HACCP HACCP Biscuiti Glutenosi
43
Universitatea “Lucian Blaga” din Sibiu Facultatea de Ştiinţe Agricole, Industrie Alimentară şi Protecţia Mediului Specializarea Controlul si Expertiza Produselor Alimentare Sistemul de siguraţă alimentară H.A.C.C.P BISCUIŢI GLUTENOŞI Preda Bianca Conf.Univ.Doctor Ing.: Iuliana Bratu
-
Upload
razvan-ciobanu -
Category
Documents
-
view
601 -
download
40
description
proces tehnologic
Transcript of HACCP HACCP Biscuiti Glutenosi
Universitatea “Lucian Blaga” din Sibiu
Facultatea de Ştiinţe Agricole, Industrie Alimentară şi Protecţia Mediului
Specializarea Controlul si Expertiza Produselor Alimentare
Sistemul de siguraţă alimentară H.A.C.C.P
BISCUIŢI GLUTENOŞI Preda Bianca
Conf.Univ.Doctor Ing.: Iuliana Bratu
I. Implementarea sistemului de siguranta alimentara
HACCP
Conceptul HACCP se refera la asigurarea sigurantei produselor alimentare
din punct de vedere microbiologic si fizico-chimic. Metoda permite identificarea si
analiza pericolelor asociate diferitelor stadii ale proceselor de productie , definirea
mijloacelor necesare controlului acestora, asigurarea ca sunt aplicate in mod
eficient.
HACCP (HAZARD ANALYSIS CRITICAL CONTROL POINTS) Sistemul
analizei pericolelor si punctele critice de control reprezinta o metoda de abordare
sistematica a asigurarii inocuitatii alimentelor, bazate pe identificarea , evaluarea si
tinerea sub control a tuturor riscurilor ce ar putea interveni i procesul de fabricare,
manipulare si distributie a produselor alimentare.
HACCP cu aplicatie in domeniul alimentar, este considerat un sistem eficient de
management privind protectia alimentelor care utilizeaza o metoda de control a
punctelor critice (CCP) i procesul maipularii, in vederea evitarii aparitiei unor
probleme care sa puna i pericol siguranta alimentelor. Este in acelasi timp un
elemet important in managemetul general al calitatii si de GMP (proctici eficiente
de lucru).Ca si alte sisteme sau programe importate existente intr-o organizatie
implementarea HACCP necesita resurse , angajament si foarte mult timp.
Functionarea acestui sistem depinde de anumite conditii esentiale, conditii care tin
de procesul de productie, care trebuie sa existe si sa fie dezvoltate astfel incat
programul HACCP sa fie eficient. Pornind de la aceste premise , cele doua
obiective inrudite ale sistemului HACCP, constau in asigurarea existentei
conditilor esentiale programului si o buna implementare a acestuia.
Implementarea acestuia este dependenta de tehnici conventionale ce includ
stabilirea obiectivului si o abordare „pas cu pas”, trasatura cheie a acestei abordari
constand intr-o implicare totala a personalului unei organizatii. Acest fapt confera
programului practicabilitate, includerea sistemului HACCP in procesul de
productie constituindu-se intr-o parte activa a programului de protectie a
alimentelor.
Metodologia si elaborarea unui plan propriu HACCP se bazeaza pe sapte principii
care stau la baza unor documente, ce constituie liniile directoare pentru punerea in
practica a HACCP.
Sistemul H.A.C.C.P. se bazeaza pe urmatoarele 7 principii:
Analiza pericolelor
Identificarea pericolelor potentiale asociate cu etapele procesului de productie si
identificarea masurilor necesare pentru controlul lor.
Determinarea punctelor critice de control
Determinarea puctelor, proceduriilor sau etapelor operationale care pot fi cotrolate
astfel incat pericolele sa fie elimiate sau reduse la miimum.
Stabilirea limitelor critice
Stabilirea limiteor critice care trebuie atinse pentru CCP sub cotrol.
Stabilirea procedurilor de monitorizare a CCP
Stabilirea procedurilor de moitorizare a CCP pri testare si observatie.
Stabilirea actiuilor corective
Pentru situatiile in care monitorizarea indica faptul ca un CCP nu este sub control.
Stabilirea procedurilor de verificare
Pentru confirmarea faptului ca sistemul HACCP este eficient.
Stabilirea unui sistem de documentare si a unei inregistrari corecte a datelor.
Definiţii şi abrevieri:
HACCP: un sistem care identifica, evalueaza si controleaza pericolele care sunt
semnificative pentru sigurata alimentelor.
PERICOL: agentul microbiologic, chimic sau fizic care este sau nu poate fi
prezent in produsul agroalimentar si care poate provoca efecte neplacute impotriva
sanatatii.
IGIENA ALIMENTELOR: toate conditiile si masurile ecesare pentru asigurarea
sigurantei si acceptabilitatii produselor agroalimentare, prevazute pentru toate
etapele lantului alimentar.
Analiza riscurilor: identificarea pericolelor, evaluarea probabilitatii de aparitie a
acestora, frecventa, severitatea sau gravitatea lor.
CCP: o etapa la care controlul poate fi aplicat si in care este esential sa fie preveit
sau eliminat un pericol sau sa fie redus la u ivel acceptabil.
Control: verificarea corectitudinii procedurilor si indeplinirii criteriilor.
Actiune corectiva: orice actiune care este luata atunci cand monitorizarea CCP
indica o pierdere a controlului.
Limita critica: un criteriu care separa acceptabilitatea de neacceptabilitate.
Monitorizarea: actiune plaificata de observare a masuratorilor parametrilor de
control pentru verificarea dac un CCP este sub control.
Plan HACCP: un document realizat in acord cu principiile HACCP , care asigura
controlul pericolelor, semnificative pentru siguranta produsului in segmentul
lantului alimentar luat in considerare.
Validare: obtinerea confirmarii ca un punct din HACCP este efectiv.
II. Prezentarea societăţii
1.Denumirea societăţii comerciale: S.C. CRĂNŢĂNEL S.A.
2.Adresa: strada Gheorghe Şincai, nr.17
localitatea Alba Iulia, judeţul Alba
3.Fax, telefon: 0258/818293
0258/818239
4.Obiectiv de activitate:
Industrie alimentară: biscuiţi glutenoşi
5. Certificare:
Licenţă de fabricaţie biscuiţi glutenoşi, Ministerul industriei alimentare.
Certificat ISO 9001:2008
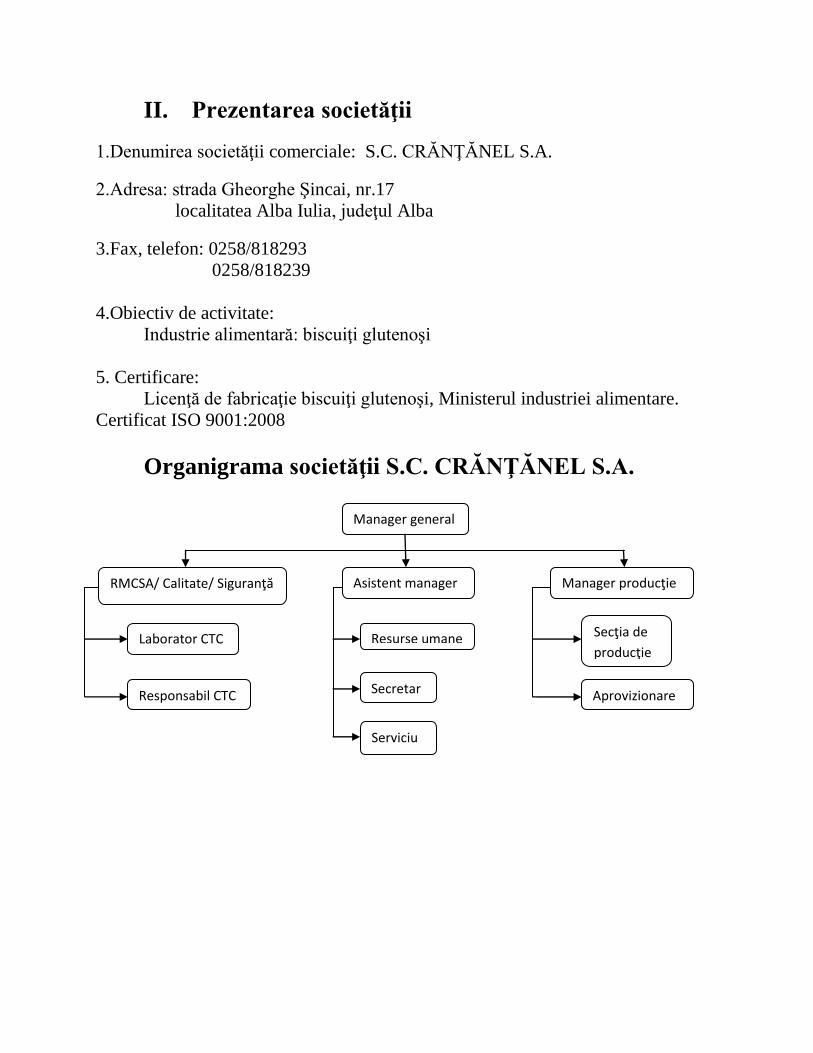
Organigrama societăţii S.C. CRĂNŢĂNEL S.A.
Manager general
RMCSA/ Calitate/ Siguranţă Asistent manager Manager producţie
Laborator CTC
Responsabil CTC
Resurse umane
Secretar
Serviciu
Secţia de
producţie
Aprovizionare
Declaraţia de politică
Declaraţia managerului general
Subsemnata PREDA BIANCA, în calitate de director general al S.C.
CRĂNŢĂNEL S.A., situată pe strada Gheorghe Şincai, nr.17, Alba Iulia, având în
vedere necesitatea de a oferi produse sigure pe piaţă şi datorită cerinţelor clienţilor
noştrii, mă angajez să documentez, să menţin şi să îmbunătăţesc în cadrul
companiei, implementarea unui studiu HACCP pe linia de fabricare a biscuiţi
glutenoşi.
Acest angajament al managementului orgnizaţiei se adresează clienţilor
firmei, care trebuie să se conformeze cerinţelor impuse prin programul
implementat.
Motivaţiile şi principiile care vor însoţi programul sunt următoarele:
- este mai uşor să previi decât să combaţi;
- indiferent de funcţia pe care o deţii tot ai un client şi un furnizor;
- fă lucrul bine de prima dată şi de fiecare dată.
Data Semnătura
23.11.2011
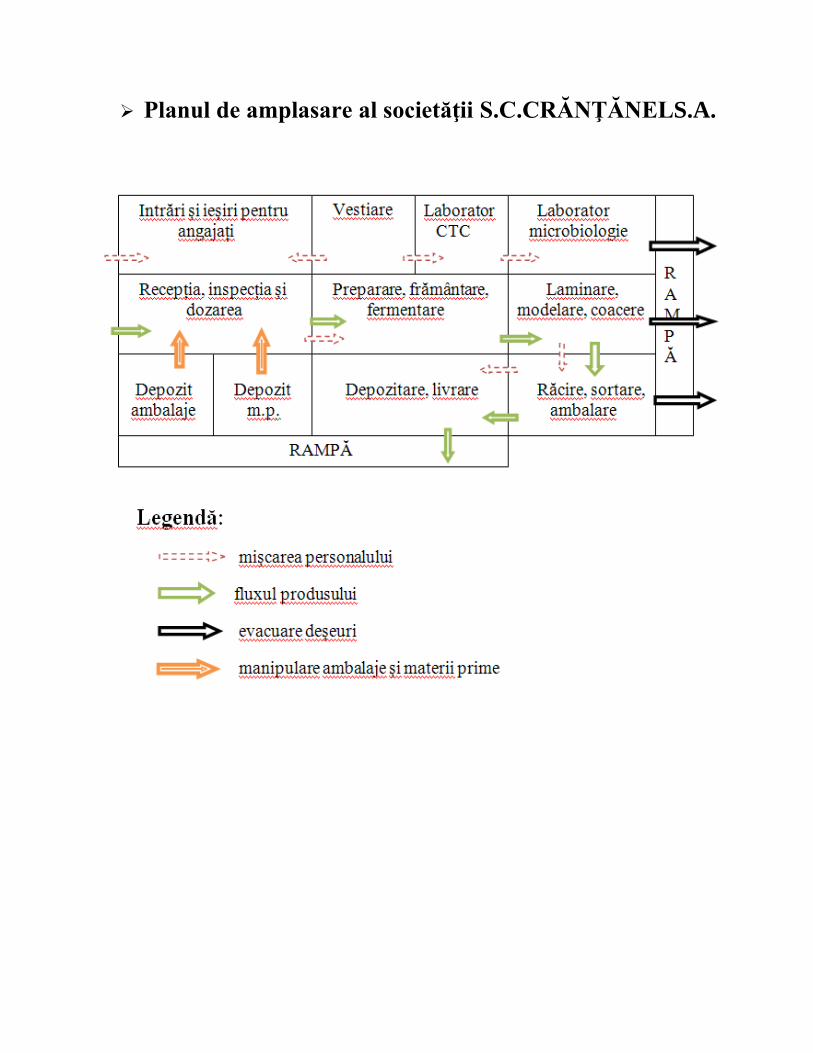
Planul de amplasare al societăţii S.C.CRĂNŢĂNELS.A.
III. Planul HACCP
Definirea câmpului studiului
Analizând tendinţa tot mai accentuată de creştere a exigenţelor
consumatorilor în ceea ce priveşte securitatea produselor alimentare, conform
ordinului Ministerului sănătăţii nr. 1956/1955 publicat în Monitorul Oficial al
României nr.95 din martie 1996 şi Directivei Consiliului Comunităţii Europene nr.
93/43 EEC din 14 iunie 1993 privind igiena produselor alimentare, conducerea
societăţii S.C. CRĂNŢĂNEL S.A. a hotărât proiectarea şi implementarea
sistemului HACCP.
Prin aplicarea acestui sistem vor fi create condiţiile de satisfacere a
cerinţelor clienţilor noştri privind securitatea produselor. Conducerea societăţii
asigură cadrul adecvat desfăşurării în condiţii optime de igienă şi siguranţă a
procesului tehnologic. Calitatea şi siguranţa produselor noastre este
responsabilitatea tuturor angajaţilor şi este parte integrantă a culturii firmei.
Prin acţiuni de monitorizare permanentă a proceselor şi realizare calitativă şi
sigură a produselor, prin analiza datelor şi informaţii bazate pe fapte reale şi
implicarea întregului personal în soluţionarea problemelor, conducerea garantează
realizarea obiectivului de îmbunătăţire continuă a performanţei societăţii noastre.
Manager general
Dr. Ing. Preda Bianca
Decizia de constituire a echipei HACCP
Decizia nr 213/ 2.11.2011
Prin prezenta decizie conducerea societăţii S.C. CRĂNŢĂNEL S.A. doreşte
să facă publică decizia de implementare a sistemului HACCP în cadrul companiei.
