURA OPERACIÓN (°C) 600PRESIÓN (ATM) 1
Tabla 10. Características de la celda.
39
Tomando en cuenta que la máxima densidad de potencia es cuando la densidad de corriente es
igual a 0.25 A/cm2 y que el voltaje en este máximo es de aproximadamente 1 V, se deben colocar
240 celdas en serie para alcanzar el voltaje requerido 125 V y 35 en paralelo, para obtener una
intensidad de corriente de 2241 A.
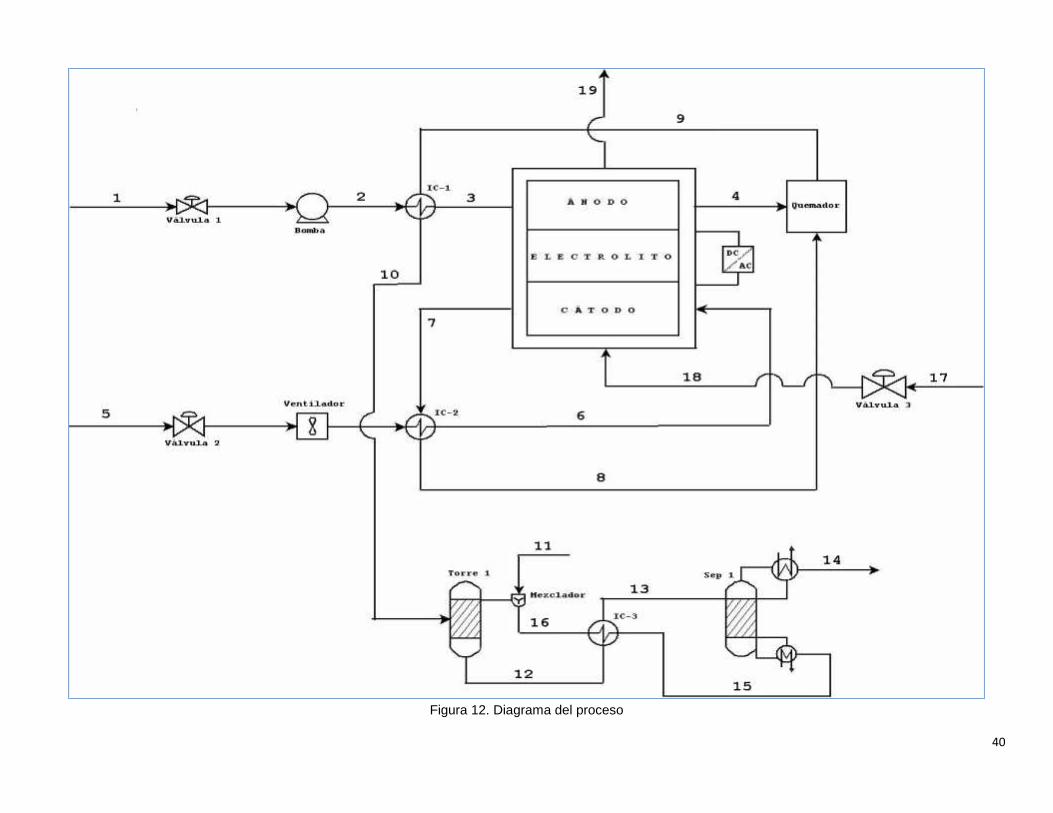
Figura 11. Esquema de una celda de combustible tipo oxido solido en configuración plana.
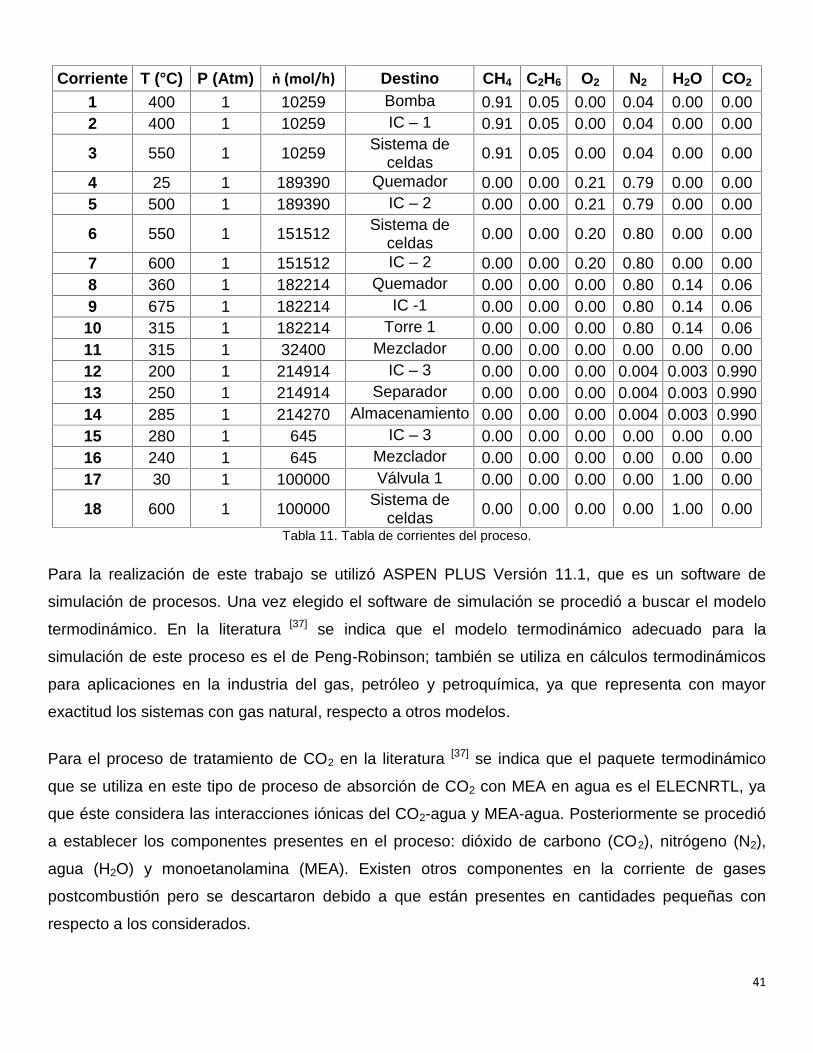
4. DISEÑO DEL PROCESO
Es alimentado gas natural (1) y aire (2) al proceso, estos pasan a través de una bomba y un
ventilador, respectivamente. Estas corrientes pasan por intercambiadores de calor IC-1, IC-2,
respectivamente, de manera que haya un incremento de temperatura por diferencia de éstas, los
intercambiadores son alimentados con las corrientes (7) y (9) para que los requerimientos de
temperatura a la entrada del sistema de celdas, disminuyan los de energía. Las corrientes (5) y (6)
alimentan el sistema de celdas, en donde se llevan a cabo las reacciones de oxidación y reducción
descritas en el capítulo 1 de este documento, las corrientes de salida (4) y (7) son alimentadas a un
quemador en donde los componentes que aún no han reaccionado lo hagan por combustión. La
corriente de salida del quemador (9) pasa a través de un intercambiador de calor, IC-1, la corriente
de salida (10) la cual es rica en CO2 es alimentada al proceso de absorción de CO2, el cual se
describe en el capítulo 1 de este documento.
40
Figura 12. Diagrama del proceso
41
Corriente T (°C) P (Atm) ṅ (mol/h) Destino CH4 C2H6 O2 N2 H2O CO2
1 400 1 10259 Bomba 0.91 0.05 0.00 0.04 0.00 0.002 400 1 10259 IC – 1 0.91 0.05 0.00 0.04 0.00 0.00
3 550 1 10259 Sistema deceldas 0.91 0.05 0.00 0.04 0.00 0.00
4 25 1 189390 Quemador 0.00 0.00 0.21 0.79 0.00 0.005 500 1 189390 IC – 2 0.00 0.00 0.21 0.79 0.00 0.00
6 550 1 151512 Sistema deceldas 0.00 0.00 0.20 0.80 0.00 0.00
7 600 1 151512 IC – 2 0.00 0.00 0.20 0.80 0.00 0.008 360 1 182214 Quemador 0.00 0.00 0.00 0.80 0.14 0.069 675 1 182214 IC -1 0.00 0.00 0.00 0.80 0.14 0.0610 315 1 182214 Torre 1 0.00 0.00 0.00 0.80 0.14 0.0611 315 1 32400 Mezclador 0.00 0.00 0.00 0.00 0.00 0.0012 200 1 214914 IC – 3 0.00 0.00 0.00 0.004 0.003 0.99013 250 1 214914 Separador 0.00 0.00 0.00 0.004 0.003 0.99014 285 1 214270 Almacenamiento 0.00 0.00 0.00 0.004 0.003 0.99015 280 1 645 IC – 3 0.00 0.00 0.00 0.00 0.00 0.0016 240 1 645 Mezclador 0.00 0.00 0.00 0.00 0.00 0.0017 30 1 100000 Válvula 1 0.00 0.00 0.00 0.00 1.00 0.00
18 600 1 100000 Sistema deceldas 0.00 0.00 0.00 0.00 1.00 0.00
Tabla 11. Tabla de corrientes del proceso.
Para la realización de este trabajo se utilizó ASPEN PLUS Versión 11.1, que es un software de
simulación de procesos. Una vez elegido el software de simulación se procedió a buscar el modelo
termodinámico. En la literatura [37] se indica que el modelo termodinámico adecuado para la
simulación de este proceso es el de Peng-Robinson; también se utiliza en cálculos termodinámicos
para aplicaciones en la industria del gas, petróleo y petroquímica, ya que representa con mayor
exactitud los sistemas con gas natural, respecto a otros modelos.
Para el proceso de tratamiento de CO2 en la literatura [37] se indica que el paquete termodinámico
que se utiliza en este tipo de proceso de absorción de CO2 con MEA en agua es el ELECNRTL, ya
que éste considera las interacciones iónicas del CO2-agua y MEA-agua. Posteriormente se procedió
a establecer los componentes presentes en el proceso: dióxido de carbono (CO2), nitrógeno (N2),
agua (H2O) y monoetanolamina (MEA). Existen otros componentes en la corriente de gases
postcombustión pero se descartaron debido a que están presentes en cantidades pequeñas con
respecto a los considerados.
42
5. Dimensionamiento de equipo mayor
a) Ventilador
Se realizó el dimensionamiento mediante el programa de simulación Aspen Plus, la metodología
consistió en establecer los parámetros de entrada y salida del proceso, los cuales se mencionan en
la tabla 11 de este documento, así como también las condiciones de operación del sistema (T y P).
Los resultados obtenidos que se presentan a continuación son de acuerdo a la selección del mejor
ajuste del sistema.
Tipo: Centrífugo radial
Ventajas: Se limpia por sí mismo, se proyectan para altas velocidades y presiones, la potencia
aumenta con el caudal casi proporcionalmente.
Características: La transmisión del ventilador es directa, de doble entrada de aire ya que en tamaños
grandes resultan más económicos los de doble entrada.
Material Acero al carbónCaudal 3115 m3/h
Aplicación AirePresión 1 atm
Temperatura 400 °CTabla 12. Especificaciones ventilador.
b) Bomba
Se realizó el dimensionamiento mediante el programa de simulación Aspen Plus, la metodología
consistió en establecer los parámetros de entrada y salida del proceso, los cuales se mencionan en
la tabla 11 de este documento, así como también las condiciones de operación del sistema (T y P).
Los resultados obtenidos que se presentan a continuación son de acuerdo a la selección del mejor
ajuste del sistema.
Tipo: Rotatoria
Ventajas: Amplia gama de fluidos y viscosidades. Posibilidad de alta velocidad, permitiendo la
libertad de selección de unidad motriz. Bajas velocidades internas. Diseño sólido y
compacto, fácil de instalar y mantener.
43
Flujo 2 gpmEficiencia 75 %Potencia 16 Kw
Tabla 13. Especificaciones de la bomba.
c) Quemador
Dado que las corrientes de salida de las cámaras anódicas del sistema de celdas contienen
hidrocarburos que no se oxidaron, se llevan a un quemador. Es posible utilizar el calor generado en
dicho equipo para aumentar la temperatura de otras corrientes (figura 12).
Se realizó el dimensionamiento mediante el programa de simulación Aspen Plus, la metodología
consistió en establecer los parámetros de entrada y salida del proceso, los cuales se mencionan en
la tabla 11 de este documento, así como también las condiciones de operación del sistema (T y P).
Los resultados obtenidos que se presentan a continuación son de acuerdo a la selección del mejor
ajuste del sistema.
Material Acero al carbónFlujo 13 m3/h
Temperatura 800 °C
Calor cedido 28 J/sTabla 14. Especificaciones del quemador.
d) Intercambiadores de calor
Se realizó el dimensionamiento mediante el programa de simulación Aspen Plus, la metodología
consistió en establecer los parámetros de entrada y salida del proceso, los cuales se mencionan en
la tabla 11 de este documento, así como también las condiciones de operación del sistema (T y P).
Los resultados obtenidos que se presentan a continuación son de acuerdo a la selección del mejor
ajuste del sistema.
Tipo: Tubo – Coraza en contraflujo.
Características: Este tipo de intercambiador consiste en un conjunto de tubos en un
contenedor l l a m a d o c a r c a z a o c o r a z a . E l f l u j o d e f l u i d o d e n t r o
d e l o s t u b o s s e l e d e n o m i n a comúnmente flujo interno y aquel que
fluye en el interior del contenedor como fluido de carcaza o fluido externo.
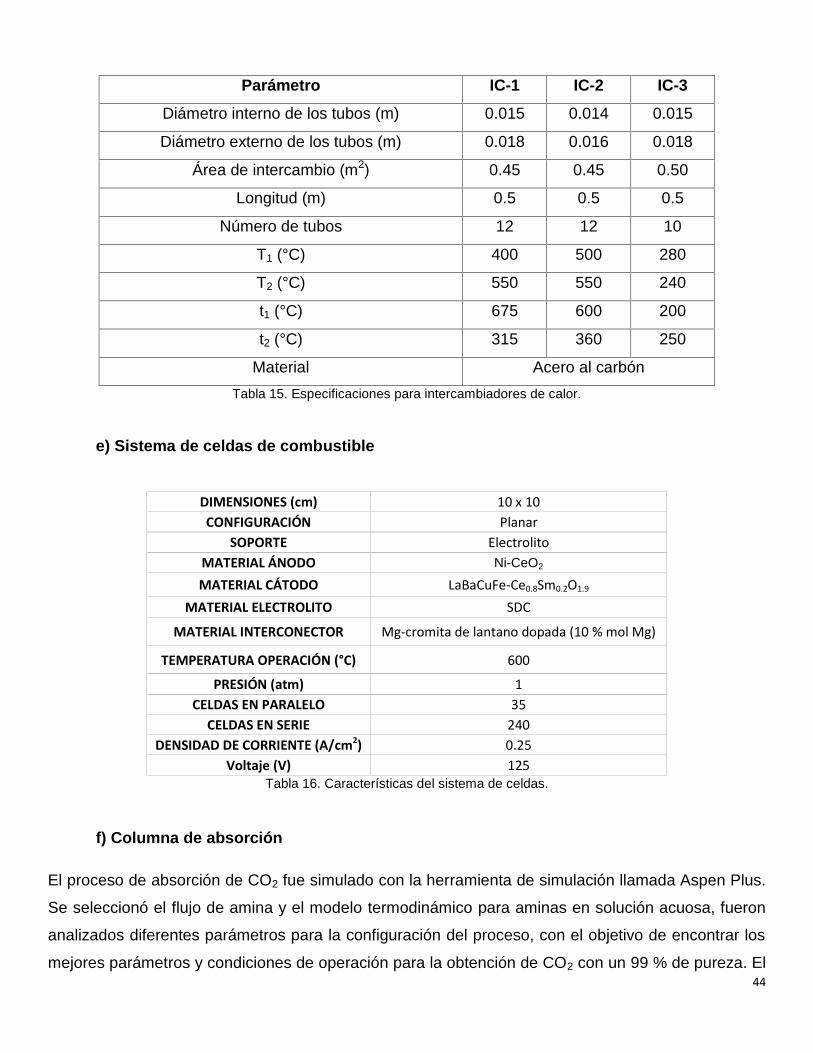
44
Parámetro IC-1 IC-2 IC-3
Diámetro interno de los tubos (m) 0.015 0.014 0.015
Diámetro externo de los tubos (m) 0.018 0.016 0.018
Área de intercambio (m2) 0.45 0.45 0.50
Longitud (m) 0.5 0.5 0.5
Número de tubos 12 12 10
T1 (°C) 400 500 280
T2 (°C) 550 550 240
t1 (°C) 675 600 200
t2 (°C) 315 360 250
Material Acero al carbónTabla 15. Especificaciones para intercambiadores de calor.
e) Sistema de celdas de combustible
DIMENSIONES (cm) 10 x 10CONFIGURACIÓN Planar
SOPORTE ElectrolitoMATERIAL ÁNODO Ni-CeO2
MATERIAL CÁTODO LaBaCuFe-Ce0.8Sm0.2O1.9
MATERIAL ELECTROLITO SDC
MATERIAL INTERCONECTOR Mg-cromita de lantano dopada (10 % mol Mg)
TEMPERATURA OPERACIÓN (°C) 600
PRESIÓN (atm) 1CELDAS EN PARALELO 35
CELDAS EN SERIE 240DENSIDAD DE CORRIENTE (A/cm2) 0.25
Voltaje (V) 125Tabla 16. Características del sistema de celdas.
f) Columna de absorción
El proceso de absorción de CO2 fue simulado con la herramienta de simulación llamada Aspen Plus.
