Ind.engg ppt unit 1 b
29
Management: Science or Arts: • Management is both science and arts. Though it is not a perfect art as music or painting. • Similarly, it is not a perfect science as physical or chemical science. • Art is bringing about of desired result through application of skill. • Science, on the other hand is a systematic body of knowledge acquired by mankind through observation, experiments and intelligence, which may be verified by researchers.
-
Upload
atul-pandey -
Category
Documents
-
view
326 -
download
0
Transcript of Ind.engg ppt unit 1 b

Management: Science or Arts:• Management is both science and arts. Though it is not a
perfect art as music or painting. • Similarly, it is not a perfect science as physical or chemical
science.• Art is bringing about of desired result through application of
skill. • Science, on the other hand is a systematic body of
knowledge acquired by mankind through observation, experiments and intelligence, which may be verified by researchers.

WORK STUDY
• The work study investigates the work done in an organization and it aim at finding the best and most efficient way of using available resources i.e. men, material, money and machinery.
• As per international labour organization GENEVE (ILO) “WORK-study is generic term for those techniques, methods study and work measurement which are used in the examination of human work in all its contexts. And which lead systematically to the investigations of all the factors which effect efficient and economy of the situation being reviewed, in order to effect improvement.”
• Work study in fact combines both MOTION STUDY and TIME STUDY and WORK MEASUREMENT.

APPLICATION OF WORK STUDIES.• Industries.• Marketing, sales and warehouses.• Material handling.• Transport.• Hospital etc. ADVANTAGES OR BENEFITS OF WORK STUDY.• Uniform and improved production flow.• Higher productivity.• Reduced manufacturing costs.• Fast and accurate delivery dates.• Better service to the customers.• Job security.• Better working conditions.• Higher wages to the worker

ROLE OF WORK STUDY IN IMPROVING PLANT PRODUCTIVITY.• There are six possible lines of attack on productivity problems.• Improve basic process by research and development.• Improve existing and provide better plant and equipment.• Simplify the product, reduce and standardize the range.• Improve the existing method of the plant operation.• Improve the planning of the work and use of man power.• Increase the effectiveness of all employees.

OBJECTIVES OF WORK STUDY. Fundamentally, these objective three aspects.• THE MOST EFFECTIVE USE OF PLANT AND EQUIPMENT.• THE MOST EFFECTIVE USE OF HUMAN EFFECT.• THE EVALUATION OF HUMAN WORK. BASIC PROCEDURE OF WORK STUDY. There are eight steps in performing a complete work study, some of them are common
to both method study (MS) and work measurement (WM).• Select the job or process to be studied (MS and WM).• Record from direct observation everything that happening using suitable techniques (MS
and MW).• Examine the recorded facts critically (MS).• Develop the most economical method.• Measure the quantity of work involved in the selected method and determines the
standard time for doing it (WM).• Define the new method and the related time (WM).• Install the new method with standard time (MS).• Maintain the standard practice with proper control procedure (MS

OBJECTIVES OF (OR ADVANTAGES OBTAINED THROUGH) METHOD STUDY • Improved working processes and standardized procedures.• Better work place lay out.• Less fatigue to operators.• Better product quality.• Effective utilization of man, material and machinery.• Efficient and fast material handling.• Reduced health hazards.• Stream lined working procedures. BASIC PROCEDURE OF METHOD STUDY:• Steps in method study:-• SLECT the job to be analyse• RECORD all relevant facts about present method• EXAMINE the recorded facts critically to be examined • DEVELOP the most efficient, practical and economic method• DEFINE the new method • STALL the method as a standard practice • MAINTAIN the standard practices

The job should be selected for the following considerations.• 1. Economic 2. Technical aspect 3. Human aspect ECONOMIC ASPECTS:• The method study involves cost and time: If the sufficient returns are not attained, the
whole exercise will go waste. The following guidelines can be used for selecting a job.• Bottleneck operations which are holding up other production operations • Operations involving excessive labour.• Operations producing lot of scrap • The excessive movement of materials Technical aspects : The method study man should be careful enough to select a job in which he has the
technical knowledge and expertise.• Other factors which favour selection in technical aspects are :• Job having in consistent quality.• Operations generating lot of scrap • Frequent complaints from workers regarding the job.• Human considerations :• Human consideration play a vital roll in method study.• There are some of the situations where human aspects should be given due importance.• Workers complaining about un-necessary and tiring work.• More frequency of accidents.• Inconsistent earnings.

