
CONTROL ESTADÍSTICO DEL PROCESO · Web viewCon la aplicación del Control Estadístico del...
462
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009 CONTROL ESTADÍSTICO DEL PROCESO Página 1
Transcript of CONTROL ESTADÍSTICO DEL PROCESO · Web viewCon la aplicación del Control Estadístico del...

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
CONTROL ESTADÍSTICO DEL PROCESO
DR. PRIMITIVO REYES AGUILARDiciembre, 2008
Mail. [email protected] / Cel. 044 55 52 17 49 12
Página 1

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
CONTENIDO
Contenido
1. IMPORTANCIA DE LA MEJORA CONTINUA....................................................................................6
1.1 CALIDAD Y MEJORAMIENTO.....................................................................................................61.2 HISTORIA DEL CONTROL ESTADÍSTICO DEL PROCESO..............................................................8
Antecedentes..............................................................................................................................8CEP en occidente.......................................................................................................................11CEP en Japón.............................................................................................................................12Desarrollo del Control Estadístico del Proceso..........................................................................14Teorema del límite central........................................................................................................15Interpretación...........................................................................................................................16
1.3 LAS 7 HERRAMIENTAS BÁSICAS PARA LA SOLUCIÓN DE PROBLEMAS....................................18Hoja de verificación o registro..................................................................................................18Diagrama de Pareto..................................................................................................................20Diagrama de Dispersión............................................................................................................24Histogramas..............................................................................................................................31Lluvia de ideas (Brainstorming).................................................................................................32Diagrama de Causa efecto........................................................................................................33Carta de tendencias..................................................................................................................38Diagrama de flujo......................................................................................................................39Pasos para la elaboración de un diagrama de flujo...................................................................40Diagrama de flujo de tiempo – valor agregado.........................................................................44Diagrama de Flujo Físico...........................................................................................................45Estratificación............................................................................................................................46Las cartas de control.................................................................................................................46
1.4 MÉTODOS LEAN PARA LA MEJORA.........................................................................................47Los 7 desperdicios o Muda........................................................................................................47Métodos Lean para la mejora...................................................................................................48Mapeo de la cadena de valor....................................................................................................48Las 5 Ss y la administración visual.............................................................................................51Preparaciones rápidas (SMED)..................................................................................................52Poka Yokes o A prueba de error................................................................................................53Trabajo estandarizado...............................................................................................................54
1.5 LAS SIETE HERRAMIENTAS ADMINISTRATIVAS.......................................................................55Diagrama de Afinidad................................................................................................................56Fig. 1.26 ejemplos de diagrama de interrelacionesDiagrama de árbol.....................................60Diagrama de árbol.....................................................................................................................61Diagrama Matricial....................................................................................................................64Matrices de Prioridades o prioritización...................................................................................68
1.6 MÉTODOS ESTADÍSTICOS PARA LA MEJORA DE CALIDAD.......................................................78Cartas de control.......................................................................................................................78Diseño de experimentos...........................................................................................................79Muestreo de aceptación...........................................................................................................80
Página 2

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1.7 ADMINISTRACIÓN POR CALIDAD TOTAL.................................................................................82Costos de calidad......................................................................................................................83
2. MÉTODOS Y FILOSOFÍA DEL CONTROL ESTADÍSTICO DEL PROCESO (CEP)...................................85
Concepto de variación..............................................................................................................852.1 DISTRIBUCIÓN NORMAL.........................................................................................................85
Estandarización de valores reales.............................................................................................912.2 PRUEBA DE NORMALIDAD......................................................................................................932.3 LA CARTA DE CONTROL COMO PRUEBAS DE HIPÓTESIS.........................................................952.4 BASES ESTADÍSTICAS DE LAS CARTAS DE CONTROL................................................................99
Tamaño de muestra y frecuencia de muestreo.......................................................................106Subgrupos racionales..............................................................................................................107Análisis de patrones en cartas de control...............................................................................108
2.5 IMPLEMENTACIÓN DEL CEP..................................................................................................1093. CARTAS DE CONTROL POR VARIABLES.......................................................................................111
3.1 INTRODUCCIÓN...................................................................................................................1113.2 CARTAS DE CONTROL DE MEDIAS-RANGOS..........................................................................111
Interpretación de cartas de control X−R ............................................................................116Capacidad o habilidad del proceso..........................................................................................128La curva característica de operación.......................................................................................135
3.3 CARTAS DE CONTROL PARA X y S.......................................................................................1383.4 CARTAS PARA LECTURAS INDIVIDUALES...............................................................................1453.5 SELECCIÓN ENTRE CARTAS POR VARIABLES Y POR ATRIBUTOS............................................1493.6 APLICACIÓN DE CARTAS DE CONTROL POR VARIABLES........................................................152
4. CARTAS DE CONTROL PARA ATRIBUTOS....................................................................................154
4.1 INTRODUCCIÓN....................................................................................................................1544.2 CARTA DE CONTROL PARA FRACCIÓN NO CONFORME - p...................................................1554.3 CARTA DE CONTROL np........................................................................................................1674.4 TAMAÑO DE MUESTRA VARIABLE........................................................................................1684.5 CURVA CARACTERÍSTICA DE OPERACIÓN Y ARL....................................................................1724.6 CARTAS DE CONTROL PARA NO CONFORMIDADES (DEFECTOS) – c y u...............................176
Tamaño de muestra constante - CARTA c..............................................................................176Selección del tamaño de muestra...........................................................................................182Carta de control de defectos por unidad U.............................................................................183Sistema de demeritos.............................................................................................................189La curva característica de operación.......................................................................................190
4.7 CARTAS DE CONTROL PARA TASAS DE DEFECTOS EN ppm...................................................1925. OTRAS CARTAS DE CONTROL ESPECIALES..................................................................................193
5.1 CARTAS DE CONTROL PARA CORRIDAS CORTAS DE PRODUCCIÓN.......................................193Cartas de control dnom...........................................................................................................193Cartas de control de medias rangos estandarizada.................................................................194Cartas de control por atributos...............................................................................................195
5.2 CARTAS DE CONTROL MODIFICADAS Y DE ACEPTACIÓN......................................................195Cartas de control modificadas.................................................................................................195Cartas de control de aceptación.............................................................................................197
5.3 CARTA DE CONTROL PARA DESGASTE DE HERRAMIENTA O MATERIAL................................199
Página 3

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5.4 CARTA DE PRECONTROL O DE ARCOIRIS..............................................................................2025.5 CARTAS DE CONTROL PARA PROCESOS DE SALIDA MÚLTIPLE.............................................2055.6 CARTAS DE CONTROL Cusum................................................................................................206
Cusum normal.........................................................................................................................206Cusum en forma tabular.........................................................................................................211
EL PROCEDIMIENTO DE LA MASCARILLA EN V............................................................................2145.7 CARTA DE CONTROL DE MEDIAS MOVILES EXPONENCIALMENTE PONDERADAS (EWMA). .2195.8 CARTA DE CONTROL DE MEDIA MOVIL.................................................................................224
6. ANÁLISIS DE CAPACIDAD DEL PROCESO....................................................................................229
6.1 INTRODUCCIÓN....................................................................................................................229Condiciones para realizar un estudio de capacidad del proceso.............................................232
6.2 ÍNDICES DE CAPACIDAD........................................................................................................234Índice de capacidad potencial Cp............................................................................................234Índice de capacidad real Cpk...................................................................................................237Índice de capacidad potencial Cpm o PCRm y Cpkm o PCRkm................................................239
6.3 CAPACIDAD DEL PROCESO CON HISTOGRAMA O PAPEL DE PROBABILIDAD NORMAL.........241Histograma..............................................................................................................................241Papel de probabilidad normal.................................................................................................243Capacidad del proceso con cartas de control..........................................................................247Capacidad de procesos con Minitab: normales y no normales.............................................250Capacidad de procesos no normales.......................................................................................254Análisis de capacidad con experimentos diseñados................................................................255
6.4 ESTUDIOS DE CAPACIDAD DE SISTEMAS DE MEDICIÓN........................................................256Error del equipo de medición..................................................................................................256Repetibilidad y reproducibilidad (R&R)...................................................................................259R&R Capacidad de los sistemas de medición - AIAG.............................................................262Definiciones............................................................................................................................263Exactitud :...............................................................................................................................264Estudios R&R - Método Corto del Rango................................................................................266Estudio de R&R Método largo.................................................................................................267Método de Promedios- Rango................................................................................................268Cálculos con Excel o manual:..................................................................................................268Interpretación de los resultados.............................................................................................274Estudios de R&R por atributos................................................................................................279Interpretación de resultados...................................................................................................287
7. MUESTREO DE ACEPTACIÓN POR ATRIBUTOS...........................................................................289
7.1 EL PROBLEMA DE LA ACEPTACIÓN POR MUESTREO.............................................................2897.2 MUESTREO SIMPLE POR ATRIBUTOS....................................................................................293
Muestreo aleatorio simple......................................................................................................293La curva OC.............................................................................................................................293Puntos específicos en la curva OC...........................................................................................296Inspección rectificadora..........................................................................................................297
7.3 MUESTREO DOBLE, MÚLTIPLE Y SECUENCIAL.......................................................................3007.4 TABLAS DE MUESTREO MIL-STD-105E (ANS Z1.4, ISO 2859)................................................308
Descripción de la norma.........................................................................................................3087. 5 PLANES DE MUESTREO DE DODGE- ROMIG (1920).............................................................315
Planes de AOQL.......................................................................................................................316
Página 4

