Efectos de enderezado en taller de ferralla armaduras de acero de alta ductilidad produidas en rollo
91
TFC INGENIERÍA TÉCNICA EN OBRAS PÚBLICAS EFECTOS DEL ENDEREZADO EN TALLER DE FERRALLA DE ARMADURAS DE ACERO DE ALTA DUCTILIDAD PRODUCIDAS EN ROLLO Código: 706-TRE-OP-3558 Septiembre 2008 Autor: Javier Guerra Triviño Tutor: Jesús Miguel Bairán
-
Upload
javier-guerra-trivino -
Category
Documents
-
view
1.841 -
download
6
description
Se trata de TFC de carrera Ingeniería técnica de Obras públicas. Se realiza un estudio parámetrico con varias características del material a utilizar con la auda de un modelo numérico que tiene en cuenta el proceso termomécanico que se lleva a cabo durante el calentamiento-enfriado y desenderezado de las máquinas estribadoras.
Transcript of Efectos de enderezado en taller de ferralla armaduras de acero de alta ductilidad produidas en rollo

TFC INGENIERÍA TÉCNICA EN OBRAS PÚBLICAS
EFECTOS DEL ENDEREZADO EN TALLER DE FERRALLA DE ARMADURAS DE ACERO DE
ALTA DUCTILIDAD PRODUCIDAS EN ROLLO
Código: 706-TRE-OP-3558
Septiembre 2008
Autor: Javier Guerra Triviño Tutor: Jesús Miguel Bairán


Índice
Capítulo 1: Introducción…………………………………………… 1 1.1 Motivación: Problemática………………………………………………………………. 1 1.2 Estudio previo experimental y teórico…………………………………………. 4 1.3 Objetivos y metodología………………………………………………………………. 4 Capítulo2: Estado de conocimiento…………………………….. 7 2.1 Proceso de fabricación del acero corrugado…………………………………. 7 2.1.1 Materias Primas…………………………………………………………………………… 7 2.1.2 Fabricación mediante horno eléctrico………………………………………… 7 2.1.3 Fase de fusión…………………………………………………………………………….. 10 2.1.4 Fase de afino………………………………………………………………………………. 10 2.1.5 Colada continua………………………………………………………………………….. 10 2.1.6 Laminación…………………………………………………………………………………. 12 2.1.7 Tratamiento termomecánico y enrollado…………………………………… 14 2.2 Proceso TEMPCORE………………………………………………………………………… 15 2.3 Características materiales……………………………………………………………… 16 2.3.1 Características geométricas de los materiales………………………….. 17 2.3.2 Características mecánicas de los materiales……………………………… 18 Capítulo 3: Análisis de las curvaturas inducidas por las máquinas…......................................................................
21
3.1 Funcionamiento de máquinas estribadoras………………………………….. 21 3.2 Problemas frecuentes en la calibración de las máquinas…………….. 25 3.3 Enderezadora con paquetes de rodillos………………………………………… 26 Capítulo 4: Modelo Numérico utilizado: SECBAR…………… 29 4.1 Introducción…………………………………………………………………………………… 29 4.2 Propiedades termomecánicas usadas en el modelo numérico……. 29 Capítulo 5: Estudio Paramétrico…………………………………. 35 5.1 Variables a estudiar………………………………………………………………………. 35 5.1.1 Relación diámetro barras-radio espira (Φ/R)……………………………. 35 5.1.2 Patrones de enderezado…………………………………………………………….. 5.1.3 Exceso de curvatura durante el enderezado………………………………
35 42
5.1.4 Fuerza de estirado……………………………………………………………………… 43 5.1.5 Casos totales………………………………………………………………………………. 43 Capítulo 6: Resultados y análisis……………………………….. 45 6.1 Características mecánicas a estudiar……………………………………………. 45 6.2 Metodología utilizada para el estudio……………………………………………. 46 6.3 Análisis de Los resultados……………………………………………………………… 47

6.3.1 Deformación máxima…………………………………………..................... 47 6.3.2 fy: Límite elástico………………………………………………………………………. 50 6.3.3 fnl - Límite de zona lineal en zona elástica………………………………. 55 6.3.4 E: Módulo elástico………………………………………………………………………. 61 Capítulo 7: Conclusiones…………………………………………… 65 7.1 Recapitulación………………………………………………………………………………… 65 7.2 Conclusiones…………………………………………………………………………………… 65 7.3 Recomendación práctica………………………………………………………………… 67 7.4 Recomendaciones para futuros estudios………………………………………. 68 Bibliografía……………………………………………………………… 69 ANEJO1: Resultados del estudio paramétrico………………. 71

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-1-
Capítulo 1 Introducción
1.1 Motivación: Problemática Las armaduras de acero corrugadas en forma de rollo, tienen ventajas con respecto a las producidas en barra. Una de las grandes ventajas se encuentra en aspectos logísticos, ya que el transporte y el almacenado de las bobinas de acero es mucho más compacto que las barras. Además, se optimiza el gasto de acero eliminando o reduciendo de forma substancial los despuntes y desperdicios. Actualmente en España se producen rollos de acero corrugados para pequeños y medianos diámetros. Se prevé que en un futuro se podrán producir en rollo las barras de grandes diámetros. El acero utilizado para los rollos son los denominados aceros de alta ductilidad (SD). En la actual normativa de hormigón estructural EHE-98, no hay constancia sobre este tipo de aceros, el requisito de ductilidad que se presenta es que el cociente entre el límite elástico y la carga de rotura (fs/fy), ha de ser mayor a 1.05. En la nueva norma EHE-08 [Ref:10], ya se introduce el distintivo de SD, para los aceros de alta ductilidad. Para los aceros con límite elástico superior a 400 MPa B400SD, el cociente fs/fy ha de estar comprendido entre 1.20 y 1.35. Para aceros B500SD entre 1.15 y 1.35. Además se introducen diferencias en la deformación bajo carga máxima según el tipo de suministro que se tenga. Para aceros suministrados en rollo se requieren mayores deformaciones máximas que para suministrados en barra. La razón es la pérdida de ductilidad que se sufre durante el proceso de enderezado y la dispersión de valores que se sufren durante éste, siendo la calidad del ferrallado una de las razones principales y motivo del presente estudio. En la siguiente tabla (1) se pueden observar las características de los aceros de alta ductilidad vs. aceros normales.

T.F.C Ingeniería técnica en Obras Públicas
-2-
Tabla 1 Clasificación de las armaduras de acuerdo a la Instrucción EHE-08 [Ref:10]
En el Eurocódigo 2: Proyecto de estructuras de hormigón: parte 1-1 Reglas generales y reglas edificación [Ref:8], se clasifican los aceros según su ductilidad en aceros de alta ductilidad y aceros de ductilidad normal:
Donde εuk es el valor característico del alargamiento para la carga máxima.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-3-
En la figura 1 se puede observar la ley tensión-deformación de un acero convencional:
Fig.1 Diagrama tensión deformación de acero convencional (Fuente: J.C.Rosa
[ref:15])
La ductilidad, además de permitir conformar el acero para armar en rollos, también tiene otras ventajas estructurales. Por ejemplo, para solicitaciones sísmicas o dinámicas, es muy interesante tener un comportamiento dúctil, ya que son solicitaciones que muchas veces sobrepasarán la zona elástica, y que requieren una zona plástica grande, que proporcione una reserva de energía grande.
Otra ventaja que se tiene con la utilización de aceros de alta ductilidad (SD), es la posibilidad de realizar cálculo con redistribución de momentos en vigas o forjados solicitados a flexión. La redistribución de momentos está contemplada por la EHE y el Eurocódigo, y es la transmisión de Momentos negativos a positivos y viceversa.
Para producir las barras en rollo, se ha de hacer la operación de enrollado y enderezado de las barras. El enrollado se hace después del tratamiento termomecánico a una temperatura de 400ºC, al hacerse a temperaturas bajas, se crearán unas tensiones residuales en la barra, estas tensiones residuales luego se compensarán parcialmente con el enderezado de la barra.
Para enderezar el rollo y que se pueda trabajar como si fuera una barra, se necesitan unas máquinas estribadoras, que enderecen las barras. Durante el enderezado se producen grandes deformaciones a temperatura ambiente, cosa que hace que las características mecánicas de la barra final sean diferentes a las barras rectas.
Una de las características que se altera es la deformación plástica, viéndose reducida considerablemente. Según la norma española, se

T.F.C Ingeniería técnica en Obras Públicas
-4-
requiere un % de deformación plástica, por tanto, ésta pérdida se tendrá que controlar. Se ha comprobado, que los cambios en las características mecánicas, influyen de manera diferente según la calidad del enderezado, siendo muy importante la experiencia del operario que realiza la operación. En el laboratorio, se puede observar como las pérdidas son muy reducidas. En cambio, in situ, las variaciones tienen mucha dispersión dependiendo sobre todo de la calidad con la cual se realice el enderezado.
El funcionamiento de las máquinas de enderezado, llamadas estribadoras, hacen que para operarios con poca experiencia se introduzcan unos ciclos de carga, introduciendo una serie de curvaturas sucesivas de diferente signo hasta conseguir la curvatura 0, es decir la barra recta. 1.2 Estudio previo experimental y teórico
El departamento de Ingeniería de la construcción de la ETSECCPB, ha desarrollado un modelo numérico que permite predecir las características mecánicas finales de las barras después del enderezado [ref:14 y 15]. Este modelo numérico esta explicado ampliamente en el apartado 4.
En el estudio realizado anteriormente, se tenía en cuenta solamente el efecto del desdoblado de la bobina, ignorando los ciclos de carga que se le introducen a la barra. No obstante, al estudiar los efectos de un enderezado controlado en condiciones de laboratorio y otros realizados por ferrallistas reales sobre espiras provenientes de las mismas bobinas y coladas, se puso de manifiesto la existencia de variaciones importantes de la afectación del enderezado sobre las barras. En particular se observó que la afectación del enderezado en laboratorio está bastante controlada y se puede predecir con suficiente precisión mediante el modelo numérico desarrollado. Por otro lado, la afectación del enderezado en el ferralla varía, siendo similar a la del laboratorio en algunos casos o bien produciendo alteraciones muy superiores en otros. Asimismo, se observó reiteradamente que los talleres producen menos afectación en ciertos diámetros nominales que coinciden con aquellos en los que tienen mayor producción. Lo anterior se explica por la cierta componente manual que existe en el proceso ya que la calibración de la máquina enderezadora, en la posición de los rodillos, debe realizarse para cada diámetro y radio de espira manualmente por el operario. Es razonable, por lo tanto, suponer que existe una componente de experiencia en enderezar ciertos diámetros en cada taller. Estos hechos motivaron la realización del presente estudio, como continuación natural del anteriormente citado, en el que se pretende tener

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-5-
en cuenta los diferentes de la máquina y posibles formas que puede dar el operario, de forma no intencional, para conseguir una barra recta.
1.3 Objetivos y metodología
El presente estudio, tiene como objetivos principales estudiar los efectos introducidos por el proceso de enderezado realizado por el ferrallista en las propiedades mecánicas de las armaduras en rollo, con enfoque principal en la pérdida de ductilidad y las variaciones del límite elástico. Adicionalmente se desea proponer recomendaciones para los ferrallistas, de manera que se minimice la afectación debida a la operación de enderezado en las características mecánicas finales de la barra recta. Para llegar a estas conclusiones haremos un estudio paramétrico con la aplicación SECBAR, desarrollada por el departamento de Ingeniería de la Construcción de la UPC. Utilizaremos varios patrones de utilización y veremos la adecuación de uso de uno u otro según las características mecánicas finales de la barra. La magnitud de los diferentes ciclos de enderezado se cuantificará como un porcentaje del exceso de contracurvatura necesaria para conseguir un enderezado exacto en un solo paso. Tareas básicas que se han de llevar a cabo para poder llegar a las conclusiones deseadas son el estudio de las diversas fases de la producción del acero en rollo, el estudio de modelo numérico SECBAR para su posterior análisis de los datos y los efectos de las máquinas estribadoras y los diferentes patrones de enderezado sobre las barras de acero.

T.F.C Ingeniería técnica en Obras Públicas
-6-

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-7-
Capítulo 2 Estado de conocimiento
2.1 Proceso de fabricación del acero corrugado 2.1.1 Materias Primas El acero se puede obtener de 2 materias primas fundamentales:
• Arrabio. • Chatarras férricas.
El tipo de materia prima condiciona el método de fabricación del acero. Para fabricar el acero mediante arrabio, se utiliza el convertidor con oxigeno (alto horno). En cambio, para fabricar el acero mediante chatarra se utiliza el horno eléctrico. Actualmente, en España, se parte sobre todo de la chatarra, aunque en algunos países como Alemania se siguen conservando altos hornos que tratan el mineral de hierro. 2.1.2 Fabricación mediante horno eléctrico Se pueden distinguir, según su procedencia, 3 tipos de chatarras (UNE 36-199) [Ref:12]:
• Chatarra reciclada: Es aquella obtenida en los propios procesos siderúrgicos en forma de despuntes y recortes de los productos obtenidos.
• Chatarra de transformación: Es la obtenida como recortes en las industrias transformadoras de productos siderúrgicos (automoción, industria naval, fabricación de envases, construcción de acero, etc...)
• Chatarra de recuperación: Es la procedente del desguace y desecho de bienes de equipos cuyo componente principal es el acero.

T.F.C Ingeniería técnica en Obras Públicas
-8-
Fig.2 Compactos de chatarra
A la chatarra que se utiliza para la fabricación del acero se le presta una especial atención, con el fin de obtener un elevado grado de calidad de la misma. Para ello, la chatarra es sometida a unos severos controles e inspecciones por parte del fabricante de acero, tanto en su lugar de origen como en el momento de la recepción del material en fábrica. En el lugar de origen se realiza una inspección por personal especializado. Una vez descargado en el puerto se realizará otra inspección visual. Para terminar, se realizará un control exhaustivo en fábrica, con el fin de eliminar todo elemento nocivo, materias explosivas o inflamables, material radiactivo, así como de todos aquellos metales no férreos, tierras, cuerpos extraños, etc. El horno eléctrico es un recipiente cilíndrico forrado con material refractario. En la solera de éste se concentra el acero líquido y en superficie las escorias. En el horno eléctrico se funde la chatarra, elevando las temperaturas hasta 1600 ºC.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-9-
Fig. 3. Proceso esquemático de fabricación de acero mediante horno eléctrico
(fuente IPAC [Ref:12]) En la bóveda del horno, se encuentran unos electrodos de grafito, éstos normalmente suelen tener un diámetro de 80cm. Se ha de mantener en todo instante equilibrio eléctrico en los electrodos, para que el refractario no se dañe, y por tanto, el mantenimiento sea menos costoso. Los electrodos se pueden desplazar verticalmente según la carga de material que tengamos en el horno. Las condiciones de voltaje e intensidad óptima a los electrodos están garantizadas mediante la conexión de estos a un transformador. En la bóveda también se encuentran unos orificios para expulsar los gases contaminantes que se desarrollan en el proceso eléctrico. Estos gases serán evacuados y tratados para no contaminar la atmósfera. El proceso de fabricación del acero se puede distinguir 2 fases diferenciadas:
• Fase de fusión. • Fase de afino.

