ESTUDO DAS PROPRIEDADES FÍSICAS DO COMPÓSITO … das propriedades físicas do... · tendo tamanho...
12
5 th International Powder Metallurgy Conference – Brazil/RS 5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó Data/Date: 08, 09 e 10 de outubro de 2014 Porto Alegre– RS – Brasil 1 ISSN 2179-619X ESTUDO DAS PROPRIEDADES FÍSICAS DO COMPÓSITO “COBRE-CINZA LEVE” OBTIDO POR METALURGIA DO PÓ Diego Pacheco Wermuth 1 Magnos Marinho da Silva 2 Vinícius Martins 3 Sandro Luís Arenhardt 4 André Carvalho Tavares 5 Lirio Schaeffer 6 1 Diego Pacheco Wermuth, Tecng° Pesquisador e Mestrando do Departamento de Metalurgia do Laboratório de Transformação Mecânica (LdTM) da Universidade Federal do Rio Grande do Sul UFRGS. Av. Bento Gonçalves, 9500, Bairro Agronomia, Porto Alegre, RS-BRASIL. [email protected] 2 Magnos Marinho da Silva, Mestrando em Engenharia de Minas, Materiais e Siderurgia do Departamento de Metalurgia do Laboratório de Transformação Mecânica (LdTM) da Universidade Federal do Rio Grande do Sul, UFRGS. Av. Bento Gonçalves, 9500, Bairro Agronomia, Porto Alegre, RS-BRASIL. [email protected] 3 Vinícius Martins, Prof. Msc. Ensino Superior de Engenharia Mecânica. Instituto Federal de Educação, Ciência e Tecnologia Sul-riograndense – Campus Sapucaia do Sul. Avenida Copacabana, nº100, Bairro Piratini, Sapucaia do Sul, RS-BRASIL. [email protected] 4 Sandro Luís Arenhardt, Mestrando em Engenharia de Minas, Materiais e Siderurgia do Departamento de Metalurgia do Laboratório de Transformação Mecânica (LdTM) da Universidade Federal do Rio Grande do Sul, UFRGS. Av. Bento Gonçalves, 9500, Bairro Agronomia, Porto Alegre, RS-BRASIL. [email protected] 5 André Carvalho Tavares, Prof. Msc. Ensino Superior de Engenharia Mecânica. Instituto Federal de Educação, Ciência e Tecnologia Sul-riograndense – Campus Sapucaia do Sul. Avenida Copacabana, nº100, Bairro Piratini, Sapucaia do Sul, RS-BRASIL. [email protected] 6 Lirio Schaeffer, Prof. Titular na Universidade Federal do Rio Grande do Sul, UFRGS - Departamento de Metalurgia e Coordenador do Laboratório de Transformação Mecânica (LdTM). Av. Bento Gonçalves, 9500, Bairro Agronomia, Porto Alegre, RS-BRASIL. [email protected] Resumo O cenário industrial brasileiro demonstra que a Metalurgia do Pó é um processo de conformação mecânica que está com um grande crescimento, por possuir um vasto campo de aplicação que inclui, por exemplo, a fabricação de componentes automotivos, eletrodomésticos, ferramentas de corte e ferramentas elétricas. A sinterização é a fase mais importante do processo, no qual o pó já compactado é submetido a uma temperatura abaixo do seu ponto de fusão, obtendo como resultado um material com excelente acabamento, precisão dimensional e propriedades mecânicas. O trabalho proposto analisa o comportamento do cobre com a adição de cinza mineral leve através do processo de metalurgia do pó, com o objetivo de verificar as propriedades fisico-mecânicas do compósito, através dos ensaios de contração volumétrica, densidade, microdureza HV e análise metalográfica. O intuito do trabalho é verificar a possibilidade da utilização de residuos termoelétricos para a fabricação
Transcript of ESTUDO DAS PROPRIEDADES FÍSICAS DO COMPÓSITO … das propriedades físicas do... · tendo tamanho...
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
1
ISSN 2179-619X
ESTUDO DAS PROPRIEDADES FÍSICAS DO COMPÓSITO
“COBRE-CINZA LEVE” OBTIDO POR METALURGIA DO PÓ
Diego Pacheco Wermuth1
Magnos Marinho da Silva2
Vinícius Martins3
Sandro Luís Arenhardt4
André Carvalho Tavares5
Lirio Schaeffer6
1Diego Pacheco Wermuth, Tecng° Pesquisador e Mestrando do Departamento de Metalurgia do Laboratório de
Transformação Mecânica (LdTM) da Universidade Federal do Rio Grande do Sul UFRGS. Av. Bento
Gonçalves, 9500, Bairro Agronomia, Porto Alegre, RS-BRASIL. [email protected]
2Magnos Marinho da Silva, Mestrando em Engenharia de Minas, Materiais e Siderurgia do Departamento de
Metalurgia do Laboratório de Transformação Mecânica (LdTM) da Universidade Federal do Rio Grande do
Sul, UFRGS. Av. Bento Gonçalves, 9500, Bairro Agronomia, Porto Alegre, RS-BRASIL.
3Vinícius Martins, Prof. Msc. Ensino Superior de Engenharia Mecânica. Instituto Federal de Educação, Ciência
e Tecnologia Sul-riograndense – Campus Sapucaia do Sul. Avenida Copacabana, nº100, Bairro Piratini,
Sapucaia do Sul, RS-BRASIL. [email protected]
4Sandro Luís Arenhardt, Mestrando em Engenharia de Minas, Materiais e Siderurgia do Departamento de
Metalurgia do Laboratório de Transformação Mecânica (LdTM) da Universidade Federal do Rio Grande do
Sul, UFRGS. Av. Bento Gonçalves, 9500, Bairro Agronomia, Porto Alegre, RS-BRASIL.
