
electrode 1 16 DE · Alloys Fülldrähte ergänzen. Unser breites Produktspektrum an un-, niedrig-...
9
ACTING GLOBAL WELDING LOCAL Stabelektroden Hartauftragung - Verbindungsschweißen WA Electrodes
Transcript of electrode 1 16 DE · Alloys Fülldrähte ergänzen. Unser breites Produktspektrum an un-, niedrig-...

ACTING GLOBALWELDING LOCAL
StabelektrodenHartauftragung -
Verbindungsschweißen
WA Electrodes
Inhalt
Fülldrahtelektrodenund Stabelektroden -Die Komplettlösung
Dieser Katalog stellt eine Auswahl an Standardprodukten der Welding Alloys Stabelektroden für die Hartauftragungund das Verbindungsschweißen dar. Geme prüfen wir Ihrespeziellen Anfragen. Bitte zögern Sie nicht diesen Service der Welding Alloys Gruppe in Anspruch zu nehmen.
2 3
Einführung
Stabelektroden für die HartauftragungKaltverfestigende Mangan-HartstähleNiedrig- und mittellegiertWerkzeugstähle Abrasionsbeständige LegierungenKobalt-Basislegierungen
2
44466
Stabelektroden für das VerbindungsschweißenKonstruktions- und Baustähle Kaltzähe StähleHochfeste StähleAustenitische Edelstähle Mischverbindungen und Reparaturschweißungen Nickel-Basislegierungen Gusseisen
Hartauftragung: Verschleißphänomene und Materialeigenschaften VerpackungseinheitenTechnische Informationen Produkte in alphabetischer Reihenfolge
888
10
101212
14151515
Seit 1966 ist die Welding Alloys Gruppe, ein privat geführtes, unabhängiges Unternehmen, als Produzentvon Fülldrähten für Schweißanwendungen am Markt. Diese Produkte werden in unseren modernenFabriken und zu 100% mit Welding Alloys Technologie hergestellt.
In diesem Katalog werden Stabelektroden vorgestellt, die in idealer Weise die Produktpalette der WeldingAlloys Fülldrähte ergänzen. Unser breites Produktspektrum an un-, niedrig- und hochlegierten Stabelektrodenerfüllt die strengsten Standards für Hartauftragungen, Plattierungen und Verbindungsschweißungen.
Unsere Forschungs- und Entwicklungsabteilungen arbeiten bei der Weiterentwicklung der Produkte eng mitunseren Industriepartnern zusammen. Dies ermöglicht es uns, die hohen Qualitätsanforderungen, wie sievon den internationalen Zulassungsgremien der verschiedensten Industriezweige vorgegeben werden, zuerfüllen.
Als global agierendes Unternehmen sind unsere Ingenieure und Techniker an jedem Ort der Welt verfügbarund leisten als Welding Alloys Spezialisten technische Unterstützung und weltweiten Service.
Anti-abrasion
4 5
HARDFACE AP-E2.5 x 3503.2 x 3504.0 x 450
2.5 x 3503.2 x 4504.0 x 450
E Fe9 = +~ 65V
HARDFACE 250-E E Fe1
= -~ 45V
E Fe8 = +~ 70V
= -~ 45V
HARDFACE 58-E
HARDFACE 40-E
E Fe3
E Fe3 = +~ 70V
= +~ 70V
HARDFACE AR-E = +~ 50V
HARDFACE 400-E
HARDFACE L-E
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenStandard- durchmesserund -länge
[mm]
NormenEN 14700
Polung
Mec
hani
sche
Erm
üdun
g
Sto
ß- u
nd S
chla
g-be
ansp
ruch
ung
Kav
itatio
n
Ero
sion
Hoc
htem
pera
tur-
vers
chle
iß
Abr
asio
nun
ter D
ruck
Min
eral
isch
erA
brie
b
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngun
d P
latti
erun
g
Kor
rosi
on
Hoc
htem
pera
tur-
oxid
atio
n
Ther
mis
che
Erm
üdun
g
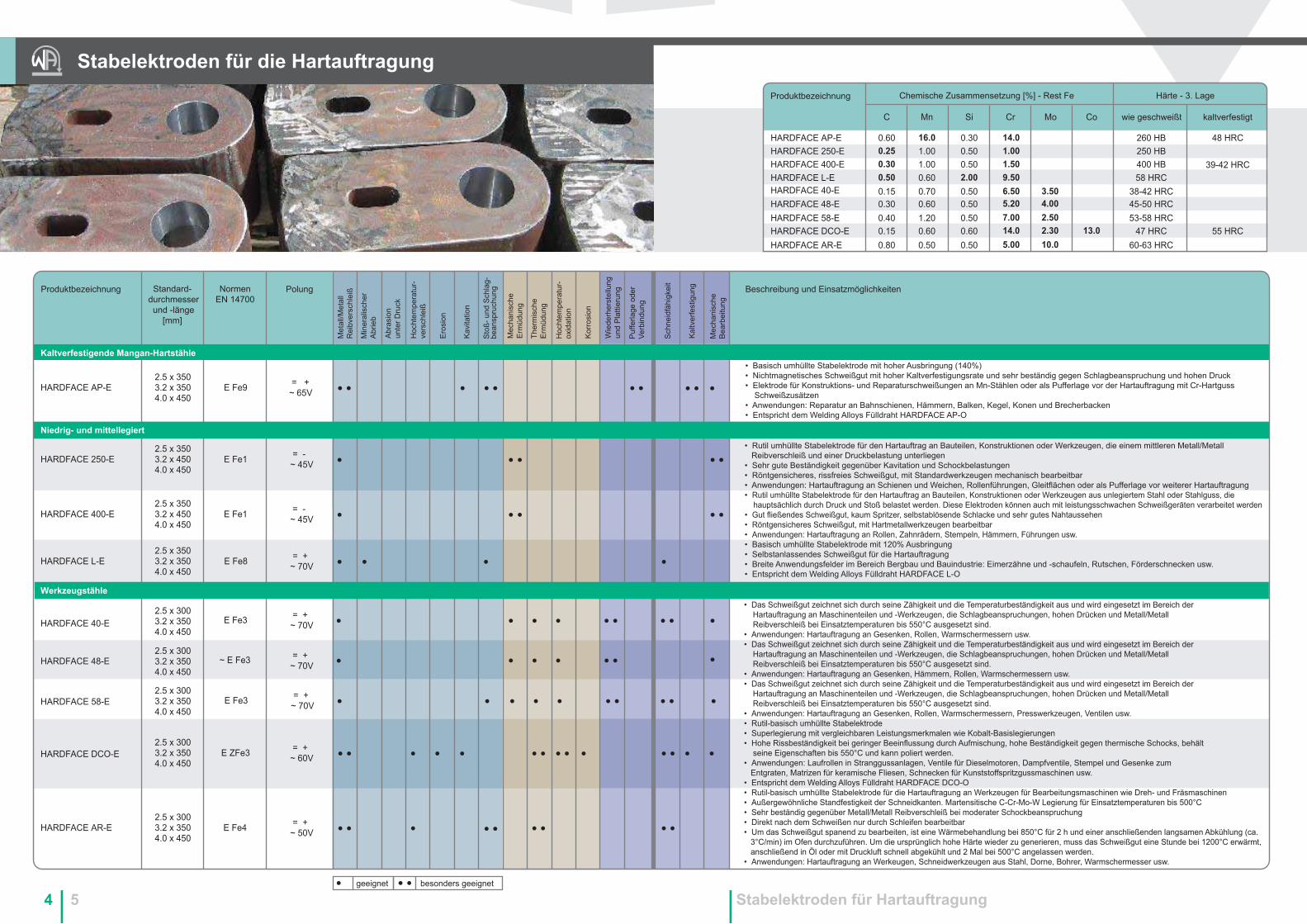
• Basisch umhüllte Stabelektrode mit hoher Ausbringung (140%)• Nichtmagnetisches Schweißgut mit hoher Kaltverfestigungsrate und sehr beständig gegen Schlagbeanspruchung und hohen Druck• Elektrode für Konstruktions- und Reparaturschweißungen an Mn-Stählen oder als Pufferlage vor der Hartauftragung mit Cr-Hartguss Schweißzusätzen• Anwendungen: Reparatur an Bahnschienen, Hämmern, Balken, Kegel, Konen und Brecherbacken• Entspricht dem Welding Alloys Fülldraht HARDFACE AP-O
• Rutil umhüllte Stabelektrode für den Hartauftrag an Bauteilen, Konstruktionen oder Werkzeugen, die einem mittleren Metall/Metall Reibverschleiß und einer Druckbelastung unterliegen• Sehr gute Beständigkeit gegenüber Kavitation und Schockbelastungen• Röntgensicheres, rissfreies Schweißgut, mit Standardwerkzeugen mechanisch bearbeitbar• Anwendungen: Hartauftragung an Schienen und Weichen, Rollenführungen, Gleitflächen oder als Pufferlage vor weiterer Hartauftragung• Rutil umhüllte Stabelektrode für den Hartauftrag an Bauteilen, Konstruktionen oder Werkzeugen aus unlegiertem Stahl oder Stahlguss, die hauptsächlich durch Druck und Stoß belastet werden. Diese Elektroden können auch mit leistungsschwachen Schweißgeräten verarbeitet werden• Gut fließendes Schweißgut, kaum Spritzer, selbstablösende Schlacke und sehr gutes Nahtaussehen• Röntgensicheres Schweißgut, mit Hartmetallwerkzeugen bearbeitbar• Anwendungen: Hartauftragung an Rollen, Zahnrädern, Stempeln, Hämmern, Führungen usw.• Basisch umhüllte Stabelektrode mit 120% Ausbringung• Selbstanlassendes Schweißgut für die Hartauftragung• Breite Anwendungsfelder im Bereich Bergbau und Bauindustrie: Eimerzähne und -schaufeln, Rutschen, Förderschnecken usw.• Entspricht dem Welding Alloys Fülldraht HARDFACE L-O
