
厚板のFCF工法の開発 -...
8
14 SOKEIZAI Vol.55 (2014) No.4 厚板のFCF工法の開発 井 村 隆 昭 アイダエンジニアリング ㈱ 本稿ではプレス加工で高精度・複雑形状部品を生産できる、板金成形に 鍛造成形の塑性流動を積極的に取り入れた FCF工法の概要と、高精度・ 高剛性プレスとサーボプレスの特徴ならびにそれらの成形事例を交えて 紹介する。 1.はじめに グローバル化が進展する中で国内でのものづくり を行うためには、プレス加工においても成形品の高 精度化・ネットシェイプ化・新材料や難加工材の使 用等による高付加価値化や大幅なコスト削減等が必 要である。 中厚板のプレス加工においては、板成形と鍛造成 形とを組み合わせた板鍛造成形技術(以下FCF工法) が開発され、高精度・複雑形状部品が多く生産され るようになった。 また高精度・複雑形状部品を加工するために金型 は高精度化、高剛性化と高機能化が進んでいる。そ のような金型を用いて成形を行うプレス機も同じく 高精度、高剛性と高機能であることが必要である。 本稿では板金成形に鍛造成形の塑性流動を積極的 に 取 り 入 れ た FCF 工 法(Flow Control Forming) の概要と、高精度・高剛性プレスとサーボプレスの 特徴ならびにそれらの成形事例を交えて紹介する。 FCF 工法は打抜き、絞り、曲げ、バーリング等の 一般的な板金成形工法に、据込み、しごき、押出し 等の冷間鍛造工法を取り入れた複合成形である(図 1)。板金成形のレイアウト中に鍛造成形の特徴であ る圧縮応力で生じる塑性流動を積極的に取り入れる ことにより、従来の板金成形では困難であった高い 寸法精度、差厚・段差・増肉・ボスや歯形のような 高付加価値形状の成形が可能になる。代表的な成形 事例を図2 に示す。 2.FCF 工法の概要 図 1 FCF 工法の概要
Transcript of 厚板のFCF工法の開発 -...

14 SOKEIZAI Vol.55(2014)No.4
厚板のFCF工法の開発
井 村 隆 昭 アイダエンジニアリング㈱
本稿ではプレス加工で高精度・複雑形状部品を生産できる、板金成形に鍛造成形の塑性流動を積極的に取り入れた FCF工法の概要と、高精度・高剛性プレスとサーボプレスの特徴ならびにそれらの成形事例を交えて紹介する。
1.はじめに
グローバル化が進展する中で国内でのものづくりを行うためには、プレス加工においても成形品の高精度化・ネットシェイプ化・新材料や難加工材の使用等による高付加価値化や大幅なコスト削減等が必要である。 中厚板のプレス加工においては、板成形と鍛造成形とを組み合わせた板鍛造成形技術(以下FCF工法)が開発され、高精度・複雑形状部品が多く生産されるようになった。
また高精度・複雑形状部品を加工するために金型は高精度化、高剛性化と高機能化が進んでいる。そのような金型を用いて成形を行うプレス機も同じく高精度、高剛性と高機能であることが必要である。 本稿では板金成形に鍛造成形の塑性流動を積極的に取り入れた FCF 工法(Flow Control Forming)の概要と、高精度・高剛性プレスとサーボプレスの特徴ならびにそれらの成形事例を交えて紹介する。
