
FMEA – State of the art, Trends und innovative ...
100
© Fraunhofer FMEA – State of the art, Trends und innovative Weiterentwicklungen DGQ-Regionalkreises Stuttgart, 20. November 2013, Fraunhofer IPA, Stuttgart Dr.-Ing. Alexander Schloske Senior Expert Quality Management Leiter Stuttgarter Produktionsakademie Telefon: +49(0)711/9 70-1890 Fax: +49(0)711/9 70-1002 E-Mail: [email protected] Internet: www.ipa.fraunhofer.de 1427/08
Transcript of FMEA – State of the art, Trends und innovative ...

© Fraunhofer
FMEA – State of the art, Trends und innovative Weiterentwicklungen DGQ-Regionalkreises Stuttgart, 20. November 2013, Fraunhofer IPA, Stuttgart
Dr.-Ing. Alexander Schloske
Senior Expert Quality Management
Leiter Stuttgarter Produktionsakademie
Telefon: +49(0)711/9 70-1890
Fax: +49(0)711/9 70-1002
E-Mail: [email protected]
Internet: www.ipa.fraunhofer.de
1427/08

© Fraunhofer
Dortmund
Darmstadt
Dresden
Bremen
Hannover
Karlsruhe
Saarbrücken
München Stuttgart
Berlin
Rostock
Freiburg
60 Institute an rund 40 Standorten
20.000 Mitarbeiter 2,0 Mrd. € Budget
Vorstellung Die Fraunhofer-Gesellschaft
© Fraunhofer
Industrielle Forschung
Vernetzung von Wissenschaft und Praxis Fraunhofer IPA als Basis für den Wissenstransfer
Lehrstühle an der Universität Stuttgart, ISW, IFF und EEP
SPA
Lehre Forschung Entwicklung Realisierung Anwendung
Erfahrungen aus der Industrie

© Fraunhofer
Zielsetzung der Stuttgarter Produktionsakademie Komplettanbieter für Aus- und Weiterbildung zum Thema „Industrielle Produktion“
Die Stuttgarter Produktionsakademie gGmbH versteht sich als offene und nicht gewinnorientierte Aus- und Weiterbildungsplattform rund um das Thema der industriellen Produktion.
Ziel der Stuttgarter Produktionsakademie ist es maßgeschneiderte und zielgruppenorientierte Aus- und Weiterbildungen für alle Hierarchieebenen in den Unternehmen anzubieten.
Dazu greifen wir auf erstklassige und praxis-erfahrene Referenten des Fraunhofer-Netzwerks, der Universität Stuttgart sowie ausgewählter Kooperationspartner (u.a. DGQ) zurück.
Beim Aufbau der technologischen Fähigkeiten orientieren wir uns am Prinzip »learning by doing« und setzen Labore ein bzw. üben das Erlernte anhand von Praxisbeispielen und Planspielen.
© Fraunhofer
Fachliches Leistungsspektrum Rollen- und technologieorientierte Aus- und Weiter-bildungskonzepte
Rollenspezifische Seminare
Führungskräfte (kompakt)
Spezialisten (vertieft)
Technologiespezifische Seminare
Technologien der industriellen Produktion
Seminare zu Querschnittsthemen
Methoden-Know-How
Soft-Skills
Juristische Themen
ca. 160 Seminare in 2014 geplant
© Fraunhofer
Vorstellung FMEA am Fraunhofer IPA
Erfahrung seit 1987
Entwicklung des ersten grafischen wissensbasierten FMEA-Systems (1992)
Mehr als 500 FMEA-Projekte in den verschiedensten Branchen
Mehr als 400 FMEA-Reviews für führende Automobilhersteller
Kontinuierliche Weiterentwicklung des Themas mit 7 Mitarbeitern - FMEA-Controlling für parallele und verteilte Produktentwicklungen - Konstruktions- und Verfügbarkeits-FMEA (KV-FMEA) für Anlagen - Fehler-Prozess-Matrix (FPM) für komplexe Montageprozesse - Mechatronik-FMEA und Funktionale Sicherheit - FMEA-Anwendung für Versorgungskassen im Rahmen der MARisk
Komplettangebot für die Industrie (Schulung, Coaching, Moderation, …)
Seit 2003 FMEA-Trainer der Deutschen Gesellschaft für Qualität (DGQ)

© Fraunhofer
Tätigkeitsfeld FMEA am Fraunhofer IPA Gestaltung sicherer Produkte und Prozesse mit der FMEA und Funktionaler Sicherheit
2003 Kfz
Bildquelle: Conti-teves
Bildquelle: Kalle-Nalo
www.nachrichten.at
www.wabco-auto.com
www.auto-motor-und-sport.de
www.merkur-online.de
www.plasmatreat.de www.wochenanzeiger-herford.de
1965
2010
Bildquelle:www.autobild.de//artikel/opel-meriva-2010-_1030625.html
© Fraunhofer
8
© Fraunhofer IPA
VORTRAGSINHALTE
Stand der Technik
FMEA nach VDA 4 versus EXCEL-Formblatt
Kriterien für eine erfolgreiche FMEA
Denkmodelle
System-FMEA / Mechatronik-FMEA
Produkt-FMEA / Konstruktions-FMEA
Prozess-FMEA / Logistik-FMEA
Trends und innovative Weiterentwicklungen

© Fraunhofer
Einführung FMEA analysiert und bewertet Fehlerfolge- Fehler-Fehlerursache-Kombinationen
„Ah, hier - ich habe vergessen die Schraube anzuziehen!“ Quelle: Sonntag aktuell (2002)
Fehlerfolge (FF) Schnitt außerhalb des Sägebereichs
Fehler (F) Sägeblatt lose
Fehlerursache (FU) Fixierschraube lose
© Fraunhofer
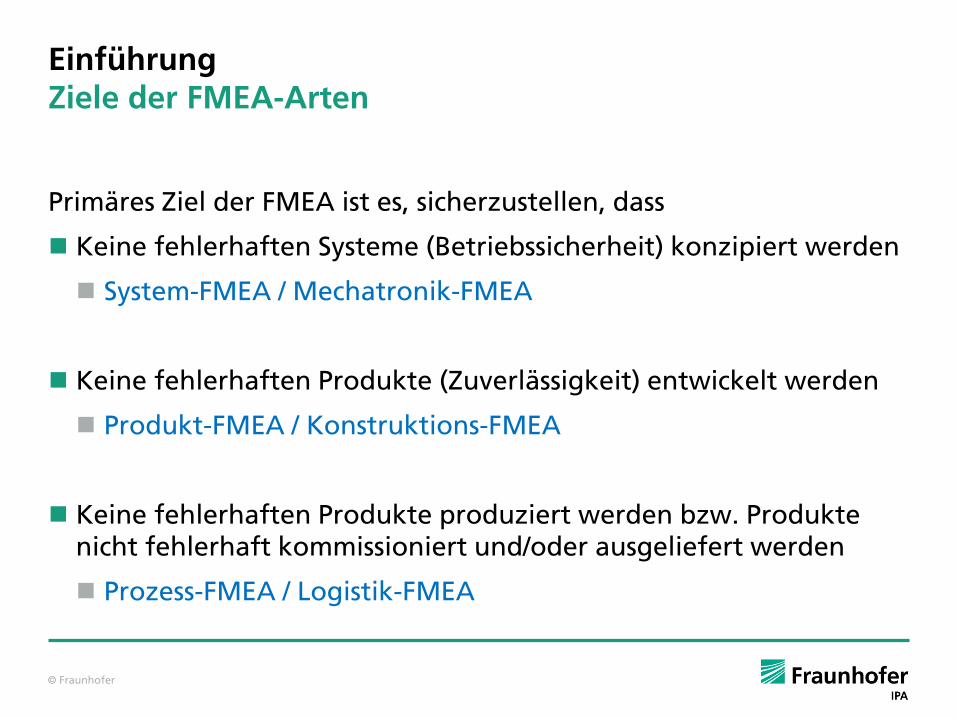
Primäres Ziel der FMEA ist es, sicherzustellen, dass
Keine fehlerhaften Systeme (Betriebssicherheit) konzipiert werden
System-FMEA / Mechatronik-FMEA
Keine fehlerhaften Produkte (Zuverlässigkeit) entwickelt werden
Produkt-FMEA / Konstruktions-FMEA
Keine fehlerhaften Produkte produziert werden bzw. Produkte nicht fehlerhaft kommissioniert und/oder ausgeliefert werden
Prozess-FMEA / Logistik-FMEA
Einführung Ziele der FMEA-Arten

© Fraunhofer
STAND DER TECHNIK

© Fraunhofer
Stand der Technik Geschichte der FMEA
1949 1996 2006 1986
© Fraunhofer
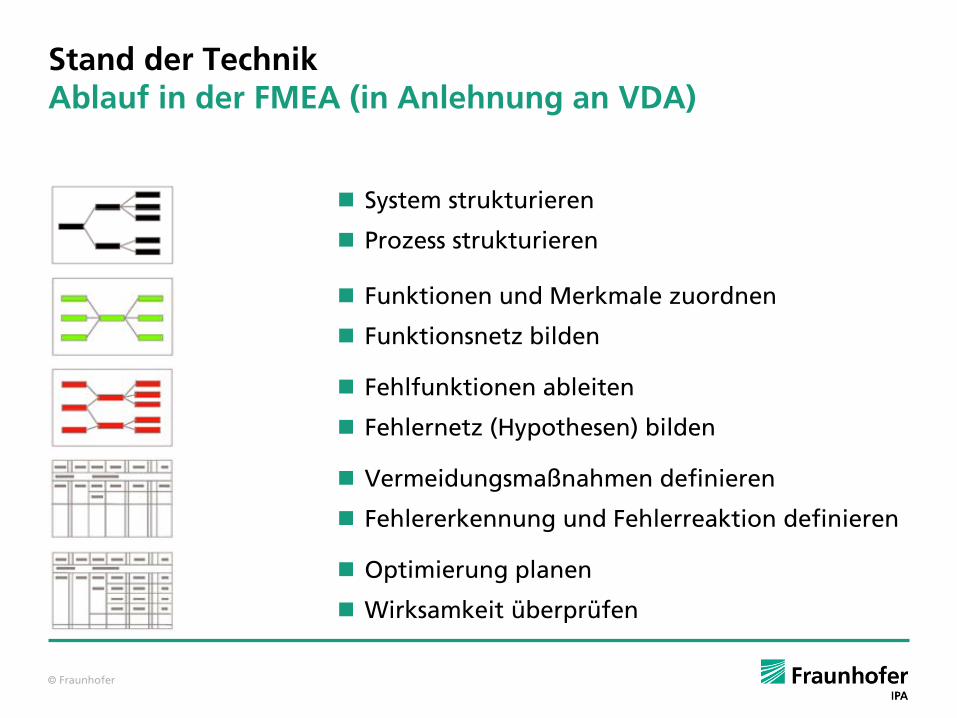
Stand der Technik Ablauf in der FMEA (in Anlehnung an VDA)
System strukturieren
Prozess strukturieren
Funktionen und Merkmale zuordnen
Funktionsnetz bilden
Fehlfunktionen ableiten
Fehlernetz (Hypothesen) bilden
Vermeidungsmaßnahmen definieren
Fehlererkennung und Fehlerreaktion definieren
Optimierung planen
Wirksamkeit überprüfen

© Fraunhofer
Stand der Technik Vorteile der VDA-Vorgehensweise gegenüber alleiniger Erstellung im Formblatt (z.B. mit EXCEL)
Arbeiten gemäß VDA-Vorgehensweise:
Generierung neuer Denkanstöße (bis zu 30% mehr Fehlerursachen)
Betrachtung bisher noch nicht aufgetretener Situationen
Systematische und klar strukturierte Vorgehensweise
Arbeiten im Formblatt:
Vorrangig Dokumentation von bereits vorhandenem Wissen
Im Allgemeinen wenig neue Erkenntnisse

© Fraunhofer
Stand der Technik Teilweise schlechte Noten für FMEAs von System-lieferanten (n=39) eines namhaften OEMs
59 8
4 85
39
05
1015202530354045
Not
e 1
Not
e 2
Not
e 3
Not
e 4
Not
e 5
Not
e 6
Ges
amt
Kriterien (Auszug):
Verständnis des FMEA-Prozesses
Bezug zu Entwicklungsprozess und Produkt
Struktur, Funktionen, Fehlfunktionen
Präzision der Bezeichnung und Bewertung
Risikobewertung
Teamzusammensetzung
Verantwortlichkeiten, Termine
Wirksamkeitsüberprüfung
Quelle: in Anlehnung an EDAG (2010)
Note 1: erfüllen die Erwartungen
Note 2: sind noch akzeptabel
Note 3-6: ab hier kein Nutzwert

© Fraunhofer
KRITERIEN FÜR EINE ERFOLG-REICHE FMEA (ERGEBNIS)
© Fraunhofer
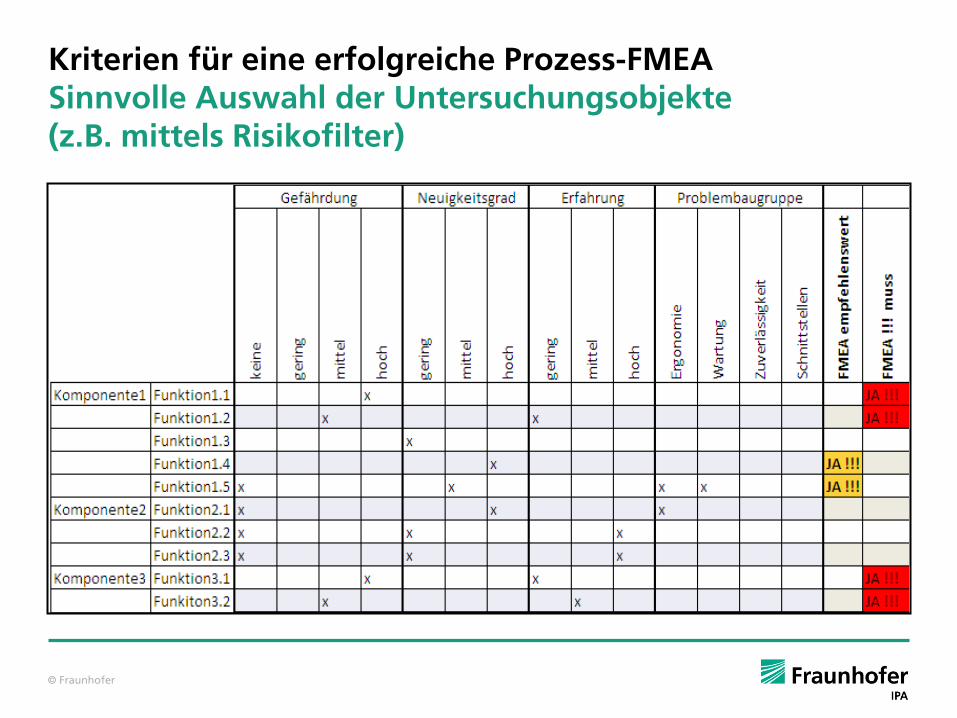
Kriterien für eine erfolgreiche Prozess-FMEA Sinnvolle Auswahl der Untersuchungsobjekte (z.B. mittels Risikofilter)

© Fraunhofer
Kriterien für eine erfolgreiche FMEA Teamtaktung erhöht Akzeptanz

© Fraunhofer
Kriterien für eine erfolgreiche Prozess-FMEA Kreative Arbeit in moderierten interdisziplinären Teams
Moderation durch - interner Methodenexperte - externer Methodenexperte
Stammteam (Prozess-FMEA) - Entwicklung / Konstruktion - Fertigungsplanung / Fertigung - Kundendienst / Service - Qualitätssicherung - weitere Experten (ggf. nur zeitweise)
Wissensvermittlung aus früheren Projekten (z.B. Projektleitung, Service)
Visualisierung und Dokumentation mit PC, FMEA-Software und Beamer
Raumausstattung (Flip-Chart, Getränke)
Teamgröße sollte 8 Personen nicht übersteigen!
FMEA-Team:
liefert Fachkenntnisse
besitzt Kenntnisse über das Untersuchungsobjekt
Einbindung von Werkern bei Prozess-FMEAs
Moderator:
stellt Methodenkenntnis
fragt zielorientiert
strukturiert Wissen
dokumentiert Ergebnisse
© Fraunhofer
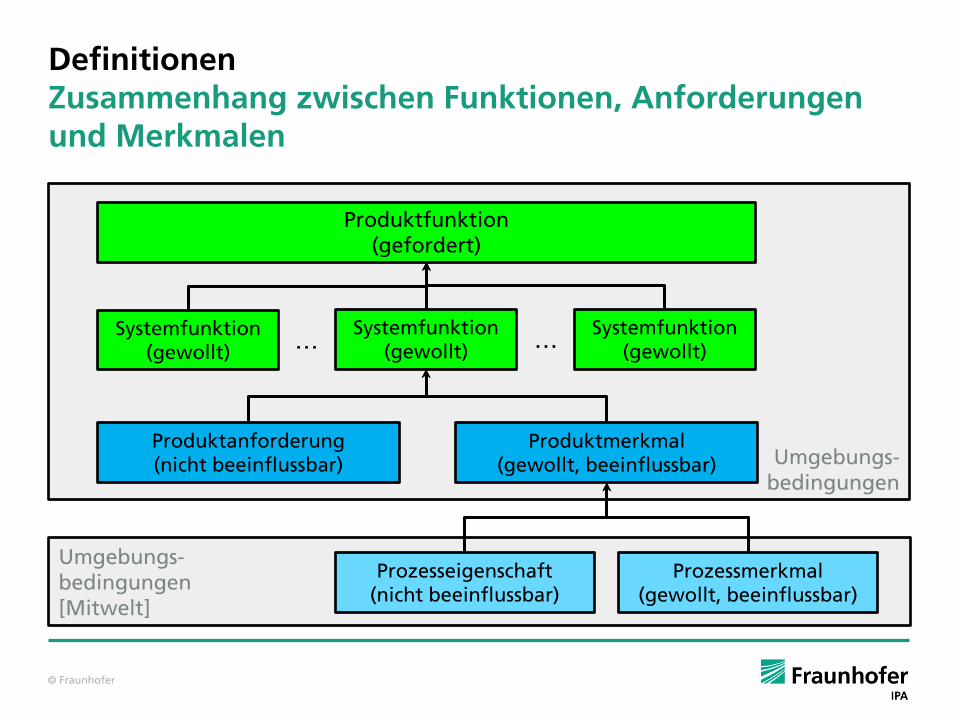
Umgebungs- bedingungen [Mitwelt]
Umgebungs- bedingungen
Definitionen Zusammenhang zwischen Funktionen, Anforderungen und Merkmalen
Systemfunktion (gewollt)
Produktanforderung (nicht beeinflussbar)
Produktmerkmal (gewollt, beeinflussbar)
Prozesseigenschaft (nicht beeinflussbar)
Prozessmerkmal (gewollt, beeinflussbar)
Produktfunktion (gefordert)
… Systemfunktion (gewollt) …
Systemfunktion (gewollt)

