EXPERTISE POUR DES APPLICATIONS DANS LE … · EXPERTISE POUR DES APPLICATIONS DANS LE DOMAINE DE...
9
Walter AG Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Allemagne walter-tools.com _ . Sous réserves de modification – Printed in Germany 7232199 (08/2016) FR Walter AG Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Allemagne walter-tools.com Walter France Soultz-sous-Forêts, France +33 (0) 3 88 80 20 00, [email protected] Walter Benelux N.V./S.A. Zaventem, Belgique (B) +32 (02) 7258500 (NL) +31 (0) 900 26585-22 [email protected] Walter (Schweiz) AG Solothurn, Suisse +41 (0) 32 617 40 72, [email protected] _ EXPERTISE POUR DES APPLICATIONS DANS LE DOMAINE DE L’ÉNERGIE L’énergie moteur d’avenir. Solutions par secteur Énergie
Transcript of EXPERTISE POUR DES APPLICATIONS DANS LE … · EXPERTISE POUR DES APPLICATIONS DANS LE DOMAINE DE...

Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Allemagne
walter-tools.com
_
.
Sous
rése
rves
de
mod
ifica
tion
– P
rinte
d in
Ger
man
y 7
2321
99 (
08/2
016)
FR
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Allemagne
walter-tools.com
Walter FranceSoultz-sous-Forêts, France+33 (0) 3 88 80 20 00, [email protected]
Walter Benelux N.V./S.A.Zaventem, Belgique(B) +32 (02) 7258500(NL) +31 (0) 900 [email protected]
Walter (Schweiz) AGSolothurn, Suisse+41 (0) 32 617 40 72, [email protected]
_ EXPERTISE POUR DES APPLICATIONS DANS LE DOMAINE DE L’ÉNERGIE
L’énergie moteur d’avenir.
Solutions par secteur
Énergie
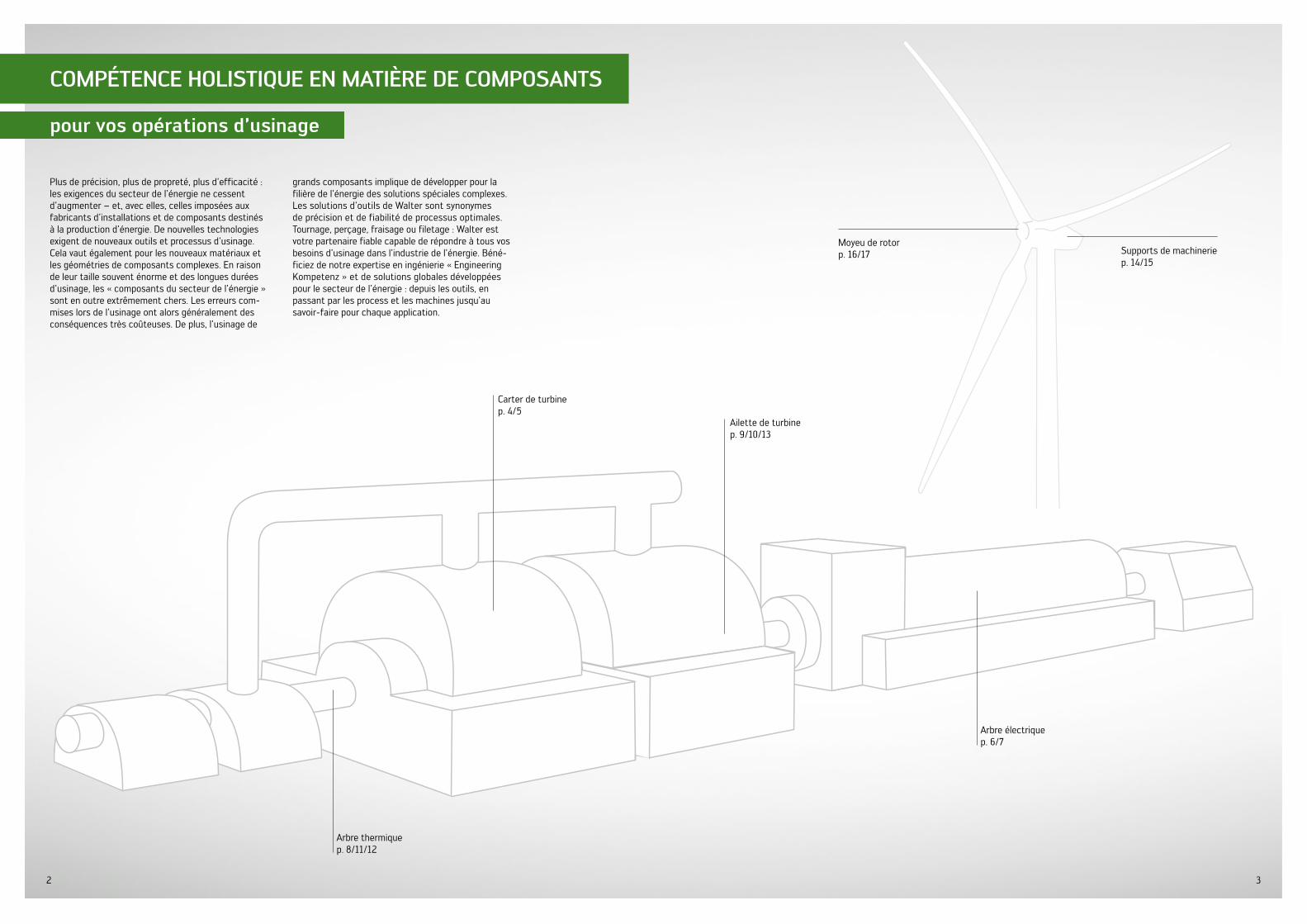
COMPÉTENCE HOLISTIQUE EN MATIÈRE DE COMPOSANTS
pour vos opérations d’usinage
Plus de précision, plus de propreté, plus d’efficacité : les exigences du secteur de l’énergie ne cessent d’augmenter – et, avec elles, celles imposées aux fabricants d’installations et de composants destinés à la production d’énergie. De nouvelles technologies exigent de nouveaux outils et processus d’usinage. Cela vaut également pour les nouveaux matériaux et les géométries de composants complexes. En raison de leur taille souvent énorme et des longues durées d’usinage, les « composants du secteur de l’énergie » sont en outre extrêmement chers. Les erreurs com-mises lors de l’usinage ont alors généralement des conséquences très coûteuses. De plus, l’usinage de
grands composants implique de développer pour la filière de l’énergie des solutions spéciales complexes.Les solutions d’outils de Walter sont synonymes de précision et de fiabilité de processus optimales. Tournage, perçage, fraisage ou filetage : Walter est votre partenaire fiable capable de répondre à tous vos besoins d’usinage dans l’industrie de l’énergie. Béné-ficiez de notre expertise en ingénierie « Engineering Kompetenz » et de solutions globales développées pour le secteur de l’énergie : depuis les outils, en passant par les process et les machines jusqu’au savoir-faire pour chaque application.
