
Fachschule für Wirtschaft und Technik - grundig-akademie.de download/fs_technik... ·...
33
GRUNDIG AKADEMIE Fachschule für Wirtschaft und Technik Fachbereich Maschinenbautechnik Dokumentation Projektarbeit Thema Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündeln Projektteilnehmer Mav3/4a Dozent Volker Steinbauer Alexander Prümmer Am Breiten Wasen 12 91481 Münchsteinach Tobias Bayer Lindenstraße 5 91480 Markt Taschendorf
Transcript of Fachschule für Wirtschaft und Technik - grundig-akademie.de download/fs_technik... ·...
GRUNDIG AKADEMIE
Fachschule für Wirtschaft und Technik
Fachbereich Maschinenbautechnik
Dokumentation Projektarbeit
Thema
Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündeln
Projektteilnehmer
Mav3/4a
Dozent
Volker Steinbauer
Alexander Prümmer Am Breiten Wasen 12 91481 Münchsteinach
Tobias Bayer Lindenstraße 5
91480 Markt Taschendorf
Inhaltsverzeichnis
1. Vorwort........................................................................
2. Aufgabenstellung........................................................
3. Projektdurchführung....................................................
3.1 Planung................................................................
3.1.1 Bündelgestell................................................
3.1.2 Entnahmevorrichtung...................................
3.2 Konstruktion.........................................................
3.2.1 Bündelgestell................................................
3.2.2 Entnahmevorrichtung...................................
3.3 Herstellung...........................................................
3.3.1 Bündelgestell................................................
3.3.2 Entnahmevorrichtung...................................
4. Problemstellungen......................................................
4.1 Zusammenbau des Zangenvorderteils.................
4.2 Montage der Anschweißplatten............................
5. Testphase...................................................................
5.1 Befüllung des Bündelgestells...............................
5.2 Umreifung des Bündels........................................
5.3 Montage der Bündelzange am Frontlader............
5.4 Entnahme des Bündels........................................
6. Sicherheitshinweise....................................................
7. Wartungshinweise.......................................................
8. Zeitplanung.................................................................
9. Kostenaufstellung........................................................
10. Fazit..........................................................................
11. Erklärung...................................................................
12. Anhang......................................................................
12.1 Lastenheft Bündelgestell....................................
12.2 Lastenheft Entnahmezange...............................
12.3 Erläuterung der Schneidschablone....................
12.4 Berechnungen....................................................
12.5 Datenblatt Buchsen............................................
13. Quellenverzeichnis....................................................
14. Zeichnungen.............................................................
1
2
3
3
3
3
5
5
5
6
6
6
17
17
18
19
19
19
20
20
21
21
22
23
24
25
26
26
27
28
29
30
31
31
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 1 von 31
1. Vorwort Im Rahmen unserer Ausbildung zum staatlich geprüften Techniker in der Fachrichtung Maschinenbau belegten wir das Fach Projektarbeit. Da wir uns im Vorfeld schon Gedanken zu mehreren Themen gemacht hatten, entschlossen wir uns letztendlich dazu eine Vorrichtung zum Herstellen und Greifen von Holzbündeln zu konstruieren und zu bauen. Die folgende Dokumentation soll Ihnen einen Einblick in die Durchführung unseres Projektes geben. Mit freundlichen Grüßen Tobias Bayer, Alexander Prümmer
Prümmer Alexander & Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 2 von 31
2. Aufgabenstellung
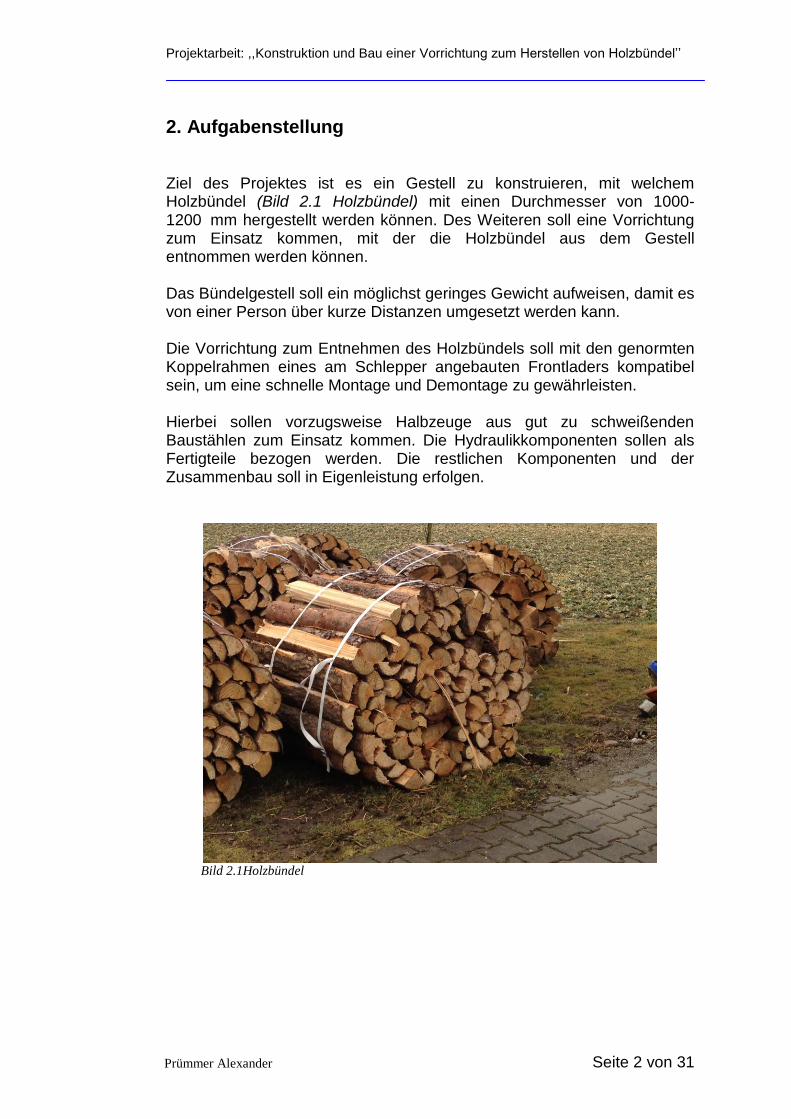
Ziel des Projektes ist es ein Gestell zu konstruieren, mit welchem Holzbündel (Bild 2.1 Holzbündel) mit einen Durchmesser von 1000- 1200amm hergestellt werden können. Des Weiteren soll eine Vorrichtung zum Einsatz kommen, mit der die Holzbündel aus dem Gestell entnommen werden können. Das Bündelgestell soll ein möglichst geringes Gewicht aufweisen, damit es von einer Person über kurze Distanzen umgesetzt werden kann. Die Vorrichtung zum Entnehmen des Holzbündels soll mit den genormten Koppelrahmen eines am Schlepper angebauten Frontladers kompatibel sein, um eine schnelle Montage und Demontage zu gewährleisten. Hierbei sollen vorzugsweise Halbzeuge aus gut zu schweißenden Baustählen zum Einsatz kommen. Die Hydraulikkomponenten sollen als Fertigteile bezogen werden. Die restlichen Komponenten und der Zusammenbau soll in Eigenleistung erfolgen.
Bild 2.1Holzbündel
Prümmer Alexander
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 3 von 31
3. Projektdurchführung
3.1 Planung Da wir die Themenfindung bereits Ende Juni abgeschlossen hatten, konnten wir uns bereits in den Monaten Juli und August mit der Konzeption des Projektes beschäftigen. Parallel dazu begannen wir Anfang August mit den ersten detaillierten Planungen.
3.1.1 Bündelgestell
Der Grundgedanke bestand darin, ein leicht handhabbares Gestell zu entwickeln, das von einer Person mühelos zu positionieren ist. Deswegen entschlossen wir uns für eine Schweißkonstruktion aus leichtem, aber stabilem Vierkantrohr der Dimension 40x40x4 DIN EN 10219-2. Die runde Form des Holzbündels im unteren Bereich soll durch die konstruktive Form des Gestells vorgegeben werden. Dies lösten wir durch einen halbkreisförmigen Flachstahl der Dimension 40x6 DIN EN 10058, der mit dem Grundgestell verbunden wurde. Bei der Konstruktion des Gestells war weiter darauf zu achten, dass genügend Freiraum zur Entnahme des Bündels durch die Entnahmevorrichtung vorhanden ist. Allerdings mussten wir ausschließen, dass zu kurz geschnittene Holzscheite durchfallen.
3.1.2 Entnahmevorrichtung Die anfängliche Idee sah vor, eine nach oben hin öffnende Zange zu bauen, bei der die Entnahme im ausgekippten Zustand erfolgt. Dies verwarfen wir jedoch aufgrund des Hubhöhenverlustes. So begannen wir mit einem neuen Konzept, mit dem eine größere Stapelhöhe erreicht werden kann. Dies brachte uns auf das Prinzip einer nach vorne öffnenden Zange. Mit diesem Konzept sind nun Stapelhöhen von bis zu vier Metern mit dem vorhandenen Frontlader möglich.
Prümmer Alexander
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 4 von 31
Nach oben öffnende Zange Nach vorne öffnende Zange
-geringe Stapelhöhe +höhere Stapelhöhe
-umständliches Greifen +geringere Abmessungen
+Hydraulikzylinder geschützt montierbar
+einfacheres Greifen
Das Grundgerüst der Zange soll aus zwei zusammen geschweißten, senkrecht stehenden U-Profilen der Dimension Ua120aDINa1026 bestehen. Alternativ gab es ein Vierkantrohr DIN 59411 der Dimension 120x120x6. Dieses verwendeten wir jedoch nicht, da der Preis pro laufendem Meter mehr als das Dreifache der U-Profile betrug und daher unser Budget überstieg. Dieses Grundgerüst wird nach unten hin durch ein waagrechtes U-Profil der Dimension Ua80 abgeschlossen. Am oberen Ende wird die Konstruktion durch seitlich befestigte Flachstähle der Dimension 160x10 abgeschlossen. Diese dienen als Anschlagpunkte für das Gelenk, sowie als Anschlagpunkte für die Hydraulikzylinder. Die erste Idee, den gesamten beweglichen Teil aus einem Stück zu fertigen, verwarfen wir jedoch wieder. Stattdessen entschlossen wir uns, zwecks einer guten Ausnutzung des Materials mit wenig Verschnitt, das Vorderteil aus mehreren Einzelteilen bestehen zu lassen. Sämtliche Hydraulikkomponenten, sowie zum vorhandenen Schnellwechselrahmen nach ISO 23206 passenden Koppelplatten, sollten als Fertigteile beschafft werden. Um die benötigte Hublänge der Hydraulikzylinder zu ermitteln, fertigten wir ein kleines maßstabsgerechtes Modell aus Pappe an. Anhand dieser Erkenntnisse konnten wir mit der Detailkonstruktion in Inventor beginnen.
Prümmer Alexander
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 5 von 31
3.2 Konstruktion
3.2.1 Bündelgestell
Für die Konstruktion legten wir uns auf die Variante mit einem Bündeldurchmesser von 1000 mm fest. Aufgrund dieser Entscheidung und aufgrund der gewählten Profile ergab sich die Länge des Bündelgestells. Für die Breite legten wir 900 mm fest, damit zu kurze Holzscheite nicht durchfallen können, aber dennoch genügend Freiraum zur Entnahme durch die Zange vorhanden ist.
