
電腦硬體裝修技術士技能檢定 ... - examiner.com.tw · 電腦硬體裝修技術士技能檢定應考須知 ~11 ~ 丙級電腦硬體裝修技能檢定規範(86.07.19)

金屬成形乙級技術士技能檢定術科測試應檢參考資料
試題編號:21400-1060201~05
審定日期: 107 年 01 月 18 日

金屬成形丙級技術士技能檢定術科測試應檢參考資料
目 錄
壹、金屬成形乙級技術士技能檢定術科測試應檢人須知 ...................................................... 1
貳、金屬成形乙級技術士技能檢定術科測試場地機具設備表 .............................................. 4
參、金屬成形乙級技術士技能檢定術科測試應檢人員自備工具表 ..................................... 6
肆、金屬成形乙級技術士技能檢定術科測試工具表 .............................................................. 7
伍、金屬成形乙級技術士技能檢定術科測試材料表 .............................................................10
陸、金屬成形乙級技術士技能檢定術科測試評審總表 .........................................................12
柒、金屬成形乙級技術士技能檢定術科測試評審表 .............................................................13
捌、金屬成形乙級技術士技能檢定術科測試場地單位提供機具設備及軟體表………....17
玖、金屬成形乙級技術士技能檢定科術測試試題……………… ……………….………..18
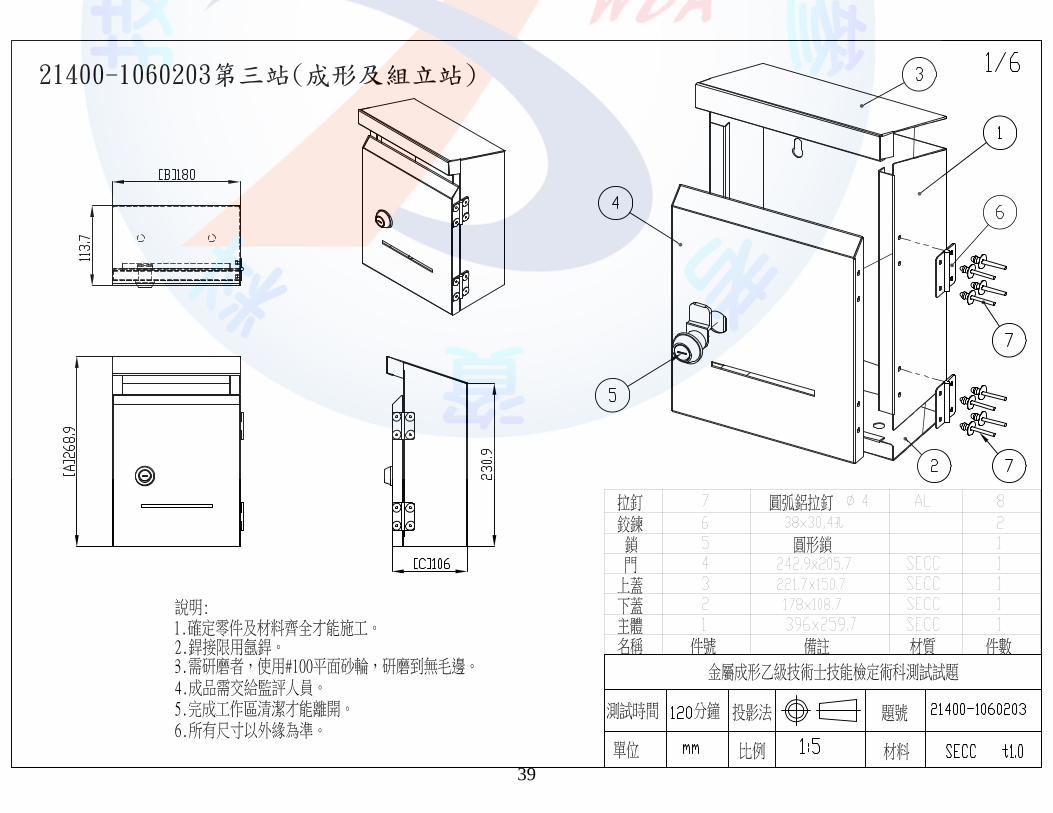
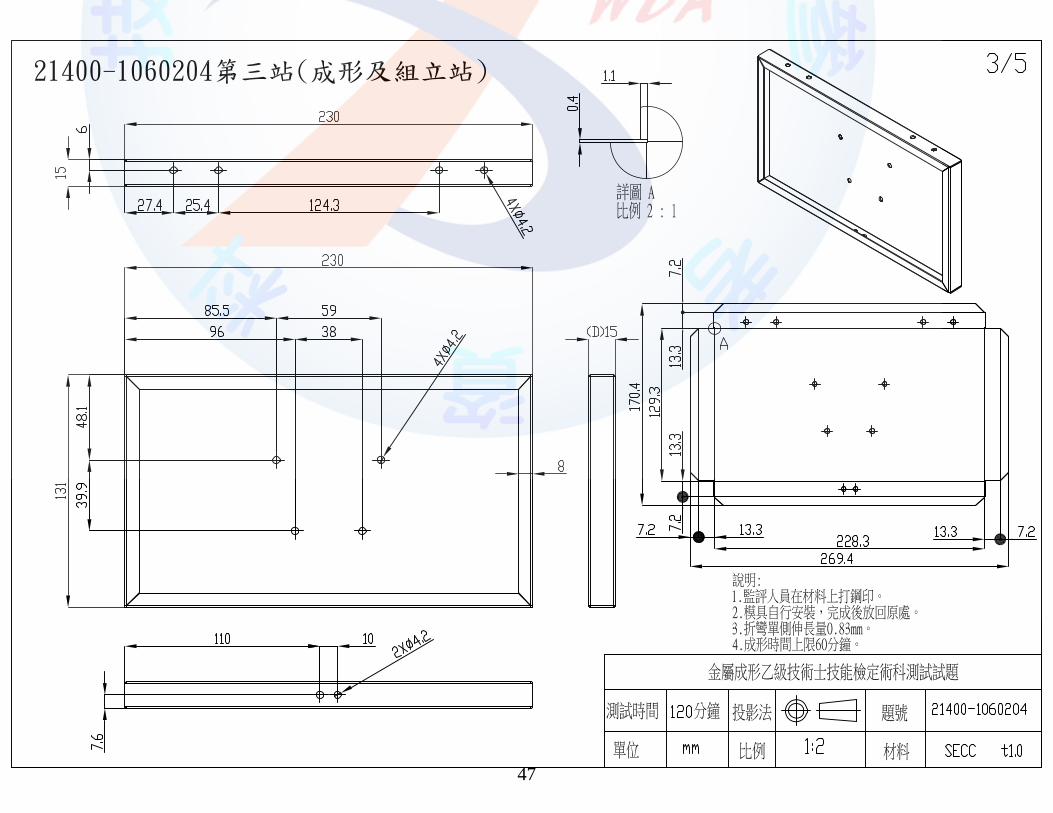
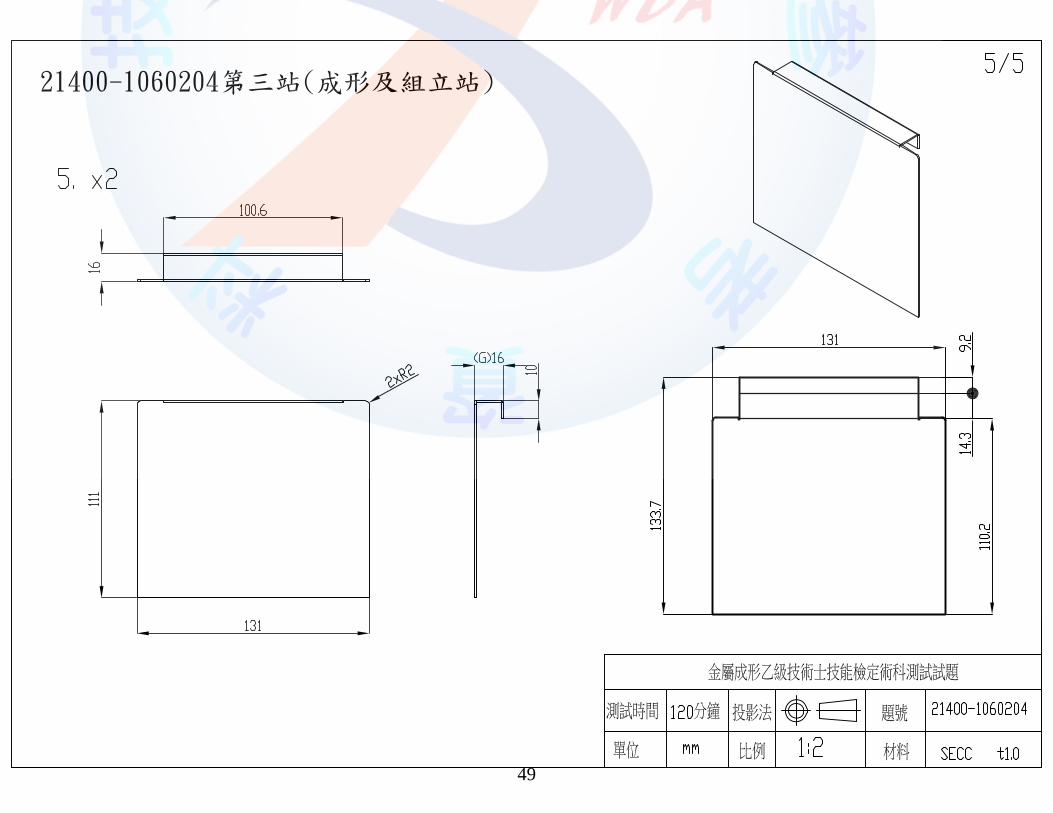
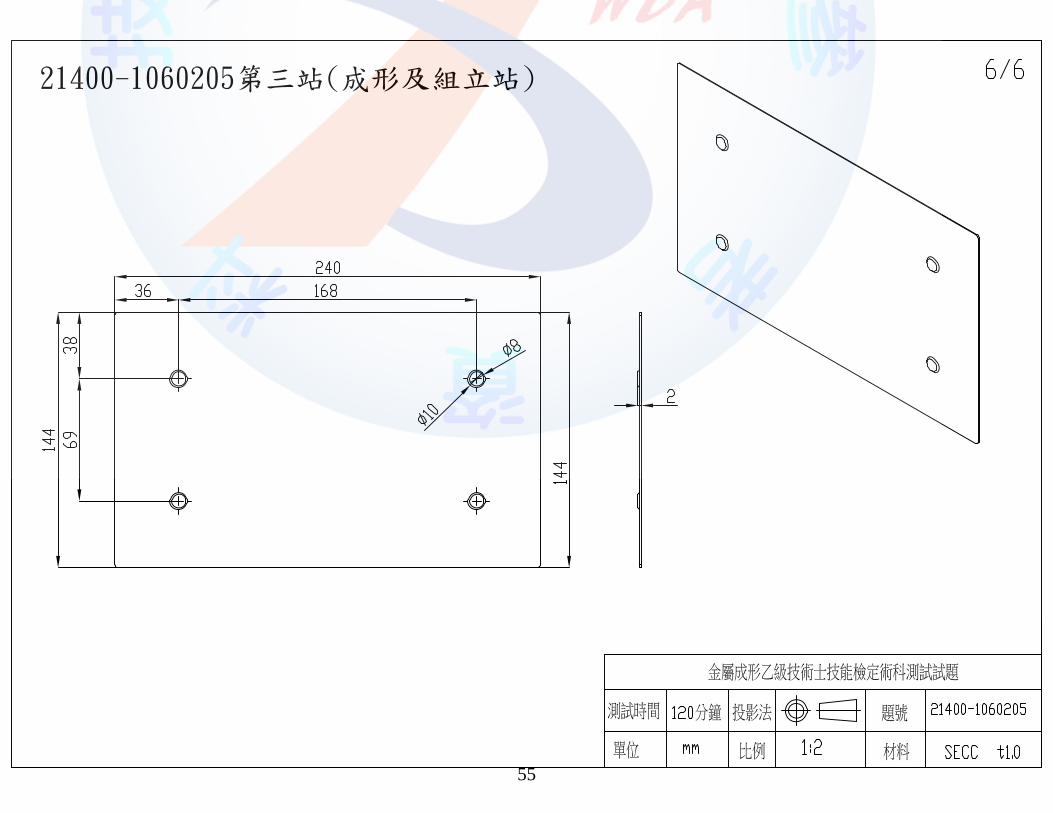
題號:21400─1060201~5
拾、金屬成形乙級技術士技能檢定術科測試時間配當表…………………………………56
壹、金屬成形乙級技術士技能檢定術科測驗應檢人員須知
一、術科辦理單位應在檢定開始日一星期前開放 1 天供應檢人員到檢定場地瞭解機具操作
方式。
二、術科測試開始後 15 分鐘以上未進場者,以缺考論。應檢人員自備之工具,請參考應
檢人員自備工具,其餘均由承辦單位提供。
三、應檢人員應穿著具有安全性的鞋子(防撞擊、割傷,如安全鞋、皮鞋等)。
四、本檢定分為三站:第一站 3D 電腦繪圖展開,第二站數控機械剪切,第三站成形及組
立,三站皆採現場實作。第一站:45 分鐘,第二站:30 分鐘,第三站:120 分鐘。
五、術科測試共分三站,每站得分乘配分比率(第一站 30%、第二站 20%、第三站 50%),
成績算至小數第二位(四捨五入)後為該站成績,每站加總後總成績 60 分(含)以上者
為及格,任何一站成績為”0”分者,以不及格論。
四、本套試題共有五題,每一場次術科測試時,應將五題全部列為測試試題,應檢試題由
該場次術科測試編號最小號應檢人抽出應試題號,其餘應檢人則依術科測試編號依序
對應試題順序測試。應檢人須依抽題結果進行測試,遲到者或缺席者不得有異議。