Arbre thermiquep. 8/11/12
Carter de turbinep. 4/5
Ailette de turbinep. 9/10/13
Arbre électriquep. 6/7
Supports de machineriep. 14/15
Moyeu de rotorp. 16/17
32
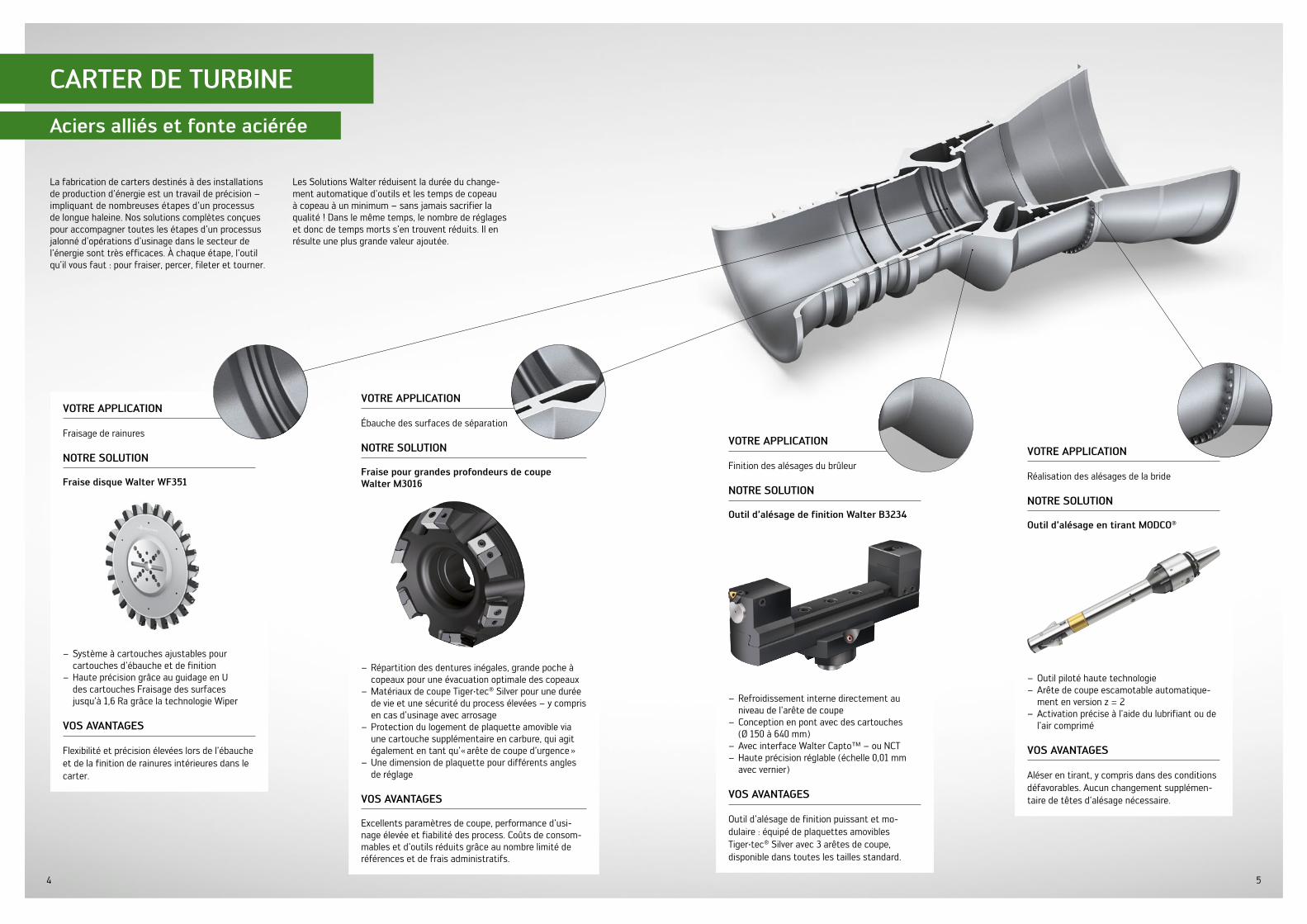
VOTRE APPLICATION
Réalisation des alésages de la bride
NOTRE SOLUTION
Outil d’alésage en tirant MODCO®
– Outil piloté haute technologie – Arête de coupe escamotable automatique-ment en version z = 2
– Activation précise à l’aide du lubrifiant ou de l’air comprimé
VOS AVANTAGES
Aléser en tirant, y compris dans des conditions défavorables. Aucun changement supplémen-taire de têtes d’alésage nécessaire.
VOTRE APPLICATION
Finition des alésages du brûleur
NOTRE SOLUTION
Outil d’alésage de finition Walter B3234
– Refroidissement interne directement au niveau de l’arête de coupe
– Conception en pont avec des cartouches (Ø 150 à 640 mm)
– Avec interface Walter Capto™ – ou NCT – Haute précision réglable (échelle 0,01 mm avec vernier)
VOS AVANTAGES
Outil d’alésage de finition puissant et mo-dulaire : équipé de plaquettes amovibles Tiger·tec® Silver avec 3 arêtes de coupe, disponible dans toutes les tailles standard.
VOTRE APPLICATION
Fraisage de rainures
NOTRE SOLUTION
Fraise disque Walter WF351
– Système à cartouches ajustables pour cartouches d’ébauche et de finition
– Haute précision grâce au guidage en U des cartouches Fraisage des surfaces jusqu’à 1,6 Ra grâce la technologie Wiper
VOS AVANTAGES
Flexibilité et précision élevées lors de l’ébauche et de la finition de rainures intérieures dans le carter.