Se seleccionó el flujo de amina y el modelo termodinámico para aminas en solución acuosa, fueron
analizados diferentes parámetros para la configuración del proceso, con el objetivo de encontrar los
mejores parámetros y condiciones de operación para la obtención de CO2 con un 99 % de pureza. El
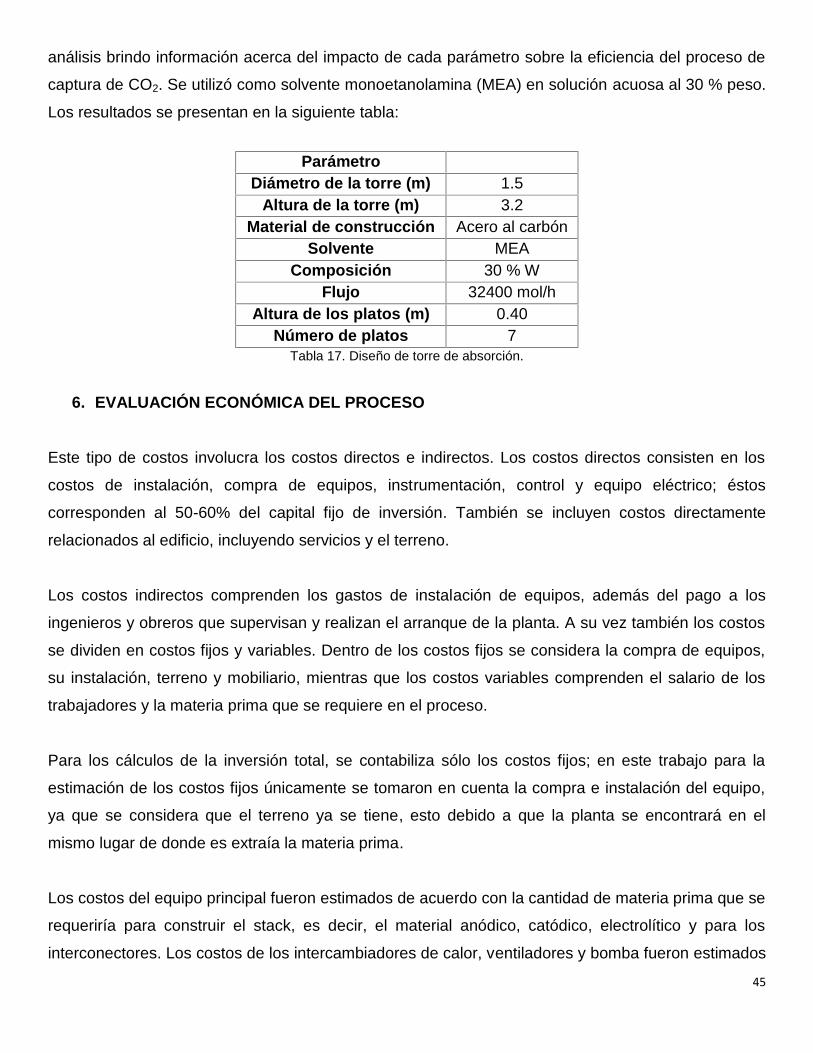
45
análisis brindo información acerca del impacto de cada parámetro sobre la eficiencia del proceso de
captura de CO2. Se utilizó como solvente monoetanolamina (MEA) en solución acuosa al 30 % peso.
Los resultados se presentan en la siguiente tabla:
ParámetroDiámetro de la torre (m) 1.5
Altura de la torre (m) 3.2Material de construcción Acero al carbón
Solvente MEAComposición 30 % W
Flujo 32400 mol/hAltura de los platos (m) 0.40
Número de platos 7Tabla 17. Diseño de torre de absorción.
6. EVALUACIÓN ECONÓMICA DEL PROCESO
Este tipo de costos involucra los costos directos e indirectos. Los costos directos consisten en los
costos de instalación, compra de equipos, instrumentación, control y equipo eléctrico; éstos
corresponden al 50-60% del capital fijo de inversión. También se incluyen costos directamente
relacionados al edificio, incluyendo servicios y el terreno.
Los costos indirectos comprenden los gastos de instalación de equipos, además del pago a los
ingenieros y obreros que supervisan y realizan el arranque de la planta. A su vez también los costos
se dividen en costos fijos y variables. Dentro de los costos fijos se considera la compra de equipos,
su instalación, terreno y mobiliario, mientras que los costos variables comprenden el salario de los
trabajadores y la materia prima que se requiere en el proceso.
Para los cálculos de la inversión total, se contabiliza sólo los costos fijos; en este trabajo para la
estimación de los costos fijos únicamente se tomaron en cuenta la compra e instalación del equipo,
ya que se considera que el terreno ya se tiene, esto debido a que la planta se encontrará en el
mismo lugar de donde es extraía la materia prima.
Los costos del equipo principal fueron estimados de acuerdo con la cantidad de materia prima que se
requeriría para construir el stack, es decir, el material anódico, catódico, electrolítico y para los
interconectores. Los costos de los intercambiadores de calor, ventiladores y bomba fueron estimados
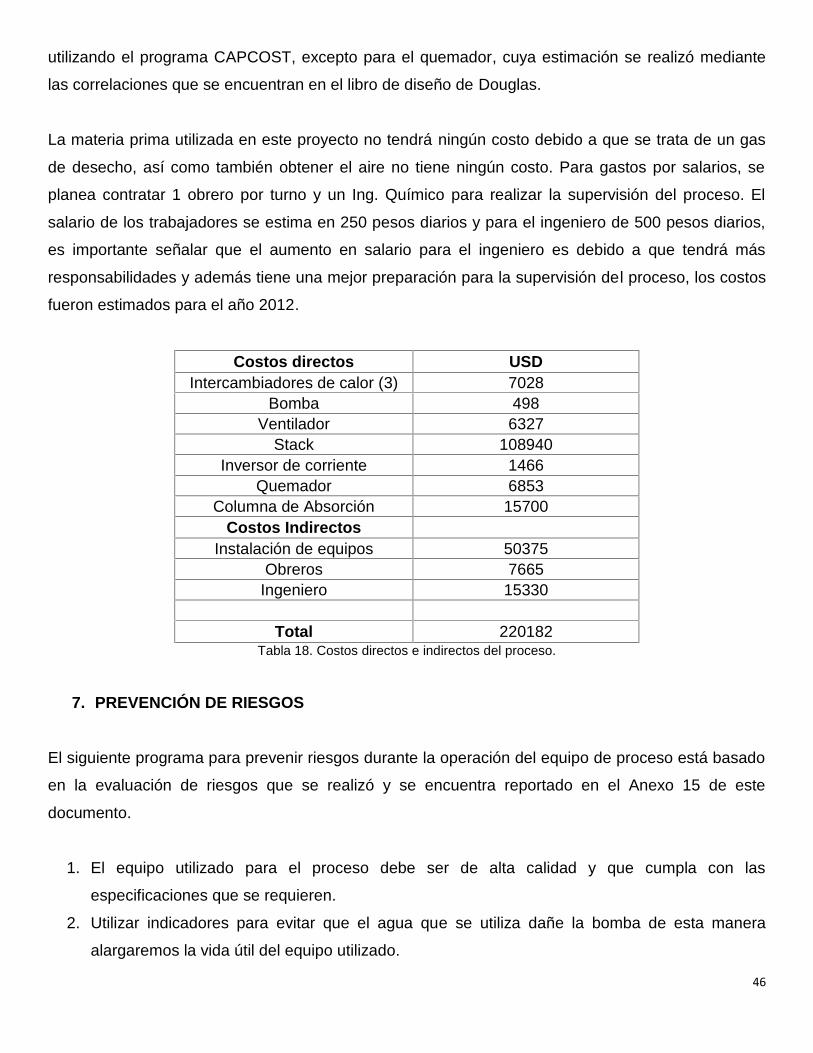
46
utilizando el programa CAPCOST, excepto para el quemador, cuya estimación se realizó mediante
las correlaciones que se encuentran en el libro de diseño de Douglas.
La materia prima utilizada en este proyecto no tendrá ningún costo debido a que se trata de un gas
de desecho, así como también obtener el aire no tiene ningún costo. Para gastos por salarios, se
planea contratar 1 obrero por turno y un Ing. Químico para realizar la supervisión del proceso. El
salario de los trabajadores se estima en 250 pesos diarios y para el ingeniero de 500 pesos diarios,
es importante señalar que el aumento en salario para el ingeniero es debido a que tendrá más
responsabilidades y además tiene una mejor preparación para la supervisión del proceso, los costos
fueron estimados para el año 2012.
Costos directos USDIntercambiadores de calor (3) 7028
Bomba 498Ventilador 6327
Stack 108940Inversor de corriente 1466
Quemador 6853Columna de Absorción 15700
Costos IndirectosInstalación de equipos 50375
Obreros 7665Ingeniero 15330
Total 220182Tabla 18. Costos directos e indirectos del proceso.
7. PREVENCIÓN DE RIESGOS
El siguiente programa para prevenir riesgos durante la operación del equipo de proceso está basado
en la evaluación de riesgos que se realizó y se encuentra reportado en el Anexo 15 de este
documento.
1. El equipo utilizado para el proceso debe ser de alta calidad y que cumpla con las
especificaciones que se requieren.
2. Utilizar indicadores para evitar que el agua que se utiliza dañe la bomba de esta manera
alargaremos la vida útil del equipo utilizado.
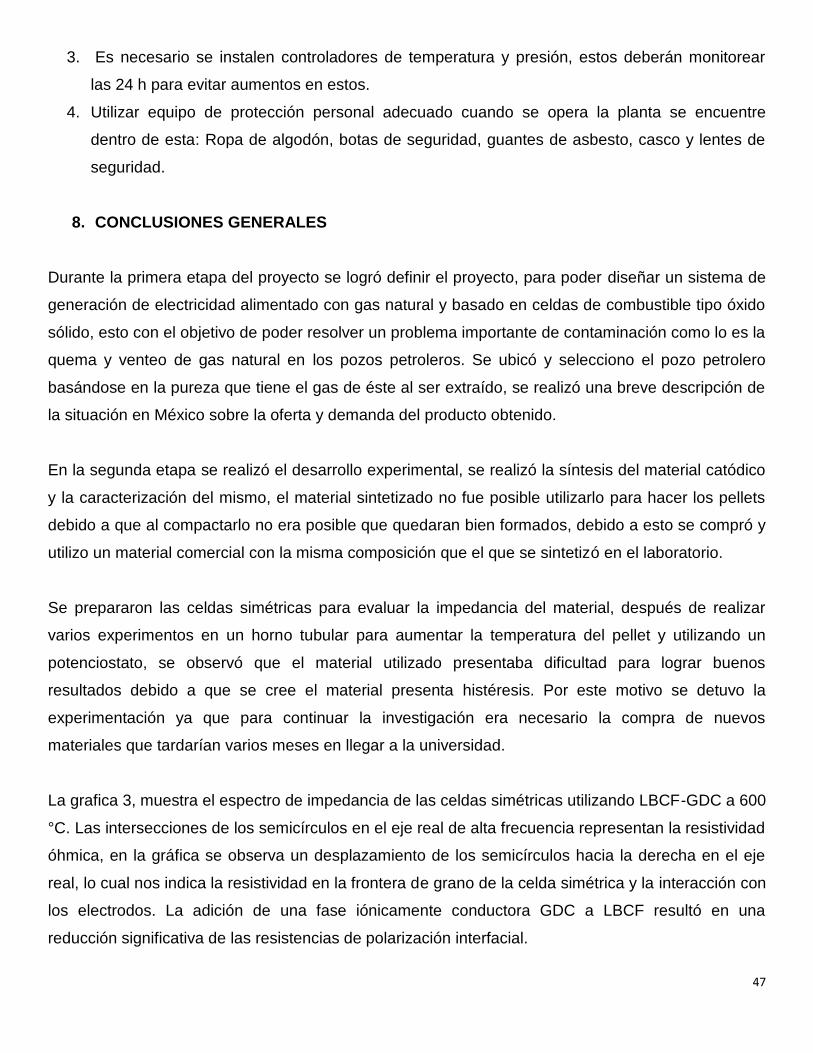
47
3. Es necesario se instalen controladores de temperatura y presión, estos deberán monitorear
las 24 h para evitar aumentos en estos.
4. Utilizar equipo de protección personal adecuado cuando se opera la planta se encuentre
dentro de esta: Ropa de algodón, botas de seguridad, guantes de asbesto, casco y lentes de
seguridad.
8. CONCLUSIONES GENERALES
Durante la primera etapa del proyecto se logró definir el proyecto, para poder diseñar un sistema de
generación de electricidad alimentado con gas natural y basado en celdas de combustible tipo óxido
sólido, esto con el objetivo de poder resolver un problema importante de contaminación como lo es la
quema y venteo de gas natural en los pozos petroleros. Se ubicó y selecciono el pozo petrolero
basándose en la pureza que tiene el gas de éste al ser extraído, se realizó una breve descripción de
la situación en México sobre la oferta y demanda del producto obtenido.
En la segunda etapa se realizó el desarrollo experimental, se realizó la síntesis del material catódico
y la caracterización del mismo, el material sintetizado no fue posible utilizarlo para hacer los pellets
debido a que al compactarlo no era posible que quedaran bien formados, debido a esto se compró y
utilizo un material comercial con la misma composición que el que se sintetizó en el laboratorio.
Se prepararon las celdas simétricas para evaluar la impedancia del material, después de realizar
varios experimentos en un horno tubular para aumentar la temperatura del pellet y utilizando un
potenciostato, se observó que el material utilizado presentaba dificultad para lograr buenos
resultados debido a que se cree el material presenta histéresis. Por este motivo se detuvo la
experimentación ya que para continuar la investigación era necesario la compra de nuevos
materiales que tardarían varios meses en llegar a la universidad.
La grafica 3, muestra el espectro de impedancia de las celdas simétricas utilizando LBCF-GDC a 600
°C. Las intersecciones de los semicírculos en el eje real de alta frecuencia representan la resistividad
óhmica, en la gráfica se observa un desplazamiento de los semicírculos hacia la derecha en el eje
real, lo cual nos indica la resistividad en la frontera de grano de la celda simétrica y la interacción con
los electrodos. La adición de una fase iónicamente conductora GDC a LBCF resultó en una
reducción significativa de las resistencias de polarización interfacial.
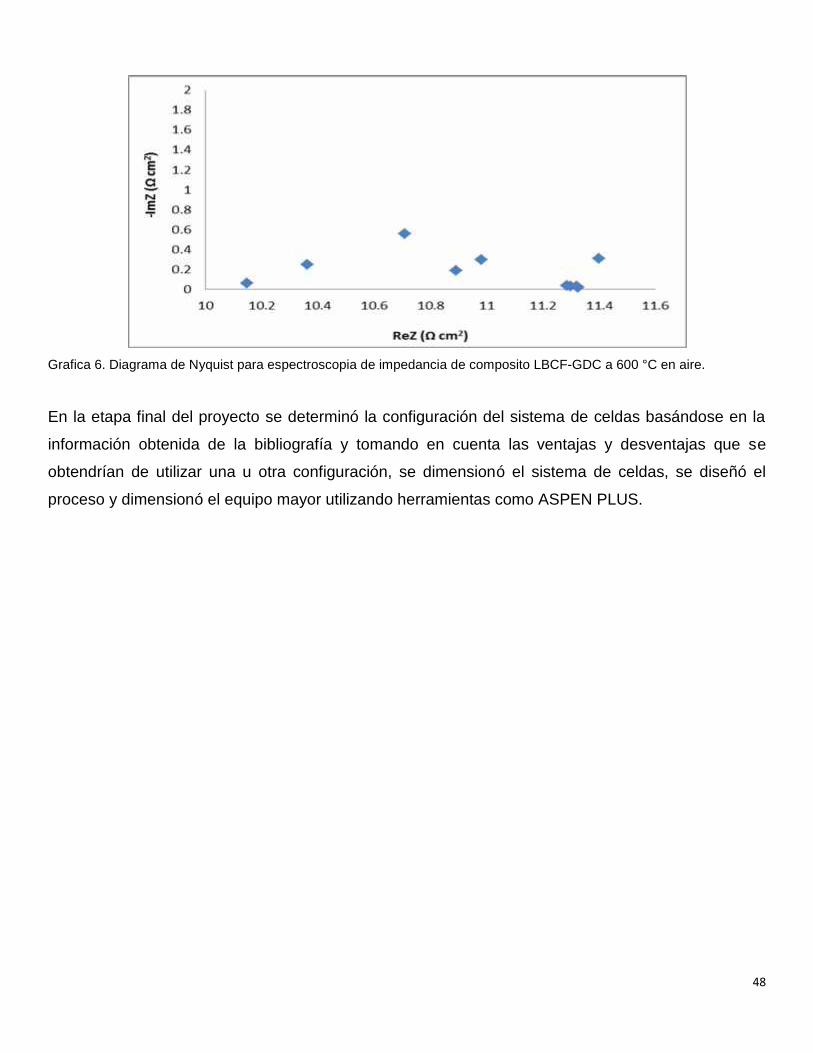
48
Grafica 6. Diagrama de Nyquist para espectroscopia de impedancia de composito LBCF-GDC a 600 °C en aire.