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Planes de LTPD........................................................................................................................3168. MUESTREO DE ACEPTACIÓN POR VARIABLES............................................................................318
Ventajas y desventajas............................................................................................................3188.1 CONTROL DE LA FRACCIÓN DEFECTIVA................................................................................3198.2 DISEÑO DE UN PLAN DE MUESTREO POR VARIABLES...........................................................3228.3 TABLAS ASQC Z1.9 – 1993.....................................................................................................3248.4 OTROS PROCEDIMIENTOS DE MUESTREO POR VARIABLES..................................................332
Muestreo secuencial por variables.........................................................................................332
Página 5

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1. IMPORTANCIA DE LA MEJORA CONTINUA
1.1 CALIDAD Y MEJORAMIENTO
Las dimensiones de la calidad según Garvin son:
1. Desempeño (¿sirve el producto para el uso adecuado?)
2. Confiabilidad (¿qué tan frecuentemente falla el producto?)
3. Durabilidad (¿cuál es la vida útil del producto?)
4. Serviciabilidad (¿qué tan fácil se repara el producto?)
5. Estética (¿tiene el producto el estilo, color, forma, empaque y apariencia adecuada?)
6. Características (¿qué hace el producto más allá de su desempeño básico?)
7. Calidad percibida (¿cuál es la reputación de la empresa o del producto?)
8. Cumplimiento de estándares (¿el producto está hecho de acuerdo a estándares de diseño
original?)
Así la calidad tradicionalmente es adecuación al uso.
Dentro de la adecuación al uso existen la calidad de diseño y la calidad de conformancia. La de
diseño se refiere al diseño original del producto, los materiales utilizados, especificaciones, y
métodos empleados. La calidad de conformancia se refiere a que tan bien cumple el producto los
requerimientos de las especificaciones de su diseño, que básicamente depende del proceso de
manufactura.
Una definición más moderna es que la calidad es inversamente proporcional a la
variabilidad.
De esta forma se define la mejora de calidad como:
Mejoramiento de la calidad es la reducción de la variabilidad en
productos y servicios.
Página 6

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
EUA JAPON
LIE Objetivo LSE
Fig. 1.1 Enfoques de conformancia
Como los métodos estadísticos tienen un papel importante en el mejoramiento de la calidad, son
objeto de estudio de la Ingeniería de calidad. Los datos relacionados con la calidad se clasifican en
atributos y en variables. Los de atributos son discretos, enteros. Los de variables corresponden a
mediciones con valores reales como longitud, voltaje, etc. Existen diferentes herramientas
estadísticas para tratar con ambos tipos de datos.
Los productos no conformes o defectivos son los que no cumplen una o varias
especificaciones.
Un tipo específico de no cumplimiento de especificaciones es llamado defecto o no
conformancia.
Características del producto: Son los elementos que en conjunto describen la calidad del producto,
evaluadas respecto a especificaciones, como son:
1. Físicos: Longitud, peso, voltaje, viscosidad
2. Sensoriales: Gusto, apariencia, color
3. Relacionados con el tiempo: Confiabilidad, durabilidad, serviciabilidad.
Página 7

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1.2 HISTORIA DEL CONTROL ESTADÍSTICO DEL PROCESO
Antecedentes
La teoría de la administración se desarrolló básicamente en los países industrializados, en
respuesta a los problemas que presentaron las grandes empresas características del sistema
capitalista.1 Sus primeros indicios se observan con el economista Adam Smith con el concepto de
división del trabajo para aumentar la productividad en 1776.2
Smith notó que en una industria de fabricación de alfileres, diez personas, cada una realizando una tarea específica, podrían producir 48,000 alfileres por día. Propuso que si cada uno trabajara por separado y en forma independiente, los diez trabajadores tendrían suerte en hacer 200 (o aún 10) alfileres al día.3
Smith concluyó que la división del trabajo incrementaba la productividad sin embargo se
consideraba al trabajador como extensión de la máquina. Durante la revolución industrial,
“iniciada en el siglo XVIII en Gran Bretaña…la mano de obra era sustituida por máquinas de una
manera acelerada”.4 Esto, a su vez, abarató la fabricación de productos en las fábricas. Surge la
administración científica con Frederick Taylor.
Frederick Winslow Taylor (1856-1915): él no desarrolló una teoría de administración, sino que
hacía énfasis en los aspectos empíricos.5 En 1911 publicó sus “Principios de la Administración
Científica”6 donde describe la administración científica, y usó este término para definir “la única y
mejor manera” de realizar un trabajo. Los estudios realizados antes y después de esta publicación,
lo erigieron como el padre de la administración científica.7 Sus cuatro principios son:
1 Simón, Nadima S., Evaluación Organizacional, SICCO, México, 1997, p. 7 2 Smith, Adam, An Inquiry into the Nature and Causes of the Wealth of Nations, A. Strahan and T. Cadell, London, 1793, pp. 7-8 3 Robbins, Stephen P., Management: Concepts and Applications, Englewood Cliffs, Nueva Jersey, 1987, p. 31.4 Ibidem, p. 31.5 Simón, Nadima, op. cit., p. 96 Taylor, Frederick W., Principles of Scientific Management,, Harper & Bros., Nueva York, Estados Unidos de América, 19117 Robbins, Stephen, op cit. p. 33.
Página 8

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1. Crear una ciencia para cada elemento del trabajo del individuo, que sustituya al método empírico; 2. Escoger científicamente y luego entrenar, enseñar y desarrollar al trabajador; 3. Colaborar ampliamente con los trabajadores para asegurar que todo el trabajo se realice conforme a los principios de la ciencia que se ha ido desarrollando; 4. Hay una división casi igual del trabajo y la responsabilidad entre la administración y los trabajadores. La administración se encarga de todo el trabajo para el cual esté mejor dotada que los trabajadores.8
Taylor9 señaló que la creación de nuevos métodos de trabajo era responsabilidad única de
gerentes y administradores. La mayor desventaja del taylorismo es que los trabajadores pueden
ser descalificados “como si fueran extensión de las máquinas”,10 como consecuencia, se tiene poca
motivación y alto ausentismo.
Frank (1864-1924) y Lillian Gilberth: diseñaron arreglos laborales para eliminar movimientos
manuales y corporales inútiles, también experimentaron en el diseño y uso de herramientas y
equipo adecuado para optimizar el desempeño del trabajo.11 Encontraron que no es el trabajo
monótono la causa de tanta insatisfacción laboral, sino la falta de interés que muestran los
gerentes por los trabajadores.12
El “Fordismo” de Henry Ford: se implantó en empresas con líneas de productos durables en
Estados Unidos de América, fomentó la modificación de las normas de consumo y de vida de los
trabajadores, considerados como verdaderos consumidores potenciales, para lo cual era necesario
aumentar su poder de compra y reducir costos de producción, con sistemas de protección social.13
8 Ibidem, p. 34 tomado de la obra de Frederick Taylor, Principles of Scientific Management, Nueva York, Harper and Brothers, 1911, pp. 36-37.9 Taylor, op. cit. 1911, p.20.10 Hall, Richard, Organizaciones: Estructura y proceso. México, Prentice Hall Hispanoamericana, 1982, p. 304 11 Ibidem, p. 3312 Koontz, Harold, op. cit. , p. 34.13 Neffa, Julio Cesar, “Transformaciones del proceso del trabajo y de la relación salarial en el marco del nuevo paradigma productivo. Sus repercuciones sobre la acción sindical”, en Sociología del Trabajo, Nueva época, núm. 18, primavera de 1993, pp. 80-82
Página 9

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Con las crisis de los años ochenta, la producción masiva uniforme ya no es competitiva, surge un
nuevo paradigma que hace énfasis en la respuesta flexible frente a los cambios impredecibles del
mercado. 14
Control de calidad por inspección
Durante la primera guerra mundial el sistema de manufactura se volvió más complejo,
involucrando a más trabajadores reportando a un supervisor de producción, con Taylor aparecen
los primeros inspectores de control de calidad; los trabajadores y el supervisor se enfocaron a la
producción, desligándose del auto - control de calidad de los artículos que producían, esto tuvo
auge entre los años 1920's y 1930's. Para evitar quejas y devoluciones de los clientes, los
productos se revisaban y separaban al final del proceso, identificando los defectuosos por un
departamento de Control de Calidad, sin embargo como la inspección 100% realizada por
personas tiene errores, se estableció un departamento de Servicio para corregir los productos
defectuosos en el mercado.15 Se establecen después planes de muestreo militares, asumiendo que
cualquier proceso producirá defectos, los esfuerzos se enfocan a detectarlos, no a prevenirlos. Los
productos defectuosos, eran reprocesados o desechados, incrementando los costos de producción
entre un 20 a 30% e incrementando el precio final del producto al menos 20%16, absorbiendo el
cliente las ineficiencias de la empresa. El departamento de Control de Calidad se convierte en el
"policía de la calidad" y se le responsabiliza de todos los problemas de calidad en la empresa, está
formado por especialistas y técnicos que se encargan principalmente de detectar defectos en el
producto final.
Con objeto de reducir el costo de la no calidad se desarrolló y aplicó el Control Estadístico del
Proceso como una siguiente etapa.
14 Ibidem, p. 83-84 15 Vid. Valdez, Luigi, Conocimiento es futuro, CONCAMIN, México, 1995, pp. 122-12316 Ibidem, pp. 125-126
Página 10

