Curso Cm Haas
81
| 1 Departamento de Aplicaciones CURSO B`SICO DE PROGRAMACIN PARA CENTRO DE MAQUINADO HI-TEC DE MXICO S. A. DE C. V. En este manual encontrarÆ los principios bÆsicos necesarios y una breve explicacin de los cdigos mÆs utilizados para iniciar la programacin del centro de maquinado marca HAAS CNC de las series VF y HS. Si requiere mÆs informacin cuenta ademÆs con un manual adjunto a la mÆquina, donde encontrara informacin aœn mas detallada. Para cualquier duda o aclaracin en el uso de este control favor de comunicarse al telØfono 5565-9008 donde obtendrÆ el apoyo tØcnico necesario. El departamento de Ingeniera de Aplicaciones es responsable de todo lo relacionado a la programacin y operacin de los controles HAAS CNC. DEPARTAMENTO DE APLICACIONES MØxico Alejandro Vega. Cesar PØrez. Lus Cruz. HØctor Flores. Hiplito Ramrez Monterrey JosØ G. Garca. Marco A. del Puerto Vctor A. Rodguez pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now! “Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA
-
Upload
luis-montoya -
Category
Documents
-
view
424 -
download
12
Transcript of Curso Cm Haas

|
1
Departamento de Aplicaciones
CURSO BÁSICO DE PROGRAMACIÓN
PARA CENTRO DE MAQUINADO
HI-TEC DE MÉXICO S. A. DE C. V.
En este manual encontrará los principios básicos necesarios y una breve
explicación de los códigos más utilizados para iniciar la programación del centro de
maquinado marca HAAS CNC de las series VF y HS.
Si requiere más información cuenta además con un manual adjunto a la máquina,
donde encontrara información aún mas detallada.
Para cualquier duda o aclaración en el uso de este control favor de comunicarse al
teléfono 5565-9008 donde obtendrá el apoyo técnico necesario.
El departamento de Ingeniería de Aplicaciones es responsable de todo lo
relacionado a la programación y operación de los controles HAAS CNC.
DEPARTAMENTO DE APLICACIONES
México
Alejandro Vega.
Cesar Pérez.
Luís Cruz.
Héctor Flores.
Hipólito Ramírez
Monterrey
José G. García.
Marco A. del Puerto
Víctor A. Rodíguez
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
2
ÍNDICE GENERAL...........................................................................................................................2
LOCALIZACIÓN DE PUNTOS.........................................................................................................3
NOMENCLATURA DE LA MÁQUINA.............................................................................................4
CÓDIGOS DE DIRECCIÓN.............................................................................................................6
CÓDIGOS MISCELÁNEOS.............................................................................................................6
CÓDIGOS PREPARATORIOS........................................................................................................7
G00 COMANDO DE POSICIONAMIENTO RÁPIDO..................................................................... 9
G01 COMANDO DE INTERPOLACIÓN LINEAL............................................................................10
G02 INTERPOLACIÓN CIRCULAR EN SENTIDO HORARIO.......................................................11
G03 INTERPOLACIÓN CIRCULAR EN SENTIDO ANTI HORARIO..............................................12
G04 PAUSA (TEMPORIZADOR)....................................................................................................12
G12 Y G13 INTERPOLACIÓN CIRCULAR PARA MAQUINADO DE CAJAS................................13
G17 SELECCIÓN DE PLANO �X�,�Y�.............................................................................................15
G18 SELECCIÓN DE PLANO �X�,�Z�.............................................................................................15
G19 SELECCIÓN DE PLANO �Y�,�Z�.............................................................................................16
G20 SISTEMA DE PROGRAMACIÓN EN PULGADAS.................................................................16
G21 SISTEMA DE PROGRAMACIÓN EN MILÍMETROS..............................................................16
G28 REGRESO AL PUNTO DE REFERENCIA.............................................................................16
COMPENSACIÓN DE CORTE.......................................................................................................17
G43 COMPENSACIÓN POSITIVA EN LONGITUD DE HERRAMIENTA.......................................20
G44 COMPENSACIÓN NEGATIVA EN LONGITUD DE HERRAMIENTA.....................................20
G49 CANCELA LA COMPENSACIÓN EN LA LONGITUD ............................................................20
G47 GRABADO DE LETRAS.........................................................................................................20
GRABADO SECUENCIAL DE NÚMEROS....................................................................................21
PATRONES DE BARRENADO PARA PERNOS...........................................................................22
CICLOS ENLATADOS....................................................................................................................23
EJEMPLO DE CICLO ENLATADO.................................................................................................23
G73 CICLO DE BARRENADO CON RETRACCIÓN......................................................................24
G74 CICLO DE MACHUELEADO PARA ROSCA IZQUIERDO.....................................................27
G76 CICLO DE MANDRINADO FINO............................................................................................28
G77 CICLO DE MANDRINADO HACIA ATRÁS.............................................................................29
G81 CICLO DE BARRENADO DIRECTO......................................................................................30
G82 CICLO DE BARRENADO CON TIEMPO DE ESPERA..........................................................31
G83 CICLO DE BARRENADO CON DESAHOGO DE REBABA...................................................32
G84 CICLO DE MACHUELIADO PARA CUERDA DERECHA......................................................34
G85 CICLO DE MANDRINADO......................................................................................................35
G86 CICLO DE MANDRINADO CON PARO DE HUSILLO...........................................................36
G87 CICLO DE MANDRINADO CON PARO DE HUSILLO Y RETRACCIÓN MANUAL...............37
G88 CICLO DE MANDRINADO CON PARO DE HUSILLO, TIEMPO DE ESPERA Y
RETRACCIÓN MANUAL........................................................................................................38
G89 CICLO DE MANDRINADO CON TIEMPO DE ESPERA........................................................39
IMAGEN DE ESPEJO PROGRAMABLE........................................................................................40
FUNCIÓN DE FRESADO DE CAVIDAD PARA PROPÓSITOS GENERALES (G150)..................41
PROCEDIMIENTO PARA MAQUINADO........................................................................................43
TABLAS...........................................................................................................................................44
FORMULAS.....................................................................................................................................45
ALARMA144....................................................................................................................................46
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
3
LOCALIZACIÓN DE PUNTOS
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
4
PROGRAMACIÓN EN ABSOLUTO ( G90 )
PROGRAMACIÓN EN INCREMENTAL ( G91 )
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
5
NOMENCLATURA DE LA MÁQUINA SPINDLE ( HUSILLO ).-Parte de la máquina donde se montan los adaptadores
conocidos comúnmente como CONOS.
Existen dos tipos de conos o holders:
CONO CT.
CONO BT.
CARRUSEL O A.T.C. (AUTOMÁTICA TOOL CHANGER).-Parte de la máquina
donde se almacenan ó alojan las herramientas.
CUARTO EJE (FOURTH AXIS).-Opción de un eje adicional, que nos permite
realizar operaciones tales como cuñeros para flechas, hexágonos, venas de
lubricación, etc.
Nota.- Es importante tomar en cuenta que al adquirir un equipo de Control
Numérico Computarizado es necesario utilizar herramientas calificadas tales
como aleaciones o carburos recubiertos.
Realizar una buena selección de herramientas y aplicar parámetros de corte
adecuados dará como resultado un tiempo óptimo de mecanizado.
A continuación se indica la nomenclatura para calcular los parámetros de corte:
f.- Avance por diente (mm/rev, inch/rev).
Z.- Número de dientes
D.- Diámetro del cortador. (Milímetros o pulgadas)
ar.- Profundidad radial. (milímetros o pulgadas)
aa.- Profundidad axial. (milímetros o pulgadas)
F.- Avance por minuto. (mm/min. o pulgadas/min.)
SISTEMA MÉTRICO
Fórmula para determinar las revoluciones por minuto de un cortador.
N =
N = R.P.M.
Vc = Velocidad de corte (unidades metros/min.).
1000 = Valor para la conversión metros a milímetros.
ð = Constante de valor 3.14159
D = Diámetro de la herramienta.
Vc x 1000
ð x D
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
6
Fórmula para determinar el avance de una herramienta.
F = (f x Z) N = mm/min.
Fórmula para determinar el avance de un machuelo.
F = N x paso del machuelo (en milímetros)
F = Avance (mm / min.).
N = Revoluciones por minuto.
SISTEMA INGLÉS.
Fórmula para determinar las revoluciones por minuto de un cortador.
N =
N = R.P.M.
Vc = Velocidad de corte (pies/min.).
12 = Valor para convertir pies a pulgadas.
ð = Constante de valor 3.14159
D = Diámetro de la herramienta.
Fórmula para determinar el avance de una herramienta.
F = (f x Z) N
F = Avance (pulgadas / min.).
f = Avance por diente.
Z = Numero de dientes.
N = Revoluciones por minuto.
Fórmula para determinar el avance de un machuelo.
F = N x paso del machuelo (en pulgadas)
F = Avance (inch / min.).
N = Revoluciones por minuto.
Vc x 12
ð x D
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
7
CÓDIGOS DE DIRECCIÓN A Coordenadas del cuarto eje (.001 ~ 360).
B Coordenadas para el quinto eje, posicionamiento en Angulo para
Eje rotatorio.
D Numero de corrector para diámetro de herramienta ( D00 ~ D100 ).
F Avance controlado ( in/min. ó mm/min.).
G Códigos de programación ( Funciones preparatorias ).
H Numero de corrector de compensación de longitud de herramienta.
I Se usa para especificar información en ciclos enlatados e
Interpolaciones circulares (G02, G03). en el eje �X�.
J Se usa para especificar información en ciclos enlatados e
Interpolaciones circulares (G02, G03). en el eje �Y�.
K Se usa para especificar datos en ciclos enlatados e
Interpolaciones circulares (G02, G03). en el eje �Z�.
L Número de repeticiones.
M Funciones misceláneas.
N Indica número de block, o línea de programación.
O Identificación de programa. Onnnn
P Tiempo de espera, e identificación de Subprograma.
Q Especifica datos en ciclos enlatados ( su valor es siempre
Positivo).
R Información en ciclos enlatados, e interpolaciones circulares.
S Revoluciones por minuto.
T Selección de herramienta.
X Coordenadas del eje �X�.
Y Coordenadas del eje�Y�.
Z Coordenadas del eje�Z�.
CÓDIGOS MISCELÁNEOS M00 Paro de programa.
M01 Paro opcional de programa.
M02 Fin de programa sin regreso al inicio.
M03 Giro de husillo (en sentido de las manecillas del reloj).
M04 Giro de husillo (en contra sentido de las manecillas del reloj).
M05 Paro de husillo.
M06 Cambio de herramienta.
M08 Activación de bomba de soluble.
M09 Desactivación de bomba de soluble.
M19 Orientación de husillo.
