George Muia The “Turkana Grits”: Potential Hydrocarbon Reservoirs ...
Upload
nellyk-chemCategory
view
601download
14
Unlike a phony cowboy who is all hat with no cattle, a boiler from RENTECH will pass muster.
Each boiler is designed and built to meet its demanding specifications and operate in its unique conditions in a variety of industries, including refining, petro-chemical and power generation. Our quality control system assures you that RENTECH boilers are safe, reliable and efficient.
For a real, genuine, original boiler, you can depend on RENTECH. Honestly.
WWW.RENTECHBOILERS.COM
Select 52 at www.HydrocarbonProcessing.com/RS

JANUARY 2012
HPIMPACT SPECIALREPORT TECHNOLOGY
LNG/GAS PROCESSINGDEVELOPMENTS
Innovative technologiestreat shale gas, improve LNG operations and more
A radically different transport sector
Scaling up renewables
Update on replacinglarge columns in revamps
Are you losing moneywith your controllers?
www.HydrocarbonProcessing.com

Select 55 at www.HydrocarbonProcessing.com/RS

SPECIAL REPORT: LNG/GAS PROCESSING DEVELOPMENTS
41 ViewpointProminent executives and analysts from the natural gas sector share their insights on market trends and future opportunities for gas, including the development of shale gas resources, new liquefied natural gas (LNG) applications, the changing landscape for LNG trade, growth in gas-fired power generation, and more.
45 Overcome challenges in treating shale gasesManipulating process plant parameters helps meet pipeline specificationsR. H. Weiland and N. A. Hatcher
49 Innovative APC boosts LNG train productionAPC application yields significant operability, economic benefitsA. Taylor and S. Jamaludin
55 Apply new enhanced tubes to optimize heat transfer in LNG trainsNew developments for heat exchangers reduce capital and plot size of key equipmentB. Ploix and T. Lang
61 Select optimal schemes for gas processing plantsCareful process evaluation helps meet product requirements and environmental standardsM. Maleki and M. Khorsand Movaghar
65 Improve process control for natural gas heat exchangersDynamic simulation model identifies how to optimize plant controllability and safetyH-M. Lai
Cover The Karratha Gas Plant, located north of Perth, Australia, is one of the world’s most advanced and integrated gas production systems. The facility produces LNG from five trains, domestic gas from two trains, condensate from six trains and LPG from three fractionation units. Photo courtesy of Woodside.
HPIMPACT23 A radically different transport sector by 2050
23 China dominates the nylon engineering plastics market
24 New policies needed to scale up renewable energy
24 Bioplastics demand to exceed 1 million metric tons in 2015
24 Cloudy outlook
COLUMNS11 HPINSIGHT
Global HPI: 90+ years old and still going strong
15 HPIN RELIABILITYDealing with asset management and life extension
19 HPINTEGRATION STRATEGIESInline blending can help process plants cut costs and reduce quality give-away
21 HPIN ASSOCIATIONSMaking safety second nature
90 ENGINEERING CASE HISTORIESCase 66: Fiberglass mixing tank flexing vibration
DEPARTMENTS 9 HPIN BRIEF • 27 HPI 2012 FORECAST • 31 HPIN INNOVATIONS 35 HPIN CONSTRUCTION • 38 HPI CONSTRUCTION BOXSCORE UPDATE 86 HPI MARKETPLACE • 89 ADVERTISER INDEX
ROTATING EQUIPMENT
69 Consider lobe blowers combined with compressorsNew blower meets low-pressure applications cost-effectivelyH. P. Bloch
PROCESS CONTROL DEVELOPMENTS
73 Are you losing money when tuning controllers?Here are 10 rules, if followed, that will result in poor process performanceM. J. King
PROCESS ENGINEERING
79 How to manage vaporization in an analytical systemWhen done properly, this process ensures that all compounds vaporize at the same time, preserving the sample’s compositionD. Nordstrom and T. Waters
ENGINEERING AND DESIGN DEVELOPMENTS
83 Case history: Replacement of existing pressure vesselInstalling new equipment involves more processes to ensure safety and to meet new codesD. Fearn and J. McKay
www.HydrocarbonProcessing.com
JANUARY 2012 • VOL. 91 NO. 1

years $539, digital format one year $199. Airmail rate outside North America $175 additional a year. Single copies $25, prepaid.
Because Hydrocarbon Processing is edited specifically to be of greatest value to people working in this specialized business, subscriptions are restricted to those engaged in the hydrocarbon processing industry, or service and supply company personnel connected thereto.
Hydrocarbon Processing is indexed by Applied Science & Tech nology Index, by Chemical Abstracts and by Engineering Index Inc. Microfilm copies available through University Microfilms, International, Ann Arbor, Mich. The full text of Hydrocarbon Processing is also available in electronic versions of the Business Periodicals Index.
ARTICLE REPRINTSIf you would like to have a recent article reprinted for an upcoming con-ference or for use as a marketing tool, contact Foster Printing Company for a price quote. Articles are reprinted on quality stock with advertise-ments removed; options are available for covers and turnaround times. Our minimum order is a quantity of 100.
For more information about article reprints, call Rhonda Brown with Foster Printing Company at +1 (866) 879-9144 ext 194 or e-mail [email protected].
HYDROCARBON PROCESSING (ISSN 0018-8190) is published monthly by Gulf Publishing Company, 2 Greenway Plaza, Suite 1020, Houston, Texas 77046. Periodicals postage paid at Houston, Texas, and at additional mailing office. POSTMASTER: Send address changes to Hydrocarbon Processing, P.O. Box 2608, Houston, Texas 77252.
Copyright © 2012 by Gulf Publishing Co. All rights reserved.
Permission is granted by the copyright owner to libraries and others registered with the Copyright Clearance Center (CCC) to photocopy any articles herein for the base fee of $3 per copy per page. Payment should be sent directly to the CCC, 21 Congress St., Salem, Mass. 01970. Copying for other than personal or internal reference use without express permission is prohibited. Requests for special permission or bulk orders should be addressed to the Editor. ISSN 0018-8190/01.
www.HydrocarbonProcessing.com
GULF PUBLISHING COMPANYJohn Royall, President/CEORon Higgins, Vice President
Bill Wageneck, Vice PresidentPamela Harvey, Business Finance Manager
Part of Euromoney Institutional Investor PLC.
Other energy group titles include:World Oil®
Petroleum EconomistPublication Agreement Number 40034765
Printed in U.S.A
Houston Office: 2 Greenway Plaza, Suite 1020, Houston, Texas 77046 USAMailing Address: P. O. Box 2608, Houston, Texas 77252-2608 USAPhone: +1 (713) 529-4301 Fax: +1 (713) 520-4433E-mail: [email protected] www.HydrocarbonProcessing.com
Publisher Bill Wageneck [email protected]
EDITORIAL Editor Stephany RomanowReliability/Equipment Editor Heinz P. BlochProcess Editor Adrienne BlumeTechnical Editor Billy ThinnesOnline Editor Ben DuBoseAssociate Editor Helen MecheContributing Editor Loraine A. HuchlerContributing Editor William M. GobleContributing Editor Y. Zak FriedmanContributing Editor ARC Advisory Group
MAGAZINE PRODUCTIONDirector—Production and Operations Sheryl StoneManager— Editorial Production Angela BatheArtist/Illustrator David WeeksManager—Advertising Production Cheryl Willis
ADVERTISING SALESSee Sales Offices page 88.
CIRCULATION +1 (713) 520-4440Director—Circulation Suzanne McGeheeE-mail [email protected]
SUBSCRIPTIONSSubscription price (includes both print and digital versions): United States and Canada, one year $199, two years $359, three years $469. Outside USA and Canada, one year $239, two years $419, three
www.HydrocarbonProcessing.com
Mission CriticalEquipment
chart-ec.com
Air Cooled Heat Exchangers, Cold Boxes, and Brazed Aluminum Heat Exchangers for the gas processing industry.
4 I JANUARY 2012 HydrocarbonProcessing.com
Select 151 at www.HydrocarbonProcessing.com/RS

Select 93 at www.HydrocarbonProcessing.com/RS


Select 83 at www.HydrocarbonProcessing.com/RS

Why wait 10, 15 or 20 weeks for your delivery! Ask AMISTCO® Separation Products about our Fast Track delivery for trays and a complete range of tower internals. With complete in-house engineering and fabrication, we can use your existing drawings or modify them to improve your process.
Trays (numerous options)Sieve or perforated
Bubble cap traysCartridge trays
Valve
A Member of Fractionation Research, Inc.
®
MIST ELIMINATORS
DISTRIBUTORS & SUPPORTS COALESCERS STRUCTURED PACKING
RANDOM PACKING WEDGE WIRE SCREEN
Select 60 at www.HydrocarbonProcessing.com/RS

HPIN BRIEFBILLY THINNES, TECHNICAL EDITOR
HYDROCARBON PROCESSING JANUARY 2012 I 9
A group of physicists and engineers in Berkeley, California, have devel-oped a new safety system to moni-tor and prevent pipeline ruptures by using magnetic-resonance imaging (MRI) medical technology to remotely monitor the structural integrity of metal pipelines.
The new technology would help prevent failures such as the PG&E pipe-line incident in San Bruno, California, as well as other leaks, explosions and disruptions, according to the scientists at 4D Imaging, the Berkeley company that invented and patented the MRI-based pipeline-monitoring system.
The system transmits the status of a pipeline to the Internet and gives pipeline operators a real-time picture of the health of the pipeline, check-ing for fractures at welds or support systems and corrosion failure.
After installation of the MRI moni-toring system, the status of the pipe-line can be visualized via the Internet. The monitoring is constant, and any change in the mechanical health of the pipeline is measured and transmit-ted immediately to operating officers and pipeline managers.
The MRI system can be installed on any pipeline. It works by wrapping the pipe in wire coils, which accomplishes two things: First, one set of coils is electrified, which magnetizes the steel pipe (over 90% of the world’s pipe-lines are steel). Next, a second set of coils detects the magnetic field being given off by the now magnetized pipe. Conveniently, when steel corrodes and degrades, it becomes less magnetic, so variations in the pipes’ magnetism rep-resent areas that may have corroded or become compromised.
If the level of corrosion exceeds 0.008 of the pipe, the system will issue a warning that the area of pipe has become compromised. The pipe’s temperature is also measured, both to account for changes in magnetism unrelated to corrosion and to keep track of heat or cold stresses.
The coils electrify and record their data one at a time in sequence along the length of the pipeline. It takes the system about three seconds to thor-oughly test a segment of pipe. HP
US refiner Sunoco is indefinitely idling the main processing units at its refinery in Marcus Hook, Pennsylvania, citing deteriorating refining market condi-tions. The company said it now expects to begin idling the Marcus Hook facility immediately while it continues to seek a buyer and also pursues options with third par-ties for alternate uses of the facility. Sunoco said it also intends to increase the capacity utilization rate of its Philadelphia refinery and will continue to operate the refinery as long as market conditions warrant. However, if a suitable sales transaction cannot be implemented, the company intends to permanently idle the main processing units at the Philadelphia refinery no later than July 2012.
Chevron Phillips Chemical has successfully completed the acquisition of a polyalphaolefin (PAO) plant in Beringen, Belgium, from Neste Oil. A company spokesperson said the deal will help the company better service the growing demand for PAOs that are used in high performance lubricants and other applications. The agreement was first announced in September.
Honeywell’s UOP plans to expand its portfolio of natural gas treatment technologies through an exclusive marketing alliance with the Netherlands-based Twister B.V. UOP will now offer the Twister supersonic gas separation technology, which is used to remove water and heavy hydrocarbons present in natural gas when it comes out of the ground. The technology expands UOP’s current suite of natural gas processing technolo-gies and equipment that remove impurities such as water, carbon dioxide, sulfur com-pounds and mercury from natural gas streams, and that separate and recover natural gas liquids. UOP has also acquired a minority position in Twister B.V., the company said.
OriginOil has announced the funding of a new research agreement with the US Department of Energy’s Idaho National Laboratory (INL). Under the agreement, OriginOil and INL will collaborate with a goal toward establishing industry standards for algal biomass, a critical step toward making algal biofuels a competi-tive alternative to petroleum. Under the terms of the new Cooperative Research and Development Agreement (CRADA), OriginOil will provide INL with its extraction technology, and contribute its knowledge of how to stimulate oil production and pre-treat for consistent extraction of the algae and its co-products.
Plains All American Pipeline is converting an existing Oklahoma liquefied petroleum gas (LPG) pipeline into crude oil service. The pipeline, which extends from Medford, Oklahoma, to PAA’s crude oil terminal facility in Cushing, Oklahoma, will provide an initial crude oil throughput capacity of 12,000 bpd by January 2012 and will be expanded to 25,000 bpd by July 2012.
The oil and gas division of GE will supply advanced combustion technology to reduce gas turbine emissions at the Qatargas 1 utility complex in Qatar. The technology is being installed in order to meet new regulations from the Qatari Ministry of Environment. GE will provide a combustion system designed to achieve low emissions levels of 25 parts per million (ppm) for nitrogen oxide. The system will be used to upgrade six gas turbines that are providing the power for three onshore LNG trains at the Qatargas 1 site.
Investment in high-voltage transmission (greater than 345 kilovolts) in the US is expected to top $41 billion over the next 10 years with more than 40% of it being made in just the first three years, according to a new IHS study. Growing power demand, increasingly rigorous reliability standards and the ongoing drive to integrate larger amounts of renewables into the power mix are among the major factors driving transmission investment, the study finds. HP
■ Pipeline imaging

low rare earth loves high performanceBASF’s Rare Earth ALternative (REAL) solutions target the needs
of today’s Fluid Catalytic Cracking (FCC) catalyst market.
Through a world-class combination of technology, technical
service, procurement expertise, and investments in manufacturing
and R&D, BASF delivers performance and value to customers
looking for options to reduce rare earth costs.
At BASF, we create chemistry.
Realize the value of BASF innovation.
Visit www.catalysts.basf.com/real
Select 96 at www.HydrocarbonProcessing.com/RS

HPINSIGHT
HYDROCARBON PROCESSING JANUARY 2012 I 11
Global HPI: 90+ years old and still going strongIn 2012, Hydrocarbon Processing (HP) will celebrate its 90th anni-
versary as a publication for the professionals involved in the daily activities of the global hydrocarbon processing industry (HPI). Much has changed since the first edition of The Refiner and Natural Gasoline Manufacturer—the forerunner of HP—in September 1922. And, yet, so many factors continue to remain the same. This early publication was designed by its founders to serve the HPI. In the first issue, the publisher, Ray L. Dudley wrote, “The Refiner and Natural Gasoline Manufacturer will bring to its readers. . . new data on refinery meth-ods, written by men who are in a position to write with authority.”
In our 90th year of service to the global HPI, HP’s same mis-sion statement and goals still stand. Our feature editorial content continues to be authored by professional men and women actively working in the HPI. Going forward in 2012, our mission will be to provide data on new methods for the global refining and trans-portation fuels manufacturing industries. In addition, our focus includes the new HPI sectors that grew over the past 90 years. Of course, this includes the massive petrochemical and the natural gas/liquefied natural gas (LNG) industries. Both segments grew from the newly discovered innovations and in response to changing demands by the HPI and society.
The beginning. When did the modern HPI actually begin? There are several dates, depending on which part of the HPI that you focus on. In the case of crude oil and natural gas, the begin-ning goes back to the mid-1800s. In that century, technology and opportunity were linking up. Crude oil had been around for years, but it had no real value until innovative inventors discovered how to pull the middle fraction (kerosine) from crude oil. At the same time, the “bottom-of-the-barrel” was distilled and stabilized with sulfur to produce asphalt. With asphalt, cities could top-pave streets to han-dle the newest transportation form—the automobile. Quick note: In the late 1890s in the US, there were more electric automobiles (EVs) than gasoline powered vehicles. EVs developed by Thomas Edison initially outnumbered the internal-combustion engine units.
Mobilization of society. Cost was a factor in owning a pri-vate car at that time. Early automobiles were very expensive, and only the truly wealthy could afford such a luxury. And then a clever solution arose to meet society’s needs. In this case, a bright, young engineer working for and mentored by Thomas Edison, Henry Ford had his own vision for personal transportation. This keenly bright engineer later discovered the modern assembly line to mass produce his gasoline-powered vehicle. The ability to mass produce quality vehicles dramatically cut entry ownership costs. And soon, more people were more mobile, and commerce grew with an increasingly easy flow of goods, materials and manpower to further build manufacturing capacity and capability.
Revolutionary changes. Hydrocarbon-based energy (crude oil, coal and natural gas) is the lubricant that drives domestic and global economies. Hydrocarbons will remain the primary energy sources for the next 35 years.
History has shaped the HPI. Likewise, the HPI has changed the course of history for the global economy. “The more things change, the more they remain the same.” Change is a constant part of the HPI. Hard work and innovation often supply the solutions to the rising needs of society. The modern HPI grew out from the constant demands by the modern societies of the 1900s, and it still continues as developing nations improve the standard of living for their citizens.
In 2012, HP will look back and share from our archives many of the major breakthroughs in processing technologies along with catalyst, equipment, instrumentation, analytical and automation developments that have revolutionized the global HPI.
HPI headlines from Hydrocarbon Processing, January 2002:China gains official entry into World Trade Organization (WTO). On Dec. 11, 2001, China became the WTO’s 143rd member. As a result, China has agreed to open and liberalize its regime, offering a more predictable environment for trade and foreign investment. In 2000, China was the world’s seventh lead-ing exporter and eighth largest importer of merchandise trade. For commercial services, China was the 12th leading exporter and 10th largest importer, according to the WTO.
Natural gas supplies in US are up; pricing continues downward trend. The Department of Energy analysis of the natural gas (NG) market indicates that prices should continue to decline through next year and that supplies are to increase. NG prices are expected to decline from $4.09/thousand cubic feet (Mcf) in 2001 to $1.96/Mcf in 2002, while supplies should increase from 22.45 Tcf in 2001
Giant cokers at the Great Canadian Oil Sands Ltd. plant near Fort McMurray, Alberta, Canada, will upgrade bitumen into a variety of hydrocarbon products. They will also produce about 2,800 tpd of coke to supply fuel to the power plant. Each of the six drums is 94 ft tall and 26 ft in diameter. Photo courtesy of Sun Oil Co., September 1967.

HPINSIGHT
12 I JANUARY 2012 HydrocarbonProcessing.com
to 23.53 Tcf in 2002. Mild weather, additional drilling and a slow-ing economy have reduced NG consumption.
Study ‘sorts through’ oxygenate issues. Whatever environmental benefits the oxygenate requirement in the US had in the early 1990s, they have since “weakened considerably” as a more decisive role is played by improved auto emissions technology. Over the past two driving seasons supply problems, especially for reformu-lated gasoline (RFG), have had major impact on prices. MTBE and ethanol are the most widely used oxygenates. Together they make up 5% of the gasoline barrel, with MTBE volumes nearly three times those of ethanol.
HPI headlines from Hydrocarbon Processing, January 1992:The European Energy Charter is signed in The Netherlands by 40 nations including the US, Japan, European Community member countries and the USSR’s successor, the Commonwealth of Independent States (CIS). Parties agree to keep their energy accessible to foreign investment and to encourage technology transfer to states that don’t have current equipment and knowledge.
OPEC will export 25.5 million bpd of crude in first-quarter 1992, the International Energy Agency forecasts. Production is now at 25 MMbpd and is expected to remain the same for a few
months. A diplomatic stalemate in the Iraq/UN negotiations continues, along with instability in the Commonwealth of Inde-pendent States. World oil markets could maintain their strength through the first quarter. It is uncertain whether OPEC can main-tain its $21/bbl target price in the second quarter.
Very tough gasoline reformulation standards are on the way for California. Cited as the toughest in the world, the California regs will greatly alter eight motor gasoline chemical and physical param-eters: Rvp, oxygenates, aromatics, olefins, sulfur, benzene and two distillation ranges. Regs will take effect by March 1, 1996. Total esti-mated capital outlay by California refiners is $2 billion to $5 billion.
HPI headlines from Hydrocarbon Processing, January 1982:Energy independence for US is within reach, says Houston oilman, George Mitchell. “Within 10 to 15 years, the US can be 90% energy self sufficient,” says Mitchell who focuses on the “underestimated” oil/gas reserves—especially gas, which, in tight formations alone, may hit 500 Tcf.
Energy R&D and demonstration urgently needed according to new IEA report. The International Energy Agency’s latest study calls for more R&D to develop new technology choices to deliver more energy in the 1990s. Vulnerability of national economies to oil price increases, supply cutoffs, unsteady foreign exchange rates, inflation and unemployment are having impacts on R&D investments in IEA countries.
HPI headlines from Hydrocarbon Processing, January 1972:Worldwide plastics boom seen continuing. All market signs show 1971 to be a record-breaking year for the US plastics indus-try. In 1970, US plastics production reached 18.7 billion lb. Major markets for plastic include construction, packaging, trans-portation, appliance and furniture industries. During the past decade, plastics experienced a 300% production increase with a 30% annual average increase. Global plastic (exclusive of Com-munist Asia) increased from 17.3 billion lb in 1960/1962 to 58.4 billion lb in 1969 and is projected to reach 220 billion lb by 1980. Increasing global gross national product support this growth along with new and broader dissemination of plastic technologies.
US had about as many engineering grads in 1971 as in 1970. Just over 43,000 bachelor’s degrees were awarded in 1971. Of these, 8,966 were MEs, and 3,626 were ChEs.
US refining capacity up 4% in 1971. Daily operating capacity of US refineries, as of Sept. 30, 1971, has risen to 13.1 million bpd, an increase of 529, 944 bpd. West Coast refineries increased capacity by 53,091 bpd and East Coast refineries increased capacity by 72,800 bpd. Texas Gulf Coast refineries increased thruput by 284,915 bpd, and the Louisiana Gulf Coast increased capacity by 149, 200 bpd.
Toray Industries Inc. has completed a xylene isomerization system at the Kawasaki, Japan, plant. The unit uses the Toray’s Isolene process and brings the firm’s total paraxylene production capacity to 90,000 tpy.
To see the headlines from 1962 to 1922, visit HydrocarbonProcessing.com.
The “granddaddy” of reactors—more than 100 ft long and weighing 600 tons—was fabricated by Chicago Bridge & Iron at its Birmingham, Alabama, facility. Construction specialists of Fluor Corp., Ltd., will install the high-pressure reactor as part of an expansion program for Standard Oil Co’s (Ohio) Toledo, Ohio refinery. This vessel is the heaviest piece of equipment ever shipped by rail. Photo courtesy Fluor Corp., October 1965.
Construction at Standard Oil’s Lima refinery includes a new cat cracker with an updated regenerator. The project includes new demethanizer, debutanizer and depropanizer columns that make-up the gasoline recovery plant. Photo courtesy of Standard Oil Co., June 1949.

CB&I has worked in more than 100 countries around the world, on all seven continents. We have the global experience and local knowledge to safely deliver superior results in all kinds of environments. From concept to completion, CB&I gets the job done.
On Time. On Budget.On Any Continent.
www.CBI.com
Select 58 at www.HydrocarbonProcessing.com/RS

Good night.Rest easy, your operation is running smoothly, efficiently, safely.That’s because you manage your operation successfully, without the worry of persistentlubrication issues that divert attention away from the core business. You turned to Total Lubrication ManagementSM from Colfax. They gave you the on-site team of specialists, the long-term commitment, the customized program of products, services and expertise, the sustainable, continuous improvement to take one heavy load off your shoulders. Dedicated to keep you Up and Running, so that you have many more good nights. And good days too.
Colfax Total Lubrication Management...Up and Running
Colfax is a registered trademark and Total Lubrication is a service mark of Colfax Corporation. ©2012 Colfax Corporation. All rights reserved.
Select 86 at www.HydrocarbonProcessing.com/RS

HEINZ P. BLOCH, RELIABILITY/EQUIPMENT EDITOR
HPIN RELIABILITY
HYDROCARBON PROCESSING JANUARY 2012 I 15
The business manager for an asset management solutions (AMS) firm in the Middle East faced a big task. He had been asked to execute a major project for an oil and gas producer and wanted to have his questions answered on remaining rotating equipment life at existing client sites. The manager’s charge was to analyze large oil and gas plants that had been operating for far more than 25 years, although they were originally designed for 20 to 25 years only.
The aim of his AMS firm was to secure the future of the client’s assets for another 20 years. The AMS manager had to determine what the client needed to do to stay in business for another 20 years without undue risk of production loss and without jeopardizing the high level of safety the company had achieved for its human and physical assets.
Before meeting with the manager and his staff, we had to set the stage for a productive week of meetings. Once we agreed that his firm’s charter was to quantify the remaining life of the client’s turbines, compressors, pump and other equipment, the deliverables for a reliability consultant had to be delineated. The consultant defined his work effort to explaining key parameters and spelling out what the formula or approach would be for calculating the remaining life of each rotating machine.
Plant data are the key ingredients. We believe that the key ingredients of any useful endeavor when determining the remaining life of machinery is hidden in the client plant’s own past failure history. Where such history exists and the root causes for the failures have been analyzed, authoritative answers on remaining life are possible. Conversely, when these data are lacking, applicable data from others would have to be substituted.
Regarding stationary equipment and piping, corrosion data should be available from coupons or from nondestructive test-ing readings. If no such test data are available from a particular facility, the AMS firm was advised to use third-party surveys and look at corrosion rates experienced in comparable indus-tries and under comparable or scaleable conditions. This effort takes time and money.
Because our specialty is rotating machinery, we wanted to look first at process pumps. In the HPI, these simple machines suffer many thousands of unexplained repeat failures every year. We outlined to the AMS to focus on the pumps, audit the plant’s own failure history and past repair data first. To the maximum extent possible, plant data and pump configurations must be compared against upgrade measures taken by success-ful “best-of-class” organizations. Advanced lube application strategies are used by best-of-class facilities. These strategies must enter into the comparison, as will the extension of oil-replacement intervals made possible by better lubricants and superior bearing housing protection measures.
Mechanical seal life must be assessed and compared against best-available sealing technologies. This requires a liaison with the most competent mechanical seal suppliers. It requires the seal supplier’s active cooperation and divulgence of what some claim (without real good justification) to represent proprietary information. For instance, the extent to which superior dual-sealing technology is of value must be determined on a service-by-service or even pump-by-pump basis.
In like fashion, the extent to which superior bearings (ceramic hybrids) would lengthen pump life or avoid bearing failures must be determined on a pump-by-pump basis. Lubricant appli-cation and standby bearing preservation are especially important in humid coastal and tropical environments, as well as in desert climates. Oil-mist lubrication extends the life of general-purpose machinery, and the AMS should consider it.
Piping and foundations affect remaining life. Then there is the issue of piping for all machinery types. Just as resi-dential sidewalks and the walls of houses move and settle, pipe supports and equipment foundations will settle. The effect of such settling on pipe connections and equipment nozzles can be visualized and must certainly be considered. Examining the grout support under base plates will be quite revealing.
Whenever steam turbines are used, blade stresses and water quality at the client site must be compared to those in successful long-running installations elsewhere.1 This is a time-consuming endeavor that requires an investigator’s time; mere guessing will not suffice. Of course, if a comparable experience exists else-where, the investigative effort may take less time.
In the case of geared units, remaining gear life must be exam-ined by calculating tooth loading (stresses on tooth face) and from temperature measurements. In all instances, synthetic lubes from experienced oil formulators will greatly extend gear life. The right oil additives are needed for life extensions. They drive maintenance cost and affect gear life; oil cleanliness ranks next on the investigator’s priority list. Certain warehouse spares (gears, electric motors, etc.) should be upgraded, if important.
Dealing with asset management and life extension
Fluorosint balancepiston seal
Holder
Flow
Bleed tapbehind seal
A compressor abradable seal detail.2FIG. 1

HPIN RELIABILITY
16 I JANUARY 2012 HydrocarbonProcessing.com
Upgrading spares is likely to speed up equipment recommission-ing after an unanticipated future shutdown.
Reciprocating compressor upgrades. Since 1980, reciprocating compressors have benefitted from upgraded pis-ton-rod coatings, improved rod attachments, effective onstream monitoring, more efficient valves, superior cylinder lubricants, improved volume control and a host of other add-ons or modi-fications. They are mentioned here because they serve as a model for questions raised and answers sought.
The key to knowing about these improvements lies in keep-ing track of the materials and appurtenances that were originally provided by the equipment manufacturer and to then ask what would be included if such equipment were delivered today. Once that question is answered, a cost-justification calculation will indicate if upgrading is appropriate. Needless to say, if the asset owners do not know the details of their machine, then the answers are more difficult to generate. As usual, data are impor-tant; without data, proper asset management will prove elusive.
Compressors: All of the above are important! For compressors, one looks at all of the above discussed equipment. Valve technology and piston velocity are important comparison-worthy parameters on reciprocating compressors. On-stream performance tracking and observation of prior sealing experi-ence are important for centrifugal and axial compressors. This performance tracking and a review of the client’s present seal-ing technology determine seal-system upgrade potential. Even
the compressor-internal seal materials must be examined in detail (Fig. 1) and judgments made as to their failure potential. Couplings and the work procedures associated with attaching couplings to shafts should not be overlooked; neither should shaft alignment quality and philosophy. They all tell a lot about the remaining equipment life and failure risk.
Whether a facility ultimately receives guidance from an estab-lished expert or whether an AMS puts its trust in someone else with similar experience is of no consequence, so long as the expert working for the AMS:
1) Authoritatively spells out recommended measures2) Thoroughly explains recommended upgrade steps3) Identifies recommended vendors that should do the
upgrading4) Defines the deliverables that should be contractually
agreed on between upgrade the provider and the client. HP
LITERATURE CITED 1 Bloch, H. P. and M. P. Singh, Steam Turbines: Design, Applications and
Re-Rating, 2nd Ed., McGraw-Hill, New York, New York, 2009. 2 Quance, S., “Using plastic seals to improve compressor performance,”
Turbomachinery International, January/February 1997.
HERMETIC-Pumpen [email protected] · www.hermetic-pumpen.com
Today’s Application: LNG-PROCESSING, HANDLING AND STORAGE
HERMETIC design features
100 % leakage free
Low life-cycle-costs
Low noise level
High reliability
Customized design – adapted to your process requirements
Customer‘s technical specifi cation
Capacity: 120 m³/h
Head: 1400 m
Pressure rating: PN 100
Motor power: 370 kW
H E R M E T I C A L L Y S E A L E D C E N T R I F U G A L P U M P S
HERMETIC-Pump Type CAMTV 52/6+6
The author is Hydrocarbon Processing’s Reliability/Equipment Editor. A practic-ing consulting engineer with 50 years of applicable experience, he advises process plants worldwide on failure analysis, reliability improvement and maintenance cost-avoidance topics.
Select 152 at www.HydrocarbonProcessing.com/RS

RELIABLE SWISS QUALITY
API 618Rod load up to 1'500 kN/335'000 IbsPower up to 31'000 kW/42'100 HP
FULL RANGE:
YOU GET MORE THAN JUST A PROCESS GAS COMPRESSOR
Lubricated up to 1'000 bar, non-lubricated up to 300 bar
For highest availability: We recom-mend our own designed, in-house engineered compressor valves and key compressor components
Designed for easy maintenance
We are the competent partner with the full range of services – worldwide
→ www.recip.com/api618
Rod load up to 1'500 kN/335'000 IbsPower up to 31'000 kW/42'100 HP
FULL RANGE:
YOU GET MORE THAN JUST APROCESS GAS COMPRESSOR
For highest availability: We recom-mend our own designed, in-houseengineered compressor valves and
Designed for easy maintenance
We are the competent partner with the full range of services
YOUR BENEFIT: LOWEST LIFE CYCLE COSTS
Select 79 at www.HydrocarbonProcessing.com/RS

Selas FluidSubsidiary of The Linde Group
www.linde-engineering.comsales@selas uid.com
Headquarters: Five Sentry Parkway East • Blue Bell, PA 19422 USA • Tel: 610-832-8797 • Fax: 610-834-0473Texas Of ce: 16225 Park Ten Place • Suite 250 • Houston, TX 77084 USA • Tel: 281-717-9090 • Fax: 281-717-9091
Linde has built a history of proven results with over 250 synthesis gas plants and 2,800 air separation plants installed worldwide. As a world class supplier of synthesis gas and air separation plants, Linde Engineering and its subsidiary, Selas Fluid, provide single source responsibility for engineering, procurement and construction of complete synthesis gas and air separation plants.
Synthesis Gas Plants:HydrogenCarbon monoxideH2/CO synthesis gasAmmoniaMethanol Synthetic natural gas
••••••
Cryogenic Plants - standard or custom designed:
NitrogenOxygenArgon
•••
Results
Select 73 at www.HydrocarbonProcessing.com/RS

HPINTEGRATION STRATEGIES
HYDROCARBON PROCESSING JANUARY 2012 I 19
KEVIN CRISAFULLI, CONTRIBUTING EDITOR
In a traditional batch-blending process, the final product com-position is created by combining different intermediate products (held in storage tanks) in a blend tank. The objective is to create final products that meet customer specifications. However, in many process manufacturing applications, tankless, inline blend-ing may provide a better solution, particularly in grassroots process plants or for expansion projects in existing plants.
Inline blending involves continuous mixing of two or more intermediate products using flowmeters and control valves, to obtain a final product of strictly defined proportions. In theory, inline blending could enable process plants to save money by reducing the blend time, the need for excessive storage capacities and mix tanks, maintenance manpower and costly quality give-away. Although not as well-established as batch blending, inline blending has also been around for years.
Blending systems. There are two basic types of inline blend-ing systems: controlled-rate and flow-responsive systems. In con-trolled-rate systems, the flowrate is set by a blend controller and either manually or automatically controlled. The flowrate of the feed streams is maintained as the desired ratio of the component in the end product. Flow-responsive systems utilize the main feed stream as a constant to which all other intermediate stocks are blended at the desired ratios.
Product and process optimization. Blending involves numerous issues. What finished products are presently in demand by the market? What intermediate stocks and additives are required to make those finished products, and are they available? And, of course, which product will net the biggest profit? This represents a challenging optimization problem; it requires close coordination between marketing and operations groups.
Inline blending can help simplify this problem to a certain degree. Rather than holding several intermediate products in stor-age tanks where they are blended one at a time in a mixing tank, analyzed, re-blended (as needed), touched up and reanalyzed prior to delivery to the customer, inline blending allows the product to be analyzed continuously as it is being blended (enabling corrections to be made online as needed) and loaded directly to a truck, rail or tanker ship for delivery to the customer.
To achieve this, an inline blending system is typically comprised of two or more feed streams, each fitted with a strainer, flowmeter and control valve. As the feed streams are combined, the turbulence cre-ated is generally not enough to mix the components properly, often requiring an inline mixer to be utilized in the process. Once the inter-mediate products have been blended, an inline analyzer with a set trim point (such as density or viscosity) ensures that the final product meets minimum quality specifications. The analyzer and blend con-troller monitor the flow, ratio and trim of each stream continuously. Some inline blending unit suppliers also provide sampling features that take samples at set intervals throughout the blending process.
By reducing the need for mixing tanks, inline final product blending eliminates a time-consuming step to the process and can help reduce capital costs for the tanks themselves and labor costs associated with maintaining the tanks. Inline blending can also help increase flexibility and enable products to be blended on demand, rather than being stored onsite in anticipation of delivery.
Reduced quality giveaway. In addition to reducing the time of the blend process and eliminating the need for separate blend tanks, inline blending also greatly reduces the risk of quality giveaway. As the intermediate products are combined at predeter-mined ratios and flowrates, and continuously analyzed through-out the process, production of a final product that over-conforms to the specifications of the desired product is minimized.
Typically, when batch blending, operators are overly cautious with their blends to ensure that their final product meets the customers’ product specifications. This can result in costly quality giveaway. When performed properly, inline blending allows the plant to tighten its control on the blending process and to more closely match the required specifications.
To account and compensate for stratification, tank heel or other process disturbances that may cause stream starvation, a trim strategy can be applied to help further ensure the product quality. A trim strategy throughout the process reduces variance in product quality, enhances product homogeneity and helps produce products as close to the desired specifications as possible. A trim strategy is a crucial aspect of the process, since it can help eliminate the need for re-blending or “touching up” the product after the fact. HP
The author has over 10 years’ experience in software and manufacturing industries. He joined ARC in 2006 and holds a BS degree in marketing from Nichols College.
Inline blending can help process plants cut costs and reduce quality give-away
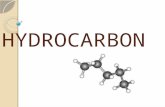
Componenttank farm
Pumps
Meters
Control valves
Blend header
Blendedproduct
Typical inline blending system. Source: Jiskoot Quality Systems.
FIG. 1