VOTRE APPLICATION
Ébauche des surfaces de séparation
NOTRE SOLUTION
Fraise pour grandes profondeurs de coupe Walter M3016
– Répartition des dentures inégales, grande poche à copeaux pour une évacuation optimale des copeaux
– Matériaux de coupe Tiger·tec® Silver pour une durée de vie et une sécurité du process élevées – y compris en cas d’usinage avec arrosage
– Protection du logement de plaquette amovible via une cartouche supplémentaire en carbure, qui agit également en tant qu’« arête de coupe d’urgence »
– Une dimension de plaquette pour différents angles de réglage
VOS AVANTAGES
Excellents paramètres de coupe, performance d’usi-nage élevée et fiabilité des process. Coûts de consom-mables et d’outils réduits grâce au nombre limité de références et de frais administratifs.
Aciers alliés et fonte aciérée
CARTER DE TURBINE
La fabrication de carters destinés à des installations de production d’énergie est un travail de précision – impliquant de nombreuses étapes d’un processus de longue haleine. Nos solutions complètes conçues pour accompagner toutes les étapes d’un processus jalonné d’opérations d’usinage dans le secteur de l’énergie sont très efficaces. À chaque étape, l’outil qu’il vous faut : pour fraiser, percer, fileter et tourner.
Les Solutions Walter réduisent la durée du change-ment automatique d’outils et les temps de copeau à copeau à un minimum – sans jamais sacrifier la qualité ! Dans le même temps, le nombre de réglages et donc de temps morts s’en trouvent réduits. Il en résulte une plus grande valeur ajoutée.
54
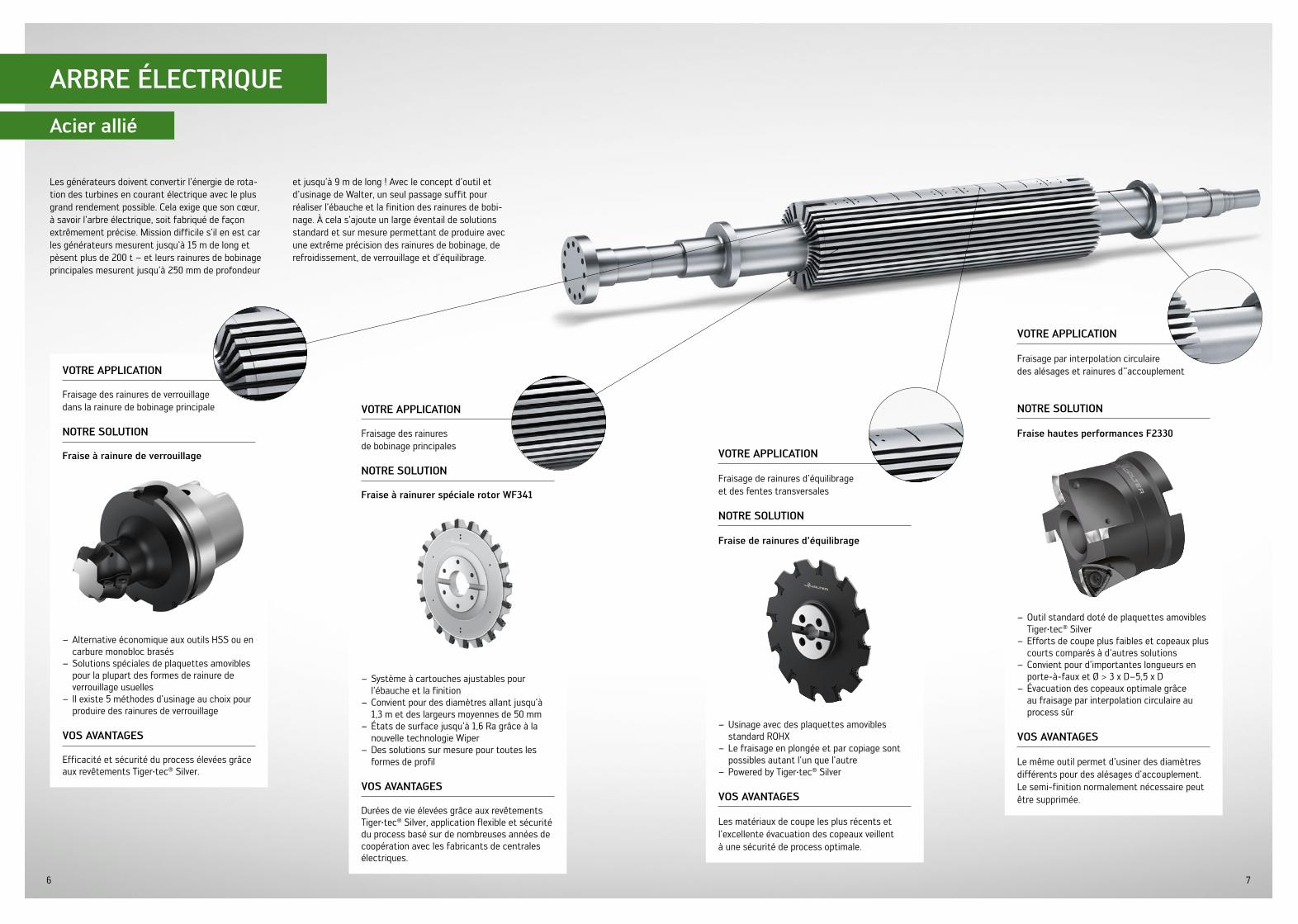
VOTRE APPLICATION
Fraisage par interpolation circulaire des alésages et rainures d’’accouplement
NOTRE SOLUTION
Fraise hautes performances F2330
– Outil standard doté de plaquettes amovibles Tiger·tec® Silver
– Efforts de coupe plus faibles et copeaux plus courts comparés à d’autres solutions
– Convient pour d’importantes longueurs en porte-à-faux et Ø > 3 x D–5,5 x D
– Évacuation des copeaux optimale grâce au fraisage par interpolation circulaire au process sûr
VOS AVANTAGES
Le même outil permet d’usiner des diamètres différents pour des alésages d’accouplement. Le semi-finition normalement nécessaire peut être supprimée.
VOTRE APPLICATION
Fraisage de rainures d’équilibrage et des fentes transversales
NOTRE SOLUTION
Fraise de rainures d’équilibrage
– Usinage avec des plaquettes amovibles standard ROHX
– Le fraisage en plongée et par copiage sont possibles autant l’un que l’autre
– Powered by Tiger·tec® Silver
VOS AVANTAGES
Les matériaux de coupe les plus récents et l’excellente évacuation des copeaux veillent à une sécurité de process optimale.