T.F.C Ingeniería técnica en Obras Públicas
-10-
2.1.3 Fase de fusión Introducida la chatarra en el horno y añadiendo agentes reactivos y escorificantes, se bajan los electrodos hasta fundir el material y se repite esta operación hasta completar la capacidad del horno. Todo el acero correspondiente al horno lleno es una colada. 2.1.4 Fase de afino En una primera etapa, que se lleva a cabo en el horno, se analiza y se eliminan los elementos no deseados, tales como, silicio, manganeso, fósforo, y otros… Además se añaden elementos denominados ferroaleciones que contienen los elementos necesarios para realizar el ajuste de la composición química. Las ferroaleaciones más utilizadas son a base de cromo, níquel, vanadio, titanio, etc… En una segunda fase, la colada obtenida se vacía en un horno cuchara, éste horno también esta revestido con refractario. Aquí se terminará de hacer ajuste de la composición química y se le dará la temperatura necesaria. Actualmente, todo el proceso de afino se controla informáticamente.
2.1.5 Colada continúa: Una vez se termina la fase de afino, la cuchara de colada se lleva hasta la artesa receptora de la colada continua donde se vacía el contenido en una artesa receptora. La colada continua es un procedimiento siderúrgico en el que el acero se vierte directamente en un molde de fondo desplazable, cuya sección transversal tiene la forma geométrica del semiproducto que se desea fabricar. El semiproducto será diferente según el producto final que queramos conseguir. En el siguiente esquema se puede observar los diferentes semiproductos para cada producto final.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-11-
Fig.4 Diferentes semiproductos de acero y su producto final (fuente: ENSIDESA
[Ref:11]) Para nuestro caso, el semiproducto será la palanquilla.
La artesa receptora tiene un orificio de fondo, o buza, por el que distribuye el acero líquido en varias líneas de colada, cada una de las cuales disponen de su lingotera o molde, generalmente de cobre y paredes huecas para permitir su refrigeración con agua, que sirve para dar forma al producto. Durante el proceso la lingotera se mueve alternativamente hacia arriba y hacia abajo, con el fin de despegar la costra sólida que se va formando durante el enfriamiento.

T.F.C Ingeniería técnica en Obras Públicas
-12-
Fig.5 Palanquilla en altas temperaturas
Posteriormente se aplica un sistema de enfriamiento controlado por medio de duchas de agua fría primero, y al aire después, cortándose el semiproducto en las longitudes deseadas mediante sopletes que se desplazan durante el corte.
Fig. 6 Palanquilla enfriada
En todo momento el semiproducto se encuentra en movimiento continuo gracias a los rodillos de arrastre dispuestos a los largo de todo el sistema.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-13-
2.1.6 Laminación
Las palanquillas no son utilizables directamente y se necesita realizar un conformado del acero para conseguir el producto final. El conformado en barras corrugadas se hace a través de la laminación o forja en caliente. Para otros productos de acero se pueden utilizar otros sistemas de conformado como son el forjado en frío o el moldeo.
La laminación es el proceso por el cual se hace pasar la palanquilla por 2 rodillos que giran a la misma velocidad y sentido contrario, los cuales reducen la sección transversal de la palanquilla gracias a la presión ejercida.
La laminación se realiza en caliente, a unas temperaturas de 1250ºC en la entrada de los rodillos, y a 800ºC a la salida de éstos. Con estas altas temperaturas se puede aprovechar muy bien la ductilidad del acero.
Solamente son susceptibles de conformarse mediante laminación, productos con secciones constantes y no muy complejas. Como es el caso de las barras corrugadas.
La laminación se podría dividir en 2 fases:
• Horno d calentamiento. • Tren de laminación.
- Horno de calentamiento
Se aumenta la temperatura de las palanquillas hasta un valor óptimo para ser introducidas en el tren de laminación. Estos hornos normalmente son de gas y se distinguen 3 zonas:
• Precalentamiento. • Calentamiento. • Homogeneización.
- Tren de laminación
Una vez se ha alcanzado las temperaturas adecuadas de las palanquillas para poder aprovechar bien su ductilidad, ésta es conducida a través de un camino de rodillos hasta el tren de laminación.
El tren de laminación esta formado por parejas de rodillos que giran a la misma velocidad pero con diferente sentido, así se va reduciendo la sección de la palanquilla. A medida que va disminuyendo la sección va aumentando la longitud, y con ella la velocidad de laminación.
El tren de laminación se divide en 3 partes:
• Tren de desbaste: Donde la palanquilla sufre una primera pasada ligera, donde se elimina la posible cascarilla formada durante su estancia en el horno.

T.F.C Ingeniería técnica en Obras Públicas
-14-
• Tren intermedio: Formado por distintas cajas en la que se va conformando por diferentes pasadas.
• Tren acabador: El producto tiene una última pasada y se conforman las corrugas de nuestras barras.
Fig. 7 Rodillos que giran y crean presión sobre la palanquilla
2.1.7 Tratamiento termomecánico y enrollado
Una vez se sale del tren de laminación, según si son barras (rectas) o en forma de rollo se realizará el enfriado. Para lograr mejor resultados se utiliza la tecnología TEMPCORE, la cual está detallada en el apartado 2.2 del presente documento.
El enrollado en bobinas del acero se hacen en bajas temperaturas (400ºC), con esto se crean unas tensiones residuales que luego a la hora de realizar el enderezado podrán ser contrarestadas parcialmente por las tensiones propias del enderezado que se estudian en este documento.
Antiguamente se hacía el doblado en caliente, esto hacía que no se crearan tensiones residuales, ya que la barra virgen enfriaba con la forma de bobina. Al enderezarse posteriormente, e introduciendo tensiones residuales, es mejor hacer el doblado en frío, ya que la barra recta final tendrá menos tensiones residuales.
Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-15-
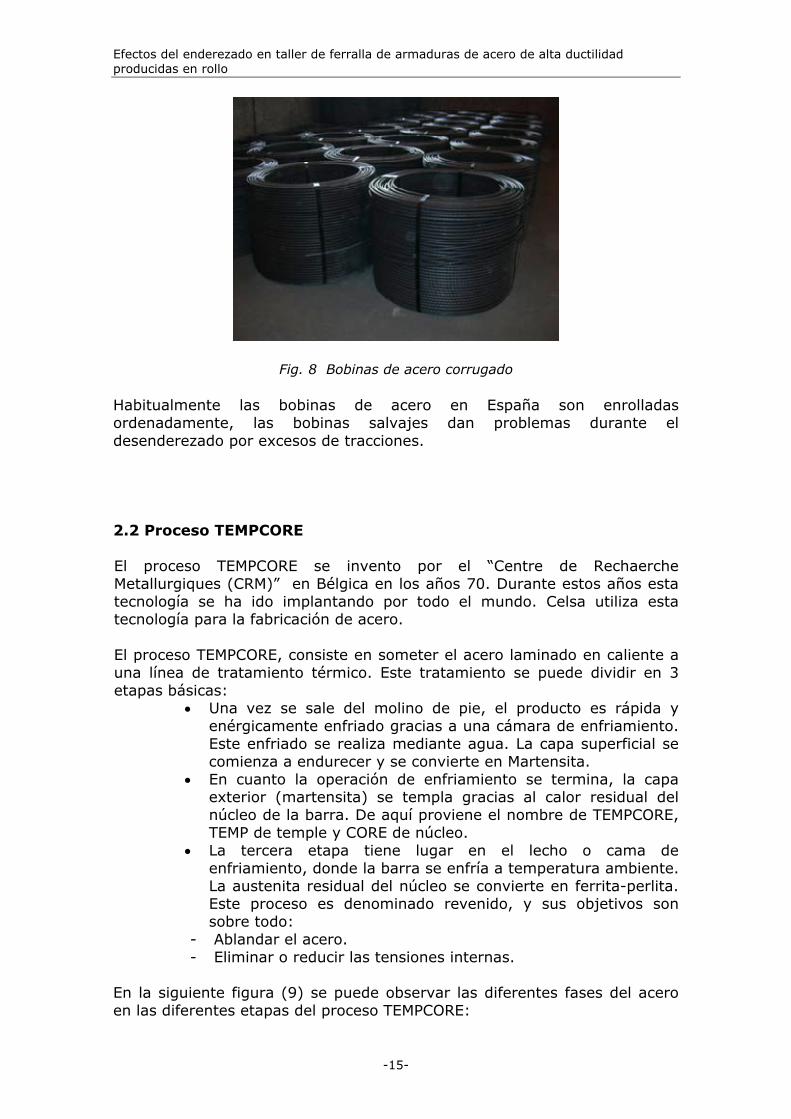
Fig. 8 Bobinas de acero corrugado
Habitualmente las bobinas de acero en España son enrolladas ordenadamente, las bobinas salvajes dan problemas durante el desenderezado por excesos de tracciones.
2.2 Proceso TEMPCORE El proceso TEMPCORE se invento por el “Centre de Rechaerche Metallurgiques (CRM)” en Bélgica en los años 70. Durante estos años esta tecnología se ha ido implantando por todo el mundo. Celsa utiliza esta tecnología para la fabricación de acero. El proceso TEMPCORE, consiste en someter el acero laminado en caliente a una línea de tratamiento térmico. Este tratamiento se puede dividir en 3 etapas básicas:
• Una vez se sale del molino de pie, el producto es rápida y enérgicamente enfriado gracias a una cámara de enfriamiento. Este enfriado se realiza mediante agua. La capa superficial se comienza a endurecer y se convierte en Martensita.
• En cuanto la operación de enfriamiento se termina, la capa exterior (martensita) se templa gracias al calor residual del núcleo de la barra. De aquí proviene el nombre de TEMPCORE, TEMP de temple y CORE de núcleo.
• La tercera etapa tiene lugar en el lecho o cama de enfriamiento, donde la barra se enfría a temperatura ambiente. La austenita residual del núcleo se convierte en ferrita-perlita. Este proceso es denominado revenido, y sus objetivos son sobre todo:
- Ablandar el acero. - Eliminar o reducir las tensiones internas.
En la siguiente figura (9) se puede observar las diferentes fases del acero en las diferentes etapas del proceso TEMPCORE:

T.F.C Ingeniería técnica en Obras Públicas
-16-
Fig. 9 Diferentes fases del acero en el proceso TEMPCORE
Las ventajas principales del sistema TEMPCORE, son las siguientes:
• Mayor deformación última, más zona plástica, por tanto mayor ductilidad.
• Ahorro en acero • Mayores resistencias incluso con altas temperaturas. • Mejor resistencia a la corrosión.
2.3- Características materiales 2.3.1 Características geométricas de los materiales Para poder realizar nuestro estudio posteriormente con SECBAR, primeramente el Departamento de ingeniería de la construcción, tubo que realizar una modelización del material para poderlo discretizarlo posteriormente. Una vez enfriada la barra, se procede a realizar el análisis del material que compone nuestra barra corrugada. Para ello, primeramente se realizó un tratamiento metalográfico convencional, y después se hizo una inspección visual de la sección. En la siguiente figura, se puede ver una barra de diámetro 20mm después de realizar el tratamiento metalográfico:

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-17-
Fig. 10 Sección de acero donde se pueden distinguir los 3 materiales que lo
componen (Fuente J.C.Rosa [Ref.15])
Se puede observar 3 zonas claramente. Un núcleo interior, una corona concéntrica y una interfase que es un híbrido entre ambos. La existencia de diferentes zonas se puede justificar por la diferencias de velocidades de enfriamiento llevados a cabo durante el enfriamiento con agua. Como indicamos en el apartado 2.2, este proceso de enfriado se denomina TEMPCORE. El núcleo es de naturaleza ferrito-perlita, en cambio la corona exterior es una microestructura del tipo martensítica. Entre ambas hay una interfase, que a efectos del modelado de los materiales, se ignorará, y se tomarán solamente 2 fases, siendo la frontera la media de la zona de la interfase. Esto se realizará a modo de simplificación, ya que la zona de la interfase es esencialmente una mezcla entre bainita y ferrita poligonal. Realizando una toma de muestras de barras, se toman los valores geométricos medios de cada una de las zonas citadas anteriormente, para una barra de 20mm de diámetro:
Tabla 2. Diferente espesor de los materiales que conforman la sección de acero
Espesor (mm) Corona externa 1.98 Interfase 1.48 Núcleo 6.54
Buscando las áreas correspondientes de las dos zonas, se puede observar como el área del núcleo y el área de la corona exterior, son casi iguales. Para el estudio se ha realizado con un K=1 (K=Anucleo/Acorona). En la siguiente figura se puede ver un esquema de la composición del acero:

T.F.C Ingeniería técnica en Obras Públicas
-18-
Fig. 11. a) Distribución de materiales en la sección transversal teniendo en cuenta
la interfase; b) Distribución simplificada En la distribución simplificada tendremos un espesor de la corona martensitica exterior de 2.72mm 2.3.2 Características mecánicas de los materiales Una vez se tiene realizada la caracterización geométrica se pasa a realizar la caracterización mecánica. El objetivo es buscar una curva tensión-deformación que tenga en cuenta la heterogeneidad de la barra. Para ello buscaremos una tensión aparente, que será un promedio de las tensiones que se den en la barra. Para obtener la caracterización mecánica lo que se realiza es un ensayo a tracción primeramente del núcleo, y después un ensayo de toda la barra, con esto se obtiene las características tanto de núcleo, como de corona exterior. Los pasos a realizar son los siguientes: 1- Núcleo: Primeramente se elimina tanto la corona exterior martensitica como la interfase bainítica. Se obtiene un material formado solamente por ferrita-perlita. Se determina con 6 núcleos una curva experimental σ − ε y se realiza un tratamiento numérico para conseguir valores importantes como E, fy, emax… A partir de una media de los 6 núcleos se obtiene la curva teórica del núcleo. 2- Barra entera: Se realizará un ensayo con una barra procedente de la misma colada que los núcleos anteriores. Se obtienen los valores característicos y con una media de estos se consigue la curva teórica.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-19-
3- Corona martensítica: Se obtendrá de manera indirecta realizando la resta entre la barra entera y el núcleo. En las siguientes imágenes se pueden observar imágenes de los ensayos realizados en el Laboratorio de estructuras para realizar el estudio experimental:
Fig. 12. Barras antes de realizar el ensayo
Fig. 13. Barra durante el ensayo

T.F.C Ingeniería técnica en Obras Públicas
-20-
Fig. 14. Barra después del ensayo
La finalidad de estos ensayos fue buscar los valores de las características mecánicas de los materiales. Se puede observar que la capa martensítica aporta una tensión de rotura elevado, en cambio el núcleo de ferrita-perlita aporta la ductilidad, teniendo un mayor alargamiento bajo carga máxima.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-21-
Capítulo 3 Análisis de las curvaturas introducidas por las
máquinas estribadoras
3.1 Funcionamiento de máquinas estribadoras Para realizar el enderezado del rollo de acero corrugado, se utilizan las máquinas estribadoras. Estas máquinas se componen esencialmente de una serie de rodillos por los cuales la barra pasa entre ellos y va consiguiendo una forma recta.
Fig. 15. Detalle de rodillos de enderezado en una máquina estribadora. (Fuente EVG
[Ref:16])
Hay muchos tipos de máquinas estribadoras, las hay muy simples o muy complejas utilizando sofisticadas aplicaciones informáticas. El número de rodillos de enderezado puede variar según el fabricante. Como se puede observar en la figura 16, la barra de acero corrugado va consiguiendo la forma recta a medida que pasa por los rodillos. Los rodillos del tren inferior se mantienen fijos, siendo los rodillos del tren superior los que se pueden ir desplazando verticalmente para conseguir la forma de la barra satisfactoria. La bobina del rollo al principio tendrá una curvatura más grande que cuando se vaya consumiendo, será tarea del operario ir modificando la posición de los rodillos para ir consiguiendo la forma deseada.