FCF工法は打抜き、絞り、曲げ、バーリング等の一般的な板金成形工法に、据込み、しごき、押出し等の冷間鍛造工法を取り入れた複合成形である(図1)。板金成形のレイアウト中に鍛造成形の特徴である圧縮応力で生じる塑性流動を積極的に取り入れることにより、従来の板金成形では困難であった高い寸法精度、差厚・段差・増肉・ボスや歯形のような高付加価値形状の成形が可能になる。代表的な成形事例を図 2に示す。
板金成形と鍛造技術の複合成形(板鍛造)
引貼り・せん断応力
低応力で多工程成形
圧縮応力(静水圧効果)
高応力で少成形工程
低い荷重で
形状をつくる
高付加価値・高精度形状
付加
2.FCF工法の概要
図 1 FCF工法の概要

15Vol.55(2014)No.4 SOKEIZAI
特集 低コスト高付加価値製品の塑性加工技術
FCF 工法において、精密せん断は製品の内外形状を成形するために多用される。図 3は順送成形でボス部を絞り成形後に増肉し、歯形の精密せん断を行った事例である。 精密せん断の主な工法には、精密打抜き(ファインブランキング)、拘束打抜き、据込み(押出し)せん断、仕上げ抜きがある。いずれの工法もせん断面を得るために静水圧効果を利用して破断の発生を抑制している(図 4)。
A:エッジ形状 C:局部形状
B:差厚及び段差形状
A:エッジ形状 C:局部形状
B:差厚及び段差形状
図 2 FCF工法の成形事例
3.精密せん断とFCF工法
静水圧発生機構
・V-リング付き板押え
ファインブランキング 拘束せん断
・複動(3軸)
静水圧発生機構
拘束 拘束
・外周拘束力・微小クリアランス・切刃部面取り
静水圧発生機構・負のクリアランス
静水圧発生機構・微小クリアランス・切刃部面取り仕上げ抜き 押出しせん断 据込みせん断
破断面
ダイR
パンチ
シゴキ面
ダイス
精密せん断
図 3 順送成形での製品事例1)
図 4 主な精密せん断工法2)

16 SOKEIZAI Vol.55(2014)No.4
3.1 拘束せん断 外周と穴抜き部の幅(肉厚)が板厚より狭くて全面せん断が必要な穴抜き等には、拘束せん断が有効である。 図 5に拘束せん断のテスト事例を示す。非拘束の通常打抜きでは、せん断時の力が外周まで影響するため、内外の寸法が変化する。従って、外径部分をダイスにより拘束することで、寸法変化を抑制するとともに、その反力により打抜き部が圧縮応力場になり、その静水圧効果と適切なクリアランスの設定により全面せん断が得られる。
3.2 仕上げ抜き せん断面が必要な場合によく使用される工法に、パンチとダイスのクリアランスを小さくして、パンチまたはダイスの切れ歯部に面付けのある金型で行う仕上げ抜きがある。ただし、適用可能な形状や材質的な制限がある。仕上げ抜きでは、切れ歯より外側の面付け部の開始点付近より破断が発生し、下死点直前でこの部分の材料をダイスの内面でしごくことにより、近似的に全せん断面が得られる(図 6)。
3.3 据込み(押出し)せん断 精密せん断には、パンチ径をダイスより大きく設定し、スクラップ部に据え込み加工を行いその圧縮応カ場を活用する据込みせん断法がある(図 7-①)。 成形荷重は据え込み成形を行うために打抜きより高くなるが、圧縮応力場の活用により難加工材においても、だれの少ない全面せん断が可能になる。 ダイスより大きなパンチを用いる押出しせん断も、据え込みせん断工法の応用である(図 7-②)。