5André Carvalho Tavares, Prof. Msc. Ensino Superior de Engenharia Mecânica. Instituto Federal de Educação,
Ciência e Tecnologia Sul-riograndense – Campus Sapucaia do Sul. Avenida Copacabana, nº100, Bairro
Piratini, Sapucaia do Sul, RS-BRASIL. [email protected]
6Lirio Schaeffer, Prof. Titular na Universidade Federal do Rio Grande do Sul, UFRGS - Departamento de
Metalurgia e Coordenador do Laboratório de Transformação Mecânica (LdTM). Av. Bento Gonçalves, 9500,
Bairro Agronomia, Porto Alegre, RS-BRASIL. [email protected]
Resumo
O cenário industrial brasileiro demonstra que a Metalurgia do Pó é um processo de
conformação mecânica que está com um grande crescimento, por possuir um vasto campo de
aplicação que inclui, por exemplo, a fabricação de componentes automotivos,
eletrodomésticos, ferramentas de corte e ferramentas elétricas. A sinterização é a fase mais
importante do processo, no qual o pó já compactado é submetido a uma temperatura abaixo
do seu ponto de fusão, obtendo como resultado um material com excelente acabamento,
precisão dimensional e propriedades mecânicas. O trabalho proposto analisa o comportamento
do cobre com a adição de cinza mineral leve através do processo de metalurgia do pó, com o
objetivo de verificar as propriedades fisico-mecânicas do compósito, através dos ensaios de
contração volumétrica, densidade, microdureza HV e análise metalográfica. O intuito do
trabalho é verificar a possibilidade da utilização de residuos termoelétricos para a fabricação

5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
2
ISSN 2179-619X
de peças de cobre, reduzindo custos com matéria prima e melhorando as propriedades
mecânicas de peças fabricadas, anteriormente, por cobre puro.
Palavras chave: Metalurgia do Pó, cinza mineral, cobre, sinterização.
Abstract
The Brazilian industry scenario demonstrates that the Powder Metallurgy is a metal forming
process that is with a growth, by having a broad scope that includes, for example, the
manufacture of automotive components, appliances, cutting tools and electric tools. Sintering
is the most important step of the process in which the previously compacted powder is
subjected to a temperature below its melting point, obtaining a material with an excellent
finish, dimensional accuracy and mechanical properties. The proposed work analyzes the
behavior of copper with the addition of mineral fly-ash through the powder metallurgy
process, with the aim of verifying the physical-mechanical properties of the composite by the
volumetric shrinkage tests, density, microhardness HV and metallographic analysis . The aim
is to verify the possibility of using the thermoelectric waste for manufacturing copper pieces,
reducing raw material costs and improving the mechanical properties of parts manufactured
previously for pure copper.
Keywords: Powder metallurgy, mineral ash, cupper, sintering.
1 INTRODUÇÃO
A metalurgia do pó é potencialmente utilizada, ou uma alternativa muito atraente, na
necessidade de produzir grandes lotes de peças e com complexidade de forma. Este é um
processo moderno, mas os avanços científicos e tecnológicos não param [1].
Alguns exemplos de produtos que são mais eficientes e economicamente fabricados
pela metalurgia do pó são peças de grande precisão dimensional e de forma relativamente
complexa, de ferro e aço, cobre e suas ligas, alumínio e suas ligas e outros metais e ligas. São
muito utilizadas, em grande escala, nos mais variados setores de máquinas, veículos e
equipamento [2].
O objetivo geral deste trabalho é desenvolver o estudo comportamental do Compósito
de cobre (Cu) na metalurgia do pó com adição de cinza mineral leve (Cz) nas propriedades
mecânicas e metalúrgicas do material.
Trabalhos realizados anteriormente pelo Laboratório de Transformação Mecânica da
UFRGS nos mostram que compósitos metal-cerâmico (Cermets) conferem uma adição
as propriedades mecânicas da cerâmica pura [3,4,5]. Da mesma forma quando compara-se
materiais cerâmicos monofásicos com cermets constata-se que estes compósitos
proporcionam características físicas elevadas, principalmente resistência a fratura e
tenacidade [6]. As cinzas provenientes da combustão do carvão mineral apresentam as
características anteriormente citadas, tornando um dos motivos que este material vem sendo
estudado e pesquisado por ser possível gerar materiais de alto desempenho aplicáveis a
engenharia e provenientes de matéria prima de baixo custo. O uso destes óxidos representa
ainda um benefício ao meio ambiente pela redução de resíduos que serão liberados no meio
ambiente.
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
3
ISSN 2179-619X
As cinzas em seu estado natural tem forma morfológica predominantemente esférica,
tendo tamanho granulométrico entre 10 e 150 µm com uma densidade aparente baixa (de 0,5 a
2 g/cm3)[7]. A composição química apresenta basicamente SiO2 e Al2O3, apresentando
também certa quantidade de carbono[4,7,8]. Com base nessas propriedades, pode-se estudar a
possibilidade de utilização dessas cinzas para a preparação de produtos sinterizados.
A partir da produção de amostras sinterizadas e compostas por diferentes percentuais
de Cinza leve (Cz) no compósito com Cobre (Cu), produzidas através do processo da
tecnologia do pó, será avaliado as propriedades mecânicas, metalúrgicas e principalmente a
dureza e as diferentes microestruturas apresentadas. Neste trabalho também serão analisadas
as densidades, massa específica e o comportamento dimensional dos corpos de prova.