T.F.C Ingeniería técnica en Obras Públicas
-22-
Fig. 16. Máquina estribadora convencional. (Fuente EVG [Ref:16])
Las máquinas estribadoras tienen otras partes además de los rodillos de enderezado. En la figura 16 se puede ver una máquina convencional. Sus partes son las siguientes:
1- Botón de pedal para dispositivo de enhebrado. 2- Dispositivo de enhebrado. 3- Enderezadora Preliminar. 4- Rodillos tractores. 5- Dispositivo de medición. 6- Enderezadora principal. 7- Cizalla. 8- Dispositivos de doblado.
Los rodillos tractores tienen un papel bastante importante, ya que introducen unas fuerzas de tracción en la barra, que posteriormente será analizada en el estudio que es objeto de este documento. Están formados por 2 rodillos inferiores de transporte, y por 2 contra-rodillos superiores. En el espacio entre ambos pasará la barra de acero. La fuerza de los contra-rodillos superiores está ajustada por medio de una válvula reductora de presión en el circuito hidráulico.
1
2
3 4 5 6 7 8

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-23-
Bloque de rodillos de enderezado Para nuestro estudio hemos utilizado un bloque con 7 rodillos. En el mercado existen máquinas con diferente número de rodillos. En la siguiente figura (17) se puede ver el esquema básico de la entrada del acero corrugado en el bloque de enderezado:
Fig. 17. Bloque de enderezado con disposición recta y con el mismo desplazamiento
de los rodillos del tren superior Para poder realizar el enderezado, el alambre debe deformarse primero más allá del límite elástico y después enderezarse. Esto se lleva a cabo aproximando los rodillos de enderezado. El rodillo 1 sirve como guía y contra-rodillo de soporte. El rodillo 2, introduce fuertes deformaciones en el acero. El rodillo 3 lo endereza y el rodillo 4 sirve para el ajuste de precisión. En el estudio del presente documento se hacen estudios con diferentes patrones, los cuales tienen diferentes posiciones de los rodillos. Como se observará más adelante, influyen las posiciones en las características mecánicas del acero final. Según la experiencia del operario, se ha observado, que algunos operarios consiguen enderezar la barra introduciendo menos deformaciones y cargas a la barra que otros operarios. El resultado es que algunos operarios introducen muchos ciclos de carga que hacen que la barra tenga considerables efectos en sus características mecánicas. En la siguiente figura, se puede observar, que desplazando verticalmente los rodillos superiores (1-4) se va consiguiendo según la curvatura de la bobina, que el alambre vaya saliendo enderezado.

T.F.C Ingeniería técnica en Obras Públicas
-24-
Fig. 18. Influencia de la posición de los rodillos en la forma final del acero.
El último rodillo (nº4), sirve para el ajuste de precisión. Si el alambre saliera con la curvatura hacia arriba se tendría que desplazar hacía abajo, como se puede observar en la figura 19.
Fig. 19. Rodillo que sirve para el ajuste en precisión
Análogamente, en la figura 20, se observa como si el alambre sale curvado hacia abajo, se deberá de aflojarse el rodillo nº4.
Fig. 20. Rodillo que sirve para el ajuste en precisión

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-25-
A veces puede ocurrir, que aún habiendo aflojado el último rodillo, el sable siga estando doblado hacía abajo. En estos casos, desplazaremos el rodillo nº3 ligeramente hacía abajo, para conseguir que la barra de acero salga completamente recta.
Fig. 20. Desplazamiento hacía abajo del rodillo 3 para ajustar la barra.
3.2 Problemas frecuentes en la calibración de las máquinas Si el rodillo no se puede enderezar de ninguna manera, se deberá bajar el rodillo 2, y aflojar el rodillo 3.
Fig. 21. Disposición de rodillos centrales
Los bloques de enderezado llevan unas guías de salida y entrada. Si la barra no tiene la forma óptima a la salida o la mala colocación de los rodillos, pueden provocar que el acero roce en las guías y se produzca un rozamiento. Este rozamiento puede provocar que la velocidad de arrastre sea más lenta o incluso en algunos casos se podría llegar a detener. En la siguiente figura (22), se puede observar que el acero roza con la guía de salida. Esto se puede solucionar aflojando el rodillo nº 4.

T.F.C Ingeniería técnica en Obras Públicas
-26-
Fig. 22. Bloque de enderezado con rozamiento del acero en la guía de salida
Análogamente, si roza en la guía de entrada se debería aflojar el rodillo nº1.
Fig. 23. Bloque de enderezado con rozamiento del acero en la guía de salida
3.3 Enderezadora con paquetes de rodillos Hasta ahora hemos visto que los bloques de enderezado constan de 7 rodillos, los 4 superiores pueden desplazarse verticalmente según nuestras necesidades de forma no solidaria. En algunas máquinas estribadoras los 3 primeros rodillos se unen para formar un paquete de rodillos y se ajustan en común. El último rodillo superior se ajusta por separado. En estas maquinas también se puede ajustar, a diferencia de las anteriores, el último bloque inferior. En la siguiente figura se puede ver un esquema de este tipo de máquinas estribadoras.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-27-
Fig. 24. Bloque de enderezado con paquete de rodillos

T.F.C Ingeniería técnica en Obras Públicas
-28-
Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-29-
Capítulo 4 Modelo Numérico utilizado: SECBAR
4.1 Introducción Para realizar el estudio, se ha utilizado la aplicación SECBAR, que ha sido creada por el departamento de Ingeniería de la Construcción de la UPC. SECBAR es un programa para el análisis de secciones de barras de acero de forma arbitraria y heterogeneidad de materiales constituyentes sometidas a historias de deformaciones y temperaturas arbitrarias. 4.2 Propiedades termomecánicas usadas en el modelo numérico La aplicación SECBAR, necesita una serie de valores de los materiales a tratar, tales como sus características geométricas, mecánicas y termomecánicas. Para realizar el fichero de datos, nos hemos apoyado del documento: Anejo1- Manual de Usuario de SECBAR – DEC UPC [Ref:4]. En dicho documento se explica con detalle el formato y sintaxis del fichero de texto que necesita el programa SECABAR. Primeramente se ha de hacer una caracterización geométrica del material. Como hemos explicado en el apartado 2.3.1, por motivos simplificativos solamente usaremos 2 materiales, despreciando la interfase y añadiendo la mitad del espesor de ésta a cada uno de los materiales que componen nuestra sección.

T.F.C Ingeniería técnica en Obras Públicas
-30-
La aplicación SECBAR, trabaja con 4 tipos de elementos: 1: Sector circular anular.
Fig. 25. Sección tipo 1 (circular-anular) en fichero de entrada de datos de la
aplicación SECBAR 2: Rectangular.
Fig. 26. Sección tipo 2 (rectangular) en fichero de entrada de datos de la aplicación
SECBAR
3: Sección de círculo anillo.
Fig. 27. Sección tipo 3 (circulo anillo) en fichero de entrada de datos de la
aplicación SECBAR 4: General
Fig. 28. Sección tipo 4 (general) en fichero de entrada de datos de la aplicación
SECBAR Discretizamos la barra en elementos que puedan ser relacionados con uno de los 4 anteriores, y tenemos lo siguiente (Fig. 29):

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-31-
Fig. 29. Discretización de sección de acero
En la siguiente tabla (3) mostramos cada elemento de sección con el tipo que corresponde:
Tabla 3. Diferentes tipos de secciones para la discretización usada en el modelo numérico (Fig. 29)
Sección nº Material Sección tipo 1 2-Martensita 3-Circulo anillo 2 2-Martensita 3-Circulo anillo 3 2-Martensita 3-Circulo anillo 4 2-Martensita 3-Circulo anillo 5 1-Ferrita-Perlita 3-Circulo anillo 6 1-Ferrita-Perlita 3-Circulo anillo 7 1-Ferrita-Perlita 3-Circulo anillo 8 1-Ferrita-Perlita 3-Circulo anillo 9 2-Martensita 2-Rectangular
10 2-Martensita 2-Rectangular 11 1-Ferrita-Perlita 2-Rectangular 12 1-Ferrita-Perlita 2-Rectangular 13 2-Martensita 2-Rectangular 14 2-Martensita 2-Rectangular 15 1-Ferrita-Perlita 2-Rectangular 16 1-Ferrita-Perlita 2-Rectangular 17 1-Ferrita-Perlita 2-Rectangular

T.F.C Ingeniería técnica en Obras Públicas
-32-
Una vez realizado la caracterización geométrica, deberemos hacer la caracterización de los 2 materiales que forman nuestra sección. Las características han sido extraídas del estudio experimental de la tesina: Estudio teórico-experimental de los efectos de la fabricación y desdoblado de armaduras pasivas de alta ductilidad producidas en rollo - Juan Carlos Rosa García [Ref:15 ]. Los materiales tienen las siguientes características mecánicas:
Tabla 4. Valores de las características mecánicas de los materiales que componen la sección de acero
MATERIAL
1 MATERIAL
2 fy (Mpa) 376.1963 707.1000 fu (Mpa) 500.9999 801.7000 Es (MPa) 184482.700 216227.5 E1 (MPa) 1.84E+02 2.16E+02
DEFH 0.0205 0.01977 DEFU 0.15738 0.10180 DEFR 0.24090 0.14550
Donde: fy: Es el límite elástico del material fu: Es la tensión máxima. Es: Es el módulo elástico. E1: Es el módulo plástico. DEFH: Es la deformación en el inicio del endurecimiento. DEFU: Es la deformación de la tensión máxima. DEFR: Es la deformación de la tensión de rotura. Una vez hecha la caracterización mecánica, pasaremos a hacer la caracterización de la influencia de la temperatura en el fy, fu y E. Se dan 4 valores y la aplicación hace la interpolación, y para valores más pequeños del primer valor, toma dicho valor como temperatura.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-33-
Tabla 5. Valores de la influencia de la temperatura en las características mecánicas de los materiales que componen la sección de acero
K*fy TºC MATERIAL1 MATERIAL 2
20 1 1500 0.62 0.62600 0.47 0.47750 0.1 0.1
K*fu TºC MATERIAL1 MATERIAL 2
250 1 1400 0.89 0.89600 0.47 0.47750 0.1 0.1
K*E TºC MATERIAL1 MATERIAL 2
20 1 1400 0.85 0.85700 0.64 0.64
1000 0.52 0.52

T.F.C Ingeniería técnica en Obras Públicas
-34-

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-35-
Capítulo 5 Estudio Paramétrico
5.1 Variables a estudiar 5.1.1 Relación diámetro barras-radio espira (Φ/R) Cociente entre el radio nominal de la barra a estudiar (20mm), y el radio de curvatura de la barra en cuestión. Se analizan radios de curvatura de: { 200, 266.67, 400 , 600 , 800 , 1000 , 1200 , 2000 } (mm) Realizaremos el estudio con un diámetro de 20mm, por tanto nuestro factor Φ/R en cada caso será: Tabla 6. Valores del radio de espira y del diámetro de la barra estudiados
R Φ Φ/R
200 20 0.1 266.67 20 0.0749991
400 20 0.05 600 20 0.0333333 800 20 0.025
1000 20 0.02 1200 20 0.0166667 2000 20 0.01
Tenemos en total 8 casos a estudiar. 5.1.2 Patrones de enderezado Se usarán 6 patrones diferentes de enderezado. Cada uno con posiciones de rodillos diferentes. Se realizará el estudio con máquinas estribadoras de 7 rodillos, se considerará que el primer y último rodillo servirá de guía, y por tanto no inducirán a introducir curvaturas en la barra.

T.F.C Ingeniería técnica en Obras Públicas
-36-
En cada patrón, se pondrán diferentes disposiciones de los rodillos que harán que se introduzcan de diferentes formas las curvaturas impuestas. En la siguiente tabla se puede observar las disposiciones de cada patrón. Cada valor que hay en cada pico sería en tanto por uno la fracción de la curvatura que se ha logrado. Para valores de 0, la barra estaría recta (curvatura exacta) o con el exceso de enderezado que se le haya introducido y para disposiciones de 1 la barra tendría una curvatura igual a la inicial. Tabla 7. Valor del exceso de curvatura (%) para cada paso en cada patrón
de enderezado
Picos Patrón 1 2 3 4 5
0 0 0 0 0 0 1 1 1 1 1 0 2 1 0.75 0.5 0.25 0 3 1 0.5 0.2 0.05 0 4 1 0.3 0.15 0.05 0 5 1 0.15 0.07 0.03 0
La historia de curvaturas en cada paso se puede calcular fácilmente con la siguiente expresión:
( ) exacta excesot patrónϕ ϕ ϕ= − ± ⋅
La curvatura exacta, es aquella que se le aplica en el momento del enderezado para obtener una barra recta. Se puede obtener fácilmente con un diagrama momento-curvatura. En nuestro caso es 4.68E-04 mm-1. La curvatura en exceso está explicada en el apartado 5.1.3 A continuación, mostramos en la siguiente tabla los resultados obtenidos para cada uno de los 6 patrones y los 4 diferentes excesos de curvatura durante el enderezado para los 5 pasos de enderezado:

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-37-
Tabla 8. Curvatura introducida en la barra (1/mm) para cada patrón y cada
paso
EXCESO DE ENDEREZADO 0.000E+00 9.356E-05 2.339E-04 2.807E-04
-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04P
atr
ón
0
-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04-4.678E-04 -5.613E-04 -7.017E-04 -7.485E-04-4.678E-04 -3.742E-04 -2.339E-04 -1.871E-04-4.678E-04 -5.613E-04 -7.017E-04 -7.485E-04-4.678E-04 -3.742E-04 -2.339E-04 -1.871E-04P
atr
ón
1
-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04-4.678E-04 -5.613E-04 -7.017E-04 -7.485E-04-4.678E-04 -3.976E-04 -2.924E-04 -2.573E-04-4.678E-04 -5.146E-04 -5.847E-04 -6.081E-04-4.678E-04 -4.444E-04 -4.093E-04 -3.976E-04P
atr
ón
2
-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04-4.678E-04 -5.613E-04 -7.017E-04 -7.485E-04-4.678E-04 -4.210E-04 -3.508E-04 -3.274E-04-4.678E-04 -4.865E-04 -5.146E-04 -5.239E-04-4.678E-04 -4.631E-04 -4.561E-04 -4.538E-04P
atr
ón
3
-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04-4.678E-04 -5.613E-04 -7.017E-04 -7.485E-04-4.678E-04 -4.397E-04 -3.976E-04 -3.836E-04-4.678E-04 -4.818E-04 -5.029E-04 -5.099E-04-4.678E-04 -4.631E-04 -4.561E-04 -4.538E-04P
atr
ón
4
-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04-4.678E-04 -5.613E-04 -7.017E-04 -7.485E-04-4.678E-04 -4.538E-04 -4.327E-04 -4.257E-04-4.678E-04 -4.743E-04 -4.842E-04 -4.874E-04-4.678E-04 -4.650E-04 -4.608E-04 -4.594E-04P
atr
ón
5
-4.678E-04 -4.678E-04 -4.678E-04 -4.678E-04 Se puede observar que el patrón 0 tiene la curvatura exacta para todos los pasos y para los diferentes excesos de curvatura durante el enderezado:

T.F.C Ingeniería técnica en Obras Públicas
-38-
Fig. 30. Curvaturas en los pasos para el patrón 0 y todo tipo de exceso de
curvatura
Para curvaturas exactas de cualquier de los otros patrones también se mantiene el diagrama anterior. En las siguientes figuras (31-35) mostramos los patrones 1,2,3,4 y 5 para un exceso de enderezado del 60% de la curvatura exacta.
Fig. 31. Curvaturas en los pasos para el patrón 1 y exceso de enderezado del 60%
de la curvatura exacta

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-39-
Fig. 32. Curvaturas en los pasos para el patrón 2 y exceso de enderezado del 60%
de la curvatura exacta
Fig. 33. Curvaturas en los pasos para el patrón 3 y exceso de enderezado del 60%
de la curvatura exacta
Fig. 34. Curvaturas en los pasos para el patrón 4 y exceso de enderezado del 60%
de la curvatura exacta