În acest scop va fi constituită din următorii membrii:
Nicula Viorel inginer mecanic
Sasu Sorina inginer tehnolog
Preda Bianca laborant şef, chimist
Paun Mihaela biolog
Gavril Cosmin inginer electro-mecanic
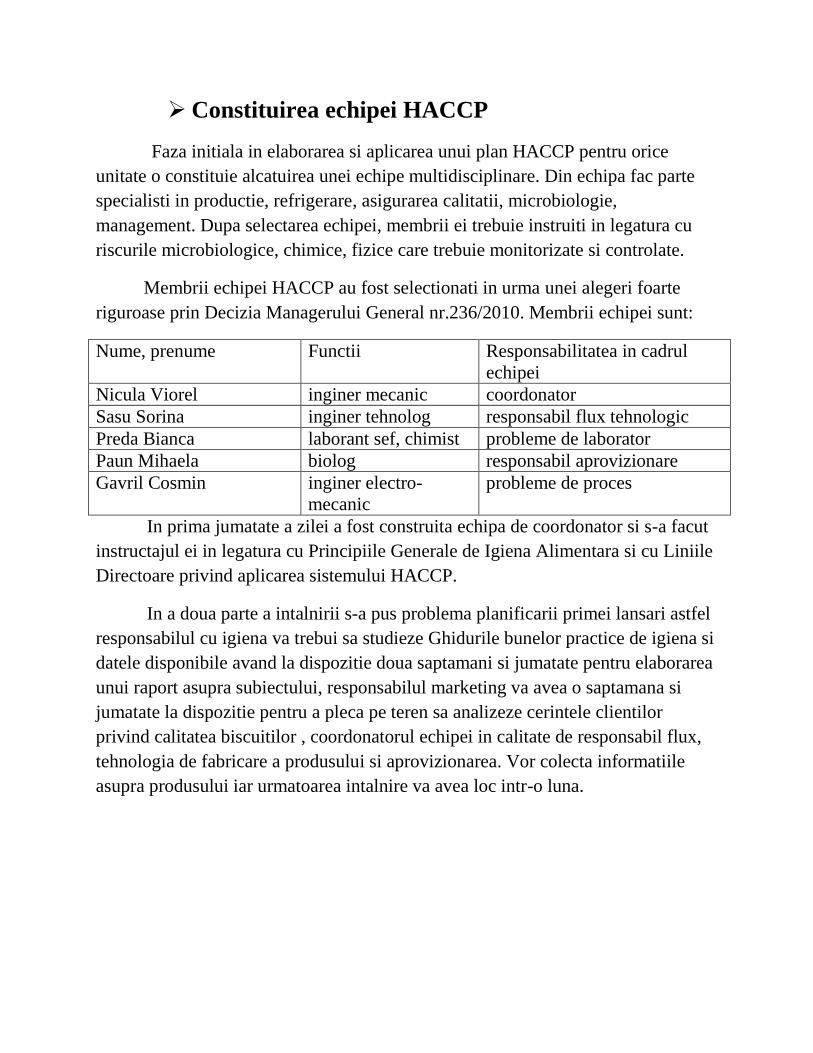
Constituirea echipei HACCP
Faza initiala in elaborarea si aplicarea unui plan HACCP pentru orice
unitate o constituie alcatuirea unei echipe multidisciplinare. Din echipa fac parte
specialisti in productie, refrigerare, asigurarea calitatii, microbiologie,
management. Dupa selectarea echipei, membrii ei trebuie instruiti in legatura cu
riscurile microbiologice, chimice, fizice care trebuie monitorizate si controlate.
Membrii echipei HACCP au fost selectionati in urma unei alegeri foarte
riguroase prin Decizia Managerului General nr.236/2010. Membrii echipei sunt:
Nume, prenume Functii Responsabilitatea in cadrul
echipei
Nicula Viorel inginer mecanic coordonator
Sasu Sorina inginer tehnolog responsabil flux tehnologic
Preda Bianca laborant sef, chimist probleme de laborator
Paun Mihaela biolog responsabil aprovizionare
Gavril Cosmin inginer electro-
mecanic
probleme de proces
In prima jumatate a zilei a fost construita echipa de coordonator si s-a facut
instructajul ei in legatura cu Principiile Generale de Igiena Alimentara si cu Liniile
Directoare privind aplicarea sistemului HACCP.
In a doua parte a intalnirii s-a pus problema planificarii primei lansari astfel
responsabilul cu igiena va trebui sa studieze Ghidurile bunelor practice de igiena si
datele disponibile avand la dispozitie doua saptamani si jumatate pentru elaborarea
unui raport asupra subiectului, responsabilul marketing va avea o saptamana si
jumatate la dispozitie pentru a pleca pe teren sa analizeze cerintele clientilor
privind calitatea biscuitilor , coordonatorul echipei in calitate de responsabil flux,
tehnologia de fabricare a produsului si aprovizionarea. Vor colecta informatiile
asupra produsului iar urmatoarea intalnire va avea loc intr-o luna.
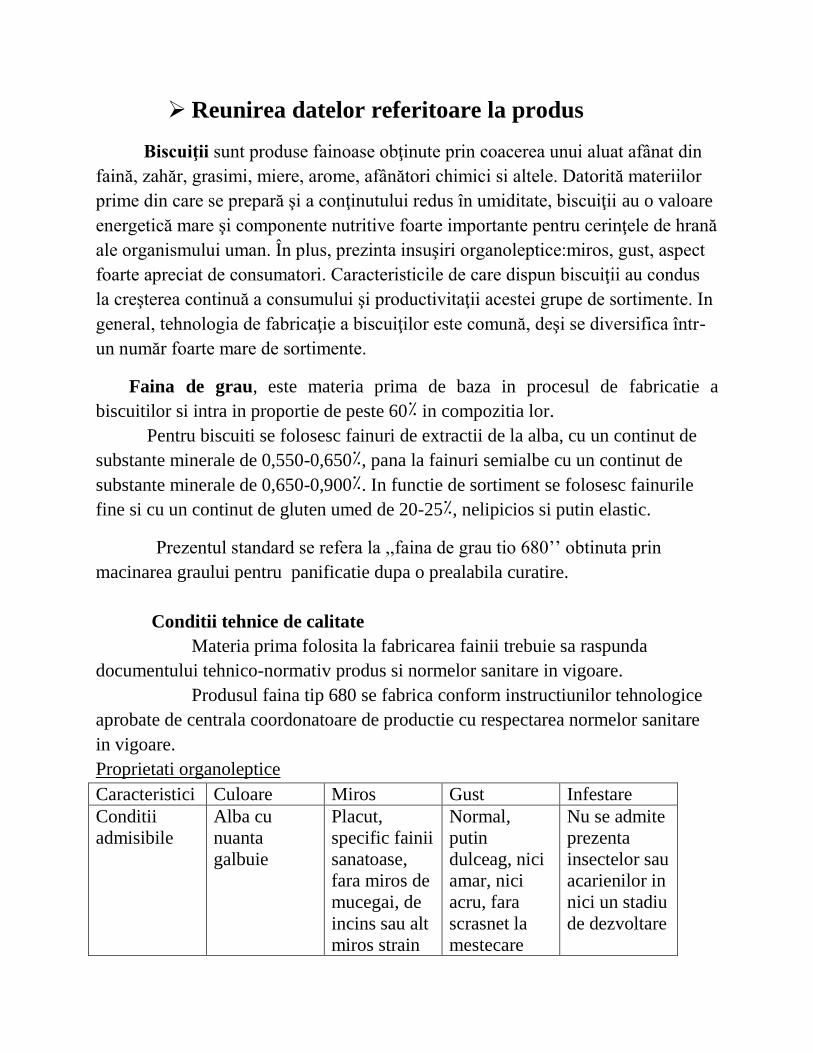
Reunirea datelor referitoare la produs
Biscuiţii sunt produse fainoase obţinute prin coacerea unui aluat afânat din
faină, zahăr, grasimi, miere, arome, afânători chimici si altele. Datorită materiilor
prime din care se prepară şi a conţinutului redus în umiditate, biscuiţii au o valoare
energetică mare şi componente nutritive foarte importante pentru cerinţele de hrană
ale organismului uman. În plus, prezinta insuşiri organoleptice:miros, gust, aspect
foarte apreciat de consumatori. Caracteristicile de care dispun biscuiţii au condus
la creşterea continuă a consumului şi productivitaţii acestei grupe de sortimente. In
general, tehnologia de fabricaţie a biscuiţilor este comună, deşi se diversifica într-
un număr foarte mare de sortimente.
Faina de grau, este materia prima de baza in procesul de fabricatie a
biscuitilor si intra in proportie de peste 60٪ in compozitia lor.
Pentru biscuiti se folosesc fainuri de extractii de la alba, cu un continut de
substante minerale de 0,550-0,650٪, pana la fainuri semialbe cu un continut de
substante minerale de 0,650-0,900٪. In functie de sortiment se folosesc fainurile
fine si cu un continut de gluten umed de 20-25٪, nelipicios si putin elastic.
Prezentul standard se refera la ,,faina de grau tio 680’’ obtinuta prin
macinarea graului pentru panificatie dupa o prealabila curatire.
Conditii tehnice de calitate
Materia prima folosita la fabricarea fainii trebuie sa raspunda
documentului tehnico-normativ produs si normelor sanitare in vigoare.
Produsul faina tip 680 se fabrica conform instructiunilor tehnologice
aprobate de centrala coordonatoare de productie cu respectarea normelor sanitare
in vigoare.
Proprietati organoleptice
Caracteristici Culoare Miros Gust Infestare
Conditii
admisibile
Alba cu
nuanta
galbuie
Placut,
specific fainii
sanatoase,
fara miros de
mucegai, de
incins sau alt
miros strain
Normal,
putin
dulceag, nici
amar, nici
acru, fara
scrasnet la
mestecare
Nu se admite
prezenta
insectelor sau
acarienilor in
nici un stadiu
de dezvoltare
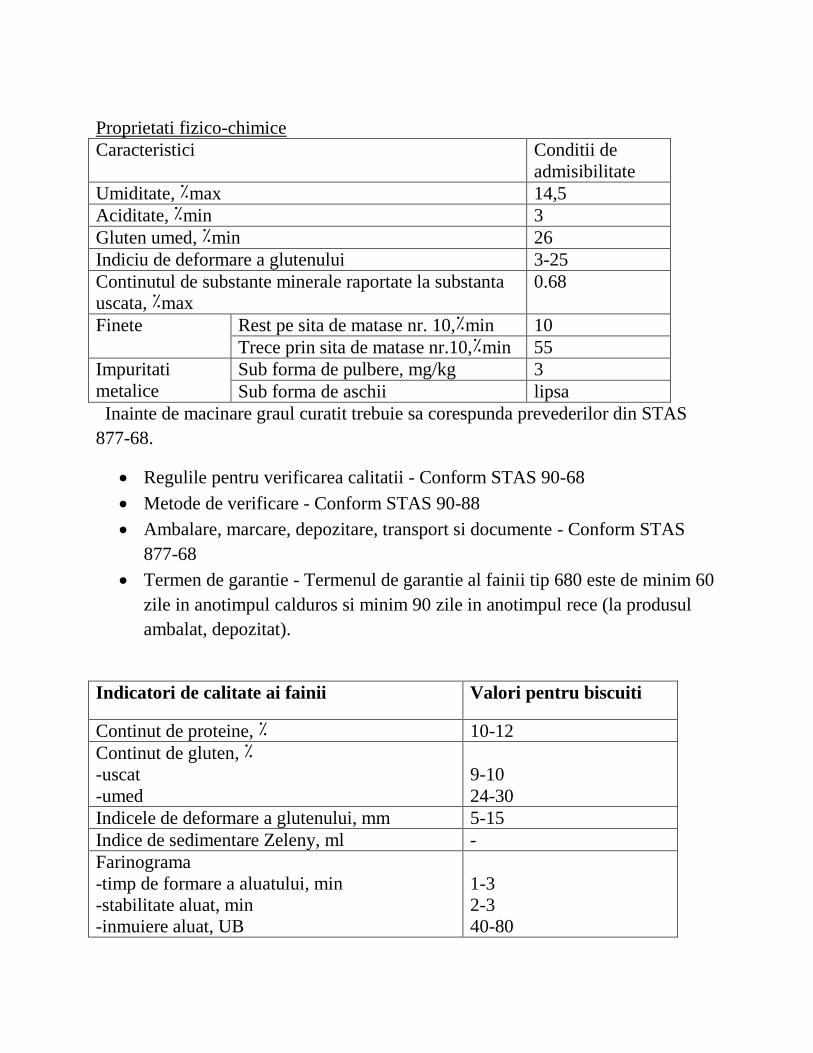
Proprietati fizico-chimice
Caracteristici Conditii de
admisibilitate
Umiditate, ٪max 14,5
Aciditate, ٪min 3
Gluten umed, ٪min 26
Indiciu de deformare a glutenului 3-25
Continutul de substante minerale raportate la substanta
uscata, ٪max
0.68
Finete Rest pe sita de matase nr. 10,٪min 10
Trece prin sita de matase nr.10,٪min 55
Impuritati
metalice
Sub forma de pulbere, mg/kg 3
Sub forma de aschii lipsa
Inainte de macinare graul curatit trebuie sa corespunda prevederilor din STAS
877-68.
Regulile pentru verificarea calitatii - Conform STAS 90-68
Metode de verificare - Conform STAS 90-88
Ambalare, marcare, depozitare, transport si documente - Conform STAS
877-68
Termen de garantie - Termenul de garantie al fainii tip 680 este de minim 60
zile in anotimpul calduros si minim 90 zile in anotimpul rece (la produsul
ambalat, depozitat).
Indicatori de calitate ai fainii Valori pentru biscuiti
Continut de proteine, ٪ 10-12
Continut de gluten, ٪
-uscat
-umed
9-10
24-30
Indicele de deformare a glutenului, mm 5-15
Indice de sedimentare Zeleny, ml -
Farinograma
-timp de formare a aluatului, min
-stabilitate aluat, min
-inmuiere aluat, UB
1-3
2-3
40-80
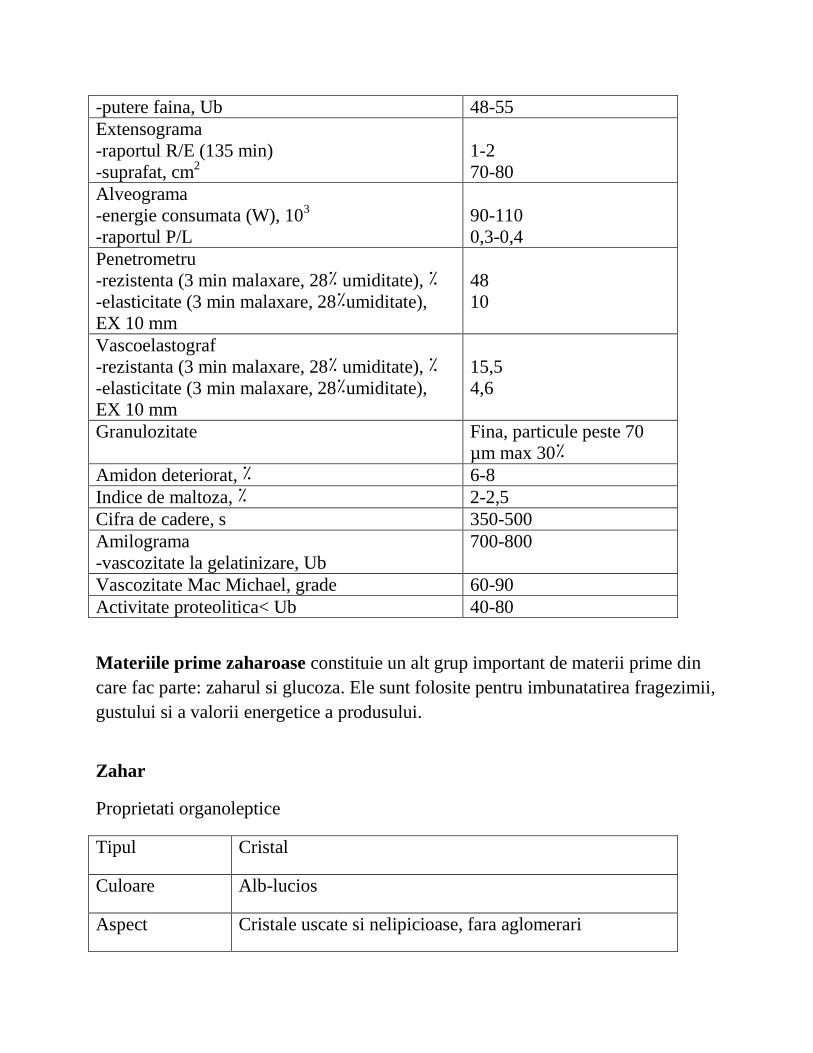
-putere faina, Ub 48-55
Extensograma
-raportul R/E (135 min)
-suprafat, cm2
1-2
70-80
Alveograma
-energie consumata (W), 103
-raportul P/L
90-110
0,3-0,4
Penetrometru
-rezistenta (3 min malaxare, 28٪ umiditate), ٪
-elasticitate (3 min malaxare, 28٪umiditate),
EX 10 mm
48
10
Vascoelastograf
-rezistanta (3 min malaxare, 28٪ umiditate), ٪
-elasticitate (3 min malaxare, 28٪umiditate),
EX 10 mm
15,5
4,6
Granulozitate Fina, particule peste 70
µm max 30٪
Amidon deteriorat, ٪ 6-8
Indice de maltoza, ٪ 2-2,5
Cifra de cadere, s 350-500
Amilograma
-vascozitate la gelatinizare, Ub
700-800
Vascozitate Mac Michael, grade 60-90
Activitate proteolitica< Ub 40-80
Materiile prime zaharoase constituie un alt grup important de materii prime din
care fac parte: zaharul si glucoza. Ele sunt folosite pentru imbunatatirea fragezimii,
gustului si a valorii energetice a produsului.