3.2.2 Entnahmevorrichtung
Unsere ersten Überlegungen ergaben, eine Lagerung mit einer Bolzenverbindung Einbaufall 1 (nach Roloff/ Matek): „Der Bolzen sitzt in der Gabel und in der Stange mit einer Spielpassung“. Dieses Konzept verwarfen wir jedoch nach einer kurzen Überschlagsrechnung. Anhand dieser Erkenntnisse entschlossen wir uns für den Einbaufall 3 (nach Roloff/ Matek): „ Der Bolzen sitzt in der Stange mit einer Übermaß- und in der Gabel mit einer Spielpassung“. Der Bolzendurchmesser wurde so auf 40 mm festgelegt. Als Material wählten wir 20Mn V6 Werkstoffnummer: 1.5217 mit einer Zugfestigkeit von 600aN/mm² und einer Streckgrenze von 450 N/mm². Desweiteren wurde dieses Material in dem Toleranzbereich ISO f7 geliefert, was eine Nacharbeit erübrigte. Als Lagerung wählten wir geschlitzte Zylinderbuchsen (siehe Anhang/Datenblatt) der Fa Mädler (maedler.de), welche für niedrige Gleitgeschwindigkeiten, hohe Lagerdrücke, sowie stoßartigen Belastungen ausgelegt sind. Desweiteren ist durch eine spezielle Beschichtung keine Korrosion zu befürchten. Obwohl diese Buchsen als selbstschmierend und wartungsfrei gelten, entschlossen wir uns für eine Fettschmierung mittels Schmiernippeln, um eventuelle Verschmutzungen beim Schmiervorgang zu beseitigen.
Prümmer Alexander
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 6 von 31
3.3 Herstellung
3.3.1 Bündelgestell
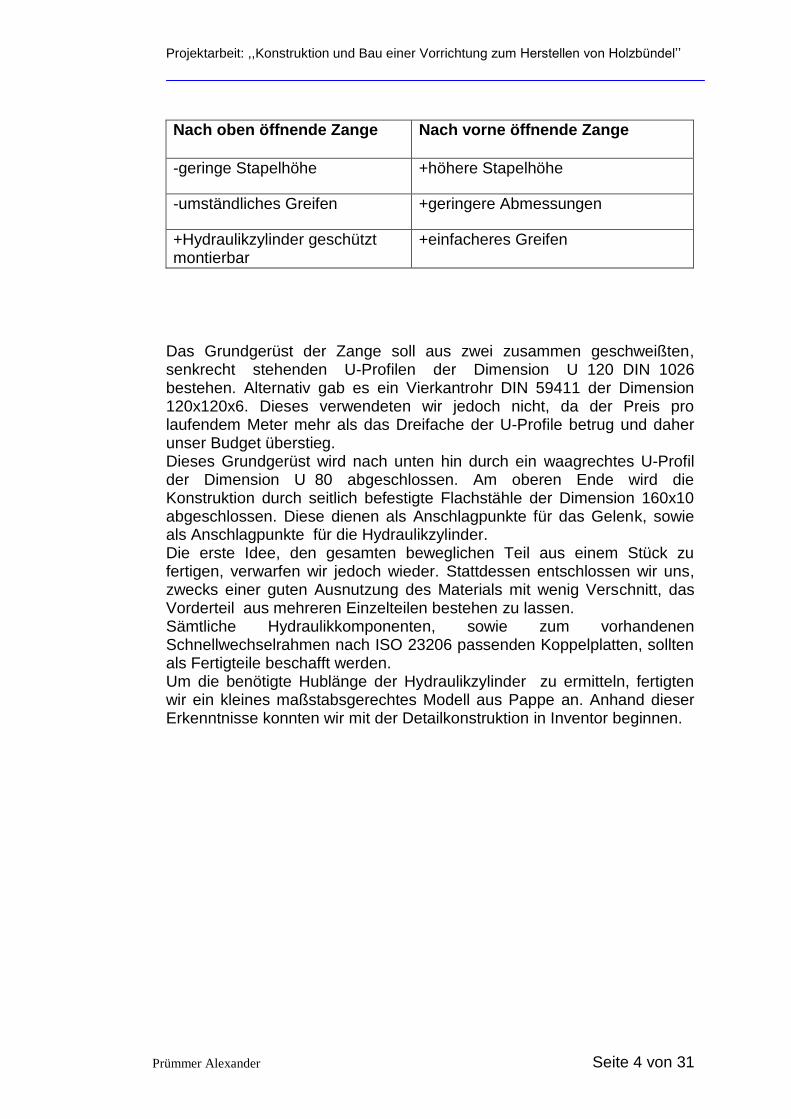
Das angelieferte Stangenmaterial DIN EN 10219-2 40x40x4 wird zeichnungsgerecht mittels Einhandwinkelschleifer auf Länge geschnitten. Anschließend werden die Einzelteile ausgerichtet und mittels MAG Verfahren verschweißt (Bild 3.1 Gestell). Der halbkreisförmige Flachstahl DIN EN 10058 40x6 wird bereits gebogen angeliefert und muss nur noch angeschweißt werden.
3.3.2 Entnahmevorrichtung
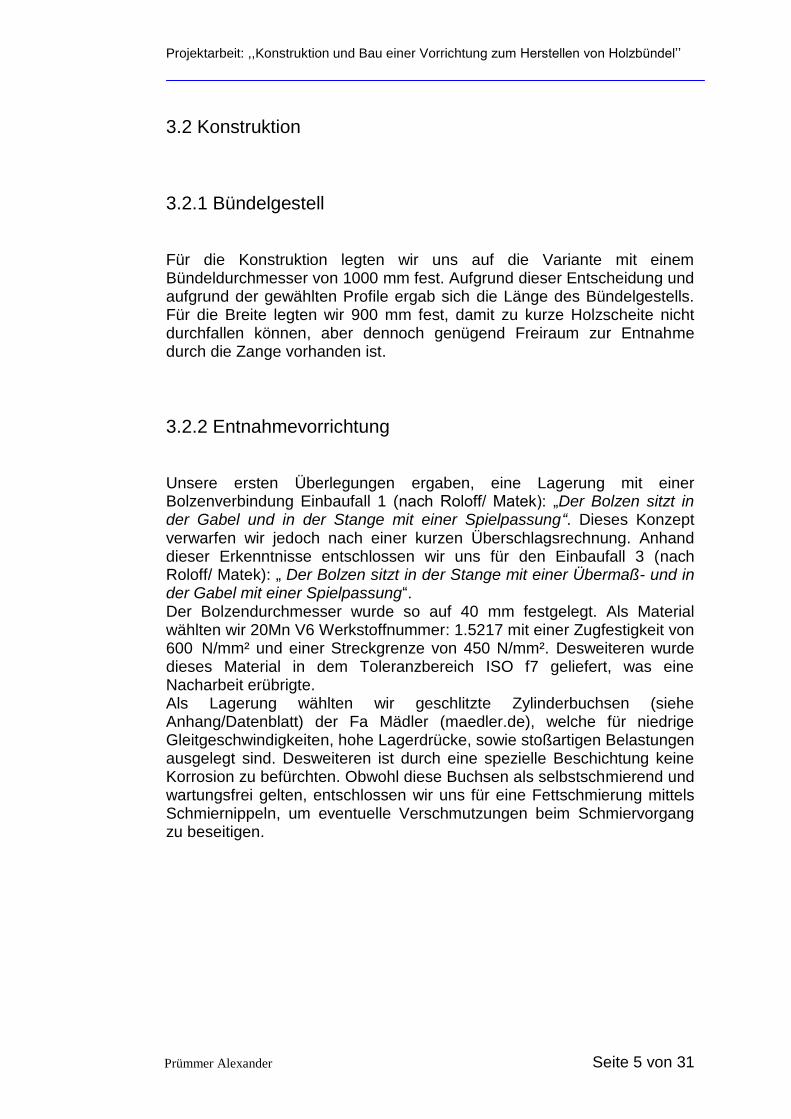
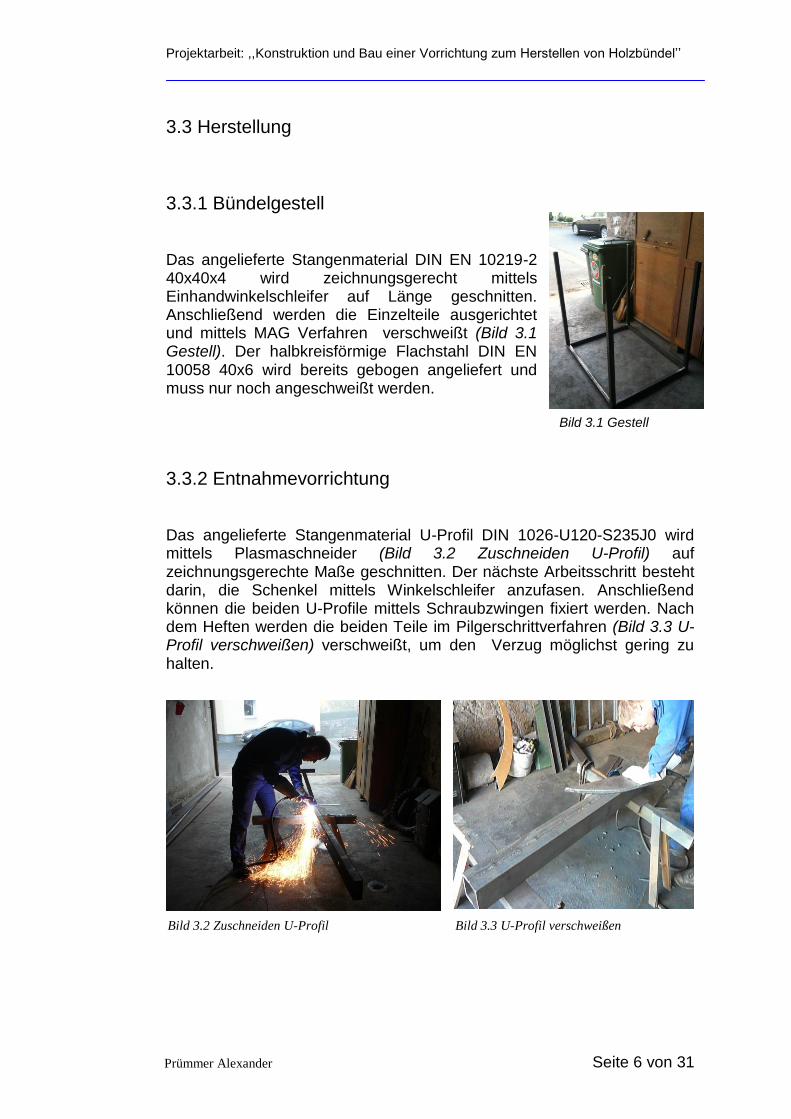
Das angelieferte Stangenmaterial U-Profil DIN 1026-U120-S235J0 wird mittels Plasmaschneider (Bild 3.2 Zuschneiden U-Profil) auf zeichnungsgerechte Maße geschnitten. Der nächste Arbeitsschritt besteht darin, die Schenkel mittels Winkelschleifer anzufasen. Anschließend können die beiden U-Profile mittels Schraubzwingen fixiert werden. Nach dem Heften werden die beiden Teile im Pilgerschrittverfahren (Bild 3.3 U-Profil verschweißen) verschweißt, um den Verzug möglichst gering zu halten.
