GSX MILL ボール - nachi-fujikoshi.co.jp · GSX MILL Ball GSXB2...
2
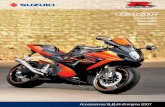
GSX MILL Ball GSXB2 汎用から超高速領域までカバーするボールエンドミル 0 50 100 150 A社 B社 GSXB Competitor Competitor Comparison of wear in SKD11 切削距離(m) 0 50 100 150 摩耗量(μm) Wear Cutting Length 切削距離(m) 摩耗量(μm) Wear Cutting Length A社 B社 GSXB Competitor Competitor Comparison of wear in SKD61(53HRC) 摩耗・溶着大 ■ GSXⅡコート ■ SKD11(生材)の摩耗比較 ■ SKD61(53HRC)の摩耗比較 SKD11の140m加工後の刃先比較 他社品 ● 高い耐酸化性と放熱特性により、優れた耐熱性を実現 ● 新たな積層構造により高硬度化 ● 膜の結晶構造最適化により耐摩耗性、耐凝着性の向上 GSXⅡ コート 耐凝着性膜 耐摩耗性膜 耐酸化性膜 母材 ・Achieves superior heat resistance through high oxidation resistance and heat dissipation characteristics ・High-hardness thanks to new multi-layered construction ・Crystalline structure of coating optimized to improve wear resistance and anti-adhesion properties 工具 :R1.5 切削速度 :180m/min 19000min -1 送り速度 :3000mm/min 0.079mm/tooth Tool Cutting Speed Feed 切込み量 :ap 0.06mm Pf 0.15mm 被削材 :SKD11(生材) 切削油剤 :エアブロー Depth of cut Work Cutting fluid Air brow 工具 :R1 切削速度 :119m/min 19000min -1 送り速度 :1700mm/min 0.045mm/tooth Tool Cutting Speed Feed 切込み量 :ap 0.04mm Pf 0.1mm 被削材 :SKD61 (53HRC) 切削油剤 :エアブロー Depth of cut Work Cutting fluid Air brow 60 50 40 30 20 10 0 20 16 12 8 4 0 GSXB ストリームライン 滑らかな流線型ボール刃形で 切りくず排出性良好 GSXⅡコート 耐熱性・耐摩耗性・耐凝着性に 優れ長寿命 ス ト リ ー ム ラ イ ン S t r e a m l i n e
Transcript of GSX MILL ボール - nachi-fujikoshi.co.jp · GSX MILL Ball GSXB2...

GSX MILL BallGSXB2
汎用から超高速領域までカバーするボールエンドミル
0 50 100 150
A社
B社
GSXB
Competitor
Competitor
Comparison of wear in SKD11
切削距離(m)0 50 100 150
摩耗量(μm)
Wear
Cutting Length切削距離(m)
摩耗量(μm)
Wear
Cutting Length
A社
B社
GSXB
Competitor
Competitor
Comparison of wear in SKD61(53HRC)
摩耗・溶着大
■ GSXⅡコート ■ SKD11(生材)の摩耗比較 ■ SKD61(53HRC)の摩耗比較
SKD11の140m加工後の刃先比較
他社品
● 高い耐酸化性と放熱特性により、優れた耐熱性を実現● 新たな積層構造により高硬度化● 膜の結晶構造最適化により耐摩耗性、耐凝着性の向上
GSXⅡ コート 耐凝着性膜
耐摩耗性膜
耐酸化性膜
母材
・Achieves superior heat resistance through high oxidation resistance and heat dissipation characteristics
・High-hardness thanks to new multi-layered construction ・Crystalline structure of coating optimized to improve wear resistance and anti-adhesion properties
工具 :R1.5
切削速度 :180m/min 19000min-1
送り速度 :3000mm/min 0.079mm/tooth
Tool
Cutting Speed
Feed
切込み量 :ap 0.06mm Pf 0.15mm 被削材 :SKD11(生材)
切削油剤 :エアブロー
Depth of cut
Work
Cutting fluid Air brow
工具 :R1
切削速度 :119m/min 19000min-1
送り速度 :1700mm/min 0.045mm/tooth
Tool
Cutting Speed
Feed
切込み量 :ap 0.04mm Pf 0.1mm被削材 :SKD61(53HRC)
切削油剤 :エアブロー
Depth of cut
Work
Cutting fluid Air brow
60
50
40
30
20
10
0
20
16
12
8
4
0
GSXB
ストリームライン滑らかな流線型ボール刃形で切りくず排出性良好
GSXⅡコート耐熱性・耐摩耗性・耐凝着性に優れ長寿命
ストリームライン
Stream
line

外径 Dc許容差(mm) Tolerance
R0~-0.030 ±0.01
回転数Rotationmin-1
送り速度Feedmm/min
構造用鋼、炭素鋼、鋳鉄Carbon Steels,Cast Irons(150~250HB)
ステンレス鋼Stainless Steels
(SUS304, 316)
合金鋼、ダイス鋼、プレハードン鋼Alloy Steels,Pre-hardened Steels(25~35HRC)
調質鋼、焼入鋼Hardened Steels(35~45HRC)
焼入鋼Hardened Steels(45~55HRC)
R0.2R0.5R1R2R3R4R5R6R8R10
2000310028003800430034002900230017001400
0.02D0.05D
5000048000250001700014000110008900740056004500
回転数Rotationmin-1
送り速度Feedmm/min
150020001800250025002100190016001200950
478003740020000130001000080007000580044003500
回転数Rotationmin-1
送り速度Feedmm/min
11001500130018002100170014001200860700
39800336001750011900980075006200530039003200
回転数Rotationmin-1
送り速度Feedmm/min
76092084011001300990870720540440
3180023000120008200650050004300360027002200
回転数Rotationmin-1
送り速度Feedmm/min
耐熱合金、チタン合金Nickel Alloys,Titanium Alloys
回転数Rotationmin-1
送り速度Feedmm/min
6501500130018002100160014001200900700
23900336001750011900980077006200530039003200
被削材Work Material
ボール半径 Rmm
apPf
切込み量Depth of Cut
1. Use highly rigid machining center and holder.2. Recommend air blow or oil mist process.3. Use in wet condition in case of Stainless Steels, Nickel Alloys, Titanium Alloys.4. When depth of the cut is small, can increase feed speed more.
