
Elaborador/a de clisés de fotopolímeros - trabajo.gob.ar · distorsión de la película. ... •...
23
PÁGINA 1 PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES SUB-PROGRAMA GRAFICO NORMAS OCUPACIONALES EN EL ROL: Elaborador/a de clisés de fotopolímeros
-
Upload
dinhkhuong -
Category
Documents
-
view
242 -
download
0
Transcript of Elaborador/a de clisés de fotopolímeros - trabajo.gob.ar · distorsión de la película. ... •...
PÁGINA 1
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
SUB-PROGRAMA GRAFICO
NORMAS OCUPACIONALES EN EL ROL: Elaborador/a de clisés de fotopolímeros
PÁGINA 2
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
DATOS GENERALES DE LA OCUPACION
ELABORADOR DE CLISES DE FOTOPOLÍMEROS
1. ÁREA DE COMPETENCIAS Sector de pre-prensa flexográfica.
2. SUB-ÁREA DE COMPETENCIA Sector de elaboración de clisés de fotopolímeros.
3. ÁREAS OCUPACIONALES • Establecimientos que imprimen con el sistema flexográfico • Establecimientos proveedores de insumos de pre prensa.
4. NORMAS GENERALES DE LA ACTIVIDAD
• Normas de seguridad provista por el fabricante de los equipos • Normas ISO 9002 • Normas estatales de disposición de residuos peligrosos • Normas de seguridad de las empresas.
5. ALCANCES Y CONDICIONES DEL ROL PROFESIONAL
• Elaborador /a de clisés de foto polímeros mediante un proceso físico –químico en equipos automáticos y en ambientes de trabajo permanentemente ventilados • Manipula solventes con equipos de seguridad apropiados.
6. RELACIONES FUNCIONALES Y JERÁRQUICAS EN EL ESPACIO SOCIAL DE TRABAJO
• Relaciones funcionales con personal a su cargo y de los sectores de montaje de clisés y de máquina impresora • Actúa bajo la supervisión de Jefe o Encargado de Producción y el Jefe de control de calidad.
7. COBERTURA DE LA NORMA DE COMPETENCIA
• Las presentes Normas de Competencia han sido validadas y aprobadas por FAIGA
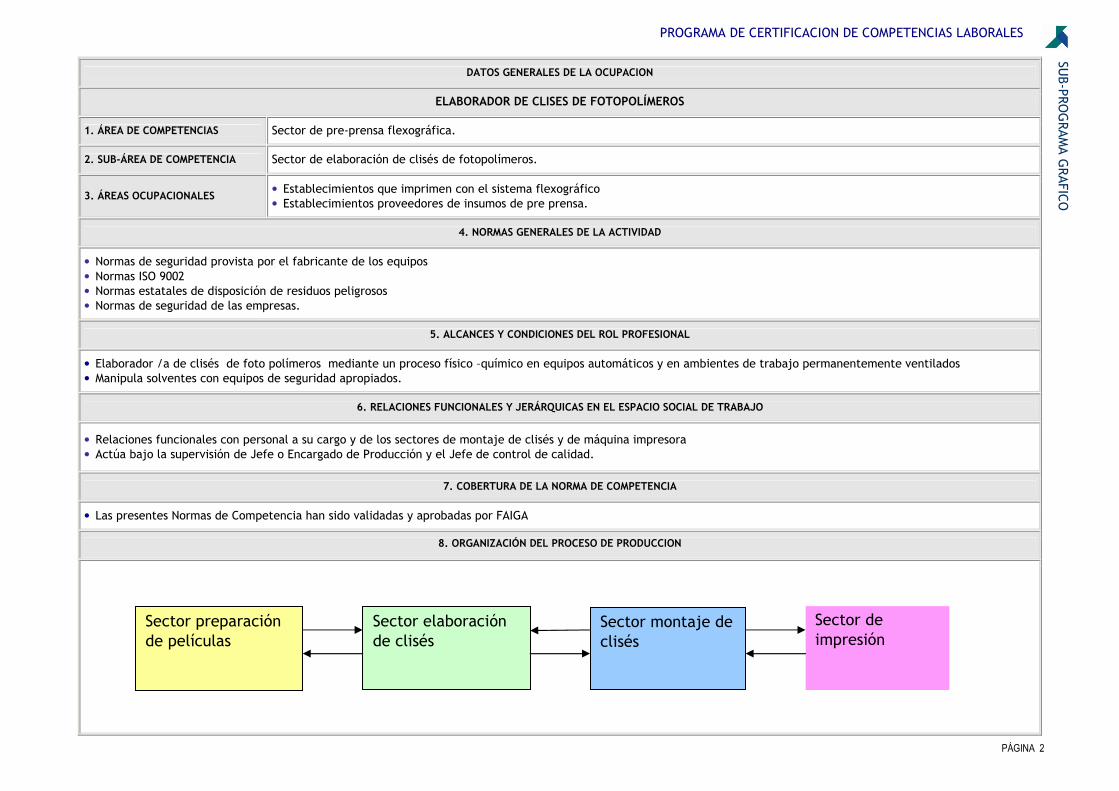
8. ORGANIZACIÓN DEL PROCESO DE PRODUCCION
Sector preparación de películas
Sector elaboración de clisés
Sector montaje de clisés
Sector de impresión
PÁGINA 3
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
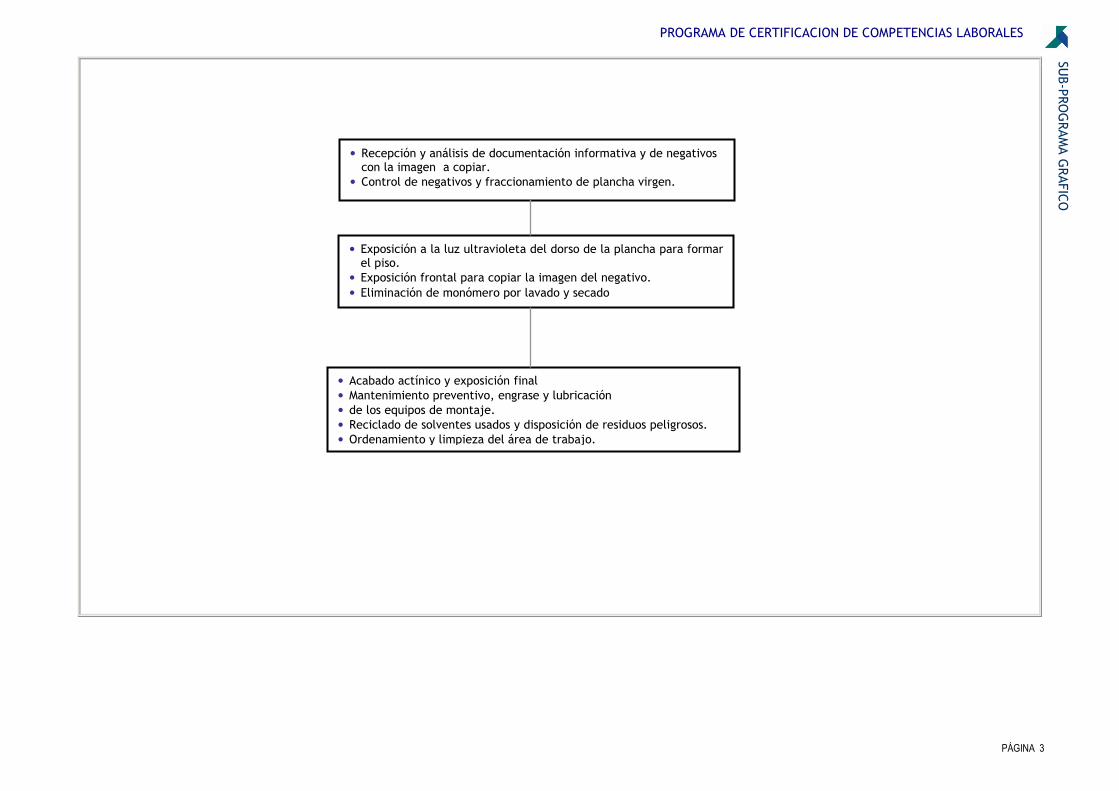
• Recepción y análisis de documentación informativa y de negativos con la imagen a copiar.
