
ENVASES DE MADERA 2009 - …aulavirtual.agro.unlp.edu.ar/.../0/EMBALAJES_DE_MADERA_2009.pdf ·...
21
1 INDUSTRIA DE EMBALAJES DE MADERA Ing. Forestal M. Sc. Gabriel D. KEIL (1) Ing. Forestal Eleana M. SPAVENTO (2) (1) Profesor Adjunto, (2) Ayudante Diplomada, Industrias de Transformación Mecánica Departamento de Ingeniería Agrícola y Forestal Facultad de Ciencias Agrarias y Forestales Universidad Nacional de La Plata - Marzo de 2009 -
Transcript of ENVASES DE MADERA 2009 - …aulavirtual.agro.unlp.edu.ar/.../0/EMBALAJES_DE_MADERA_2009.pdf ·...

1
INDUSTRIA DE
EMBALAJES DE MADERA
Ing. Forestal M. Sc. Gabriel D. KEIL (1)
Ing. Forestal Eleana M. SPAVENTO (2)
(1) Profesor Adjunto, (2) Ayudante Diplomada, Industrias de Transformación Mecánica Departamento de Ingeniería Agrícola y Forestal Facultad de Ciencias Agrarias y Forestales Universidad Nacional de La Plata
- Marzo de 2009 -

2
ÍNDICE DE CONTENIDOS
1. INTRODUCCIÓN .................................................................................................... 3 2. CONDICIONES QUE DEBE CUMPLIR UN EMBALAJE ................................... 3 3. FACTORES PARA LA ELECCIÓN DE LA MATERIA PRIMA ......................... 3 4. TIPOS DE EMBALAJES DE MADERA ................................................................ 4
A. Cajas pequeñas .................................................................................................... 5 B. Cajas de dimensiones medias ............................................................................... 5 C. Cajas o cajones de grandes dimensiones .............................................................. 5 D. Tapas, separadores y cajas especiales ................................................................... 6 E. Acondicionamiento especial para obras de arte .................................................... 6 F. Cabezales o end caps ............................................................................................ 6 G. Bases para equipos pesados .................................................................................. 6 H. Esqueletos o jaulas ................................................................................................ 6 I. Pallets, paletas, bandejas, planchadas o tarimas ................................................... 7
I.1. Partes constitutivas de un pallets .................................................................. 7 I.2. Contenido de humedad de un pallets ............................................................ 8 I.3. Esquema de un pallets .................................................................................. 9 I.4. Clasificación de pallets ................................................................................. 9 I.5. Ensayos sobre pallets .................................................................................. 12
J. Palletizados ......................................................................................................... 12 K. Envases para pescado y mariscos ....................................................................... 12 L. Envases frutihortícolas y bins ............................................................................. 12
L.1. Características de las maderas para envases frutihortícolas ....................... 12 L.2. Partes de un cajón ....................................................................................... 13 L.3. Características de las tablillas ..................................................................... 13 L.4. Líneas de fabricación de cajones ................................................................ 14 L.5. Secuencia de armado de un cajón ............................................................... 14 L.6. Ensayos que se realizan sobre los cajones .................................................. 15 L.7. Bins ............................................................................................................. 16
M. Bobinas, carretes o carreteles.............................................................................. 16 M.1. Partes de una bobina o carretel ................................................................... 16
5. REQUISITOS FITOSANITARIOS ....................................................................... 19 6. RECICLAJE DE EMBALAJES DE MADERA .................................................... 20

3
1. INTRODUCCIÓN
Se denomina embalaje de madera a la madera o productos de madera (incluyendo la madera de estiba y excluyendo los productos de papel) utilizados para sujetar, proteger o transportar un producto de madera (NIMF Nº 15, 2002).
La industria de embalajes de madera se desarrolla a partir de la necesidad de poder conservar, trasladar y almacenar mercaderías de las más diversas características.
En Argentina el principal destino es la producción fruti hortícola, pero se fabrican además embalajes de distintas características para diversos usos.
Si bien el plástico, como material, ha experimentado un muy buen desarrollo tecnológico y ha reemplazado en varios casos a otras materias primas, la madera sigue siendo un material con la que se fabrican gran cantidad y diversidad de embalajes.
2. CONDICIONES QUE DEBE CUMPLIR UN EMBALAJE
Las condiciones que debe cumplir un embalaje de madera son las siguientes:
• Soportar el mal trato y golpes sin transmitirlos al contenido • Tener facilidad de manejo • Tener facilidad de transporte y apilamiento • No absorber agua • Ser liviano • Tener bajo costo (en relación al contenido)
Con respecto a la resistencia, los golpes se reparten desde su punto de impacto
hacia toda la tabla, fenómeno que no ocurre con los envases de cartón o plástico. La absorción de agua limita seriamente la utilización del cartón, ya que produce
el derrumbe de su estructura. Con las técnicas del corte rotativo, sin producción de aserrín, se pueden producir
tablillas de hasta 3 mm de espesor o bien se arma el envase con terciados del mismo espesor, reduciendo peso y costo de materia prima.
3. FACTORES PARA LA ELECCIÓN DE LA MATERIA PRIMA En cuanto a la madera que se empleará como materia prima para la fabricación
de embalajes deberá, dentro de lo económicamente posible, cumplir con los siguientes requisitos:
• Rollizos rectos y sin defectos • Buen aspecto y uniformidad • Bajo costos (monte implantado) • Nudos escasos (su presencia dificulta el debobinado, aserrado, clavado y
desmerecen el aspecto) • Maderas semiblandas (según valores de dureza Janka) • Para envases que almacenan alimentos, no deben transmitir olor, sabor y color • Grano derecho (mayor resistencia, mejor calidad de cepillado y estética)