五、應檢人員若不熟悉檢定場之數控切割機、折床操作方法者,得依術科測試辦理單位安
排至檢定地點瞭解場地、設備。
六、應檢人員於檢定開始日一週前,可要求安裝自備合法 3D 繪圖展開軟體,但需提供授
權證明給術科測試辦理單位核對,影印存證。
七、應檢人對術科測試辦理單位提供之機具設備、工具或材料等有疑義者,應即時提出,
測試開始後,不得再提出疑義。
八、檢定提供 1 組材料、折床用試片及置物籃,不得補充,請於開始前核對並檢查,如有
短缺或不堪使用者,應當場提出更換或補充。
九、應檢人員應依照指示到各站接受測試,不得脫隊要求自行接受測試,如有脫隊則以不
遵守試場規則處置。
十、應檢人員在 3D 電腦繪圖展開站開始測試前,得就繪圖軟體做簡單的設定,但不能使
主功能表功能喪失。
十一、繪圖期間隨時存檔(*.dwg),以防當機或電源中斷。
十二、檔案儲存在電腦桌面及辦理單位提供之隨身碟,檔名為應檢人員術科測試編號,並
1
將圖面列印在 A3 影印紙上,簽名交該站監評人員後,始可離開。
十三、畫完自行出圖,最多二次。出圖時間不列入測試時間內。
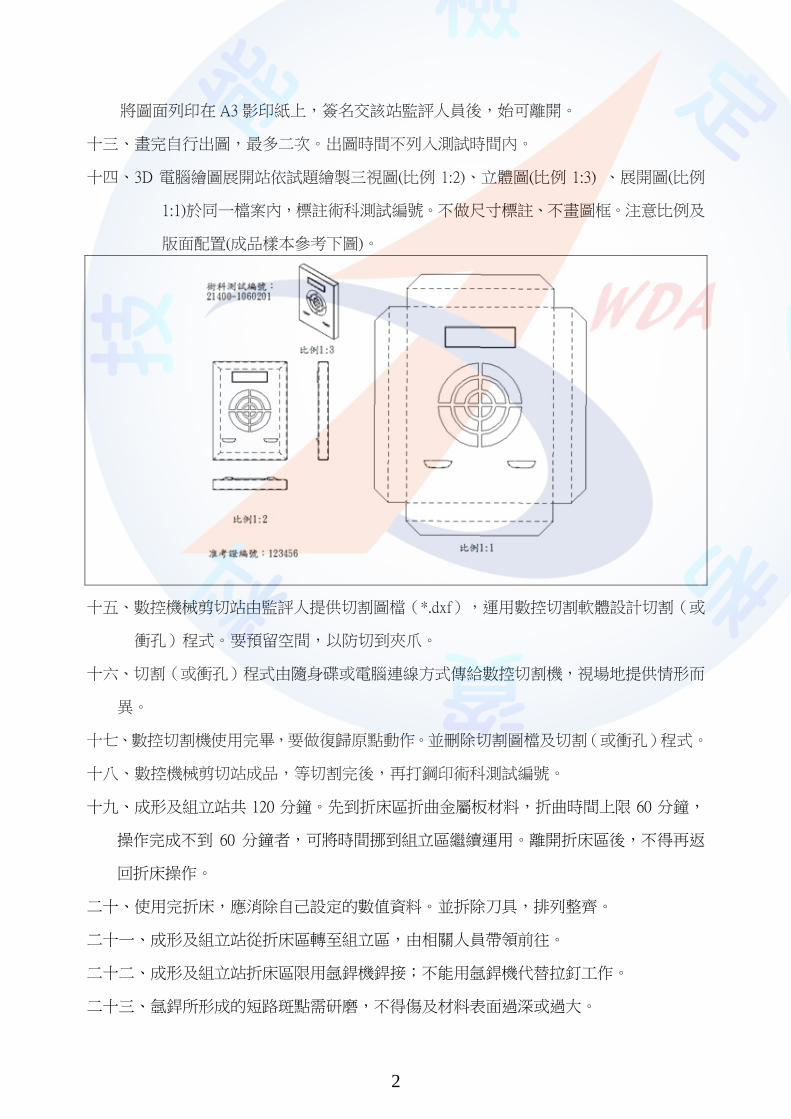
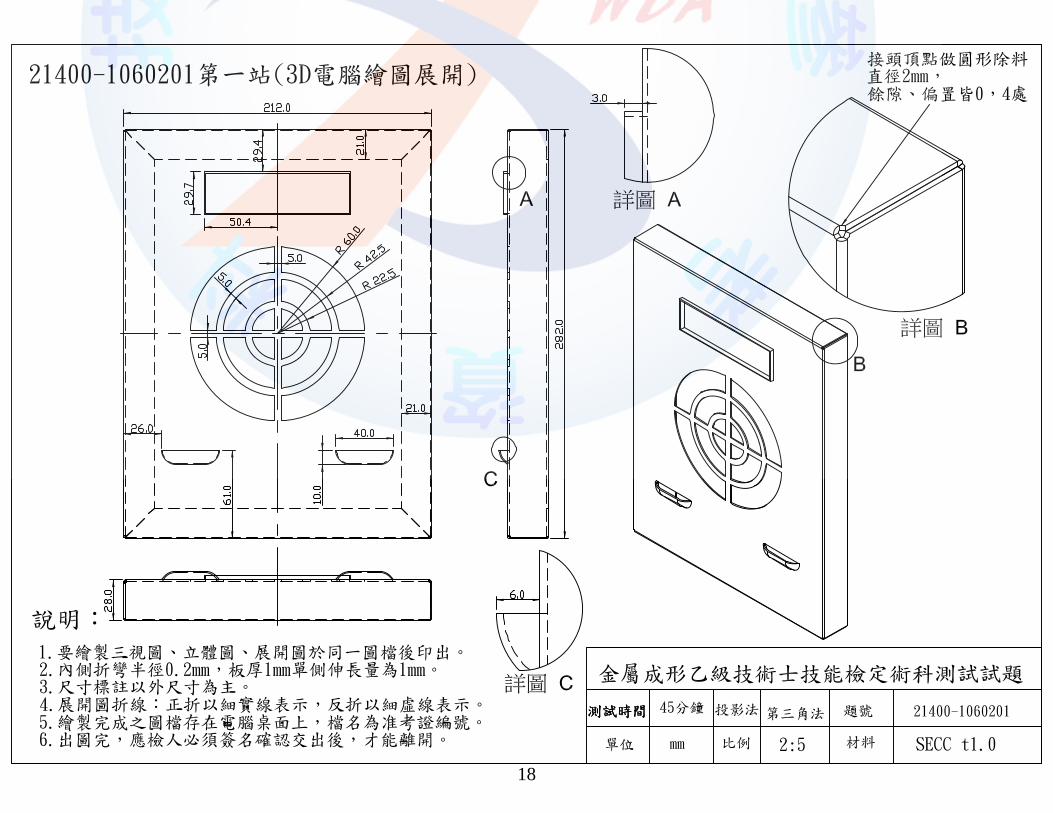
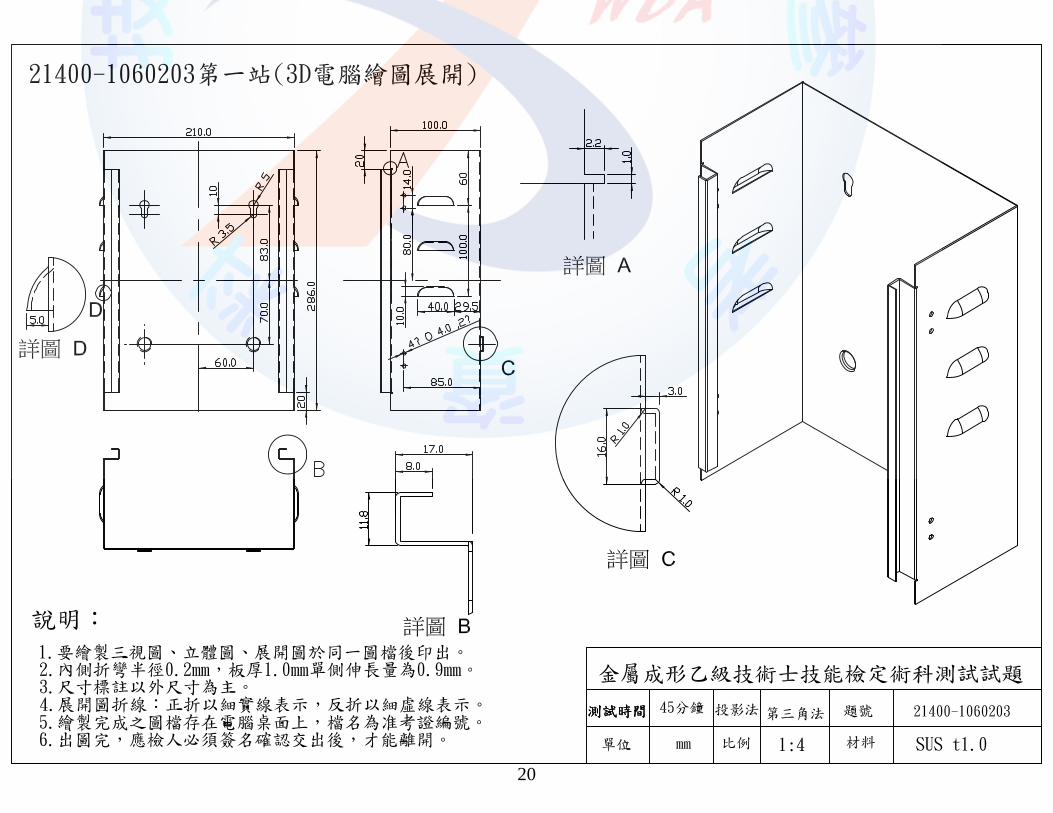
十四、3D 電腦繪圖展開站依試題繪製三視圖(比例 1:2)、立體圖(比例 1:3) 、展開圖(比例
1:1)於同一檔案內,標註術科測試編號。不做尺寸標註、不畫圖框。注意比例及
版面配置(成品樣本參考下圖)。
十五、數控機械剪切站由監評人提供切割圖檔(*.dxf),運用數控切割軟體設計切割(或
衝孔)程式。要預留空間,以防切到夾爪。
