DK EDGE Magazine #1 2011
28
HISTORIEN OM MINIMASTER REVOLUTION det var et nyt og kompliceret design SPECIALVÆRKTØJER TIL A380-RUTEFLYET PERFEKTE ETIKETTER TAKKET VÆRE PERFEKTE HULLER ET MAGASIN FRA SECO NR. 1.2011 SIDEN introduktionen for næsten tredive år siden har Minimaster ® været brugt af Scania til at producere komponenter til diesellastvogne.
-
Upload
seco-tools -
Category
Documents
-
view
224 -
download
3
description
PERFEKTE ETIKETTER TAKKET VÆRE PERFEKTE HULLER SPECIALVÆRKTØJER TIL A380-RUTEFLYET det var et nyt og kompliceret design SIDEN introduktionen for næsten tredive år siden har Minimaster ® været brugt af Scania til at producere komponenter til diesellastvogne. ET MAGASIN FRA SECO NR. 1.2011
Transcript of DK EDGE Magazine #1 2011

HISTORIEN OM MINIMASTER
REVOLUTION
det var et nyt og kompliceret design
SPECIALVÆRKTØJER TIL A380-RUTEFLYET
PERFEKTE ETIKETTER TAKKET VÆRE PERFEKTE HULLER
ET MAGASIN FRA SECO NR. 1.2011
SIDEN introduktionen for næsten tredive år siden har Minimaster® været brugt af Scania til at producere komponenter til diesellastvogne.
Seco Edge 1-2011 FINAL master CS4_DA.indd 1 12/9/2010 4:27:07 PM

Edge er et kundemagasin fra Seco Tools.
Det udgives på 25 sprog verden over.
Seco Tools AB Marketingafdelingen, 737 82 Fagersta,
Sweden. Telefon +46 223-400 00 Fax +46 223-718 60
Internet www.secotools.com Udgiver Paul Löfgren
E-mail [email protected]
Ansvarshavende redaktør Jennifer Hilliard
E-mail [email protected] Redaktion og
layout Appelberg Publishing Group Projektleder Per-Ola
Knutas Art directors Cecilia Farkas, Johan Nohr Tryk PA
Group Karlstad
Forsidefoto Stefan Almers/Scania
30/50%
x2–42-4 gange større produktivitet end med konventionelle holdere
Udgiveren, Seco Tools AB, har ophavsretten til det redaktionelle indhold i denne publikation. Artikler kan gengives gratis, hvis der angives en henvisning til Edge, og den ansvarshavende redaktør underrettes. Varemærker og mærkenavne, der er brugt i denne publikation, er beskyttet af loven.
GODE VIBRATIONERSTEADYLINE holderen forøger bearbejdningskvaliteten og sænker omkostningerne ved fræseroperationer. Dens vibrationsdæmper opfanger vibrationer og forbedrer såle-des den dynamiske stivhed af holderen, så den forhindres i at vibrere. Steadyline for-øger produktiviteten, for-bedrer overfl adefi nishen og forlænger værktøjets standtid.
WWW.SECOTOOLS.COM/STEADYLINE
Produktet er tilgængeligt: NU
Oplysninger om bestilling og anvendelse: Machining Navigator 2011
#2 SÅDAN FUNGERER STEADYLINE™
Vibrationsdæmper placeret så tæt som muligt på den skærende kant, hvor forskydningen er størst
Centralt kølerør, der fører kølemiddel hen til den skærende kant
i en test af kopifræsere kørte den 30 % hurtigere end konkurrenterne, og værktøjet havde 50 % længere standtid end konkurrenternes
Seco Edge 1-2011 FINAL master CS4_DA.indd 2 12/9/2010 4:27:11 PM
VÆRKTØJSSYSTEM: MDT
Multidirectional turning hjælper MAE i New Zealand med at bygge dæmpere til skydevåben.14
BRANCHE: PÅFYLDNING OG PAKNING
Krones har fremstillet etiketteringsmaskiner siden 1951. I dag udnytter produktionen fordelen ved Xfi x™.04
PROFIL: TRACIE CLARKE
Secos chef for strategiske programmer i Nordamerika fortæller sin historie.18
MATERIALER: KOMPOSITMATERIALER
Aircelle, der er leverandør til luftfartsindustrien, arbejder sammen med Seco om at udvikle individuelle løsninger til specifi kke opgaver.10
PRODUKTER: MINIMASTER
Minimaster revolutionerede fræsningen i 1983, og Minimaster Plus stræber efter at gøre det samme.21
PRODUKTER: POWER 4™
Energiproduktionsbranchen får en højere produk-tivitet med Power 4-kopifræseren.08
PÅ JOBBET: MICHAEL RICHARDSON
Den administrerende direktør for Advanced Cutting Tools Ltd fortæller om Secos Productivity & Cost Analysis (PCA).24
I HÆNDERNE holder du det første nummer af Edge for 2011, der giver dig en spændende introduktion til Secos nyeste højtydende produkter og services. Vi er selvfølgelig stolte af vores omfattende tilbud, men vi er også stolte af vores kunder – så derfor er vi meget ivrige efter at vise deres succeshistorier i vores magasin. I disse casestudier, der er illustreret med førsteklasses fotos, gennemgår vi innovative løsnin-ger, der fokuserer på specifi kke komponenter.
Jeg får tit e-mails fra jer, hvor I roser de tekniske artikler i Edge. I dette nummer følger vi trop – se f.eks. Patrick de Vos' ”Insight”-artikel (side 17), der fortæller om de banebrydende nyheder, der skal hol-des øje med. Vi har også en detaljeret gennemgang af Power 4 på side 8.
Jeg anbefaler også, at du tager et kig på vores artikel på side 26 om vores nye Customer Interface (CI). De forbedrer ydeevnen af vores produkter og gør det lettere for dig at arbejde med Seco. Program-merne dækker alt fra produkter til skæredata og e-handelsløsninger.
Vi håber, at disse artikler og de andre bidrag fort-sat kan være et fornøjeligt indslag i løbet af din dag.
PAUL LÖFGRENSENIOR VICE PRESIDENT,GROUP [email protected]
10ETHVERT JOB
Aircelle har behov for custom made værktøjer til avancerede komposit-materialer i komponenter til fl yvemaskiner. ET VÆRKTØJ TIL
INDHOLDREDAKTIONELT #1.2011
03EDGE [1 •2011]
Seco Edge 1-2011 FINAL master CS4_DA.indd 3 12/9/2010 4:27:12 PM

Xfi xSecos Xfi x er en række rivaler til huller med stor diameter
(39,5 – 154,5 mm). Skærhovedet, der er guldfarvet og TiN-
belagt, er forsynet med et antal skær (3, 5, 7 eller 9), der hver
har 8 skærende kanter, og det giver en præcision, der svarer
til tolerancen og nøjagtigheden i IT6. Styrelister holder rivalen
på plads, og udløbet styres af en ring, der kan justeres med en
nøjagtighed på mindre end 3 mikron.
WWW.SECOTOOLS.COM/XFIX
Produktet er tilgængeligt: NU
Oplysninger om bestilling og anvendelse: Holemaking Catalogue 2011
HEL- HJERT
04 EDGE [1•2011]
INDUSTRIEL PÅFYLDNING OG PAKNING
Seco Edge 1-2011 FINAL master CS4_DA.indd 4 12/9/2010 4:27:14 PM

TET
Etiketteringsmaskiner kræver perfekte huller
for at kunne fungere korrekt. Xfi x-rivaler
hjælper med til at forbedre nøjagtig-heden på produk-tionslinjen hos Krones.
TE KST Michael Lawton
FOTO Martin Hangen
HVIS DU HAR
HAFT FAT I mere end tre fl asker i år, så er
der en statistisk sand-synlighed for, at du har haft fat i en fl aske, der har passeret en maskine, der er fremstillet af Krones.
Virksomheden, der er mar-kedsførende på verdensplan
inden for påfyldnings- og pakningsteknologi, fremstil-
ler maskiner, der håndterer millioner af fl asker, dåser og
andre beholdere . I årenes løb har Krones udvik-
let sig til at være totalleverandør til drikkevareindustrien – du kan
f.eks. købe et komplet bryggeri hos dem, fra byggetilladelsen over bryg-
geritanke til logistiksystemer til gen-brug af fl asker efter brug (du skal blot
tilsætte humle og byg). Virksomheden kan f.eks. også fremstille produktionslinjer
til dig, der fylder tomatketchup på fl asker, eller sætter etiketter på tandpastatuber eller
kattemad. De designer en fl aske, der understøt-ter dit varemærke, og fremstiller den maskine, der
gør et råemne i plastik til netop den fl aske, du har drømt om. De tilbyder endda fl askevaskemaskiner.Virksomheden har fem fabrikker i Tyskland, der
forsyner hele verden via ca. 80 salgs- og servicecentre.
05EDGE [1•2011]
Seco Edge 1-2011 FINAL master CS4_DA.indd 5 12/9/2010 4:27:16 PM