4
Además es deseable que la madera cumpla con los requisitos que se enuncian a continuación:
• Bajo valor de densidad normal (Dn = 400 kg/m³) • Resistente al rajado y al choque • Adecuada elasticidad (MOE) • Clavabilidad y retención de clavos y grampas • Contracciones equilibradas durante el secado • Contenido de humedad de uso (18-25%)
4. TIPOS DE EMBALAJES DE MADERA
Si bien la industria de embalajes de madera abarca gran número de envases diferentes, se enumeran 13 de los más importantes en cuanto al volumen de mercaderías que almacenan y transportan.
A. Cajas pequeñas B. Cajas de dimensiones medias C. Cajas o cajones de grandes dimensiones D. Tapas, separadores y cajas especiales E. Acondicionamiento especial para obras de arte F. Cabezales o end caps G. Bases para equipos pesados H. Esqueletos o jaulas I. Pallets, paletas, bandejas, planchadas o tarimas J. Palletizados K. Envases para pescado y mariscos L. Envases frutihortícolas y bins M. Bobinas, carretes o carreteles

5
A. Cajas pequeñas Son cajas fabricadas generalmente con madera maciza, terciada, láminas o
chapas de madera. Tienen un costo elevado en relación al volumen de materia prima que se emplea. Almacenan productos de cierto costo donde tiene fundamental importancia la
presentación del producto que almacenan. Son ejemplo de este tipo de cajas aquellas que se utilizan para almacenar y
presentar botellas de vino, generalmente en número de 1 a 3, y en algunos casos con el instrumental para abrirlos (sacacorchos de distinto tipo) o acompañadas por copas de cristal.
Además podemos encontrar cajas para distintas productos de la gastronomía como, cajas para almacenar frascos de dulce, chocolates y té, entre otras.
También podemos encontrar cajas cuadradas, rectangulares y tubulares; así como estanterías y valijas exhibidoras, para almacenar distintos productos tales como: cigarros, cuchillos, tacos de papel y naipes.
B. Cajas de dimensiones medias
Son embalajes desmontables, retornables y reutilizables para usos específicos,
fabricados en madera maciza o derivados de ella como tableros contrachapados, aglomerados, hardboard u OSB.
Pueden ser cajas armadas o plegables para transportar menor volumen cuando están vacías y armarla al momento de incorporarles el contenido.
Estos cajas construidas en madera contrachapada fenólica, con refuerzo y tacos en madera maciza cepillada, pueden usarse en productos a ser movilizados por transporte aéreo, marítimo o terrestre.
C. Cajas o cajones de grandes dimensiones
Construidos de diferentes formas y con distintos materiales: madera maciza, compensada o placa OSB, con refuerzos.
Son embalajes utilizados para la manipulación, almacenamiento y transporte, cumpliendo los requisitos fitosanitarios exigidos en los países de destino.
Estas cajas o cajones de grandes dimensiones se utilizan para el embalaje de unidades indivisibles de gran peso y tamaño en el transporte marítimo, terrestre y aéreo.

6
D. Tapas, separadores y cajas especiales
Son distintos productos fabricados generalmente con madera maciza, para usos específicos.
Actualmente se está usando masivamente los tableros hardboard, en comercios mayoristas de alimentos, para la separación de productos embotellados o envases de otros materiales no madereros.
Además podemos encontrar otros productos tales como tapas, pallets especiales, cajones y bases de madera para sommiers, pallets con estanterías de acero, cajones con partes metálicas y cajones especiales, entre otros muchos productos.
E. Acondicionamiento especial para obras de arte
Son estructuras fabricadas generalmente con madera maciza, terciada, láminas o chapas de madera. Tienen un costo elevado en relación al volumen de materia prima empleada para su fabricación.
Almacenan productos de alto costo, donde tienen fundamental importancia la presentación y protección del producto que almacenan.
F. Cabezales o end caps
Son cabezales fabricados con maderas macizas de densidades medias y altas (Dn mayor a 600 kg/m³), para almacenar y proteger durante el transporte, productos tales como vidrio plano y placas solares.
Son cabezales automontables compuestos por cuatro elementos: materiales de protección, cierre por flejado vertical, detectores de impacto y detectores de vuelco.
G. Bases para equipos pesados
Están constituidos por tacos, cuñas, tirantes y tablas para acomodación en bodegas de barcos, camiones o trenes de carga.
Soportan cargas de distintos materiales como caños, bobinas de cobre y acero, como así también otros materiales pesados de la industria siderúrgica y metalmecánicas. Son fabricados a medida.
Se terminan de armar en el lugar de transporte de los productos. Son también denominados “maderas de acomodación”, cuando son utilizados para contener productos exportables y deben ser sometidos a un tratamiento fitosanitario.
H. Esqueletos o jaulas
Son cajas abiertas, presentando una discontinuidad más marcada en laterales y
tapas. Fabricados en madera maciza en su base y estructura. Pueden estar recubiertos
internamente por polietileno o cartón para la protección del contenido de los agentes atmosféricos.
Se emplean para el almacenamiento y transporte de autopartes, automóviles, motos, camionetas y camiones pequeños, equipos moderadamente pesados y alimentos como carnes y verduras.