• Das Schweißgut zeichnet sich durch seine Zähigkeit und die Temperaturbeständigkeit aus und wird eingesetzt im Bereich der Hartauftragung an Maschinenteilen und -Werkzeugen, die Schlagbeanspruchungen, hohen Drücken und Metall/Metall Reibverschleiß bei Einsatztemperaturen bis 550°C ausgesetzt sind.• Anwendungen: Hartauftragung an Gesenken, Rollen, Warmschermessern usw.• Das Schweißgut zeichnet sich durch seine Zähigkeit und die Temperaturbeständigkeit aus und wird eingesetzt im Bereich der Hartauftragung an Maschinenteilen und -Werkzeugen, die Schlagbeanspruchungen, hohen Drücken und Metall/Metall Reibverschleiß bei Einsatztemperaturen bis 550°C ausgesetzt sind.• Anwendungen: Hartauftragung an Gesenken, Hämmern, Rollen, Warmschermessern usw.• Das Schweißgut zeichnet sich durch seine Zähigkeit und die Temperaturbeständigkeit aus und wird eingesetzt im Bereich der Hartauftragung an Maschinenteilen und -Werkzeugen, die Schlagbeanspruchungen, hohen Drücken und Metall/Metall Reibverschleiß bei Einsatztemperaturen bis 550°C ausgesetzt sind.• Anwendungen: Hartauftragung an Gesenken, Rollen, Warmschermessern, Presswerkzeugen, Ventilen usw.• Rutil-basisch umhüllte Stabelektrode• Superlegierung mit vergleichbaren Leistungsmerkmalen wie Kobalt-Basislegierungen• Hohe Rissbeständigkeit bei geringer Beeinflussung durch Aufmischung, hohe Beständigkeit gegen thermische Schocks, behält seine Eigenschaften bis 550°C und kann poliert werden.• Anwendungen: Laufrollen in Stranggussanlagen, Ventile für Dieselmotoren, Dampfventile, Stempel und Gesenke zum Entgraten, Matrizen für keramische Fliesen, Schnecken für Kunststoffspritzgussmaschinen usw.• Entspricht dem Welding Alloys Fülldraht HARDFACE DCO-O• Rutil-basisch umhüllte Stabelektrode für die Hartauftragung an Werkzeugen für Bearbeitungsmaschinen wie Dreh- und Fräsmaschinen• Außergewöhnliche Standfestigkeit der Schneidkanten. Martensitische C-Cr-Mo-W Legierung für Einsatztemperaturen bis 500°C• Sehr beständig gegenüber Metall/Metall Reibverschleiß bei moderater Schockbeanspruchung• Direkt nach dem Schweißen nur durch Schleifen bearbeitbar• Um das Schweißgut spanend zu bearbeiten, ist eine Wärmebehandlung bei 850°C für 2 h und einer anschließenden langsamen Abkühlung (ca. 3°C/min) im Ofen durchzuführen. Um die ursprünglich hohe Härte wieder zu generieren, muss das Schweißgut eine Stunde bei 1200°C erwärmt, anschließend in Öl oder mit Druckluft schnell abgekühlt und 2 Mal bei 500°C angelassen werden.• Anwendungen: Hartauftragung an Werkeugen, Schneidwerkzeugen aus Stahl, Dorne, Bohrer, Warmschermesser usw.
E Fe1
E Fe4
Kaltverfestigende Mangan-Hartstähle
Niedrig- und mittellegiert
Werkzeugstähle
Stabelektroden für Hartauftragunggeeignet besonders geeignet
2.5 x 3503.2 x 4504.0 x 450
2.5 x 3503.2 x 3504.0 x 450
2.5 x 3003.2 x 3504.0 x 450
HARDFACE DCO-E = +~ 60VE ZFe3
2.5 x 3003.2 x 3504.0 x 450
Stabelektroden für die HartauftragungProduktbezeichnung Chemische Zusammensetzung [%] - Rest Fe Härte - 3. Lage
CoMoCrSiMnC wie geschweißt kaltverfestigt
HARDFACE 250-E 0.25 1.00 0.50 1.00HARDFACE 400-E 0.30 1.00 0.50 1.50HARDFACE L-E 0.50 0.60 2.00 9.50
HARDFACE AP-E 0.60 16.0 0.30250 HB
58 HRC
260 HB
HARDFACE 40-EHARDFACE 48-EHARDFACE 58-E
0.15 0.70 0.50 6.50 38-42 HRC
39-42 HRC
48 HRC
3.500.30 0.60 0.50 5.20 45-50 HRC4.000.40 1.20 0.50 7.00 53-58 HRC2.500.15 0.60 0.60 14.0 47 HRC 55 HRC13.02.30
14.0
400 HB
HARDFACE DCO-E0.80 0.50 0.50 5.00 60-63 HRC10.0HARDFACE AR-E
HARDFACE 48-E ~ E Fe3 = +~ 70V
2.5 x 3003.2 x 3504.0 x 450
2.5 x 3003.2 x 3504.0 x 450
2.5 x 3003.2 x 3504.0 x 450

Anti-abrasion
6 7
Produktbezeichnung
HARDFACE CN-E 5.00 1.50 24.0 Nb: 7.00Mo: 7.00Nb: 7.00V: 1.00
WC/W2C: 65
HARDFACE CNV-E 5.00 1.50 22.0
HARDFACE STEELCABW-E