Φ30穴内径鏡面全せん断
打抜き部のダレ小
材質:SS400 厚さ:14mm外径:φ70 内径:× φ30
30.15
30.05
30.1
29.9
29.95
30
29.8513121110987654321
パンチ側 ダイス側
拘束抜き
通常打抜き(非拘束)
拘束打抜き通常打抜きせん断変形部の圧縮応力が弱い せん断変形部に圧縮応力が作用
全せん断破断の発生
残りさん部の変形
せん断変形にともなう外側への材料流動
ダイス
拘束ダイス
拘束ダイスにより残りさん部の変形を抑える
ダイス
板押え パンチ
板厚内での穴径偏差:60μm
Φ30穴内径鏡面全せん断
打抜き部のダレ小
Φ30穴内径鏡面全せん断
打抜き部のダレ小
Φ30穴内径鏡面全せん断
打抜き部のダレ小
材質:SS400 厚さ:14mm外径:φ70 内径:× φ30
30.15
30.05
30.1
29.9
29.95
30
29.8513121110987654321
パンチ側 ダイス側
拘束抜き
通常打抜き(非拘束)
拘束打抜き通常打抜きせん断変形部の圧縮応力が弱い せん断変形部に圧縮応力が作用
全せん断破断の発生
残りさん部の変形
せん断変形にともなう外側への材料流動
ダイス
拘束ダイス
拘束ダイスにより残りさん部の変形を抑える
ダイス
板押え パンチ
板厚内での穴径偏差:60μm
Φ30穴内径鏡面全せん断
打抜き部のダレ小
Φ30穴内径鏡面全せん断
打抜き部のダレ小
Φ30穴内径鏡面全せん断
打抜き部のダレ小
材質:SS400 厚さ:14mm外径:φ70 内径:× φ30
30.15
30.05
30.1
29.9
29.95
30
29.8513121110987654321
パンチ側 ダイス側
拘束抜き
通常打抜き(非拘束)
拘束打抜き通常打抜きせん断変形部の圧縮応力が弱い せん断変形部に圧縮応力が作用
全せん断破断の発生
残りさん部の変形
せん断変形にともなう外側への材料流動
ダイス
拘束ダイス
拘束ダイスにより残りさん部の変形を抑える
ダイス
板押え パンチ
板厚内での穴径偏差:60μm
Φ30穴内径鏡面全せん断
打抜き部のダレ小
Φ30穴内径鏡面全せん断
打抜き部のダレ小
Φ30穴内径鏡面全せん断
打抜き部のダレ小
材質:SS400 厚さ:14mm外径:φ70 内径:× φ30
30.15
30.05
30.1
29.9
29.95
30
29.8513121110987654321
パンチ側 ダイス側
拘束抜き
通常打抜き(非拘束)
拘束打抜き通常打抜きせん断変形部の圧縮応力が弱い せん断変形部に圧縮応力が作用
全せん断破断の発生
残りさん部の変形
せん断変形にともなう外側への材料流動
ダイス
拘束ダイス
拘束ダイスにより残りさん部の変形を抑える
ダイス
板押え パンチ
板厚内での穴径偏差:60μm
Φ30穴内径鏡面全せん断
打抜き部のダレ小
Φ30穴内径鏡面全せん断
打抜き部のダレ小
図 5 拘束せん断工法のテスト事例
①据込みせん断 ②押出しせん断
PunchPunch
DieDie
図 7 据込み・押出しせん断
ダイス(パンチ)の面付けの効果 1) 圧縮応力場によりき裂の発生を抑制 2) 破断の起点をダイスの外側に移動 この部分の材料をダイスの内面でしごくことにより上部の欠肉部(破断面残り部)に移動させる。
仕上げ抜きの条件