7
I. Pallets, paletas, bandejas, planchadas o tarimas
Pallets deriva del vocablo inglés que significa paleta, bandeja o planchada; también se los denomina tarimas de madera.
Es un armazón especial utilizado para soportar cargas cuya movilización se realiza por medios mecánicos (horquillas y grúas).
Si bien no sirve para almacenar o conservar mercaderías, sirve para trasladarlas y uniformar cargas, por eso se lo considera como un embalaje.
Los pallets no sólo se construyen de madera, si bien éste sigue siendo el material principal, también los hay de aluminio, plásticos y fabricados a partir de reutilización de residuos. Sin embargo, ninguno de esos materiales ha superado a la madera ya que ésta en términos económicos, es la más conveniente.
En la actualidad los más difundidos son los pallets reutilizables, ya que evitan devolución, eliminación, polución y generación de residuos.
Se utilizan generalmente maderas maciza de pino, eucalipto, quebracho blanco y lenga. En algunos casos la o las tapas pueden ser de tableros compensados o aglomerados. I.1. Partes constitutivas de un pallets Tablero superior
Puede estar hecho de una sola pieza o de varias tablas. Los compuestos por
varias tablas están hechos con diferentes tipos: las tablas de entrada suelen tener 150 mm de ancho y estar realizadas en madera de densidad mediana a alta, las intermedias suelen tener 130 mm de ancho y madera de densidad baja a media y las tablas de la parte central pueden ser aún más estrechas.
El espaciamiento entre tablas no debe superar los 50 mm. Las propiedades mecánicas mejoran notablemente si no hay espaciamiento entre tablas. Esto se puede conseguir con tablas puestas canto con canto, tableros de partículas o contrachapados o madera machimbrada.
No es aconsejable hacer un tablero de una sola pieza, porque la existencia de piezas separadas en las entradas permiten las reparaciones, siendo más económico el cambio solo de las tablas dañadas.
Tablero inferior
El tablero inferior de un pallets reversible será igual que el superior. Si se trata de un pallets no reversible de dos caras, tendrá aberturas que no deberán ser mayores de 150 mm, aunque es común encontrar de 250 mm.
Las tablas de entrada deberán tener las mismas características que las del tablero superior, las tablas centrales serán de una densidad mucho menor. Listones
Han de estar previstos para durar tanto como el pallets, ya que su reposición es prohibitiva económicamente. Los pallets de dos entradas para cargas ligeras, cuyo ancho es de unos 800 mm pueden requerir de dos listones.

8
Sin embargo las paletas normales de 1000 mm de ancho requieren 3 listones. Las más anchas llevan 4, incluso pallets diseñados para grandes cargas, cuyo ancho es próximo a 2 m requieren de 5 listones.
Los listones laterales deben ser de madera de densidad media alta, mientras que los intermedios pueden ser de madera más liviana.
Tacos
Los pallets de 4 entradas, además de listones están constituidos por 6 o 9 tacos de sección cuadrada, generalmente de 100 mm de lado y una altura similar.
Debido a su escuadría y a que soportan la carga paralela a las fibras de la madera en su cara transversal, pueden estar fabricados de maderas livianas como salicáceas, pino ponderosa, pino ellioti y eucalyptus grandis. Conectores.
Los pallets se ensamblan por medio de clavos, grampas, tornillos y colas. Los clavos son los conectores más usados. Las grampas pueden ser más adecuadas para el ensamblaje de pallets de bajo costo no reutilizables.
Los tornillos y tirafondos se reservan para los pallets contrachapados y tipos especiales. El empleo de colas para ensamblar pallets debe evitarse, aunque en un principio resultan muy fuertes, las líneas de cola pueden fallar repentinamente por efectos de los esfuerzos de manejo y colapsar la estructura del pallets.
I.2. Contenido de humedad de un pallets
La mayoría de los pallets se fabrican con madera sin secar, cuya humedad es
superior al 30%. Estos pallets no deben ponerse en servicio hasta que la humedad baje a un 25%. Rara vez se utiliza madera seca en horno al 12 o 15 %, ya que su costo se eleva del 10 al 20%. Sin embargo las paletas hechas con madera seca son más rígidas, fuertes y duraderas y evitan problemas de desclavado debido a las variaciones dimensionales que se producen durante el secado en uso.