2 MATERIAL E MÉTODOS
Vários estudos são realizados visando melhorar as propriedades mecânicas, elétricas e
térmicas do cobre. Mesmo tendo resistência mecânica relativamente baixa, se comparado a
outros metais, suas ligas são amplamente utilizadas em aplicações tecnológicas que vão desde
componentes elétricos em reles convencionais, em absorvedores de elétrons e fótons, em
aceleradores síncrotrons e em aplicações estruturais.
Neste artigo será formulado um compósito de Cobre-cinzas por Metalurgia do Pó
convencional, este processo metalúrgico consiste em conformar os pós constituintes da liga
em peças resistentes, comprimindo estes pós no interior de uma ferramenta com formato
desejado obtendo um "compactado à verde" por pressão mecânica que, posteriormente, será
sinterizado. Peças fabricadas por metalurgia do pó possuem certa porosidade, que pode ser
controlada através de fatores como pressão de compactação, temperatura e tempo de
sinterização, tamanho e forma das partículas do pó, etc. A peça pronta apresenta bom
acabamento superficial e adequada tolerâncias dimensionais [9]. A metalurgia do pó tem a
finalidade de transformar sem fusão efetiva, pós metálicos ou não metálicos usando pressão
para compactação e calor, através de um tratamento térmico de sinterização, que se realiza a
temperatura inferior ao ponto de fusão do material base do componente ou peça, permitindo
obtê-los na sua forma final ou próximo dela (‘near-net or net-shape’) [10].
As etapas fundamentais que compõem o processo de metalurgia do pó estão descritas
abaixo:
Obtenção dos pós: Há vários processos de fabricação de pó como, por exemplo,
atomização à água e gás, moagem, ‘mechanical alloying’, eletrólise e métodos químicos,
incluindo a redução de óxidos, entre outros [10,11].
Misturas dos pós: As misturas de variados pós para produzir a liga desejada e
promover a homogeneização da matéria prima são realizadas em misturadores próprios para a
metalurgia do pó ou ainda em moinho de esferas, também é adicionado um agente lubrificante
que tem a função de diminuir o atrito das partículas de pó entre si e o atrito destas com o
ferramental de compactação, facilitando a desmoldagem das peças [12].
Compactação: É a conformação dos pós pela aplicação de uma pressão uniaxial ou
biaxial em ferramentas apropriadas e com a geometria aproximada do produto final,
geralmente, em temperatura ambiente. Em muitas aplicações onde as propriedades mecânicas
são um diferencial, necessita-se um aumento da densidade destas peças através de uma maior
pressão de compactação [12].

5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
4
ISSN 2179-619X
Sinterização: É um tratamento térmico que visa conferir o formato final desejado
atingindo propriedades químicas e mecânicas através da ligação atômica entre as partículas
vizinhas. Este processo ocorre a uma temperatura abaixo da temperatura de fusão do metal
base ou da liga metálica considerada, sob condições controladas de temperatura, tempo e
atmosfera [13].
Operações complementares: Pode ser agregada uma série de outras operações
adicionais de fabricação e/ou acabamento que melhoram as propriedades e precisão
dimensional do produto sinterizado ou ainda impõem características particulares para
aplicações específicas. A recompressão, resinterização, forjamento, calibragem, infiltração
metálica, tratamento térmico, usinagem, tamboreamento e a impregnação em óleo em mancais
autolubrificantes são outras etapas que podem ser agregadas no processo produtivo [14].
O processo de Metalurgia do Pó pode ser visto de maneira esquemática e simples
através da Figura 1, demonstrada a seguir.
Figura 1. Etapas simplificadas do processo de metalurgia do pó [15].
Seguindo as etapas da metalurgia do pó, iniciou-se o trabalho com a mistura dos pós
de cobre com cinzas leves em diferentes percentuais, onde se utilizou um homogeneizador de
pós, ilustrado pela figura 2.
Figura 2. Homogeneizador de pós-metálicos
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
5
ISSN 2179-619X
Com a misturada pronta, coletou-se a medida de densidade aparente. Este
procedimento consiste em medir a densidade do material sem que haja alguma pressão
aplicada, para isto o material é escoado dentro de um recipiente com volume conhecido, após
o preenchimento completo do recipiente é feito a medição da massa do material que foi nele
depositado. A densidade aparente é obtida, então, pela razão de massa (em gramas) por
volume (em cm³).
O valor obtido da densidade aparente é o primeiro ponto da curva de
compressibilidade deste material. A curva de compressibilidade é descrita em forma de
gráfico, sendo que cada ponto utilizado para sua construção é a medida da densidade de
corpos de prova, obtidos de uma matriz de compactação por diferentes pressões. As pressões
utilizadas na obtenção destes corpos de prova iniciam em 100MPa na primeira amostra e
acrescido mais 100MPa para cada amostra seguinte até a pressão de 1000MPa, totalizando 10
amostras.
Para a compactação das amostras foi utilizado uma matriz cilíndrica de aço temperado,
com diâmetro interno (Ø) de 13 mm e 63 mm de altura (h) da cavidade, com o punção inferior
de 15 mm de altura e o punção superior de 65 mm de altura.
Ao final da compactação das amostras verde foram encaminhadas para a sinterização
em forno de atmosfera controlada.