Recording techniques: In this step record all the required information related to existing method, in detail. • It is better that collected information may be recorded in the form of a chart. Recording can be done by: (A) Process Charts:• (i) Out Line Process Chart.• (ii) Flow process chart : Man type , material type.• (iii) Two handed process chart.• (iv) Multiple activity chart. (B) Diagrams :• (i) Flow diagram.• (ii) String diagram.• (iii) Cycle graph• (iv) Chronocycle graph (C) Motion and film analysis• (Micro motion and memo motion study)• SIMO Chart (D) Models etc.

Examine: Examine the recorded facts carefully and critically to see some elements that can be eliminated or combined or simplified. This step will reveal defects in the existing procedures.
Develop: Develop the new and improved method. After analysis of all facts which are collected, alternative method is develop. Improvement may be brought in any following base.
• Better product design and specifications• Improved layout.• Better sequence of operations.• Improvement in methods.• Better tools and equipments. Install :• Install the new method and train the personals so that it confirms to the agreed
standard practices. Maintain:• Ensure the proper functioning of the installed method by periodic checks and
verifications. The purpose of checks and reviews is to find if the method being practiced is the same or it has deviated from the authorized one. If the reasons of deviations are genuine then make the necessary amendments in the new methods

RECORDING TECHNIQUES• The recording techniques are designed to simplify and
standardize the recording work.• Graphic method of recording was originated by Gilberh. In order
to make the presentation of the facts clearly, without any ambiguity and enable to grasp them quickly and clearly, it is useful to use symbols instead of written description.
CHARTS:• This is the most popular method of recording the facts. The
following information should be given in the chart.• Adequate description of the activities.• Whether the chart is for present or proposed method.• When the activities will begin and end.• Time and distance scale used wherever necessary.

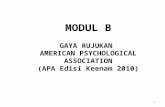
OPERATION PROCESS CHART (Out line process chart).• It records principle operations and inspection of the processes. FLOW PROCESS CHART• Man type: Shows the sequence of activities performed by worker.• Material type: Shows sequence of activities performed on materials. • Equipment type: Shows sequence of activities performed by equipment. MULTIPLE ACTIVITY CHART: Shows activities of men and machines on
common time scale. TWO HANDED PROCESS CHART: Shows activities performed by worker’s
two hands. SIMO CHART: Shows activities of worker’s hands, legs and other body
movements on common time scale. DIAGRAM: • FLOW AND STRING DIAGRAMS: Show path of movement of man and
material.• MODELS AND TEMPLATES: Show work place lay out.• CYCLE GRAPH AND CHRONOCYCLE GRAPH: Show high speed, short cycle
operation recording.

APPLICATIONS OF CHARTS:• Chart is used in the preliminary investigations.• And when the operation activities are subjected
to frequent change or a more detail analyses required.
• It helps visualizing the full process so that required improvements may be made, if required.

2
3
4
5
6
7
1
1 Unscrew Cap
1 Time
Summary
Screw the Cap
Check if the ball pen writes
Screw the Neck
Place the refill in the barrel
Assemble the spring on new refill
Remove the old Refill
Unscrew Neck
7 Times
TASK: Changing refill of a ball point pen
CHART BEGINS: Unscrew cap
PERPAIRED BY:
DATE:
The following example shows an outline PROCESS CHART.

1
2
4
5
6
7
1
2
1
1
3
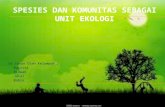
LABORATORY
SPECIMEN LYING START POLISHING M/C SPRINKLE SOLUTION OF POSHING ON ROTATING TABLE HOLD THE SPECIMEN IN HAND
PLACE THE SPECIMEN GENTALY & Polish it
WAIT FOR A FEW SECONDS
TAKE THE SPECIMEN TO WASH BASIN
WASH THE SPECIMEN
ETCH THE SPECIMEN WASH THE SPECIMEN AGAIN
Dry It
CHECK UNDER MICROSCOPE
KEEP IN THE CONTAINER AT DISTANCE
FLOW PROCESS CHART (MAN)
2
1

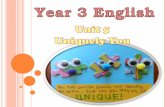
Activates Operations Distance moved meters Time (Minutes) Remarks if any
Casting laying in foundry store
Moved to gas cutting machine 10 3 By Trolley
Wait, cutting machine being set 5
Risers cut 20
Wait for trolley 10
Move to inspection dept. 6 2
Inspection before machining 15 By Trolley
Moved to machine shop 10 3
STEPS IN DRAWING FLOW CHART.Draw to scale the plan of work area.Mark the relative position of machine, benches, store, inspection etc.From the different observation, draw the (PATH) MOVEMENT OF THE MATERIAL.
Flow process chart “Material Type”Job----- Material casting ready for machining.Chart begins----Casting lying in foundry.Chart ends-------Casting ready for machining.