M30 Fin de programa, con regreso al inicio.
M31 Extractor de rebaba hacia adelante.
M32 Extractor de rebaba hacia atrás.
M33 Paro de extractor de rebaba.
M97 Llamada de subrutina local.
M98 Llamado de subprograma.
M99 Fin de subprograma con regreso al programa principal.
O re inicio de ejecución (restart) de un programa principal.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
8
CÓDIGOS PREPARATORIOS Código Grupo
G00 Marcha rápida. 01
G01 Interpolación lineal con avance controlado. 01
G02 Interpolación circular en sentido de las manecillas del reloj
con avance controlado.
01
G03 Interpolación circular en contrasentido de las manecillas
del reloj con avance controlado.
01
G04 Pausa (Temporizador). Con tiempo Pnnnn 00
G10 Cambio de compensación programable. 00
G12 Fresado de Cavidad Circular a la derecha. 00
G13 Fresado de Cavidad Circular a la Izquierda. 00
G17 Selección de plano X,Y.
Para interpolaciones circulares y helicoidales.
02
G18 Selección de plano X,Z.
Para interpolaciones circulares y helicoidales.
02
G19 Selección de plano Y,Z.
Para interpolaciones circulares y helicoidales.
02
G20 Sistema Ingles. 06
G21 Sistema Métrico. 06
G28 Regreso al punto de referencia (Casa). 00
G40 Cancelación de la compensación del diámetro de cortador. 07
G41 Compensación Izquierda. 07
G42 Compensación Derecha. 07
G43 Compensación de longitud de herramienta positiva. 08
G44 Compensación de longitud de herramienta negativa. 08
G47 Grabado de Texto.
G49 Cancelación de la compensación de longitud de
herramienta.
08
G54 Selección de coordenadas de trabajo 1 Cero pieza. 12
G55 Selección de coordenadas de trabajo 2 Cero pieza. 12
G56 Selección de coordenadas de trabajo 3 Cero pieza. 12
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
9
G57 Selección de coordenadas de trabajo 4 Cero pieza. 12
G58 Selección de coordenadas de trabajo 5 Cero pieza. 12
G59 Selección de coordenadas de trabajo 6 Cero pieza. 12
G70 Ciclo de barrenos distribuidos en una circunferencia. 00
G71 Ciclo de barrenos distribuidos en un arco. 00
G72 Ciclo de barrenos distribuidos en ángulo. 00
G73 Ciclo de barrenado con retracción. 09
G74 Ciclo de machueleado para cuerdas Izquierdas. 09
G76 Ciclo de mandrinado fino. 09
G77 Ciclo de mandrinado hacia atrás. 09
G80 Cancelación de ciclos enlatados. 09
G81 Ciclo de barrenado directo. 09
G82 Ciclo de barrenado con tiempo de espera. 09
G83 Ciclo de barrenado con retracción. 09
G84 Ciclo de machueleado para cuerdas derechas. 09
G85 Ciclo de mandrinado. 09
G86 Ciclo de mandrinado con paro de husillo. 09
G87 Ciclo de mandrinado con paro de husillo y retracción
manual.
09
G88 Ciclo de mandrinado con paro de husillo , retracción
manual y tiempo de espera.
09
G89 Ciclo de mandrinado con tiempo de espera, y retroceso
(entra y sale con avance)
09
G90 Programa de coordenadas en absoluto. 03
G91 Programa de coordenadas incremental. 03
G98 Retorno al punto de inicio. 10
G99 Retorno al plano �R�. 10
G100 Cancelar la Imagen de Espejo 00
G101 Activar la Imágen a Espejo 00
G150 Fresado de Cavidad Propósitos Generales 00
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
10
COMANDO DE POSICIONAMIENTO RÁPIDO G00 MOVIMIENTO RÁPIDO
X Dirección opcional para movimiento en el eje �X�
Y Dirección opcional para movimiento en el eje �Y�
Z Dirección opcional para movimiento en el eje �Z�
A Dirección opcional para movimiento en el eje �A�
G00 X_____Y_____Z_____A_____;
Código modal usado para posicionamiento rápido en cualquiera de los ejes, el
avance al que se mueve es de 710 inch/min. ó 30 mts/min. Se recomienda que al
momento de correr un programa por primera vez, utilicé las teclas del 5% 25%
50% 100% para controlar los movimientos rápidos; teniendo especial cuidado al
estar cerca de la pieza a mecanizar.
La ejecución de un movimiento rápido es inicialmente a 45 grados hasta encontrar
la primera coordenada y de forma recta hasta encontrar la segunda ya que los ejes
al inicio se mueven a la misma velocidad.
Ejemplo:
Posiciona los ejes X y Y de forma rápida a partir de la posición anterior.
G00 X9.0 Y11.0 ;
Y
11.0
2.0
X
3.0 9.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
11
COMANDO DE INTERPOLACIÓN LINEAL G01 MOVIMIENTO DE INTERPOLACIÓN LINEAL
X Dirección opcional para movimiento en el eje �X�
Y Dirección opcional para movimiento en el eje �Y�
Z Dirección opcional para movimiento en el eje �Z�
A Dirección opcional para movimiento en el eje �A�
F Avance en pulgadas o milímetros por minuto
G01 X__ __Y__ __Z__ __A__ __F__ __
Código modal que provee movimiento lineal de un punto a otro con avance
controlado ( F ) .
Ejemplo:
Posiciona los ejes X y Y de forma lineal con un avance de 10 pulgadas/min a partir
de la posición anterior.
G01 X11.0 Y7.0 F10.0 ;
ó
F10.0;
G01 X11.0 Y7.0 ;
Y
7.0
2.0
3.0 11.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
12
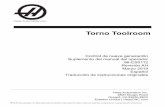
COMANDOS DE INTERPOLACIÓN CIRCULAR G02 INTERPOLACIÓN CIRCULAR EN SENTIDO HORARIO (CW)
X Dirección opcional para movimiento en el eje �X�
Y Dirección opcional para movimiento en el eje �Y�
Z Dirección opcional para movimiento en el eje �Z�
F Avance en pulgadas ó milímetros por minuto.
I Vector en dirección del eje �X� hasta el centro del circulo.
J Vector en dirección del eje �Y� hasta el centro del circulo.
K Vector en dirección del eje �Z� hasta el centro del circulo.
R Valor del radio del circulo.
Código modal usado para interpolación circular en sentido de las manecillas del
reloj, por default el control esta programado para trabajar en el plano X Y , es
necesario además programar un avance F.
Ejemplo:
G02 X6.0 Y3.0 R4.0 F10.0;
Mueve los ejes �X� y �Y� con un avance de 10 pulgadas/min en interpolación
circular hasta la posición programada. Y
7.0
R
3.0
2.0 6.0 X
Usando el vector �J�.
G02 X6.0 Y3.0 J-4.0 F10. Y
7.0
J
3.0
2.0 6.0 X
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
13
G03 INTERPOLACIÓN CIRCULAR EN SENTIDO ANTI HORARIO (CCW)
X Dirección opcional para movimiento en el eje �X�
Y Dirección opcional para movimiento en el eje �Y�
Z Dirección opcional para movimiento en el eje �Z�
F Avance en pulgadas ó milímetros por minuto.
I Vector en dirección del eje �X� hasta el centro del circulo.
J Vector en dirección del eje �Y� hasta el centro del circulo.
K Vector en dirección del eje �Z� hasta el centro del circulo.
R Valor del radio del circulo.
Código modal usado para interpolación circular en contra sentido de las manecillas
del reloj, por default el control esta programado para trabajar en el plano X Y , es
necesario además programar un avance F.
Ejemplo.
G01 X-2.0F10.
G03 I2.0 Y
-X X
-2.0 -1.0 1.0 2.0
G04 PAUSA (TEMPORIZADOR)
P Tiempo de espera en segundos.- Se usa para programar una pausa durante el
proceso de maquinado.
Ejemplo.
G04P1.5
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
14
FRESADO DE CAJAS CIRCULARES
G12 Interpolación circular para maquinado de cajas en el sentido de las
manecillas del reloj (CW).
G13 Interpolación circular para maquinado de cajas en contrasentido de las
manecillas del reloj (CCW).
X Posición en el eje �X� para el centro de la caja circular.
Y Posición en el eje �Y� para el centro de la caja circular.
Z Profundidad de corte total, ó profundidad de corte incremental cuando G91 es
seleccionado.
I Radio final del circulo ó radio del primer circulo cuando acompaña a �K� y �Q�.
K Radio final del circulo cuando acompaña a �I� y �Q�.
Q Incremento o paso radial de la espiral cuando acompaña a �I� y �K�.
L Numero de pasadas para profundidad de corte incremental cuando G91 es
seleccionado.
D Selección del compensador para el radio o diámetro de la herramienta.
F Avance en pulgadas ó milímetros por minuto.
Hay tres formas de programar este ciclo.
Cajas donde se usa el valor de � I � como radio final del circulo.
Cajas donde se usa el valor de � K � como radio final del circulo, además de
las variables �I� y�Q�.
Las dos anteriores en incremento con G91.
G12 Z__ __ I __ __D__ __F__ __
G13 Z__ __ I __ __D__ __F__ __
G12 Z__ __ I __ __K__ __Q__ __D__ __F__ __
G13 Z__ __ I __ __K__ __Q__ __D__ __F__ __
G12 G91 Z__ __ I __ __K__ __Q__ __D__ __F__ __
G13 G91 Z__ __ I __ __K__ __Q__ __D__ __F__ __
El posicionamiento de la herramienta al centro de la caja circular puede ser
designado en una línea anterior.
El código G12 implica el uso de compensación de corte a la derecha G42.
El código G13 implica el uso de compensación de corte a la izquierda G43.
Programar D0 en caso de no necesitar el compensador de la herramienta.
Al finalizar la ejecución de este comando es necesario llevar la herramienta fuera
de la caja circular (en el eje �Z�) para poder desplazarse a otra posición.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
15
Únicamente con � I � Con I, K y Q
Ejemplo :
O1234 ;
(G13 CIRCULAR POCKET MILLING/I) ;
T1 M06 ;
G00 G90 G54 X__ __ Y__ __ ; Posicionamiento en X & Y
G43 H01 Z(+)__ __ M03 S____ ; Compensación de longitud de herramienta
G13 Z- 0.5 F20. I 0.5 D01 M08 ; Interpolación circular Ø 1. X Prof. .5
G00 Z(+)__ __M09 Retorno a la posición Z(+)__ __
G28 G91 Z0. ; Retorno a casa en eje �Z�
M00 ; Paro de máquina
O1234 ;
(G13 CIRCULAR POCKET MILLING/I/K/Q/G91) ;
T1 M06 ;
G00 G90 G54 X__ __ Y__ __ M08 ;
G43 H01 Z0.5 M03 S____ ;
G91G12 Z-0.1 F22. I0.3 Q0.25 K2.5 D01 L4 ;
G90 G00 Z0.5 M09 ;
G91 G28 Z0 ;
M30 ;
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
16
SELECCIÓN DE PLANO CIRCULAR
G17 SELECCIÓN DEL PLANO XY
Código modal. Se activa por default cuando se enciende el control, se usa para
programar movimientos ó interpolaciones circulares en éste plano.
