Il ruolo dei trattamenti termici in sistemi integrati di gestione dei rifiuti
60
Convegno: COSTRUIAMO LA CITTA’ METROPOLITANA La Provincia protagonista delle filiere della raccolta differenziata IL RUOLO DEI TRATTAMENTI TERMICI IN SISTEMI INTEGRATI DI GESTIONE DEI RIFIUTI [SIGR] Relatore: dott. ing. Francesco Maltoni Bari 14 settembre 2011 Provincia di Bari – Gruppo del Partito Democratico Sala Levante Palazzo del Mezzogiorno – Fiera del Levante
-
Upload
gianni-laterza -
Category
Education
-
view
868 -
download
0
description
Relazione ing. FRANCESCO MALTONI - Convegno COSTRUIAMO LA CITTA' METROPOLITANA - Raccolta differenziata. Fiera del Lavante 14/9/11 a cura Gruppo PD Provincia di Bari.
Transcript of Il ruolo dei trattamenti termici in sistemi integrati di gestione dei rifiuti

Convegno:COSTRUIAMO LA CITTA’ METROPOLITANALa Provincia protagonista delle filiere della raccolta differenziata
IL RUOLO DEI TRATTAMENTI TERMICI IN SISTEMI INTEGRATI DI
GESTIONE DEI RIFIUTI [SIGR]Relatore: dott. ing. Francesco Maltoni
Bari 14 settembre 2011
Provincia di Bari – Gruppo del Partito Democratico
Sala Levante Palazzo del Mezzogiorno – Fiera del Levante

Parleremo:
• del ruolo dei trattamenti termici in un SIGR analizzando il contesto di riferimento in Europa, Giappone, Stati Uniti ed Italia [I parte]
• della diffusione dei trattamenti termici oggi ritenuti “non convenzionali” [II parte]

I PARTE

Considerazioni generali ed analisi del contesto di riferimento
Date fondamentali per la storia dei trattamenti termici:
1874 (1° inceneritore con recupero di calore per produzione di
energia elettrica)1976
(Problema diossine - Incidente di Seveso)1985 – 2010
(Miglioramento delle prestazioni ambientali ed energetiche: nuova classe di inceneritori, waste to energy plants)

Considerazioni generali ed analisi del contesto di riferimento
Il ruolo del “nuovo inceneritore”
Se l’evoluzione impiantistica ha profondamente inciso sulla linea di abbattimento delle emissioni e sull’efficienza del sistema per il recupero di energia, un altro decisivo cambiamento ha coinvolto il ruolo stesso della
pratica dell’incenerimento che, da soluzione unica in alternativa ad ogni altra, diventa uno degli anelli portanti del SISTEMA INTEGRATO DEI
RIFIUTI, dove oltre al recupero di energia, si trovano ad operare in sintonia e sinergia la raccolta differenziata, le filiere di riciclo dei materiali, la
produzione di compost, la trasformazione in CDR per la co-combustione, la discarica dei residui senza frazioni d’interesse.
IN EUROPA ED IN ITALIA AD ELEVATE QUOTE DI RACCOLTA DIFFERENZIATA CORRISPONDONO ALTE PERCENTUALI DI
RECUPERO ENERGETICO CON TRATTAMENTI TERMICI(Requisito richiesto per il successo: flessibilità)

Considerazioni generali ed analisi del contesto di riferimento
Attuale situazione in Europa
(Fonte EUROSTAT)
Nell’ultimo decennio:
Produzione dei rifiuti è passata da 485 a 567 kg/ab/anno
Diminuzione smaltimento in discarica
Aumento recupero di materia
Aumento recupero di energia (oltre 420 impianti)

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento
La quasi totalità degli impianti presenti in Europa recupera energia attraverso la combustione
tradizionale, gli impianti di gassificazione sono operativi essenzialmente in Germania e
Norvegia.Tra le tecnologie tradizionali trova maggiore diffusione la configurazione impiantistica a
“griglia mobile”, minore sviluppo hanno avuto i forni a “letto fluido”, mentre i forni a “tamburo
rotante” sono per lo più impiegati per la combustione di rifiuti speciali.