Hovedfabrikken i Neutraubling i det nordlige Bayern fremstiller maskiner
til fyldning, etikettering, undersøgel-se, transport og stræk- og formblæsning
i plast. En anden fabrik i det nærliggende Nittenau leverer komponenter og moduler
til maskinerne. De resterende tre fabrikker leverer yderligere produkter, der supplerer
sortimentet hos Krones. Virksomheden startede i 1951 med etiket-
teringsmaskiner, og som Wolfgang Gottschalk, der er chef for en af de fem produktionsenheder i Nittenau, udtaler, ”Vores ekspertise er blevet opbygget på basis af vores etiketteringsmaski-ner. Etikettering er specielt vigtig for en produ-cent, fordi etiketterne viser, hvordan et mærke positionerer sig på markedet – så de er nødt til at være gode.”
HJERTET I ENHVER etiketteringsmaskine er den enhed, der rent praktisk anbringer etiketterne på fl askerne. Når fl askerne kører forbi, ruller en kurvet plade med etiketten med klæbemiddel over fl asken og efterlader etiketten. Påførings-pladerne er monteret på skafter, der igen er monteret rundt om en plade. Når pladen drejer, drejer hver af de otte skafter, der er forsynet med pladerne, over mod fl askelinjen, og derefter trækkes de tilbage for at modtage den næste etiket. Den proces foregår med en svimlende hastighed: Maskinerne fra Krones er udviklet til at sætte etiketter på op til 72.000 fl asker eller 120.000 dåser i timen.
Xaver Ram, der leder det produktionsteam, som fremstiller pladerne, siger, at det er meget vigtigt, at hullerne, hvor skafterne er monteret, er dimensioneret præcist. ”Vi har brug for en nøjagtighed på nogle få mikron i diameteren og mindre end to hundrededele i placeringen af hullet”, fortæller han. ”Ellers kører skaftet ikke korrekt, og påføringspladerne rører ikke fl askeoverfl aderne præcist nok”. Det kan betyde, at etiketterne ikke sidder korrekt, eller at der kræves mere lim.
Hver plade har otte huller, og hvert hul blev normalt færdigbehandlet med et fi nborehoved.
Komponent: Støbt plade
Opgavebeskrivelse: RivningBearbejdningsformål: Korrekt hulkvalitet (H6- og M6-tolerance) og
reduktion i bearbejdningstidenMaskine: BearbejdningscenterVærktøjsfastspænding: HSK-A-dorneMateriale: Støbejern (GGG60)Fræser/værktøj: Xfi x-rivaler med diameteren 42+65 mm
(2 forskellige værktøjer)Skæredata: v
c: 80-100 m/min
f: 0,25-0,3 mm/omdr.Resultat: Standtid > 200 minutter
Wolfgang Gottschalk leder
en af Krones’ fem produkti-
onsenheder i Nittenau, Tyskland.
06 EDGE [1•2011]
Længere standtid
INDUSTRIEL PÅFYLDNING OG PAKNING
Seco Edge 1-2011 FINAL master CS4_DA.indd 6 12/9/2010 4:27:19 PM

Manuel Schmid er en af de tre specialuddannede håndværkere, der betjener den maskine, der fremstiller hullerne. Han fortæller: ”Du var nødt til at kontrollere hvert andet hul for at sikre dig, at størrelsen var korrekt. Hvis målin-gen gav et forkert resultat, skulle du justere hovedet til fi nboringen igen og muligvis bore hullet igen”. Resultatet var, at de kun kunne producere to eller tre plader pr. skift.
Krones henvendte sig til Seco, for som Gottschalk siger: ”Vi har en lang tradition for at arbejde sammen om at løse problemer og optimere processer”. Og Ram tilføjer: ”Vi har mange virksomheder inden for spåntagende metalbearbejdning her, men Seco er én af vores hovedleverandører”. I takt med, at Krones er vokset, er forbindelserne til Seco også vokset: Virksomheden har nu hele Secos produkt-program overalt i produktionen, og Krones er meget interesseret i at samarbejde om udvikling af nye løsninger.
Så da den regionale repræsentant Gerhard Huber hørte, at Seco havde udviklet en ny type rival, der var klar til test, tænkte han, at Krones ville være den rigtige partner.
”De fl este rivaler har kun ét skær, men Xfi x har fl ere, og det betyder, at den er mere præcis og hurtigere”, forklarer Huber. ”Den har også specielle funktioner, der gør den mere stabil i processen”.
Krones' problemer med pladerne var præcis det, Xfi x var udviklet til at løse, så Krones blev udvalgt til at afprøve Xfi x i praksis. Ram udta-ler: ”Vi behøver kun at opstille rivalen én gang, så holder den til ti til femten plader”. Selv om det tager længere tid at opstille enheden, tager processen 15-20 procent kortere tid. Operatø-ren Schmid udtaler: ”Der er fem skær, der skal justeres, i stedet for blot ét – men når enheden er opstillet, holder den meget længere”.
Gottschalk kommenterer: ”Hovedsagen for vores kunder er, at processen skal være sikker, og kvaliteten skal være i orden. Hvis vi kan spare noget tid i produktionen, er det en meget velkommen sideeff ekt”.
07EDGE [1•2011]
Seco Edge 1-2011 FINAL master CS4_DA.indd 7 12/9/2010 4:27:22 PM
EDGE [1•2011]08
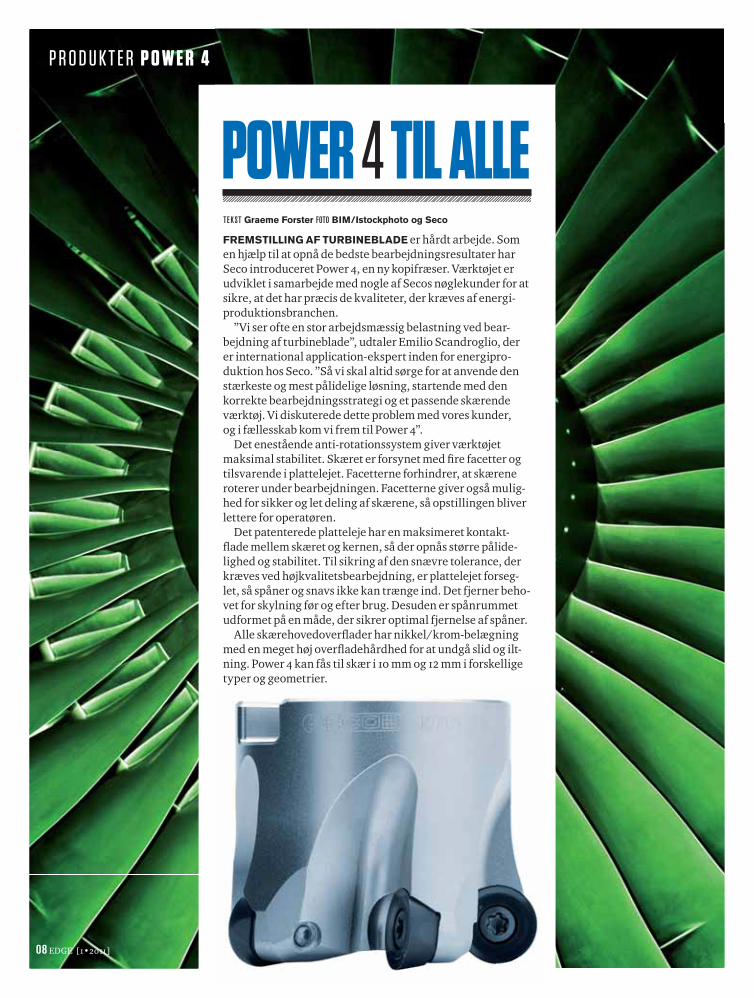
POWER 4 TIL ALLETE KST Graeme Forster FOTO BIM/Istockphoto og Seco
FREMSTILLING AF TURBINEBLADE er hårdt arbejde. Som en hjælp til at opnå de bedste bearbejdningsresultater har Seco introduceret Power 4, en ny kopifræser. Værktøjet er udviklet i samarbejde med nogle af Secos nøglekunder for at sikre, at det har præcis de kvaliteter, der kræves af energi-produktionsbranchen.
”Vi ser ofte en stor arbejdsmæssig belastning ved bear-bejdning af turbineblade”, udtaler Emilio Scandroglio, der er international application-ekspert inden for energipro-duktion hos Seco. ”Så vi skal altid sørge for at anvende den stærkeste og mest pålidelige løsning, startende med den korrekte bearbejdningsstrategi og et passende skærende værktøj. Vi diskuterede dette problem med vores kunder, og i fællesskab kom vi frem til Power 4”.
Det enestående anti-rotationssystem giver værktøjet maksimal stabilitet. Skæret er forsynet med fi re facetter og tilsvarende i plattelejet. Facetterne forhindrer, at skærene roterer under bearbejdningen. Facetterne giver også mulig-hed for sikker og let deling af skærene, så opstillingen bliver lettere for operatøren.
Det patenterede platteleje har en maksimeret kontakt-fl ade mellem skæret og kernen, så der opnås større pålide-lighed og stabilitet. Til sikring af den snævre tolerance, der kræves ved højkvalitetsbearbejdning, er plattelejet forseg-let, så spåner og snavs ikke kan trænge ind. Det fjerner beho-vet for skylning før og efter brug. Desuden er spånrummet udformet på en måde, der sikrer optimal fjernelse af spåner.
Alle skærehovedoverfl ader har nikkel/krom-belægning med en meget høj overfl adehårdhed for at undgå slid og ilt-ning. Power 4 kan fås til skær i 10 mm og 12 mm i forskellige typer og geometrier.
P R O D U K T E R P O W E R 4
Seco Edge 1-2011 FINAL master CS4_DA.indd 8 12/9/2010 4:27:23 PM
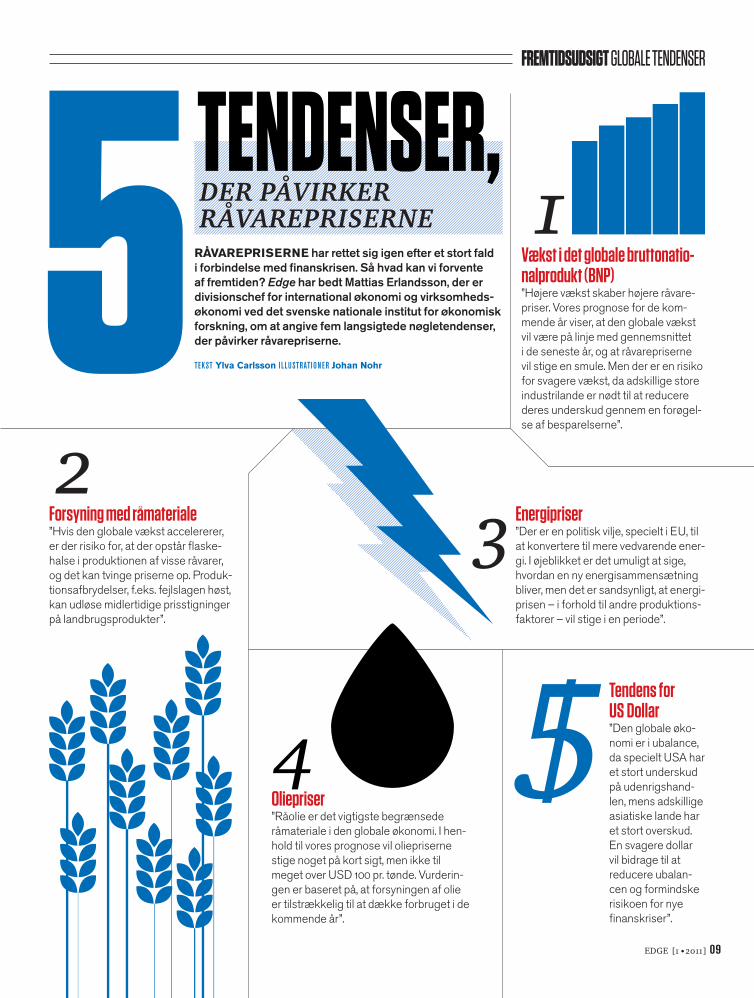
Energipriser”Der er en politisk vilje, specielt i EU, til
at konvertere til mere vedvarende ener-
gi. I øjeblikket er det umuligt at sige,
hvordan en ny energisammensætning
bliver, men det er sandsynligt, at energi-
prisen – i forhold til andre produktions-
faktorer – vil stige i en periode”.
1
3
Vækst i det globale bruttonatio-nalprodukt (BNP)”Højere vækst skaber højere råvare-
priser. Vores prognose for de kom-
mende år viser, at den globale vækst
vil være på linje med gennemsnittet
i de seneste år, og at råvarepriserne
vil stige en smule. Men der er en risiko
for svagere vækst, da adskillige store
industrilande er nødt til at reducere
deres underskud gennem en forøgel-
se af besparelserne”.
Tendens for US Dollar”Den globale øko-
nomi er i ubalance,
da specielt USA har
et stort underskud
på udenrigshand-
len, mens adskillige
asiatiske lande har
et stort overskud.
En svagere dollar
vil bidrage til at
reducere ubalan-
cen og formindske
risikoen for nye
fi nanskriser”.
TE KST Ylva Carlsson I L LUSTRATION E R Johan Nohr
RÅVAREPRISERNE har rettet sig igen efter et stort fald i forbindelse med fi nanskrisen. Så hvad kan vi forvente af fremtiden? Edge har bedt Mattias Erlandsson, der er divisionschef for international økonomi og virksomheds-økonomi ved det svenske nationale institut for økonomisk forskning, om at angive fem langsigtede nøgletendenser, der påvirker råvarepriserne.
FREMTIDSUDSIGT GLOBALE TENDENSER
2Forsyning med råmateriale”Hvis den globale vækst accelererer,
er der risiko for, at der opstår fl aske-
halse i produktionen af visse råvarer,
og det kan tvinge priserne op. Produk-
tionsafbrydelser, f.eks. fejlslagen høst,
kan udløse midlertidige prisstigninger
på landbrugsprodukter”.
Oliepriser”Råolie er det vigtigste begrænsede
råmateriale i den globale økonomi. I hen-
hold til vores prognose vil oliepriserne
stige noget på kort sigt, men ikke til
meget over USD 100 pr. tønde. Vurderin-
gen er baseret på, at forsyningen af olie
er tilstrækkelig til at dække forbruget i de
kommende år”.
TENDENSER, DER PÅVIRKER RÅVAREPRISERNE
4
09EDGE [1 •2011]
Seco Edge 1-2011 FINAL master CS4_DA.indd 9 12/9/2010 4:27:25 PM
10 EDGE [1•2011]
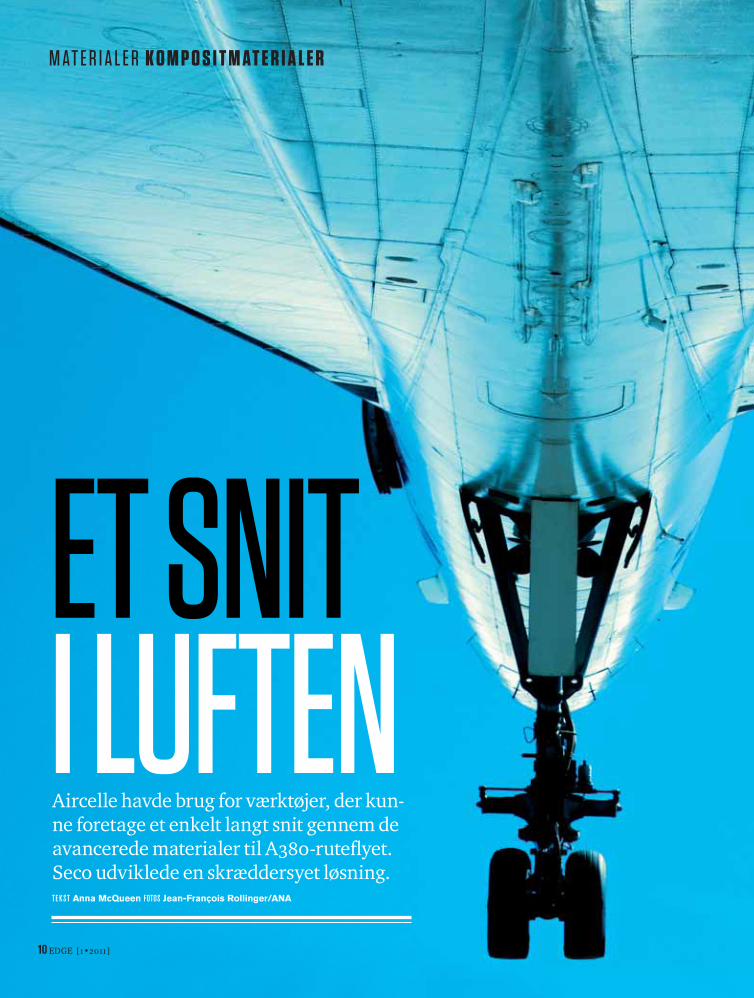
I LUFTENET SNIT Aircelle havde brug for værktøjer, der kun-ne foretage et enkelt langt snit gennem de avancerede materialer til A380-rutefl yet. Seco udviklede en skræddersyet løsning.
TE KST Anna McQueen FOTOS Jean-François Rollinger/ANA
M AT E R I A L E R K O M P O S I T M AT E R I A L E R
Seco Edge 1-2011 FINAL master CS4_DA.indd 10 12/9/2010 4:27:25 PM