HARDFACE HC-E 5.00 0.50 1.00
64 HRC
60 HRCMatrix
61 HRC 950 - 1450
950 - 2000
950 - 2900
950 - 2000
STELLOY 25-E 0.10 1.00 0.80 20.0
STELLOY 21-E 0.30 0.50 0.80 28.0
220 HB
35 HRC
2.00
2.00
Chemische Zusammensetzung [%] Härte - 3. Lage
Fe AndereWCrSiMnC wiegeschweißt kaltverfestigt Hartphasen
Mikrohärte [HV]
HARDFACE HC-E3.2 x 3504.0 x 3505.0 x 450
E Fe15-
= +~ 50V
= +~ 50V
--
= +~ 45V
STELLOY 25-E E Z Co 1-
= +~ 70V
STELLOY 21-E
E Co2E CoCr-A
= +~ 70V
= +~ 70V
HARDFACE CNV-E
HARDFACE STEELCARBW-E
• Basisch umhüllte Stabelektrode mit sehr hoher Ausbringung (190%)• Hoch verschleißfestes Schweißgut mit Chromkarbiden• Kombination von primären und eutektischen Karbiden in einer zähen Matrix• Als Decklage nach dem Verbindungsschweißen von INTEGRA und HARDLITE Verschleißplatten• Anwendungen: Bauteile für Brecher und Fördereinrichtungen für Mineralien, Saugpumpen, Mischer, Rüttelplatten usw.• Entspricht dem Welding Alloys Fülldraht HARDFACE HC-O• Basisch umhüllte Stabelektrode mit sehr hoher Ausbringung (190%), sehr stabilem Lichtbogen und einem schlackefreien Schweißgut• Hoher Anteil an Niob- und Chrom-Karbiden• Sehr gute Verschleißbeständigkeit gegen feinkörnige, abrasive Partikel hoher Härte• Anwendungen: Vertikalbrecher, Förderanlagen für Kohle, Klinker, Schlacke und Glas usw.• Entspricht dem Welding Alloys Fülldraht HARDFACE CN-O
• Rutil umhüllte Stabelektrode mit sehr hoher Ausbringung (200%)• Hochlegiertes Schweißgut mit Chromkarbiden und hoher Konzentration von komplexen Karbiden• Sehr gute Verschweißbarkeit, gleichmässiges, spritzerfreies Aufschmelzen, keine Schlacke• Bei hohen Temperaturen beständig gegen Kombination aus Abrasion und Schlag. Eigenschaften werden in nur 3 Lagen erreicht• Anwendungen: Rüttelsiebe, Hochofenschächte, Absauggebläse usw.• Entspricht dem Welding Alloys Fülldraht HARDFACE CNV-O
• Röhrchenelektrode gefüllt mit Wolfram-Karbiden• Extrem verschleißfest gegen Abrasion durch besonders feinkörnige Partikel• Anwendungen: Entstaubungsventilatoren im Bergbau, in der Zement- und Stahlindustrie, Müllschredder, Bauteile für die Bodenbarbeitung usw.• Entspricht dem Welding Alloys Fülldraht HARDFACE STEELCARBW-O
• Rutil-basisch umhüllte Stabelektrode• Idealer Werkstoff für Bauteile die kombiniertem Verschleiß unterliegen• Korrosionsbeständig und widerstandsfähig gegenüber Kavitation• Gute Härte auch bei hohen Einsatztemperaturen• Kaltverfestigend, polierfähig und kleiner Reibungskoeffizient• Anwendungen: Industrieventile und deren Sitze, Schmiedegesenke, Warmschermesser usw.• Entspricht dem Welding Alloys Fülldraht STELLOY 21-G
• Rutil-basisch umhüllte Stabelektrode• Sehr verschleißfest bei hohen Temperaturen und Metall/Metall Reibverschleiß• Sehr einfache Verarbeitbarkeit durch geringe Rissanfälligkeit• Gute Härte auch bei hohen Einsatztemperaturen. Kaltverfestigend• Anwendungen: Richtrollen, Führungsrollen in Warmwalzwerken, Fußrollen in Stranggussanlagen usw.• Entspricht dem Welding Alloys Fülldraht STELLOY 25-G
• Rutil-basisch umhüllte Stabelektrode• Vereinigt alle positiven Eigenschaften der Kobalt-Basislegierungen, hohe Widerstandsfähigkeit gegen Abrasion und Erosion• Schweißgut mit mittlerer Härte bei gleichzeitig guter Bearbeitbarkeit• Anwendungen: Maschinenmesser, Ventile und Ventilsitze für Schiffsmotoren oder in der petrochemischen Industrie, Pumpenlager, Lagersitze usw.• Entspricht dem Welding Alloys Fülldraht STELLOY 6-G
Stabelektroden für die Hartauftragung
E Fe16-
E Co1E CoCr-E
15.0
STELLOY 6-E 1.10 1.00 28.0 44 HRC3.004.50
Abrasionsbeständige Legierungen
Kobalt-Basislegierungen
Stabelektroden für die Hartauftragung
35.0
65 HRC
3.2 x 3504.0 x 4505.0 x 450
4.0 x 3505.0 x 350
3.2 x 3504.0 x 350
2.5 x 3003.2 x 3504.0 x 350
2.5 x 3003.2 x 3504.0 x 3505.0 x 350
Schweißgut beinhaltet Wolframkarbide in einer Stahlmatrix
2.00
Rest
Rest
Rest
Ni: 10.00Co: Rest
Mo: 5.00Ni: 2.50Co: RestCo: Rest
STELLOY 6-E
3.2 x 3504.0 x 4505.0 x 450
HARDFACE CN-E E Fe15-
= +~ 50V
Produktbezeichnung Beschreibung und EinsatzmöglichkeitenStandard- durchmesserund -länge
[mm]
NormenEN 14700
AWS
Polung
Mec
hani
sche
Erm
üdun
g
Sto
ß- u
nd S
chla
g-be
ansp
ruch
ung
Kav
itatio
n
Ero
sion
Hoc
htem
pera
tur-
vers
chle
iß
Abr
asio
nun
ter D
ruck
Min
eral
isch
erA
brie
b
Met
all/M
etal
lR
eibv
ersc
hlei
ß
Mec
hani
sche
Bea
rbei
tung