• Control de negativos y fraccionamiento de plancha virgen.
• Exposición a la luz ultravioleta del dorso de la plancha para formar el piso.
• Exposición frontal para copiar la imagen del negativo.
• Eliminación de monómero por lavado y secado
• Acabado actínico y exposición final • Mantenimiento preventivo, engrase y lubricación • de los equipos de montaje. • Reciclado de solventes usados y disposición de residuos peligrosos. • Ordenamiento y limpieza del área de trabajo.
PÁGINA 4
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
PROPÓSITO CLAVE: ELABORADOR DE CLISES DE FOTOPOLIMEROS
Confeccionar clisés de fotopolímero utilizando procedimientos foto químicos de acuerdo a los parámetros establecidos en la Orden de trabajo según el pedido del
cliente, respetando las normas de seguridad referidas a las personas, los insumos, los equipos y el medio ambiente.
SISTEMA CONVENCIONAL
Transferir imágenes compensadas desde negativos fotográficos, a superficies de planchas de materiales fotosensibles, denominadas fotopolímeros, y grabarlas sobre los mismos
por exposiciones a la luz ultravioleta, seguidas de procedimientos de lavado con solventes y secado, efectuados en equipos con controles automáticos. Confeccionar, con las
planchas procesadas, clisés de dimensiones especificadas en Orden de Trabajo o solicitadas por el cliente.
SISTEMA DE IMAGEN DIGITALIZADA
Grabar sobre plancha de foto-polímero especial, previamente tratada con rayo láser, imágenes de archivo digital utilizando los procedimientos convencionales y confeccionar
clisés, de acuerdo a especificaciones de los clientes.
PÁGINA 5
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
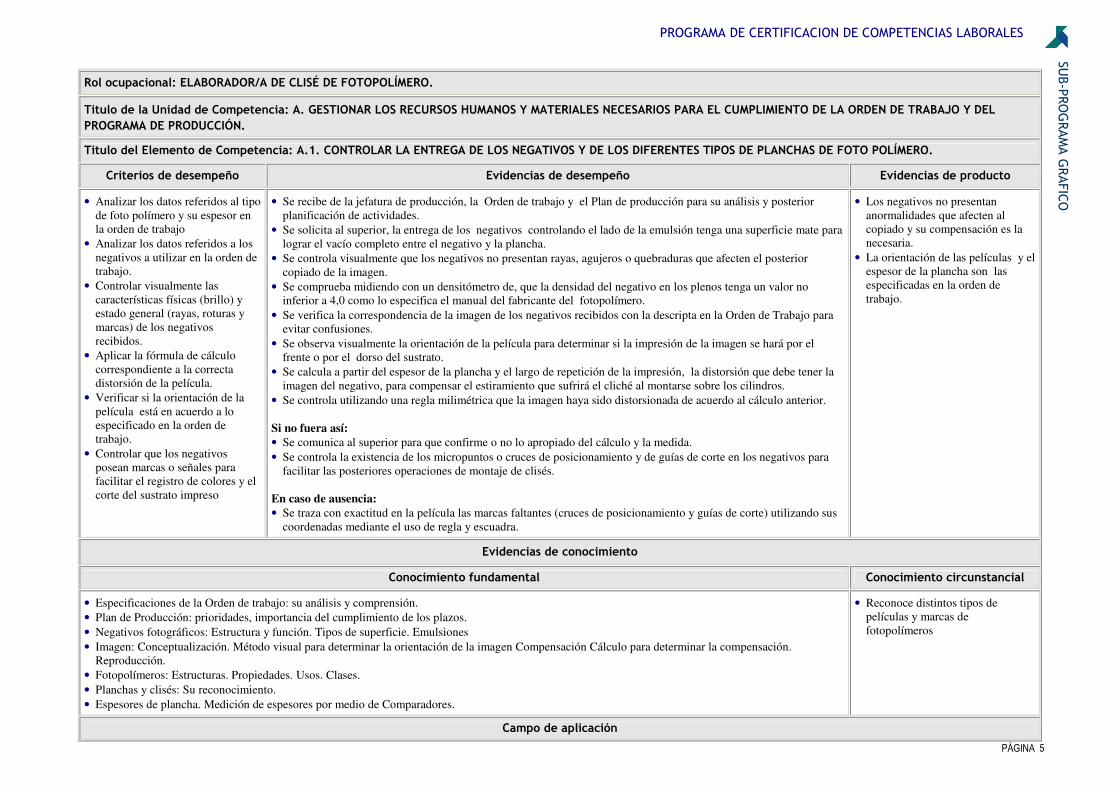
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: A. GESTIONAR LOS RECURSOS HUMANOS Y MATERIALES NECESARIOS PARA EL CUMPLIMIENTO DE LA ORDEN DE TRABAJO Y DEL PROGRAMA DE PRODUCCIÓN.
Titulo del Elemento de Competencia: A.1. CONTROLAR LA ENTREGA DE LOS NEGATIVOS Y DE LOS DIFERENTES TIPOS DE PLANCHAS DE FOTO POLÍMERO.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Analizar los datos referidos al tipo
de foto polímero y su espesor en
la orden de trabajo
• Analizar los datos referidos a los
negativos a utilizar en la orden de
trabajo.
• Controlar visualmente las
características físicas (brillo) y
estado general (rayas, roturas y
marcas) de los negativos
recibidos.
• Aplicar la fórmula de cálculo
correspondiente a la correcta
distorsión de la película.
• Verificar si la orientación de la
película está en acuerdo a lo
especificado en la orden de
trabajo.
• Controlar que los negativos
posean marcas o señales para
facilitar el registro de colores y el
corte del sustrato impreso
• Se recibe de la jefatura de producción, la Orden de trabajo y el Plan de producción para su análisis y posterior
planificación de actividades.
• Se solicita al superior, la entrega de los negativos controlando el lado de la emulsión tenga una superficie mate para
lograr el vacío completo entre el negativo y la plancha.
• Se controla visualmente que los negativos no presentan rayas, agujeros o quebraduras que afecten el posterior
copiado de la imagen.
• Se comprueba midiendo con un densitómetro de, que la densidad del negativo en los plenos tenga un valor no
inferior a 4,0 como lo especifica el manual del fabricante del fotopolímero.
• Se verifica la correspondencia de la imagen de los negativos recibidos con la descripta en la Orden de Trabajo para
evitar confusiones.
• Se observa visualmente la orientación de la película para determinar si la impresión de la imagen se hará por el
frente o por el dorso del sustrato.
• Se calcula a partir del espesor de la plancha y el largo de repetición de la impresión, la distorsión que debe tener la
imagen del negativo, para compensar el estiramiento que sufrirá el cliché al montarse sobre los cilindros.
• Se controla utilizando una regla milimétrica que la imagen haya sido distorsionada de acuerdo al cálculo anterior.
Si no fuera así:
• Se comunica al superior para que confirme o no lo apropiado del cálculo y la medida.
• Se controla la existencia de los micropuntos o cruces de posicionamiento y de guías de corte en los negativos para
facilitar las posteriores operaciones de montaje de clisés.
En caso de ausencia:
• Se traza con exactitud en la película las marcas faltantes (cruces de posicionamiento y guías de corte) utilizando sus
coordenadas mediante el uso de regla y escuadra.