11EDGE [1 •2011]
FO
TO
: ISTO
CK
PH
OTO
IRCELLE, DER NU ER ET DATTERSELSKAB
til det franske forsvars- og luftfartskonglome-rat SAFRAN, blev grundlagt i 1896 med det
formål at producere våben i Normandy-havnen i Le Havre. Siden da er virksomheden vokset til at være en førende leverandør af komponenter til fl y på det globale marked for gondoler, og producerer med en arbejdsstyrke på 3.000 per-soner gondoler, reverseringsanordninger og strukturer til fl y. Virksomheden er en af hovedleverandørerne til Airbus A380, der er det største passagerfl y i verden.
Flydesignere skubber konstant grænserne og udvikler materialer, der stadig bliver lettere, stærkere og mere mod-standsdygtige, så fl yvemaskinerne kan fl yve hurtigere og længere med større ladninger – samtidig med, at der spares på brændstoff et. Kompositkulstof- og kulstofsandwichma-terialerne, der bruges af Aircelle til A380, er meget vanske-lige at bearbejde, og det kræver avancerede værktøjsløsnin-ger at opnå den krævede præcision.
”I 2006 besluttede vi at opgradere vores produktions-faciliteter med en avanceret, femakslet fræsemaskine til skærende bearbejdning af store kompositstykker”, forklarer Julien Boulet, der er programmeringstekniker hos Aircelle. ”De dele, der skærer til A380-gondoler, har et lineært snit på op til 12 meter. Vi havde brug for de rigtige skærende værk-tøjer for at få mest muligt ud af maskinen, så vi udfordrede alle vores værktøjsleverandører med prøver på komposit-materialet”, udtaler Boulet.
Emnerne bestod af to materialer: en 12 mm tyk kulfi ber-komposit og en 40 mm tyk honeycomb-komposit. ”Vi ville gerne fi nde en løsning, der kunne fræse gennem i ét enkelt gennemløb med ét enkelt værktøj, så vi kunne spare megen tid og mange penge” udtaler Amory Langrene, der er chef for CAM (Computer-Assisted Manufacturing) og automa-tion. ”Desuden skulle den hurtigere skæringsløsning opret-
A De high-tech-materialer, som
Aircelle bruger, er notorisk
svære at bearbejde.
Et snit ind i matrixenDe nye kompositmaterialer består af to eller
fl ere forskellige materialer, der er klæbet sam-
men, så de danner en stærk og stiv ”matrix”, hvor
fi brene eller partiklerne er indstøbt. Flere og fl ere
af disse materialer bruges i luftfartsindustrien på
grund af forholdet mellem styrke og vægt, den
gode beskyttelse mod rust og den lave termiske
udvidelse.
Disse avancerede kompositmaterialer er van-
skeligere at bearbejde, så kravene til skærende
værktøjers funktion og ydeevne stiger, og der stil-
les højere krav til kvaliteten af huller og kanter.
Secos helt nye serie af Jabro™ Composite-
fræsere (JC) passer perfekt til Aircelles behov for
præcis fræsning, og de giver en længere standtid
med højere hastigheder og større præcision.
Disse fuld hårdmetalfræsere har en CVD-dia-
mantbelægning, der reducerer sliddet og forlæn-
ger standtiden.
Jabro Composite-serien giver minimal gra-
ter og delaminering af materialet og modvirker
vibrationer. Sidefræsning og 3D-kopifræsning,
profi lering og stikning af materialer, f.eks. lagdelte
kulfi bre og glasfi berkompositer, konstruktions-
plast med høj ydeevne og cellematerialer.
WWW.SECOTOOLS.COM/JC
Produktet er tilgængeligt: NU
Oplysninger om bestilling og anvendelse: Værktøjer til avancerede og moder-
ne materialer. Kataloget over massive endefræsere er tilgængeligt i maj.
Seco Edge 1-2011 FINAL master CS4_DA.indd 11 12/9/2010 4:27:28 PM