Kal
tver
fest
igun
g
Sch
neid
fähi
gkei
t
Puf
ferla
ge o
der
Verb
indu
ng
Wie
derh
erst
ellu
ngun
d P
latti
erun
g
Kor
rosi
on
Hoc
htem
pera
tur-
oxid
atio
n
Ther
mis
che
Erm
üdun
g
geeignet besonders geeignet

8 9 Stabelektroden für das Verbindungsschweißen
SPEEDARC 6013-E
SPEEDARC 7018-1-E
2.5 x 3503.2 x 3503.2 x 4504.0 x 4505.0 x 450
2.5 x 3503.2 x 3503.2 x 4504.0 x 4505.0 x 450
AWS A5.1:E 7018-1
E 42 4 B 32 H 5
Standard-durchmesserund -länge
[mm]
NormenAWS
EN ISO
Polung Mechanische Eigenschaften
KCV[J]
A5[%]
Rm[MPa]
Rp 0.2% [MPa]
Produktbezeichnung Beschreibung und Einsatzmöglichkeiten Grundwerkstoffe
• Basisch umhüllte Stabelektrode mit dicker Umhüllung und hervorragenden mechanischen Eigenschaften des Schweißgutes für das Schweißen in allen Positionen• Verbindungsschweißen von Stählen mit hohem Kohlenstoff-, Schwefel- und Phosphorgehalt, welche hohen statischen oder dynamischen Belastungen ausgesetzt sind und an die besondere Anforderungen an die Kaltzähigkeit gestellt werden.• Hervorragende Verschweißbarkeit in allen Positionen, stabiler Lichtbogen, gut verlaufendes, sehr hochwertiges Schweißgut mit hoher Beständigkeit gegen Rissbildung und Alterung• Rücktrocknung vor der Verwendung: 2 h bei 300 °/350 °C
S235JR bis S355GR, P235GH, P265GH, S275S355N, P295GH, P275NH-P355NH, P275NL1-P355NL1, X42 bis X70 (API-5L)
S235J2G3 bis S355K2G3, P235GH bis P355GH, S420NL, P275NH bis P460NH, P275NL1 bis 460NL1, L210 bis L290, L360MB bis L415, X42 (API-5L)
L450NB, L245MB-L450MB, P355NL1-P460NL1, P355NL2- P460NL2, S460N, P355NH-P460NH, S380NL-S460NL, S380NL1-S460NL1.ASTM: A516 Gr 65, A572 Gr 55, 60, 65, A633 Gr E, A618 Gr I, A537 Gr 1-3
P 355 NL1-P 460 NL1- P 355 NL 2- P 460 NL 2- S380N- S500N, S500NL, S380NL1-S500NL1- 20 MnMoNi5-5-17MnMoV6-4-15NiCrMo10-6, N-AXTRA55-N-AXTRA60, X65, X70
S355N, S500NL, S500NL1, P460NL1, P460NL2, S500 QL, 15Mn Ni3, API 5L X60, X65, X70
S620QL,S690QL1, N’AXTRA56-63-70, ASTM: A225 Gr C, A514 und 517 Gr A, B, C, E, F, H, J, K, M, P, A656, A678 Gr C (K4)
• Basisch umhüllte Stabelektrode mit hervorragenden Schweißeigenschaften durch die doppelte Umhüllung• Besonders stabiler Lichtbogen in allen Positionen, empfohlen für Wurzelschweißungen oder bei schlechter Nahtvorbereitung• Sehr gutes Erscheinungsbild der Naht, leicht konkave Schweißnaht und frei von Randkerben
• Basisch umhüllte Stabelektrode mit einem Ni-Anteil von 1% im Schweißgut für Einsatztemperaturen von -60°C bis 400°C• Hoher Widerstand gegen Rissbildung und -fortschritt aufgrund des geringen diffusiblen Wasserstoffgehalts (<5 ml/100 g Schweißgut)• Hervorragende Zähigkeit bis -60°C, direkt nach dem Schweißen und auch nach einer Wärmebehandlung, sehr gute Lichtbogeneigenschaften und gutes Nahtaussehen• Rücktrocknung vor der Verwendung: 2h bei 300/350°C• Enspricht den Welding Alloys Fülldrähten ROBOFIL B Ni1, M Ni1 und R Ni1
• Basisch umhüllte Stabelektrode für das Verbindungsschweißen von unlegierten Feinkornbaustählen und hochfesten Baustählen• Verbindet hervorragende Kaltzähigkeit bis -50°C und hohe Festigkeit bis 450°C mit hoher Röntgensicherheit• Rücktrocknung vor der Verwendung: 2h bei 300/350°C• Entspricht den Welding Alloys Fülldrähten ROBOFIL B NiMo, M NiMo und R NiMo
• Basisch umhüllte Stabelektrode mit einem 1.5% NiMo Schweißgut für Einsatztemperaturen von -50°C bis +450°C• Verbindungsschweißen von hochfesten Feinkornbaustählen bis zu einer Festigkeit von 650 MPa• Hervorragende Kaltzähigkeit bis -50°C sowohl vor als auch nach einem Spannungsarmglühen• Vorwärmung in Abhängigkeit von Art und Dicke des Grundwerkstoffs und abhängig vom Spannungszustand• Rücktrocknung vor der Verwendung: 2h bei 300/350°C• Entspricht den Welding Alloys Fülldrähten ROBOFIL B NiMo, M NiMo und R NiMo
• Basisch umhüllte Stabelektrode mit einem 2% Mn 2% Ni Cr Mo Schweißgut für Einsatztemperaturen von -40°C bis +450°C• Verbindungsschweißen von hochfesten Feinkornbaustählen bis zu einer Festigkeit von 700 MPa und als Wurzellage bis 900 MPa• Schweißen von Verschleißplatten, Pufferlagen vor einer Hartauftragung auf 54NiCrMoV6 Werkzeugstählen• Hervorragende Kaltzähigkeit bis -40°C sowohl vor als auch nach einem Spannungsarmglühen• Rücktrocknung vor der Verwendung: 2h bei 300/350°C• Entspricht den Welding Alloys Fülldrähten ROBOFIL B 700 und M 700
= +~ 40V
= +~ 70V