• Los negativos no presentan
anormalidades que afecten al
copiado y su compensación es la
necesaria.
• La orientación de las películas y el
espesor de la plancha son las
especificadas en la orden de
trabajo.
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Especificaciones de la Orden de trabajo: su análisis y comprensión.
• Plan de Producción: prioridades, importancia del cumplimiento de los plazos.
• Negativos fotográficos: Estructura y función. Tipos de superficie. Emulsiones
• Imagen: Conceptualización. Método visual para determinar la orientación de la imagen Compensación Cálculo para determinar la compensación.
Reproducción.
• Fotopolímeros: Estructuras. Propiedades. Usos. Clases.
• Planchas y clisés: Su reconocimiento.
• Espesores de plancha. Medición de espesores por medio de Comparadores.
• Reconoce distintos tipos de
películas y marcas de
fotopolímeros
Campo de aplicación
PÁGINA 6
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta, sector pre-prensa.
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha, sector pre-prensa.
• Equipos de exposición, lavado, secado y de post-exposición. Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros. Guillotinas de palanca y herramientas de
corte con filo protegido.
Guías de evaluación
Se pedirá que explique con fundamento:
• Las especificaciones de la orden de trabajo que deberá cumplir el elaborador de clisés.
• Los materiales componentes de la estructura interna del fotopolímero.
• Características de la superficie del negativo que contiene la imagen.
• Trabajo práctico: medir con comparador muestras de polímeros de distintos espesores.
PÁGINA 7
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
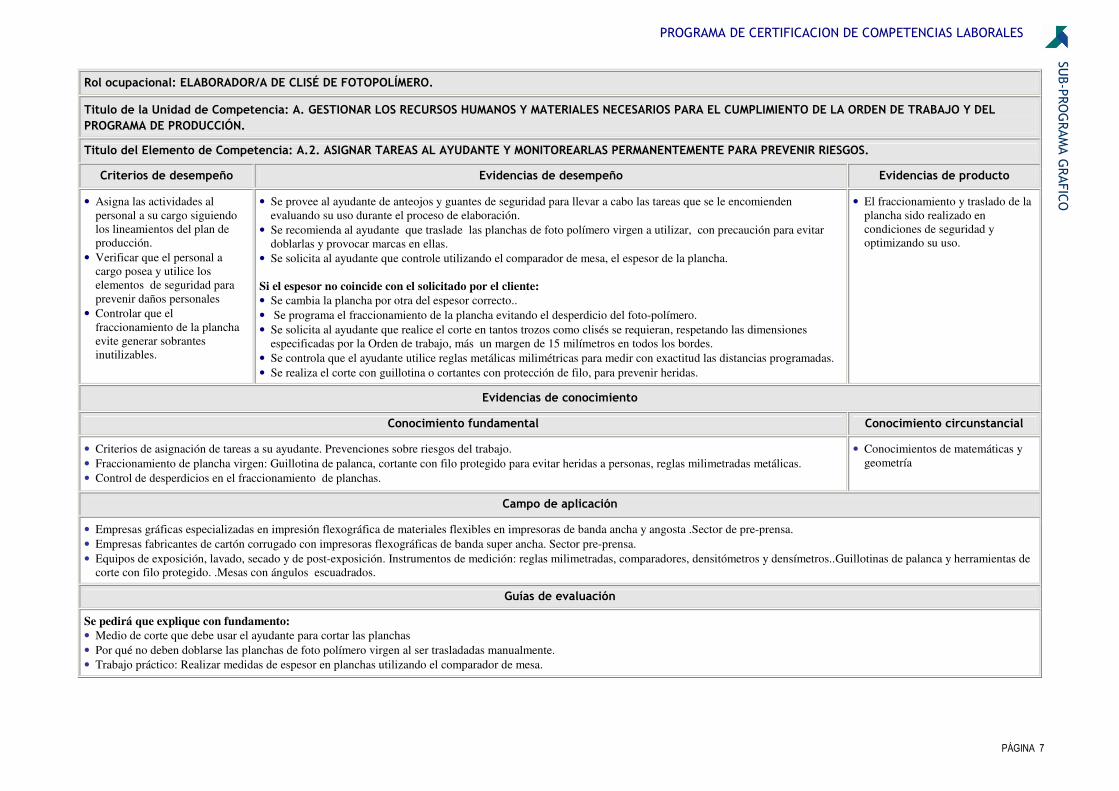
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: A. GESTIONAR LOS RECURSOS HUMANOS Y MATERIALES NECESARIOS PARA EL CUMPLIMIENTO DE LA ORDEN DE TRABAJO Y DEL PROGRAMA DE PRODUCCIÓN.
Titulo del Elemento de Competencia: A.2. ASIGNAR TAREAS AL AYUDANTE Y MONITOREARLAS PERMANENTEMENTE PARA PREVENIR RIESGOS.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Asigna las actividades al
personal a su cargo siguiendo
los lineamientos del plan de
producción.
• Verificar que el personal a
cargo posea y utilice los
elementos de seguridad para
prevenir daños personales
• Controlar que el
fraccionamiento de la plancha
evite generar sobrantes
inutilizables.
• Se provee al ayudante de anteojos y guantes de seguridad para llevar a cabo las tareas que se le encomienden
evaluando su uso durante el proceso de elaboración.
• Se recomienda al ayudante que traslade las planchas de foto polímero virgen a utilizar, con precaución para evitar
doblarlas y provocar marcas en ellas.
• Se solicita al ayudante que controle utilizando el comparador de mesa, el espesor de la plancha.
Si el espesor no coincide con el solicitado por el cliente:
• Se cambia la plancha por otra del espesor correcto..
• Se programa el fraccionamiento de la plancha evitando el desperdicio del foto-polímero.
• Se solicita al ayudante que realice el corte en tantos trozos como clisés se requieran, respetando las dimensiones
especificadas por la Orden de trabajo, más un margen de 15 milímetros en todos los bordes.
• Se controla que el ayudante utilice reglas metálicas milimétricas para medir con exactitud las distancias programadas.
• Se realiza el corte con guillotina o cortantes con protección de filo, para prevenir heridas.
• El fraccionamiento y traslado de la
plancha sido realizado en
condiciones de seguridad y
optimizando su uso.
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Criterios de asignación de tareas a su ayudante. Prevenciones sobre riesgos del trabajo.
• Fraccionamiento de plancha virgen: Guillotina de palanca, cortante con filo protegido para evitar heridas a personas, reglas milimetradas metálicas.
• Control de desperdicios en el fraccionamiento de planchas.
• Conocimientos de matemáticas y
geometría
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta .Sector de pre-prensa.
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha. Sector pre-prensa.
• Equipos de exposición, lavado, secado y de post-exposición. Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros..Guillotinas de palanca y herramientas de
corte con filo protegido. .Mesas con ángulos escuadrados.
Guías de evaluación
Se pedirá que explique con fundamento:
• Medio de corte que debe usar el ayudante para cortar las planchas
• Por qué no deben doblarse las planchas de foto polímero virgen al ser trasladadas manualmente.
• Trabajo práctico: Realizar medidas de espesor en planchas utilizando el comparador de mesa.