G18 SELECCIÓN DEL PLANO XZ
Código modal. Se usa para programar movimientos ó interpolaciones circulares en
éste plano.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
17
G19 SELECCIÓN DEL PLANO YZ
Código modal. Se usa para programar movimientos ó interpolaciones circulares en
éste plano.
G20 SISTEMA DE PROGRAMACIÓN EN PULGADAS
En este control se requiere cambiar el setting 9 par modificar el sistema de
programación.
G21 SISTEMA DE PROGRAMACION EN MILIMETROS
En este control se requiere cambiar el setting 9 para modificar el sistema de
programación
G28 REGRESO A CASA
Código que se programa regularmente en el último bloque de cada herramienta
para mandar a home todos los ejes o cada uno de manera independiente.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
18
COMPENSACIÓN DE CORTE
La compensación de corte es el método utilizado para desplazar la trayectoria de la
herramienta de tal manera que ésta se mueva a la derecha o a la izquierda de la
trayectoria programada. Normalmente la compensación de radio es programada
para desplazar la herramienta por el valor exacto del radio para que el corte final
de la pieza y la trayectoria programada sean igual. La pantalla de la compensación
de la herramienta es usada para escribir los valores del radio de las herramientas a
desplazar. Los valores pueden ser usados tanto en radio, como en diámetro para
tanto la geometría como el desgaste.
El valor efectivo es la suma de la geometría con el desgaste.
El setting 40 nos permite elegir la forma en que ingresamos los datos (diámetro o
radio).
G41 COMPENSACIÓN DEL CORTADOR A LA IZQUIERDA
El código G41 selecciona la compensación del cortador a la izquierda, esto quiere
decir que la herramienta es desplazada al lado izquierdo de la trayectoria
programada con el fin de compensar el radio de la herramienta. Un código de
dirección DXX debe ser programado para seleccionar el tamaño correcto de la
herramienta ,éste la cual es seleccionada de la memoria de compensación. Si a la
compensación de radio se le pone un valor negativo, actuara como si fuera
compensación de radio a la derecha (G42).
G42 COMPENSACIÓN DEL CORTADOR A LA DERECHA
El código G42 selecciona la compensación de radio a la derecha, esto quiere decir
que la herramienta será desplazada al lado derecho de la trayectoria programada.
Un código Dxx debe de ser programado para seleccionar el tamaño de la
herramienta la cual es seleccionada de la memoria de compensación. Si a la
compensación de radio se le pone un valor negativo, actuara como si fuera
compensación de radio a la izquierda (G41).
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
19
O1234 ;
( G41 COMPENSACIÓN IZQUIERDA ) ;
T5 M06 ;
( 25.4 DIA. 4 FLT. END MILL ) ;
G90 G56 G00 X-126. Y80. M03 S1500 ;
G43 H05 Z30. ;
Z5. M08 ;
G01 Z-10. F380. ;
G41 D5 Y52. ;
X88.3 ;
G02 X101. Y39.3 R12.7 ;
G01 Y-39.3 ;
G02 X88.3 Y-52. R12.7 ;
G01 X-88.3 ;
G02 X-101. Y �38.3 R12.7 ;
G01 Y39.3 ;
G02 X-88.3 Y52. R12.7 ;
G01 G40 Y80. ;
G00 Z5. ;
X0 Y0 ;
G01 Z-10. F100. ;
G41 X20. F200. ;
G03 I-20. ;
G01 G40 X0 Y0 ;
G00 G91 G28 Z0 ;
M01 ;
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
20
O1234 ;
( G42 COMPENSACIÓN DERECHA ) ;
T5 M06 ;
( 25.4 DIA. 4 FLT. END MILL ) ;
G90 G56 G00 X-126. Y80. M03 S1500 ;
G43 H05 Z30. ;
Z5. M08 ;
G01 Z-10. F380. ;
G42 D5 X-101. ;
Y-39.3 ;
G03 X-88.3 Y-52. R12.7 ;
G01 X88.3 ;
G03 X101. Y-39.3 R12.7 ;
G01 Y39.3 ;
G03 X88.3 Y52. R12.7 ;
G01 X-88.3 ;
G03 X-101. Y39.3 R12.7 ;
G01 G40 X-126. ;
G00 Z5. ;
X0 Y0 ;
G01 Z-10. F100. ;
G42 X20. F200. ;
G02 I-20. ;
G01 G40 X0 Y0 ;
G00 G91 G28 Z0 ;
M01 ;
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
21
G43 COMPENSACIÓN POSITIVA EN LA LONGITUD DE LA HERRAMIENTA
Selecciona la compensación de la longitud de la herramienta en la dirección
positiva. Este valor lo obtiene de la pantalla de geometría de la herramienta,
programando la variable �H�.
Ejemplo :
G43 H02 Obtiene el valor de la longitud de Herramienta de la pantalla de
geometría asignada en T2.
G44 COMPENSACIÓN NEGATIVA EN LA LONGITUD DE LA HERRAMIENTA
Selecciona la compensación de la longitud de la herramienta en la dirección
negativa. Este valor lo obtiene de la pantalla de la geometría de la herramienta,
programando la variable �H�.
G49 CANCELA LA COMPENSACIÓN DE LA LONGITUD DE LA HERRAMIENTA
Código modal que cancela G43 y G44.
Nota : Cuando se realiza cambio de herramienta o se programa regreso a home se
cancela automaticamente.
G47 GRABADO DE LETRAS Y NUMEROS
E = Avance de penetración.
F = Avance de grabado.
I = Angulo de rotación (Default es 0).
J = Factor de escalamiento en pulgadas por default 1.0� (mínimo .001).
P1 = Numeración secuencial.
P0 = Grabado de letras.
R = Retorno al plano �R�.
X = Coordenada inicial en el plano �X�.
Y = Coordenada inicial en el plano �Y�.
Z = Profundidad del grabado.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
22
GRABADO SECUENCIAL DE NUMEROS
Este método es usando para grabar números o series de números de partes. Con
el numero que empieza sé ira incrementando de uno en uno. El símbolo �#� es
usado para seleccionar el numero de dígitos en el numero serial. Por ejemplo:
G47 P1(####)
El limite de números seriales es de cuatro dígitos y el numero de inicio puede ser
puesto de manera manual en una variable de un macro. La opción de macros no
necesita estar habilitada para realizar esto. La variable #599 es usada par registrar
el numero inicial de la serie de grabado a realizar.
GRABADO DE LETRAS
Este método es usado para grabar un texto en una parte. El texto debe de
programarse delante del código G47.
Ejemplo:
G47 P0 X2.0 Y2.0 I45. J.5 R.05 Z-.005 F15.0 E10.0 (TEXT TO ENGRAVE).
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
23
CICLOS ENLATADOS
Un ciclo enlatado es usado para simplificar un programa de maquinado. Existen
ciclos enlatados para barrenado, machueleado, y mandrinado. Una vez que un
ciclo enlatado ha sido seleccionado, queda activo hasta no ser cancelado con un
código G80. Cuando el ciclo esta activo, es ejecutado cada vez que un movimiento
en X___ Y___ es programado.
EJEMPLO DE CICLO ENLATADO
N1 M06 T____
N2 G00 G90 G 54 ~59 X___ Y___ A___
N3 G43 H___ Z(+)___ M03/M04 S___
M08
N4 G___ G98/G99 Z(- )____ R____ F___ I___ J__ K___ L___ P___
Q___
N5 X___ Y___
N6 X___ Y___
N7 G00 G80 M09
N8 G28 G91 Z0.
N9 MOO / M01
N1 Cambio de herramienta (M06). Selección de herramienta (T___).
N2 Movimiento rápido (G00). Absoluto(G90) Selección de coordenadas de
trabajo (G54 ~ G59). Primer posicionamiento. X___ Y___.
N3 Llamado de compensación de longitud de herramienta positiva ( G43 ).
Selección de compensación de longitud de herramienta. (H___).
Posicionamiento del eje �Z� con respecto al cero pieza ( Valor normalmente
positivo). Arranque del husillo (M03 M04). Velocidad del husillo (S___ ).
N4 Activación de ciclo enlatado ( G73 ~ G89 ). Regreso al punto de referencia
(G98 Plano �R�/ G99 Plano Z ).
Profundidad final ( Z___ ). Punto a partir del cual entra cortando con
avance controlado ( R___ ). Avance de corte ( F___ ). Activación de
soluble( M09 ). Códigos especiales para cada ciclo enlatado ( I___ J___
K___ L___ P___ Q___ ).
N5 Segundo posicionamiento.
N6 Tercer posicionamiento ETC.
N7 Movimiento rápido(G00). Cancelación de ciclos enlatados (G80). Des
activación de soluble (M09).
N8 Regreso al punto de referencia (G28). Incremental (G91). Eje �Z�.
N9 Paro de programa(M00 Paro de programa / M01 Paro opcional de
programa).
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
24
G73 CICLO DE BARRENADO CON RETRACCIÓN
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
Q Profundidad de corte para cada pasada (valor incremental)
R Posición del plano R
Nota: El setting 22 permite controlar el valor de retracción para cada pasada.
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G73 G98/99 Z_____ R_____ F_____ Q _____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
Q
Q
Q
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
25
G73 CICLO DE BARRENADO CON RETRACCIÓN
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
K Mínima profundidad de corte
Q Profundidad de corte para cada pasada (valor incremental)
R Posición del plano R
Nota: El setting 22 permite controlar el valor de retracción para cada pasada.
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G73 G98/99 Z_____ R_____ F_____ K _____ Q _____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
Z 0.0
Q
Q K
Q
Q
Q
Q
G73 CICLO DE BARRENADO CON RETRACCION
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
26
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
I Tamaño opcional de la primera profundidad de corte
J Monto a reducir para cada pasada
K Mínima profundidad de corte
R Posición del plano R
Nota: El setting 22 permite controlar el valor de retracción para cada pasada.
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G73 G98/99 Z_____ R_____ F_____ I_____ J_____ K_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z 0.0
I
I � J
I � J
K
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
27
G74 CICLO DE MACHUELEADO PARA ROSCA IZQUIERDA X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
J
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ S_____ ;
M08 ;
G74 G98/99 Z_____ R_____ F_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
↻ GIRO CCW PLANO �R� Z 0.0
GIRO CW
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
28
G76 CICLO DE MANDRINADO FINO Nota: Si el valor de �Q� no es especificado el setting #27 es usado para
indicar la dirección de desplazamiento.