Considerazioni generali ed analisi del contesto di riferimento
Considerando come indicatore di efficienza energetica la quantità di energia prodotta per
tonnellata di rifiuto trattato la situazione Europea è caratterizzata da:
- Nord Europa: produzione media di energia termica superiore ad 1 MWh per tonnellata di
rifiuto in ingresso- Europa mediterranea: spicca la Spagna che ha
prodotto mediamente 2,35 MWh elettrici per tonnellata di rifiuto trattato

Considerazioni generali ed analisi del contesto di riferimento
Tendenze in Europa:
Entro il 2012 in Irlanda, Svezia e Germania +6 impianti
In Austria e Paesi Bassi +2 impianti
Entro il 2010 in Italia erano previsti +10 impianti ma….
Entro il 2015 in Inghilterra e Galles +50 impianti

Considerazioni generali ed analisi del contesto di riferimento
Giappone
Secondo un’analisi condotta dal Politecnico di Milano nel 2007, oltre 100 erano gli impianti di gassificazione
USAAndamento simile all’Europa (ove c’è maggiore recupero di materia vi
è anche maggiore recupero di energia)
Interesse comunque scarso a causa della possibilità di produrre energia con combustibili convenzionali, anche e soprattutto per la
larga disponibilità di spazi per le discariche controllate

Considerazioni generali ed analisi del contesto di riferimento
Attuale situazione in ITALIA
(Fonte ISPRA, 2009)
Nell’ultimo decennio:
Produzione dei rifiuti nell’ultimo decennio, dopo una crescita costante ha subito a partire dal 2007 una leggera contrazione (-
0,2%) e questo dovuto a:- Diminuzione del PIL
- Assimilazione- Azioni mirate al contenimento della produzione dei RU

Considerazioni generali ed analisi del contesto di riferimento
Del 100% dei RU prodotti
il 44,9% va in discarica
il 30,9% viene destinato a recupero di materia
il 10,9% viene incenerito

Considerazioni generali ed analisi del contesto di riferimento
Nelle successive due figure si evidenzia che:
1. Regioni caratterizzate da elevati livelli di riciclaggio sono anche contraddistinte da
elevati livelli di recupero energetico
2. Aree caratterizzate dalla presenza di impianto di termovalorizzazione sono anche
caratterizzate da una minore o uguale, negli anni, produzione di RU

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento
La situazione impiantistica in Italia è la seguente:
al 2008 n°49 impianti operanti
Secondo il rapporto ISPRA-2009 la maggior parte degli impianti operativi sono al Nord (60%). Nelle regioni del Centro sono presenti
13 impianti mentre i rimanenti 8 sono presenti al Sud
Al Nord Italia si incenerisce il 79% del totale dei rifiuti avviati a trattamento termico con la sola Lombardia che continua ad
incrementare costantemente tale quantitativo

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento

Considerazioni generali ed analisi del contesto di riferimento
Conclusioni I parte:- La pratica del trattamento termico dei rifiuti, evoluta negli ultimi
decenni verso recuperi energetici spinti realizzati in impianti di grossa taglia, è ben salda in tutti i paesi avanzati.
- Di gran lunga dominante in Europa e negli USA è il sistema di combustione “tradizionale” a griglia, con alcune realizzazioni a letto
fluido dedicate al CDR e, specie nel Nord Europa, con nuove e sempre più diffuse realizzazioni di impianti a tecnologia “non
convenzionale” quali i gassificatori. In Giappone dove pure la griglia è molto diffusa, si conta anche un cospicuo numero di impianti con
gassificazione del rifiuto e combustione successiva del gas.- Per una corretta “integrazione” nel SIGR dell’impianto di trattamento
termico dei rifiuti e quindi per evitare conflitti con le altre pratiche del sistema (riuso, riciclaggio, compostaggio, ecc.) è ESSENZIALE il
corretto dimensionamento degli impianti che sia tale da non disincentivare la pratica del recupero di materiali e, ancora più a
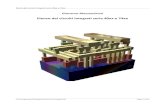
monte, della riduzione della produzione (segue esempio ATO BA2).

814,16 (t/g)297.168 (t/a)
ton/anno 135.956 161.212 ton/anno
441,68 t/g189,47 t/g 183,01 t/g
281,5 ton/g 160,2 ton/g75,00€ ton 27,90€ ton 59,78€ ton
perdita di processo 3% perdita di processo 20% perdita di processo 20% perdita di processo 20%al mercato 80% compost di qualità 70% 1° sopravaglio 53% 1° sopravaglio 53%
scarti 17% scarti 10% 2° sopravaglio 17% 2° sopravaglio 17%scarti 10% scarti 10%
ton/g ton/g ton/g ton/gperdita di processo 5,68 perdita di processo 36,60 perdita di processo 56,30 perdita di processo 32,04
al mercato 151,57 compost di qualità 128,11 selezione primaria 225,19 selezione primaria 128,16
scarti 32,21 scarti 18,30 1° sopravaglio 150,12 1° sopravaglio 85,44 sottovaglio 75,06 sottovaglio 42,72
maturazione maturazione
sottovaglio 62,30 sottovaglio 35,46 2° sopravaglio 12,76 2° sopravaglio 7,26
produzione 1° e 2° sop. 162,88 produzione 1° e 2° sop. 92,70 scarti 16,29 scarti 9,27
A STOCCAGGIO FSC finale 146,60 FSC finale 83,43
32,21 18,30 78,59 44,73 t/giorno 173,83 51,50€ ton
FSC a stoccaggio previa filmatura 230,03 ton/g
t/g
ATO BA/2PRODUZIONE RIFIUTI
Raccolta Differenziata
DISCARICA GIOVINAZZO O IMPIANTI FUORI BACINO
SCENARIO TRANSITORIO 45% RD - ANNO 2011/2012
altro materiale organico e verde
IMPIANTO VALORIZZAZIONE FRAZIONE SECCHE
IMPIANTO ASI BARI ZONA ASI BARI - MODUGNO
IMPIANTO DI TRATTAMENTO BIOLOGICO AMIU BARI,
GIOVINAZZO E/O PRIVATI
IMPIANTO DI SELEZIONE E BIOSTABILIZZAZIONE BARI
IMPIANTO DI SELEZIONE E BIOSTABILIZZAZIONE
GIOVINAZZO
Raccolta Indifferenziata
372,48