十六、切割(或衝孔)程式由隨身碟或電腦連線方式傳給數控切割機,視場地提供情形而
異。
十七、數控切割機使用完畢,要做復歸原點動作。並刪除切割圖檔及切割(或衝孔)程式。
十八、數控機械剪切站成品,等切割完後,再打鋼印術科測試編號。
十九、成形及組立站共 120 分鐘。先到折床區折曲金屬板材料,折曲時間上限 60 分鐘,
操作完成不到 60 分鐘者,可將時間挪到組立區繼續運用。離開折床區後,不得再返
回折床操作。
二十、使用完折床,應消除自己設定的數值資料。並拆除刀具,排列整齊。
二十一、成形及組立站從折床區轉至組立區,由相關人員帶領前往。
二十二、成形及組立站折床區限用氬銲機銲接;不能用氬銲機代替拉釘工作。
二十三、氬銲所形成的短路斑點需研磨,不得傷及材料表面過深或過大。
2
二十四、銲接工作台不具組立功能者,需到組立工作台進行組立工作。
二十五、成形及組立成品完成後,隨同置物籃交給監評人員。
二十六、術科測試之機具設備因應檢人操作疏失致故障者,應檢人須自行排除,不另加給
測試時間。
二十七、設備非因應檢人員操作疏失致故障或其他不可抗拒情事所引起之等候時間,應請
監評人員之確認後,始自作業時間扣除,並列入記錄保存。
二十八、工件除監評人員所作鋼印外,不得留有任何記號,否則以作弊論。
二十九、應檢人員不得有代做或調換成品之行為。
三十、應檢人員除遵守一般應檢規定外,另需接受檢定場地特殊狀況限定之約束(例如:
限定使用折床、銲接機的工作位置)。
三十一、應檢人員因不當操作而損壞機具應負賠償之責任。
三十二、檢定完畢後,試題與工件不論完成與否均需一併交回。
三十三、應檢人員於各站完成工件後,應即清理工作場地,並迅速離開檢定場所。
三十四、其餘未規定部分,依現行試題規定及技能檢定相關法規辦理。
3