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Control estadístico del proceso (CEP)
CEP en occidente
Durante la segunda guerra mundial se requirieron cantidades masivas de productos, las
inspecciones de rutina de los inspectores no eran suficientes, en algunas compañías, tales como la
Western Electric, bajo contrato de la American Bell Telephone Company, estableció métodos de
control de calidad más rigurosos que infundieran confianza en sus instrumentos y
electrodomésticos, en 1924 se formó su departamento de Ingeniería de Inspección, entre sus
primeros miembros se encuentran Harold F. Dodge, Donald A. Qaurles, Walter A. Shewhart, Harry
G. Romig y otros.
Según Duncan “Walter Shewhart de los Laboratorios Bell fue el primero en aplicar las cartas de
control en 1924 haciendo un esbozo de la carta de control”17. Por otra parte “H. Dodge y H. Romig
desarrollaron las tablas de inspección por muestreo de Dodge-Romig”18, como una alternativa a la
inspección 100% al producto terminado, sin embargo su adopción en occidente fue muy lenta,
Freeman, sugiere que esto se dio por “la tendencia de los ingenieros americanos a eliminar la
variación, y su desdén por las teorías probabilísticas, así como a la falta de estadígrafos
industriales, adecuadamente entrenados”.19
El trabajo de Shewhart, Dodge y Romig, constituye la mayor parte de lo que hoy se conoce como
“Control Estadístico del Proceso”. De esta forma con objeto de hacer más eficientes a las
organizaciones de inspección, “se proporciona a los inspectores con unas cuantas herramientas
estadísticas, tales como cartas de control y tablas de muestreo”20. Se reduce el nivel de variación
del proceso hasta los límites predecibles y se identifican las oportunidades de mejora. Se
establecen sistemas de medición formales desde los proveedores hasta el producto final y el
proceso se "estandariza”. Hoy en día la herramienta de las cartas de control (CEP) es utilizada por
los círculos de control de calidad para la identificación de problemas.
En 1931, W.A. Shewhart publica su libro “Economic Quality Control of Quality of Manufactured
Product”, donde describe las cartas para el control estadístico del proceso. En medio de los años
17 Duncan, Acheson, op. cit.p. 16.18 Ibidem, p. 119 Freeman, H.D., “Statistical Methods for Quality Control”, MechanicalEngineering, April 1937, p. 261.20 Feigenbaum, A.V., op. cit., 1986, p. 16
Página 11

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
30’s los métodos de control estadístico de calidad se empezaron a aplicar en la Western Electric,
brazo de manufactura de los laboratorios Bell, sin embargo no fueron reconocidos estos métodos
ampliamente.
Durante la II guerra mundial se expandió el uso de los métodos estadísticos de control de procesos
en la industria de la manufactura, la American Society for Quality Control se formó en 1946 para
promover su uso. De 1946 a 1949 W. Deming es invitado a Japón a dar seminarios sobre control
estadístico de calidad a sus industriales, extendiendo el uso de éstos métodos. Aparecen las obras
de Eugene L. Grant y A.J. Duncan sobre control estadístico del proceso. En occidente es hasta la
década de los ochenta cuando se voltea hacia los métodos estadísticos ya muy comunes en Japón
dado el éxito industrial de este país.
En los años recientes, empresas de alta tecnología como Motorola, General Electric, Xerox, AT&T,
etc., desarrollan e implantan una metodología de calidad total denominada Calidad 6 sigma con el
objetivo de reducir los errores y defectos a un máximo de 3.4 partes por millón (ppm), donde una
de las herramientas clave es el control estadístico del proceso, que permite obtener ahorros de
costos muy importantes.
CEP en Japón
En 1950 el experto Edwards W. Deming inició el entrenamiento en métodos estadísticos en el
Japón, incluyendo conferencias dirigidas a los líderes industriales, en esta época Kaoru Ishikawa
experto japonés en control de calidad inició sus estudios sobre conceptos de control de calidad,
describe su propia motivación como sigue:
Yo desarrollé un gran respeto por el Dr. Shewhart por medio del estudio profundo de sus conceptos en cartas de control y estándares... Sin embargo, me sorprendí un poco que en EUA, donde efectué una visita de estudio, sus métodos casi no se aplicaban. Yo deseo importar sus conceptos al Japón y asimilarlos para adaptarlos a situaciones en Japón, de tal forma que los productos japoneses mejoraran su calidad21
21 Ishikawa, Kaouru, "Tributes to Walter A. Shewhart," Industrial Quality Control, Vol. 22, No. 12, 1967, pp. 115-116.
Página 12
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
En 1955, Kaouru Ishikawa introdujo las técnicas de cartas de control en Japón, los japoneses
aprendieron el control de calidad de occidente, invitaron a Deming, Juran y otros eruditos a Japón
para que les enseñasen el control estadístico del proceso. Sin embargo la implantación de estas
técnicas fue posible después de su modificación y adaptación a las empresas japonesas,
incluyendo la creación de varias herramientas útiles como refinamiento del control estadístico de
calidad, tales como las 7 herramientas estadísticas utilizadas normalmente por los círculos de
control de calidad y la aplicación de técnicas estadísticas avanzadas.
Entre las 7 herramientas estadísticas se encuentran: Diagrama de Ishikawa, Diagrama de Pareto,
Hoja de verificación, Diagrama de dispersión, Estratificación, Histogramas y Cartas de control.
Estas técnicas junto con las computadoras han alcanzado un alto nivel en Japón, “ todas las
industrias japonesas confían en los métodos estadísticos avanzados para el diseño de productos” ,22
esto también ha permitido que los supervisores de las fábricas japonesas utilicen estadística de
alto nivel para analizar problemas. Por ejemplo para el caso del diseño de experimentos se tiene:
“el diseño estadístico de experimentos es el arreglo, bajo el cual se efectúa un programa
experimental, incluye la selección de los niveles óptimos de los factores que tienen influencia en la
calidad del producto “23, ayuda a optimizar el tiempo y los elementos de diseño, determinando los
materiales más baratos de tal forma que el producto cumpla las especificaciones, y todavía se
asegure que el producto se desempeñará en forma satisfactoria bajo condiciones variables.
Con la aplicación del Control Estadístico del Proceso, el trabajador tiene de nuevo la oportunidad
de controlar la calidad de su trabajo, no a través de inspección 100%, sino a través de técnicas de
muestreo y de cartas de control, como método preventivo de defectos, lo que permite su
autocontrol para reducir la variabilidad del proceso de producción, se complementa con las siete
herramientas estadísticas y el ciclo de control de Deming (planear, hacer, verificar y actuar).
22 Amsden, R., op. cit. , p. 537.23 Winer, B., Statistical Principles in Experimental Design, McGraw Hill, 1971. p. 5.
Página 13

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Desarrollo del Control Estadístico del Proceso
W. A. Shewhart demostró que cuando se extraen muestras de tamaño 4 – 6 de distribuciones casi
normales, triangulares, uniformes, etc., y se calculan las medias de esas muestras, al graficar las
medias en un histograma siguen una distribución normal.24
* * * *
* * * *
*** * *
*** * *
Distribución de promediosUniverso de las muestras
Fig. 1.2 Experimentos de Shewhart para las cartas de control
Encontró que las medias de las muestras correspondían a las medias de la población y que la
desviación estándar de las medias de las muestras se relacionaban con la desviación estándar de la
población, como sigue (TEOREMA DEL LÍMITE CENTRAL):
σX__=
σ√n (1.1)
Donde n es el tamaño de la muestra y es la desviación estándar de la población.
Población con media m y desviación estándar y cualquier distribución.
24 Shewhart, W.A., Economic Control of Quality of Manufactured Product, Van Nostrand Reinhold Co., 1931, p. 182
Página 14

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
X1 X2 X3X-media 1 X-media 2 X-media 3
Conforme el tamaño de muestra se incrementa las muestras se distribuyen normalmente con
media de medias m y desviación estándar de las medias de las muestras / Ön. También se
denomina Error estándar de la media.
Promedios
Freq
uenc
y
76543
14
12
10
8
6
4
2
0
Histogram of Promedios
Fig. 1.3 Distribución de las medias muestrales - Normal
En general si las xi están distribuidas en forma idéntica y su distribución se asemeja a la normal, el
teorema del límite central trabaja bien para n>=3 o 4, condiciones propicias para el control
estadístico de los procesos.
Teorema del límite central
La distribución normal tiene muchas propiedades útiles, una de estas se refiere a la combinación
lineal de variables aleatorias independientes. Si x1, x2 x3, ...., xn son variables aleatorias
independientes no necesariamente normales, con media m1, m2, ... mn y varianzas 12, 2
2 , ..., n2
respectivamente, entonces la distribución del estadístico siguiente:
y = a1x1 + a2x2 + ............. + anxn
es normal con media
Página 15