T.F.C Ingeniería técnica en Obras Públicas
-40-
Fig. 35. Curvaturas en los pasos para el patrón 5 y exceso de enderezado del 60%
de la curvatura exacta
En la siguiente figura, se puede ver a modo de resumen todos los patrones y ver la fracción de curvatura que van adquiriendo en cada paso.
Fig. 36. Fracción de la curvatura exacta para cada paso y para cada patrón Mediante un análisis no-lineal de una porción de barra entre dos rodillos que le imponen un desplazamiento fijo en sus extremos, es posible determinar la relación entre la posición relativa de un rodillo y la curvatura introducida a la barra. En la figura 37 se indican los resultados obtenidos para diferentes diámetros nominales y una separación de rodillo de 200 mm, particularizado en la figura 38 para el caso de la barra de 20 mm de diámetro nominal. En dichas figuras se aprecia claramente la existencia de una zona lineal para pequeños desplazamientos. Existe un vértice que indica el inicio de plastificación, debido a la curvatura introducida, que se alcanza para desplazamientos menores cuanto mayor es el diámetro de la barra.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-41-
La evolución de la plastificación de la barra depende del desarrollo de la longitud plastificada. Se aprecia que inicialmente, cuanto la longitud plástica es muy pequeña, la relación tiene una pendiente muy fuerte produciendo mucha curvatura inicial rápidamente. Posteriormente, la pendiente de la curva tiende a un valor fijo cuando la longitud plastificada alcanza una longitud estable.
Fig. 37. Relación entre la curvatura de la barra y la posición del rodillo para barras
de diferentes diámetros.
Fig. 38. Relación entre la curvatura de la barra y la posición del rodillo para barras
de 20mm de diámetro

T.F.C Ingeniería técnica en Obras Públicas
-42-
Adimensionando las anteriores relaciones, se puede llegar a una relación válida para todos los diámetros, como se muestra en la figura 39. Esta curva es importante para determinar la posición teórica de cada rodillo que daría, teóricamente, el enderezado perfecto en un solo ciclo.
Fig. 39. Relación entre el parámetro diámetro barra / radio curvatura y la posición del rodillo para cualquier tipo de diámetro
5.1.3 Exceso de curvatura durante el enderezado Es una de las variables más importantes del estudio. Cuantifica el exceso de enderezado que le introducimos a las barras en la operación de enderezado. Se toman 4 casos que son el 0,20,50 y 60% de la curvatura exacta. La curvatura exacta, es aquella que se le aplica en el momento del enderezado para obtener una barra recta. Se puede obtener fácilmente con un diagrama momento-curvatura. En nuestro caso es 4.68E-04 mm-1. Los casos a estudiar serán los siguientes (tabla 9):

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-43-
Tabla 9. Excesos de curvatura a estudiar en el estudio paramétrico
%Curv. Exacta 100% 4.68E-04
Caso 1 0% 0.00E+00 Caso 2 20% 9.36E-05 Caso 3 50% 2.34E-04 Caso 4 60% 2.81E-04
5.1.4 Fuerza de estirado Fuerza de tracción en la barra durante el enderezado. Los rodillos de tracción pueden introducir unas fuerzas considerables en nuestra barra. Tomaremos fracciones de una fuerza correspondiente a la del límite elástico:
fyAF ⋅=⋅α Además pueden ocurrir tracciones debido a trabajar con el rollo. Esto es frecuente en los rollos tipo “salvaje” pero muy poco probable en los rollos tipo “spooler” Teniendo un área para una barra de 20mm de diámetro de 314.1592mm2 y teniendo un límite elástico fy=550 MPa, haremos el estudio de la fracción del 0, 5, 10 y 20%.
Tabla 10. Fuerzas de estirado estudiadas
alfa alfa*fy 0 0 5 8639.3798 10 17278.76 20 34557.519
5.1.5 Casos totales Realizando la combinación de las anteriores variables, tenemos:
• Relación Φ/R = 8 casos. • Patrones de enderezado: 6 casos. • Fuerzas de estirado: 4 casos. • Exceso de la curvatura durante enderezado: 4 casos
En total, se hace el estudio de 768 casos.

T.F.C Ingeniería técnica en Obras Públicas
-44-

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-45-
Capítulo 6 Resultados y análisis
6.1 Características mecánicas a estudiar Una vez ejecutado el programa para los 768 casos estudiados, tenemos 2 archivos para cada caso uno con extensión .dat y otro con extensión .pou. Con la ayuda de el archivo Interprete.xls, que es una hoja de cálculo con una rutina programada en VBA (Visual Basic for Aplications), obtendremos los valores característicos de cada caso estudiado. Los valores característicos que se consiguen son los siguientes:
• E: Es el módulo elástico. Se define como la proporción entre la tensión aplicada y la deformación en el tramo elástico. Se considera tramo elástico al que tiene una deformación menos al 0.2%. Esta expresado en MPa.
• fy: Es el límite elástico en MPa. • fmax: Es la resistencia máxima del acero contando la zona
plástica de endurecimiento. • emax: Es la deformación de la resistencia máxima. Es
adimensional. Se calcula de 3 formas diferentes. Para nuestro análisis consideraremos emax3.
• esh: Es la deformación del acero en la zona plástica antes de comenzar el endurecimiento. Es adimensional
• fnl: Tras el doblado-enderezado de las barras, se observa como al final de la zona lineal elástica empieza una zona no-lineal. La tensión en la que empieza a ser no lineal es fnl. Se expresa en MPa
• eu: Es la deformación de rotura. Es adimensional. • Energía: Es la integral de la deformación, se puede hallar con
la superficie que queda bajo la curva tensión-deformación del acero.

T.F.C Ingeniería técnica en Obras Públicas
-46-
6.2 Metodología utilizada para el estudio Al tener 768 casos, hemos de seguir una metodología para poder realizar el estudio fácilmente. Para ello utilizando la herramienta de ordenar de MSExcel, hemos ordenado los resultados por curvatura, estirado y por último según el patrón utilizado. Con los datos ordenados según nuestras necesidades, hemos creado unos algoritmos con VBA para MsExcel con el que podemos ordenar los datos según tablas, para su posterior análisis. El Código es el siguiente: Private Sub CommandButton1_Click() Dim i, j, k, l As Single For l = 1 To 4 For k = 1 To 4 For i = 1 To 7 For j = 1 To 6 Cells(688 + i + (l * 9 - 9), 11 + j + (9 * k - 9)) = Cells(2 + (j * 4 - 4) + ((i - 1) * 96) + (24 * k - 24) + (l - 1), Cells(687, 9)) Next j Next i Next k Next l End Sub Con esta subrutina obtenemos unas tablas del siguiente estilo para cada exceso de enderezado y para cada curvatura.
Tabla 11. Formato de tablas obtenidas para cada exceso de curvatura y
cada fuerza de estirado exceso0 Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.00500>estirado0 0.00375 0.00250 0.00167 0.00125 0.00100 0.00083

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-47-
6.3 Análisis de Los resultados Las características mecánicas del acero que estudiaremos serán las siguientes:
• emax: Deformación máxima • fy: Límite elástico • fnl: Límite zona lineal en zona elástica. • E: Módulo elástico
Compararemos las cuatro características mecánicas anteriores con la curvatura y el exceso de enderezado introducido durante el enderezado. Con ello, se sacarán unas conclusiones. 6.3.1 Deformación máxima Si durante el enderezado de la barra se aplica la contracurvatura exacta, es decir exceso de curvatura del 0%, y sin fuerzas de estirado, se observan que solamente hay 2 comportamientos, uno para el patrón 0 y otro para el resto de patrones, ver figura 40. Se puede observar como el patrón 0 tiene mayores deformaciones máximas.
Fig. 40. Deformación máxima para diferentes curvaturas/R, sin fuerzas de estirado ni excesos de curvatura durante el enderezado.
A medida que vamos introduciendo fuerzas de estirado, se puede ver como la deformación máxima va disminuyendo en todos los patrones. Se mantiene el comportamiento igual para todos los patrones excepto el patrón 0, figura 41.

T.F.C Ingeniería técnica en Obras Públicas
-48-
Para curvaturas de rollo grandes tenemos una deformación máxima peor que para barras casi rectas, que se mantiene mejor.
Fig. 41. Deformación máxima para diferentes curvaturas/R, con fuerzas de estirado del 20% de A*fy y sin excesos de curvatura durante el enderezado.
A medida que se va introduciendo más excesos de curvatura durante el enderezado va cambiando el comportamiento en todos los patrones, el que consigue mejores deformaciones últimas es el patrón 0, seguido del patrón 5, 4, 3, 2 y 1. Contra más excesos de curvaturas durante el enderezado tenemos deformaciones bajo carga máxima más pequeña, es decir, la barra pierde ductilidad, figuras 42 a 45. En algunos casos se aprecia que la pérdida de ductilidad puede superar el 50% de la ductilidad inicial. Asimismo, el patrón enderezado utilizado tiene una afectación no despreciable ya que puede llegar a aumentar la pérdida de ductilidad en un factor del orden de 20% a 30%.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-49-
Fig. 42. Deformación máxima para diferentes curvaturas/R, sin fuerzas de estirado y con excesos de curvatura durante el enderezado del 20% de la curvatura exacta
Fig. 43. Deformación máxima para diferentes curvaturas/R, sin fuerzas de estirado y con excesos de curvatura durante el enderezado del 50% de la curvatura exacta
Se puede observar como introduciendo más excesos de enderezado se va acentuando la diferencia entre los patrones.

T.F.C Ingeniería técnica en Obras Públicas
-50-
Fig. 44. Deformación máxima para diferentes curvaturas/R, sin fuerzas de estirado y con excesos de curvatura durante el enderezado del 60% de la curvatura exacta
Para fuerzas de estirado grandes y excesos de enderezado grandes, se tiene una pequeña mejoría en la deformación máxima en el patrón 0:
Fig. 45. Deformación máxima para diferentes curvaturas/R, con fuerzas de estirado del 20% de A*fy y con excesos de curvatura durante el enderezado del 60% de la
curvatura exacta

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-51-
6.3.2 fy: Límite elástico (MPa): Como en los anteriores casos, estudiamos los resultados para cada uno de los 6 patrones con diferentes curvaturas, diferentes excesos de curvatura durante el enderezado y diferentes fuerzas de estirado. Para barras sin exceso de curvatura y sin fuerzas de estirado, tenemos que solamente hay 2 comportamientos, un comportamiento para el patrón 0 y otro para el resto de patrones, ver figura 46. De todas formas, la diferencia entre ambos comportamientos es prácticamente despreciable, teniendo límites elásticos más pequeños el patrón 0. Para grandes curvaturas (0.005 mm-1), tenemos límites elásticos más grandes que para pequeñas curvaturas (0.005 mm-1), efecto que ha sido contrastado experimentalmente, ver [14]. La evolución del límite elástico aparente sigue una ley de tipo logarítmica.
Fig. 46. Límite elástico para diferentes curvaturas/R, sin fuerzas de estirado ni excesos de curvatura durante el enderezado.
A medida que vamos introduciendo fuerzas de estirado, manteniendo el exceso durante el enderezado a 0%, notamos como hay una mejoría del límite elástico, llegando a ganar unos 8 MPa para curvaturas grandes y 13Mpa para curvaturas pequeñas, para unas fuerzas de estirado del 20% de fy. Se sigue manteniendo los 2 comportamientos, uno para el patrón 0 y otro para el resto de patrones, pero en este caso, al contrario que sin fuerzas de

T.F.C Ingeniería técnica en Obras Públicas
-52-
estirado, se puede observar como el patrón 0 tiene límite elástico mayor que los demás patrones, sobre todo para curvaturas pequeñas. A partir de fuerzas de estirado del 10% de A*fy, la ley empieza a tener dos comportamientos bien diferenciados, figura 47, uno para curvaturas pequeñas en el cual hay una gran pérdida de límite elástico, y otro para grandes curvaturas donde se mantiene casi constante.
Fig. 47. Límite elástico para diferentes curvaturas/R, con fuerza de estirado del 10% de A*fy y sin excesos de curvatura durante el enderezado.
Para fuerzas del 20% de A*fy, tenemos que la caída solo se da para los patrones diferentes al 0, ver figura 48.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-53-
Fig. 48. Límite elástico para diferentes curvaturas/R, con fuerza de estirado del 20% de A*fy y sin excesos de curvatura durante el enderezado.
Una vez vamos introduciendo excesos de curvatura durante el enderezado, tenemos que los patrones se comportan todos de manera diferente, de forma diferente que cuando se le introduce la curvatura exacta. Con excesos de enderezado del 20% de la curvatura exacta tenemos una pequeña pérdida de límite elástico para curvaturas grandes y pequeñas ganancias para curvaturas pequeñas. Para barras sin fuerzas de estirado tenemos que la el patrón que mejor comportamiento tiene es el patrón 1, seguido del patrón 3, 2, 5, 4 y por último el patrón 0, excepto para pequeñas curvaturas, donde el patrón 0 tiene el mejor comportamiento como se puede ver en la siguiente figura:

T.F.C Ingeniería técnica en Obras Públicas
-54-
Fig. 49. Límite elástico para diferentes curvaturas/R, sin fuerzas de estirado del y con exceso de curvatura del 20% de la curvatura exacta.
Cuando vamos introduciendo fuerzas de estirado se va ganando límite elástico en todos los patrones. Las leyes siguen de manera análoga la forma que tenían con la curvatura exacta.
Fig. 50. Límite elástico para diferentes curvaturas/R, con fuerzas de estirado del 10% de A*fy y con exceso de curvatura del 20% de la curvatura exacta.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-55-
Fig. 51. Límite elástico para diferentes curvaturas/R, con fuerzas de estirado del 20% de A*fy y con exceso de curvatura del 20% de la curvatura exacta.
Introduciendo más excesos de curvatura durante el enderezado vamos obteniendo resultados análogos, obteniendo límites elásticos más grandes cuanto más fuerzas de estirados introducimos 6.3.3 fnl - Límite de zona lineal en zona elástica (MPa): Tenemos una ley con un máximo para relaciones Φ / R igual a 0.030 aproximadamente, es decir para curvaturas de 0.00167 aproximadamente. Para curvaturas más grandes hay una pequeña disminución del fnl y para curvaturas más pequeñas hay una gran caída, como se puede ver en la siguiente figura:

T.F.C Ingeniería técnica en Obras Públicas
-56-
Fig. 52. Límite de la zona lineal en zona elástica para diferentes curvaturas/R, sin fuerzas de estirado y aplicando la curvatura exacta
Como se puede observar en la figura todos los patrones se comportan de manera muy parecida, como en las demás características mecánicas finales de las barras. El patrón 0, aunque muy levemente, para curvaturas grandes tiene un menor fnl que los demás patrones. Introduciendo fuerzas de estirado podemos observar como se mantiene una ley de casi la misma forma, figura 53. El patrón 0 no aumenta prácticamente o incluso para algunas curvaturas disminuye levemente su fnl. En cambio el resto de patrones aumentan de manera considerable su fnl, llegando a haber unos incrementos de incluso 10 Mpa.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-57-
Fig. 53. Límite de la zona lineal en zona elástica para diferentes curvaturas/R, con fuerzas de estirado del 5%*A*fy y aplicando la curvatura exacta
Fig. 54. Límite de la zona lineal en zona elástica para diferentes curvaturas/R, con fuerzas de estirado del 10%*A*fy y aplicando la curvatura exacta
Cuando introducimos excesos de enderezado disminuye levemente fnl en el patrón 0, en cambio para el resto de patrones aumenta, figura 54. Los patrones que introducen el enderezado más lentamente como el patrón

T.F.C Ingeniería técnica en Obras Públicas
-58-
1,2,3, tienen levemente un fnl mayor que los demás patrones excepto el patrón 0, que es bastante menor.
Fig. 55. Límite de la zona lineal en zona elástica para diferentes curvaturas/R, sin fuerzas de estirado y aplicando la un exceso de curvatura del 20% de la curvatura
exacta Introduciendo fuerzas de estirado con curvaturas no exactas tenemos el mismo comportamiento que con la curvatura exacta, el patrón 0 disminuye levemente a la que vamos introduciendo fuerzas de estirado, y los demás patrones van aumentando de manera significativa su fnl a la que vamos introduciendo dichas fuerzas, figura 55.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-59-
Fig. 56. Límite de la zona lineal en zona elástica para diferentes curvaturas/R, con fuerzas de estirado del 20%*A*fy y aplicando la un exceso de curvatura del 20%
de la curvatura exacta Cuando vamos introduciendo más excesos de curvaturas durante el enderezado va siguiendo el comportamiento que hemos visto anteriormente. En cambio, sucede que para barras casi rectas, se pueden observar que los patrones 1 y 2, que son los que mejor comportamiento tienen en general, tienen una gran bajada del fnl, incluso por debajo del patrón 0. figuras 56 y 57.