817,56 (t/g)298.411 (t/a)
ton/anno 198.684 99.727 ton/anno
273,23 t/g288,87 t/g 255,47 t/g
80,0 t/g 175,5 t/g 196,0 ton/g 77,3 ton/g90,00€ ton 27,91€ ton 66,69€ ton
perdita di processo 3% acqua di processo 50% perdita di processo 20% perdita di processo 20%al mercato 80% fango a maturare 30% 24,0 t/g 1° sopravaglio 53% 1° sopravaglio 53%
scarti 17% scarti 20% 2° sopravaglio 17% 2° sopravaglio 17%
scarti 10% scarti 10%
ton/g ton/g ton/gperdita di processo 8,67 perdita di processo 39,19 perdita di processo 15,45
al mercato 231,09 selezione primaria 156,77 selezione primaria 61,81
scarti 49,11 perdita di processo 20% 1° sopravaglio (*) 104,52 1° sopravaglio (*) 41,20 compost di qualità 70% sottovaglio 52,26 sottovaglio 20,60
scarti 10% maturazione maturazione
sottovaglio 43,37 53,64€ sottovaglio 17,10 53,64€ 8.000 MW energia netta 2° sopravaglio (*) 8,88 2° sopravaglio (*) 3,50
11.000 MW termica nettaton/g produzione 1° e 2° sop. (*) 113,40 produzione 1° e 2° sop. (*) 44,71
perdita di processo 35,09 scarti 11,34 scarti 4,47 compost di qualità 146,83
scarti 33,55 FSC finale 102,06 FSC finale 40,24 RBM al riutilizzo 60,47
49,11 33,55 11,34 4,47 t/giorno 98,47 53,64€
(*) ipotesi di Piano per il trattamento finale della FSC:ipotesi A) FSC a produzione CDR a trattamento con cessione al mercato (cementerie o centrali elettriche). [75€/t + ?]ipotesi B) FSC direttamente a recupero termico frazione secca stabilizzata da impianti di selezione tramite tecnologia della gassificazione. [118 €/t]ipotesi C) CDR a recupero termico tramite tecnologia del letto fluido circolante. [165=75+90 €/t]
IMPIANTO BIOSTABILIZZAZIONE E
SELEZIONE BARI
SCENARIO A REGIME 65% RD - 2014/2025
DISCARICA GIOVINAZZO
ATO BA/2
Raccolta Indifferenziata
IMPIANTO DI TRATTAMENTO BIOLOGICO AMIU BARI E/O
GIOVINAZZO
IMPIANTO VALORIZZAZIONE FRAZIONE SECCHE
IMPIANTO ASI BARI ZONA ASI BARI - MODUGNO
IMPIANTO BIOSTABILIZZAZIONE E
SELEZIONE GIOVINAZZO
altro materiale organico e verde
IMPIANTO DI TRATTAMENTO BIOLOGICO ANAIROBICO
ZONA ASI BARI - MODUGNO
PRODUZIONE RIFIUTI
Raccolta Differenziata
544,34 t/g

II PARTE

Analisi dei trattamenti termici
Il trattamento termico è una delle tecniche più antiche di smaltimento
Il processo fondamentale cui si fa riferimento è la COMBUSTIONE, cioè un’ossidazione ad alta
temperatura che ha subito però con il procedere dei tempi sostanziali modificazioni sia nelle modalità di
gestione che nelle tecnologie applicative, in relazione all’evolversi delle scienze teoriche ed applicate e sotto la
spinta delle problematiche che si sono affacciate negli ultimi decenni, quali la questione ambientale, il recupero
energetico, ecc.