BETE Fog Nozzle,Inc.
BETE Fog Nozzle,Inc.
BETE Fog Nozzle, Inc.50 Greenfield St.Greenfield, MA 01301T (413) 772-0846F (413) 772-6729www.bete.com
• 3D design, modeling, and measurement tools to create customized nozzle solutions
• State-of-the-art spray laboratory to verify performance and supply detailed test results
• Investment casting foundry for complete quality control and fast delivery
• Specialized fabrication and welding expertise for multi-component assemblies
IN-HOUSE CAPABILITIES
Let our experience provideyou with a successful spraying solution.
www.bete.com
PERFORMANCE THROUGH ENGINEERING
PERFORMANCE THROUGH ENGINEERING
Drop-in Spray Lances from BETECustom spray lances, quills, and injectors BETE provides drop-in solutions
in the form of custom spray
lances, quills,
and injectors.
Why endure
the time and hassle to source pipe,
flanges, nozzles, and fittings separately
and then coordinate fabrication and testing
of the assembly when you can have BETE
do it all for you?
BETE offers free brochure on nozzles for fire protectionGet’em while they’re hot!A color brochure on
BETE’s high-performance
nozzles, used in dust
explosion protection
for industrial/commercial
installations, petroleum
storage and transfer
stations, LNG tanks and on offshore
drilling and production platforms, is
now available.
MaxiPass™ (MP) Nozzles from BETEThe ultimate in clog-resistance with the largest free passage available in a full cone nozzleTwo unique s-shaped
internal vanes allow
free passage of
particles equal to the
orifice size, making
the MP perfect for
handling dirty, lumpy liquids. Pattern
uniformity is exceptional, providing an even
distribution throughout. Reliable spray under
difficult conditions. Low flow model
available.
Scrubbing
Quenching
Injection
Washing
BETE’s MaxiPass gas scrubbing nozzle
BETE. Your powerful partner for spray nozzle solutions.
MaxiFan™ nozzles from BETE Provide FCCU feed injection and gas coolingSpray Characteristics:
• Uniform flat fan pattern for
improved oil to catalyst contact
• Provides good atomization
at low pressure drop
• Two-phase
atomization allows a wide range of flow
rates to accommodate design, turndown
and maximum feed conditions
DUR O LOK® couplings from BETEfor small spaces and ease ofmaintenance.Designed to reducemaintenance, materials costs, andspace requirementsfor pipe racks.BETE’s DUR O LOK®
couplings are all-purpose, lightweight
connectors designed to replace standard
ANSI flanges and meet the following codes:
• ASME Boiler and Pressure Vessel Code,
Section VIII
• ASME B31.1, Code for Pressure Piping
• ASME B31.3, Code for Process Piping
Select 98 at www.HydrocarbonProcessing.com/RS

HPIN ASSOCIATIONSBILLY THINNES, TECHNICAL EDITOR
HYDROCARBON PROCESSING JANUARY 2012 I 21
Most folks don’t know it, but the epi-center for high-level downstream refin-ing safety discussions during late October was in the land where the Aggie roams freely. That would, of course, be College Station, Texas, where Texas A&M’s Mary Kay O’Connor Process Safety Center hosted its annual international sympo-sium on safety.
The keynote speaker for the event was former Congressman Lee Hamilton (D-IN), an expert voice on international affairs respected by folks across the ideo-logical spectrum for his common sense approach to governance and true concern for the betterment of the US. Mr. Hamil-ton currently serves as the co-chair of the US Department of Energy’s Blue Ribbon Commission on America’s Nuclear Future.
The MC. The master of ceremonies for the symposium and a man who could be seen anywhere and everywhere through-out the three day event, ever-so-busy and yet ever-so-happy to stop and speak with any individual (and there were many) who wished to speak with him, was Dr. Sam Mannan, the director of the university’s process safety center. In a touching event on the last day of the conference, one of Dr. Mannan’s professor colleagues from Poland gave a hastily scheduled speech in which he extolled Dr. Mannan’s con-tributions to the field of industrial safety studies. A clearly touched Dr. Mannan thanked his friend and colleague for the recognition, and then Dr. Mannan was unable to speak any further, because the overwhelming wave of applause from the audience simply became too great for any-one to hear what he was saying.
PSM metrics. There were all sorts of great presentations over the course of the conference. One that held particular sway with me was given by Dawn Wurst, the safety manager for Flint Hills Resources at its facility in St. Paul, Minnesota. She offered an interesting take on how pro-cess safety management (PSM) metrics
impact process safety culture. Her remarks focused on the 320,000 bpd Pine Bend refinery southeast of St. Paul. In 2007, one of the refinery’s polymerization units was adjusting a chemical addition pump located near a caustic treatment vessel and an atmospheric tank when suddenly the tank exploded, launched off its pad and came crashing down in an open area nearby. A ground fire followed that was extinguished within one hour. Significant equipment damage resulted, but fortu-nately there were no human injuries.
As the leadership at the refinery learned more about the factors that caused the explosion, they became hungry for more PSM-related information. Safety management at the facility realized after the tank explosion occurred that there was a fundamental flaw in the existing categories defined for PSM events. For instance, the measurement system did not distinguish between a low impact pressure relief device activation and a major tank explosion. Severity had not been consid-ered in the categories.
With this in mind, Pine Bend added another dimension to its PSM catego-ries, converting them into a matrix that incorporated three severity levels. The full matrix was developed further with detailed criteria for each category and severity level. What differentiated Pine Bend’s new matrix from that which is recommended by CCPS and API criteria is that CCPS and API advise only track-ing events at the upper level of severity, while Pine Bend’s system tracked the two lower levels as well, investigating each instance as a possible indicator leading to a larger event.
The leadership of Pine Bend imple-mented the three level matrix and started a daily tracking of PSM events that was dis-cussed every morning at the refinery’s sum-mary meeting. The count of days between moderate and high (B and C) severity events was included at the bottom of the morning summary. The safety managers also created PSM “smart cards” for use by
the entire refinery, explaining the basics of PSM on a reference card. The reference card was distributed to all refinery supervi-sors and used in a series of safety talks.
Fast forward to today: Pine Bend has been collecting this data for over four years now, and it has provided the refinery with invaluable process safety improvement knowledge. In 2010, a step change in significant (B or C) process safety event frequency occurred. Though the count of process safety A-level (the lowest) events has grown each year since monitoring began, B and C events have decreased. With a specific measure in place regarding days between B and C events, Pine Bend was able to see how sustainable the event performance could be. On November 10, 2010, Pine Bend celebrated 200 days since the last B or C process safety event. The organization celebrated with a steak din-ner for all employees. HP
Former Congressman Lee Hamilton (D-IN) was the keynote speaker at the Mary Kay O’Connor Process Safety Center International Symposium.
Dr. Sam Mannan, director of the Mary Kay O’Connor Process Safety Center, was the master of ceremonies throughout the event.
Making safety second nature

YOU CAN DO THAT
Get the flexibility you need–where and when you need it–with Electronic Marshalling.Tight project schedules and changing requirements are the norm, not the exception, so
Emerson makes handling them easy by eliminating re-wiring altogether. Only with DeltaV Electronic Marshallingcan you land field cabling wherever and whenever you want, regardless of signal type or control strategies. It’s theflexibility to add I/O today, tomorrow or ten years from now. See how DeltaV Electronic Marshalling makes it easy,scan the code below or visit: IOonDemandCalculator.com
The Emerson logo is a trademark and a service mark of Emerson Electric Co. © 2011 Emerson Electric Co.
There’s no way I can get all the I/Ochange orders done before start-up.But we can’t start-up until thechange orders are done.
Select 75 at www.HydrocarbonProcessing.com/RS

HPIMPACTBILLY THINNES, TECHNICAL EDITOR
HYDROCARBON PROCESSING JANUARY 2012 I 23
A radically different transport sector by 2050
The World Energy Council (WEC) expects that transport fuel demand in the next 40 years will come mainly from developing countries such as China and India, where demand will grow by 200% to 300%. In contrast, the transport fuel demand for the developed countries will drop by up to 20%, mainly due to increased efficiencies. The demand of the developing countries is expected to sur-pass that of the developed countries by the year 2025.
The report also says that oil may still fuel more than 80% of the global transport sector for the next 40 years due to strong demand growth from the heavy duty sector, shipping and air traffic. By 2050, WEC projects that global fuel demand in all transport modes could increase by 30% to 82%, compared to 2010 levels. The dra-matic increase was revealed in a study pre-sented by the WEC at the World Petroleum Congress in Doha, Qatar.
The study describes potential develop-ments in global transport fuels and tech-nology systems on the basis of two distinct scenarios: “Freeway” and “Tollway.” The Freeway scenario envisages a world where pure market forces prevail to create a cli-mate for open global competition and solu-tions which are driven by lowest cost and the private sector. The Tollway scenario describes a more regulated world where governments decide to intervene in markets to promote early adoption of alternative technology solutions and invest in public transport infrastructure putting common interests at the forefront.
“It is evident that the transport sector is about to go through a radical change,” said Karl Rose, director of policy and scenarios at the World Energy Council. “The light duty vehicle sector in OECD countries will be almost completely transformed in terms of fuel mix and we will see a pronounced shift of demand for transport fuels to the developing countries. The effect of the pen-etration of new technologies seems to be less profound than many have predicted, mainly due to the exceptional growth in heavy transport demand.”
“Our study reveals a particularly strong rise in demand for diesel, fuel oil and jet fuel which together constitute the bulk of transport market fuels,” said Ayed Al-Qahtani, a senior project manager for WEC. “By 2050, the demand for these three fuels could increase by between 10% and 68%; diesel alone will grow by between 46% and 200%, while jet fuel will grow by 200% to 300%. This has potentially significant implications for refiners and the downstream sector as a whole, especially in Europe which traditionally has a larger focus on diesel fuels.”
The consequences for the environment are significant. In 2010, the CO2 emissions from the transport sector were about 23% of global CO2 emission levels and emis-sions from cars were about 41% of total transport emissions. With the higher lev-els of transport demand in 2050, depend-ing on the fuel mix, total CO2 emissions from the transportation sector are expected to increase between 16% (Tollway) and 79% (Freeway), depending entirely on the degree of governments’ intervention in the transport markets and the success in advancing low carbon fuel systems.
WEC concludes that the biggest chal-lenge is for governments to provide sus-tainable transport for nine billion people in 2050, and to do it at the lowest possible social cost (with minimum possible con-gestion, pollution, and noise generated by additional traffic and freight volumes).
China dominates the nylon engineering plastics market
Growing demand for durable goods, and the production of those goods in Asia and China, in particular, means that, through 2016, Northeast Asia will con-tinue to be the largest consumer of nylon engineering resins, a specialty chemicals group of engineering plastics used for pro-duction of a broad range of applications including component parts for automo-biles, electronics and appliances. This is according to a new global market study issued by IHS. The study focuses on engi-neering plastic markets and applications, and covers historical developments and
future projections for supply, demand, capacity and trade in the global nylon 6 and nylon 6,6 engineering thermoplastic resin markets for 2006 to 2016.
In 2011, Northeast Asia led global consumption of nylon 6 resin at nearly 45% of the market, while it consumed slightly more than 30% of global demand for nylon 6,6, with much of this regional demand for both attributed to China. According to the report, global demand for these specialty resins is expected to grow at an average rate of 4% per year for nylon 6, and nearly 5% per year for nylon 6,6, dur-ing the forecast period.
“A great deal of the world’s production of consumer durable goods has moved from other regions to China, making China the global workshop, and nylon components are used in many of the durable goods pro-duced,” said Paul Blanchard, senior princi-pal chemical analyst at IHS and lead author of the report. “While most nylon is used in production of synthetic fibers and filaments, nylon’s combination of mechanical strength, heat performance and chemical resistance make it an attractive replacement for metal in many engineering plastic applications.”
The market expansion for these specialty plastics is driven in large part by the need to reduce weight, emissions and the cost of automobiles. Pushed by consumers and governments to produce energy-efficient, less polluting cars, auto manufacturers are increasingly replacing metal with parts made from compounded nylon resins. According to Mr. Blanchard, this trend will continue to expand demand for these engi-neering resins going forward.
“Heat resistance, in particular, is critical if you consider that making vehicles smaller requires more components to coexist and operate in a smaller space under the hood, with fewer design options to minimize exposure to heat generated by the engine,” he said. “Nylon is the material of choice for high-heat situations because of its combi-nation of performance and price.”
According to the study, China’s demand dominance for these specialty resins isn’t just tied to its need to satisfy export demand, but, increasingly, to also meet its own growing domestic consumption of durable goods.

24 I JANUARY 2012 HydrocarbonProcessing.com
HPIMPACT
“China introduced very effective eco-nomic incentives in 2009 to grow its domestic consumer demand for durable goods, a move which helped the country during the recession,” Mr. Blanchard said. “With regard to nylon, a collapse in Chi-na’s export market demand for finished goods early in the recession was largely offset by increased domestic demand for automobiles, appliances and electronics as well as higher demand for nylon fibers.”
This domestic demand for products, he added, coupled with a recovery of export demand in 2010, resulted in growth in demand for nylon and intermediates, increas-ing China’s reliance on imported materials and tightening global supply balances.
“As a result of increased demand and tightening supply, nylon prices increased globally. Only in the third quarter of 2011 have we seen prices ease as global demand for chemicals softened due to the ongo-ing economic crisis,” said Mr. Blanchard. “The expansion of nylon capacity is depen-dent upon the availability of intermediate materials, and while new nylon capacity is expected to be added, the price and avail-ability of that capacity is still going to be impacted by the supply of intermediates, at least until the middle of the next decade.”
New policies needed to scale up renewable energy
Governments should consider the scal-ing up of renewable energy as part of eco-nomic development strategy, rather than as an environmental strategy with the sec-ondary benefits of job creation. This is one of many recommendations from a report exploring financing strategies for large scale deployment of renewable energy projects. The report was authored by the Clean Energy Group, commissioned by the Inter-national Energy Agency–Renewable Energy Technology Deployment (IEA–RETD ). IEA–RETD is a cooperation of nine coun-tries under the umbrella of the IEA.
Making the switch to large-scale renew-able energy systems will require investment with magnitudes in the trillions of dollars. The necessary transformation is on the scale of the information technology revo-lution of the past three decades.
Renewable energy investments are on a growth trajectory, reflected by $243 billion of global CAPEX in 2009. However, these recent figures do not reflect international consensus among many policymakers on the future levels of investment required
to finance the large-scale deployment of renewable energy technologies to address climate change risks. Such commitments have been made all the more difficult in the current financial crisis.
However, the level of capital is available with new, conventional investors, but only on terms that are within their investment parameters. Governments have an impor-tant role in providing the right conditions. Simply scaling up public subsidies is not a viable solution.
The report advises that policies should specifically reduce the technical and insti-tutional policy risks associated with renew-able energy technologies and, at the same time, increase the profit potential of these investments. An economic and infrastruc-ture systems approach is required. Some major recommendations for present day up to 2015 include:
• Build local markets for a country’s renewable energy products.
• Fill identified gaps in industry value chains such as manufacturing support or workforce development.
• Institutionalize the functions to man-age the economic development, finance mechanisms and technology innovation.
• Create investment incentives that will attract investments from new pools, like corporations.
• Consider creation of “green” bonds.• Increase private and public research
and development in renewable energy tech-nologies.
• Combine feed-in tariffs (FITs), national tax credit schemes and manda-tory renewable procurement for utilities into successful instruments.
• Public procurement of renewable energy and mandatory use of renewable technologies in new buildings are possible “quick wins” in policies.
• Establish the “emerging technol-ogy renewable auction mechanism” (ET-RAM) that requires local utilities to pro-cure renewable energy project outputs from specific technology classes. This would be a driver for innovative renewable energy technologies to enter the market.
In the phase from 2016–2020, poli-cies have to build on these experiences, stimulating reinvestment and attract-ing even more cautious investors. In the period from 2020–2050, a fully formed infrastructure investment portfolio will continue along the new renewable energy economy path, producing jobs, wealth and environmental benefits, the report said.
Bioplastics demand to exceed 1 million metric tons in 2015
Global demand for biodegradable and bio-based plastics will more than triple to over 1 million metric tons in 2015, valued at $2.9 billion. Gains will be fueled by a number of factors, including consumer preferences for environmentally sustain-able materials, improved performance of bioplastic resins relative to traditional plas-tics, and the introduction of commodity plastics produced from bio-based sources. Ultimately, however, price considerations will be the primary determinant of bio-plastic market success, and it is expected that rising petroleum costs will allow some bioplastic resins to be able to achieve price parity with conventional plastics by the end of the decade. These and other trends are in a new study from The Freedonia Group.
Biodegradable plastics accounted for 90% of the world bioplastics market in 2010. Excellent growth is forecast for the two leading biodegradable plastics, starch-based resins and polylactic acid (PLA), both of which will more than double in demand through 2015. The fastest gains for biodegradable plastics, however, will be seen for polyhydroxy-alkanoate (PHA) resins, which are just entering the com-mercial market.
Cloudy outlookThe North American energy industry
faces a generally stable operating environ-ment although ongoing sovereign and eco-nomic concerns are risks in 2012, accord-ing to energy sector outlook reports from credit-watch firm Fitch Ratings. Overall market conditions for the US refining industry are stable but remain vulnerable to further global economic weakness.
Fitch anticipates that the dislocations in Brent-WTI spread, which dominated 2011 refiner results, will continue to be important but should decline in size as the resolution of capacity takeaway issues out of the mid-continent eases the bottleneck at Cushing, Oklahoma. As a result, traditional driv-ers of refining profitability should gain in importance, including wider light-heavy spreads, higher clean product yields (espe-cially distillates) and cheap natural gas.
The refining industry’s outlook for free cash flow is good in 2012, driven by rea-sonable operating cash flow and generally low mandatory capital spending require-ments. HP

1-800-95-SPRAY | spray.com | Specify and order standard nozzles spray.com/ispray
Why Leading Refineries and Engineering Firms Rely on Us for Injectors and Quills
Manufacturing quality and flexibility. Need a simple quill or multi-nozzle injector? Insertion length of a few inches or several feet? 150# or 2500# class flange? High-pressure, high-temperature and/or corrosion-resistant construction? Special design features like a water-jacket, air purge or easy retraction for maintenance? Tell us what you need and we’ll design and manufacture to your specifications and meet B31.1, B31.3 and CRN (Canadian Registration Number) requirements.
Design validation with process modeling. Let us simulate the injection environment to identify potential problems. We can model gas flow, droplet trajectory and velocity, atomization, heat transfer, thermal stresses, vibration and more to ensure optimal performance.
Proven track record. We’ve manufactured hundreds of injectors for water wash, slurry backflush, LNG processing, feed and additive injection, SNCR and SCR NOx control, desuperheating and more. Customers include Jacobs Engineering, Bechtel, Foster Wheeler Corp., Shaw Group, Conoco Phillips Co., Shell, Valero and dozens more.
Learn More at spray.com/injectorsVisit our web site for helpful literature on key considerations in injector and quill design and guidelines for optimizing performance.
Spray Nozzles
Spray Control
Spray Analysis
Spray Fabrication
D32 (μm)
220
165
110
55
0
CFD shows the change in drop size based on nozzle placement in the duct.
Nozzle spraying in-line with duct
Nozzle spraying at 45° in duct
Computational Fluid Dynamics (CFD)
Dual Nozzle Injector
Retractable Injector, Slurry Backflush Quill, Water Wash Quill (bottom to top)
Z = 0.6 m
Select 66 at www.HydrocarbonProcessing.com/RS

Natural GasWith over forty years of experience providing technology, engineering, fabrication, and construction services, Linde Process Plants, Inc. is in a unique position to be your“one-stop” total optimized plant life-cycle solution provider.
Linde Process Plants, Inc.6100 South Yale Avenue, Suite 1200, Tulsa, Oklahoma 74136, USAPhone: +1.918.477.1200, Fax: +1.918.477.1100, www.LPPUSA.com, e-mail: [email protected]
– Gas Treating– Liquid Treating– Liquid Stabilization– Liquid Recovery– Fractionation– Isomerization– Liqui ed Natural Gas (LNG)– Land ll Gas Puri cation– Nitrogen Rejection
Linde Process Plants, Inc.Accepting Challenges. Creating Solutions.
A member of The Linde Group
Select 81 at www.HydrocarbonProcessing.com/RS

Tim Lloyd Wright is HP’s European Editor and has been active as a reporter and conference chair in the European downstream industry since 1997, before which he was a feature writer and reporter for the UK broadsheet press and BBC radio. Mr. Wright lives in Sweden and is founder of a local climate and sustainability initiative.
HYDROCARBON PROCESSING JANUARY 2012 I 27
HP EDITORIAL
HPI 2012 FORECAST
www.GulfPub.com/2012HPI
2012: A year of changeWhen 2011 began, the expectation was for most global econo-
mies to continue a steady trajectory of growth. For the energy industry, growth in most sectors was actually higher than expected in 2010, leading to projections of a sustained recovery.
But the early part of 2011 was marred by constant worries over political turmoil in the Middle East. By mid-2011, worries esca-lated on the back of economic troubles in developed areas such as the US and Europe. Stock markets tanked as reports showed softening consumer spending, rising debt and stubbornly high unemployment figures. Crude prices plunged about $20/bbl as worries persisted about overall demand for commodities.
On a global market exchange rate basis, gross domestic product (GDP) should grow by 3.5% in 2012, 3.6% in 2013 and 3.6% in 2014, according to the latest forecast from the American Chem-istry Council (ACC). Figures were down from prior ACC projec-tions, and all were below the 3.9% growth registered in 2010—at one point thought to be the beginning of a sharp recovery!
“Sharply higher commodity prices and temporary supply chain disruptions from the disaster in Japan have slowed growth,” said ACC chief economist Kevin Swift.
As such, the economic recovery that most downstream produc-ers took for granted a year ago remains in doubt as the industry enters 2012.
CONSTRUCTIONSince 2000, the global HPI has been expanding at a moderate
rate. Economic cycles and the aftermath of the 911 (September 11, 2001) events yielded small gains. However, beginning in 2006, the HPI saw a wave of new project announcements for the global refining, petrochemical and (natural) gas processing industries. Emerging demand and strong economic growth by developing nations, especially in Asia-Pacific nations, became the driving force for new energy consumption and initiated new HPI processing capacity project activities.
In particular, numerous HPI companies, state-owned com-panies and national governments announced new projects and studies that potentially fill the new forecasted domestic and inter-national demand for transportation fuels and hydrocarbon-based consumer products. For some time, hydrocarbon-rich nations in the Middle East announced expansion plans for transportation fuels and petrochemical products—all gated as exports to meet the growing energy and product demand by China.
Over the past decade, China emerged as, and continues to be, the “factory floor” for the chemical and petrochemical industries. Even with the importing of ethylene derivatives, Chinese manu-facturers can produce finished polymer and petrochemical-based consumer products and ship them to North America and Western Europe much cheaper than domestic producers.
However, GDP is the best measure of economic health and future consumption trends. Robust double-digit economic
expansion by China over the last decade has created a new middle class and developed the thriving HPI and downstream manufacturing centers in China. Other non- Organization for Economic Cooperation and Development (OECD) nations, such as India, have benefited from healthy GDP increases that require more transportation fuels and petrochemical products to support continued growth.
Some industry consultants have feared that there were too many announced projects and that some would not come to frui-tion, remaining an announcement or stalled in the engineering stage. The 2008/09 recession proved to be a significant adjust-ment in consuming markets. The depth of the global economic downturn destroyed some consumer markets. Such changes caused the rebalancing of supply/demand for HPI products; the adjusted demand and available supply caused some HPI projects to be delayed, if not cancelled, for a variety of reasons including diminished demand, financing, social and geopolitical reasons, changing environmental rules, lack of financing, and so forth.
A recent investigation of Hydrocarbon Processing Construc-tion Boxscore Database report for the last decade uncovered a unique development. The number of projects being completed over the past five years was unusually low. Such inactivity was sup-
Table 1. Worldwide HPI construction projects Jun-08 Jun-09 Jun-10 Jul-11
Petrochem/chem 1,676 1,837 1,889 1,246
Refi ning 1,564 1,692 1,751 1,427
Gas processing 1,127 1,196 1,266 939
Synfuels 87 98 108 78
All others 650 650 718 639
Total 5,104 5,473 5,732 4,329
Total projects by product sector: June 2008 to July 2011.
FIG. 1
Petrochem/chem Refining Gas processing
Synfuels All others
0200400600800
1,0001,2001,4001,6001,8002,000
June-08 June-09 June-10 July-11

HPI 2012 FORECAST
28 I JANUARY 2012 HydrocarbonProcessing.com
ported by the “boom” of project announcements followed by the “bust” in product demand and economic development for most nations. (Editor’s note: Due to inactivity extending over several years, a number of projects were removed from the July 2011 Construction Boxscore. About one-third of the projects entered in the pre-July 2011 Construction Boxscore were considered extremely inactive or cancelled. All survey regions had a number of inactive projects. The Middle East, Asia-Pacific and Europe had the most number of projects removed from the system.) The HPI has gained much needed experience on qualified projects, as the present economic conditions and changing demand patterns will redirect the location of future HPI projects.
The Hydrocarbon Processing Construction Boxscore Data-base—a copyrighted industry report published online and available at ConstructionBoxscore.com—provides construction project information received directly from HPI operating companies, licensors, engineering and construction (E&C) worldwide. The July 2011 Construction Boxscore data reflected the correction to the “over announcement” dilemma from the past six years. As shown in Table 1 and Fig. 1, project activity still continues for global HPI companies. New project activity includes the construc-tion of grassroot facilities as well as the expansion of existing facili-ties to meet new demand and benefit from present infrastructure and distribution resources.
As shown in Table 1 and Figs. 1 and 2, refining and petrochemi-cal projects are the core of new construction. Refined transportation fuels and petrochemical products are clearly consumer goods. Natu-ral gas processing and liquefied natural gas (LNG) are indirect in
that this hydrocarbon is a feedstock for petrochemical products/fer-tilizer industries or is used extensively for electric power generation.
Many factors will influence project activity in 2012. The hope of continued economic recovery has been overshadowed by numerous events—continued instability in global stock markets, economic weakness in Europe and the euro, turmoil in North Africa and the Middle East, instability in the US market and government debt and pull back by China to control inflation. In short, there is substantive concern that may further stall economic recovery by nations and regions.
Many factors influence the development of an HPI project. Product demand and secure feedstock supplies are vital in any proj-ect development. Financing is equally important; once the facility is built, it must pay for itself—capital, operating and maintenance expenses. Table 2 shows the global nature of this industry. An HPI project can take as long as 10 years from the conceptual design until commissioning and on-specification products are produced (Table 3 and Fig. 3). Even after construction completion, capital expenses still continue; plant equipment wears out or fails under normal operating conditions. Unexpected events (such as fires, explosions, hurricanes, floods, etc.) or other major catastrophes can compromise, if not, destroy key equipment, thus requiring full replacement of major or entire operating units.
TOTAL SPENDING
HPI 2012 spending exceeds $222 billion. The 2012 outlook for the global HPI still struggles to regain pre-2008 levels. According to the World Bank’s mid-year 2011 report, the recent financial crisis is no longer a major driver hindering recovery of developing nations. The global economy expanded 3.8% in 2010; much of the expansion is attributed to developing nations such as China and India. However, 2011 has been a continuing mix of political, social and natural disasters that unfortunately are sup-pressing economic expansion globally and locally. The social and economical events in North Africa and the Middle East infuse
Table 3. Breakdown of 2011 HPI projects by activity level and sector
ENG FEED Main Plan Study UC Total
Refi ning 631 76 25 228 34 433 1,427
Pchem 576 40 5 230 41 354 1,246
Gas Proc 460 37 5 148 14 275 939
Synfuels 20 16 1 20 7 14 78
All other 296 35 7 86 12 203 637
Total 1,983 204 43 712 108 1,279 4,329Breakdown of all 2011 HPI projects by activity level.FIG. 3
1,98346%
2045%
431%
71216%
1082%
1,27930%
EngineeringFEEDMaintenance
PlanningStudyUnder construction
Table 2. Worldwide HPI construction projects by region: June 2008 to July 2011 Jun-08 Jun-09 Jun-10 Jul-11
US 671 714 716 421
Canada 188 212 209 155
Latin America 458 530 607 469
Europe 1,153 1,261 1,283 956
Africa 192 215 231 179
Middle East 942 990 1,057 872
Asia-Pacifi c 1,425 1,551 1,629 1,277
Total 5,029 5,473 5,732 4,329
Breakdown of HPI projects by market sector—July 2011.
FIG. 2
PetrochemicalRefiningGas processing
SynfuelsOther projects
1,24629%
1,42733%
93922%
782%
63914%

HYDROCARBON PROCESSING JANUARY 2012 I 29
HPI 2012 FORECAST
fear into the futures market for crude oil supplies and likewise artificially raised oil prices in the first half of 2011.
OECD nations are forecast to have a slower expansion over 2010 levels. Many government stimulus spending programs ended in mid-2010. Issues of high unemployment and lack of job creation in the present recovery stalled economic growth. In the European Union (EU), fear of several nations defaulting on government loans adds more chaos to this trading region. GDP for this manufacturing block is forecast to decline from 2010 levels to 2.3%. The fragile finances of Greece, Italy and Spain chill investments in Europe.
Japan’s economy collapsed under the weight of the March 11, 2011 tsunami and following nuclear accident. This nation spent most of 2011 restarting production and energy provider services. The March event shut down Japan’s manufacturing sector for several months.
What is the global energy outlook? Energy drives eco-nomic growth and sustains fiscal health; here are factors shaping the energy industry in 2012:
• The pace of global economic recovery will greatly influence the types of energy used over the next few years. Actions by gov-ernments on climate change and energy security are major factors that will impact the HPI.
• Energy demand will be driven by developing (non-OECD nations) and they will account for 93% of the new energy demand. China, the largest energy consuming nation, will be a major force in shaping the global energy marketplace.
• Fossil fuels (coal, oil and natural gas) will comprise the majority of primary energy resources; rising penalties on carbon emissions will encourage switching to low-carbon feedstocks in addition to efforts to reduce energy consumption.
• Unconventional oil will play an increasing role in the global oil supply. About 10% of the world’s oil supply is met by uncon-ventional oils and that number will increase. Canadian oil sands and Venezuelan extra-heavy crude are dominate sources. However, coal-to-liquids, gas-to-liquids and shale oils will play a role as future energy resources.
• Crude oil will remain a dominant part of the primary fuel mix. Nuclear energy is facing immense scrutiny and challenges for future new installations, and it is only 8% of the total energy mix. Renewable energy including hydro, wind, solar, geothermal and modern biomass, will increase their share of the energy mix. But these energy forms struggle to be viable replacements for hydrocarbon resources. More research is needed to reduce manu-facturing cost. Government subsidies prevent renewables from competing on their own within the marketplace for many reasons.
Current state. The global HPI struggles to find a steady-state situation for demand. The 2008/09 recession was a significant economic tsunami that hastened demand changes for energy and petrochemical-based products. In 2010, there was significant talk, if not fear, that a double dip recession was very possible, given the economic news and political events. Yet, the global economy man-ages to squeeze through the year with improved demand numbers for crude oil. Again, the main driver for refined crude-oil based products and transportation fuels are the developing economies or the non-OECD nations that are exiting the downturn first. In particular, China and India are the major forces for increased demand for transportation fuels and products.
The fragile economic forecasts in late 2010 and H1 of 2011 stalled advances in HPI project development. (Editor note: HP’s 2011 total spending numbers were revised for the slowdown in proj-ect activity; new total spending forecasts are listed in the Appendix. These changes are reflected in the 2012 forecast spending numbers.)
Changing demand for HPI products and fear of future envi-ronmental rules on products and operating facilities are affecting where new HPI facilities will be built, along with continued operations of existing facilities. HPI facilities allocate their bud-gets in three main categories: capital, maintenance and operating expenses. HPI facilities are long-term investments that involve expenses throughout their productive lives.
The costs for designing and constructing downstream HPI facilities increased in H2 of 2010 and Q1 of 2011, as shown in Fig. 4. It is a sharp rise as compared to previous years. This mea-sure reflects cost inflation on a global basis for HPI projects. Sharp increases in steel costs drove this recent surge in construction expenses. Costs for all steel-using projects have been rising since H2 2010. Equipment costs (reactors, heat exchangers, distillation columns, etc.) are now more expensive, thus raising capital costs for HPI facilities on new equipment and replacement units.
According to IHS’ mid-year report, construction labor costs continue to rise due to the weak US dollar. Rising demand for skilled tradesmen is elevating labor costs, especially for new proj-ects in developing nations. A true skilled labor shortage will keep labor costs on the rise. The industry is facing an increasing short-age of engineers and skilled labor over the next decade. The roller-coaster events of the energy industry have dissuaded young people to enter engineering programs. As more senior technical engineers and technicians retire, the HPI faces a massive gap in qualified workers. This trend applies to construction craftsmen and plant maintenance personnel too. Project management costs increased 5%. All factors keep rising HPI project total costs.
Looking forward in 2012, operating companies again will use disciplined spending over HPI projects. Rising costs for labor, equip-ment and raw materials require more attention. The best-of-class companies view the entire value chain of their products and manu-facturing centers and seek opportunities to control, if not reduce, total costs on all sector budgets. Grassroots HPI facilities are billion-dollar investments funded by financial groups. In the aftermath of the recession, financial groups continue to minimize their risk exposure and are more selective in financing major HPI projects.
Investment in HPI infrastructure is an ongoing event. These facilities were originally designed for 30 years of service. However,
Downstream capital cost index: 2000-2012.FIG. 4
50
70
90
110
130
150
170
190
210
2012201020082006200420022000Source: IHS CERA
Inde
x (2
000=
100)

HPI 2012 FORECAST
30 I JANUARY 2012 HydrocarbonProcessing.com
with proper maintenance programs, HPI facilities can have long service lives. Modernization is also part of the planning for older facilities. The extreme operating conditions, and normal wear and tear on equipment, are factors in replacing old, major equipment with possible capacity expansion opportunities.
In 2012, the HPI’s capital, maintenance and operating budgets are expected to exceed $222 billion. Capital spending is projected to reach $56.3 billion; maintenance spending should reach $66 billion; and operating spending is estimated to exceed $99.9 bil-lion. The HPI continues to be more cost conscious. Core focus areas for projects include:
1. New grassroots HPI capacity will be constructed in devel-oping (Non-OECD) nations or nations that are hydrocarbon-rich with plans to be net exporters.
2. New demand for transportation fuels and petrochemical-based products are concentrated in non-OECD nations. These nations have evolving middle classes as well as increasing popula-tions. North America and Europe have aging populations that do not have the growing new demand for products.
3. Possible environment and safety rules will hinder invest-ment in HPI facilities. Uncertainty has unleashed rationalizations and mergers and acquisitions (M&A) in the HPI. All regions are affected. The ability to compete in the international markets has some major international companies selling assets in some regions and/or completely abandoning the downstream completely.
4. This uncertainty in future markets and operating rules by governments has delayed, if not cancelled, HPI projects.
5. Weakness in HPI markets is contributing disciplined spending. Future markets are changing. There is more capacity under development than can meet present demand. Such condi-tions create more volatility to the economic cycles.
HPI companies will invest in technologies to support their mission goals, such as to improve plant economics, increase energy efficiency, increase yields of desired products, eliminate unwanted
byproducts or wastes and increases sustainability of the company. Other goals include:
• Energy efficiency as carbon rules will affect thermal/combus-tion units of HPI facilities
• Improve maintenance and monitoring programs to ensure more unit availability time
• New capacity to meet growing demand from developing countries, especially China and India
• Greater focus on new health, safety and environmental (HSE) rules
• Integrate process unit, plant and enterprise operations• Increase process efficiency for product yields while minimiz-
ing products and wastes• Improve security of plant site and process information.
Contract services. Approximately 50% to 60% of the capital and maintenance budgets respectively are allocated for overhead, profit, labor and services. With continued personnel reductions and growing regulatory compliance requirements, HPI operating companies are directing considerable resources on outsourced services. Engineering companies, contractors, consulting firms and suppliers are part of the new workforce in constructing, maintaining and operating HPI worldwide.
CAPITAL SPENDING
Capital spending tops $56 billion. As shown in Table 5, the HPI will allocate approximately $56 billion for capi-tal spending. This total includes $25 billion on global refin-ing projects, $17 billion on petrochemical/chemical projects, approximately $10 billion on the gas processing sector and $4 billion in the synfuels sector. About $28 billion of the capital budget will be spent on equipment and material (Table 5); note that project materials cost are estimated to increase in 2012, following trends in 2011.
Changing product trends, political and economic instability and currency issues have delayed, if not cancelled, HPI construc-tion projects. Project spending is more cautious. HPI companies are strengthening their balance sheets and seeking opportunities to maximize market shares through strategic capital investments. Such endeavors also include purchasing and revamping existing facilities over construction of a grassroots facility. Caution is still applied in major projects and capital spending.
The long lead time from engineering design to commission-ing allows HPI companies to stage entry of new capacity onto the market. The HPI has been working new capacity from the last buildup, but product demand wanes as economic conditions in developed countries continue to stall. Fear of excess capacity will remain in 2012.
HPI companies operating in mature developed markets, such as the US and Europe, will continue to find creep capacity increases via debottlenecking projects and processing modifi-cations. The need to maintain the reliability of existing assets and increase energy efficiency are major goals in many revamp projects. Other energy-conservation and environmental improve-ments from innovative equipment and new processing technolo-gies are also part of the investment strategy. The availability of new and improved equipment and construction materials, process control initiatives and environmental considerations continue to drive capital spending in 2012. HP
Table 4. 2012 Worldwide HPI total spending for equipment and materialsBudget, millions $ US OUS Worldwide
Capital 4,800 23,140 27,940
Maintenance 5,760 19,450 25,210
Operating 15,000 34,150 49,150
Total 25,560 76,740 102,300
Table 5. 2012 Worldwide HPI capital spendingSector, millions $ US OUS Worldwide
Petrochemical/chemical 2,300 14,700 17,000Refi ning 4,350 20,660 25,010Gas Processing 2,900 7,400 10,300Synfuels 4,000 4,000Totals 9,550 46,760 56,310
Table 6. 2012 worldwide HPI maintenance spending by sectorSector, millions $ US OUS Worldwide
Petrochemical/chemical 7,450 23,800 31,250
Refi ning 6,720 20,890 27,610
Gas Processing 1,660 5,360 7,020
Total 15,830 50,050 65,880