En la etapa final del proyecto se determinó la configuración del sistema de celdas basándose en la
información obtenida de la bibliografía y tomando en cuenta las ventajas y desventajas que se
obtendrían de utilizar una u otra configuración, se dimensionó el sistema de celdas, se diseñó el
proceso y dimensionó el equipo mayor utilizando herramientas como ASPEN PLUS.
49
ANEXO 1.
PRODUCCIÓN DE GAS NATURAL POR ACTIVO INTEGRAL[7]
PEMEXProducción de gas natural por activo integral
2010Millones de pies cúbicos diarios
1T 2T 3T 4T Total
Total (1) 6946 6937 7155 7039 28077
Región Marina Noreste 1148 1459 1726 1659 5992
Cantarell 1166 1125 1383 1330 5004
Ku-Maloob-Zaap 322 333 344 328 1327
Región Marina Sueroeste 1127 1142 1186 1231 4686
Abkatún-Pol Chuc 588 595 586 607 2376
Litoral de Tabasco 539 546 600 624 2309
Región Sur 1697 1774 1818 1768 7057
Cinco Presidentes 85 108 112 114 419
Bellota-Jujo 293 304 304 322 1223
Macuspana-Muspac (2) 592 582 582 564 2320
Samaria-Luna 728 780 820 768 3096
Región Norte 2634 2563 2424 2381 10002
Burgos 1597 1525 1399 1396 5917
Poza Rica – Altamira 122 118 113 116 469
Aceite Terciario del Golfo (3) 77 82 88 94 341
Veracruz 837 838 825 776 3276
(1) Incluye nitrógeno.
(2) El Activo Integral Macuspana-Muspac se creó en agosto de 2011 y se reporta a partir de 2012.
(3) El Activo Integral Aceite Terciario del Golfo se creó en 2008; los campos que lo conforman se
desincorporaron del Activo Integral Poza Rica-Altamira.
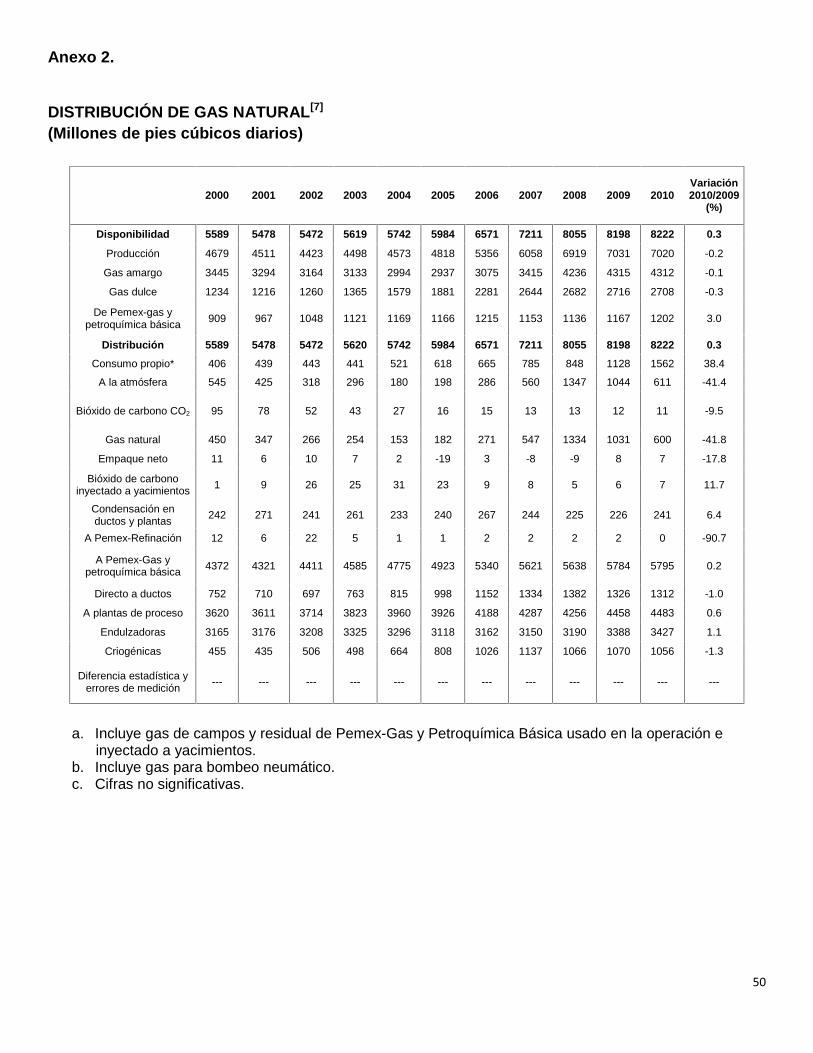
50
Anexo 2.
DISTRIBUCIÓN DE GAS NATURAL[7]
(Millones de pies cúbicos diarios)
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010Variación2010/2009
(%)
Disponibilidad 5589 5478 5472 5619 5742 5984 6571 7211 8055 8198 8222 0.3
Producción 4679 4511 4423 4498 4573 4818 5356 6058 6919 7031 7020 -0.2
Gas amargo 3445 3294 3164 3133 2994 2937 3075 3415 4236 4315 4312 -0.1
Gas dulce 1234 1216 1260 1365 1579 1881 2281 2644 2682 2716 2708 -0.3
De Pemex-gas ypetroquímica básica 909 967 1048 1121 1169 1166 1215 1153 1136 1167 1202 3.0
Distribución 5589 5478 5472 5620 5742 5984 6571 7211 8055 8198 8222 0.3
Consumo propio* 406 439 443 441 521 618 665 785 848 1128 1562 38.4
A la atmósfera 545 425 318 296 180 198 286 560 1347 1044 611 -41.4
Bióxido de carbono CO2 95 78 52 43 27 16 15 13 13 12 11 -9.5
Gas natural 450 347 266 254 153 182 271 547 1334 1031 600 -41.8
Empaque neto 11 6 10 7 2 -19 3 -8 -9 8 7 -17.8
Bióxido de carbonoinyectado a yacimientos 1 9 26 25 31 23 9 8 5 6 7 11.7
Condensación enductos y plantas 242 271 241 261 233 240 267 244 225 226 241 6.4
A Pemex-Refinación 12 6 22 5 1 1 2 2 2 2 0 -90.7
A Pemex-Gas ypetroquímica básica 4372 4321 4411 4585 4775 4923 5340 5621 5638 5784 5795 0.2
Directo a ductos 752 710 697 763 815 998 1152 1334 1382 1326 1312 -1.0
A plantas de proceso 3620 3611 3714 3823 3960 3926 4188 4287 4256 4458 4483 0.6
Endulzadoras 3165 3176 3208 3325 3296 3118 3162 3150 3190 3388 3427 1.1
Criogénicas 455 435 506 498 664 808 1026 1137 1066 1070 1056 -1.3
Diferencia estadística yerrores de medición --- --- --- --- --- --- --- --- --- --- --- ---
a. Incluye gas de campos y residual de Pemex-Gas y Petroquímica Básica usado en la operación einyectado a yacimientos.
b. Incluye gas para bombeo neumático.c. Cifras no significativas.

51
Anexo 3.
BALANCES DE MATERIA
De lo anterior se observa que el balance de materia se realizará para uno solo de los pozos que se
encuentran en este activo integral de producción, para saber el flujo por hora de gas natural:
Para CH4
Para conocer el número de moles representado por este flujo, se realiza lo siguiente:
1 mol
Para asegurar la reacción completa de gas natural suministrado, se propone alimentar el 100 %
exceso de aire.
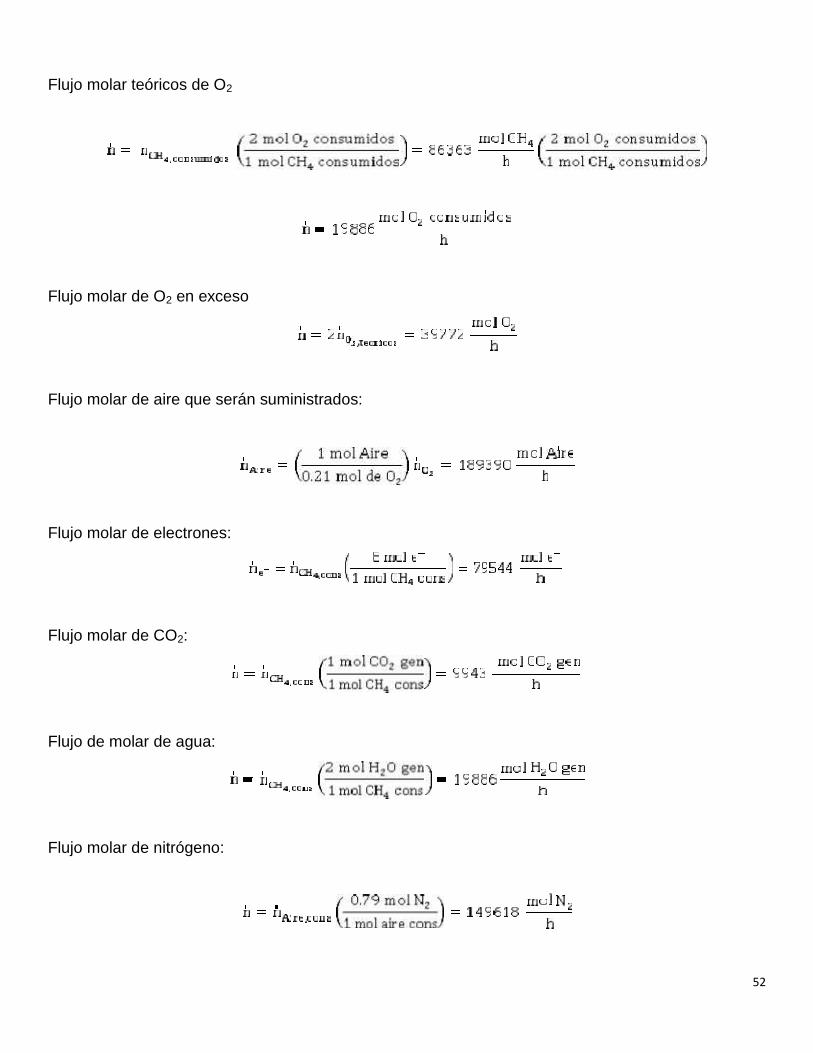
52
Flujo molar teóricos de O2
Flujo molar de O2 en exceso
Flujo molar de aire que serán suministrados:
Flujo molar de electrones:
Flujo molar de CO2:
Flujo de molar de agua:
Flujo molar de nitrógeno:

53
Flujo molar de oxígeno a la salida:
Corriente eléctrica:
Para C2H6
Para conocer el número de moles representado por este flujo, se realiza lo siguiente:
1 mol
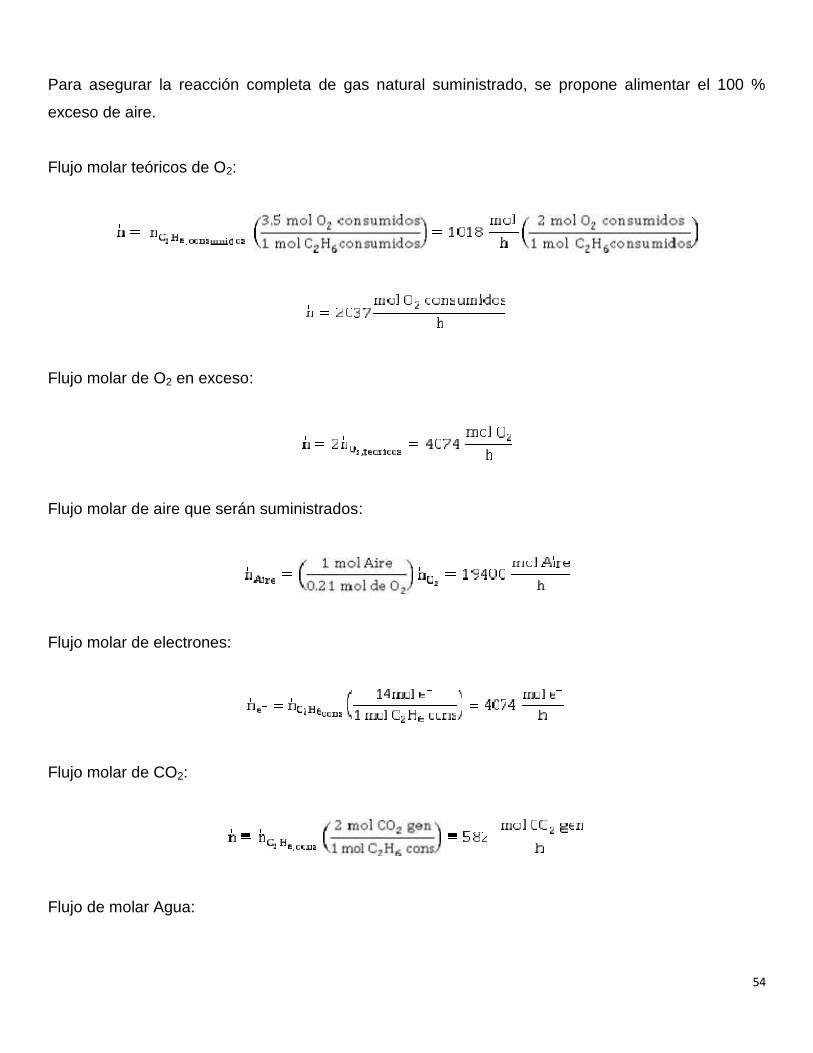
54
Para asegurar la reacción completa de gas natural suministrado, se propone alimentar el 100 %
exceso de aire.
Flujo molar teóricos de O2:
Flujo molar de O2 en exceso:
Flujo molar de aire que serán suministrados:
Flujo molar de electrones:
Flujo molar de CO2:
Flujo de molar Agua:

55
Flujo molar de nitrógeno:
Corriente eléctrica:
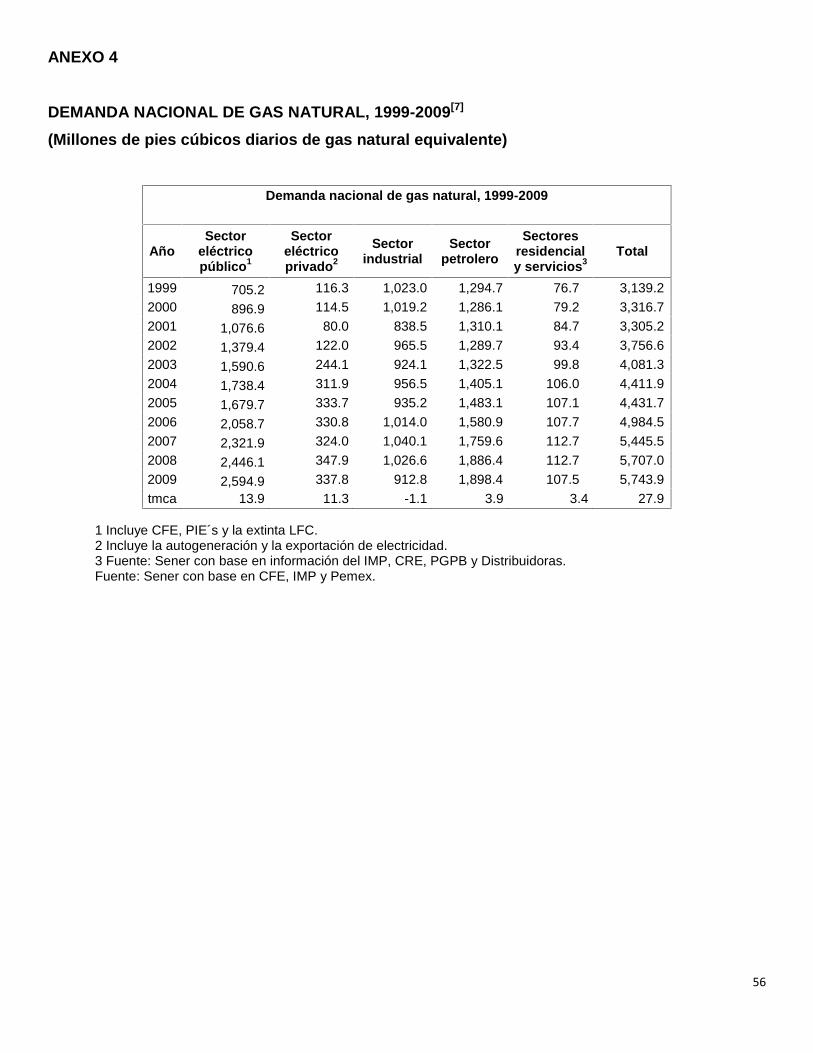
56
ANEXO 4
DEMANDA NACIONAL DE GAS NATURAL, 1999-2009[7]
(Millones de pies cúbicos diarios de gas natural equivalente)
Demanda nacional de gas natural, 1999-2009
AñoSector
eléctricopúblico1
Sectoreléctricoprivado2
Sectorindustrial
Sectorpetrolero
Sectoresresidencialy servicios3
Total
1999 705.2 116.3 1,023.0 1,294.7 76.7 3,139.22000 896.9 114.5 1,019.2 1,286.1 79.2 3,316.72001 1,076.6 80.0 838.5 1,310.1 84.7 3,305.22002 1,379.4 122.0 965.5 1,289.7 93.4 3,756.62003 1,590.6 244.1 924.1 1,322.5 99.8 4,081.32004 1,738.4 311.9 956.5 1,405.1 106.0 4,411.92005 1,679.7 333.7 935.2 1,483.1 107.1 4,431.72006 2,058.7 330.8 1,014.0 1,580.9 107.7 4,984.52007 2,321.9 324.0 1,040.1 1,759.6 112.7 5,445.52008 2,446.1 347.9 1,026.6 1,886.4 112.7 5,707.02009 2,594.9 337.8 912.8 1,898.4 107.5 5,743.9tmca 13.9 11.3 -1.1 3.9 3.4 27.9
1 Incluye CFE, PIE´s y la extinta LFC.2 Incluye la autogeneración y la exportación de electricidad.3 Fuente: Sener con base en información del IMP, CRE, PGPB y Distribuidoras.Fuente: Sener con base en CFE, IMP y Pemex.