クリアランスを小さく設定
外形抜き:ダイスに面付け内径抜き:パンチに面付け
破断面しごきにて材料充満
ダイス 面付け部仕上げ抜きでのギア
+
パンチ
図 6 仕上げ抜き
仕上げ抜きでのギヤ
17Vol.55(2014)No.4 SOKEIZAI
特集 低コスト高付加価値製品の塑性加工技術
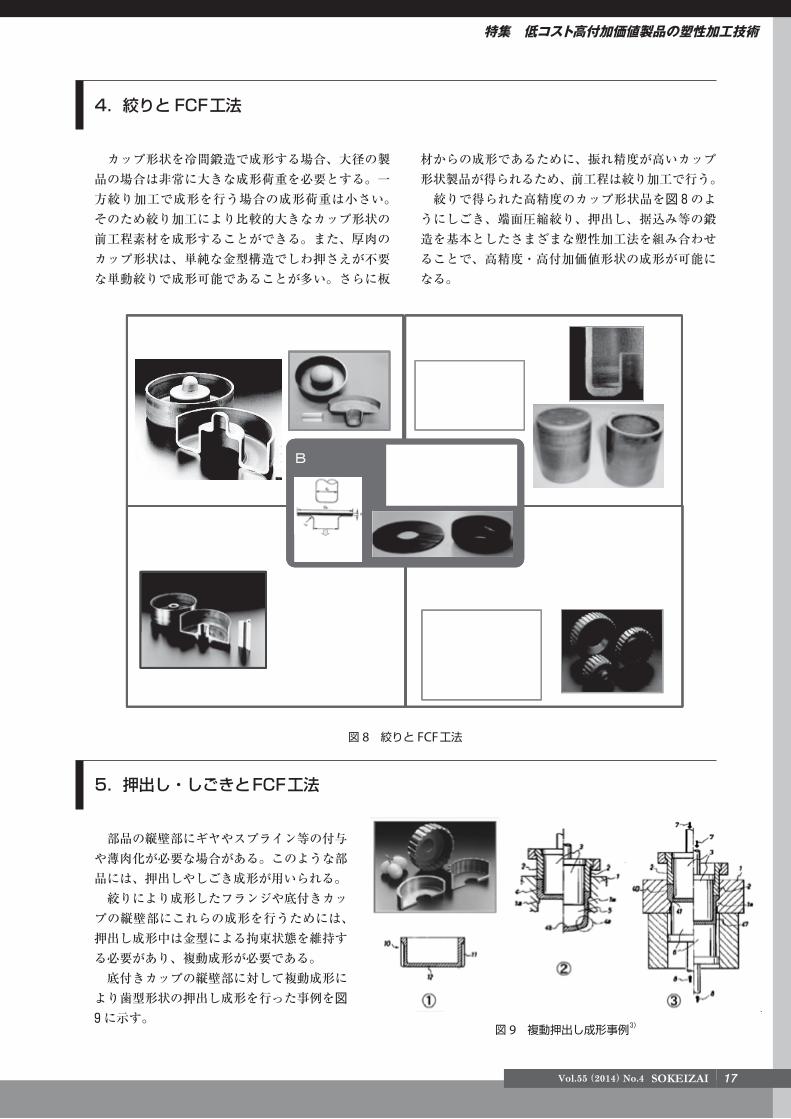
カップ形状を冷間鍛造で成形する場合、大径の製品の場合は非常に大きな成形荷重を必要とする。一方絞り加工で成形を行う場合の成形荷重は小さい。そのため絞り加工により比較的大きなカップ形状の前工程素材を成形することができる。また、厚肉のカップ形状は、単純な金型構造でしわ押さえが不要な単動絞りで成形可能であることが多い。さらに板
材からの成形であるために、振れ精度が高いカップ形状製品が得られるため、前工程は絞り加工で行う。 絞りで得られた高精度のカップ形状品を図 8のようにしごき、端面圧縮絞り、押出し、据込み等の鍛造を基本としたさまざまな塑性加工法を組み合わせることで、高精度・高付加価値形状の成形が可能になる。
4.絞りと FCF工法
図 8 絞りと FCF工法
部品の縦壁部にギヤやスプライン等の付与や薄肉化が必要な場合がある。このような部品には、押出しやしごき成形が用いられる。 絞りにより成形したフランジや底付きカップの縦壁部にこれらの成形を行うためには、押出し成形中は金型による拘束状態を維持する必要があり、複動成形が必要である。 底付きカップの縦壁部に対して複動成形により歯型形状の押出し成形を行った事例を図9に示す。
5.押出し・しごきとFCF工法
図 9 複動押出し成形事例3)
しごき複動成形
据え込み
歯形成形(押出し・しごき)
高精度絞り部品を素材単動絞り・ 高い振れ精度・ 大型部品への対応

18 SOKEIZAI Vol.55(2014)No.4
底付きカップの上端面を押して縦壁部の押出し成形を行う。図 9-②のように内径部の変形を抑えるためのマンドレルを固定方式とした場合、押出しによる縦壁部の塑性流動により全長が延びて、マンドレルと製品内径部に空間が発生する。空間ができると内径部と底部が変形して、寸法及び形状が維持できない。
しかし、図 9-③のように上下の金型において、マンドレルとカウンターパンチを可動にしてそれぞれにクッション力を作用させることにより、成形時の縦壁部の全長の延びにマンドレルが追従して製品内径部での空間の発生を防止することが可能となり内径部および底部の変形がない成形が可能となる。
部品の各部で板厚差や形状差を設けるために切削等の後加工を行っている場合がある。 これに対し FCF 工法においては、局部的な板厚差や形状差を設けるために鍛造の中で最も一般的な工法である据え込み成形が用いられる。応用範囲は広く、座グリ成形、環状溝成形、段差・差厚形状成形などの平面部への形状加工だけでなく、カップの成形にも適用できる。
6.1 絞り加工との組み合わせ 図10は、冷間鍛造によるボス部品と絞りによるカップ部品の 2部品を別々に成形してから結合していた製品を、板材から絞りと据込みの複合成形により一体化して成形した事例である。底面を板厚6 mmから 2.6mm(据込み率:57%)に据込むことにより、外側と内側に材料を分流して外カップ、内側の上下のボス部へ塑性流動させ成形を行っている。