HPINNOVATIONS
HYDROCARBON PROCESSING JANUARY 2012 I 31
SELECTED BY HYDROCARBON PROCESSING EDITORS
New diode laser caters to range of applications
Servomex Group’s SERVOTOUGH LaserCompact 2900 (Fig. 1), a tuneable diode laser (TDL), is designed to deliver true continuous in-situ monitoring across short distances, for a new range of indus-tries and applications. The TDL is opti-mized for measurement across pipes and along short cells, with a response time of less than two seconds.
Key uses for the LaserCompact diode laser include chemical industry applica-tions; monitoring for contaminants and moisture in petrochemical processing; non-contact analysis of corrosive, dusty, tarry or sooty gases across pipes; and use in automo-bile manufacture on engine test stands. The TDL is able to detect a wide range of gases and other hydrocarbons, and it also features highly stable performance and minimal interference from background gases.
With minimum sample conditioning requirements, zero drift and no moving parts or consumables, the LaserCompact TDL delivers a low cost-of-ownership through minimal maintenance and downtime. Additionally, since Servomex’s advanced TDL technology delivers measurement through a highly focused laser beam, the laser is able to measure through very thin nozzles, reducing or even eliminating the consumption of purge gas. Certified to ATEX and IECEx standards, it allows for safe operation in situations where the process stream itself is flammable and has been classified as a hazardous area.Select 1 at www.HydrocarbonProcessing.com/RS
Albemarle makes breakthrough in FCC catalyst analysis
Catalyst researchers from Albemarle Corp. and Utrecht University in the Neth-erlands recently discovered a new method to increase visualization of catalyst components by the use of selective staining. The collab-oration’s research shows that it is possible to pinpoint the actual active sites in fluid catalytic cracking (FCC) catalysts without destroying the catalysts in the process.
The spectroscopic tools and staining methods developed in this collaboration allow researchers to study the accessibility of active sites and to view 3D maps of the
active sites inside the actual catalysts. Until now, research was limited to activity mea-surements, model studies and analyses of spent catalysts. Albemarle supplied catalyst materials, catalytic performance and bulk characterization data for the research.Select 2 at www.HydrocarbonProcessing.com/RS
Particle detector helps maintain machinery life
The AMOT Metal Particle Detector (MPD) (Fig. 2) alerts operators to perform oil condition checks to determine machin-ery health status. It is an online, continu-ous-wear debris monitor that signals the presence of metal particles in lubricating oils. Compact and robust, the MPD has a corrosion-resistant, stainless steel body with no moving parts. It is installed in a side stream of the lube oil/fluid for gas or diesel engines and reciprocating or rotating com-pressors, pumps, turbines, transmissions and gearboxes. Its patented grid-sensing technology detects all conductive materi-als, including non-magnetic particles, in non-conductive fluid lubrication systems.
Timely detection of metal particles ensures reliable machine conditions and maximizes asset availability by avoiding unnecessary downtime. Metal particle detection can also verify filter system per-formance and failure, confirm system flush-ing, detect high corrosion and abrasion wear, identify improper machine repair, eliminate sampling errors and confirm cor-rective maintenance.Select 3 at www.HydrocarbonProcessing.com/RS
New GTL catalyst reduces costs for small to medium-sized plants
Carbon Sc iences Inc . recent ly announced a technology breakthrough for its gas-to-liquids (GTL) process, which produces liquid transportation fuels from natural gas and carbon dioxide (CO2). Byron Elton, CEO of Carbon Sciences, commented, “The days of cheap, easy oil have passed, and the era of natural gas is upon us...oil prices will remain strong and natural gas prices are expected to remain low, leading to a lucrative future for gas-to-liquids technology. Forecasts show that total recoverable global natural gas resources will last over 250 years. Shell, Sasol and others
in our industry have proven the economics of GTL technology that will free us from crude oil by tapping into the vast reserves of natural gas to power the needs of the world.”
A typical GTL plant consists of three core components: 1) synthesis gas (syngas) generation, which converts natural gas into syngas; 2) Fischer-Tropsch (FT) processing, which converts syngas into hydrocarbons; and 3) liquid fuels upgrading, which con-verts hydrocarbons to liquid fuels such as gasoline, diesel and jet fuel. It is generally accepted in the industry that the syngas por-tion of a GTL plant is the most expensive.
Carbon Sciences’ proprietary catalyst technology is aimed at reducing the cost
As HP editors, we hear about new products, patents, software, processes, services, etc., that are true industry innovations—a cut above the typical product offerings. This section enables us to highlight these significant developments. For more information from these companies, please go to our website at www.HydrocarbonProcessing.com/rs and select the reader service number.
The tuneable diode laser delivers rapid in-situ monitoring across short distances.
FIG. 1
The metal particle detector alerts operators to the presence of metal in lube oils.
FIG. 2

HPINNOVATIONS
32
of syngas production by eliminating the expensive requirements for oxygen and steam. Instead, the company’s syngas tech-nology uses freely available CO2 to react with natural gas. To provide a complete GTL technology solution, Carbon Sci-ences will integrate its proprietary syngas technology with FT technology and liq-uid-fuels upgrading technology licensed from other companies to deliver an end-to-end GTL plant design. This complete
solution will be available for licensing to the natural gas industry for use in small to medium-sized GTL plants. Carbon Sci-ences will begin the commercial process by offering pre-feasibility and feasibility study services.
Mr. Elton concluded, “While we believe our unique syngas technology will ultimately benefit world-scale GTL plants, such as Shell’s Pearl GTL, our initial target market is small to medium-sized gas fields.
This focus will allow us to address a market ignored by the big players with billion-dollar budgets.”Select 4 at www.HydrocarbonProcessing.com/RS
Electromagnetic flowmeter features EtherNet/IP connectivity
Endress+Hauser’s Promag 53 electro-magnetic flowmeter (Fig. 3) features Ether-Net/IP connectivity for easy integration with the Rockwell Automation PlantPAx process automation system. This helps users simplify their network architecture, reduce deployment time and facilitate con-nectivity from the instrumentation level to the business systems level. The flowmeter measures electrically conductive liquids (> 5 μS/cm) and is ideally suited for applica-tions in the food and beverage, water and wastewater, and other process industries.
The Promag 53 flowmeter features an integrated web server that allows authorized users to remotely view flow data, conduct diagnostics, configure the flowmeter and perform process optimiza-tion. Data can also be securely accessed by higher-level software such as enterprise resource planning (ERP) systems, process historians, control-loop tuning programs, and asset management systems. By using EtherNet/IP, up to 10 variables can be configured, including volume flow, cal-culated mass flow and totalized flow for remote access.
Traditionally, devices measuring and controlling process variables rely on a pro-cess instrumentation network to transfer
The electromagnetic flowmeter features EtherNet/IP connectivity for integration with process automation.
FIG. 3
AdvAmine™ & AdvaSulf™ your best tools in sour gas treatment
AdvAmine™� HiLoadDEA� MDEAmax� energizedMDEA
AdvaSulf™� Claus� Tail Gas Treatment, Clauspol® II,Sulfreen™, Sultimate™� Sulphur degassing, Aquisulf™
Prosernat offers a global range
of advanced technical solutionsfor sour gas treatment and sulphur recovery
Tour FRANKLIN - 100/101 TERRASSE BOIELDIEU
F-92042 Paris La Défense Cedex - FrancePhone: + 33 1 47 67 20 00 - Fax: + 33 1 47 67 20 07e-mail: [email protected]://www.prosernat.com
Select 153 at www.HydrocarbonProcessing.com/RS

HPINNOVATIONS
HYDROCARBON PROCESSING JANUARY 2012 I 33
data, while other devices within the plant work on a completely different network. By improving this complex, multi-tier networking strategy with one standard network architecture, namely EtherNet/IP, users have better access to real-time information. This improves the ability to monitor overall performance, troubleshoot out-of-margin conditions and minimize downtime. In addition to EtherNet/IP connectivity, the Promag 53 has built-in connectivity to FOUNDATION fieldbus, PROFIBUS, MODBUS and HART.
Promag 53 is designed to measure most liquids with a minimum conductivity of 5 μS/cm, and flowrates up to 1,250 gal/min. A minimum conductivity of 20 μS/cm is required for measuring demineralized water. The flowmeter operates in temperatures of –4°F to 140°F (–20°C to 60°C) and pres-sures up to 580 psi.Select 5 at www.HydrocarbonProcessing.com/RS
Gas-treating simulation tool offers ammonia calculations
Optimized Gas Treating Inc. has released Version 5.0 of ProTreat, its gas-treating process-simulation tool, which includes the option to add ammonia as a compo-nent for which absorption and stripping are calculated on the basis of mass transfer rates. This addition enables users to model sour water strippers and to determine the impact of ammonia as a contaminant in amine systems.
Another feature of ProTreat Version 5.0 is enhanced reporting of stream data in order to provide phase-specific com-positions; thermodynamic, physical and transport properties for use in generating heat exchanger curves; and for other engi-neering tasks. Improved methane solubil-ity predictions in methyldiethanolamine (MDEA), based on recent university research data, have also been incorporated. The new ammonia package will be par-ticularly useful for design, optimization and troubleshooting in refinery and syngas applications.Select 6 at www.HydrocarbonProcessing.com/RS
Bentley expands software for Microsoft
Through its commitment to the Micro-soft Azure Platform partner program, soft-ware solutions company Bentley Systems Inc. recently expanded its strategic rela-tionship with Microsoft Corp. Bentley is bringing a broad range of Azure-cloud-based services for sustaining infrastructure
to architecture, engineering, construction and operations (AECO) worldwide at an accelerated pace.
Initial offerings on Azure will include the new Bentley Transmittal Services (BTS), enabling AECO organizations to accurately and securely package, deliver, receive and track transmittals through a dashboard portal. These shared services will benefit the users of both the Projec-tWise collaboration platform and the AssetWise platform for operations infor-mation modeling by reducing risk, saving time and providing greater visibility into project status.
BTS includes a dashboard that pro-vides notifications and links to a secure transmittal portal where organizations can see all the transmittals that pertain to their projects. Users will have the option to deploy the portal onsite or online and connect with their existing ProjectWise or AssetWise implementations. The same dashboard serves as a transmittal registry, recording all acknowledgments and track-ing all status changes. BTS will include creation, publishing, delivery, response, tracking and status functionalities.
Bentley Transmittal Services is cur-rently available onsite with AssetWise. BTS for ProjectWise is available onsite through Bentley’s early adopter program and will be commercially released in Q1 2012. In addition, BTS for the Microsoft Azure platform will be available online in 2012. Select 7 at www.HydrocarbonProcessing.com/RS
Invensys revamps SimSci-Esscor ROMeo optimization software
Invensys Operations Management recently released Version 6.0 of its SimSci-Esscor ROMeo optimization software (Fig. 4). The most recent version incorporates four new refinery process models that simulate and optimize reforming, coking, isomerization and visbreaking units.
The software also contains several new capabilities, including the ability to openly share information using the object link-ing and embedding for process control—unified architecture standard (OPC-UA). The OPC-UA standard allows the ROMeo software to communicate with many of the company’s simulation and workforce-enablement offerings, including its DYN-SIM, PRO/II and ArchestrA Workflow software, as well as any third-party prod-uct that also uses the OPC-UA standard. ROMeo facilitates equipment monitoring,
utilities optimization and material balance in open- or closed-loop mode.
Harpreet Gulati, director of design and optimization at Invensys, noted that the software allows refiners to improve crude selection, evaluate crude supply and reli-ably predict refinery yields and qualities. It also helps determine the potential for improving yields of higher-value products. Additionally, the integration of ROMeo with Invensys’ Wonderware Intelligence software assists plant personnel in mak-ing decisions that reduce operating costs, increase throughput and maximize profit.Select 8 at www.HydrocarbonProcessing.com/RS
ExxonMobil expands energy-efficient industrial lube line
ExxonMobil Lubricants and Petroleum Specialties Co., a division of ExxonMobil Corp., has added two Mobil SHC high-performance synthetic oils to its industrial lubricants line. The upgraded Mobil SHC 600 Series high-performance synthetic cir-culating and gear lubricants family is rec-ommended for use in 1,800 applications by more than 500 major equipment builders, and is ideal for use in a wide range of indus-trial applications. The Mobil SHC Gear Series offers fully synthetic, industrial gear oils qualified by major gear original equip-ment manufacturers (OEMs) to meet the latest requirements.
Developed through extensive research and testing with leading OEMs, Mobil SHC 600 lubricants and Mobil SHC Gear Series are formulated to deliver energy-effi-ciency savings of up to 3.6% compared to conventional oils (when tested in a worm gearbox under controlled conditions) and to optimize the performance of equipment operating in extreme conditions. In addi-tion to the energy-efficiency benefits, the new Mobil SHC lubricants offer a service life of up to six times longer than compet-ing mineral oil-based gear lubricants.Select 9 at www.HydrocarbonProcessing.com/RS
The optimization software provides process models for the refining, petrochemical and gas processing industries.
FIG. 4

HPI MARKET DATA 2012YOUR GUIDE TO PROFITABLE PLANNING IN 2012 AND BEYOND
Order Online at GulfPub.com/2012HPI or Call +1 (713) 520-4426Strategic Planning • Market Analysis and Trends • New Growth Opportunities
Produced by the staff of Hydrocarbon Processing,
HPI Market Data 2012 is the industry’s most trusted
forecast of capital, maintenance and operating
expenditures for the petrochemical, refining and
natural gas/LNG industries. Order your copy and gain
actionable insight and analysis to drive your planning
and global activities towards increased profitability
and market share in 2012 and beyond.

HYDROCARBON PROCESSING JANUARY 2012 I 35
HPIN CONSTRUCTIONHELEN MECHE, ASSOCIATE EDITOR
North AmericaBioAmber and Mitsui & Co. have
partnered to build and operate a manufac-turing facility in Sarnia, Ontario, Canada. The initial phase of the facility is expected to produce 17,000 metric tons of biosuc-cinic acid, and commercial production is anticipated in 2013. The partners intend to expand capacity and produce 35,000 metric tons of succinic acid and 23,000 metric tons of 1,4 butanediol (BDO) on the site. Bioamber and Mitsui also intend to jointly build and operate two additional facilities. These facilities, together with Sarnia, will have a total cumulative capac-ity of 165,000 tons of succinic acid and 123,000 tons of BDO. BioAmber will be the majority shareholder in the plants.
Additionally, the partners plan to build and operate a second plant in Thailand, which is projected to come online in 2014. They are undertaking a feasibility study for the Thailand plant with PTT MCC Biochem Co. Ltd., a joint venture established between Mitsubishi Chemical Corp. and PTT Public Co., Ltd. BioAm-ber and Mitsui & Co. also plan to build and operate a third plant, located in either North America or Brazil, that will be simi-lar in size to the Thailand project.
SNC-Lavalin has a major contract from an oil-sands mining producer to pro-vide engineering, procurement and con-struction (EPC) services for a froth-treat-ment plant in the Fort McMurray region of Canada. The contract value is in excess of $650 million. The froth-treatment plant will process 155,000 bpd of feedstock from the bitumen extraction plant in the form of bitumen froth.
The engineering phase is now under-way and construction is scheduled to begin in February 2012. Mechanical com-pletion for the construction is expected in September 2014.
GT Logistics, LLC (GTL) has began installing rail lines at its OmniPort loca-tion in Port Arthur, Texas. The OmniPort is expected to open for business in January 2012, serving as a multimodal terminal for crude oil and other products transported via rail, ship, barge and truck.
The $95 million, 1,100-acre facility neighbors refineries with over 1 million bpd of capacity, and multiple chemical and processing plants, and is located less than one mile from over 4 million bbl of petroleum product-storage capacity and pipelines serving the region.
The rail terminal, served by Union Pacific, will be able to receive unit train traf-fic, with 300 acres of rail-car storage onsite that will be capable of storing, switching and transloading over 1,000 rail cars. The rail terminal site also features a multibarge receiving dock on Taylor’s Bayou; conve-nient access to Highway 73 and Interstate 10; and connectivity to the region’s exten-sive network of pipelines. The initial phase of the rail, drainage and road improvement construction began earlier in the year and will be completed by the end of 2011.
Cheniere Energy Partners, L.P. has selected Bechtel to provide engineering, pro-curement and construction (EPC) services for two new liquefaction trains at the Sabine Pass liquefied natural gas (LNG) terminal in Cameron Parish, Louisiana. The project builds on Bechtel’s previous work at Sabine Pass, where the company designed, built and expanded the LNG receiving facility.
Bechtel will design, construct and commission the two liquefaction trains using ConocoPhillips’ Optimized Cas-cade technology. The liquefaction trains will be built next to the existing facilities at the Sabine Pass LNG terminal, which include five tanks with storage capacity of 16.9 billion ft3 equivalent, two docks that can handle vessels up to 265,000 m3 and vaporizers with regasification capacity of 4.0 billion cfd. Construction is expected to begin in 2012.
NRGreen Power and GE have plans for a new recovered energy project that will produce power without additional emis-sions using the first global application of GE’s innovative ORegen system. The tech-nology will be installed at Alliance Pipe-line’s Windfall Compressor Station near Whitecourt, Alberta, Canada, to generate electricity through the use of waste heat.
NRGreen Power Ltd. Partnership works to develop clean energy by convert-
ing waste heat generated at compressor stations along the Alliance Pipeline system to produce emission-free electric power. The company has four waste-heat recov-ery units operational at Kerrobert, Lore-burn, Estlin and Alameda, Saskatchewan. While its Whitecourt Recovered Energy Project (WREP) marks the company’s fifth waste-heat recovery installation, it is the first to use GE’s ORegen system. Con-struction of the WREP will commence in May 2012.
South AmericaMODEC, Inc., has commissioned a
UOP Separex membrane system for pro-cessing natural gas on a new floating pro-duction, storage and offloading (FPSO) ves-sel. The FPSO is using the Honeywell UOP Separex membrane system and adsorbents to remove carbon dioxide and water from 5 million standard m3/day of natural gas from the Lula oil field off the coast of Brazil.
The FPSO was commissioned in July 2011. A second FPSO, still in construc-tion and also using UOP Separex technol-ogy, is expected to be commissioned in September 2012.
The Lula oil field is said to contain the largest oil discovery in the Western Hemi-sphere in the last 30 years and is believed to contain 8.3 billion bbl of oil and natural
Trend analysis forecastingHydrocarbon Processing maintains an
extensive database of historical HPI proj-
ect information. The Boxscore Database is a
35-year compilation of projects by type, oper-
ating company, licensor, engineering/construc-
tor, location, etc. Many companies use the his-
torical data for trending or sales forecasting.
The historical information is available in
comma-delimited or Excel® and can be custom
sorted to suit your needs. The cost depends on
the size and complexity of the sort requested.
You can focus on a narrow request, such as
the history of a particular type of project, or
you can obtain the entire 35-year Boxscore
database or portions thereof. Simply send
a clear description of the data needed and
receive a prompt cost quotation.
Contact: Lee Nichols
P.O. Box 2608, Houston, Texas, 77252-2608
713-525-4626 • [email protected]

36 I JANUARY 2012 HydrocarbonProcessing.com
HPIN CONSTRUCTIONgas. The field is operated by Petrobras in partnership with BG and Galp.
Honeywell’s UOP Separex technology upgrades natural gas streams by remov-ing carbon dioxide and water vapor. These contaminants must be removed to meet the quality standards specified by pipeline transmission and distribution companies, as well as end users of the natural gas.
Haldor Topsøe has signed an agreement with Petrobras for the supply of critical equipment and materials for two SNOX plants. The plants will be installed at the new RNEST grassroots refinery in Pernam-buco, Brazil. The supply covers internals for 80 wet-gas sulfuric-acid (WSA) con-densers for condensation of sulfuric acid, eight units for acid mist control and a com-plete acid system.
In addition to treating the boiler flue gases, the SNOX plants will also treat Claus plant tail gases, amine gases con-taining hydrogen sulfide and sour-water stripper (SWS) gases containing ammonia. These SNOX plants are designed for the possible elimination of the Claus plants, which then means that all the refinery’s sulfur compounds are converted into sul-furic acid.
The two SNOX plants will be installed in parallel and will each treat up to 650,000 Nm3/h of flue gas while produc-ing up to 750 metric tpd of sulfuric acid. In addition to producing sulfuric acid, the SNOX plants will also export up to 100 ton/hour of high-pressure steam to the refinery steam grid.
The contract for basic engineering was signed with Petrobras earlier and has already been executed. The supply of equipment will take place during the com-ing 16 months, and startup of the SNOX plants is planned for 2013.
EuropeJacobs Engineering Group Inc. has a
contract to provide detailed engineering, procurement support and support services during construction of a new ester produc-tion plant at OXEA GmbH’s existing man-ufacturing facility in Oberhausen, Germany.
The Esterplant 2 project is part of OXEA’s strategy to expand global ester production capacity by 40% to meet the growing global demand for OXEA’s esters. These specialty chemical products are replacing the traditional phthalate plasti-cizers. The fast-track project is expected to come onstream in 2012.
MAN Diesel & Turbo is installing a CHP cogeneration unit at the Rheinberg production plant of Solvin GmbH & Co. KG, a joint enterprise of Solvay and BASF. The first of MAN’s new 6-MW gas turbines will be used commercially for the plant, which manufactures chemi-cal products including polyvinyl chloride (PVC). The new CHP plant is designed to supply 6 MW of electrical and 11 MW of thermal power, thus enabling Solvin to meet its own electricity requirements in the future.
ThyssenKrupp EPC contractors have supplied and commissioned a plant for producing 3,500 tpd of urea solution in Sluiskil, Netherlands, for Yara of Nor-way. The plant, which took three years to build, has now been handed over to the customer. Yara invested €400 million in its construction.
The plant meets the latest environ-mental standards, as well as the best avail-able technology standards. There are even special collection systems that, should the plant malfunction, ensure that no haz-ardous substances escape into the envi-ronment. What really makes the plant so remarkable, though, is that some of the urea it produces will not be used as fertilizer but as an aqueous urea solution to treat die-sel exhaust fumes. This technology, known as AdBlue, reduces NOx emissions.
The technology was licensed by Stami-carbon. ThyssenKrupp Uhde was respon-sible for the engineering, equipment supply and plant construction on a fixed-price, turnkey basis.
Neste Oil is building a system for recovering emissions released when load-ing ships at the harbor of its Porvoo refin-ery. The system, valued at approximately €23 million, will recover the majority of the volatile organic compounds (VOCs) released into the atmosphere when load-ing gasoline.
The new system will reabsorb VOCs into gasoline during loading with the help of two absorption tanks and related equip-ment at the harbor, after which the gasoline used will be returned to the refinery for re-use. A similar system is already in use when loading tanker trucks at the Porvoo refinery’s distribution terminal.
Construction work on the VOC recov-ery system began in October 2011 and the facility is due to be commissioned in the latter half of 2013.
AfricaKenya Petroleum Refineries Ltd.
(KPRL) has implemented a new solution from IBM to increase the productivity and efficiency of the company’s oil refinery operations in East Africa. The agreement was finalized by IBM’s business partners Computer Source Point Ltd. and Pow-ertech IST Data. The new IBM solution will allow KPRL to manage, measure and track the life cycle of its oil-processing equipment such as pipes, heat exchangers, pumps, valves, boilers, furnaces, compres-sors, tanks and turbines.
Niger Delta Petroleum Resources Ltd. (NDPR), the fully owned subsid-iary of Niger Delta Exploration & Pro-duction Plc (NDEP), has been granted a license to operate (LTO) the Ogbele mini refinery. This license, granted by the fed-eral government of Nigeria, is said to be the first of its kind to be granted to an independent, publicly owned Nigerian company. It gives NDPR full authority to operate its mini diesel refinery (topping plant) at the Ogbele Field in old OML 54 (Rivers State).
The LTO will make NDPR’s mini diesel refinery the first independently owned and fully operational diesel refinery in Nige-ria. The refinery has an initial capacity of 1,000 bpd. It commenced production in December 2010, using crude-oil feed from NDPR’s existing Ogbele flowstation.
Middle EastTecnimont S.p.A., the main operating
company of Maire Tecnimont S.p.A., has an engineering procurement, construction and commissioning (EPCC) contract on a lump-sum turnkey basis for a new fertil-izers complex within the existing industrial area in the Aswan Governorship in Upper Egypt, from the Egyptian Chemical & Fertilizers Industries–KIMA.
The fertilizers complex will comprise an 1,200-tpd-capacity ammonia-produc-tion unit, implementing KBR’s Purifier technology; one 1,575-tpd-capacity urea-melt production unit, implementing Sta-micarbon’s Pool Reactor technology; one 1,575-tpd-capacity urea-granulation unit, implementing Stamicarbon’s urea-gran-ulation technology; and all the necessary utilities and offsite facilities to support the process units.
The overall project value is approxi-mately $540 million and completion is expected by the end of July 2014.

HPIN CONSTRUCTION
37
Toyo Engineering Corp. was awarded an energy optimization project for one of SABIC’s existing ammonia plant and package boilers at the Al-Jubail Fertilizer Co. (Al-Bayroni) in the eastern region of the Kingdom of Saudi Arabia.
The plant, which has a production capacity of 1,300 metric tpd of ammonia, has been in operation since 1983. Toyo will reduce and optimize the energy consump-tion in similar ammonia plants and package boilers. Project implementation is sched-uled to be completed in the second quar-ter of 2013. Toyo’s scope of work includes engineering, procurement, construction, pre-commissioning and commissioning assistance on a lump-sum turnkey basis.
Qatar National Facilities Services, a Qatari-based company partly owned by Fluor, has signed a five-year comprehensive maintenance-services contract with RasGas in the industrial city of Ras Laffan, Qatar. The contract was awarded to provide main-tenance services for the entire complex.
Fluor previously completed the RL3 Common Offplot project for RasGas in 2009. For that project, Fluor trained more than 62,000 different workers from 40 different countries at the site, with peak construction manpower reaching nearly 9,000 workers in January 2008.
Cellier Activity of ABB France’s Pro-cess Automation Division has started up a new lube-oil blending plant (LOBP) for Petromin Corp. in Jeddah, Saudi Arabia.
Cellier Activity was responsible for the detailed engineering and procurement, mechanical and electrical site supervi-sion, along with commissioning of the core process equipment. The scope of supply included both batch- and inline-blending technologies. The new facility is automated, and plant-wide activities are managed by a Lubcel control system to ensure process flexibility and safety.
With an annual capacity of 125,000 tons of lubricating oils per shift, the new facility is able to produce a wide range of automotive and industrial oils, and is reportedly one of the largest LOBPs in the Middle East.
North Refineries Co. (NRC) has awarded Chiyoda Corp. a contract for replacement of furnaces at the North refinery in Baiji, Republic of Iraq.
The contract covers engineering, pro-curement and delivery of three sets of fur-
naces. Equipment delivery will be com-pleted in April 2013.
The North refinery in Baiji is said to be one of the largest refineries in the Republic of Iraq, constructed by Chiyoda in 1983 with a capacity of 150,000 bpd. At the end of February 2011, hydrotreater furnaces at the North refinery were shut down by bomb blasts. NRC requested Chiyoda for planning assistance of short-term emergency measures, and Chiyoda was awarded the contract for the furnace-replacement work as a permanent solution through international tender.
Asia PacificDavy Process Technology Ltd., a
Johnson Matthey company, and The Dow Chemical Co.’s Oxygenated Sol-vents Business, have announced that Wison (Nanjing) Clean Energy Co., Ltd., has selected LP Oxo SELECTOR 10 technology for its new oxo alcohols plant in Nanjing, China. With this licence, Wison Energy will build a LP Oxo plant with a capacity of 125 kiloton/yr of 2-ethylhexanol and 125 kiloton/yr of butanols.
Wison Energy’s Nanjing plant operates a 600-kiloton/yr carbon-monoxide plant and supplies carbon-monoxide, synthe-sis gas, hydrogen and methanol to other facilities located in the Nanjing Chemical Industry Park.
Michelin Siam Co., Ltd., has awarded Technip a lump-sum turnkey engineer-ing, procurement and construction (EPC) contract for a new elastomer composite plant to be built in Southern Region Industrial Estate, Songkhla Province, Thailand.
The contract is in line with Tech-nip’s strategy to expand its business base, including its onshore segment. It covers preliminary engineering, detailed engi-neering, project management, procure-ment, construction, pre-commissioning and commissioning, and startup assis-tance. The plant will produce rubber composites.
Technip’s operating center in Bangkok, Thailand, will execute the contract, which is scheduled to be completed at the begin-ning of 2013. HP
Select 154 at www.HydrocarbonProcessing.com/RS

38 I JANUARY 2012 HydrocarbonProcessing.com
HPI CONSTRUCTION BOXSCORE UPDATE Company City Project Ex Capacity Unit Cost Status Yr Cmpl Licensor Engineering Constructor
AFRICAEgypt KIMA Aswan Ammonia 1200 tpd U 2014 KBR|Tecnimont TecnimontMorocco OCP Jorf Lasfar DAP (4) EX None E 2015 Jacobs Engineering SA Jacobs Engineering SA Jacobs Engineering SANigeria NNPC Imo State, Egbema/ Refinery 100 bpd 2500 U 2016 Oguta Industrial Park Senegal PCMC Dakar Refinery EX 100 bpd 1200 P 2013 Zambia Indeni Refining Co. Ndola Refinery RE 24 bpd 600 P
ASIA/PACIFIC Australia QGC Curtis Island LNG 3.8 MMtpy U 2014 ConocoPhillips Ltd Bechtel SembCorp Marine|BechtelChina Sinopec Changling Crude Unit EX 160 bpd U 2013 India IOCL Gujarat Refinery 15 Mtpy 59.2 P 2022 India Shell Hazira/Total JV Hazira LNG Terminal EX 3.6 Mtpy 91 P 2013 BOS|Tecnimont India Indian Oil Corp Ltd Paradip Refinery 15 MMtpy 1272 U 2012 Indian Oil FW Jacobs India Essar Oil Ltd Vadinar Distiller, Crude RE 14 MMtpy 1620 C 2011 ABB Lummus ABB Lummus EssarIndia Amerind Petroleum Pvt Ltd. Visakhapatnam Refinery 7.5 Mtpy 505 P 2014 Indonesia Pertamina/PT Chandra Asri/ Cilegon Refinery 300 bpd 7000 P 2014 Saudi Aramco JV Thailand Michelin Siam Elastomer Songhkla Elastomers None E 2013 Technip TechnipThailand BioAmber/Mitsu & Co. Undisclosed Biosuccinic Acid m-t S 2014 Vietnam Petrovietnam Nghi Son EZ Refinery 200 Mbpd 6200 P 2016 FW Technip
EUROPE Azerbaijan Socar Baku Processing, Oil/Gas TO 300 bpd 1500 U 2020 Technip|FW|UOP Norway StatoilHydro Mongstad VOC Recovery 36 Msm3/hr 18.7 U 2011 Aker Solutions Aker Solutions Romania Rompetrol Rafinare Constanta, Petromidia Refinery Hydrogen 40 MNm3/h 99 E 2012 Technip Technip RominservRussian Federation Bashneft Bashkortostan Hydrocracker None 551 U 2016 Russian Federation Moscow Oil Refinery Moscow Refinery EX 10 MMtpy 26.4 E 2020 Vnipineft Russian Federation Novo Ufimskii NPZ Ufa Hydrotreat, Gas Oil EX 2 MMtpy 309.5 U 2012 Axens Russian Federation Lukoil-Volgograd Neftepererabotk Volgograd Coker, Delayed RE None C 2011 Turkmenistan Turkmengas Undisclosed Refinery (3) None P
MIDDLE EAST Iran Iranian Oil Rfg Qeshm Island Refinery, Heavy Ends 30 bpd P 2013 Kuwait Kuwait Petro Corp Kuwait Olefins None C 2011 Saudi Arabia Saudi Aramco Jazan Refinery 400 bpd 7000 U 2016 Axens|KBR|CLG AxensSaudi Arabia Petromin Jeddah Blending, Lubes 125 tpd C 2011 ABB Cellier Saudi Arabia Sadara Chemical Co. Ras Tanura Petrochemical Complex 400 Mbpd 20000 F 2015 Dow Jacobs |KBR ABB|KBR|Jacobs Saudi Arabia Saudi Aramco\ConocoPhillips Yanbu Refinery 400 Mbpd 1300 E 2014 KBR Aramco Services Co|KBR UAE Borouge III Ruwais Polypropylene (2) 480 Mtpy 722 F 2013 Tecnimont Hyperion|Samsung Eng
UNITED STATES Colorado ClearFuels Commerce City Biorefinery 20 tpd 37 C 2011 Rentech Kansas NCRA Mc Pherson Coker, Delayed 400 bpd 555 P 2015 Louisiana Cheniere Energy, Inc. Cameron Parish LNG Liquefaction Plant 16.9 Bcf 3900 U 2012 Bechtel BechtelLouisiana Valero Refining Co Meraux Refinery RE 135 bpd 40 C 2011 Mississippi Chevron Chemical Co Pascagoula Desalter, Crude RE 50 Mbpd E 2012 Petreco |Cameron Bechtel CameronOklahoma Holly Corp Tulsa Electrofining 18 m-bpd C 2011 Cameron CameronTexas Motiva Enterprises LLC Port Arthur Crude Unit EX 600 Mbpd U 2012 Shell Global Bechtel\Jacobs JV Bechtel\Jacobs JVv
THE GLOBAL SOURCEFOR TRACKING HPICONSTRUCTION ACTIVITY
BOXSCORE DATABASE ONLINE
For more than 50 years, Hydrocarbon Processing magazine remains the only source that collects and maintains data specifi cally for the HPI community, publishing up-to-the-minute construction projects from around the globe with our online product, Boxscore Database. Updated weekly, our database helps engineers, contractors and marketing personnel identify active HPI construction projects around the world to:• Generate leads • Market research • Track trend analysis • And, decide future budget planning.
Now, we’ve made our best product even better! Enhancements include:• Exporting your search results to Excel so you can compile your research • Delivering the latest updated projects directly to your inbox each week • Designing customized construction reports for your company using our 50 years of archived projects.
For a Free 2 -Week Trial, contact Lee Nichols at +1 (713) 525-4626, [email protected],or visit www.ConstructionBoxscore.com
Select 155 at www.HydrocarbonProcessing.com/RS