Zahar
Proprietati organoleptice
Tipul Cristal
Culoare Alb-lucios
Aspect Cristale uscate si nelipicioase, fara aglomerari
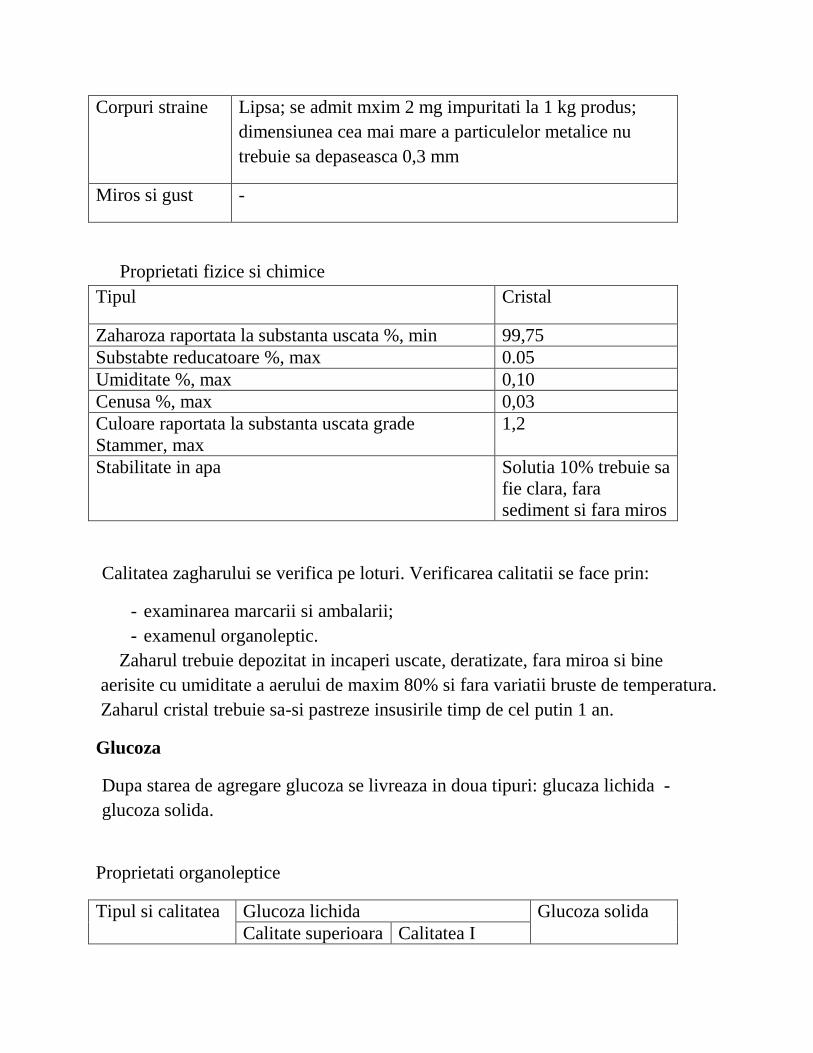
Corpuri straine Lipsa; se admit mxim 2 mg impuritati la 1 kg produs;
dimensiunea cea mai mare a particulelor metalice nu
trebuie sa depaseasca 0,3 mm
Miros si gust -
Proprietati fizice si chimice
Tipul Cristal
Zaharoza raportata la substanta uscata %, min 99,75
Substabte reducatoare %, max 0.05
Umiditate %, max 0,10
Cenusa %, max 0,03
Culoare raportata la substanta uscata grade
Stammer, max
1,2
Stabilitate in apa Solutia 10% trebuie sa
fie clara, fara
sediment si fara miros
Calitatea zagharului se verifica pe loturi. Verificarea calitatii se face prin:
- examinarea marcarii si ambalarii;
- examenul organoleptic.
Zaharul trebuie depozitat in incaperi uscate, deratizate, fara miroa si bine
aerisite cu umiditate a aerului de maxim 80% si fara variatii bruste de temperatura.
Zaharul cristal trebuie sa-si pastreze insusirile timp de cel putin 1 an.
Glucoza
Dupa starea de agregare glucoza se livreaza in doua tipuri: glucaza lichida -
glucoza solida.
Proprietati organoleptice
Tipul si calitatea Glucoza lichida Glucoza solida
Calitate superioara Calitatea I
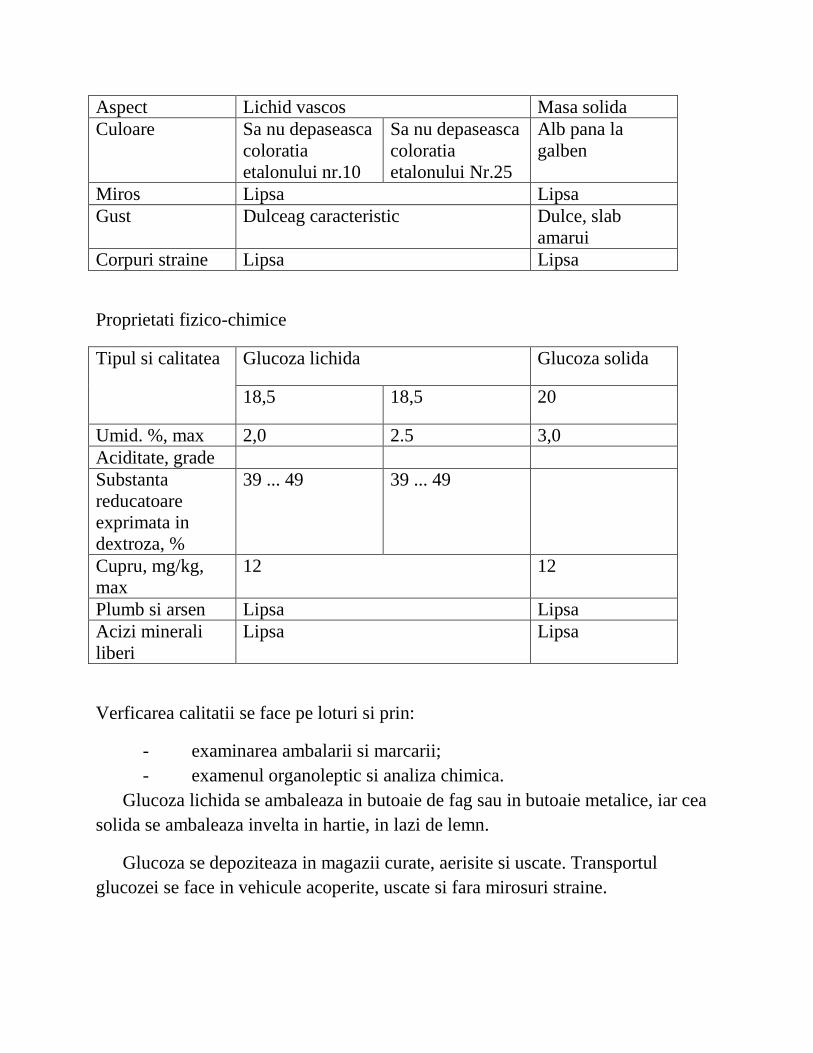
Aspect Lichid vascos Masa solida
Culoare Sa nu depaseasca
coloratia
etalonului nr.10
Sa nu depaseasca
coloratia
etalonului Nr.25
Alb pana la
galben
Miros Lipsa Lipsa
Gust Dulceag caracteristic Dulce, slab
amarui
Corpuri straine Lipsa Lipsa
Proprietati fizico-chimice
Tipul si calitatea Glucoza lichida Glucoza solida
18,5 18,5 20
Umid. %, max 2,0 2.5 3,0
Aciditate, grade
Substanta
reducatoare
exprimata in
dextroza, %
39 ... 49 39 ... 49
Cupru, mg/kg,
max
12 12
Plumb si arsen Lipsa Lipsa
Acizi minerali
liberi
Lipsa Lipsa
Verficarea calitatii se face pe loturi si prin:
- examinarea ambalarii si marcarii;
- examenul organoleptic si analiza chimica.
Glucoza lichida se ambaleaza in butoaie de fag sau in butoaie metalice, iar cea
solida se ambaleaza invelta in hartie, in lazi de lemn.
Glucoza se depoziteaza in magazii curate, aerisite si uscate. Transportul
glucozei se face in vehicule acoperite, uscate si fara mirosuri straine.
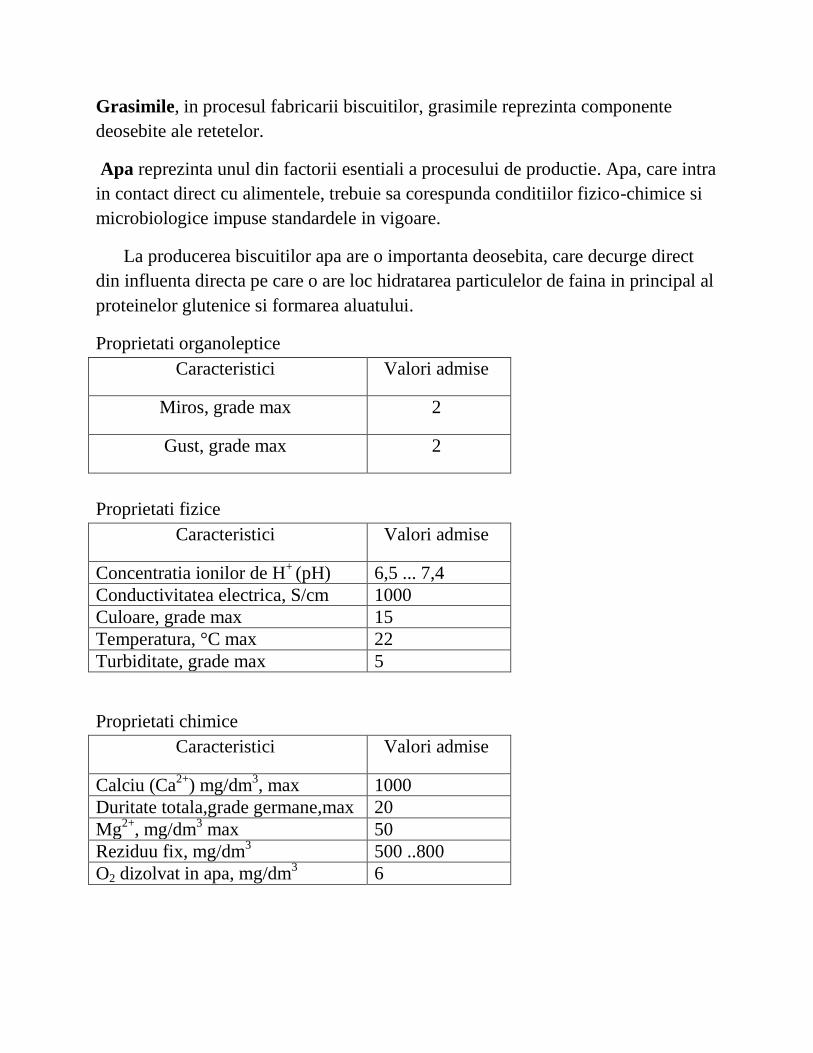
Grasimile, in procesul fabricarii biscuitilor, grasimile reprezinta componente
deosebite ale retetelor.
Apa reprezinta unul din factorii esentiali a procesului de productie. Apa, care intra
in contact direct cu alimentele, trebuie sa corespunda conditiilor fizico-chimice si
microbiologice impuse standardele in vigoare.
La producerea biscuitilor apa are o importanta deosebita, care decurge direct
din influenta directa pe care o are loc hidratarea particulelor de faina in principal al
proteinelor glutenice si formarea aluatului.
Proprietati organoleptice
Caracteristici Valori admise
Miros, grade max 2
Gust, grade max 2
Proprietati fizice
Caracteristici Valori admise
Concentratia ionilor de H+
(pH) 6,5 ... 7,4
Conductivitatea electrica, S/cm 1000
Culoare, grade max 15
Temperatura, °C max 22
Turbiditate, grade max 5
Proprietati chimice
Caracteristici Valori admise
Calciu (Ca2+
) mg/dm3, max 1000
Duritate totala,grade germane,max 20
Mg2+
, mg/dm3 max 50
Reziduu fix, mg/dm3 500 ..800
O2 dizolvat in apa, mg/dm3 6
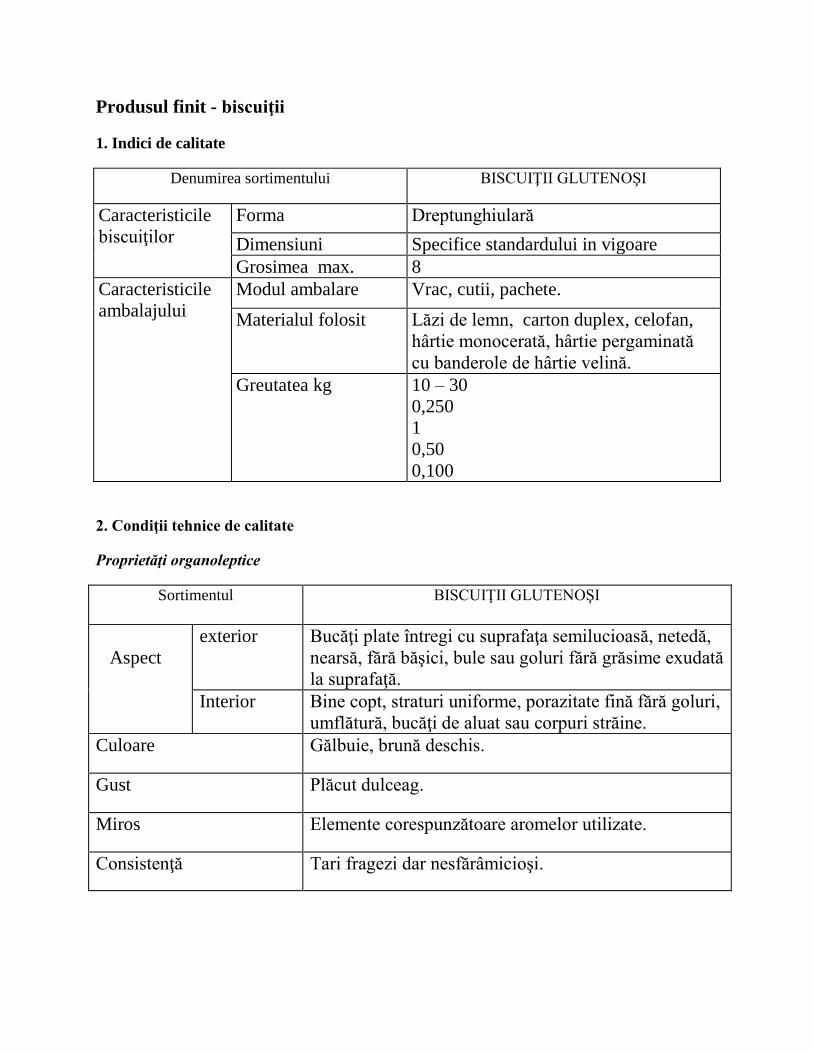
Produsul finit - biscuiţii
1. Indici de calitate
Denumirea sortimentului BISCUIŢII GLUTENOŞI
Caracteristicile
biscuiţilor
Forma Dreptunghiulară
Dimensiuni Specifice standardului in vigoare
Grosimea max. 8
Caracteristicile
ambalajului
Modul ambalare Vrac, cutii, pachete.