© Fraunhofer
Beispielsystem Magnetventil Funktionsprinzip
Bildquelle: http://www.magnetventile-shop.de

© Fraunhofer
Produktion Entwicklung
Integration von Entwicklung und Produktion Produktfunktionen werden durch Produktmerkmale realisiert
[Magnetventil] Schaltfunktion
ausführen
[Magnetgestell] Geringe Reibung zwischen Anker und Ankerführ-ung aufweisen
[Bremssystem] Bremsdruck
erzeugen
[Fahrzeug] Bremsverzöger-
ung sicherstellen
[Anker] Außendurch-
messer
[Anker drehen] Außendurch-
messer
[Mensch] Programm
laden
[Drehwerkzeug] Voreinstellungs-daten aufweisen
[Mensch] Werkzeug
rüsten
[Drehwerkzeug] Schneidfähigkeit
aufweisen
[Ankerführung] Innendurch-
messer
[Ankerführung] Innendurch-
messer
Schnittstellen- element
Sicherstellung, dass das
Merkmal richtig ausgelegt ist!
Sicherstellung, dass das
Merkmal richtig hergestellt wird!
Prozess-FMEA Konstruktions-FMEA System-FMEA

© Fraunhofer
Produktion Entwicklung
Integration von Entwicklung und Produktion Produktfunktionen werden durch Produktmerkmale realisiert
[Magnetventil] Schaltfunktion
ausführen
[Magnetgestell] Geringe Reibung zwischen Anker und Ankerführ-ung aufweisen
[Bremssystem] Bremsdruck
erzeugen
[Fahrzeug] Bremsverzöger-
ung sicherstellen
[Anker] Außendurch-
messer
[Anker drehen] Außendurch-
messer
[Mensch] Programm
laden
[Drehwerkzeug] Voreinstellungs-daten aufweisen
[Mensch] Werkzeug
rüsten
[Drehwerkzeug] Schneidfähigkeit
aufweisen
[Ankerführung] Innendurch-
messer
[Ankerführung] Innendurch-
messer
Produktmerkmal „Innendurchmesser“
Produktmerkmal „Außendurchmesser“
Prozess-FMEA Konstruktions-FMEA System-FMEA

© Fraunhofer
Produktion Entwicklung
Integration von Entwicklung und Produktion Fehlerhafte Produktmerkmale führen zu Fehlfunktionen am Produkt
[Magnetventil] Magnetventil
klemmt
[Magnetgestell] Reibung zwischen
Anker und Ankerführung
zu groß
[Bremssystem] Kein Bremsdruck
[Fahrzeug] Keine Brems-verzögerung
[Anker] Außendurch-
messer zu groß (toleriert)
[Anker drehen] Außendurch-
messer zu groß (hergestellt)
[Mensch] Falsches
Programm geladen
[Drehwerkzeug] Falsche
Voreinstellungs-daten
[Mensch] Falsches
Werkzeug gerüstet
[Drehwerkzeug] Werkzeug
verschlissen
[Ankerführung] Innendurch-
messer zu klein (toleriert)
[Ankerführung] Innendurch-
messer zu klein (hergestellt)
Prüfmerkmal „Innendurchmesser“
Prüfmerkmal „Außendurchmesser“
Sicherstellung, dass die „Ursache-Wirkungs-Kette“
fehlerhafter relevanter Merkmale unterbrochen wird !
=
Prozess-FMEA Konstruktions-FMEA System-FMEA
© Fraunhofer
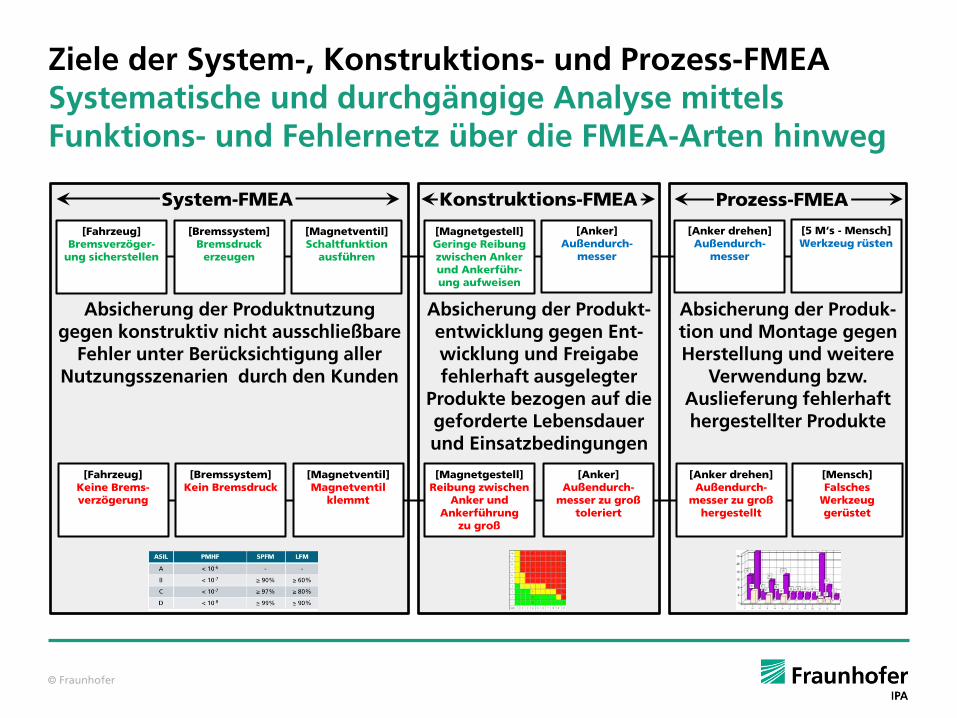
Absicherung der Produktnutzung gegen konstruktiv nicht ausschließbare
Fehler unter Berücksichtigung aller Nutzungsszenarien durch den Kunden
Absicherung der Produkt-entwicklung gegen Ent-wicklung und Freigabe fehlerhaft ausgelegter
Produkte bezogen auf die geforderte Lebensdauer und Einsatzbedingungen
Absicherung der Produk-tion und Montage gegen Herstellung und weitere
Verwendung bzw. Auslieferung fehlerhaft hergestellter Produkte
Prozess-FMEA Konstruktions-FMEA System-FMEA
Ziele der System-, Konstruktions- und Prozess-FMEA Systematische und durchgängige Analyse mittels Funktions- und Fehlernetz über die FMEA-Arten hinweg
[Magnetventil] Schaltfunktion
ausführen
[Magnetgestell] Geringe Reibung zwischen Anker und Ankerführ-ung aufweisen
[Bremssystem] Bremsdruck
erzeugen
[Fahrzeug] Bremsverzöger-
ung sicherstellen
[Anker] Außendurch-
messer
[Anker drehen] Außendurch-
messer
[5 M‘s - Mensch] Werkzeug rüsten
[Magnetventil] Magnetventil
klemmt
[Magnetgestell] Reibung zwischen
Anker und Ankerführung
zu groß
[Bremssystem] Kein Bremsdruck
[Fahrzeug] Keine Brems-verzögerung
[Anker] Außendurch-
messer zu groß toleriert
[Anker drehen] Außendurch-
messer zu groß hergestellt
[Mensch] Falsches
Werkzeug gerüstet

© Fraunhofer
Kriterien für eine erfolgreiche FMEA Beschreibung von Funktionen in der FMEA
Funktionen können nur zwischen zwei oder mehreren Bauteilen bestehen (ein Bauteil alleine weist nur Produktmerkmale auf)
Funktionen sollten immer mit einem Substantiv und einem Verb beschrieben werden
Funktionsbeschreibungen beinhalten immer implizit den Zusatz „über Lebensdauer“ und „unter Umgebungs- und Nutzungs-bedingungen“
Je präziser eine Funktion bzw. Anforderung spezifiziert ist, um so leichter lassen sich die zugehörigen Fehlfunktionen ermitteln
Beispiel: Klemmkraft (von 20 N) [über Lebensdauer unter Umgebungs-bedingungen] aufweisen
© Fraunhofer
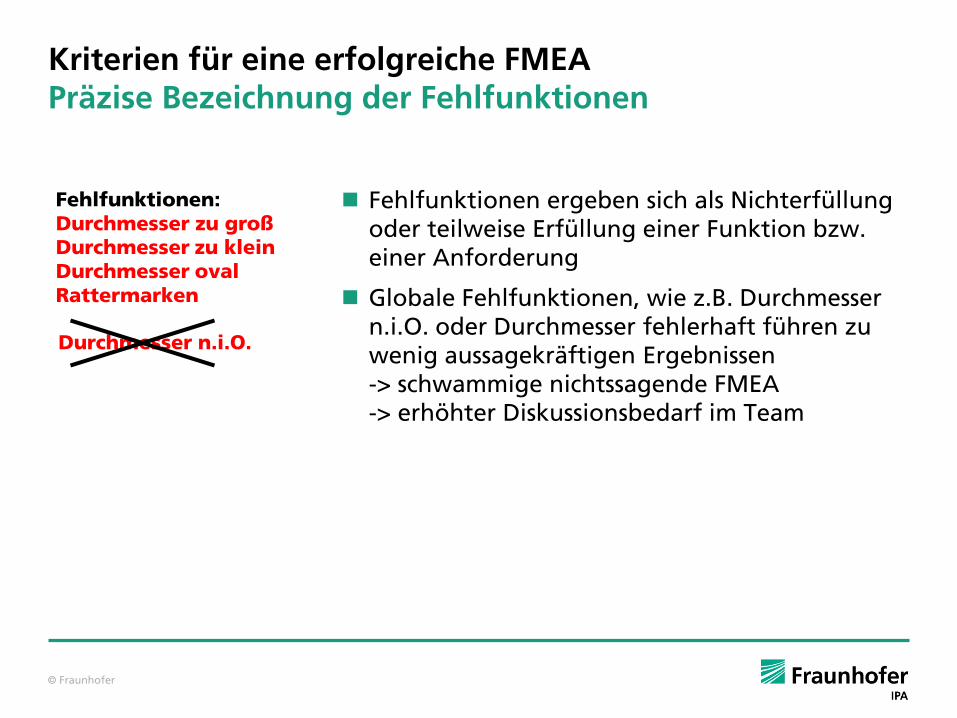
Fehlfunktionen ergeben sich als Nichterfüllung oder teilweise Erfüllung einer Funktion bzw. einer Anforderung
Globale Fehlfunktionen, wie z.B. Durchmesser n.i.O. oder Durchmesser fehlerhaft führen zu wenig aussagekräftigen Ergebnissen -> schwammige nichtssagende FMEA -> erhöhter Diskussionsbedarf im Team
Fehlfunktionen: Durchmesser zu groß Durchmesser zu klein Durchmesser oval Rattermarken
Durchmesser n.i.O.
Kriterien für eine erfolgreiche FMEA Präzise Bezeichnung der Fehlfunktionen

© Fraunhofer
Zeit
Merkmal 120%
100%
Zeit
Merkmal 100%
0%
Zeit
Merkmal 100%
30%
Zeit
Merkmal
100%
50%
Zeit
Merkmal
100%
50%
Zeit
Merkmal
100%
0%
Quelle: in Anlehnung an von Regius (2008)
Kriterien für eine erfolgreiche FMEA Präzise Bezeichnung der Fehlermodi
© Fraunhofer
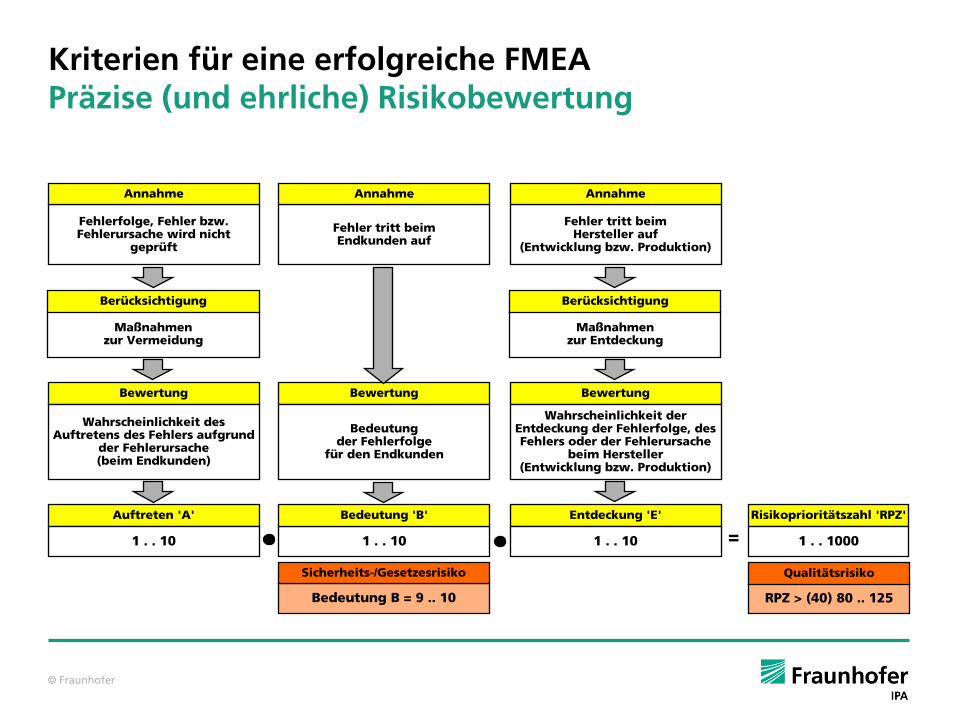
Kriterien für eine erfolgreiche FMEA Präzise (und ehrliche) Risikobewertung
RPZ > (40) 80 .. 125
Qualitätsrisiko
Risikoprioritätszahl 'RPZ'
1 . . 1000 =
Bewertung
Bedeutung der Fehlerfolge
für den Endkunden
1 . . 10
Bedeutung 'B'
Fehler tritt beim Endkunden auf
Annahme
Bewertung
Wahrscheinlichkeit der Entdeckung der Fehlerfolge, des Fehlers oder der Fehlerursache
beim Hersteller (Entwicklung bzw. Produktion)
Entdeckung 'E'
1 . . 10
Fehler tritt beim Hersteller auf
(Entwicklung bzw. Produktion)
Annahme
Maßnahmen zur Entdeckung
Berücksichtigung
Auftreten 'A'
1 . . 10
Bewertung
Wahrscheinlichkeit des Auftretens des Fehlers aufgrund
der Fehlerursache (beim Endkunden)
Fehlerfolge, Fehler bzw. Fehlerursache wird nicht
geprüft
Annahme
Maßnahmen zur Vermeidung
Berücksichtigung
Bedeutung B = 9 .. 10
Sicherheits-/Gesetzesrisiko