PROCESS. ENGINEER. REFINE.
Our process begins with a thorough understanding of our client's needs and objectives to successfully engineer transactions refined to achieve their goals.
GulfStar is a leading middle market investment bank headquartered in Houston, Texas, and has been named one of the top 10 most active investment banks and advisors in the energy industry over the past decade according to The PitchBook Decade Report. Having closed more than 70 transactions in the energy and manufacturing industry within the past 5 years, GulfStar has the industry experience and transactional leadership to deliver superior results.
Our process begins with a thorough understanding of our client's needs and objectives to successfully engineer transactions refined to achieve their goals.
GulfStar is a leading middle market investment bank headquartered in Houston, Texas, and has been named one of the top 10 most active investment banks and advisors in the energy industry over the past decade according to The PitchBook Decade Report. Having closed more than 70 transactions in the energy and manufacturing industry within the past 5 years, GulfStar has the industry experience and transactional leadership to deliver superior results.
WWW.GULFSTARGROUP.COM
YOUR BUSINESS HAS INSPIRED OURS.
Securities offered through GulfStar Group I, an affiliated entity, member FINRA – SIPC.
Ventech Engineers L.P.
has completed a majority recapitalization with
Cooper Investment Partners
GulfStar Group acted as exclusive financial advisor to Ventech Engineers L.P.
Colt Luedde Managing Director [email protected]
Cliff AthertonManaging [email protected]
Kent KahleManaging Director
Steve LasherManaging Director
Thorpe Corporation
has completed a majority recapitalization with
The CapStreet Group, LLC
GulfStar Group acted as exclusive financial advisor to Thorpe Corporation.
Purvin & Gertz
has been acquired by
IHS Inc.
GulfStar Group acted as exclusive financial advisor to Purvin & Gertz Inc.
Jones Industrial Holdings, Inc.
$7,000,000Senior Subordinated Notes
financing provided by
GulfStar Group acted as exclusive financial advisor to Jones Industrial
Holdings, Inc. and arranged the private placement of these securities.
Ventech Project Investments L.P.
$200,000,000Infrastructure Project
Investment Fund
GulfStar Group arranged, structured and negotiated this financing and acted as financial advisor to the
Ventech companies.
Select 89 at www.HydrocarbonProcessing.com/RS

ProMax is a powerful and versatile process simulation package that is used worldwide to design and optimize
integrated with Microsoft Visio®, Excel® and Word®, ProMax is the best simulation tool for designing gas
Discover why engineers around the world depend on ProMax!
2
2
ProMax®
Gas Processing
with TSWEET® & PROSIM®
Process Simulation Software
Select 71 at www.HydrocarbonProcessing.com/RS

HPI VIEWPOINT
HYDROCARBON PROCESSING JANUARY 2012 I 41
The opportunities of abundance: How shale gas changes the energy landscape
In 2005, the US EIA forecast that US demand for natural gas would be met by importing greater volumes of the fuel in the form of LNG. Specifically, net LNG imports were expected to rise to 10% of consumption in 2010 and to 20% in 2025.
Six years later, however, the data for 2010 indicate that net LNG imports were less than 2% of US natural gas consumption, while domestic production has far exceeded earlier forecasts. These unanticipated changes are the result of new production of natural gas from shale resources, a phenomenon that is changing the energy landscape.
Today, the US has a growing supply of domestic natural gas that can power the country for generations to come. According to the EIA, the total natural gas resource base sits at 2,543 trillion cubic feet (Tcf ), powered by new discoveries across the US. These discoveries have fundamentally transformed the long-term sup-ply outlook. Shale gas production makes up more than 20% of US supply, an increase from 1% in 2000, and energy analysts at ICF International predict that, in about 25 years, this figure will grow to around 65% of total supply. In short, shale gas supplies that were initially described as an “unconventional” resource will become conventional in the near future.
The arrival of lower and more stable prices. The increases in North American natural gas resources and produc-tion have brought new stability to gas markets. In fact, record production and low prices were sustained right through the worst
economic downturn since the Great Depression. The US reached record levels of annual gross natural gas production in each of the years from 2008 through 2010.
At the same time, natural gas prices (NYMEX front-month contract) have not exceeded $6.10 per million Btu (MMBtu) since January 2009, and in the first three quarters of 2011 prices have averaged $4.21/MMBtu. EIA’s long-term outlook antici-pates that prices will stay below $7/MMBtu until at least 2035.
There has also been a clear break in the traditional linkage between oil and natural gas prices. In mid-2008, as the price of crude oil peaked at $140 per barrel (bbl), natural gas hit a historic high of $14/MMBtu. After a drop in prices, oil jumped to over $100/bbl and has remained above $75/bbl over the last year (NYMEX front-month contract), while natural gas prices stayed at much lower levels (under $4.50/MMBtu) than would have been anticipated with a closer price linkage.
Gas opportunity in the power sector. The realization in the US of abundant natural gas supplies coincides with a growing interest in cleaner sources of energy and improved energy security through the expanded use of domestic fuels; this opportunity is particularly strong in the power sector. In US power generation, natural gas is greatly under-utilized. Gas-powered plants cur-rently make up the greatest portion of US generation capacity, yet only about 25% is actually utilized.
Low-priced natural gas supplies, coupled with power plant infrastructure already in place around the US, are already facili-tating expanded power-sector use, which increased more than 25% between 2005 and 2010. Continuing to expand power-sector use also has an immediate and significant benefit for the environment. In fact, the Congressional Research Service (CRS) found that, if the US doubled the use of natural gas combined-cycle plant capacity, nearly 10% of the country’s CO2 emissions would be displaced—not to mention reductions in pollutants such as mercury, NOX and SOX.
Driving change. The transportation sector is also benefit-ting from newfound natural gas abundance in the US. The gas-producing companies that are part of ANGA have been driving change in many of the same locations where natural gas is produced. These companies are building fueling facilities for natural gas vehicles (NGVs), buying and using NGVs, financ-ing new technologies for NGVs and selling natural gas to other NGV users.
The use of natural gas for fleet vehicles has been expanding rapidly. In Los Angeles, California, the local metro system retired its last diesel bus in January 2011 and now has 2,221 buses (99.6%) of its fleet running on compressed natural gas (CNG). The commercial use of NGV fleets is also rising, most notably with companies like UPS and AT&T.
Natural gas is also competitive in the heavy-duty sector of the transportation market, as these vehicles travel the most miles and have significantly lower fuel economy and substantial fuel
Sara Banaszak, chief economist and vice president of America’s Natural Gas Alliance (ANGA), draws on her 15-year background in natural gas and oil to help guide ANGA’s research and analysis and to develop and promote policies that reflect the potential of abundant new natural gas supplies. Her knowledge of the energy industry ranges
across the upstream, downstream, international and domestic arenas, and covers policy, regulatory and commercial issues. She has conducted extensive analysis of global liquid natural gas (LNG) trade, analyzed the economic impacts of US energy policies, modeled the dynamics of oil refineries, and published research on oil demand in Asia.
Ms. Banaszak has served as a speaker, chair and organizing committee member for major North American and international conferences, including Gastech. She has also worked in consult-ing, directing PFC Energy’s North American Gas Policy Service, and previously with FACTS Global Energy. Other professional experience includes research for the American Petroleum Institute and the East-West Center, project management at the US Department of Energy, and international energy modeling for the US Energy Information Administration (EIA).
Additionally, Ms. Banaszak is an active member of several asso-ciations, including the National Association of Business Economists and the International Association for Energy Economics. She holds a master’s degree in applied economics from the University of Hawaii and a bachelor’s degree in international relations from the University of Pennsylvania.

HPI VIEWPOINT
42 I JANUARY 2012 HydrocarbonProcessing.com
needs. Fuel cost is a key driver in making natural gas competi-tive for transportation. Natural gas costs, on average, one-third less than conventional gasoline. Additionally, NGVs are proven to have lower operating and maintenance costs, both of which generate significant savings over the life of vehicles. Many gas-powered fleets report 15%–28% savings compared to those running on diesel.
Shale gas is fueling economic success. The benefits in the US from a move toward domestic natural gas will also have an important impact on the economy, including lower electricity prices, higher industrial production and higher house-hold incomes. Using more of this domestically sourced fuel will inevitably lead to increased employment for staff geologists, engineers and drilling specialists, as well as an escalation in sup-porting industries.
Shale gas already supports 600,000 jobs, and this number is poised to grow significantly, exceeding 1.6 million jobs by 2035.
Growth in America’s steel and chemical industries is a great exam-ple of how the US benefits from the shale boom. The steel industry is seeing increased orders for specialty pipes, while production of ethylene and ethylene-based products is expanding in the US.
Moving forward. It is clear that the energy dynamic in the US has changed over the last few years. Importing natural gas was an accepted truth, but today’s reality is that the US has enough natural gas to meet growing demand, allowing the country to focus on domestic uses and export possibilities.
The production of shale gas will continue to reverberate throughout global energy markets as planned US imports are displaced and as production of shale gas is extended internation-ally. In the US, the production of shale gas will continue to help the country move away from foreign fuels, saving precious dol-lars in the process and addressing some pressing environmental challenges. It is a monumental opportunity that our industry is excited to tackle. HP
Cautious optimism for growth in the natural gas market
The natural gas industry is more optimistic now than it has been in perhaps decades, as the fuel is on its way to capturing a growing and significantly larger share of the US energy mar-ketplace. With the advantages of a large resource base, relatively reasonable costs, and environmental pressures on competing fuels, such optimism is justified; however, the industry’s hopes are not guaranteed to be fulfilled.
While the resource base itself is less and less in doubt, the extent to which production costs will continue to decline remains uncer-
tain, and regulatory and environmental costs are far from resolved. The demand side faces even more uncertainty, with market growth more dependent than ever on the overall health of the economy and on the increasingly contentious politics of power generation.
Natural gas’ share of energy consumption in the US has varied within the 20%–30% range since the early 1970s, down from just over 30% in the late 1960s when natural gas prices were heavily regulated at low levels, heavy industry was running strong, and supply was not an issue. Successive recessions in 1973–1974 and 1981–1982 hit the industrial gas market hard, with the result being that, by 1986, natural gas’ market share in US energy con-sumption had fallen to less than 22%, and the overall US gas market had dropped to just over 16 trillion cubic feet (Tcf )—the lowest market share for gas since 1953.
Recovery was initially headed by the industrial sector during the 1990s “gas bubble,” as a strong economy and cheap natural gas drove a rebound of approximately 8 billion cubic feet per day (Bcfd) in industrial consumption, while power consumption grew by 4–5 Bcfd over the same period. Gas’ share of US energy consumption fell again through the mid-2000s, however, as high, volatile gas prices discouraged industrial consumption, while gas-fired power generation continued to show gains. In recent years, gas’ share has increased slowly, climbing back to 25% in 2010 and 2011. This growth is a result of stabilization in the industrial mar-ket and continued growth in gas-fired power generation, which is in part due to the displacement of traditional coal markets in the eastern US.
Is the gas industry indeed poised for a new era of growth as it captures larger shares of the industrial and power-generation markets? Again, supply is not an issue for a decade or more, at least. Wood Mackenzie estimates that production in nine active shale plays (Marcellus, Haynesville, Barnett, Eagle Ford, Fayetteville, Woodford, Horn River, Montney and Duvernay) alone is capable of growing by more than 20 Bcfd on net from 2011–2020—greater than expected US demand growth—at Henry Hub prices of between $4.00 per million British thermal
Edward Kelly, the vice president of North American gas and power at Wood Mackenzie, is a recognized expert analyst of the North American natural gas and power industries. He has focused expertise in the natural gas midstream, energy mar-kets, regulatory issues and energy business strategies. Mr. Kelly leads major consulting
engagements for Wood Mackenzie’s Americas Gas and Power consulting group, contributes to the research product, and inte-grates insights from Wood Mackenzie’s World Oil, North American Gas and Power, and Global LNG practices for the benefit of Wood Mackenzie clients.
In the course of his career, Mr. Kelly has advised many North American and international energy companies on business strategy for the North American energy market, and on the effects of global energy market forces on the North American energy industry and marketplace. His advisory experience also includes numerous state governmental and regulatory bodies, as well as utilities, producers, and gas pipeline and storage companies.
Prior to joining Wood Mackenzie, Mr. Kelly was director of research for the North American natural gas unit of Cambridge Energy Research Associates. Previously, he worked as an analyst for Panhandle Energy (now Spectra Energy) and Tennessee Gas Transmission. Mr. Kelly holds a BA degree in economics from the University of Chicago and an MBA degree in finance from the Uni-versity of Texas at Austin.

HYDROCARBON PROCESSING JANUARY 2012 I 43
HPI VIEWPOINTunit (MMBtu) and $5.50/MMBtu. This forecast holds in spite of an expected doubling of pipeline gas exports to Mexico and nearly 2.5 Bcfd of LNG exports.
Of course, there are other shales under development (Utica, Niobrara) as well, and several plays waiting in the wings should prices rise. As a result, no pure exploration success is required to satisfy the needs of the North American gas market, even for the next 20 years. We already have a good idea where the gas we may need is located, and we know it can be produced at less than $6/MMBtu, even accounting for some increase in costs associated with tightening environmental standards.
On the demand side, the near-term picture is less clear. A weak economy and growing generation from renewable sources are dampening the underlying need for gas generation, while an increase in gas prices would cause gas to lose market share to coal for a time. However, politics are coming into play again, with US Environmental Protection Agency (EPA) regulations expected to result in the retirement of between 50 GW and 60 GW of US coal-fired power facilities within the next 5–7 years. If the economy resumes a steady pace of growth, the gas market should begin to shift from a dependence on pushing supplies at low cost into traditional coal markets, toward supplying grow-ing power-generation needs while some existing coal plants
are retired. Exports and continued coal displacement are likely to remain features of the gas market at prices still attractive to US consumers.
Of course, the opportunities for growth are more varied. Pet-rochemical producers, fertilizer manufacturers, steel producers and other industrials are already making or considering invest-ments to take advantage of low gas prices, and Wood Macken-zie expects industrial consumption to rebound, exceeding the 20-Bcfd level again (up from over 18 Bcfd currently) within 5–7 years. The wide spread between natural gas and oil—which is likely to remain wide for the foreseeable future—is attracting ongoing investments in CNG and LNG vehicles and refueling infrastructures as well, although it will be many years before these make a material difference in the overall marketplace.
In short, if steady economic growth resumes, the gas industry is poised to supply an increasing share of the nation’s energy needs once again. Will the industry ever get back to a 30% share, as seen in the late 1960s? Power consumption efficiencies, renew-able energy generation, and a slower pace of economic growth create headwinds, so the 30% level will probably not be reached until 2025 or 2030. However, the gas market at that time, fore-cast at nearly 90 Bcfd, could be one-third larger than it is today—not a bad opportunity for those in the business. HP
LNG’s future: Branching out
The liquefied natural gas (LNG) industry is mature and poised to branch out in many new directions in the coming decades as it continues to grow in capacity. One forecast takes today’s 325 million metric tons per year (metric MMtpy) of installed or under-construction liquefaction capacity to approxi-mately 500 metric MMtpy by 2030. Traditional onshore base-load facilities, particularly in Australia and Africa, will account for the largest part of the 175-metric MMtpy growth during that period.
Nontraditional sizes and locations. While most of the capacity increase will be driven by traditional baseload plants, expect to see substantial growth in LNG facilities in nontradi-tional locations and sizes, as well. Arguably, the most interest-ing future location is offshore. The wide field of floating LNG
(FLNG) players seen five years ago has narrowed substantially and is now led by Shell’s Prelude facility, which is pushing the current boundaries of technology and is positioned to become the world’s first operating FLNG later this decade. The industry is watching closely. Once the concept and its many challenges are proven, expect a “rush to be second” and a concerted push to find ways to make the next generation of FLNGs more economical.
Also expect a new breed of mid-scale (0.5–2.0 metric MMtpy) liquefaction facilities to come into their own and help monetize the large number of smaller gas fields, particularly offshore and in remote onshore locations. Unlike baseload LNG facilities, where innovation is driven by the need for higher efficiency and larger train sizes, many mid-scale liquefaction processes and their asso-ciated pretreatment processes will focus on operational simplicity and minimization of capital expenditures (CAPEX).
At the smallest end of the capacity range will be the small-scale (peak-shaver) to micro-scale (vehicle-fuel) liquefaction facilities that will pop up wherever they can best take advantage of local gas availability and LNG markets. In particular, processes aimed at the vehicle fuel market will increasingly be offered in “catalog” sizes of prepackaged equipment. The lowest CAPEX and shortest construction schedules will rule this market.
Don’t forget regas. While less glamorous than liquefac-tion facilities, import/regasification terminals will also see steady growth. Historically, worldwide regas capacity has been about 2–3 times that of worldwide liquefaction capacity. We can expect to see 45–70 billion cubic feet per day (Bcfd) of new regas capacity by 2030. As with liquefaction, most of the growth in regas will be in traditional, baseload-sized terminals.
While liquefaction facilities face the challenge of being located “where the gas is” (i.e., increasingly remote or otherwise challeng-ing locations), regas terminals face a rather different challenge of
Susan Tucker Walther, Mustang’s LNG engineering manager, is an accomplished engineer with more than 25 years of diverse industry and engineering experi-ence. A registered professional engineer in Texas, she earned her chemical engineer-ing degree with honors from Texas A&M University and began her career at Shell’s
chemical/refinery complex in Deer Park, Texas. She has spent the majority of her career in engineering and construction—designing refineries, chemical facilities, LNG regasification terminals and LNG liquefaction facilities—and has led projects in all phases of design and execution. She joined Mustang Engineering in 2007 and has focused exclusively on LNG-related projects in her current role. Mrs. Walther is the author of several publications related to the LNG industry and has spoken at several conferences, including Gastech 2011 in Amsterdam.

HPI VIEWPOINT
44 I JANUARY 2012 HydrocarbonProcessing.com
being located “where the demand is.” By definition, this tends to be at or near heavily populated, congested ports. With a lack of available land near shore and a strong not-in-my-backyard men-tality in many locations, there is already a successful and growing market for floating storage and regasification units (FSRUs). The full-sized FSRU field is dominated by a few proven players.
There is another change in the air surrounding many onshore regas terminals. Open-rack vaporizers, a long-time industry standard, are under increased scrutiny for their real or perceived impact on water temperatures and marine life. Submerged combustion vaporizers or other vaporizers using a fired heat source are far from ideal substitutes, due to their fuel consumption and corresponding air emissions. As such, expect increased interest in utilizing other vaporization heat sources such as waste heat and ambient air, or utilizing the cold duty from LNG vaporization to improve the performance of adjacent processes including electrical power generation, air separation, ethane/propane recovery and seawater desalinization.
In many regions of the world, LNG import terminals will be closely associated with new power-generation projects to help meet the demand for reliable power. Some terminals will also distribute LNG locally, via truck or train, for vehicle fuel or other domestic uses.
A paradigm shift in shipping. For years, LNG carrier designs have moved in primarily one direction: bigger. From 145,000 m3 a decade ago, the newest carriers now transport up to 260,000 m3 of LNG. While this is a good solution for the
large baseload LNG routes, it presents a significant challenge to tomorrow’s small- to mid-scale liquefaction and regas facilities, where the economics cannot support the full-sized LNG stor-age tanks, jetties and deep draft required for infrequent visits by full-sized carriers.
Watch for LNG mini-carriers and articulated barges—cur-rently used in only a few locations such as Scandinavia—to step up and fill what is now something of a void. These carriers will be best used over relatively small distances to move cargoes in the 5,000–30,000 m3 range from small-scale liquefaction sites to small-scale regas or LNG-to-power facilities. The onshore storage size and cost on both ends of this supply chain are reduced, along with the jetty and water depth requirements.
Stay focused on safety. To date, the LNG industry has an outstanding safety record. We cannot become complacent! Nearly all of these described changes involve taking LNG into more remote areas with typically smaller, less LNG-experienced operators and owners. The trends toward mid-, small- and micro-scale LNG will result in an increased number of facili-ties, albeit smaller than today’s baseload plants and terminals. As an industry, we have to remain diligent to ensure that our designs, equipment, procedures and systems are safe and envi-ronmentally sound.
LNG’s future is solid and growing, and it will move in excit-ing new directions during the next few years. There will be many ways to be a part of the growth, so get innovative—and, above all, stay safe. HP
www.fourquest.com
PRE-COMMISSIONING?Want
FourQuest Energy provides pre-commissioning as well as regular shutdown and maintenance services to the Energy Industry including: steam blowing, air blowing, oil flushing, chemical cleaning, fluid pumping, nitrogen services, engineering & procedure writing, pipeline pigging and testing, static load tank testing, hydro-testing and filtration & heating services. We are focused on fulfilling the needs of our clients in the Oil and Gas and Power industry across Canada, the Middle East and Caspian.
www.
FourQuest Enshutdown and mainblowing, air blowingservices, engineerinload tank testing, hfocused on fulfillingindustry across Can
Find Us On:
SCAN WITH YOUR SMARTPHONE TO VIEW OUR WEBSITE
Select 156 at www.HydrocarbonProcessing.com/RS

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 45
Overcome challenges in treating shale gasesManipulating process plant parameters helps meet pipeline specifications
R. H. WEILAND and N. A. HATCHER, Optimized Gas Treating Inc., Houston, Texas
S hale represents an astonishingly large, new source of natural gas and natural gas liquids (NGLs). However, a common misconception seems to be that, for the most part, shale
gases are sweet and do not need to be treated. Although not highly sour in the traditional sense of having
high H2S content, and with considerable variation from play to play and even from well to well within the same play, shale gas often contains tens or hundreds of parts per million of H2S, with wide variability in CO2. Gas in the Barnett shale play of North Texas, for example, contains several hundred parts per million by volume (ppmv) of H2S and several percentages of CO2—far from pipeline quality.
In other shales, such as Haynesville and the Eagleville field of the Eagle Ford play, H2S is known to be present. In other cases, such as the Antrim and New Albany plays, underlying sour Devonian formations may communicate with and contaminate the shale formations.1 Some plays in Western Canada have low CO2 but enough H2S to require treating. Thus, after removing the NGLs, there are many situations in which the shale gas may still need to be treated to pipeline specifications, at least for sulfur content.
Difficulties posed by shale gases. The challenge in treating such gases is the very low H2S-to-CO2 ratio and the desire to meet, but not exceed, pipeline specifications on CO2 content. In terms of cost and effectiveness, the solvent of choice for H2S removal and CO2 slip is N-methyldiethanolamine (MDEA) used in a traditional gas treating plant. But how does one go about taking the H2S content from, for example, 100 ppmv down to 4 ppm without taking out excessive CO2 at the same time? Another related issue is what to do with the acid gas from the amine unit, since it will likely be of substandard quality for a Claus plant.
This article uses specific examples to show, quantitatively, how various process plant parameters affect selectivity and, in particular, the ability to treat a variety of shale gases to pipeline specifications. Solvent selection, strength, temperature and cir-culation rate, as well as the type and quantity of internals used in the contactor, are some of the process parameters and design variables considered.
Problem-solving with trays. A new tactic is to use multi-pass trays even when, hydraulically, a single-pass tray is more than adequate to handle the flows. The key is to understand
that trays operating in the froth vs. spray regimes have radically different mass-transfer performance characteristics. A critical element in the underlying analysis is the availability of a real-mass and heat-transfer rate-based simulation capability, because the selectivity issue is intimately tied to the separation taking place from a mass-transfer rate perspective. Ideal stages are incapable of dealing with this properly because, no matter how embellished by efficiencies and residence times, an ideal or equi-librium stage is completely oblivious to the effect of hydraulics on mass transfer.
Rather than devoting column space to discussing what a mass-transfer rate model is and how it works, we will instead present a set of case studies and simply refer interested readers to a previ-ous Hydrocarbon Processing article2 for model details. However, it will be important in what follows to understand this fact: H2S absorption is a process controlled by resistance to mass transfer in the gas phase, whereas CO2 absorption is liquid-phase-resistance controlled. Therefore, whatever can be done to lower gas-phase resistance and increase liquid-phase resistance will improve H2S pickup and increase CO2 slip.
The reaction between CO2 and MDEA is so slow that reac-tion kinetics play a very minor role in determining CO2 absorp-tion rates. Carbon dioxide and hydrogen sulfide absorption are controlled strictly by the mass-transfer characteristics of the spe-cific trays or packing under the hydraulic conditions being used.
TRAYS OPERATING AT LOW LIQUID RATESDuring 2007 and 2008, several plants were found to be pro-
ducing gases with unbelievably low concentrations of H2S and astonishingly high CO2 slip values. These values were far outside the range suggested by any simulator, whether mass transfer rate-based or ideal-stage. In each case, the absorber contained trays. More importantly, the weir liquid load (volumetric flow rate of solvent per unit length of weir) was always quite small.3 Later, performance data was found for six more plants also operating at low weir liquid loads and, as Fig. 1 shows, the data from all nine plants show remarkable quantitative consistency with, and support for, the spray-regime explanation.4
Froth vs. spray regime. The experimental data from which the fundamental mass-transfer coefficient correlations are drawn in a mass transfer rate-based model all corresponded to trays operating in the froth regime, in which the biphase on the trays is a frothy liquid containing a dispersed gas. However, the trays

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
46 I JANUARY 2012 HydrocarbonProcessing.com
in these nine low-weir-load instances were all operating in the spray regime, with some operating with essentially pure sprays (left side of Fig. 1) and others with mostly froths but with a modicum of spray (right side).
In froths, the liquid is continuous and the gas is dispersed as large and small gas bubbles and jets; in sprays, the liquid is dispersed as droplets (about 1 mm in diameter in aqueous sys-tems) bouncing across the tray and finding their way into the downcomer through a continuous gas phase.
Hydraulically, the flows are radically different, and so is the mass transfer. The spray regime has much higher liquid-phase resistance (to mass transfer) because, internally, the liquid drops are almost stagnant. The lack of mixing produces lower CO2 absorption rates (remember: CO2 absorption is liquid-phase controlled)—i.e., increased CO2 slip.
On the other hand, gas-side mass transfer is much improved because of the highly turbulent flow of gas around the drops—hence, better H2S absorption. This scenario is completely con-sistent with what was seen in the performances of all nine plants. Thus, to improve H2S removal and to slip more CO2, trays should be operated in the spray regime if possible.
Spray regime challenges. It is unfortunate that, in the distillation community, tray operation in the spray regime has a bad rap. However, the poor reputation is the fault of many tray designers who repeatedly fail to use a seal pan to ensure that downcomer bottoms are positively, hydrostatically sealed (vs. dynamically sealed).
A good seal prevents gas from blowing up the downcomers (rather than through the tray deck), causing massive entrain-ment of liquid and an undeserved bad reputation. In fact, in the spray regime, trays having positively sealed downcomers actually have higher jet flood capacity than conventionally operated trays. Attempting to seal downcomers dynamically, at very low liquid rates, is an invitation to failure.
The gas-treating benefit of the spray regime was the subject of a 1981 patented tray design.5, 6 However, the patented design failed to gain popularity, perhaps because of the limited area of application 30 years ago. Nonetheless, the spray-regime opera-tion of trays has promising application in shale gas treating today.
TREATING A GAS FROM THE BARNETT SHALEThe gas plant in question is one of three units in Texas
between Dallas and Houston intended to process gas from fields in the Barnett shale. As built, this particular plant was intended to treat 330 million standard cubic feet (MMscfd) of gas con-taining 750 ppm H2S and 2.5% CO2 at 960 pounds per square inch absolute (psia) to pipeline quality—i.e., 4 ppmv H2S and < 2% CO2.
The absorber was designed with 12 single-pass valve trays using an equilibrium-stage simulator and assumed tray effi-ciencies. From startup in mid-2009, the plant has consistently failed to produce on-specification gas at more than 60% of the nameplate production capacity, even with reboiler and circula-tion pumps running at full capacity. The generic MDEA solvent was gradually spiked with a stripping promoter, allowing it to treat 240 MMscfd, or 73% of capacity. However, the internals were inadequate to move beyond this limit, and a revamp of the tower—perhaps even a new and taller column—was required.
Literally hundreds of cases were run using a mass transfer rate-based amine simulator to determine the right course of action. Focusing on the absorber, the tray count was varied from 12 to 26, and solvent rates, amine strength, gas temperature and solvent temperature were varied. Consideration was given to tray type and design, the use of structured packing and even a combination of packing and trays in the same column to achieve the nameplate rate with on-specification gas. The results were somewhat surpris-ing and very educational.
Simulation results. Traditional thinking would suggest that, if a plant is not meeting treating specification, a higher solvent circulation rate and a more aggressively reboiled regenerator should improve treating. However, in the present case, the oil
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1011121314151617181920
12 14 16 18 20 22 24
CO2 i
n tr
eate
d ga
s, m
ol%
H 2S
leak
, ppm
v
Number of absorber trays
H2SCO2
Adding trays does not meet the treating specification with MDEA at design rates.
FIG. 2
1.4
1.5
1.6
1.7
0
2
4
6
8
10
12
12 14 16 18 20 22 24
CO2 i
n tr
eate
d ga
s, m
ol%
H 2S
leak
, ppm
v
Number of absorber trays
H2SCO2
The use of a stripping promoter meets treat but removes too much CO2.
FIG. 3
Spra
y-re
gim
e co
rrec
tion
fact
or
Weir load
New Mexico
Iowa
Alberta
North Texas North Texas
North TexasNorth Texas
India Base
BritishColumbia
The correction factor for spray-regime operation varies with weir liquid load.
FIG. 1

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 47
flow to the regenerator reboiler and the circulation rate through the unit were already at equipment limits. Furthermore, the solvent was already at 50 wt% MDEA and contained a stripping promoter, so only a small increase was possible by raising the MDEA strength by 5 wt% or 10 wt%—certainly not enough to increase performance significantly.
One of the most influential parameters was simulated to be the raw gas temperature. (Solvent temperature had a much smaller effect because the gas-to-liquid ratio was high in this plant.) However, significantly reducing the gas temperature would have required a large gas heat exchanger, and any achievable lower temperature was found to be insufficient to allow treating at the design rate. Thus, the focus shifted to the tower internals.
Using the right tray design. The preference was to use generic MDEA rather than a specialty amine. Fig. 2 shows that, with generic MDEA, adding trays will indeed lower the H2S leak into the treated gas, but not nearly enough to meet the H2S specification. Note that the weir load in this case is 65 gallons per minute per foot (gpm/ft), requiring application of a small correction for a small amount of spray.
However, the problem with the absorber is that, the more trays there are, the more CO2 is removed. Already twice as much CO2 as necessary is being removed from the gas. Solvent capacity is being used to remove the wrong component (CO2) instead of the noncompliant component (H2S). No matter how many trays are used in this absorber, generic MDEA will not allow the gas specification to be met at design rates.
Using a stripping additive would permit the originally intended gas rate to be processed to pipeline specifications, as Fig. 3 shows. However, mass transfer rate-based simulation shows that at least 20 absorber trays would be needed, and even if 20 trays could be shoehorned into the existing shell, twice the necessary amount of CO2 would be removed. It turns out that a moder-ate crimp structured packing could be used effectively in this particular column, achieving less than 1 ppmv H2S and 1.95% CO2 in a 35-ft bed, but only with an amine solvent containing a stripping promoter. With generic MDEA, simulation showed that 6–7 ppmv H2S was the best that could be achieved, albeit with 1.9–2.0% CO2.
Hydraulically speaking, one-pass trays are perfectly adequate for handling the gas and liquid flows in the absorber. However, if two-pass trays were installed, the 65-gpm/ft weir load would drop to about 40 gpm/ft, and a significant benefit to both H2S removal and CO2 slip would result. Furthermore, rich-solution loadings are quite modest, so the solvent has more capacity than is being used. This situation suggests that, if the solvent rate were reduced to below the plant limit, even lower weir load and better
TO KNOW THAT YOUR COMBUSTION GAS MEASUREMENT IS FULLY OPERATIONAL, IS THE ONLY WAY TO SAFELY RUN YOUR FIRED HEATER PROCESS.
Introducing the NEW SERVOTOUGH FluegasExact 2700. The worlds first combustion gas analyzer with an integrated, in-line flow sensor.
No one understands your requirement for reliability and accuracy more than Servomex. For over 50 years we’ve been innovating, developing and supporting our customers with expert technology, advice and service.
FOR MORE INFORMATION, TALK TO THE EXPERTS:
WWW.COMBUSTION-EXPERT.COM
LY S
OF COMBUSTION SAFETYOFOFOF CCCOOOMMMBBBUUUSSSTTTIIIOONNN SSSAAFFFEEETTTYYY
BREAKTHROUGH IN MEASUREMENT ASSURANCE
WORLDS FIRST INTEGRATED, IN-LINE FLOW SENSOR
OXYGEN AND COMBUSTIBLES IN ONE ANALYZER
CALIBRATION VERIFIES SAMPLE SYSTEM INTEGRITY
LOW MAINTENANCE AND LONG SENSOR LIFE
HIGHLY RELIABLE AND REPEATABLE MEASUREMENTS
IMPROVE PERSONNEL AND PROCESS SAFETY
FLUEGAS EXACT 2700 KEY BENEFITS:
FLOWCUBE SENSOR TECHNOLOGY
Select 157 at www.HydrocarbonProcessing.com/RS
■ Contrary to urban legend, entrainment
rates and tray capacity do not have
to be negatively affected by the sprays
that accompany low weir liquid loads.