Os corpos de prova sinterizados foram submetidos a ensaios mecânicos que
consistiram nas análises da dureza das amostras, análise da microestrutura, verificações das
densidades e de medições das amostras para verificar os efeitos das variações de adição de
cinza mineral. Os ensaios foram realizados no Laboratório de LdTM (Laboratório de
Transformação Mecânica), localizado dentro do campus do Vale da UFRGS (Universidade
Federal do Rio Grande do Sul). Os procedimentos dos ensaios de metalografia foram
realizados conforme a norma ABNT NBR 15454.O pó de cinza foi inserido em cinco
diferentes teores no cobre com o objetivo de alcançarmos resultados que satisfaça a utilização
do compósito (Cu-Cz) em escala industrial. Para efeito do teste foram inseridos teores de 5%,
10%, 15% e 20% de pó de cinza no cobre.
3 RESULTADOS E DISCUSSÕES
Após a mistura dos pós de cobre com diferentes percentuais de cinzas, o primeiro
resultado obtido foi o da densidade aparente, que é a densidade medida do material que
preenche um recipiente de volume conhecido, através de sua escoabilidade. A densidade é
descrita pela fórmula relatada a seguir:
Densidade (ρ) = massa (g)
Volume (cm³)
Onde:
ρ = densidade
g = gramas
cm³ = centímetros cúbicos
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
6
ISSN 2179-619X
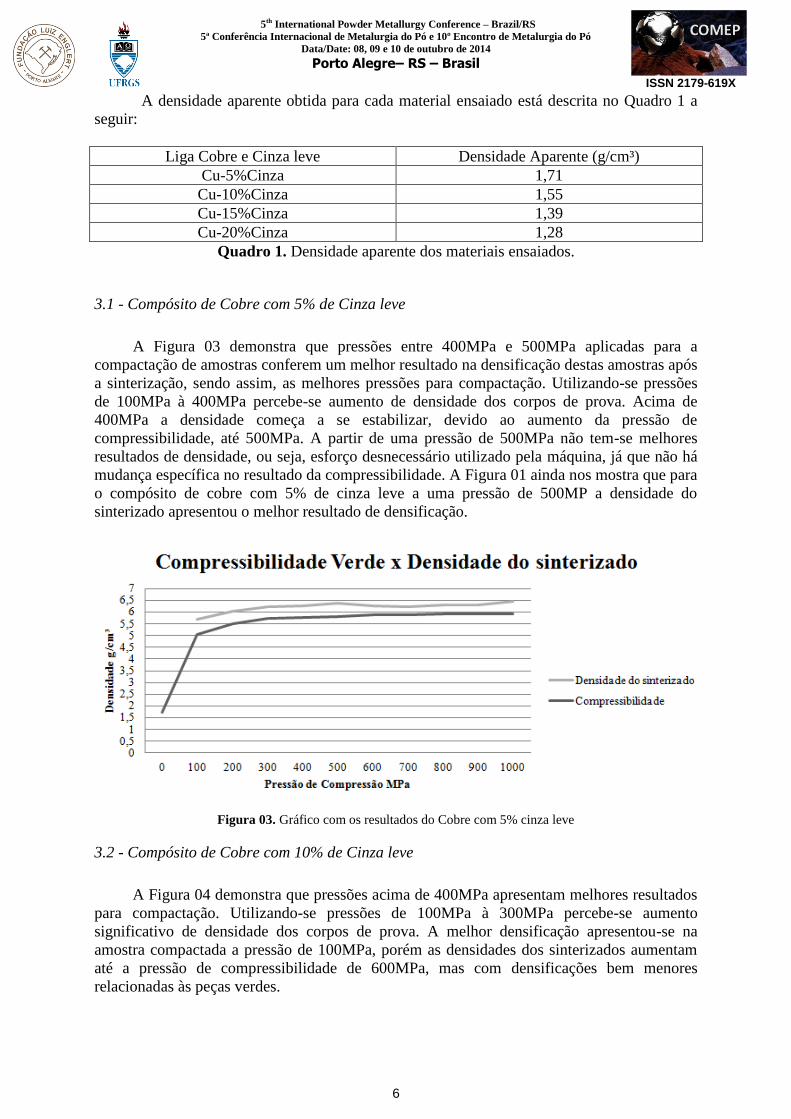
A densidade aparente obtida para cada material ensaiado está descrita no Quadro 1 a
seguir:
Liga Cobre e Cinza leve Densidade Aparente (g/cm³)
Cu-5%Cinza 1,71
Cu-10%Cinza 1,55
Cu-15%Cinza 1,39
Cu-20%Cinza 1,28
Quadro 1. Densidade aparente dos materiais ensaiados.
3.1 - Compósito de Cobre com 5% de Cinza leve
A Figura 03 demonstra que pressões entre 400MPa e 500MPa aplicadas para a
compactação de amostras conferem um melhor resultado na densificação destas amostras após
a sinterização, sendo assim, as melhores pressões para compactação. Utilizando-se pressões
de 100MPa à 400MPa percebe-se aumento de densidade dos corpos de prova. Acima de
400MPa a densidade começa a se estabilizar, devido ao aumento da pressão de
compressibilidade, até 500MPa. A partir de uma pressão de 500MPa não tem-se melhores
resultados de densidade, ou seja, esforço desnecessário utilizado pela máquina, já que não há
mudança específica no resultado da compressibilidade. A Figura 01 ainda nos mostra que para
o compósito de cobre com 5% de cinza leve a uma pressão de 500MP a densidade do
sinterizado apresentou o melhor resultado de densificação.