Bild 3.1 Gestell
Bild 3.2 Zuschneiden U-Profil Bild 3.3 U-Profil verschweißen
Prümmer Alexander
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 7 von 31
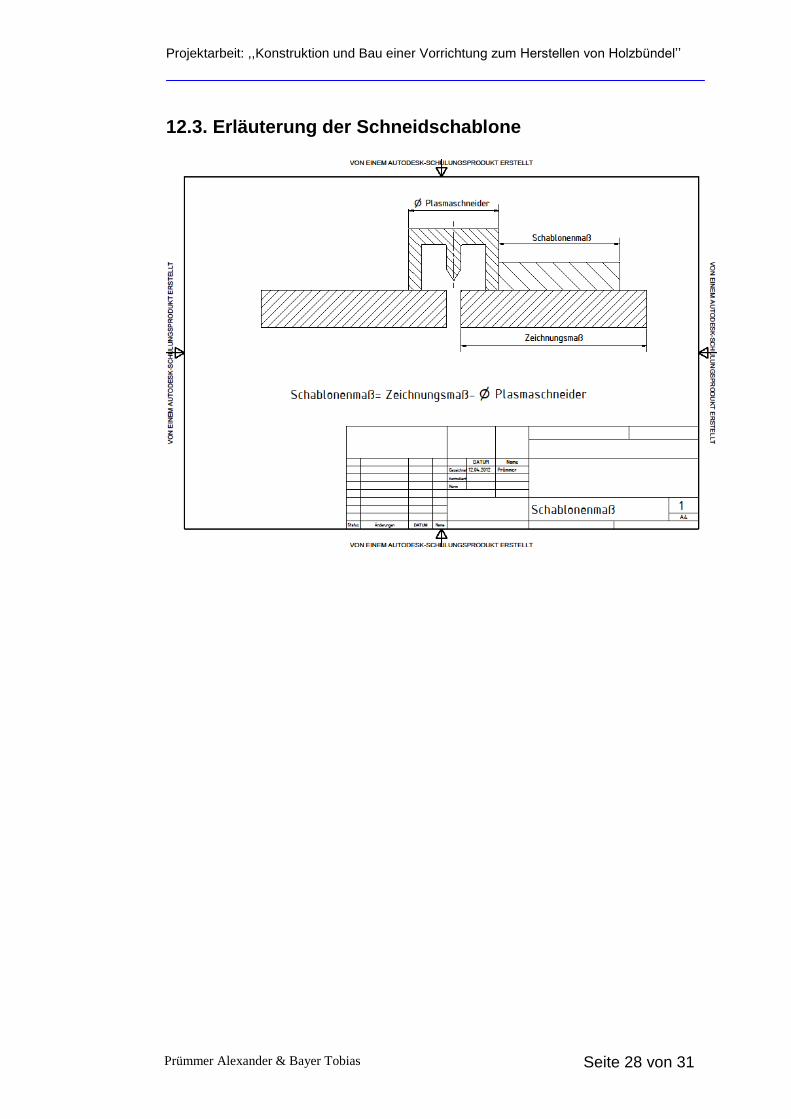
Im nächsten Schritt werden die bereits abgelängten U-Profile DIN 1026-U80-S235J0 mit der Stirnseite an die oben beschriebenen Bauteile angeschweißt. Danach werden die beiden Seitenteile mittels Querstreben miteinander verschweißt. Um die geforderte Kontur des beweglichen vorderen Zangenteils zu gewährleisten, werden Schablonen angefertigt. Diese bestehen aus 15mm starken Pressspanplatten, auf welche die Kontur zeichnungsgerecht übertragen wird. Dabei ist darauf zu achten, dass die Kontur rundherum um 15 mm kleiner als das Zeichnungsmaß sein muss, um beim Ausschneiden das gewünschte Maß zu erreichen. Die 15 mm ergeben sich aus dem Abstand zwischen Düse und Abstandsstück des Plasmaschneiders (siehe Kapitel 13 Schablonenmaß).
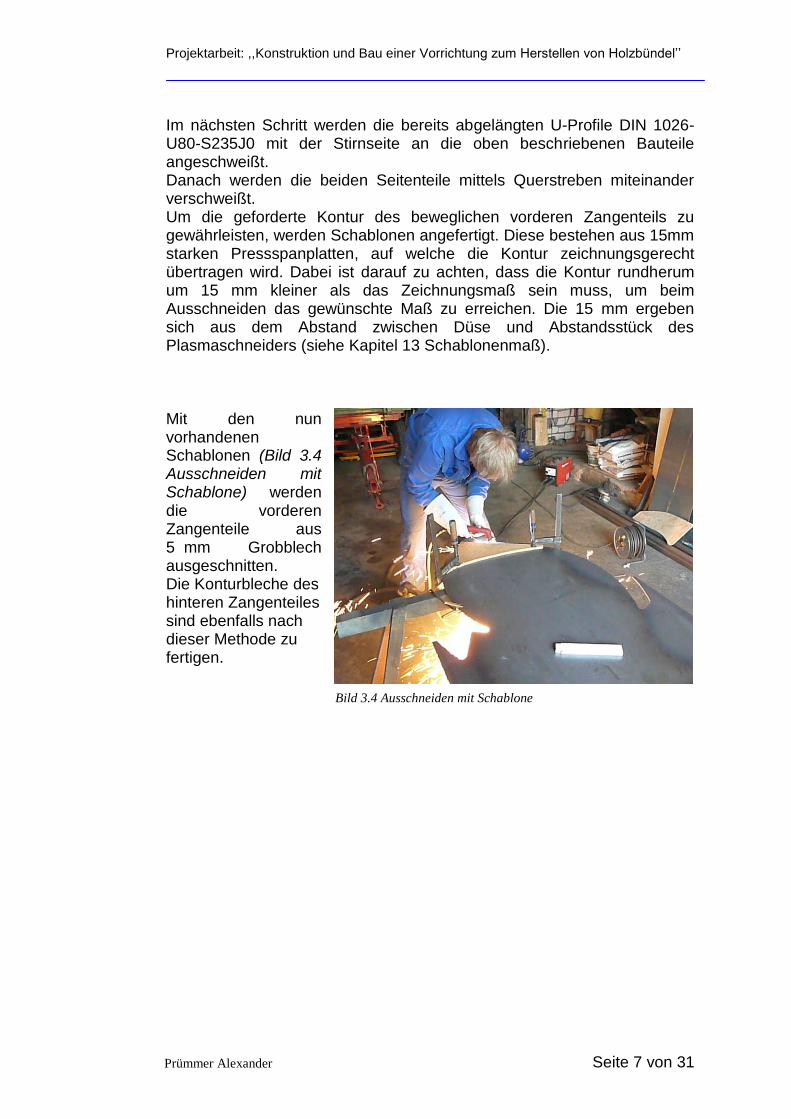
Mit den nun vorhandenen Schablonen (Bild 3.4 Ausschneiden mit Schablone) werden die vorderen Zangenteile aus 5amm Grobblech ausgeschnitten. Die Konturbleche des hinteren Zangenteiles sind ebenfalls nach dieser Methode zu fertigen.
Bild 3.4 Ausschneiden mit Schablone
Prümmer Alexander
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 8 von 31
Die Anschlagplatten des vorderen Zangenteils werdenaausaBreitflachstahlaDINa59a200-S235aJR G2a160x10 mit einer Schablone ausgeschnitten. Danach werden die jeweils gleichen Bauteile zusammengeheftet. Nach dem Heften müssen die Bohrungen für die Lagerhülsen angezeichnet, gebohrt und ausgespindelt werden (Bild 3.5 Ausspindeln).
Im Anschluss legen wir die Teile wie
vorgesehen aneinander, um die Passgenauigkeit zu prüfen (Bild 3.6 Überprüfung der Brennteile).
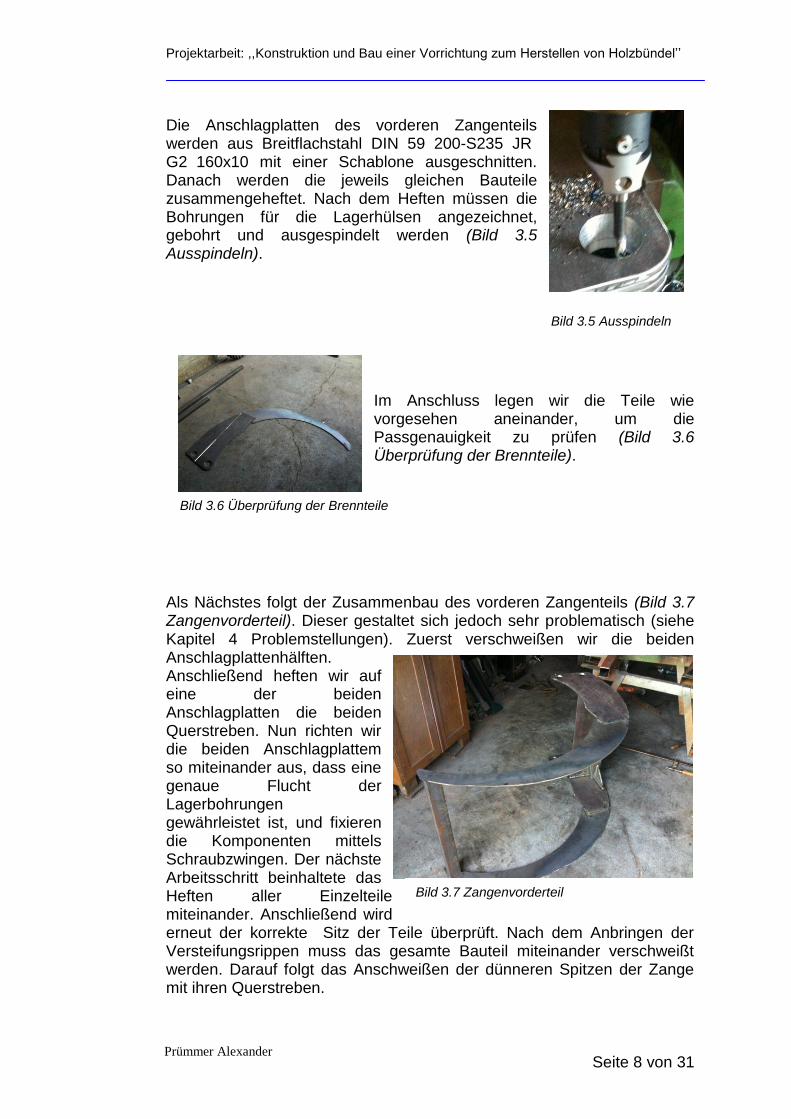
Als Nächstes folgt der Zusammenbau des vorderen Zangenteils (Bild 3.7 Zangenvorderteil). Dieser gestaltet sich jedoch sehr problematisch (siehe Kapitel 4 Problemstellungen). Zuerst verschweißen wir die beiden Anschlagplattenhälften. Anschließend heften wir auf eine der beiden Anschlagplatten die beiden Querstreben. Nun richten wir die beiden Anschlagplattem so miteinander aus, dass eine genaue Flucht der Lagerbohrungen gewährleistet ist, und fixieren die Komponenten mittels Schraubzwingen. Der nächste Arbeitsschritt beinhaltete das Heften aller Einzelteile miteinander. Anschließend wird erneut der korrekte Sitz der Teile überprüft. Nach dem Anbringen der Versteifungsrippen muss das gesamte Bauteil miteinander verschweißt werden. Darauf folgt das Anschweißen der dünneren Spitzen der Zange mit ihren Querstreben.
Bild 3.5 Ausspindeln
Bild 3.6 Überprüfung der Brennteile
Bild 3.7 Zangenvorderteil
Prümmer Alexander

Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 9 von 31
Die zum Schnellwechselrahmen ISO 23206 passenden Hakenplatten (Bild 3.8 Anschweißplatten) werden als Fertigteil angeliefert, müssen jedoch noch an die Gegebenheiten der Entnahmezange angepasst werden. Dazu wird die untere Lasche mittels Plasmaschneider abgetrennt.
Die quadratischen Hohlprofile DIN EN 10219 – 100 x 100 x 3 – S355J0 werden auf die zeichnungsgerechte Länge mittels Winkelschleifer geschnitten und mit den Anschweißplatten verschweißt. Der Flachstahl DIN EN 10058 30 x 20 wird ebenfalls auf Länge geschnitten.
Anschließend wird der Flachstahl an das hintere Teil des Bündelgestells angeschweißt. Nun werden die vorbereiteten Anschweißplatten ausgerichtet und geheftet. Jetzt folgt die Überprüfung des genauen Sitzes der Anschweißplatten (Bild 3.9
Überprüfung des Sitzes) mittels des vorhandenen Schnellwechselrahmens, welcher bereits am Frontlader des Schleppers montiert ist. Ist der genaue Sitz der Anschweißplatten nicht gewährleistet, so müssen diese neu ausgerichtet werden (siehe Kapitel 4 Problemstellungen). Bei korrektem Sitz der Anschweißplatten werden diese verschweißt und zusätzlich mit Versteifungsrippen verstärkt.