VOTRE APPLICATION
Fraisage des rainures de verrouillage dans la rainure de bobinage principale
NOTRE SOLUTION
Fraise à rainure de verrouillage
– Alternative économique aux outils HSS ou en carbure monobloc brasés
– Solutions spéciales de plaquettes amovibles pour la plupart des formes de rainure de verrouillage usuelles
– Il existe 5 méthodes d’usinage au choix pour produire des rainures de verrouillage
VOS AVANTAGES
Efficacité et sécurité du process élevées grâce aux revêtements Tiger·tec® Silver.
VOTRE APPLICATION
Fraisage des rainures de bobinage principales
NOTRE SOLUTION
Fraise à rainurer spéciale rotor WF341
– Système à cartouches ajustables pour l’ébauche et la finition
– Convient pour des diamètres allant jusqu’à 1,3 m et des largeurs moyennes de 50 mm
– États de surface jusqu’à 1,6 Ra grâce à la nouvelle technologie Wiper
– Des solutions sur mesure pour toutes les formes de profil
VOS AVANTAGES
Durées de vie élevées grâce aux revêtements Tiger·tec® Silver, application flexible et sécurité du process basé sur de nombreuses années de coopération avec les fabricants de centrales électriques.
Les générateurs doivent convertir l’énergie de rota-tion des turbines en courant électrique avec le plus grand rendement possible. Cela exige que son cœur, à savoir l’arbre électrique, soit fabriqué de façon extrêmement précise. Mission difficile s’il en est car les générateurs mesurent jusqu’à 15 m de long et pèsent plus de 200 t – et leurs rainures de bobinage principales mesurent jusqu’à 250 mm de profondeur
et jusqu’à 9 m de long ! Avec le concept d’outil et d’usinage de Walter, un seul passage suffit pour réaliser l’ébauche et la finition des rainures de bobi-nage. À cela s’ajoute un large éventail de solutions standard et sur mesure permettant de produire avec une extrême précision des rainures de bobinage, de refroidissement, de verrouillage et d’équilibrage.
Acier allié
ARBRE ÉLECTRIQUE
76
VOTRE APPLICATION
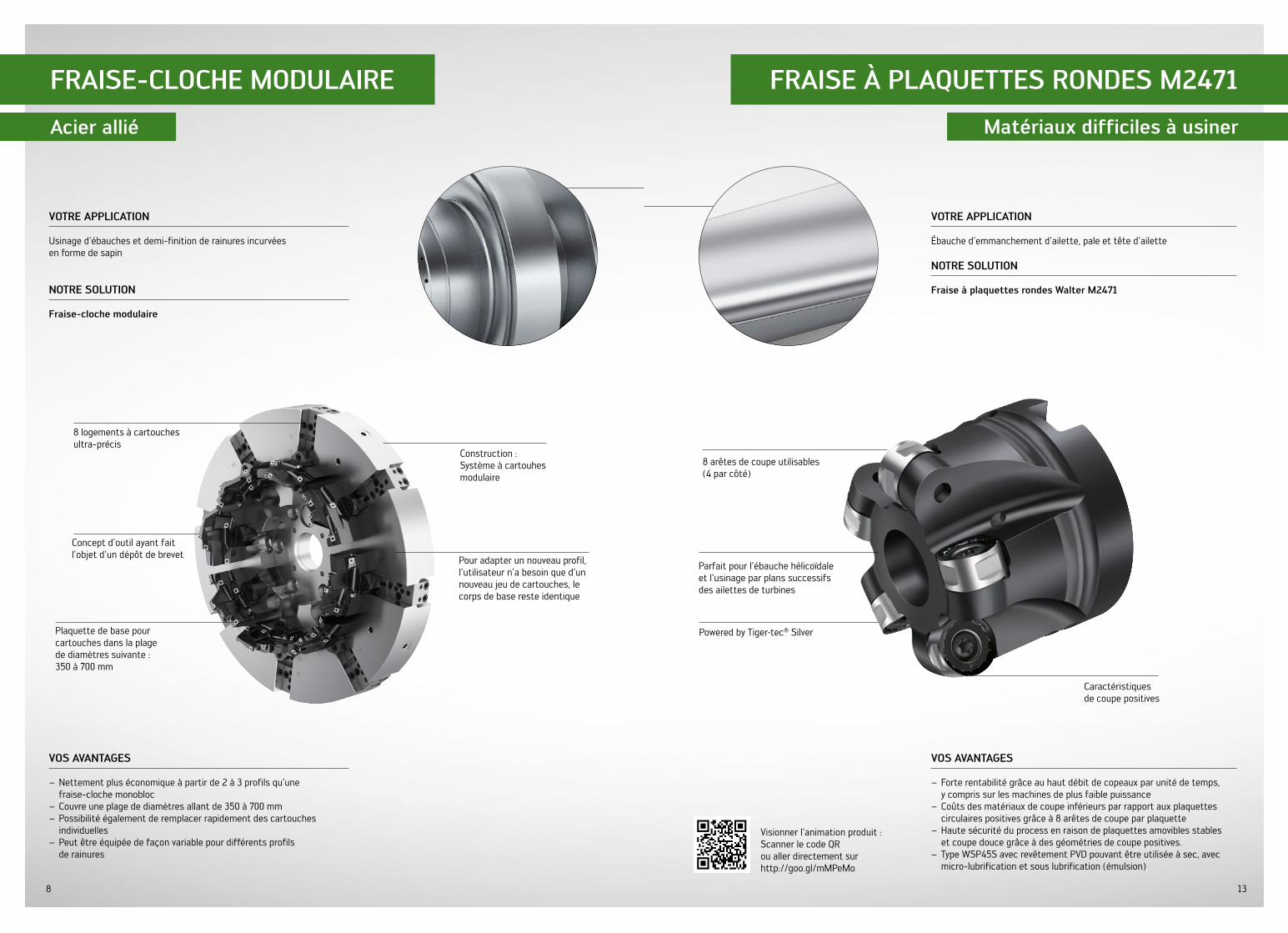
Ébauche d’emmanchement d’ailette, pale et tête d’ailette
NOTRE SOLUTION
Fraise à plaquettes rondes Walter M2471
VOS AVANTAGES
– Forte rentabilité grâce au haut débit de copeaux par unité de temps, y compris sur les machines de plus faible puissance
– Coûts des matériaux de coupe inférieurs par rapport aux plaquettes circulaires positives grâce à 8 arêtes de coupe par plaquette
– Haute sécurité du process en raison de plaquettes amovibles stables et coupe douce grâce à des géométries de coupe positives.