Analisi dei trattamenti termici
Oltre alle tradizionali tecnologie (dette “convenzionali”) che fanno riferimento alla
combustione, sono attualmente disponibili, a vari livelli di applicazione, altre forme di trattamento
termico dei materiali residui. Si ritiene che tali forme di trattamento, più che
un’alternativa vera e propria alla convenzionale combustione, rappresentano un completamento del quadro di possibili trattamenti di tipo termico, permettendo in tal modo una scelta che facilità
l’individuazione del sistema ottimale.

Analisi dei trattamenti termici
Le problematiche che nascono in relazione all’impiego dei trattamenti “non convenzionali” sono in genere legate al fatto che
mentre i sistemi di combustione convenzionali (per rifiuti e/o materiali residui) sono realizzati in centinaia se non in migliaia di esemplari, per cui è possibile ottenere una oggettiva valutazione
delle loro prestazioni sia dal punto di vista tecnico che gestionale ed economico, per altri tipi di processi le realizzazioni esistenti (con qualche eccezione), sono in numero limitato, fanno riferimento a
diverse tecnologie impiantistiche e di processo, in molti casi sono di piccola taglia, a scala di pilota o sub-industriale, rendendo
problematica una effettiva valutazione che tenga conto per quanto possibile di tutti gli aspetti del problema e possa permettere un
confronto realistico tra le differenti soluzioni.

Analisi dei trattamenti termici
Tipi di processo
E’ presente sul mercato un numero di processi molto elevato che fa riferimento a sistemi termici alternativi alla combustione convenzionale. Molti di questi processi si possono ricondurre ad un unico principio, altri sono meno facilmente classificabili, su
alcuni a volte appare problematico addirittura esprimere un giudizio.Nella presente analisi vengono considerati i processi che si ritengono più rilevanti, ai
quali, pur nelle differenti tecnologie, si possono condurre gran parte dei sistemi attualmente proposti.
Al fine di poter effettuare una valutazione comparativa, si prende anche in esame, come processo di riferimento, la combustione convenzionale. I processi che vengono
presi quindi in considerazione sono i seguenti:• Combustione;
• Gassificazione;• Pirolisi;
• Dissociazione molecolare;• Plasma;
• Ossicombustione.

Analisi dei trattamenti termici
COMBUSTIONE
• Nella combustione si ha l’ossidazione completa (se vi è sufficiente ossigeno, buon mescolamento, tempo di residenza adeguato, ecc.) degli elementi combustibili (generalmente idrogeno e carbonio nel caso che qui interessa).
• Il processo di combustione è esotermico e porta alla formazione di prodotti di combustione ad elevata temperatura ed ad un residuo solido inerte in quantità percentuale rispetto alla massa in ingresso che dipende dalla composizione del rifiuto o del residuo sottoposto al processo.
• Il processo porta ad una notevole riduzione della massa e del volume del rifiuto. La produzione di fumi è elevata.
• Le problematiche connesse al processo di combustione sono ben note e non vengono qui discusse.
• Il numero di impianti che fanno riferimento a questo tipo di processo è di gran lunga il più rilevante nel panorama del trattamento termico dei rifiuti.

Analisi dei trattamenti termici
GASSIFICAZIONE
• Per gassificazione si intende in generale la combustione parziale di un materiale in difetto di ossigeno, con formazione di un gas combustibile contenente prodotti di parziale ossidazione quali ossido di carbonio ed idrogeno.
• L’energia necessaria alla gassificazione viene in generale fornita dalle reazioni di ossidazione parziale, anche se a volte si ricorre anche ad un apporto esterno, seppur limitato (ad es. combustibile addizionale), per un miglior controllo del processo.
• La gassificazione limita, rispetto ad altri processi (ad es. la pirolisi), la percentuale di solidi e vapori condensabili rispetto alla frazione gassosa.
• Come si può desumere da quanto detto le caratteristiche del gas prodotto (syngas) dipendono fortemente dalla quantità di ossigeno introdotto nel processo, in quanto ad essa sono collegate sia le concentrazioni dei singoli componenti sia il calore prodotto e quindi la temperatura.
• In generale dalla gassificazione si ottiene un syngas a temperatura abbastanza elevata (700-1200 k) che può essere sottoposto immediatamente a combustione oppure utilizzato in una fase successiva previa depurazione.
• Il bilancio energetico globale della gassificazione è analogo a quello del processo di combustione, anche se poi, nella realtà operativa, a causa della maggiore complessità impiantistica e gestionale, si rileva, in generale, una perdita del 5-10%.