Bild 3.9 Überprüfung des Sitzes
Bild 3.8 Anschweißplatte. Bild Quelle: hessemetalltechnik.de
Prümmer Alexander

Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 10 von 31
Das Herstellen der Bolzengehäuse geschieht aufgrund der begrenzten Bearbeitungsmöglichkeiten bei einer Zulieferfirma. Es erfolgt lediglich eine genaue Wareneingangskontrolle, da eine genaue Maßhaltigkeit der Bohrung notwendig ist, um einen sicheren Querpressverband zu gewährleisten. Die Herstellung der kleineren Buchsen erfolgte wieder in Eigenleistung. Dazu wird das angelieferte Stangenmaterial (20Mn V6 Werkstoffnummer 1.5217) mittels Bandsäge auf das geforderte Zeichnungsmaß zuzüglich Aufmaß abgeschnitten. Anschließend erfolgt die Drehbearbeitung (Bild 3.10 Drehen der kleinen Buchsen) der abgelängten Rohlinge. Dabei ist auf die genaue Einhaltung der Bohrungstoleranzen zu achten, da hier später die Gleitlagerbuchsen eingepresst werden. Diese Gleitlager werden als Fertigteile bezogen und im Anschluss an die Drehbearbeitung in die Buchsen eingepresst. Danach erfolgt das Fräsen einer Fläche am Umfang des Drehteils. Hierbei ist besonders darauf zu achten, dass die gefräste Fläche rechtwinklig zum Schlitz der Buchse liegt. Darauf folgt die Herstellung der Gewindebohrung für die Schmiernippel DIN 71412 H1 A M8x1.
Bild 3.10 Drehen der kleinen Buchsen
Prümmer Alexander
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 11 von 31
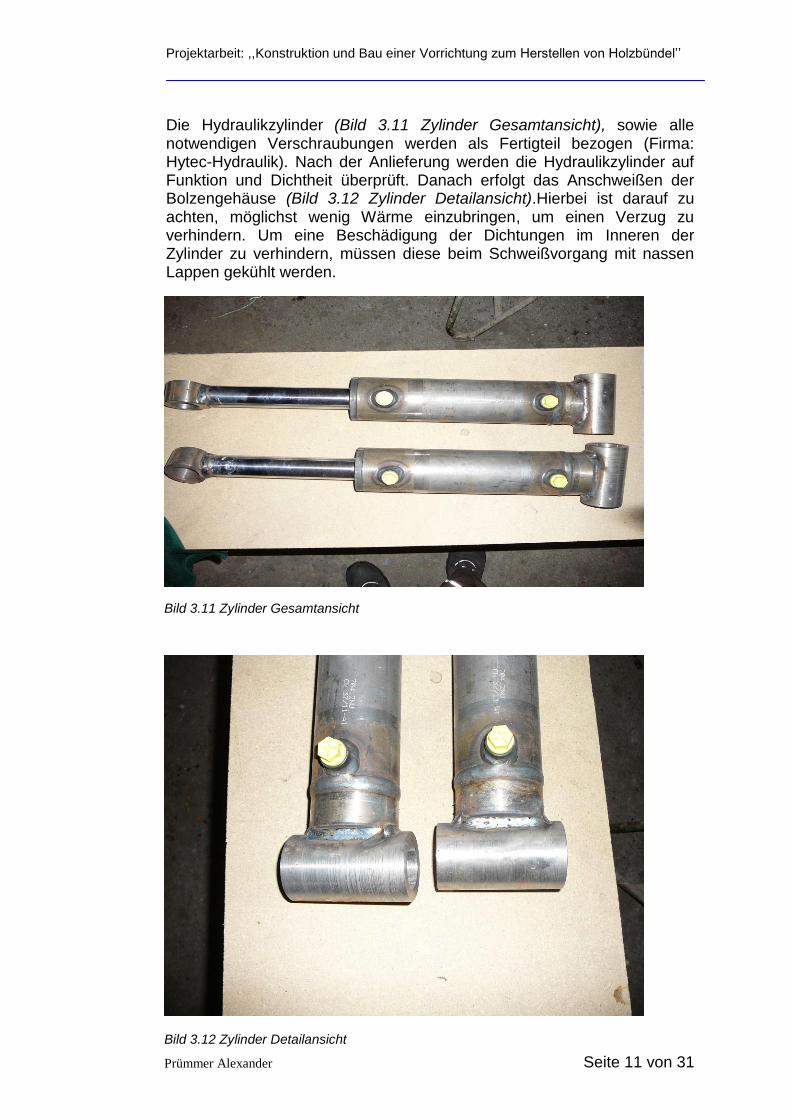
Die Hydraulikzylinder (Bild 3.11 Zylinder Gesamtansicht), sowie alle notwendigen Verschraubungen werden als Fertigteil bezogen (Firma: Hytec-Hydraulik). Nach der Anlieferung werden die Hydraulikzylinder auf Funktion und Dichtheit überprüft. Danach erfolgt das Anschweißen der Bolzengehäuse (Bild 3.12 Zylinder Detailansicht).Hierbei ist darauf zu achten, möglichst wenig Wärme einzubringen, um einen Verzug zu verhindern. Um eine Beschädigung der Dichtungen im Inneren der Zylinder zu verhindern, müssen diese beim Schweißvorgang mit nassen Lappen gekühlt werden.
Bild 3.11 Zylinder Gesamtansicht
Bild 3.12 Zylinder Detailansicht
Prümmer Alexander

Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 12 von 31
Für die Herstellung der Bolzen, wurde das angelieferte Stangenmaterial (20Mn V6 Werkstoffnummer 1.5217) auf der Bandsäge abgelängt, auf der Drehmaschine geplant und angefast. Zur Vorbereitung müssen die Bolzen mehrere Tage in der Gefriertruhe gelagert werden, so dass das Material schrumpft. Die Kühlung muss bis kurz vor dem Fügen der Teile aufrecht erhalten werden (Bild 3.13
Kühlung Bolzen).
Nun folgt die Vorbereitung der Bolzengehäuse, diese werden mittels Schweißbrenner erhitzt, so das sich der Werkstoff geringfügig ausdehnt (Bild 3.14 Erwärmen des Buchsengehäuses). Sehr wichtig ist dabei, dass die gekühlten Bolzen griffbereit platziert sind, sodass ein rascher Fügevorgang möglich ist. Nach erfolgter Erwärmung
wir
d nun der Bolzen in das Bolzengehäuse gesteckt. Wobei hier auf den symmetrischen Sitz des Bolzens in der Buchse geachtet werden muss.
Bild 3.13 Kühlung Bolzen
Bild 3.14 Erwärmen des Buchsengehäuses
Bild 3.15 Zylinder Gesamtansicht
Nun folgt die Vorbereitung der Bolzengehäuse. Diese werden mittels Schweißbrenner erhitzt, so dass sich der Werkstoff geringfügig ausdehnt (Bild 3.14 Erwärmen des Buchsengehäuses). Sehr wichtig ist dabei, dass die gekühlten Bolzen griffbereit platziert sind, sodass ein rascher Fügevorgang möglich ist. Nach erfolgter Erwärmung wird nun der Bolzen in das Bolzengehäuse gesteckt. Hierbei muss auf den symmetrischen Sitz des Bolzens in der Buchse geachtet werden (Bild 3.15 Zylinder Gesamtansicht).
Bayer Tobias

Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 13 von 31
Im nächsten Schritt werden die kleinen Buchsen in die bereits verschweißten Anschlagplatten gesteckt. Anschließend werden die unteren Bohrungen des Zangenvorderteils mit den Bohrungen in den Anschlagplatten in eine Flucht gebracht und die Bolzen mit montierten Bolzengehäuse eingeführt. Jetzt können die Hydraulikzylinder, die sich zur besseren Montage in der vorderen Endlage befinden müssen, montiert werden. Zur vorübergehenden Fixierung (Bild 3.16 Fixierung Zylinder) sollten die einzelnen Komponenten mittels Schraubzwingen gesichert werden. Danach werden die Buchsen (Bild 3.17 Fixierung der Buchsen) auf das vordere Ende des Hydraulikzylinders aufgesteckt. Ist dieser Schritt erfolgt, können die kleinen Zangenvorderteile montiert
werden. Nun erfolgt die Montage der inneren Anschlagplatten und im Anschluss daran die der Buchsen. Bei den vorhergehenden Schritten ist zu berücksichtigen, dass die Schraubzwingen, die den jeweiligen Schritt behindern, für dessen Dauer entfernt werden können. Sind diese Schritte erledigt, erfolgt das genaue Ausrichten der Bolzen und Buchsen, welches durch die mit reichlich Übermaß ausgeführten Bohrungen leicht möglich ist.
Bild 3.17 Fixierung der Buchsen
Bild 3.16 Fixierung Zylinder
Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 14 von 31
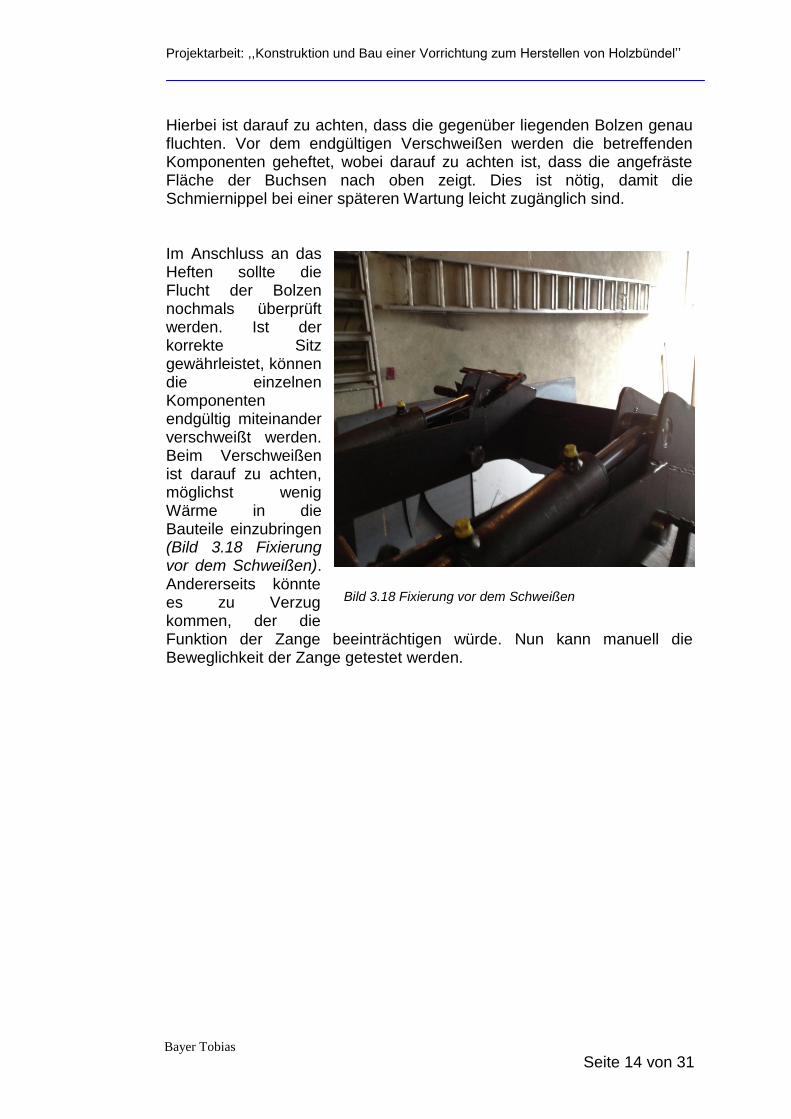
Hierbei ist darauf zu achten, dass die gegenüber liegenden Bolzen genau fluchten. Vor dem endgültigen Verschweißen werden die betreffenden Komponenten geheftet, wobei darauf zu achten ist, dass die angefräste Fläche der Buchsen nach oben zeigt. Dies ist nötig, damit die Schmiernippel bei einer späteren Wartung leicht zugänglich sind. Im Anschluss an das Heften sollte die Flucht der Bolzen nochmals überprüft werden. Ist der korrekte Sitz gewährleistet, können die einzelnen Komponenten endgültig miteinander verschweißt werden. Beim Verschweißen ist darauf zu achten, möglichst wenig Wärme in die Bauteile einzubringen (Bild 3.18 Fixierung vor dem Schweißen). Andererseits könnte es zu Verzug kommen, der die Funktion der Zange beeinträchtigen würde. Nun kann manuell die Beweglichkeit der Zange getestet werden.