9
I.3. Esquema de un pallets
I.4. Clasificación de pallets
Según uso:
1. Marítimos o sin retorno 2. Para uso general o reutilizables 3. Para usos especiales
Según origen
1. Pallets nuevos
a. Primera calidad b. Segunda calidad c. Tercera calidad
2. Pallets usados
a. Primera calidad b. Segunda calidad c. Tercera calidad
10
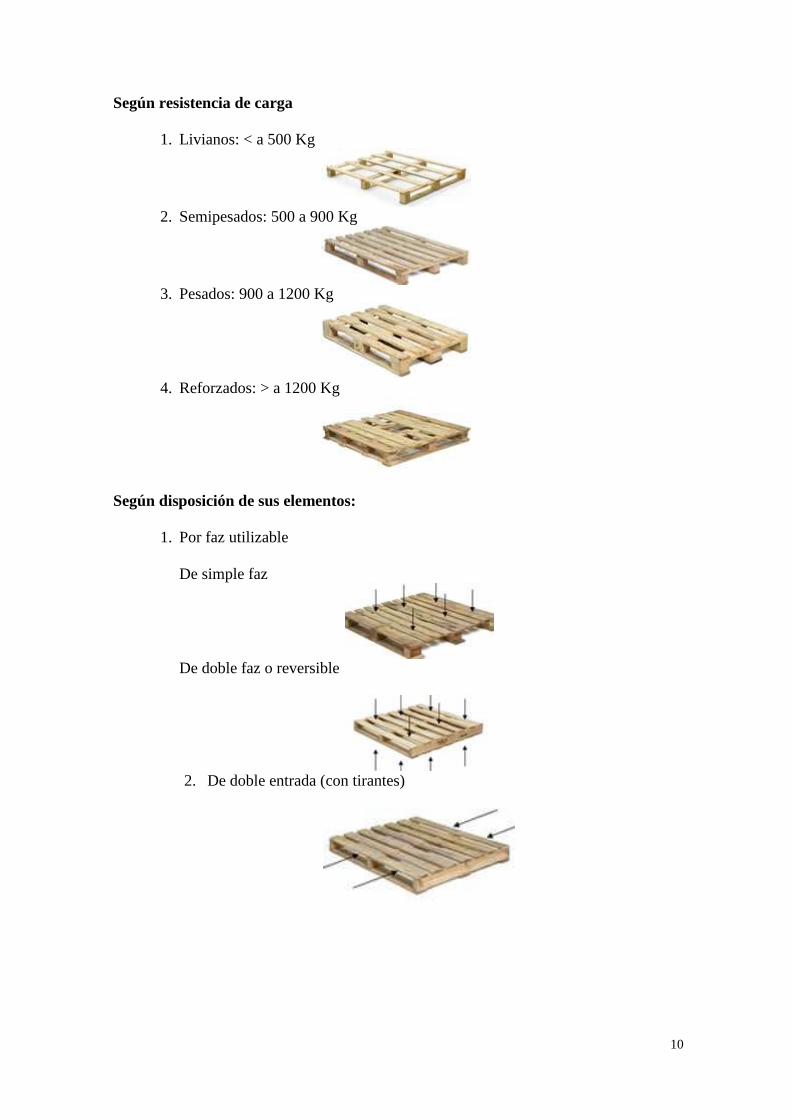
Según resistencia de carga
1. Livianos: < a 500 Kg
2. Semipesados: 500 a 900 Kg
3. Pesados: 900 a 1200 Kg
4. Reforzados: > a 1200 Kg
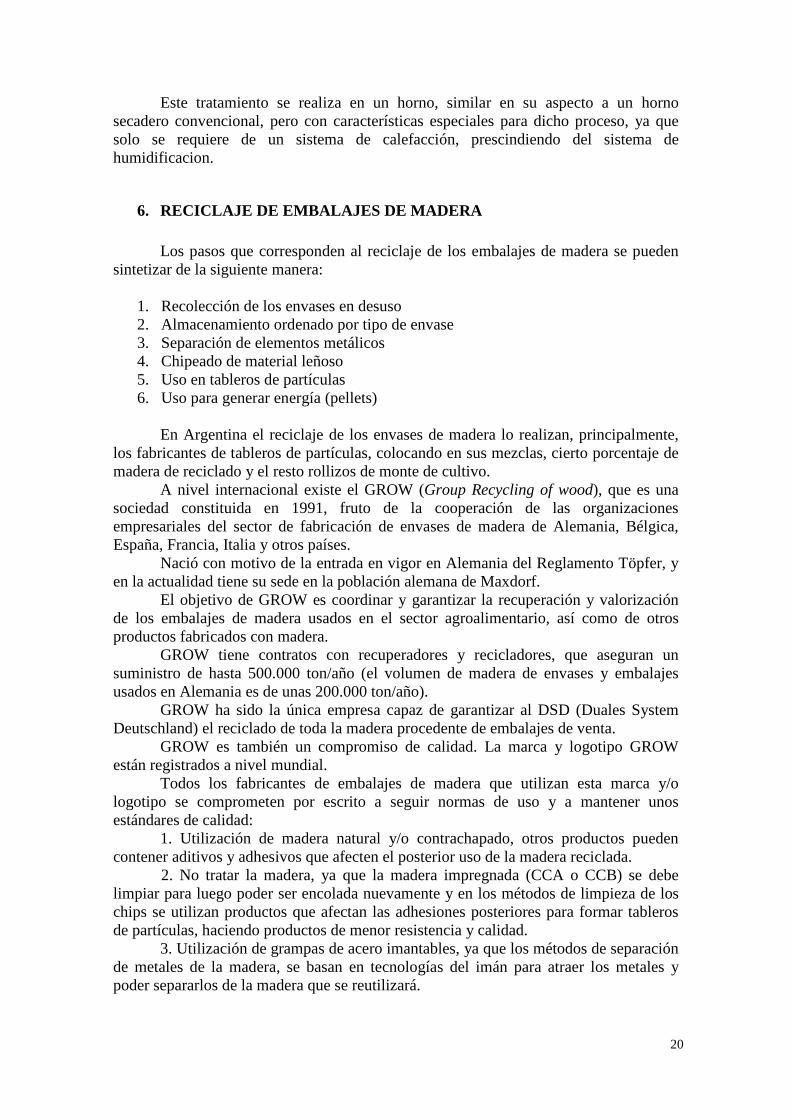
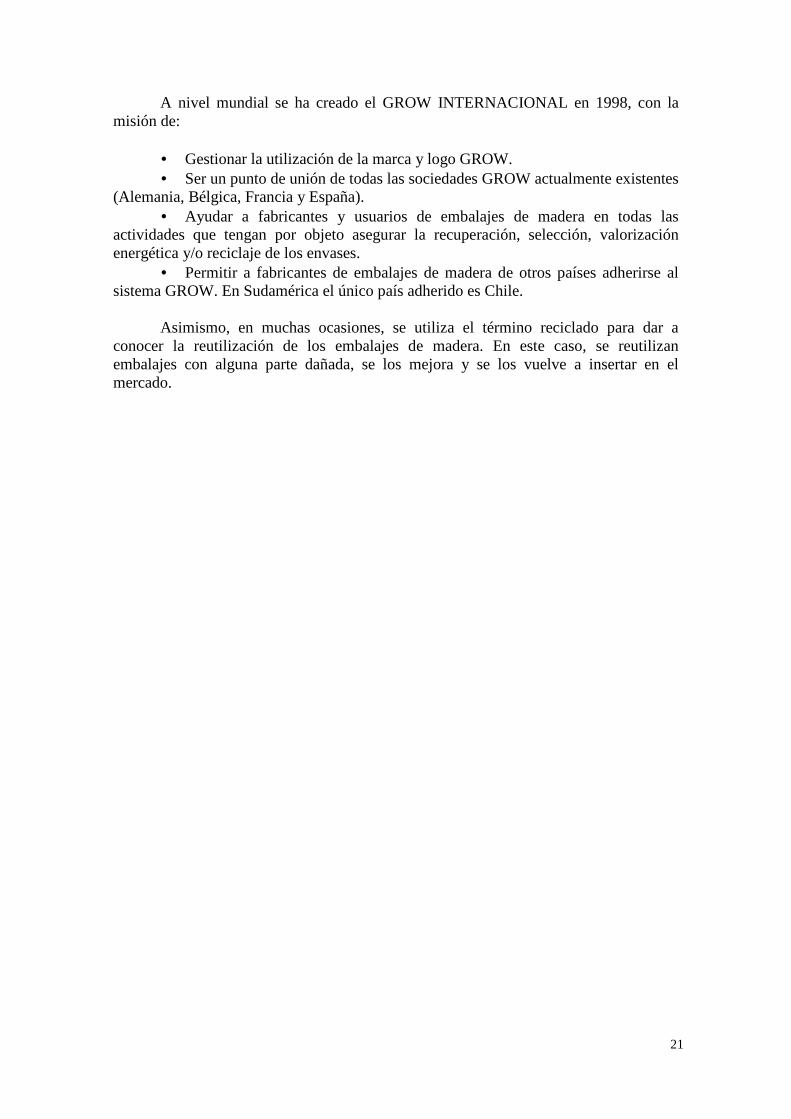
Según disposición de sus elementos:
1. Por faz utilizable
De simple faz
De doble faz o reversible
2. De doble entrada (con tirantes)