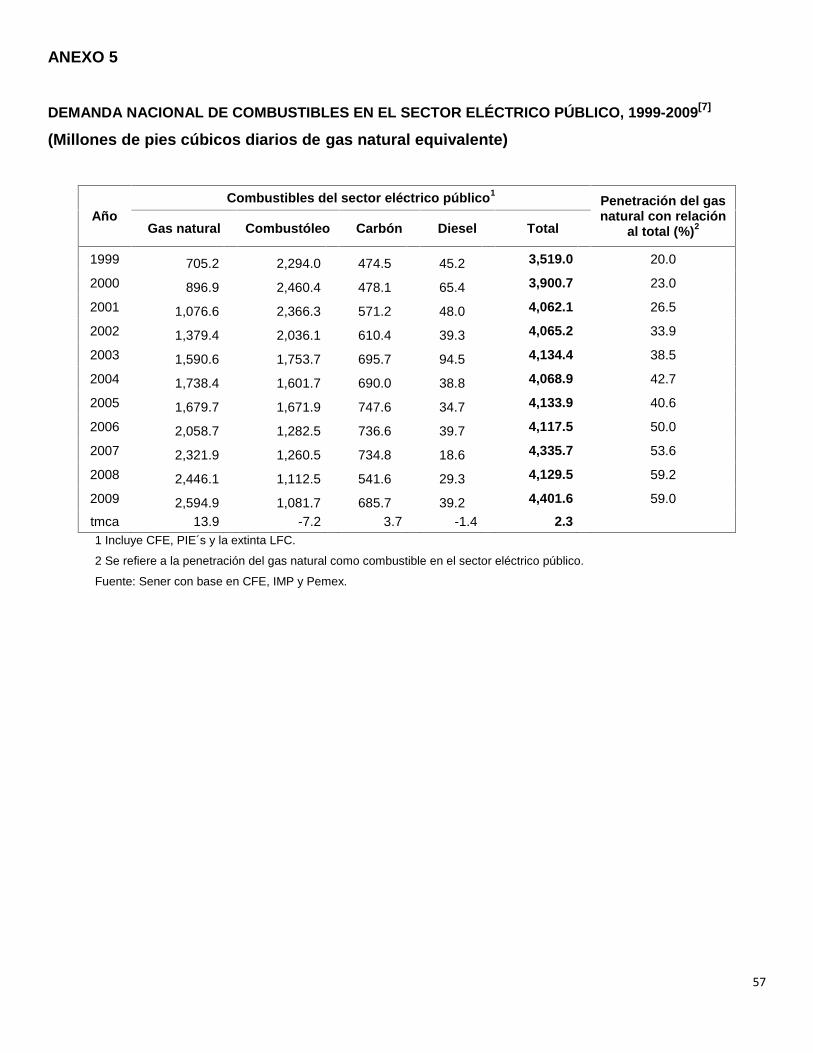
57
ANEXO 5
DEMANDA NACIONAL DE COMBUSTIBLES EN EL SECTOR ELÉCTRICO PÚBLICO, 1999-2009[7]
(Millones de pies cúbicos diarios de gas natural equivalente)
AñoCombustibles del sector eléctrico público1
Penetración del gasnatural con relación
al total (%)2Gas natural Combustóleo Carbón Diesel Total
1999 705.2 2,294.0 474.5 45.2 3,519.0 20.0
2000 896.9 2,460.4 478.1 65.4 3,900.7 23.0
2001 1,076.6 2,366.3 571.2 48.0 4,062.1 26.5
2002 1,379.4 2,036.1 610.4 39.3 4,065.2 33.9
2003 1,590.6 1,753.7 695.7 94.5 4,134.4 38.5
2004 1,738.4 1,601.7 690.0 38.8 4,068.9 42.7
2005 1,679.7 1,671.9 747.6 34.7 4,133.9 40.6
2006 2,058.7 1,282.5 736.6 39.7 4,117.5 50.0
2007 2,321.9 1,260.5 734.8 18.6 4,335.7 53.6
2008 2,446.1 1,112.5 541.6 29.3 4,129.5 59.2
2009 2,594.9 1,081.7 685.7 39.2 4,401.6 59.0
tmca 13.9 -7.2 3.7 -1.4 2.31 Incluye CFE, PIE´s y la extinta LFC.
2 Se refiere a la penetración del gas natural como combustible en el sector eléctrico público.
Fuente: Sener con base en CFE, IMP y Pemex.
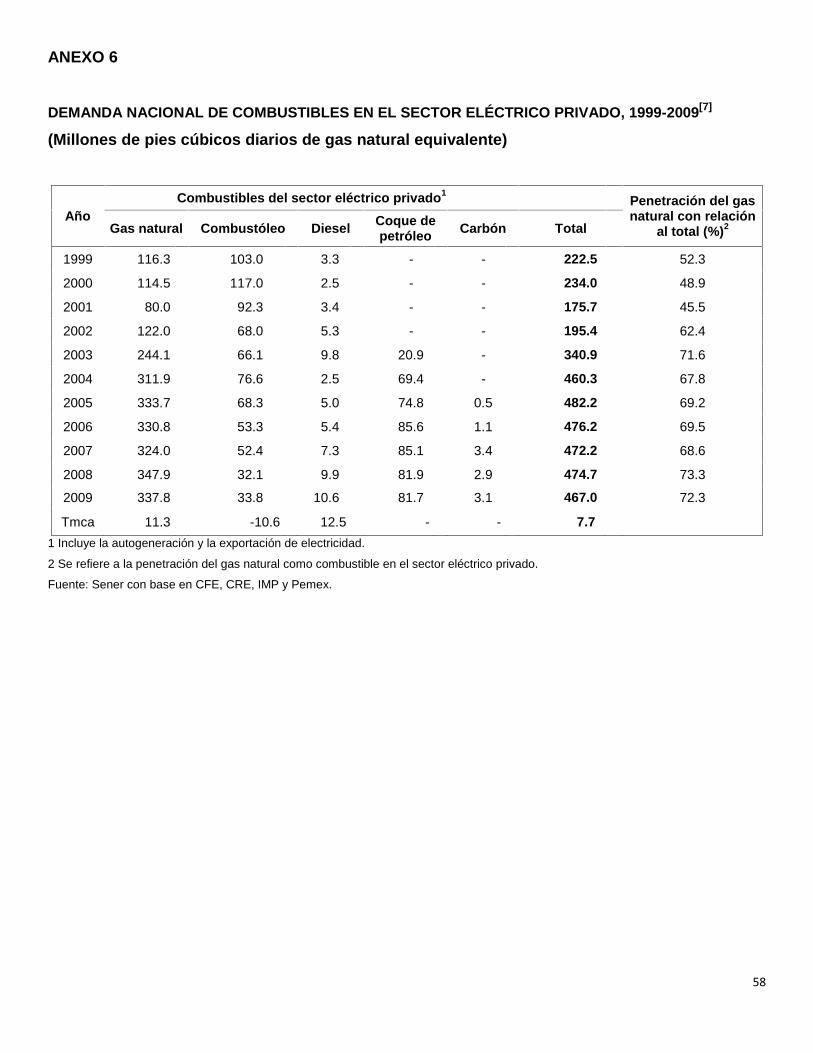
58
ANEXO 6
DEMANDA NACIONAL DE COMBUSTIBLES EN EL SECTOR ELÉCTRICO PRIVADO, 1999-2009[7]
(Millones de pies cúbicos diarios de gas natural equivalente)
AñoCombustibles del sector eléctrico privado1
Penetración del gasnatural con relación
al total (%)2Gas natural Combustóleo Diesel Coque depetróleo Carbón Total
1999 116.3 103.0 3.3 - - 222.5 52.3
2000 114.5 117.0 2.5 - - 234.0 48.9
2001 80.0 92.3 3.4 - - 175.7 45.5
2002 122.0 68.0 5.3 - - 195.4 62.4
2003 244.1 66.1 9.8 20.9 - 340.9 71.6
2004 311.9 76.6 2.5 69.4 - 460.3 67.8
2005 333.7 68.3 5.0 74.8 0.5 482.2 69.2
2006 330.8 53.3 5.4 85.6 1.1 476.2 69.5
2007 324.0 52.4 7.3 85.1 3.4 472.2 68.6
2008 347.9 32.1 9.9 81.9 2.9 474.7 73.3
2009 337.8 33.8 10.6 81.7 3.1 467.0 72.3
Tmca 11.3 -10.6 12.5 - - 7.71 Incluye la autogeneración y la exportación de electricidad.
2 Se refiere a la penetración del gas natural como combustible en el sector eléctrico privado.
Fuente: Sener con base en CFE, CRE, IMP y Pemex.
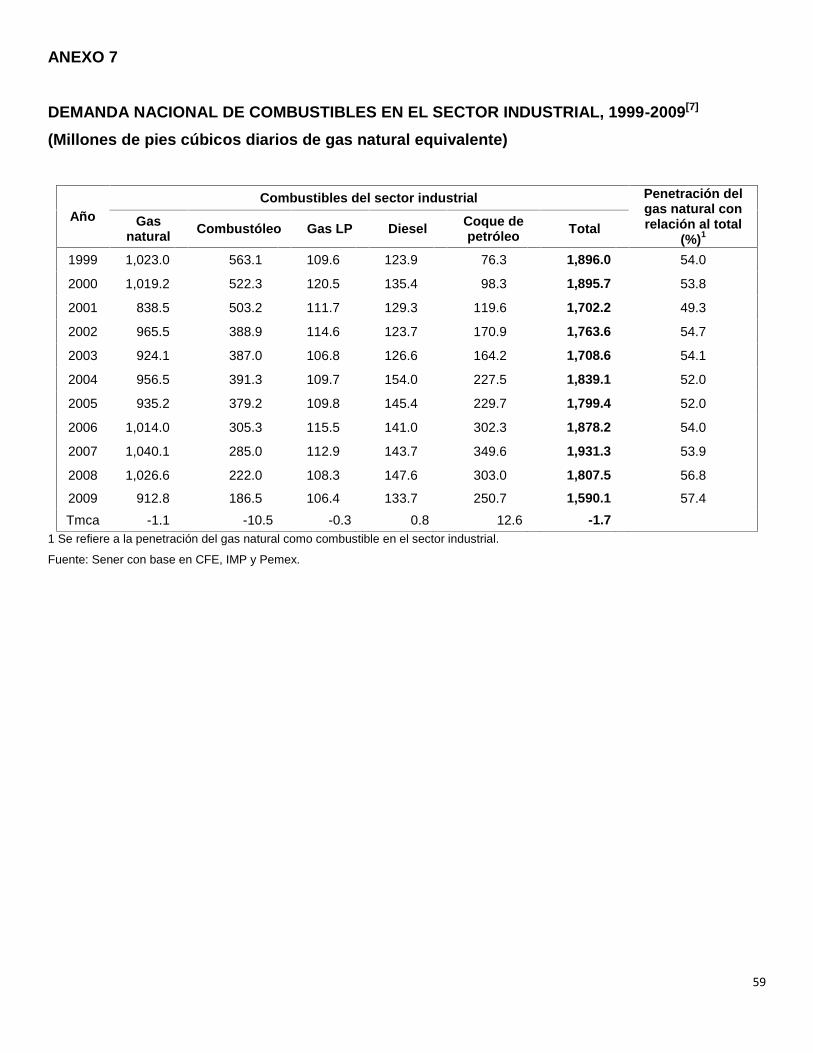
59
ANEXO 7
DEMANDA NACIONAL DE COMBUSTIBLES EN EL SECTOR INDUSTRIAL, 1999-2009[7]
(Millones de pies cúbicos diarios de gas natural equivalente)
AñoCombustibles del sector industrial Penetración del
gas natural conrelación al total
(%)1Gas
natural Combustóleo Gas LP Diesel Coque depetróleo Total
1999 1,023.0 563.1 109.6 123.9 76.3 1,896.0 54.0
2000 1,019.2 522.3 120.5 135.4 98.3 1,895.7 53.8
2001 838.5 503.2 111.7 129.3 119.6 1,702.2 49.3
2002 965.5 388.9 114.6 123.7 170.9 1,763.6 54.7
2003 924.1 387.0 106.8 126.6 164.2 1,708.6 54.1
2004 956.5 391.3 109.7 154.0 227.5 1,839.1 52.0
2005 935.2 379.2 109.8 145.4 229.7 1,799.4 52.0
2006 1,014.0 305.3 115.5 141.0 302.3 1,878.2 54.0
2007 1,040.1 285.0 112.9 143.7 349.6 1,931.3 53.9
2008 1,026.6 222.0 108.3 147.6 303.0 1,807.5 56.8
2009 912.8 186.5 106.4 133.7 250.7 1,590.1 57.4Tmca -1.1 -10.5 -0.3 0.8 12.6 -1.7
1 Se refiere a la penetración del gas natural como combustible en el sector industrial.
Fuente: Sener con base en CFE, IMP y Pemex.