Materialul folosit Lăzi de lemn, carton duplex, celofan,
hârtie monocerată, hârtie pergaminată
cu banderole de hârtie velină.
Greutatea kg 10 – 30
0,250
1
0,50
0,100
2. Condiţii tehnice de calitate
Proprietăţi organoleptice
Sortimentul BISCUIŢII GLUTENOŞI
Aspect
exterior Bucăţi plate întregi cu suprafaţa semilucioasă, netedă,
nearsă, fără băşici, bule sau goluri fără grăsime exudată
la suprafaţă.
Interior Bine copt, straturi uniforme, porazitate fină fără goluri,
umflătură, bucăţi de aluat sau corpuri străine.
Culoare Gălbuie, brună deschis.
Gust Plăcut dulceag.
Miros Elemente corespunzătoare aromelor utilizate.
Consistenţă Tari fragezi dar nesfărâmicioşi.
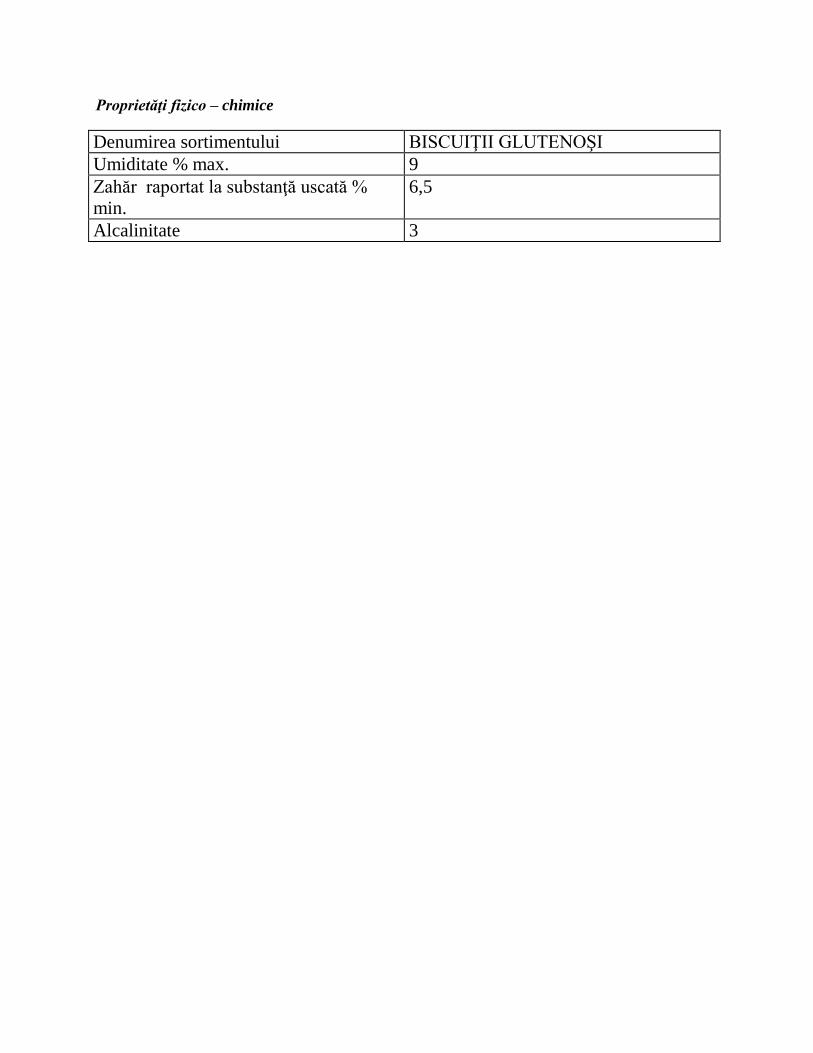
Proprietăţi fizico – chimice
Denumirea sortimentului BISCUIŢII GLUTENOŞI
Umiditate % max. 9
Zahăr raportat la substanţă uscată %
min.
6,5
Alcalinitate 3
Identificarea utilizării atribuite produsului
Denumire conform STAS/comercială: Biscuiţi glutenoşi.
Populaţia ţintă a produsului: toate categoriile de vârstă cu excepţia sugarilor.
Condiţiile de prelucrare, tratamente suferite: se consumă ca atare.
Condiţii de conservare şi depozitare: umiditate relativă a aerului de 65-70% şi
lipsa luminii.
Termenul de valabilitate: 3 luni
Metode de transport şi ambalare: se ambalează în pungi, cutii de carton, sau prin
învelire, după care se aşează în cutii carton sau lăzi de lemn.
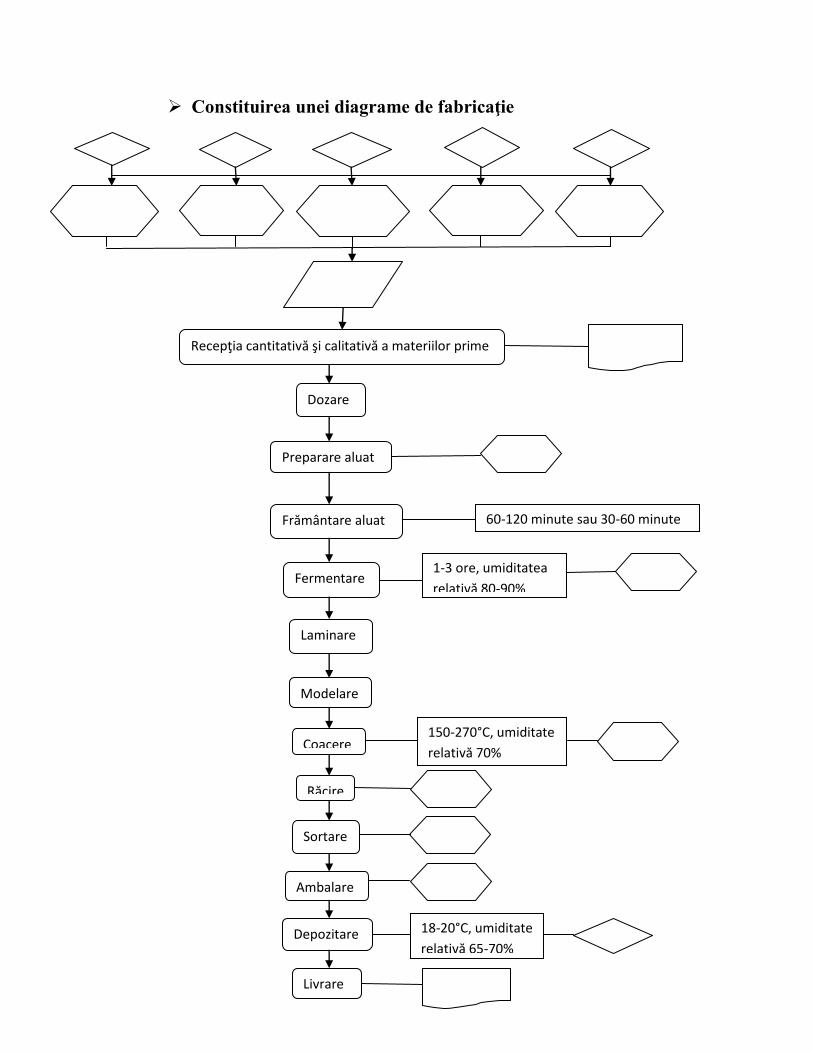
Constituirea unei diagrame de fabricaţie
Recepţia cantitativă şi calitativă a materiilor prime
Dozare
Preparare aluat
Frământare aluat
Fermentare
Laminare
Modelare
Coacere
Răcire
Sortare
Ambalare
Depozitare
Livrare
60-120 minute sau 30-60 minute
1-3 ore, umiditatea
relativă 80-90%
150-270°C, umiditate
relativă 70%
18-20°C, umiditate
relativă 65-70%
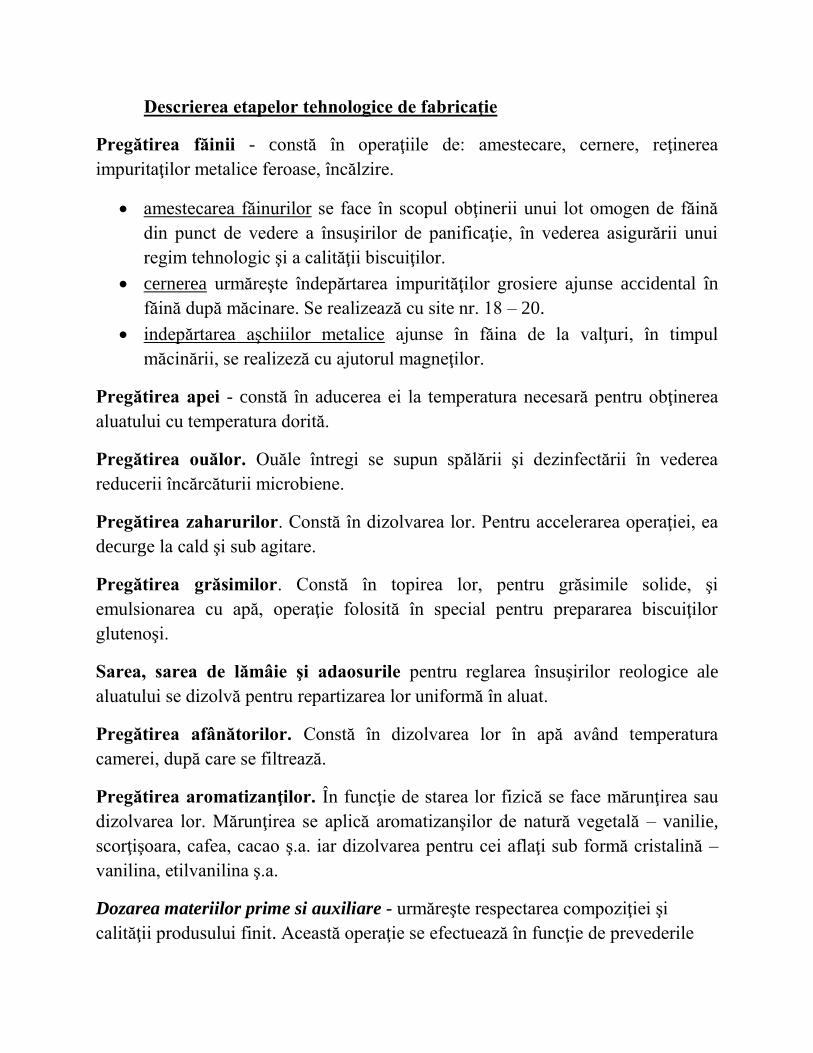
Descrierea etapelor tehnologice de fabricaţie
Pregătirea făinii - constă în operaţiile de: amestecare, cernere, reţinerea
impuritaţilor metalice feroase, încălzire.
amestecarea făinurilor se face în scopul obţinerii unui lot omogen de făină
din punct de vedere a însuşirilor de panificaţie, în vederea asigurării unui
regim tehnologic şi a calităţii biscuiţilor.
cernerea urmăreşte îndepărtarea impurităţilor grosiere ajunse accidental în
făină după măcinare. Se realizează cu site nr. 18 – 20.
indepărtarea aşchiilor metalice ajunse în făina de la valţuri, în timpul
măcinării, se realizeză cu ajutorul magneţilor.
Pregătirea apei - constă în aducerea ei la temperatura necesară pentru obţinerea
aluatului cu temperatura dorită.
Pregătirea ouălor. Ouăle întregi se supun spălării şi dezinfectării în vederea
reducerii încărcăturii microbiene.
Pregătirea zaharurilor. Constă în dizolvarea lor. Pentru accelerarea operaţiei, ea
decurge la cald şi sub agitare.
Pregătirea grăsimilor. Constă în topirea lor, pentru grăsimile solide, şi
emulsionarea cu apă, operaţie folosită în special pentru prepararea biscuiţilor
glutenoşi.
Sarea, sarea de lămâie şi adaosurile pentru reglarea însuşirilor reologice ale
aluatului se dizolvă pentru repartizarea lor uniformă în aluat.
Pregătirea afânătorilor. Constă în dizolvarea lor în apă având temperatura
camerei, după care se filtrează.
Pregătirea aromatizanţilor. În funcţie de starea lor fizică se face mărunţirea sau
dizolvarea lor. Mărunţirea se aplică aromatizanşilor de natură vegetală – vanilie,
scorţişoara, cafea, cacao ş.a. iar dizolvarea pentru cei aflaţi sub formă cristalină –
vanilina, etilvanilina ş.a.
Dozarea materiilor prime si auxiliare - urmăreşte respectarea compoziţiei şi
calităţii produsului finit. Această operaţie se efectuează în funcţie de prevederile
reţetelor de fabricaţie şi de mărimea şarjei de producţie.
Prepararea aluatului - diferă după specificul grupei de biscuiţi ce se fabrică. Cele
mai importante faze ce intervin sunt:
1. dozarea materiilor(care este asemănătoare cu cea din panificaţie);
2 frământarea aluatului ţi unele operaţii diferenţiale, cum sunt laminarea(in
cazul aluatului glutenos);
Frământarea aluatului
Durata şi intensitatea frământării aluatului pentru biscuiţi constituie un mijloc de
influenţare a calităţii şi de conducere a fabricaţiei, fiind determinate de:
1. proporţia diferitor componente ale aluatului;
2. umiditatea şi temperatura acestuia;
3. metoda de afânare folosită;
4. caracteristicile echipamentului de frământare; Timpul de frământare este de 60 – 120 min la aluatul glutenos, în funcţie de calitatea
glutenului făinii în cazul frământătoarelor clasice, şi de 30 – 60 min în cazul frământătoarelor moderne.
Repauzarea şi afânarea aluatului
„Repauzarea” - intervalul destinat maturării, ca urmare a definitivării
proceselor de uniformizare şi omogenizare a repartiţiei componentelor.
Odihna aluatul glutenos are durata de 1 – 3 h, în atmosferă de 300 C şi 80 –
90% umiditate relativă.
Prelucrarea aluatului - având drept scop îmbunătăţirea structurii sale, cu efecte
favorabile asupra calităţii biscuiţilor. În cazul biscuiţilor glutenoşi prelucrarea
aluatului constă în laminare(valţuire).
Laminarea aluatului - cu scopul de a-l compactiza şi de a-i uniformiza
dimensiunile şi structura secţiunii.
Modelarea aluatului -forma, aspectul suprafeţei superioare şi a celei
laterale(desenul) şi grosimea masei.