© Fraunhofer
Kriterien für eine erfolgreiche FMEA Einbindung des Endkunden bei der Risikobewertung (Beispiel Prozess-FMEA)
Beispiel (Prozess-FMEA):
Eine Bewertung des fehlenden Keils als Ausschuss führt zur “Verharmlosung” des Risikos -> B = 5.
Fehlen des Keils führt dazu, dass der Benutzer beim Crash unter dem Gurt “durchtaucht” -> B = 10.
Bewertung der „Top”-Fehlerfolge immer mit Bezug auf den Endkunden (Annahme, dass die Fehlerfolge beim Endkunden auftritt)
Risikobewertung mit A und E zeigt die Wahr-scheinlichkeit des Auftretens beim Endkunden
Anti-Submarining-Keil im PU-Schaum
© Fraunhofer
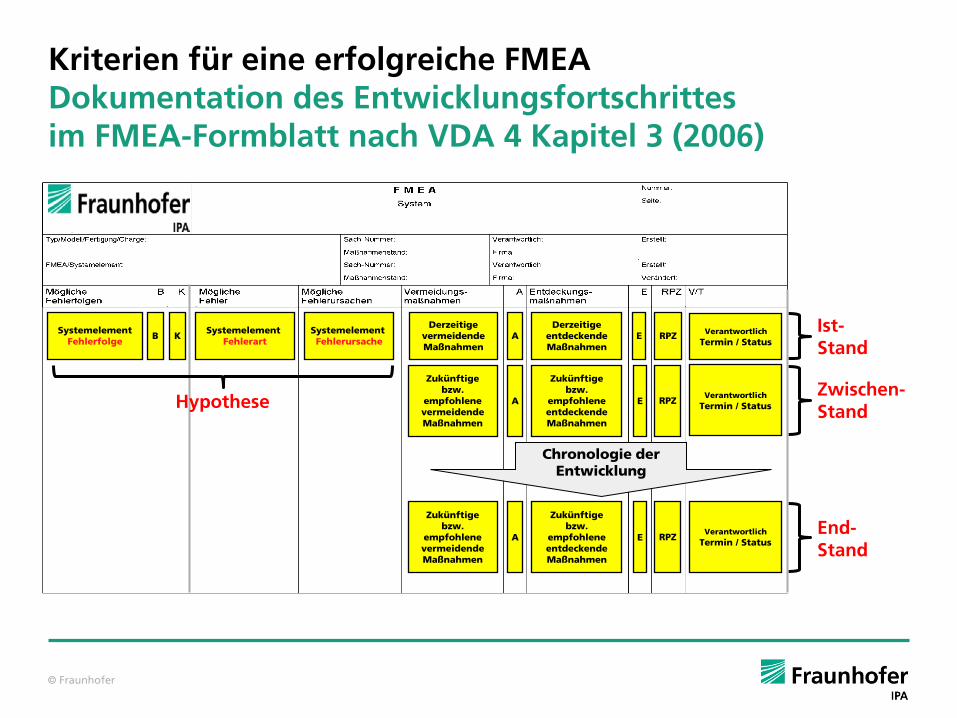
B Systemelement
Fehlerfolge Systemelement Fehlerursache
Systemelement Fehlerart
K E A RPZ
Derzeitige entdeckende Maßnahmen
Derzeitige vermeidende Maßnahmen
Verantwortlich Termin / Status
Zukünftige bzw.
empfohlene entdeckende Maßnahmen
Zukünftige bzw.
empfohlene vermeidende Maßnahmen
E A RPZ Verantwortlich
Termin / Status
Zukünftige bzw.
empfohlene entdeckende Maßnahmen
Zukünftige bzw.
empfohlene vermeidende Maßnahmen
E A RPZ Verantwortlich
Termin / Status
Chronologie der Entwicklung
Kriterien für eine erfolgreiche FMEA Dokumentation des Entwicklungsfortschrittes im FMEA-Formblatt nach VDA 4 Kapitel 3 (2006)
Ist- Stand
Zwischen- Stand
End- Stand
Hypothese
© Fraunhofer
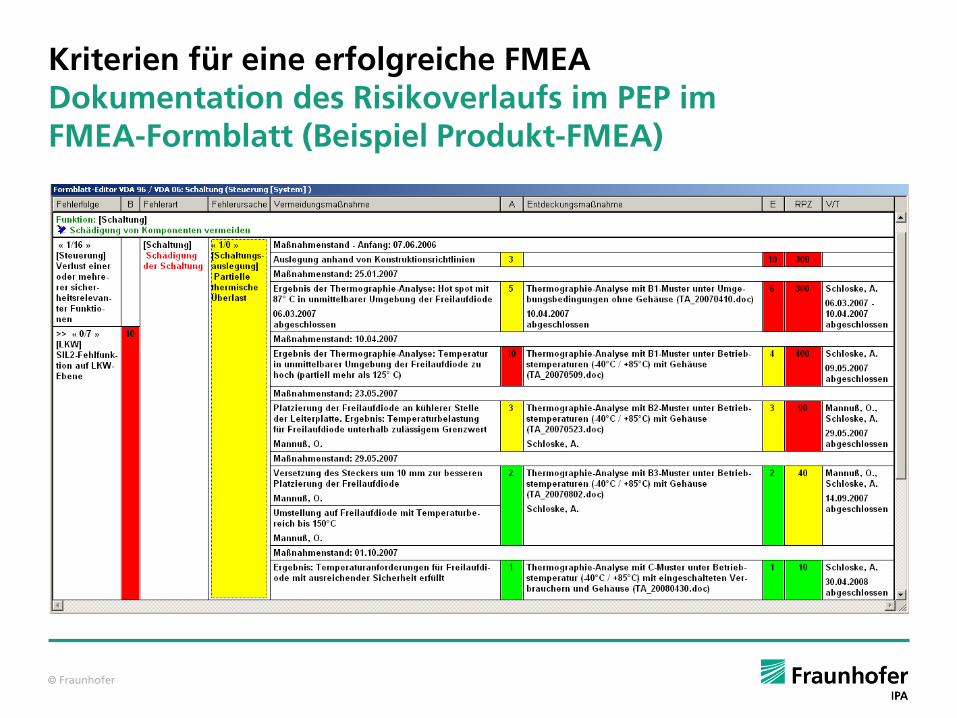
Kriterien für eine erfolgreiche FMEA Dokumentation des Risikoverlaufs im PEP im FMEA-Formblatt (Beispiel Produkt-FMEA)

© Fraunhofer
DENKMODELLE FÜR SYSTEM-UND MECHATRONIK-FMEA

© Fraunhofer
A=1 oder
DC=99%
Zielsetzung der System-FMEA Analyse von Systemzuständen, Fehlfunktionen (s/z), Fehlererkennungen und Fehlerreaktionen im Betrieb
2. Fehler- reaktion
1. Fehlerer- kennung
Häu
fig
keit
A
Schadensausmaß B
Betrieb

© Fraunhofer
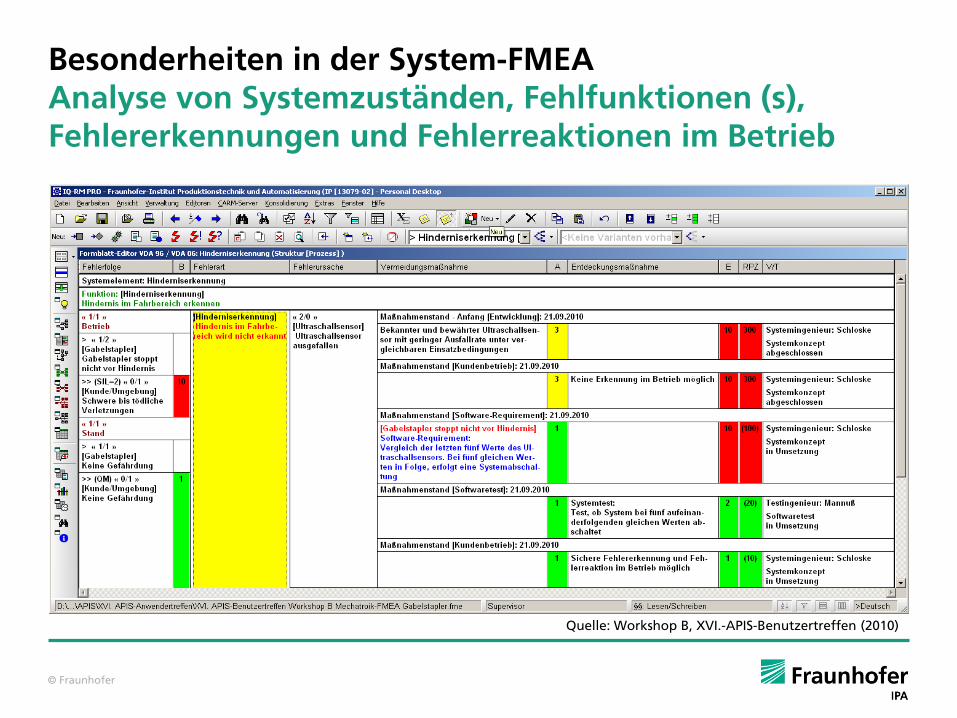
Besonderheiten in der System-FMEA Analyse von Systemzuständen, Fehlfunktionen (s), Fehlererkennungen und Fehlerreaktionen im Betrieb
Quelle: Workshop B, XVI.-APIS-Benutzertreffen (2010)
© Fraunhofer
Besonderheiten in der System-FMEA Analyse von Systemzuständen, Fehlfunktionen (s), Fehlererkennungen und Fehlerreaktionen im Betrieb
Quelle: Workshop B, XVI.-APIS-Benutzertreffen (2010)

© Fraunhofer
Beispiel: Einfacher Fehlerfall „Bit-Kipper im RAM“ Analyse von Systemzuständen, Fehlfunktionen (z), Fehlererkennungen und Fehlerreaktionen im Betrieb
Erkennung im Betrieb
Reaktion im Betrieb
Erkennung / Reaktion im Betrieb
(DC = High = 99%)
1% = 0,0161 FIT
99% = 1,5939 FIT
© Fraunhofer
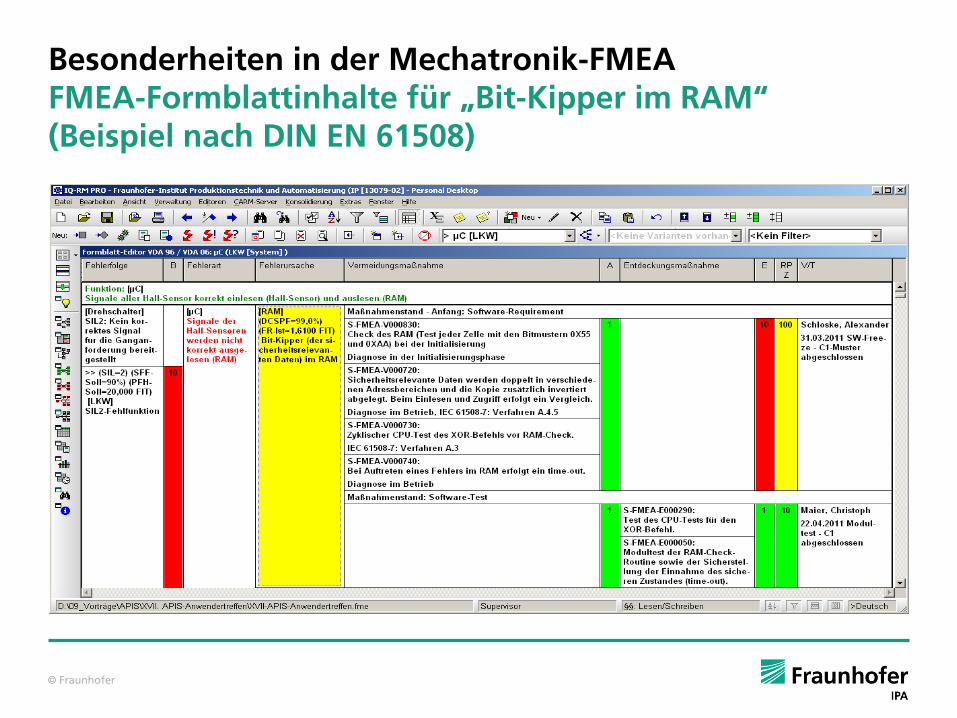
Besonderheiten in der Mechatronik-FMEA FMEA-Formblattinhalte für „Bit-Kipper im RAM“ (Beispiel nach DIN EN 61508)

© Fraunhofer
DENKMODELLE FÜR DIE KONSTRUKTIONS-FMEA
© Fraunhofer
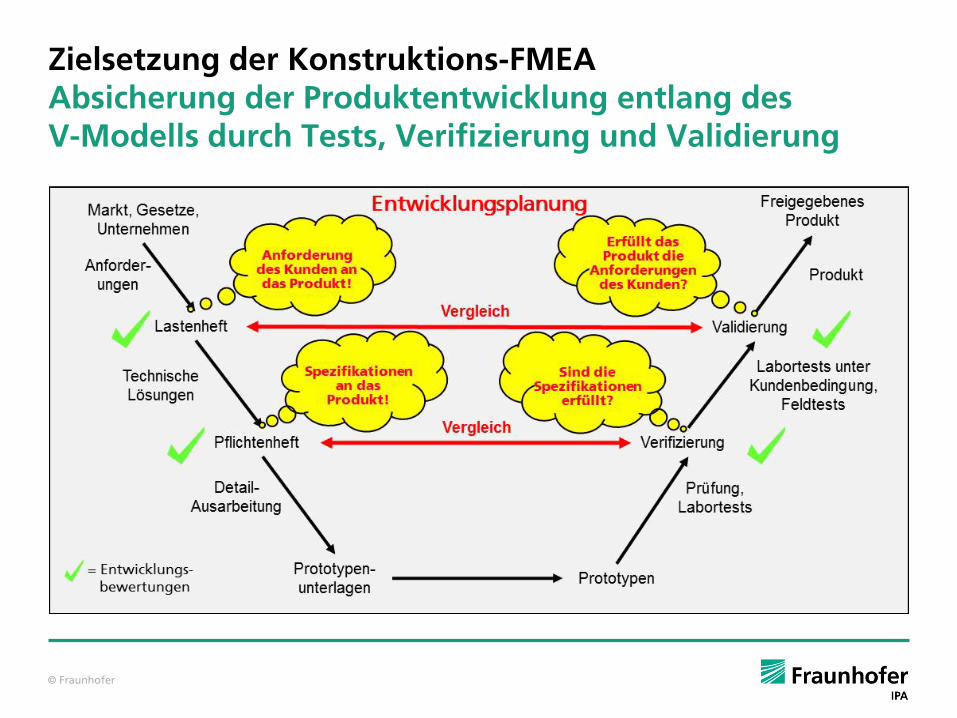
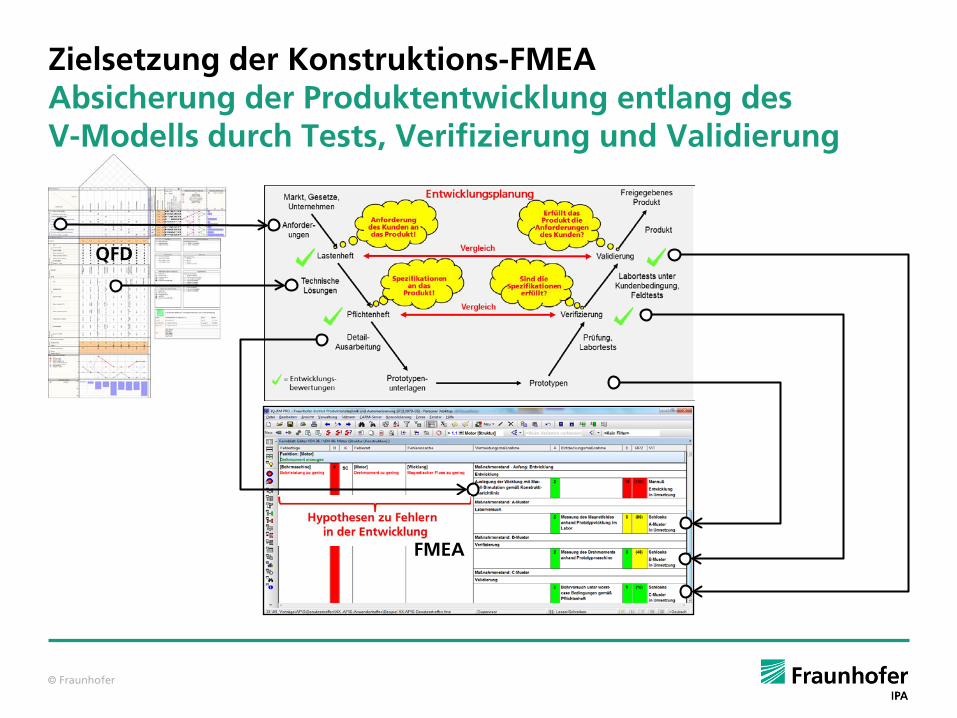
Zielsetzung der Konstruktions-FMEA Absicherung der Produktentwicklung entlang des V-Modells durch Tests, Verifizierung und Validierung
© Fraunhofer
Zielsetzung der Konstruktions-FMEA Absicherung der Produktentwicklung entlang des V-Modells durch Tests, Verifizierung und Validierung
FMEA
QFD
© Fraunhofer
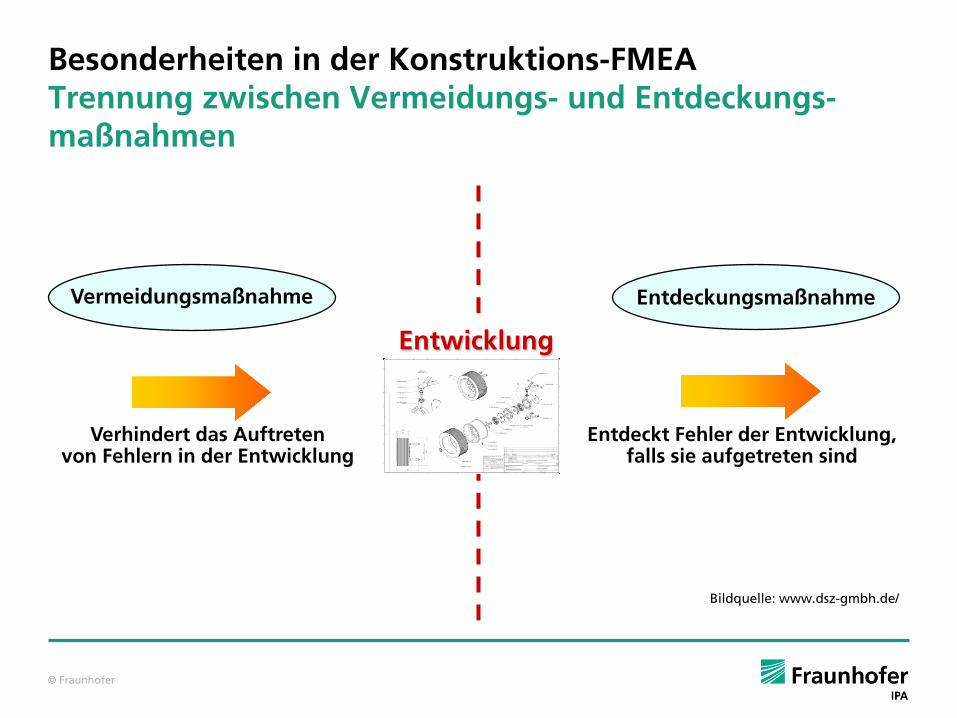
Vermeidungsmaßnahme Entdeckungsmaßnahme
Bildquelle: www.dsz-gmbh.de/
Besonderheiten in der Konstruktions-FMEA Trennung zwischen Vermeidungs- und Entdeckungs-maßnahmen
Verhindert das Auftreten von Fehlern in der Entwicklung
Entdeckt Fehler der Entwicklung, falls sie aufgetreten sind
Entwicklung