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
48 I JANUARY 2012 HydrocarbonProcessing.com
H2S removal and CO2 slip would result. Fig. 4 shows simulated treating results for a 20-tray absorber containing two-pass trays as a function of solvent rate.
This absorber is simulated to handle the full-design gas flow (330 MMscfd) using only generic MDEA at just 70% of the nameplate solvent rate. The keys are using mass transfer rate-based simulation, and knowing how tower internal details (e.g., tray passes) affect the absorption process. This kind of technical sophistication allows a simulation model to be converted into a “virtual plant.” An absorber that was completely unable to meet design criteria—no matter how many trays or how much packing it contains—has been transformed into a success.
As a backup plan, the danger of a small margin for error in meeting the H2S specification can be mitigated by using a spe-cialty amine to achieve < 0.5 ppmv quite easily. Shale gas can be very challenging to treat. However, mass transfer rate-based simulation and appropriately specified and designed tower inter-nals can make shale gas treating no harder than treating any other gas. Without both ingredients, though, treating shale gas can be a guessing game.
TREATING SHALE GAS FROM BRITISH COLUMBIAThis particular example has 26 ppmv H2S and about 1.1%
CO2, so the gas needs to be treated for H2S while allowing as much CO2 slip as possible, since CO2 is already below pipeline specifications. Due to the very small amount of acid gas needing to be removed, the absorber has only 12 trays, and plant data indicate that the rich solvent is lightly loaded. The treated gas is below 4 ppmv (no measurement is available), and the unit is slipping about 80% of the CO2. The weir load is about 30 gpm/ft, so the amount of spray is a significant fraction of the total biphase on the tray. Simulation with no adjustment for low-weir-load (spray-regime) operation suggests a CO2 slip of 54% with 1 ppmv of H2S slip.
However, when proper account is taken of the hydraulic oper-ating region in which the trays are operating (spray regime), the simulated CO2 slip is 78% vs. 80% measured. The H2S treat is 1.3 ppmv, well below the 4-ppmv specification. Obviously, the tray hydraulic operating region has a profound effect on treating. In particular, selectivity is a very strong function of a tray’s hydraulic operating region. The simulations are truly out-of-the-box predictions because no input was used beyond tray construction details and basic plant flows. Nothing was tweaked to force a match to performance data.
OPTIONSWith the wrong modeling tools, shale gas treating units can
be very challenging to simulate and, therefore, challenging to build with any reasonable assurance of performance. The dif-ficulty lies in the very low H2S content of shale gases, which leads to low liquid-to-gas flowrate ratios in amine contactors. A critical and essential element in reliable tower design for shale gas treating is a solid mass transfer rate-based simulator, because tray hydraulics profoundly affect not just pressure drop; they also impact mass transfer and the very separation process itself. Ideal stage calculations are oblivious to what is actually in the column, let alone the mode of operation.
Under conditions that are common in shale gas treating, trays will often have to be operated in the spray regime, where care must be taken on the part of tray designers and design engineers to ensure that downcomers remain positively sealed against massive bypassing of gas. However, even when trays operate with froths, there is great potential advantage to be gained from contriving methods to force operation into the spray region, and the more spray-like the biphase, the greater the potential advantage in terms of enhanced selectivity.
Contrary to urban legend, entrainment rates and tray capac-ity do not have to be negatively affected by the sprays that accompany low weir liquid loads. However, tray designers must be attentive to the need for positive downcomer seals, preferably through the use of recessed seal pans beneath the downcomers. Multi-pass trays are an under-appreciated but powerful weapon that can be brought to bear in amine unit design to meet the unique treating challenges offered by shale gases and other gases requiring small liquid flows to treat large volumes. HP
LITERATURE CITED 1 Hunter, J. C., “The New Albany Shale from an Antrim Shale Operator’s
Perspective,” RPSEA/GTI Gas Shale Forum, Des Plains, Illinois, June 4, 2009.
2 Weiland, R. H. and N. A. Hatcher, “What are the benefits from mass transfer rate-based simulation?” Hydrocarbon Processing, July 2011.
3 Weiland, R. H., “Tray Operating Regimes and Selectivity,” Laurence Reid Gas Conditioning Conference, Norman, Oklahoma, February 22–25, 2009.
4 Weiland, R. H., N. A. Hatcher and J. L. Nava, “Designing Trays for Selective Treating,” SOGAT 2010, Abu Dhabi, UAE, March 28–31, 2010.
5 Resetarits, M., Personal communication, 2008. 6 Sigmund, P. W. and K. F. Butwell, US Patent 4,278,621, July 14, 1981.
Nate Hatcher joined Optimized Gas Treating Inc. as vice presi-dent of Technology Development in 2009. He is responsible for making improvements and adding functionality to the ProTreat gas treating process simulator. Mr. Hatcher has spent most of his 16-year career involved with sour-gas treating and sulfur recovery,
first in design and startup and later in plant troubleshooting, technical support and process simulation development. He is a member of the Amine Best Practices Group and serves on the Laurance Reid Gas Conditioning Conference advisory board. Mr. Hatcher received a BS degree in chemical engineering from the University of Kansas and is a registered professional engineer in the state of Kansas.
Ralph Weiland founded Optimized Gas Treating Inc. in 1992 and has been active in Canada, Australia and the US in basic and applied research in gas treating since 1965. He developed the first mass transfer rate-based model for amine columns for Dow Chemi-cal and is responsible for the development of the Windows-based
ProTreat process simulation package. Dr. Weiland also spent 10 years in tray research and development with Koch-Glitsch LP, Dallas, Texas. He earned BASc and MASc degrees and a PhD degree in chemical engineering from the University of Toronto.
CO2 i
n tr
eate
d ga
s, m
ol%
1.80
1.85
1.90
1.95
2.00
2.05
2.10
2
3
4
5
6
7
200 250 300 350
H 2S,
ppm
v
Circulation rate, gpm
H2SCO2
Processing 330 MMscfd at reduced circulation rate using 20 two-pass trays with 50 wt% generic MDEA.
FIG. 4

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 49
Innovative APC boosts LNG train productionAPC application yields significant operability, economic benefits
A. TAYLOR, Apex Optimisation, Adelaide, Australia; and S. JAMALUDIN, Woodside, Karratha, Australia
T he appropriate use of advanced process control (APC)—specifically, multivariable predictive control (MPC)—has been well established in the hydrocarbon processing indus-
try over multiple decades, and it is widely considered an essential contributor to production maximization on liquefied natural gas (LNG) trains. If correctly applied, APC software delivers more efficient operation of existing hardware assets and essentially pro-vides a “cruise control” for the control room operator.
The Woodside-operated Karratha Gas Plant (KGP) has been progressive in the application of APC across all major process units, generating sustained benefits. Although the site is a mature APC user, there is a continual focus on innovation and design evolution to further improve APC benefits.
This article describes the implementation of APC on an LNG liquefaction train. Several generic APC project aspects are investi-gated, such as the use of a dynamic simulator and automated step testing to aid development. Also, details of the project’s significant operability and economic benefits—including a 4,000% return on investment—are discussed with commentary on whether this success has been sustained beyond the “honeymoon” period.
PROJECT OVERVIEWWoodside engaged Apex Optimisation to assist with a revamp
of the existing APC on LNG train 4 (LNG4) and the implemen-tation of a new APC on LNG train 5 (LNG5). The project was a collaborative effort, with both parties heavily involved in the design, implementation, commissioning and post-audit of the new APCs. The implementation kicked off in March 2010 after a functional design specification phase. The revamped LNG4 APC and the new LNG5 APC were commissioned in May 2010 and September 2010, respectively. A successful site acceptance test signaled handover to site support engineers in October 2010.
Challenges to development. The execution of the project was challenging due to a range of factors:
• The design evolution significantly pushed the previous proj-ect’s boundaries. Additional compressor power-management han-dles were included, the site electrical power-generation spinning reserve and fuel gas system capacity limits were added (these global constraints are relevant to both trains), and a more sophisticated approach to optimizer functionality was adopted. Hence, the scope of the modeling and custom functionality required was substan-tially different from that of the previous LNG4 APC application.
• The new applications are relatively large, with each having over 20 manipulated variables (MVs) managing more than 60 controlled variables (CVs) and some complex interactions (i.e., relatively high model density).
• Parts of the process are highly nonlinear in their behavior, and this can limit the applicability of linear APC technologies. Improved performance was needed during lower production conditions (e.g., turndown or hot summer temperatures), and this required some innovative use of transforms, gain scheduling and automatic logic to manage variable usage. Dynamic simula-tion was leveraged to develop the gain scheduling relationships.
• As the existing LNG4 APC had been unused for over a year, there was limited operator expertise with APC on the LNG4/LNG5 distributed control system (DCS) panel. This situation required careful management of the reintroduction of APC and operator training.
• The LNG5 train was relatively young, with a limited oper-ating history. Furthermore, its operation was very different from that of LNG4, despite the equipment design being essentially identical. Mechanical changes to the LNG5 train during the execution phase of the APC project significantly changed the train operation and reset the LNG5 APC design needs. The project engineers had to remain flexible to adapt to the changing basis while maintaining the project schedule.
• Interfacing to some of the compressor packages required an exotic approach. In particular, one key compressor handle was hosted on a separate DCS network on the other side of the control room. This context required careful software design and operator training to ensure that the final mechanism was robust and intuitive to both DCS operators.
• Automatic step testing was adopted in order to reduce the duration of the step-testing phase; this had not been previously attempted onsite.
• An aggressive schedule was required to commission two large applications within seven months, which kept the intensity high throughout the duration of the project. Fig. 1 shows a schematic illustrating the process design for the two liquefaction trains.
These challenges were overcome through teamwork among the participants. Close operator involvement was critical to project success, as this fostered ownership of the project and ensured that each process control improvement implemented was intuitive for the operators and appropriate for the widest range of process conditions.

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
50 I JANUARY 2012 HydrocarbonProcessing.com
One of the major APC benefits delivered is improved consis-tency in how the process is managed. To realize this benefit via sustained APC usage, consistency in how the APC is operated is paramount. Therefore, thorough operator training is essential to the project process. Fig. 2 shows Woodside DCS operators at work in the control room.
USE OF DYNAMIC SIMULATORS TO ASSIST MODEL DEVELOPMENT
In recent years, the use of a dynamic simulator (i.e., an operator training simulator, or OTS) has been promoted by advocates as a more efficient way of developing APC. The ability to speed up real time, avoid real-life plant reliability and load disturbance impacts, reduce engineering support requirements, and potentially com-plete the APC development well before the plant is commissioned makes the OTS very appealing to cost- and schedule-focused cus-tomers. These factors prompted Woodside to investigate the use of an existing OTS to assist with the conceptual design and initial (“seed”) model for the automated step-test phase.
While the OTS is typically fit for the purpose of investigat-ing an APC optimization strategy and controller structure, is it appropriate for APC model development? One can build an OTS to varying levels of fidelity (with cost implications), and the main objectives are typically:1
• Enabling thorough DCS and emergency shutdown system checkout and verification before construction
• Providing useful operator training on the process with the target system interface
• Providing a useful “what if?” tool for engineering analysis of process changes.
Ascertaining OTS fidelity. To achieve these objectives, the OTS requires a level of fidelity that is well practiced and accepted by OTS developers. However, a standard OTS may not have the fidelity required for complete APC model development; what is required is a function of both the APC modeling needs (the APC design) and the nature of the process included in the APC scope. Even if it is identified as an OTS objective up front, the distant APC topic may struggle to justify a costly increase in the OTS fidelity among more traditional construction project needs.
The question then becomes, “How can it be known if the OTS has the required fidelity?” This question is not an easy one to answer unless an operating plant can be used as a datum, or unless the process is extremely well understood from a modeling perspective and the required fidelity exists.
In our LNG liquefaction APC example, the OTS system was developed alongside the construction project, with traditional objec-tives in mind and well before APC was considered. The development of the OTS was given heavy focus (including post-commissioning improvements to OTS accuracy in selected areas), with high accep-tance of the simulator’s value. When using the OTS for the APC model development, we found that the thermodynamics-related models were reasonably accurate at base-case production rates. How-ever, there were discrepancies around many of the ΔP-related models (especially those associated with complex devices such as hydraulic turbines with multiple flow elements) and turndown-related models (such as those associated with flow regime changes experienced inside the spiral-wound cryogenic heat exchanger). Given the exotic nature of the cases where accuracy was lacking and the relative importance of these items to the traditional OTS objectives, this is not a surprising outcome from a traditional OTS used outside of its original purpose.
The value of the OTS in our LNG APC case was essentially limited to the actions listed below:
• Formulating the optimization strategy and controller structure• Being able to interrogate turndown cases, which are relevant
for hot-weather operation, without suffering production losses on the plant or needing to contemplate a second step test in more dif-ficult summer conditions—thus, providing valuable data on relative gain changes, which was used in the gain scheduling logic
• Providing useful, initial models for the automatic stepping tool. As the new APC design was different in both DCS control basis and scope, the previous model could not meet this need in all areas.
Benefits of simulation. A dynamic simulator of typical fidelity (OTS or desktop engineering tool) can be useful in verify-ing an APC design concept in terms of control and optimization strategies. This need is more relevant for complex processes where the pre-APC operation does not exploit all the available degrees of freedom and some methodology needs to be developed. The APC model accuracy required for accurate model development and full APC benefits would be much higher than that required for strategy verification.
A complete OTS-based APC model was developed as part of the functional design phase to support the automated step test. After the final model was verified post-commissioning, a com-parison was performed to assess the accuracy of the OTS-based model. The results in several key areas are presented in Table 1.
FC
TC PC
FC
PC
Scru
b co
lum
n
N 2 re
ject
ion
LPG
FG MCH
E B
HMR
C3
MCH
E A
LMR
Rich gas
FG tocompGTs
HMR
LMR
LNG tostorage
Process design for LNG4 and LNG5. FIG. 1
Woodside DCS operators at work.FIG. 2

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 51
In summary, the knowledge gained from using an OTS for APC model developments (as distinct to APC design and optimi-zation strategy) reinforces the following guidelines:
• Understand the relevant accuracy of the OTS well. There are obvious implications for developing APC on young or difficult OTS processes prior to plant commissioning. In some instances, the OTS has relevant accuracy inherently (e.g., the C3 splitter example, where the distillation models are the key aspect2). In other areas, the impor-tant APC needs are not necessarily aligned with key OTS objectives.
• Understand the value of using the OTS in APC development; i.e., is it prohibitive to step test on the real plant for operational or economic reasons?
• Do not underestimate the value of working on the real plant and interacting with operators for developing an opera-tions understanding (as distinct to a process understanding) and cultivating APC understanding.
• Always be prepared for some model error when commis-sioning the APC on the real plant, and allocate sufficient time to resolve any problems.
USE OF AUTOMATED STEP-TEST TECHNIQUESAutomated step-test techniques have been promoted in recent
years as a way of providing a rich data set in a short period of time, thereby reducing project cost. Also, simultaneous testing of mul-tiple MVs could improve the accuracy of the gain ratios that are important to the performance of the application.
This LNG liquefaction APC project was the first incidence in which the site had used this technique as the primary step-test approach, after successful testing on the liquid petroleum gas (LPG) fractionation unit suggested it would be a time-saving option. Despite the best endeavors of the project team, the LNG train experience was somewhat different, with the net result being neutral relative to a traditional, manual step test.
The reality was that this particular LNG liquefaction process was not well-suited to this technique, for the two reasons listed below:
1. The daily variation due to ambient temperature swings is six times the maximum MV step size allowed for the test. The automated tool works purely on process feedback, whereas anyone operating the plant knows what moves have to be made before the sun comes up. The manual test is superior in this case, as the tester can plan moves using all information available, not just APC variables. Thus, when using the tool as intended, the moves required to control the process swamped the random steps required for model identification.
2. Also, the extent of the load disturbances encountered during a normal day demands both the need for minimal optimizer action and the inclusion of extra steps in addition to the automated steps.
For other processes where this is not the case, and manual step-test costs are greater, this approach may offer a tangible reduction in the step-test duration.
Test automation results. Based on our cumulative experi-ence with a range of automated step-test techniques, our conclu-sions from test automation are set out below:
• Using the available APC model as a true model identification “seed” model (as opposed to simply a model used by the APC to manage the process during the test) may considerably speed up the model development process. A further enhancement would be the ability to assign confidence to sub-models to assist the initial model identification.
• With some processes, it is not viable to switch off the opti-mizer action for long periods, much less for the duration of a step
test. In our LNG example, the superseded DCS controls provided a high level of optimization that had to be matched during the step test. The automated test must accommodate this need with some sort of mild optimization.
• It may be useful to automatically change step direction if a full step size is not feasible due to potential limit violations. If par-tial moves are applied, additional steps may be required to achieve the same data quality.
• As there can be a need to make extra moves on a real plant, it may be desirable to include all moves made during the step test—not just those made by the automated tool—in the model identi-fication approach, as a means of reducing the total test duration.
• Real-time model identification can be very useful, but one should not rely only on automated model identification to signal that testing is complete. In one instance, this approach produced some false negatives, which would have prolonged the test further if additional identification was not undertaken using traditional approaches—i.e., manual data grooming, careful slicing, and finite impulse response (FIR) generation over multiple times to steady state (TSS).
• Engineers should not be required to work more intensely than a manual step test in order to manage the automated test-ing. Keeping in mind that the traditional approach offers some additional value:
1. Time for detailed discussions with operators at the panel is very effective from both a “public relations” and training perspective.
2. Time to observe the plant behavior and “experience the challenge for the APC” provides useful insight into how the APC should act and sets helpful expectations for the model identification. Unfortunately, this valuable experience is generally negated by automated testing tools, which step multiple MVs simultaneously as the CV responses can no longer be seen by the eye.
3. Time to consider DCS control servo response and make repairs early can greatly improve the final result.
It is widely regarded that most efficiency tools added to a well-proven methodology are no replacement for sound engineering judgment. Generalizations about efficiency improvements will be tested by the more challenging APC projects. One needs to have confidence in significant efficiency gains to warrant deviation from the trusted methodology, especially when the payback on these projects is already substantial.
CUSTOMIZATION OF APC APPLICATIONSWoodside has nearly 15 years of experience with APC applica-
tions in the relatively demanding environment of an integrated
TABLE 1. Accuracy assessment results for final OTS-based APC model
Proportion of final models closely resembling OTS-Plant area based models Comments
Scrub column 94% Good form and gain from OTS models
Liquefaction 31% OTS gains were regularly less than half of plant test gains (10% at times)
Hydraulic turbines 0% OTS gains were sometimes inaccurate by two orders of magnitude

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
52 I JANUARY 2012 HydrocarbonProcessing.com
production facility. The context is demanding in the sense that personnel turnover is high at the remote site, and the costs of poor performance are severe. Accordingly, effort is required to maintain appropriate skill levels at the site.
This experience has proven the value of appropriate APC customization to improve availability and robustness. Indeed, the inability of the previous APC application to accommodate the full range of operations was one of the main reasons for its demise. A few examples of how the generic APC software was augmented are discussed below.
Gain scheduling for turndown. Analysis of previous APC performance and OTS scenarios confirmed significant gain changes at reduced production rates. These changes demanded custom logic to manage gain scheduling, according to produc-tion rate ranges using discrete gain multipliers. (Continuous formula-based gain scheduling was not preferred due to the risk of producing ill-conditioned matrices.) The logic also provided some automatic shedding of specific MVs and CVs during turndown to accommodate the unique operating context.
Model adaptation for hydraulic turbines. The power extraction from the hydraulic turbines is akin to climbing to the summit of a hill, with constraints applying a ceiling on how high one can climb. The model gains are very much a function of the status of the surrounding DCS controls, and if the alternative flow path opens up (the Joule Thompson [JT] valve), the wicket gate is moved in the opposite direction to maximize power extrac-
tion (i.e., one is on the opposite side of the hill and needs to walk in the other direction to climb it).
In the past, this scenario had constituted a challenge for the APC that was avoided by instructing the operators to ensure that the JT valve was shut before giving the wicket gate control to the APC. However, it was still possible to suffer load disturbances, which bounced the process onto the opposite side of the gain inflexion point. The results were not positive.
With the addition of simple logic to flip the gain sign and drop/activate specific constraints, the new APC has improved robustness by allowing the operators to give the hydraulic turbine control to the APC, regardless of the DCS control state. The APC will honor the correct constraints with appropriate wicket gate moves, and will walk the process over to the “correct side of the hill” when feasible.
Product price-driven optimization. Another feature of the new APC design is the ability to specify product prices and use them to dictate the subtleties of the optimization toward either maximizing LNG production or LPG extraction. This arrange-ment is different from simply specifying maximum LNG or maxi-mum LPG, as each of the relevant MVs has differing effects on the yield of each product. It is useful to provide some “shades of gray” in terms of the optimization options.
Aside from a purely economics-driven optimization, the APC has maximum LNG and maximum LPG modes to assist logistics needs without sacrificing valuable production (e.g., tank-top scenarios that affect only one product).
PROJECT RESULTSThe overall results of the project were exceptional, given the
challenges faced. Results included:• Excellent operator acceptance of all the developments imple-
mented during the project (i.e., DCS control improvements, instrument repairs and APC commissioning), with APC uptimes consistently greater than 97%. Operator feedback shows that the new APC makes objectives easier to achieve.
• A tangible contribution to improved reliability as a result of the APC maintaining the process within constraints on a minute-by-minute basis. In particular, the APC manages some difficult operating envelope constraints associated with the large axial compressors employed in the liquefaction process. Prior to the APC, manual management of this relatively tight feasible space, coupled with the production changes driven by diurnal swings, left the DCS operators under continual pressure.
With APC, one yearpost-commissioningWithout APCWith APC, post-commissioning
01
2
3
4
5
6
7
8
70 75 80 85 90 95 100 105
Freq
uenc
y, %
Technical maximum capacity, %
Frequency plot of % of technical maximumcapacity, pre- and post-APC
Comparison of production vs. technical maximum capacity.FIG. 5
MR helper powerC3 helper power
Refrigerant compressor power balance, post-APC
0
5
10
15
20
25
4/13/11 4/15/11 4/17/11 4/19/11 4/21/11 4/23/11 4/25/11 4/27/11 Date
Meg
awat
ts
Power consumption of the primary compressors post-APC commissioning.
FIG. 4
MR helper powerC3 helper power
25
20
15
10Meg
awat
ts
5
03/24/09 3/29/09 4/3/09 4/8/09
Date4/13/09 4/18/09
Refrigerant compressor power balance, pre-APC
Power consumption of the primary compressors pre-APC.FIG. 3

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 53
• The production increase achieved with the same process equipment represents a decrease in specific energy consumption and a relative reduction in carbon footprint for this important clean energy-producing process.
• The project was completed on schedule and within budget, despite an evolving design datum being prevalent throughout the execution.
• The APC benefits delivered a significant boost to the bottom line for North West Shelf Joint Venture Partners, with a 3%–5% increase in LNG4/LNG5 production (depending upon ambient conditions) and a 4.7% increase in LPG pro-duction verified. This production increase delivered an overall project payback of less than two weeks, or a return on invest-ment of 4,000%.
• At the 2011 Process And Control Engineering (PACE) Zenith Awards, the project won the Oil & Gas category and the Project of the Year Award ahead of 50 competing projects.
The LNG production benefits are best illustrated by the reduction in compressor power giveaway, which is an inherent characteristic of the process design. That is, production is either limited by the helper motor power on the mixed refrigerant (MR) compressor or the propane (C3) compressor. The amount of spare compressor power not applied to the process represents a production loss. Fig. 3 shows power consumption of the primary compressors before the APC.
Following the commissioning of the new APC, the higher average power consumption was a significant contributor to the increased production capacity. Fig. 4 shows power consumption of the primary compressors after APC commissioning.
It is important to note that the project benefits have been sustained one year later, with no deterioration in performance or in operator satisfaction detected. Fig. 5 shows a comparison of production vs. technical maximum capacity. This project dem-onstrates how the appropriate use of APC technology can provide a tangible and sustained improvement in plant profitability and operability in a cost-effective manner. HP
LITERATURE CITED 1 Stephenson, G. and L. Wang, “Dynamic simulation of liquefied natural gas
processes,” Hydrocarbon Processing, July 2010. 2 Alsop, N. and J. M. Ferrer, “Avoiding plant tests with dynamic simulation,”
Hydrocarbon Processing, June 2008.
Andrew Taylor is a principal consultant with Apex Optimisa-tion, based in Australia. His responsibilities include all aspects of APC application design, implementation and maintenance. In his 20 years of experience, he has contributed to over 100 APC applications. Previously, he was employed as a consultant with
Honeywell in South Africa and the UK and with Mobil in Australia. Mr. Taylor holds a BE degree in engineering science from the University of Auckland and is a chartered professional member of Engineers Australia.
Saifullah Jamaludin is a senior process control engineer at Woodside Energy Ltd. and has 12 years of experience in the LNG industry. He was previously employed by Petronas in Malaysia. Mr. Jamaludin has published numerous papers for technical journals and international industrial conferences. He contributed to the
development of the first LNG train automatic cool-down advanced controller, and has led the design and implementation of multiple APC applications. He holds a BS degree in chemical engineering from the University of Edinburgh.
Select 159 at www.HydrocarbonProcessing.com/RS

Select 67 at www.HydrocarbonProcessing.com/RS

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 55
Apply new enhanced tubes to optimize heat transfer in LNG trainsNew developments for heat exchangers reduce capital and plot size of key equipment
B. PLOIX, Technip France, Paris, France; and T. LANG, Wieland-Werke AG, Ulm, Germany
A pplications for extruded low-finned (LF) and externally and internally enhanced tubes are
widespread in multiple industries, ranging from the air-conditioning and refrigera-tion, heating, automotive and power indus-tries, as well as the hydrocarbon processing industry (HPI). A few selected examples are shown here:
• Enhanced boiling and condensation tubes for packaged chillers
• Inner grooved tubes for coil heat exchangers in the air-conditioning and refrigeration industry
• Enhanced tubes for the hydrocarbon processing industry
• Enhanced tubes for power steering oil cooling in the automotive industry.
For the HPI, distinct enhanced tubes for boiling and condensing, as well as sin-gle-phase heat transfer services have been derived from standard LF tubes (Fig. 1).1 The enhanced tubes are typically manufac-tured from plain tube-based material by an extrusion cold-rolling process. The fins on the outside, and on the inside are integrally connected to the tube wall.
A wide range of proven references for both LF and enhanced tubes exists in the HPI from decades of refining, petrochemi-cal, chemical and gas processing applications.2–4 Standard tube materials are copper-nickel carbon and low-temperature carbon steels. Now solutions are also available in low-alloy carbon steel, as well as stainless steel (SS) and titanium (Ti). These technolo-gies resolve both capacity and plot-space limitations for existing plants and provide compact or most efficient solutions for new plant design. Very attractive applications are identified in lique-fied natural gas (LNG) and ethylene plant due to the drastic recent increased plant capacity (Figs. 2 and 3).
ENHANCED HEAT TRANSFER TECHNOLOGIESThe thermal advantage of the externally and internally
enhanced tubes vs. a plain tube, in a shell-side propane boiling application is between a factor 2 and 3 of the boiling heat transfer coefficient. Together with an improved tube-side performance ranging between a factor 1.6 to 2.4, depending on single- and
two-phase flow conditions, the overall heat transfer benefit leads to substantial overall benefits. At the same time, the tube-side pressure drop increases. However, it typically does not exceed the heat transfer improvement, allowing for enhanced shell-and-tube heat exchangers within allowable pressure drop limits.
The key benefit of the externally and internally enhanced tube is the capability of a superior operation for an external boiling application at low-temperature approaches—down to 2°C and
Enhanced internal and external LF tubes.FIG. 1
LNG
plan
t cap
acity
, mill
ion
tpy
Camel
1960Source: Technip
1965 1970 1975 1980 1985 1990 1995 2000 2005 2010 201501
2
3
4
5
6
7
8
9
Skikda
Yemen
Qatar megatrains
Nigeria Tr 1
Nigeria
Tr 4
Evolution of LNG plant capacity (Technip references).FIG. 2

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
56 I JANUARY 2012 HydrocarbonProcessing.com
below where standard plain or LF tubes are no longer efficient. In various schemes and applications, the benefits can be:
• Size reduction• Reduced number of heat exchangers per unit• Capacity increase or energy consumption reduction result-
ing from improved efficiency.A new enhanced condensing tube is available for industrial
reboiler applications such as thermosiphon and kettle heat
exchangers. Special attention is given both to the thermal and mechanical design, along with an improved kettle design, such as:7
• Proper fluid distribution at inlet and outlet• Verification of liquid entrainment especially for suction line
to compressorState of the art thermal design tools from Heat Transfer Research
Inc. (HTRI), as well as other advanced heat transfer are used as con-venient thermal design tools for enhanced heat transfer solutions.8
In a similar way to the enhancement of reboilers, enhanced heat transfer solutions have been developed for horizontal con-densers, with shell-side condensation of pure streams and tube-side cooling water. A typical solution is with an enhanced tube having an external LF structure in combination with an internal helical fin structure.
Both enhanced heat transfer technologies have been made available and qualified through local testing for horizontal shell-and-tube type reboilers and condensers. During two joint indus-try and academia research projects, JOULE III and AHEAD, funded by the EU, fundamental research and qualification have been conducted.5,6 Key activities have been the development and characterization of enhanced shell-side nucleate boiling structures, especially at low-temperature approaches, as well as tube-side enhancement structures for both single-phase gas and liquid and two-phase condensate heat transfer. The different steps
from lab-scale testing to industrial appli-cation stretched over a period of almost one decade. The pre-requirement for the time being in these applications is for clean refrigerant and process fluids.
For base-load LNG plants, the enhanced heat exchanger technologies are highly attractive within the propane pre-cooling cycle. The major application for enhanced boiling tubes is for the main propane refrig-erant chilling train with cooling/condensa-tion of natural gas (NG) or mixed refrig-erant (MR) on the tube side and propane refrigerant boiling on the shell side. The primary application of the enhanced con-densation tube is for the propane refrigerant condenser with shell-side propane refriger-ant condensing and tube-side cooling water.
For ethylene plants, enhanced heat exchanger solutions are available for the majority of reboiler and condenser heat exchangers in the cold section such as the C2 and C3 fractionation and splitting ser-vices as well as the refrigerant units (as sum-marized in Table 1).
ECONOMIC STUDIESSeveral studies have been done based on
recent projects (FEED and EPC) allowing the technical and economic qualification of enhanced heat exchangers both in ethylene and LNG plants.
Ethylene. In ethylene plants, there are many heat exchangers, with very large heat transfer surface area representing around 20% of the total equipment cost of a plant.
0
200
400
600
800
1,000
1,200
1,400
1,600
Ethy
lene
pla
nt c
apac
ity, t
hous
and
tpy
60s 70s 80sYears
90s 2000 2010
Iran
Yansab KSA 10th complex
RasLaffanQatar
Evolution of ethylene plants capacity (Technip references.)FIG. 3
Propaneprecooling cycle
MR liquefactioncycle
Air or water cooledC3 ref. condenser
NG feed LNG
Main heatexchanger
HP MR LP MR
C3/NGchilling
train
C3
C3/MR chillingtrain
C3/MR liquefaction section.FIG. 5
1-4 5
Chillers
DeethanizerDemethanizerCaustic
towerQuenchtower
Cold boxexpander
Furnaces
Cracked gas compressor
Hydrogenationreactor Tail gas
Ethylene
C2splitter
C3+
Feed
TLEs
Recycle ethane
Dryer
Ethylene back-end hydrogenation process scheme based on ethane feedstock. FIG. 4

Weir Minerals Lewis Pumps is the world standard for manufacturing pumps and valves in the sulphur chemicals industry. Offering a family of Lewis® steam-jacketed sulphur pumps, outstanding reliability in high-temperature sulphuric acid applications, and a complete family of valves, Weir Minerals Lewis Pumps continues a long tradition of offering superior products and services.
With its strong commitment to service, Weir Minerals Lewis Pumps can ship standard replacement wear parts in 72 hours to most international airports in emergency situations. With a complete line of pumps and valves, Lewis® Pumps products are right on target. Customers in more than 100 countries can’t be wrong.
Lewis® Pumps products are right
on target
ExcellentMineralsSolutions
LEWIS® PUMPSVertical Chemical Pumps
8625 Grant Rd.St. Louis, MO 63123T: +1 314 843-4437F: +1 314 843-7964
Email: [email protected]
Copyright © 2011, EnviroTech Pumpsystems, Inc. All rights reserved. LEWIS and LEWIS PUMPS are registered trademarks of Envirotech Pumpsystems, Inc.; WEIR is a registered trademark of Weir Engineering Services Ltd.
Select 94 at www.HydrocarbonProcessing.com/RS

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
58 I JANUARY 2012 HydrocarbonProcessing.com
In parallel to the technical qualification of enhanced tubes in ethylene plants, a study was conducted to evaluate the economic interest of such solutions compared to the plain and LF tube solutions considering identical process conditions. This study concerns the C2H4 back-end (BE) hydroprocessing scheme of a typical ethylene plant, as shown in Figs. 4 and 5. The economic interest of enhanced boiling and condensation tubes is demon-strated using the key exchangers listed in Table 1.
All design being conducted with maximal usage of the allow-able tube-side pressure drop focus on two main goals:
• Heat transfer surface area reduction• Shell number reduction. For shell-side boiling services, Figs. 6 and 7 show the relative
comparison of plain, LF and enhanced boiling tube design with the plain tube as reference. In conclusion, the average heat transfer surface area reduction is about 60%, and the average cost reduction is about 20% per equipment.
For shell-side condensing services, Figs. 8 and 9 show the relative comparison of plain, LF and enhanced condensing tube design with the plain tube as reference. The average heat transfer surface area reduction is about 75%, and the equipment cost aver-age reduction is about 65% per equipment.
Additional savings come from:
0102030405060708090
100
Deethanizercondenser
C2 splittercondenser
Depropanizercondenser
C2 splitterreboiler
Ethanevaporizer
C2 refrigerantcondenser
Rela
tive
area
per
equ
ipm
ent
Plain Low fin. Enhanced condensing tube
Relative heat transfer area for items equipped with enhanced boiling tubes.
FIG. 6
0
20
40
60
80
100
120
Rela
tive
cost
per
equ
ipm
ent
Deethanizercondenser
C2 splittercondenser
Depropanizercondenser
C2 splitterreboiler
Ethanevaporizer
C2 refrigerantcondenser
Plain Low fin. Enhanced condensing tube
Relative cost for items equipped with enhanced boiling tubes.
FIG. 7
C3 splittercondenser
Plain Low fin. Enhanced condensing tube
0102030405060708090
100
Propylene refrigerantcondenser
Rela
tive
area
per
equ
ipm
ent
Relative heat transfer area for items equipped with enhanced condensing tubes.
FIG. 8
C3 splittercondenser
Plain Low fin. Enhanced condensing tube
0102030405060708090
100
Propylene refrigerantcondenser
Rela
tive
area
per
equ
ipm
ent
Relative cost for items equipped with enhanced condensing tubes.
FIG. 9
TABLE 1. Overview on enhanced heat transfer technologies in LNG and ethylene plants
Plant type Service
LNG Propane refrigerant chiller (pre-cooling cycle for NG and MR) Propane refrigerant condenser (pre-cooling cycle)
Ethylene Deethanizer condenser C2 splitter condenser Depropanizer condenser C2 splitter reboiler Ethane vaporizer C2 refrigerant condenser C3 splitter condenser Propylene/propane condenser
Heat duty 45 MWShell design NKN, 1-pass, bundle OD = 1,500 mm, ¾-in. enhanced condensing tube, tube count: 3,745Shellside fluid Propane ref., boiling, Tsat = 21.8°CTubeside fluid Mixed ref., condensing, Tin/out = 1.9/-18.5°C
Plain
LF, 30 fpi
New tube
27.5
19
10.9
157
124
79
Tube length, mWeight of shell (dry), tons
LP/MR propane refrigerant chiller. Comparison of plain, LF and enhanced boiling tube.
FIG. 10

New TDL(Tunable Diode Laser)
Oxygen Sensorfrom METTLER TOLEDO

c
Select 92 at www.HydrocarbonProcessing.com/RS

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 59
• Process optimization, considering the low temperature approach capabilities of externally and internally enhanced tubes and
• Piping and structure reduction due to plot plan reduction, which are not included in this study.
LNG. The performance of enhanced boiling and condensing tubes is demonstrated in two representative cases both for a pro-pane-refrigerant chiller and condenser in comparison to standard plain and LF tubes, as shown in Figs. 10 and 11. The cases are taken from a recent LNG project. In both cases, substantial size and weight reduction can be achieved by using externally and internally enhanced tubes. Especially for the large equipment units, the benefit becomes evident when considering the whole supply chain ranging from fabrication and transportation, as well as plant aspects covering installation, operation and maintenance.
A detailed techno-economic study of the two chilling trains for NG and MR showed very attractive savings in capital expense (CAPEX) and plot space, as well as capabilities for efficiency improvements or, vice versa, an attractive opportunity for capacity increase, as summarized in Table 2.
Both solutions with LF and internally and externally enhanced boiling tubes have been analyzed for the two chilling trains: propane/MR chilling train and propane/NG chilling train. Each train is operating at four propane levels. For the externally and internally enhanced boiling tube, a reduction of the cold approach to 2K is feasible and considered an improved LNG plant design. Other items have been considered for the CAPEX and include heat exchanger, piping, steel structure, pip-ing and exchanger foundation.
For the standard cold approach of 3K, the externally and inter-nally enhanced tube allows for a CAPEX reduction of 20% and 25% reduced plot space vs. a standard solution using LF tubes.
Considering a reduced cold approach of 2K, the compression power is reduced by approximately 2.2% translating into approx-imately 1% additional LNG capacity. The additional annual income, depending on the LNG price, is far superior compared to the total cost of the chilling train. Note that the case with the enhanced tube and 2K cold approach is with 13% plot space reduction, is still more compact with the same CAPEX and is not more expensive compared to the LF case with a 3K cold approach.
INDUSTRIAL APPLICATIONS
Polypropylene plant. The first ref-erence of the enhanced boiling tube dates from 2000 for a horizontal thermosiphon, C3 splitter reboiler as part of the capacity expansion of the Lyondell-Basell polypropyl-ene plant in Knapsack, Germany (Fig. 12).8 The use of an enhanced boiling tube allowed an upgrade from 4 MW to 5 MW despite a substantial reduction of the LMTD. The cooling water return from the tubular polymerization reactor was able to be used for heating, thus avoiding the use of stream.
LNG plant. In 2003, the enhanced boil-ing tube was applied for the first time in an LNG plant as part of the Qatargas debottlenecking project. The objective was
to expand the capacity of the existing three trains from 2 million tpy (MMtpy) to 3 MMtpy per train. A new kettle-type chiller
Ethane
Reflux
From C2fractionator
-37°C, 6.5 bar
Ethylene
-28 °C,20.4 bar
29.5 °C,20.7 bar-22 °C
Kettlereboiler/
condenser
C2 splitter
-6.1 °C
Compressor
Kettle-type reboiler/condenser with enhanced boiling tubes in heat pump driven C2 splitter. Borealis Polymers ethylene plant in Porvoo, Finland.
FIG. 13
Heat duty 61 MWShell design NKN, 1-pass, shell ID = 2,280 mm, ¾-in. enhanced condensing tube, tube count: 6,467Shellside fluid Propane ref., boiling, Tsat = 36°CTubeside fluid Closed cycle cooling water, Tin/out = 22.0/-31.2°C
Plain
LF, 30 fpi
New tube
17
9
6.5
157
96
76
Tube length, mWeight of shell (dry), tons
Propane refrigerant condenser. Comparison of plain, LF and enhanced condensing tube.
FIG. 11
Installation of horizontal thermosiphon reboiler equipped with enhanced boiling tubes in a C3 splitter of a Lyondell-Basell polypropylene plant in Knapsack, Germany.
FIG. 12