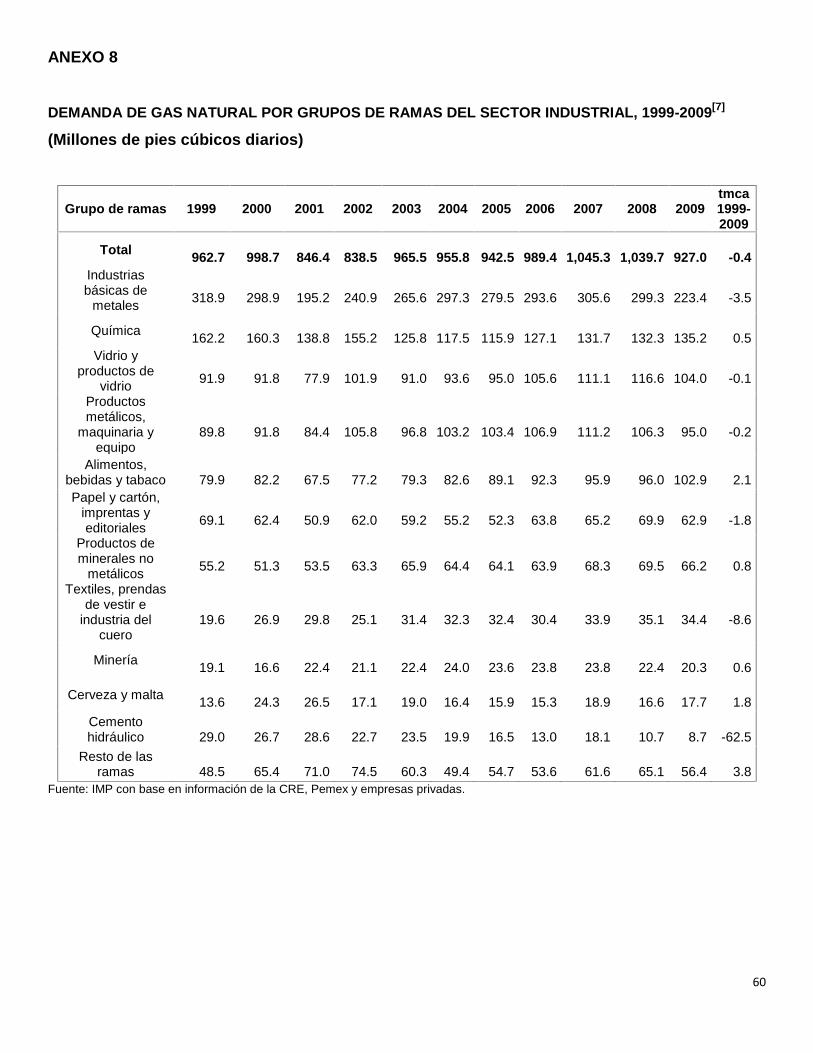
60
ANEXO 8
DEMANDA DE GAS NATURAL POR GRUPOS DE RAMAS DEL SECTOR INDUSTRIAL, 1999-2009[7]
(Millones de pies cúbicos diarios)
Grupo de ramas 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009tmca1999-2009
Total 962.7 998.7 846.4 838.5 965.5 955.8 942.5 989.4 1,045.3 1,039.7 927.0 -0.4Industriasbásicas de
metales 318.9 298.9 195.2 240.9 265.6 297.3 279.5 293.6 305.6 299.3 223.4 -3.5
Química 162.2 160.3 138.8 155.2 125.8 117.5 115.9 127.1 131.7 132.3 135.2 0.5Vidrio y
productos devidrio 91.9 91.8 77.9 101.9 91.0 93.6 95.0 105.6 111.1 116.6 104.0 -0.1
Productosmetálicos,
maquinaria yequipo
89.8 91.8 84.4 105.8 96.8 103.2 103.4 106.9 111.2 106.3 95.0 -0.2
Alimentos,bebidas y tabaco 79.9 82.2 67.5 77.2 79.3 82.6 89.1 92.3 95.9 96.0 102.9 2.1Papel y cartón,
imprentas yeditoriales 69.1 62.4 50.9 62.0 59.2 55.2 52.3 63.8 65.2 69.9 62.9 -1.8
Productos deminerales no
metálicos 55.2 51.3 53.5 63.3 65.9 64.4 64.1 63.9 68.3 69.5 66.2 0.8
Textiles, prendasde vestir e
industria delcuero
19.6 26.9 29.8 25.1 31.4 32.3 32.4 30.4 33.9 35.1 34.4 -8.6
Minería 19.1 16.6 22.4 21.1 22.4 24.0 23.6 23.8 23.8 22.4 20.3 0.6
Cerveza y malta 13.6 24.3 26.5 17.1 19.0 16.4 15.9 15.3 18.9 16.6 17.7 1.8Cementohidráulico 29.0 26.7 28.6 22.7 23.5 19.9 16.5 13.0 18.1 10.7 8.7 -62.5
Resto de lasramas 48.5 65.4 71.0 74.5 60.3 49.4 54.7 53.6 61.6 65.1 56.4 3.8
Fuente: IMP con base en información de la CRE, Pemex y empresas privadas.
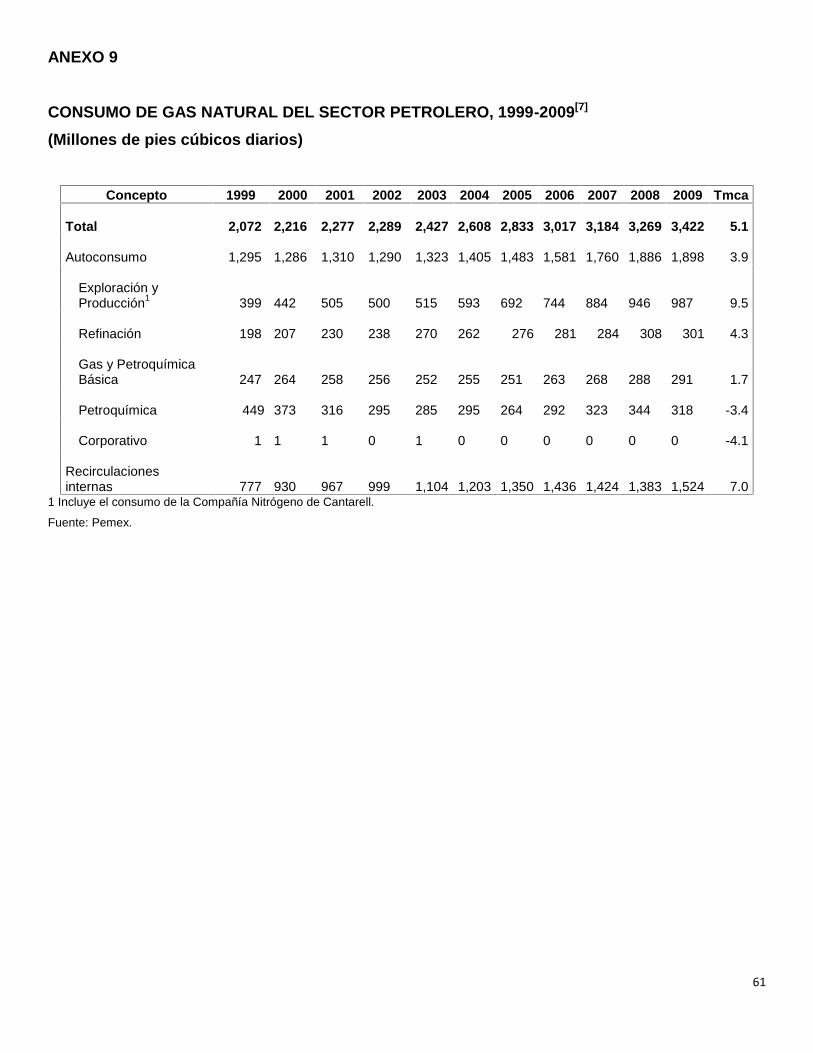
61
ANEXO 9
CONSUMO DE GAS NATURAL DEL SECTOR PETROLERO, 1999-2009[7]
(Millones de pies cúbicos diarios)
Concepto 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 Tmca
Total 2,072 2,216 2,277 2,289 2,427 2,608 2,833 3,017 3,184 3,269 3,422 5.1
Autoconsumo 1,295 1,286 1,310 1,290 1,323 1,405 1,483 1,581 1,760 1,886 1,898 3.9
Exploración yProducción1 399 442 505 500 515 593 692 744 884 946 987 9.5
Refinación 198 207 230 238 270 262 276 281 284 308 301 4.3
Gas y PetroquímicaBásica 247 264 258 256 252 255 251 263 268 288 291 1.7
Petroquímica 449 373 316 295 285 295 264 292 323 344 318 -3.4
Corporativo 1 1 1 0 1 0 0 0 0 0 0 -4.1
Recirculacionesinternas 777 930 967 999 1,104 1,203 1,350 1,436 1,424 1,383 1,524 7.0
1 Incluye el consumo de la Compañía Nitrógeno de Cantarell.
Fuente: Pemex.
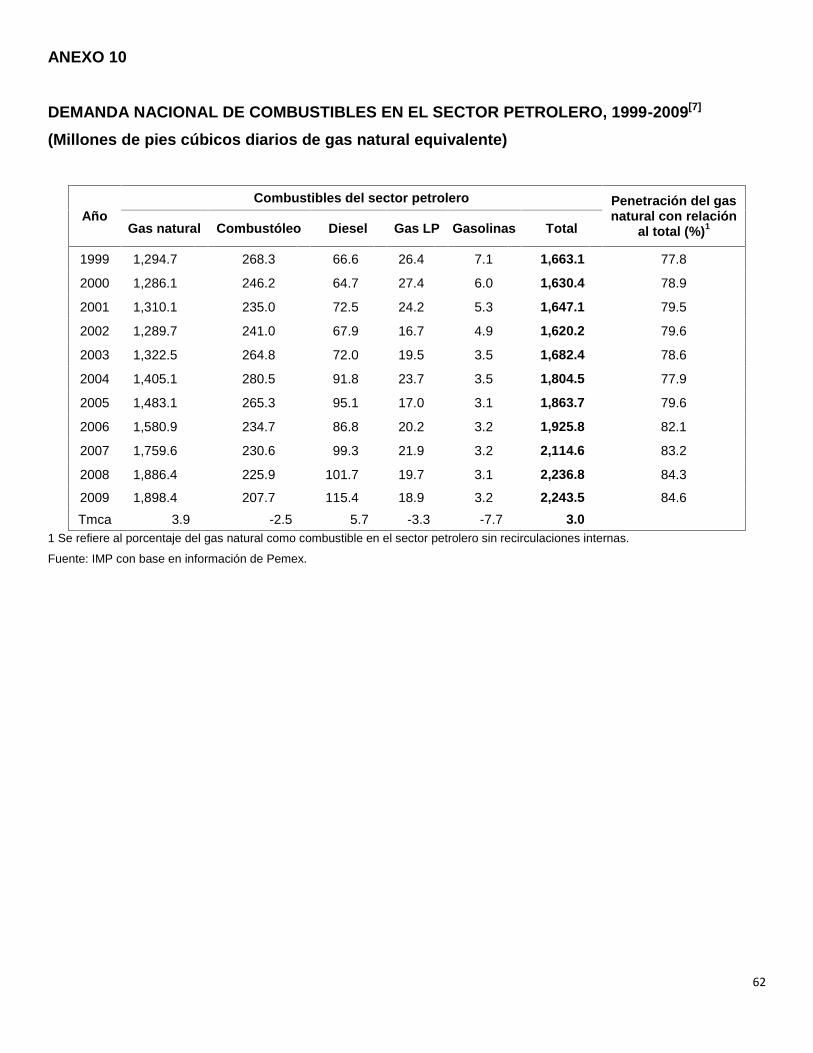
62
ANEXO 10
DEMANDA NACIONAL DE COMBUSTIBLES EN EL SECTOR PETROLERO, 1999-2009[7]
(Millones de pies cúbicos diarios de gas natural equivalente)
AñoCombustibles del sector petrolero Penetración del gas
natural con relaciónal total (%)1Gas natural Combustóleo Diesel Gas LP Gasolinas Total
1999 1,294.7 268.3 66.6 26.4 7.1 1,663.1 77.8
2000 1,286.1 246.2 64.7 27.4 6.0 1,630.4 78.9
2001 1,310.1 235.0 72.5 24.2 5.3 1,647.1 79.5
2002 1,289.7 241.0 67.9 16.7 4.9 1,620.2 79.6
2003 1,322.5 264.8 72.0 19.5 3.5 1,682.4 78.6
2004 1,405.1 280.5 91.8 23.7 3.5 1,804.5 77.9
2005 1,483.1 265.3 95.1 17.0 3.1 1,863.7 79.6
2006 1,580.9 234.7 86.8 20.2 3.2 1,925.8 82.1
2007 1,759.6 230.6 99.3 21.9 3.2 2,114.6 83.2
2008 1,886.4 225.9 101.7 19.7 3.1 2,236.8 84.3
2009 1,898.4 207.7 115.4 18.9 3.2 2,243.5 84.6Tmca 3.9 -2.5 5.7 -3.3 -7.7 3.0
1 Se refiere al porcentaje del gas natural como combustible en el sector petrolero sin recirculaciones internas.
Fuente: IMP con base en información de Pemex.
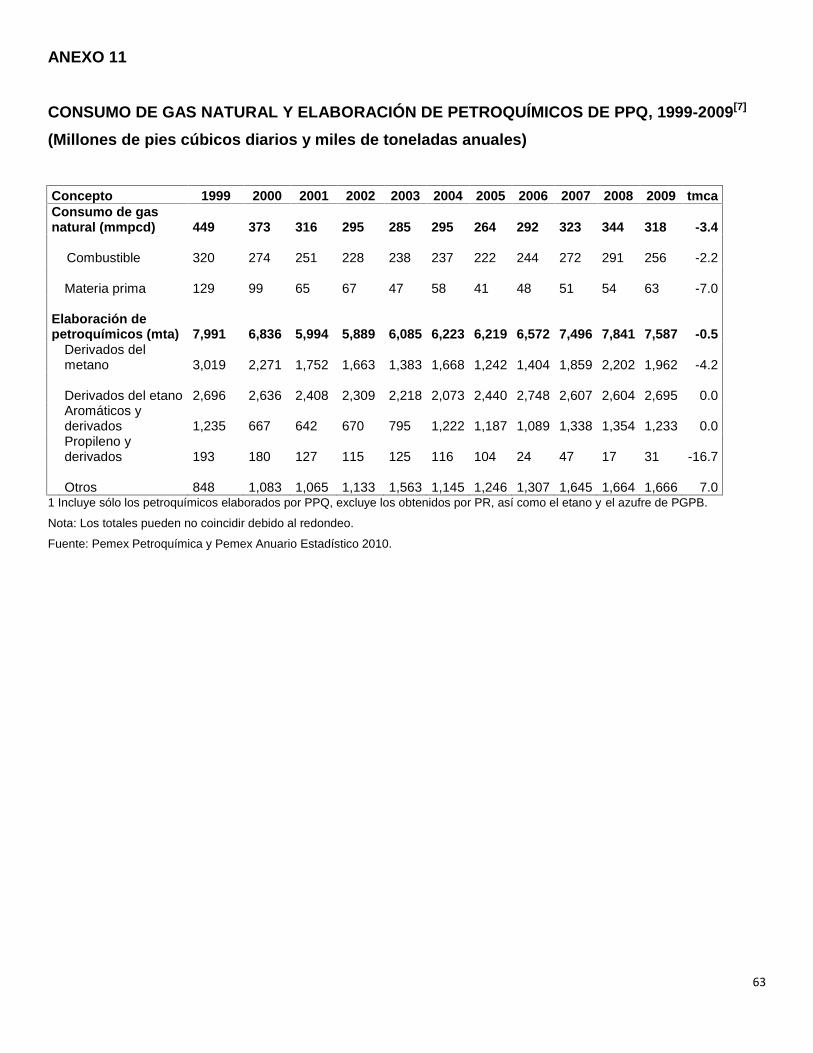
63
ANEXO 11
CONSUMO DE GAS NATURAL Y ELABORACIÓN DE PETROQUÍMICOS DE PPQ, 1999-2009[7]
(Millones de pies cúbicos diarios y miles de toneladas anuales)
Concepto 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 tmcaConsumo de gasnatural (mmpcd) 449 373 316 295 285 295 264 292 323 344 318 -3.4
Combustible 320 274 251 228 238 237 222 244 272 291 256 -2.2
Materia prima 129 99 65 67 47 58 41 48 51 54 63 -7.0
Elaboración depetroquímicos (mta) 7,991 6,836 5,994 5,889 6,085 6,223 6,219 6,572 7,496 7,841 7,587 -0.5
Derivados delmetano 3,019 2,271 1,752 1,663 1,383 1,668 1,242 1,404 1,859 2,202 1,962 -4.2
Derivados del etano 2,696 2,636 2,408 2,309 2,218 2,073 2,440 2,748 2,607 2,604 2,695 0.0Aromáticos yderivados 1,235 667 642 670 795 1,222 1,187 1,089 1,338 1,354 1,233 0.0Propileno yderivados 193 180 127 115 125 116 104 24 47 17 31 -16.7
Otros 848 1,083 1,065 1,133 1,563 1,145 1,246 1,307 1,645 1,664 1,666 7.01 Incluye sólo los petroquímicos elaborados por PPQ, excluye los obtenidos por PR, así como el etano y el azufre de PGPB.
Nota: Los totales pueden no coincidir debido al redondeo.
Fuente: Pemex Petroquímica y Pemex Anuario Estadístico 2010.