SYMBOL ACTIVITY DESCRIPTION
OperationA operation occurs whenever the hand graps, releases or assembles tool, material, component etc.
TransportTransport occurs when the had moves from one from the work, tool or material.
DelayDelay occurs when the hand is idle in the sense that it is not performing any activity.
HeldThe term storage is not used in connection with the two handed process chart. Instead, the symbol is re-disignated as hold. A hold occurs when the had holds an object to that the other had may be able to do something to that object.
HANDED PROCESS CHART:The two handed process chart consist of two charts. One for the left hand and other for the right hand. The simultaneous activities are recorded opposite to each other on the chart. This help to analyze what left hand will be doing when right hand is working or vice versa at any point of time.

JOT ASSEMBLING NUT AND BOLT
LEFT HAND SYMBOLS RIGHT HAND
LH RH
PICK UP BOLT IDLE
HELD PICK UP NUT
HOLD TO LEFT HAND
HOLD ASSEMBLE(SCREW UP)

LH RH
1 1
3-----------
----------------1
--------------- 1
SUMMARY

Sr. No Description of activity(man) symbol Time symbol Description of activity(m/c)
1 Loading the work piece and setting tool
.2
.4
.6
.81.01.21.62.4
2 Idle Turing of the work piece
3 Stopping the M/C and re setting the form tool
Machine idle
4 Material feed for groove cutting
Groove cutting
MULTIYPLE ACTIVITY CHARTA multiple activity chart is a chart in which the activities of more than one item (Worker, machine or equipment) are recorded on a common time scale to show their inter-relationship.
The chart shows very clearly the period of idleness on the part of any item during the process. It is possible to rearrange these activities so that the effective time is reduced.

LEGENDWORKING
IDLE
SUMMARYEXISTING MAN MACHINE
IDLE TIME,MIN. .6 .6
WORKING TIME, MIN
1 1
CYCLE TIME, MIN
1.6 1.6
% UTILIZATION 63 .63

PURPOSE:• TO DETECT THE IDLE TIMES.• TO OPTIMISE THE WORK DISTRIBUTION.• TO DECIDE NUMBER OF WORKER IN A GROUP.• TO BALANCE THE WORK TEAM.• TO EXAMINE THE INTERDEPENDENCY OF ACTIVITIES. ANALYSIS:• After constructing the chart, it is tried to• Rearrange the work cycle to minimize men or machine idle time.• Simplify the operation.• Combine or eliminate some of the elements. APPLICATIONS:• Plant repair and maintenance.• Plan the team work.• Maximum utilization of men and machine hours

FLOW DIAGRAM:• It shows a rough (or scaled) view of the space
which shows the location of the activities carried out, the extent of work area, machines or bench with a connecting set of arrows and lines to indicates the routes of travel followed by workers, materials or equipment.

STRING DIAGRAM:• There are many industrial activities in which the workers are
moving at irregular intervals between number of points in a working area, with or without material.
The examples are:• An operator is looking more than one machine.• Workers are moving material from a common location to
different places or from different places to a common place.• In restaurants where different persons are serving different
tables.• When a team of workers is working at a place.• Comparing the relative values of different layouts.• Under such conditions a string diagram is the most useful
technique for recording and examining the activities.


CYCLE GRAPH:• A cycle graph is a record of path of movement
usually traced by a continuous source of light on a photograph.
• A small electric bulb is attached to hand, fingers and other parts of the body of the operator performing the operations.
• A photograph is taken by still camera and the light source shows the path of the motion and of the photograph is called “CYCLE GRAPH”.


CHRONOCYCLE GRAPH:• Cycle graph has a limitation. It will not give the
direction or the speed of movement. • This limitation will overcome by chronocycle graph.• In this system the light source is suitably
interrupted(if the illumination of the bulb is made slowly off and quickly on) so that the path appears as a series of pear shaped dots, the pointed end indicating the direction of movement and the spacing indicating the speed of movement.
• The time taken for the movement can be determined by knowing the rate at which the light source is being interrupted and by counting the number of dots.


Advantages of Cycle Graph & Chrono Cycle Graph:• They can record all sorts of fast complex and unrestricted
movements which are not possible to trace otherwise. • They are useful for method improvement by motion analysis.• They are very useful in training and evaluating the workers.• Provides an aid in describing a motion pattern used in
performing a task.• They can be used for comparing the two methods or motion
patterns.• Limitations:• Light source (along with electric wires) tied to the hands of the
worker may cause inconvenience to the worker.• It needs sufficient photographic practice to achieve good
results.