図11の内径のヘリカルギヤカップは、冷間鍛造からの工法転換の事例である。リングブランク材から絞り・しごき加工を行い、カップ部の加工硬化が少
ないことを利用して 3工程で成形している。冷間鍛造の工程数に比べて工程短縮ができ、1台のプレスで成形が可能になった。内径部のヘリカルギヤは、最終工程で圧縮しごきにより成形している。
6.2 局部成形の事例 据込みは、加工応力が小さいため比較的小さな荷重で成形が可能である。しかし成形部の面積が広くなると荷重も大きくなる。そのため必要な部分にのみ成形を行う局部成形が多用される。局部成形では、成形部分の面積が小さいために成形荷重も小さく、コンパクトな設備で成形が可能である。局部成形での 3種類の溝成形事例を図12に示す。
6.据込みと FCF工法
図10 上下ボス付きカップの成形
�����
����
�������
�������� �������� ��������
�������
������ ������ ������
���������
��������������������� �������� ��������� �������
図11 ヘリカルギヤカップの成形
図12 局部成形による溝成形事例1)
�����
����
�������
�������� �������� ��������
�������
������ ������ ������
���������
��������������������� �������� ��������� �������

19Vol.55(2014)No.4 SOKEIZAI
特集 低コスト高付加価値製品の塑性加工技術
局部成形を行うにあたっては、捨て穴や捨てボスなどの据え込み時の材料流動の吸収部分を設けることが重要である。材料流動の吸収部分がない場合は、密閉据込み状態に近くなり、荷重の急激な上昇や成形部以外の盛り上がりや変形等の問題を生じる。 図13に示す成形品では材料流動部の吸収部分に配慮した 4 工程の局部据込みにより根元の厚さ0.5mm、高さ 0.75mmの微小な三角の環状突起を成形している。
7.1 高精度・高剛性プレス 部品の高精度化、高付加価値化に伴い、その金型も高精度化、高剛性化が進んでいる。そのような金型の実力を100%活かすためには、プレスも高精度化、高剛性化が必要である。一般的な FCF 工法の工程レイアウトでは、前半で形状作成のための成形が行われ最終工程付近で精密せん断が実施されることが多い。しかも小さいクリアランスで行うために、偏心荷重の影響によるスライドの傾きや横ずれ等によりチッピングなどが発生し易い。したがって安定した生産をするためには、金型の精度・剛性以外に成形中のスライドのボルスタ上面に対する上下運動の直角度、スライドとボルスタの平行度やたわみなどの動的精度と偏心荷重特性の高い高精度・高剛性プレスが必要である。 高精度・高剛性プレスの一例として弊社のULプレスを紹介する。 ULプレスは無負荷状態での静的な精度だけでなく、実際の成形で負荷の影響を受けた動的状態においても、高精度と高剛性を維持できることを目的に開発された。その結果一般プレスと比べると製品精度や金型寿命に明確な差が現れる。 その 3つの特徴は、(1)スライドギャップ“0”(球形シュー、4面ガイド) 高精度、動的負荷時のスライド横方向移動の極小化