T.F.C Ingeniería técnica en Obras Públicas
-60-
Fig. 57. Límite de la zona lineal en zona elástica para diferentes curvaturas/R, sin fuerzas de estirado y aplicando un exceso de curvatura del 60% de la curvatura
exacta Estas bajadas de fnl se suavizan cuando introducimos pequeñas fuerzas de estirado como se puede apreciar en la figura 58.
Fig. 58. Límite de la zona lineal en zona elástica para diferentes curvaturas/R, con fuerzas de estirado del 10%*fy*A y aplicando un exceso de curvatura del 60% de
la curvatura exacta

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-61-
6.3.4 E: Módulo elástico (MPa): El módulo elástico tiene un comportamiento muy parecido al fnl. Para barras con curvaturas exactas, tenemos 2 comportamientos diferenciados, uno para el patrón 0 y otro para el resto de los patrones, figura 59.
Fig. 59. Módulo elástico para diferentes curvaturas/R, sin fuerzas de estirado y aplicando la curvatura exacta
Una vez vamos introduciendo fuerzas de estirado las diferencias en el patrón 0 y el resto de los patrones va cambiando, figura 60.

T.F.C Ingeniería técnica en Obras Públicas
-62-
Fig. 60. Módulo elástico para diferentes curvaturas/R, con fuerzas de estirado del 20%*A*fy y aplicando la curvatura exacta
A medida que introducimos excesos de curvatura durante el enderezado, vemos como los patrones diferente al 0 van aumentando su rigidez, en cambio el patrón 0 lo mantiene e incluso la disminuye levemente, figura 61.
Fig. 61. Módulo elástico para diferentes curvaturas/R, sin fuerzas de estirado y con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-63-
Introduciendo más exceso de curvatura durante el enderezado, tenemos el mismo comportamiento, los patrones diferentes al 0 van ganando módulo elástico, y en cambio el patrón 0 va disminuyéndolo muy levemente, ver figura 62.
Fig. 62. Módulo elástico para diferentes curvaturas/R, sin fuerzas de estirado y con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta
Análogamente sucede cuando introducimos fuerzas de tracción, el módulo elástico sube considerablemente para patrones diferentes al 0, y para el patrón 0 disminuye, compara figuras 62 y 63.

T.F.C Ingeniería técnica en Obras Públicas
-64-
Fig. 63. Módulo elástico para diferentes curvaturas/R, con fuerzas de estirado del 20%*A*fy y con un exceso de curvatura durante el enderezado del 60% de la
curvatura exacta

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-65-
Capítulo 7 Conclusiones
7.1 Recapitulación Tras haber realizado el análisis de los datos, se pueden sacar las siguientes conclusiones: 1- Para barras sin excesos de enderezados, las características estudiadas presentan 2 comportamientos, uno para el patrón 0 y otro para el resto de patrones. 2- A medida que vamos introduciendo excesos de curvatura durante el enderezado todos los patrones funcionan de manera diferente, como comportamientos frontera tenemos como norma general el patrón 0 y el patrón 1. 3- El patrón 0 tiene una mayor deformación última, seguido por los patrones 5, 4, 3, 2 y 1. En cambio para las demás características estudiadas (fy, fnl y E) se tiene el orden inverso al anterior mostrado, siendo el patrón 1 el que mejor se comporta y el 0 el que peor. 4- Las fuerzas de estirado introducidas hacen que se tengan por norma general menores deformaciones máximas, sobre todo para patrones diferentes al 0. Los excesos de curvatura durante el enderezado hacen que se tengan deformaciones máximas más pequeñas, sobre todo para patrones diferentes al 0. 5- Las fuerzas de estirado hacen que por norma general sea mayor el límite elástico, el exceso de curvatura durante el enderezado no introduce cambios significativos en el límite elástico del acero de las barras, el patrón 0 disminuye levemente su fy, y los demás patrones lo aumentan. Pero es mucho más pronunciada la variación debida a las fuerzas de tracción. 6- Para el patrón 0, las fuerzas de estirado y los excesos de curvatura durante el enderezado provocan una leve disminución del fnl, siendo más acentuada cuando introducimos fuerzas de estirado. Para los demás

T.F.C Ingeniería técnica en Obras Públicas
-66-
patrones tenemos mejorías substanciales con fuerzas de estirado y excesos de curvaturas durante el enderezado. 7- El módulo elástico sigue el mismo comportamiento cualitativa y cuantitativamente del fnl. El patrón 0 disminuye levemente, y los demás patrones aumentan de manera substancial el módulo elástico al introducir fuerzas de tracción y excesos de curvaturas durante el enderezado. 8- Para curvaturas de rollos grandes se tienen deformaciones máximas más pequeñas que para la barra recta. El módulo elástico aumenta contra más curvatura tiene nuestro rollo. Y el fnl y E, tienen un comportamiento bastante parejo, para barras rectas o con curvaturas pequeñas tienen una gran bajada de los valores y para curvaturas medias adquieren un máximo que se estabiliza para curvaturas grandes. 7.2 Conclusiones Como indicamos en la introducción del presente estudio, se ha comprobado como hay una gran dispersión de los datos de las características mecánicas finales de las barras de acero corrugado en rollo. Esta dispersión sobre todo, viene definida por la experiencia del ferrallista. La característica mecánica que más nos interesa estudiar, es la pérdida de ductilidad, ya que tanto en el Eurocódigo como en la nueva EHE, hay unos valores límites para ésta, que se miden con la deformación máxima (%) y la relación entre fu/fy, siendo fu el valor de la tensión última y fy el límite elástico. Uno de los parámetros estudiados que más pueden relacionarse con la calidad del ferrallado, es el exceso de curvatura durante el enderezado. Los ferrallistas pueden introducir muchos excesos de enderezado que han de ser corregidos en los sucesivos pasos, para conseguir la barra recta final. La primera conclusión de este documento es, por lo tanto, que el modelo empleado es capaz de reproducir el mayor deterioro o afectación en las propiedades mecánicas de las barras en rollo dependiendo del patrón de enderezado o historia de curvaturas. Si no se introducen excesos de curvaturas, no hay diferencias entre los patrones diferentes al 0, es decir es igual conseguir la curvatura exacta en más de 2 pasos siempre que no excedamos ésta. En cuanto vamos introduciendo excesos de curvatura, vemos como los patrones que consiguen enderezar la barra con menos pasos, como el patrón 0 por supuesto, o el patrón 5 que en el primer paso ya endereza la barra un 85%, consiguen unas ductilidades mayores que los que necesitan más pasos para conseguir la barra recta.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-67-
Hay que controlar, cuando no se introducen curvaturas exactas, las fuerzas de tracción introducidas, ya que las pérdidas de ductilidad que se adquieren, son mucho más significativas sobre todo para patrones que enderezan la barra en muchos pasos sucesivos, como son los patrones diferentes al 0 y al 5. Estas fuerzas de tracción pueden ser originadas por los mismos rodillos de tracción que introducen las máquinas estribadoras, o si se utilizan rollos de acero tipo salvaje, aunque éstos en España son muy poco usados. Los rollos de acero, al ser una corona concéntrica, tiene mayor curvatura en el interior que en el exterior, en el estudio hemos estudiado unas curvaturas muy grandes que raramente se utilizan de forma práctica, con radios de curvatura pequeños se inducen unas pérdidas de ductilidad muy grandes, hasta del 60% relativos a la barra recta, como hemos visto en el estudio de pérdida de ductilidad. Las demás características mecánicas de la barra final, como el módulo elástico, el límite elástico, y el límite de la zona lineal en la zona elástica, se comportan de manera inversa a la de la ductilidad. Contra más pasos para introducir la curvatura se dan, mejor respuesta obtenemos. Esto es debido a que con los momentos que se introducen, se plastifica el acero y de ahí las mejoras de estas características. Por tanto patrones como el 1, que va enderezando la curvatura poco a poco, se comportan mejor que los patrones como el 0, debido a los sucesivos momentos de curvatura que se introducen. 7.3 Recomendación práctica El trabajo aquí presentado constituye una primera aproximación al estudio de los efectos de las máquinas enderezadoras en las propiedades mecánicas de las barras producidas en rollo. Los resultados de este estudio provienen de una serie de simulaciones numéricas realizadas con un modelo de cálculo realizado en trabajos previos que no tenían en cuenta los diferentes ciclos de doblado-desdoblado que pueden introducirse en las máquinas. Si bien este estudio debe complementarse con otros de carácter experimental teniendo en cuanta las maquinas reales, es posibles extraer algunas recomendaciones prácticas de este estudio con la finalidad de reducir la afectación de las propiedades mecánicas de las barras, principalmente la ductilidad. Estas son: • El exceso de curvatura durante el enderezado es la variable que produce mayor afectación. Como se ha visto en el estudio, si el exceso de curvatura es mínimo existe muy poca diferencia entre las historias de deformaciones. • Los patrones de curvatura que producen menos afectación son aquellos en los que las curvaturas más fuertes se introducen en el primer rodillo. Los rodillos siguientes se emplean solo para corregir errores iniciales con deformaciones cada vez menores.

T.F.C Ingeniería técnica en Obras Públicas
-68-
• La curvatura exacta que produciría el enderezado depende de la sección transversal real de la barra así como de la distribución de los materiales principales: martensita y ferrita-perlita. Aunque si cálculo requiere información muy difícil de obtener, se puede tener una aproximación razonable con la siguiente expresión:
πϕ 16
noms
yexacta DE
fk≈
donde k es una factor entre 1,0 y 1,2. • La relación entre la posición del rodillo y la curvatura inducida a la barra no es lineal ya que esta depende, fundamentalmente, de la longitud de barra que se encuentra plastificada en cada instante. La relación adimensional de la figura 39 puede utilizarse para determinar la posición del rodillo inicial de forma que produzca inicialmente una curvatura próxima a la exacta. 7.4 Recomendaciones para futuros estudios: El presente estudio es la continuación natural de otros estudios llevados por el Departamento de Ingeniería de la Construcción, como es: - Estudio teórico-experimental de los efectos de la fabricación y desdoblado de armaduras pasivas de alta ductilidad producidas en rollo – Juan Carlos Rosa [ref:15]. Los futuros estudios podrían derivar en mejorar el algoritmo introduciendo el efecto del envejecimiento. Además también se podría hacer el estudio de las estructuras de hormigón armado en estado límite de servicio, último y capacidad de redistribución de esfuerzos con barras producidas en rollo, hacer comparaciones con las construidas con barras rectas y, en su caso, proponer recomendaciones para el proyecto de las mismas.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-69-
Bibliografía
[1] CEN-AENOR. (2008). "Eurocódigo 3. “Proyecto de estructuras de acero. Parte 1-1 UNE-EN 1993-1-1”. Ed. Bruselas: CEN-AENOR. [2] AENOR. (2003). UNE-EN-ISO 15630-1:2003. “Aceros para el armado y el pretensado del hormigón. Método de ensayo . Parte 1: Barras , alambres y alambrón para el hormigón armado”. [3] ARCER. (2000). “Aceros con características especiales de ductilidad para hormigón armado”. Madrid: Calidad Siderúrgica. [4] Bairán García, J./ Rosa García, Juan Carlos. (2007). “Anejo 1-Manual del usuario de SECBAR”. Departamento Ingeniería de la Construcción – UPC. 7pp. [5] Bairán García, J. (2007). “Proyecto de estructuras de hormigón armado con armaduras de alta ductilidad” (Tesina de Especialidad ed.). Barcelona: Departamento de Ingeniería de la Construcción -UPC. [6] Bontcheva, N., & Petzov, G. (2005). Total simulation model of the thermo-mechanical process in shape rolling of steel rods. Computational Materials Science (34), 377-388. [7] CELSA.” Ductilidad Celsa. Garantía de calidad”. www.celsa.com. Disponible en formato PDF en: http://www.celsa.com/es/zonapublica/descargar.aspx?id=57 [8] CEN-AENOR. (2002). "Eurocódigo 2. Proyecto de estructuras de hormigón”. UNE-EN 1992-1-1. Bruselas: CEN-AENOR.

T.F.C Ingeniería técnica en Obras Públicas
-70-
[9] Comisión Permanente del Hormigón. (1998). “Instrucción Española del Hormigón Estructural EHE”. Madrid: Ministerio de Fomento. [10] Comisión Permanente del Hormigón. (2008). “Instrucción Española del Hormigón Estructural EHE”. Madrid: Ministerio de Fomento. 65. [11] ENSIDESA Publicaciones. (1967). “Acero para estructuras de edificación. Valores estáticos. Estructuras elementales”. Tomo 2. 41. [12] IPAC. Instituto para la promoción de armaduras certificadas. El acero. Fabricación. www.ipac.es. En formato HTML en: http://www.ipac.es/acero/fabricacion.asp. [13] Marí, A. R. (1987). “Ductilidad seccional y redistribución de esfuerzos en estructuras hiperestáticas de hormigón armado y pretensado”. Hormigón y Acero (163), 31-55. [14] Marí A.R., Bairán, J.M, García, T., Rosa, J.C. (2007) “Estudio de los efectos de la fabricación en rollo y desdoblado de armaduras pasivas para hormigón armado de acero de alta ductilidad, en sus prestaciones mecánicas”, Cátedra CELSA en Acero y Construcción, Barcelona, 200 pp. [15] Rosa García, Juan Carlos. (2008). “Estudio teórico-experimental de los efectos de la fabricación y desdoblado de armaduras pasivas de alta ductilidad producidas en rollo.” (Tesina de Especialidad ed.). Barcelona: Departamento de Ingeniería de la Construcción – UPC. [16] Sauvolt, Lean. (2007). EVG. “Estribadoras automáticas con servo accionamientos eléctricos”. EVG Entwicklungs- und Verwertungs-Gesellschaft m.b.H.