11
3. De cuatro entradas (con tacos)
Según las características de las caras
1. Pallets de una sola cara que tiene sólo el tablero superior Son los de menor costo. Al apilarlos transmiten presión excesiva a la carga
situada debajo de ellos, ya que su superficie de apoyo es pequeña. Pueden utilizarse cuando se trata de cagas de gran volumen pero de poca
densidad. Se pueden utilizar para palletizar latas vacías o materiales de construcción como ladrillos ya que no se rompen por aplastamiento.
2. Pallets reversibles de dos caras con dos tableros idénticos Permiten cargarlos por cualquier cara. Contienen mayor cantidad de madera que
el modelo descripto anteriormente. Son fuertes y rígidos. El tablero inferior distribuye la carga reduciendo la presión. Permiten llevar cargas pesadas o que pueden sufrir aplastamiento fácilmente como instrumental, equipos.
3. Pallets no reversibles de dos caras, con dos tableros diferentes El tablero inferior es soporte pero no puede recibir carga porque la separación
entre tablas es demasiado grande. Son lo más usados porque requieren menos madera que los anteriores y además
son fuertes y rígidos. Se usan para mercaderías muy diversas tales como materiales de construcción, bebidas, alimentos, cajas.
Según las tablas que forman la cara se encuentren o no enrasadas con los listones que las soportan:
1. Voladizo simple o Pallets de ala simple, en la que sólo sobresale el tablero superior.

12
2. Voladizo total o Pallets de ala doble, en la que sobresalen los dos tableros, el superior y el inferior.
3. Perimetral o Pallets de cantos enrasados, es el más común.
I.5. Ensayos sobre pallets Se realizan tres ensayos para analizar la calidad de los pallets y ellos son:
1- Ensayo de choque sobre un ángulo del pallets
2- Ensayo de choque sobre un canto de una plancha
3- Ensayo de flexión de las tablas J. Palletizados
Se estiba la mercadería sobre un pallet especial, se sujeta con sunchos plásticos,
hebillas y se recubre con polietileno termocontraíble o streech de alta tenacidad. Generalmente se utiliza madera maciza semidura para resistir las altas cargas a las que está sometido.
K. Envases para pescado y mariscos
Son cajas de madera maciza, láminas o terciados, generalmente cerradas, variando las medidas de su base desde 20 x 20 cm en elementos apilables hasta 40 x 50 cm y de menor altura para aquellos alimentos sensibles al apilamiento.
Se utilizan para almacenar y transportar todo tipo de pescado y mariscos.
L. Envases frutihortícolas y bins L.1. Características de las maderas para envases frutihortícolas
• Las especies de madera más usadas en la Argentina para la fabricación de envases son el álamo, el sauce y el eucalipto.
• Se puede utilizar madera aserrada o debobinada, ya sea simple o terciada. • Las maderas deben presentar buenas características en cuanto a su facilidad de
aserrado y trabajado - por ejemplo, el cepillado o moldeado – y no se deben producir rajaduras ni deformaciones.
• El material debe tener buena resistencia mecánica, bajo peso específico y no trasmitir olor ni sabor a la mercadería.

13
• Toda la madera que se use para la fabricación de envases debe estar bien seca, con el fin de evitar rajaduras y desarrollo de moho u hongos manchadores.
• Los embalajes de madera tienen la desventaja de ser difíciles de limpiar si se pretende reutilizarlos, lo que trae problemas de multiplicación de patógenos que pueden contaminar la mercadería que se envase.
• Dependiendo del tipo de fabricación, estos envases son pesados para acarrear y transportar, por ejemplo cuando se los fabrica con maderas densas y de gran espesor, para que tengan más resistencia de forma que soporten varios usos.
• A menudo tienen superficies ásperas, si no son tablas cepilladas, lo que hace necesario en algunos casos utilizar revestimientos en su interior para que aquellos no dañen al producto.
L.2. Partes de un cajón
Las partes que forman un cajón frutihortícola son las siguientes:
• Fondo • Laterales • Esquineros • Cabeceras o testeros • Refuerzos • Tapa (no siempre)
L.3. Características de las tablillas
Las tablillas pueden fabricarse en madera aserrada, láminas debobinadas o tableros terciados.
Las tablillas de madera aserrada son las de mayor espesor y tienen mayor resistencia que las tablillas fabricadas con láminas debobinadas.
Las tablillas de láminas debobinadas son de 3 mm de espesor y guillotinadas al ancho deseable, generalmente entre 8 y 15 cm. La longitud de tablillas se lo dan las lenguetas del torno debobinador, van entre 35 y 45 cm por lo general, ya que se debobinan trozas cortas.
Las tablillas fabricadas en tableros terciados están formadas por tres láminas de 1 mm cada una, siendo el espesor final del tablero de 3 mm. Primero se fabrica un tablero de 1000 x 1000 mm o de 1200 x 1200 mm, y de ahí se obtienen las tablillas cortándolas con sierras circulares. Se utilizan piezas enteras caladas para hacer las asas del cajón que formarán parte de los testeros.