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
I Valor de desplazamiento opcional en el eje �X� (si �Q� no es especificada)
J Valor de desplazamiento opcional en el eje �Y� (si �Q� no es especificada)
Q Valor de desplazamiento, siempre incremental (si �I� y �J� no son especificadas)
P Tiempo de espera al alcanzar la posición �Z�
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G76 G98/99 Z_____ R_____ F_____ Q _____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z 0.0
Q
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
29
G77 CICLO DE MANDRINADO HACIA ATRÁS X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
I Valor de desplazamiento opcional en el eje �X� (si �Q� no es especificada)
J Valor de desplazamiento opcional en el eje �Y� (si �Q� no es especificada)
Q Valor de desplazamiento, siempre incremental (si �I� y �J� no son especificadas)
Nota: Si el valor de �Q� no es especificado el setting #27 es usado para indicar la
dirección de desplazamiento
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G77 G98/99 Z_____ R_____ F_____ Q _____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
Z 0.0
Q Plano �R�.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
30
G81 CICLO DE BARRENADO DIRECTO
X Posicionamiento rápido opcional en el eje �X�
Y Posicionamiento rápido opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G81 G98/99 Z_____ R_____ F_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z 0.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
31
G82 CICLO DE BARRENADO DIRECTO CON TIEMPO DE
ESPERA
X Posicionamiento rápido opcional en el eje �X�
Y Posicionamiento rápido opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
P Tiempo de espera al alcanzar la posición �Z�
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G82 G98/99 Z_____ R_____ F_____ P_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z 0.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
32
G83 CICLO DE BARRENADO CON DESAHOGO DE REBABA
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
Q Profundidad de corte para cada pasada (valor incremental)
R Posición del plano R
P Tiempo de espera al alcanzar la posición �Z�
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G83 G98/99 Z_____ R_____ F_____ Q_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z 0.0
Q
Q
Q
Q
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
33
G83 CICLO DE BARRENADO CON DESAHOGO DE REBABA
Y PROFUNDIDAD VARIABLE X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
I Tamaño opcional de la primera profundidad de corte
J Monto a reducir para cada pasada
K Mínima profundidad de corte
R Posición del plano R
P Tiempo de espera al alcanzar la posición �Z�
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ M03 S_____ ;
M08 ;
G83 G98/99 Z_____ R_____ F_____ I_____ J_____ K_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z 0.0
I
I - J
I - J
I - J
K
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
34
G84 CICLO DE MACHUELEADO PARA CUERDA DERECHA
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
J
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ S_____ ;
M08 ;
G84 G98/99 Z_____ R_____ F_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
↺ GIRO CW
↻ GIRO CCW
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
35
G85 CICLO DE MANDRINADO
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ S_____ ;
M08 ;
G85 G98/99 Z_____ R_____ F_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z 0.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
36
G86 CICLO DE MANDRINADO CON PARO DE HUSILLO
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ S_____ ;
M08 ;
G86 G98/99 Z_____ R_____ F_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z0.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
37
G87 CICLO DE MANDRINADO CON PARO DE HUSILLO Y
RETRACCIÓN MANUAL
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ S_____ ;
M08 ;
G87 G98/99 Z_____ R_____ F_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z0.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
38
G88 CICLO DE MANDRINADO CON PARO DE HUSILLO,
TIEMPO DE ESPERA Y RETRACCIÓN MANUAL
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
P Tiempo de espera al alcanzar la posición �Z�
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ S_____ ;
M08 ;
G88 G98/99 Z_____ R_____ F_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
PLANO �R�
Z0.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
39
G89 CICLO DE MANDRINADO CON TIEMPO DE ESPERA
X Posicionamiento opcional en el eje �X�
Y Posicionamiento opcional en el eje �Y�
Z Posición al fondo del agujero
F Avance en pulgadas ó milímetros por minuto
R Posición del plano R
P Tiempo de espera al alcanzar la posición �Z�
O1234 ;
M06 T__ ;
G00 G90 G54 ~ 59 X_____ Y_____ ;
G43 H__ Z_____ S_____ ;
M08 ;
G89 G98/99 Z_____ R_____ F_____ ;
X_____ Y_____ ;
X_____ Y_____ ;
G00 G80 M09 ;
G28 G91 Z0. ;
M30 ;
Plano �R�
. Z 0.0
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
40
PATRONES DE BARRENOS PARA PERNOS.
Hay tres códigos �G� que proporcionan patrones de barrenos usados
comúnmente para pernos. Son G70, G71, G72. Normalmente se usan con alguno
de los ciclos programados del Grupo 09.
G70 CIRCUNFERENCIA DE BARRENOS EQUIDISTANTES
I Radio de la circunferencia (Signo negativo invierte la dirección).
J Angulo inicial del primer barreno (con respecto a la horizontal [3:00 PM.]).
L Numero de barrenos en la circunferencia.
G71 ARCO DE BARRENOS EQUIDISTANTES
I Radio de la circunferencia (Signo negativo invierte la dirección).
J Angulo inicial del primer barreno (con respecto a la horizontal [3:00 PM.]).
K Distancia angular entre barrenos (+ y -).
L Numero de barrenos en el arco.
G72 LINEA DE BARRENOS EQUIDISTANTES
I Distancia entre barrenos.
J Angulo de la línea (a partir de la horizontal de las 3:00 PM.)
L Numero de barrenos.
I J
I J
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
41
IMAGEN DE ESPEJO PROGRAMABLE La función de espejo se puede encender (G 101) o apagar (G100) para cualquiera de los
cuatro ejes individualmente. Los dos valores no son modales, pero el estatus de espejo
para cada eje si es modal. Estos códigos se deben de usar en un bloque de comando sin
ningún otro código G
Un G101 encenderá la función a espejo para cualquier eje listado en ese bloque
X,Y,Z o A
El código G100 lo desactiva. El valor dado no tiene ningún efecto y debe anotarse como
cero.
Ejemplo: G101 X0 ó G100 X0.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
42
G150 Función de Fresado de Cavidades para Propósitos Generales.
D Selección del radio del Cortador.
F Velocidad de Avance.
I Incremento de corte en el eje-X.
J Incremento de corte en el eje-Y.
K Margen en el corte de Terminado.
L Contador de Vueltas o Repeticiones Opcional.
P Número de Subrutina definiendo la forma del contorno.
Q Profundidad incremental del corte en el eje-Z por pasada, valores (+)
R Posición del plano R.
S Velocidad del husillo Opcional.
X Posición en X del barreno de inicio.
Y Posición en Y del barreno de inicio.
Z Profundidad final de la cavidad.
La forma de la cavidad a ser cortada tiene que ser definida en una subrutina.
La subrutina tiene que definir una área cerrada por medio de una serie de códigos
G01, G02 o G03 y terminar con un M99 (Retorno al programa principal.). Esta
subrutina tiene que ser de menos de 20 recorridos. Una serie de movimientos ya
sea en el eje X (si I es usada) o en el eje Y (si J es usada) serán utilizados para
cortar la forma especificada. La pasada de acabado al contorno esta definida por K
y tiene que ser un número positivo. No hay una pasada de acabado para la
profundidad Z. El valor R tiene que ser especificado aunque este sea cero.
Múltiples pasadas pueden ser programadas con una profundidad especificada
en Q hasta que la profundidad Z sea alcanzada. Q tiene que ser positiva. Si un
controlador L es especificado, el bloque entero será repetido y un incremental
(G91) reposicionara la cavidad.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
43
O1000
T1 M06
G90 G54 G00 X0 Y0
S2000 M03
G43 H01 Z0.1 M8
G01 Z0.01 F30.
G150 P511 Z-0.5 Q0.25 R0.01 J0.3 K.01 G41 D01 F10.
G40 G01 X0 Y0
G00 Z1. M09
G28 G91 Y0 Z0
M30
SUBPROGRAMA
O00511
G01 Y2.
X-2.
Y-2.
X2.
Y2.
X0.
M99
PROCEDIMIENTO PARA MAQUINADO COMENZANDO DE CERO.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
44
Borrar todos los valores que están cargados en la pagina de los �offsets� tales como
longitudes y diámetro de hta. , así como ceros pieza (G54 ~ G59) que no se usen.
Cargar el programa en la memoria de la maquina. Esto puede ser metiendo la
información manualmente en la memoria, o cargando el programa por medio de un
paquete de �CAM� a través de la interfase RS-232.
Determinar las herramientas que se van a usar, y tenerlas listas.
Usando una prensa, o un dispositivo de sujeción, montar la pieza en el centro de
maquinado, y sujetara bien.
Localizar el cero pieza del programa, tanto en el eje �X� como en el eje �Y�.
Generalmente estos puntos coinciden con los puntos de referencia del plano, a partir
de los cuales todas las dimensiones son tomadas. Usar un localizador de esquinas
(EDGE FINDER), o un indicador, para localizar estos puntos, usando las funciones
manuales de la maquina(HANDLE JOG ) Después de localizar el cero pieza, oprima
la tecla de los Offsets, mover el cursor hacia abajo, usando las flechas; hasta llegar a
la pagina del cero trabajo ( ZERO OFFSETS ); poner el cursor en el G54 ~ G59 en el
eje �X� y presionar la tecla � Part zero set � con esto se cargara el valor de los
números maquina en este lugar. Repetir el procedimiento para el eje de �Y�. Al hacer
esto, se le ha dicho a la maquina en donde se encuentra localizado el cero pieza;
normalmente los valores en �Z� y �A� no se cargan, permanecen en cero.
Tomar el valor del diámetro de las herramientas las cuales van a ser usadas con un
valor Dnn e introducir este valor en la pagina de �OFFSETS� Nota : Este valor puede
ser usado tanto en �RADIO O DIAMETRO�. Y esto se puede cambiar por medio del
setting # 40
Sacar todas las herramientas que se encuentran en el carrusel de la maquina, y
hacer un cambio de herramienta para traer la numero 1( T1 M6 ). Colocar la
herramienta numero uno en el husillo usando el botón de �TOOL RELEASE�.
Presionar la tecla de �OFFSETS� y mover hacia abajo hasta encontrar la pagina de la
compensación de longitudes; mover el cursor hasta el numero 1. NOTA : No meta
ninguna herramienta al carrusel directamente, siempre hágalo a través del husillo,
usando MDI, o ATC Forward / backward.