Figura 03. Gráfico com os resultados do Cobre com 5% cinza leve
3.2 - Compósito de Cobre com 10% de Cinza leve
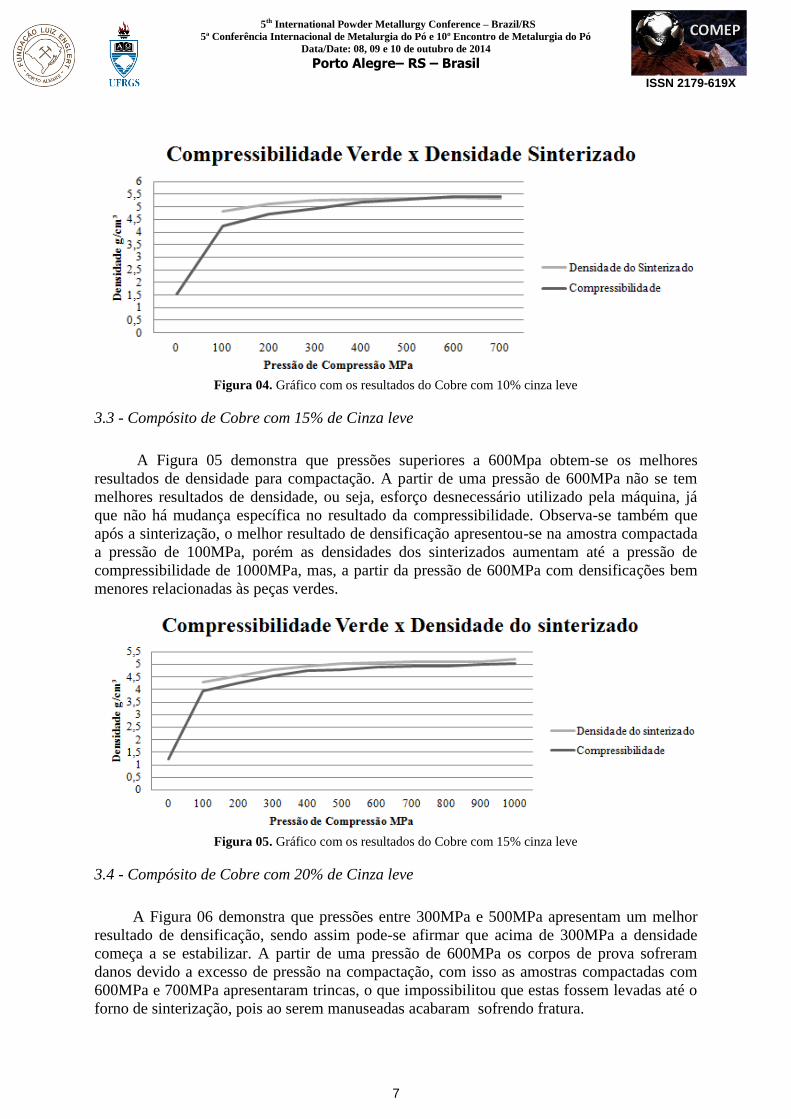
A Figura 04 demonstra que pressões acima de 400MPa apresentam melhores resultados
para compactação. Utilizando-se pressões de 100MPa à 300MPa percebe-se aumento
significativo de densidade dos corpos de prova. A melhor densificação apresentou-se na
amostra compactada a pressão de 100MPa, porém as densidades dos sinterizados aumentam
até a pressão de compressibilidade de 600MPa, mas com densificações bem menores
relacionadas às peças verdes.
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
7
ISSN 2179-619X
Figura 04. Gráfico com os resultados do Cobre com 10% cinza leve
3.3 - Compósito de Cobre com 15% de Cinza leve
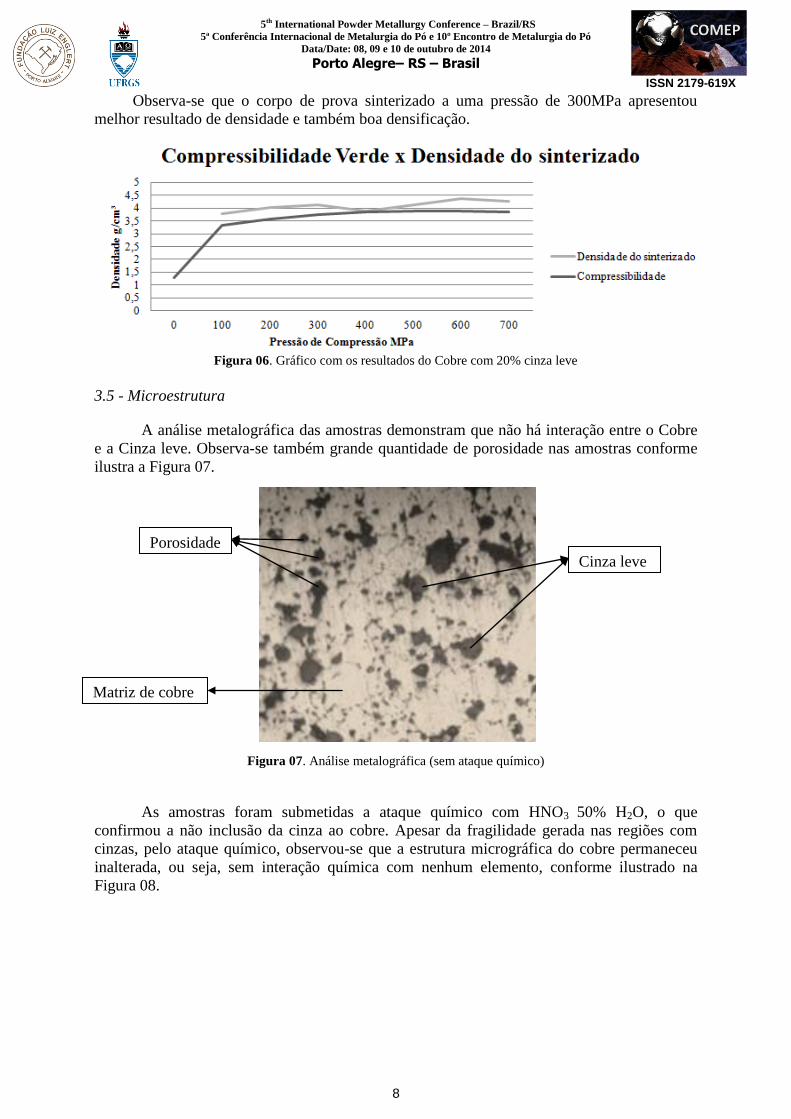
A Figura 05 demonstra que pressões superiores a 600Mpa obtem-se os melhores
resultados de densidade para compactação. A partir de uma pressão de 600MPa não se tem
melhores resultados de densidade, ou seja, esforço desnecessário utilizado pela máquina, já
que não há mudança específica no resultado da compressibilidade. Observa-se também que
após a sinterização, o melhor resultado de densificação apresentou-se na amostra compactada
a pressão de 100MPa, porém as densidades dos sinterizados aumentam até a pressão de
compressibilidade de 1000MPa, mas, a partir da pressão de 600MPa com densificações bem
menores relacionadas às peças verdes.