510 - 580 > 420 > 22
510 - 610 > 420 > 22+20oC: > 120 -20oC: > 70-50oC: > 40
SPEEDARC 7018-1-E
AWS A5.1:E6013
E 42 0 RC 11
• Rutil umhüllte Universalelektrode für das Schweißen von gewöhnlichen Kohlenstoffstählen in allen Positionen
S185-S355, P 235-P355, ASTM A 285 Grad C, A442 Grad 55,60.
510 - 610 > 420 > 22
+20oC: > 65
2.5 x 3503.2 x 3503.2 x 4504.0 x 4505.0 x 450
AWS A5.1:E 7016
E 38 2 B 12 H 10
= +~ 70VSPEEDARC 7016-E
SPEEDARC Ni1-E
Konstruktions- und Baustähle
Hochfeste Stähle
Kaltzähe Stähle
> 520 > 400 > 27+20oC: > 100-20oC: > 60-30oC: > 50
2.5 x 3503.2 x 3504.0 x 4505.0 x 450
AWS A5.5:E 9018-G
E 55 5 1 Ni Mo B 42
= +~ 70VSPEEDARC HLE 550-E > 620 530 > 20
+20oC: > 150-50oC: > 50-60oC: > 28
2.5 x 3503.2 x 3504.0 x 4505.0 x 450
AWS A5.5:E 10018-G
E 62 5 1.5 Ni Mo B 42= +
~ 70VSPEEDARC HLE 620-E 720 - 820 > 620 > 22+20oC: > 130-20oC: > 90-50oC: > 50
2.5 x 3503.2 x 3504.0 x 4505.0 x 450
AWS A5.5:E 11018-M
E 69 4 Mn 2Ni Cr Mo B 42= +
~ 70VSPEEDARC HLE 700-E > 760 > 690 > 20 +20oC: > 120-40oC: > 60
2.5 x 3503.2 x 3504.0 x 4505.0 x 450
AWS A5.5:E 8018-C3
E 46 5 1 Ni B 42= +
~ 70V > 550 > 470 > 24 -40oC: > 70
Produktbezeichnung
SPEEDARC 7016-E < 0.10 0.70SPEEDARC Ni1-E < 0.12 0.50
SPEEDARC 7018-1-E < 0.10 1.10 0.40SPEEDARC 6013-E < 0.10 0.45 0.40
Chemische Zusammensetzung [%], Rest Eisen
MoNiCrSiMnC
1.000.80
1.50
2.10
SPEEDARC HLE 550-E < 0.10 0.50 0.10 0.30
SPEEDARC HLE 700-E < 0.10 0.40 0.40
SPEEDARC HLE 620-E < 0.10 1.401.10
1.100.90
1.50
0.50 0.30 0.30
0.50
Stabelektroden für das Verbindungsschweißen

10 11 Stabelektroden für das Verbindungsschweißen
TETRA 308L-E2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 308L-16EN 1600:
E 19 9L R 3 2
1.2 to 2.8
KCV[J]
A5[%]
Rm[MPa]
Rp 0.2% [MPa]
• Rutil-basisch umhüllte Stabelektrode• Austenitisches Schweißgut bei CrNi-Stählen - Typ 308L• Verbindungsschweißung von Stählen mit geringem Kohlenstoffgehalt und/oder stabilisierten Stählen mit ähnlicher Zusammensetzung• Korrosionsbeständig• Einsatztemperaturbereich von -196°C bis +350°C• Entspricht den Welding Alloys Fülldrähten TETRA S 308L und TETRA V 308L
(1.4306) X2CrNi19-11, (1.4301) X5CrNi18.10, (1.4311) X2 CrNiN18-10, (1.4312) GX10CrNi18-8. AISI 304-304L-304LN-302-321-347, ASTM : A157 Gr C9, A320 Gr B8C und D
(1.4401) X5CrNiMo17-12-2, (1.4404) X2CrNiMo17-12-2, (1.4435) X2CrNiMo18-14-3, (1.4436) X3CrNiMo17-13-3, (1.4571) X6CrNiMoTi17-12-2, (1.4580) X6CrNiMoNb17-12-2, (1.4583) X10CrNiMoNb18-12, (1.4409) GX2CrNiMo19-11-2UNS S 31603, 31600, 31653, AISI316L, 316Ti, 316Cb
(1.4539 )X1NiCrMoCu 25-20-5, (1.4537) X1 CrNiMoCuN 25-25-5, (1.4505) X4NiCrMoCuNb 20-18-2 UNS N08904, S31726
• Rutil-basisch umhüllte Stabelektrode• Austenitisches Schweißgut bei CrNiMo-Stählen - Typ 316L• Beständig gegen interkristalline Korrosion unter feuchten Umgebungsbedingungen bis zu +400°C• Verbindungsschweißung von Stählen mit geringem Kohlenstoffgehalt und/oder stabilisierten Stählen mit ähnlicher Zusammensetzung• Plattieren von Korrosionsschutzblechen mit gleicher oder ähnlicher Zusammensetzung• Einsatztemperaturbereich von -110°C bis +400°C• Entspricht den Welding Alloys Fülldrähten TETRA S 316L und TETRA V 316L• Rutil-basisch umhüllte Stabelektrode• Vollaustenitisches Schweißgut bei CrNiMoCu-Stählen - Typ 385• Spezialentwicklung für die Phosphat-Industrie• Verbindungsschweißung von Stählen der Güte 1.4539 (UB6), 904L• Einsatztemperaturbereich von -110°C bis +350°C• Entspricht den Welding Alloys Fülldrähten TETRA S 904L und TETRA V 904L
• Rutil-basisch umhüllte Stabelektrode• Austenitisch-ferritisches Schweißgut bei überlegierten CrNi-Stählen - Typ 309L, optimaler Ferritgehalt für das Schweißen von Mischverbindungen• Verbindungsschweißung von Stählen mit ähnlicher Zusammensetzung und von Schwarz-Weiß-Verbindungen• Verwendbar als Pufferlage vor dem Plattieren• Einsatztemperaturbereich von -60°C bis +350°C• Entspricht den Welding Alloys Fülldrähten TETRA S 309L und TETRA V 309L
• Rutil-basisch umhüllte Stabelektrode• Austenitisch-ferritisches Schweißgut bei überlegierten CrNiMo-Stählen - Typ 309LMo für Mischverbindungen• Verbindungsschweißen von unterschiedlichen Stählen und von Edelstählen mit un- oder niedriglegierten Stählen bei hohen Aufmischungsgraden• Verwendbar als Pufferlage vor dem Plattieren• Einsatztemperaturbereich von -60°C bis +350°C• Entspricht den Welding Alloys Fülldrähten TETRA S 309LMo und TETRA V 309LMo