En modo manual (HANDLE JOG), seleccione el eje �Z� y mueva cuidadosamente la
herramienta hasta tocar la superficie de la parte. Después presionar la tecla �TOOL
OFSETS MEASURE�. Y con esto el valor de Números maquina en el eje �Z� será
cargado para la herramienta No.1
Inmediatamente después de cargar el valor de la compensación de longitud de
herramienta presione la tecla �NEXT TOOL� para que el eje �Z� se regrese hasta casa
( Z0.) y haga un cambio de herramienta seleccionando la herramienta que sigue
hacia adelante. Repetir el mismo procedimiento por cada herramienta que tiene a
usar.
Correr el programa en modo gráfico, para detectar posibles errores de programación.
Correr programa con movimiento rápido al 25%. Y checar que no exista ninguna
interferencia.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
45
MATERIAL M / MIN PIES / MIN
Aluminio 29-32 95-105
Latón 29-32 95-105
Bronce Blando 17-20 55-65
Bronce duro 12-15 40-50
Cobre 15-18 50-60
Fundición de Coquilla 20-23 65-75
Duraluminio 29-32 95-105
Fundición de Hierro 23-26 75-85
Hiero Maleable 15-20 50-65
Magnesio 29-32 95-105
Metal Monel 7-9 25-30
Plásticos 21-24 70-80
Acero Laminado en frió 15-20 50-65
Aleaciones de acero 7-10 25-35
Acero fundido 7-10 25-35
Acero para herramientas 7-10 25-35
Acero inoxidable 6-10 20-30
TABLA PARA VELOCIDADES DE CORTE PARA MACHUELEAR
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
46
TABLA PARA VELOCIDADES DE CORTE PARA BROCAS �HSS�
MATERIAL M / MIN PIES / MIN
Aluminio 60-76 200-250
Latón 60 200
Bronce 60-76 200-250
Bronce fosforado 54 175-180
Fundición de Hierro, blanda 43 140-150
Fundición de Hierro, semiduro 24-33 80-110
Fundición de Hierro, dura 14 45-50
Acero Fundido 13-15 40-50
Cobre 21 70
Duraluminio 60 200
Aleación de cobre y silicio 18 60
Acero para maquinaria 33 110
Cobre manganeso 5 15
Hierro maleable 26-27 85-90
Acero dulce, con 0.2-0.3 de C. 33-36 110-120
Acero al molibdeno 16 55
Metal Monel 15 50
Acero al Níquel, 3.5% 18 60
Permalloy, 77% de Níquel 15 50
Acero par Muelles 6 20
Acero inoxidable 15 50
Acero al 0.4-0.5 de Carbón 24 80
Acero para Herramientas 23 75
AVANCES POR REVOLUCIÓN PARA BROCAS PULGADAS.
DE 1/16� A UN ¼� 0.0015�
DE 09/32� A 1/2� 0.003�
DE 17/32� A 1� 0.007�
MAYORES DE 1� 0.015�
AVANCES POR REVOLUCIÓN PARA BROCAS EN MM.
DE 1.5mm. A UN 6.35mm. 0.04 mm.
DE 6.35mm. A 12.7mm. 0.075 mm.
DE 12.7mm. A 25.4mm. 0.18 mm.
MAYORES DE 25.4mm. 0.4 mm.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
47
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
48
Método para eliminar de forma temporal la alarma 144 para máquinas HAAS
(Válido para máquinas parcialmente pagadas)
A. Con máquina y control encendidos, oprimir el pulsador de EMERGENCY STOP B. Habilitar acceso a los Parámetros en la pantalla de SETTINGS
Oprimir tecla � � � � � � �OFF� comenzará a parpadear
�OFF� quedará iluminado
C. Oprimir teclas y Oprimir tecla quedará iluminado el �setting� 26 (No. De Serie de la
máquina) � � En la esquina inferior izquierda de la pantalla aparecerá
un número. Este No., la versión de software y el No. de Serie de la máquina deberán ser
informados al Depto. Técnico de HI-TEC DE MÉXICO (0155-5390-1442) para que HAAS pueda proporcionar el código de extensión de funcionamiento. IMPORTANTE: En esta condición de espera NO deberás ser oprimida ninguna tecla del panel
de operación, ni tampoco se deberá apagar la máquina. Si esto sucediera se deberá realizar
todo el procedimiento desde el punto A. e informar el nuevo número que apareció en la
pantalla de HI-TEC
D. Una vez que HI-TEC haya proporcionado el código (es un número), mediante el teclado
introducir el mismo, a continuación:
Oprimir tecla el número escrito entrará al setting 26 y desaparecerá
de la pantalla sin que el No. de serie de la máquina se modifique.
E. Regresar al setting 7 y poner ON, oprimiendo las siguientes teclas:
F. La máquina quedará operable nuevamente por otras horas.
SETNG /GRAPH
7
WRITE
2 6
WRITE
WRITE
7 WRITE
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
49
MANUAL DE OPERACIÓN
CENTRO DE MAQUINADO
HI-TEC DE MEXICO, S.A. DE C.V.
En este manual encontrarás información para la operación y manejo del centro de
maquinado marca HAAS de las series VF y HS.
El manual contiene una breve explicación de cada una de las teclas contenidas en
el control y sus aplicaciones.
Si requieres mas información para la operación de este control la máquina cuenta
con un manual donde puedes encontrar información más detallada.
Si llegaras a tener problemas con la operación de este control puedes llamar al
siguiente numero telefónico 55-65-90-08
En donde podemos proporcionarte ayuda.
El departamento de Ingeniería de aplicaciones es el encargado de todo lo referente
a programación y operación de estos controles.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
50
INDICE
PAGINA
1) ENCENDIDO Y APAGADO ............................................ 51
3) RECUPERAR CARRUSEL DE HTAS. ........................... 53
4) MODO EDIT ..................................................................... 58
5) MODO MEM .................................................................... 59
6) MODO MDI ...................................................................... 61
7) MODO HANDLE/JOG ..................................................... 62
8) MODO ZERO RET ........................................................... 63
9) MODO LIST PROG .......................................................... 64
10) PANTALLAS DE DISPLAY ............................................ 65
11) TECLAS DE CURSOR ������������... 67
12) TECLAS F1,F2,F3,F4 �������������.. 70
13) GRAFICAR UN MECANIZADO ��������. . 72
14) FLOPPY DISK ����������������. 74
15) MODO DNC �����������������. 75
16) MODO DRY RUN �������������� . . 77
17) PANTALLA DE POSICIONES ���������... 78
18) PARO DE EMERGENCIA .............................................. 80
19) MECANIZADO DE UNA PIEZA ................................... 81
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
51
ENCENDER / APAGAR
ENCENDER
La manera correcta de encender la máquina es verificar que el paro de emergencia sé encuentre
activado (botón rojo), y después oprimir la tecla verde:
POWER ON
Este botón se encuentra en la parte superior izquierda del panel de control.
NOTA:
El interruptor principal que se encuentra en la parte trasera de la máquina debe
de encontrarse en la posición de encendido.
Cuando se presiona el botón verde, la pantalla se enciende pero aun no esta lista
para utilizarse.
En la pantalla aparecerán dos alarmas.
1ª; Servos apagados (ALARMA 102)
2ª; Emergencia apagada (ALARMA 107)
Es necesario cancelar estas.
Oprimiendo la tecla de reset (tecla roja)
Las alarmas se cancelaran automáticamente (presionar dos veces, una por
alarma.)
El paso siguiente es presionar la tecla Power Up/Restart,
(Arranque de la máquina y re-inicialización del sistema)
Al oprimir esta tecla automáticamente la máquina buscará su punto de referencia
(casa) y cambiará la herramienta que tenga en el husillo por la herramienta
número uno.
BOTON
VERDE
POWER
UP
RESTART
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
52
Al terminar de ejecutar este paso, la máquina esta lista para ser programada y
operado el control.
APAGAR
La manera adecuada de apagar la máquina es la siguiente.
1º Oprimir el botón de PARO DE EMERGENCIA
2º Presionar el botón rojo POWER OFF
3º Mover el interruptor a la posición de apagado
(Recordar que el interruptor se encuentra en la parte de atrás de la
máquina.)
Un estado de sobrevoltaje o sobrecalentamiento causará que la máquina sea
apagada automáticamente.
Cuando alguna de estas situaciones se presenten se generara una alarma (alarma
176 ).
Nota : Cualquier interrupción de energía, provocará que la máquina sea apagada
automáticamente, incluyendo el interruptor del circuito principal apagará la
máquina.
CYCLE START
Cuando el programa esta verificado y las herramientas en
posición listo para arrancar, se oprime la tecla cycle start
para iniciar el maquinado o la función gráfica.
(Restablecer cambiador de herramienta)
Esta tecla es usada para recuperar el cambiador de
herramienta, cuando por alguna causa la máquina es
intervenida en un cambio de herramienta y el carrusel se queda
en una posición diferente a su origen.
BOTON
ROJO
BOTON
VERDE
RECOBER
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
53
PROCEDIMIENTO PARA RECUPERAR EL CARRUSEL DE HERRAMIENTAS
Cuando se corte la energía en un cambio de herramienta o por alguna otra causa
donde se intervenga el cambio de herramienta se deben de seguir los siguientes
pasos para recuperar el transportador de herramientas:
1.- Encender la máquina
2.- Aparecerán 3 alarmas que deberán ser eliminadas con la tecla RESET
1ª; Servos apagados (ALARMA 102)
2ª. Falla en el transportador (ALARMA 125)
3ª; Emergencia apagada (ALARMA 107)
3.- Oprimir la tecla �RECOBER.�
Aparecerá en la pantalla el mensaje siguiente:
� The Z axis is in an unsafe condition Mientras agarre la herramienta para quitarla del husillo
Then key jog Z plus to jog Z-axis up Note: you may have do hold they jog Z plus for several minutes �
NOTA: El siguiente paso es el procedimiento que nos indica HAAS a utilizar, a
causa de que lleva mucho tiempo se recomienda al cliente seguir otro
procedimiento que se indicará en el paso 4.
NOTA 2: Es muy importante analizar en que posición quedó la herramienta al
momento del corte de energía o la causa del paro, ya que dependiendo de la
posición será la acción a tomar para recuperar el carrusel.
3.1.- Oprimir la tecla TOOL RELEASE que se encuentra en el panel de control.
3.2.- Mantener oprimida la tecla del eje Z para que el husillo se levante de
manera que la herramienta libre cuando el transportador sea retraído.
3.3 Cuando el husillo libre el tornillo de retención se procederá a continuar con
el procedimiento.
4.- Existe un procedimiento el cual es más rápido que el anterior el cuál
consiste en seguir los pasos del 1 al 3 debiendo considerar la nota 2.