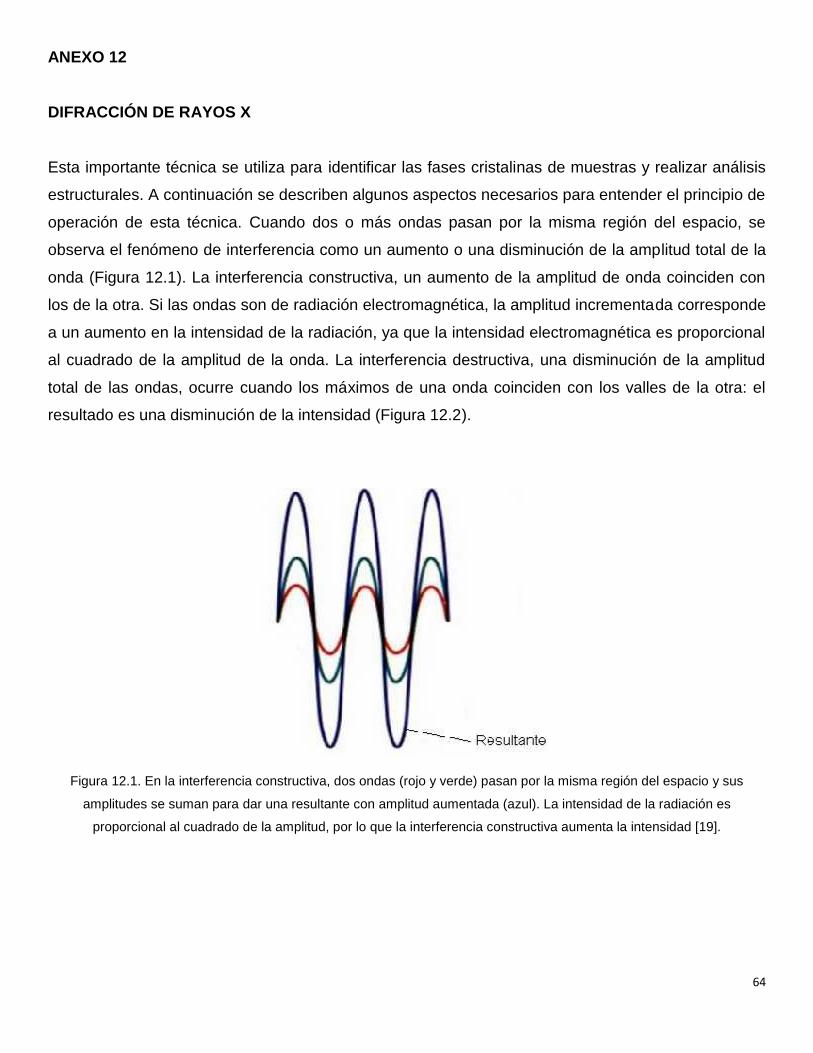
64
ANEXO 12
DIFRACCIÓN DE RAYOS X
Esta importante técnica se utiliza para identificar las fases cristalinas de muestras y realizar análisis
estructurales. A continuación se describen algunos aspectos necesarios para entender el principio de
operación de esta técnica. Cuando dos o más ondas pasan por la misma región del espacio, se
observa el fenómeno de interferencia como un aumento o una disminución de la amplitud total de la
onda (Figura 12.1). La interferencia constructiva, un aumento de la amplitud de onda coinciden con
los de la otra. Si las ondas son de radiación electromagnética, la amplitud incrementada corresponde
a un aumento en la intensidad de la radiación, ya que la intensidad electromagnética es proporcional
al cuadrado de la amplitud de la onda. La interferencia destructiva, una disminución de la amplitud
total de las ondas, ocurre cuando los máximos de una onda coinciden con los valles de la otra: el
resultado es una disminución de la intensidad (Figura 12.2).
Figura 12.1. En la interferencia constructiva, dos ondas (rojo y verde) pasan por la misma región del espacio y sus
amplitudes se suman para dar una resultante con amplitud aumentada (azul). La intensidad de la radiación es
proporcional al cuadrado de la amplitud, por lo que la interferencia constructiva aumenta la intensidad [19].

65
Figura 12.2. En la interferencia destructiva, las amplitudes de las dos ondas (rojo y verde) se combinan para dar una
resultante con amplitud reducida (azul). La interferencia destructiva reduce la intensidad.
El fenómeno de difracción es la interferencia entre las ondas que se genera cuando hay un objeto en
su trayecto. Una de las primeras demostraciones de la interferencia fue el experimento de la ranura
de Young, en el cual la luz pasa a través de dos ranuras y origina un esquema sobre una pantalla
(Figura 5). Cada ubicación en la pantalla corresponde a una longitud de trayecto ligeramente
diferente para las dos rutas desde las ranuras hasta su ubicación; algunas de las diferencias en la
longitud del trayecto dan como resultado interferencias constructivas, y otras, interferencias
destructivas, generándose así el patrón de franjas oscuras e iluminadas. Si se nos presentara este
patrón y se nos dijera la longitud de onda de la luz y la distancia entre la pantalla de detección y la
barrera que contiene las ranuras, sería posible calcular la distancia entre las dos ranuras.
Figura 12.3. Experimento de la ranura de Young, demuestra la difracción causada por una pantalla con dos ranuras. Los
rayos de luz que pasan a través de las ranuras interfieren constructiva o destructivamente, dependiendo de las longitudes
relativas de sus trayectos y se registran fotográficamente bandas de alta y baja intensidad.
66
Un experimento de difracción de rayos x es una versión muy elaborada del experimento de la ranura
de Young. Las capas regulares de átomos en un cristal actúan como un conjunto tridimensional de
ranuras y originan un patrón de difracción que varía a medida que el cristal rota y las “ranuras” se
acomodan en nuevas ubicaciones. La tarea del cristalógrafo de rayos x es utilizar los patrones de
difracción para determinar el espaciado y el arreglo de las “ranuras” que le dieron origen.
La difracción ocurre cuando la longitud de onda de la radiación es comparable con los espacios entre
las capas. La separación entre las capas de átomos en un cristal es de alrededor de 100 pm, y por lo
tanto debe utilizarse radiación electromagnética de esa longitud de onda, que corresponde a la
región de los rayos x.
Los rayos x se generan acelerando electrones a muy alta velocidad y dejándolos luego chocar con
un blanco metálico. Esta técnica genera dos tipos de radiación x. Un tipo surge de los electrones
bombardeados en sí mismos. Dado que las cargas en aceleración y desaceleración emiten radiación
electromagnética, los electrones generan radiación a medida que se acercan a la detención en el
metal. La radiación cubre una amplia gama de frecuencias, incluyendo la de los rayos x. Sin
embargo, para las versiones actuales de difracción de rayos x, necesitamos una longitud de onda
bien definida. Tal radiación se genera también cuando los electrones colisionan con el blanco, pero
por un segundo mecanismo. Los electrones acelerados chocan con electrones que ocupan orbitales
en las capas internas de los átomos y los alejan de éstos. Esta colisión deja un hueco en el átomo,
que se ocupa cuando un electrón de otra capa cae en el lugar vacante. La diferencia de energía se
libera como un fotón. Dado que la diferencia de energía entre capas es tan alta, el fotón tiene
elevada energía, correspondiente a la región de los rayos x.
En la técnica de difracción de polvo, un haz monocromático (de una sola frecuencia) de rayos x se
dirige a una muestra pulverizada dispersa en un soporte, y la intensidad de la difracción se mide a
medida que el detector se mueve a diferentes ángulos (Figura 6). El patrón obtenido es característico
del material de la muestra, y se lo puede identificar comparándolo con una base de datos de
patrones. Puede utilizarse además para identificar el tamaño y forma de la celda unitaria midiendo el
espacio entre las líneas del patrón de difracción. La ecuación central para analizar los resultados de
un experimento de difracción de polvo es la ecuación de Bragg.
ec. (3)
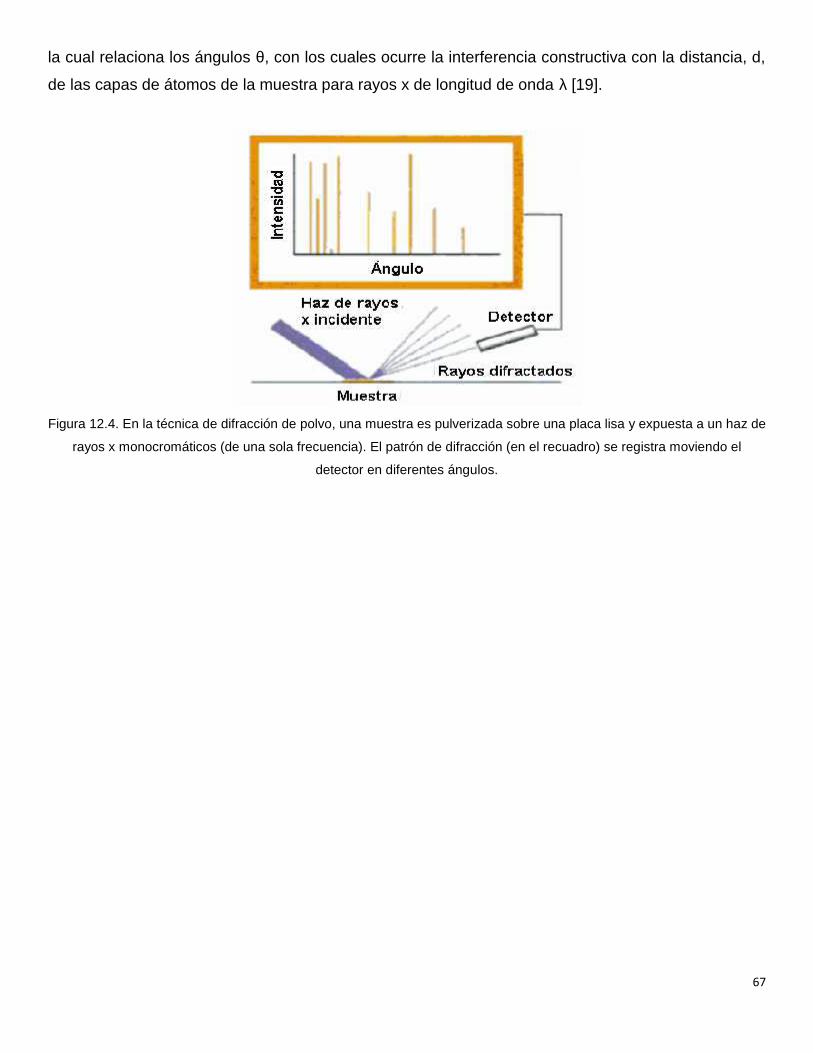
67
la cual relaciona los ángulos θ, con los cuales ocurre la interferencia constructiva con la distancia, d,
de las capas de átomos de la muestra para rayos x de longitud de onda λ [19].
Figura 12.4. En la técnica de difracción de polvo, una muestra es pulverizada sobre una placa lisa y expuesta a un haz de
rayos x monocromáticos (de una sola frecuencia). El patrón de difracción (en el recuadro) se registra moviendo el
detector en diferentes ángulos.
68
ANEXO 13
ESPECTROSCOPÍA DE IMPEDANCIA
La Espectroscopía de Impedancias Electroquímicas (EIS, por sus siglas en inglés) debe su
existencia a la aparición de circuitos electrónicos suficientemente rápidos y sensibles para generar y
analizar una señal de frecuencia y fase variable. Se trata de una técnica no destructiva (cuando se
trabaja en condiciones de equilibrio), particularmente sensible a pequeños cambios en el sistema,
que permite la caracterización de las propiedades de materiales y sistemas electroquímicos incluso
en medios poco conductores.
La técnica consiste en la aplicación de una perturbación senoidal de potencial eléctrico de frecuencia
variable al material estudiado y el registro de la respuesta en corriente dentro de una celda
electroquímica. La impedancia se define como el cociente entre el potencial aplicado y la intensidad
de corriente medida a la salida [20]. En muchos materiales y sistemas electroquímicos la impedancia
varía con la frecuencia del potencial aplicado en una forma que está relacionada con las propiedades
de dichos materiales. Esto se debe a la estructura física del material, a los procesos electroquímicos
que tengan lugar, o a una combinación de ambos. Por consiguiente, si se hace una medida de
impedancias en un rango de frecuencias adecuado y los resultados se representan en unos ejes
acorde a los datos obtenidos es posible relacionar los resultados con las propiedades físicas y
químicas de los materiales y sistemas electroquímicos. A partir de las mediciones de desfase y de
amplitud de la respuesta, es posible obtener la impedancia de transferencia electroquímica del
material estudiado (Z*).
La corriente resultante tiene la misma frecuencia que el potencial aplicado pero diferente magnitud y
fase:
(13.1)
Donde E0 es el potencial, I0 es la intensidad, w es la frecuencia y f es el desfase. De este modo, la
impedancia puede expresarse en función de una magnitud Z0 y un desfase ø. Al ser la impedancia un
número complejo, se puede representar tanto en coordenadas cartesianas como polares. De la parte
69
real Z’ se puede calcular la conductancia G y de la parte imaginaria Z’’ la capacitancia C. La relación
entre la forma polar y la forma cartesiana se puede observar a partir de las siguientes expresiones:
(13.2)
(13.3)
(13.4)
La admitancia, que es el inverso de la impedancia, es la función de transferencia del sistema cuando
la perturbación senoidal se superpone al potencial aplicado en modo potenciostático, mientras que la
impedancia representa la función de transferencia del sistema en modo galvanostático, es decir,
cuando la perturbación senoidal se superpone a la intensidad aplicada.
Existen dos formas de representar gráficamente los resultados de impedancia obtenidos de
mediciones de EIS:
1) Diagrama de Nyquist, donde se representa la parte imaginaria multiplicada por -1 (-Z’’), frente
a la parte real (Z’). Es el sistema de representación más utilizado y la información que se
obtiene de él se basa en la forma que adoptan los espectros.
2) Diagrama de Bode, donde se representa el logaritmo del módulo de la impedancia ( ) y el
desfase () en función del logaritmo de la frecuencia (log ). La información que se obtiene de
este tipo de representación va encaminada sobre todo al comportamiento en función de la
frecuencia.
Se dispone de varias técnicas para la obtención del espectro de impedancia. El método más preciso
para medir impedancias es la técnica de correlación de una onda seno, que mide una frecuencia
cada vez y el espectro se construye barriendo la frecuencia de la señal aplicada. La señal medida se
multiplica con una onda seno y una onda coseno de referencia obtenida del generador e integrada
sobre el total del número de ciclos. El uso de esta forma de trabajo reduce significativamente el ruido
aleatorio y las respuestas armónicas. Los barridos de medidas automáticos se producen fácilmente
utilizando un control por microprocesador.
70
La interpretación del espectro de impedancias requiere la selección de un modelo de circuito
eléctrico apropiado (circuito equivalente) que se ajuste a los datos experimentales. A través del
modelo, las medidas obtenidas utilizando esta técnica proporcionan información relacionada con la
resistencia de la disolución o bien del electrolito, la resistencia de polarización y la capacitancia de la
doble capa de Helmholtz. La resistencia de la disolución se obtiene a altas frecuencias y los datos
adquiridos a bajas frecuencias dan información de la cinética de la reacción. Según el modelo que se
proponga y la forma de proponerlo, se puede obtener información de los parámetros característicos
del mismo.
Como cualquier función de transferencia de un sistema, existen dos formas de abordar la obtención
del modelo al que ajustar los datos experimentales:
1) Mediante un planteamiento teórico, en el que se propone una hipótesis de lo que está
sucediendo. A partir de esta hipótesis se propone un modelo teórico y con los datos
experimentales se busca conocer los parámetros de este modelo, que a su vez pueden
relacionarse con las propiedades físicas y químicas del sistema.
2) Mediante un modelo experimental, en el que el sistema electroquímico se considera como una
caja negra, pero que se utiliza para predecir su comportamiento futuro. Generalmente, este
tipo de modelos suelen ser circuitos eléctricos (circuitos equivalentes) cuya respuesta es
equivalente al comportamiento de los datos experimentales. Si la amplitud de la perturbación
es pequeña, una forma de saber si el sistema se puede considerar lineal o linealizado
consiste en aplicar el test de Kramers-Kroning, según el cual, si el sistema es lineal se puede
calcular Z’’ a partir de Z’ y viceversa. Estos investigadores propusieron también que si el
sistema es lineal, entonces su comportamiento se puede describir a partir de una secuencia
de circuitos sencillos del tipo mostrado en la Figura 13.1:
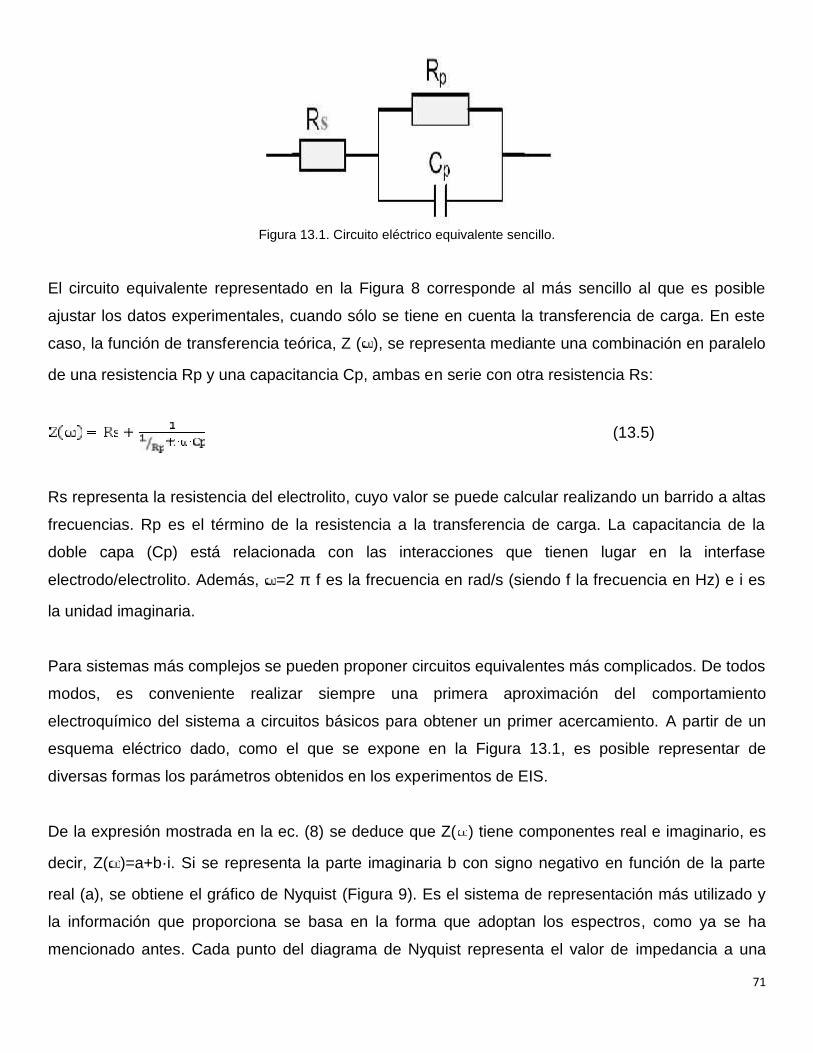
71
Figura 13.1. Circuito eléctrico equivalente sencillo.