• Rutil-basische umhüllte Stabelektrode• Austenitisch-ferritisches Schweißgut bei CrNi-Stählen - Typ 312, hervorragende Rissbeständigkeit• Verbindungsschweißen bei unbekannten oder schwer zu verschweißenden Stählen• Mischverbindungen bei Stählen mit hohem Kohlenstoffequivalent wie z.B. HS-Stähle, Werkzeugstähle, Mn-Stähle, hochfeste Baustähle, Verschleißplatten• Entspricht den Welding Alloys Fülldrähten TETRA S 312 und TETRA V 312
= +~ 70V > 540 > 360 > 35 +20oC: > 70
2.0 x 3002.5 x 3003.2 x 3504.0 x 450
AWS A5.4:E 316L-17EN 1600:
E 19 12 3 L R 3 2
= +~ 70VTETRA 316L-E
TETRA 307-E
TETRA 904L-E
Austenitische Stähle
Mischverbindungen und Reparaturschweißungen
> 560 > 400 > 35 +20oC: > 70-120oC: > 40
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 309L-16
E 23 12 L R 3 2= +
~ 70VTETRA 309L-E > 560 > 400 > 35 +20oC: > 60
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:E 309 Mo L-17
E 23 12 2 L R 3 2= +
~ 70VTETRA 309LMo-E > 650 > 450 > 25 +20oC: > 55-40oC: > 45
2.5 x 3003.2 x 3504.0 x 3505.0 x 450
AWS A5.4:~ E 312-16
E 29 9 R 3 2= +
~ 50VTETRA 312-E 700 - 820 > 500 > 20
2.5 x 3003.2 x 3504.0 x 350
AWS A5.4:E 385-16EN 1600:
E 20 25 5 Cu N L R 1 2
= +~ 70V > 570 > 370 > 35 +20oC: > 70
2.5 x 3003.2 x 3504.0 x 3505.0 x 350
AWS A5.4:~ E 307-16
E 18 8 Mn R 3 2= +
~ 70V > 600 > 400 > 30 +20oC: > 70
Produktbezeichnung
TETRA 316L-E < 0.03 0.80 18.5
TETRA 904L-E < 0.03 0.80 20.5
TETRA 308L-E < 0.03 0.70 0.80
Chemische Zusammensetzung [%], Rest Eisen
Mo CuNiCrSiMnC19.0
25.0
2.70
2.30
TETRA 307-E 0.10 1.20 18.04.50 1.50
TETRA 309LMo-E < 0.03 0.80 22.5TETRA 312-E 0.10 1.00
0.70
1.404.50
0.700.60 29.0
TETRA 309L-E < 0.03 0.70 0.80
12.09.50
8.00
12.5
12.522.5
9.50 0.50
Stabelektroden für das Verbindungsschweißen
-
Standard-durchmesserund -länge
[mm]
NormenAWS
EN ISO
Polung Mechanische EigenschaftenProduktbezeichnung Beschreibung und Einsatzmöglichkeiten Grundwerkstoffe
• Rutil umhüllte Stabelektrode• Kaltverfestigendes, austenitisches Schweißgut bei CrNiMn-Stählen - modifizierter Typ 307• Einsetzbar für Mischverbindungen, das Schweißen von unbekannten Stählen, Panzerstählen und als Pufferlage• Verbindungsschweißung von austenitischen Stählen mit 14% Mn• Einsatztemperaturbereich von -120°C bis +300°C• Entspricht den Welding Alloys Fülldrähten TETRA S 307 und TETRA V 307
12 13 Stabelektroden für das Verbindungsschweißen
GAMMA 182-E2.5 x 3003.2 x 3504.0 x 350
AWS A5.11:E NiCr Fe-3EN 14172:E-Ni 6182
1.2 to 2.8
Standard-durchmesserund -länge
[mm]
NormenAWS
EN ISO
Polung Mechanische Eigenschaften
KCV[J]
A5[%]
Rm[MPa]
Rp 0.2% [MPa]
Produktbezeichnung Beschreibung und Einsatzmöglichkeiten Grundwerkstoffe
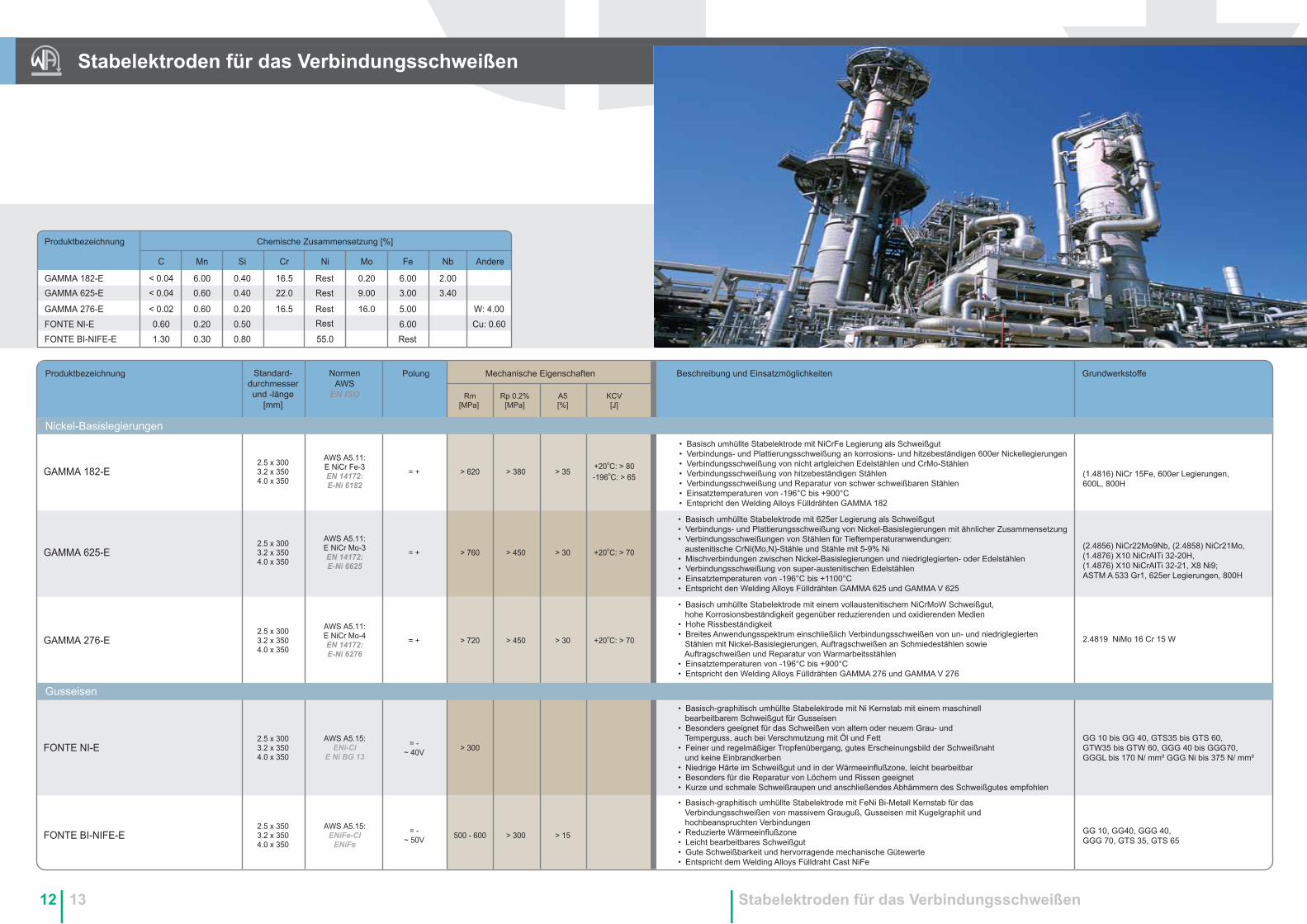
• Basisch umhüllte Stabelektrode mit NiCrFe Legierung als Schweißgut• Verbindungs- und Plattierungsschweißung an korrosions- und hitzebeständigen 600er Nickellegierungen• Verbindungsschweißung von nicht artgleichen Edelstählen und CrMo-Stählen• Verbindungsschweißung von hitzebeständigen Stählen• Verbindungsschweißung und Reparatur von schwer schweißbaren Stählen• Einsatztemperaturen von -196°C bis +900°C• Entspricht den Welding Alloys Fülldrähten GAMMA 182
(1.4816) NiCr 15Fe, 600er Legierungen, 600L, 800H
(2.4856) NiCr22Mo9Nb, (2.4858) NiCr21Mo, (1.4876) X10 NiCrAlTi 32-20H, (1.4876) X10 NiCrAlTi 32-21, X8 Ni9; ASTM A 533 Gr1, 625er Legierungen, 800H
2.4819 NiMo 16 Cr 15 W
GG 10 bis GG 40, GTS35 bis GTS 60, GTW35 bis GTW 60, GGG 40 bis GGG70, GGGL bis 170 N/ mm² GGG Ni bis 375 N/ mm²
GG 10, GG40, GGG 40, GGG 70, GTS 35, GTS 65
• Basisch umhüllte Stabelektrode mit 625er Legierung als Schweißgut• Verbindungs- und Plattierungsschweißung von Nickel-Basislegierungen mit ähnlicher Zusammensetzung• Verbindungsschweißungen von Stählen für Tieftemperaturanwendungen: austenitische CrNi(Mo,N)-Stähle und Stähle mit 5-9% Ni• Mischverbindungen zwischen Nickel-Basislegierungen und niedriglegierten- oder Edelstählen• Verbindungsschweißung von super-austenitischen Edelstählen• Einsatztemperaturen von -196°C bis +1100°C• Entspricht den Welding Alloys Fülldrähten GAMMA 625 und GAMMA V 625