Analisi dei trattamenti termici
PIROLISI
• Il processo di pirolisi consiste in un riscaldamento, in molti casi indiretto, del materiale in assenza di ossigeno, che porta alla rottura delle molecole complesse in genere di tipo organico, avendo come risultato, in seguito a processi di cracking e di condensazione, frazioni gassose, liquide e solide (queste ultime in genere in percentuali maggiori rispetto alla gassificazione).
• La corrente gassosa in uscita (syngas) è in genere costituita da un combustibile avente potere calorifico variabile a seconda delle condizioni operative (ad es. temperatura) tra 10.000 e 20.000 kj/m3 e contenente idrogene (H2) e prodotti di ossidazione del carbonio CO e CO2, se è presente ossigeno nel materiale di partenza ed anche idrocarburi leggeri di vario tipo (saturi ed insaturi).
• La frazione liquida (a temperatura ambiente) costituisce il cosidetto TAR (simile ad un olio combustibile) e contiene composti organici, acqua e catrami.
• In alcuni casi vengono classificati come pirolitici anche sistemi in cui l’apporto di calore per reazioni esotermiche sia insufficiente per mantenere il processo (le reazioni endotermiche sono prevalenti), il che si verifica in genere quando l’apporto di ossigeno è inferiore al 25-30% di quello stechiometrico.

Analisi dei trattamenti termici
DISSOCIAZIONE MOLECOLARE
• La così detta “dissociazione molecolare” è un tipo di processo che rientra in quelli già precedentemente esaminati. E’ in pratica un processo di gassificazione che viene condotto con quantitativi di ossigeno molto limitati, in modo da avere temperature che non superano i 500 – 550 °C (viene dichiarato un campo operativo tra 300 e 550°C).
• A causa delle temperature non particolarmente elevate, il processo è lento e richiede un tempo dell’ordine delle ventiquattro ore (secondo quanto dichiarato) per giungere ad una consistente demolizione del materiale di partenza.
• Le temperature non elevate portano ad una introduzione di energia limitata (non vengono utilizzati bruciatori di supporto se non nella fase iniziale) e questo ha come conseguenza un riflesso sulle caratteristiche del prodotto (syngas).
• Non si hanno a disposizione dati di comparazione, ma in generale in tali tipi di processo il peso molecolare medio dei prodotti tende a diminuire con l’aumentare della temperatura, che è un indice dell’apporto energetico.
• In relazione all’utilizzo del syngas si possono fare considerazioni analoghe a quelle precedentemente riportate.

Analisi dei trattamenti termiciPLASMA
• Per lo smaltimento di rifiuti e residui possono essere messi in campo, almeno in specifiche situazioni, trattamenti al plasma. Come noto il plasma è un gas conduttore ad altissima temperatura (per le applicazioni di cui qui si tratta in genere dell’ordine di 5.000 – 12.000 K) elettricamente neutro (uguale carica complessiva delle particelle positive e negative).
• Il plasma può venire generato con diverse modalità, ma comunque comporta la necessità di trasferire al gas di supporto elevatissime quantità di energia, in grado di provocare la ionizzazione. Nelle presenti applicazioni la generazione del plasma avviene attraverso le così dette torce al plasma. Le torce sono essenzialmente costituite da due elettrodi tra i quali si fa avvenire una scarica elettrica in grado di conferire energia sufficiente per ionizzare il gas che fluisce tra gli elettrodi, generando un dardo ad elevatissima temperatura. Le torce possono assumere diversi tipi di configurazione. Si ricordano tra le altre quelle ad arco non trasferito e ad arco trasferito. Nel caso di arco non trasferito le torce comprendono entrambi gli elettrodi, mentre nel caso di arco trasferito uno degli elettrodi è incorporato nella torcia e può essere ad esempio costituito dal materiale da trattare.
• Conviene mettere in evidenza che il dardo di plasma è solamente un elemento che trasferisce energia al rifiuto e che il prodotto che si genera dalla interazione del plasma con il rifiuto non ha assolutamente le caratteristiche del plasma nelle ordinarie applicazioni ingegneristiche.
• Per una corretta valutazione della situazione è sufficiente un bilancio energetico. Per ridurre allo stato atomico o comunque allo stato di plasma una tonnellata di rifiuto di composizione standard sarebbero necessarie potenze elettriche dell’ordine di 10 – 20 MWe, mentre nelle ordinarie applicazioni le potenze elettriche utilizzate e/o installate sono dell’ordine di 1 – 2 MWe per tonnellata di rifiuto da trattare.
• E’ evidente che aumentando la potenza specifica si aumenta la quantità di energia trasferita al materiale da trattare e quindi è necessario valutare caso per caso le condizioni operative da utilizzare, in relazione ai risultati desiderati.
• In pratica comunque si può ritenere che il processo al plasma sia un processo di gassificazione – pirolisi del rifiuto in ingresso, per cui ad esso si possono applicare alcune delle considerazioni precedentemente fatte.