60 I JANUARY 2012 HydrocarbonProcessing.com
GAS PROCESSING DEVELOPMENTS
equipped with enhanced boiling tubes, with tube OD of 5⁄8 in., was successfully installed in each of the three trains.
Test runs following the startup of Train 2 in 2003, Train 3 in 2004 and Train 1 in 2005 confirmed the thermal and hydraulic tube performance. For Train 3, the performance was verified again in 2007, confirming stable performance. In addition, a very low cold approach temperature of 1.4 K between tube-side condensing MR and shell-side boiling propane is confirmed demonstrating the superior performance of the enhanced boiling tube. Qatargas is very satisfied with the overall performance of these chillers. In a joint venture, there are six trains at Ras Laffan, Qatar, with an annual LNG capacity of 7.8 MMtpy per train. All trains are in operation at full capacity.
Ethylene plant. Following the first successful application in the polypropylene plant in 2000, further applications followed with various expansion projects and new grassroots projects. Borealis Polymers in Finland, used enhanced boiling tubes in a C2 splitter reboiler/condenser in a heat pump scheme for an eth-ylene expansion project in 2002. The stable operation has been reviewed and confirmed in 2007, as shown in Fig. 13. Further applications with the enhanced boiling tube followed within the depropanizer and deethanizer condensers, both for the 10th olefin complex for JAM Petrochemical in Iran, and in Yansab, Saudi Arabia. HP
LITERATURE CITEDComplete literature cited available online at HydrocarbonProcessing.com.
TABLE 2. Comparision of LNG chilling train with externally and internally enhanced LF tubes
Externally InternallyTemperature approach enhanced LF enhanced LF
CAPEX –20%** 0%**
Additional annual 0 16.25 (LNG price = $250/ton)*income, $MM/yr 0 26 (LNG price = $440/ton)* 0 35.8 (.9 LNG price = $550/ton)*
Plot length reduction,% 26** 16
* Equivalent LNG price in $/MM Btu = 5, 8 and 11 ** Indicates values are compared to the LF (3k) case
Brigitte Ploix is the manager of Heat Transfer Group, Process and Technology Divi-sion, Technip France, Paris, France. She has over 17 years of experience in the thermal design of all nonfired types of exchangers for oil refining and offshore oil production, as well as for the petrochemical, LNG and gas processing industries. Previously, M. Ploix worked as the lead discipline engineer for major international projects and joint ventures. She is a member of the TECHNIP WIELAND Steering Committee, French Association of Oil Industry Engineers and Technicians. Ms. Ploix has been a member of the HTRI Technical Committee since 2008; served as vice chair since 2011; served on the Communication Committee—France since 2003 and chair from 2005–2006. She is a member of the HTRI Plate-Fin Exchanger Task Force. Ms. Ploix is a graduate engi-neer from the Institut National des Sciences Appliquées de Lyon (INSA,), Lyon, France.
Thomas Lang is the manager of business development for the Process Industry, Product Division High Performance Tubes of Wieland-Werke AG, Ulm, Germany. He has worked Wieland-Werke AG for 19 years. Mr. Lang is responsible for technical marketing and business development for enhanced heat transfer tubes and heat transfer engineer-ing services for the process industry. His experience includes a wide range of enhanced heat transfer application primarily for shell and tube heat exchangers for the oil and gas industry, refining, petrochemical and chemical as well as power industry. Mr. Lang is a member of the HTRI technical committee since 2008 and a member of the HTRI commu-nication committee Germany since 2002. He holds a diploma in mechanical engineering from the University of Stuttgart and an MSc degree from the University of Boulder.
L.A. Turbine [email protected] de la Ferme 71- Hall 44430 Ans, BelgiumPhone: +32 (0) 4 247 30 11
� Select 165 at www.HydrocarbonProcessing.com/RS

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 61
Select optimal schemes for gas processing plantsCareful process evaluation helps meet product requirements and environmental standards
M. MALEKI and M. KHORSAND MOVAGHAR, Energy Industries Engineering and Design Co., Tehran, Iran
Gas processing plants are an essen-tial part of the energy industry and provide one of the cleanest-
burning fuels and a valuable chemical feed-stock. The importance and complexity of gas processing plants have increased over the years due to their use as a feedstock source and their integration with petro-chemical plants.
Important factors that drive the pro-cess selection and design of gas process-ing plants are environmental and safety regulations, capital and operating costs, and process efficiency. Therefore, selecting an optimized process scheme during the project feasibility study is vital to ensure that the project is technically feasible, cost-effective and profitable.
PROCESS SCHEME SELECTIONThe process selection study usually
begins with a design basis to specify the general configuration of the plant and its outline requirements. These requirements consist of:
• Feed characteristics, especially H2S, CO2 and mercaptan concentrations
• Product specifications, including maximum concentrations of sulfur and CO2 in the products.
The criteria to be optimized for the pro-cess scheme selection include:
• Environmental and safety compli-ance with local regulations for effluents from incinerators, flare stacks, wastewater treatment, etc.
• Flexibility and performance• Cost• Energy consumption.The maximum H2S concentration
allowed in the sales gas is 4–5 parts per million by volume (ppmv); therefore,
gas treating of the feed gas using amine is necessary. The amine unit is designed for total H2S removal and total or partial CO2 removal. This article will investigate the reason for partial CO2 removal, which is no longer required due to the recent advances in sulfur recovery technology used in gas processing plants, including South Pars gas plants.
Partial CO2 removal scheme. Over a span of 20 years, the process design of each gas processing plant has been modi-fied to some extent. The main reasons for the changes are more stringent environ-mental regulations for newer projects and higher ethane purities required for petro-chemical plants.
The original scheme designed to meet the product specifications from a sour feed containing high concentrations of H2S, CO2 and mercaptans is depicted in Fig. 1.
The gas processing facility has a feed gas treating unit (GTU) using amine for total H2S removal and partial CO2 removal. The facility also includes utilities, offsites and necessary infrastructure. The functions of the main process units can be summa-rized as follows:
• Feed reception and gas/liquid separa-tion
• Total H2S removal and partial CO2 removal from gas
• Dehydration using molecular sieve technology
Receptionfacilities
Dehydrationunit
Ethanerecovery unit
Sales gascompressor
Ethanetreatmentwith DEA
and drying
NGLfractionation
Gas condensatestabilization
Sales gasClaus unit
Sulfur
C3 treatmentand drying
C4 treatmentand drying
Ethane
C3 liquid
C4 liquid
Stabilized condensate
Incinerator
Flue gas
Gas treatingunit (with
MDEA)
Original scheme for sour gas treating plant.FIG. 1

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
62 I JANUARY 2012 HydrocarbonProcessing.com
• Ethane recovery for production of sales gas and gaseous ethane
• NGL separation for production of liquid C3, C4 and gas condensate
• Sales gas export compression• Sulfur recovery• Ethane treatment for CO2 removal
and drying.
Restrictions affect design. New environmental standards have influenced product specifications and have led to changes in the gas plant design. The main changes that have altered the design are:
• Improved sulfur recovery efficiency in the sulfur recovery unit (SRU), result-ing in less sulfur being burned in the incinerator
• Lower CO2 content requirement in the ethane product
• Lower sulfur content requirement in propane and butane products.
This article investigates the best pro-cess scheme for the new conditions and compares total CO2 and H2S removal for the GTU vs. partial CO2 removal. It also examines the impact of this change on other units in the plant.
Gas treating unit. The GTU uses amine for H2S and CO2 removal. Although we assume that readers are famil-iar with amines, it is important to note that three types of amines are already used in most gas refineries, as summarized in Table 1.1, 2
When the GTU is designed for total H2S and CO2 removal, normally the CO2 can be reduced to less than 5 ppmv. However, because of design limitations, guaranteed figures using generic dietha-
nolamine (DEA) generally provide maxi-mum CO2 concentrations of 100 ppmv in the treated gas.
Changes in the sulfur recovery unit. The acid gases (H2S and CO2) removed in the amine unit are sent to the SRU. The SRU is based on the modified Claus process for recovering elemental sulfur from acid gas. The chemistry of reac-tions involved in the Claus process may be described in a simplified form with the following two equations: the first is a simple combustion of one-third of the hydrogen sulfide; the second is the reac-tion of SO2 produced with the remaining two-thirds of H2S, according to the fol-lowing reactions:3
H2S + 3/2 O2 t SO2 + H2O – 519 kJ/mole (–124 kcal/mole)
2 H2S + SO2 t 3/n Sn + 2 H2O – 143 kJ/mole (–34 kcal/mole)
Feed gas composition. The acid gas from the GTU regenerator column consists of H2S and CO2 that is fed to the Claus unit. The Claus process efficiency is largely dependent on the H2S/CO2 ratio, and it is difficult to maintain at a high value when the H2S content in the acid gas drops below 36%–40%. This difficulty is due to the fol-lowing factors:
• CO2 is an inert gas that dilutes the process gas and, consequently, reduces the conversion efficiency by lowering the par-tial pressure of reactants. Furthermore, in the reaction furnace (where the thermal Claus reaction takes place), the conversion efficiency is limited due to resulting low flame temperature.
• The low H2S content may present challenges to sustaining the flame in the reaction furnace, where only one-third of the acid gas should be burned to achieve the stoichiometric H2S-to-SO2 ratio of 2 required by the Claus reaction.
• Carbon dioxide may react with a sul-fur species to form carbonyl sulfide (COS) and carbon disulfide (CS2) or a dissociate, which may result in reduction of the overall sulfur recovery, unless adequate precautions are taken for the design of the reaction fur-nace and the catalytic converters.
• Due to the above reasons, limitations in the Claus process on the maximum CO2 content require a ratio of 60:40 for CO2:H2S for the acid gas from the GTU. Lower H2S concentrations can be accepted using special measures (such as enriched air and fuel gas co-firing), but at the expense of lower conversion efficiencies. However, to minimize the Claus unit size and maximize efficiency, an acid gas enrichment using
TABLE 1. Amine technology process capabilities
Amine Features Regeneration duty
Diethanolamine: • DEA is for complete H2S and CO2 removal. High(DEA)2HN(CH2CH2OH)2 • Yields low degradation products and corrosion rates.
MDEA: CH3N(C2H4OH)2 • Used selectively for deep H2S removal, with only Low moderate CO2 removal. • Yields significantly low degradation products and corrosion rates.
Activated MDEA • Used for complete CO2 removal; H2S removal also Low(aMDEA) occurs due to enhanced reaction kinetics. • High-performance solvent with reduced energy requirements, high acid loadings, minimal corrosivity and negligible degradation products.
Receptionfacilities
Gas treatingunit (with
MDEA)
Acid gasenrichment
Dehydrationunit
Ethanerecovery unit
Sales gascompressor
Tail gastreatment
NGLfractionation
Gas condensatestabilization
Sales gas
Ethane
C3 liquid
C4 liquid
Stabilized condensate
Claus unit
Sulfur
Incinerator
Flue gas
Ethanetreatmentwith DEA
and drying
Regenerationgas treatment
with DEA
C3 treatmentand drying
C4 treatmentand drying
Sour gas treating plant with partial CO2 removal.FIG. 2

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 63
selective amine is generally used to produce “enriched” acid gas suitable for conven-tional Claus SRUs.4
• Another option is to use an amine absorption process, which is suitable for H2S concentrations within the range of 1%–30 vol%.5 They offer less complex designs and the same sulfur quality as the Claus process, but have the disadvan-tage of providing lower sulfur recovery of 96%–97%.
Sulfur recovery efficiency. Typical sul-fur recovery efficiencies for Claus plants are 90%–96% for a two-stage reactor and 95%–98% for a three-stage reactor. However, new environmental regulations limit sulfur recovery efficiencies to 98.5%–99.9%. This limitation has led to the devel-opment of a large number of tail gas units based on different concepts to remove the last remaining sulfur species.6
Changes in ethane quality. Due to partial CO2 removal in the current design, the ethane product—which is separated from the treated gas in the ethane-recov-ery section—contains CO2. Therefore, it becomes necessary to add an ethane decar-bonation unit (EDU) to reduce the CO2 level to the specified maximum of 50 parts per million by weight (ppmw) prior to export. DEA is used to remove CO2 from ethane in the EDU before it is dehydrated using molecular sieve beds.
In the case of total CO2 removal in the GTU, the ethane cut from the ethane recovery section will contain very little to virtually no CO2. In fact, ethane will con-tain around 500 ppmw if CO2 is lowered to 100 ppmv in the GTU using DEA, which can be removed by molecular sieve beds. Also, there is no need for a separate drying unit if molecular sieve beds are used, which provides an advantage in terms of cost, ease of operation and maintenance. Therefore, in the case of total CO2 removal, even the molecular sieve bed is just a CO2 guard.
Changes in LPG product quality. The environmental specification for the total sulfur content in LPG products (C3 and C4) has been lowered from 80 ppmw to 10 ppmw; this was the case for LPG products from South Pars gas plants.
Sulfur species in LPG are essentially mercaptans, which are removed by direct oxidation with air in the presence of a pro-prietary catalyst, using a caustic soda-wash process. The LPG product is then dried before export.
A molecular sieve sulfur guard is installed after the LPG dryers. The molec-
ular sieve beds are regenerated using sales gas that is then sent to the fuel gas system. The regeneration gas must be CO2-free, as requested by the LPG guard bed ven-dor. Therefore, if partial removal of CO2 is considered for the GTU design, then another DEA absorber must be installed for total CO2 removal from the regenera-tion gas. However, if the CO2 is totally removed in the GTU, then molecular sieve guard beds can be used instead of a DEA absorber.
Evaluation of existing GTU. The CO2 specifications for sales gas fed to a consumer network should be less than 2 mol%—the maximum limit to prevent general corrosion and pitting in pipelines. This limit will be achieved if the CO2 con-tent in the treated gas from the GTU is less than 1 mol%. In fact, the latter quantity was obtained by back calculation using the ratio of 60:40 for CO2:H2S in the acid gas to the SRU and a sulfur recovery of 97.5%. Therefore, partial CO2 removal in the GTU was dictated by the process requirements in the SRU.
In more recent projects, environmental regulations allow for fewer SO2 emissions from the SRU incinerator, which requires an increase in the conversion of sulfur recovery from 97.5% to 99.5%. Thus, to achieve higher overall sulfur recovery, acid gas enrichment and tail gas treatment units must be used. The acid gas enrich-ment unit consists of selective H2S removal from the acid gas in the presence of CO2 (i.e., partial CO2 removal from the acid gas). This is accomplished by including an amine unit using a generic MDEA solvent that selectively absorbs H2S. The offgas leaving the top of the amine absorber is sent to the incinerator to convert the residual H2S to less harmful SO2, while the sour gas reaching the required H2S:CO2 ratio from the amine regeneration unit is sent as feed to the Claus reactor.
Therefore, by making a gas enrichment unit part of the sulfur gas recovery unit, it is no longer a requirement to specify an outlet CO2 of 1 mol% in the treated gas from the GTU. Based on these results, two alternatives exist for the gas process-ing plant scheme:
TABLE 2. Effect of CO2 removal on heating value of two sales gases
Heating value (Kcal/Nm3) Heating value (Kcal/Nm3) with CO2 (max. 2 mol%) without CO2 % change
Gas A 8,228.05 8,396.48 2.04
Gas B 8,548.01 8,635.24 1.01
Receptionfacilities
Acid gasenrichment
Dehydrationunit
Ethanerecovery unit
Sales gascompressor
Tail gastreatment
Ethanetreatmentwith molesieve beds
NGLfractionation
Gas condensatestabilization
Sales gas
Regeneration gas
C3 treatmentand drying
C4 treatmentand drying
Ethane
C3 liquid
C4 liquid
Stabilized condensate
Claus unit
Sulfur
Incinerator
Flue gas
Gas treatingunit (with
DEA or aMDEA)
Sour gas treating plant with total CO2 removal.FIG. 3

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
64
1. Partial CO2 removal in the GTU—similar to the old scheme, regardless of the changes in the SRU, as shown in Fig. 2.
2. Total CO2 removal in the GTU—an optimized gas processing plant scheme based on changes in the SRU, as depicted in Fig. 3.
Effects of total CO2 removal on sales gas quality. The sales gas from gas process-ing plants can contain a maximum of 2 mol% of CO2, as stated in the previous section. Carbon dioxide is an inert gas that only uses energy to be heated to the flame temperature, without any heat input con-tribution to the combustion. Therefore, its presence at a relatively high amount in the sales gas is a waste of energy.
In addition to the above, environmen-tal agencies of many countries continue to implement more stringent emissions standards requiring companies to report their greenhouse gas emissions. Thus, many customers buying sales gas want CO2 lev-els in the gas to be minimized. Also, the CO2 present in the sales gas is distributed through many users, although it can be recovered for industrial use when totally captured at the gas plant source.
These negative aspects of CO2 presence in the sales gas are some of the disadvan-
tages that can be easily prevented by total CO2 removal in the GTU, which can be achieved using DEA or activated MDEA (aMDEA) in the GTU. When the GTU is designed for both H2S and CO2 removal (down to 3 ppmv and 100 ppmv, respec-tively) in the treated gas using DEA, the CO2 content in the sales gas ranges from 100 ppmv–200 ppmv.
Effects of CO2 removal on sales gas heating value. When modifying the sales gas composition by total CO2 removal, it is important to check the heating value to ensure that the changes are not significant enough to require burner change in the consuming furnaces. Two sales gases were studied for this purpose; the results are presented in Table 2. As the table shows, the effect of total CO2 removal on sales gas heating value and its possible consequences on burner design—as well as adverse effects on the operation of existing burners—is insignificant.
Effects of total CO2 removal on the dehydration unit. If CO2 is present in the feed gas to the dehydration unit after the GTU, it might be partially co-adsorbed by the molecular sieve beds, resulting in a reduced active area for water adsorp-
tion and a longer time for bed regenera-tion. Therefore, it could be expected that, in the case of total CO2 removal, the bed adsorption capacity will be increased while the bed regeneration time and energy con-sumption are decreased. This is an item that needs further investigation by opera-tors and vendors.
Overall optimized scheme. Fig. 3 shows the optimized scheme for total CO2 removal, where the ethane treatment with molecular sieve beds should only be con-sidered if the treated gas from the GTU will provide an ethane product with a CO2 content higher than 50 ppmw.
SOLUTIONBefore selecting a scheme for a gas pro-
cessing plant, it is necessary to construct a clear and complete picture of the entire facility. The requirements of each unit within the plant must be understood before they are integrated into the whole scheme.
The process scheme selection is car-ried out during the conceptual stage of a project and should take into account new technology developments for each unit in the plant. Such an approach will deliver an optimized process for the plant that is cost effective, energy efficient, and meets local environmental and safety regulations. HP
LITERATURE CITEDComplete literature cited available online at HydrocarbonProcessing.com.
Mohammad Reza Khorsand Movaghar has worked in the pro-cess department at Energy Industries Engineering and Design Co. since 2008. He holds a BS degree in petro-
chemical engineering and a PhD in chemical engineering from Tehran Polytechnic University. Dr. Khorsand also received an MS degree from the University of Science and Technology in Tehran. He served as a process engi-neer on detailed design projects for gas train units—including acid gas removal, dehydration and ethane recovery—at South Pars gas plant phases 20 and 21. He has over five years of experience as a process engineer and process simulator on several oil and gas projects.
Mohammad Maleki is the pro-cess, utility and HSE (health, safety and environment) department man-ager at Energy Industries Engineering and Design Co. He was the consor-
tium process and HSE manager of South Pars front-end engineering and design phases 17 and 18. Mr. Maleki received a BS degree in chemical engineering from the University of Texas at Austin. He has over 30 years of experience as a process and HSE manager, project engi-neering manager and principal process engineer on several oil, gas and petrochemical projects.
Need Telling!
“The day we received our first copy of the published book — well, we were just blown away! We love it and are most grateful to the BIC staff for guiding us through to completion.”
— Tobie Craig, Vice President of Marketing, Turner Industries
AchieversA collection of inspirational
stories from business & industry
greats of today & yesterday
Earl Heard & Br ady Porche Publishers of It’s What We Do Together That Counts & Energy Entrepreneurs
Industry
BIC Media Solutions, the custom book publishing division of BIC Alliance, can commemorate your story in a book within a matter of months.
BIC Media offers turnkey publication of company anniversaries, autobiographies and other books of significance. You tell us your story of success and we’ll turn it into an enduring volume that will inspire your employees, clients and family members and serve as a testament to hard work and perseverance. We offer writing, editing, proofreading, page layout, cover design, publicity and more.
For more information on custom book publishing, event planning or speaking services offered by BIC Media Solutions, contact Earl Heard or Brandy McIntire at(800) 460-4242, email [email protected] or visit www.bicalliance.com/bic-media.
For more information on strategic marketing through BIC Alliance, investment banking services through IVS Investment Banking or executive recruiting through BIC Recruiting, contact Earl Heard or Thomas Brinsko at (800) 460-4242, or visit www.bicalliance.com.
Select 160 at www.HydrocarbonProcessing.com/RS

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 65
Improve process control for natural gas heat exchangersDynamic simulation model identifies how to optimize plant controllability and safety
H-M. LAI, Jacobs Canada Inc., Calgary, Alberta, Canada
Dynamic simulation is becoming an important tool for engineering design and plant operation.1,2 In
this case history, a first-principle dynamic model of a natural gas/steam heat exchanger system is built using a commercially avail-able dynamic simulator. Four scenarios for operability and safety are investigated to demonstrate how a process and associated control system will respond to various dis-turbances as a function of time.
Case history. Preheating of natural gas (NG) is frequently used to prevent hydrate formation due to the Joule-Thompson effect of the NG let-down stations. The typical NG heater system consists of a shell-tube heat exchanger, a condensate receiver and a steam trap, as shown in Fig. 1. The steam control arrangement is also shown in Fig. 1. This system includes:
• One temperature control valve on the steam inlet line
• One level control valve on the con-densate outlet line
• One pressure control valve on the vapor outlet line.
As a part of the plant design, a steady-state simulation of the system is done to check the heat-and-material balances and equipment sizing. Table 1 lists the process conditions and major equipment sizing data.
Scenario 1: Process upsets. In this scenario, the impacts of both inlet NG temperature changes from 0°C to 10°C and NG demand changes from 100,000 kg/h to 140,000 kg/h have been analyzed. The simulator logic unit operation—the transfer function block—is used to simu-late sine wave changes of NG demand and inlet temperature.
Fig. 2 shows the process response to an inlet temperature change of the NG from 0°C to 10°C. As shown in Fig. 2, when the NG inlet temperature rises from 0°C
to 10°C as a result of falling heat load, the steam pressure in the heat exchanger will drop about 200 kPa. Fig. 3 shows the process response to a change in NG
LP steam
NG NGOutASToHA
260ME22001A
260MC22002A
ToDrumA
NGToH
FCV
JTIC
JTV
JPIC
JLIC
VOutA
LiqOutA
PLiqAPOutA260MG22002A
VapA
PumpE
LiqA
Val-A
NGExitATT
PT
LT
NGValA
Simplified process scheme for the NG steam heater.FIG. 1
Process responses to NG inlet temperature changes: 0°C to 10°C.FIG. 2

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
66 I JANUARY 2012 HydrocarbonProcessing.com
flow from 100,000 kg/h to 140,000 kg/h. Note: The steam pressure also drops over 250 kPa, while the NG demand declines from 140,000 kg/h to 100,000 kg/h. These dynamic simulation results confirm that steam pressure in the condensate receiver cannot be maintained at stable ranges dur-ing process upsets. If a steam trap is used, then the steam control scheme will lead to reduced condensate flow from the steam heater system, and it will form the so-called “stall behavior.”
Scenario 2: Stall behavior. This sce-nario discusses condensate removal from the heat exchanger. As mentioned before, the temperature control valve on the steam line maintains the NG outlet temperature by opening or closing to adjust the steam flowrate, thereby varying the steam space pressure. When the steam pressure in the heat exchanger is equal to, or less than, the total backpressure imposed on the steam trap, then the reduction or cessation of condensate flow from the heat exchanger occurs. The condensate will back up in the drain line and will flood back into the exchanger. This condition can damage the control valve and may cause corrosion of the exchanger. This symptom is called the “stall behavior.”
Based on current heat exchanger sizing data, the dynamic heat model for this steam heater system was built using dynamics and spreadsheet tools. These conditions were assumed for the model:
• NG gas inlet temperature rising to 10°C
TABLE 1. System design data and operating conditions
Steam inlet pressure, kPaa 442
Steam inlet temperature, °C 147
Steam flowrate, kg/h 6,500
Natural gas inlet pressure, kPaa 8,372
Natural gas inlet temperature, °C 0–10
Natural gas flowrate, kg/h 140,000
Natural gas density @ OP, kg/m3 75.6
Ratio of specific heat 1.20
Steam exchanger type CEN
Total surface area, m2 50
Overall U, W/m2 C 800
Tube inside diameter, In 0.834
Condensate receiver size 1m ID x 3m T/T
Process responses to NG demand changes.FIG. 3
Simulated results of stall behavior for the steam heater.FIG. 4
LP steam
NG NGOutA
MIX-100
SToHA
260ME22001A
260MC22002A
ToDrumA
NGToHFCV
TEE-100
JTIC
JValve
JPIC
JLIC
VOutA
LiqOutA
PLiqA
POutA260MG22002A
VapA
LiqA
Val-A
NGExitANGValA
BPOutBypass
PumpE
TT
PT
LT
Alternative control scheme for the NG steam heater.FIG. 5

LNG/GAS PROCESSING DEVELOPMENTS SPECIALREPORT
HYDROCARBON PROCESSING JANUARY 2012 I 67
• Low-pressure (LP) steam pressure of 442 kPa and steam-trap backpressure of 338 kPa
• NG consumption of 132,000 kg/h.Fig. 4 illustrates the simulated stall
behavior. Due to the 10% over design margin, the heat exchanger has more heating area than required. So, the oper-ating steam pressure will be much lower than needed.
When the condensate is waterlogged in the heat exchanger, the surface area avail-able to condense steam is reduced. The heat flow drops, and NG outgoing temperature begins to fall. While the temperature sen-sor detects this change, the controller will open the steam control valve. This raises the pressure in the steam space to above the trap-back pressure and causes condensate to pass through the trap. The condensate level falls, and the NG temperature climbs. When the sensor detects this, the controller closes the control valve. The steam pressure falls, and then flooding begins again. The result is a continual cycling of opening and closing the steam control valve.
The side effects of stall include damag-ing the control valve and water hammer along with corroding and leaking heat exchangers. These operating conditions will increase maintenance incidents and reduce the service life of the steam heater and associated equipment.
Scenario 3: Alternative control scheme. There are different ways to prevent stall.3 Normally, we could use an alternative means to remove condensate from the exchangers by installing a pump-ing trap, instead of using steam traps if the pressure in steam space may be less than the backpressure. We could also size the heat exchangers and steam traps properly to ensure that the pressure in steam space is stable and always higher than the back-pressure under all operating conditions. Or we should reduce the backpressure of condensate discharge lines. In reality, this can’t always be done.
For the present NG steam heater, the most cost-effective solution is to use an alternative control scheme—a bypass con-trol. This control approach bypasses a par-tial NG stream around the exchanger and blends it with a fraction that has passed through, as shown in Fig. 5. The temper-ature control valve is relocated from the original steam line to the NG bypass line.
System dynamic responses to the pro-cess upsets over NG demand and inlet temperature are illustrated in Figs. 6 and
7. The results show that the maximum change of steam pressure is much less, lower than 30 kPa. The stall behavior will
not happen, as the pressure in the steam space is always greater than steam trap backpressure. Compared with the regular
Process responses to NG inlet temperature changes: 0°C to 15°C.FIG. 6
Process responses to NG demand changes.FIG. 7
Tube rupture profiles for 4M6 PSV with 6 in. inlet/10 in. outlet piping.FIG. 8

LNG/GAS PROCESSING DEVELOPMENTSSPECIALREPORT
68 I JANUARY 2012 HydrocarbonProcessing.com
steam control, the simple bypass control greatly improves the operating perfor-mance of the steam heater.
Scenario 4: Tube rupture contin-gency. Pressure-relief systems are a critical part of any process design. Proper design of these systems is required by regulation and industrial codes. Due to the large operating pressure difference between the exchanger tube and shell sides (flange rating 900 lb at tube side vs. 150 lb at shell steam side), the case of complete tube rupture is a valid case in the steam heat exchanger.
Although the simulator cannot pre-dict the instantaneous pressure wave at the rupture site, it does provide important insights on the dynamic system behavior under the tube-rupture conditions. Nor-mal operating data and pressure safety valve (PSV) sizing results by the conven-tional method are listed in Tables 1 and 2. These parameters were set to generate the
initial values of the dynamic model for the tube-rupture case:
• UA value was set for the steam heat exchanger
• Condensate receiver was set to real sizes to simulate steam/liquid accumulation and liquid level variations
• Normal valve with a customized spreadsheet was used for constant NG rup-ture flow into the steam condensate system.
In general practice, to protect overpres-sure of steam system from the high pressure of NG, a check valve should be installed on the upstream steam line, and a PSV shall be provided on the top of the vapor line in the condensate receiver.
The dynamic simulation with two dif-ferent PSV sizes was verified, Figs. 8 and 9 summarize the results. Some highlights of the dynamic simulated results are dis-cussed here:
• Pressure in the condensate receiver begins to build up immediately following
the tube-rupture event. After about 3 sec-onds, the receiver pressure reaches the set pressure; then the PSV starts to relieve.
• PSV would work fine if the nor-mal PSV of 4M6 sized by a conventional method is installed on the top of shell side in the steam heater. However if this PSV is relocated to the top of the conden-sate receiver, a 40% overpressure in the receiver would occur, as shown in Fig. 8. The major reason is that, under the upset conditions of the tube rupture, the NG has a strong stripping effect (due to vapor/liq-uid equilibrium) that carries the steam out of the condensate phase. This causes the PSV peak relief load (30,530 kg/h) from the condensate receiver to be about 23% higher than the tube-rupture flow (24,920 kg/h) estimated by API 521 method.
• As evaluated in Fig. 9, if installing a PSV on the top of the condensate receiver, a larger sized 4P6 PSV and associated larger inlet/outlet piping should be installed.
This example shows that, when upset conditions occur, equilibrium conditions in vessels are changing, and the safety sys-tem design must be adjusted to account for those changes.
Options. This case study illustrates how critical it is to consider vapor/liquid equi-librium changes and interaction of process with controls in the system design, and how dynamic simulation can improve plant performance, controllability and safety in design and operation. HP
ACKNOWLEDGMENTSSpecial thanks to Alan Childs, manager of the pro-
cess department, for the valuable discussions, review and comments.
LITERATURE CITED 1 Dissinger, G. R., “Studying simulation,”
Hydrocarbon Engineering, May 2008. 2 James, G. and J. Reeves, “Dynamic Simulation
Across Project and Facility Lifecycles,” 6th World Congress of Chemical Engineering, Melbourne, Australia, Sept. 23–27, 2001.
3 www.spiraxsarco.com/Resources, “Practical Methods of Preventing Stall.”
Tube rupture profiles for 4P6 PSV with 8 in. inlet/12 in. outlet piping.FIG. 9
Hai-Ming Lai is a principal process engineer in Jacobs Canada Inc., Calgary, Alberta, with over 26 years of expe-rience in process research and development, design, and engineering of oil and gas, refining/upgrading, and petrochemical projects. His specialties include simulation studies, conceptual and front-end engineering design. He holds a PhD in chemical engineering from Beijing University of Chemical Technology (BUCT), P.R. of China., and is a registered professional engineer in Alberta, Can-ada. Prior to joining Jacobs, Dr. Lai worked for Aspen Technology, Calgary, Canada, and Research Institute of Chemical Technology in BUCT, Beijing, P. R. of China.
TABLE 2. PSV sizing results for tube rupture
Steady-state Dynamic
PSV installed location Shell side Top of receiver
Relief load, kg/h 24,920 30,530
PSV type Conventional Conventional
PSV sizes 4M6 4P6
PSV set pressure, kPaa 1,548 1,548
PSV full open pressure, kPaa 1,703 1,703
PSV closing pressure, kPaa 1,393 1,393
Inlet piping size, in. 6 8
Inlet loss % of set pressure 1.0 0.9
Outlet piping size, in. 10 12
Outlet loss % of set pressure 7.7 5.0

ROTATING EQUIPMENT
HYDROCARBON PROCESSING JANUARY 2012 I 69
A ir and inert gases are often com-pressed in a variety of processes and facilities. These processes and
applications include wastewater treatment plants, oil refineries, the petrochemical processing industry and power generation plants. Compression equipment is also installed where a carrier gas such as air is needed for conveying powders. In general, these applications require gas pressures that are too low for what we typically call a com-pressor and too high for what is usually han-dled by blowers. Of course, these services could always be satisfied with independent or free-standing machines, but promising hybrid machines are now available.
New developments. Recently, a par-ticular hybrid machine that combines both blower and compressor technologies has joined the list of available options (Fig. 1). It is called a lobe blower compressor. This blower compressor draws on both tech-nologies and bridges an important gap. Fol-lowing extensive field tests under harshest operating conditions and after over three years of successful operation in various fields of endeavor, these hybrid packages are now finding much wider markets.
Lobe blower compressors cover wide performance range. Low-pressure (LP) applications often use the roots-principle of isochoric (constant volume) compression in a rotary lobe arrangement. In contrast, screw compres-sors that follow internal volume reduction principles become the preferred choice because of their relatively high-energy effi-ciency in the elevated pressure ranges. The latest hybrid design package (Fig. 2) goes beyond the standard rotary lobe blower and screw compressor designs. Both blower and screw compressor have been optimized and upgraded in this hybrid
that combines the essential concepts of lobe blowers and compressors.
One well-known hybrid manufacturer relies on more than 100 years of experi-ence designing and producing rotary lobe blowers. The same company has produced thousands of process screw compressors in the decades since 1943. The performance envelope of its single-input hybrid gas mover opens new possibilities for produc-ing either positive pressure or vacuum.
High-energy efficiency with lower LCCs. The goals for process machinery are summarized in lowest life-cycle cost (LCC). The concept aims for and takes into account highest energy effi-ciency, infrequent maintenance, and low risk of unscheduled downtime. A com-plete package, low noise levels without the need for additional soundproofing, space saving, operating ease and a wide operating range are desirable attributes of these machines.
Over a 10-year operating period, energy costs equate to 90% of the total LCCs of a compressor. The actual equipment costs play a secondary role (Fig. 3). With this in mind, one such hybrid gas mover was
recently developed with the focus on increased energy efficiency and reduced greenhouse gas emissions. Compared with some stand-alone rotary lobe blower and screw compressor technologies, this innovative hybrid was reported to reduce energy consumption by up to 15%.
The screw (also known as rotary-lobe) compressor stage benefits from rotor pro-
Consider lobe blowers combined with compressorsNew blower meets low-pressure applications cost-effectively
H. P. BLOCH, P.E., HP Staff
A new hybrid design incorporates rotary lobe blower and screw compressor principles (Source: Aerzen USA, Kulpsville, Pennsylvania, US).
FIG. 1
5% Maintenance90% Energy
5% Initial cost
Average operating costs of an air mover over 10 years- Largely composed of energy, initial cost, maintenance: 90% Energy (white), 5% maintenance (blue) and 5% initial cost (red).
FIG. 3
Package design incorporating a rotary lobe—screw compressor hybrid.
FIG. 2