• Basisch-graphitisch umhüllte Stabelektrode mit Ni Kernstab mit einem maschinell bearbeitbarem Schweißgut für Gusseisen• Besonders geeignet für das Schweißen von altem oder neuem Grau- und Temperguss, auch bei Verschmutzung mit Öl und Fett• Feiner und regelmäßiger Tropfenübergang, gutes Erscheinungsbild der Schweißnaht und keine Einbrandkerben• Niedrige Härte im Schweißgut und in der Wärmeeinflußzone, leicht bearbeitbar• Besonders für die Reparatur von Löchern und Rissen geeignet• Kurze und schmale Schweißraupen und anschließendes Abhämmern des Schweißgutes empfohlen
• Basisch-graphitisch umhüllte Stabelektrode mit FeNi Bi-Metall Kernstab für das Verbindungsschweißen von massivem Grauguß, Gusseisen mit Kugelgraphit und hochbeanspruchten Verbindungen• Reduzierte Wärmeeinflußzone• Leicht bearbeitbares Schweißgut• Gute Schweißbarkeit und hervorragende mechanische Gütewerte• Entspricht dem Welding Alloys Fülldraht Cast NiFe
= + > 620 > 380 > 35+20oC: > 80-196oC: > 65
2.5 x 3003.2 x 3504.0 x 350
AWS A5.11:E NiCr Mo-3EN 14172:E-Ni 6625
= +GAMMA 625-E
GAMMA 276-E
Nickel-Basislegierungen
Gusseisen
> 760 > 450 > 30 +20oC: > 70
2.5 x 3003.2 x 3504.0 x 350
AWS A5.15:ENi-CI
E Ni BG 13= -
~ 40VFONTE NI-E > 300
2.5 x 3503.2 x 3504.0 x 350
AWS A5.15:ENiFe-CI
ENiFe
= -~ 50VFONTE BI-NIFE-E 500 - 600 > 300 > 15
2.5 x 3003.2 x 3504.0 x 350
AWS A5.11:E NiCr Mo-4EN 14172:E-Ni 6276
= + > 720 > 450 > 30 +20oC: > 70
Produktbezeichnung
GAMMA 625-E < 0.04 0.40 22.0
GAMMA 276-E < 0.02 0.20 16.5
GAMMA 182-E < 0.04 6.00 0.40
Chemische Zusammensetzung [%]
Mo Fe Nb AndereNiCrSiMnC
16.5
RestRest
9.00
0.20
FONTE NI-E 0.60 0.50
16.0
0.60
0.600.20
FONTE BI-NIFE-E 1.30 0.30 0.80
RestRest
55.0
5.00 W: 4.00Cu: 0.60
3.006.00
3.402.00
6.00Rest
Stabelektroden für das Verbindungsschweißen
• Basisch umhüllte Stabelektrode mit einem vollaustenitischem NiCrMoW Schweißgut, hohe Korrosionsbeständigkeit gegenüber reduzierenden und oxidierenden Medien• Hohe Rissbeständigkeit• Breites Anwendungsspektrum einschließlich Verbindungsschweißen von un- und niedriglegierten Stählen mit Nickel-Basislegierungen, Auftragschweißen an Schmiedestählen sowie Auftragschweißen und Reparatur von Warmarbeitsstählen• Einsatztemperaturen von -196°C bis +900°C• Entspricht den Welding Alloys Fülldrähten GAMMA 276 und GAMMA V 276
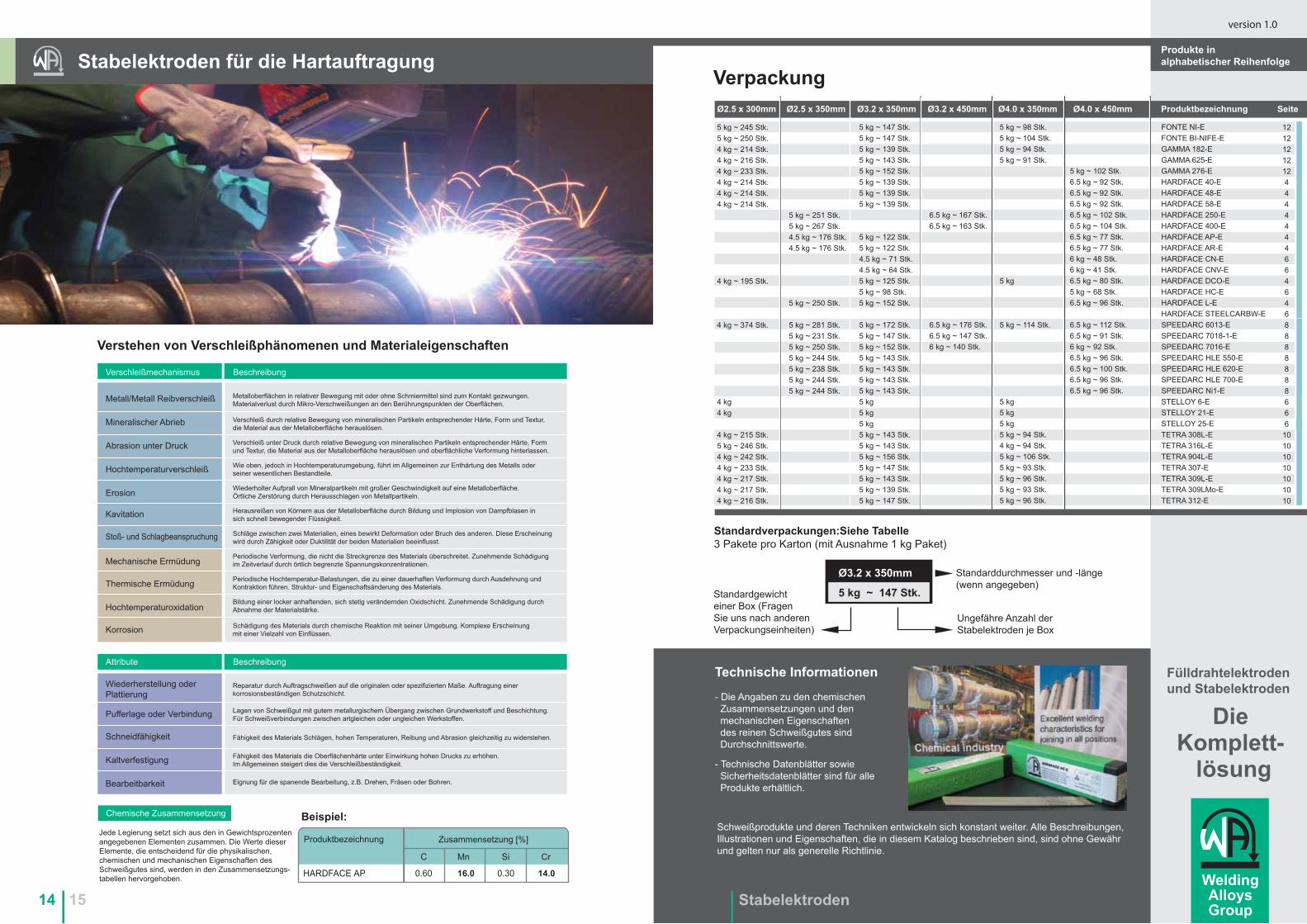
Produktbezeichnung Seite
Technische Informationen
- Die Angaben zu den chemischen Zusammensetzungen und den mechanischen Eigenschaften des reinen Schweißgutes sind Durchschnittswerte.
- Technische Datenblätter sowie Sicherheitsdatenblätter sind für alle Produkte erhältlich.
Schweißprodukte und deren Techniken entwickeln sich konstant weiter. Alle Beschreibungen, Illustrationen und Eigenschaften, die in diesem Katalog beschrieben sind, sind ohne Gewähr und gelten nur als generelle Richtlinie.
Stabelektroden
FONTE NI-EFONTE BI-NIFE-EGAMMA 182-EGAMMA 625-EGAMMA 276-EHARDFACE 40-EHARDFACE 48-EHARDFACE 58-EHARDFACE 250-EHARDFACE 400-EHARDFACE AP-EHARDFACE AR-EHARDFACE CN-EHARDFACE CNV-EHARDFACE DCO-EHARDFACE HC-EHARDFACE L-EHARDFACE STEELCARBW-ESPEEDARC 6013-ESPEEDARC 7018-1-ESPEEDARC 7016-ESPEEDARC HLE 550-ESPEEDARC HLE 620-ESPEEDARC HLE 700-ESPEEDARC Ni1-ESTELLOY 6-ESTELLOY 21-ESTELLOY 25-ETETRA 308L-ETETRA 316L-ETETRA 904L-ETETRA 307-ETETRA 309L-ETETRA 309LMo-ETETRA 312-E
121212121244444446646468888888666
10101010101010
Verpackung
5 kg ~ 102 Stk.6.5 kg ~ 92 Stk.6.5 kg ~ 92 Stk.6.5 kg ~ 92 Stk. 6.5 kg ~ 102 Stk.6.5 kg ~ 104 Stk.6.5 kg ~ 77 Stk.6.5 kg ~ 77 Stk.6 kg ~ 48 Stk.6 kg ~ 41 Stk.6.5 kg ~ 80 Stk.5 kg ~ 68 Stk.6.5 kg ~ 96 Stk.
6.5 kg ~ 112 Stk.6.5 kg ~ 91 Stk.6 kg ~ 92 Stk.6.5 kg ~ 96 Stk.6.5 kg ~ 100 Stk.6.5 kg ~ 96 Stk.6.5 kg ~ 96 Stk.
5 kg ~ 98 Stk.5 kg ~ 104 Stk.5 kg ~ 94 Stk.5 kg ~ 91 Stk.
5 kg
5 kg ~ 114 Stk.
5 kg 5 kg5 kg 5 kg ~ 94 Stk.4 kg ~ 94 Stk.5 kg ~ 106 Stk.5 kg ~ 93 Stk.5 kg ~ 96 Stk.5 kg ~ 93 Stk.5 kg ~ 96 Stk.
6.5 kg ~ 167 Stk.6.5 kg ~ 163 Stk.
6.5 kg ~ 176 Stk.6.5 kg ~ 147 Stk.6 kg ~ 140 Stk.
5 kg ~ 147 Stk.5 kg ~ 147 Stk.5 kg ~ 139 Stk.5 kg ~ 143 Stk.5 kg ~ 152 Stk.5 kg ~ 139 Stk.5 kg ~ 139 Stk.5 kg ~ 139 Stk.
5 kg ~ 122 Stk.5 kg ~ 122 Stk.4.5 kg ~ 71 Stk.4.5 kg ~ 64 Stk.5 kg ~ 125 Stk.5 kg ~ 98 Stk.5 kg ~ 152 Stk.
5 kg ~ 172 Stk.5 kg ~ 147 Stk.5 kg ~ 152 Stk.5 kg ~ 143 Stk.5 kg ~ 143 Stk.5 kg ~ 143 Stk.5 kg ~ 143 Stk.5 kg 5 kg 5 kg 5 kg ~ 143 Stk.5 kg ~ 143 Stk.5 kg ~ 156 Stk.5 kg ~ 147 Stk.5 kg ~ 143 Stk.5 kg ~ 139 Stk.5 kg ~ 147 Stk.