PÁGINA 8
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
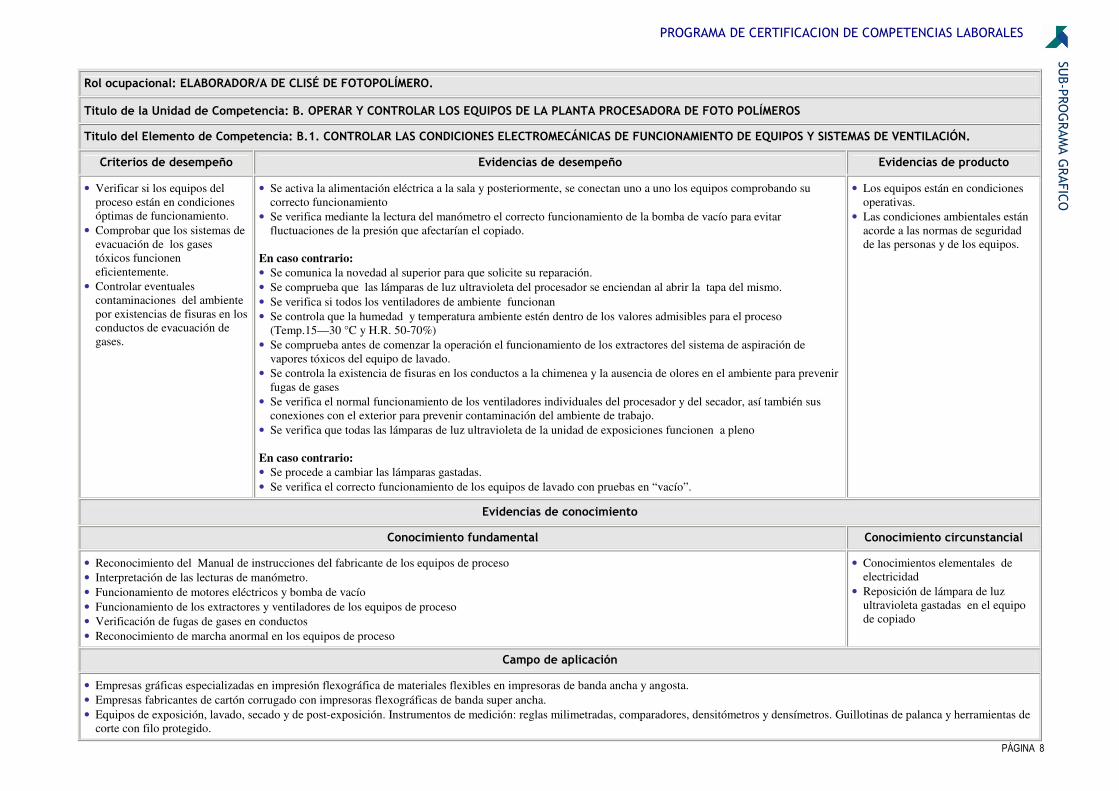
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: B. OPERAR Y CONTROLAR LOS EQUIPOS DE LA PLANTA PROCESADORA DE FOTO POLÍMEROS
Titulo del Elemento de Competencia: B.1. CONTROLAR LAS CONDICIONES ELECTROMECÁNICAS DE FUNCIONAMIENTO DE EQUIPOS Y SISTEMAS DE VENTILACIÓN.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Verificar si los equipos del
proceso están en condiciones
óptimas de funcionamiento.
• Comprobar que los sistemas de
evacuación de los gases
tóxicos funcionen
eficientemente.
• Controlar eventuales
contaminaciones del ambiente
por existencias de fisuras en los
conductos de evacuación de
gases.
• Se activa la alimentación eléctrica a la sala y posteriormente, se conectan uno a uno los equipos comprobando su
correcto funcionamiento
• Se verifica mediante la lectura del manómetro el correcto funcionamiento de la bomba de vacío para evitar
fluctuaciones de la presión que afectarían el copiado.
En caso contrario:
• Se comunica la novedad al superior para que solicite su reparación.
• Se comprueba que las lámparas de luz ultravioleta del procesador se enciendan al abrir la tapa del mismo.
• Se verifica si todos los ventiladores de ambiente funcionan
• Se controla que la humedad y temperatura ambiente estén dentro de los valores admisibles para el proceso
(Temp.15—30 °C y H.R. 50-70%)
• Se comprueba antes de comenzar la operación el funcionamiento de los extractores del sistema de aspiración de
vapores tóxicos del equipo de lavado.
• Se controla la existencia de fisuras en los conductos a la chimenea y la ausencia de olores en el ambiente para prevenir
fugas de gases
• Se verifica el normal funcionamiento de los ventiladores individuales del procesador y del secador, así también sus
conexiones con el exterior para prevenir contaminación del ambiente de trabajo.
• Se verifica que todas las lámparas de luz ultravioleta de la unidad de exposiciones funcionen a pleno
En caso contrario:
• Se procede a cambiar las lámparas gastadas.
• Se verifica el correcto funcionamiento de los equipos de lavado con pruebas en “vacío”.
• Los equipos están en condiciones
operativas.
• Las condiciones ambientales están
acorde a las normas de seguridad
de las personas y de los equipos.
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Reconocimiento del Manual de instrucciones del fabricante de los equipos de proceso
• Interpretación de las lecturas de manómetro.
• Funcionamiento de motores eléctricos y bomba de vacío
• Funcionamiento de los extractores y ventiladores de los equipos de proceso
• Verificación de fugas de gases en conductos
• Reconocimiento de marcha anormal en los equipos de proceso
• Conocimientos elementales de
electricidad
• Reposición de lámpara de luz
ultravioleta gastadas en el equipo
de copiado
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta.
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha.
• Equipos de exposición, lavado, secado y de post-exposición. Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros. Guillotinas de palanca y herramientas de
corte con filo protegido.

PÁGINA 9
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Guías de evaluación
Se pedirá que explique fundadamente:
• La importancia dela constancia de la presión de la bomba de vacío
• Las consecuencias de la existencia de fisuras en los conductos
• Trabajo práctico : Lecturas de manómetro de bomba de vacío y de termómetro e higrómetro de la sala
PÁGINA 10
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: B. OPERAR Y CONTROLAR LOS EQUIPOS DE LA PLANTA PROCESADORA DE FOTO POLÍMEROS
Titulo del Elemento de Competencia: B.2. DETERMINAR LOS TIEMPOS DE OPERACIÓN DE LAS ETAPAS DEL PROCESO.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Determinar, el tiempo óptimo
de lavado para obtener la
profundidad del relieve
especificado en la orden de
trabajo.
• Seleccionar tiempo de
exposición de dorso necesario
según el grosor de la plancha,
para formar un piso óptimo de
la misma que permita un
relieve de grabado tal como lo
establece la Orden de Trabajo.
• Evaluar ,visualmente, cual de
los paneles se ajusta mas
exactamente a las
especificaciones de calidad del
grabado, que se requieren en la
Orden de trabajo para
• Se corta un trozo de plancha sin tratamiento, de aproximadamente 20x30 cm. para facilitar su enganche en la barra de
la máquina lavadora horizontal
• Se retira suavemente la película protectora de la emulsión tratando de no dejar maracas sobre ésta.
• Se agujerea la plancha utilizando la máquina ponchadora para asegurar que la misma esté firmemente sujeta durante el
procedimiento.
• Se llevan a cabo tres operaciones de lavado con tiempos distintos, controlados automáticamente y al final de cada
operación, se determina la profundidad del relieve, midiendo con el comparador de mesa, la disminución del espesor
experimentado por la plancha en comparación con el de la plancha virgen descontando el espesor de la película
protectora.
• Se elige el tiempo de operación adecuado a la profundidad del relieve que se desee obtener en los clisés a elaborar,
para cumplir con la especificación de la Orden de Trabajo.
• Se corta otra muestra de foto polímero sin exponer y se marcan en el dorso una fila de 7 segmentos rectangulares.
• Se numeran y se enmascaran cada uno de los segmentos.
• Se realizan distintas exposiciones de luz ultravioleta de duración decreciente sobre el dorso de los segmentos
desenmascarando en cada exposición un segmento distinto.
• Se evita que el último segmento se exponga a la luz ultravioleta.
• Se da la vuelta a la plancha tapando la mitad inferior de los segmentos con material de enmascarar.