14
En los últimos dos casos, tablillas debobinadas y tableros terciados, el rendimiento de la madera es muy superior por dos razones:
1. El espesor de las tablillas es menor
2. No se genera aserrín en la obtención de las tablillas (debobinado y guillotinado)
L.4. Líneas de fabricación de cajones
La línea tradicional de máquinas para fabricar cajones de madera para múltiples
usos, es proyectada para producir y abastecer con productos a los sectores de horticultura, fruticultura e industrial. Su principal ventaja se fundamenta en utilizar alambre en lugar de grampas. Son máquinas automáticas que pueden ser previstas con dos, tres o cuatro cabezales para fabricar fondos, tapas o cabezales de cajones; y máquinas semiautomáticas para el montaje del cajón. La simplicidad en el manejo proporciona una mayor producción con relación a los métodos convencionales.
Se utiliza una máquina engrampadora de cuadros o fondos. La versatilidad de la máquina permite diversos usos. Si se la provee con dos cabezales engrampadores arma tapas, fondos y cuadros de cajones. Provista de tres cabezales permite la fabricación de fondos con un refuerzo en la parte central.
El recambio de dos piezas por cabezal permite cambiar la longitud de la grampa, la cual es fabricada a partir de alambre por la misma máquina en forma de U y debe tener el largo adecuado para el correcto remachado.
Montadas en línea, con tres de estas máquinas y con el agregado de una fondeadora se puede realizar el trabajo completo de armado del cajón.
La máquina fondeadora, es utilizada para la unión del fondo al cuadro del cajón mediante grampas formadas a partir del alambre en la misma máquina. La simplicidad del manejo, la mayor producción respecto a los métodos tradicionales, el manejo de un solo operador, los menores costos de engrampado y el bajo consumo de madera son las ventajas de uso de esta máquina.
Un operario promedio puede unir 220 fondos al cuadro respectivo por hora con una máquina trabajando. L.5. Secuencia de armado de un cajón La secuencia de armado de un cajón se da en 5 pasos que se sintetizan de la siguiente manera: 1. Se arman los fondos y las tapas (opcional), sobre una matriz y en forma de rectángulo superponiendo tablillas y la máquina coloca una grampa en cada superposición de las tablillas. Pueden ser de dos tablillas largas por 3 cortas, de 3 x 3 o de 2 o 3 tablillas largas por 4 cortas. 2. Se unen los testeros a los esquineros. Generalmente los testeros de terciados en pieza entera se unen a los esquineros de sección triangular, sobre una matriz continua donde en la parte inferior se colocan los esquineros y la máquina engrampa sobre los testeros que van colocados arriba de los esquineros. 3. Se arma el cuadro, uniendo los testeros más los esquineros, a los laterales formados por una, dos o tres tablillas. 4. Se fondea el cajón, uniendo el fondo al cuadro proveniente del paso anterior.

15
5. Se colocan los refuerzos, uno arriba y otro debajo de cada testero, es decir se colocan cuatro refuerzos por cajón. L.6. Ensayos que se realizan sobre los cajones Sobre los cajones se realizan 5 ensayos a fin de verificar la calidad del mismo: L.6.1 Verificación de las medidas
Están normalizadas las dimensiones de la base (longitud y ancho), siendo la
altura variable para cada tipo de cajón.
L.6.2 Ensayos de caída libre
Son dos ensayos sucesivos. El embalaje lleno de la mercadería a transportar o similar se deja caer desde 75 cm en su posición usual de manipuleo (fondo paralelo al plano horizontal) sobre una superficie fija e inclinada un 10%.
Se realiza una vez con cada arista. Si no se rompe en ambos ensayos, es satisfactorio.
L.6.3 Compresión vertical
Se realiza sucesivamente sobre cinco envases. Cada uno se coloca vacío (con el
acondicionamiento interior si éste afecta la resistencia) y cerrado (si tuviera tapa) entre los platos de la prensa, cuya velocidad de movimiento debe ser de 1 cm/min.
El ensayo termina cuando la altura exterior disminuye en 2 cm. Se registra la resistencia durante todo el ensayo y la compresión máxima. El ensayo es satisfactorio si la media de los 5 ensayos no es inferior a:
H - h
h x K x P
Siendo: H = 300; h = altura en cm; K = 1,5; P = peso bruto con contenido
L.6.4 Mesa vibratoria
Se apilan 3 envases (en las mismas condiciones que para el ensayo de caída libre) sobre la mesa de la máquina. Se los somete a vibraciones verticales y horizontales de una amplitud de 5 mm y 250 rpm en dos tiempos de 10 min.
En el primer tiempo el largo de los cajones es paralelo al movimiento horizontal y en el segundo tiempo es perpendicular al mismo. El ensayo resulta satisfactorio si no se daña la estructura, ni se produce penetración de un cajón sobre otro.
La carga sobre la bandeja superior de la máquina se calcula en base a la fórmula:
220M = ( ) x P
h - 3
Siendo: M = carga en kg; h = altura en cm de cada cajón; P = peso bruto máximo de cada cajón lleno

16
L.6.5 Flexión estática del fondo
Solo aplicable a envases sin cubierta. Se coloca en condiciones normales de apilado, se llena con peso uniforme y equivalente a 1,5 veces su peso en uso y se mide a los 10 minutos la flecha (deformación máxima). El ensayo es satisfactorio si la flecha no es superior a 15 mm.
L.7. Bins
El bins es un cajón frutihortícola especial, para uso como cajón cosechero en el
campo o también para exportación a granel de frutas, verduras y materiales inorgánicos
M. Bobinas, carretes o carreteles Son también denominados “carreteles para cables” o en inglés se conocen como
“Cable spools”. Los materiales utilizados en su fabricación son: madera maciza impregnada o sin
impregnar, herrajes y pintura. Para ciertos usos y para bajar costos se pueden fabricar los carretes con hardboard.
La fase de montaje se realiza en las instalaciones, posteriormente a la impregnación, generalmente con CCB, de las maderas que la formarán.
La bobina de madera es utilizada en la comercialización de toda clase de cable y conductores eléctricos.
M.1. Partes de una bobina o carretel
Tapa: es una estructura circular formada por duelas (tablillas de madera) que
están unidas entre sí por el tambor. Tambor: es la parte interior del carretel que se encuentra uniendo ambas tapas.
Está formada por duelas curvadas (para encastrar en las tapas) y colocadas una al lado de la otra.
Duelas de cerramiento (opcional): en general, se denomina duela a las tablas o
tablillas cuyas medidas van a depender del tamaño de la bobina. En este caso se utilizan para el cerramiento del carretel una vez que el mismo tiene el cable colocado.
Las tablillas que forman las tapas y el tambor, también son denominadas en términos generales, duelas.