貳、金屬成形乙級技術士技能檢定術科測試場地機具設備表
第一站:3D 電腦繪圖展開(每站份)
項
次 名 稱 規 格 單 位 數 量 備 註
1 電腦 桌上型或筆記型(可執行3D繪圖軟體) 台 4
2 繪圖軟體 能做 3D 繪圖展開 套 4
3 印表機 A3 台 1
4 空調系統 能保持繪圖區室內恆溫28度以下 組 1
第二站:數控機械剪切(每站份)
項
次 名 稱 規 格 單 位 數 量 備 註
1 電腦 桌上型或筆記型(可執行金屬板數控切割軟體軟體) 台 1
2 數控切割軟
體 能將圖形檔轉切割程式 套 1
3 測量平台 400 ㎜ ×400 ㎜ ×100 ㎜以上 塊 1 各站共用
4 數控切割機 切割軟鋼板厚度0.8mm以上,切割面積300mm×300mm以上 台 1
5 NCT沖模 RO3~5,10,20,30;SQ10,20;RE30×3(mm)各1支
組 1 使用 NCT 才需
要。
第三站:成形及組立(每站份)
項
次 名 稱 規 格 單 位 數 量 備 註
1 折床
NC或CNC 折曲壓力:每公尺8噸以上, 折曲長度:1200mm以上 含拆卸用板手及銅棒
台 2
2 折床刀具 劍刀,88 度,寬度 10,15,20,40,50,100(右耳),100(左耳),200,300mm 分割模 組 2
3 折床刀具
小框刀,88 度,寬度
10,15,20,40,50,100(右耳),100(左耳
),200,300mm 分割模 組 2
4 折床刀具
扁線刀,30 度,寬度
10,15,20,40,50,100(右耳),100(左耳
),200,300mm 分割模 組 2
4