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
my = a1m1 + a2m2 + ... + anmn
y varianza
y2 = a1
212 + a2
222...,+ an
2n2
donde a1, a2, ... an son constantes.
El Teorema del Límite Central establece que la distribución de la variable:
[y - ∑i=1
n
mi ] √∑i=1
n
σi2
(2.5)
Se aproxima a la distribución normal conforme n tiende a infinito. Es decir que la suma de las n
variables aleatorias independientemente distribuidas es aproximadamente normal,
independientemente de la distribución de las variables individuales.
La aproximación se mejora conforme se incrementa n, en general si las x i están distribuidas en
forma idéntica y su distribución se asemeja a la normal, el teorema del límite central trabaja bien
para n>=3 o 4, condiciones propicias para el control estadístico de los procesos.
Interpretación
Normalmente para conocer el estado de un proceso en determinado momento, es necesario
obtener un histograma de la característica de interés, tomando al menos 30 piezas. Se calcula la
media y la desviación estándar de la muestra y se trata de inferir sobre las características del
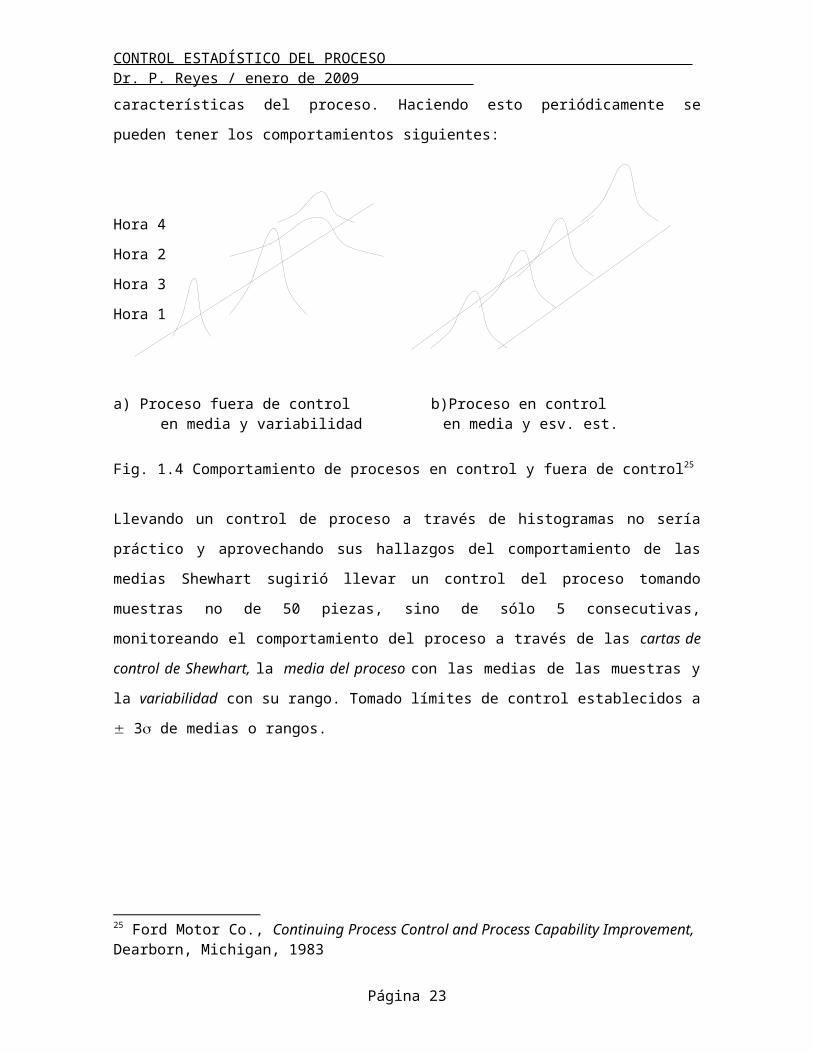
proceso. Haciendo esto periódicamente se pueden tener los comportamientos siguientes:
Hora 4
Hora 2
Hora 3
Hora 1
a) Proceso fuera de control b)Proceso en controlen media y variabilidad en media y esv. est.
Página 16

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Fig. 1.4 Comportamiento de procesos en control y fuera de control25
Llevando un control de proceso a través de histogramas no sería práctico y aprovechando sus
hallazgos del comportamiento de las medias Shewhart sugirió llevar un control del proceso
tomando muestras no de 50 piezas, sino de sólo 5 consecutivas, monitoreando el comportamiento
del proceso a través de las cartas de control de Shewhart, la media del proceso con las medias de
las muestras y la variabilidad con su rango. Tomado límites de control establecidos a 3 de
medias o rangos.
25 Ford Motor Co., Continuing Process Control and Process Capability Improvement, Dearborn, Michigan, 1983
Página 17

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1.3 LAS 7 HERRAMIENTAS BÁSICAS PARA LA SOLUCIÓN DE PROBLEMAS
Figura 3.1 Las 7 herramientas estadísticas de calidad
H
Fig. 1.5 Las 7 herramientas estadísticas para la mejora y solución de problemas
Hoja de verificación o registro
Se utiliza para reunir datos basados en la observación del comportamiento de un proceso con el
fin de detectar tendencias, por medio de la captura, análisis y control de información relativa al
proceso. Básicamente es un formato que facilita que una persona pueda tomar datos en una
forma ordenada y de acuerdo al estándar requerido en el análisis que se esté realizando. Las hojas
de verificación también conocidas como de comprobación o de chequeo organizan los datos de
manera que puedan usarse con facilidad más adelante.
Pasos para la elaboración de una hoja de verificación:
1. Determinar claramente el proceso sujeto a observación. Los integrantes deben enfocar su
atención hacia el análisis de las características del proceso.
Página 18

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
2. Definir el período de tiempo durante el cuál serán recolectados los datos. Esto puede variar de
horas a semanas.
3. Diseñar una forma que sea clara y fácil de usar. Asegúrese de que todas las columnas estén
claramente descritas y de que haya suficiente espacio para registrar los datos.
4. Obtener los datos de una manera consistente y honesta. Asegúrese de que se dedique el
tiempo necesario para esta actividad.
Anotar frecuencia de ocurrencia de los eventos (con signos |, X, *, etc.)
Figura 1.6 Ejemplo de hoja de verificación o registro
Consejos para la elaboración e interpretación de las hojas de verificación
1. Asegúrese de que las observaciones sean representativas.
2. Asegúrese de que el proceso de observación es eficiente de manera que las personas tengan
tiempo suficiente para hacerlo.
3. La población (universo) muestreada debe ser homogénea, en caso contrario, el primer paso es
utilizar la estratificación (agrupación) para el análisis de las muestras/observaciones las cuales
se llevarán a cabo en forma individual.
Ejercicio: Hacer hoja de registro con las antigüedades en la organización y concluir:Antigüedad Registro
0.5 -1 años1.1 – 2 años2.1 – 4 años4.1 – 7 añosMás de 7 añosConclusiones:
Página 19
DEFECTO 1 2 3 4 TOTALTamaño erróneo IIIII I IIIII IIIII III IIIII II 26Forma errónea I III III II 9Depto. EquivocadoIIIII I I I 8Peso erróneo IIIII IIIII I IIIII III IIIII III IIIII IIIII 37Mal Acabado II III I I 7TOTAL 25 20 21 21 87
DIADEFECTO 1 2 3 4 TOTALTamaño erróneo IIIII I IIIII IIIII III IIIII II 26Forma errónea I III III II 9Depto. EquivocadoIIIII I I I 8Peso erróneo IIIII IIIII I IIIII III IIIII III IIIII IIIII 37Mal Acabado II III I I 7TOTAL 25 20 21 21 87
DIA

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama de Pareto
Se utiliza para identificar problemas o causas principales:
Herramienta utilizada para el mejoramiento de la calidad para identificar y separar en forma crítica
los pocos proyectos que provocan la mayor parte de los problemas de calidad.
El principio enuncia que aproximadamente el 80% de los efectos de un problema se debe a
solamente 20% de las causas involucradas.
El diagrama de Pareto es una gráfica de dos dimensiones que se construye listando las causas de
un problema en el eje horizontal, empezando por la izquierda para colocar a aquellas que tienen
un mayor efecto sobre el problema, de manera que vayan disminuyendo en orden de magnitud. El
eje vertical se dibuja en ambos lados del diagrama: el lado izquierdo representa la magnitud del
efecto provocado por las causas, mientras que el lado derecho refleja el porcentaje acumulado de
efecto de las causas, empezando por la de mayor magnitud.
Pasos para desarrollar el diagrama de Pareto:
1. Seleccione qué clase de problemas se van a analizar.
2. Decida qué datos va a necesitar y cómo clasificarlos. Ejemplo: Por tipo de defecto, localización,
proceso, máquina, trabajador, método.
3. Defina el método de recolección de los datos y el período de duración de la recolección.
4. Diseñe una tabla para el conteo de datos con espacio suficiente para registrarlos.
5. Elabore una tabla de datos para el diagrama de Pareto con la lista de categorías , los totales
individuales, los totales acumulados, la composición porcentual y los porcentajes acumulados
6. Organice las categorías por orden de magnitud decreciente, de izquierda a derecha en un eje
horizontal construyendo un diagrama de barras. El concepto de “otros” debe ubicarse en el
último lugar independientemente de su magnitud.
7. Dibuje dos ejes verticales y uno horizontal.
Ejes verticales:
- Eje izquierdo: Marque este eje con una escala desde 0 hasta el total general
- Eje derecho: Marque este eje con una escala desde 0 hasta 100%
Página 20