Figura 05. Gráfico com os resultados do Cobre com 15% cinza leve
3.4 - Compósito de Cobre com 20% de Cinza leve
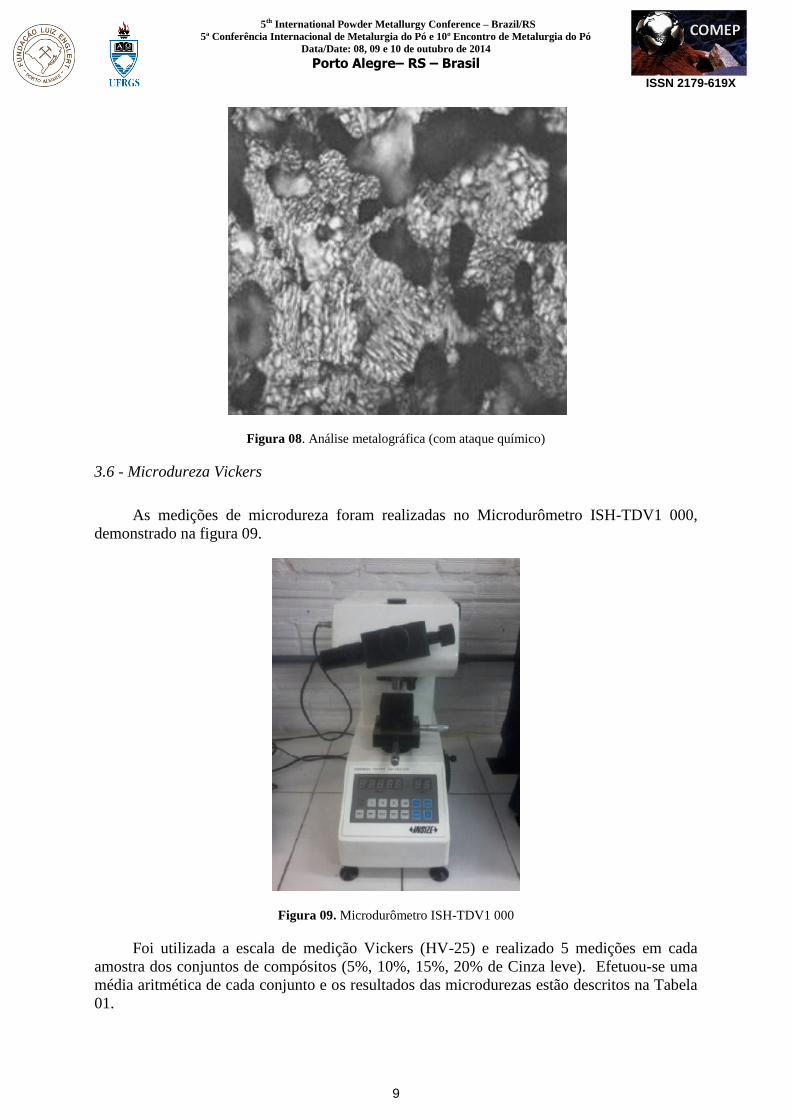
A Figura 06 demonstra que pressões entre 300MPa e 500MPa apresentam um melhor
resultado de densificação, sendo assim pode-se afirmar que acima de 300MPa a densidade
começa a se estabilizar. A partir de uma pressão de 600MPa os corpos de prova sofreram
danos devido a excesso de pressão na compactação, com isso as amostras compactadas com
600MPa e 700MPa apresentaram trincas, o que impossibilitou que estas fossem levadas até o
forno de sinterização, pois ao serem manuseadas acabaram sofrendo fratura.
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
8
ISSN 2179-619X
Observa-se que o corpo de prova sinterizado a uma pressão de 300MPa apresentou
melhor resultado de densidade e também boa densificação.