© Fraunhofer
Besonderheiten in der Konstruktions-FMEA Prüfmaßnahmen in der Produkt-/Konstruktions-FMEA
© Fraunhofer
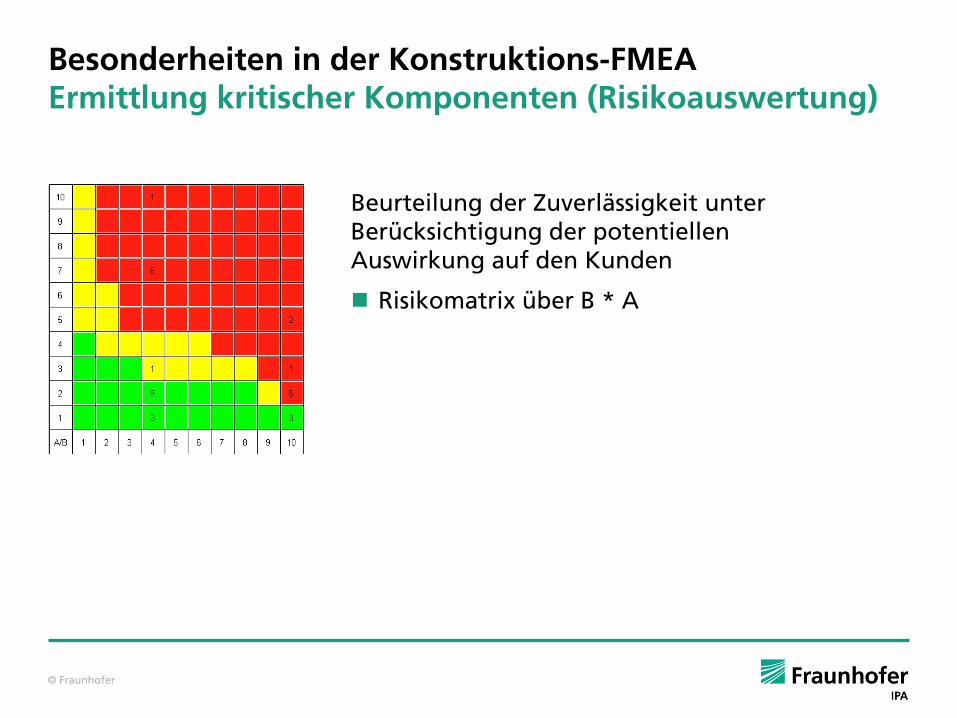
Besonderheiten in der Konstruktions-FMEA Ermittlung kritischer Komponenten (Risikoauswertung)
Beurteilung der Zuverlässigkeit unter Berücksichtigung der potentiellen Auswirkung auf den Kunden
Risikomatrix über B * A
© Fraunhofer
DENKMODELLE FÜR DIE PROZESS-FMEA
© Fraunhofer
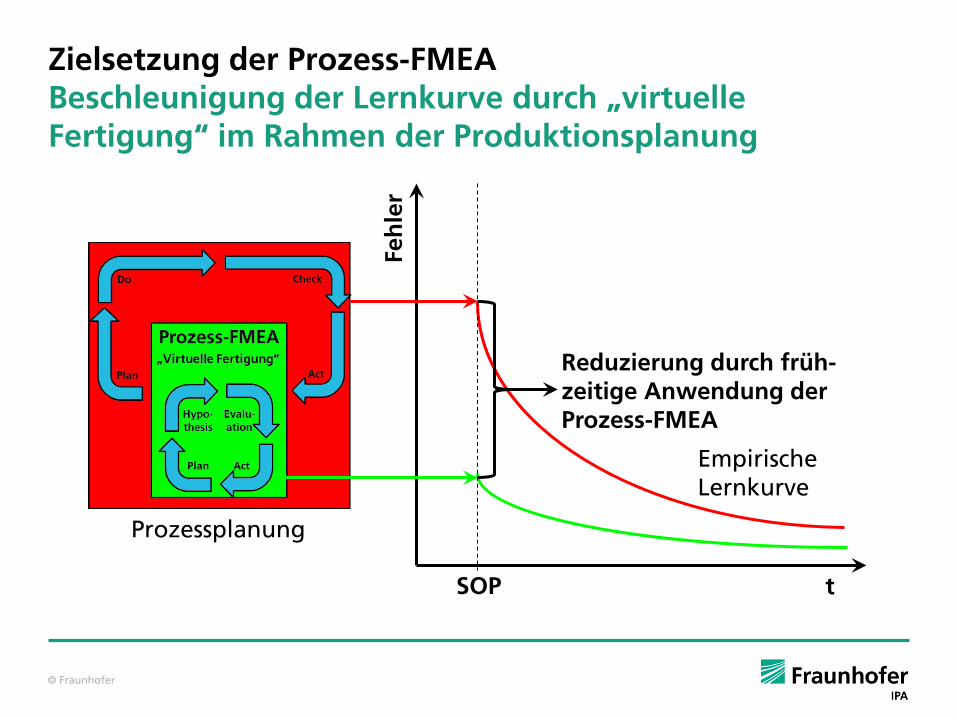
Zielsetzung der Prozess-FMEA Beschleunigung der Lernkurve durch „virtuelle Fertigung“ im Rahmen der Produktionsplanung
SOP t
Empirische Lernkurve
Feh
ler
Reduzierung durch früh-zeitige Anwendung der Prozess-FMEA
Prozessplanung
© Fraunhofer
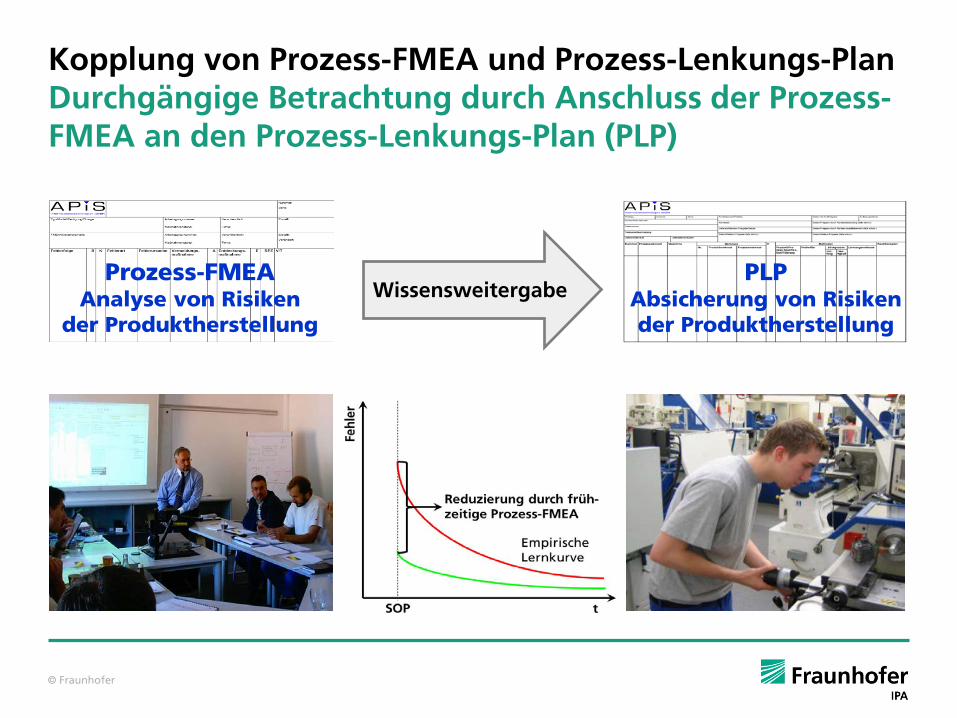
Kopplung von Prozess-FMEA und Prozess-Lenkungs-Plan Durchgängige Betrachtung durch Anschluss der Prozess-FMEA an den Prozess-Lenkungs-Plan (PLP)
Wissensweitergabe Prozess-FMEA
Analyse von Risiken der Produktherstellung
PLP Absicherung von Risiken der Produktherstellung
© Fraunhofer
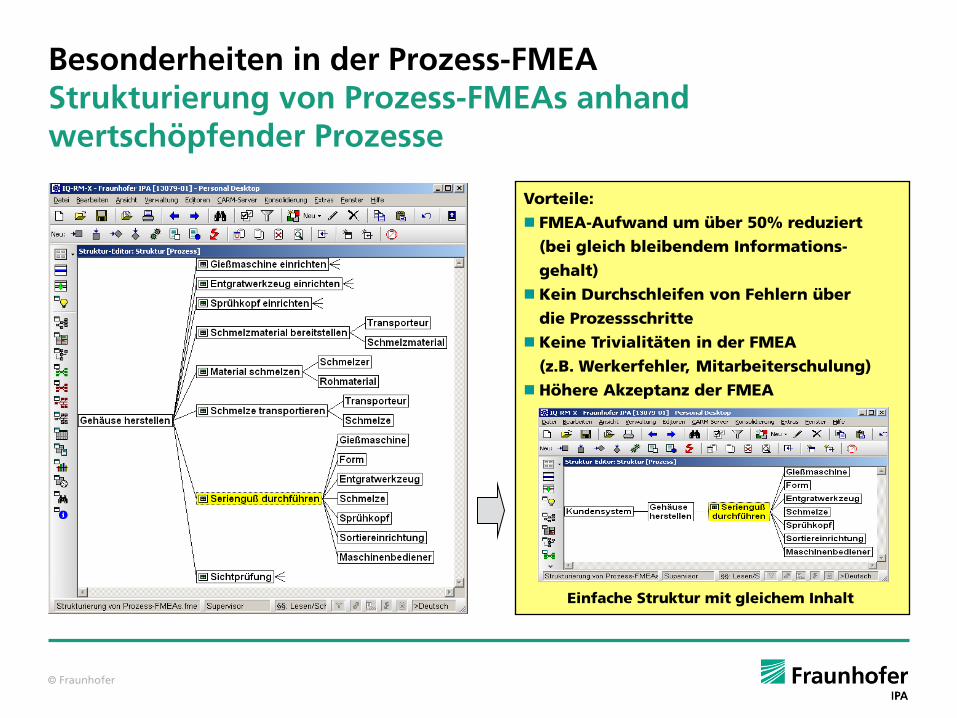
Besonderheiten in der Prozess-FMEA Strukturierung von Prozess-FMEAs anhand wertschöpfender Prozesse
Vorteile:
FMEA-Aufwand um über 50% reduziert
(bei gleich bleibendem Informations-
gehalt)
Kein Durchschleifen von Fehlern über
die Prozessschritte
Keine Trivialitäten in der FMEA
(z.B. Werkerfehler, Mitarbeiterschulung)
Höhere Akzeptanz der FMEA
Einfache Struktur mit gleichem Inhalt

© Fraunhofer
Besonderheiten in der Prozess-FMEA Strukturierung
Tätigkeiten zur Durchführung
Anforderungen / Eigenschaften an beteiligte Prozesselemente
Primäre Funktion des Prozess- schrittes („Wertschöpfung“ )
Primäre Funktion des Prüf- schrittes („Prüfen“)
Welchen Fehler sehe ich an der Komponente nach dem Prozess- bzw. Montageschritt
Interne Folgen Externe Folgen

© Fraunhofer
Kopplung von Prozess-FMEA und Prozess-Lenkungs-Plan Inhalte Prozess-FMEA

© Fraunhofer
Kopplung von Prozess-FMEA und Prozess-Lenkungs-Plan Inhalte Prozess-Lenkungs-Plan (PLP)
© Fraunhofer
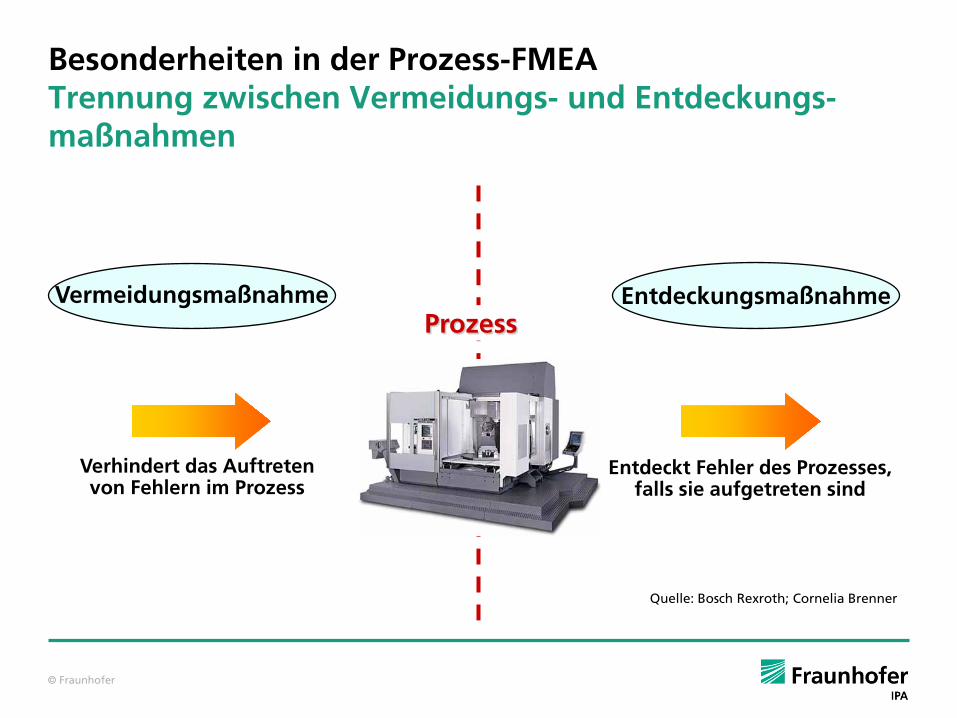
Prozess
Verhindert das Auftreten von Fehlern im Prozess
Entdeckt Fehler des Prozesses, falls sie aufgetreten sind
Vermeidungsmaßnahme Entdeckungsmaßnahme
Quelle: Bosch Rexroth; Cornelia Brenner
Besonderheiten in der Prozess-FMEA Trennung zwischen Vermeidungs- und Entdeckungs-maßnahmen
© Fraunhofer
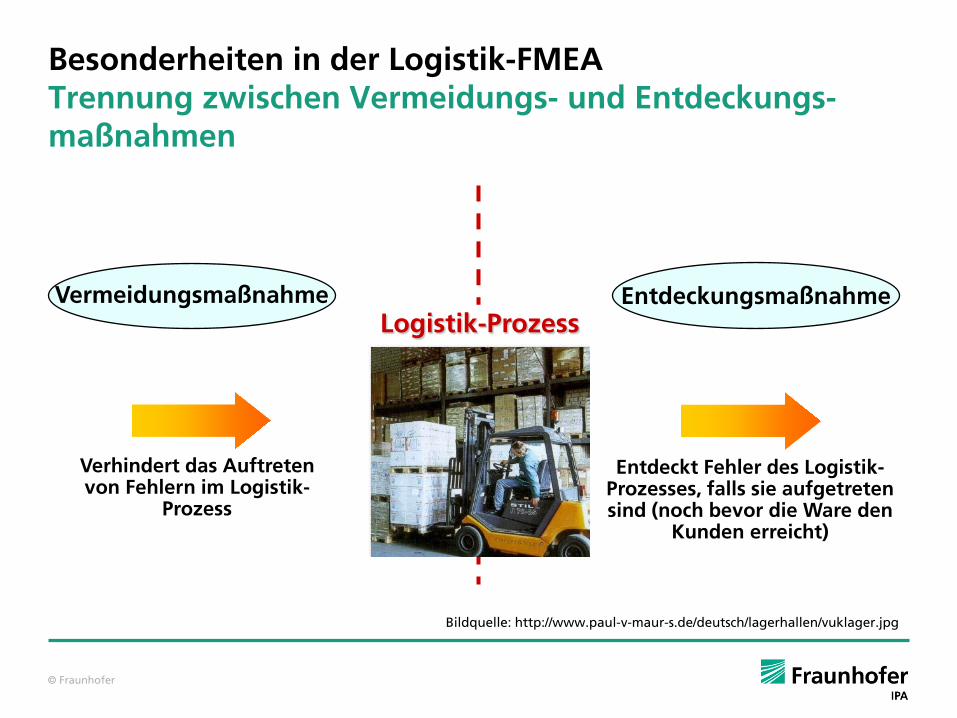
Logistik-Prozess
Verhindert das Auftreten von Fehlern im Logistik-
Prozess
Entdeckt Fehler des Logistik-Prozesses, falls sie aufgetreten sind (noch bevor die Ware den
Kunden erreicht)
Bildquelle: http://www.paul-v-maur-s.de/deutsch/lagerhallen/vuklager.jpg
Besonderheiten in der Logistik-FMEA Trennung zwischen Vermeidungs- und Entdeckungs-maßnahmen
Vermeidungsmaßnahme Entdeckungsmaßnahme
© Fraunhofer
Prüfstrategien in der Produktion Systematische und zufällige Fehler
Systematische Fehler:
Treten an allen Produkten ab einem bestimmten unerwünschten Ereignis gleichermaßen auf
Haben meist technische Ursachen (z.B. Bruch, Verschleiß) oder sind durch fehlerhaftes Rüsten (z.B. falsches Werkzeug) bedingt
Beispiel: Fehlende Bohrung aufgrund von Bohrerbruch
Zufällige Fehler:
Treten nur an einigen Produkten ohne Systematik auf
Haben meist menschliche Ursachen (Arbeitsgang falsch ausgeführt)
Treten meist bei manuellen Arbeitsgängen auf
Beispiel: O-Ring nicht gefügt