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Eje horizontal:
- Divida este eje en un número de intervalos igual al número de categorías clasificadas.
8. Dibuje la curva acumulada (curva de Pareto), Marque los valores acumulados (porcentaje
acumulado) en la parte superior, al lado derecho de los intervalos de cada categoría, y conecte
los puntos con una línea continua.
9. Escriba en el diagrama cualquier información que considere necesaria para el mejor
entendimiento del diagrama de Pareto.
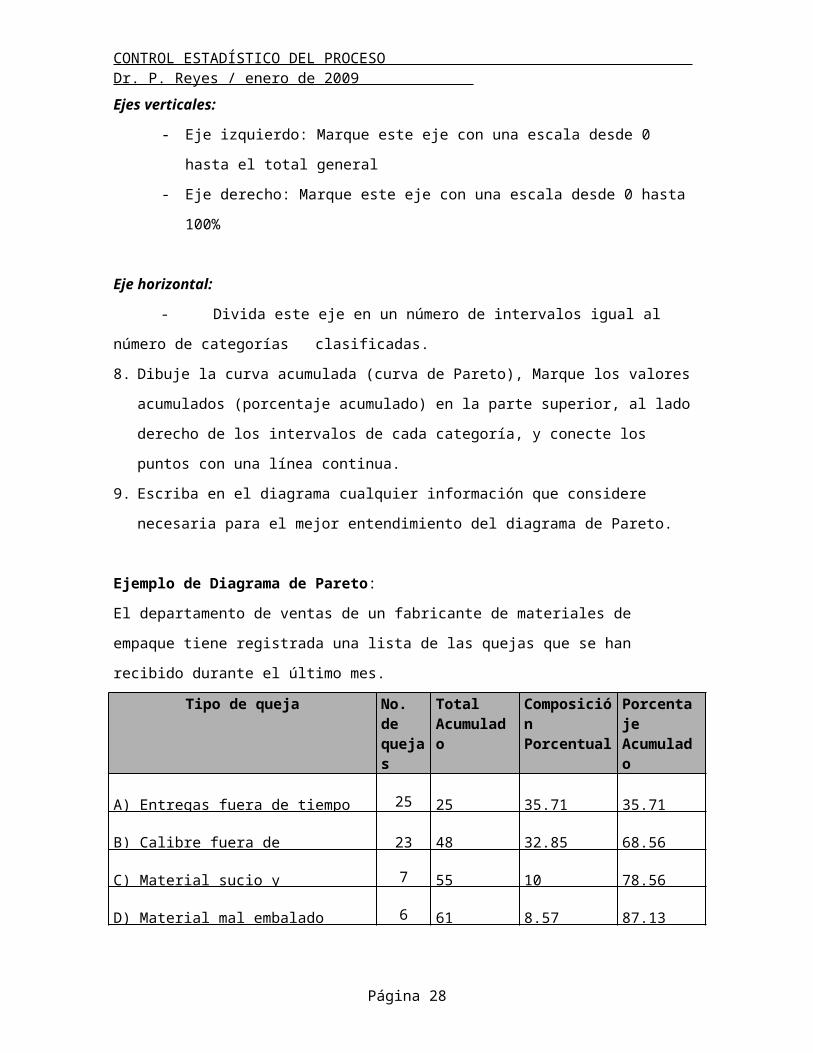
Ejemplo de Diagrama de Pareto:
El departamento de ventas de un fabricante de materiales de empaque tiene registrada una lista
de las quejas que se han recibido durante el último mes.
Tipo de queja No. de quejas
TotalAcumulado
ComposiciónPorcentual
Porcentaje Acumulado
A) Entregas fuera de tiempo 25 25 35.71 35.71
B) Calibre fuera de especificaciones(B) Calibre fuera de especificaciones
23 48 32.85 68.56
C) Material sucio y maltratado 7 55 10 78.56
D) Material mal embalado 6 61 8.57 87.13
E) Dimensiones fuera de especificaciones 3 64 4.28 91.41
F) Inexactitud en cantidades 2 66 2..85 94.26
G) Mala atención del personal 1 67 1.42 95.68
H) Maltrato del material por transportistas 1 68 1.42 97.7
I) Fallas en documentación 1 69 1.42 98.52
J) Producto con códigos equivocados 1 70 1.4 99.94
Página 21

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
DIAGRAMA PARETO
Figura 1.7a Diagrama de Pareto
Página 22
123
67
23
25
78.56
87.13
95.68
97.7
99.94
35.71
68.56
91.41
A B C D E F G H I J
94.26
98.52
%
ACUMULADO
NO
DE
QUEJAS
50
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Las quejas A, B y C representan el 78.56%, siendo en estas en las que debemos de enfocarnos
primero a resolver.
Ejemplo: Se tienen los gastos siguientes:TIPO_GTO GASTO CANT
APapelería 20
B Toners 60C Víaticos 80D Gasolina 30E Copiado 10
Diagrama de Pareto en Minitab
Capture los datos en la columna C1 (tipo de defecto), en la columna C2 (frecuencias)
Seleccione: Stat>Quality Tools>Pareto Chart
Escoja la opción Chart defects table , en el campo labels in seleccione: C1 y en Frequencies
in seleccione: C3. Combine defects alter the first 80%.
Clic en OK
El sistema despliega la gráfica de Pareto:
Construir un diagrama de Pareto y su línea acumulativa
Coun
t
Perc
ent
C1Count
15.0 10.0 5.0Cum % 40.0 70.0 85.0 95.0 100.0
80 60 30 20 10Percent 40.0 30.0
OtherADBC
200
150
100
50
0
100
80
60
40
20
0
Pareto Chart of C1
Figura 1.7b Diagrama de Pareto
Página 23

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
En la gráfica observamos que aproximadamente el 85% de los gastos es debido a los gastos C, B,
D.
Ejercicio: Hacer un diagrama de Pareto con los gastos principales:Ordenarlos de mayor a menorTipo de Gasto Descripción Frecuencia
Frecuencia %
Conclusiones:
Diagrama de Dispersión
Se utiliza para analizar la correlación entre dos variables, se puede encontrar: Correlación positiva o negativa, fuerte o débil o sin correlación.
El diagrama de dispersión es una técnica estadística utilizada para estudiar la relación entre dos
variables. Por ejemplo, entre una característica de calidad y un factor que le afecta.
La ventaja de utilizar este tipo de diagramas es que al hacerlo se tiene una comprensión más
profunda del problema planteado.
Página 24

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La relación entre dos variables se representa mediante una gráfica de dos dimensiones en la que
cada relación está dada por un par de puntos (uno para cada variable).
La variable del eje horizontal x normalmente es la variable causa, y la variable del eje vertical y es
la variable efecto.
Fig. 1.8 Gráfica de dispersión donde se observa una correlación positiva
La relación entre dos variables puede ser: positiva o negativa. Si es positiva, significa que un
aumento en la variable causa x provocará una aumento en la variable efecto y y si es negativa
significa que una disminución en la variable x provocará una disminución en la variable y.
Por otro lado se puede observar que los puntos en un diagrama de dispersión pueden estar muy
cerca de la línea recta que los atraviesa, o muy dispersos o alejados con respecto a la misma. El
índice que se utiliza para medir ese grado de cercanía de los puntos con respecto a la línea recta es
la correlación. En total existen cinco grados de correlación: positiva evidente, positiva, negativa
evidente, negativa y nula.
Página 25
Acci
dent
es la
bora
les
Numero de órdenes urgentes
Correlación positiva, posible
•••
•• •
•
•• ••
••
••
•
•• • •
•
• ••
• •••
•
Acci
dent
es la
bora
les
Numero de órdenes urgentes
Correlación positiva, posible
•••
•• •
•
•• ••
••
••
•
•• • •
•
• ••
• •••
•

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Correlación entre las variables Y y XCorrelación Positiva
Evidente
0
5
10
15
20
25
0 5 10 15 20 25
X
YCorrelación Negativa
Evidente
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónPositiva
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónNegativa
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Sin Correlación
10
15
20
25
5 10 15 20 25
X
Y0
5
0
Figura 1.9 Diagrama de dispersión y su correlación entre X,Y
Si todos los puntos estuvieran completamente sobre la recta la ecuación lineal sería y = a + bx.
Como la correlación no siempre es perfecta, se calculan a y b de tal forma que se minimice la
distancia total entre puntos y la recta. Los cálculos son:
a=∑ y∑ x2−∑ x∑ xy
n∑ x2−(∑ x )2
b=n∑ xy−∑ x∑ y
n∑ x2−(∑ x )2
El índice de correlación (r) se puede calcular estadísticamente mediante las ecuaciones que a
continuación se presentan
r= SCxy√ SCx×SCy
SCxy=∑ xy−∑ x×∑ yn
Página 26

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
SCx=∑ x2−(∑ x )
n
2
SCy=∑ y2−(∑ y )
n
2
Donde:
r = Coeficiente de correlación lineal
SCxy = Suma de cuadrados de xy
SCx = Suma de cuadrados de x
SCy = Suma de cuadrados de y
∑ x2= Sumatoria de los valores de la variable x al cuadrado
∑ y2= Sumatoria de los valores de la variable y al cuadrado
∑ xy= Sumatoria del producto de xy
(∑ x )2= Cuadrado de la sumatoria de la variable x
(∑ y )2= Cuadrado de la sumatoria de la variable y
n = número de pares ordenados (pares de datos x, y)
El factor de correlación es un número entre –1 (correlación negativa evidente) y +1 (correlación
positiva evidente), y r = 0 indicaría correlación nula.
La correlación se utiliza para cuantificar el grado en que una variable provoca el comportamiento
de otra. Por ejemplo si se encuentra que la variable temperatura tiene una correlación positiva
con el porcentaje de artículos defectuosos, se deben buscar soluciones al problema de los
artículos defectuosos mediante acciones asociadas con la variable temperatura; de lo contrario,
sería necesario buscar la solución por otro lado.
Ejemplo: Un ingeniero que trabaja con botellas de refresco investiga la distribución del producto y
las operaciones del servicio de ruta para máquinas vendedoras. El sospecha que el tiempo
requerido para cargar y servir una máquina se relaciona con el número de latas entregadas del
Página 27
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
producto. Se selecciona una muestra aleatoria de 25 expendios al menudeo que tienen máquinas
vendedoras y se observa para cada expendio el tiempo de solicitud- entrega (en minutos) y el
volumen del producto entregado (en latas). Calcular el coeficiente de correlación y graficar. Los
datos se muestran a continuación:
Utilizando las ecuaciones para obtener el coeficiente de correlación tenemos:
SCxy = 2027.71
SCx = 698.56
SCy = 6105.94
r = 0.98
El coeficiente de correlación r = 0.98 por lo cual tenemos suficiente evidencia estadística para
afirmar que el tiempo de entrega está relacionado con el número de latas.
Página 28
Observación No. Latas, x tiempo, y x^2 y^2 xy1 2.00 9.95 4.00 99.00 19.90 2 8.00 24.45 64.00 597.80 195.60 3 11.00 31.75 121.00 1,008.06 349.25 4 10.00 35.00 100.00 1,225.00 350.00 5 8.00 25.02 64.00 626.00 200.16 6 4.00 16.86 16.00 284.26 67.44 7 2.00 14.38 4.00 206.78 28.76 8 2.00 9.60 4.00 92.16 19.20 9 9.00 24.35 81.00 592.92 219.15
10 8.00 27.50 64.00 756.25 220.00 11 4.00 17.08 16.00 291.73 68.32 12 11.00 37.00 121.00 1,369.00 407.00 13 12.00 41.95 144.00 1,759.80 503.40 14 2.00 11.66 4.00 135.96 23.32 15 4.00 21.65 16.00 468.72 86.60 16 4.00 17.89 16.00 320.05 71.56 17 20.00 69.00 400.00 4,761.00 1,380.00 18 1.00 10.30 1.00 106.09 10.30 19 10.00 34.93 100.00 1,220.10 349.30 20 15.00 46.59 225.00 2,170.63 698.85 21 15.00 44.88 225.00 2,014.21 673.20 22 16.00 54.12 256.00 2,928.97 865.92 23 17.00 56.63 289.00 3,206.96 962.71 24 6.00 22.13 36.00 489.74 132.78 25 5.00 21.15 25.00 447.32 105.75
TOTALES 206.00 725.82 2,396.00 27,178.53 8,008.47