Figura 06. Gráfico com os resultados do Cobre com 20% cinza leve
3.5 - Microestrutura
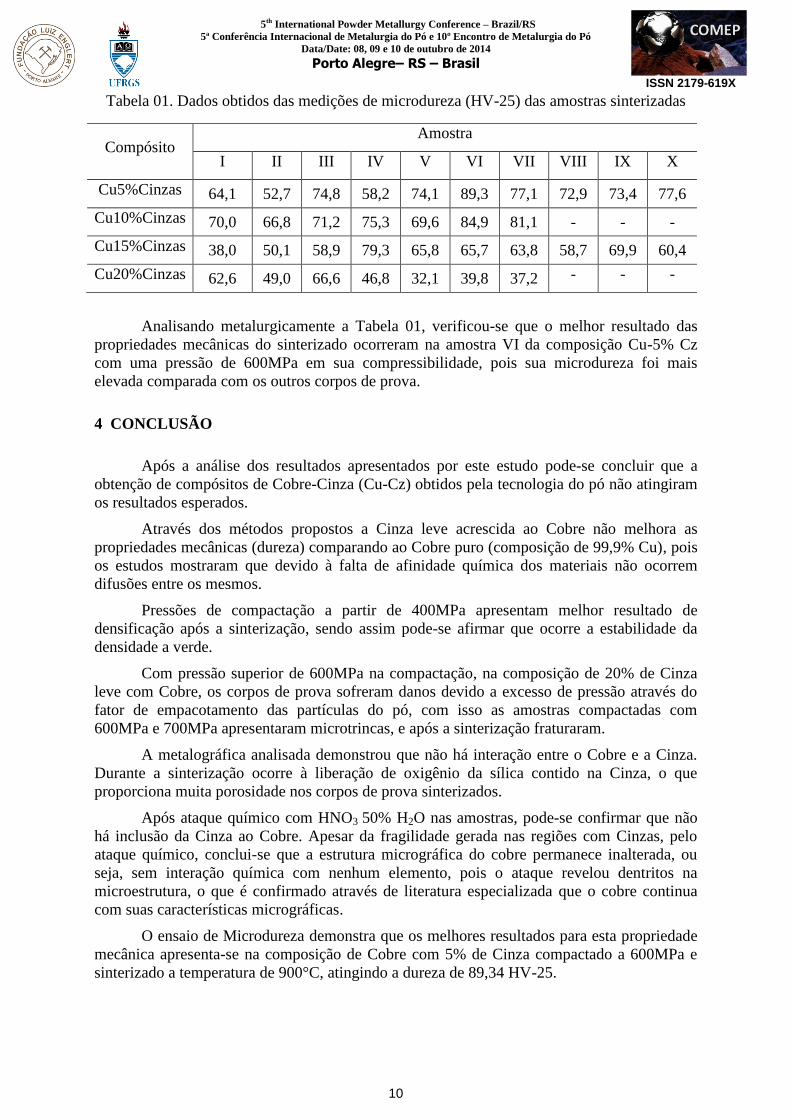
A análise metalográfica das amostras demonstram que não há interação entre o Cobre
e a Cinza leve. Observa-se também grande quantidade de porosidade nas amostras conforme
ilustra a Figura 07.
Figura 07. Análise metalográfica (sem ataque químico)
As amostras foram submetidas a ataque químico com HNO3 50% H2O, o que
confirmou a não inclusão da cinza ao cobre. Apesar da fragilidade gerada nas regiões com
cinzas, pelo ataque químico, observou-se que a estrutura micrográfica do cobre permaneceu
inalterada, ou seja, sem interação química com nenhum elemento, conforme ilustrado na
Figura 08.
Matriz de cobre
Cinza leve
Porosidade
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
9
ISSN 2179-619X
Figura 08. Análise metalográfica (com ataque químico)
3.6 - Microdureza Vickers
As medições de microdureza foram realizadas no Microdurômetro ISH-TDV1 000,
demonstrado na figura 09.
Figura 09. Microdurômetro ISH-TDV1 000
Foi utilizada a escala de medição Vickers (HV-25) e realizado 5 medições em cada
amostra dos conjuntos de compósitos (5%, 10%, 15%, 20% de Cinza leve). Efetuou-se uma
média aritmética de cada conjunto e os resultados das microdurezas estão descritos na Tabela
01.
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
10
ISSN 2179-619X
Tabela 01. Dados obtidos das medições de microdureza (HV-25) das amostras sinterizadas
Compósito Amostra
I II III IV V VI VII VIII IX X
Cu5%Cinzas 64,1 52,7 74,8 58,2 74,1 89,3 77,1 72,9 73,4 77,6
Cu10%Cinzas 70,0 66,8 71,2 75,3 69,6 84,9 81,1 - - -
Cu15%Cinzas 38,0 50,1 58,9 79,3 65,8 65,7 63,8 58,7 69,9 60,4
Cu20%Cinzas 62,6 49,0 66,6 46,8 32,1 39,8 37,2 - - -
Analisando metalurgicamente a Tabela 01, verificou-se que o melhor resultado das
propriedades mecânicas do sinterizado ocorreram na amostra VI da composição Cu-5% Cz
com uma pressão de 600MPa em sua compressibilidade, pois sua microdureza foi mais
elevada comparada com os outros corpos de prova.
4 CONCLUSÃO
Após a análise dos resultados apresentados por este estudo pode-se concluir que a
obtenção de compósitos de Cobre-Cinza (Cu-Cz) obtidos pela tecnologia do pó não atingiram
os resultados esperados.
Através dos métodos propostos a Cinza leve acrescida ao Cobre não melhora as
propriedades mecânicas (dureza) comparando ao Cobre puro (composição de 99,9% Cu), pois
os estudos mostraram que devido à falta de afinidade química dos materiais não ocorrem
difusões entre os mesmos.