– Type WSP45S avec revêtement PVD pouvant être utilisée à sec, avec micro-lubrification et sous lubrification (émulsion)
VOTRE APPLICATION
Usinage d’ébauches et demi-finition de rainures incurvées en forme de sapin
NOTRE SOLUTION
Fraise-cloche modulaire
VOS AVANTAGES
– Nettement plus économique à partir de 2 à 3 profils qu’une fraise- cloche monobloc
– Couvre une plage de diamètres allant de 350 à 700 mm – Possibilité également de remplacer rapidement des cartouches individuelles
– Peut être équipée de façon variable pour différents profils de rainures
8 logements à cartouches ultra-précis
Acier allié
FRAISE-CLOCHE MODULAIRE
Matériaux difficiles à usiner
FRAISE À PLAQUETTES RONDES M2471
Visionner l’animation produit : Scanner le code QR ou aller directement sur http://goo.gl/mMPeMo
Construction : Système à cartouhes modulaire
Pour adapter un nouveau profil, l’utilisateur n’a besoin que d’un nouveau jeu de cartouches, le corps de base reste identique
Plaquette de base pour cartouches dans la plage de diamètres suivante : 350 à 700 mm
8 arêtes de coupe utilisables (4 par côté)
Caractéristiques de coupe positives
Parfait pour l’ébauche hélicoïdale et l’usinage par plans successifs des ailettes de turbines
Concept d’outil ayant fait l’objet d’un dépôt de brevet
Powered by Tiger·tec® Silver
138

VOTRE APPLICATION
Usinage de finition des rainures en pied de sapin
NOTRE SOLUTION
Fraise de finition en carbure monobloc et HSS
– Particulièrement adaptée pour de petits profils en pied de sapin et des tolérances plus restreintes
– Vient parfaire la gamme Walter d’usinage complet répondant à toutes les exigences du client et des pièces à usiner
VOS AVANTAGES
Une plus grande précision au niveau du compo-sant une offre complète d’usinage auprès d’un seul fournisseur.
VOTRE APPLICATION
Fraisage d’ébauches de rainures droites en pied de sapin
NOTRE SOLUTION
Fraise disque de forme
– Construction : Système à cartouches modulaire
– Équipée de plaquettes amovibles standard Tiger·tec® Silver
– Ébauche des rainures la plus efficace et économique
– Le grand nombre de dents et les poches à copeaux optimisées assurent des perfor-mances de coupe et une évacuation des copeaux optimales
VOS AVANTAGES
Des plaquettes amovibles standard Tiger·tec® Silver pour une performance de coupe et une sécurité de process inégalées.
VOTRE APPLICATION
Usinage des rainures en pied de sapin
NOTRE SOLUTION
Plaquettes amovibles de fraise de semi-finition et de finition
– Usinage de semi-finition et finition écono-mique des rainures en pied de sapin.
– Usinage de finition des profils allant jusqu’à une tolérance de profil de ±10 μm
– Absence de réaffûtage comme pour les ou-tils carbure et durées d’usinage plus courtes
– Disponible pour différentes formes de profil
VOS AVANTAGES
Usinage de rainures en pied de sapin éco-nomique et suivant un process sûr. Durées d’usinage plus rapides sans coût d’affûtage supplémentaire par rapport aux outils en carbure monobloc.
VOTRE APPLICATION
Fraisage en tirant des alésages d’accouplement
NOTRE SOLUTION
Outil Walter d’alésage en tirant
– Solution d’outils sur mesure personnalisée pour un usinage en tirant des accouplements d’arbre
– Disponible sous forme de technologie d’alé-sage en tirant ou de fraisage circulaire
– Disponible également, en cas de conditions défavorables, sous forme de solution ma-nuelle, au choix avec ScrewFit ou avec des interfaces par emboîtement et à baïonnette
VOS AVANTAGES
Solution sur mesure. Système d’outils flexible et au process sûr.
Des arbres thermiques sont installés dans des turbines à vapeur. Il n’est pas rare qu’ils mesurent autour de 10 mètres de long et pèsent plus de 100 tonnes. Leur usinage dure souvent des mois et génère jusqu’à 20 t de copeaux. L’usinage d’un tel arbre composé d’aciers inoxydables figure parmi les tâches d’usinage les plus exigeantes qu’il existe. Cela est particulièrement vrai pour le fraisage des
rainures de fixation de très haute précision. Grâce à un processus d’usinage spécifique au composant et spécialement mis au point pour l’utilisateur, Walter assure un usinage à la fois économique et stable sur le plan dimensionnel. Ceci est mis en œuvre lors de la production à l’aide de nos outils spéciaux de fraisage et de perçage de haute précision.
Acier allié
ARBRE THERMIQUE
VOTRE APPLICATION
Finition du rayon de raccordement et de plate-forme
NOTRE SOLUTION
Fraise à copier hémisphérique conique de Walter Prototyp
– Angle d’inclinaison variable : de 1° à 30° max. – 2 à 4 dents – avec et sans brise-copeaux / profil torsadé
– Rayon de 0,5 à 8 mm – Le substrat, la géométrie, le pré-usinage et le revêtement sont parfaitement adaptés à l’application et le matériau
– Disponible en un temps record avec Walter Xpress
VOS AVANTAGES
Durée de vie élevée de l’outil et excellent état de surface au niveau du composant.
VOTRE APPLICATION
Ébauche d’emmanchement d’ailette, pale et tête d’ailette
NOTRE SOLUTION
Fraise à plaquettes rondes F2334R
– Design optimisé du logement de la plaquette – Attachement d’outil renforcé – Refroidissement interne jusqu’à l’arête de coupe
– 4 arêtes de coupe par plaquette amovible – Tailles de plaquettes : RO.X 10T3.. ou RO.X.1204..
VOS AVANTAGES
Durée de vie élevée grâce à de nouveaux types de plaquettes amovibles.
VOTRE APPLICATION
Finition de la pale
NOTRE SOLUTION
Walter Prototyp Protostar N50 Multi Dents
– Système de fraisage modulaire via un attachement ConeFit
– Hélices de 50° pour une coupe douce
– Revêtement TAX pour des avances et des vitesses de coupe élevées
VOS AVANTAGES
Durée d’usinage réduite de manière significa-tive et excellentes propriétés de coupe dans un matériau difficile à usiner.