5.- Como en el mensaje nos indica que el eje Z se encuentra en condiciones
inseguras a continuación se requiere mandar a casa al eje Z de la siguiente
manera:
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
54
a) Oprimir la tecla ZERO RET
b) Oprimir la letra Z del teclado alfanumérico
c) Oprimir la tecla ZERO SINGLE AXIS
Al realizar esto el carrusel de herramientas se retraerá a su posición llevando o no
la herramienta consigo dependiendo si el husillo todavía lo seguía sujetando o no;
algo muy importante durante este procedimiento se recomienda colocar en la parte
de abajo algo suave como un caja con algo de apoyo (trapos, etc,), ya que cuando el
carrusel de herramientas sea retraído la herramienta puede caer dañándose la
misma o lastimando la mesa.
6.- Una vez realizando los pasos anteriores se puede proceder a oprimir la tecla
POWER UP/RESTART para continuar con la operación de la máquina.
NOTA IMPORTANTE: Si al ser retraído el carrusel de herramientas la
herramienta se quedó dentro del carrusel de herramientas se debe de seguir con
más pasos para retirarla del carrusel ya que si no es removida una colisión se
puede presentar, ya que la máquina siempre considera que tiene herramienta en el
husillo y el primer movimiento que ella realiza en un cambio de herramienta es ir a
dejar a su posición la misma por lo que se hace mucho hincapié en este punto, los
pasos a seguir se dan a continuación:
7.- Volver a oprimir la tecla �RECOBER�
Aparecerá otro mensaje en la máquina:
¿Hay alguna herramienta en el husillo ó en el área del carrusel?
Teclear �N�
Aparecerá el siguiente mensaje:
¿Está la cubierta de metal perforado de enfrente del husillo vacío?
En este mensaje pregunta si el carrusel está vació en la posición actual por lo que
hay que teclear que NO está vació.
Posteriormente el husillo se levantará y el carrusel se acercará al mismo simulando
un cambio de herramienta cuando el husillo se encuentre encima de la
herramienta está se detendrá y aparecerá en pantalla otro mensaje:
�Asegúrese que la herramienta esté bien sentada en el carrusel apropiadamente. Si es
necesario remueva la herramienta o vuélvala a colocar correctamente. ¡PRECAUCION¡ Tenga mucho cuidado cuando esté manejando herramientas porque estas pueden ser pesadas y puntiagudas. Presione y cuando la hta. Este apropiadamente colocada.
Teclear �Y� para continuar con la recuperación del cambio de herramienta.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
55
Al final aparecerá el último mensaje
¡Completado el recobro de herramienta¡ Presione �Y�
Se procede a restablecer la máquina oprimiendo la tecla POWER UP/RESTART
Esta tecla detiene todos los movimientos de la máquina y su
principal uso es la eliminación de las alarmas.
(Medición de offset de herramienta)
Esta tecla es utilizada para realizar la medición de altura de
herramienta y guardarla en la pantalla de offset.
(Siguiente herramienta). Después de realizar la medición de
longitud de herramienta se oprime esta tecla y
automáticamente cambiará a la siguiente herramienta
consecutiva a la actual.
Con esta tecla se libera el mecanismo para liberar o sujetar la
herramienta igual que el botón que se encuentra en el husillo.
(PONER CERO DE LA PARTE) Con esta tecla
automáticamente queda registrado el origen pieza de trabajo.
TOOL OFSET
MESUR
RESET
NEXT TOOL
TOOL
RELEASE
PART ZERO
SET
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
56
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
57
TABLERO DE OPERACIONES
ESTE TABLERO CUENTA CON 130 TECLAS QUE SE DIVIDEN EN NUEVE
REGIONES QUE SON:
TECLAS RESET ( RESTABLECER ) ( 3 )
TECLAS DE FUNCIÓN ( 8 )
TECLAS DE DESPLAZAMIENTO (15)
TECLAS DE SOBRECONTROL (15)
TECLAS DE PANTALLA ( 8 )
TECLAS DE CURSOR ( 8 )
TECLAS ALFABÉTICAS (30)
TECLAS DE MODALIDAD (30)
TECLAS NUMÉRICAS (15)
Durante la operación del tablero es importante saber en que modalidad se
encuentra la máquina.
En el control existen seis modalidades las cuales están rotuladas con las siguientes
descripciones:
EDIT
MEM
MDI/DNC
HANDLE JOG
ZERO RET
LIST PROG
Las cuales describimos a continuación.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
58
EDIT
Esta modalidad nos sirve para la edición de programas
(programas que ya se encuentran en la memoria).
Este modo cuenta con las siguientes teclas.
Esta tecla se utiliza para insertar datos como códigos y
textos.
Se utiliza para alterar o cambiar un elemento que se
encuentra sobre el cursor.
Borrar el elemento que se encuentra en el cursor.
Retrocede o regresa a la función anterior realizada.
EDIT
INSERT
ALTER
DELETE
UNDO
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
59
NOTAS
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
____________________________________
MEM
Esta modalidad es de memoria nos sirve para ejecutar o graficar un programa que
este almacenado en la memoria.
Este modo cuenta con las siguientes teclas:
Ejecuta uno por uno los blocks en el programa vigente.
Es utilizado para correr un programa en automático sin
pieza, donde los movimientos rápidos los ejecuta con los
avances de las teclas de handle jog.
MEM
SINGLE
BLOCK
DRY
RUN
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
60
(Paro opcional) Funciona siempre y cuando en el programa
se encuentre un M01.
(Ignorar bloque) Funciona en los bloques que tienen una
diagonal / cuando está activo, esta tecla la máquina no
ejecuta los bloques que tienen diagonal.
NOTAS
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
____________________________________
OPT
STOP
BLOCK
DELETE
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
61
MDI/DNC
Introducción manual de datos / Control numérico directo
Este modo cuenta con las siguientes teclas.
Enciende y apaga la bomba del refrigerante
(Orientar el husillo) El husillo gira a una posición conocida
donde se fija y se asegura.
(Cambiador de herramientas hacia adelante). Gira el carrusel
de herramientas hacia delante cambiando herramientas en la
dirección de 1 a 10.
(Cambiador de herramientas hacia atrás). Gira el carrusel de
herramientas hacia atrás cambiando herramientas en la
dirección de 10 a 1.
NOTAS
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________
MDI
DNC
COOLNT
ORIENT
SPINDLE
ATC
FWD
ATC
REV
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
62
HANDLE JOG
Perilla de desplazamiento. Selecciona la modalidad de
desplazamientos manuales.
Los avances se seleccionan con los botones que están adelante de este modo.
(.0001� ó .001 mm por cada división de la perilla)
(.001� ó .010 mm por cada división de la perilla).
.
(.010� ó .100 mm por cada división de la perilla).
(.1� ó 1.0 mm por cada división de la perilla)
HANDLE
JOG
.0001
.1
.001
1.
.01
10.
.1
100.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
63
ZERO RET
Retorno al cero máquina
La máquina busca el origen de las coordenadas máquina. Los
ejes se mueven lentamente hasta llegar al cero máquina.
Esta tecla es utilizada para resetear valores ya sea en pantalla
de posiciones o en pantallas de uso. (vida de htas. Etc.)
(Eje único a cero) Manda el eje seleccionado a las
coordenadas del cero máquina.
(Origen) Retorna todos los ejes al cero máquina con
movimientos rápidos.
NOTAS
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________
ZERO
RET
AUTO
ALL
AXES
ORIGIN
ZERO
SINGLE
AXIS
HOME
G28
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
64
LISTPROG
Lista de programas. Muestra una lista de programas
contenidos en el control.
(Seleccionar programa). Nos sirve para seleccionar un
programa el cual queda activado, el programa que está activo
es el programa que tiene un asterisco en el lado izquierdo.
(Transmitir por RS232) Transmite programas a través del
conector serial RS232.
Recibe programas a través del conector serial RS232.
(Borrar programa). Borra el programa que está iluminado
con el cursor, se selecciona el programa con el cursor y
oprimiendo la tecla erase prog.
NOTAS
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
_______________________
LIST
PROG
SELECT
PROG
SEND
RS232
RECV
PROG
ERASE
PROG
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
65
DISPLAY
TECLAS DISPLAY
Esta sección del control cuenta con 8 teclas que a continuación se describen:
(Programa / Conversacional)
Muestra el programa que se encuentra activo en ese momento
También se usa en quick code applications (aplicaciones de
código rápido).
(POSICIÓN)
Muestra las posiciones de los ejes de la máquina
Al oprimir las teclas de PAGE UP/PAGE DOWN nos
muestra con letras grandes cada uno de las posiciones.
a) Posición de operador.
b) Posición de máquina
c) Posición de cero de trabajo
d) Distancia a recorrer
DESPLAZAMIENTOS
Muestra los desplazamientos en la longitud de la herramienta
y los desplazamientos en los radios.
La tecla PAGE UP muestra los valores de los desplazamientos
de trabajo.
(Comandos vigentes)
Muestra el programa vigente , los comandos activos , el
numero de herramienta activa , las cargas de los husillos , los
avances y velocidades actuales.
(Alarmas y mensajes) Muestra el texto completo de una alarma cuando el mensaje
de alarma está centelleando.
PRGRM
CONVRS
POSIT
OFFSET
CURNT
COMDS
ALARM
MESGS
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
66
(Parámetros y Diagnósticos) Muestra y permite el cambio de parámetros que definen los
caracteres de la máquina.
(Definiciones y Gráficos) Muestra y permite al usuario cambiar las definiciones.
Al oprimir dos veces se carga la modalidad de gráficos donde
el usuario podrá visualizar la trayectoria de la herramienta.
(Ayuda y Calculadora) Muestra un manual breve de funciones del control.
Al oprimir por segunda vez se mostrará la calculadora
auxiliar
Hay tres páginas en la calculadora; ayuda para fresado y
roscado, la ayuda para trigonometría y ayuda para círculos.
NOTAS
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
__________________________________
PARAM
DGNOS
SETNG
GRAPH
HELP
CALC
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
67
TECLAS DE CURSOR
Las teclas de cursor están en el centro del teclado. Le permite al usuario moverse a
través de varias pantallas y campos del control.
También se usan para la edición de programas.
(Teclas de cursor)
HOME (Origen o casa)
Generalmente traslada el cursor hasta el elemento situado en
lo más alto de la pantalla.
En gráficos y después de oprimir F2, mostrará toda la mesa
de trabajo, vista en la pantalla.
UP ARROW (Flecha hacia arriba)
La flecha hacia arriba mueve el cursor un elemento un bloque o un campo hacia
arriba.
En gráficos moverá el en enfoque hacia arriba.
LEFT ARROW (Flecha hacia la izquierda)
Se utiliza para desplazar dentro del programa el cursor hacia el lado izquierdo.
En gráficos moverá el grafico a la izquierda.
RIGHT ARROW (Flecha a la derecha)
Se utiliza para desplazar dentro del programa el cursor hacia el lado derecho.
En gráficos moverá el grafico a la derecha.
DOWN ARROW (Flecha abajo)
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
68
La flecha hacia arriba mueve el cursor un elemento un bloque o un campo hacia
abajo.