Analisi dei trattamenti termici
OSSICOMBUSTIONE
• E’ un processo di combustione che può essere applicato in linea di principio a combustibili gassosi, liquidi e solidi.
• Consiste nell’impiego di ossigeno come ossidante ed è caratterizzato da una forte ri-circolazione dei gas di scarico.
• Poiché la combustione in ossigeno produce essenzialmente CO2 e H2O, sostanze queste che sono fortemente attive nel campo dell’infrarosso, si ha all’interno del combustore un forte campo radiante (in IR) che, unito al mescolamento turbolento opportunamente ottenuto, favorisce il raggiungimento di una forte omogeneità del reattore.
• Non si ha quindi una localizzazione della fiamma e per tale motivo si parla di combustione senza fiamma.
• In genere si opera a temperature dell’ordine di 1.700 – 2.000 K, con temperature di parete del reattore anch’esse molto elevate (1.500 – 1.700 K), in modo da favorire ulteriormente lo scambio reattivo.
• Date le elevate temperature si ha in genere la fusione delle eventuali ceneri e scorie. La produzione di ossidi di azoto è limitata dal fatto che anche in presenza di alte temperature la concentrazione di ossigeno è limitata dalla consistente diluizione con i gas di scarico, costituiti essenzialmente da CO2 ed H2O.
• La assenza di azoto aumenta la concentrazione di CO2 e ne facilita l’eventuale sequestro.

Analisi dei trattamenti termici
Tipi di impianto
Vengono nel seguito analizzati i principali tipi di realizzazione impiantistiche che fanno riferimento ai processi che sono stati precedentemente presi in considerazione.
Impianti di combustione convenzionaleI sistemi di combustione ritenuti convenzionali, pur se adatti ed in linea con le più
moderne tecnologie, sono essenzialmente (nel campo del trattamento dei rifiuti):• I forni a griglia
• I forni a letto fluido • I forni rotanti
Questi sistemi (specie rotanti ed a griglia) sono presenti in tutto il mondo in centinaia di esemplari per questo tipo di applicazione.
Le loro prestazioni e le loro caratteristiche sono ben note ed anche per tale motivazione non sono trattati nella presente relazione.

Forni a griglia

Forni a letto fluido

Forni rotanti

Analisi dei trattamenti termici
Gassificazione e pirolisi
Gassificazione e pirolisi vengono esaminate insieme quanto, come già rilevato, non sempre appare semplice
effettuare una chiara distinzione tra i due processi.
Sono state messe in campo numerose realizzazioni impiantistiche e si osserva una differenziazione per area
geografica nel tipo di diffusione ed in molti casi anche nelle caratteristiche impiantistiche.
Qui di seguito si esamina la situazione in Europa.

Analisi dei trattamenti termici
Processo Ansaldo Aerimpianti:
questo processo è stato realizzato presso l’impianto di Greve in Chianti per una potenzialità di
circa 200 t/g di CDR (PCI 6.000 kj/kg). La gassificazione avviene in due letti fluidi circolanti alla
temperatura di circa 900°C producendo circa 18.000 – 20.000 m3n/h di syngas a PCI 5.000 kj/m3n. Il gas
prodotto viene bruciato direttamente (combustione e post-combustione) con successivo recupero
energetico per produzione di energia elettrica. La conversione dl carbonio è dell’ordine del 95%.

Analisi dei trattamenti termici
Processo KWU Siemens:
tale sistema abbina la pirolisi alla combustione ad alta temperatura ed impiega rifiuto triturato. Il reattore di pirolisi è
costituito da un tamburo rotante operante a temperatura abbastanza bassa (450°C, riscaldato dai gas caldi prodotti dalla combustione di combustibile ausiliario e syngas. I gas in uscita
dal tamburo vengono sottoposti ad un processo di combustione in una camera alimentata con aria, in modo da garantire elevata
conversione del carbonio e basse emissioni di NOx (ricircolo fumi e combustione a stadi). Si ha poi recupero energetico in un
generatore di vapore per la produzione di energia elettrica e/o cogenerazione e successiva depurazione dei fumi. Il residuo
carbonioso di pirolisi, dopo la separazione delle parti grossolane, viene alimentato alla camera di combustione insieme alle ceneri
di caldaia ed alle ceneri volanti di depurazione fumi.

Analisi dei trattamenti termici
Processo Noell:
anche in questo caso si ha una prima fase di pirolisi del rifiuto triturato in un tamburo rotante che opera ad una temperatura di circa 550°C. Il prodotto, che contiene una frazione condensabile ed un residuo solido, viene poi avviato al gassificatore che opera con ossigeno puro ad una pressione di 25 bar. Al gassificatore
viene anche alimentato il residuo solido di pirolisi dopo vagliatura. Dopo la pirolisi si ha un raffreddamento con acqua, con produzione di particolato fine, TAR ed oli, alimentati al
gassificatore. Il syngas uscente dal gassificatore viene poi sottoposto a successivo raffreddamento e depurazione per essere avviato all’utilizzo (come combustibile o come gas di
sintesi, ecc.).