EDGE [1•2011]12
Vi ville gerne fi nde en løsning, der kan skære igennem i et
enkelt gennemløb og med et enkelt værktøj.”
Seco arbejdede sammen
med Aircelle om at udvikle
tilpassede værktøjer til
specifi kke opgaver.
Komponent: Dæksler til fl ymotorer
Bearbejdning: SporfræsningBearbejdningsformål: Bearbejdningsafstand 4000 mm,
ingen gratdannelse på komponentenMaskine: BearbejdningscenterOpspænding: KrympeholderMateriale: Kulfi ber- eller kulfi ber/aluminium-
kompositFræser/værktøj: JC860-hårdmetalfræser, diameter
10 mm, Dura-belægningSkæredata: v
c: >150 m/min
vf: 300 mm/min
ap: > 35 mm
ae: 10
Kølemiddel: Tørbearbejdning anbefales
Komponent: Dæksler til fl ymotorer
Bearbejdning: RoutingBearbejdningsformål: Bearbejdningsafstand 16000 mm,
ingen gratdannelse på komponentenMaskine: BearbejdningscenterOpspænding: KrympeholderMateriale: Kulfi berkompositterFræser/værktøj: JC871-fræser til Honeycomb-materi-
ale, diameter 10 mm, Dura-belægningSkæredata: v
c: >300 m/min
vf: 1500 mm/min
ap: > 10 mm
ae: 10
Kølemiddel: Tørbearbejdning anbefales
holde integriteten i kompositmaterialet og give os en skærekant af høj kvalitet – og det hele skulle være indeholdt i et omkostningseff ektivt forslag”.
EFTER EN GENNEMGANG AF de forskellige forslag bestilte Aircelle en kundetilpasset version af Secos Jabro-værktøjer i december 2007, og de startede pro-duktionen kort tid efter. ”Seco arbejdede tæt sam-men med os for at kunne levere den rigtige løsning, og med deres skræddersyede Jabro-værktøjer, fræser vi stykkerne op til tre gange hurtigere end tidligere”, siger Boulet. ”Med en enkelt fræsning af høj kvalitet, der er ensartet over op til 16 meter, har vi forøget vores produktion, uden at vi behøver at investere i en anden maskine”.
Langrene udtaler: ”Fra mit synspunkt skal en værktøjsleverandør være tilgængelig og proaktiv, men vigtigst af alt skal de være i stand til at reagere på vores specifi kke behov. Mange værktøjsleveran-dører tilbyder en standardløsning, der fungerer overalt – men som i realiteten ikke fungerer nogen steder. Vi har behov for partnere, der kan deltage i et undersøgelsesarbejde og arbejde sammen med vores CAM-team om at udvikle den rigtige løsning, der opfylder vores specifi kke behov. Den type samar-bejde har vi med Seco, og vi planlægger at overføre det til andre områder af Aircelles produktion i den nærmeste fremtid.”
er til fl ymotorer
i
Ingen gratdannelsepå komponenten
Seco Edge 1-2011 FINAL master CS4_DA.indd 12 12/9/2010 4:27:29 PM

EDGE [1 •2011] 13
DER ER SLUKKET FOR VARMEN
Secos nye produktion i Sverige bruger den nyeste energieff ektive teknologi. Det er blot ét eksempel på virksomhedens ønske om at minimere påvirkningen af miljøet.TE KST Per-Ola Knutas FOTO Istockphoto
VED AL PRODUKTION og produktudvikling er ét af Secos mål at reducere den miljømæssige påvirkning. Det nyeste eksempel på dette er virksomhedens produktionsfaciliteter i Fagersta, Sverige, der er åbnet for nylig, hvor den nye bygning er praktisk talt selvforsynende med varme og køling.
”Det nye fugtighedsbaserede system bruger over-skudsvarme fra kompressorer og sinterovne – i stedet for elektricitet – til at opretholde indendørsklimaet”, udtaler Gunnar Lobell, der er global miljøkoordinator.
I et separat projekt arbejder Seco sammen med det lokale fjernvarmeværk og sender overskudsvarme fra produktionen til fjernvarmenettet i Fagersta.
”På den måde bidrager vi ikke blot til den bære-dygtige udvikling, vi giver også et positivt bidrag til lokalsamfundet”, siger Lobell.
Seco har overordnede miljømålsætninger, der har som mål at reducere den miljømæssige påvirkning fra aff ald, kemiske produkter, energiforbrug og transport. Værktøjet, der bruges til at opnå dette, er et fælles miljøstyringsprogram, der er certifi ceret efter ISO 14001 i 2006 og introduceret i 20 af Secos fabrikker i 13 lande.
”Certifi ceringsprocessen betyder, at vi har foretaget en meget grunding gennemgang af vores miljømæssige påvirkning”, udtaler Lobell. ”Det om-fatter dybtgående miljømæssige studier, uddannelse af medarbejdere og klare rutiner. Som et resultat heraf er den miljømæssige påvirkning og risikoen for miljømæssige uheld blevet reduceret”.
I produktudviklingen stræber Seco altid efter at gøre produkterne mere og mere eff ektive.
Secos mål for fremtiden: Genbrug 50 procent af alle leverede håndmetalprodukter i 2014
(brugte skær og værktøjer i fuld hårdmetal kan tilbagesælges). Forøg energieffektiviteten (elektrisk energi, opvarmningsenergi
og brændstof til køretøjer) med 5 procent hvert år.
Nedsæt mængden af affald pr. ton fra produktionen med 2 procent
hvert år indtil 2012, og forøg mængden af affald, der kan genbruges, fra
55 procent til 60 procent.
Nedsæt miljøpåvirkningen fra kemikalier. Reducer mængden af
meget skadelige stoffer med 5 procent om året.
Nedsæt miljøpåvirkningen fra transport. Indfør rapportering af
CO2-udledningerne fra transport, og fortsæt overvågningen af
udledningerne fra forretningsrejser.
MÅL FOR BÆREDYGTIGHED
B Æ R E D Y G T I G H E D
”Det har klare miljømæssige fordele for kunderne. Forøget produktivitet betyder, at værkstederne behandler en større mængde materiale med mindre energi”, siger Lobell.
Seco har optrappet virksomhedens genbrugs-program i 2010. Kunderne på alle markeder kan nu tilbagesælge skær og værktøjer i fuld hårdmetal. De langsigtede mål er ambitiøse. I 2014 er det mål-sætningen at genbruge 50 procent af alle de hårdme-talprodukter, Seco leverer.
Seco Edge 1-2011 FINAL master CS4_DA.indd 13 12/9/2010 4:27:30 PM
EDGE [1•2011]14
A N V E N D E L S E M D T
Seco Edge 1-2011 FINAL master CS4_DA.indd 14 12/9/2010 4:27:33 PM

EDGE [1 •2011]
PØRG MAE-GRUNDLÆGGEREN
Gary McColl om, hvad hans New Zealand-baserede virksomhed frem-stiller, og han vil svare dig: ”Produk-
ter til støjdæmpning”. Dæmpere til våben, eller ”lyddæmpere”, har
muligvis et dårligt navn i den brede off entlighed, men de er et vigtigt sundheds- og sikkerhedsred-skab for jægere, skadedyrsbekæmpere, politi og militært personale.
Ethvert skud fra et våben overskrider de sikre støjgrænser. I det øjeblik slagstiften (tænderen) påvirker tændsatsen, så den antænder krudtet i skydevåbnets løb, skyder gasser fremad to til tre gange så hurtigt som selve kuglen, og det udsen-der et lufttryk, der kan skade den menneskelige trommehinde.
MAE-dæmpere behandler direkte den energi, der produceres af skuddet, så støjen reduceres, nogle gange med drastisk virkning. McColl for-tæller f.eks., at soldater stadig kan høre, hvad der foregår omkring dem, når de skyder – og det er en væsentlig sikkerhedsforbedring i et farligt job.
Skydevåben skader brugernes hørelse, men en virksomhed i New Zealand har udviklet dæmpere som en standardløs-ning til støjreduktion.
New Zealands vilde dyr (f.eks. rådyr, vildsvin og geder) bliver forvirret af skydevåben med dæmpere, da de ikke kan registrere, hvor de af-fyrede kugler kommer fra. Nedslaget af en kugle bag dyret er ofte den første ting, det hører – og der får nogle gange dyret til at løbe direkte mod jægeren.
MAE-kunder har rapporteret andre uventede resultater. En havde en jagthund, der løb tilbage ved lyden af et skud. Nu spidser hunden ører, når kuglen aff yres, og så går den i aktion for at klare jobbet, hvis den hører, at kuglen rammer målet.
Da McColl, der har mere end tyve år erfaring med virksomheder, der arbejder med skydevå-ben, købte virksomheden (der tidligere hed Percy Engineering Services), var det faktisk kun en hjemmeindustri. Han planlagde at automatisere med CNC-maskiner så snart som muligt for at raffi nere produktet og forøge mængden. Takket være anbefalinger fra Trade Tools Limited, en stor distributør af Seco-værktøjer i New Zealand, begyndte MAE at bruge Seco-produkter, selv før virksomheden blev automatiseret. Ian Langley,
S Vi kan pro-grammere et job og være sikre på, at det afsluttes uden problemer”.Gary McColl,
grundlægger, MAE
MAE bruger multidirectional turning (MDT)-værktøjer til
at profi lere de interne dæmperdele.
UD AF ØRE-SKUDTE KST Diana Clement FOTOS Derek Cook og Image Source
15
Seco Edge 1-2011 FINAL master CS4_DA.indd 15 12/9/2010 4:27:47 PM