Bild 3.18 Fixierung vor dem Schweißen
Bayer Tobias

Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 15 von 31
Die zur Verstärkung des Zangenvorderteils benötigten Flachstähle DIN EN 10058 – 40 x 6 S235 JR werden durch Walzen in die geforderte Form gebracht (Bild 3.19 Verstärkungen). Ist die geforderte Form gegeben, können sie am unteren Ende der Zange angeheftet werden. Nun können sie über die gesamte Länge mittels Schraubzwingen am Zangenvorderteil fixiert werden. Beim anschließenden Schweißen ist darauf zu achten, dass die Naht unterbrochen ausgeführt wird. Nachdem die Schweißarbeiten abgeschlossen sind, können die Schmiernippel montiert werden. Anschließend erfolgt eine Erstbefüllung mit Fett. Danach wird mit der Herstellung der Hydraulikleitungen begonnen (Bild 3.20 Hydraulikkomponenten).
Bild 3.19 Verstärkungen
Bild 3.20 Hydraulikkomponenten
Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 16 von 31
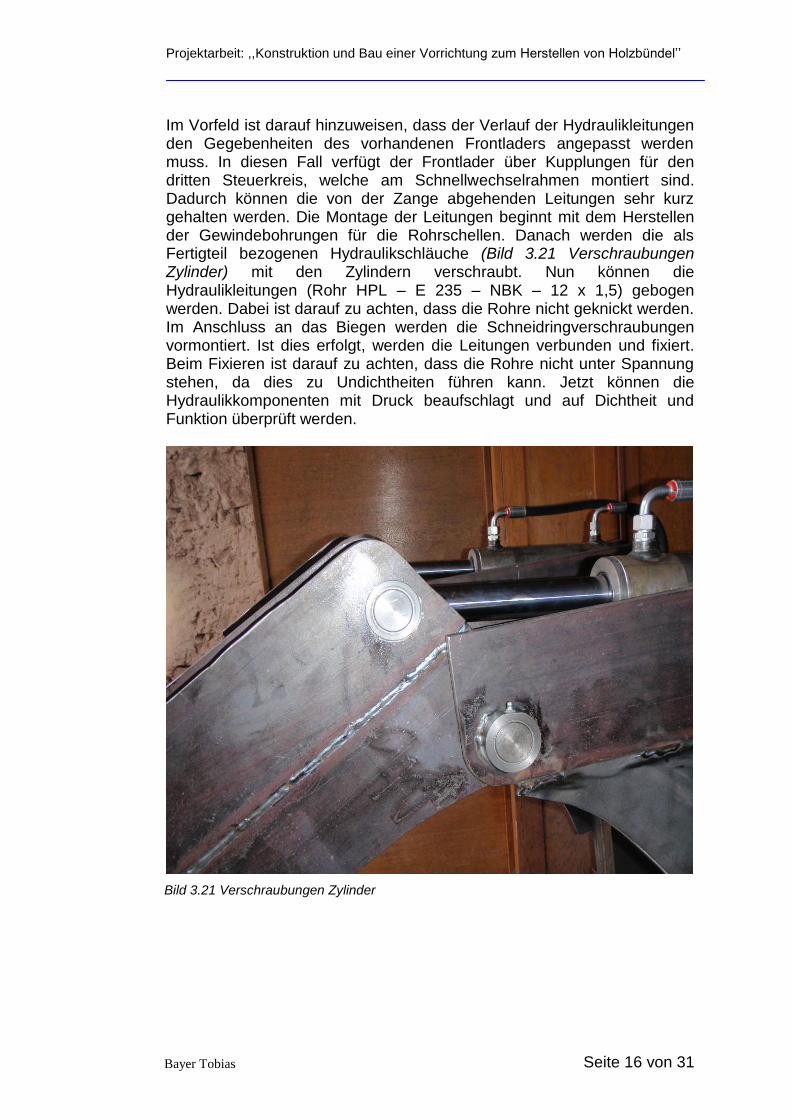
Im Vorfeld ist darauf hinzuweisen, dass der Verlauf der Hydraulikleitungen den Gegebenheiten des vorhandenen Frontladers angepasst werden muss. In diesen Fall verfügt der Frontlader über Kupplungen für den dritten Steuerkreis, welche am Schnellwechselrahmen montiert sind. Dadurch können die von der Zange abgehenden Leitungen sehr kurz gehalten werden. Die Montage der Leitungen beginnt mit dem Herstellen der Gewindebohrungen für die Rohrschellen. Danach werden die als Fertigteil bezogenen Hydraulikschläuche (Bild 3.21 Verschraubungen Zylinder) mit den Zylindern verschraubt. Nun können die Hydraulikleitungen (Rohr HPL – E 235 – NBK – 12 x 1,5) gebogen werden. Dabei ist darauf zu achten, dass die Rohre nicht geknickt werden. Im Anschluss an das Biegen werden die Schneidringverschraubungen vormontiert. Ist dies erfolgt, werden die Leitungen verbunden und fixiert. Beim Fixieren ist darauf zu achten, dass die Rohre nicht unter Spannung stehen, da dies zu Undichtheiten führen kann. Jetzt können die Hydraulikkomponenten mit Druck beaufschlagt und auf Dichtheit und Funktion überprüft werden.
Bild 3.21 Verschraubungen Zylinder
Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 17 von 31
4. Problemstellungen
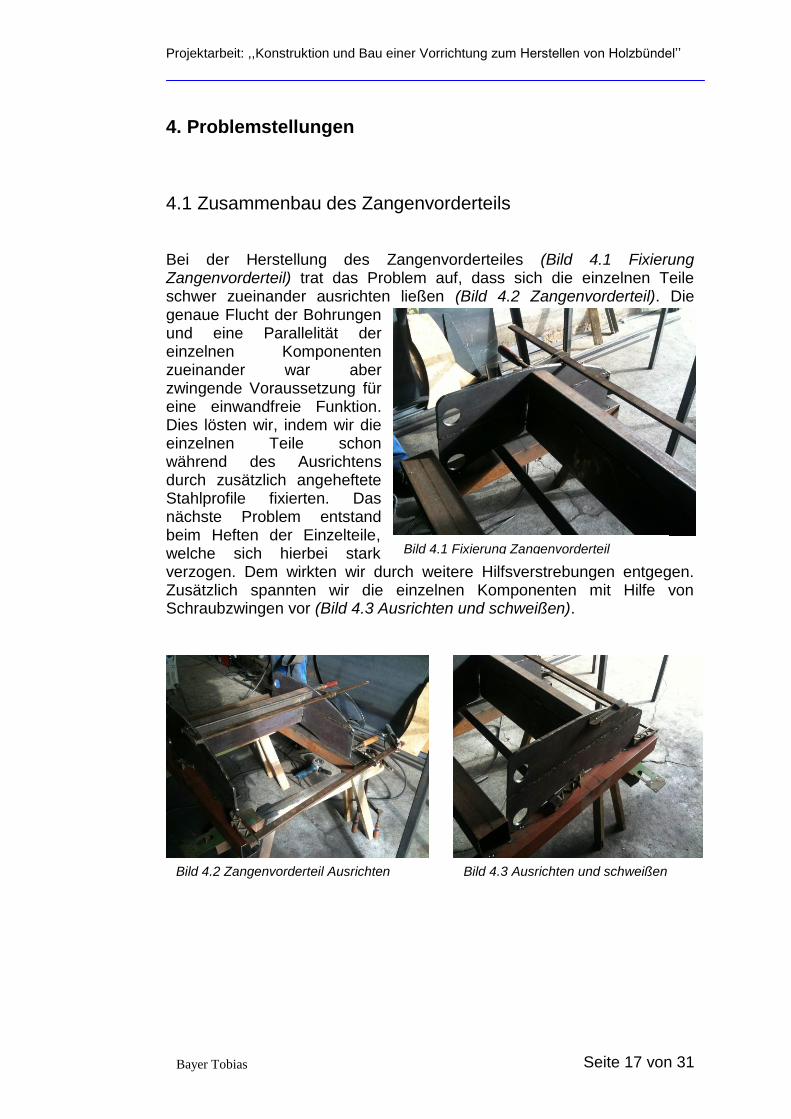
4.1 Zusammenbau des Zangenvorderteils Bei der Herstellung des Zangenvorderteiles (Bild 4.1 Fixierung Zangenvorderteil) trat das Problem auf, dass sich die einzelnen Teile schwer zueinander ausrichten ließen (Bild 4.2 Zangenvorderteil). Die genaue Flucht der Bohrungen und eine Parallelität der einzelnen Komponenten zueinander war aber zwingende Voraussetzung für eine einwandfreie Funktion. Dies lösten wir, indem wir die einzelnen Teile schon während des Ausrichtens durch zusätzlich angeheftete Stahlprofile fixierten. Das nächste Problem entstand beim Heften der Einzelteile, welche sich hierbei stark verzogen. Dem wirkten wir durch weitere Hilfsverstrebungen entgegen. Zusätzlich spannten wir die einzelnen Komponenten mit Hilfe von Schraubzwingen vor (Bild 4.3 Ausrichten und schweißen).
Bild 4.1 Fixierung Zangenvorderteil
Bild 4.2 Zangenvorderteil Ausrichten
Bild 4.3 Ausrichten und schweißen
Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 18 von 31
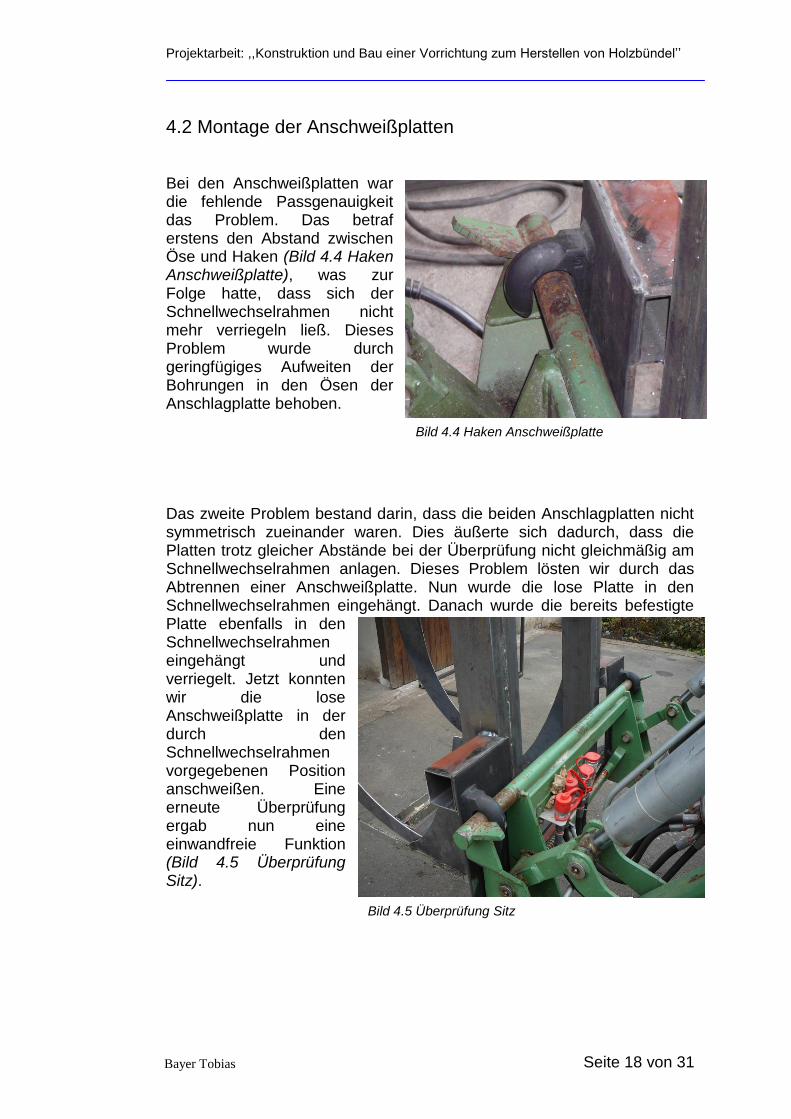
4.2 Montage der Anschweißplatten Bei den Anschweißplatten war die fehlende Passgenauigkeit das Problem. Das betraf erstens den Abstand zwischen Öse und Haken (Bild 4.4 Haken Anschweißplatte), was zur Folge hatte, dass sich der Schnellwechselrahmen nicht mehr verriegeln ließ. Dieses Problem wurde durch geringfügiges Aufweiten der Bohrungen in den Ösen der Anschlagplatte behoben. Das zweite Problem bestand darin, dass die beiden Anschlagplatten nicht symmetrisch zueinander waren. Dies äußerte sich dadurch, dass die Platten trotz gleicher Abstände bei der Überprüfung nicht gleichmäßig am Schnellwechselrahmen anlagen. Dieses Problem lösten wir durch das Abtrennen einer Anschweißplatte. Nun wurde die lose Platte in den Schnellwechselrahmen eingehängt. Danach wurde die bereits befestigte Platte ebenfalls in den Schnellwechselrahmen eingehängt und verriegelt. Jetzt konnten wir die lose Anschweißplatte in der durch den Schnellwechselrahmen vorgegebenen Position anschweißen. Eine erneute Überprüfung ergab nun eine einwandfreie Funktion (Bild 4.5 Überprüfung Sitz).