1. 安定した加工を行うため、剛性のある精度の高い機械・ホルダーを使用してください。2. エアブローまたはオイルミスト加工を推奨します。3. ステンレス鋼、耐熱合金、チタン合金を加工する場合はウェットで加工してください。4. 切込みを下げた場合、送り速度をさらに上げることができます。
φDc
RφDs
L
α
ℓ
基準切削条件 Standard Milling Condition
GSXB2GSX MILL ボール
単位(Unit):mm/円LIST 9186
0.40.611.522.5345678101214161820
0.20.30.50.7511.251.522.533.545678910
0.60.91.52.5344.567.591112151821242730
10°10°10°10°15°15°15°15°15°-15°---15°-15°-
505050506060607080809090100110110140140160
GSXB20020GSXB20030GSXB20050GSXB20075GSXB20100GSXB20125GSXB20150GSXB20200GSXB20250GSXB20300GSXB20350GSXB20400GSXB20500GSXB20600GSXB20700GSXB20800GSXB20900GSXB21000
444466666688101216162020
5,1004,7504,2504,9703,7505,6004,4704,3205,0405,3907,9507,95010,20013,20032,70040,00050,10062,400
商品記号CODE
外径Dc
ボール半径R
刃長ℓ
首部半径α
全長L
シャンク径Ds
参考価格Price
高速条件
High-Speed Milling
R0.2R0.5R1R2R3R4R5R6R8R10
480640640640670800760690520410
0.1D0.2D
0.05D0.1D
0.1D0.2D
0.05D0.1D
3980031800159008000530040003200270020001600
320330330330340410390350270210
3180021600108005400360027002200180014001100
240240240240260300300270200160
27800175008700440029002200180015001100880
170170170170180210200180140110
2390015300760039002500190015001300960770
190190190190200230220200150120
2390015300760039002500190015001300960770
951101101101201401301209070
159001100056002800190014001100950700560
apPf
切込み量Depth of Cut
汎用条件
Conventional Milling
GSX MILL Ball
CATALOG NO.
2011.12.P-SE-SE●仕様は改良のため予告なく変更する場合があります。●本カタログ記載内容の無断転用を禁じます。
東日本支社北海道営業所東 北 支 店 山形オフィス
(株)ナチ関東(株)ナチ常盤
03-5568-5285011-782-0006024-991-45110237-71-0321
03-5568-519003-6252-3677
中日本支社東 海 支 店北 関 東 支 店信州営業所
(株)ナチ東海(株)ナチ北陸
052-769-6816053-454-41600276-46-75110268-28-7863
052-769-6911076-424-3991
西日本支社広 島 支 店九 州 支 店北 陸 支 店
(株)ナチ関西(株)ナチ九州
06-7178-5101082-568-7460092-441-2505076-425-8013
06-6748-2530092-441-2505
東 京 本 社 東京都港区東新橋1-9-2 汐留住友ビル17F 03-5568-5111富 山 本 社 富山県富山市不二越本町1-1-1 076-423-5111国際営業部(Oversea Div.) +81-3-5568-5241URL http://www.nachi-fujikoshi.co.jp
2287
ap
Pf
Pf
D:エンドミル外径Dia. of Mill
R:ボール半径Ball Radius
D:エンドミル外径Dia. of Mill
R:ボール半径Ball Radius
工具材料
超硬ねじれ角
30シャンク径許容差h5
外径範囲0.1 2 45206 100
0.4 20
コーティング