El circuito equivalente representado en la Figura 8 corresponde al más sencillo al que es posible
ajustar los datos experimentales, cuando sólo se tiene en cuenta la transferencia de carga. En este
caso, la función de transferencia teórica, Z ( ), se representa mediante una combinación en paralelo
de una resistencia Rp y una capacitancia Cp, ambas en serie con otra resistencia Rs:
(13.5)
Rs representa la resistencia del electrolito, cuyo valor se puede calcular realizando un barrido a altas
frecuencias. Rp es el término de la resistencia a la transferencia de carga. La capacitancia de la
doble capa (Cp) está relacionada con las interacciones que tienen lugar en la interfase
electrodo/electrolito. Además, =2 π f es la frecuencia en rad/s (siendo f la frecuencia en Hz) e i es
la unidad imaginaria.
Para sistemas más complejos se pueden proponer circuitos equivalentes más complicados. De todos
modos, es conveniente realizar siempre una primera aproximación del comportamiento
electroquímico del sistema a circuitos básicos para obtener un primer acercamiento. A partir de un
esquema eléctrico dado, como el que se expone en la Figura 13.1, es posible representar de
diversas formas los parámetros obtenidos en los experimentos de EIS.
De la expresión mostrada en la ec. (8) se deduce que Z( ) tiene componentes real e imaginario, es
decir, Z( )=a+b·i. Si se representa la parte imaginaria b con signo negativo en función de la parte
real (a), se obtiene el gráfico de Nyquist (Figura 9). Es el sistema de representación más utilizado y
la información que proporciona se basa en la forma que adoptan los espectros, como ya se ha
mencionado antes. Cada punto del diagrama de Nyquist representa el valor de impedancia a una
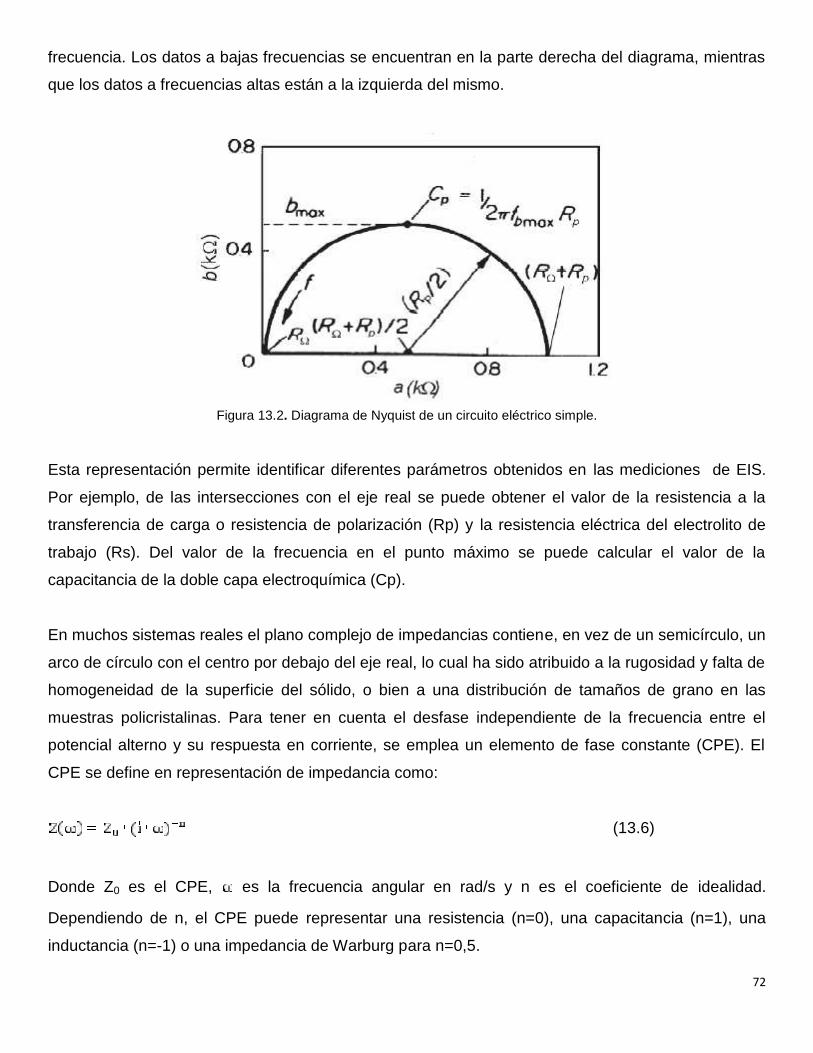
72
frecuencia. Los datos a bajas frecuencias se encuentran en la parte derecha del diagrama, mientras
que los datos a frecuencias altas están a la izquierda del mismo.
Figura 13.2. Diagrama de Nyquist de un circuito eléctrico simple.
Esta representación permite identificar diferentes parámetros obtenidos en las mediciones de EIS.
Por ejemplo, de las intersecciones con el eje real se puede obtener el valor de la resistencia a la
transferencia de carga o resistencia de polarización (Rp) y la resistencia eléctrica del electrolito de
trabajo (Rs). Del valor de la frecuencia en el punto máximo se puede calcular el valor de la
capacitancia de la doble capa electroquímica (Cp).
En muchos sistemas reales el plano complejo de impedancias contiene, en vez de un semicírculo, un
arco de círculo con el centro por debajo del eje real, lo cual ha sido atribuido a la rugosidad y falta de
homogeneidad de la superficie del sólido, o bien a una distribución de tamaños de grano en las
muestras policristalinas. Para tener en cuenta el desfase independiente de la frecuencia entre el
potencial alterno y su respuesta en corriente, se emplea un elemento de fase constante (CPE). El
CPE se define en representación de impedancia como:
(13.6)
Donde Z0 es el CPE, es la frecuencia angular en rad/s y n es el coeficiente de idealidad.
Dependiendo de n, el CPE puede representar una resistencia (n=0), una capacitancia (n=1), una
inductancia (n=-1) o una impedancia de Warburg para n=0,5.
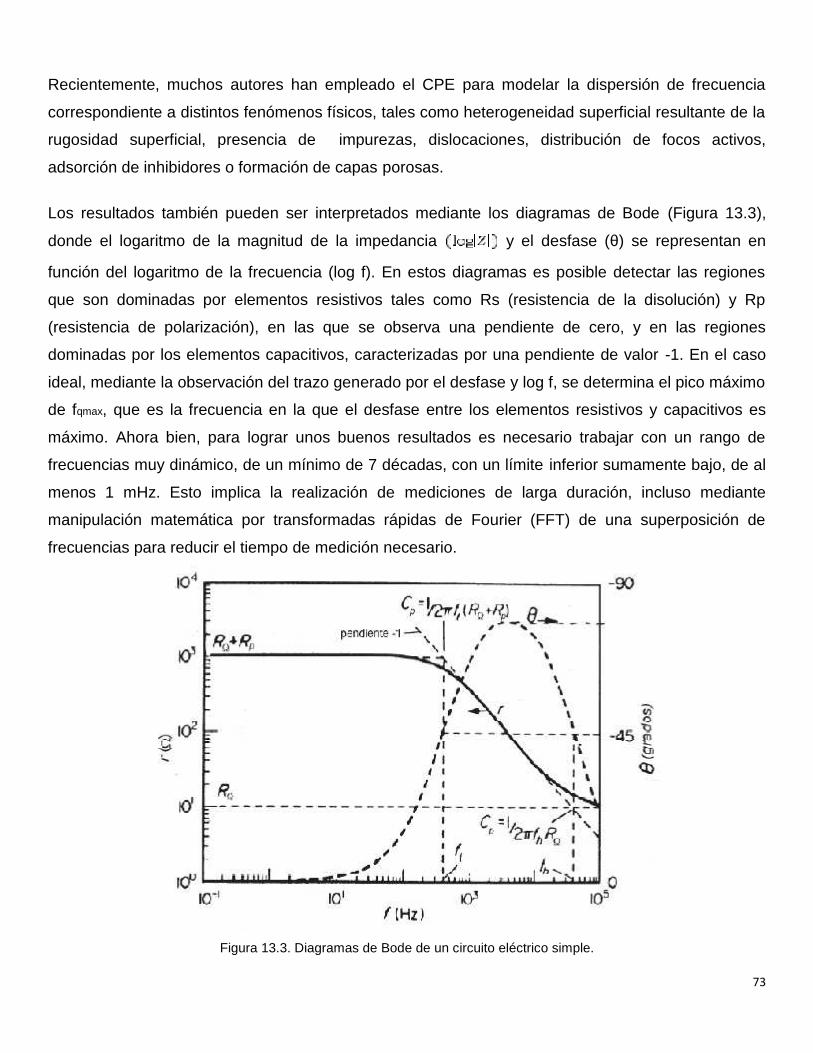
73
Recientemente, muchos autores han empleado el CPE para modelar la dispersión de frecuencia
correspondiente a distintos fenómenos físicos, tales como heterogeneidad superficial resultante de la
rugosidad superficial, presencia de impurezas, dislocaciones, distribución de focos activos,
adsorción de inhibidores o formación de capas porosas.
Los resultados también pueden ser interpretados mediante los diagramas de Bode (Figura 13.3),
donde el logaritmo de la magnitud de la impedancia y el desfase (θ) se representan en
función del logaritmo de la frecuencia (log f). En estos diagramas es posible detectar las regiones
que son dominadas por elementos resistivos tales como Rs (resistencia de la disolución) y Rp
(resistencia de polarización), en las que se observa una pendiente de cero, y en las regiones
dominadas por los elementos capacitivos, caracterizadas por una pendiente de valor -1. En el caso
ideal, mediante la observación del trazo generado por el desfase y log f, se determina el pico máximo
de fqmax, que es la frecuencia en la que el desfase entre los elementos resistivos y capacitivos es
máximo. Ahora bien, para lograr unos buenos resultados es necesario trabajar con un rango de
frecuencias muy dinámico, de un mínimo de 7 décadas, con un límite inferior sumamente bajo, de al
menos 1 mHz. Esto implica la realización de mediciones de larga duración, incluso mediante
manipulación matemática por transformadas rápidas de Fourier (FFT) de una superposición de
frecuencias para reducir el tiempo de medición necesario.
Figura 13.3. Diagramas de Bode de un circuito eléctrico simple.
74
ANEXO 14
MODELO PARA LA CURVA DE POLARIZACIÓN
De acuerdo con el siguiente modelo, se obtuvo la curva de polarización para el dimensionamiento del
sistema de celdas de combustible en un intervalo de densidades de corriente reportados en la
literatura. El potencial de operación de la celda se puede expresar como:
(14.1)
Donde:
= Potencial de celda a circuito abierto a temperatura y presión de operación, V
= Polarización por activación, V
= Polarización óhmica, V
= Polarización por concentración, V
Potencial a circuito abierto
El potencial a circuito abierto se calculó con las siguientes ecuaciones:
(14.2)
Donde:
= Potencial a circuito abierto a la temperatura y presión de referencia, V
= Entropía a condiciones de referencia, J/mol CH4 K
= Numero de electrones producidos por mol de metano.
= Constante de Faraday, J/molV
75
Corrección por efecto de la presión
(14.3)
Donde:
= Potencial a circuito abierto a temperatura de operación y presión de referencia, V
= Constante que depende de si el producto (agua) se encuentra en fase gas o líquido.
Si , significa que la reacción contiene más especies gaseosas en su producto que en susreactivos, el potencial de celda reversible disminuye con la presión.
Si , cosa que ocurre con la mayoría de las reacciones en celdas de combustible, el potencialde celda reversible aumentará con la presión.
Si , el potencial no cambia con la presión
Debido a que para nuestra reacción , el potencial de la celda no cambia por efectos en lapresión.
= Constante de los gases ideales, J/mol K
= Temperatura de operación del sistema, K
= Presión de referencia, atm
Corrección por efectos de las concentraciones en los flujos de los reactivos
(14.4)
= Constante de equilibrio
= Constante de los gases ideales, J/mol K
= Temperatura de operación del sistema, K
= Constante de Faraday, J/mol V
76
= Número de electrones que intervienen en la reacción
Polarización por activación
Resultan por la energía requerida en el inicio de las reacciones químicas que tienen lugar en la
superficie de los electrodos y se puede expresar en términos de la ley de Ohm:
(14.5)
Donde el valor de la resistencia de ambos electrodos encontrados en la literatura es de 0.599 Ωm2 de
acuerdo con las características del sistema.
Polarización óhmica
Las pérdidas se deben directamente y principalmente en nuestro sistema a la resistencia por causa
del flujo de iones en el electrolito, se puede expresar como:
(14.6)
= Resistencia óhmica debida al electrolito, Ωm2
En este caso, la resistencia óhmica debida al electrolito es 0.05 Ωm2
Polarización por concentración
Se da como resultado de la limitación de las velocidades de transporte de masa de los reactivos y
productos, es decir, de la difusión de las diversas especies en fase gas que intervienen en la
reacción. Depende de la densidad de corriente, de la actividad de los reactivos y de la
microestructura de los electrodos.
Para determinar las pérdidas por concentración se consideró el siguiente modelo:
Las pérdidas en el ánodo se expresan como:
(14.7)
77
Donde:
= Constante de los gases ideales, J/mol K
= Temperatura de operación del sistema, K
= Constante de Faraday, J/mol V
= Intensidad de corriente, A
= Intensidad de corriente límite para el ánodo, A
= Presión parcial del compuesto, N/m2
Cuando la intensidad de corriente es igual a el valor de la densidad de corriente límite está dado
por la siguiente expresión:
(14.8)
Donde:
= Difusividad efectiva binaria de CH4, H2O, m2/s
= Espesor del ánodo, m
= Presión parcial del componente, N/m2
Las pérdidas para el cátodo están dadas por:
(14.9)
Donde:
= Densidad de corriente límite del cátodo, A
(14.10)
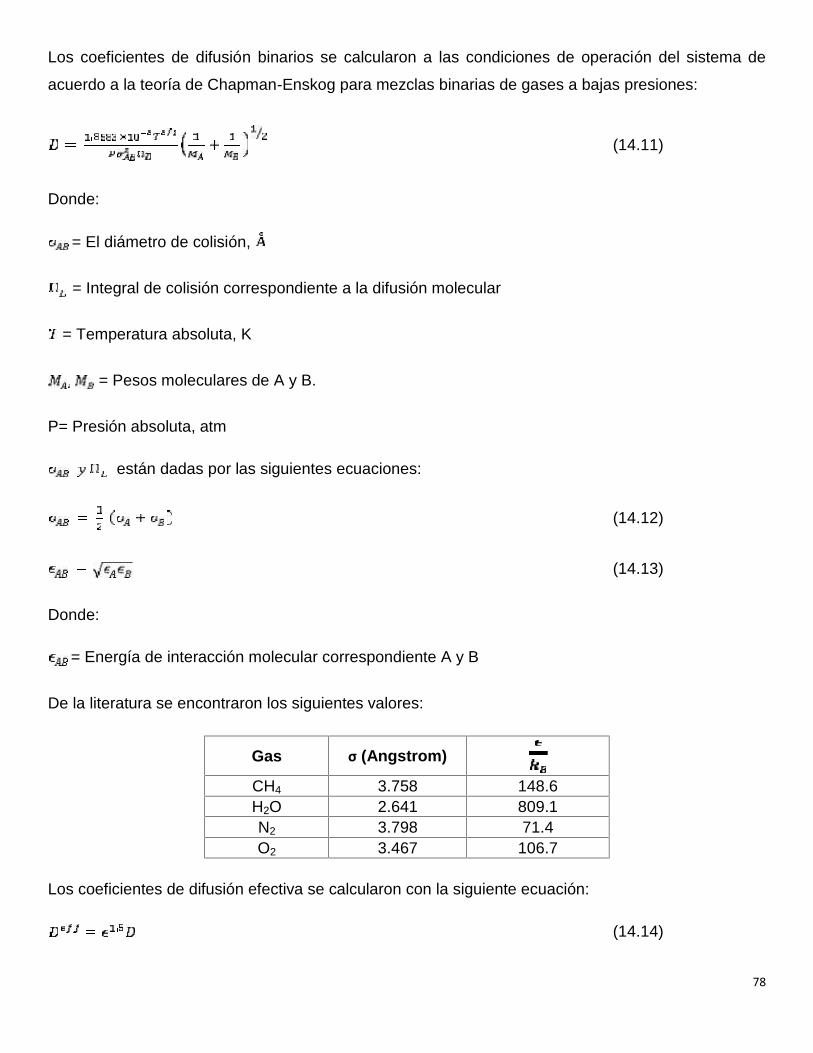
78
Los coeficientes de difusión binarios se calcularon a las condiciones de operación del sistema de
acuerdo a la teoría de Chapman-Enskog para mezclas binarias de gases a bajas presiones:
(14.11)
Donde:
= El diámetro de colisión,
= Integral de colisión correspondiente a la difusión molecular
= Temperatura absoluta, K
= Pesos moleculares de A y B.