5 折床刀具
鵝頸刀,88 度,寬度
10,15,20,40,50,100(右耳),100(左耳
),200,300mm 分割模 組 2
6 折床刀具 單V槽下模,88 度,V寬 6mm,長
度 835mm 支 2
7 折床刀具 單V槽下模,30 度,V寬 6mm,長
度 835mm 支 2
8 折床刀具 單V槽下模座,長度 840mm 支 2
9 氬銲機 100A以上 台 4
10 銲接工作台
或組立工作
台 400 ㎜ ×400 ㎜以上 座 4
11 工作桌 600 ㎜ ×600 ㎜以上 張 4 有組立工作台者,此項可免
12 鎢棒研磨機 台 1
13 高度規 300 ㎜,電子數位顯示 支 1 監評人員用
5

參、金屬成形乙級技術士技能檢定術科測驗應檢人員自備工具表
(每人份)
項 次 名 稱 規 格 單 位 數 量 備 註
1 銲 接 手 套 氬銲用,皮製 雙 1 自備
2 銲 接 圍 裙 皮製 件 1 自備
3 銲 接 袖 套 皮製 件 1 自備
4 手 套 棉紗、防滑或防割 件 1 自備
6

肆、金屬成形乙級技術士技能檢定術科測試工具表
第一站 3D 電腦繪圖展開(每站份)
項次 名 稱 規 格 單 位 數 量 備 註
1 隨 身 碟 4G以上 支 1 監評人員用
2 磁性黑(白)板 60cm×90cm 以上 個 1 監評人員用
第二站數控機械剪切(每站份)
項次 名 稱 規 格 單 位 數 量 備 註
1 鋼 印 數字 套 1 監評人員用
2 球 頭 鎚 1.5Lb 支 1 監評人員用
3 鋼 尺 300mm 支 1
4 撬 板 SUS,t2,600mm ×
30mm 塊 1
共用,NCT 用
5 奇 異 筆 紅色 支 1 監評人員用
6 磁性黑(白)板 60cm×90cm 以上 個 1 監評人員用
7 游 標 卡 尺 300 ㎜,電子數位
顯示 支 1 監評人員用
第三站成形及組立─折床區(每站份)
項次 名 稱 規 格 單 位 數 量 備 註
1 鋼 印 數字 套 1 監評人員用
2 球 頭 鎚 1.5Lb 支 2 共用
3 鋼 尺 300mm 支 2
4 游 標 卡 尺 300 ㎜、150 ㎜ 支 各 2 共用
5 強 力 磁 鐵 個 4 共用,折床用
6 置 物 籃 450mm×300mm以
上 個 12 共用,可用手推車代替
7 量 角 器 中心可調整 支 2 共用
7

8 奇 異 筆 紅色 支 1 監評人員用
9 碼 錶 個 2 監評人員用
10 磁性黑(白)板 60cm×90cm 以上 個 1 監評人員用
第三站成形及組立─組立區(每站份)
項次 名 稱 規 格 單 位 數 量 備 註
1 鋼 尺 300mm 支 4 共用
2 角 尺 150 ㎜ ×100 ㎜ 支 4 共用
3 游 標 卡 尺 300 ㎜ 支 4 共用
4 銲 接 面 罩 變色龍 個 4 共用
5 板 金 鎚 橫一型 支 4 共用
6 手 提 砂 輪 機 砂輪外徑 100mm,孔徑 16mm
支 4 共用
7 固定(萬能)鉗 10” 支 8 共用
8 拉 釘 槍 手動或氣動 支 2 共用
9 手 電 鑽 鑽 夾 夾 持 直 徑
8mm 支 2 共用
10 鑽 頭 直徑 3.2、4mm 支 各 4 共用
11 螺 絲 起 子 十、一字型 支 各 4 共用
12 活 動 板 手 8” 支 4 共用
13 游 標 卡 尺 300 ㎜,電子數位
顯示 支 1 監評人員用
14 錐形塞尺 (錐形
規 、 孔 徑 規 ) 1~15mm 支 1
監評人員用
8

15 弧 度 規
Radius gage set 半徑 1.5,3mm 各 1 組 1
監評人員用
16 奇 異 筆 紅色 支 1 監評人員用
17 碼 錶 個 4 監評人員用
18 磁性黑(白)板 60cm×90cm 以上 個 4 監評人員用
9

伍、金屬成形乙級技術士技能檢定術科測試材料表
(每人份)
項 次 名 稱 規 格 單 位 數 量 備 註
1 電解鍍鋅鋼板 t 1.0,依各試題尺寸外型以
雷射切割完成,各片誤差
0.2mm 以內 套 1
每試題每位應檢人員共 4
片 (第 3 站用)
2 電解鍍鋅鋼板 t 0.8 ×300 ㎜×300 ㎜ 張 1 數控機械剪切用(第 2 站
用)
3 電解鍍鋅鋼板 t 1.0 ×100 ㎜×40 ㎜ 片 2 折床測試用
4 拉釘 圓弧鋁拉釘,直徑 4 ㎜,長
度 8mm 支 15 第 1,3,4,5 題用
2 拉釘 圓弧鋁拉釘,直徑 3.2 ㎜,
長度 8mm 支 3 第 4 題用
3 鉸鍊 長 38 ㎜ × 寬 40 ㎜,4 孔 個 1 第 3,4,5 題用
7 鉸鍊 二葉有孔丁雙,60mm 組 1 第 1 題用
8 鉸鍊 彈簧丁雙(R),62mm 個 1 第 2 題用
9 下座 直徑 6 ㎜,深 9.6mm 個 1 第 2 題用
10 把手 平面把手組件,深度 14mm 個 1 第 1 題用
11 鎖 圓形鎖組件,深度 12mm 個 1 第 2,3,題用
12 雙扣 雙扣,總長 72mm 組 1 第 4 題用
13 箱丸 43mm ×84mm 個 1 第 4 題用
14 磁鐵 直徑 12.4 mm 個 1 第 5 題用
15 影印紙 A3 包 1 共用
6 碳粉 黑色 支 1 共用
17 擦拭紙 工業用 捲 1 共用
18 氬氣 40L/6m3 瓶 1 共用
19 氬銲條 碳鋼用 TIG,ψ0.8mm 包 1 共用
10

20 平面砂輪 100 號 片 1 共用
21 奇異筆 藍色 支 1 共用
11

陸、金屬成形乙級技術士技能檢定術科測驗評審總表
姓名 准考證號碼 檢 定 日 期
年 月 日
各站評審結果
站別 原始總分 依配分得分
第一站: 3D 電腦繪圖展開
(30%)
第二站: 數控機械剪切(20%)
第三站: 成形及組立(50%)
總成績
□及格 □不及格 □缺考
監評人員
簽章
監評長簽章
〈請勿於測試結束前先行簽名〉
備註:術科測試共分三站,每站得分乘配分比率(第一站 30%、第二站 20%、
第三站 50%),成績算至小數第二位(四捨五入)後為該站成績,每站加
總後總成績 60 分(含)以上者為及格,任何一站成績為”0”分者,
以不及格論。
12