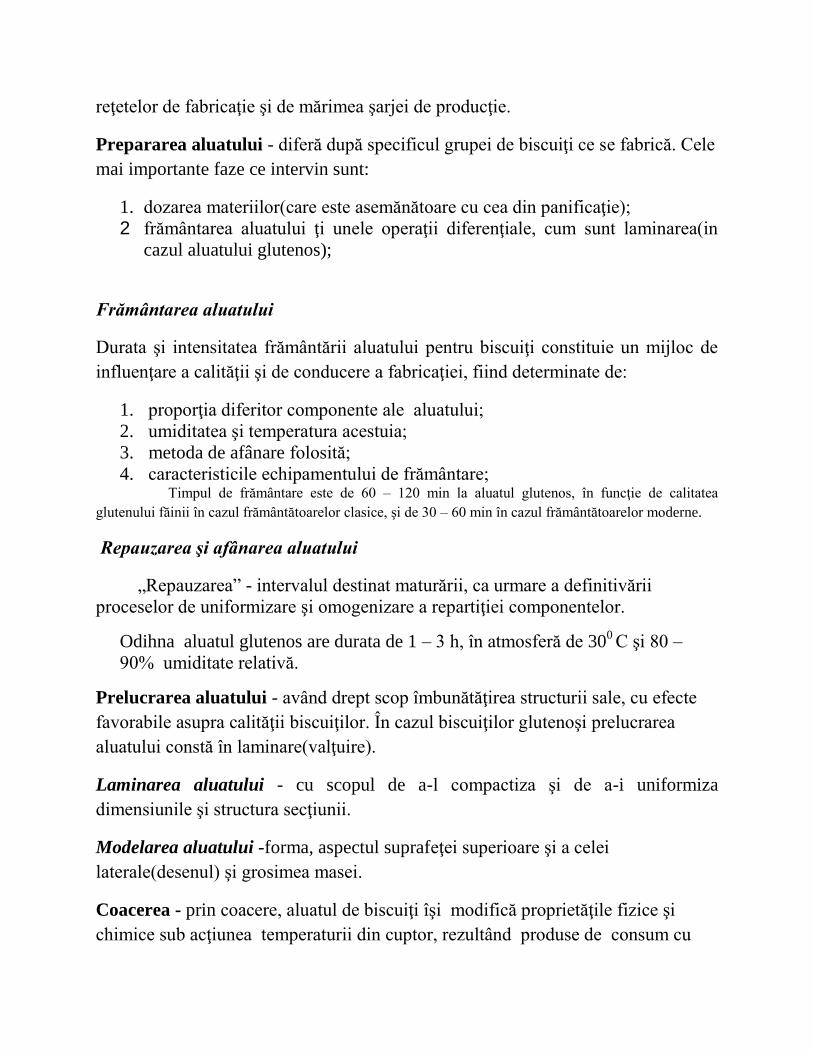
Coacerea - prin coacere, aluatul de biscuiţi îşi modifică proprietăţile fizice şi
chimice sub acţiunea temperaturii din cuptor, rezultând produse de consum cu
structură stabilă, rezistenţă mecanică, aspect, gust şi aromă specifice.
Încălzirea aluatului modelat de la 25...35°C, pînă la 150...270°C, corespunzător
compoziţiei şi dimensiunilor pe care bucăţile le au.
Scăderea umidităţii aluatului, datorită evaporării apei de la suprafaţa bucăţii şi a
migrării apei din straturile interioare spre exterior.
Transformările fizico-chimice diverse ale componenţilor care diferă cu nivelul de
temperatură.
Răcirea biscuiţilor - trebuie să se realizeze într-un interval, cât mai scurt,
pentru a se întări structura produsului,făcându-l mai rezistent la solicitările
mecanice care au loc la operaţiile următoare.
Ambalarea biscuiţilor se ambalează în pungi, cutii de carton, sau prin învelire,
după care se aşează în cutii carton sau lăzi de lemn.
Depozitarea biscuiţilor – se face la temperatura de 18 – 20˚ C, umiditatea relativă
de 65 – 70% şi lipsa luminii. Biscuiţi care sunt expuşi actiunii directe a luminii
solare îşi pierd repede coloarea.

Verificarea diagramei de fabricaţie
După inspecţia din teren s-a constatat că diagrama teoretică corespunde
cu cea practică, fiind aplicată corespunzător. Toate informaţiile aduse la cunoştinţa
echipei HACCP privind procesul de fabricaţie sunt corecte.
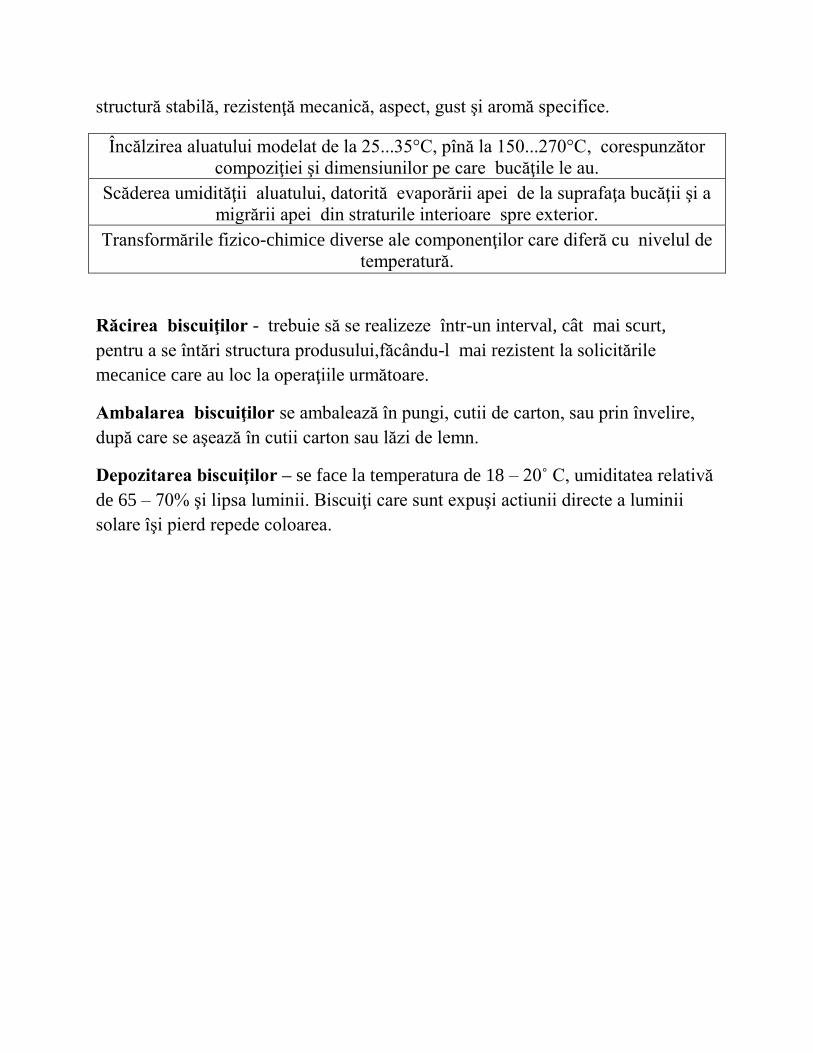
Analiza pericolelor. Analiza riscurilor. Natura şi
originea – Prevenire
Studiul cauzelor: aplicarea metodei „5M” (cauze legate de Material, Mână
de lucru, Materii prime, Metode, Mediu).
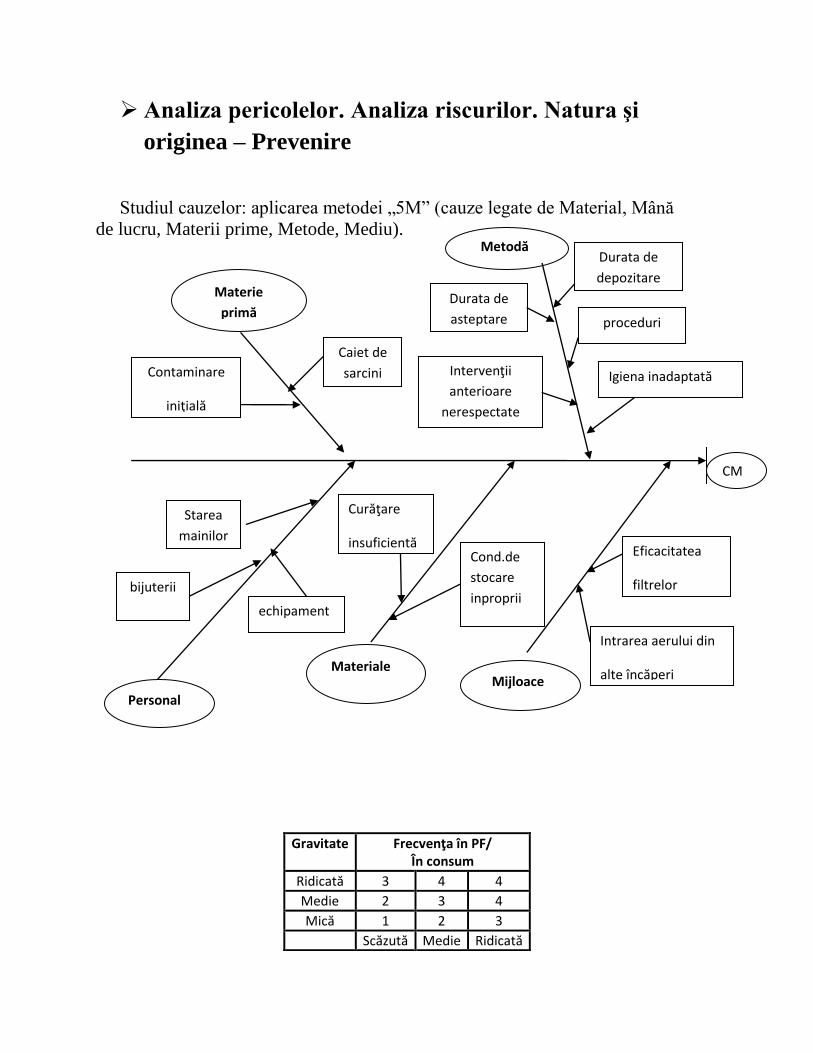
Gravitate Frecvenţa în PF/ În consum
Ridicată 3 4 4
Medie 2 3 4
Mică 1 2 3
Scăzută Medie Ridicată
CM
Personal
Materiale Mijloace
Contaminare
iniţială
Igiena inadaptată Intervenţii
anterioare
nerespectate
echipament
Starea
mainilor
bijuterii
Cond.de
stocare
inproprii
Curăţare
insuficientă Eficacitatea
filtrelor
Intrarea aerului din
alte încăperi
Caiet de
sarcini
sarcini
Materie
primă proceduri
Durata de
asteptare
aşteptare
Durata de
depozitare
Metodă
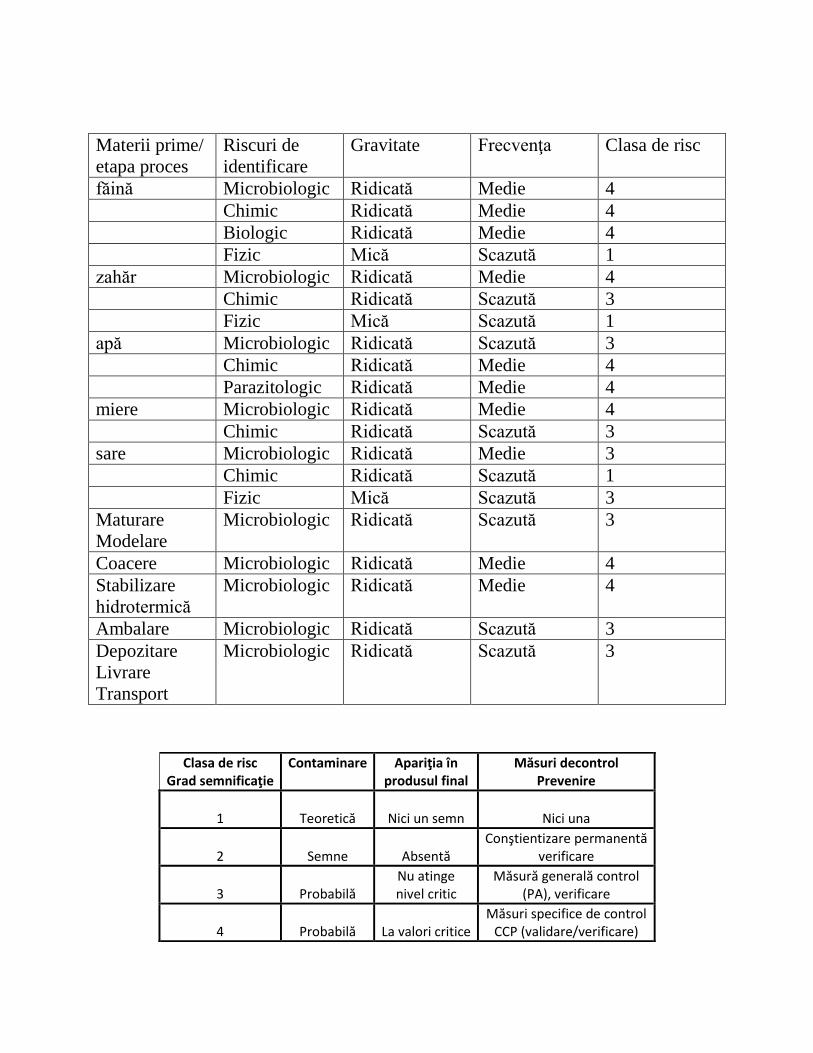
Materii prime/
etapa proces
Riscuri de
identificare
Gravitate Frecvenţa Clasa de risc
făină Microbiologic Ridicată Medie 4
Chimic Ridicată Medie 4
Biologic Ridicată Medie 4
Fizic Mică Scazută 1
zahăr Microbiologic Ridicată Medie 4
Chimic Ridicată Scazută 3
Fizic Mică Scazută 1
apă Microbiologic Ridicată Scazută 3
Chimic Ridicată Medie 4
Parazitologic Ridicată Medie 4
miere Microbiologic Ridicată Medie 4
Chimic Ridicată Scazută 3
sare Microbiologic Ridicată Medie 3
Chimic Ridicată Scazută 1
Fizic Mică Scazută 3
Maturare
Modelare
Microbiologic Ridicată Scazută 3
Coacere Microbiologic Ridicată Medie 4
Stabilizare
hidrotermică
Microbiologic Ridicată Medie 4
Ambalare Microbiologic Ridicată Scazută 3
Depozitare
Livrare
Transport
Microbiologic Ridicată Scazută 3
Clasa de risc Grad semnificaţie
Contaminare Apariţia în produsul final
Măsuri decontrol Prevenire
1
Teoretică
Nici un semn
Nici una
2
Semne
Absentă
Conştientizare permanentă verificare
3
Probabilă
Nu atinge nivel critic
Măsură generală control (PA), verificare
4
Probabilă
La valori critice
Măsuri specifice de control CCP (validare/verificare)
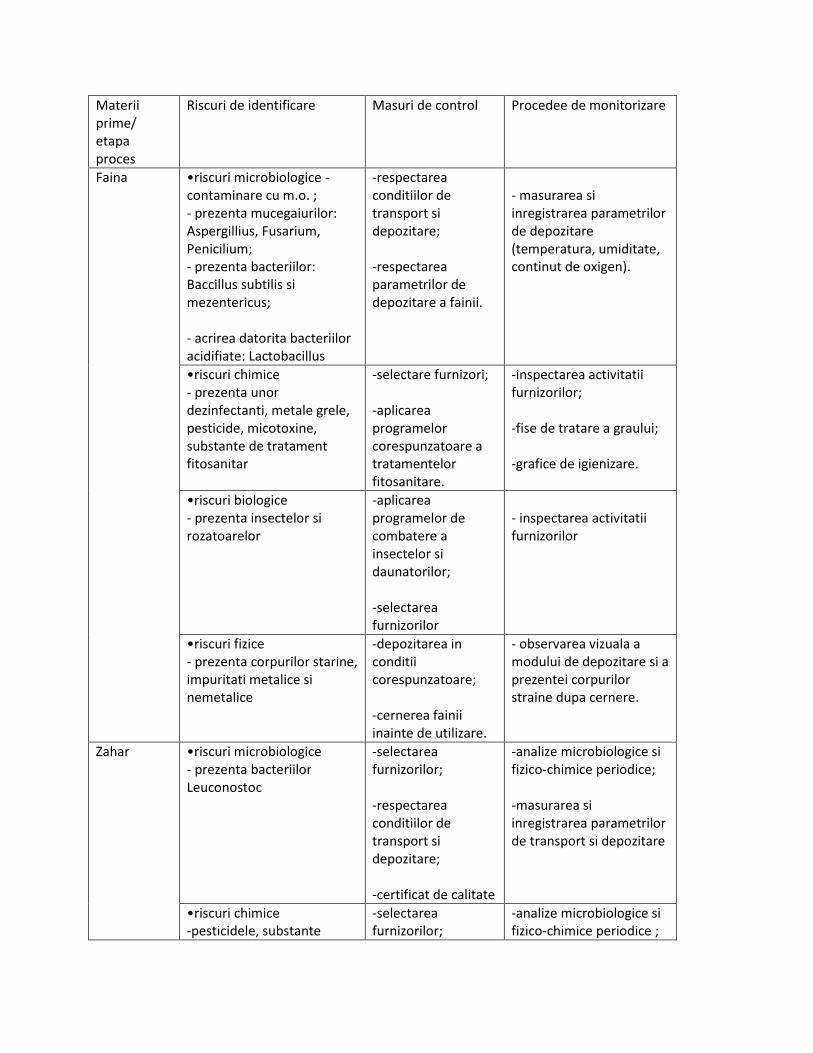
Materii prime/ etapa proces
Riscuri de identificare Masuri de control Procedee de monitorizare
Faina
•riscuri microbiologice - contaminare cu m.o. ; - prezenta mucegaiurilor: Aspergillius, Fusarium, Penicilium; - prezenta bacteriilor: Baccillus subtilis si mezentericus; - acrirea datorita bacteriilor acidifiate: Lactobacillus
-respectarea conditiilor de transport si depozitare; -respectarea parametrilor de depozitare a fainii.