VOTRE APPLICATION
Usinage de semi-finition et finition des parois fines des pales forgées
NOTRE SOLUTION
Walter BLAXX F5041/5141
– Plaquettes amovibles tangentielles avec 4 arêtes de coupe suivant un angle de 90°
– Traitement de surface spécial du corps pour une résistance à l’usure élevée
– Véritable coupe haute performance (HPC) lors de l’usinage de l’ailette
– Semi-finition combinant de grandes profondeurs de coupe (jusqu’à 9 mm) et une avance élevée
– Powered by Tiger·tec® Silver
VOS AVANTAGES
Les profondeurs de coupe et avances élevées ré-duisent la durée d’usinage jusqu’à 40 % ! Les forces axiales exercées et les vibrations sont pratique-ment éliminées grâce aux petits rayons au bec de la plaquette.
Matériaux difficiles à usiner
AILETTE DE TURBINE
La complexité des profils d’ailette constitue un défi supplémentaire. Nous veillons, grâce à des solutions d’outils intégrées, à réduire au minimum les temps de changement d’outils et de copeaux-à-copeaux tout en maintenant une qualité optimale.
Les ailettes de turbine sont soumises à des charges thermiques et physiques extrêmement élevées : une ailette de turbine parcourt jusqu’à 500 m/s à pleine charge. Ceci correspond à une accélération centri-pète de 160 000 m/s2, avec une force centrifuge d’environ 550 tonnes. Seuls des matériaux difficiles à usiner tels que l’Inconel ou des superalliages similaires peuvent supporter de telles contraintes !
Lire la vidéo d’application :Scanner le code QR ou aller directement sur https://goo.gl/U5ZrLW
129

VOTRE APPLICATION
Ébauche des surfaces d’appui et faces arrière
NOTRE SOLUTION
Fraise disque Walter WF351
– Disponible sous forme d’outil monobloc ou à cartouches. Un grand nombre de dents et des poches à copeaux optimales pour des performances de coupe exceptionnelles. Walter cumule de nombreuses années d’ex-périence en matière d’outils allant jusqu’au diamètre 1 600 mm
VOS AVANTAGES
Une ébauche et un fraisage par interpolation circulaire sans compromis, y compris dans les conditions les plus difficiles. Des performances de coupe exceptionnelles grâce à des poches à copeaux optimales et un grand nombre de dents.
VOTRE APPLICATION
Usinage des orifices de ventilation
NOTRE SOLUTION
Foret en carbure monobloc Supreme DC170
– L’important volume de carbure directement derrière le bec assure une grande stabilité
– Les rainures de refroidissement spéciales permettent l’écoulement ininterrompu du lubrifiant et empêche en même temps les bourrages copeaux. Le lubrifiant circule autour du listel
– La diffusion des températures permet des paramètres de coupe supérieurs
VOS AVANTAGES
Un composant de meilleure qualité, des vibrations réduites ainsi qu’une productivité et une sécurité du process améliorées grâce à un refroidissement à 360 ° et une conception de listel innovante.
VOTRE APPLICATION
Ébauche d’alésage principal
NOTRE SOLUTION
Fraise hérisson Walter F4238
– Version spéciale avec paramètres de coupe exceptionnels
– Performances d’usinage élevées lors du fraisage d’épaulements et de profils
– Type WSP45S Tiger·tec® Silver et géométries d’outil à coupe extrêmement douce
VOS AVANTAGES
Productivité et sécurité du process élevées – en particulier en association avec le type WSP45S Tiger·tec® Silver.
VOTRE APPLICATION
Ébauche des surfaces planes
NOTRE SOLUTION
Fraise pour grandes profondeurs de coupe Walter M3016
– Répartition des dentures inégales, grande poche à copeaux pour une évacuation optimale des copeaux
– Matériaux de coupe Tiger·tec® Silver pour une durée de vie et une sécurité du process élevées – y compris en cas d’usinage sous lubrification
– Protection du logement de plaquette amovible via une cartouche de finition en carbure supplé-mentaire, qui agit également en tant qu’«arête de coupe d’urgence »
– Une dimension de plaquette pour différents angles de réglage
VOS AVANTAGES
Excellents paramètres de coupe, performances d’usinage élevées et fiabilité des process. Coûts de consommables et d’outils réduits grâce à un nombre de références et des frais administratifs limités.
Le support de machinerie est l’élément central d’une nacelle de générateur d’éolienne. C’est à lui que sont raccordés le système d’engrenage, le roulement du rotor et le roulement permettant la fixation au mât. Le générateur d’électricité est monté sur un support. Les supports de machinerie pèsent jusqu’à 70 tonnes
et sont soumis à une importante charge dynamique permanente. Leur fabrication est par conséquent soumise à des exigences extrêmement élevées en matière de qualité et de sécurité. Nous relevons le défi que présentent ces exigences grâce à nos outils de perçage et de fraisage de haute précision.