17
Fabricación del carretel o bobina de madera La fabricación de un carretel de madera comienza con el aserrado de las tablas
para formar los listones. Estos listones posteriormente se transformaran en duelas para las tapas, el tambor y duelas de cerramiento en el caso que el cliente las requiera. Luego estos listones son cepillados.
El cepillado de los listones, que luego se van a transformar en duelas para formar las tapas, se realiza en una cepilladora común cuyo propósito es cepillar las caras y los cantos de los mismos.
El cepillado de las los listones, que luego serán duelas para formar el tambor, se realiza en una cepilladora especial, la cual esta provista de 5 motores. Un motor alimenta el rodillo que es el encargado de deslizar el listón por la máquina (alimentación). Los otros cuatro motores abastecen a las cuchillas que son las encargadas de cepillar al listón (un motor para cada cuchilla).
Las cuchillas están dispuestas de la siguiente manera: una ubicada en la parte superior del rodillo, otra en la cara inferior y las dos restantes están ubicadas una en cada lateral del mismo. De este modo se obtiene un listón con los cantos y caras cepillados. Las caras no quedan rectas, sino formando una curvatura, con la parte superior en forma convexa y la inferior cóncava.
Posteriormente, estos listones pasan por una sierra, circular o sin fin, con el propósito de darle el largo final a las duelas. Estas duelas curvadas encastraran en las tapas, formando el tambor de las bobinas.
Las duelas de cerramiento son cepilladas de igual manera que las duelas que forman la tapa, dado que no requieren de una forma curva para su utilización. Luego del cepillado, estos listones pasarán por una máquina, circular o sin fin, que son las encargadas de darles el largo apropiado.
Formación de la tapa: las tapas están formadas por dos capas de duelas, para
darle mayor resistencia al conjunto. Para comenzar a formar las tapas, dos de las duelas cepilladas y con la longitud apropiada son dispuestas en forma perpendicular (formando una cruz) y unidas mediante grampas. Estas duelas servirán de guía y agarre para el armado total de la tapa. Las tablas posteriores se van colocando siguiendo esta cruz.
Las duelas exteriores son menores que la que forman la parte central de la tapa y las últimas cuatro duelas (una de cada lado de cada parte de la tapa) están cortadas con forma de ochava, para darle la forma circular a la tapa.
Las grampas son colocadas una vez que las tablas están presentadas perpendicularmente entre sí (siguiendo la mencionada cruz) y siguiendo una circunsferencia. Esta circunsferencia es marcada con un elemento tipo punzón a un diámetro determinado por el fabricante con la finalidad de que las tablas queden bien firmes y con agarre en los sectores más críticos.
Las grampas son colocadas por medio de engrampadoras. En esta etapa tenemos las tapas armadas con forma tendiendo a curva, pero con bordes no redondeados porque aún no se ha dado la forma final al carretel. Por lo tanto, la etapa siguiente consiste en darle la forma cilíndrica a las mismas. Esto se realiza en una máquina que va girando la tapa a medida que le va formando la circunsferencia.
Previo a este paso, las tapas se colocan en unas máquinas especiales (con frezas) que son las encargadas de realizarles el orificio central que es por donde, durante el armado del carretel propiamente dicho, se colocará el buje central.

18
Se realizan tres orificios para los bujes laterales, un orificio para colocar el cable en la bobina y una perforación alrededor del buje central y a un diámetro especificado por fabricante, que es donde se van a colocar las duelas que forman el tambor.
Formación de tambor y armado de las bobinas: Una vez armadas las tapas, se
colocan los bujes de hierro, el central y los tres laterales, entre tapa y tapa a la distancia determinada, se ajustan y se empiezan a colocar las duelas que forman el tambor. O sea, el tambor no es una estructura armada, sino que son las duelas colocadas, unas al lado de la otra las que forman el tambor.
Una vez armadas las bobinas se almacenan hasta posterior entrega. Las duelas de cerramiento, son colocadas por el fabricante de cables, una vez
que las bobinas ya están con el cable. Se colocan alrededor de las tapas cerrándolas, la finalidad de este cerramiento es proteger al cable. Estas duelas pueden colocarse o no, dependiendo del tipo de cable a entregar.
Tipo FM-50
FM-60-40
FM-60-25
FM-75
FM-80 R-80 R-100 R-120 R-140
Diámetro exterior (D) mm
500 630 600 750 800 800 1000 1200 1400
Diámetro interior (C) mm
250 400 250 350 400 400 500 630 -
Línea núcleo (B) mm
300 250 300 350 500 520 610 710 920
Ancho exterior (A) mm
317 270 317 374 524 600 710 810 -
Peso (kg)
4 5 5 9 12 27 62 100 130