- masurarea si inregistrarea parametrilor de depozitare (temperatura, umiditate, continut de oxigen).
•riscuri chimice - prezenta unor dezinfectanti, metale grele, pesticide, micotoxine, substante de tratament fitosanitar
-selectare furnizori; -aplicarea programelor corespunzatoare a tratamentelor fitosanitare.
-inspectarea activitatii furnizorilor; -fise de tratare a graului; -grafice de igienizare.
•riscuri biologice - prezenta insectelor si rozatoarelor
-aplicarea programelor de combatere a insectelor si daunatorilor; -selectarea furnizorilor
- inspectarea activitatii furnizorilor
•riscuri fizice - prezenta corpurilor starine, impuritati metalice si nemetalice
-depozitarea in conditii corespunzatoare; -cernerea fainii inainte de utilizare.
- observarea vizuala a modului de depozitare si a prezentei corpurilor straine dupa cernere.
Zahar
•riscuri microbiologice - prezenta bacteriilor Leuconostoc
-selectarea furnizorilor; -respectarea conditiilor de transport si depozitare; -certificat de calitate
-analize microbiologice si fizico-chimice periodice; -masurarea si inregistrarea parametrilor de transport si depozitare
•riscuri chimice -pesticidele, substante
-selectarea furnizorilor;
-analize microbiologice si fizico-chimice periodice ;
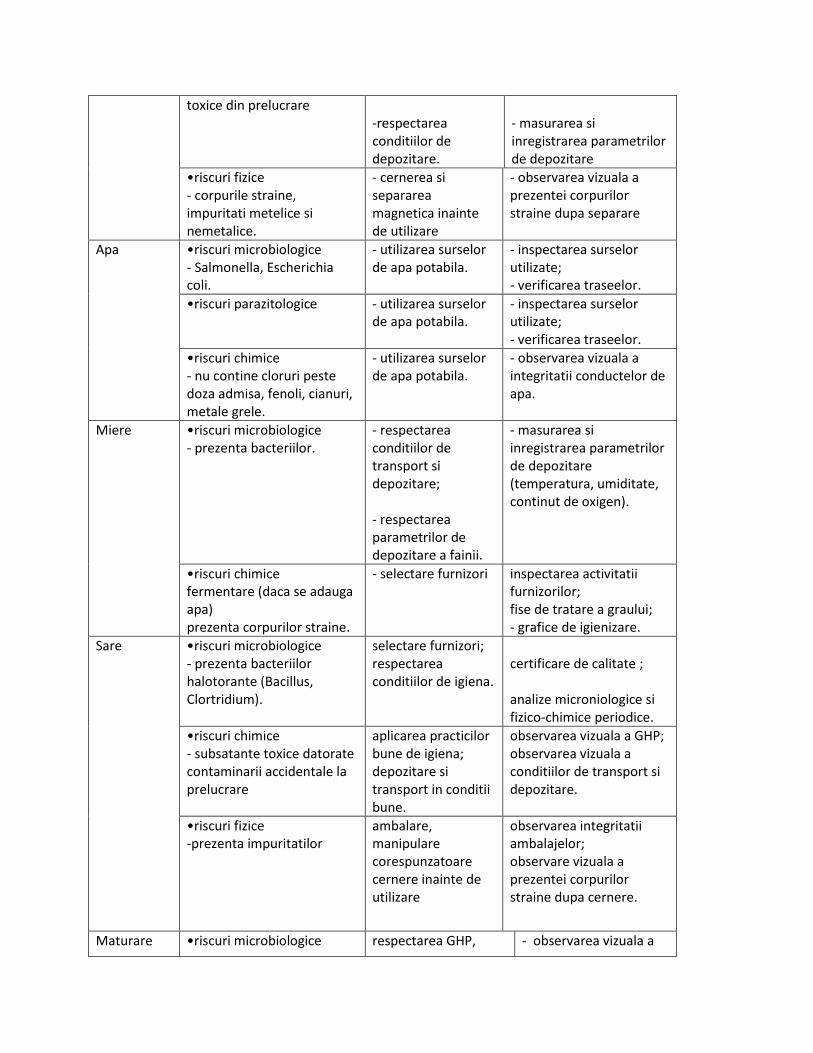
toxice din prelucrare -respectarea conditiilor de depozitare.
- masurarea si inregistrarea parametrilor de depozitare
•riscuri fizice - corpurile straine, impuritati metelice si nemetalice.
- cernerea si separarea magnetica inainte de utilizare
- observarea vizuala a prezentei corpurilor straine dupa separare
Apa
•riscuri microbiologice - Salmonella, Escherichia coli.
- utilizarea surselor de apa potabila.
- inspectarea surselor utilizate; - verificarea traseelor.
•riscuri parazitologice - utilizarea surselor de apa potabila.
- inspectarea surselor utilizate; - verificarea traseelor.
•riscuri chimice - nu contine cloruri peste doza admisa, fenoli, cianuri, metale grele.
- utilizarea surselor de apa potabila.
- observarea vizuala a integritatii conductelor de apa.
Miere •riscuri microbiologice - prezenta bacteriilor.
- respectarea conditiilor de transport si depozitare; - respectarea parametrilor de depozitare a fainii.
- masurarea si inregistrarea parametrilor de depozitare (temperatura, umiditate, continut de oxigen).
•riscuri chimice fermentare (daca se adauga apa) prezenta corpurilor straine.
- selectare furnizori inspectarea activitatii furnizorilor; fise de tratare a graului; - grafice de igienizare.
Sare •riscuri microbiologice - prezenta bacteriilor halotorante (Bacillus, Clortridium).
selectare furnizori; respectarea conditiilor de igiena.
certificare de calitate ; analize microniologice si fizico-chimice periodice.
•riscuri chimice - subsatante toxice datorate contaminarii accidentale la prelucrare
aplicarea practicilor bune de igiena; depozitare si transport in conditii bune.
observarea vizuala a GHP; observarea vizuala a conditiilor de transport si depozitare.
•riscuri fizice -prezenta impuritatilor
ambalare, manipulare corespunzatoare cernere inainte de utilizare
observarea integritatii ambalajelor; observare vizuala a prezentei corpurilor straine dupa cernere.
Maturare •riscuri microbiologice respectarea GHP, - observarea vizuala a
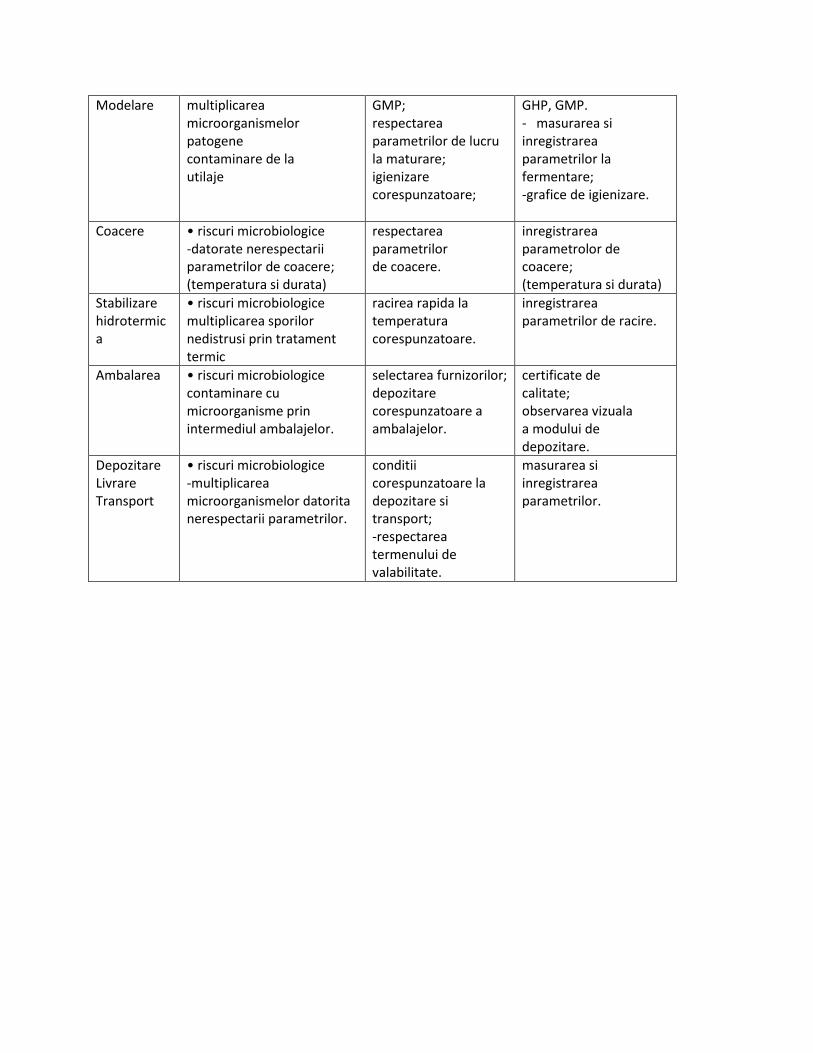
Modelare multiplicarea microorganismelor patogene contaminare de la utilaje
GMP; respectarea parametrilor de lucru la maturare; igienizare corespunzatoare;
GHP, GMP. - masurarea si inregistrarea parametrilor la fermentare; -grafice de igienizare.
Coacere • riscuri microbiologice -datorate nerespectarii parametrilor de coacere; (temperatura si durata)
respectarea parametrilor de coacere.
inregistrarea parametrolor de coacere; (temperatura si durata)
Stabilizare hidrotermica
• riscuri microbiologice multiplicarea sporilor nedistrusi prin tratament termic
racirea rapida la temperatura corespunzatoare.
inregistrarea parametrilor de racire.
Ambalarea • riscuri microbiologice contaminare cu microorganisme prin intermediul ambalajelor.
selectarea furnizorilor; depozitare corespunzatoare a ambalajelor.
certificate de calitate; observarea vizuala a modului de depozitare.
Depozitare Livrare Transport
• riscuri microbiologice -multiplicarea microorganismelor datorita nerespectarii parametrilor.
conditii corespunzatoare la depozitare si transport; -respectarea termenului de valabilitate.
masurarea si inregistrarea parametrilor.
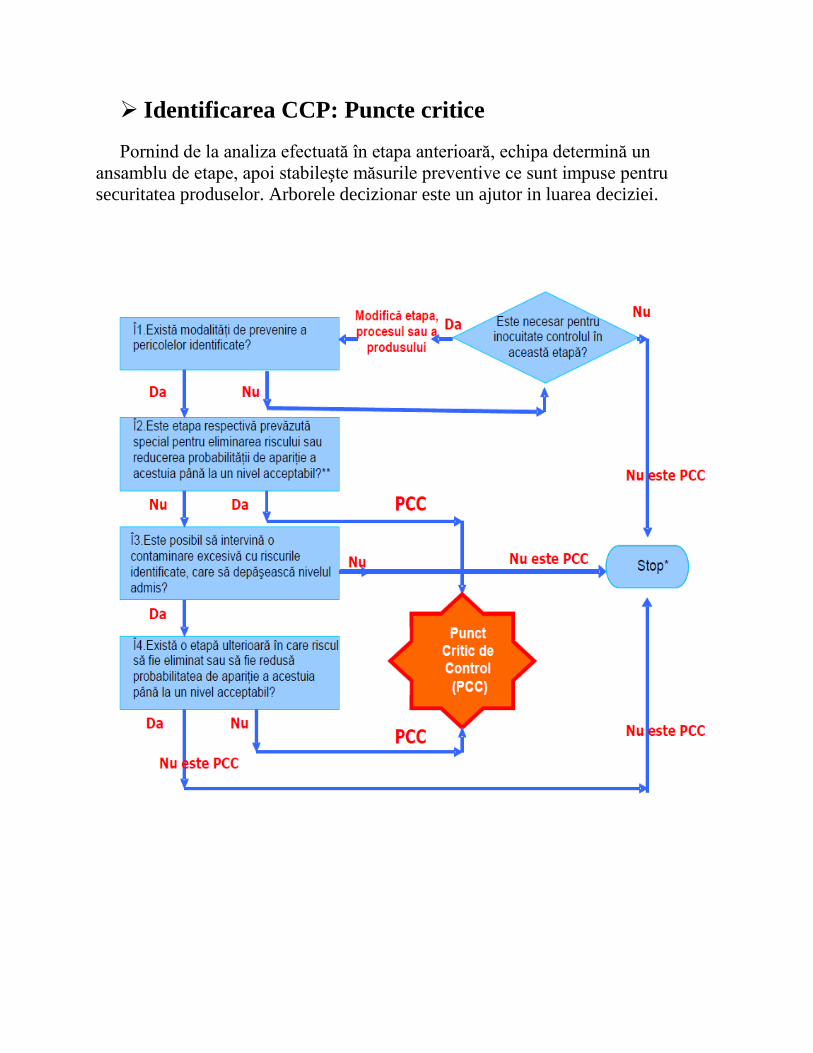
Identificarea CCP: Puncte critice
Pornind de la analiza efectuată în etapa anterioară, echipa determină un
ansamblu de etape, apoi stabileşte măsurile preventive ce sunt impuse pentru
securitatea produselor. Arborele decizionar este un ajutor in luarea deciziei.