Analisi dei trattamenti termici
Processo Thermoselect:
anche in questo caso si ha una pirolisi ed una successiva gassificazione con ossigeno, senza pretrattamento dei rifiuti. La pirolisi avviene in un canale orizzontale riscaldato dall’esterno. Il rifiuto è compresso fino a 2.000 kg/m3 e produce una frazione
gassosa ed un residuo solido successivamente gassificati con O2 in un reattore verticale a letto fisso con temperature comprese tra
1.200 e 2.000 °C. nel canale di pirolisi riscaldato con i fumi da combustione del gas, si raggiungono temperature della massa in ingresso al reattore dell’ordine di 600°C. il gas prodotto a circa
1.200°C viene raffreddato fino a circa 90 °C con acqua ed avviato successivamente ai trattamenti di depurazione, per poi passare all’utilizzo in motori, ecc. La compressione del rifiuto ne riduce
l’umidità e limita l’apporto di calore necessario.


Analisi dei trattamenti termici
Processo Energos:
in tale processo la gassificazione con aria avviene in una camera di precombustione in cui il rifiuto viene alimentato tramite una
griglia dell’ordine circa del 50% dell’aria stechiometrica. La combustione del gas prodotto avviene in una camera che segue
la zona di gassificazione. Viene utilizzato un forte ricircolo del gas (fino al 30 – 35%) per controllare la temperatura e la formazione
degli ossidi di azoto. Dopo la combustione si ha recupero energetico e trattamento fumi per il controllo delle emissioni. La tecnologia complessiva del gassificatore-combustore è molto
simile a quella dei forni a griglia.In Europa attualmente solo il sistema Energos è operante con
diversi impianti della potenzialità da circa 10.000 a 75.000 t/anno, con risultati ritenuti soddisfacenti sia dal punto di vista dello smaltimento che del recupero energetico e delle emissioni.


Analisi dei trattamenti termici
Sistemi al plasma
Come già accennato in evidenza, i sistemi al plasma sono in grado di trasferire energia al materiale da termo distruggere in funzione della
potenza immessa nelle torce.
Applicazioni anche nel caso di grandi taglie di impianti (dell’ordine delle tonnellate giorno da trattare) sono possibili, ma le potenze da
installare sono molto elevate se si vuole andare oltre un processo di normale gassificazione/pirolisi del rifiuto, per altro ottenibile anche
con altre tecniche meno complesse e dispendiose.
Per altro il plasma è una tecnologia impiegata per specifiche problematiche, quali ad esempio la vetrificazione delle scorie, la
distruzione dei residui pericolosi), dove le limiate portate consentono l’impiego di potenze specifiche molto elevate (kW/kg da trattare) senza
dover installare potenze elettriche estremamente rilevanti.


Analisi dei trattamenti termici
Dissociazione molecolare
Il processo, come già messo in evidenza, ricade tra quelli di tipo pirolitico e/o gassificazione. E’ caratterizzato dalle basse temperature rispetto ad altri tipo di processo e dal fatto di operare in discontinuo. La formazione del gas di sintesi avviene in celle che vengono caricate e poi richiuse e richiede, per iniziare, un
innesco attraverso ad esempio un bruciatore ausiliario.La durata del processo è di circa ventiquattro ore; si può alimentare rifiuto
indifferenziato. Le celle sono modulari ed hanno capacità da 1 a 90 m3. le celle di maggiori dimensioni possono trattare quantitativi di rifiuti dell’ordine di circa 30
t/giorno.Il syngas prodotto, in uscita dalle celle viene sottoposto a trattamento primo
dell’utilizzo. La produzione è discontinua nel caso di un solo modulo, con più moduli la discontinuità si può ridurre.
In base a quanto riportato in letteratura un certo numero di impianti è stato installato specie in zone critiche. Appare problematico effettuare una valutazione
circa le prestazioni impiantistiche e gestionali, in relazione al fatto che non si hanno esperienze dirette nei Paesi e nel contesto europeo. Tenendo conto del tipo di impianto è comunque da ritenere che le problematiche e le prestazioni, almeno
in linea di principio, siano quelle caratteristiche di questi tipi di realizzazioni.