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-71-
ANEJO I Resultados del estudio paramétrico
A continuación mostramos los datos que se han extraído del modelo numérico SECBAR para todos los casos estudiados. Todas las variables mostradas y la metodología seguida están explicadas detalladamente en el capítulo 6 del presente documento. En cada tabla se indica el porcentaje de exceso de la curvatura exacta (CE) y la fuerza de estirado. Deformación máxima Tabla 11. Valores de la deformación máxima (emax3) para una barra con
la curvatura exacta durante el enderezado y sin fuerzas de estirado 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0566 0.0519 0.0519 0.0519 0.0519 0.0519 0.075 0.0777 0.0732 0.0732 0.0732 0.0732 0.0732 0.050 0.0934 0.0857 0.0857 0.0857 0.0857 0.0857 0.033 0.0993 0.0989 0.0989 0.0989 0.0989 0.0989 0.025 0.1014 0.1009 0.1009 0.1009 0.1009 0.1009 0.020 0.1024 0.1020 0.1020 0.1020 0.1020 0.1020 0.017 0.1030 0.1026 0.1026 0.1026 0.1026 0.1026
estira
do:
0%
*A*fy
0.010 0.1039 0.1036 0.1036 0.1036 0.1036 0.1036
Tabla 12. Valores de la deformación máxima (emax3) para una barra con la curvatura exacta durante el enderezado y con una fuerza de estirado del
5%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0545 0.0513 0.0513 0.0513 0.0513 0.0513 0.075 0.0717 0.0695 0.0695 0.0695 0.0695 0.0695 0.050 0.0877 0.0870 0.0870 0.0870 0.0870 0.0870 0.033 0.0990 0.0986 0.0986 0.0986 0.0986 0.0986 0.025 0.1011 0.1008 0.1008 0.1008 0.1008 0.1008 0.020 0.1021 0.1019 0.1019 0.1019 0.1019 0.1019 0.017 0.1029 0.1026 0.1026 0.1026 0.1026 0.1026
estira
do:
5%
*A*fy
0.010 0.1037 0.1036 0.1036 0.1036 0.1036 0.1036

T.F.C Ingeniería técnica en Obras Públicas
-72-
Tabla 13. Valores de la deformación máxima (emax3) para una barra con la curvatura exacta durante el enderezado y con una fuerza de estirado del
10%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0508 0.0474 0.0474 0.0474 0.0474 0.0474 0.075 0.0689 0.0663 0.0663 0.0663 0.0663 0.0663 0.050 0.0837 0.0826 0.0826 0.0826 0.0826 0.0826 0.033 0.0937 0.0924 0.0924 0.0924 0.0924 0.0924 0.025 0.0995 0.0984 0.0984 0.0984 0.0984 0.0984 0.020 0.1020 0.1017 0.1017 0.1017 0.1017 0.1017 0.017 0.1026 0.1024 0.1024 0.1024 0.1024 0.1024
estira
do:
10%
*A*fy
0.010 0.1035 0.1034 0.1034 0.1034 0.1034 0.1034
Tabla 14. Valores de la deformación máxima (emax3) para una barra con la curvatura exacta durante el enderezado y con una fuerza de estirado del
20%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0455 0.0411 0.0411 0.0411 0.0411 0.0411 0.075 0.0649 0.0615 0.0615 0.0615 0.0615 0.0615 0.050 0.0807 0.0792 0.0792 0.0792 0.0792 0.0792 0.033 0.0903 0.0888 0.0888 0.0888 0.0888 0.0888 0.025 0.0950 0.0937 0.0937 0.0937 0.0937 0.0937 0.020 0.0979 0.0966 0.0966 0.0966 0.0966 0.0966 0.017 0.0998 0.0986 0.0986 0.0986 0.0986 0.0986
estira
do:
20%
*A*fy
0.010 0.1031 0.1031 0.1031 0.1031 0.1031 0.1031
Tabla 15. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura
exacta y sin fuerzas de estirado. 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0530 0.0452 0.0467 0.0476 0.0487 0.0496 0.075 0.0699 0.0649 0.0660 0.0667 0.0676 0.0681 0.050 0.0844 0.0803 0.0812 0.0819 0.0826 0.0830 0.033 0.0922 0.0895 0.0901 0.0906 0.0912 0.0916 0.025 0.0964 0.0935 0.0941 0.0947 0.0955 0.0962 0.020 0.0991 0.0957 0.0965 0.0974 0.0986 0.0993 0.017 0.1010 0.0974 0.0984 0.0995 0.1007 0.1014
estira
do:
0%
*A*fy
0.010 0.1038 0.1026 0.1031 0.1033 0.1034 0.1035
Tabla 16. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura
exacta y con una fuerza de estirado del 5%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0556 0.0460 0.0471 0.0480 0.0489 0.0496 0.075 0.0756 0.0651 0.0660 0.0666 0.0675 0.0681 0.050 0.0927 0.0870 0.0853 0.0857 0.0862 0.0868 0.033 0.0987 0.0969 0.0973 0.0975 0.0978 0.0980 0.025 0.1006 0.0997 0.1000 0.1001 0.1003 0.1005 0.020 0.1017 0.1009 0.1011 0.1013 0.1014 0.1016 0.017 0.1023 0.1016 0.1019 0.1020 0.1022 0.1023
estira
do:
5%
*A*fy
0.010 0.1036 0.1029 0.1031 0.1032 0.1033 0.1033

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-73-
Tabla 17. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura
exacta y con una fuerza de estirado del 10%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0514 0.0419 0.0430 0.0437 0.0447 0.0454 0.075 0.0694 0.0614 0.0625 0.0632 0.0639 0.0646 0.050 0.0847 0.0791 0.0799 0.0804 0.0810 0.0815 0.033 0.0976 0.0894 0.0900 0.0902 0.0906 0.0912 0.025 0.1006 0.0954 0.0959 0.0962 0.0965 0.0972 0.020 0.1017 0.0993 0.0997 0.0998 0.1002 0.1007 0.017 0.1024 0.1015 0.1017 0.1018 0.1019 0.1020
estira
do:
10%
*A*fy
0.010 0.1034 0.1027 0.1029 0.1030 0.1031 0.1032
Tabla 18. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura
exacta y con una fuerza de estirado del 20%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0453 0.0353 0.0366 0.0373 0.0382 0.0389 0.075 0.0649 0.0563 0.0574 0.0581 0.0590 0.0595 0.050 0.0808 0.0751 0.0759 0.0765 0.0771 0.0777 0.033 0.0905 0.0857 0.0863 0.0867 0.0871 0.0875 0.025 0.0957 0.0906 0.0912 0.0916 0.0920 0.0924 0.020 0.0987 0.0935 0.0941 0.0945 0.0949 0.0952 0.017 0.1008 0.0955 0.0961 0.0964 0.0968 0.0972
estira
do:
20%
*A*fy
0.010 0.1029 0.1003 0.1008 0.1010 0.1014 0.1018
Tabla 19. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura
exacta y sin fuerzas de estirado 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0495 0.0351 0.0388 0.0416 0.0445 0.0467 0.075 0.0667 0.0565 0.0598 0.0619 0.0643 0.0658 0.050 0.0818 0.0735 0.0759 0.0777 0.0797 0.0810 0.033 0.0901 0.0834 0.0856 0.0872 0.0890 0.0899 0.025 0.0940 0.0882 0.0941 0.0914 0.0930 0.0939 0.020 0.0963 0.0908 0.0925 0.0938 0.0954 0.0964 0.017 0.0978 0.0924 0.0941 0.0953 0.0972 0.0984
estira
do:
0%
*A*fy
0.010 0.1009 0.0953 0.0970 0.1023 0.1028 0.1031
Tabla 20. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura
exacta y con una fuerza de estirado del 5%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0546 0.0366 0.0397 0.0423 0.0449 0.0467 0.075 0.0695 0.0572 0.0597 0.0619 0.0640 0.0656 0.050 0.0830 0.0764 0.0786 0.0807 0.0823 0.0843 0.033 0.0906 0.0916 0.0931 0.0949 0.0957 0.0969 0.025 0.0944 0.0961 0.0976 0.0985 0.0993 0.0998 0.020 0.0966 0.0982 0.0993 0.1000 0.1006 0.1009 0.017 0.0981 0.0993 0.1002 0.1008 0.1013 0.1017
estira
do:
5%
*A*fy
0.010 0.1012 0.1010 0.1017 0.1022 0.1026 0.1029

T.F.C Ingeniería técnica en Obras Públicas
-74-
Tabla 21. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura
exacta y con una fuerza de estirado del 10’%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0521 0.0327 0.0358 0.0382 0.0406 0.0426 0.075 0.0708 0.0533 0.0560 0.0580 0.0602 0.0619 0.050 0.0917 0.0721 0.0744 0.0761 0.0779 0.0792 0.033 0.0917 0.0834 0.0852 0.0866 0.0879 0.0890 0.025 0.0951 0.0885 0.0903 0.0918 0.0931 0.0944 0.020 0.0972 0.0919 0.0939 0.0955 0.0966 0.0980 0.017 0.0988 0.0945 0.0964 0.0979 0.0990 0.1004
estira
do:
10%
*A*fy
0.010 0.1019 0.0993 0.1015 0.1020 0.1022 0.1027
Tabla 22. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura
exacta y con una fuerza de estirado del 20%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0453 0.0259 0.0290 0.0314 0.0340 0.0358 0.075 0.0649 0.0478 0.0507 0.0527 0.0549 0.0566 0.050 0.0809 0.0677 0.0702 0.0720 0.0737 0.0752 0.033 0.0918 0.0796 0.0818 0.0832 0.0845 0.0856 0.025 0.0984 0.0848 0.0866 0.0880 0.0893 0.0904 0.020 0.1006 0.0877 0.0896 0.0909 0.0923 0.0933 0.017 0.1013 0.0897 0.0916 0.0929 0.0942 0.0951
estira
do:
20%
*A*fy
0.010 0.1025 0.0940 0.0958 0.0972 0.0983 0.0992
Tabla 23. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura
exacta y sin fuerzas de estirado 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0484 0.0316 0.0360 0.0394 0.0430 0.0456 0.075 0.0658 0.0533 0.0574 0.0601 0.0631 0.0650 0.050 0.0810 0.0710 0.0740 0.0762 0.0786 0.0803 0.033 0.0895 0.0813 0.0839 0.0859 0.0882 0.0894 0.025 0.0935 0.0860 0.0888 0.0904 0.0922 0.0934 0.020 0.0958 0.0890 0.0913 0.0927 0.0946 0.0959 0.017 0.0973 0.0907 0.0928 0.0943 0.0962 0.0978
estira
do:
0%
*A*fy
0.010 0.1002 0.0936 0.0957 0.0972 0.1025 0.1029
Tabla 24. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura
exacta y con una fuerza de estirado del 5%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0524 0.0335 0.0373 0.0403 0.0434 0.0458 0.075 0.0681 0.0544 0.0575 0.0601 0.0627 0.0647 0.050 0.0820 0.0735 0.0763 0.0789 0.0809 0.0832 0.033 0.0899 0.0892 0.0911 0.0935 0.0947 0.0966 0.025 0.0938 0.0939 0.0968 0.0978 0.0988 0.0995 0.020 0.0960 0.0969 0.0986 0.0995 0.1002 0.1007 0.017 0.0975 0.0982 0.0995 0.1003 0.1010 0.1014
estira
do:
5%
*A*fy
0.010 0.1004 0.1001 0.1011 0.1017 0.1023 0.1028

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-75-
Tabla 25. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura
exacta y con una fuerza de estirado del 10%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0525 0.0296 0.0334 0.0362 0.0393 0.0415 0.075 0.0722 0.0505 0.0538 0.0564 0.0589 0.0610 0.050 0.0842 0.0696 0.0724 0.0746 0.0768 0.0784 0.033 0.0906 0.0810 0.0837 0.0853 0.0870 0.0883 0.025 0.0943 0.0863 0.0885 0.0903 0.0921 0.0935 0.020 0.0963 0.0895 0.0918 0.0939 0.0955 0.0970 0.017 0.0978 0.0920 0.0943 0.0963 0.0979 0.0995
estira
do:
10%
*A*fy
0.010 0.1008 0.0971 0.0996 0.1007 0.1014 0.1022
Tabla 26. Valores de la deformación máxima (emax3) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura
exacta y con una fuerza de estirado del 20%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 0.0453 0.0227 0.0266 0.0294 0.0325 0.0349 0.075 0.0649 0.0448 0.0483 0.0509 0.0536 0.0557 0.050 0.0810 0.0651 0.0681 0.0704 0.0726 0.0744 0.033 0.0929 0.0772 0.0801 0.0819 0.0836 0.0849 0.025 0.0991 0.0829 0.0851 0.0868 0.0884 0.0897 0.020 0.1005 0.0857 0.0880 0.0897 0.0914 0.0926 0.017 0.1012 0.0877 0.0900 0.0917 0.0933 0.0945
estira
do:
20%
*A*fy
0.010 0.1024 0.0919 0.0942 0.0959 0.0974 0.0985
Límite elástico (MPa)
Tabla 27. Valores del límite elástico (fy) para una barra con la curvatura exacta durante el enderezado y sin fuerzas de estirado
0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5 0.100 551.39 551.44 551.44 551.44 551.44 551.44 0.075 550.86 550.92 550.92 550.92 550.92 550.92 0.050 549.88 549.94 549.94 549.94 549.94 549.94 0.033 548.96 549.06 549.06 549.06 549.06 549.06 0.025 548.04 548.14 548.14 548.14 548.14 548.14 0.020 547.44 547.50 547.50 547.50 547.50 547.50 0.017 546.82 546.84 546.84 546.84 546.84 546.84
estira
do:
0%
*A*fy
0.010 544.88 544.91 544.91 544.91 544.91 544.91
Tabla 28. Valores del límite elástico (fy) para una barra con la curvatura exacta durante el enderezado y con una fuerza de estirado del 5%*A*fy
0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5 0.100 555.25 555.24 555.24 555.24 555.24 555.24 0.075 555.13 555.16 555.16 555.16 555.16 555.16 0.050 554.23 553.96 553.96 553.96 553.96 553.96 0.033 552.90 552.54 552.54 552.54 552.54 552.54 0.025 551.58 551.11 551.11 551.11 551.11 551.11 0.020 550.79 550.17 550.17 550.17 550.17 550.17 0.017 550.10 549.34 549.34 549.34 549.34 549.34
estira
do:
5%
*A*fy
0.010 548.11 546.94 546.94 546.94 546.94 546.94

T.F.C Ingeniería técnica en Obras Públicas
-76-
Tabla 29. Valores del límite elástico (fy) para una barra con la curvatura
exacta durante el enderezado y con una fuerza de estirado del 10%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 556.96 557.01 557.01 557.01 557.01 557.01 0.075 556.46 556.52 556.52 556.52 556.52 556.52 0.050 556.07 556.17 556.17 556.17 556.17 556.17 0.033 556.12 555.85 555.85 555.85 555.85 555.85 0.025 555.07 554.18 554.18 554.18 554.18 554.18 0.020 554.08 552.88 552.88 552.88 552.88 552.88 0.017 553.30 551.86 551.86 551.86 551.86 551.86
estira
do:
10%
*A*fy
0.010 551.27 548.89 548.89 548.89 548.89 548.89
Tabla 30. Valores del límite elástico (fy) para una barra con la curvatura exacta durante el enderezado y con una fuerza de estirado del 20%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 560.22 560.11 560.11 560.11 560.11 560.11 0.075 558.89 558.90 558.90 558.90 558.90 558.90 0.050 557.81 557.93 557.93 557.93 557.93 557.93 0.033 557.30 557.38 557.38 557.38 557.38 557.38 0.025 557.10 557.10 557.10 557.10 557.10 557.10 0.020 557.11 557.07 557.07 557.07 557.07 557.07 0.017 557.06 556.92 556.92 556.92 556.92 556.92
estira
do:
20%
*A*fy
0.010 556.91 553.70 553.70 553.70 553.70 553.70
Tabla 31. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y sin
fuerzas de estirado 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 551.29 552.15 552.14 552.14 552.11 552.12 0.075 550.85 551.73 551.71 551.71 551.68 551.66 0.050 549.81 550.74 550.68 550.69 550.66 550.63 0.033 549.00 549.80 549.73 549.70 549.67 549.64 0.025 548.23 548.79 548.75 548.72 548.65 548.62 0.020 547.68 547.97 547.90 547.87 547.83 547.81 0.017 547.17 547.02 546.99 546.96 546.93 546.93
estira
do:
0%
*A*fy
0.010 545.57 545.04 544.97 544.99 545.00 545.01
Tabla 32. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y con una
fuerza de estirado del 5%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 555.27 555.79 555.76 555.51 555.49 555.63 0.075 555.07 555.62 555.71 555.48 555.48 555.61 0.050 554.09 553.96 554.28 554.19 554.25 554.40 0.033 552.80 552.49 552.73 552.64 552.71 552.87 0.025 551.61 550.99 551.21 551.14 551.25 551.41 0.020 550.87 550.03 550.19 550.15 550.22 550.42 0.017 550.26 549.02 549.23 549.23 549.34 549.51
estira
do:
5%
*A*fy
0.010 548.90 546.48 546.53 546.55 546.65 546.91