fonte grise nodulaire
SUPPORT DE MACHINERIE
1514
VOTRE APPLICATION
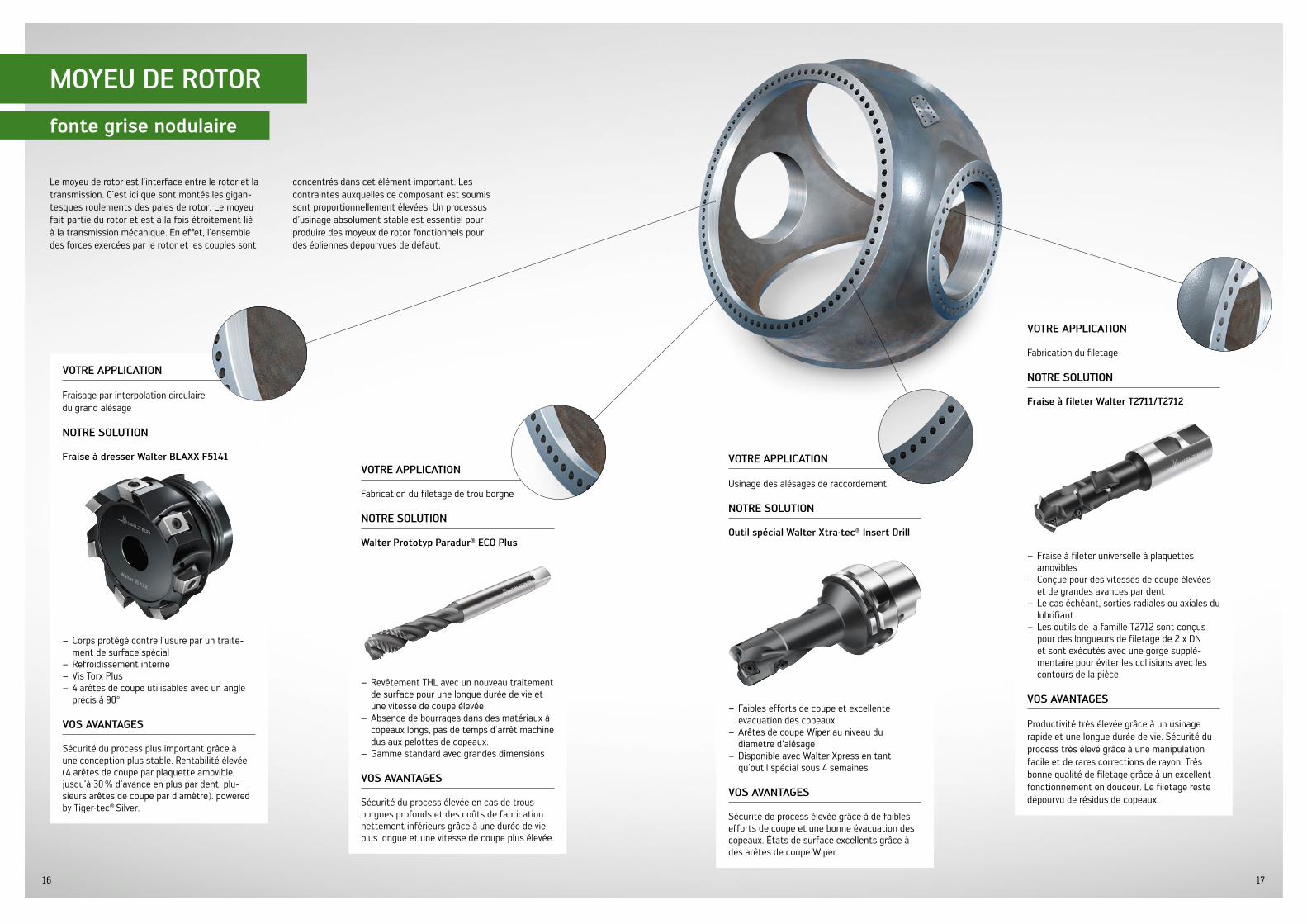
Fabrication du filetage
NOTRE SOLUTION
Fraise à fileter Walter T2711/T2712
– Fraise à fileter universelle à plaquettes amovibles
– Conçue pour des vitesses de coupe élevées et de grandes avances par dent
– Le cas échéant, sorties radiales ou axiales du lubrifiant
– Les outils de la famille T2712 sont conçus pour des longueurs de filetage de 2 x DN et sont exécutés avec une gorge supplé-mentaire pour éviter les collisions avec les contours de la pièce
VOS AVANTAGES
Productivité très élevée grâce à un usinage rapide et une longue durée de vie. Sécurité du process très élevé grâce à une manipulation facile et de rares corrections de rayon. Très bonne qualité de filetage grâce à un excellent fonctionnement en douceur. Le filetage reste dépourvu de résidus de copeaux.
VOTRE APPLICATION
Usinage des alésages de raccordement
NOTRE SOLUTION
Outil spécial Walter Xtra·tec® Insert Drill
– Faibles efforts de coupe et excellente évacuation des copeaux
– Arêtes de coupe Wiper au niveau du diamètre d’alésage
– Disponible avec Walter Xpress en tant qu’outil spécial sous 4 semaines
VOS AVANTAGES
Sécurité de process élevée grâce à de faibles efforts de coupe et une bonne évacuation des copeaux. États de surface excellents grâce à des arêtes de coupe Wiper.
VOTRE APPLICATION
Fabrication du filetage de trou borgne
NOTRE SOLUTION
Walter Prototyp Paradur® ECO Plus
– Revêtement THL avec un nouveau traitement de surface pour une longue durée de vie et une vitesse de coupe élevée
– Absence de bourrages dans des matériaux à copeaux longs, pas de temps d’arrêt machine dus aux pelottes de copeaux.
– Gamme standard avec grandes dimensions
VOS AVANTAGES
Sécurité du process élevée en cas de trous borgnes profonds et des coûts de fabrication nettement inférieurs grâce à une durée de vie plus longue et une vitesse de coupe plus élevée.
VOTRE APPLICATION
Fraisage par interpolation circulaire du grand alésage
NOTRE SOLUTION
Fraise à dresser Walter BLAXX F5141
– Corps protégé contre l’usure par un traite-ment de surface spécial
– Refroidissement interne – Vis Torx Plus – 4 arêtes de coupe utilisables avec un angle précis à 90°
VOS AVANTAGES
Sécurité du process plus important grâce à une conception plus stable. Rentabilité élevée (4 arêtes de coupe par plaquette amovible, jusqu’à 30 % d’avance en plus par dent, plu-sieurs arêtes de coupe par diamètre). powered by Tiger·tec® Silver.
Le moyeu de rotor est l’interface entre le rotor et la transmission. C’est ici que sont montés les gigan-tesques roulements des pales de rotor. Le moyeu fait partie du rotor et est à la fois étroitement lié à la transmission mécanique. En effet, l’ensemble des forces exercées par le rotor et les couples sont
concentrés dans cet élément important. Les contraintes auxquelles ce composant est soumis sont proportionnellement élevées. Un processus d’usinage absolument stable est essentiel pour produire des moyeux de rotor fonctionnels pour des éoliennes dépourvues de défaut.