© Fraunhofer
Bewertung der Entdeckungswahrscheinlichkeit Systematische und zufällige Fehler in der Produktion
Fehlerursache systematisch zufällig
Prüfart Erst- und/oder Letztstückprüfung Stichprobenprüfung 100%-Prüfung
Prüfgüte / Prüfprozess fähig / nicht fähig
Reaktionsmöglichkeiten Rücksortierung Sperrung
Die Entdeckungswahrschein-lichkeit beschreibt die Wahr-scheinlichkeit der Entdeck-ung der Fehlerursache, der Fehlerart oder der Fehler-folge innerhalb des Verant-wortungsbereiches des pro-duzierenden Unternehmens noch bevor dadurch Schäden verursacht werden können. Dabei reicht es nicht aus, den Fehler nur zu entdecken, vielmehr müssen auch die entsprechenden Reaktions-maßnahmen erfolgen (können).
© Fraunhofer
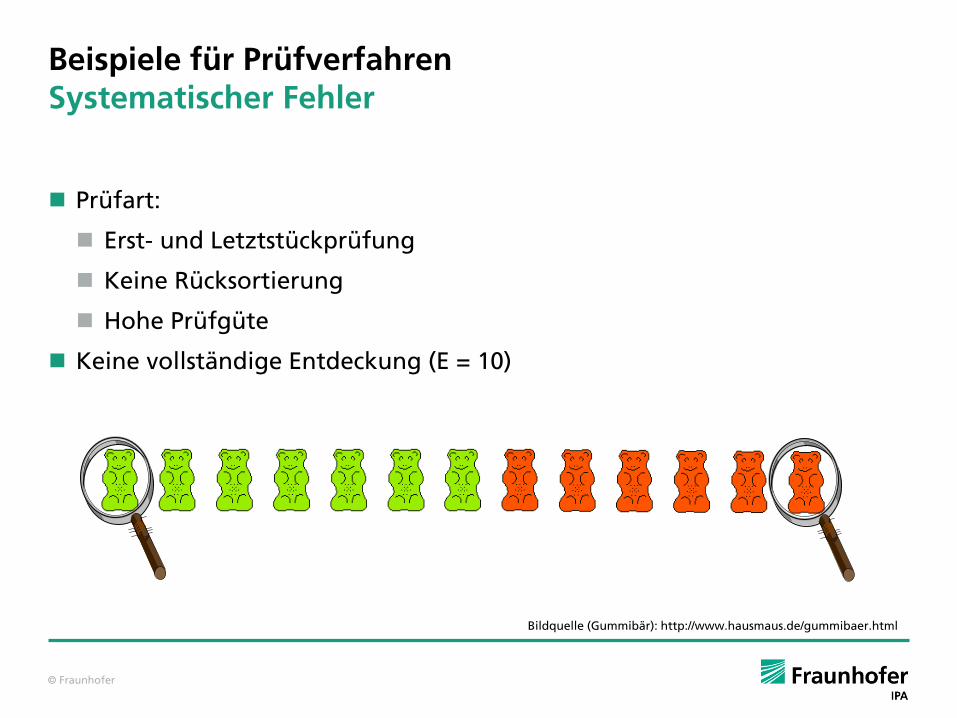
Beispiele für Prüfverfahren Systematischer Fehler
Prüfart:
Erst- und Letztstückprüfung
Keine Rücksortierung
Hohe Prüfgüte
Keine vollständige Entdeckung (E = 10)
Bildquelle (Gummibär): http://www.hausmaus.de/gummibaer.html
© Fraunhofer
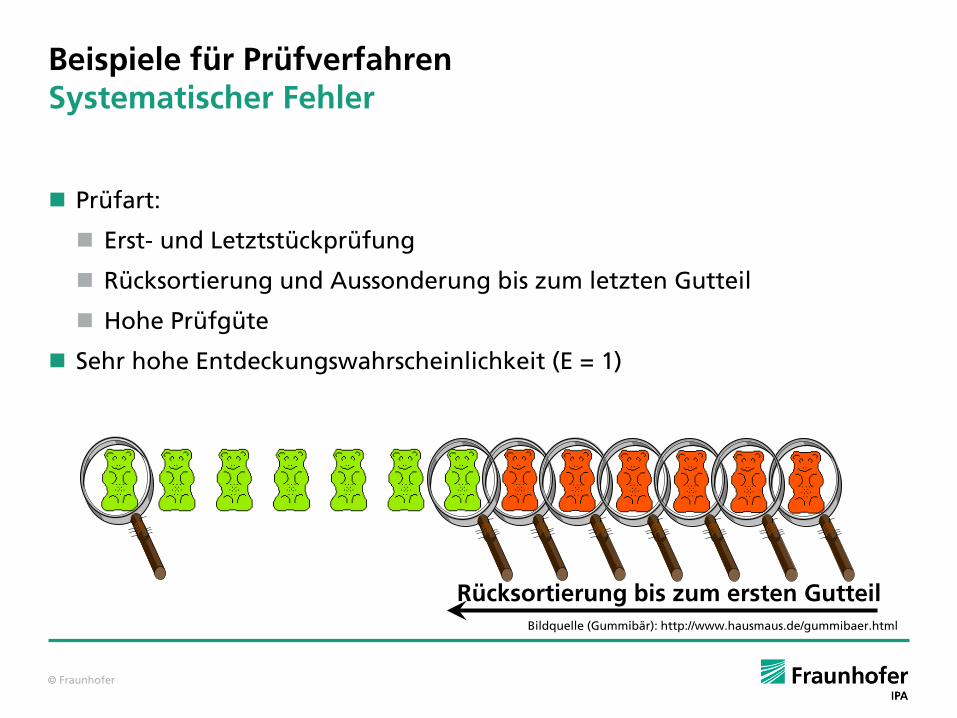
Beispiele für Prüfverfahren Systematischer Fehler
Prüfart:
Erst- und Letztstückprüfung
Rücksortierung und Aussonderung bis zum letzten Gutteil
Hohe Prüfgüte
Sehr hohe Entdeckungswahrscheinlichkeit (E = 1)
Bildquelle (Gummibär): http://www.hausmaus.de/gummibaer.html
Rücksortierung bis zum ersten Gutteil

© Fraunhofer
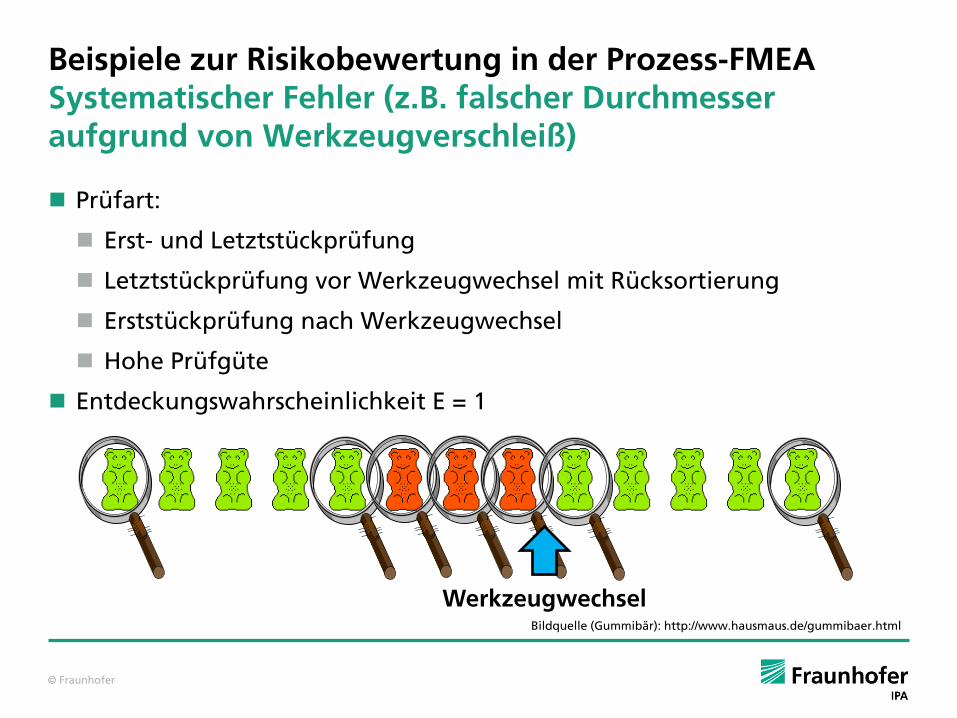
Beispiele zur Risikobewertung in der Prozess-FMEA Systematischer Fehler (z.B. falscher Durchmesser aufgrund von Werkzeugverschleiß) Prüfart:
Erst- und Letztstückprüfung
Erststückprüfung nach Werkzeugwechsel
Hohe Prüfgüte
Entdeckungswahrscheinlichkeit E = 10
Werkzeugwechsel Bildquelle (Gummibär): http://www.hausmaus.de/gummibaer.html
© Fraunhofer
Prüfart:
Erst- und Letztstückprüfung
Letztstückprüfung vor Werkzeugwechsel mit Rücksortierung
Erststückprüfung nach Werkzeugwechsel
Hohe Prüfgüte
Entdeckungswahrscheinlichkeit E = 1
Beispiele zur Risikobewertung in der Prozess-FMEA Systematischer Fehler (z.B. falscher Durchmesser aufgrund von Werkzeugverschleiß)
Bildquelle (Gummibär): http://www.hausmaus.de/gummibaer.html
Werkzeugwechsel

© Fraunhofer
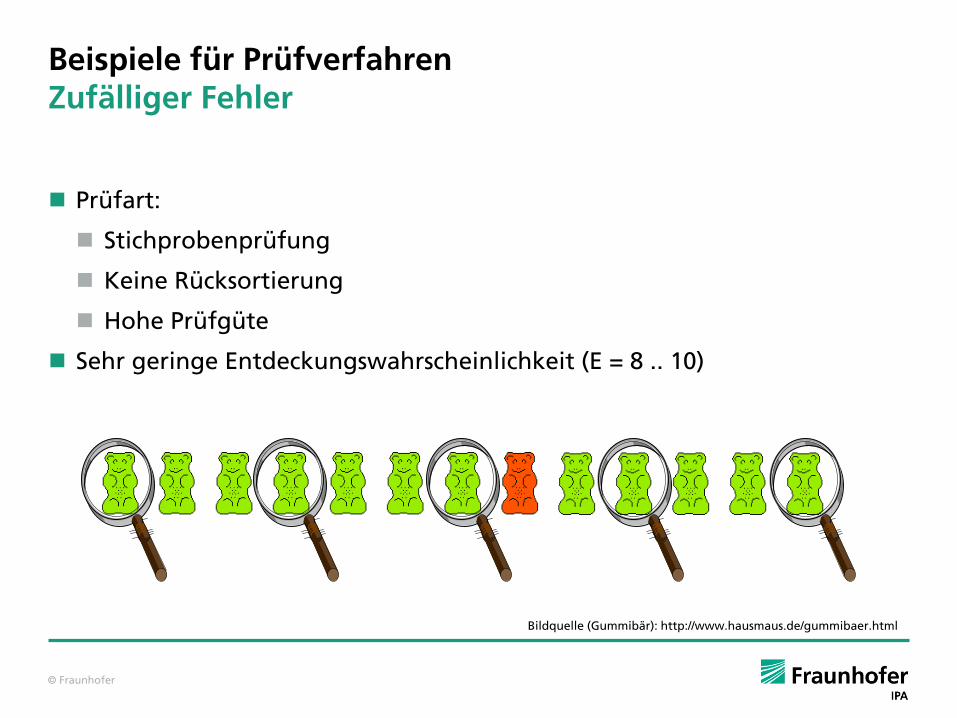
Beispiele für Prüfverfahren Zufälliger Fehler
Prüfart:
Erst- und Letztstückprüfung
Keine Rücksortierung
Hohe Prüfgüte
Keine Entdeckungswahrscheinlichkeit (E = 10)
Bildquelle (Gummibär): http://www.hausmaus.de/gummibaer.html
© Fraunhofer
Beispiele für Prüfverfahren Zufälliger Fehler
Prüfart:
Stichprobenprüfung
Keine Rücksortierung
Hohe Prüfgüte
Sehr geringe Entdeckungswahrscheinlichkeit (E = 8 .. 10)
Bildquelle (Gummibär): http://www.hausmaus.de/gummibaer.html
© Fraunhofer
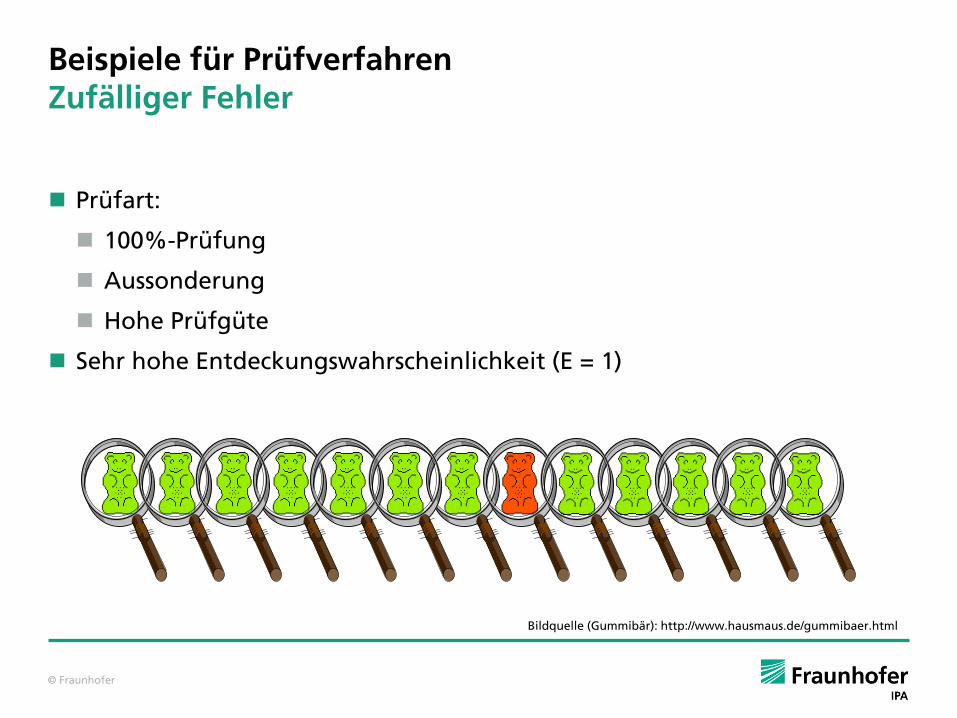
Beispiele für Prüfverfahren Zufälliger Fehler
Prüfart:
100%-Prüfung
Aussonderung
Hohe Prüfgüte
Sehr hohe Entdeckungswahrscheinlichkeit (E = 1)
Bildquelle (Gummibär): http://www.hausmaus.de/gummibaer.html

© Fraunhofer
Bewertung von Sichtprüfungen Korrekte Bewertung von Sichtprüfungen - Fehlfunktion „fehlerhaft lackierter Kotflügel montiert“ im Kontext
Zufälliger Fehler (wenige Fahrzeug)
Leicht erkennbares Fehlermerkmal
100%-Sichtprüfung
Zufälliger Fehler (wenige Fahrzeug)
Schwer erkennbares Fehlermerkmal
100%-Sichtprüfung
Sehr gute Entdeckung (E = 3) Schlechte Entdeckung (E = 9)
Bildquelle: http://www.autobild.de/ir_img/62639396_8527efaf71.jpg Bildquelle: http://www.mercedes-benz.de/