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
- 5.00 10.00 15.00 20.00 25.00 -
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
Diagrama de dispersion
Numero de latas (x)
tiem
po d
e en
treg
a ( y
)
Figura 1.10 Diagrama de dispersión con tendencia
En la gráfica observamos que al aumentar el número de latas el tiempo de entrega aumenta.
Para realizar el gráfico de dispersión en Excel realice el siguiente procedimiento:
1. Seleccione el icono asistente para gráficos.
2. Seleccione el tipo de gráfico xy(dispersión), y subtipo de gráfico: dispersión, compara
pares de valores.(siguiente)
3. En la pestaña rango de datos seleccione los valores de x y y de la tabla de datos. En la
pestaña serie agregue el título, el rango de valores x, y se da por default al haber
seleccionado el rango de datos .(siguiente)
4. Ponga el titulo del gráfico y eje de valores x y y de la tabla de datos. En esta pantalla puede
agregar líneas de división al gráfico y otras opciones (siguiente) (finalizar)
5. Para realizar algún cambio, por ejemplo en la escala haga clic en la escala de valores y
aparecerá un menú que le permitirá realizarlos.
Página 29

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Para determinar la función de regresión y correlación en Minitab se siguen los pasos siguientes
(después de cargar los datos correspondientes a X y a Y en las columnas C1 y C2):
Minitab > Stat >Regresión ... Indicar la columna de Respuestas Y y la de predictores X y aceptar
con OK. Observar el valor del coeficiente de correlación y de determinación.
Para obtener la línea de mejor ajuste de la regresión, se procede como sigue en Minitab:
Minitab > Stat >Fitted Line Plot ... Indicar la columna de Respuestas Y y la de predictores X,
seleccionar si se quiere ajustar con los datos con una línea, una función cuadrática o cúbica y
aceptar con OK. Observar el mayor valor del coeficiente de correlación que indica el mejor ajuste.
Ejercicio: Hacer un diagrama de dispersión con los datos siguientes:Errores (escala 5 por división)
Antiguedad Conclusiones:
Página 30
Antigüedad Errores4 202 128 366 28
10 445 257 321 5

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Histogramas
Se utilizan para ver la distribución de frecuencia de una tabla de datos
Figura 3.5 Distribución de frecuencias o histograma
Figura 1.11 Histograma en Excel
Pasos para hacer un histograma:
1. Contar el número de datos, identificar el valor máximo, el mínimo y el rango.
2. Determinar el ancho de clase = Rango / 5 a 8.
3. Contar cuantos datos entran dentro de cada celda.
4. Graficar las frecuencias de cada celda.
Ejercicio: Realizar un histograma con los datos de edades siguientes:2.41 17.87 33.51 38.65 45.70 49.36 55.08 62.53 70.37 81.213.34 18.03 33.76 39.02 45.91 49.95 55.23 62.78 71.05 82.374.04 18.69 34.58 39.64 46.50 50.02 55.56 62.98 71.14 82.794.46 19.94 35.58 40.41 47.09 50.10 55.87 63.03 72.46 83.318.46 20.20 35.93 40.58 47.21 50.10 56.04 64.12 72.77 85.839.15 20.31 36.08 40.64 47.56 50.72 56.29 64.29 74.03 88.67
11.59 24.19 36.14 43.61 47.93 51.40 58.18 65.44 74.10 89.2812.73 28.75 36.80 44.06 48.02 51.41 59.03 66.18 76.26 89.5813.18 30.36 36.92 44.52 48.31 51.77 59.37 66.56 76.69 94.0715.47 30.63 37.23 45.01 48.55 52.43 59.61 67.45 77.91 94.47
Página 31
02468
1012141618
15-24 25-34 35-44 45-54 55-64 65-75
Frec.

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Paso 1. Número de datos = Valor mayor = Valor menor = Rango = Paso 2. Ancho de clase = Rango / 6 = redondear a:Paso 3. Contar elementos para cada clase:Columna Intervalo Registro de frecuencias
Frecuencia1 0 -17
2 18-353 36-534 54-715 72-896 90 en
adelantePaso 4. Hacer la gráfica del histograma:
Conclusiones:
Lluvia de ideas (Brainstorming)
En las sesiones de lluvia de ideas se generan nuevas ideas mediante la participación de todo el
equipo.Para comenzar con el proceso de tormenta de ideas, en el cual se genera información la
gente se reúne en una sala en la cual se recomienda la disposición de las mesas en forma de “U”
para facilitar el debate. La gente que participa en la sesión deberá de pertenecer a diferentes
áreas o tener puntos de vista diferentes, esto con el objeto de enriquecer la sesión.
Página 32

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
El facilitador debe de contar con experiencia en la conducción de sesiones de tormentas de ideas,
o al menos haber tenido experiencias previas.
Para conducir un grupo se lleva a cabo la siguiente metodología:
1. Seleccionar el problema a tratar.
2. Pedir a todos los miembros del equipo generen ideas para la solución del problema, las cuales
se anotan en el pizarrón sin importar que tan buenas o malas sean estas.
3. Ninguna idea es evaluada o criticada antes de considerar todos los pensamientos
concernientes al problema.
4. Aliente todo tipo de ideas, ya que al hacerlo pueden surgir cosas muy interesantes, que
motivan a los participantes a generar más ideas.
5. Apruebe la naturalidad y el buen humor con informalidad, en este punto el objetivo es tener
mayor cantidad de ideas así existirán mayores posibilidades de conseguir mejores ideas.
6. Se les otorga a los participantes la facultad de modificar o mejorar las sugerencias de otros.
7. Una vez que se tengan un gran número de ideas el facilitador procede a agrupar y seleccionar
las mejores ideas por medio del consenso del grupo de trabajo.
8. Las mejores ideas son discutidas y analizadas con el fin del proponer una solución.
La técnica tormenta de ideas puede ser aplicada con gran frecuencia al llevar a cabo otras
herramientas, como por ejemplo, diagramas causa-efecto (Ishikawa), Diseño de experimentos,
pruebas de confiabilidad, etc.
EJERCICIO: Realizar una lluvia de ideas para solucionar el problema de llegar a tiempo a algún
lugar.
Diagrama de Causa efecto
Muestra la relación entre una característica de calidad y los factores de influencia, para encontrar las causas posibles. Se usa la lluvia de ideas, debe hacerse sin juicios previos y respetando las opiniones.
Técnica para generar ideas creativas cuando la mejor solución no es obvia. Reunir a un equipo de trabajo (4 a 10 miembros) en un lugar adecuado El problema a analizar debe estar siempre visible
Página 33

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Generar y registrar en el diagrama de Ishikawa un gran número de ideas, sin juzgarlas, ni criticarlas
Motivar a que todos participen con la misma oportunidadEl diagrama causa-efecto, también llamado “espina de pescado” por la semejanza de su forma,
también es conocido por diagrama de Ishikawa.
Es utilizado para explorar, e identificar todas las causas posibles y relaciones de un problema
(efecto) o de una condición específica en las características de un proceso.
Una vez elaborado, el diagrama causa-efecto representa de forma clara, ordenada y completa
todas las causas que pueden determinar cierto problema.
Constituye una buena base de trabajo para poner en marcha la búsqueda de las verdaderas causas
de un problema.
Los pasos para elaborar el diagrama de causa- efecto son los siguientes:
1. Seleccione el efecto (problema) a analizar. Se puede seleccionar a través de un consenso, un
diagrama de Pareto, otro diagrama o técnica.
2. Realice una lluvia de ideas para identificar las causas posibles que originan el problema.
3. Dibuje el diagrama:
- Coloque en un cuadro a la derecha la frase que identifique el efecto (característica de
calidad)
- Trace una línea horizontal hacia la izquierda del cuadro que contiene la frase. A esta línea
se le conoce como columna vertebral.
- Coloque líneas inclinadas que incidan en la columna vertebral (causas principales).
- Dibuje líneas horizontales con flechas que incidan en las líneas inclinadas conforme a la
clasificación de las causas (causas secundarias)
- Dibuje líneas inclinadas que incidan en las líneas de las causas secundarias (causas
terciarias)
4. Clasifique las causas derivadas de la lluvia de ideas, de la siguiente manera:
- Causas principales.
Página 34