Analisi dei trattamenti termici
Ossicombustione
Da un punto di vista di principio il processo è nato più di quindici anni fa, ma si può che dal punto di vista realizzativo il sistema di
maggior rilevanza va sotto il nome commerciale di Isotherm.E’ stato realizzato un reattore della potenza termica di 5 MWh che ha operato per 4.000 – 5.000 ore prevalentemente con carbone: il reattore opera in pressione(4 -5 bar) ed è caratterizzato, come già
detto, da un forte ricircolo. Questo reattore dimostrativo, che comunque è parte di un impianto completo (boiler, trattamento
emissioni, ecc.), deve essere preliminare alla progettazione di un reattore da 50 MW termici da integrare in un ciclo comprendente
generatore di vapore in pressione, ecc.Pur essendo, in linea di principio, possibile l’impiego nel campo dei rifiuti e di materiali residui, non si hanno specifici riferimenti a
riguardo.

Considerazioni ambientali
Molte delle spinte ad adottare tecnologie non convenzionali nel trattamento dei rifiuti e dei materiali residui derivano dalle necessità, per quanto possibile, di superare le problematiche ambientali che si ritengono connesse con le
tecniche tradizionali.
Conviene a questo proposito premettere che per quanto riguarda le tecnologie attualmente prevalenti di combustione, i sistemi di controllo delle emissioni messi
in campo sono in grado di assicurare emissioni (gassose, liquide e solide) ampiamente inferiori a quelle previste dalle attuali normative, per altro sempre più restrittive. Si potrà obiettare che le normative sono carenti, non sufficientemente restrittive, ecc, ma d’altra parte esse rispondono a quelli che internazionalmente
vengono considerati validi criteri di precauzione e sicurezza.
Ci si deve chiedere se le tecnologie non convenzionali sono in grado di limitare ulteriormente le emissioni come viene spesso riportato e dichiarato
facendo ad esse riferimento. La risposta non è semplice e probabilmente non univoca e definitiva.

Considerazioni ambientali
In relazione ai processi di gassificazione e pirolisi (i più diffusi tra quelli analizzati), è
necessario distinguere il caso in cui si brucia direttamente il syngas da quello in cui il syngas
stesso viene depurato e quindi utilizzato.

Considerazioni ambientali
Nel caso di combustione diretta del syngas si può trarre qualche vantaggio dalla più ampia possibilità di operare una combustione a stadi, ad esempio con un forte ricircolo (per
limitare gli NOx), ed anche di poter limitare, a causa della maggiore facilità di mescolamento, la concentrazione di ossigeno,
in modo da ottenere più facilmente i livelli di temperatura che si ritengono ottimali, ad esempio per limitare la produzione di
microinquinanti.
Tali procedure sono utilizzate ma è da rilevare che anche in tali tipi di impianti sono installate linee di bonifica fumi del tutto
analoghe a quelle dei sistemi tradizionali.

Considerazioni ambientali
Quando si procede alla depurazione del syngas, che è in generale a temperatura abbastanza
elevata, e quindi il trattamento non si presenta semplice, le emissioni sono legate alla composizione finale del combustibile da sottoporre a combustione. In genere è necessario un sistema di trattamento a valle per gli ossidi di azoto, mentre per gli altri tipi di
emissioni è necessario effettuare una specifica valutazione.
Per quanto riguarda i microinquinanti, in particolare di tipo organico, la loro presenza è fortemente legata
all’efficienza della depurazione primaria (del syngas).

Considerazioni ambientali
In generale, però, negli impianti esistenti le problematiche connesse con le
emissioni gassose non si discostano fortemente da quelle dei tradizionali
termovalorizzatori.
Un aspetto interessante è che in questi impianti in molti casi, in relazione alle elevate
temperature disponibili in certe sezioni, si opera la fusione delle ceneri che in generale
vengono ottenute dopo raffreddamento in forma vetrificata.

Conclusioni
Sono state esaminate le differenti alternative ai trattamenti termici convenzionali applicabili ai rifiuti ed in generale ai materiali residui, anche con l’obiettivo di valutare, se queste costituiscono, ed in quale misura, un approccio conveniente al problema
dello smaltimento di tipo termico.
Le tecnologie disponibili sono un numero limitato, ma ognuna presenta in generale diverse possibilità di applicazione, per cui lo spettro complessivo si presenta, almeno
in teoria, abbastanza ampio.
Come si è messo precedentemente in evidenza alcuni sistemi sono stati consolidati, almeno in alcune aree, mentre altri sono allo stato di impianto pilota, ad un livello di
applicazione tale per cui non appare semplice effettuare una valutazione complessiva del processo (tecnico, gestionale, economico, ecc.) che permetta poi un effettivo
confronto.
In conclusione, tenendo conto che il problema dello smaltimento dei rifiuti e dei residui è presente e tende ad aggravarsi, appare del tutto positivo che vengano
poste sul mercato sempre nuove e/o più sofisticate soluzioni, ma è anche necessario rendersi conto che ogni soluzione va convenientemente testata e che inoltre l’apparire di possibili alternative non deve essere un freno ed un
pretesto per non effettuare una scelta.