(2)コンロッドレス中央 1ポイント機構 コンパクト化、インライン化 高剛性、少ない熱変位(3)高剛性一体フレーム 横剛性にも配慮したフレーム構造 図14にULプレスの構造を示す。スライドガイド部に背面が球形のシュー(4箇所×2)を用いてゼロ
図13 微小環状突起の成形事例1)
クリアランスでスライドをガイドしている。これによりボルスタ上面に対するスライド上下運動の直角度は JIS 特級を優にしのぐ数ミクロンメータを達成している。 偏心位置に荷重が作用する成形時の受圧部はスライド駆動部の①、下スライドガイドの前後②、③と上スライドガイドの前後④、⑤の 5ポイントになり、これらの受圧部によりスライド精度を維持する。 ULプレスのスライドは、コンロッドレス、1ポイント構造であり、前後フレームはそれぞれリング状の一枚板からなるコンパクトな一体構造フレームであり、スライドとボルスタのたわみは少なく、鍛造加工のような集中荷重にも強い。またプレス全高さが低くなることにより、成形時のフレーム伸びも少なくなる。 これらの剛性に配慮したスライド構造とフレーム構造ならびにプレスのコンパクト化の効果により、製品の底厚精度に影響する成形時のスライド下死点位置の変動も少ない。 成形荷重を受けるフレームをリング状の一枚板からなる一体構造(一部の大型機を除く)としたこと
7.最近のプレスと FCF工法
②
③
①⑤
④
図14 ULプレスの構造3)

20 SOKEIZAI Vol.55(2014)No.4
により、伸びと関係する縦剛性だけでなく横剛性も高めて、成形時の偏心荷重によるスライドの横方向の変位を抑えている。 UL プレスでの成形事例を図15に示す。能力6000kN の UL プレスに金型を意識的に左にずらして取付けている。加工工程は 3工程(座グリ、エンボス、仕上げ抜き)の順送成形で、成形荷重の中心はプレスセンターから左に 452mmの位置で、その大きさは 1900kN である。 座グリ厚さの左右の差は図15 に示すようにUL-6000 においてはわずか 0.005mmであるのに対し、3500kN の一般プレスにおいては 0.035mmに達し、スライドの傾きの影響が大きく現れている。従来の製品ではこの差は影響のない範囲として無視されているが、今後の高精度化においては見逃せない。
7.2 サーボプレス プレス機械のもう一つの新しい技術として、駆動源にサーボモータを用いることにより、従来の機械プレスでは不可能であった、スライドの速度や動きの制御を可能にしたサーボプレスがある。 FCF工法において、成形性や生産性の向上、製品精度の向上、スライドモーション設定による一時停止を利用した複動成形等への応用が進められている。 駆動方式としては、様々な構造が採用されている。 駆動部の構造例として弊社のサーボプレスの構造を図16に示す。自社開発の高トルク・低回転仕様の専用サーボモータにより直接メインギヤを駆動するダイレクトドライブ機構である。大容量キャパシタバンクの搭載により、図17のように従来の機械プレスと比べて低速域で高エネルギーの成形が可能である。
図15 座グリ部厚さの比較3)
図16 サーボプレスの構造例3)
図17 作業エネルギー比較3)
座グ
リ部
板厚
t(m
m)