der er regionschef for Seco Tools i New Zealand, støttede og vejledte MAE i forbindelse med over-gangen fra manuel til automatisk produktion, og det gjorde Seco til det naturlige førstevalg for McColl, da han skulle vælge værktøjer til den nye CNC-drejebænk.
MAE investerede i multidirectional turning (MDT)-værktøjer, Crownloc®-bor, korthulsbor og Quattromill®-fræsere (der alle fastholdes med EPB-holdere). MDT-teknologien bruges til at profi lere de indvendige dæmperdele, typisk til rifl ing og gevindudløb. I følge McColl er den reelle konkurrencemæssige fordel ved et MDT-værktøj i et 12-stationers revolverhoved, at det kun fylder en plads i stedet for tre. ”Det betyder, at vi kan tilføje nogle få ekstra værktøjer, fordi vi har pladsen”, siger han.
McColl tilføjer, at Secos MDT-værktøjer også varer længere, er på lager lokalt, og har en bedre stabilitt og en fremragende placering af skærene. ”Vi kan programmere et job og være sikre på, at det afsluttes uden problemer”. Vi får en længere standtid, får en garanteret gentagelsesnøjagtig-hed og forøger antallet af komponenter pr. skær”.
Alt var dog ikke uden problemer – McColl ødelagde fi re MDT-værktøjer inden for en kort periode. Han prøvede produkter fra forskellige konkurrenter, men fandt ud af, at de var dårli-gere end Secos. Heldigvis har virksomheden ikke ødelagt et eneste MDT-værktøj siden da, og McColl ser frem til at opgradere til MDT Jet-stream Tooling™.
Jetstream Tooling Den næste generation af skærende værktøjer bru-
ger Jetstream-teknologi, der leverer kølemiddel til
skæret. Denne teknologi, der er udviklet af Seco til
luftfartsindustrien, fjerner varmen fra skæret, så det
skærende værktøjs ydeevne forbedres.
www.secotools.com/jetstreamtooling
Bor med Crownloc-spids Crownloc, der er det første bor med kroner, som kan
udskiftes fuldstændigt, omfatter et stort udvalg af
optimerede spidsgeometrier til forskellige anven-
delser. Blandt dets fordele er lavere omkostning
pr. skær, ingen omkostninger til efterslibning og en
ensartet standtid. De omkostningseffektive bor med
udskiftelig spids forøger produktiviteten, fl eksibilite-
ten og hulkvaliteten.
www.secotools.com/crownloc
Quattromill Quattromill, der anvendes til planfræsning med
høj ydeevne i næsten alle typer materialer og til
alle størrelser af maskiner, er forsynet med meget
positive skær, der giver mulighed for en spåndybde
på op til 6 mm. Quattromill er velegnet til krævende
anvendelser og situationer med vanskelig opspæn-
ding og dårlig komponentstabilitet.
www.secotools.com/quattromill
Duratomic®-drejningTM2000-skær bruges af MAE og er det første valg
til høj produktivitet ved bearbejdning af rustfrit stål.
Det er belagt med Duratomic, der sørger for mod-
standsdygtighed over for slid og ægstyrke.
www.secotools.com/duratomic
Salgschef Stu Beres-
ford viser en dæmper,
der lige er produce-
ret. MAE's dæmpere
reducerer støjen fra
skud, så hørelsen
hos jægere, politi og
militært personale
beskyttes.
A N V E N D E L S E M D T
EDGE [1•2011]16
Seco Edge 1-2011 FINAL master CS4_DA.indd 16 12/9/2010 4:27:49 PM

EDGE [1 •2011]
ET SKÆR har et hårdt liv. Med nutidens arbejdsmaterialer og betingelserne for spåntagende bearbejdning bliver det angrebet kraftigt fra alle sider – mekaniske belastninger! Kemiske angreb! Termodynamiske overgreb! De moderne skærende materialer (f.eks. Duratomic-belagte hård-metaltyper) kombineret med de korrekte værktøjsgeometrier kan håndtere det hele, men de vil også blive slidt op på et tidspunkt.
Tidligere var det relativt let at se slid på værktøjet, da der hovedsa-gelig var tale om fl angeslid og kra-terdannelse. Slidprocessen kunne let følges (S-kurven for værktøjs-slid), og operatøren kunne stoppe processen og skifte skæret i god tid.
I dag er det meget vanskeligere. Skæret ser ud som nyt, og pludselig går det i stykker!
Et ødelagt skær kan give store produktionsstop. Vi kender alle til haveri på værkstedet, hvor alle gerne vil komme med deres me-ning, og i mellemtiden producerer maskinværktøjet ikke.
Forståelse for sliddet på værk-tøjer og de mekanismer, der for-årsager det, er vigtig af hensyn til styringen af den skærende proces på arbejdsstykker af høj kvalitet. Denne forståelse vil hjælpe dig med at foretage korrekte ændrin-
Kanthvi-skeren
Fire tegn på, at et skær er ved at gå i stykker:
Patrick de Vos, koncernchef for teknisk uddannelse i Seco Tools Group, forklarer, hvordan skæret for-
tæller dig, at det er tid til at skifte.
ger af inputbetingelserne – valg af værktøjer, strategi for bearbejd-ning og bearbejdsningsforhold – så du forbedrer outputtet i den ønskede retning: højere produkti-vitet, lavere omkostninger, højere processikkerhed osv.
Selvfølgelig er tricket at stoppe operationen ét sekund, før skæret går i stykker. Og der er tegn på, hvornår dette vil ske: Kan du f.eks. se den ”grå zone” på skæret? Den meget fi ne spåntagning og sønder-deling? Den let ændrede form og farve på spånerne?
Hvis du holder øje med disse og andre tegn, vil skæret helt klart fortælle dig, når det er tid til at skifte – og du kan bruge hjælpe-
midler, f.eks. små forstørrelses-glas, til vurdering af værktøjsslid. (Beklager, men spåntagende metalbearbejdning er et højtek-nologisk fagområde, der kræver videnskabelige observationer, ikke kun ”fornemmelser”). Udstyr fra Duratomic-klassen kan let fordoble standtiden, men det kræver en fagmand, der er dygtig til spånta-gende bearbejdning, for at få mest muligt ud af udstyret. Og prøv ikke at vente til de sidste 10 sekunder af standtiden – det er en farlig form for sparsommelighed! Hvis du gør det, får du blot ødelagte skær og usikkerhed i processen.
I STEP (Seco Technical Educa-tion Programme) har vi udviklet et dybtgående modul, hvor vi sammenkæder værktøjsslid med typiske materialeegenskaber for arbejdsstykker, så vi ved, hvad vi skal se efter i forskellige arbejds-styksmaterialer. Jeg anbefaler, at du taler med den lokale Seco-repræsentant, så du kan få mere at vide om vores STEP-program.
Seco kan give dig viden om, hvordan du håndterer værktøjsslid. Du vil blive belønnet med en større og mere økonomisk produktion – held og lykke!
Patrick de Vos,[email protected]
SpånkraftGratdannelseSpånformSpånfarve
17
I N D B L I K I B E A R B E J D E L I G H E D
Seco Edge 1-2011 FINAL master CS4_DA.indd 17 12/9/2010 4:27:51 PM

P O R T R Æ T T R A C I E C L A R K E
EDGE [1•2011]18
TE KST Linas Alsenas FOTO Eric P. Mull
RACIE CLARKE, Secos chef for stra-tegiske programmer, ved af egen erfaring, hvad det vil sige at være den eneste kvinde i lokalet.
Clarke, der er opvokset i Worce-stershire County i England, startede i en fi reårig teknisk læreplads i 1988 hos Rolls-Royce Allen Gears Ltd, det tidligere NEI Allen Gears Ltd, en virksomhed, der fremstiller maskinudstyr til skibsbranchen.
”Der var 200-250 fyre og så mig”, fortæl-ler Clarke. ”De tvang mig endda til at gå med overalls i en anden farve, så de kunne holde øje med mig. Jeg var så vred – jeg skulle gå med blå overalls, mens resten havde grønne overalls. Jeg startede med at være outsideren”.
Men Clarke holdt ud og arbejdede lige så hårdt – og nogle gange hårdere end mændene omkring hende. ”Og hvis jeg skal være helt ærlig, så var det tungere arbejde vanskeligere for mig” fortæller hun. ”Jeg var nødt til at bruge kraner til at håndtere de tungere genstande, og der var dele, som jeg ikke kunne nå, så jeg havde en lille trappestige. Der var megen skepsis”.
Tracie Clarkes spændende rejse hos Seco har ført hende fra skifteholdsarbejde på et fabriksgulv i England til virksom-hedens nordamerikanske hovedkvarterer i Detroit.
I betragtning af de enorme udfordringer, hun var oppe i mod, hvad fi k hende så til at tage denne type arbejde?
”Jeg ville være den bedst mulige tekniker”, fortæller Clarke. ”Jeg ville have følelsen af, at jeg lavede noget. Jeg har faktisk lavet dette her. Og vi taler ikke om en klump metal, vi taler en vigtig del med høje krav til tolerancerne”.
Til sidst gjorde Clarkes præstationer og person-lighed, at hun fi k kollegaernes respekt. I 1996 var hun parat til, at der skulle ske ændringer, og hun fl yttede til Seco Tools i Alcester som operatør. ”På det tidspunkt skete der en masse ændringer hos Seco”, fortæller hun. ”De introducerede 5-aks-lede fræsere og ny programmering, de fjernede gamle maskiner og introducerede nye. Jeg arbej-dede med det i fi re år, og jeg elskede det”.
Men lige fra starten havde Clarke sat sig højere mål. Hendes chef, Mike Parker, var klar over, at hun havde deltaget i aftenkurser for at lære om konstruktions- og skitsearbejde. ”Jeg mindede ham hele tiden om, at jeg var klar til tegnings-kontoret, og i 2000 tilbød han mig jobbet”, forklarer hun. ”Jeg slog selvfølgelig til. Så var der
Skær
T ” Jeg har al-
tid ønsket at være den pige med værk-tøjskas-sen, der går rundt og repare-rer ting”.
Seco Edge 1-2011 FINAL master CS4_DA.indd 18 12/9/2010 4:27:54 PM