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-77-
Tabla 33. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y con una
fuerza de estirado del 10%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 556.94 557.34 557.38 557.27 557.00 557.11 0.075 556.43 556.79 556.83 556.78 556.57 556.68 0.050 556.06 556.59 556.55 556.43 556.27 556.37 0.033 556.00 555.55 555.83 556.05 556.07 556.25 0.025 555.13 553.54 553.97 554.24 554.32 554.55 0.020 554.17 552.16 552.57 552.83 552.98 553.29 0.017 553.49 551.02 551.44 551.71 551.87 552.19
estira
do:
10%
*A*fy
0.010 552.31 548.42 548.70 548.68 548.84 549.12
Tabla 34. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y con una
fuerza de estirado del 20%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 560.26 560.33 560.45 560.34 560.29 560.38 0.075 558.90 559.19 559.30 559.20 559.09 559.13 0.050 557.80 558.23 558.23 558.17 558.12 558.13 0.033 557.31 557.62 557.60 557.57 557.56 557.58 0.025 557.10 557.38 557.35 557.30 557.28 557.28 0.020 557.08 557.12 557.15 557.20 557.21 557.20 0.017 557.09 556.54 556.82 557.03 557.14 557.10
estira
do:
20%
*A*fy
0.010 557.21 553.28 553.69 554.13 554.47 554.82
Tabla 35. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura exacta y sin
fuerzas de estirado 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 551.15 553.03 553.08 553.08 553.08 553.10 0.075 550.82 552.98 552.84 552.77 552.71 552.73 0.050 549.65 551.89 551.72 551.61 551.51 551.49 0.033 548.87 550.82 550.59 550.49 550.35 550.31 0.025 548.11 549.67 548.75 549.33 549.19 549.15 0.020 547.61 548.79 548.55 548.40 548.29 548.22 0.017 547.35 548.06 547.80 547.64 547.54 547.48
estira
do:
0%
*A*fy
0.010 546.66 546.92 546.55 546.26 545.94 545.87
Tabla 36. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura exacta y con una
fuerza de estirado del 5%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 555.20 556.85 556.53 556.23 556.30 556.45 0.075 554.96 556.55 556.41 556.17 556.22 556.35 0.050 553.96 554.93 554.90 554.74 554.81 554.90 0.033 552.69 553.24 553.25 553.11 553.15 553.22 0.025 551.63 551.79 551.73 551.62 551.66 551.74 0.020 551.03 550.69 550.77 550.67 550.75 550.79 0.017 550.54 549.66 549.63 549.56 549.65 549.73
estira
do:
5%
*A*fy
0.010 549.75 547.94 547.59 547.41 547.41 547.43

T.F.C Ingeniería técnica en Obras Públicas
-78-
Tabla 37. Valores del límite elástico (fy) para una barra con un exceso de
curvatura durante el enderezado del 50% de la curvatura exacta y con una fuerza de estirado del 10%*A*fy
50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5 0.100 556.95 558.36 558.25 557.77 557.51 557.77 0.075 556.32 557.95 557.75 557.29 557.11 557.33 0.050 555.89 557.69 557.45 557.00 556.83 556.98 0.033 555.90 556.08 556.41 556.38 556.39 556.62 0.025 555.13 554.10 554.43 554.46 554.55 554.87 0.020 554.20 552.86 553.10 552.99 553.16 553.48 0.017 553.69 551.71 551.88 551.81 552.02 552.39
estira
do:
10%
*A*fy
0.010 552.82 549.73 549.54 549.39 549.57 549.64
Tabla 38. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura exacta y con una
fuerza de estirado del 20%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 560.27 561.15 561.15 560.86 560.46 560.45 0.075 558.95 560.19 560.08 559.76 559.32 559.29 0.050 557.83 559.09 558.77 558.67 558.38 558.35 0.033 557.28 558.16 558.22 558.01 557.81 557.79 0.025 556.98 558.06 557.94 557.77 557.50 557.48 0.020 557.00 557.83 557.67 557.54 557.42 557.37 0.017 557.07 557.40 557.36 557.34 557.28 557.28
estira
do:
20%
*A*fy
0.010 557.09 555.67 555.83 555.81 555.90 556.25
Tabla 39. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta y sin
fuerzas de estirado 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 551.08 553.23 553.30 553.34 553.33 553.38 0.075 550.80 553.40 553.21 553.12 553.03 553.02 0.050 549.64 552.28 552.06 551.93 551.80 551.76 0.033 548.80 551.17 550.89 550.75 550.58 550.50 0.025 548.08 550.02 549.74 549.57 549.42 549.34 0.020 547.63 549.20 548.88 548.70 548.54 548.44 0.017 547.41 548.44 548.10 547.89 547.75 547.65
estira
do:
0%
*A*fy
0.010 546.85 547.47 546.93 546.61 546.32 546.24
Tabla 40. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta y con una
fuerza de estirado del 5%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 555.20 557.11 556.84 556.54 556.65 556.86 0.075 554.94 556.94 556.74 556.45 556.53 556.70 0.050 553.89 555.29 555.20 555.02 555.10 555.26 0.033 552.71 553.59 553.53 553.32 553.37 553.50 0.025 551.63 552.20 552.03 551.82 551.90 552.03 0.020 551.02 551.10 550.95 550.78 550.85 551.01 0.017 550.61 550.19 549.86 549.68 549.82 549.97
estira
do:
5%
*A*fy
0.010 549.97 548.65 548.04 547.82 547.73 547.89

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-79-
Tabla 41. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta y con una
fuerza de estirado del 10%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 556.96 558.68 558.52 558.01 557.84 558.10 0.075 556.28 558.39 558.05 557.55 557.41 557.64 0.050 555.84 558.07 557.72 557.25 557.12 557.24 0.033 555.87 556.37 556.55 556.59 556.65 556.83 0.025 555.08 554.40 554.58 554.60 554.77 554.98 0.020 554.23 553.21 553.23 553.19 553.38 553.65 0.017 553.71 552.12 552.05 552.02 552.26 552.61
estira
do:
10%
*A*fy
0.010 552.98 550.31 550.01 549.88 549.97 550.09
Tabla 42. Valores del límite elástico (fy) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta y con una
fuerza de estirado del 20%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 560.28 561.13 561.25 560.89 560.58 560.56 0.075 558.96 560.43 560.28 559.96 559.44 559.40 0.050 557.83 559.38 559.06 558.86 558.52 558.41 0.033 557.23 558.47 558.40 558.18 557.94 557.91 0.025 556.95 558.26 558.08 557.91 557.62 557.59 0.020 556.97 558.08 557.87 557.67 557.51 557.46 0.017 557.04 557.74 557.59 557.53 557.43 557.39
estira
do:
20%
*A*fy
0.010 556.98 556.51 556.57 556.42 556.43 556.70
Límite de la zona lineal en zona elástica (Mpa) Tabla 43. Valores del límite de la zona lineal en zona elástica (fnl) para una
barra con la curvatura exacta durante el enderezado y sin fuerzas de estirado
0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5 0.100 383.66 383.69 383.69 383.69 383.69 383.69 0.075 383.79 383.82 383.82 383.82 383.82 383.82 0.050 385.09 385.13 385.13 385.13 385.13 385.13 0.033 385.76 385.83 385.83 385.83 385.83 385.83 0.025 385.19 385.22 385.22 385.22 385.22 385.22 0.020 383.54 383.54 383.54 383.54 383.54 383.54 0.017 381.12 381.12 381.12 381.12 381.12 381.12
estira
do:
0%
*A*fy
0.010 370.36 370.36 370.36 370.36 370.36 370.36
Tabla 44. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con la curvatura exacta durante el enderezado y con una fuerza de
estirado del 5%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.15 387.23 387.23 387.23 387.23 387.23 0.075 384.27 388.53 388.53 388.53 388.53 388.53 0.050 384.59 388.34 388.34 388.34 388.34 388.34 0.033 385.25 388.63 388.63 388.63 388.63 388.63 0.025 384.52 387.51 387.51 387.51 387.51 387.51 0.020 382.64 385.44 385.44 385.44 385.44 385.44 0.017 380.10 382.77 382.77 382.77 382.77 382.77
estira
do:
5%
*A*fy
0.010 369.47 371.63 371.63 371.63 371.63 371.63

T.F.C Ingeniería técnica en Obras Públicas
-80-
Tabla 45. Valores del límite de la zona lineal en zona elástica (fnl) para una
barra con la curvatura exacta durante el enderezado y con una fuerza de estirado del 10%*A*fy
0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5 0.100 384.08 392.35 392.35 392.35 392.35 392.35 0.075 385.19 393.21 393.21 393.21 393.21 393.21 0.050 385.16 392.80 392.80 392.80 392.80 392.80 0.033 384.81 391.81 391.81 391.81 391.81 391.81 0.025 383.41 389.87 389.87 389.87 389.87 389.87 0.020 381.40 387.20 387.20 387.20 387.20 387.20 0.017 378.79 384.36 384.36 384.36 384.36 384.36
estira
do:
10%
*A*fy
0.010 369.05 373.48 373.48 373.48 373.48 373.48
Tabla 46. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con la curvatura exacta durante el enderezado y con una fuerza de
estirado del 20%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 381.56 399.48 399.48 399.48 399.48 399.48 0.075 382.29 399.55 399.55 399.55 399.55 399.55 0.050 386.56 402.16 402.16 402.16 402.16 402.16 0.033 386.21 400.18 400.18 400.18 400.18 400.18 0.025 384.81 397.41 397.41 397.41 397.41 397.41 0.020 382.77 394.48 394.48 394.48 394.48 394.48 0.017 380.29 391.46 391.46 391.46 391.46 391.46
estira
do:
20%
*A*fy
0.010 371.79 380.99 380.99 380.99 380.99 380.99
Tabla 47. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 20% de la
curvatura exacta y sin fuerzas de estirado 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.57 390.67 390.54 390.47 390.38 390.25 0.075 383.66 390.60 390.41 390.41 390.28 390.19 0.050 384.84 391.59 391.43 391.40 391.30 391.17 0.033 385.44 391.68 391.52 391.46 391.40 391.30 0.025 385.22 390.67 390.54 390.51 390.47 390.44 0.020 384.08 388.53 388.50 388.50 388.47 388.47 0.017 382.45 386.18 386.18 386.18 386.18 386.18
estira
do:
0%
*A*fy
0.010 374.56 377.71 377.33 377.01 376.53 376.50 Tabla 48. Valores del límite de la zona lineal en zona elástica (fnl) para una
barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y con una fuerza de estirado del 5%*A*fy
20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5 0.100 383.12 396.46 394.42 393.66 393.31 392.61 0.075 384.27 397.64 395.60 394.90 394.48 393.82 0.050 384.49 388.34 394.96 394.36 394.10 393.56 0.033 385.19 396.27 394.68 394.23 394.01 393.56 0.025 384.81 394.45 393.08 392.73 392.61 392.29 0.020 383.44 391.81 390.63 390.38 390.28 390.06 0.017 381.53 388.98 387.90 387.67 387.58 387.35
estira
do:
5%
*A*fy
0.010 373.29 380.00 378.92 378.41 377.71 377.42

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-81-
Tabla 49. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 20% de la
curvatura exacta y con una fuerza de estirado del 10%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.98 403.05 400.66 398.56 397.22 396.17 0.075 385.22 403.52 401.36 399.42 398.15 397.16 0.050 385.06 402.44 400.44 398.78 397.73 396.74 0.033 384.87 400.53 398.91 397.54 396.62 395.79 0.025 383.76 397.83 396.27 395.03 394.33 393.66 0.020 382.20 394.96 393.43 392.29 391.59 391.02 0.017 380.32 392.00 390.70 389.74 389.11 388.56
estira
do:
10%
*A*fy
0.010 372.52 383.50 382.23 381.63 380.67 379.37
Tabla 50. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 20% de la
curvatura exacta y con una fuerza de estirado del 20%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 381.56 410.90 408.24 405.69 402.16 400.12 0.075 382.13 410.71 408.24 405.66 402.32 400.41 0.050 386.46 411.96 409.99 407.95 405.31 403.84 0.033 386.21 409.00 407.41 405.72 403.59 402.16 0.025 384.97 405.91 404.42 402.73 400.82 399.58 0.020 383.34 402.73 401.52 399.83 397.95 396.78 0.017 381.56 399.58 398.37 396.90 395.34 394.29
estira
do:
20%
*A*fy
0.010 373.89 392.07 391.05 389.84 388.37 386.69
Tabla 51. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 50% de la
curvatura exacta y sin fuerzas de estirado 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.38 398.88 398.72 398.53 398.53 397.92 0.075 383.47 398.43 398.30 398.11 398.11 397.57 0.050 384.59 399.16 399.07 398.91 398.91 398.43 0.033 385.25 398.24 398.24 398.18 398.18 397.89 0.025 385.41 396.17 390.54 396.36 396.33 396.20 0.020 385.00 393.69 394.04 394.10 394.10 394.07 0.017 383.85 390.89 391.40 391.56 391.56 391.65
estira
do:
0%
*A*fy
0.010 379.24 363.51 387.26 386.46 384.68 383.31
Tabla 52. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 50% de la
curvatura exacta y con una fuerza de estirado del 5%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.09 404.35 402.06 401.33 400.82 400.31 0.075 384.20 405.31 403.02 402.35 401.87 401.36 0.050 384.27 403.68 401.62 401.30 400.95 400.53 0.033 385.03 402.06 400.56 400.50 400.21 399.99 0.025 385.00 399.23 398.27 398.34 398.08 398.02 0.020 384.08 396.43 395.63 395.79 395.54 395.57 0.017 383.03 393.47 393.12 393.34 393.08 393.24
estira
do:
5%
*A*fy
0.010 377.71 389.36 388.69 387.99 386.34 384.81

T.F.C Ingeniería técnica en Obras Públicas
-82-
Tabla 53. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 50% de la
curvatura exacta y con una fuerza de estirado del 10%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.82 410.02 407.63 405.28 404.19 403.30 0.075 385.06 409.99 408.08 406.04 405.08 404.32 0.050 384.97 408.40 406.42 404.73 404.07 403.40 0.033 384.87 405.63 403.94 402.86 402.35 401.84 0.025 383.89 402.09 400.79 400.09 399.55 399.20 0.020 382.87 398.72 397.89 397.54 396.97 396.68 0.017 381.75 395.69 394.96 394.74 394.17 393.91
estira
do:
10%
*A*fy
0.010 376.63 391.91 391.21 390.60 389.04 387.04 Tabla 54. Valores del límite de la zona lineal en zona elástica (fnl) para una
barra con un exceso de curvatura durante el enderezado del 50% de la curvatura exacta y con una fuerza de estirado del 20%*A*fy
50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5 0.100 381.50 415.88 413.87 410.97 407.57 405.69 0.075 381.98 415.75 413.74 410.94 407.69 405.91 0.050 386.15 415.72 414.71 412.76 410.43 409.10 0.033 386.02 412.37 411.67 409.67 408.30 407.25 0.025 385.06 408.94 408.43 406.61 405.31 404.19 0.020 383.98 380.19 405.43 403.94 402.76 401.68 0.017 382.42 378.63 403.56 402.06 400.41 399.00
estira
do:
20%
*A*fy
0.010 377.30 374.43 398.91 398.11 396.39 393.82
Tabla 55. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 60% de la
curvatura exacta y sin fuerzas de estirado 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.31 400.34 400.88 400.69 400.66 400.09 0.075 383.41 399.77 400.31 400.15 400.15 399.64 0.050 384.52 400.44 401.01 400.91 400.88 400.47 0.033 385.22 399.26 399.86 399.90 399.90 399.67 0.025 385.44 396.94 397.64 397.80 397.80 397.73 0.020 385.16 394.36 395.19 395.50 395.47 395.47 0.017 384.24 367.11 392.54 392.99 392.99 393.05
estira
do:
0%
*A*fy
0.010 380.22 365.10 366.03 388.91 387.07 385.13
Tabla 56. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 60% de la
curvatura exacta y con una fuerza de estirado del 5%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.09 405.66 403.62 403.14 402.98 401.90 0.075 384.14 406.52 404.54 404.13 404.00 402.86 0.050 384.20 404.54 403.14 403.02 402.89 401.90 0.033 385.00 402.76 401.93 401.97 401.84 401.07 0.025 385.03 399.86 399.48 399.58 399.48 398.85 0.020 384.24 397.19 396.87 397.10 397.00 396.43 0.017 383.41 394.26 394.17 394.52 394.42 393.94
estira
do:
5%
*A*fy
0.010 378.76 366.76 390.92 390.38 388.56 386.40