ROTATING EQUIPMENT
70
file innovations and a low-loss inlet cone. Together, these innovations produce important efficiency gains. Optimal air flow within the acoustic enclosure pack-age directs cool air to the intake side and increases compression efficiency. The equipment package incorporates special silencer insulation. High-volume flow models were tested to have control ranges from 25% to 100%.
Innovation was also noted in other ways. New sealing solutions are used at the drive shaft and at the rotor chamber to minimize seal wear. Rolling element bearing configurations were selected and designed to extend bearing L-10 life to over 60,000 operating hours at a differen-tial pressure of 1,000 mbar (approximately 15 psi). Oil change intervals of 16,000 operating hours are now entirely feasible.
As has been customary for sensitive services in the past, a hybrid should rou-tinely feature a purely reactive discharge silencer. Since absorption material breaks down over time, knowledgeable hybrid manufacturers will not use these mate-rials so as not to contaminate a down-stream process system. This is important in pneumatic conveying systems for bulk
materials in the food industry. Reactive discharge silencers will avoid accumula-tion of broken-down absorption material in the fine diffuser systems of wastewater treatment plants, which is helpful from a maintenance avoidance point of view. In essence, preventing clogging saves the cost of cleaning and possibly reducing plant operating capacity.
How new hybrids expand flow and pressure range capabilities. By design, conventional rotary lobe blow-ers are limited to a differential pressure of 1 bar (~15 psi). When it comes to higher pressures, other types of compres-sors are used. These are often designed for significantly higher pressures and at higher initial investment. As was already mentioned, hybrids bridge the gap. One very recently developed hybrid is called a rotary lobe compressor. It incorporates a differential pressure capability increased to now 1.5 bar (22 psi). Vacuum operation is feasible in the extended range from 500 mbar (–1 5 in. Hg) to –700 mbar (–21 in. Hg). The discharge temperature limit of this modern rotary lobe blower-com-pressor combination has been increased
from previously 160°C (320°F) to now 180°C (356°F).
One typical line of hybrid rotary lobe compressors covers a flow range from 110 m³/h to 4,100 m³/h (65 cfm to 2,400 cfm) with 12 machine sizes. Its controls are based on modular design concepts that can be tailored to each individual application. These controls incorporate a frequency converter and power supply panel ready to be plugged into existing power supplies and plant piping. In mod-ern hybrid controls, all measured operat-ing data are retrievable and parameters adjustable from user-friendly keypads. HP
Heinz P. Bloch is a consulting engineer residing in Westminster, Colorado ([email protected]). He has held machinery-oriented staff and line positions with Exxon affili-
ates in the US, Italy, Spain, England, The Netherlands and Japan in a career spanning several decades prior to retirement as Exxon Chemical’s regional machinery specialist for the USA. Mr. Bloch is the author of 18 comprehensive texts and close to 500 other publica-tions on machinery reliability improvement. He advises process plants worldwide on equipment uptime exten-sion and maintenance cost-reduction opportunities. He is an ASME Life Fellow and maintains registration as a professional engineer in Texas and New Jersey.
+1 (713) 520-4426 l [email protected]
www.GulfPub.com
Featuring more than 70 routines associated with control valves, rupture
disks, fl ow elements, relief valves and process data calculations,
InstruCalcTM is one of the industry’s most popular desktop applications for
instrumentation calculations and analyses.
Features:• Graphs for Control Valves and Flow Elements
• Restriction devices
• Material yield strengths fi le
• ISO orifi ce plate calculations have been updated to ISO 5167, 2003
• Relief Valve programs, sudden entrance and exit to the calculations.
ooooooommmmmmm+1+1+11+1+ (
• Relieffffff VVVValvevveve ppprorororor ggggggg
The industry-standard software for instrumentation design
NEWVersion 8.1
Select 163 at www.HydrocarbonProcessing.com/RS

LO CAT ®
H2S Removal / Recovery Sweet Solutions.®
Merichem Company has a wide range of
system capabilities and extensive experience
including treatment of natural gas, amine
acid gas, sour water stripper gas, fuel gas,
hydrogen recycle gas, and syngas.
LO CAT’s flexible technologies and
worldwide services are backed by over three
decades of reliability.
Efficient, effective and environmentally
sound, LO CAT is the technology of choice
for H2S removal / recovery.
847.285.3850 | [email protected] | www.merichem.comSelect 84 at www.HydrocarbonProcessing.com/RS

Don’t miss your industry’s most important gathering of the year!
Manchester Grand Hyatt HotelSan Diego, CaliforniaMarch 11 – 13, 2012
In 2012, we’re changing our name from NPRA to AFPM, American Fuel & Petrochemical Manufacturers to better describe who we are and what we do. And you can still count on us to bring you the most compre-hensive conference program for the refining and petrochemical industries.
SERVING YOU WITH PRIDETHE 2012 AFPM (NPRA) ANNUAL MEETING
This year’s program has something for everyone from process and operations engineers to senior manage-ment. Keynote sessions feature top government officials and corporate CEOs. Breakouts cover nearly every facet of refining technology. And networking opportunities abound at our receptions and affiliate-hosted events. Help us celebrate our new beginning.
Register at www.afpm.org or www.npra.org.
afpm.org
Select 97 at www.HydrocarbonProcessing.com/RS

PROCESS CONTROL DEVELOPMENTS
HYDROCARBON PROCESSING JANUARY 2012 I 73
F rom published literature, there is a wide range of pitfalls into which control engineers frequently stumble.1–3 As these pitfalls were documented, more were discovered. In this
article, we will focus on a very specific area of control design. The following rules investigate how substantial deterioration in process performance is possible in proportional, integral and differential (PID) control systems.
Rule 1. Use the ‘derivative-on-error’ algorithm. The PID algorithm in its conventional analog form is usually written as:
M = K c E +
1Ti
E×dt +TddEdt∫
⎡
⎣⎢⎢
⎤
⎦⎥⎥
Despite this or, more often, its equivalent in Laplace form, being used in most distributive control systems (DCSs) vendors’ documentation it strictly applies only to analog control. A close digital equivalent is:
ΔM = K c (En −En−1)+
tsTi
En +Td
tsEn −2En−1 + En−2( )
⎡
⎣⎢⎢
⎤
⎦⎥⎥
The problem with this algorithm is that when the setpoint (SP) is changed, assuming the process was previously at steady state, the derivative action causes an immediate step change in output, given as:
ΔM =
K cTd
tsΔSP
This is followed, at the next scan interval, by the same change in the opposite direction. Known as the “derivative spike,” it can read-ily move the manipulated variable (MV) full scale. Td might typi-cally have a value of around 1 minute, and ts will be about 1 second. Even with quite a modest value for Kc , ΔM can exceed 100%. Fortunately, most DCS vendors have modified the algorithm to:
ΔM = K c (En −En−1)+
tsTi
En +Td
tsPVn −2PVn−1 + PVn−2( )
⎡
⎣⎢⎢
⎤
⎦⎥⎥
Known as the “derivative-on-PV” algorithm, the derivative action no longer responds to changes in SP. However, the response to changes in process variable (PV), caused by process distur-bances (or “load” changes), is unaffected. Some DCS vendors have retained the derivative-on-error version as an option—unfor-tunately, often as the default version. A poorly trained engineer
might think that, since it bears the closest resemblance to the conventional analog version, it should be the one to apply. This seriously limits the use of derivative action in those situations where it would be particularly beneficial (See Rule 7).
Rule 2. Use the ‘proportional-on-error’ algorithm. Using this algorithm is almost entirely to blame for hiding oppor-tunities to substantially improve the performance of controllers responding to process disturbances. The alternative “proportional-on-PV” offered as an option in most DCS is described as:
ΔM = K c
(PVn −PVn−1)+tsTi
En +
Td
tsPVn −2PVn−1 + PVn−2( )
⎡
⎣
⎢⎢⎢⎢⎢⎢
⎤
⎦
⎥⎥⎥⎥⎥⎥
At first glance, this might appear to have a serious disadvan-tage. When the SP is changed, the more conventional propor-tional-on-error algorithm generates a “proportional kick” equal to Kc ΔSP—doing much to ensure that the SP is approached rapidly. The proportional-on-PV version does not do this, relying entirely on the much slower integral action. Many engineers reject this algorithm solely because of this perceived problem. How-ever, they overlook the fact that the controller can be re-tuned to compensate for the loss of the proportional kick. As shown in Fig. 1, with effective tuning, its response to SP changes would be virtually indistinguishable, by the process operator, from that of the algorithm it replaces.
Its benefit becomes clear when the performance of the two algorithms, both tuned for SP changes, is compared for load
Are you losing money when tuning controllers?Here are 10 rules, if followed, that will result in poor process performance
M. J. KING, Whitehouse Consulting, Isle of Wight, UK
PV
Time
SPProportional-on-errorProportional-on-PV
Response to a SP change.FIG. 1

PROCESS CONTROL DEVELOPMENTS
74 I JANUARY 2012 HydrocarbonProcessing.com
changes. With the same tuning, provided the SP remains constant, the two algorithms perform identically. The much faster tuning necessary to make the proportional-on-PV algorithm perform well for SP changes causes it to respond much faster to load changes. Fig. 2 shows that both the duration of the disturbance and the maximum deviation from SP are typically halved. Were the PV to be related to product composition, the volume of off-spec produc-tion would be reduced by more than 75%.
Of course, it would be possible to achieve the same improve-ment by applying the tuning developed for the proportional-on-PV algorithm to the proportional-on-error version. However, it would then cause a major process upset whenever the SP is changed. This perhaps explains why the algorithm is not fully appreciated. Many engineers select the more conventional propor-tional-on-error algorithm and tune it for SP changes. Its response to load changes will then appear reasonable but will disguise the fact that the response can be substantially improved.
Rule 3. Use the interactive algorithm. There is an alter-native derivation of the PID controller. It starts with a conven-tional PI controller, but adds the derivative action by replacing the E term with a “projected error” defined as:
E = E +Td
dEdt
This results in a slightly different algorithm:
M = K c 1+
Td
Ti
⎛
⎝⎜⎜⎜⎜
⎞
⎠⎟⎟⎟⎟E +
1Ti
E .dt∫ +TddEdt
⎡
⎣⎢⎢⎢
⎤
⎦⎥⎥⎥
Comparison with the so-called “ideal” form described earlier shows that the integral and derivative actions are unchanged but the proportional action depends not only on Kc but also now on Ti and Td —thus earning the algorithm its “interactive” name. Some DCS use this version, either as the only choice or as an option. It exists primarily because it closely matches the action of pneumatic analog controllers and their early electronic replacements.
Using it these days presents no problem provided the tuning method chosen is specifically designed for the changed algorithm. Indeed, provided that in the ideal algorithm Td is less than 0.25 Ti, it is possible to calculate equivalent tuning for the interactive version so that the performance of the two algorithms is identi-cal. And if the derivative is not used, then both algorithms are the same in any case.
The problem arises because DCS vendors rarely retain the algorithm in its pure form. It is common to include a “derivative filter” (usually given the nomenclature as a or �) or a “derivative
gain limit” (which is the reciprocal of a). This value may be fixed within the system or configurable by the engineer. It usually makes impossible adapting a tuning method designed for the ideal algorithm for use with the interactive form.
Rule 4. Apply Ziegler-Nichols tuning. Amazingly, Ziegler-Nichols is still by far the most popularly taught tuning method. It was developed 70 years ago.4 Few appreciate that it assumes the now rare interactive version of the PID algorithm. Even fewer know that it was developed for load changes and so, if applied to the normal proportional-on-error algorithm, will result in far too an aggressive response to a change in SP. And, even if these issues are resolved, its main objective is to deliver the “quarter decay ratio,” where the height of the second PV overshoot is one quarter of the height of the first. Few now accept that any amount of second overshoot is the sign of a well-tuned control-ler. The more cynical control engineer might think inclusion of the method in papers and textbooks is to establish a benchmark by which even a poorly performing alternative would look good.
Another commonly reproduced method is that developed by Cohen-Coon.5 It too uses the quarter decay ratio and was developed using analog control almost certainly equivalent to the interactive algorithm. If anything, its performance is somewhat inferior to Ziegler-Nichols.
Rule 5. Ignore the MV. Effective controller tuning is often a compromise between a fast return to SP and avoiding excessive changes to the MV. Many tuning methods use a penalty func-tion, such as the integral over time of absolute error (ITAE), as a measure of control performance:
ITAE = E t .dt0
∞
∫Minimizing such functions results in the fastest possible return
to SP but, if the deadtime-to-lag ratio is small, this will result in excessive adjustments to the MV. As the deadtime-to-lag ratio approaches zero, such methods recommend a controller gain approaching infinity. One such method is that developed by Smith, Murrill and others.6,7 Defining the MV overshoot as the percentage by which the peak change in MV exceeds the neces-sary steadystate change, we can supplement this type of tuning criterion by minimizing the penalty function subject to a limit on MV overshoot. Typically, a 15% limit results in what most would accept as a well-tuned controller. However, the limit may be increased if large changes in MV do no harm and similarly reduced if the aim is to minimize MV movement. Indeed the latter, in the case of surge vessel level control, is the overriding consideration, and large deviations from level SP should be the norm.
One of the few published methods that permits the engineer to specify the compromise between fast return to SP and MV movement is internal model control (IMC) tuning. Several com-panies have adopted this method as standard. However, it does have a number of disadvantages. The method is derived using “direct synthesis,” which develops a control algorithm that will respond to an SP change according to a defined trajectory. This is usually specified as an approach to SP with a user-specified lag of �. The resulting tuning equations vary greatly. For example, it can be applied to both self-regulating and integrating processes, using either the ideal or interactive algorithm. The synthesis usually includes terms that are not part of the PID algorithm and, so, some approximation is necessary or the terms simply
PV
Time
SPProportional-on-errorProportional-on-PV
Response to a load change.FIG. 2

PROCESS CONTROL DEVELOPMENTS
HYDROCARBON PROCESSING JANUARY 2012 I 75
ignored. Different developers reach different conclusions. But a common example for the ideal PID algorithm applied to a self-regulating process is:
K c =
1K p
τ +θ2
λ +θTi = τ +
θ2
Td =τθ
2τ +θ
While the method permits the user to decide how aggressive the control should be, the value of � has to be determined by the trial-and-error method. While some texts provide some guidance, there is no predictable relationship between its value and MV overshoot. Under a different set of process dynamics, the relationship changes. It is possible to develop formulae for the best choice of �. For example, choosing a value given by 0.31� + 0.88� will give an MV overshoot of 15%, but only for the proportional-on-error form of the ideal controller applied to a self-regulating process. We would need to develop such formulae not only for different controllers and for integrating processes but also for different MV overshoot limits. While perhaps possible, the most damning limitation of this tuning method is that no one has yet published the formulae for the preferred algorithm—where both proportional and derivative actions are based on PV rather than error.
Rule 6. Ignore the scan interval. The industry has now begun replacing first generation DCSs with their more modern counterparts. Engineers have been surprised to find in some cases that this has apparently increased the level of measurement noise. This can arise because of the faster scanning that may be available in the new system. Fig. 3 shows how the total valve travel gener-ated by a PID controller varies as scan interval changes. The curve starts at a ts/� ratio of 1/120—equivalent to a controller with a scan interval of 1 second on a process with a lag of 2 minutes. Defining the total valve travel under these conditions as 100%, we can see that, for a PID controller, reducing the scan interval from 2 seconds to 1 would increase valve travel by a factor of 4.
All DCS include the ability to filter a measurement and most use the first order exponential type. The digital version of this filter is often defined as:
Yn = P×Yn−1 + (1−P )Xn
where P = exp(−ts /τ f )
Changing the scan interval of a controller in a system in which the engineer defines P directly will result in a different filter lag. Even the most modern of controller tuning methods still assumes analog control. While this is of little concern when the scan inter-val is small compared to the process dynamics, it can cause prob-lems otherwise. For example, compressor-surge protection systems are applied to a process where the deadtime is effectively close to zero and the lag only a few seconds. Tuning such controllers without taking account of scan interval will drastically affect performance. It goes some way to explain why package vendors (usually mistakenly) insist that compressor controls can only be implemented in special purpose control systems that have a much shorter scan interval.
Rule 7. Avoid using derivative action. Depending on the textbook a control engineer might read, if the process has a large deadtime, the derivative action is either beneficial or becomes less effective. In fact, it offers an advantage on processes
with either little or a large deadtime—depending on the dis-turbance source. Fig. 4 shows the impact on ITAE of removing deadtime from a well-tuned controller, and retuning the PI con-troller as well as possible. It shows that for SP changes, removing derivative action causes controller performance to deteriorate more on processes that have a larger deadtime-to-lag ratio. For load changes, the opposite is true. But, for both cases, the effect of removing it is always adverse, and, in any case, most controllers have to deal with both disturbance types.
In practice, the derivative action is only used by a minority of controllers. There are several reasons for this. First, it has a reputation for causing problems if there is measurement noise. Certainly, it will grossly amplify noise, but modern DCSs do offer a wide range of filtering techniques that can readily reduce noise to a point where derivative action is viable. Second, it adds another tuning parameter. Adding derivative action requires the proportional and integral tuning to be readjusted. Fig. 5 shows that the addition of derivative action is beneficial because it per-mits a larger controller gain. If the engineer has already spent hours tuning a PI controller by the trial-and-error method, there will be an understandable reluctance to abandon this tuning and start afresh with a three-dimensional search.
Rule 8. Use filters to improve PV trending. Most con-trol engineers use filters to make the PV trend look good. Gone are the days when we have to concern ourselves with the amount of ink used in drawing such trends. A better criterion is to exam-ine the movement of the final actuator, usually a control valve. This will depend not only on the amplitude of the measurement
0
50
100
150
200
250
300
0 1 2 3 4
Incr
ease
in IT
AE, %
Load change
SP change
�/τ
Impact in ITAE of removing derivative action.FIG. 4
0.01
0.1
1
10
100
0.0 0.1 0.2 0.3 0.4 0.5
∑(ΔM
), %
ts/τ
PI
PID
Effect of scan interval on noise passed to an actuator.FIG. 3

PROCESS CONTROL DEVELOPMENTS
76 I JANUARY 2012 HydrocarbonProcessing.com
noise but also on the controller tuning. If the impact on valve movement is acceptable, then the filter serves no purpose and will reduce the controllability of the process. Its presence means that tuning has to be relaxed to maintain stability. Conversely, we must remember that, if a filter is removed, then the benefit will not be apparent until the controller is re-tuned to accommodate the change in apparent process dynamics.
Filtering can be beneficial if it permits greater use of derivative action. Since derivative action responds to the rate of change error, the small fluctuations in signal occurring at a high frequency are greatly amplified. Many DCSs now offer the facility to selectively filter only the measurement passed to derivative action. This per-mits derivative to be used without changing the dynamics seen by the proportional and integral actions.
Rule 9. Tune by trial-and-error methods. Over 200 tuning methods have been published.8 All of them have at least one flaw. It is not surprising that control engineers have gen-erally adopted the trial-and-error method as the main tuning method. It requires no knowledge of the process dynamics and little understanding of the control algorithm being applied. But its main disadvantage is that it is extremely time-consuming. Trials conducted on a simulated process with dynamics of a few minutes showed that engineers would spend around 30 minutes finding the best tuning. Quite a modest investment one might think until one realizes that the simulation was running much faster than real time and each test was exactly reproducible. On the equivalent real process such an exercise would easily have filled a working week.
In practice, no engineer can commit this time to a single control-ler and will stop trying to improve its performance once it is stable and looks “about right.” The result is that the process operator will likely be unimpressed by its performance during the next process upset and will switch the controller to manual.
Developers of tuning methods have attempted to develop a set of tuning formulae that can be applied to any situation. In reality, such an approach is unlikely ever to be successful. There are two fundamentally different processes: self-regulating and integrating. There are two fundamentally different PID algorithms: ideal and interactive. Some versions of the algorithm include a derivative filter that cannot be changed by the user. Proportional action can be based on error or PV, as can derivative action. These options are not mutually exclusive; just considering those listed so far gives 32 possible combinations. If we add to this the requirement to specify the aggressiveness of the control, allow for different scan intervals and to take account of vendor-specific modifications to the algorithm, then the number of sets of tuning formulae grows to an impractical level.
Figs. 6–8 show comparisons between the commonly pub-lished tuning methods and user-defined optimum tuning. For the comparisons to be fair, the controller was assumed to be analog and subject to a SP change. The results were obtained by using a tuning constant optimizer freely available.9 In this case, the optimum tuning was specified as minimum ITAE sub-ject to a 15% MV overshoot limit. So, unlike many methods, the optimized controller gain does not approach infinity as �/� approaches zero. The IMC method appears to estimate the con-
ϑ/τ
-0.5
-0.3
-0.1
0.1
0.3
0.5
0.7
0.9
0 1 2 3 4
log 1
0 (K p·Kc)
PID
PI
Impact on Kp of inclusion of derivative action.FIG. 5
ϑ/τ
0.1
1.0
10.0
0 1 2 3 4
K p·Kc
Optimized (P on E)Optimized (P on PV)λ = 0.31θ + 0.88τSmith, Murrill et al.Cohen CoonZiegler-Nichols
Determination of process gain.FIG. 6
0
1
2
3
T i/τ
ϑ/τ0 1 2 3 4
Determination of integral time.FIG. 7
ϑ/τ0 1 2 3 4
0.0
0.2
0.4
0.6
0.8
1.0
1.2
T d/τ
Determination of derivative time.FIG. 8

PROCESS CONTROL DEVELOPMENTS
troller gain well, but only because the choice of � has been opti-mized for this particular case. Note: The method developed by Smith, Murrill and others is only applicable to values of �/� less than 1. Outside of this range, it can generate negative tuning con-stants. But, most importantly, optimization permits tuning to be derived also for the preferred proportional-on-PV algorithm. The much higher gains derived for this controller will substantially reduce the impact of process disturbances.
Rule 10. Don’t train engineers in basic control. The most effective way of reducing process profitability is to ensure that the control engineers are kept completely unaware of what can be achieved by minor changes to PID control. Those that have studied control theory at university will have been subjected to daunting mathematics, much of which is irrelevant to the process industry. Almost certainly little will have been covered on the alternative forms of the PID algorithm, let alone which one to use and how to properly tune it.
While it is common practice to send staff on vendor sup-plied courses in DCS programming and multivariable predictive control (MPC), it is rare to consider also training in basic con-trol techniques. Industry seems to expect engineers to somehow acquire this expertise without outside assistance. This ensures that the techniques described above, many of which have been avail-able for over 30 years, are still not properly appreciated and that plants continue to operate away from maximum profitability. HP
NOMENCLATUREComplete nomenclature available online at HydrocarbonProcessing.com.
LITERATURE CITED 1 King, M. J., “How to lose money with advanced controls,” Hydrocarbon
Processing, June 1992, pp. 47–50. 2 King, M. J., “How to lose money with basic controls,” Hydrocarbon Processing,
October 2003, pp. 51–54. 3 King, M. J., “How to lose money with inferential properties,” Hydrocarbon
Processing, October 2004, pp 47–52. 4 Ziegler, J. G. and N. B. Nichol,“ Optimum settings for automatic control-
lers,” Transactions of the ASME, 64, pp. 759–768, 1942. 5 Cohen, G. H. and G. A. Coon, “Theoretical considerations of retarded con-
trol,” Transactions of the ASME, 75, pp. 827–834, 1953. 6 Smith, C. L., Digital Computer Process Control, Intext Educational Publishers,
p. 147, 1972. 7 Lopez, A. M., J. A. Miller, C. L. Smith and P. W. Murrill, “Tuning control-
lers with error-integral criteria,” Instrumentation Technology, 14, pp. 57–62, 1967.
8 O’Dwyer, A., “A summary of PI and PID controller tuning rules for processes with time delay,” IFAC Digital Control: Past, Present and Future of PID Control, Terrassa, Spain, 2000.
9 http://www.whitehouse-consulting.com/tune.htm.
BIBLIOGRAPHYKing, M., Process Control: A Practical Approach, published by Wiley, ISBN 978-0-470-97587-9.
The next generation epoxy groutsetting the standard
for versatility and results.
— INTRODUCING NEW —
A versatile three component epoxy which can be poured conventionally or pumped into place.
You asked for aHigh-Flow, Pumpable
Epoxy Grout.
Myke King is the author of Process Control: A Practical Approach. He is the director of Whitehouse Consulting. Previ-ously, he was a founding member of KBC Process Automation, and prior to that he was employed by Exxon. He is responsible for consultancy services assisting clients with improvements to basic
controls and with the development and execution of advanced control projects. He has 35 years of experience in such projects, working with many of the world’s leading oil and petrochemical companies. Mr. King holds an MS degree in chemical engineer-ing from Cambridge University and is a Fellow of the Institute of Chemical Engineers.
Select 164 at www.HydrocarbonProcessing.com/RS Select 161 at www.HydrocarbonProcessing.com/RS

Discover all the benefi ts of being a premium subscriber and gain full access to HydrocarbonProcessing.com
ARE YOU TAKING FULL ADVANTAGE OF HYDROCARBON PROCESSING?
Subscribe online at www.HydrocarbonProcessing.com or call +1 (713) 520-4440
www.HydrocarbonProcessing.com
APRIL 2011
HPIMPACTSPECIALREPORT TECHNOLOGY
ON
PRO
CESSIN
G
APR
IL 2011
PETR
OC
HEM
ICA
L DEV
ELOPM
ENTS
PETROCHEMICAL
DEVELOPMENTS
New technologies
sustain safety
and profitability
A new era for
natural gas
Research predicts
workplace failures
Keys to improved
alarm management
Investigation on
condenser failure
www.HydrocarbonProcessing.com
MAY 2011
HPIMPACTSPECIALREPORT TECHNOLOGY
ON
PRO
CESSIN
G
MA
Y 2
011
M
AIN
TENA
NC
E AN
D R
ELIAB
ILITY
MAINTENANCE AND MAINTENANCE AND
RELIABILITYRELIABILITY
Advanced materials Advanced materials
and programs protect
and programs protect
critical assetscritical assets
HPI recovery underwayHPI recovery underway
Biodegradable Biodegradable
polymerspolymers
CAFE could boost US CAFE could boost US
auto profitsauto profits
Design exchangers Design exchangers
for for ‘dirty’ service‘dirty’ service
Improve design of Improve design of
closed-drain drumsclosed-drain drums
www.HydrocarbonProcessing.com
JUNE 2011
HPIMPACTSPECIALREPORT TECHNOLOGY
RB
ON
PRO
CESSIN
G
JUN
E 2
011
PR
OC
ESS/PLAN
T OPTIM
IZATIO
N
PROCESS/PLANT PROCESS/PLANT
OPTIMIZATIONOPTIMIZATION
Maintenance, Maintenance, operations
operations
and engineering areand engineering are
all involved in better all involved in better
plant performanceplant performance
Refining margins Refining margins
under pressureunder pressure
Positive PVC demandPositive PVC demand
Update on lubrication Update on lubrication
systemssystems
Improve energy Improve energy efficiencyefficiency
in hydrotreatersin hydrotreaters
Subscriber Only Benefi tsA subscription includes twelve monthly issues in print or digital format and premium access to HydrocarbonProcessing.com, where you will fi nd:
• All the latest issues and Process Handbooks• HP’s extensive archive containing 8 years of back issues• A subject/author index of print articles with links to articles available online• Monthly e-newsletters providing an early preview of upcoming special editorial features and exclusive content.
Published since 1922, Hydrocarbon Processing provides operational and technical information to improve plant reliability, profi tability, safety and end-product quality. The editors of Hydrocarbon Processing bring you fi rst-hand knowledge on the latest advances in technologies and technical articles to help you do your job more eff ectively.
SUBSCRIBE TODAY!Log on to www.HydrocarbonProcessing.com or call +1 (713) 520-4440.
As a Hydrocarbon Processing premium subscriber, you will receive full access to WorldOil.com as well as World Oil magazine in your choice of print or digital format.
Start your subscription today.

PROCESS ENGINEERING
HYDROCARBON PROCESSING JANUARY 2012 I 79
I f the analyzer in your analytical system requires gas but your sample is liquid, the only option is to convert the liquid to gas. This process is called vaporization or flash vaporization. The
objective is to convert a sample of all liquid to all vapor instantly, without changing the composition.
It is not easy to vaporize a sample, nor is it always possible, so make sure it is really necessary and possible before you try. You should always analyze a liquid in a liquid phase unless there are strong reasons for analyzing in a vapor phase.
If you proceed with vaporization, it is important to under-stand the difference between evaporation and vaporization. Evaporation occurs gradually with an increase in temperature. Vaporization occurs instantly with a drop in pressure. It’s not possible to vaporize a sample by increasing temperature. Heat causes evaporation, and adding more heat simply makes evapora-tion happen faster.
In a mixed sample, evaporation will allow some compounds to evaporate before others, resulting in fractionation. Vaporization, done properly, ensures that all of the compounds vaporize at the same time, preserving the sample’s composition.
However, it is possible for things to go wrong when vapor-izing. Instead of flashing the whole sample into a vapor, you could unintentionally cause a combination of vaporization and evaporation. The result would be fractionation. Once a sample of mixed compounds fractionates, it is no longer suitable for analysis. With fractionation, a common scenario is for lighter molecules to evaporate first and travel on toward the analyzer, while the heavier molecules remain behind in the liquid phase. Even if at some later point in the process a fractionated sample appears to be all gas, the mixture will not be of the same molecu-lar proportions as it was before fractionation. It will no longer accurately represent the product taken from the process line.
Let’s take a closer look at the process of vaporization and how we can manipulate the variables (temperature, pressure and flow) to ensure proper vaporization and an accurate analytical result.
Understanding vaporization. To vaporize a sample, one typically uses a vaporizing regulator, also called a vaporizer, which is a pressure-reducing regulator with the capacity to transfer heat to the sample at just the right location.
Vaporization consists of a three-stage process (Fig. 1). First, the sample enters the vaporizer as a liquid. At this point, the liquid should not be bubbling or boiling.
Second, the liquid passes through the regulating orifice in the vaporizer, resulting in a severe and sudden pressure drop, which vaporizes the liquid. At the same time, heat is applied, which enables the vaporized liquid to remain a vapor.
Third, the sample, now a gas, exits the vaporizer and travels to the analyzer to be read. Due to the immediate transition to the vapor phase, the composition of the gas is unchanged from that of the liquid, ensuring an accurate reading.
In this delicate process, there are many variables or inputs that determine success or failure. For the purpose of this discussion, let’s say there are two main sets of inputs.
The first set of inputs concerns the composition of the sample. Depending on the composition of the sample, it will begin to bubble and finish vaporizing at different pressures and tempera-tures. We will need to know what these pressures and temperatures are to successfully manage the process.
The second set of inputs concerns settings that you control in your sampling system: pressure, temperature and flow. Pressure and temperature are controlled at the vaporizer, while flow is controlled downstream at a rotameter (variable area flowmeter) and needle valve. We set these inputs based on what we know about the first set of inputs. Proper vaporization requires a delicate balance of all inputs.
Even when approaching vaporization in a systematic manner like this, the process does require some trial and error, so we will also talk about how to diagnose and address problems.
How to manage vaporization in an analytical systemWhen done properly, this process ensures that all compounds vaporize at the same time, preserving the sample’s composition
D. NORDSTROM and T. WATERS, Swagelok, Cleveland, Ohio
3) Vapor at lowpressure
1) Liquid at highpressure
2) Suddenpressure drop
Vaporizer outlettemperature isabove vapor dewpoint
Vaporizer inlettemperature isbelow liquidbubblepoint
Drawing showing the three-stage vaporization process.FIG. 1

PROCESS ENGINEERING
80 I JANUARY 2012 HydrocarbonProcessing.com
Understanding your sample. The best way to understand the first set of inputs is with a phase diagram. A phase diagram plots pressure and temperature, showing at any pair of conditions whether a substance will be vapor, liquid or solid. The lines indi-cate the interfaces between two phases.
Phase diagrams for most pure gases are available on the Internet (one example is encyclopedia.airliquide.com). But diagrams for gas mixtures are very difficult to create without commercial software.
Fig. 2 represents a phase diagram for 20% hexane in pentane. When the sample is above the bubblepoint (blue line), it’s all liq-uid. We want the sample to be all liquid when it enters the vapor-izer. When the mixture is below the dewpoint (gold line), it’s all vapor. The sample must be all vapor when it leaves the vaporizer.
Between the bubblepoint and dewpoint lines is what we call the no-go zone. This zone is the boiling range of the sample. Here, the mixture is in two phases, part liquid and part vapor. Once a sample falls into the no-go zone, it is fractionated and no longer suitable for analysis. The objective in vaporization is to set the temperature, flow and pressure so that the sample skips instantly from the liquid side of the no-go zone to the vapor side of the no-go zone.
With pure and nearly pure samples, there is little to no boiling range or no-go zone. The bubblepoint and dewpoint lines are on top of each other or nearly so. Indeed, pure and nearly pure samples will convert to vapor of the same composition, whether through evaporation or vaporization. Some industrial samples approach this level of purity and convert easily.
On the other hand, some samples have such a wide boiling range or no-go zone that they cannot be successfully vaporized. There is no way to skip from the liquid side of the no-go zone to the vapor side
of the no-go zone. We are unable to manipulate the variables (tem-perature, flow and pressure) in such a way as to avoid fractionation.
Most samples fall between these two extremes. For example, in Fig. 2, the band between bubblepoint and dewpoint is narrow enough that, with the proper settings, we can enable the sample to effectively skip from the liquid side of the no-go zone to the vapor side. At the same time, the band in Fig. 2 is wide enough that we cannot afford to be careless. Indeed, we will need to be skillful in our manipulation of the variables or we will end up with a sample in the no-go zone.
Setting temperature, pressure and flow. Let’s continue to work with the sample in Fig. 2 (20% hexane in pentane) and see how we can set our inputs to ensure successful vaporization.
In general, at the inlet, we want high pressure and low tem-perature. At the outlet, we want high temperature and low pres-sure. But there are limits as to how high and low these parameters can be, and not all of them are under our control completely. Vaporization is basically a balancing act between the variables.
Here is a four-step process for setting your inputs:1. Determine the inlet pressure at your vaporizer. This pres-
sure, which is fixed, is your process pressure, provided your vapor-izer is located close to your sample tap. In Fig. 2, that pressure is 4 bar. Higher pressure is better because it allows you to keep the vaporizer temperature higher without boiling the incoming liquid.
2. Set your inlet temperature, or the temperature of your vaporizer. There are two objectives. First, the temperature must be low enough that, when the sample enters the vaporizer, it is entirely a liquid and isn’t bubbling. In Fig. 2, the bubblepoint at 4 bar is 88°C, but we want to build in a cushion, so let’s choose 80°C, a round number far enough away from 88°C to be safe. The second objective is that the temperature must be high enough to contribute to the complete flashing of the sample, ensuring that only vapor leaves the vaporizer. When you vaporize the sample, the temperature drops, in accordance with the laws of energy conservation. The sample temperature must be high enough at the outset so that after the pressure drop, the sample is not in the boil-ing range or no-go zone. In Fig. 2, the vapor temperature after the pressure drop is 60°C, just on the vapor side of the dewpoint line.
3. Set the outlet pressure at the vaporizer. Your objective is to drop the pressure below the gold dewpoint line. In Fig. 2, the outlet pressure is set to 1.5 bar. If the outlet pressure were any higher in this example, the sample would not vaporize entirely. It would fractionate.
4. Set your flow. Flow is set downstream at a valve and rotame-ter, not at the vaporizer. In a sampling system, high vapor flow is
Watching out for time delay
Time delay is another problem in vaporizing samples. It can be an issue on both the liquid and vapor side of the vapor-izer. On the liquid side, the difficulty is caused by the sample’s degree of expansion when it is vaporized. A small amount of liquid creates a large amount of vapor.
It’s easy for liquid on the upstream side of the vaporizer to be held up awhile before it is vaporized.
If your vaporizer is located near the tap, the best solution is to install a bypass on the liquid side of the vaporizer, so the sam-ple being vaporized is always fresh. In addition, try to minimize
the volume of the probe and tubing preceding the vaporizer.To address time delay on the vapor side, you may want to
increase flow. This may not be the best option. Many samples require low vapor flow rate for proper vaporization. High flow, in combination with insufficient heat at the vaporizer, could result in fractionation, with liquid passing downstream. Such a scenario would ruin the sample for analysis, evident by frost on the tubes downstream of the vaporizer.
A better way to reduce time delay on the vapor side is to minimize volume. For example, move the vaporizer closer to the analyzer and/or build a fast loop on the liquid side. HP
Bubble pointDew pointTemp. dropat vaporization
Vaporizer body temp.20% hexane in pentane
Liquid @ 4 bar
Vapor @ 1.5 bar
Vaporizer core temp.
Pres
sure
, bar
Temperature, °C
Vapor reheat
50 55 60 65 70 75 80 85 90 95 100
VaporLiquid Two-phase (n
o-go zone)
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
Phase diagram showing 20% hexane in pentane, with temperature settings.
FIG. 2

PROCESS ENGINEERING
desirable because it moves the sample to the analyzer faster. How-ever, high flow can be problematic, too, because with high flow, more heat is required to vaporize the sample. In other words, high flow results in a greater drop in temperature at the time of vapor-ization. In Fig. 2, the purple line illustrates the temperature drop. As flow increases, the purple line angles more sharply to the left.
Another variable influencing the temperature drop is the heat transfer capability of the vaporizer. Some vaporizers are constructed in such a way that heat transfers more efficiently to the sample. When the liquid sample converts to a vapor and its temperature drops, it draws heat from the stainless steel surrounding it. The critical question is how efficiently can the vaporizer replace that heat and keep it flowing to the sample. The more heat the sample can draw, the less its temperature drops during vaporization.
In some instances, it is possible for the vaporizer to be hot to the touch on the outside but cold at the core inside. That’s because the vaporized sample is drawing lots of heat and the vaporizer cannot transfer enough heat to keep up. The best solution is to reduce the flow.
In sum, the angle of the purple line in Fig. 2 is a product of the flow rate and the heat transfer capability of the vaporizer. With a good vaporizer and low flow, the line will become more vertical. Unfortunately, there is no easy way to calculate the location of the purple line, and it is not generated by any known software program. As a result, vaporization involves some approximation. As a rule of thumb, keep the flow rate as low as possible without causing an unacceptable delay in the sample’s travel time to the analyzer. It’s better to start with a low flow rate and experiment with increasing it than to start with a higher flow rate.
Troubleshooting. Phase diagrams will enable you to approxi-mate temperature, pressure, and flow settings, but some trouble-shooting will still be required. One sure indication of a problem is poor repeatability in analyzer results.
There are two possibilities when the sample is fractionating instead of vaporizing, with Problem #1 being the more common:
Problem #1. Only part of the sample is being vaporized. Liq-uid is passing through the vaporizer and sitting in the tubing on the downstream side. Eventually, it evaporates. When it does, it draws heat from the surrounding tubing, making the tubing cold to the touch or causing frost or ice to form. Signs of the problem: Vaporizer outlet and downstream tubing is cold to the touch or has frost or ice on it. Note: In many cases, liquid on the downstream side of the vaporizer may pass beyond the area of the vaporizer and into other components, such as flowmeters and filters, where it can cause considerable damage.
Problem #1 solution. In the previously discussed approach, your best option would be to reduce the flow rate. Another option would be to lower the vaporizer outlet pressure, if that is possible. A third option would be to increase the heat to the vaporizer, but in this case you risk causing Problem #2.
Problem #2. The sample is boiling at the inlet to the vapor-izer. It is fractionating before it can be vaporized. Lighter mol-ecules evaporate and create a “vapor wall,” which pushes the liquid back into the process. A portion of that vapor wall then cools and condenses. Finally, the liquid sample moves again toward the vaporizer, where the lighter molecules evaporate, starting the cycle all over again. Meanwhile, the heavier molecules move on toward the analyzer for an inaccurate reading. Signs of the problem: The inlet tube to the vaporizer twitches, sometimes violently, and the measurement values oscillate.
Problem #2 solution. Lower the vaporizer temperature.
Know your variables. Vaporizing a liquid sample is chal-lenging. In many sampling systems around the world, vaporizers are fractionating samples and sending unrepresentative samples to the analyzer every minute of every day. You can dramatically increase your chances of success by researching a phase diagram of your system’s particular mixture of compounds. You can further increase your chances of success by understanding what is occur-ring in the process; specifically, by knowing what the variables are (temperature, pressure and flow) and their role in influencing the process outcome. With this framework in place, you can come very close to the right settings, making adjustments in accordance with the signs and symptoms you observe. HP
Doug Nordstrom is market manager for analytical instrumentation for Swagelok, and he focuses his efforts on advancing the company’s involvement in sample handling systems. He previously worked in new product development for Swagelok and earned a number of Swagelok patents for products. Mr. Nordstrom graduated with a BS degree in mechanical engineering from Case Western Reserve University and earned a master’s degree in business administration from Kent State University.
Tony Waters has 45 years of experience with process analyzers and their sampling systems. He has worked in engineering and marketing roles for an analyzer manufac-turer, an end-user and a systems integrator. He founded three companies to provide specialized analyzer services to the process industries and is an expert in the applica-tion of process analyzers in refineries and chemical plants. Mr. Waters is particularly well known for process analyzer training courses that he has presented in many of the countries of Asia, Europe and the Middle East, as well as North and South America. His presentations have equal appeal to engineers and maintenance technicians.
Select 162 at www.HydrocarbonProcessing.com/RS

Shop Online at www.GulfPub.comor contact J’Nette Davis-Nichols at +1 (713) 520-4426 or [email protected]
Shop online at www.GulfPub.com for technical books, software, data products, videos and more.
Your Premier Source for Oil and Gas Engineering Resources
Stay Sharp. Get the tools you need to stay at the forefront of the latest technology and industry trends in the downstream oil and gas industry.