• Se retira suavemente la capa protectora de la plancha iniciando el procedimiento desde un ángulo para evitar marcar la
emulsión
• Se realiza una exposición frontal a la luz ultravioleta durante 3 minutos para endurecer la emulsión
• Se lava y se seca la plancha según los procedimientos definidos por el fabricante.
• Se mide con el Comparador el espesor de la parte endurecida (superior) del segmento 1 (de exposición de dorso 0) y
luego el de la parte inferior del mismo.
• Se resta el espesor del segundo al del primero y se obtiene la profundidad del relieve en ese segmento.
• Se repite la operación con el resto de los segmentos, obteniéndose las respectivas profundidades del relieve a los
distintos tiempos de exposición.
• Se selecciona el relieve cuya profundidad sea la adecuada (planchas delgada: 0.30 a 0.35 mm. y mayor para planchas
más gruesas) para una reproducción de la imagen de calidad.
• Se repite el procedimiento antes descrito de exposición de dorso para obtener el relieve deseado.
• Se remueve suavemente la película protectora del frente de la plancha
• Se coloca la plancha en la cama de la unidad operativa con la emulsión hacia arriba para llevar a cabo las
exposiciones de frente.
• Se utiliza un negativo especial, suministrado por el fabricante que posee tres paneles con la misma imagen.
• Se ubica el negativo sobre la plancha, con el lado de la emulsión hacia abajo para que entre en contacto con la de la
• El tiempo óptimo de lavado ha sido
establecido.
• El tiempo de la exposición de dorso
ha sido determinada generando un
piso en concordancia con la
profundidad del relieve que se pide
• El tiempo de operación mas
conveniente para la obtención de
una copia de finos detalles y una
profundidad de relieve adecuada a
la reproducción de la imagen se ha
determinado.
PÁGINA 11
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
determinar el tiempo de
operación de la exposición de
frente,
plancha y se cubren todos los bordes de ambos con cintas especiales
• Se colocan sobre el negativo, trozos rectangulares de material opaco, de manera de cubrir solamente tres paneles,
dejando el cuarto sin cubrir para que reciba la luz ultravioleta
• Se conecta el vacío, encendiendo el equipo y las luces ultravioleta. para obtener su estabilización.
• Se ajusta el tiempo de operación para iniciar la exposición frontal con el menor tiempo de operación, de la gama
suministrada por el fabricante.
• Se cambia la posición de los rectángulos dejando libre otro panel cubriendo el que estaba descubierto realizando
entonces una exposición de mayor duración.
• Se vuelve a cambiar la posición de los rectángulos y se aumenta la duración de la exposición sobre el tercer panel
descubierto y finalmente, se realiza otro desplazamiento de los rectángulos y se da la mayor exposición de la gama
sobre el cuarto panel descubierto.
• Se extrae la muestra procesándola en el equipo lavador y secándola en la estufa.
• Se cotejan los paneles grabados entre sí eligiendo el panel cuyo grabado cumple con los requerimientos de calidad
establecidos
• Se registran los tiempos de operación obtenidos para facilitar su transmisión en operaciones posteriores que impliquen
el uso de la misma caja de planchas.
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Reconocimiento de instrucciones del manual del fabricante del polímero para las pruebas de determinación de tiempos de operación
• Reconocimiento de especificaciones de la Orden de trabajo relativas a las
• características del relieve del grabado en las planchas
• Interpretar mediciones con comparador de mesa
• Interpretar lecturas de relojes del panel de los equipos.( en segundos y en minutos)
• Profundidad de relieve para
planchas gruesas utilizadas en
impresión de cartón corrugado
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda súper ancha.
• Equipos de exposición, lavado, secado y de post-exposición.
• Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros.
• Guillotinas de palanca y herramientas de corte con filo protegido
Guías de evaluación
• Trabajo práctico: Determinar tiempo de operación de una de las etapas del proceso de acuerdo a las indicaciones del manual de instrucciones del fabricante de polímeros.
PÁGINA 12
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: B. OPERAR Y CONTROLAR LOS EQUIPOS DE LA PLANTA PROCESADORA DE FOTO POLÍMEROS
Titulo del Elemento de Competencia: B.3. EXPONER A LA LUZ ULTRAVIOLETA EL DORSO DE LA PLANCHA.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Controlar previamente a la
operación , que la potencia de
las luces haya alcanzado su
máximo nivel para optimizar el
tiempo de exposición.
• Operar el equipo de exposición
previniendo daños oculares
causados por la exposición
prolongada a la luz ultravioleta.
• Verificar, midiendo con el
Comparador, si el espesor de
la plancha., corresponde al
piso necesario para el destino
especificado en Orden de
trabajo.
• Para el caso del procesamiento de planchas de fotopolímeros especiales que han sido pregrabadas con láser :
• Se reciben las planchas tratadas con laser colocándolas en la máquina lavadora según procedimientos.
• Se las somete a un lavado previo con el fin de eliminar los restos de la cobertura especial que poseen.
• Se comprueba visualmente la eliminación completa del material de cobertura, para evitar interferencias en las
exposiciones posteriores.
• Se procesan las planchas especiales, en la misma forma que las comunes para la obtención de los clisés
Nota: Lo anterior es válido sólo para algunas marcas de foto polímero, en otras no es necesario el lavado previo
Para el caso de planchas comunes :
• Se encienden durante 30 segundos las lámparas ultravioleta de la unidad antes de comenzar la exposición para lograr
su estabilización y máxima potencia.
• Se apagan las lámparas hasta el momento de comenzar la exposición
• Se posiciona la plancha virgen, sobre la cama de la unidad de exposición, con el dorso hacia arriba sin sacar la
película protectora de la emulsión, para exponerla a la luz de las lámparas.
• Se fija en el “Timer”, el tiempo de exposición en segundos, que ha sido previamente establecido en las pruebas ya
descritas y se cierra el equipo.
• Se controla que el personal que está expuesto a la acción de la luz ultravioleta esté provisto de lentes de seguridad de
manera de prevenir daños oculares.
• Se encienden las lámparas para que comience la polimerización y eliminación del oxígeno del interior de la plancha a
fin de formar en ella un piso sólido
• Se retira la plancha al finalizar el tiempo programado y se la lleva a la mesa para su medición.
• Se verifica, midiendo con el Comparador el espesor de la plancha., si el relieve que se quiere obtener ha sido
conseguido.
Si no fuera suficiente:
• Se propone al supervisor un tiempo de exposición suplementario, se obtiene su autorización y se realiza la exposición
acordada.
• Se procede a limpiar cuidadosamente la plancha del lado del soporte de poliéster, con un paño especial provisto por
el fabricante
• Se la lleva a la unidad de exposición, donde se hará la exposición de frente.
• La exposición de dorso de la
plancha ha formado un piso
adecuado para el relieve solicitado.
• La plancha ha adquirido ,luego de
la exposición, una mayor
resistencia a las tintas y solventes
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Proceso de polimerización del material de las planchas vírgenes por acción de luz ultravioleta.
• Piso del cliché Funciones y características.
• Disposiciones sobre seguridad del manual del fabricante del equipo
• Previsiones sobre exposiciones prolongadas de los trabajadores/ras a los rayos ultravioleta. Obligación del uso de lentes protectores
• Elementos de-química orgánica
PÁGINA 13
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta Sector pre prensa.
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha Sector preprensa.
• Equipos de exposición, lavado, secado y de post-exposición.
• Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros.
• Guillotinas de palanca y herramientas de corte con filo protegido
Guías de evaluación
Se pedirá que explique con fundamento:
• Como reconoce el dorso de una plancha de foto polímero
• La finalidad de la exposición del dorso de la plancha
• La relación del tiempo de exposición con la altura del piso del cliché
• Trabajo práctico: Realizar exposiciones de dorso sobre una plancha de muestra con distintas períodos de duración.