En gráficos moverá el en enfoque hacia abajo.
PAGE UP ( Página hacia arriba )
Se usa para cambiar pantallas en el editor para mover el cursor hacia la pagina
anterior.
En gráficos moverá el enfoque hacia abajo.
PAGE DOWN (Página hacia abajo)
Se usa para cambiar pantallas en el editor para mover el cursor hacia la página
siguiente.
En gráficos moverá el enfoque o el zoom hacia dentro.
END (Final)
La tecla END se utiliza para ir con el cursor a la parte final del programa.
La flecha hacia abajo mueve el cursor un elemento un bloque o un campo hacia
abajo.
En gráficos moverá el enfoque hacia abajo.
NOTAS
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
69
PROCEDIMIENTO PARA LA MEDICIÓN DE LAS HERRAMIENTAS
a) Llamar la herramienta a medir de la siguiente manera:
1.- MDI
2.- Teclear T �Núm. Hta.�
3.- Oprimir la tecla ATC FWD ó ATC REV
4.- Llevar la herramienta a rozar a la parte más alta de la pieza.
5.- Cambiar a la pantalla de offset, seleccionar la columna de longitud de
herramienta y
6.- Oprimir la tecla TOOL OFFSET MEASURE
El valor que será cargado en el offset será la coordenada del cero máquina a la
posición donde se tocó la pieza, el valor deberá ser negativo.
PROCEDIMIENTO PARA SACAR EL CERO PIEZA
Una vez que la pieza a trabajar se encuentra montada y centrada se procede a
seguir los siguientes pasos:
1.- Montar una herramienta para encontrar la esquina ó el centro de un diámetro
dependiendo del punto origen que se va utilizar. (Perno, indicador, buscador de
esquinas, etc.)
2.- Acercar la herramienta ya sea a las caras de la pieza o a un barreno pre-
maquinado y realizar el sentamiento de acuerdo a como lo acostumbre el
cliente.
3.- Una vez localizada la posición oprimir la tecla OFFSET y buscar la pantalla de
CEROS DE TRABAJO (G54, G55, G56, etc.), posicionarse en el G que se va a
utilizar en el eje X y oprimir la tecla PART ZERO SET, automáticamente el
cursor se posicionará en la columna del eje Z, y oprimir otra vez PART ZERO
SET, los valores que serán cargados en estas posiciones son a partir del CERO
MÁQUINA a la posición en la que se localizó el origen. (Las coordenadas serán
negativas).
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
70
TECLAS F1,F2,F3,F4
En el panel de control las teclas de F1 F2 F3 y F4 actúan de diferente manera
dependiendo de la modalidad o pantalla seleccionada.
F1 En EDIT y PROGRAM DISPLAY accionara la definición de una línea.
En LIST PROG. F1 Duplicará un programa que ya existe en la memoria de
La máquina y le dará un nuevo nombre.
En la pantalla de OFFSET. F1 Cargará el valor escrito dentro de las compensaciones de trabajo.
F2 En �EDIT� y �PROGRAM DISPLAY� F2 termina con la selección de línea.
En la pantalla de OFFSET F2 Cargara el valor escrito dentro de las
compensaciones de trabajo con signo negativo
F3 En las modalidades de EDIT y MDI copia la información sombreada del menú de
ayuda a la parte baja de la pantalla, esto sirve para pasar los datos al programa.
F4 En �MEM� y �PROGRAM DISPLAY� F4 Selecciona el modo de
edición si-
multánea.(BACK GROUND EDIT) o revisión de programa (PROGRAM REVIEW).
Para seleccionar el modo de Edición simultanea, se escribe el numero de programa a editar
usando el formato Onnnn y luego se oprime la tecla F4, de esta forma cuando la máquina se
encuentra trabajando se puede estar editando otro programa.
Para seleccionar revisión de programa, simplemente se oprime la tecla F4 mientras la máquina se
encuentra trabajando la pantalla cambiará mostrando el programa de manera que usando las teclas del
cursor se podrá mover para revisar el programa.
En la calculadora la tecla F4 cargará el valor seleccionado en la calculadora estándar.
Las teclas F1, F2, F3, y F4 ejecutan funciones diferentes dependiendo de la
modalidad y la pantalla seleccionada. Lo que sigue es un resumen breve de las
teclas Fn:
F1
En la modalidad de edición (EDIT) y la pantalla del programa (PROGRAM
DISPLAY), iniciará la definición de un bloque de programa.
En la modalidad de listar un programa (LIST PROG), F1 duplicará un programa
ya almacenado y le dará un nuevo nombre, el cual se anotará en la línea de
comando o anotación.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
71
Bajo la pantalla de desplazamiento (OFFSET), F1 fijará el valor registrado en los
desplazamientos.
F2
En modalidad EDIT y pantalla del programa PROGRAM DISPLAY, terminará la
definición de un bloque.
También es utilizada para mandar un programa de la máquina a la unidad de
disco floppy disk.
F3
Esta tecla se utiliza para leer un programa de la unidad de disco floppy disk a la
máquina.
F4
Bajo la modalidad MEM y la pantalla del programa PROGRAM DISPLAY,
seleccionará BACKGROUND EDIT (Fondo Editorial), ó PROGRAM REVIEW se
selecciona simplemente con F4; PROGRAM REVIEW muestra el programa en
ejecución en la mitad izquierda de la pantalla y le permite al operario revisar el
programa en la mitad derecha de la pantalla.
Bajo la modalidad de LIST PROGRM se utiliza para visualizar el directorio de un
disco.
NOTAS
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
72
PROCEDIMIENTO PARA GRAFICAR UN MECANIZADO
1) Elaborar el programa de la pieza a maquinar.
2) Oprimir la tecla MEM (MEMORIA).
3) Oprimir la tecla SETNG GRAPH 2 veces (ya que las teclas que tienen 2 datos tienen
doble función).
4) Estando dentro de la pantalla de gráfica en la parte superior se visualizarán las
funciones F1, F2, F3, F4, la cuales se utilizan para lo siguiente:
TECLA F1 Se utiliza para ayuda dentro del modo gráfico, al oprimir esta tecla se verá en la
parte inferior los pasos para poder realizar la graficación del programa.
TECLA F2 Se utiliza para enfocar (agrandar), la gráfica, tiene la función de un zoom para
cualquier parte de la figura graficada.
TECLA F3 Se utiliza para visualizar las coordenadas de trabajo mientras se encuentra graficando. (operador, máquina, trabajo, distancia a llegar).
TECLA F4 Se utiliza para visualizar el programa mientras se encuentra graficando.
Terminando de oprimir las teclas que sean necesarias se procede a oprimir la tecla verde
CYCLE START, en el display se comenzará a visualizar el graficado del programa.
Para realizar un ZOOM o un agrandamiento de la gráfica se requiere seguir los siguientes pasos:
a) Oprimir la tecla F2, luego oprimir la tecla PAGE DOWN, en la pantalla se visualizará
un recuadro que si se continua oprimiendo la tecla PAGE DOWN irá reduciendo,
oprimir hasta lo que uno requiera, después con las teclas de cursor se podrá colocar
el recuadro en la parte que necesitemos agrandar cuando ya este localizado se
oprime la tecla WRITE, para fijar la imagen.
b) Se oprime enseguida la tecla CYCLE START, y se visualizará la gráfica ya con el
agrandamiento o reducción que se seleccionó.
c) Para regresar a su estado original de la gráfica se procede a oprimir la tecla F2 otra
vez, y luego HOME.
NOTA: Se podrá realizar también la gráfica bloque por bloque, e ir checando los
movimientos que va realizando.
Una vez de haber checado la gráfica se procede a arrancar el programa aplicando los
siguientes pasos:
1) Se oprime la tecla MEM, verificar que el cursor se encuentre hasta al inicio del
programa.
2) Oprimir la tecla CURNT COMDS (Se recomienda oprimir esta tecla porque en ella se
visualiza la mayoría de las funciones que participan en la máquina, como son
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
73
coordenadas de trabajo, programa, comandos activos, esfuerzo de la máquina, avances,
revoluciones, etc.).
3) Oprimir la tecla START (el programa comenzará a trabajar, como medidas de seguridad
se recomienda correrlo en modo SINGLE BLOCK (paso por paso), y reducir el
porcentaje de la marcha rápida e ir checando los movimientos de la máquina.
NOTAS
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
74
FUNCIONAMIENTO DEL FLOPPY DISK
Todos los archivos (files), tienen que estar en discos flexibles 1.44MB , en formato MS-DOS y
deben estar en el directorio principal. El Parámetro 209, FLOPPY ENABLE (ACTIVAR DISCO
FLEXIBLE), tiene que estar en 1.
Todos lo programas deben empezar con una línea que tenga solamente un �%� y el programa
debe terminar con una línea que tenga solamente un �%�. Todos los programas guardados por el
control tendrán estos caracteres �%�.
Los PROGRAMAS pueden meterse o guardarse desde el disco flexible. Para INTRODUCIR O
METER un programa, oprima la tecla LIST PROG (Listado de programas), con PRGM
seleccionado. Introduzca el nombre del archivo que está en el floppy y oprima la tecla F3; así, el
control recibirá todo el programa principal y los subprogramas hasta encontrar un carácter �%�
indicando el final del archivo o programa introducido. Si se llegara a utilizar �ALL� (Todo), todos
los programas deben tener una dirección de archivo Oxxxx para poder ser archivados. El
carácter ASCII EOF (Final de archivo) también terminará la introducción del archivo o programa.
Durante la introducción de datos del floppy, hay un mensaje de estado de floppy en la parte baja
de la pantalla. El mensaje se actualizará de la manera siguiente:
INTRODUCIENDO Onnnn (LOADING Onnnn) Cuando el nombre del programa es recibido.
TERMINO EL FLOPPY (FLOPPY DONE) Al terminar y el último % es recibido.
ABORTAR EL FLOPPY (FLOPPY ABORT) Cuando algo origina un alto anormal.
Hay un máximo de 200 programas almacenados al mismo tiempo en el control.
Para GUARDAR un programa en el floppy, oprima la tecla LIST PROG (listado de
programas) con la pantalla PRGM seleccionada. Ponga el control del archivo en el
floppy use el cursor como está descrito arriba para seleccionar el programa, y
oprima la tecla F2. Usted puede seleccionar �ALL� (Todo) para enviar todos los
programas que están en memoria.
Para obtener una LISTA DEL DIRECTORIO de un disco, seleccione la modalidad
PRGM/LIST PROG (Programas/Lista de Programas) y después oprima la tecla F4.