柒、金屬成形乙級技術士技能檢定術科試題評審表
第一站:3D 電腦繪圖展開 姓 名 檢定日期 年 月 日 本站檢定得分
准考證號碼 試題編號
測試時間 45 分鐘 (不含存檔後之出圖時間)
開始時間 終止時間 小計 分鐘
評 審 項 目
一、試場違規,凡有下列情事之一者,為不及格(於該項□內打勾)
□1.缺考。 □2.未完成(含中途棄權)。 □3.代人製作或受人協助者。 □4.有夾帶或交換工作者。
□5.故意毀壞測試場機具。 □6.擅離或自行變換測試位置。 □7.未注意工作安全釀成災害。 □8.不遵守檢定場所規定。
凡有上列各項之情事者,必要時請註明其具體事實,列舉如下:
二、凡無上項任一情事者,即作下列各項評分
項目 項次 評審項目 基本扣分 最高扣分 扣分 小 計
立體
圖 15
分
1 未完成 10 10
2 未畫出成形特徵 每個扣 2 分 6
3 視角方向不正確 4 4
三視
圖 20
分
1 未轉出三視圖 每圖扣 3 分 9
2 未畫出成形特徵 每個扣 1 分 10
3 未畫出沖孔特徵 每個扣 1 分 10
4 三視圖配置位置與題目不符 5 5
展開
圖 65
分
1 尺寸誤差大於±1mm,共 10 個評量點
每個扣 3 分 30
2 成形特徵不符、外輪廓誤差大於±1mm 或未畫
每個扣 2 分 10
3 沖孔特徵不符、誤差大於±1mm或未畫
每個扣 1 分 10
4 接頭頂點除料不符、誤差大於±1mm 或未畫
每個扣 1 分 4
5 止裂口不符、誤差大於±1mm 或未畫
每個扣 1 分 4
6 比例不正確 10 10
扣分總計
得分
評分統計:(總分 100 分) 1. 立體圖 15 分(扣分不得超過 15 分)。 2. 三視圖 20 分(扣分不得超過 20 分)。 3. 展開圖 65 分(扣分不得超過 65 分)。
監評人員簽名 (請勿於測試結束前先行簽名)
13
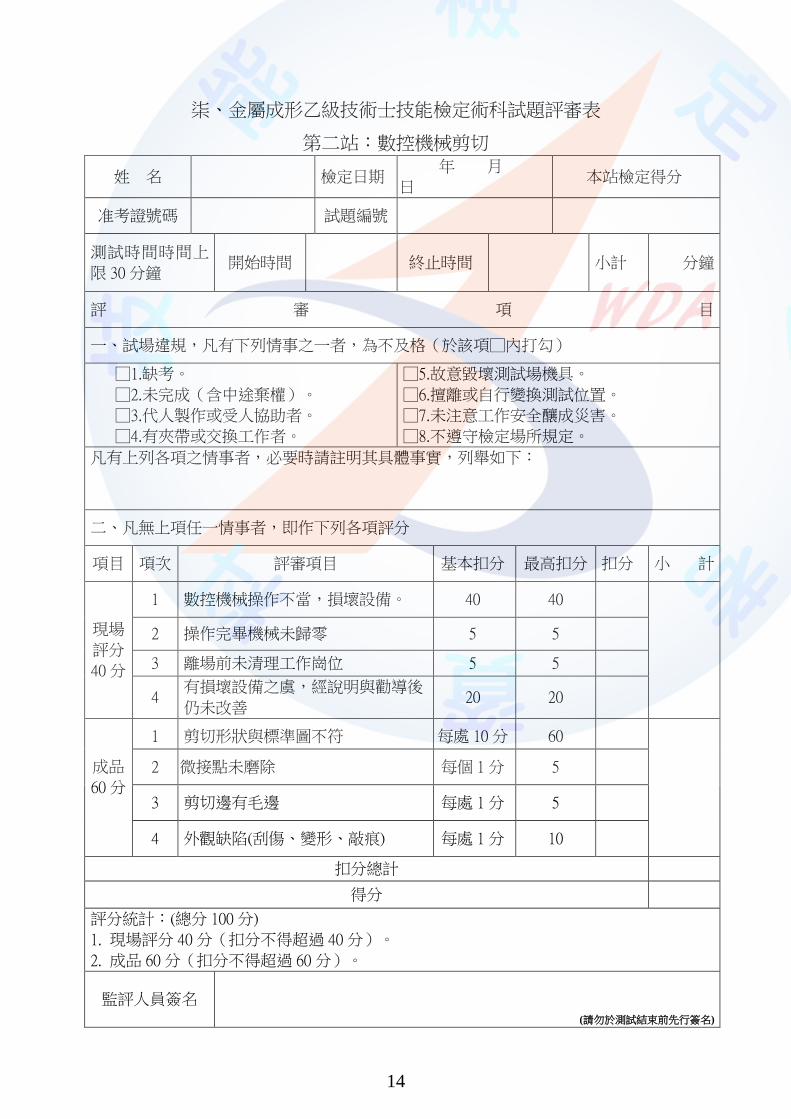
柒、金屬成形乙級技術士技能檢定術科試題評審表
第二站:數控機械剪切
姓 名 檢定日期 年 月 日 本站檢定得分
准考證號碼 試題編號
測試時間時間上
限 30 分鐘 開始時間 終止時間 小計 分鐘
評 審 項 目
一、試場違規,凡有下列情事之一者,為不及格(於該項□內打勾)
□1.缺考。
□2.未完成(含中途棄權)。
□3.代人製作或受人協助者。
□4.有夾帶或交換工作者。
□5.故意毀壞測試場機具。
□6.擅離或自行變換測試位置。
□7.未注意工作安全釀成災害。
□8.不遵守檢定場所規定。
凡有上列各項之情事者,必要時請註明其具體事實,列舉如下:
二、凡無上項任一情事者,即作下列各項評分
項目 項次 評審項目 基本扣分 最高扣分 扣分 小 計
現場
評分
40 分
1 數控機械操作不當,損壞設備。 40 40
2 操作完畢機械未歸零 5 5
3 離場前未清理工作崗位 5 5
4 有損壞設備之虞,經說明與勸導後
仍未改善 20 20
成品
60 分
1 剪切形狀與標準圖不符 每處 10 分 60
2 微接點未磨除 每個 1 分 5
3 剪切邊有毛邊 每處 1 分 5
4 外觀缺陷(刮傷、變形、敲痕) 每處 1 分 10
扣分總計
得分
評分統計:(總分 100 分)
1. 現場評分 40 分(扣分不得超過 40 分)。
2. 成品 60 分(扣分不得超過 60 分)。
監評人員簽名
(請勿於測試結束前先行簽名)
14