ENGINEERING AND DESIGN DEVELOPMENTS
HYDROCARBON PROCESSING JANUARY 2012 I 83
T he replacement of pressure vessels is a common function in an operating refinery, particularly those units that have been in operation for the full design life of the vessel. From
the client’s perspective, a vessel may have operated successfully for many years beyond the original design life with no issue. Its replacement should be easily accomplished given the relative success of the original design. In the real world, the replacement of existing refinery vessels in a brownfield environment is sel-dom replacement in kind. Some minor, yet important, activities should be addressed to ensure project success.
In the presented example, work processes used to replace a hydrogen sulfide (H2S) absorber as part of a refinery crude unit that was originally identified as replacement in kind will be dis-cussed. In addition to working to a documented work process, there are many areas where the various design engineers must think outside of the established work practices to ensure the timely, safe and effective installation of new vessels. This article is not meant to replace existing work processes; it will identify unclear areas that exist when replacing equipment in an existing operating unit.
The project. This example involves the replacement of an H2S absorber tower. This tower is commonly found in refinery crude units. In this particular crude unit, the removal of H2S is done by a vertical tower with three integral vessels consisting of two drums and a packed section.
The purpose of the tower is to remove H2S, and it is necessary to minimize sulfur dioxide (SO2) emissions from an adjacent atmospheric furnace where the treated offgas is burned. As the atmospheric furnace and adjacent atmospheric column operate at very low pressures, the pressure drop through the H2S absorber must be minimal to avoid excessive backpressure on an adjacent vacuum-seal drum.
H2S removal. To do these three activities, the vessel is separated into three major components. The bottom drum contains hydro-carbons, H2S solution and diethylolamine (DEA). The drum removes the hydrocarbons from the H2S, and the DEA assists with this process. The rich-H2S stream is sent from the bottom drum up into an H2S absorber section that is filled with random pack-ing. Treated offgas is sent into the top drum where the untreated DEA is sent back to the absorber section and the gas is forwarded to the adjacent furnace.
As the vessel operates in an H2S and rich-DEA environment, the refinery performs regular inspections as part of a risk-based inspection (RBI) program as outlined by industry standard prac-tices, refinery specific practices and guidelines established by the American Petroleum Institute. Following an automated ultrasonic testing (AUT) and manual ultrasonic testing (MUT) inspection of the bottom drum, it was found that stress- oriented-hydrogen-induced cracking (SOHIC), resulting in step-wise cracking, and blister formation was present in the drum with concentrations higher in the lower drum region (Fig. 1). Fitness for service cal-culations resulted in the recommendation to replace the vessel, thus preventing a potential unplanned production interruption.
Original vessel. The original vessel was built in 1974 to ASME Section VIII, Division 1, 1971 Ed. The vessel was speci-fied with a joint efficiency of 0.85 (Spot RT) and the material of construction was SA-285 Grade C. Although vessel materials were
Case history: Replacement of existing pressure vesselInstalling new equipment involves more processes to ensure safety and to meet new codes
D. FEARN and J. MCKAY, Fluor Canada Ltd, St. John, New Brunswick, Canada
Stress-oriented hydrogen-induced cracking of the H2S absorber column.
FIG. 1

ENGINEERING AND DESIGN DEVELOPMENTS
84 I JANUARY 2012 HydrocarbonProcessing.com
not post-weld heat treated (PWHT), weld hardness was limited to 200 HB. The bottom drum is 4 ft in diameter and 40 ft in height (including the 14-ft skirt). The top drum and packed section is 70 ft long and 2 ft in diameter.
The H2S absorber internals consisted of four hold-down plates and 120 ft3 of random packing. To distribute solution to the H2S absorber, tangential nozzles were used on the inlet nozzles where the solution would collect on the spray header that is then gravity-fed down through the packing. To limit direct contact (and subsequent erosion) of DEA and H2S on carbon steel, the tangential nozzles directed flow toward a 304 stainless steel (SS) clad plate that was welded to the vessel internal diameter.
Theoretical design considerations and scope. Ini-tially, the project requirement was the replacement in kind of the vessel; other equipment directly attached or adjacent to the vessel would also need to be examined. For example, the piping system that also processes rich DEA and H2S was potentially at risk for associated metallurgical damage mechanisms. The foundation and corresponding anchor bolts needed to be reviewed to deter-mine if they were acceptable for continued service for the esti-mated design life of the replacement vessel. Electrical and control systems were also reviewed to determine if existing systems are code compliant and adhere to current refinery practices. While other disciplines face challenges similar to the vessel designer, this
article will focus solely on the vessel replacement. However, noted items are considered inter-discipline related.
For the vessel designer, the scope to replace a vessel includes far more than the replacement in kind of an existing asset and ensuring that the new asset will meet the latest codes. The designer must engage operations to ensure that manway size and location, ladder and platform access, packing access, etc., are acceptable to the current and future needs. Some needs may not be identified until the piping, electrical and controls designers also do their respective design activities.
As the request from the client was to replace the vessel in kind, the existing vessel was modeled into an available simulation model to determine if revisions to ASME Section VIII between 1971 and 2008 would result in an overall design change to the new vessel. For this vessel, particular attention was paid to the internal head design for the bottom/top drum assemblies, as well as the transi-tion (48 in. to 24 in.) between the bottom drum and random packing section. Where the new vessel was to be constructed of SA-516-70N, the greater allowable stress compared to the original SA-283 offsets any code changes that would otherwise increase the overall thickness and potentially impact the total dimensions.
An important activity of the vessel designer is to visually verify and place hands on every item of the vessel and to check its accu-racy against the original design drawings. This includes additional vessel penetrations, platform loads or equipment that was not part of the original design. Depending on the level of documentation control within the existing facility, it is possible that the original drawings do not exist or are of such poor quality that new draw-ings must be drafted.
Whereas construction is not typically engaged until further in the fabrication process, brownfield development should include design considerations recommended by the construction team and lift contractor. Items addressed include the timing of internals installation, adding lift lugs or relocating platform clip locations to facilitate installation where space is limited.
The output from this process should include a defined and inter-discipline reviewed datasheet and general arrangement drawing (as-built or new) that will be issued to the vessel fabrica-tor. This allows all disciplines to review potential interferences between nozzles, clips, guides, supports, girth flanges, etc.
Actual design conditions and scope development. The original project scope basis was for a replacement in kind vessel. However, during project development, many changes were made. To identify the changes required for this vessel, each discipline input was identified separately.
Mechanical related changes. Given the presence of H2S and SOHIC, the base materials were upgraded to SA-516-70N – HIC resistant carbon steel and included for PWHT in accordance with the recommendations of NACE MR0175. The radiographic test-ing (RT) was increased to full 100% RT while maintaining the 200 HB harness limit.
To prevent solution entrapment between the original internal shell, it was decided to use 304L weld overlay on top of 309L. Mini-mum weld overlay thickness was specified to ensure adequate thick-ness for long-term protection. Additional NDE was specified for the overlay, such as LPI, UT (for disbondment) and ferrite testing.
This vessel is tall relative to the base diameter, and, without sup-plementary support, it requires additional material on the base ring, anchor bolts and girth flanges to resist buckling due to the wind and seismic overturning moment. The original vessel design included
Trail-fit ladders and platforms manufactured by the vessel fabricator.
FIG. 3
Guide locations from the adjacent atmospheric column.FIG. 2

ENGINEERING AND DESIGN DEVELOPMENTS
HYDROCARBON PROCESSING JANUARY 2012 I 85
guides, as shown in Fig. 2, at three upper elevations whereby the adjacent column provided support. The inclusion of the guides permitted the redistribution of wind load (overturning moment on the vessel base) and the acceptance of the existing anchor bolts and vessel thickness.
Per requirements by the client and construction team, hand holes were installed to facilitate inspection, removal and installa-tion of the random packing. Lift trunions were also installed on the base of the packed section to facilitate installation. Several new pipe guides and supports were also installed on the vessel to remove loads from platforms.
Following a review of the loads placed on the ladders and plat-forms, in addition to occupational health and safety changes since original construction, the ladders and platforms were redesigned.
Electrical related changes. As the refinery specifications have changed over the years, the requirement was made to include for cable tray clips on the vessel to facilitate electrical cable installation and pre-dressing prior to lift.
Vessel fabrication. For this particular project, the vessel fab-ricator was provided with the original as-built vessel drawing and revised datasheets. The fabricator was required to produce new drawings incorporating all of the changes. For the vessel designer, this requires attention to detail to ensure that while overall dimen-sions are consistent with the original design, all changes have been incorporated into the new design.
To help facilitate quality concerns between the fabricator and client, a third-party inspector was enlisted throughout the fabrica-tion process. The scope of the third-party inspector was to ensure the agreed to inspection and test plan was being adhered to, as well as to be a client representative for any hold points during the fabrication or final assembly and test process.
As new platforms were specified for the replacement vessel, it was decided that a shop-trial fit test should be done. This ensured that the platforms would fit during installation and prevented costly rework onsite that might, otherwise, have to be performed within the turnaround window.
Demolition and installation of vessel. Depending on the time available, space considerations and resource availability, the construction team may choose to pre-install as many vessel related components as possible to reduce construction costs and to prevent doing work within an operating unit. This may include pre-dressing fireproofing, process pipes, heat tracing, insulation, valves, platforms, internals, instrumentation and cable trays. Where this vessel was being removed and installed in an operating environment, these processes were followed:
• Lift contractor reviewed available space and determined maximum allowable lift capacity (Fig. 4).
• Construction determined the recommended extent of pre-dressing.
• Mechanical engineering determined the total weight and center of gravity for the vessel, complete with all pre-dressed com-ponents. Depending on the amount of materials pre-installed, and the level of certainty of equipment/weight estimates, a lift factor was incorporated into the overall maximum lift weight. A factor of 10%–30% is not uncommon to include for errors in drawings, fabrication tolerances, etc. This weight becomes very important as space availability may limit the crane type and capacity. Improper weight estimates to the lift contractor may result in too small (or too large) of a crane.
• The lift contractor verified the weight prior to the demoli-tion/installation to confirm that crane capacity would not be exceeded.
Elevations, offsets and grouting of baseplate. Dur-ing the design and construction process, the elevation of the foundation and underside of the vessel base ring was surveyed. This ensured that the vessel would rest at a similar elevation to the original asset.
With the original vessel removed, the foundation was prepared to accept the new vessel and associated grout. Once the vessel was installed, a survey was completed at the underside of the base ring at the shim locations as well as all girth flanges on the vessel. This served as a check to ensure there was no “wobble” in the vessel sections.
Once the vessel had achieved proper alignment, the vessel was grouted to the foundation with the remaining components (lad-ders, internals) installed that could not be pre-dressed. HP
CAD drawing for the lift contractor to confirm lift plan relative to available working space and local obstructions.
FIG. 4
Engineered lift lug and space limitations with pre-installed platform and adjacent column.
FIG. 5
Dan Fearn, P.Eng., is a design engineer with Fluor Canada Ltd. He holds a BS degree in mechanical engineering and is a registered Professional Engineer. Mr. Fearn has more than 10 years in mechanical engineering; his expertise lies in the in the speci-fication and selection of mechanical equipment and in the development and imple-mentation of maintenance programs with a focus on site support and installation.
Jeff McKay, P.Eng., is a senior design engineer with Fluor Canada Ltd. He holds a BS degree in mechanical engineering and is a registered Professional Engineer. Mr. McKay has 14 years of experience with Fluor Canada Ltd., and, at present, is the lead mechanical engineer at a client jobsite.

86 I JANUARY 2012 HydrocarbonProcessing.com
HPI MARKETPLACE
SURPLUS GAS PROCESSING/REFINING EQUIPMENT 25 MMCFD x 1100 PSIG PROPAK REFRIGERATION PLANT
28 TPD SELECTOX SULFUR RECOVERY UNIT1100 BPD LPG CONTACTOR x 7.5 GPM CAUSTIC REGEN
NGL/LPG PLANTS: 10–600 MMCFDAMINE PLANTS: 60–3300 GPMSULFUR PLANTS: 10–180 TPD
FRACTIONATION: 1000–25,000 BPDHELIUM RECOVERY: 75 & 80 MMCFD
NITROGEN REJECTION: 25–100 MMCFDMANY OTHER REFINING/GAS PROCESSING UNITSWe offer engineered surplus equipment solutions.
Bexar Energy Holdings, Inc.Phone 210-342-7106 Fax 210-223-0018
www.bexarenergy.com Email: [email protected]
Select 202 at www.HydrocarbonProcessing.com/RS
WABASH SELLS & RENTSBOILERS & DIESEL GENERATORS
FAST EMERGENCY SERVICE
www.wabashpower.com800-704-2002
FAX: 847-541-1279 847-541-5600
Select 203 at www.HydrocarbonProcessing.com/RS
Select 201 at www.HydrocarbonProcessing.com/RS
CUSTOM REPRINTS
For additional information, please contact
Foster Printing Service, the official reprint
provider for Hydrocarbon Processing.
Call 866-879-9144
Take advantage of
your editorial exposure.
New Version! Now includes Plate Fin Exchangers. For the designer or operator in the petroleum and chemical industry. Using over 40 years of design and operating experience by the author, the program calculates units that enable the inexperienced technical user to determine accurate design or evaluate operations. For the design and evaluation of process equipment: Air, water, steam and amine properties;
and/or vents;
(MEA/DEA/MDEA/DGA);
and rating;
calculations);
Price: $3,295
programs written in Basic and three
reservoir engineering programs are linked
menus. However, each program is self-contained and can be used independently.
for their usefulness in day-to-day operations that fall into six main categories:
comprehensive user manual.
Author: M.A. MianPrice: $250
SOFTWARE VIDEO BOOKS
*Applicable tax, shipping and handling apply
Visit our website to see all that Gulf Publishing Company offers
www.GulfPub.comPhone: +1 713-520-4426Email: [email protected]
PROCESS TOOLSSimulations and Design Calculations for the Petro-chemical Processing Industry
PEPAC 1Reservoir Engineering Programs and Economic Evaluation Spreadsheets
PRaS

HYDROCARBON PROCESSING JANUARY 2012 I 87
HPI MARKETPLACE
HFP Acoustical ConsultantsHouston TX Calgary AB
(888) 789-9400 (888) 259-3600(713) 789-9400 (403) 259-6600
E-mail: [email protected]: www.hfpacoustical.com
NOISECONTROL ENGINEERING
Select 205 at www.HydrocarbonProcessing.com/RS
Call 713-520-4449 for details about
Hydrocarbon Processing’s
Recruitment Advertising
Program Use a combination of print, recruitment e-newsletter, plus Website to reach our
total audience circulation of more than 100,000!
Select 208 at www.HydrocarbonProcessing.com/RS
Flexware® Turbomachinery Engineers
Flexware® Live Analysis
Turbomachinery Performance Monitoring
A. “See” Where Compressor is Operating
a. Flow, Head & Efficiency vs. OEM Curve
b. Surge & Choke Margin B. Historical Data Aids Maintenance Scheduling
www.flexwareinc.com
[email protected] 1-724-527-3911
®
PC Operating Flexware Live
HTRI Xchanger Suite® – an integrated, easy-to-use suite of tools that delivers accurate design calculations for
• shell-and-tube heat exchangers • fired heaters • jacketed-pipe heat exchangers • air coolers • hairpin heat exchangers • economizers • plate-and-frame heat exchangers • tube layouts • spiral plate heat exchangers • vibration analysis
Interfaces with many process simulator and physical property packages either directly or via CAPE-OPEN.
CAPE-OPENCompliant!
Heat Transfer Research, Inc. [email protected] Venture Drive www.HTRI.netCollege Station, Texas 77845, USA
Select 206 at www.HydrocarbonProcessing.com/RS
Select 204 at www.HydrocarbonProcessing.com/RS
Select 207 at www.HydrocarbonProcessing.com/RS

88 I JANUARY 2012 HydrocarbonProcessing.com
HPI MARKETPLACE
2011 REFINING PROCESSES HANDBOOKwww.HydrocarbonProcessing.com
Produced by the staff of Hydrocarbon Processing magazine, this comprehensive industry reference source contains flow diagrams
and descriptions of more than 130 leading-edge, licensed refining technologies. Specific processing operations include coking,
hydrotreating, hydrocracking, fluid catalytic cracking, resid catalytic cracking, alkylation, catalytic reforming, ethers and more.
Forty licensors contributed process flow diagrams, products, process descriptions, economics, installations and other vital information.
The flow diagrams and summary descriptions define typical licensed processes used by modern refineries.
Order a CD at www.GulfPub.com/RPH
Bill Wageneck, PublisherPhone: +1 (713) 529-4301Fax: +1 (713) 520-4433E-mail: [email protected]
SALES OFFICES—NORTH AMERICA
IL, LA, MO, OK, TXJosh MayerPhone: +1 (972) 816-6745, Fax: +1 (972) 767-4442E-mail: [email protected]
AK, AL, AR, AZ, CA, CO, FL, GA, HI, IA, ID, IN, KS, KY, MI, MN, MS, MT, ND, NE, NM, NV, OR, SD, TN, TX, UT, WA, WI, WY, WESTERN CANADA
Laura Kane Phone: +1 (713) 520-4449, Fax: +1 (713) 520-4459Mobile: +1 (713) 412-2389 E-mail: [email protected]
CT, DC, DE, MA, MD, ME, NC, NH, NJ, NY, OH, PA, RI, SC, VA, VT, WV, EASTERN CANADA
Merrie LynchPhone: +1 (617) 357-8190, Fax: +1 (617) 357-8194Mobile: +1 (617) 594-4943E-mail: [email protected]
CLASSIFIED SALES
Gerry MayerPhone: +1 (972) 816-3534, Fax: +1 (972) 767-4442E-mail: [email protected]
SALES OFFICES—EUROPE
FRANCE, GREECE, NORTH AFRICA, MIDDLE EAST, SPAIN, PORTUGAL, SOUTHERN BELGIUM, LUXEMBOURG, SWITZERLAND, GERMANY, AUSTRIA, TURKEY
Catherine WatkinsTél.: +33 (0)1 30 47 92 51Fax: +33 (0)1 30 47 92 40E-mail: [email protected]
ITALY, EASTERN EUROPEFabio PotestáMediapoint & Communications SRLPhone: +39 (010) 570-4948Fax: +39 (010) 553-0088E-mail: [email protected]
RUSSIA/FSULilia FedotovaAnik International & Co. Ltd.Phone: +7 (495) 628-10-333E-mail: [email protected]
UNITED KINGDOM/SCANDINAVIA, NORTHERN BELGIUM, THE NETHERLANDS
Michael BrownPhone: +44 161 440 0854Mobile: +44 79866 34646E-mail: [email protected]
SALES OFFICES—OTHER AREAS
AUSTRALIA—PerthBrian ArnoldPhone: +61 (8) 9332-9839, Fax: +61 (8) 9313-6442E-mail: [email protected]
CHINA—Hong KongIris YuenPhone: +86 13802701367, (China) Phone: +852 69185500, (Hong Kong)E-mail: [email protected]
BRAZIL—São PauloAlfred BilykPhone/Fax: 11 23 37 42 40Mobile: 11 85 86 52 59 E-mail: [email protected]
INDIAManav KanwarPhone: +91-22-2837 7070/71/72 Fax: +91-22-2822 2803Mobile: +91-98673 67374E-mail: [email protected]
JAPAN—TokyoYoshinori IkedaPacific Business Inc.Phone: +81 (3) 3661-6138Fax: +81 (3) 3661-6139E-mail: [email protected]
INDONESIA, MALAYSIA, SINGAPORE, THAILAND
Peggy ThayPublicitas Singapore Pte LtdPhone: +65 6836-2272Fax: +65 6634-5231E-mail: [email protected]
PAKISTAN—KarachiS. E. AhmedIntermedia CommunicationsPhone: +92 (21) 663-4795Fax: +92 (21) 663-4795
REPRINTS
Rhona Brown, Foster Printing ServicePhone: +1 (866) 879-9144 ext. 194E-mail: [email protected]
DATA PRODUCTS
Lee NicholsPhone: +1 (713) 525-4626, Fax: +1 (713) 520-4433E-mail: [email protected]

HYDROCARBON PROCESSING JANUARY 2012 I 89
AFPM (NPRA) . . . . . . . . . . . . . . . 72 (97)www.info.hotims.com/41424-97
Amistco . . . . . . . . . . . . . . . . . . . . 8 (60)www.info.hotims.com/41424-60
Axens . . . . . . . . . . . . . . . . . . . . . 92 (53)www.info.hotims.com/41424-53
BASF Corporation . . . . . . . . . . . . 10 (96)www.info.hotims.com/41424-96
Bently Pressurized Bearing Co . . . 70 (163)www.info.hotims.com/41424-163
BETA . . . . . . . . . . . . . . . . . . . . . . 53 (159)www.info.hotims.com/41424-159
Bete Fog Nozzle . . . . . . . . . . . . . 20 (98)www.info.hotims.com/41424-98
BIC Alliance . . . . . . . . . . . . . . . . . 64 (160)www.info.hotims.com/41424-160
Bryan Research & Engineering . . . 40 (71)www.info.hotims.com/41424-71
Burckhardt Compression AG . . . . 17 (79)www.info.hotims.com/41424-79
Cameron . . . . . . . . . . . . . . . . . . . . 2 (55)www.info.hotims.com/41424-55
CB&I . . . . . . . . . . . . . . . . . . . . . . 13 (58)www.info.hotims.com/41424-58
Chart Industries Inc . . . . . . . . . . . . 4 (151)www.info.hotims.com/41424-151
Colfax . . . . . . . . . . . . . . . . . . . . 14 (86)www.info.hotims.com/41424-86
DET-TRONICS . . . . . . . . . . . . . . . 37 (166)www.info.hotims.com/41424-166
Eidos Sap SRL . . . . . . . . . . . . . . . 37 (154)www.info.hotims.com/41424-154
Emerson Process Management (DeltaV) . . . . . . . . . . . . . . . . . . 22 (75)www.info.hotims.com/41424-75
Flexitallic LP . . . . . . . . . . . . . . . . . 5 (93)www.info.hotims.com/41424-93
FourQuest Energy . . . . . . . . . . . . 44 (156)www.info.hotims.com/41424-156
Gulf Publishing Company
Circulation . . . . . . . . . . . . . . . . 78
Construction Boxscore . . . . . . . . 38 (155)www.info.hotims.com/41424-155
Events—IRPC . . . . . . . . . . . . . . 91
GPC Books . . . . . . . . . . . . . . . . 82
HPI Market Data 2012 . . . . . . . . 34
HPI Marketplace . . . . . . . . . 86–87
Refining Handbook . . . . . . . . . . 88
Software . . . . . . . . . . . . . . . . . . 70
GulfStar Group . . . . . . . . . . . . . . 39 (89)www.info.hotims.com/41424-89
Hermetic Pumpen GmbH . . . . . . . 16 (152)www.info.hotims.com/41424-152
Hydro, Inc. . . . . . . . . . . . . . . . . . 6–7 (83)www.info.hotims.com/41424-83
ITW Polymer Technologies/Chockfast . . . . . . . . . . . . . . . . . 77 (164)www.info.hotims.com/41424-164
LA Turbine . . . . . . . . . . . . . . . . . . 60 (165)www.info.hotims.com/41424-165
Linde Process Plants . . . . . . . . . . 26 (81)www.info.hotims.com/41424-81
Merichem Company . . . . . . . . . . 71 (84)www.info.hotims.com/41424-84
Mettler Toledo AG . . . . . . . . . . . 58A (92)www.info.hotims.com/41424-92
Optimized Gas Treating . . . . . . . . 53 (158)www.info.hotims.com/41424-158
PCC Energy Group. . . . . . . . . . . 50A
Prosernat . . . . . . . . . . . . . . . . . . 32 (153)www.info.hotims.com/41424-153
Prosim . . . . . . . . . . . . . . . . . . . . 81 (162)www.info.hotims.com/41424-162
Selas Fluid Processing Corp . . . . . 18 (73)www.info.hotims.com/41424-73
Servomex Ltd. . . . . . . . . . . . . . . . 47 (157)www.info.hotims.com/41424-157
Spraying Systems Co . . . . . . . . . . 25 (66)www.info.hotims.com/41424-66
Trachte USA . . . . . . . . . . . . . . . . 77 (161)www.info.hotims.com/41424-161
Weir Minerals Lewis Pumps . . . . . 57 (94)www.info.hotims.com/41424-94
Yokogawa . . . . . . . . . . . . . . . . . . 54 (67)www.info.hotims.com/41424-67
FREE Product and Service Information—JANUARY 2012
For information about subscribing to HYDROCARBON PROCESSING, please visit www.HydrocarbonProcessing.com
HOW TO USE THE INDEX: The FIRST NUMBER after the company name is the page on which an advertisement appears. The SECOND NUMBER, appearing in parentheses, after the company name, is the READER SERVICE NUMBER. There are several ways readers can obtain information:1. The quickest way to request information from an advertiser or about an editorial item is to go to
www.HydrocarbonProcessing.com/RS. If you follow the instructions on the screen your request will be forwarded for immediate action.
2. Go online to the advertiser's Website listed below.
3. Circle the Reader Service Number below and fax this page to +1 (416) 620-9790. Include your name, company, complete address, phone number, fax number and e-mail address, and check the box on the right for your division of industry and job title.
Name ________________________________________________________ Company ________________________________________________________
Address ______________________________________________________ City/State/Zip ____________________________________________________
Country ______________________________________________________ Phone No. _______________________________________________________
FAX No. ______________________________________________________ e-mail ___________________________________________________________
This Advertisers’ Index and procedure for securing additional information is provided as a service to Hydrocarbon Processing advertisers and a convenience to our readers. Gulf Publishing Company is not responsible for omissions or errors.
This information must be pro-vided to process your request:PRIMARY DIVISION OF INDUSTRY(check one only):A �-Refining CompanyB �- Petrochemical Co.C �-Gas Processing Co.F �-Equipment ManufacturerG �- Supply CompanyH �-Service CompanyJ �-Chemical Co.P �-Engrg./Construction Co.
JOB FUNCTION (check one only):B �- Company Official, ManagerE �-Engineer or ConsultantF �- Supt. or Asst.G �-Foreman or Asst.I �-ChemistJ �-Purchasing Agt.
ADVERTISERS in this issue of HYDROCARBON PROCESSINGCompany Page RS# Website
Company Page RS# Website
Company Page RS# Website

TONY SOFRONAS, CONSULTING ENGINEER
ENGINEERING CASE HISTORIES
The design of fiberglass and polymer tanks had many prob-lems in the 1980s. Most of these problems were resolved with experience, new materials and manufacturing techniques, along with new national construction standards. Such tanks are now considered quite reliable.
Problems. However, operating problems do continue to pop up with fiberglass tanks, as was the case when the following analysis was done. In this application, a prototype fiberglass tank was designed to mix caustics in a small pilot plant. The mixer was mounted on a separate structure and was not in contact with the tank. This tank vibrated at a low frequency and developed stress cracks within the vicinity of the mixer blades at the baffles.
The presented model was constructed to help explain the causes for the stress cracks and to identify possible modifications. This simple analysis answered many questions.
Fig. 1 is a view looking down into the tank, with the impeller and baffles shown. Also shown is an imagined water slab captured by one sector of the impeller. The impeller was near the floor of the tank; so, the flow was mostly tangentially outward, as shown in Fig. 1 and replenished from the impeller top.
The water is considered to be a slab the thickness of the blade width, h, and a sector of the circle, Dimp. The mixer is rotating at a given rpm with a tip velocity of V. There is a velocity profile, but, for simplicity, the slab is assumed to move at a tip speed, V. The trajectory of the slab is shown by the dashed arrow and impacts the tank wall with a force Favg (Fig. 1). This occurs because the water must be displaced. Since it does not go down or up within the tank, it is assumed to travel tangentially, where it contacts the wall and baffle and then swirls up.
Tank model. The analysis to determine Favg will assume that the weight of the water slab with h, the blade width, n, the num-ber of blades; and �, the fluid density, is:
W = 0.785 � Dimp2 � h � � � (1/n) lb
where: m = W / 386 lb-sec2/in.The tip velocity is:
V = π � Dimp � rpm/60 in./sec
The time for the slab to deform and decelerate when it hits the wall is assumed to be the time for the rotor to make 1/n turn. Result: The slab has exited and is filled again:
Δt = (π � Dimp /V ) � (1/n) sec
Favg = m � a = W � V / (386 � Δt ) lb.
For this case the fluid is water
� = 0.036 lb/in.3
Dimp = 84 in.h = 4 in.rpm = 45n = 4. The results is Favg = 307 lb, and it is a cyclic force on the
wall at a baffle of 180 vpm, since there are four blades passing a baffle at 45 rpm. Some portion of this load impacts the baffle that may have been responsible for the flexing, cracking and vibration issues.
Because this was a pilot plant, it was only to operate for three years. The mixer speed was lowered to 30 rpm with a gear change, which reduced the force to 136 lb and had no adverse affect on the mixing. It did, however, eliminate much of the flexing. This allowed continued operation until the unit was retired from service.
Even with this rather simplistic model, the internal loads causing the vibration and flexing were better understood. Some-times. this is all that is required from an analytical model. The conclusions and recommendations were clear and were presented to management in a quantitative form, which is always better than speculation. HP
The author, PE, was the worldwide lead mechanical engineer for ExxonMobil before his retirement. Information on his books, seminars and consulting, as well as comments to this article, are available at http://mechanicalengineeringhelp.com.
Case 66: Fiberglass mixing tank flexing vibration
Rpm
Dimp
Tank wall
Impeller
Waterslab
V
Baffles
Favg
Mixer and tank model.FIG. 1
90 I JANUARY 2012 HydrocarbonProcessing.com

CALL FOR ABSTRACTS
Unconventional Feedstocks and Heavy Oil ConversionsYou are invited to submit an abstract for Hydrocarbon Processing’s third annual International Refi ning and Petrochemical Conference (IRPC) that will be held 12–14 June 2012 in Milan, Italy. IRPC is a leading-edge technical conference, providing an elite forum within which industry leaders can share knowledge and ideas relating to the international refi ning and petrochemical industries. The conference emphasizes the latest technological and operational advances from both a local and global perspective, and is attended by project engineers, process engineers and hydrocarbon processing industry (HPI) management offi cials from around the world. With changes in crude supply around the world, refi ners and technology companies will be able to present the latest developments in refi ning technologies.
The topics to be covered at IRPC 2012 include (but are not limited to):
• Heavy oil conversion/bottom-of-the-barrel • Plant and refi nery sustainability • Profi tability • Energy policy • Middle distillate developments • MARPOL regulations • Shift in gasoline to diesel ratio (subject to specifi c countries) • Renewables/biofuels • Future of fuel oil • Clean fuels • Plant safety • Flare systems • Gas treatment technologies • Rotating equipment
• Refi nery and petrochemical integration• Bio-based petrochemicals/chemicals• Alternative feedstocks—shale gas, GTLs, CTLs, etc.• Catalysts—rare earth issue and new developments• Metallurgy • New Materials • Mechanical equipment• Energy effi ciency• Maintenance and reliability• Effl uence management (water, air, solid waste)• Carbon management• Process control applications/automation
Abstracts should be approximately 250 words in length and should include all authors, affi liations, pertinent contact information, and the proposed speaker (who will present the paper). Please submit via email to [email protected] by 3 February 2012.
The conference advisory board will review all submitted abstracts and select which will be presented at the conference in June. For more information on the conference and to learn about other ways to get involved, please visit www.HPIRPC.com.

Your objectivesin focus
Make the most of today’s and tomorrow’schallenges with leading-edge solutions from Axens
- Clean and alternative fuel technologies - Petrochemicals - Energy efficiency- High performance catalysts & adsorbents - Revamps
Single source technology and service providerISO 9001 – ISO 14001 – OHSAS 18001
www.axens.netSelect 53 at www.HydrocarbonProcessing.com/RS