PÁGINA 14
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: B. OPERAR Y CONTROLAR LOS EQUIPOS DE LA PLANTA PROCESADORA DE FOTO POLÍMEROS
Titulo del Elemento de Competencia: B.4. COPIAR LA IMAGEN DESDE EL NEGATIVO, MEDIANTE LA EXPOSICIÓN FRONTAL DE LA PLANCHA A LA LUZ ULTRAVIOLETA.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Controlar visualmente que
toda la superficie del
negativo apoye sobre la
emulsión de la plancha para
evitar que queden zonas sin
exponer.
• Verificar que la cubierta de
vacío quede exenta de motas
de polvo para evitar
alteraciones en la copia de la
imagen.
• Controlar por medio del
manómetro, que el vacío se
mantenga constante y dentro
del valor especificado por el
manual del fabricante.
• Prevenir daños del material
de la plancha, al separarla
del negativo.
• Verificar si la plancha
presenta defectos visibles
para que el superior decida
sobre su destino.
• Se coloca la plancha recién tratada por el dorso, en la cama de la unidad de exposición, con el frente hacia arriba.
• Se le saca suavemente la película protectora para que la emulsión entre en contacto directo con la del negativo.
• Se ubica el negativo, constatando que su emulsión quede en contacto con la emulsión de la plancha.
• Se colocan sobre los bordes de ambos, tiras de enmascarar, ranuradas que permitan la salida del aire, para dejar en total
contacto ambas emulsiones.
• Se conecta la línea de vacío a la unidad operativa desenrollando la cubierta de vacío sobre el negativo y la plancha,
cuidando de eliminar las motas de polvo.
• Se verifica que el manómetro de vacío dé una lectura de 0,84 bar sin ninguna fluctuación y que los ventiladores evacuen
todo el aire al exterior.
En caso contrario:
• Se comunica al Superior esta anomalía suspendiendo preventivamente la operación hasta que personal de
Mantenimiento solucione el inconveniente
• Se inicia la exposición principal, fijando en el “Timer” correspondiente, el tiempo de operación, en minutos, establecido
en las pruebas arriba descritas.
• Se cierra la tapa de la unidad herméticamente, para que la luz ultravioleta atraviese las zonas transparentes del negativo
y copie la imagen sobre la emulsión de la plancha de fotopolímero
• Se dispone el retiro de la plancha del interior del equipo una vez terminada la operación, separándola lentamente del
negativo para no dañar a ambos, ya que la plancha tiene una consistencia poco rígida
• Se controla, visualmente, que la plancha no tenga fallas por entrada de aire o por intrusión de alguna partícula de polvo
entre el negativo y la plancha.
• Se envía la plancha al equipo de lavado, donde se le eliminarán las partes que no han sufrido el ataque de la luz
ultravioleta, controlando que no sufra distorsiones por un trato desaprensivo.
• La exposición de frente se ha
realizado siguiendo las
instrucciones del Manual de
Operaciones del fabricante del
equipo y previniendo daños
personales y del material
• La copia de la imagen ha sido total
y no se observan fallas provocadas
por partículas de polvo ni pelusas.
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Proceso de grabado de planchas indicado por el fabricante de los equipos
• Tiempo de exposición a utilizar teniendo en cuenta: espesor de la plancha y la especificación de la profundidad del relieve
• Procedimientos de limpieza de las planchas, negativos y lámina de recubrimiento
• Detección de fallas en plancha recién expuesta.
• Sistema de funcionamiento de
bombas de vacío
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta Sector pre-prensa
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha. Sector pre-premsa
• Equipos de exposición, lavado, secado y de post-exposición.
• Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros.
PÁGINA 15
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
• Guillotinas de palanca y herramientas de corte con filo protegido
Guías de evaluación
Se pedirá que explique con fundamento:
• Efecto de la luz ultravioleta sobre el negativo y la plancha
• Motivo por el cual se debe aislar el conjunto negativo-plancha.
• ¿Que se debe retirar de la plancha antes de la operación?
• Como afecta al relieve de la plancha una exposición excesiva.
• Trabajo practico
• Copiar una imagen de un negativo sobre la plancha que se expuso previamente por el dorso
PÁGINA 16
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: B. OPERAR Y CONTROLAR LOS EQUIPOS DE LA PLANTA PROCESADORA DE FOTO POLÍMEROS
Titulo del Elemento de Competencia: B.5. COMPLETAR EL GRABADO DE LA IMAGEN EN EL CLICHÉ, MEDIANTE EL LAVADO Y SECADO EN LA ESTUFA.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Prevenir la deformación de
la plancha recién expuesta,
lo que provocaría
distorsiones de la imagen,
inaceptables, mediante una
manipulación cuidadosa.
• Obtener, mediante una
presión de cepillos bien
elegida, la completa
eliminación del monómero
• Prevenir daños personales
provocados por salpicaduras
de solvente, exigiendo el uso
de lentes y guantes al
personal a cargo.
• Verificar la completa
eliminación del solvente de
la plancha, luego del secado,
comprobando por medición
con Comparador, que la
plancha haya vuelto a su
espesor inicial.
Lavado con maquina en línea :
• Se hace agujerear la plancha en la maquina “ponchadora” y se la engancha en los pernos de la barra móvil de la
máquina lavadora.
• Se previenen deformaciones de la plancha, apoyando la parte que queda colgada en el plano inclinado de la máquina
• Se conecta la barra móvil con la cadena que la transportará a través de la maquina, a fin de que la plancha reciba el
ataque de los solventes y el barrido de los cepillos
• Se fija el tiempo de operación elegido en las pruebas y se carga automáticamente la proporción de solución de lavado.
• Se programa en el panel de control, la presión de los cepillos que permita obtener una completa remoción del monónero
remanente en la plancha, para que sea arrastrado por la solución de solvente
• Se controla el desarrollo de la operación a través de las ventanillas de la máquina, observando si ocurren anormalidades
en el traslado de la plancha a través de toda la máquina
• Se controla visualmente, al detenerse la máquina, el estado de la plancha recién lavada, para determinar si el tiempo de
lavado ha sido suficiente.
En caso contrario:
• Se consulta con el Superior para que defina si se realiza un lavado complementario que provoque una mayor definición
del relieve .de la plancha .por eliminación completa del monómero
• Se dispone, inmediatamente de terminado el lavado, el traslado de la plancha a la estufa, previniendo daños físicos por
salpicaduras de solvente, con el uso de lentes y guantes de caucho butilo por parte de la persona que realiza la tarea.
Lavado con maquina rotativa.
• Se hace colocar la plancha de fotopolímero sobre el tambor de lavado y ajustar con las grampas de éste, para evitar
desprendimientos durante la marcha del equipo
• Se establece en el panel de control, el tiempo de lavado determinado en las pruebas previas y la proporción de
reabastecimiento de la solución de solvente, que será agregada automáticamente, transcurridas las dos terceras parte de
la operación
• Se cierra el equipo y se pone en marcha el lavado de la plancha para eliminar las partes no polimerizadas. Antes de
terminar el lavado, entra, automáticamente, solvente fresco para mantener la actividad de la solución de lavado
• Se fija la presión de los cepillos manualmente, con acuerdo al manual del fabricante.,teniendo en consideración el
espesor de la plancha para obtener un piso liso y suave.
• Se hace enjuagar la plancha ,una vez finalizada la operación, con solución fresca de solvente para remover el solvente
desgastado y limpiar la superficie de la plancha
• Se dispone el secado de la plancha sin sacar del tambor, con una toalla especial sobre su superficie y apretarla
suavemente con las manos enguantadas para que absorba el solvente.