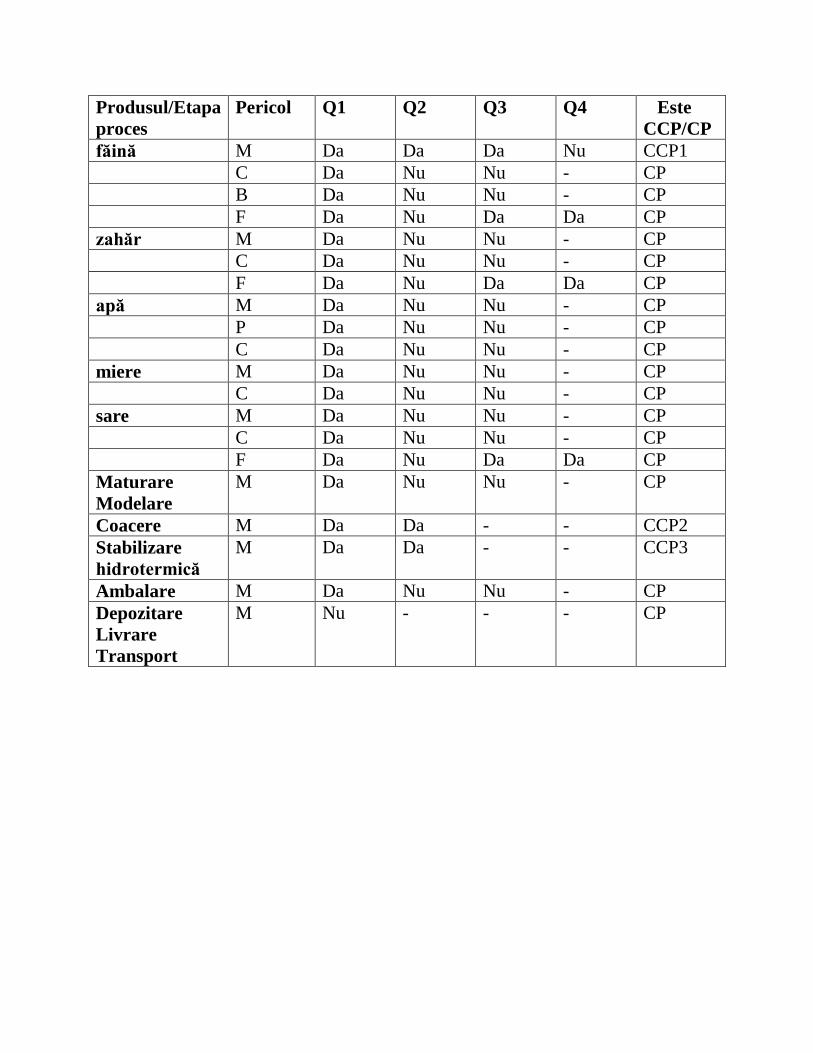
Produsul/Etapa
proces
Pericol Q1 Q2 Q3 Q4 Este
CCP/CP
făină M Da Da Da Nu CCP1
C Da Nu Nu - CP
B Da Nu Nu - CP
F Da Nu Da Da CP
zahăr M Da Nu Nu - CP
C Da Nu Nu - CP
F Da Nu Da Da CP
apă M Da Nu Nu - CP
P Da Nu Nu - CP
C Da Nu Nu - CP
miere M Da Nu Nu - CP
C Da Nu Nu - CP
sare M Da Nu Nu - CP
C Da Nu Nu - CP
F Da Nu Da Da CP
Maturare
Modelare
M Da Nu Nu - CP
Coacere M Da Da - - CCP2
Stabilizare
hidrotermică
M Da Da - - CCP3
Ambalare M Da Nu Nu - CP
Depozitare
Livrare
Transport
M Nu - - - CP
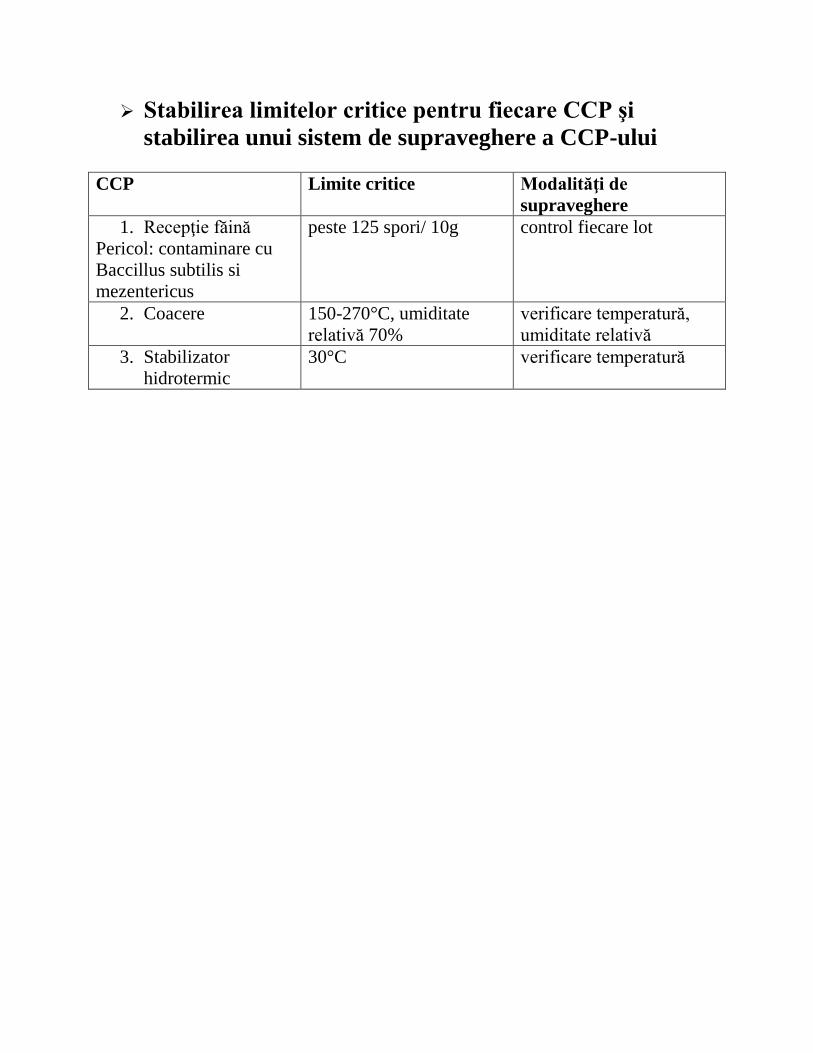
Stabilirea limitelor critice pentru fiecare CCP şi
stabilirea unui sistem de supraveghere a CCP-ului
CCP Limite critice Modalităţi de
supraveghere
1. Recepţie făină
Pericol: contaminare cu
Baccillus subtilis si
mezentericus
peste 125 spori/ 10g control fiecare lot
2. Coacere 150-270°C, umiditate
relativă 70%
verificare temperatură,
umiditate relativă
3. Stabilizator
hidrotermic
30°C verificare temperatură
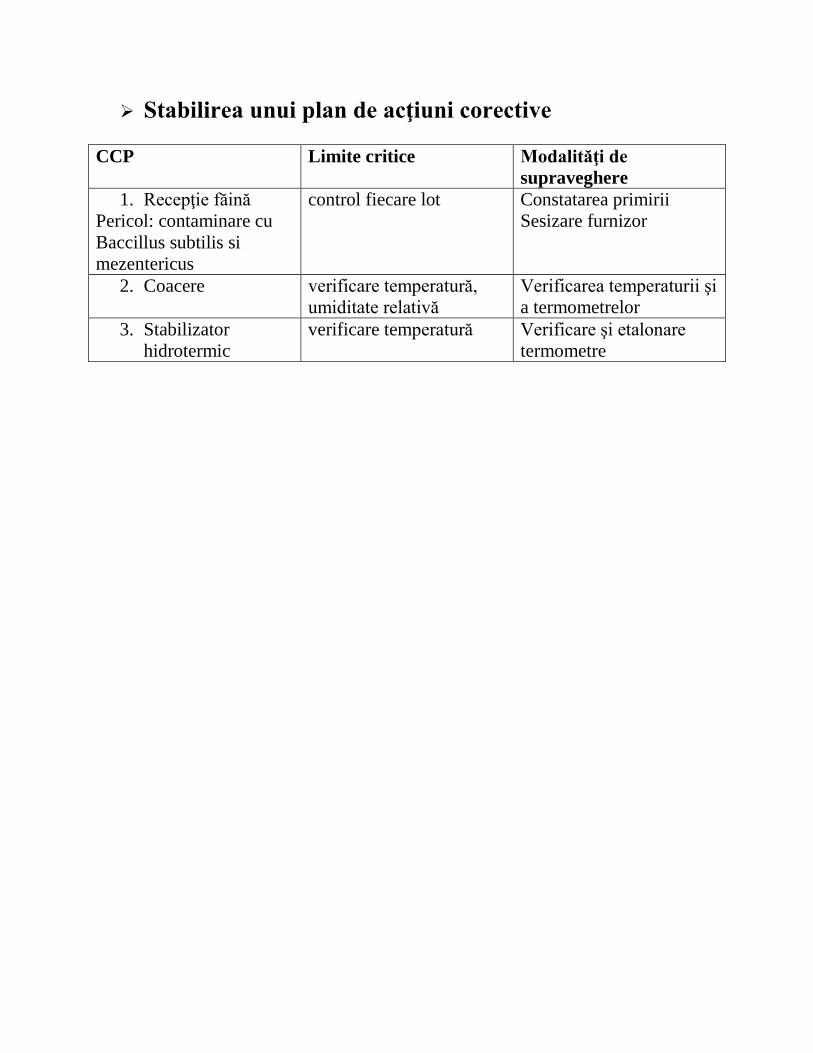
Stabilirea unui plan de acţiuni corective
CCP Limite critice Modalităţi de
supraveghere
1. Recepţie făină
Pericol: contaminare cu
Baccillus subtilis si
mezentericus
control fiecare lot Constatarea primirii
Sesizare furnizor
2. Coacere verificare temperatură,
umiditate relativă
Verificarea temperaturii şi
a termometrelor
3. Stabilizator
hidrotermic
verificare temperatură Verificare şi etalonare
termometre
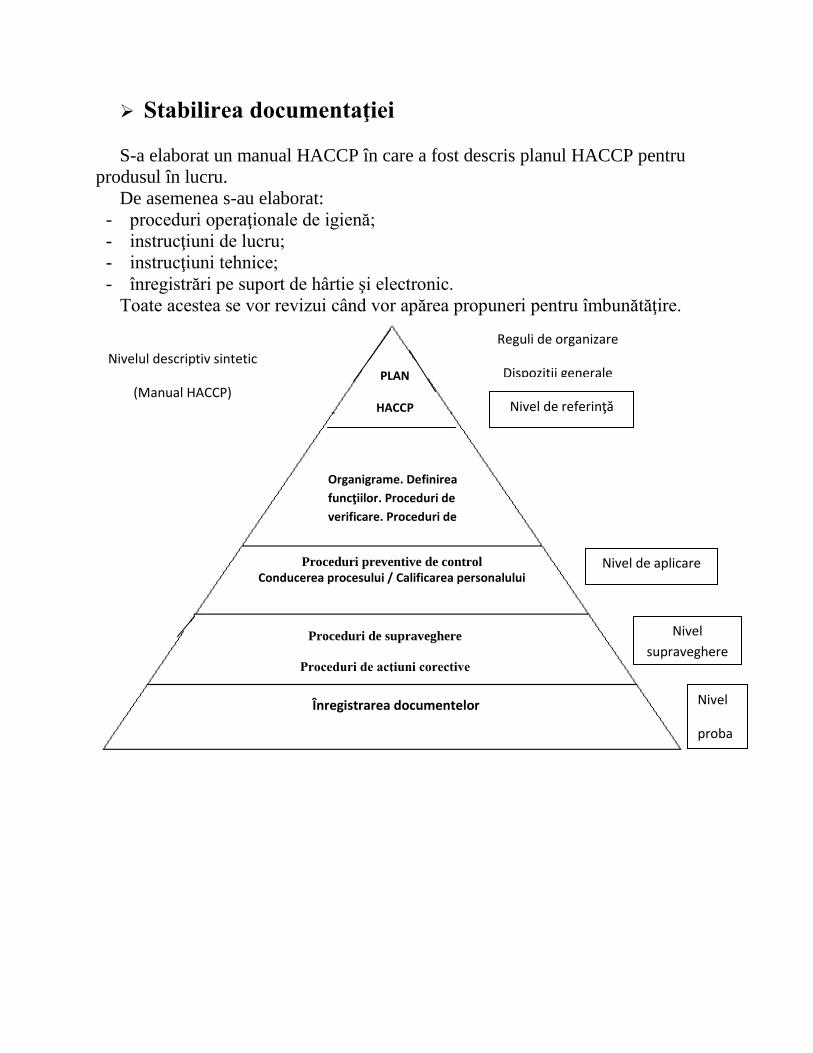
Stabilirea documentaţiei
S-a elaborat un manual HACCP în care a fost descris planul HACCP pentru
produsul în lucru.
De asemenea s-au elaborat:
- proceduri operaţionale de igienă;
- instrucţiuni de lucru;
- instrucţiuni tehnice;
- înregistrări pe suport de hârtie şi electronic.
Toate acestea se vor revizui când vor apărea propuneri pentru îmbunătăţire.
PLAN
HACCP
Organigrame. Definirea
funcţiilor. Proceduri de
verificare. Proceduri de
revizuire a sistem
Proceduri preventive de control
Conducerea procesului / Calificarea personalului
Proceduri de supraveghere
Proceduri de acţiuni corective
Înregistrarea documentelor
Reguli de organizare
Dispoziţii generale
Nivel de referinţă
Nivel de aplicare
Nivel
supraveghere
Nivel
proba
Nivelul descriptiv sintetic
(Manual HACCP)
Verificări
Verificarea este reprezentată de totalitatea metodelor, procedeelor şi
testelor utilizate, în plus faţă de monitorizare, pentru evaluarea conformităţii
Sistemului HACCP şi al Planului HACCP stabilit de echipă. Mai precis,
obiectivele urmărite de echipa HACCP în acest demers sunt în principal
urmatoarele:
- evaluarea conformităţii limitelor critice fixate pentru fiecare CCP, prin
procedee şi metode având caracter ştiinţific şi tehnic;
- confirmarea acţiunilor corective stabilite pentru eventualele deviaţii care s-
au manifestat în CCP;
- asigurarea eficacităţii funcţionării Planului HACCP elaborat pentru
procesul/produsul aflat în studiu, ceea ce înseamnă a garanta că toate operaţiile
care trebuie realizate pentru buna funcţionare a Planului şi activităţile conexe sunt
şi continuă să fie îndeplinite într-o manieră adecvată.
Echipa HACCP are sarcina de a specifica ce metode şi procedee vor fi
urmate pentru realizarea obiectivelor menţionate mai înainte, frecvenţa şi
responsabilităţile agreate. Dintre metodele aplicabile se menţionează:
luarea de probe pentru analize (pe flux sau chiar la produsul finit);
observaţii şi analize aferente acelor puncte critice care au o incidenţă majoră
asupra siguranţei produsului;
analize la materiile prime pentru a verifica conformitatea cu datele din
documentele de însoţire;
verificări ale condiţiilor de depozitare, distribuţie şi vânzare ale produsului
finit, cât şi ale utilizării efective de către consumatori etc.;
În ceea ce priveşte procedeele, acestea pot cuprinde:
inspecţii referitoare la modul de efectuare a operaţiilor;
evaluări ale sistemului de monitorizare;
validarea limitelor critice;
evaluări ale deviaţiilor, ale intervenţiilor aplicate atunci când s-au manifestat
tendinţe de depăşire ale limitelor critice;
verificări ale înregistrărilor efectuate în CCP ale documentelor referitoare la
precedentele inspecţii;
verificări care certifică conformitatea Planului HACCP;
examinarea completă a Planului HACCP realizat, etc..