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
- Causas secundarias.
- Causas terciarias.
5. Jerarquice las causas por grado de importancia y defina aquellas que tengan un efecto
relevante sobre la característica específica.
6. Elabore y ejecute un programa de corrección de las causas relevantes.
Diagrama de IshikawaMedio
ambiente Métodos Personal
¿Quéproducebajas ventasdeTortillinasTía Rosa?
Climahúmedo
Calidad delproducto
Tipo deexhibidor
Falta demotivación Ausentismo
Rotación depersonal
Maquinaría Materiales
Clientes conventas bajas
Malositinerarios
Descomposturadel camiónrepartidor
Distancia dela agencia alchangarro
Medición
Seguimientosemanal
Conocimientode losmínimos porruta
Frecuenciade visitas
Elaboraciónde pedidos
Posición deexhibidores
Falta desupervición
Figura 1.12 Diagrama de causa efecto, de Ishikawa o espina de pescado
Ejemplo: En una fábrica de componentes electrónicos se detectaron fallas en la línea de ensamble
al realizar la prueba de un circuito, por lo cual se procedió a realizar una investigación utilizando el
diagrama causa-efecto.
El problema es soldadura defectuosa, siendo el efecto que se va a analizar.
Primero se determinan las causas principales M’s:
Máquinas
Mano de obra
Métodos
Página 35

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Materiales
Mediciones
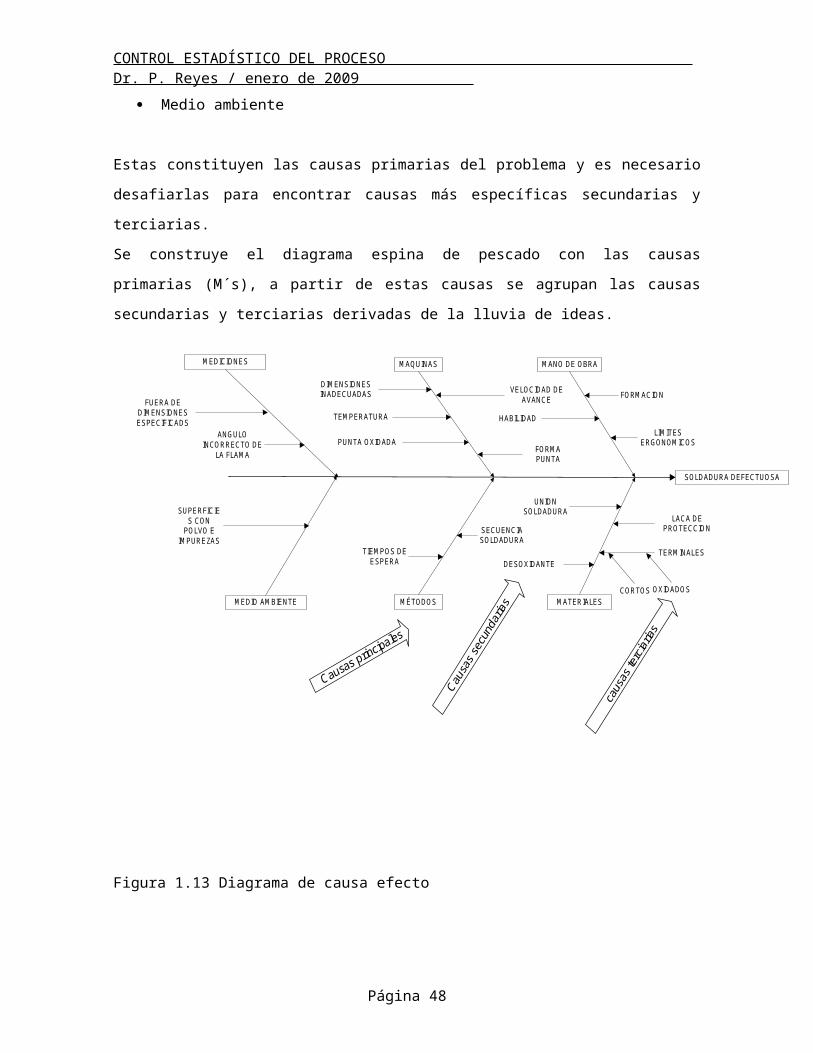
Medio ambiente
Estas constituyen las causas primarias del problema y es necesario desafiarlas para encontrar
causas más específicas secundarias y terciarias.
Se construye el diagrama espina de pescado con las causas primarias (M´s), a partir de estas
causas se agrupan las causas secundarias y terciarias derivadas de la lluvia de ideas.
Figura 1.13 Diagrama de causa efecto
El equipo analiza cada causa y por medio de eliminación y consenso determina cuales son las
verdaderas causas que están ocasionando el problema. Una vez determinada las causas se realiza
un análisis Por qué, Por qué, por qué (Why-Why Why), el cual consiste en preguntarnos cinco
veces por qué?, para encontrar la causa raíz del problema.
Página 36
SOLDADURA DEFECTUOSA
MATERIALESMÉTODOS
MAQUINAS MANO DE OBRA
UNIONSOLDADURA
DESOXIDANTE
LACA DEPROTECCION
TERMINALES
CORTOS OXIDADOS
ANGULOINCORRECTO DE
LA FLAMA
TIEMPOS DEESPERA
SECUENCIASOLDADURA
VELOCIDAD DEAVANCE
DIMENSIONESINADECUADAS
TEMPERATURA
PUNTA OXIDADAFORMAPUNTA
HABILIDAD
FORMACION
LIMITESERGONOMICOS
MEDIO AMBIENTE
MEDICIONES
FUERA DEDIMENSIONESESPECIFICADS
SUPERFICIES CON
POLVO EIMPUREZAS

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
En el ejemplo anterior las causas primarias fueron agrupadas en (M’s): mediciones, máquinas,
personal, medio ambiente, métodos y materiales. Es posible realizar este diagrama con causas
primarias diferentes a las M´s, ej:
Problema: Por qué la versión del sistema “Abacab”, no satisface los requerimientos del cliente.
Las causas primarias en las que se organiza este problema son las siguientes:
Políticas y procedimientos del sistema
Funcionalidad.
Diseño
Accesibilidad
Tiempo de respuesta
Confiabilidad
Diagrama de Causa Efecto en Minitab
Capture los datos en la columna C1 (tipo de defecto), en la columna C2 (frecuencias)
Seleccione: Stat>Quality Tools>Cause and Effect Diagram
Llenar las columnas C1 a C5 con las diferentes causas correspondientes a los conceptos de
Personal, Máquinas, Materiales, Métodos, Mediciones y Medio ambiente.
Introducir los datos en la pantalla de entrada, indicando el problema en Effect y aceptar
con OK.
Ejercicio: Realizar un Diagrama de Causa efecto para identificar las causas potenciales de un problema y concluir.
Página 37

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Carta de tendencias
Definición:
Es una ayuda gráfica para el control de las variaciones de los procesos administrativos y de
manufactura.
Usos:
• Saber el comportamiento de un sistema o proceso durante el tiempo.
• Tomar las acciones correctivas a tiempo si la tendencia afectará en forma negativa.
Ejemplo: Se tienen los datos siguientes de errores de planeación de la producción durante 15
semanas: Se puede hacer en Minitab con Stat, Quality Tools, Run Chart, Subgroup size = 1
Permite observar el comportamiento de los datos durante un periodo de tiempo determinado.
Fig. 1.14 Carta de tendencias
Página 38

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama de flujo
Dentro de los sistemas de calidad resulta de gran utilidad representar la estructura y relaciones de
los sistemas mediante diagramas de flujo.
Ventajas de los diagramas de flujo
Proveen una secuencia gráfica de cada uno de los pasos que componen una operación desde el
inicio hasta el final. Permitiendo una mejor visualización y comprensión del proceso.
Los diagramas de flujo pueden minimizar grandes volúmenes de documentación, incluyendo la
documentación ISO 9000.
Facilitan el desarrollo de Procedimientos Estándar de Operación.
Al tener un procedimiento de operación estándar se reduce en gran medida la variación y el
tiempo de ciclo.
Los diagramas de flujo permiten detectar áreas de mejora en los procesos.
Se utiliza para identificar los procesos, las características críticas en cada uno, la forma de evaluación, los equipos a usar, los registros y plan de reacción, se tienen los tipos siguientes:
Diagramas de flujo de proceso detallados Diagramas físicos de proceso Diagramas de flujo de valor
Símbolos para Diagramas de Flujo
Iniciar/Detener Transmisión
Operaciones(Valor agregado)Decisión
Inspección /Medición
Transportación
Almacenar
Entrada/Salida
Líneas de Flujo
Retraso
Fig. 1.15 Símbolos utilizados en los diagramas de flujo
Página 39

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Descripción de símbolos
En la construcción de diagramas de flujo de procesos se utilizan los símbolos descritos a
continuación:
Operación de transformación: de la cual resulta un cambio físico o
químico del producto.
Inspección: Verificación de alguna característica mediante un estandar de
calidad prestablecido.
Transporte: Movimiento físico del producto o un componente.
Demora: Indica la necesidad de un periodo de inactividad en espera de
operación inspección o transporte.
Almacenamiento: Mantener un producto en almacenamiento hasta
que continúe su procesamiento o sea vendido.
Pasos para la elaboración de un diagrama de flujo
1. Describir el proceso a evaluar: Es importante comenzar con los procesos que se
consideran de mayor impacto en la organización.
2. Definir todos los pasos que componen un producto o servicio: Existen diferentes
maneras de hacerlo. Una de ellas consiste en que el equipo de trabajo anote en tarjetas
Página 40