Secado de la plancha en secador de cajones.
• Se retira la plancha de la máquina lavadora, con la protección personal antes mencionada y se lleva a la estufa para el
secado, donde permanecerá a temperatura de 60 C durante dos a tres horas, según el espesor de la plancha, para eliminar
• La operación de lavado se ha
desarrollado en el tiempo previsto y
ha permitido la eliminación de las
partes no atacadas de la plancha
• El relieve de la plancha ha sido
definido con mas claridad después
del lavado, especialmente en los
contornos de la imagen.
• La prevención de daños personales
por salpicaduras de solvente se
obtiene con el uso de lentes y
guantes de protección.
• El tiempo de secado se ha fijado
teniendo en consideración el tipo
impresión a realizar y el espesor de
la plancha
• La plancha, finalizado el secado,
tiene la profundidad de relieve
necesaria para la reproducción de la
imagen que requiere la Orden de
Trabajo.
PÁGINA 17
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
los solventes que provocan el hinchamiento de la plancha.
• Se mantienen por mas tiempo en el secador las planchas con grabados de tramas que las de grabados de línea dada la
mayor dificultad de eliminar el solvente en las primeras.
• .Se controla la constancia de la temperatura del interior de los cajones, por que, al abrir y cerrar éstos para introducir
las planchas, se producen corrientes de aire que la hacen bajar y esto afecta la estabilidad dimensional de la base de
poliéster del cliché.
• Se observa, a los 15 minutos de operación si el relieve del grabado ha sido bien creado.
En caso contrario :
• Se consulta con el Superior si se prosigue con la operación o se debe descartar la plancha sin pérdida de tiempo
• Se controla la completa evacuación, al exterior, de los vapores de solvente que se desprenden de la plancha
• durante el secado, dado que son tóxicos y podrían causar daños personales
• Se dispone el retiro de la plancha del secador al culminar el ciclo, utilizando guantes y cuidando no tocar la zona de
impresión, ya que la superficie estará pegajosa y pueden quedar marcas en ella.
• Se verifica con el comparador, si el espesor de la plancha ha retomado su espesor inicial para dar por terminada la
operación.
• Se controla que la plancha sea llevada sin demora a la unidad de acabado.
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Procedimientos de lavado según Manual de los fabricantes Lavadoras horizontales o giratorias
• Normas de seguridad de los fabricantes de los equipos para utilización de solventes tóxicos de Acción de los solventes sobres la plancha grabada
• Relación del tiempo de lavado con la profundidad del relieve de la plancha:
• Diferentes tratamientos para los
diseños de pluma y para los de
fotocromía
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta, sector pre-prensa.
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha, sector pre-prensa.
• Equipos de exposición, lavado, secado y de post-exposición.
• Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros.
• Guillotinas de palanca y herramientas de corte con filo protegido
Guías de evaluación
Se pedirá que explique con fundamento:
• La función del lavado de las planchas posterior al tratamiento con luz ultravioleta
Se pedirá que indique
• Los tipos de máquinas de lavado que conoce
• La temperatura de secado de las planchas
• El tiempo mínimo que debe permanecer la plancha en el secador.
• Las precauciones con que se deben manipular los solventes.
• Los elementos protectores que utiliza.
PÁGINA 18
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: B. OPERAR Y CONTROLAR LOS EQUIPOS DE LA PLANTA PROCESADORA DE FOTO POLÍMEROS
Titulo del Elemento de Competencia: B.6. OBTENER EL ACABADO FINAL DEL CLISÉ.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Determinar el tiempo de
exposición actínica en base
al grado de pegajosidad que
evidencie la plancha en
proceso, sin llegar a
perjudicar su estructura.
• Evitar exposiciones
prolongadas propias y del
personal, a las radiaciones
electromagnéticas durante
las operaciones.
• Verificar la limpieza a fondo
del soporte de la plancha
para evitar defectos en la
impresión que desmejoren la
calidad
• Comprobar si el tiempo de
exposición final dado a la
plancha es suficiente para
cumplir las exigencias del
Control de calidad.
Acabado actínico
• Se controla la colocación de la plancha en la unidad de acabado, inmediatamente después de finalizado el secado, para
eliminar la pegajosidad de su superficie, .que de no ser eliminada, provocaría muchas dificultades en su uso posterior
• Se dispone la exposición de la plancha a la acción de lámparas de luz germicida ultravioleta de onda corta (254 nm), corta, durante un tiempo mínimo pero
suficiente para eliminar la pegajosidad.
• Se controla que los tiempos de exposición sean los establecidos por el fabricante del equipo, que deben ser respetados ya
que una exposición prolongada puede provocar un agrietamiento inmediato o durante el uso o almacenamiento, de la
plancha
• Se dispone la limpieza con un paño especial, de los residuos de fotopolímero que resultan de la evaporación del solvente
de lavado y hayan quedado sobre la superficie del soporte de poliéster de la plancha, para que no afecten el espesor ni
la adhesión de la cinta doble faz, que provocarían problemas en la máquina impresora.
Post exposición
• Se hace exponer la plancha a la luz ultravioleta con el lado del grabado hacia las lámparas, en otro compartimiento de la
unidad de acabado, para completar su polimerización a fin de obtener el grado de dureza final para asegurar, el máximo
de durabilidad y mayor resistencia a los solventes y a la presión
• Se adopta el tiempo de exposición final indicado por el fabricante del equipo con el objeto de obtener un acabado de
cliché de alta calidad.
Nota: Las operaciones del proceso de elaboración han sido realizadas con una sola plancha y deberán repetirse con las
de los colores restantes de la imagen.
• La pegajosidad de la superficie del
cliché ha sido completamente
eliminada por la exposición actínica.
• Como consecuencia de una post-
exposición de duración elegida
cuidadosamente, se ha obtenido un
cliché que cumple con las
especificaciones de la Orden de
trabajo y el control de calidad.
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Normas de procedimientos del fabricante del equipo de acabado actínico
• Objeto de la exposición de la plancha a la luz actínica
• Disposiciones preventivas de exposiciones de personas a la luz actínica sin la protección adecuada
• Función de la post exposición de las planchas a luz ultravioleta.
• Normas de control de calidad para
impresiones flexográficas.
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta, sector pre-prensa.
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha, sector pre prensa.
• Equipos de exposición, lavado, secado y de post-exposición. • Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros. • Guillotinas de palanca y herramientas de corte con filo protegido
Guías de evaluación

PÁGINA 19
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Se pedirá que explique con fundamento:
• ¿Que acciones preventivas de riesgos deben tomarse al realizar el proceso de acabado actínico?
• ¿Para que se realiza esta exposición?
• ¿Es la exposición actínica la última operación del proceso?
• ¿Qué le ocurre a la plancha cuando el tiempo de exposición es demasiado largo?
PÁGINA 20
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: C. DISPONER LA LIMPIEZA DEL ÁREA DE TRABAJO Y EL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS. ACONDICIONAR LOS MATERIALES SOBRANTES Y LOS CLISÉS ELABORADOS.
Titulo del Elemento de Competencia: C.1. HACER LIMPIAR Y LUBRICAR LOS EQUIPOS DE ACUERDO A LAS NORMAS DE MANTENIMIENTO PREVENTIVO DE LA EMPRESA.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Verificar que le haya sido
cortada la corriente eléctrica
a todos los equipos, antes de
que se comience con su
limpieza.
• Controlar que el personal
que realiza la limpieza, use
guantes y anteojos
protectores para evitar daños
personales.
• Se indica al ayudante que lleve a cabo la limpieza de la unidad de exposición de luz ultravioleta con un paño especial de
algodón que no deje hilachas y un líquido especial, abarcando la cama y ambos lados de la cubierta de vacío, en forma tal
de eliminar el polvo y todo resto de las operaciones realizadas.