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-83-
Tabla 57. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 60% de la
curvatura exacta y con una fuerza de estirado del 10%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 383.79 411.42 409.00 406.80 405.85 404.93 0.075 385.03 411.20 409.32 407.60 406.80 405.91 0.050 384.90 409.38 407.50 406.20 405.66 404.67 0.033 384.90 406.23 405.02 404.23 403.75 402.89 0.025 383.95 402.67 401.84 401.39 400.88 400.12 0.020 383.03 399.39 398.91 398.72 398.21 397.48 0.017 382.10 397.03 396.27 395.92 395.41 394.71
estira
do:
10%
*A*fy
0.010 377.81 393.88 393.28 392.67 391.02 388.72
Tabla 58. Valores del límite de la zona lineal en zona elástica (fnl) para una barra con un exceso de curvatura durante el enderezado del 60% de la
curvatura exacta y con una fuerza de estirado del 20%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 381.50 389.46 414.82 411.94 408.52 406.84 0.075 381.94 389.23 414.63 411.90 408.65 406.99 0.050 385.95 416.51 415.31 413.55 411.42 410.08 0.033 385.99 412.92 412.21 410.69 409.16 407.92 0.025 385.19 383.15 409.03 407.79 406.04 404.73 0.020 384.04 380.92 406.74 405.24 403.52 402.16 0.017 382.68 379.52 405.12 403.68 401.58 399.71
estira
do:
20%
*A*fy
0.010 378.16 375.42 400.66 400.15 398.40 395.41
Módulo elástico (MPa)
Tabla 59. Valores del módulo elástico (E) para una barra sin exceso de curvatura durante el enderezado y sin fuerzas de estirado
0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5 0.100 178865.61 178877.19 178877.19 178877.19 178877.19 178877.19 0.075 179783.93 179794.95 179794.95 179794.95 179794.95 179794.95 0.050 180182.79 180199.11 180199.11 180199.11 180199.11 180199.11 0.033 180874.04 180891.51 180891.51 180891.51 180891.51 180891.51 0.025 180699.27 180697.84 180697.84 180697.84 180697.84 180697.84 0.020 179912.97 179906.07 179906.07 179906.07 179906.07 179906.07 0.017 179004.61 178998.90 178998.90 178998.90 178998.90 178998.90
estira
do:
0%
*A*fy
0.010 174604.18 174621.12 174621.12 174621.12 174621.12 174621.12
Tabla 60. Valores del módulo elástico (E) para una barra sin exceso de curvatura durante el enderezado y con una fuerza de estirado del 5%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178391.09 180499.05 180499.05 180499.05 180499.05 180499.05 0.075 179227.85 181210.11 181210.11 181210.11 181210.11 181210.11 0.050 179712.15 181689.43 181689.43 181689.43 181689.43 181689.43 0.033 180389.37 182171.28 182171.28 182171.28 182171.28 182171.28 0.025 179974.88 181528.46 181528.46 181528.46 181528.46 181528.46 0.020 178983.23 180590.33 180590.33 180590.33 180590.33 180590.33 0.017 178020.16 179599.54 179599.54 179599.54 179599.54 179599.54
estira
do:
5%
*A*fy
0.010 173353.79 175034.83 175034.83 175034.83 175034.83 175034.83

T.F.C Ingeniería técnica en Obras Públicas
-84-
Tabla 61. Valores del módulo elástico (E) para una barra sin exceso de curvatura durante el enderezado y con una fuerza de estirado del
10%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178856.28 183163.35 183163.35 183163.35 183163.35 183163.35 0.075 179379.32 183459.6 183459.6 183459.6 183459.6 183459.6 0.050 180035.16 183994.61 183994.61 183994.61 183994.61 183994.61 0.033 179887.33 183277.18 183277.18 183277.18 183277.18 183277.18 0.025 179140.11 182354.17 182354.17 182354.17 182354.17 182354.17 0.020 178097.98 181332.16 181332.16 181332.16 181332.16 181332.16 0.017 177004.4 180311.23 180311.23 180311.23 180311.23 180311.23
estira
do:
10%
*A*fy
0.010 172540.99 175889.67 175889.67 175889.67 175889.67 175889.67
Tabla 62. Valores del módulo elástico (E) para una barra sin exceso de curvatura durante el enderezado y con una fuerza de estirado del
20%*A*fy 0% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 177473.35 187428.75 187428.75 187428.75 187428.75 187428.75 0.075 178040.21 187630.85 187630.85 187630.85 187630.85 187630.85 0.050 180401.36 188521.52 188521.52 188521.52 188521.52 188521.52 0.033 180319.24 187636.2 187636.2 187636.2 187636.2 187636.2 0.025 179707.35 186232.9 186232.9 186232.9 186232.9 186232.9 0.020 178552.3 185083.09 185083.09 185083.09 185083.09 185083.09 0.017 177285.79 183894.54 183894.54 183894.54 183894.54 183894.54
estira
do:
20%
*A*fy
0.010 173532.77 179918.7 179918.7 179918.7 179918.7 179918.7
Tabla 63. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y sin
fuerzas de estirado 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178850.11 182728.47 182662.19 182632.45 182615.85 182587.61 0.075 179698.18 183581.37 183516.29 183490.22 183463.79 183436.80 0.050 180046.58 183742.33 183692.86 183664.90 183643.00 183615.70 0.033 180727.41 184105.71 184086.91 184074.54 184064.21 184056.97 0.025 180828.25 183733.74 183732.83 183734.81 183750.59 183727.71 0.020 180200.34 183100.99 183137.21 183124.54 183112.84 183082.40 0.017 179528.52 182348.23 182320.91 182305.57 182301.75 182259.61
estira
do:
0%
*A*fy
0.010 176546.51 179157.44 178932.26 178717.31 178423.59 178399.81
Tabla 64. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y con una
fuerza de estirado del 5%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178368.65 185660.03 184408.98 183928.78 183670.5 183393.37 0.075 179223.74 186235.49 185070.91 184616.99 184386.62 184146.16 0.050 179660.36 181689.43 185339.53 184991.22 184829.25 184548.2 0.033 180345.32 186223.36 185445.85 185212.55 185055.56 184805.55 0.025 180046.63 185420.67 184705.72 184560.25 184394.02 184134.02 0.020 179365.5 184581.03 183920.28 183781.95 183620.74 183308.44 0.017 178568.37 183598.39 182991.27 182862.38 182645.13 182341.97
estira
do:
5%
*A*fy
0.010 175220.39 180036.92 179475.11 179182.75 178752.14 178445.72

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-85-
Tabla 65. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y con una
fuerza de estirado del 10%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178781.96 189094.39 187729.83 186423.93 185640.31 185082.03 0.075 179406.21 189190.07 187968.52 186766.05 186033.14 185521.28 0.050 179969.48 189094.07 188089.53 187098.29 186491.24 186032.66 0.033 179774.95 187931.8 187043.18 186200.71 185765.05 185346.96 0.025 179133.21 186884.56 185964.29 185231.7 184823.39 184390.16 0.020 178431.5 185876.73 185030.36 184287.29 183864.13 183425.89 0.017 177655.89 184849.22 184119.85 183463.99 183053.81 182598.57
estira
do:
10%
*A*fy
0.010 174200.61 181582.17 180845.14 180441.37 179806.68 179049.08
Tabla 66. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 20% de la curvatura exacta y con una
fuerza de estirado del 20%*A*fy 20% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 177429.12 193236.56 191754.38 190405.79 188448.63 187135.13 0.075 177934.68 193229.43 191858.77 190556.53 188615.19 187405.02 0.050 180318.99 193435.63 192415.02 191278.09 189746.83 188840.06 0.033 180382.72 192036.5 191179.37 190216.34 188936.18 188169.7 0.025 179679.74 190827.73 189915.65 188904.71 187764.74 187064.69 0.020 178792.63 189658.16 188860.38 187882.16 186770.02 186083.7 0.017 177923.93 188596.49 187836.86 186926.91 185920.72 185213.7
estira
do:
20%
*A*fy
0.010 174444.43 185846.25 185201.85 184489.42 183621.26 182710.73
Tabla 67. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura exacta y sin
fuerzas de estirado 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178840.41 186904.91 187000.77 186953.95 186956.12 186652.63 0.075 179548.05 187566.04 187709.50 187700.09 187689.72 187409.59 0.050 180075.25 187512.65 187696.04 187698.92 187707.53 187460.40 0.033 180809.34 187230.33 187527.98 187554.59 187557.35 187392.10 0.025 180825.74 186681.43 183732.83 187053.02 187044.22 186914.24 0.020 180621.35 185924.85 186321.42 186372.18 186374.44 186262.08 0.017 180202.54 184980.37 185395.68 185486.86 185484.37 185442.64
estira
do:
0%
*A*fy
0.010 178455.92 183653.44 183683.63 183450.87 182513.00 181881.25
Tabla 68. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura exacta y con una
fuerza de estirado del 5%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178352.92 189742.36 188426.47 188036.36 187781.82 187480.14 0.075 179171.65 190130.62 188924.05 188610.49 188380.27 188087.21 0.050 179540.08 189877.35 188835.14 188650.81 188421.25 188172.78 0.033 180223.36 189121.4 188441.62 188353.51 188141.77 187974.85 0.025 180039.35 188185.07 187678.94 187600.44 187372.63 187243.03 0.020 179730.08 187276.29 186766.48 186745.04 186508.91 186392.38 0.017 179199.83 186315.88 185993.01 185996.11 185724.59 185676.26
estira
do:
5%
*A*fy
0.010 177203.29 184447.43 184247.95 183894.56 182753.1 181877.17

T.F.C Ingeniería técnica en Obras Públicas
-86-
Tabla 69. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura exacta y con una
fuerza de estirado del 10%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178673.27 192701.54 191162.16 189894.35 189286.47 188741.31 0.075 179438.11 192435.73 191231.69 190180.88 189614.46 189123.23 0.050 179897.06 191892.37 190920.82 190146 189717.67 189267.52 0.033 179659.33 190586.2 189701.55 189059.81 188687.37 188285.73 0.025 179324.55 189319.34 188529.82 188046.84 187652.31 187270.51 0.020 178968.8 188128.38 187542.16 187240.77 186809.78 186457.54 0.017 178222.04 187140.27 186505.91 186294.71 185830.83 185461.04
estira
do:
10%
*A*fy
0.010 176170.09 185449.17 185132.15 184810.03 183730.73 182623.39
Tabla 70. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 50% de la curvatura exacta y con una
fuerza de estirado del 20%*A*fy 50% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 177392.15 195935.65 194622.36 193119.82 190980.12 189896.54 0.075 177826.61 195887.98 194596.76 193200.15 191157.73 190131.95 0.050 180191.6 195505.63 194614.31 193534.15 192104.33 191354.28 0.033 180342.54 194192.84 193425.87 192433.87 191305.13 190673.58 0.025 179710.71 192938.97 192307.92 191352.98 190146.97 189417.44 0.020 179250.78 191979.25 191406.55 190596.02 189360.44 188568.81 0.017 178351.9 191149.3 190808.59 190094.92 188711.55 187646.18
estira
do:
20%
*A*fy
0.010 175938.78 189150.08 188950.89 188553.67 187465.81 185877.07
Tabla 71. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta y sin
fuerzas de estirado 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178838.53 187766.74 188080.76 188076.22 188073.96 187767.51 0.075 179506.58 188345.02 188706.88 188724.34 188714.17 188417.08 0.050 180094.57 188231.82 188631.52 188683.55 188668.60 188441.74 0.033 180807.93 187831.58 188301.84 188407.49 188405.74 188272.49 0.025 180845.62 187169.36 187695.95 187824.93 187830.09 187709.64 0.020 180711.42 186346.32 186934.75 187106.33 187109.48 187021.20 0.017 180321.68 185413.34 186041.25 186273.44 186282.94 186251.26
estira
do:
0%
*A*fy
0.010 178910.03 184636.83 184916.18 184693.56 183652.27 182668.58
Tabla 72. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta y con una
fuerza de estirado del 5%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178333.9 190379.82 189285.69 189003.63 188731.07 188284.71 0.075 179128.14 190711.74 189751.42 189554.18 189287.04 188848.63 0.050 179546.96 190328.75 189556.96 189524.7 189246.13 188827.58 0.033 180139.55 189411.94 189047.44 189121.15 188865.42 188496.52 0.025 180039.74 188379.58 188240.33 188349.94 188045.84 187711.54 0.020 179904 187511.7 187399.07 187563.55 187227.52 186940.98 0.017 179397.05 186455.55 186576.71 186781.06 186442.18 186185.67
estira
do:
5%
*A*fy
0.010 177676.56 185257.51 185210.25 185005.49 183868.29 182607.27

Efectos del enderezado en taller de ferralla de armaduras de acero de alta ductilidad producidas en rollo
-87-
Tabla 73. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta y con una
fuerza de estirado del 10%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 178631.02 193218.68 191921.08 190645.83 189998.46 189534.76 0.075 179440.49 192855.79 191943.65 190917.41 190335.94 189903.22 0.050 179880.38 192209.67 191556.23 190782.38 190312.93 189915.2 0.033 179682.83 190879.12 190309.12 189704.25 189255.11 188855.98 0.025 179364.49 189607.15 189190.73 188719.17 188257.61 187865.81 0.020 179051.14 188344.62 188161.38 187870.69 187379.48 187000.06 0.017 178472.23 187629.46 187338.11 186930.84 186315.99 185967.02
estira
do:
10%
*A*fy
0.010 176663.23 186286.44 186091.93 185828.96 184711.39 183320.71
Tabla 74. Valores del módulo elástico (E) para una barra con un exceso de curvatura durante el enderezado del 60% de la curvatura exacta y con una
fuerza de estirado del 20%*A*fy 60% CE FI/R Patrón0 Patrón1 Patrón2 Patrón3 Patrón4 Patrón5
0.100 177386.54 196330.25 195140.75 193624.49 191483.46 190366.69 0.075 177803.79 196253.08 195147 193678.35 191640.94 190608.18 0.050 180168.69 195647.9 194997.73 193995.16 192539.01 191762.23 0.033 180388.61 194418.29 194019.83 192970.28 191776.8 190973.7 0.025 179674.3 193216.83 192911.82 191939.11 190695.67 189732.65 0.020 179375.28 192345.83 192157.28 191335.3 189991.42 188882.42 0.017 178509.96 191723.77 191520.39 190812.18 189485.13 187969.67
estira
do:
20%
*A*fy
0.010 176283.89 189691.06 189604.54 189425.59 188320.11 186545.09