材質 : SPCC 板厚 : 2.6 mm
21Vol.55(2014)No.4 SOKEIZAI
特集 低コスト高付加価値製品の塑性加工技術
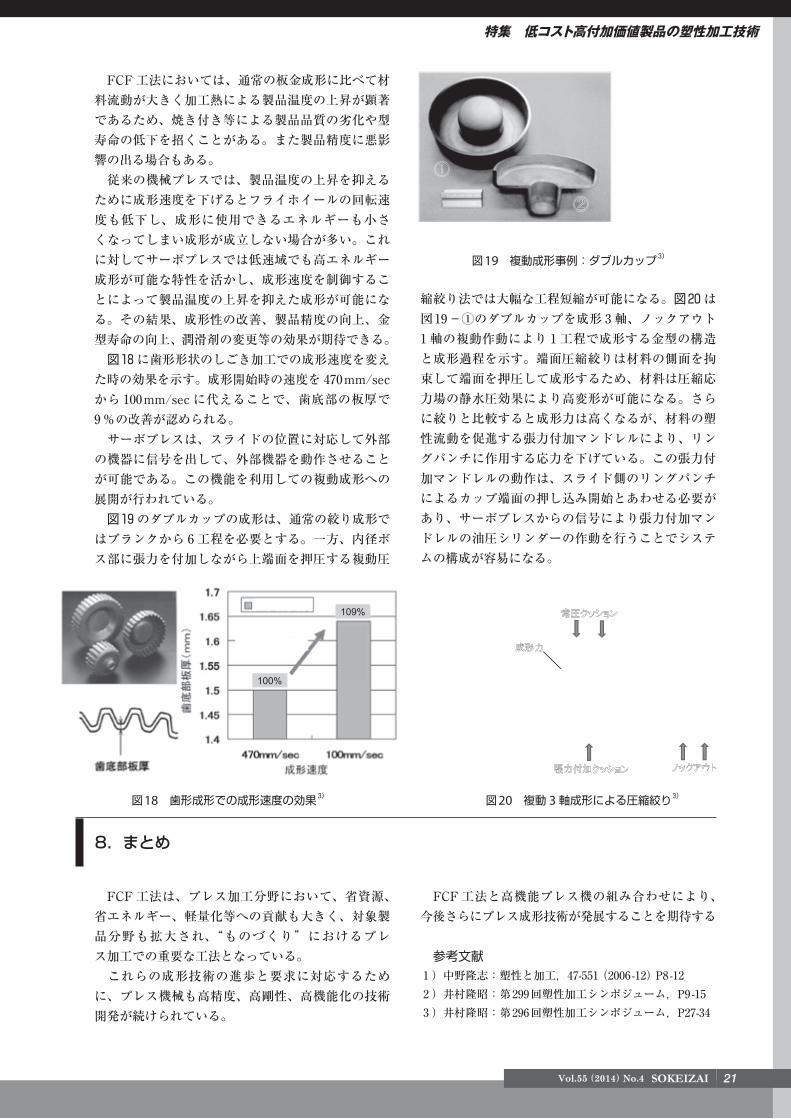
FCF工法においては、通常の板金成形に比べて材料流動が大きく加工熱による製品温度の上昇が顕著であるため、焼き付き等による製品品質の劣化や型寿命の低下を招くことがある。また製品精度に悪影響の出る場合もある。 従来の機械プレスでは、製品温度の上昇を抑えるために成形速度を下げるとフライホイールの回転速度も低下し、成形に使用できるエネルギーも小さくなってしまい成形が成立しない場合が多い。これに対してサーボプレスでは低速域でも高エネルギー成形が可能な特性を活かし、成形速度を制御することによって製品温度の上昇を抑えた成形が可能になる。その結果、成形性の改善、製品精度の向上、金型寿命の向上、潤滑剤の変更等の効果が期待できる。 図18に歯形形状のしごき加工での成形速度を変えた時の効果を示す。成形開始時の速度を 470mm/secから 100mm/sec に代えることで、歯底部の板厚で9 %の改善が認められる。 サーボプレスは、スライドの位置に対応して外部の機器に信号を出して、外部機器を動作させることが可能である。この機能を利用しての複動成形への展開が行われている。 図19のダブルカップの成形は、通常の絞り成形ではブランクから 6工程を必要とする。一方、内径ボス部に張力を付加しながら上端面を押圧する複動圧
縮絞り法では大幅な工程短縮が可能になる。図20は図19-①のダブルカップを成形 3軸、ノックアウト1軸の複動作動により 1工程で成形する金型の構造と成形過程を示す。端面圧縮絞りは材料の側面を拘束して端面を押圧して成形するため、材料は圧縮応力場の静水圧効果により高変形が可能になる。さらに絞りと比較すると成形力は高くなるが、材料の塑性流動を促進する張力付加マンドレルにより、リングパンチに作用する応力を下げている。この張力付加マンドレルの動作は、スライド側のリングパンチによるカップ端面の押し込み開始とあわせる必要があり、サーボプレスからの信号により張力付加マンドレルの油圧シリンダーの作動を行うことでシステムの構成が容易になる。
歯底部板厚
9%の板厚増加
100%
109%
①
②
材質:SAPH 370,板厚:2.6 mm
常圧クッション
成形力
張力付加クッション ノックアウト
図18 歯形成形での成形速度の効果3)
図19 複動成形事例:ダブルカップ3)
図20 複動 3軸成形による圧縮絞り3)
FCF 工法は、プレス加工分野において、省資源、省エネルギー、軽量化等への貢献も大きく、対象製品分野も拡大され、“ものづくり”におけるプレス加工での重要な工法となっている。 これらの成形技術の進歩と要求に対応するために、プレス機械も高精度、高剛性、高機能化の技術開発が続けられている。
FCF 工法と高機能プレス機の組み合わせにより、今後さらにプレス成形技術が発展することを期待する
参考文献1 )中野隆志:塑性と加工,47-551 (2006 -12) P8 -122 )井村隆昭:第299回塑性加工シンポジューム,P9-153 )井村隆昭:第296回塑性加工シンポジューム,P27-34
8.まとめ


