P= Presión absoluta, atm
están dadas por las siguientes ecuaciones:
(14.12)
(14.13)
Donde:
= Energía de interacción molecular correspondiente A y B
De la literatura se encontraron los siguientes valores:
Gas σ (Angstrom)
CH4 3.758 148.6H2O 2.641 809.1N2 3.798 71.4O2 3.467 106.7
Los coeficientes de difusión efectiva se calcularon con la siguiente ecuación:
(14.14)
79
Donde:
= Porosidad de los electrodos
D= Difusividad binaria, cm2/s
Las presiones parciales se calcularon de acuerdo a las fracciones obtenidas en el balance de masa.
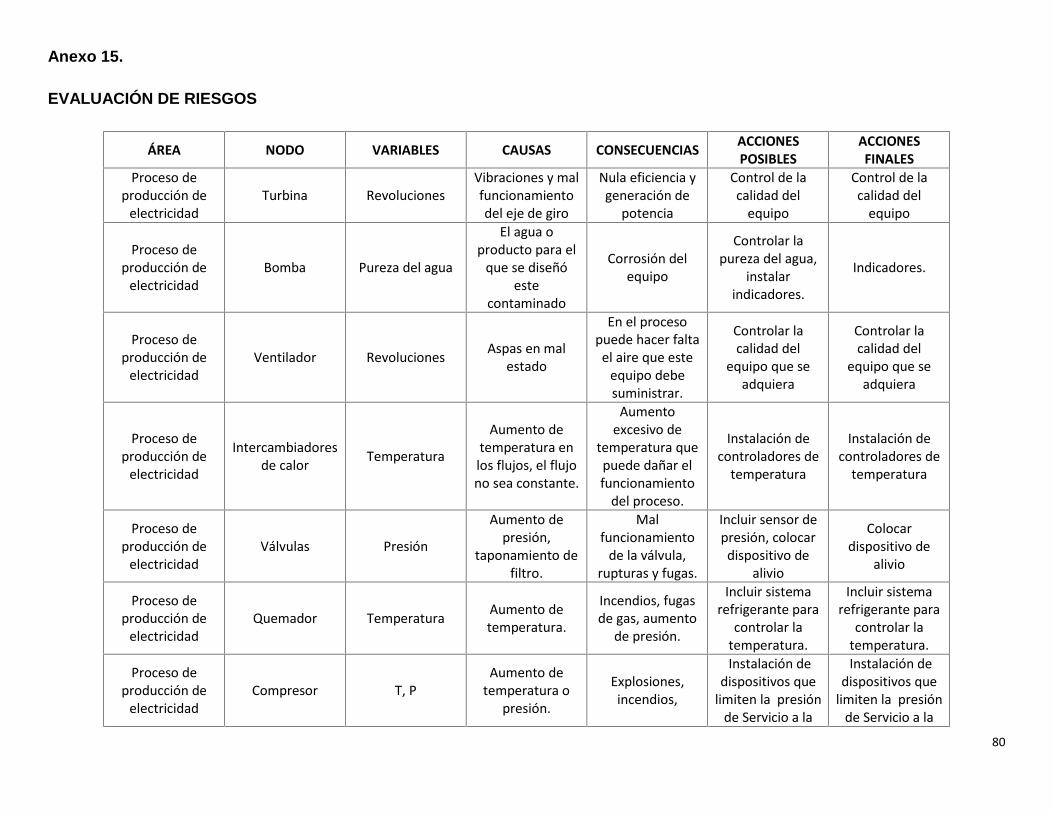
80
Anexo 15.
EVALUACIÓN DE RIESGOS
ÁREA NODO VARIABLES CAUSAS CONSECUENCIAS ACCIONESPOSIBLES
ACCIONESFINALES
Proceso deproducción de
electricidadTurbina Revoluciones
Vibraciones y malfuncionamientodel eje de giro
Nula eficiencia ygeneración de
potencia
Control de lacalidad del
equipo
Control de lacalidad del
equipo
Proceso deproducción de
electricidadBomba Pureza del agua
El agua oproducto para el
que se diseñóeste
contaminado
Corrosión delequipo
Controlar lapureza del agua,
instalarindicadores.
Indicadores.
Proceso deproducción de
electricidadVentilador Revoluciones Aspas en mal
estado
En el procesopuede hacer faltael aire que este
equipo debesuministrar.
Controlar lacalidad del
equipo que seadquiera
Controlar lacalidad del
equipo que seadquiera
Proceso deproducción de
electricidad
Intercambiadoresde calor Temperatura
Aumento detemperatura enlos flujos, el flujono sea constante.
Aumentoexcesivo de
temperatura quepuede dañar elfuncionamiento
del proceso.
Instalación decontroladores de
temperatura
Instalación decontroladores de
temperatura
Proceso deproducción de
electricidadVálvulas Presión
Aumento depresión,
taponamiento defiltro.
Malfuncionamiento
de la válvula,rupturas y fugas.
Incluir sensor depresión, colocardispositivo de
alivio
Colocardispositivo de
alivio
Proceso deproducción de
electricidadQuemador Temperatura Aumento de
temperatura.
Incendios, fugasde gas, aumento
de presión.
Incluir sistemarefrigerante para
controlar latemperatura.
Incluir sistemarefrigerante para
controlar latemperatura.
Proceso deproducción de
electricidadCompresor T, P
Aumento detemperatura o
presión.
Explosiones,incendios,
Instalación dedispositivos que
limiten la presiónde Servicio a la
Instalación dedispositivos que
limiten la presiónde Servicio a la
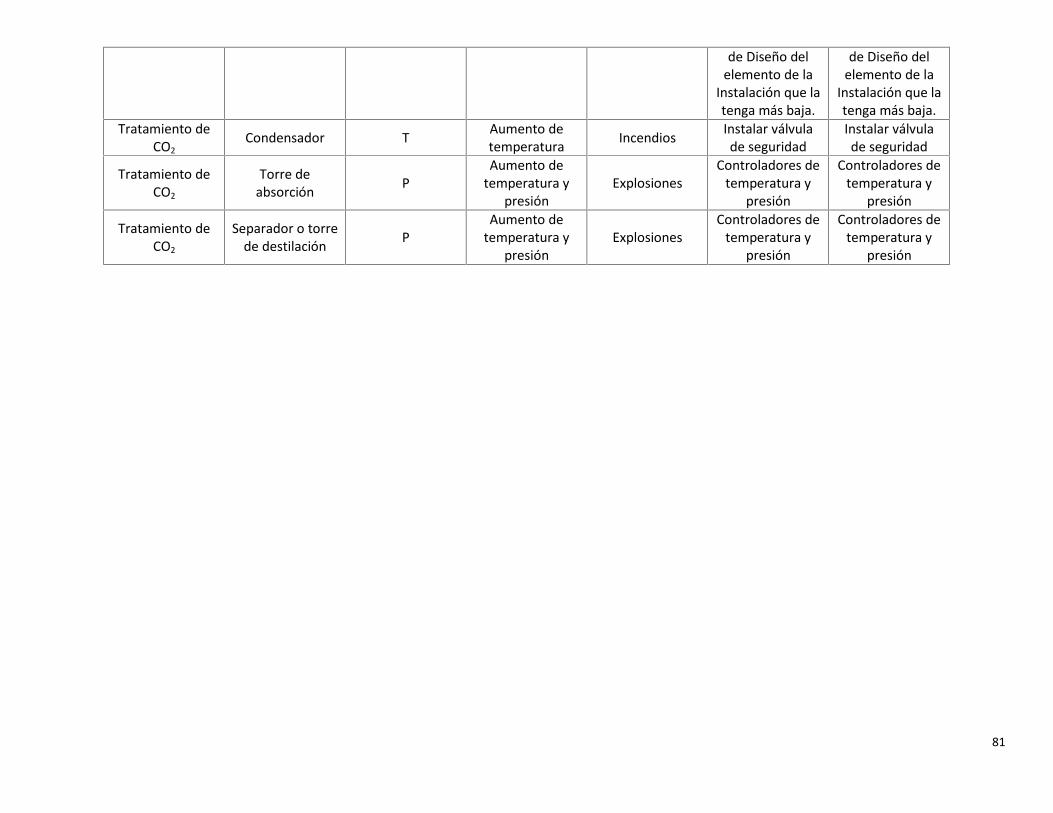
81
de Diseño delelemento de la
Instalación que latenga más baja.
de Diseño delelemento de la
Instalación que latenga más baja.
Tratamiento deCO2
Condensador T Aumento detemperatura Incendios Instalar válvula
de seguridadInstalar válvulade seguridad
Tratamiento deCO2
Torre deabsorción P
Aumento detemperatura y
presiónExplosiones
Controladores detemperatura y
presión
Controladores detemperatura y
presión
Tratamiento deCO2
Separador o torrede destilación P
Aumento detemperatura y
presiónExplosiones
Controladores detemperatura y
presión
Controladores detemperatura y
presión
82
REFERENCIAS
1 Comisión Nacional de Hidrocarburos. Seguimiento a los programas de quema y venteo de gas
natural. Recuperado el 8 de Octubre de 2011, de
http://www.cnh.gob.mx/_docs/QuemaVto/Indicadores_de_Quema_y_Venteo_Dic_10.pdf
2 Petróleos Mexicanos. Informes de Responsabilidad Social. Recuperado el 10 de Octubre de
2011, de http://www.pep.pemex.com/Paginas/default.aspx
3 Weidlich, E. Constitución y Funcionamiento de las pilas de combustible. Barcelona, 1987.
Morcombo, S.A. ISBN: 9788426706522
4 Basu, S. Recent Trends in Fuel Cell Science and Technology. New Delhi, India; 2007.
Springer. ISBN: 0-387-35537-5.
5 Adamson, K.A. Stationary Fuel Cells: An Overview. Amsterdam, The Netherlands; 2007.
Elsevier. ISBN: 978-0-08-045118-3
6 Petróleos Mexicanos. Rehabilitaciones y optimización de pozos para mejorar la extracción de
hidrocarburos, mediante sistema artificial de bombeo hidráulico tipo Jet en los campos del
área de Poza Rica y otros campos del activo integral Poza Rica - Altamira. Recuperado el 15
de Octubre de 2011, de http://www.pep.pemex.com/Paginas/default.aspx
7 Petroleos Mexicanos. Documentación de proyectos en ejecución para evitar o reducir la
quema y venteo de gas, activo integral Poza Rica - Altamira. Recuperado el 18 de Octubre de
2011, de http://www.pep.pemex.com/Paginas/default.aspx
8 Water Treatment Solutions Lenntech. FAQ de química y física del aire. Recuperado el 25 de
Octubre de 2011, de http://www.lenntech.es/faq-quimica-y-fisica-del-aire.htm
9 Petroleos Mexicanos. Hoja de datos de seguridad para sustancias químicas: Gas natural.
Recuperado el 30 de Octubre de 2011, de
http://www.igasamex.com.mx/manuales/MSDSgas%20natural-1.pdf
83
10 Comisión Reguladora de Energía. Norma Oficial Mexicana NOM-001-SECRE-2010.
Especificaciones del gas natural. Recuperado el 4 de Noviembre de 2011, de
http://www.cre.gob.mx/documento/1724.pdf
11 Pham, T. Process for the conversion of oil - based liquid fuels to a fuel mixture suitable for use
in solid oxide fuel cell applications. US20080107932A1, (Cl. 48/197, 429/495, 429/425), 28 de
Febrero de 2007, 11/594, 429; 8 de Noviembre de 2006.
12 Toshihoru - Ozuka. Solid oxide fuel cell device. US20110076576A1, (Cl. 429/423), 31 de
Marzo de 2011, 12/893, 387. 30 de Septiembre de 2009.
13 Skorek - Osikowoka, Janusz - Szymonska and Kotowicz. Modeling and analysis of selected
carbon dioxide capture methods in IGCC systems. Energy - Oxford, 45 (1):92 - 100, 2012.
14 Secretaría de Energía. Prospectiva del mercado del gas natural 2010 - 2025. Recuperado el
10 de Noviembre de 2011, de
http://www.sener.gob.mx/res/PE_y_DT/pub/perspectiva_gas_natural_2010_2025.pdf
15 Adler, Lane and Steele. Electrode Kinetics of Porous Mixed Conduting Oxygen Elctrodes. J.
Electrochem Soc. 143 (11):3554 - 3564, 1996.
16 Sun, Hui and Roller. Cathode materials for solid oxide fuel cells: a review. J. Solid State
Electrochem. 14:1125 - 1144, 2010.
17 Zhou, et al. LaBaCuFeO5-δ - Ce0.8Sm0.2O1.9 as composite cathode for solid oxide fuel cells.
Ceramics International, 38 (2):1529 - 1532, 2012.
18 Pissas, et al. Mössbaver and X-ray powder diffraction study of the compound LaBaCuFeO5+x.Journal of Magnetism and Magnetic Materials, 104 - 107 (1,2):571 - 572, 1992.
19 Jiang. A comparison of O2 reduction reactions on porous (La, Sr) Mn O3 and (La, Sr) (Co, Fe)
O3 electrodes. Solid State Ionics, 146 (1-2):1 - 22, 2002.
84
20 Yamamoto, et al. Perovskite - type oxides as oxygen electrodes for high temperature oxide fuel
cells. Solid State Ionics, 22 (2-3): 241 - 246, 1987.
21 Tietz, et al. Survey of the quasi - ternary system La0.8Sr0.2MnO3 - La0.8Sr0.2CoO3 -
La0.8Sr0.2FeO3. Progress in Solid State Chemistry, 35 (2-4): 539 - 543, 2007.
22 Tietz, et al. Electrical conductivity and thermal expansion of La0.8Sr0.2 (Mn, Fe, Co) O3-δ
perovskites. Solid State Ionics, 177 (19 - 25): 1753 - 1756, 2006.
23 Patrakeev, et al. Electron/hole and ion transport in La1-xSrxFeO3-δ. Journal of Solid State
Chemistry, 172 (1): 219 - 231, 2003.
24 Piao, et al. Preparation and characterization of Pr1-xSrxFeO3 cathode material for
intermediate temperature solid oxide fuel cells. Journal of Power Sources, 172 (2): 633 - 640,
2007.
25 Piao, et al. Preparation and characterization of Pr1-xSrxFeO3 cathode material for
intermediate temperature solid oxide fuel cells. Journal of Power Sources, 172 (2): 633 - 640,
2007.
26 Tai, et al. Structure and electrical properties of La1-xSrxCo1-yFeyO3. Part 2. The system La1-
xSrxCo0.2Fe0.8O3. Solid State Ionics, 76 (3-4): 273 - 283, 1995.
27 Petric, Huang and Tietz. Evaluation of La-Sr-Fe-O perovskites for solid oxide fuel cells and gas
separation membranes. Solid State Ionics, 135 (1-4): 719 - 725, 2000.
28 Tai, et al. Structure and electrical properties of La1-xSrxCo1-yFeyO3. Part 2. The system La1-
xSrxCo0.2Fe0.8O3. Solid State Ionics, 76 (3-4): 273 - 283, 1995.
29 Cruz y Jimenez. Efecto de los tratamientos térmicos en la circonia utilizada como electrolito en
las pilas de combustible de óxido sólido. Recercat, 2011.
30 Syed and Giorgi. Chemically stable and coke resistant Sm1-xCexFeO3-δ perovskites for low
temperature solid oxide fuel cell anode applications. Journal of Power Sources, 198: 51 - 58,
85
2012.
31 Zhangbo, et al. Effect of impregnation phases on the performance of Ni-based anodes for low
temperature solid oxide fuel cells. Journal of Power Sources, 196:8561-8567, 2011.
32 Dong, et al. High performance Ni–Sm2O3 cermet anodes for intermediate-temperature solid
oxide fuel cells. Journal of Power Sources, 187:400-402, 2009.
33 Minako, et al. Densification and Cell Performance of Gadolinium-Doped Ceria (GDC)
Electrolyte/NiO–GDC Anode Laminates. Journal of the American Ceramic Society 92:S117-
S121, 2009.
34 Aiyu, et al. Lanthanum promoted NiO–SDC anode for low temperature solid oxide fuel cells
fueled with methane. Journal of Power Sources 210:374-380, 2008.
35 Beibei He, Dong Ding, Changrong Xia. Ni–LnOx (Ln = La, Ce, Pr, Nd, Sm, Eu, and Gd) cermet
anodes for intermediate-temperature solid oxide fuel cells. Journal of Power Sources
195:1359-1364, 2009.
36 Li, Xianguo. Principles of Fuel Cells. Great Britain by Taylor & Francis Group 4 Park Square
Milton Park, Abingdon Oxon, 2006.
37 Martínez Sifuentes y col. Simulación de procesos en Ingeniería Química. Plaza y Valdez
Editores, 1ª Edición, Febrero 200. México, D.F.