Bild 4.4 Haken Anschweißplatte
Bild 4.5 Überprüfung Sitz
Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 19 von 31
5. Testphase
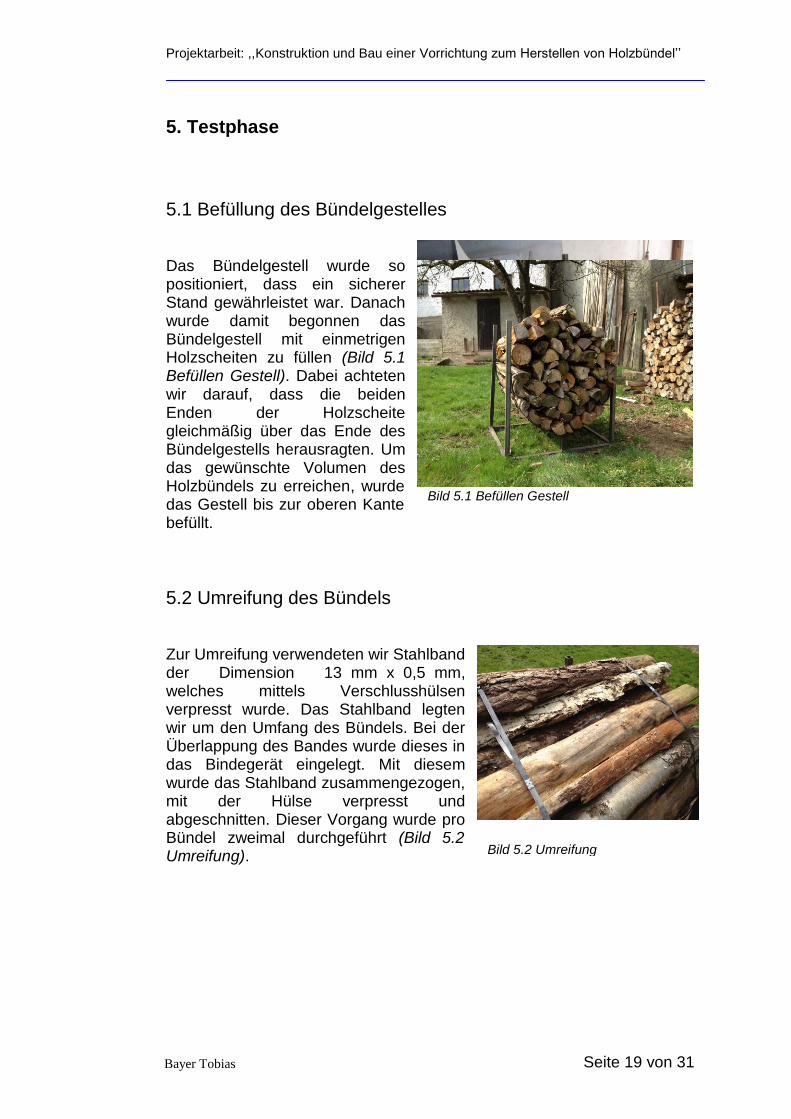
5.1 Befüllung des Bündelgestelles Das Bündelgestell wurde so positioniert, dass ein sicherer Stand gewährleistet war. Danach wurde damit begonnen das Bündelgestell mit einmetrigen Holzscheiten zu füllen (Bild 5.1 Befüllen Gestell). Dabei achteten wir darauf, dass die beiden Enden der Holzscheite gleichmäßig über das Ende des Bündelgestells herausragten. Um das gewünschte Volumen des Holzbündels zu erreichen, wurde das Gestell bis zur oberen Kante befüllt.
5.2 Umreifung des Bündels
Zur Umreifung verwendeten wir Stahlband der Dimension 13ammaxa0,5amm, welches mittels Verschlusshülsen verpresst wurde. Das Stahlband legten wir um den Umfang des Bündels. Bei der Überlappung des Bandes wurde dieses in das Bindegerät eingelegt. Mit diesem wurde das Stahlband zusammengezogen, mit der Hülse verpresst und abgeschnitten. Dieser Vorgang wurde pro Bündel zweimal durchgeführt (Bild 5.2 Umreifung).
Bild 5.1 Befüllen Gestell
Bayer Tobias
Bild 5.2 Umreifung
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 20 von 31
5.3 Montage der Bündelzange am Frontlader Zum Ankuppeln der Entnahmezange wurde der Schnellwechselrahmen weit möglichst ausgekippt. Nun wurde herangefahren bis der Schnellwechselrahmen unterhalb der Haken an den Anschweißplatten anstand. Danach wurde der Frontlader angehoben bis die obere Stange des Schnellwechselrahmens in den Haken anlag. Anschließend wurde angekippt, so das sich die Entnahmezange selbstständig mit den Schnellwechselrahmen verriegelte. Zum Schluss erfolgte das Koppeln der Hydraulikleitungen.
5.4 Entnahme des Bündels
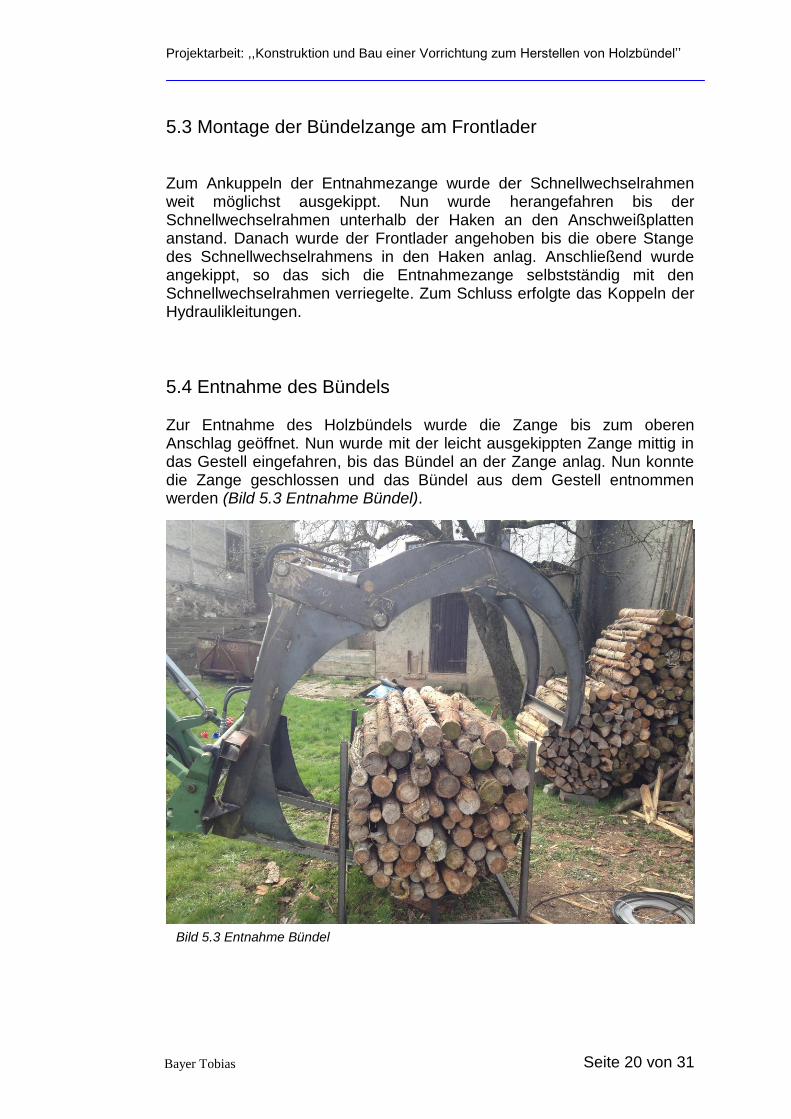
Zur Entnahme des Holzbündels wurde die Zange bis zum oberen Anschlag geöffnet. Nun wurde mit der leicht ausgekippten Zange mittig in das Gestell eingefahren, bis das Bündel an der Zange anlag. Nun konnte die Zange geschlossen und das Bündel aus dem Gestell entnommen werden (Bild 5.3 Entnahme Bündel).
Bild 5.3 Entnahme Bündel
Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 21 von 31
6. Sicherheitshinweise
Folgende Punkte sind beim Betrieb des Bündelgestells und der Entnahmezange zu beachten:
Es dürfen sich nur befugte Personen im Arbeitsbereich aufhalten.
Es sind Schutzhandschuhe zu tragen.
Quetschgefahr durch sich bewegende Teile.
Das Bündelgestell und der Schlepper müssen auf tragfähigem Untergrund stehen.
Beim Entnehmen des Bündels ist der Aufenthalt im Arbeitsbereich verboten.
Der Aufenthalt unter angehobenen Lasten ist verboten.
Undichtigkeiten des Hydrauliksystems niemals mit den Fingern suchen.
Der Transport von Personen auf der Zange ist verboten.
Die Sicherheitshinweise des Schlepper- und Frontladerherstellers sind zu beachten.
7. Wartungshinweise
Sämtliche Schmierstellen sind monatlich abzuschmieren.
Die Entnahmezange ist vor Arbeitsbeginn auf Beschädigungen zu prüfen.