Esto producirá una LISTA DEL DIRECTORIO DEL DISCO y está se guardará en el
programa Oxxxx, donde xxxx es el número definido en el Parámetro 227. El valor
predefinido que selecciona el programa de control del sistema operativo es 8999,
detuvo la operación; los errores reales se anotan en la Pantalla de ALARMAS
(ALARM DISPLAY).
Para borrar un archivo desde el floppy disk, entre �DEL <nombre del programa>
donde <nombre del programa> es el nombre del programa o archivo en el disco
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
75
(floppy disk). Presione la tecla �WRITE�, el mensaje �FLOPPY DELETE� (Borrar el
Disco), aparecerá, y el archivo o programa será borrado del disco.
Al final de una función de almacenar (save) o meter (load), a la esquina inferior
izquierda de la pantalla mostrará ya sea: �FLOPPY DONE� (Termino de disco) para
la terminacion normal o �FLOPPY ABORT� (Abortar Floppy) si cualquier error
causa que se detenga. Los errores están en realidad listados en la pantalla de
ALARMAS (ALARM DISPLAY).
DNC (NUMERICAL CONTROLLER DIRECT)
La máquina cuenta con la capacidad de DNC (Control Numérico Directo), bajo la
modalidad DNC, no hay límite para el tamaño de sus programas CNC excepto el
espacio en el disco flexible (floppy disk). El control ejecuta los programas
directamente conforme los va enviando el control del floppy.
Si se requiere usar el modo DNC, este se valida con el Parámetro 57 y el Setting
55. Cuando está activado, DNC es seleccionado entrando o metiendo el nombre
de archivo del floppy, y presionando una segunda vez la tecla MDI cuando ya se
está en la modalidad MDI. (NOTA: No oprima la tecla MDI tres veces consecutivas
porque resultará en un �FLOPPY ABORT� (ABORTAR EL FLOPPY). La modalidad
DNC no funcionará si no hay por lo menos 512 bytes de memoria disponibles para
el usuario. Al seleccionar la modalidad DNC, la pantalla de Programas (PROGRAM
DISPLAY) MOSTRARÁ:
ESPERANDO POR EL DNC... (WAITING FOR DNC...)
Esto significa que aún no se han recibido datos DNC y usted puede entonces
iniciar la transmisión de datos. La transmisión del programa hacia el control debe
iniciarse antes de oprimir el botón CYCLE START (Iniciar Ciclo). Después de que
el control haya recibido el principio del programa, la pantalla mostrará parte del
programa y hacia la esquina inferior izquierda mostrará el mensaje ENCONTRO
PROGRAMA DNC (DNC PROG FOUND). Después de encontrar el programa,
usted puede oprimir CYCLE START como si ejecutara cualquier otro programa de
la memoria.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
76
Si trata de oprimir CYCLE START antes de recibir un programa, entonces recibirá
el mensaje: TODAVIA NO HAY UN PROGRAMA DNC (NO DNC PROG YET). La
razón por la cual no se permite el comando CYCLE START antes de recibir el
programa DNC es por seguridad. Si se permitiera iniciar el funcionamiento desde
una ubicación remota, el operario podría no estar presente para asegurarse que la
máquina esta funcionando sin peligro.
No se permite cambiar modalidades durante la ejecución de un programa DNC;
primero debe oprimir RESET (restablecer) para detener el programa.
Al recibir el fin del programa DNC, se mostrará el mensaje �ENCONTRO FINAL
DNC� (DNC END FOUND). Al terminar la ejecución del programa DNC, la Pantalla
de Programa (PROGRAM DISPLAY) mostrará la últimas líneas del programa.
Usted debe oprimir CYCLE START antes de restablecer (RESET) el anterior
programa DNC, entonces aparecerá el mensaje: RESTABLEZCA PRIMERO
(RESET FIRST).
Hay varias restricciones para un programa DNC. Un comando M98 Pnnn no puede
programarse para saltar hacia otra parte del programa. Un M30 tampoco se
permite porque no es posible comenzar de nuevo desde el inicio. El programa
debe empezar con un �%� y debe terminar con un �%�, como cualquier otro
programa enviado o transmitido desde el disco flexible (floppy disk).
La Edición en Fondo (BACKGROUND EDIT) no está disponible cuando DNC esta
corriendo o siendo ejecutado.
(DNC=DIRECT NUMERICAL CONTROL=CONTROL NUMERICO DIRECTO.
NOTAS
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
77
OPERACIÓN DE ENSAYO O CORRIDA EN VACIO
(DRY-RUN OPERATION)
La función de ensayo (DRY RUN) se usa para verificar
rápidamente un programa sin cortar realmente las piezas. Para
seleccionar el ensayo, oprimir la tecla DRY RUN bajo la modalidad
MEM o MDI. Durante el ensayo, todos los movimientos rápidos y las
velocidades de avance se ejecutan a la velocidad seleccionada para
DRY RUN con las teclas de velocidad de la perilla o manivela (JOG).
La parte baja de la pantalla mostrará la velocidad como 100, 10,1.0 o
0.1 pulgadas por minuto. NOTAS
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
78
PANTALLA DE POSICIONES
Las siguientes son las cinco Pantallas de Posiciones (Position Display) en este
control:
PANTALLA DE LA PAGINA ORIGINAL (HOME PAGE):
Esta pantalla muestra en letras pequeñas las otras cuatro pantallas. Al
seleccionar una de las otras cuatro pantallas, las imágenes aparecerán en
letras grandes. Las teclas PAGE UP y PAGE DOWN cambiarán las pantallas.
Las coordenadas en pantalla (del operador, de trabajo, de la máquina o de la
distancia a recorrer) se seleccionan con las teclas para mover el cursor hacia
arriba y hacia abajo. La última pantalla seleccionada también aparecerá al
seleccionar la pantalla de Comandos Vigentes (CURNT COMDS) o la pantalla
de Definiciones (SETNG / GRAPH). En esta pantalla, cualquier eje en la
posición cero estará iluminado. En las otras cuatro pantallas, el eje
seleccionado estará centellando (blinking).
PANTALLA DEL OPERARIO (OPERATOR DISPLAY):
Esta pantalla es para que el operario la use como sea conveniente, el control
no la usa para ninguna función de posición. Bajo la modalidad de
desplazamiento (JOG), y en esta pantalla seleccionada, la tecla ORIGIN
(ORIGEN) puede usarse para establecer la posición cero. Entonces, esta
pantalla mostrará las posiciones relativas a la posición cero seleccionada.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
79
PANTALLA DE TRABAJO (WORK DISPLAY):
Esta pantalla muestra la distancia entre la herramienta y la posición cero en X y Z
de la pieza programada. Durante el encendido, automáticamente mostrará el valor en el
desplazamiento del trabajo G54. El valor sólo puede cambiarse mediante los comandos
G54 A G59, G110 a G129, o por un comando G92. La máquina usa este sistema de
coordenadas para tornear la pieza o parte.
PANTALLA DE LA MÁQUINA (Machine Display):
Esta pantalla muestra el sistema de coordenadas de la máquina que se define
automáticamente durante el encendido y el primer retorno a cero (ZERO RET).
Las coordenadas de la máquina no las puede cambiar ni el operario ni
cualquiera de los sistemas de coordenadas de trabajo, la pantalla de la
máquina siempre se mostrará la distancia desde el cero de la máquina. El
sistema de coordenadas de la máquina puede usarse mediante un comando
fuera de modalidad G53.
DISTANCIA POR RECORRER (Distance to Go):
Esta pantalla muestra los valores decrecientes de la distancia que falta en el
recorrido programado antes de que los ejes se detengan. Bajo la modalidad
ZERO RET (retorno a cero), esta pantalla muestra un valor de diagnóstico. Bajo
la modalidad de desplazamiento (JOG mode), esta pantalla muestra la
distancia total desplazada. Durante el roscado rígido, el valor disminuye hasta
cero en el fondo del agujero y después aumenta durante el recorrido de
reversa. NOTAS
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
80
EMERGENCY STOP
El botón de Alto o Parada de Emergencia (EMERGENCY STOP) parará
instantáneamente todos los movimientos de la máquina, incluyendo los servo
motores, el eje rotador, el cambiador de herramientas y la bomba del líquido
refrigerante. También parará cualquiera de los ejes auxiliares.
El botón de inicio de Ciclo (CYCLE START) iniciará la ejecución de un programa
bajo la modalidad MEM o MDI, o continuará el movimiento después de un alto al
avance (FEED HOLD), o continuará después de un alto con Bloque único o sencillo.
(SINGLE BLOCK) (Una sola línea del programa).
El botón de Alto al Avance (FEED HOLD) parará todos los movimientos de los ejes
hasta que se oprima CYCLE START.
La tecla para restablecer (RESET) detendrá siempre el movimiento de los servos, el
eje rotador, la bomba del líquido refrigerante y el cambiador de herramientas.
También detendrá el funcionamiento de un programa en ejecución. Sin embargo, RESET no es un método recomendable para detener la máquina porque podría ser
difícil continuar desde ese punto. SINGLE BLOCK y FEED HOLD permiten
continuar con el programa. RESET no parará el movimiento de los ejes auxiliares
pero éstos se detendrán al final del movimiento en ejecución.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA

|
81
INICIO DE UN MECANIZADO
Oprimir la tecla de EDIT
Oprimir la tecla de RESET
Oprimir la tecla de MEM
Oprimir la tecla de CURNT COMDS
Oprimir la tecla de CICLE START (botón verde)
NOTA : Es muy importante que el programa este previamente checado en la
simulación grafica y se hayan checado también los avances y las revoluciones de las
herramientas que se utilizaran para el maquinado.
Recordando que se puede utilizar la opción de SINGLE BLOCK
(block por block) o´ DRY RUN (velocidad de ensayo).
NOTAS IMPORTANTES :
a) Es recomendable no dejar ninguna herramienta en el husillo después de
apagar la máquina.
b) Si se realizan maquinados muy largos sin refrigerante es necesario
encender la bomba del refrigerante y que este fluya como si se estuviera
utilizando, esto es con la finalidad de que no se sobre caliente el husillo de la
máquina.
c) Cuando se monten herramientas en el husillo, se debe limpiar los conos de
estas para no dañar el interior del husillo y también se recomienda ponerles
grasa para rodamiento en el tornillo de retención.
d) En el montaje de las herramientas en el carrusel se debe de equilibra el peso
de estas ,(si se utilizan por ejemplo 6 herramientas no poner en orden
consecutivo, se deben de intercalar por ejemplo hta1,hta3,hta5..............) De
este modo el peso no se concentra en un solo lado del carrusel y esto evitará
que se recargue hacia un solo lado.
pdfMachine - is a pdf writer that produces quality PDF files with ease! Get yours now!
“Thank you very much! I can use Acrobat Distiller or the Acrobat PDFWriter but I consider your product a lot easier to use and much preferable to Adobe's" A.Sarras - USA