EDGE [1 •2011] 19
Navn: Tracie Clarke
Alder: 38
Baggrund: Efter udstået læretid
arbejdede Clarke på fuld tid
som CNC-operatør i fi re år
hos Rolls-Royce (der havde
købt Northern Engineering
Industries), før hun kom til
Seco Tools i Alcester, England
som operatør/andenprogram-
mør ved CNC-fræsning. Fire
år senere skiftede hun til
konstruktionsarbejde, men
skiftede snart igen, denne
gang til salgsarbejde. Clarke
blev udnævnt til distriktssalgs-
chef i 2004, og hun forblev i
denne stilling i seks år. I løbet
af dette tidsrum har hun del-
taget i udarbejdelsen af VBS
(Value Based Selling) hos
Seco, og hun blev udvalgt til
virksomhedens uddannelses-
kursus Talent Development.
I 2010 fl yttede Clarke til Detroit
for at starte i det nuværende
job som chef for strategiske
programmer.
Fritidsinteresser: Clarke er
uddannet scuba-dykker, og
hun er certifi ceret som red-
ningsdykker af PADI (Profes-
sional Association of Diving
Instructors).
NERVER AF STÅL
Seco Edge 1-2011 FINAL master CS4_DA.indd 19 12/9/2010 4:27:55 PM

P O R T R Æ T T R A C I E C L A R K E
EDGE [1•2011]20
ikke fl ere beskidte overalls – jeg skulle gå i bukser og forretningsdress… men efter ni måneder var jeg ude igen. Jeg hadede at sidde ved en computer hele dagen, det var bare ikke mig”.
I stedet for gav Clarke hende mulighed for at følge en sælger i to uger, og hun kom hurtigt til denne erkendelse: ”Kunderne ringede til os med tekniske udfordringer. Disse sælgere havde den tekniske uddannelse, og hvis de kunne løse pro-blemet, fi k de relationer til kunden. Jeg tænkte, wow. Det er det her, jeg har lyst til at arbejde med”.
CLARKE OVERTOG HALVTREDS SMÅ kunder, og inden året var omme, blev hun bedt om at dække hele regionen. ”Jeg var god til det”, siger hun. ”Jeg var nødt til at tage mine overalls på igen og komme ud på værkstedsgulvet hos kun-derne. Jeg har altid ønsket at være den pige med værktøjskassen, der går rundt og reparerer ting”.
Men igen var Clarke den eneste kvinde i mar-ken – i det mindste på det tekniske område – og hun var nødt til at gøre sig fortjent til kundernes respekt. ”I starten var det noget af et mareridt hos nogle af dem. Der var en mand, der åbnede døren, så forbi mig og sagde: ”Jeg beklager, men jeg ringende til Seco efter en tekniker, ikke en kvinde”. Det skete en fem eller seks gange, men så forstod de, at jeg var inde i stoff et og kunne hjælpe dem. Når først de vidste, at de kunne stole på mig, så betød det ikke noget, at jeg var kvinde”.
På trods af udfordringerne havde Clarke suc-ces. Hun vandt prisen som Business Manager of the Year i 2002 og 2003 – et bemærkelsesvær-digt kunststykke i betragtning af, at vækst er et vigtigt kriterium. Clarke giver en del af æren til Secos nye måde at arbejde med kunder på, der fokuserede på tætte partnerskaber.
TIDLIGT I 2004 BLEV CLARKE bedt om at søge en stilling som distriktschef, men hun var ikke sik-ker på, at hun var klar. ”Jeg er kun 32 år”, svarede hun. ”Jeg har arbejdet med salg i fi re år, og så mener du, at jeg kan være distriktschef? Jeg er ikke blot den yngste, jeg er den eneste kvinde”.
Men til sidst besluttede hun at tage springet, og hun havde denne stilling i seks år indtil 2009. ”Vi havde nogle gode år. Vi var et godt team med gode kunder”.
Som chef for strategiske programmer gør Clarkes stilling i Detroit hende ansvarlig for alle Secos internationale og nationale kunder på NAFTA-markedet, herunder GE, Volvo, Siemens,
Stryker og Rolls-Royce. Hun er også ansvarlig for Seco Business Solutions, Pricing Intelligence-gruppen og udviklingen af en pakke med fuldt partnerskab til NAFTA. Desuden overvåger Clar-ke overførslen af viden fra Storbritannien til den nye Rolls-Royce Crosspointe-fabrik i Virginia.
Lou Novacco, der er salgsdirektør, udtaler: ”Tracie gør sit bedste for at behandle kunderne med den største omhu og opmærksomhed, og de svarer tilbage på samme måde. Hun kan egen-hændigt klare enhver diskussion med en kunde, og det er nødvendigt for at opbygge det rigtige niveau af respekt”.
”Ja, jeg har arbejdet hårdt”, siger Clarke, ”og ja, det har været hårdt, men jeg har også været heldig. Nu tænker jeg bare: ”Hej, nu er jeg her, jeg lever livet”. Og tiden fl yver bare afsted”.
Tracie Clarkes tip til kvinder i branchen: Det er lige meget, om du er mand eller
kvinde. Du skal blot kende dit produkt og
bruge din erfaring.
Sund fornuft rækker langt, når det
drejer sig om kunder, der skal have
løsninger.
Du skal aldrig lade som om, du ved
noget, som du ikke har kendskab til. Tillid
er nøglen til stærke forretningsrelationer.
Mennesker køber af mennesker – for-
stå din kundes behov, og sælg løsninger,
der løser problemerne.
” Jeg ville være den bedst mulige tekniker”.
Seco Edge 1-2011 FINAL master CS4_DA.indd 20 12/9/2010 4:27:55 PM
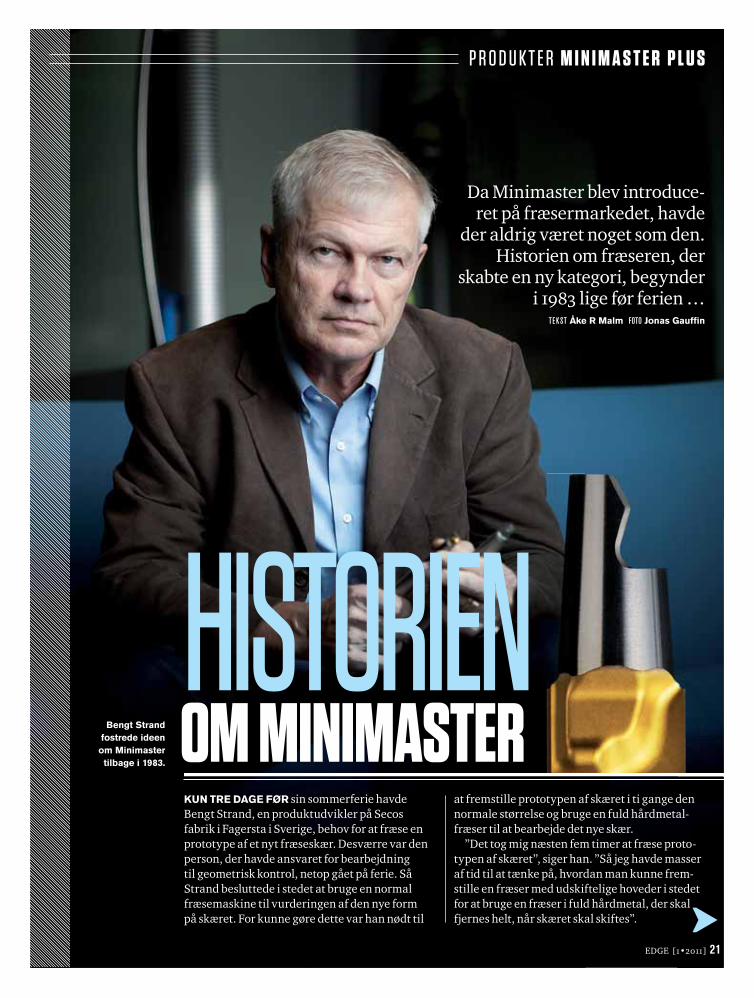
KUN TRE DAGE FØR sin sommerferie havde Bengt Strand, en produktudvikler på Secos fabrik i Fagersta i Sverige, behov for at fræse en prototype af et nyt fræseskær. Desværre var den person, der havde ansvaret for bearbejdning til geometrisk kontrol, netop gået på ferie. Så Strand besluttede i stedet at bruge en normal fræsemaskine til vurderingen af den nye form på skæret. For kunne gøre dette var han nødt til
at fremstille prototypen af skæret i ti gange den normale størrelse og bruge en fuld hårdmetal-fræser til at bearbejde det nye skær.
”Det tog mig næsten fem timer at fræse proto-typen af skæret”, siger han. ”Så jeg havde masser af tid til at tænke på, hvordan man kunne frem-stille en fræser med udskiftelige hoveder i stedet for at bruge en fræser i fuld hårdmetal, der skal fjernes helt, når skæret skal skiftes”.
Da Minimaster blev introduce-ret på fræsermarkedet, havde
der aldrig været noget som den. Historien om fræseren, der
skabte en ny kategori, begynder i 1983 lige før ferien …
OM MINIMASTER HISTORIEN
TE KST Åke R Malm FOTO Jonas Gauffi n
Bengt Strand
fostrede ideen
om Minimaster
tilbage i 1983.
P R O D U K T E R M I N I M A S T E R P L U S
EDGE [1•2011] 21
Seco Edge 1-2011 FINAL master CS4_DA.indd 21 12/9/2010 4:27:57 PM