© Fraunhofer
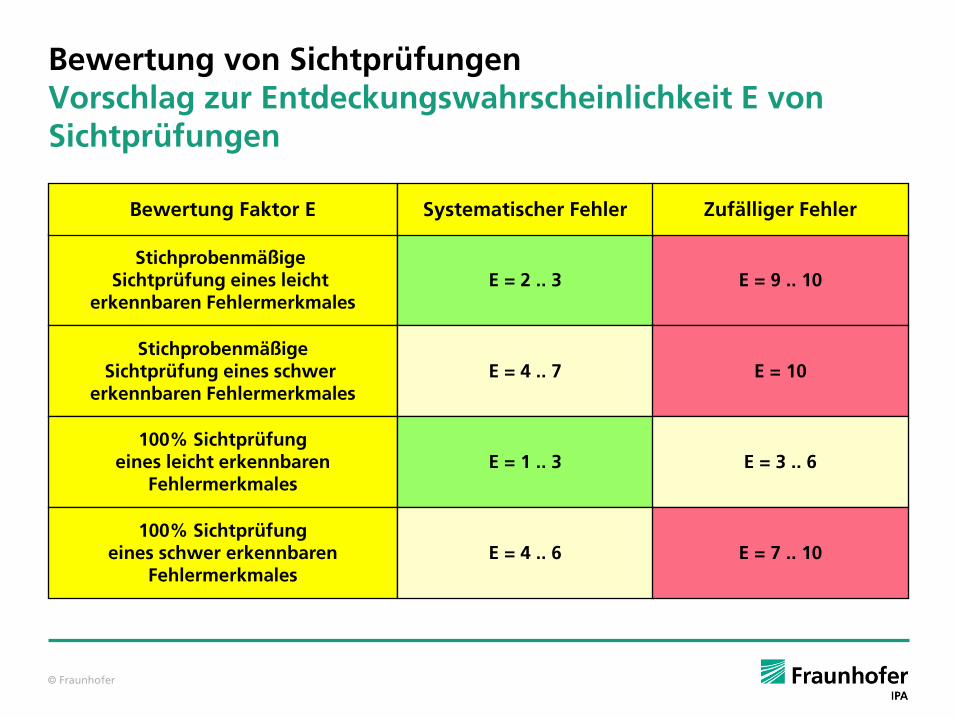
Bewertung von Sichtprüfungen Vorschlag zur Entdeckungswahrscheinlichkeit E von Sichtprüfungen
Stichprobenmäßige Sichtprüfung eines leicht
erkennbaren Fehlermerkmales E = 2 .. 3 E = 9 .. 10
Stichprobenmäßige Sichtprüfung eines schwer
erkennbaren Fehlermerkmales E = 4 .. 7 E = 10
Bewertung Faktor E Systematischer Fehler Zufälliger Fehler
100% Sichtprüfung eines leicht erkennbaren
Fehlermerkmales E = 1 .. 3 E = 3 .. 6
100% Sichtprüfung eines schwer erkennbaren
Fehlermerkmales E = 4 .. 6 E = 7 .. 10
Fehlende Bohrung aufgrund von Bohrerbruch
Manueller Stanzarbeits- gang nicht ausgeführt
Zuwenig Vergussmasse an der Anlage eingestellt
Verunreinigungen (z.B. Zigarettenreste)
in einer Sprudelflasche
Falsch lackiertes Bauteil verbaut
Fehlender Öldeckel auf Motor
Falsche Beize zur Lackierung von
Holzzierteilen verwendet
Poren auf der Oberfläche einer Chromzierleiste
© Fraunhofer
Bewertung von Sichtprüfungen Vorschlag zur Entdeckungswahrscheinlichkeit E von Sichtprüfungen
Stichprobenmäßige Sichtprüfung eines leicht
erkennbaren Fehlermerkmales E = 2 .. 3 E = 9 .. 10
Stichprobenmäßige Sichtprüfung eines schwer
erkennbaren Fehlermerkmales E = 4 .. 7 E = 10
Bewertung Faktor E Systematischer Fehler Zufälliger Fehler
100% Sichtprüfung eines leicht erkennbaren
Fehlermerkmales E = 1 .. 3 E = 3 .. 6
100% Sichtprüfung eines schwer erkennbaren
Fehlermerkmales E = 4 .. 6 E = 7 .. 10
© Fraunhofer
Prüfstrategien in der Produktion Zusammenfassende Darstellung der geeignetsten Entdeckungsmaßnahmen in der Prozess-FMEA
Erststückprüfung zur Prozessfreigabe und nach Prozessveränderungen (z.B. Rüsten, Schichtbeginn, Chargenwechsel, Bandstillstand, …)
Nachweis (Dokumentation) der Prozessfähigkeit und Prozessbeherrschung
Analyse der Prozessfähigkeit (z.B. cp ≥ 1,66 .. 2,0 und cpk ≥ 1,33 .. 1,66 )
Beurteilung der Prozessbeherrschung (z.B. 2 Tages-Produktion)
Statistische Prozessregelung (SPC) mit Qualitätsregelkarten
oder
Nachweis (dokumentierte) Prüfung
systematischer Fehler -> Stichprobe (z.B. Erst- und Letztstückprüfung mit 100%-Rücksortierung bei Fehlern)
zufälliger Fehler -> 100%-Prüfung (Komponenten oder Baugruppen)
© Fraunhofer
Denkmodell zur Prüfplanung Denkmodell zur Prüfplanung für eine „Null-Fehler-Pro-duktion“ unter Berücksichtigung des Fehlergeschehens
Verbindung der Produkt-FMEA und der Prozess-FMEA über die Produktmerkmale zur Sicherstellung einer durchgängigen Bewertung bzw. Berücksichtigung „Besonderer Merkmale“
Definition von Prüfstrategien in Abhängigkeit von
der Prozessfähigkeit (fähiger und beherrschter Prozess) oder
dem Fehlerbild (zufälliger oder systematischer Fehler)
der Kunden-Lieferanten-Beziehung
Durchtrennung ( ) der Ursachen-Wirkungskette mittels effektiver Prüfmaßnahmen unter Berücksichtigung wirtschaftlicher Aspekte (Prüfkosten versus Ausschuss-/Nacharbeitskosten)
Dokumentation der Lenkungs- und Reaktionsmethoden im Produktions-Lenkungs-Plan (PLP)
© Fraunhofer
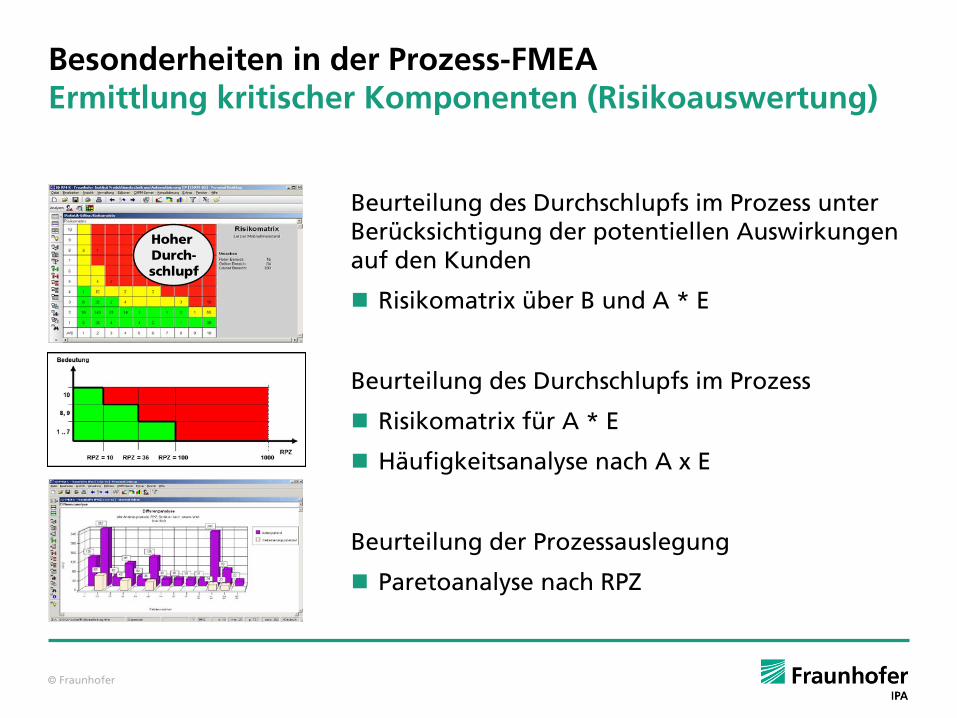
Besonderheiten in der Prozess-FMEA Ermittlung kritischer Komponenten (Risikoauswertung)
Beurteilung des Durchschlupfs im Prozess unter Berücksichtigung der potentiellen Auswirkungen auf den Kunden
Risikomatrix über B und A * E
Beurteilung des Durchschlupfs im Prozess
Risikomatrix für A * E
Häufigkeitsanalyse nach A x E
Beurteilung der Prozessauslegung
Paretoanalyse nach RPZ
Hoher Durch- schlupf
© Fraunhofer
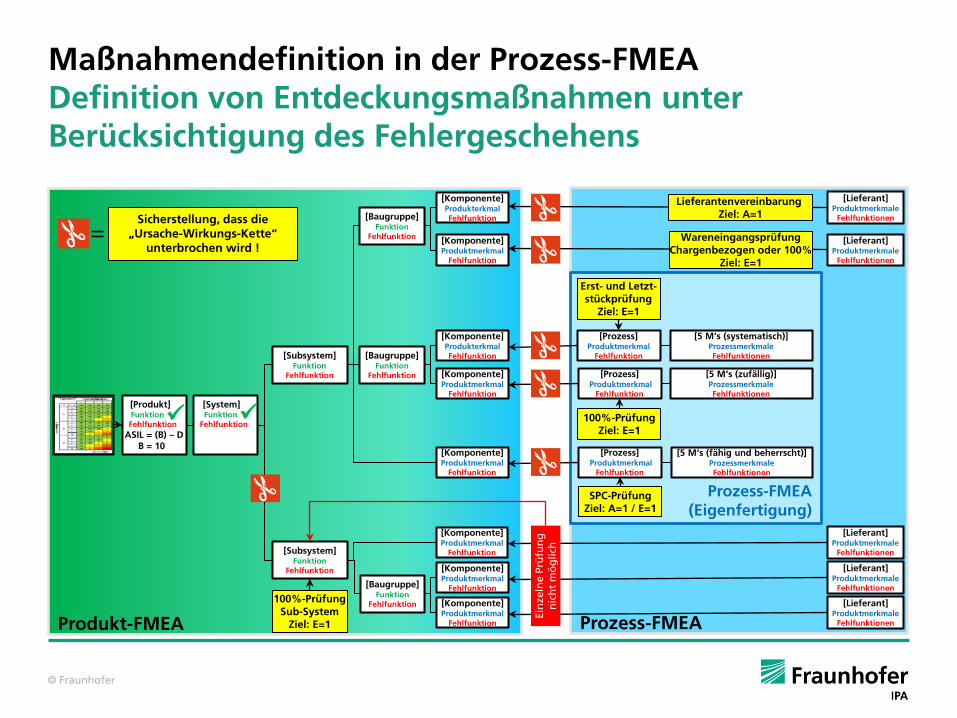
Prozess-FMEA Produkt-FMEA
Maßnahmendefinition in der Prozess-FMEA Definition von Entdeckungsmaßnahmen unter Berücksichtigung des Fehlergeschehens
Sicherstellung, dass die „Ursache-Wirkungs-Kette“
unterbrochen wird ! =
100%-Prüfung Sub-System
Ziel: E=1
[Produkt] Funktion Fehlfunktion ASIL = (B) – D B = 10
[System] Funktion Fehlfunktion
[Subsystem] Funktion
Fehlfunktion
[Subsystem] Funktion
Fehlfunktion
[Baugruppe] Funktion
Fehlfunktion
[Baugruppe] Funktion
Fehlfunktion
[Baugruppe] Funktion
Fehlfunktion
[Komponente] Produktmerkmal
Fehlfunktion
[Komponente] Produktmerkmal
Fehlfunktion
[Komponente] Produktmerkmal
Fehlfunktion
[Komponente] Produktmerkmal
Fehlfunktion
[Komponente] Produkterkmal Fehlfunktion
[Komponente] Produktmerkmal
Fehlfunktion
[Komponente] Produkterkmal Fehlfunktion
[Komponente] Produktmerkmal
Fehlfunktion
[Lieferant] Produktmerkmale
Fehlfunktionen
[Lieferant] Produktmerkmale
Fehlfunktionen
[Lieferant] Produktmerkmale
Fehlfunktionen
[Lieferant] Produktmerkmale
Fehlfunktionen
[Lieferant] Produktmerkmale
Fehlfunktionen
Wareneingangsprüfung Chargenbezogen oder 100%
Ziel: E=1
Lieferantenvereinbarung Ziel: A=1
Ein
zeln
e Pr
üfu
ng
n
ich
t m
ög
lich
Prozess-FMEA (Eigenfertigung)
SPC-Prüfung Ziel: A=1 / E=1
100%-Prüfung Ziel: E=1
Erst- und Letzt- stückprüfung
Ziel: E=1
[Prozess] Produktmerkmal
Fehlfunktion
[5 M‘s (zufällig)] Prozessmerkmale Fehlfunktionen
[Prozess] Produktmerkmal
Fehlfunktion
[5 M‘s (systematisch)] Prozessmerkmale Fehlfunktionen
[Prozess] Produktmerkmal
Fehlfunktion
[5 M‘s (fähig und beherrscht)] Prozessmerkmale Fehlfunktionen
© Fraunhofer
AUFWAND UND ZITATE

© Fraunhofer
Aufwand und Zitate Richtwerte zum Aufwand für FMEA-Erstellung und FMEA-Pflege
System-FMEAs:
3-12 Tage (je nach Komplexität)
Produkt-FMEAs:
3-8 Tage (je nach Komplexität)
Prozess-FMEAs:
0,25-0,5 Tage (je Prozessschritt und Komplexität)
Typischer Ablauf eines FMEA-Projektes:
Meetings zur FMEA-Erstellung alle 1-2 Wochen
2-3 Reviews (ca. 0,5 Tage) zur Maßnahmenbewertung
Bildquelle: http://gymnasienac.files.wordpress.com/2009/10/kalender.

© Fraunhofer
„Jetzt verstehe ich endlich mein Produkt.” (Zitat eines Projektleiters am Ende einer FMEA)
„Ich gehe gerne in FMEA-Sitzungen. Da kann ich endlich mal systematisch und in Ruhe über mein Produkt nachdenken .” (Zitat eines Entwicklers)
„Unsere Kunden sehen uns auf Basis der FMEA als kompetenten Gesprächspartner und erteilen uns seither mehr Aufträge“ (Zitat eines FMEA-Moderators)
„Nur mit einem einzigen durch FMEA vermiedenen Fehler, der zu einer Rückrufaktion geführt hätte, wird die FMEA-Anwendung bereits wirtschaftlich.” (Zitat eines Mitarbeiters aus dem Bereich Qualitätsstrategie)
Aufwand und Zitate Zitate zur FMEA
© Fraunhofer
ENTWICKLUNGSTENDENZEN DER FMEA

© Fraunhofer
Methodische Weiterentwicklung
Verstärktes Arbeiten in Strukturen u. Netzen
Abkehr vom Formblatt
Entwicklungstendenzen Methodische Weiterentwicklung und neue Einsatzbereiche der FMEA
© Fraunhofer
Methodische Weiterentwicklung
Verstärktes Arbeiten in Strukturen u. Netzen
Abkehr vom Formblatt
Abkehr von der RPZ („3D-Ampelfaktor“)
Entwicklungstendenzen Methodische Weiterentwicklung und neue Einsatzbereiche der FMEA
B
E
A
Quelle: Werdich (2010)
© Fraunhofer
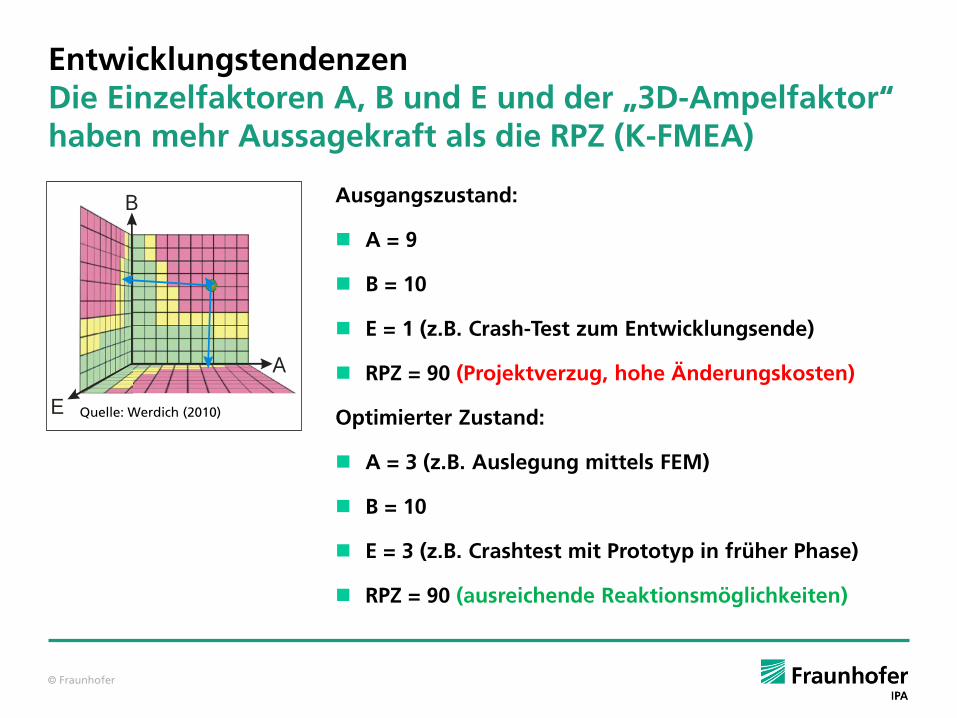
Entwicklungstendenzen Die Einzelfaktoren A, B und E und der „3D-Ampelfaktor“ haben mehr Aussagekraft als die RPZ (K-FMEA)
B
E
A
Quelle: Werdich (2010)
Ausgangszustand:
A = 9
B = 10
E = 1 (z.B. Crash-Test zum Entwicklungsende)
RPZ = 90 (Projektverzug, hohe Änderungskosten)
Optimierter Zustand:
A = 3 (z.B. Auslegung mittels FEM)
B = 10
E = 3 (z.B. Crashtest mit Prototyp in früher Phase)
RPZ = 90 (ausreichende Reaktionsmöglichkeiten)

© Fraunhofer
Entwicklungstendenzen Die Einzelfaktoren A, B und E und der „3D-Ampelfaktor“ haben mehr Aussagekraft als die RPZ (P-FMEA)
Ausgangszustand:
A = 7
B = 8
E = 1 (z.B. 100%-Prüfung auf speziellem Prüfstand)
RPZ = 56 (hohe Fehler- u. Prüfkosten, hoher Ausschuß)
Optimierter Zustand:
A = 1 (z.B. Poka-Yoke)
B = 8
E = 10
RPZ = 80 (sicherer Prozess, geringe Fehlerkosten)
B
E
A
Quelle: Werdich (2010)