19
5. REQUISITOS FITOSANITARIOS Fundamento para la reglamentación fitosanitaria vigente La madera en bruto se utiliza con frecuencia para embalaje de madera. Puede ocurrir que dicha madera no sea sometida a suficiente procesamiento o tratamiento que elimine las plagas, convirtiéndola en una vía para la introducción y dispersión de plagas. Además, el embalaje de madera es muy a menudo reutilizado, reciclado o refabricado (de tal forma que el embalaje recibido en un envío importado puede ser reutilizado para acompañar otro envío de exportación) con lo cual, resulta difícil determinar el verdadero origen de cualquier parte del embalaje de madera y por consiguiente, no puede determinarse su estado fitosanitario.
La norma NIMF Nº 15 describe las medidas que, además de ser aceptadas en el ámbito mundial, todos los países podrán aplicar al embalaje de madera para eliminar casi en su totalidad el riesgo de la mayoría de plagas cuarentenarias y reducir considerablemente el riesgo de otras plagas que puedan estar relacionadas con dicho embalaje. Embalaje de madera reglamentado Estas directrices se aplican al embalaje de madera compuesto de madera de coníferas o no coníferas que pueda representar una vía de introducción de plagas, constituyendo una amenaza principalmente en árboles vivos. Atañen al embalaje de madera como paletas, madera de estiba, jaulas, bloques, barriles, cajones, tablas para carga, collarines de paleta, calces u otro embalaje que pueda acompañar a cualquier envío importado, incluso a envíos que normalmente no sean objeto de inspección fitosanitaria. El embalaje de madera fabricado en su totalidad de productos derivados de la madera tales como el contrachapado, los tableros de partículas, los tableros de fibras orientadas o las hojas de chapas que se han producido utilizando pegamento, calor o presión o una combinación de los mismos, deberá considerarse lo suficientemente procesado para haber eliminado el riesgo relacionado con la madera en bruto.
Los centros de chapa (subproducto de la producción de chapa que conlleva altas temperaturas y consiste en el centro de la troza que resulta del debobinado), el aserrín, la lana de madera, las virutas y la madera en bruto cortada en trozos de poco espesor (6 mm o menos de acuerdo con el Sistema Armonizado de Designación y Codificación de Mercancías (SA) no constituyen vías de introducción de plagas cuarentenarias y no deberá reglamentarse, a menos que se cuente con justificación técnica para ello. Tratamiento térmico para embalajes de madera y madera de acomodación El procedimiento a seguir según la norma NIMF Nº 15 (Resolución 03/2005) es el siguiente: El embalaje de madera deberá calentarse conforme a una curva específica de tiempo/temperatura, mediante la cual el centro de la madera alcance una temperatura mínima de 56ºC durante un período mínimo de 30 minutos.
Se han determinado estos valores de temperatura y tiempo considerando una diversa variedad de plagas para los cuales se ha documentado su eliminación en estas condiciones, teniendo en cuenta además, la viabilidad comercial del tratamiento.
20
Este tratamiento se realiza en un horno, similar en su aspecto a un horno secadero convencional, pero con características especiales para dicho proceso, ya que solo se requiere de un sistema de calefacción, prescindiendo del sistema de humidificacion.
6. RECICLAJE DE EMBALAJES DE MADERA
Los pasos que corresponden al reciclaje de los embalajes de madera se pueden sintetizar de la siguiente manera:
1. Recolección de los envases en desuso 2. Almacenamiento ordenado por tipo de envase 3. Separación de elementos metálicos 4. Chipeado de material leñoso 5. Uso en tableros de partículas 6. Uso para generar energía (pellets)
En Argentina el reciclaje de los envases de madera lo realizan, principalmente,
los fabricantes de tableros de partículas, colocando en sus mezclas, cierto porcentaje de madera de reciclado y el resto rollizos de monte de cultivo.
A nivel internacional existe el GROW (Group Recycling of wood), que es una sociedad constituida en 1991, fruto de la cooperación de las organizaciones empresariales del sector de fabricación de envases de madera de Alemania, Bélgica, España, Francia, Italia y otros países.
Nació con motivo de la entrada en vigor en Alemania del Reglamento Töpfer, y en la actualidad tiene su sede en la población alemana de Maxdorf.
El objetivo de GROW es coordinar y garantizar la recuperación y valorización de los embalajes de madera usados en el sector agroalimentario, así como de otros productos fabricados con madera.
GROW tiene contratos con recuperadores y recicladores, que aseguran un suministro de hasta 500.000 ton/año (el volumen de madera de envases y embalajes usados en Alemania es de unas 200.000 ton/año).
GROW ha sido la única empresa capaz de garantizar al DSD (Duales System Deutschland) el reciclado de toda la madera procedente de embalajes de venta.
GROW es también un compromiso de calidad. La marca y logotipo GROW están registrados a nivel mundial.
Todos los fabricantes de embalajes de madera que utilizan esta marca y/o logotipo se comprometen por escrito a seguir normas de uso y a mantener unos estándares de calidad:
1. Utilización de madera natural y/o contrachapado, otros productos pueden contener aditivos y adhesivos que afecten el posterior uso de la madera reciclada.
2. No tratar la madera, ya que la madera impregnada (CCA o CCB) se debe limpiar para luego poder ser encolada nuevamente y en los métodos de limpieza de los chips se utilizan productos que afectan las adhesiones posteriores para formar tableros de partículas, haciendo productos de menor resistencia y calidad.
3. Utilización de grampas de acero imantables, ya que los métodos de separación de metales de la madera, se basan en tecnologías del imán para atraer los metales y poder separarlos de la madera que se reutilizará.
21
A nivel mundial se ha creado el GROW INTERNACIONAL en 1998, con la misión de:
• Gestionar la utilización de la marca y logo GROW. • Ser un punto de unión de todas las sociedades GROW actualmente existentes
(Alemania, Bélgica, Francia y España). • Ayudar a fabricantes y usuarios de embalajes de madera en todas las
actividades que tengan por objeto asegurar la recuperación, selección, valorización energética y/o reciclaje de los envases.
• Permitir a fabricantes de embalajes de madera de otros países adherirse al sistema GROW. En Sudamérica el único país adherido es Chile.
Asimismo, en muchas ocasiones, se utiliza el término reciclado para dar a
conocer la reutilización de los embalajes de madera. En este caso, se reutilizan embalajes con alguna parte dañada, se los mejora y se los vuelve a insertar en el mercado.


