Prümmer Alexander & Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 22 von 31
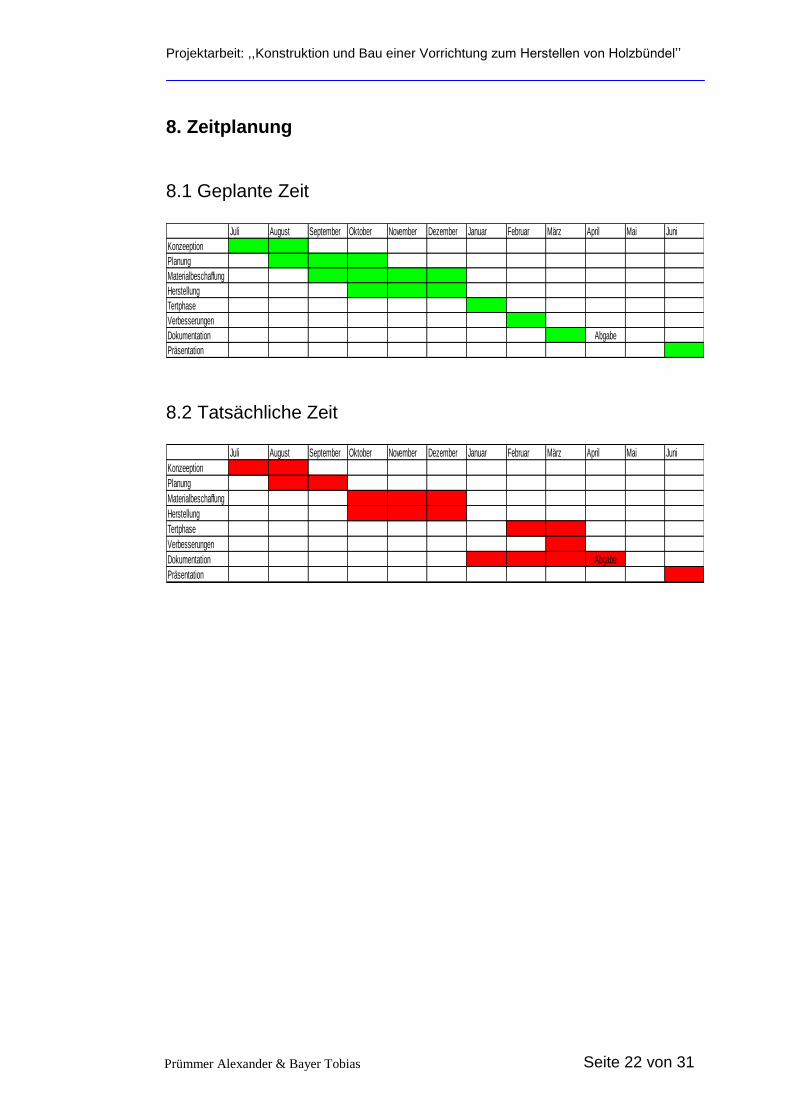
8. Zeitplanung 8.1 Geplante Zeit
Juli August September Oktober November Dezember Januar Februar März April Mai Juni
Konzeeption
Planung
Materialbeschaffung
Herstellung
Tertphase
Verbesserungen
Dokumentation Abgabe
Präsentation
8.2 Tatsächliche Zeit
Juli August September Oktober November Dezember Januar Februar März April Mai Juni
Konzeeption
Planung
Materialbeschaffung
Herstellung
Tertphase
Verbesserungen
Dokumentation Abgabe
Präsentation
Prümmer Alexander & Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 23 von 31
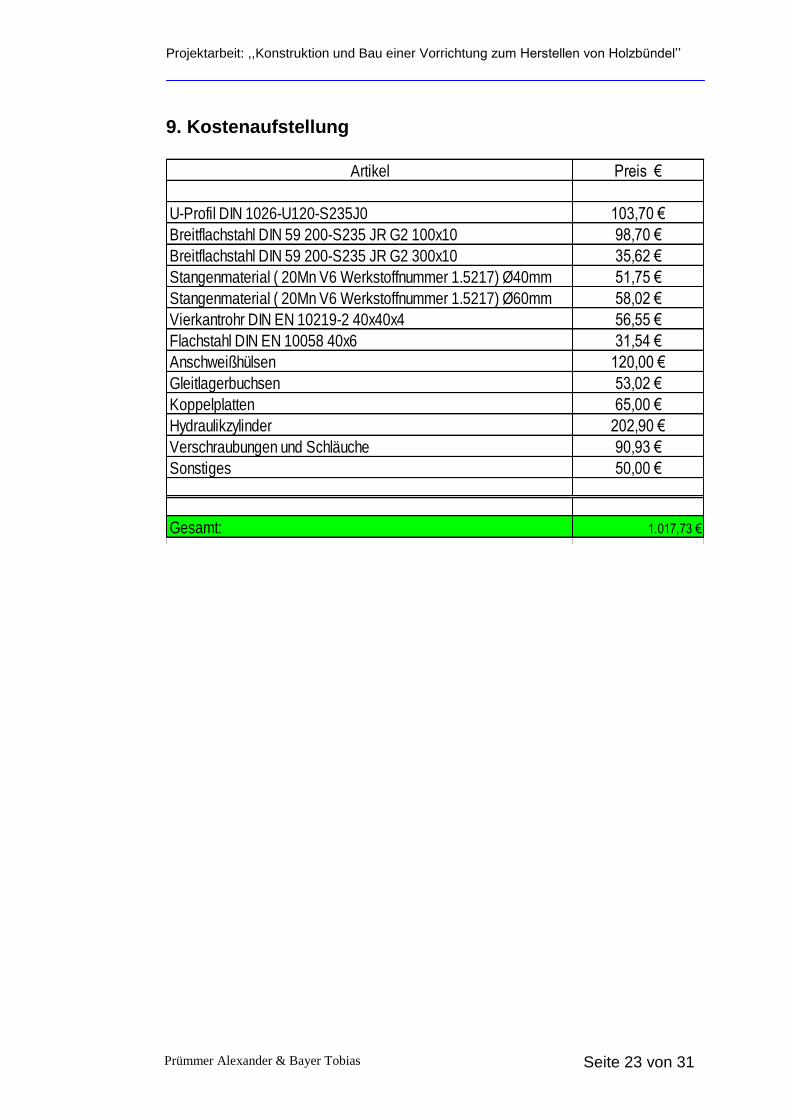
9. Kostenaufstellung
Artikel Preis €
U-Profil DIN 1026-U120-S235J0 103,70 €
Breitflachstahl DIN 59 200-S235 JR G2 100x10 98,70 €
Breitflachstahl DIN 59 200-S235 JR G2 300x10 35,62 €
Stangenmaterial ( 20Mn V6 Werkstoffnummer 1.5217) Ø40mm 51,75 €
Stangenmaterial ( 20Mn V6 Werkstoffnummer 1.5217) Ø60mm 58,02 €
Vierkantrohr DIN EN 10219-2 40x40x4 56,55 €
Flachstahl DIN EN 10058 40x6 31,54 €
Anschweißhülsen 120,00 €
Gleitlagerbuchsen 53,02 €
Koppelplatten 65,00 €
Hydraulikzylinder 202,90 €
Verschraubungen und Schläuche 90,93 €
Sonstiges 50,00 €
Gesamt: 1.017,73 €
Prümmer Alexander & Bayer Tobias

Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 24 von 31
10. Fazit Die von uns konstruierte und gebaute Entnahmezange hat sich mittlerweile auch in anderen Bereichen als sehr nützlich erwiesen. So ist es zum Beispiel möglich die geöffneten Bündel zur weiteren Verarbeitung ordentlich abzulegen (Bild 10.1 Ablegen). Des Weiteren lassen sich mit der Zange hervorragend große Mengen Geäst greifen und transportieren (Bild 10.2 Geäst Transport).
Uns wurde durch diese Projektarbeit deutlich, dass ein solches Projekt nur durch Verknüpfung der einzelnen Lerninhalte (z.B.: Technische Mechanik, Maschinenelemente und Konstruktion) der Technikerschule, sowie der vorhergehenden Berufsausbildung und Berufspraxis möglich ist. Der von uns anfangs erstellte Zeitplan wurde weitgehend eingehalten. Die vorgegebenen 120 Stunden pro Person reichten jedoch nicht aus. Die Gesamtkosten die wir anfänglich veranschlagten wurden überschritten. Bedanken möchten wir uns noch bei unseren Dozenten Herrn Steinbauer für die konstruktive Zusammenarbeit, sowie bei der Grundig Akademie, welche dieses Projekt erst ermöglichte. Die bei der Projektarbeit erlangten Erfahrungen und Erkenntnisse werden uns im nun folgenden Berufsleben nützlich sein.
Bild 10.1 Ablegen
Bild 10.2 Geäst Transport
Prümmer Alexander & Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 25 von 31
11. Erklärung Ich versichere durch meine Unterschrift, dass ich die mit meinem Namen gekennzeichneten Teile der vorstehenden Arbeit selbständig und ohne fremde Hilfe angefertigt, alle Stellen, die ich wörtlich oder annähernd wörtlich aus Veröffentlichungen entnommen, als solche kenntlich gemacht und mich auch keiner anderen als der angegebenen Literatur oder sonstiger Hilfsmittel bedient habe. Die Arbeit hat in dieser oder in ähnlicher Form noch keiner anderen Prüfungsbehörde vorgelegen. ................................................................. Ort, Datum, Unterschrift ................................................................. Ort, Datum, Unterschrift