5 kg ~ 251 Stk.5 kg ~ 267 Stk.4.5 kg ~ 176 Stk.4.5 kg ~ 176 Stk.
5 kg ~ 250 Stk.
5 kg ~ 281 Stk.5 kg ~ 231 Stk.5 kg ~ 250 Stk.5 kg ~ 244 Stk.5 kg ~ 238 Stk.5 kg ~ 244 Stk.5 kg ~ 244 Stk.
5 kg ~ 245 Stk.5 kg ~ 250 Stk.4 kg ~ 214 Stk.4 kg ~ 216 Stk.4 kg ~ 233 Stk.4 kg ~ 214 Stk.4 kg ~ 214 Stk.4 kg ~ 214 Stk.
4 kg ~ 195 Stk.
4 kg ~ 374 Stk.
4 kg4 kg
4 kg ~ 215 Stk.5 kg ~ 246 Stk.4 kg ~ 242 Stk.4 kg ~ 233 Stk.4 kg ~ 217 Stk.4 kg ~ 217 Stk.4 kg ~ 216 Stk.
Ungefähre Anzahl der Stabelektroden je Box
Standardgewicht einer Box (Fragen Sie uns nach anderenVerpackungseinheiten)
Standardverpackungen:Siehe Tabelle3 Pakete pro Karton (mit Ausnahme 1 kg Paket)
Standarddurchmesser und -länge (wenn angegeben)
Ø4.0 x 450mmØ4.0 x 350mmØ3.2 x 450mmØ3.2 x 350mmØ2.5 x 350mmØ2.5 x 300mm
DieKomplett- lösung
Fülldrahtelektrodenund Stabelektroden
Ø3.2 x 350mm
5 kg ~ 147 Stk.
14 15
Stabelektroden für die Hartauftragung
Metall/Metall Reibverschleiß
Mineralischer Abrieb
Abrasion unter Druck
Hochtemperaturverschleiß
Erosion
Kavitation
Stoß- und Schlagbeanspruchung
Mechanische Ermüdung
Thermische Ermüdung
Hochtemperaturoxidation
Korrosion
Metalloberflächen in relativer Bewegung mit oder ohne Schmiermittel sind zum Kontakt gezwungen. Materialverlust durch Mikro-Verschweißungen an den Berührungspunkten der Oberflächen.
Verschleiß durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen.
Verschleiß unter Druck durch relative Bewegung von mineralischen Partikeln entsprechender Härte, Form und Textur, die Material aus der Metalloberfläche herauslösen und oberflächliche Verformung hinterlassen. Wie oben, jedoch in Hochtemperaturumgebung, führt im Allgemeinen zur Enthärtung des Metalls oder seiner wesentlichen Bestandteile.
Wiederholter Aufprall von Mineralpartikeln mit großer Geschwindigkeit auf eine Metalloberfläche. Örtliche Zerstörung durch Herausschlagen von Metallpartikeln. Herausreißen von Körnern aus der Metalloberfläche durch Bildung und Implosion von Dampfblasen in sich schnell bewegender Flüssigkeit.
Schläge zwischen zwei Materialien, eines bewirkt Deformation oder Bruch des anderen. Diese Erscheinung wird durch Zähigkeit oder Duktilität der beiden Materialien beeinflusst.
Periodische Verformung, die nicht die Streckgrenze des Materials überschreitet. Zunehmende Schädigung im Zeitverlauf durch örtlich begrenzte Spannungskonzentrationen. Periodische Hochtemperatur-Belastungen, die zu einer dauerhaften Verformung durch Ausdehnung und Kontraktion führen. Struktur- und Eigenschaftsänderung des Materials. Bildung einer locker anhaftenden, sich stetig verändernden Oxidschicht. Zunehmende Schädigung durch Abnahme der Materialstärke.
Schädigung des Materials durch chemische Reaktion mit seiner Umgebung. Komplexe Erscheinung mit einer Vielzahl von Einflüssen.
Verschleißmechanismus Beschreibung
Wiederherstellung oderPlattierung
Pufferlage oder Verbindung
Schneidfähigkeit
Kaltverfestigung
Bearbeitbarkeit
Reparatur durch Auftragschweißen auf die originalen oder spezifizierten Maße. Auftragung einerkorrosionsbeständigen Schutzschicht.
Lagen von Schweißgut mit gutem metallurgischem Übergang zwischen Grundwerkstoff und Beschichtung. Für Schweißverbindungen zwischen artgleichen oder ungleichen Werkstoffen.
Fähigkeit des Materials Schlägen, hohen Temperaturen, Reibung und Abrasion gleichzeitig zu widerstehen.
Fähigkeit des Materials die Oberflächenhärte unter Einwirkung hohen Drucks zu erhöhen. Im Allgemeinen steigert dies die Verschleißbeständigkeit.
Eignung für die spanende Bearbeitung, z.B. Drehen, Fräsen oder Bohren.
Attribute Beschreibung
Verstehen von Verschleißphänomenen und Materialeigenschaften
Jede Legierung setzt sich aus den in Gewichtsprozenten angegebenen Elementen zusammen. Die Werte dieser Elemente, die entscheidend für die physikalischen, chemischen und mechanischen Eigenschaften desSchweißgutes sind, werden in den Zusammensetzungs-tabellen hervorgehoben.
Chemische Zusammensetzung Beispiel:
Produktbezeichnung Zusammensetzung [%]
HARDFACE AP 0.60 0.3016.0 14.0
C SiMn Cr
version 1.0
Produkte in alphabetischer Reihenfolge
WA Cored Wires™Entwicklung und Herstellung
von Fülldrähten für alleerdenklichen
Schweißanwendungen
WA MultiSurfacer™Entwicklung und Herstellung von
automatisierten Schweißanlagen fürHartauftragungen und
Reparaturschweißungen
WA Integra™ Services
Eine perfekt kontrollierte Technologie
Welding Alloys Group 2010. WA Cored Wire, WA Integra, 3-D Carb and WA Multisurfacer Markenzeichen und Logos sind schutzrechtlich registriert und Eigentum der Welding Alloys Gruppe.
Hartauftragungen undReparaturschweißungen in
unseren Werkstätten mitWelding Alloys Technologien
www.welding-alloys.com
England(Zentrale)Welding Alloys Ltd
ArgentinienWelding Alloys Argentina S.A.
Australien (Handelspartner)Specialised Welding Products Pty Ltd
BrasilienWelding Alloys Brasil Ltda
ChinaWelding Alloys China Ltd
ÄgyptenWelding Alloys Egypt
FinnlandWelding Alloys Finland Oy
FrankreichWelding Alloys France SAS
DeutschlandWelding Alloys Deutschland GmbH
GriechenlandWelding Alloys Hellas EPE
IndienWelding Alloys South Asia Pvt Ltd
IranAliaj Joosh Iran
ItalienWelding Alloys Italiana s.r.l.
JapanWelding Alloys Japan
MalaysiaWelding Alloys(Far East) Sdn. Bhd.
MarokkoWelding Alloys Maroc Sarl
MexikoWelding AlloysPanamericana S.A. de C.V.
PolenWelding Alloys Polska Sp. z o.o.
RusslandZAO Welding Alloys
SüdafrikaWASA (PTY) Ltd
SüdkoreaWelding Alloys Korea Ltd
SpanienWelding Alloys España
SchwedenWelding Alloys Sweden
ThailandWelding Alloys (Thailand) Co. Ltd
TürkeiWelding Alloys Limited Şirketi
UkraineWelding Alloys Ukraine
Vereinigte Arabische EmirateWelding Alloys Middle East FZC
USAWelding Alloys (USA) Inc.
VietnamWelding Alloys Vietnam Co. Ltd.
Weltweite Präsenz


