柒、金屬成形乙級技術士技能檢定術科試題評審表 第三站:成形及組立
姓 名 檢定日期 年 月 日 本站檢定結果
准考證號碼 試題編號 □及格 □不及格
成形及組立測試
時間 120 分鐘(成
形時間最多 60 分
鐘,提前完成者時
間可併入組立使
用)
成形開始時
間 結束時間 小計 分鐘
組立開始時
間 結束時間 小計 分鐘
評 審 項 目
一、試場違規,凡有下列情事之一者,為不及格(於該項□內打勾)
□1.缺考。
□2.未完成(含中途棄權)。
□3.代人製作或受人協助者。
□4.有夾帶或交換工作者。
□5.故意毀壞測試場機具。
□6.擅離或自行變換測試位置。
□7.未注意工作安全釀成災害。
□8.不遵守檢定場所規定。
凡有上列各項之情事者,必要時請註明其具體事實,列舉如下:
二、凡無上項任一情事者,即作下列各項評分
項目 項次 評審項目 基本扣分 最高扣分 扣分 小 計
現場
評分
30 分
1 折床操作、更換模具錯誤及折床未
歸零 每次扣 10 分 30
2 刀具、工具未歸位 每項扣 5 分 10
3 護具、鞋子不符安全規定 5 5
4 離場前未清理工作崗位 10 10
5 有損壞設備之虞,經說明與勸導後
仍未改善 每次 10 分 20
成形
成果
評分
20 分
1 多餘之折線、未折到之折線 每處扣 3 分 9
2 折曲方向錯誤 每處扣 10 分 20
15

組立
成果
評分
50 分
1
尺寸位置 尺寸 誤差最大
尺寸 A B C D E F G
尺寸誤差大於
±1mm,
每處扣 5 分
35
2
上蓋與主體段差大於 1mm、主體與
內嵌門間隙最大處與最小處差距大
於 1mm、底座間隙大於 1mm
每處扣 3 分 9
3 未依圖示完成組立、功能不佳(無
法上鎖……) 每處扣 3 分 9
4 銲道未研磨長度超過 5 mm、角銲研
磨弧度不在直徑 1.5-3 mm 之間 每處扣 2 分 10
5 銲接處有破洞,銲接未完成,外觀
有刮傷、凹陷、短路斑點、敲痕 每處扣 2 分 20
扣分總計
得分
評分統計:(總分 100 分)
1.現場評分佔 30 分(扣分不得超過 30 分)。
2.成形成果評分 20 分(扣分不得超過 20 分)。
3.組立成果評分 50 分(扣分不得超過 50 分)。
監評人員簽名
(請勿於測試結束前先行簽名)
16

捌、金屬成形乙級技術士技能檢定術科測試場地單位提供
機具設備及軟體表
下表為術科場地單位提供使用之機具設備及軟體,若應檢人使用之 3D 電腦繪圖展開
軟體為場地單位無法提供者,請在自備 3D 電腦繪圖展開軟體欄內填寫軟體名稱及版本,
於檢定前由檢定單位聯繫,並由檢定單位安排應檢人會同場地負責人進行安裝。
機具設備或軟體名稱 廠牌、型號、其他
3D 電腦繪圖展開軟體
數控切割機
數控切割軟體
切割(或衝孔)程式傳給數控切割機的方式
氬銲機
自備 3D 電腦繪圖展開軟體
若為場地單位提供之機具設備及軟體,本表不必寄回。
若填寫自備 3D 電腦繪圖展開軟體者,請於 年 月 日以前寄回,
或傳真( ) 。(日期、傳真電話由場地單位填寫)
准考證號碼 應檢人姓名
17
18

19
20

21

22

23

24

25

26

27

28

29

30

31
32
33

34

35

36

37

38
39

40

41

42

43

44

45

46
47

48
49

50

51

52

53

54
55

拾、金屬成形乙級技術士技能檢定術科測試時間配當表 ※每一檢定場,每日排定 1 場。
時 間 內 容 備 註
07:30-08:00 1.監評人員協調會議(含監評檢查機具設備)
2.應檢人報到完成
08:00-08:30
1.應檢人員輪站方式說明
2.應檢人抽題
3.場地設備及供料、自備工具及提供材料等作業說明。
4.測試應注意事項說明。
5.應檢人檢查設備。
6.其他事項。
08:30-12:30 測試 測試時間 4 小時
12:30-13:00 監評人員休息用膳時間
13:00-16:00 測試 測試時間 3 小時
16:00-18:00 監評人員進行評審工作 整理成績總表
18:00-18:30 視情況召開監評檢討會議
56


