Operaţiunile de verificare: frecvenţa şi documentaţia aferentă
Frecvenţa operaţiunilor de verificare trebuie astfel fixată, încât să garanteze
că sistemul HACCP nu îşi pierde eficacitatea în timp şi trebuie deci să fie în
măsură să asigure prevenirea totală a tuturor pericolelor referitoare la siguranţa
alimentară. Operaţiunea de verificare poate fi realizată periodic sau fară un preaviz,
dar ori de câte ori produsul a generat toxiinfecţii alimentare sau atunci când
organele competente, abilitate, solicită acest lucru.
Documentaţia care rezultă din procedeele de verificare trebuie să cuprindă
informaţii referitoare la:
- prezenţa personalului responsabil de corecta gestionare a Planului HACCP;
- starea înregistrărilor asociate CCP;
- certificarea verificării metrologice a aparatelor de măsură;
- rezultatele analizelor aferente probelor din CCP;
- procedeele şi nivelul de instruire a personalului responsabil de
monitorizarea CCP;
Odată stabilite procedurile de verificare, echipa HACCP trebuie să treacă la
realizarea unui sistem de gestionare a documentaţiei, atât a celei constituite până
acum, cât şi a celei care va rezulta din aplicarea Planului HACCP în practică.
Auditul intern
Auditul intern reprezintă examinarea sistematică şi independentă a
sistemului şi procedurilor din cadrul planului HACCP în vederea întreţinerii şi
îmbunatăţirii acestuia.
Auditul sistemului HACCP se realizează pentru:
- evaluarea conformităţii proceselor şi rezultatelor acestor procese cu standarde sau
alte documente normative;
- evaluarea conformităţii unor elemente ale sistemului HACCP cu cerinţele
specificate;
- evaluarea eficacităţii sistemului HACCP privind realizarea obiectivelor
stabilite;
- iniţierea măsurilor corective şi de îmbunatăţire necesare;
- urmărirea aplicării măsurilor corective şi de îmbunătăţire stabilite.
Documente şi înregistrări
Obiectivele fundamentale care stau la baza realizării acestei etape sunt:
pregătirea şi menţinerea Planului HACCP, în general sub formă de
document scris;
păstrarea tuturor înregistrărilor şi documentelor care rezultă din aplicarea
sistemului HACCP în firmă.
Parcurgerea etapelor de implementare a sistemului HACCP, începând cu
descrierea produsului si încheind cu acţiunile corective, reprezintă de fapt
realizarea studiului HACCP, care se finalizează cu planul HACCP, document de
bază al acestui sistem.
Planul HACCP trebuie să conţină toate datele referitoare la pericolele
evidenţiate pentru fiecare proces/produs sau categorie de produse, toate
informaţiile care duc la identificarea sistemului de monitorizare, a acţiunilor
corective şi documentele de înregistrare aferente.
Documentele necesare desfăşurării studiului HACCP care vor fi incluse în
Manualul HACCP trebuie să cuprindă:
- lista cu membrii echipei HACCP şi responsabilităţile fiecăruia;
- descrierea produsului şi a utilizării sale intenţionate;
- diagrama de flux a procesului tehnologic, cu indicarea tuturor CCP-urilor;
- identificarea pericolelor potenţiale aferente fiecărui CCP şi a măsurilor
preventive adoptate;
- evaluarea riscurilor potenţiale;
- identificarea CCP-urilor;
- limitele critice;
- sistemul de monitorizare (metoda, frecvenţa, responsabilitate, formula de
înregistrare);
- acţiunile corective adecvate, impuse de depăşirea limitelor critice.
Conform cerintelor Standardului DS 3027E/ 2002, adoptat ca referenţial în
România pentru certificarea sistemului HACCP, procedurile documentate,
obligatorii sunt:
- Controlul documentelor;
- Controlul înregistrărilor;
- Controlul produsului neconform;
- Controlul echipamentelor de măsură;
- Acţiuni corective ;
- Comunicare cu echipa HACCP ;
- Notificare şi rechemare ;

- Verificarea sistemului HACCP ;
- Curăţenie şi igienizare ;
- Controlul dăunătorilor;
- Ghidul Bunelor Practici de Producţie - GMP.
Procedura operationala. Monitorizarea punctelor
critice de control
1. Scop
Prezenta procedură stabileşte modul de monitorizare a unui CCP pentru a
preveni potenţiala contaminare cu microorganisme a produsului, asigurând astfel
calitatea şi siguranţa produsului.
2. Domeniu
Procedura se aplică in cadrul procesului de fabricaţie a biscuiţilor
glutenoşi în cadrul firmei S.C. CRĂNŢĂNEL S.A., care prezintă potenţiale riscuri
de contaminare. Procedura se rezumă la monitorizarea cu privire la CCP 2, mai
concret contaminarea biscuiţilor ce se poate realiza la coacerea biscuiţilor în
condiţii necorespunzătoare de temperatură sau umiditate.
3. Documente
- Directiva Consiliului Comunităţii Europene nr. 93/94/EEC 14
iunie 1993, privind igiena produselor alimentare
- Ordinul Ministerul Sanătăţii nr. 1956/1955 privind introducerea şi
aplicarea sistemului HACCP în circuitului alimentar
- Standarde şi norme interne aplicabile produselor alimentare
4. Terminologie şi abrevieri
- Limita critică – valoarea scrisă a unui parametru al produsului,
într-un CCP, a cărei depăşire/nerespectare ar pune în pericol sănătatea sau viaţa
consumatorilor
- Punct critic de control (CCP) – un punct, operaţie sau fază
tehnologică la care se poate aplica controlul şi poate fi prevenit, eliminat sau redus
la un nivel acceptabil, un pericol (de natură microbiologică, fizică sau chimică)
pentru securitatea alimentelor
- Monitorizare – verificare prin teste, măsurători sau analize a
faptului că procedurile de prelucrare sau manipulare în fiecare punct critic de
control respectă criteriile stabilite.
5. Responsabilitati
Coordonator echipa HACCP:
- coordonează şi asigură competenţa echipei;
- asigură identificarea pericolelor biologice, fizice şi chimice de-a
lungul procesului tehnologic;
- asigură determinarea CCP-urilor din schema logică de aplicare a
sistemului HACCP
Responsabil de monitorizarea CCP (operator)
- monitorizarea CCP-urilor identificate din schema tehnologică de
aplicare a sistemului HACCP;
- asigură înregistrarea valorilor parametrilor monitorizaţi iîn CCP;
- informează şeful de tură despre orice abatere a parametrilor de la
limitele critice
Şeful de tură
- analizează abaterile parametrilor de la valorile prestabilite şi
stabileşte măsurile corective ce se impun;
- verifică aplicarea măsurilor corective si eficacitatea acestora.
6. Procedura
Punctele critice de control identificate sunt marcate pe diagrama de flux
tehnologic cu CCP urmat de simbolul potenţialului pericol de poate contamina
produsulu astfel:
- Microbiologic;
- Fizic;
- Chimic;
- Biologic;
- Parazitologic;
Limitele critice ale parametrilor specifici fiecarui CCP sunt evidentiate de
echipa pe fisa CCP, care se afiseaza la postul de lucru. Operatorul verifica
parametrii prestabiliti si inregistreaza valorile masurate in fisa de monitorizare a
CCP.
În urma unei evaluări statistice s-a constatat o abatere de la limitele
critice ale temperaturilor folosite la coacerea aluatului.Operatorul informeaza şeful
de tură. Acesta din urmă analizează abaterile. Conform analizei,această abatere
constă în scăderea temperaturii de coacere sub 220°,fiind datorată dereglării
termometrelor utilizate la cuptorul de coacere.
Şeful de tură a stabilit în urma analizei următoarele acţiuni corective:
- înlocuirea termometrelor defecte;
- reglarea temperaturii până latemperatura optimă de coacere;
- ajustarea timpilor de coacere.
Aceste acţiuni corective sunt înregistrate în Fişa de Monitorizare a CCP-
urilor. Monitorizarea acestui CCP se face astfel:
- se realizează înregistrări;
- se verifică aparatura folosită;
- se face controlul la fiecare şarjă.
Concluzii
Implementarea şi funcţionarea eficientă a sistemului HACCP prezintă o serie
de avantaje astfel:
♦ este parte componentă a sistemului de management al calităţii;
♦ este o metodă preventivă de asigurare a inocuităţii produselor alimentare;
♦ contribuie la reducerea numărului de produse neconforme şi a reclamaţilor
clienţilor;
♦ reprezintă o modalitate de a rezista concurenţei mereu crescânde, manifestate
în piaţă;
♦ contribuie la îmbunatăţirea imaginii firmei şi credibilităţii pe pieţele
internaţionale, cât şi faţă de eventualii investitori;
♦ demonstrează conformitatea cu legislaţia specifică în vigoare;
♦ creşte încrederea clienţilor şi salariaţilor companiei în capacitatea acesteia de
a realiza exclusiv produse sigure pentru consum, în mod constant;
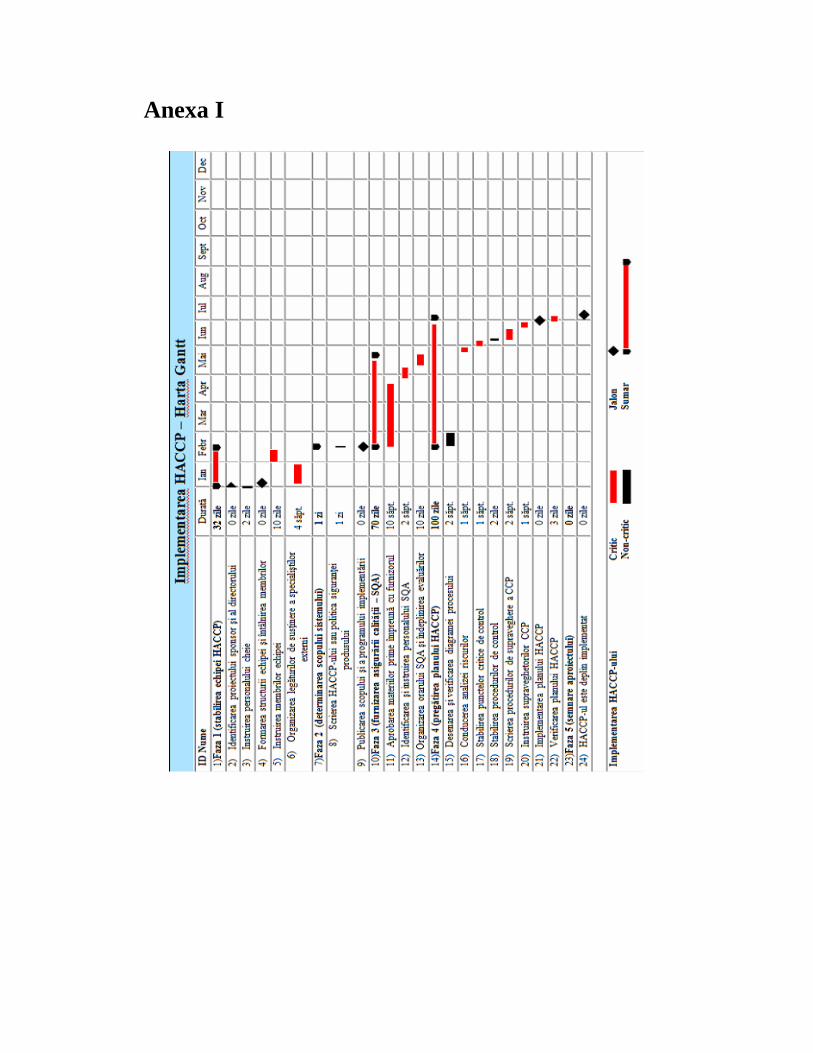
Anexa I
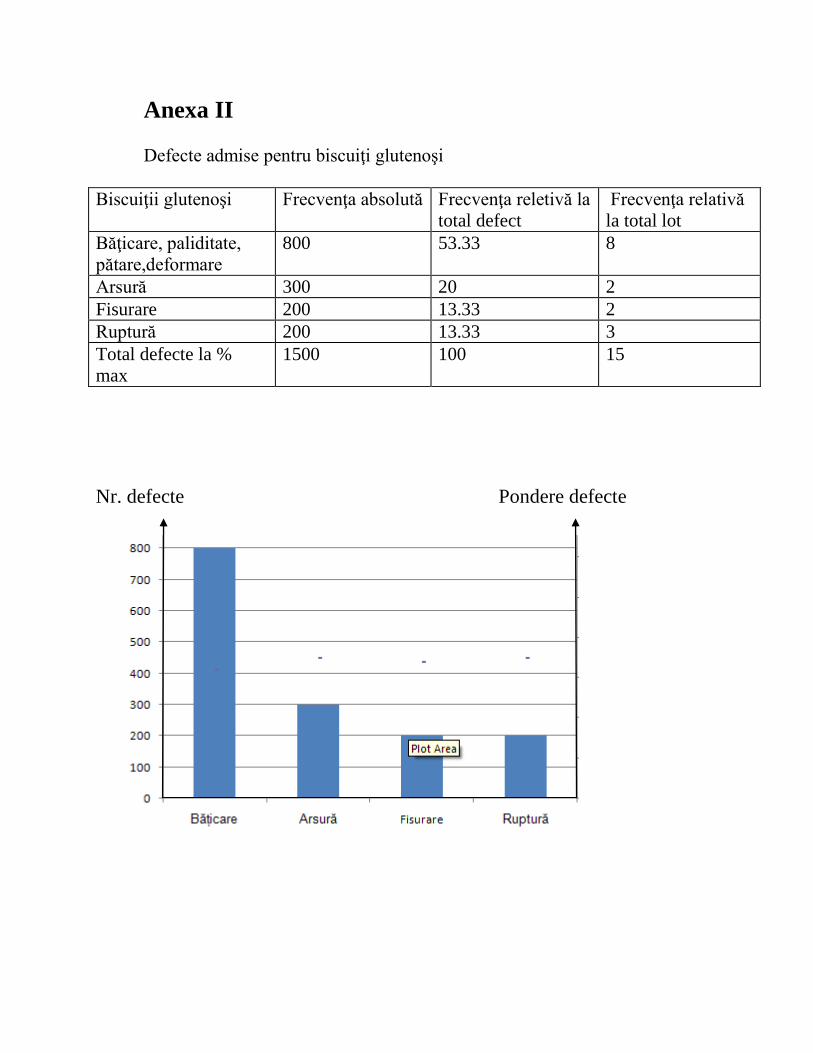
Anexa II
Defecte admise pentru biscuiţi glutenoşi
Biscuiţii glutenoşi Frecvenţa absolută Frecvenţa reletivă la
total defect
Frecvenţa relativă
la total lot
Băţicare, paliditate,
pătare,deformare
800 53.33 8
Arsură 300 20 2
Fisurare 200 13.33 2
Ruptură 200 13.33 3
Total defecte la %
max
1500 100 15
Nr. defecte Pondere defecte
Bibliografie
1. Iuliana Bratu – “HACCP de la teorie la practică – Un demers logic”,
Editura Universităţii “Lucian Blaga” din Sibiu, 2002
2. Iuliana Bratu, Graziella Spulber, Alexandra Iorga – “Controlul Calităţii şi
HACCP în Industria Alimentară”, Editura Universităţii “Lucian Blaga”
din Sibiu, 2002.
3. Romulus Marian Burluc – “Tehnologia produselor fainoase”, Editura
didactică şi pedagocică R.A. Bucureşti 2003
4. http://analizamatematicampt.files.wordpress.com/2011/02/diagrama-pareto.pdf