Christer Jönsson, Jörgen
Andersson og Tapio
Alatalo (fra venstre til
højre) leder arbejdet
med Minimaster Plus.
Udfordringen var at udvikle et værktøj til kopifræsning, der kunne konkurrere med mas-sive endefræsere (den eneste løsning, der var tilgængelig i 1983), og som ikke krævede nogle små udvendige skruer til at fastholde skæret. Den følgende dag havde han gennemtænkt problemet og var klar til at lave en prototype fra en normal massiv endefræser.
”På den tredje dag testede jeg den, og den fungerede rigtig godt”, husker Strand. ”Jeg ville bare lige afprøve min ide, så jeg endelig kunne komme på ferie”.
Da han kom tilbage på arbejde igen, søgte han støtte hos sin chef, Sven Eklund, der hjalp med til at udvikle en teknisk løsning til fast-gørelse af skæret til fræsekroppen. Efter at de havde testet en række muligheder, valgte de en konisk udgave, der er forbundet til en indvendig spændeskrue i fræsekroppen, så man undgår små udvendige skruer. Udviklingsingeniøren Calle Berglöw arbejdede på tegningerne, og til slut var de klar til at presse det første rigtige skær. På dette tidspunkt var de fl este skær fl ade, så det var en udfordring at presse det.
”Det var en ny og kompliceret udformning, og der var kun én person i proceslaboratoriet, som meldte sig som frivillig”, siger Strand. ”Hans navn var Björn Lundberg, og uden ham ville vi ikke have haft Minimaster i dag”.
Han havde med andre ord heldet med sig, og prototypen blev fremstillet.
”Da skæret var blevet presset, viste vi det til den administrerende direktør på det tidspunkt, Jan-Erik Forsgren, der var meget begejstret for det”, udtaler Strand.
Derefter gik det med fuld fart fremad, og i 1987 blev den første Minimaster-serie frigivet. Resten er, som de siger, fræsehistorie. I løbet af de 23 år på markedet er Minimaster blevet produceret i mange forskellige versioner og i store mængder.
Siden lanceringen har Minimaster været brugt til at pro-
ducere komponenter til Scanias diesellastbiler, herunder
gearkasser og motorblokke.
ST
EFA
N A
LM
ER
S/S
CA
NIA
22 EDGE [1•2011]
P R O D U K T E R M I N I M A S T E R P L U S
Minimaster Plus Forøget produktivitet og præcision Fleksibel blanding af skær og fræsekroppe Indvendige kølekanaler Skær med to, tre eller fl ere spor Egnet til forarbejdning af alle typer arbejdsmaterialer
WWW.SECOTOOLS.COM/MINIMASTERPLUS
Produktet er tilgængeligt: Maj
Oplysninger om bestilling og anvendelse: Minimaster Plus-katalog
Seco Edge 1-2011 FINAL master CS4_DA.indd 22 12/9/2010 4:28:05 PM

Med lanceringen af Minimaster Plus tog ko-pifræsningsteknologien endnu et stort skridt fremad. En ny udformning af skæret giver en hø-jere produktivitet og fi nere tolerancer med sam-me fl eksibilitet som med den berømte forgænger.TE KST Åke R Malm
DEN NÆSTE GENERATION
og præcision”, siger Jönsson, der nu er kon-cernchef for fræsning. Når et brugt skær f.eks. udskiftes med et nyt skær, skal den aksiale og ra-diale placering forblive den samme, så der opnås maksimal præcision. Det skulle også være muligt at udskifte skæret uden af fjerne fræsekroppen og foretage en ny måling af hele enheden.
Jönsson og hans team af specialister startede med at lave en liste over de tekniske løsninger, der kunne løse disse problemer. Listen indeholdt syt-ten ideer. De kogte disse ned til ti, og derefter ned til tre. Til sidst var der kun én tilbage: et udskifte-ligt hårdmetalsskær med en indvendig gevind og en udvendig konus. Fræsekroppen har en indven-dig konus med en centerbolt med gevind, plus en ny funktion: et aksialt stop. Den holder skærets placering inden for de krævede tolerancer.
Specifi kationen landede på projektchefen Jör-gen Anderssons skrivebord til praktisk udvikling og tilpasning til serieproduktion. Han og hans kollegaer fremstillede nogle få prototyper baseret på Minimaster-geometrier for at kontrollere, at systemet svarede til specifi kationerne. Det viste sig at være et vanskeligt tilfælde.
”Vi var nødt til at starte fra scratch med mere eller mindre alle vores processer”, fortæller An-dersson. ”De processer, vi havde, levede ganske enkelt ikke op til de standarder, der krævedes for at fremstille dette produkt”.
Denne transformation omfattede en fornyet gennemgang af alt fra det pulvermiks, der bruges til presningen af skærene til slibemaskinerne, der bruges til at skærpe dem. Til sidst var Minimaster Plus klar til test i laboratoriet. I slutningen af 2010 gennemgik den praktiske afprøvninger i samar-bejde med udvalgte kunder, og produktet bliver lanceret i maj.
”Minimaster Plus lanceres i tre trin”, siger Tapio Alatalo, produktchef for kopifræsning. ”Først lancerer vi et kerneprogram, der i to trin følges af et udvidet sortiment af skær og fræsekroppe”.
Brugere af Minimaster skal købe nye fræse-kroppe for at få fordel af den yderligere præcision og produktivitet, som Minimaster Plus tilbyder.
DEN UDFORDRING, som chefen for forstudier Christer Jönsson og hans team stod over for, var ikke let: Udvikl en ny generation af Secos suc-cesfulde Minimaster-serie. Siden lanceringen i 1987 havde Minimaster haft en ledende position inden for endefræsningssystemer med udskifte-lige hårdmetalsskær – faktisk skabte den selve kategorien. Men virksomheden følte, at stignin-ger i den kommercielle og tekniske efterspørgsel til sidst ville kræve radikale ændringer inden for kopifræsningsteknologien.
”Vi skulle udvikle et koncept, der var på højde med fræsere i fuld hårdmetal med hensyn til pris
Vi var nødt til at star-te fra scratch med mere eller mindre alle vores processer”.
EDGE [1 •2011] 23
Seco Edge 1-2011 FINAL master CS4_DA.indd 23 12/9/2010 4:28:08 PM

Alle vinderMichael Richardson, administrerende direktør for Advanced Cutting Tools Ltd, bruger Secos PCA -program til at forbedre sine kunders bundlinje.
FOTO Mishka Henner
MICHAEL
RICHARDSON
Alder: 39
Stilling:
Administrerende
direktør, Advanced
Cutting Tools Limited
Sted:
Gateshead,
Storbritannien
Familie: Kone
Interesser:
Kørsel på mountain-
bike i Skotland og
Kielder, England
PCA (Productivity & Cost Analysis)
Secos PCA-system giver et bredt overblik over
kundernes produktion og fokuserer ikke kun
på værktøjsomkostningerne, men på de totale
produktionsomkostninger. Ingeniørerne fra Seco
kan evaluere værktøjsprocessen for en enkelt
maskine eller hele det gennemløb et arbejdsma-
teriale har i et produktionsanlæg.
PCA-softwaren leverer en omfattende rapport
med procesoplysninger, f.eks. data om værktøjer
og spåntagende bearbejdning. Det leverer også
data som omkostning pr. del, produktion pr. time,
forbrug af værktøj og investeringsomkostninger.
www.secotools.com/PCA
VI HAR EKSISTERET i over fem år, og vi har distribueret Seco-produkter i ca. fi re og et halvt år. I de sidste par år har vi
brugt Secos PCA (Productivity & Cost Analysis) til at demonstrere for vores slutbrugere, hvilke fordele de kan få ved at bruge den ekspertise inden for værktøj, vi har hos Advanced Cutting Tools og Seco.
Det fungerer på denne måde: Vi identifi cerer produktionsområder – eller kunderne fortæller det – hvor det muligvis er muligt at reducere omkostningerne og forøge produktiviteten i produktionen. Det er f.eks. steder, hvor værktø-jerne ofte skal udskiftes, eller hvor produktio-nen ikke er hurtig nok. Secos lokale ingeniør be-søger kunder for at omstrukturere jobbene. Den pågældende iagttager processen og kommer med ideer til forbedring af produktionsomkost-ningerne, normalt i form af nye værktøjsløsnin-ger, der fi ndes på markedet. Der sammensættes en prøveopstilling for at illustrere den foreslå-ede værktøjsopstilling, og vi registrerer de data – skærehastighed, spåndybde, omkostninger, priser osv. – som vi vil præsentere for kunden.
Det er meget sjældent, måske en gang ud af hundrede, at vi ikke fi nder forbedringer. Med PCA har kunden ikke noget at miste, og besparelserne kan vise sig at være så store som 50 procent! Og hele processen tager kun en til to uger, afhængigt at kundens produktionsplan.
P Å J O B B E T
EDGE [1•2011]24
Seco Edge 1-2011 FINAL master CS4_DA.indd 24 12/9/2010 4:28:09 PM