© Fraunhofer
Methodische Weiterentwicklung
Verstärktes Arbeiten in Strukturen u. Netzen
Abkehr vom Formblatt
Abkehr von der RPZ („3D-Ampelfaktor“)
Zunehmende monetäre Bewertung
Entwicklungstendenzen Methodische Weiterentwicklung und neue Einsatzbereiche der FMEA
S1 S1
4
PY
7
S2 S2
7
7
PY
Teil 1
Fehler
Teil 1
vergessen
T1
1
Teil 2
vertauscht
Teil 3
verdreht
Teil 3
beschädigt
Teil 4
vertauscht
Teil 5
doppelt montiert
Teil
falsche Montage
Pro
zeß
sch
ritt
3
Pro
zeß
sch
ritt
2
Pro
zeß
sch
ritt
1
Pro
zeß
sch
ritt
4
Prü
fsch
ritt
1 (
Leck
test
)
S3 S3
1
6 1
Pro
zeß
sch
ritt
6
Pro
zeß
sch
ritt
5
T2Pr
üfs
chritt
2 (
Kal
ttes
t)
10
6
(exemplarische Werte)
Nacharbeits- und Ausschuss-
kosten
Gewähr- leistungs und Kulanzkosten
(G&K)
© Fraunhofer
Methodische Weiterentwicklung
Verstärktes Arbeiten in Strukturen u. Netzen
Abkehr vom Formblatt
Abkehr von der RPZ
Zunehmende monetäre Bewertung
Neue Einsatzbereiche
Sicherstellung der „Funktionalen Sicherheit“ nach IEC 61508 und ISO 26262
Entwicklungstendenzen Methodische Weiterentwicklung und neue Einsatzbereiche der FMEA
Opel Meriva 2010 Bildquelle: Opel (2010)
© Fraunhofer
Methodische Weiterentwicklung
Verstärktes Arbeiten in Strukturen u. Netzen
Abkehr vom Formblatt
Abkehr von der RPZ
Zunehmende monetäre Bewertung
Neue Einsatzbereiche
Sicherstellung der „Funktionalen Sicherheit“ nach IEC 61508 und ISO 26262
Ableitung von Produktions-Lenkungs-Plänen bzw. Control-Plänen
Entwicklungstendenzen Methodische Weiterentwicklung und neue Einsatzbereiche der FMEA
Produktions- Lenkungs-Plan
(PLP)
© Fraunhofer
Methodische Weiterentwicklung
Verstärktes Arbeiten in Strukturen u. Netzen
Abkehr vom Formblatt
Abkehr von der RPZ
Zunehmende monetäre Bewertung
Neue Einsatzbereiche
Sicherstellung der „Funktionalen Sicherheit“ nach IEC 61508 und ISO 26262
Ableitung von Produktions-Lenkungs-Plänen bzw. Control-Plänen
Analyse Besonderer Merkmale
Entwicklungstendenzen Methodische Weiterentwicklung und neue Einsatzbereiche der FMEA
© Fraunhofer
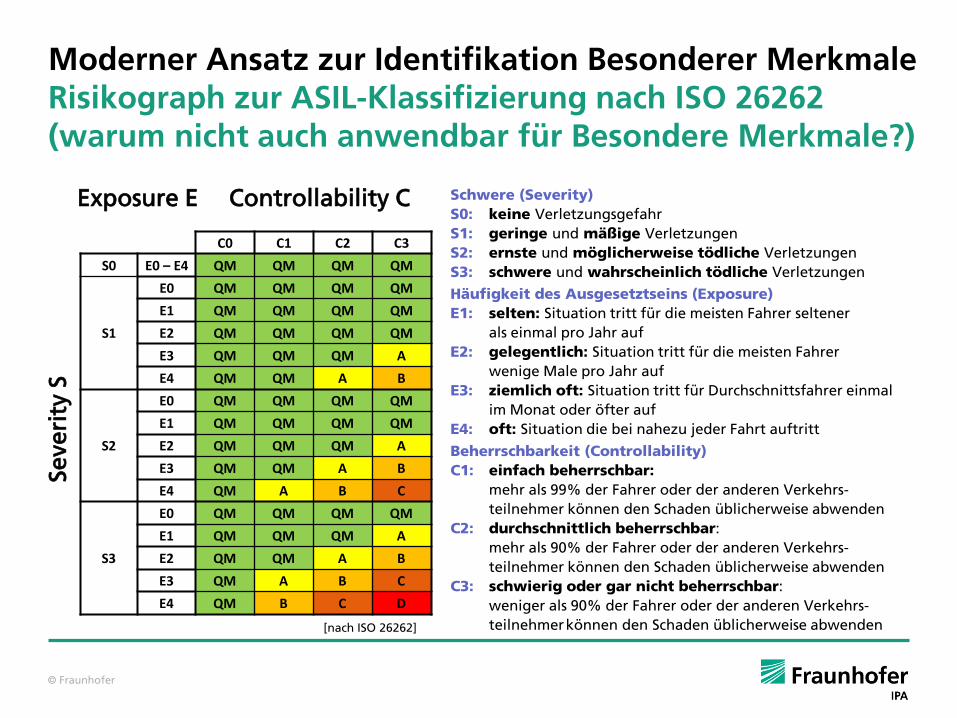
Moderner Ansatz zur Identifikation Besonderer Merkmale Risikograph zur ASIL-Klassifizierung nach ISO 26262 (warum nicht auch anwendbar für Besondere Merkmale?)
Schwere (Severity) S0: keine Verletzungsgefahr S1: geringe und mäßige Verletzungen S2: ernste und möglicherweise tödliche Verletzungen S3: schwere und wahrscheinlich tödliche Verletzungen
Häufigkeit des Ausgesetztseins (Exposure) E1: selten: Situation tritt für die meisten Fahrer seltener als einmal pro Jahr auf E2: gelegentlich: Situation tritt für die meisten Fahrer wenige Male pro Jahr auf E3: ziemlich oft: Situation tritt für Durchschnittsfahrer einmal im Monat oder öfter auf E4: oft: Situation die bei nahezu jeder Fahrt auftritt
Beherrschbarkeit (Controllability) C1: einfach beherrschbar: mehr als 99% der Fahrer oder der anderen Verkehrs- teilnehmer können den Schaden üblicherweise abwenden C2: durchschnittlich beherrschbar: mehr als 90% der Fahrer oder der anderen Verkehrs- teilnehmer können den Schaden üblicherweise abwenden C3: schwierig oder gar nicht beherrschbar: weniger als 90% der Fahrer oder der anderen Verkehrs- teilnehmer können den Schaden üblicherweise abwenden
Controllability C Exposure E
Seve
rity
S
[nach ISO 26262]
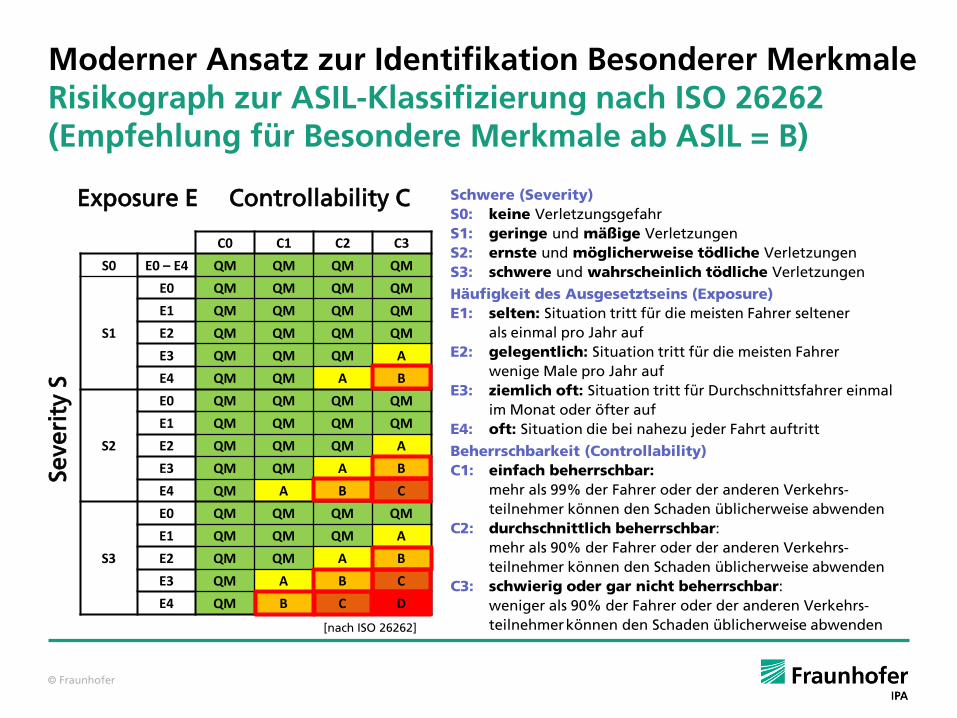
C0 C1 C2 C3 S0 E0 – E4 QM QM QM QM
S1
E0 QM QM QM QM E1 QM QM QM QM E2 QM QM QM QM E3 QM QM QM A E4 QM QM A B
S2
E0 QM QM QM QM E1 QM QM QM QM E2 QM QM QM A E3 QM QM A B E4 QM A B C
S3
E0 QM QM QM QM E1 QM QM QM A E2 QM QM A B E3 QM A B C E4 QM B C D
© Fraunhofer
Moderner Ansatz zur Identifikation Besonderer Merkmale Risikograph zur ASIL-Klassifizierung nach ISO 26262 (Empfehlung für Besondere Merkmale ab ASIL = B)
Schwere (Severity) S0: keine Verletzungsgefahr S1: geringe und mäßige Verletzungen S2: ernste und möglicherweise tödliche Verletzungen S3: schwere und wahrscheinlich tödliche Verletzungen
Häufigkeit des Ausgesetztseins (Exposure) E1: selten: Situation tritt für die meisten Fahrer seltener als einmal pro Jahr auf E2: gelegentlich: Situation tritt für die meisten Fahrer wenige Male pro Jahr auf E3: ziemlich oft: Situation tritt für Durchschnittsfahrer einmal im Monat oder öfter auf E4: oft: Situation die bei nahezu jeder Fahrt auftritt
Beherrschbarkeit (Controllability) C1: einfach beherrschbar: mehr als 99% der Fahrer oder der anderen Verkehrs- teilnehmer können den Schaden üblicherweise abwenden C2: durchschnittlich beherrschbar: mehr als 90% der Fahrer oder der anderen Verkehrs- teilnehmer können den Schaden üblicherweise abwenden C3: schwierig oder gar nicht beherrschbar: weniger als 90% der Fahrer oder der anderen Verkehrs- teilnehmer können den Schaden üblicherweise abwenden
Controllability C Exposure E
Seve
rity
S
[nach ISO 26262]
C0 C1 C2 C3 S0 E0 – E4 QM QM QM QM
S1
E0 QM QM QM QM E1 QM QM QM QM E2 QM QM QM QM E3 QM QM QM A E4 QM QM A B
S2
E0 QM QM QM QM E1 QM QM QM QM E2 QM QM QM A E3 QM QM A B E4 QM A B C
S3
E0 QM QM QM QM E1 QM QM QM A E2 QM QM A B E3 QM A B C E4 QM B C D

© Fraunhofer
Moderner Ansatz zur Identifikation Besonderer Merkmale Analogie zwischen ISO 26262 und Besonderen Merkmalen sowie Zusammenhang über Risikograph und Fehlernetz
System-FMEA
[Mecha-tronisches System]
Fehlfunktion
[Produkt] Fehlfunktion
ASIL = (B) – D B = (8) 9 - 10
[E/E-Subsystem] Fehlfunktion
[Bauteil] Merkmal
fehlerhaft ausgelegt
[Herstellung Bauteil]
Merkmal fehlerhaft hergestellt
[Material] Fehlerhaft
[Mitwelt] Fehlfunktion
[Mensch] Fehlfunktion Schnittstellenelement
[E/E-Bauteil] Fault / FIT-Wert
Konstruktions-FMEA (systematisch) FMEDA
(zufällig) [E/E-Bauteil]
Fault / FIT-Wert
[Montage E/E-Subsystem]
Subsystem fehlerhaft montiert
Prozess-FMEA
[4-6 M‘s] Fehlfunktion
[Montage mech. Subsystem]
Subsystem fehlerhaft montiert
[4-6 M‘s] Fehlfunktion
Konstruktions-FMEA Prozess-FMEA System-FMEA
[Mechanisches Subsystem]
Fehlfunktion
MEC
HA
NIK
EL
EKTR
(ON
)IK
[Maschine] Fehlfunktion
Ver
gle
ich
-b
are
Eben
e

© Fraunhofer
Methodische Weiterentwicklung
Verstärktes Arbeiten in Strukturen u. Netzen
Abkehr vom Formblatt
Abkehr von der RPZ
Zunehmende monetäre Bewertung
Neue Einsatzbereiche
Sicherstellung der „Funktionalen Sicherheit“ nach IEC 61508 und ISO 26262
Ableitung von Produktions-Lenkungs-Plänen bzw. Control-Plänen
Analyse Besonderer Merkmale
Kopplung von FMEA und Sprachverarbeitung
Entwicklungstendenzen Methodische Weiterentwicklung und neue Einsatzbereiche der FMEA
© Fraunhofer
WEITERENTWICKLUNGEN
© Fraunhofer
KV-FMEA FÜR MASCHINEN- UND ANLAGENBAU

© Fraunhofer
Weiterentwicklungen Konstruktions- und Verfügbarkeits-FMEA (KV-FMEA)
Mit Hilfe der KV-FMEA lassen sich
konstruktive Schwachstellen und
verfügbarkeitshemmende Faktoren
Von Maschinen und Anlagen ermitteln.
Darauf aufbauend lassen sich Maßnahmen zur
Zuverlässigkeitserhöhung
Anlagenwartung
Fehlerdiagnose
Teilebevorratung
Reparaturfreundlichkeit
treffen.
KV-FMEA
© Fraunhofer
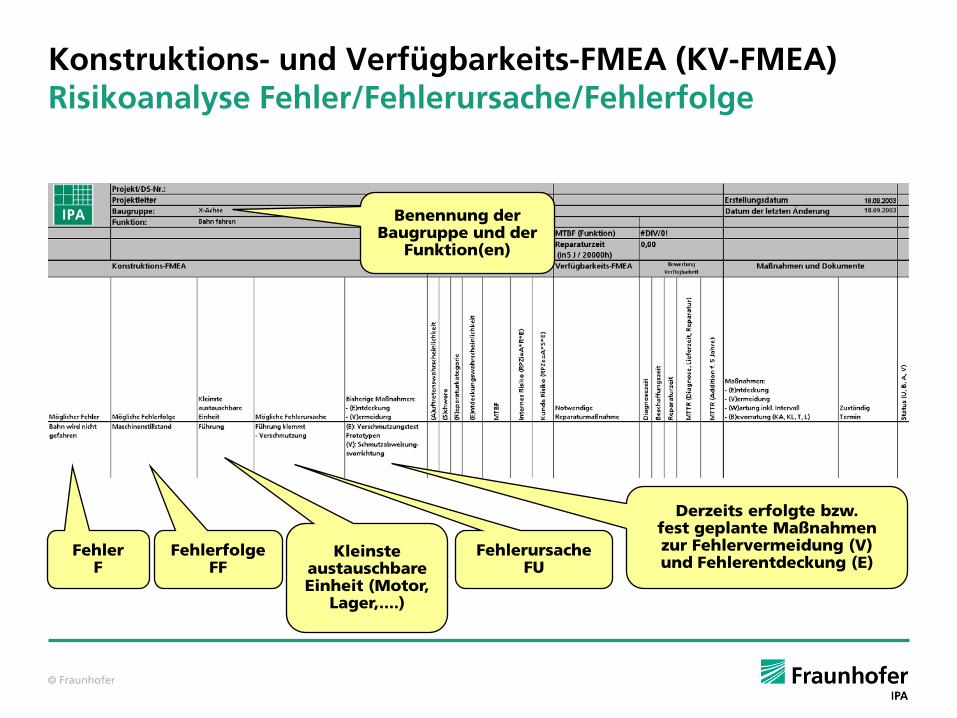
Konstruktions- und Verfügbarkeits-FMEA (KV-FMEA) Risikoanalyse Fehler/Fehlerursache/Fehlerfolge
Fehler F
Fehlerfolge FF
Fehlerursache FU
Derzeits erfolgte bzw. fest geplante Maßnahmen zur Fehlervermeidung (V) und Fehlerentdeckung (E)
Kleinste austauschbare Einheit (Motor,
Lager,....)
Benennung der Baugruppe und der
Funktion(en)
© Fraunhofer
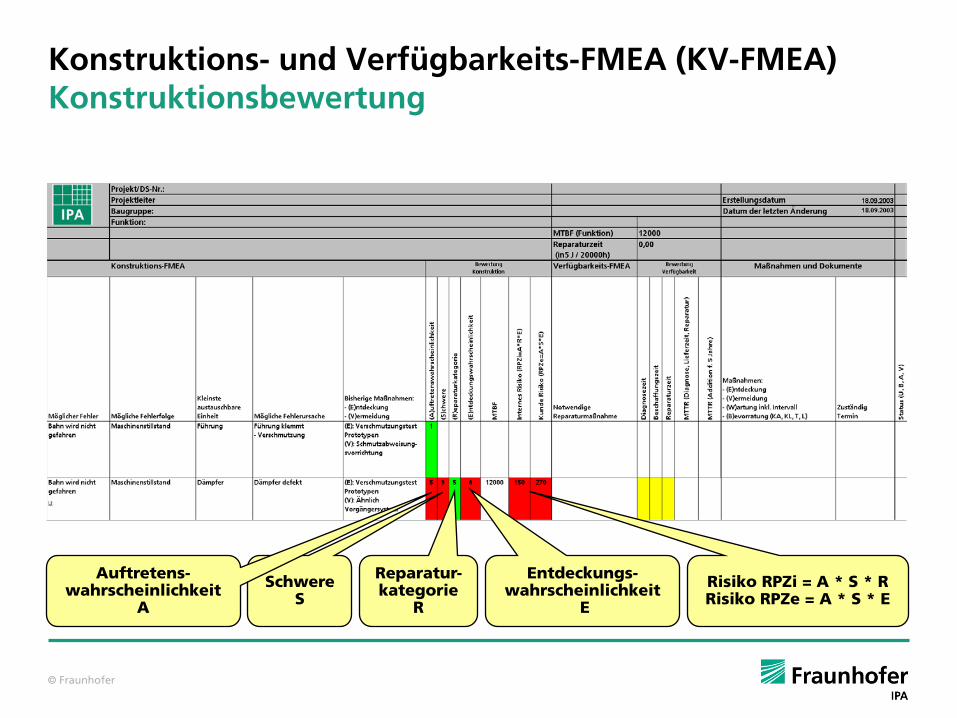
Konstruktions- und Verfügbarkeits-FMEA (KV-FMEA) Konstruktionsbewertung
Schwere S
Reparatur-kategorie
R
Risiko RPZi = A * S * R Risiko RPZe = A * S * E
Entdeckungs-wahrscheinlichkeit
E
Auftretens-wahrscheinlichkeit
A