Pressões de compactação a partir de 400MPa apresentam melhor resultado de
densificação após a sinterização, sendo assim pode-se afirmar que ocorre a estabilidade da
densidade a verde.
Com pressão superior de 600MPa na compactação, na composição de 20% de Cinza
leve com Cobre, os corpos de prova sofreram danos devido a excesso de pressão através do
fator de empacotamento das partículas do pó, com isso as amostras compactadas com
600MPa e 700MPa apresentaram microtrincas, e após a sinterização fraturaram.
A metalográfica analisada demonstrou que não há interação entre o Cobre e a Cinza.
Durante a sinterização ocorre à liberação de oxigênio da sílica contido na Cinza, o que
proporciona muita porosidade nos corpos de prova sinterizados.
Após ataque químico com HNO3 50% H2O nas amostras, pode-se confirmar que não
há inclusão da Cinza ao Cobre. Apesar da fragilidade gerada nas regiões com Cinzas, pelo
ataque químico, conclui-se que a estrutura micrográfica do cobre permanece inalterada, ou
seja, sem interação química com nenhum elemento, pois o ataque revelou dentritos na
microestrutura, o que é confirmado através de literatura especializada que o cobre continua
com suas características micrográficas.
O ensaio de Microdureza demonstra que os melhores resultados para esta propriedade
mecânica apresenta-se na composição de Cobre com 5% de Cinza compactado a 600MPa e
sinterizado a temperatura de 900°C, atingindo a dureza de 89,34 HV-25.
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
11
ISSN 2179-619X
Agradecimentos
À Universidade Federal do Rio Grande do Sul, principalmente ao Laboratório de
Transformação Mecânica (LdTM) pela disponibilização dos recursos materiais e tecnológicos
utilizados na elaboração deste trabalho. Aos órgãos CAPES e CNPq pelo apoio a projetos e
investimento na área da pesquisa.
REFERÊNCIAS
[1] PÓ, Grupo Setorial de Metalurgia do; A Metalurgia do Pó: Alternativa econômica com
menor impacto ambiental, Rio de Janeiro: 2009.
[2] CHIAVERINI, Vicente; Metalurgia do pó: técnica e produtos, 4°. ed. São Paulo: 2001;
[3] LEANDRO, R. P. FABRI, G. T. P. Aproveitamento da cinza pesada de carvão, mineral na
construção de bases e sub-bases de pavimentos flexíveis.. 2001, pp. 1- 8.
[4] CHEESEMAN, C.R., VIRDI, G.S. Properties and Microstructure of Lightweight
Aggregate Produced from Sintered Sewage Sludge Ash. Resources. 45, 2005, pp. 18-30.
[5] HUANG, L.P., Li, J.P. Properties of cobalt-reinforced Al2O3–TiC ceramic matrix
composite made via a new processing route . 1999., Vol. 30, pp. 615–618.
[6] Schicker S, Erny T, Garcia DE, Janssen R, Claussen.N. Microstructure and mechanical
properties of Alassisted sintered Fe/Al2. of the European Ceramic Society. 1999, Vol. 19, pp.
2455 – 2463.
[7] SONG, M., S., GUO, B., GEERT, M., SCHUTTER, D., LI, X. Effect of Shale Addition
on Properties of Sintered Coal Fly Ash, Construction and Building Materials. 2011, Vol. 25,
pp. 617- 622.
[8] S. Bethanis, C.R. Cheeseman, C.J. Sollars. Properties and microstructure of sintered
incinerator bottom ash.
[9] SANDEROW, H.; Management & Engineering Technologies. Powder Metallurgy
Methods and Design. ASM Metals Handbook v7 - Powder Metal Technologies and
Applications. ASM International, 9ª Edition. 1998. p.23-24
[10] YVES TRUDEL. Introduction to Metal Powder. Production and Characterization ASM
Metals Handbook v7 - Powder Metal Technologies and Applications. ASM International, 9ª
Edition. 1998. p. 83-88
[11] SURYANARAYANA, C.; IVANOV, E.; BOLDYREV, V.V. The science and
technology of mechanical alloying. Materials Science and Engineering, Elsevier Science B.V.
2001
[12] SALGADO, L. Processamento da liga Ferro-Níquel-Cobre-Molibdênio por moagem de
alta energia. Tese para obtenção do título de doutor. Área de concentração: ciência na área de
Tecnologia Nuclear- Aplicações Pós-graduação no Instituto de pesquisa energética associado
a USP. São Paulo SP, Brasil. 2002
[13] ARNDT, M. C. Obtenção de material magnético macio de Fe-Si pelo processo de
injeção de pós metálicos. Dissertação para obtenção do título de mestre. Área de
concentração: ciência e engenharia de materiais. Pós-graduação em engenharia metalúrgica.
Porto Alegre RS, Brasil. 2002
5th International Powder Metallurgy Conference – Brazil/RS
5ª Conferência Internacional de Metalurgia do Pó e 10º Encontro de Metalurgia do Pó
Data/Date: 08, 09 e 10 de outubro de 2014
Porto Alegre– RS – Brasil
12
ISSN 2179-619X
[14] GOMES DE BRITO, F. I.; MEDEIROS, K. F.; LOURENÇO J. M. Um estudo teórico
sobre a sinterização na metalurgia do pó. Holos, Ano 2003, Vol. 3
[15] MECHANICAL ENGINEERING, A Complete Online Guide for Mechanical Engineer.
Disponível em:
http://www.mechanicalengineeringblog.com/20-powder-metallurgy-introduction-process-
methods. Acesso em 10/08/2014.