BK-25SF 溶着金属の硬さ(鋳鉄母材に直接肉盛、溶接のまま) · −265− 5 bk-25sf 棒端色:赤色 被覆:塩基性 bk-51sf 棒端色:緑色 被覆:塩基性

− 43−
1
用 途 開先加工、裏はつり、欠陥箇所や不要断面の除去、湯ばりや湯口の切断など、特にガス加工が困難な鋳鉄やステンレス、非鉄金属にも適用できます。
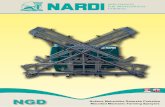
①下図のようにガウジング棒を母材と約20°程度に保ち、先端をガウジング底部に軽く接触させ、適当な進行速度で、小さく前後運動しながらアークの吹付ける力で溶けた鉄を吹飛ばしてガウジングを行なって下さい。②表面はつりや裏はつり、浅い溝をつけるときは運棒速度を早くして下さい。また深い溝が必要な場合は1回のガウジング操作で仕上げるよりも、比較的浅い溝で数回のガウジング操作を繰り返す方が能率的でガウジング面もきれいです。③ガウジング棒が吸湿した場合、アーク切れの原因となりますので、80~120℃で30~60分間再乾燥して下さい。
作業要領
ガウジング面が美しく、仕上げの必要はほとんどなく、ただちに溶接や巣埋めができます。NGD、NGD-2は他のガウジング棒と異なり、被覆剤に黒鉛を含んでいませんので、ガウジング面に炭素が残留する心配がありません。普通鋼、普通鋳鋼などはガウジングのあと、そのまま同一の溶接棒(NGD)で電流を調整するだけで、深溶込み型の溶接や巣埋めが可能です。被覆の耐熱性がよいので、溶接棒の過熱によるガウジング能力の低下はほとんどありません。ガウジング以外にも運棒法によって、能率のよい切断ができます。また、NGD-2はNGDより少し幅が狭く、溝が深くなる設計になっています。
アーク・ガウジング用
棒端色 :オレンジ色
棒端色 : 赤色
進行方向
約 20°
ガウジング棒の保持角度
軟鋼用(被覆アーク溶接棒)
− 44−
1
■適正電流(ACまたはDC-)
棒長(mm) 350 400 400 ガウジング用 160~200 230~270 290~330 溶 接 用 140~170 180~220 220~280
■ガウジング能力の一例(NGD)母材の種類溶接姿勢
棒径×長さ(mm)使用電流(A)
軟鋼板(SS400)板厚 16mm下向
3.2×350180
410ガウジング長さ(mm)ガウジング時間(秒)
ガウジング速度(mm/分)ガウジング巾×深さ(mm)ガウジング長さ(m)ガウジング時間(分)
514707.0×2.511.524.0
立向3.2×350180
330484107.0×3.59.322.5
横向3.2×350180
51052.55906.8×3.014.324.5
一本当り
一キロ当り
電流範囲(A)
棒径(mm) 3.2 4.0 5.0
■包装形態 銘 柄 小包装質量(kg) 大包装質量(kg) NGD 3.5 14 NGD-2 4 16
軟鋼用(被覆アーク溶接棒)