• Se dispondrá periódicamente, sacar y limpiar las lámparas y también la parte de atrás d e las mismas, donde se acumula
polvo que puede caer sobre las planchas, cuando se baja la tapa de la unidad.
• Se dispone, asimismo un lavado del tambor de la máquina lavadora giratoria ,por medio de un enjuague con una solución
de solvente y secado con paños sin hilachas.
• Se hace envasar el liquido utilizado en el enjuagado en un tambor apropiado, para enviarlo a reciclar
En el caso de la lavadora en línea:
• Se dispone una limpieza a fondo una vez por mes, previo vaciado y envasado del solvente utilizado pero con suficiente
actividad.
• Se controla que los filtros de solvente que posee la unidad sean revisados diariamente y lavados semanalmente.
• Se procede a realizar la lubricación de los equipos, siguiendo las instrucciones del manual de Mantenimiento preventivo de
la empresa, utilizando los lubricantes recomendados por el fabricante.
• La limpieza de los equipos se ha
realizado eficientemente y con las
prevenciones de daños al personal
y equipos que se requiere para
estos casos.
• Los solventes usados han sido
convenientemente envasados y
guardados.
• Los equipos han recibido la
lubricación necesaria para una
mayor vida útil.
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Normas de Mantenimiento preventivo de la empresa, para lubricación de los equipos..
• Procedimientos de limpieza de los aparatos del proceso según instrucciones del Manual del fabricante
• Procedimiento de limpieza del panel de lámparas.
• Procedimientos de limpieza de filtros de solvente según instrucciones del fabricante.
• Reconoce solventes alternativos
para lavar la máquina
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta.
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha.
• Equipos de exposición, lavado, secado y de post-exposición.
• Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros.
• Guillotinas de palanca y herramientas de corte con filo protegido
Guías de evaluación
Se pedirá que indique:
• Con que periodicidad están previstos los lavados en la lavadora giratoria y en la lavadora horizontal
• La protección personal que se requiere para el lavado de los filtros de solvente de la lavadora horizontal
• Los tipos de paños que deben usarse para limpiar las maquinas interiormente.

PÁGINA 21
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
• El motivo por el cual debe evitarse que queden motas de polvo en la cubierta de vacío del equipo de exposiciones
Trabajo práctico :
• Se pedirá que limpie la cubierta de protección del equipo de exposiciones siguiendo el procedimiento indicado en las Normas del fabricante.
PÁGINA 22
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
Rol ocupacional: ELABORADOR/A DE CLISÉ DE FOTOPOLÍMERO.
Titulo de la Unidad de Competencia: C. DISPONER LA LIMPIEZA DEL ÁREA DE TRABAJO Y EL MANTENIMIENTO PREVENTIVO DE LOS EQUIPOS. ACONDICIONAR LOS MATERIALES SOBRANTES Y LOS CLISÉS ELABORADOS.
Titulo del Elemento de Competencia: C.2. DECIDIR EL DESTINO DE LOS SOLVENTES UTILIZADOS, ACONDICIONAR Y GUARDAR LOS MATERIALES SOBRANTES Y LOS CLISÉS ELABORADOS.
Criterios de desempeño Evidencias de desempeño Evidencias de producto
• Verificar el estado de los
solventes en uso, para
decidir si están en
condiciones operativas.
• Enviar los solventes
gastados a su reciclado,
previniendo riesgos de
daños personales.
• Disponer el retiro de los
recipientes conteniendo
trapos y papeles con
solventes, para su
posterior incineración.
• Recabar del sector de
impresión, informaciones
sobre el resultado de la
utilización de los clisés
que se han elaborado,
para, ajustar las
condiciones del proceso en
el futuro, si fuera
necesario.
• Se determina si los solventes en uso en la lavadora rotativa pueden seguir siendo utilizados, por medio de mediciones de su
densidad, realizadas con un densímetro
• Se corrige con solvente fresco la solución, si su densidad fuera menor de 0,9l5 gr/cm3. ya que afectaría las condiciones del
lavado y la calidad final de la plancha de foto polímero
• Se determina, visualmente. si el solvente de la lavadora en línea, tiene demasiados residuos en suspensión o un color muy
oscuro, para retirarla del uso y reemplazarla por solvente fresco.
• Se dispone el envasado de los solventes descartados en recipientes ad-hoc y se envían a una empresa especializada para
reciclarlos
• Controlar que el personal que realiza la operación tenga puestos guantes de caucho butilo y anteojos de protección, para
prevenir el contacto directo con los solventes.
• Se verifica que todos los trapos y papeles utilizados, que contengan restos de solventes sean colocados en recipientes con tapa
,para su posterior incineración en lugares abiertos..
• Se dispone que las planchas sobrantes sean envueltas en papeles opacos y se devuelven a las cajas originales para protegerlas
de la acción perjudicial del ozono, que es generado por los motores y permanece en el ambiente..
• Se verifica que los clisés recién fabricados sean empaquetados para protegerlos de la luz y sean guardados hasta el momento
de enviarlos a la sección de Montaje en estanterías de cajones
• Se controla el etiquetado de los paquetes de clisés consignado el Número de la Orden de Trabajo, el nombre del operario que
los confeccionó y la fecha de elaboración, para una fácil identificación
• Se redacta, el parte de producción donde se consignan los datos pertinentes al aseguramiento de la trazabilidad y al Control de
la producción.
• Se comunica, con el maquinista de la impresora, al momento de llevarse a cabo la operación de impresión de la imagen
copiada, para recibir sus comentarios referidos a la calidad de los clisés
• Los solventes que han perdido
su actividad han sido enviados
a reciclar y reemplazados por
solventes frescos ..Estas
operaciones han sido realizadas
por personal provisto de
guantes de caucho butilo y
anteojos de protección
• Las planchas sobrantes han sido
protegidas y guardadas
convenientemente para poder
utilizarlas en operaciones
posteriores.
• Los clisés elaborados han sido
bien acondicionados y están
identificados para permitir la
trazabilidad del proceso
Evidencias de conocimiento
Conocimiento fundamental Conocimiento circunstancial
• Técnica de determinación de densidad en solventes con densímetro.
• Instrucciones del Manual del fabricante para el reemplazo de un solvente agotado o sucio
• Normas de envasado del solvente agotado para su envío a recuperar.
• Elementos personales de protección utilizados para manipular solventes sin daños corporales
• Procedimiento de acondicionamiento e identificación de los clisés terminados y del material virgen
• Redacción de informes de producción.
• Fundamentos teóricos y
prácticos de impresión por
flexografía.
Campo de aplicación
• Empresas gráficas especializadas en impresión flexográfica de materiales flexibles en impresoras de banda ancha y angosta, sector pre-prensa
• Empresas fabricantes de cartón corrugado con impresoras flexográficas de banda super ancha, sector pre-prensa.
PÁGINA 23
SU
B-PROGRAMA GRAFICO
PROGRAMA DE CERTIFICACION DE COMPETENCIAS LABORALES
• Equipos de exposición, lavado, secado y de post-exposición. Instrumentos de medición: reglas milimetradas, comparadores, densitómetros y densímetros..Guillotinas de palanca y
• herramientas de corte con filo protegido
Guías de evaluación
Se pedirá que identifique:
• La densidad mínima que debe tener el solvente para ser apto para la operación de lavado de planchas
• Los daños que sufren los clisés expuestos a la luz solar.
• Procedimiento de envío a incineración de los trapos de limpieza usados en condiciones seguras
• Los elementos de protección personal que debe usar para manipular solventes
• Los datos que se colocan en las etiquetas de los paquetes conteniendo los clisés que se enviarán al cliente.


