MED LANCERINGEN AF EN RÆKKE højtydende
Jabro-værktøjer kan titanium og varmebestandige
superlegeringer (HRSA) nu bearbejdes med special-
udviklede værktøjer. JHP770 er udviklet til arbejde på
titanium, mens JHP780 fokuserer på HRSA'er.
Begge nye værktøjer giver en høj spånfjernelsesgrad
og en vibrationsfri drift. Desuden har JHP770-modellen
en central kanal til indvendigt kølemiddel, plus en ulige
afstand mellem spånsporene, der forhindrer vibrationer
under bearbejdningen. JHP780 er opbygget med en
dobbeltkerne, der giver øget robusthed.
Det dedikerede interval vil være tilgængeligt med to
forskellige geometrier og to forskellige typer af hårdme-
tal til mange specialiserede opgaver, hovedsageligt til
anvendelse inden for luftfartsindustrien.
www.secotools.com/jabro_hpm
BEARBEJDNING AF TITANIUM
Et lille vidunderIKKE-LEGERET SUCCES MED LEGERINGERTIL SUPERLEGERINGER
og titaniumlegeringer, der
bruges i luftfarts-, energi- og
medicinteknologiindustrierne,
kræver profi lering med høj
ydeevne specialværktøjer. Det
er her RP-spånbrydere, der er
den seneste udvidelse af Secos
produktfamilie af multidirec-
tional turning (MDT), kommer
ind i billedet. RP-spånbrydere
har perifære slebne kanter, der
sikrer en høj fi nish af overfl aden
og en forlænget standtid, og
skærets specielle geometri
med åben rille sikrer en renere
spånfjernelse. Udformningen
af kanten og rillen gør også
værktøjerne perfekte til bear-
bejdning af ikke-jernholdige
materialer og aluminiumslege-
ringer. RP-spånbrydere leveres
i de mest normale størrelsen fra
3 mm til 10 mm, og deres ydeev-
ne kan yderligere forbedres ved
hjælp af Jetstream Tooling.
www.secotools.com/
rp_chipbreakers
WWW.SECOTOOLS.COM
Produktet er tilgængeligt: NU
Oplysninger om bestilling og anvendelse: MN Update 2011
MDT 2 MM UDVIDER mulig-
hederne inden for Secos program
til fl ervejsafdrejning (MDT), rifl ing
og afstikning. Denne nye min-
dre størrelse (det nuværende
program går fra 3 mm – 10 mm i
bredden) giver kunderne mulig-
hed for at dreje, rifl e, profi lere og
afstikke i en lang række generelle
bearbejdningsoperationer.
MDT anvender den enestående
Secoloc-opspændingsmetode for
skær. Under driften sikres den mak-
simale stabilitet af en kombination
af et V-topspændejern og rifl ede
kontaktfl ader mellem bunden af
skæret og værktøjsholderen.
www.secotools.com/mdt
TE KST Graeme Forster
K O R T F O R TA LT
EDGE [1 •2011] 25
Seco Edge 1-2011 FINAL master CS4_DA.indd 25 12/9/2010 4:28:13 PM

I DETTE FORÅR VIL SECO-
KUNDER opleve en helt ny ind-
faldsvinkel til værktøjssoftware:
Customer Interface (CI). Denne
samling af Seco-softwareprogram-
mer giver brugerne af Seco-pro-
dukterne de nyeste (og derfor mest
pålidelige) oplysninger.
Takket være nye brugerfunktio-
ner på www.secotools.com, fungerer
CI-pakken som et supermarked for
services. Programmerne omfatter
en ny vejledning til søgning efter
produkter, en ny løsning til mere
nøjagtig beregning af skæringsdata
og en ny guide, der komplementerer
Secos produkter til gevindskæring.
Disse forbedringer er en del af
Secos fortsatte bestræbelser på at
levere en vidtspændende pakke af
services sammen med det omfat-
tende produktprogram. (Husk at
kontrollere, om der er opdateringer
af services på www.secotools.com/).
En software-revolution
SECO UDVIDER SIT PRO-
GRAM af positive skær med en
MF2-spånbryder med C-lås til
fi nishing og semi-fi nishing. Den
nye udformning er helt tilpasset
Jetstream Tooling-kølemiddel-
systemet, der sikrer en effektiv
spånfjernelse og temperaturstyring.
MF2-skæret er forsynet med en lige
kantlinje, der giver en let bearbejd-
ning af stål og rustfrit stål, på grund
af dets positive spånvinkler.
Den nye MF2 lanceres i kvali-
teterne TP1500, TP2500, TP3500,
CP500 og TM4000 sammen med
to nye cermet kvaliteter fra Seco:
TP1020 og TP1030.
TP1020 er et ubelagt cermet
skær til krævende overfl adebe-
handlinger med lave skæredata
i stål og rustfrit stål. TP1030 er et
belagt cermet skær med belæg-
ning med en ny TiSiN-TiAlN-
nanolaminat-PVD, der har et nyt
niveau af modstandsdygtighed over
for slid ved højere hastigheder og
tilspændinger inden for et bredere
anvendelsesområde.
VÆK MED STÅL
K O R T F O R TA LT
ET VÆRKTØJ TIL ETHVERT KOMPOSITMATERIALEJABRO JC800-SERIEN OG Seco Feedmax™-borene med Dura-belægning er nye værk-tøjsprogrammer udviklet til at bearbejde dele af komposit på en mere effektiv måde. Serien omfatter et bredt udvalg af specialiserede spåntagende værktøjer for at kunne opfylde de forskelligartede krav fra kompositmaterialer. Disse værktøjer, der fjerner risikoen for fi ber-gennembrydning og delaminering, sikrer en forbedret kantfi nish i materialer som CFRP og CFRP-sandwichopbyggede materialer (Ti og Al), GRP og GRP med Al og Ti plus forskellige celleopbyggede materialer.
Alle fræsere og bor er forsynet med en CVD-diamantbelægning kaldet Dura, der er en meget slidbestandig belægning, som gør værktøjerne meget velegnede til så krævende opgaver som bearbejdning af kompositmaterialer. www.secotools.com/jc800
EDGE [1•2011]26
Seco Edge 1-2011 FINAL master CS4_DA.indd 26 12/9/2010 4:28:14 PM

DEN NYE JABRO-SOLID2 -pro-duktfamilie til generel bearbejd-ning byder velkommen til et nyt medlem af familien: Jabro-Solid2 Multifl ute. Multifl ute-værktøjet, der er udviklet til anvendelse ved over-fl adebehandling af høj kvalitet, har en enkel geometri, og det leveres i dimensioner fra 4 mm – 25 mm.
Jabro-Solid2, der kaldes ”Den næste generation inden for fræ-sere i fuld hårdmetal”, er en ny
produktserie inden for Jabro-produktfamilien. Seco har for nylig introduceret Jabro-Solid2 som virksomhedens svar på behovet for et universelt værktøj, der kan arbejde i en lang række materia-ler – samtidig med, at det har et attraktivt pris-/ydelsesforhold – og lige siden præsentationen har det præsteret imponerende ydeevnetal ved afprøvninger hos kunder over hele verden.
MAGIEN
ENHVER MASKINARBEJDER KAN bruge en assistent, ikke sandt?
Takket være Seco, kan du nu få en ved fi ngerspidserne. Seco Tools
Assistant-programmet til iPhones er et enkelt program, der udfører de
grundlæggende beregninger, der skal bruges i det daglige arbejde på
værkstedet. Vil du kende spåntagningshastigheden ved en boreoperation?
Det er let: Du indtaster blot værdierne for skærehastighed, tilspænding
og spåndybde, og bingo – der er resultatet. Du kan også foretage mange
andre beregninger, og der kommer hele tiden fl ere til. Og det har én stor
fordel i forhold til andre assistenter: Det er fuldstændig gratis.
Personlig assistant
Få et godt grebJO BEDRE OPSPÆNDINGEN af værktøjet er, jo hurtigere hastighed,
og jo bedre er resultaterne, specielt i forbindelse med lange bearbejdningsti-
der. En ny brugsklar krympemaskine, der hedder Easyshrink® 15 giver hurtig
og økonomisk krymp på holdere i alle materialetyper. Det giver operatørerne
mulighed for at opleve et sikkerhedsniveau ved værktøjsopspændingen,
som tidligere kun var tilgængeligt med den mere avancerede Easyshrink 20.
Easyshrink 15 leveres med en hurtig induktionsopvarmning, der udvider
fronten af holderen, så holdere kan indsættes. Easyshrink køler derefter
holderen, så værktøjet holdes helt fast. Det er enkelt og effektivt, det giver
en produktionsforøgelse, og det passer til værktøjer med lange og korte hol-
dere plus alle diametre fra 3 mm til 32 mm.
MULTIFLUTE
EDGE [1 •2011] 27
Seco Edge 1-2011 FINAL master CS4_DA.indd 27 12/9/2010 4:28:16 PM

KA
LL
ISTA
-BIL
LE
DE
R
6 mm
Condylus-værktøj
Fræser i fuld hårdme-tal: producerer hele profi -len til lårknokomponenten
Kundespecifi k fræser i fuld hårdmetal: producerer en ultraglat overfl ade på leddet8 mm
Fræser med wiper: producerer overfl aden på basis for skinnebensskålen
SECO-VÆRKTØJER FORMER vores udstyr og vores omgivelser, men nogle gang kan de også forme os. Firmaer, der arbejder med medicinsk teknologi, bestiller tilpassede Seco-produkter til produktion af syntetiske prote-ser – f.eks. knæproteser.
JOINT VENTURE
DET PERFEKTE
02766482 ST20106289 DK
Seco Edge 1-2011 FINAL master CS4_DA.indd 28 12/9/2010 4:28:20 PM