© Fraunhofer
Konstruktions- und Verfügbarkeits-FMEA (KV-FMEA) Verfügbarkeitsbewertung
Beschaffungszeit: Nach derzeitiger Planung
auszutauschende Einheit auf Lager, beim Hersteller schnell bestellbar,...
Reparaturzeit: Zeit bis zum
vollständigen Anlaufen der Produktion
Diagnosezeit: Zeit zur Diagnose der
tatsächlichen Fehlerursache und der auszutauschenden
Einheit

© Fraunhofer
Konstruktions- und Verfügbarkeits-FMEA (KV-FMEA) Beurteilung der Gesamtverfügbarkeit
Reparaturzeit für Fehlfunktion: Diagnosezeit = 3 0,25 h + Beschaffungszeit = 8 8 h + Reparaturzeit = 3 0,25 h
Reparaturzeit für 5 Jahre =
5 * (20000h/MTBF)*MTTR
Aufsummierte Stillstandszeit der Funktion über 5 Jahre
Aufsummierte MTBF der Funktion
Auftreten der Fehlfunktion
A = 5 MTBF = 12000 h

© Fraunhofer
FPM FÜR KOMPLEXE MONTAGEPROZESS
© Fraunhofer
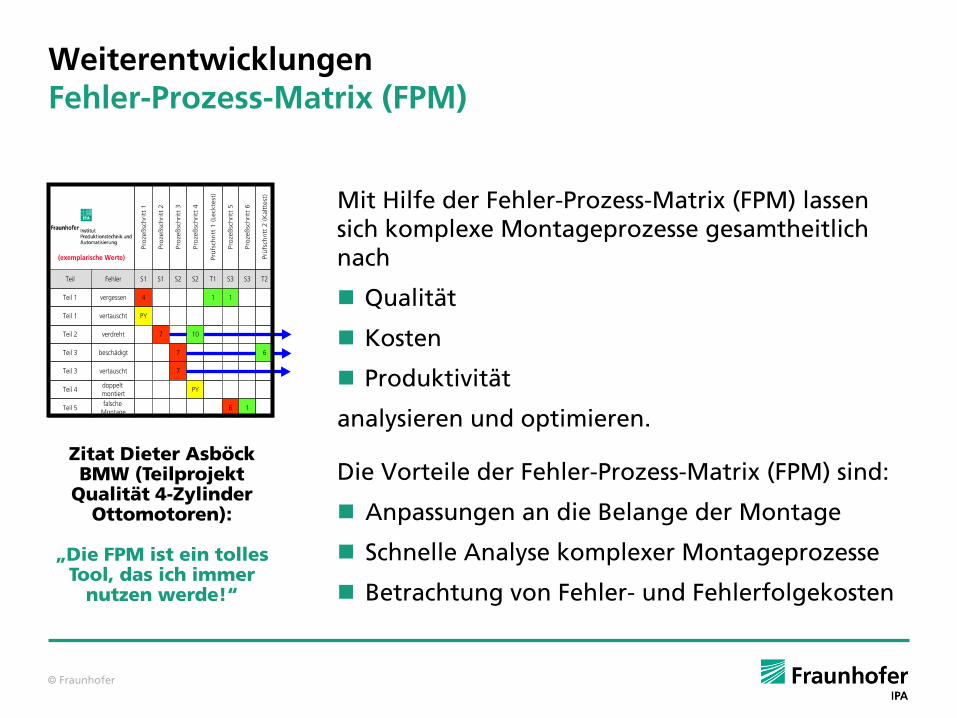
Weiterentwicklungen Fehler-Prozess-Matrix (FPM)
Mit Hilfe der Fehler-Prozess-Matrix (FPM) lassen sich komplexe Montageprozesse gesamtheitlich nach
Qualität
Kosten
Produktivität
analysieren und optimieren.
Die Vorteile der Fehler-Prozess-Matrix (FPM) sind:
Anpassungen an die Belange der Montage
Schnelle Analyse komplexer Montageprozesse
Betrachtung von Fehler- und Fehlerfolgekosten
S1 S1
4
PY
7
S2 S2
7
7
PY
Teil 1
Fehler
Teil 1
vergessen
T1
1
Teil 2
vertauscht
Teil 3
verdreht
Teil 3
beschädigt
Teil 4
vertauscht
Teil 5
doppelt montiert
Teil
falsche Montage
Pro
zeß
sch
ritt
3
Pro
zeß
sch
ritt
2
Pro
zeß
sch
ritt
1
Pro
zeß
sch
ritt
4
Prü
fsch
ritt
1 (
Leck
test
)
S3 S3
1
6 1
Pro
zeß
sch
ritt
6
Pro
zeß
sch
ritt
5
T2
Prü
fsch
ritt
2 (
Kal
ttes
t)
10
6
(exemplarische Werte)
Zitat Dieter Asböck BMW (Teilprojekt
Qualität 4-Zylinder Ottomotoren):
„Die FPM ist ein tolles
Tool, das ich immer nutzen werde!“
© Fraunhofer
S1 S1 S2 S2 Fehler T1 Teil
Pro
zeß
sch
ritt
3
Pro
zeß
sch
ritt
2
Pro
zeß
sch
ritt
1
Pro
zeß
sch
ritt
4
Prü
fsch
ritt
1 (
Leck
test
)
S3 S3
Pro
zeß
sch
ritt
6
Pro
zeß
sch
ritt
5
T2
Prü
fsch
ritt
2 (
Kal
ttes
t)
4
PY
7
7
7
PY
1 1
6 1
10
6
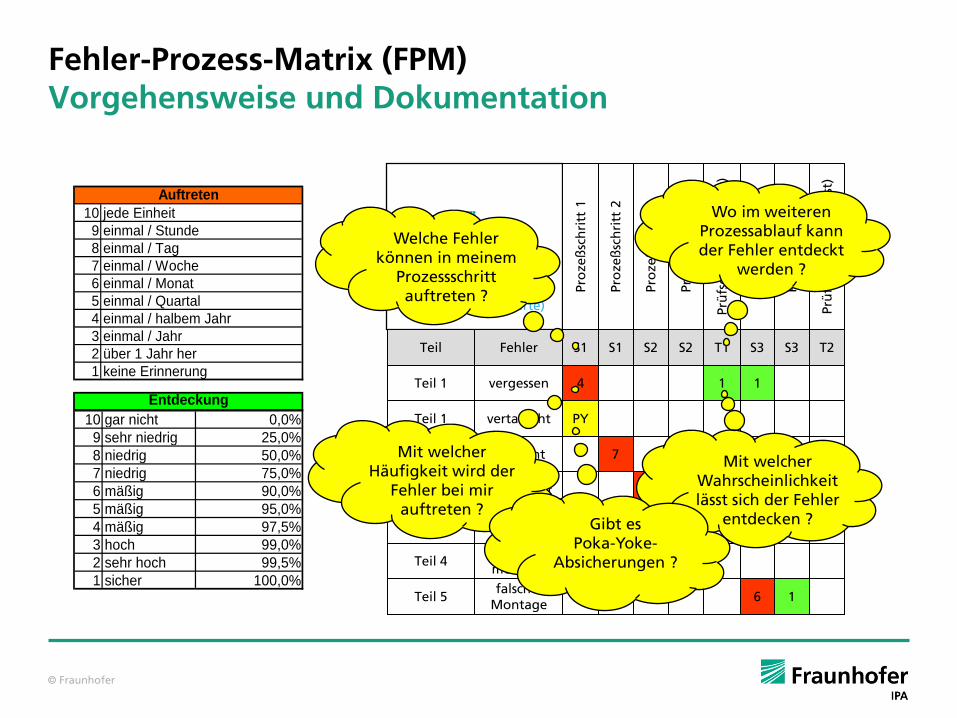
10 jede Einheit9 einmal / Stunde8 einmal / Tag7 einmal / Woche6 einmal / Monat5 einmal / Quartal4 einmal / halbem Jahr3 einmal / Jahr2 über 1 Jahr her1 keine Erinnerung
Auftreten
10 gar nicht 0,0%9 sehr niedrig 25,0%8 niedrig 50,0%7 niedrig 75,0%6 mäßig 90,0%5 mäßig 95,0%4 mäßig 97,5%3 hoch 99,0%2 sehr hoch 99,5%1 sicher 100,0%
Entdeckung
(exemplarische Werte)
Teil 1
Teil 1
vergessen
Teil 2
vertauscht
Teil 3
verdreht
Teil 3
beschädigt
Teil 4
vertauscht
Teil 5
doppelt montiert falsche
Montage
Welche Fehler können in meinem
Prozessschritt auftreten ?
Mit welcher Häufigkeit wird der
Fehler bei mir auftreten ?
Wo im weiteren Prozessablauf kann der Fehler entdeckt
werden ?
Mit welcher Wahrscheinlichkeit lässt sich der Fehler
entdecken ? Gibt es Poka-Yoke-
Absicherungen ?
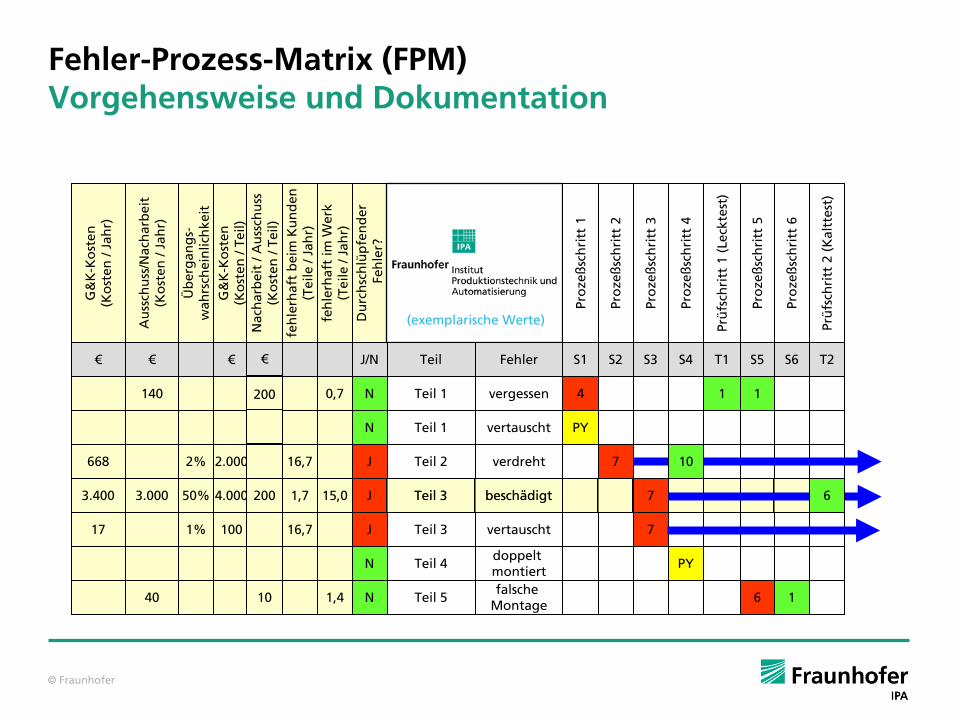
Fehler-Prozess-Matrix (FPM) Vorgehensweise und Dokumentation
© Fraunhofer
€
668
3.400
17
G&
K-K
ost
en
(Ko
sten
/ Ja
hr)
140
€
3.000
40
Au
ssch
uss
/Nac
har
bei
t (K
ost
en /
Jah
r)
J/N
N
N
J
J
J
N
N
Du
rch
sch
lüp
fen
der
F
ehle
r?
2%
50%
1%
Üb
erg
ang
s-
wah
rsch
ein
lich
keit
16,7
1,7
16,7
feh
lerh
aft
bei
m K
un
den
(T
eile
/ Ja
hr)
€
2.000
4.000
100
G&
K-K
ost
en
(Ko
sten
/ Te
il)
0,7
15,0
1,4
feh
lerh
aft
im W
erk
(Tei
le /
Jah
r)
€
200
200
10
Nac
har
bei
t / A
uss
chu
ss
(Ko
sten
/ Te
il)
S1 S2
4
PY
7
S3 S4
7
7
PY
Teil 1
Fehler
Teil 1
vergessen
T1
1
Teil 2
vertauscht
Teil 3
verdreht
Teil 3
beschädigt
Teil 4
vertauscht
Teil 5
doppelt montiert
Teil
falsche Montage
Pro
zeß
sch
ritt
3
Pro
zeß
sch
ritt
2
Pro
zeß
sch
ritt
1
Pro
zeß
sch
ritt
4
Prü
fsch
ritt
1 (
Leck
test
)
S5 S6
1
6 1
Pro
zeß
sch
ritt
6
Pro
zeß
sch
ritt
5
T2
Prü
fsch
ritt
2 (
Kal
ttes
t)
10
(exemplarische Werte)
Teil 3 beschädigt 6
Fehler-Prozess-Matrix (FPM) Vorgehensweise und Dokumentation

© Fraunhofer
Nacharbeits- und Ausschuss-
kosten
Nac
har
bei
tsze
iten
/-ko
sten
Ü
ber
gan
gsw
ahrs
chei
nlic
hke
it
Gar
anti
e&K
ula
nzk
ost
en
+
Gewährleistungs kosten (G&K)
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
Sch
ich
tmo
del
l Pr
od
ukt
ion
szah
len
+
ppm-Gebirge
Entdeckungsdistanz
Fehler zum Kunden
Fehler zur Nacharbeit
S1 S1
4
PY
7
S2 S2
7
7
PY
Teil 1
Fehler
Teil 1
vergessen
T1
1
Teil 2
vertauscht
Teil 3
verdreht
Teil 3
beschädigt
Teil 4
vertauscht
Teil 5
doppelt montiert
Teil
falsche Montage
Pro
zeß
sch
ritt
3
Pro
zeß
sch
ritt
2
Pro
zeß
sch
ritt
1
Pro
zeß
sch
ritt
4
Prü
fsch
ritt
1 (
Leck
test
)
S3 S3
1
6 1
Pro
zeß
sch
ritt
6
Pro
zeß
sch
ritt
5
T2
Prü
fsch
ritt
2 (
Kal
ttes
t)
10
6
(exemplarische Werte)
Fehler-Prozess-Matrix (FPM) Integrierte ppm- und Kostenanalyse
© Fraunhofer
PE² FÜR ADMINISTRATIVE PROZESSE
© Fraunhofer
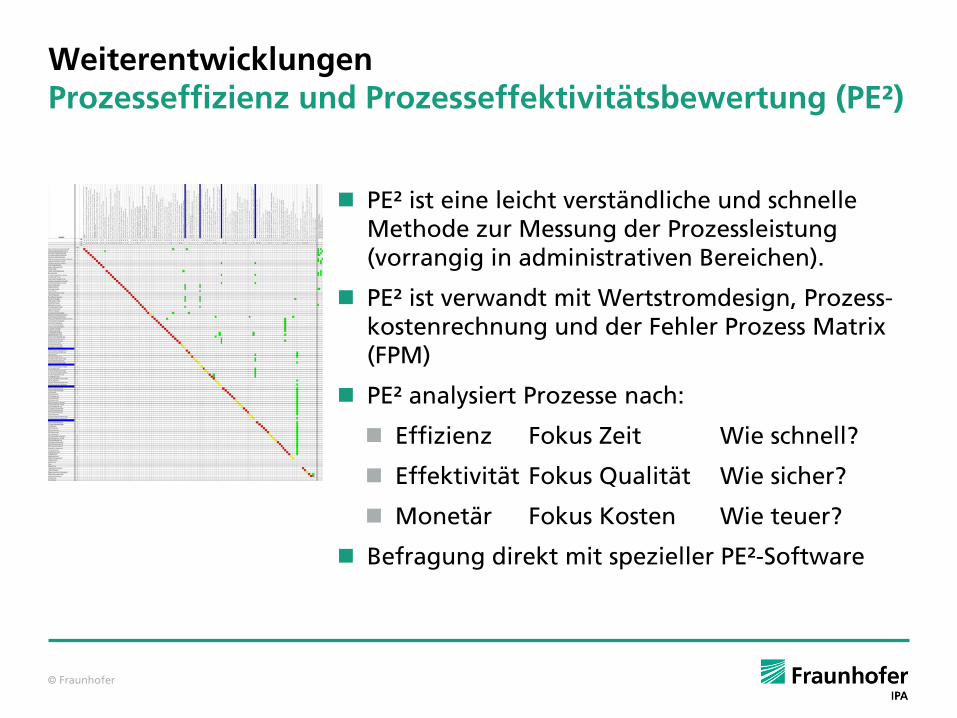
Weiterentwicklungen Prozesseffizienz und Prozesseffektivitätsbewertung (PE²)
PE² ist eine leicht verständliche und schnelle Methode zur Messung der Prozessleistung (vorrangig in administrativen Bereichen).
PE² ist verwandt mit Wertstromdesign, Prozess-kostenrechnung und der Fehler Prozess Matrix (FPM)
PE² analysiert Prozesse nach:
Effizienz Fokus Zeit Wie schnell?
Effektivität Fokus Qualität Wie sicher?
Monetär Fokus Kosten Wie teuer?
Befragung direkt mit spezieller PE²-Software
© Fraunhofer
Ich hoffe, ich konnte Ihnen meine Gedanken zur „FMEA und deren Weiterentwicklung“ vermitteln.
Vielen Dank für Ihre Aufmerksamkeit !
Bildquelle: Undercover Postcards


