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 26 von 31
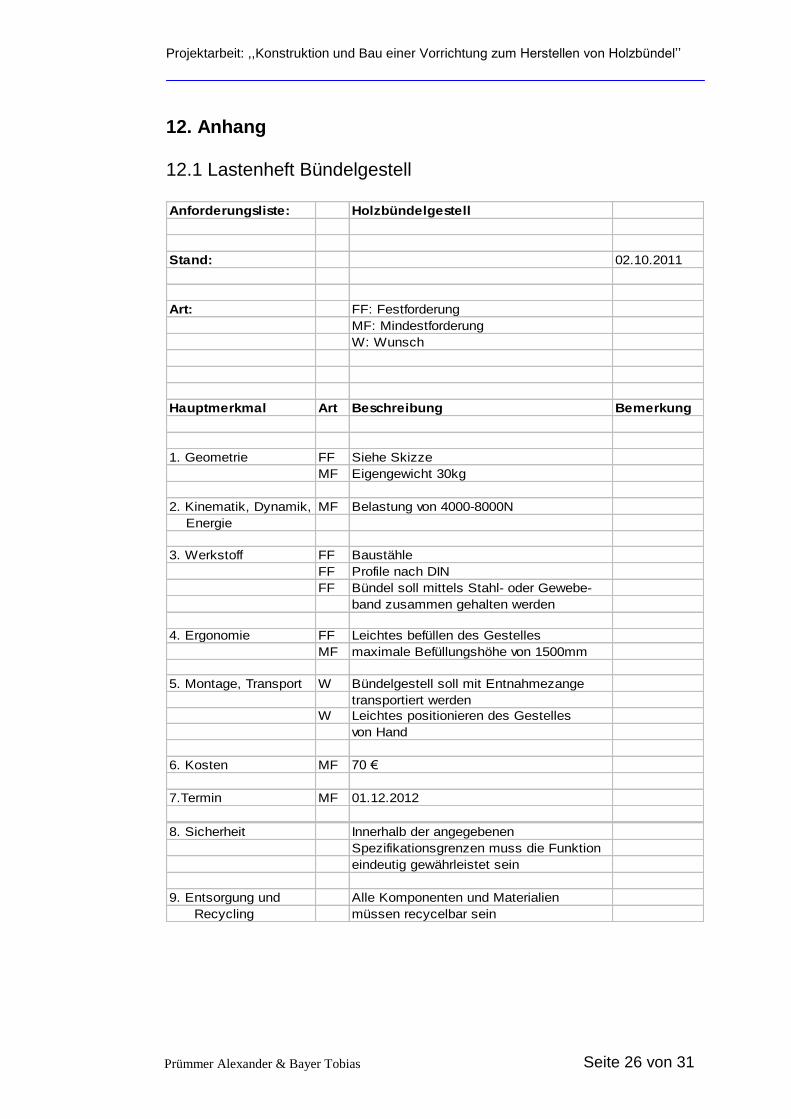
12. Anhang 12.1 Lastenheft Bündelgestell Anforderungsliste: Holzbündelgestell
Stand: 02.10.2011
Art: FF: Festforderung
MF: Mindestforderung
W: Wunsch
Hauptmerkmal Art Beschreibung Bemerkung
1. Geometrie FF Siehe Skizze
MF Eigengewicht 30kg
2. Kinematik, Dynamik, MF Belastung von 4000-8000N
Energie
3. Werkstoff FF Baustähle
FF Profile nach DIN
FF Bündel soll mittels Stahl- oder Gewebe-
band zusammen gehalten werden
4. Ergonomie FF Leichtes befüllen des Gestelles
MF maximale Befüllungshöhe von 1500mm
5. Montage, Transport W Bündelgestell soll mit Entnahmezange
transportiert werden
W Leichtes positionieren des Gestelles
von Hand
6. Kosten MF 70 €
7.Termin MF 01.12.2012
8. Sicherheit Innerhalb der angegebenen
Spezifikationsgrenzen muss die Funktion
eindeutig gewährleistet sein
9. Entsorgung und Alle Komponenten und Materialien
Recycling müssen recycelbar sein
Prümmer Alexander & Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 27 von 31
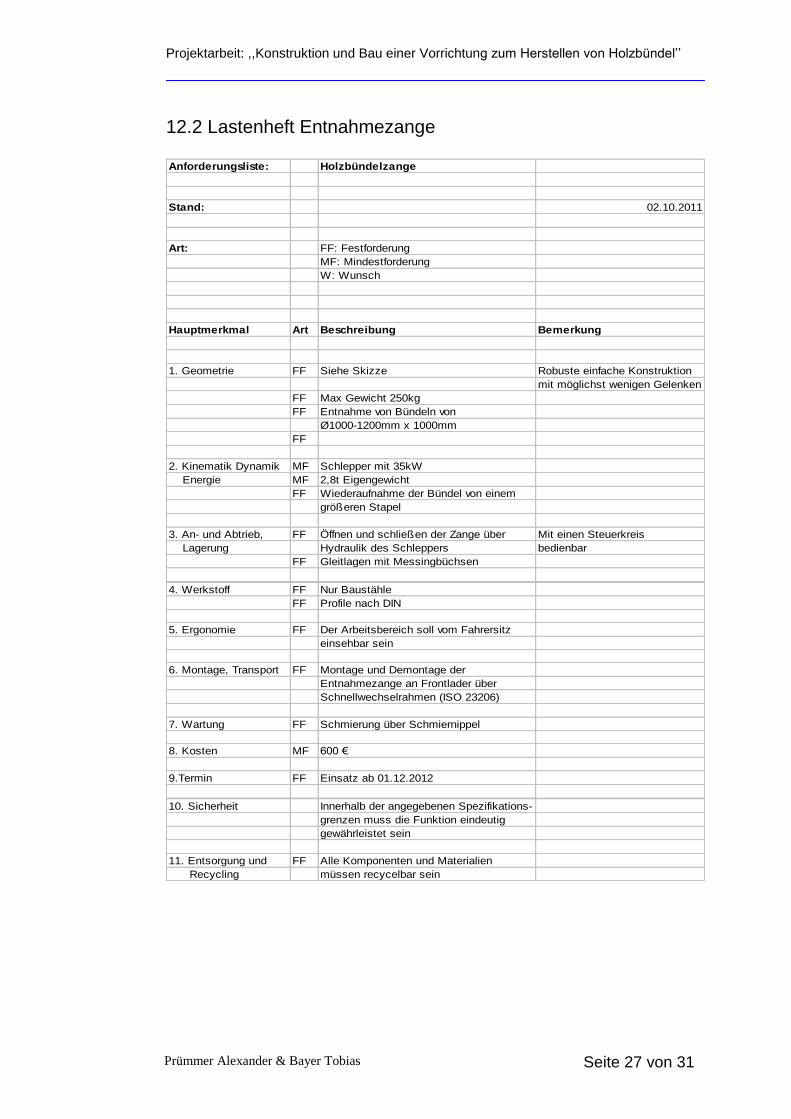
12.2 Lastenheft Entnahmezange Anforderungsliste: Holzbündelzange
Stand: 02.10.2011
Art: FF: Festforderung
MF: Mindestforderung
W: Wunsch
Hauptmerkmal Art Beschreibung Bemerkung
1. Geometrie FF Siehe Skizze Robuste einfache Konstruktion
mit möglichst wenigen Gelenken
FF Max Gewicht 250kg
FF Entnahme von Bündeln von
Ø1000-1200mm x 1000mm
FF
2. Kinematik Dynamik MF Schlepper mit 35kW
Energie MF 2,8t Eigengewicht
FF Wiederaufnahme der Bündel von einem
größeren Stapel
3. An- und Abtrieb, FF Öffnen und schließen der Zange über Mit einen Steuerkreis
Lagerung Hydraulik des Schleppers bedienbar
FF Gleitlagen mit Messingbüchsen
4. Werkstoff FF Nur Baustähle
FF Profile nach DIN
5. Ergonomie FF Der Arbeitsbereich soll vom Fahrersitz
einsehbar sein
6. Montage, Transport FF Montage und Demontage der
Entnahmezange an Frontlader über
Schnellwechselrahmen (ISO 23206)
7. Wartung FF Schmierung über Schmiernippel
8. Kosten MF 600 €
9.Termin FF Einsatz ab 01.12.2012
10. Sicherheit Innerhalb der angegebenen Spezifikations-
grenzen muss die Funktion eindeutig
gewährleistet sein
11. Entsorgung und FF Alle Komponenten und Materialien
Recycling müssen recycelbar sein
Prümmer Alexander & Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 28 von 31
12.3. Erläuterung der Schneidschablone
Prümmer Alexander & Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 29 von 31
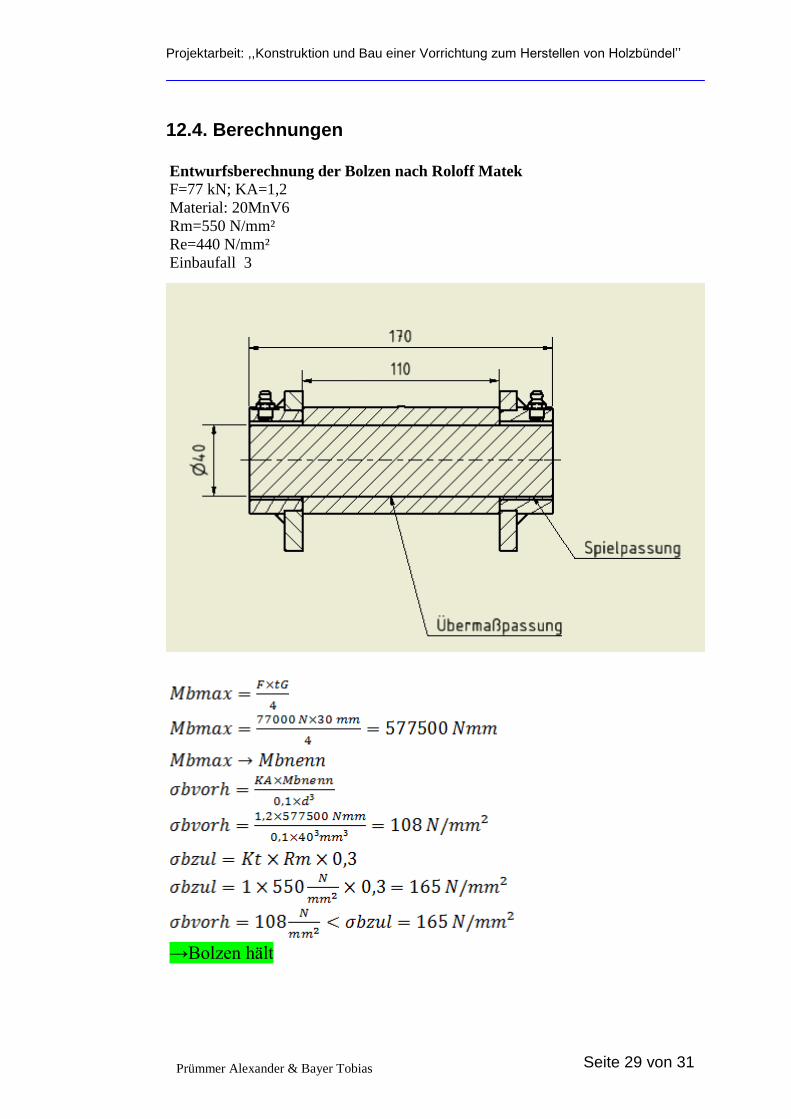
12.4. Berechnungen Entwurfsberechnung der Bolzen nach Roloff Matek
F=77 kN; KA=1,2
Material: 20MnV6
Rm=550 N/mm²
Re=440 N/mm²
Einbaufall 3
→Bolzen hält
Prümmer Alexander & Bayer Tobias
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 30 von 31
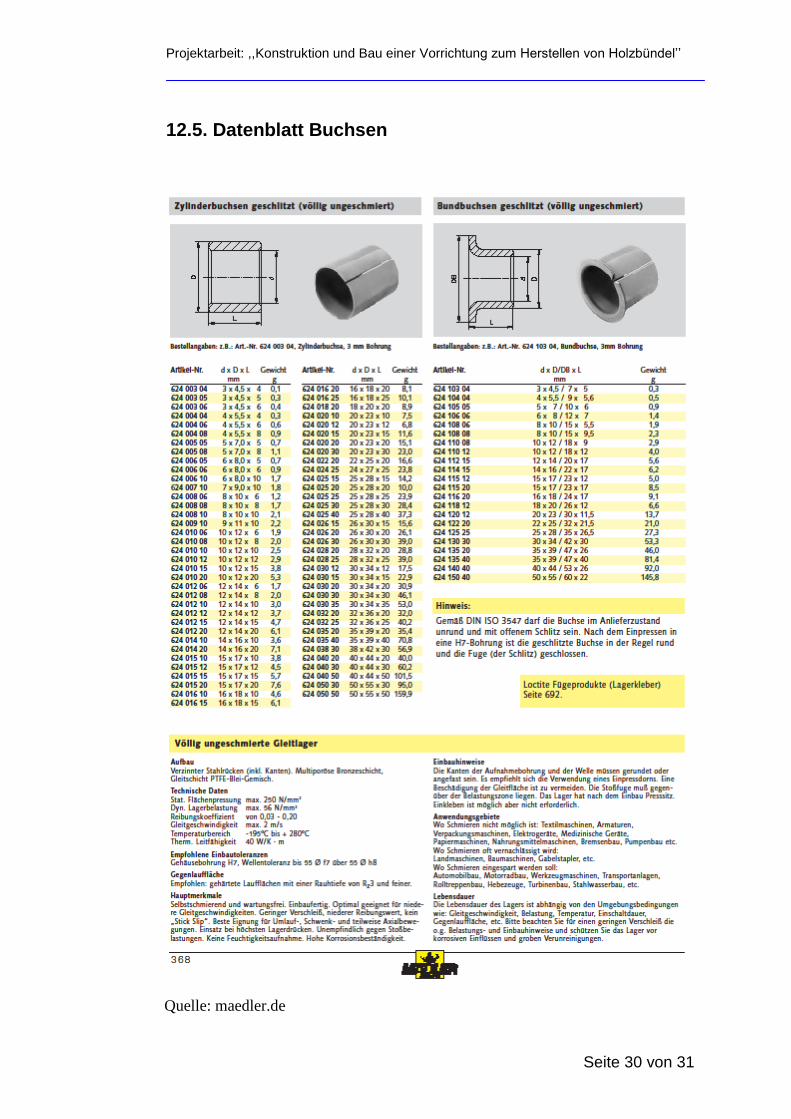
12.5. Datenblatt Buchsen
Quelle: maedler.de
Projektarbeit: ,,Konstruktion und Bau einer Vorrichtung zum Herstellen von Holzbündel’’
Seite 31 von 31
13. Quellenverzeichnis Roloff/Matek Maschinenelemente 19. Auflage hessemetalltechnik.de maedler.de
14. Zeichnungen


