fonte grise nodulaire
MOYEU DE ROTOR
1716
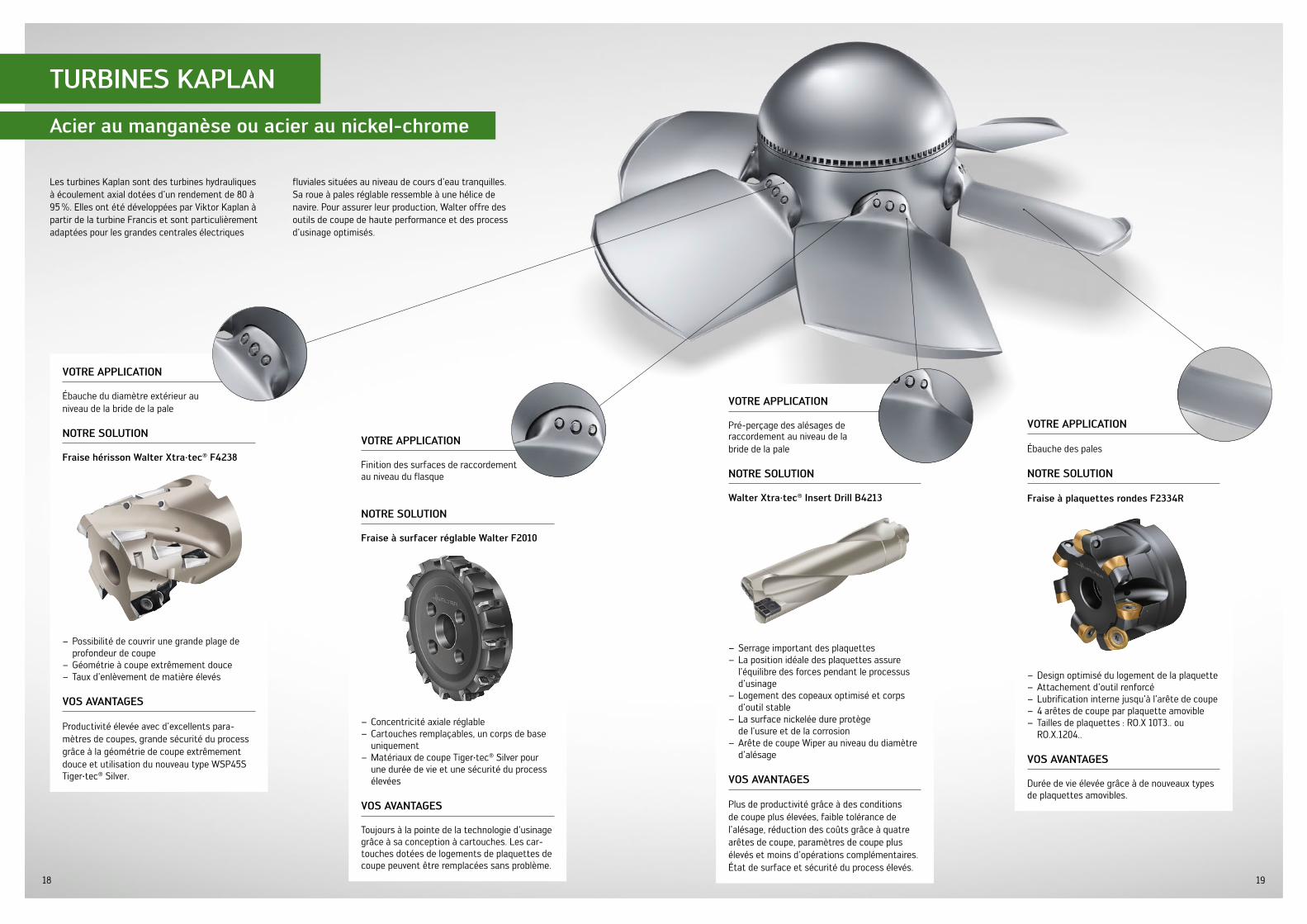
VOTRE APPLICATION
Pré-perçage des alésages de raccordement au niveau de la bride de la pale
NOTRE SOLUTION
Walter Xtra·tec® Insert Drill B4213
– Serrage important des plaquettes – La position idéale des plaquettes assure l’équilibre des forces pendant le processus d’usinage
– Logement des copeaux optimisé et corps d’outil stable
– La surface nickelée dure protège de l’usure et de la corrosion
– Arête de coupe Wiper au niveau du diamètre d’alésage
VOS AVANTAGES
Plus de productivité grâce à des conditions de coupe plus élevées, faible tolérance de l’alésage, réduction des coûts grâce à quatre arêtes de coupe, paramètres de coupe plus élevés et moins d’opérations complémentaires. État de surface et sécurité du process élevés.
VOTRE APPLICATION
Finition des surfaces de raccordement au niveau du flasque
NOTRE SOLUTION
Fraise à surfacer réglable Walter F2010
– Concentricité axiale réglable – Cartouches remplaçables, un corps de base uniquement
– Matériaux de coupe Tiger·tec® Silver pour une durée de vie et une sécurité du process élevées
VOS AVANTAGES
Toujours à la pointe de la technologie d’usinage grâce à sa conception à cartouches. Les car-touches dotées de logements de plaquettes de coupe peuvent être remplacées sans problème.
VOTRE APPLICATION
Ébauche du diamètre extérieur au niveau de la bride de la pale
NOTRE SOLUTION
Fraise hérisson Walter Xtra·tec® F4238
– Possibilité de couvrir une grande plage de profondeur de coupe
– Géométrie à coupe extrêmement douce – Taux d’enlèvement de matière élevés
VOS AVANTAGES
Productivité élevée avec d’excellents para-mètres de coupes, grande sécurité du process grâce à la géométrie de coupe extrêmement douce et utilisation du nouveau type WSP45S Tiger·tec® Silver.
Les turbines Kaplan sont des turbines hydrauliques à écoulement axial dotées d’un rendement de 80 à 95 %. Elles ont été développées par Viktor Kaplan à partir de la turbine Francis et sont particulièrement adaptées pour les grandes centrales électriques
fluviales situées au niveau de cours d’eau tranquilles. Sa roue à pales réglable ressemble à une hélice de navire. Pour assurer leur production, Walter offre des outils de coupe de haute performance et des process d’usinage optimisés.
Acier au manganèse ou acier au nickel-chrome
TURBINES KAPLAN
VOTRE APPLICATION
Ébauche des pales
NOTRE SOLUTION
Fraise à plaquettes rondes F2334R
– Design optimisé du logement de la plaquette – Attachement d’outil renforcé – Lubrification interne jusqu’à l’arête de coupe – 4 arêtes de coupe par plaquette amovible – Tailles de plaquettes : RO.X 10T3.. ou RO.X.1204..
VOS AVANTAGES
Durée de vie élevée grâce à de nouveaux types de plaquettes amovibles.
1918