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
los diferentes pasos que conforman el proceso, con este método el equipo puede arreglar
y ordenar los pasos del proceso. Otra manera de hacerlo es mediante el uso de programas
de diagramas de flujo en computadoras, de esta manera se tiene mayor flexibilidad que en
el método anterior y se ahorra bastante tiempo.
Cada paso deberá de ser discutido y analizado a detalle utilizando la pregunta “¿por qué
se hace de esta manera?”
3. Conectar las actividades: Cuando los pasos que componen el proceso han sido descritos
se construye el diagrama de flujo, conectando las actividades mediante flechas, cada
símbolo debe describir la actividad que se realiza con pocas palabras.
4. Comparar el proceso actual con el proceso considerado como “ideal” las siguientes
preguntas pueden servir de guía:
¿Existen pasos demasiado complejos?
¿Existe duplicidad o redundancia?
¿Existen puntos de control para prevenir errores? ¿deberían de existir?
¿El proceso funciona en la manera en la cual debería de hacerse?
¿Se puede realizar el proceso de diferente manera?
5. Mejoras del proceso: Una vez que se contestan las preguntas mediante tormenta de ideas
se realizan mejoras. Definiendo los pasos que agregan valor y los que no agregan se puede
llevar a cabo una simplificación sustancial del proceso.
Las mejoras son priorizadas y se llevan a cabo planes de acción.
6. Implementar el nuevo procedimiento: Una vez realizadas las mejoras se dan a conocer a
las personas involucradas en el proceso y se verifica su efectividad.
Página 41

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama de flujo: Una visita a la farmacia26
Ejemplo: Operación de despacho de una fórmula.
EVENTO SÍMBOLO TIEMPO(min.)
DISTANCIA (pies)
Abrir la puerta, caminar hacia el área de la farmacia del almacén.
0.8 50
Esperar para ser atendido. 1
Sacar la fórmula de la billetera o del bolsillo y entregarla al dependiente.
0.4
Esperar hasta cuando el dependiente despache la fórmula y calcule el valor.
10
Sacar la tarjeta de crédito de la billetera y entregarla al dependiente.
0.4
Esperar que el dependiente diligencie el desprendible de la tarjeta de crédito.
1
Verificar el desprendible 0.2
Firmar el desprendible 0.1
Esperar el desprendible y el medicamento 0.3
Colocar la tarjeta y el desprendible dentro de la billetera
0.2
Recoger el medicamento y caminar de regreso hasta la puerta
0.8 50
Figura 1.16 Ejemplo de diagrama de flujo
26 Adaptado de Hamid Noori/Russell Radford, Administración de Operaciones y producción, Ed. Mc.Graw Hill Pp.282
Página 42

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejercicio: Hacer el diagrama de flujo de un proceso e identificar áreas de oportunidad
Página 43
Inicio
Fin
Paso 2A Paso 2B Paso 2C
Paso 1
Paso 3
¿Bueno?Retrabajo
SíNo
Inicio
Fin
Paso 2A Paso 2B Paso 2C
Paso 1
Paso 3
¿Bueno?Retrabajo
SíNo

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama de flujo de tiempo – valor agregado
Es utilizado para detectar cuales son las actividades que agregan valor al proceso y las que no
agregan valor.
Pasos para realizarlo:
• Dibujar una línea horizontal para representar el tiempo total que se ocupa en el proceso.
• Relacione todos los pasos del proceso detalladamente, después decida si el paso tiene valor para
el cliente.
• Dibujar una línea vertical fina que represente el tiempo que se requiere para completar el paso.
• Dibújela arriba de la línea, si representa valor agregado, o debajo si no lo representa.
• En cada línea vertical señale el paso del proceso.
• Puede dibujar una barra con el tiempo de valor agregado como porcentaje de tiempo total del
proceso.
Ventajas:
• Delinea gráficamente la cantidad de tiempo sin valor que se usa en el proceso.
• Ayuda a reducir el tiempo sin valor y eliminar pasos innecesarios.
Ejemplo
Figura 1.17 Diagrama de flujo de valor
Página 44
Visita al consultorio médico
Espera Espera
RegistrarseSentarse
Llamada de
la enfermeraCaminar
Presión SanguíneaPeso
CaminarSentarse
Examen y
Prescripción
CaminarPagar
Salir del consultorio

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama de Flujo Físico
Pasos para realizarlo:
•Dibuje el esquema físico de su área de trabajo, incluyendo estaciones de trabajo, áreas de
espera, áreas de máquinas, etc.
•Use flechas para delinear el flujo de la parte dentro del área. Cada flecha debe delinear un paso
del proceso.
Ventajas
• Muestra el número de movimientos para completar el proceso.
• Muestra la complejidad del flujo y las curvas.
• Puede añadir tiempo a cada paso, para mostrar cuellos de botella y tiempo sin valor agregado Vs
tiempo con valor agregado.
Figura 1.18 Ejemplo de diagrama de flujo físico
EJERCICIO: Realizar un diagrama de flujo de un proceso
Página 45
Edificio A
Edificio B

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Estratificación
Se utiliza para separar un aspecto general en los estratos que lo componen, por ejemplo,
por regiones, estados, municipios, etc. Clasificación de los datos o factores sujetos a
estudio en una serie de grupos con características similares.
Problemas con boletas Por región
Por estado
Por municipio
Figura 1.19 Estratificación de un problema
Ejercicio: Describir un ejemplo de estratificación de un aspecto poblacionalInicio:Primer paso:
Segundo paso:
Tercer paso:
Las cartas de control
Sirven para monitorear el proceso, prevenir defectivos y facilitar la mejora. Hay dos tipos de cartas de control: por atributos (juzga productos como buenos o malos) y por variables (variables como, temperaturas).
Cartas de control
7.5
8.5
9.5
10.5
11.5
12.5
0 10 20 30
Límite Superior de
Control
Límite Inferior de
Control
LíneaCentral
Figura 1.20 Carta de control con sus límites de control y línea central
Página 46

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
“Escuche la Voz del Proceso” Región de control, captura la variaciónnatural del proceso
original
Causa Especialidentificada
El proceso ha cambiado
TIEMPO
Tendencia del proceso
LSC
LIC
Carta de controlMEDIDAS
CALIDAD
Figura 1.21 Patrones de anormalidad en cartas de control
Las cartas de control detectan la variación anormal en un proceso, denominadas “causas especiales o causas asignables de variación.”
El patrón normal de un proceso se llama causas de variación comunes.
El patrón anormal debido a eventos especiales se llama causa especial de variación.
1.4 MÉTODOS LEAN PARA LA MEJORA
A continuación se muestran los métodos para hacer más flexibles y esbeltas las operaciones en las organizaciones: Los 7 desperdicios o Muda
Son aspectos que no agregan valor al cliente, es decir no está dispuesto a pagar por ellos y hacen que la operación sea costosa y lenta:
Página 47
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Servicios no requeridos
Movimientos excesivos e innecesarios
Transportes innecesarios Inventarios innecesarios Esperas o firmas innecesarios Errores Retrabados o reinspecciones
Ejercicio: Identificar tres Mudas en la organización_______________________________________________________________._______________________________________________________________._______________________________________________________________.
Métodos Lean para la mejora
Para reducir el Muda se utilizan diversos métodos Lean como son: Mapeo de la cadena de valor Las 5 S’s Cambios rápidos (SMED) Poka Yokes o A Prueba de error Trabajo estandarizado
Mapeo de la cadena de valor
Se trata de realizar un mapeo de los procesos, identificando las actividades que no agregan valor
(Muda) para su reducción o eliminación, así como las actividades que agregan valor para su
optimización, a continuación se presenta un ejemplo:
Página 48
Ejemplos de muda:
Caminar Esperar al ciclode máquina
Transporte de partes
Reportes sin uso
Movimientosinnecesarios
Inventarioinnecesario
Ejemplos de muda:
Caminar Esperar al ciclode máquina
Transporte de partes
Reportes sin uso
Movimientosinnecesarios
Inventarioinnecesario

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejercicio: Mejora del tiempo de ciclo de atención en una sala de emergencia:
Se realiza un mapeo del proceso con todas las actividades relacionadas con la atención en una sala de emergencia, considerando tiempos y distancias.
Proceso Original
Resumen Símbolo Número Tiempo en Distancia Proceso: Admisión a la sala de emergenciade pasos minutos Sujeto: Paciente con una lesion en el tobillo
Operación 5 23 --- Principio: Entrada a sala de emergencia
Transporte 9 11 815 Final: Salida del hospital
Inspección 2 8 ---
Retraso 3 8 ---
Almacenaje 0 ---Total 19 50 815
No. de Pasos Tiempo Min.Distancia en pies Descripción1 0.5 15 X Entrada a la sala de emergencia (SE), acercarse a la ventanilla2 10 --- X Sentarse a llenar la historia clínica del paciente3 0.75 40 X La enfermera acompaña al paciente a la sala de evaluaciones 4 3 --- X La enfermera examina la lesión5 0.75 40 X Regresa a la sala de espera6 1 --- X Espera hasta que haya una cama disponible7 1 60 X Trasladarse hasta la cama de la (SE)8 4 --- X Espera hasta que llegue el médico9 5 --- X El médico examina la lesión y le hace preguntas al paciente
10 2 200 X La enfermera lleva al paciente a radiología11 3 --- X El técnico somete al paciente a los rayos X12 2 200 X Regresa a la cama asignada en la (SE)13 3 --- X Espera hasta que el médico regrese14 2 --- X El médico comunica su diagnositco y hace reconmendaciones15 1 60 X Regresa al área de entrada del servicio de Emergencias16 4 --- X Registrar la salida del lugar17 2 180 X Caminar hasta la farmacia18 4 --- X Recoger la prescripcion médica19 1 20 X Salir del Edificio
Total 50 815
Página 49
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Se identifican las actividades que representan Muda y que son actividades que no agregan valor y se reducen o eliminan, quedando el proceso mejorado como sigue:
Página 50

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Las 5 Ss y la administración visual
Objetivo: Encontrar cualquier cosa y tener idea del estado de la operación en menos de 30 segundos, por una persona familiarizada con el área de trabajo. Palabras japonesas que inician con s: Seiri, Seiton, Seiso, Seiketsu y Shitsuke.
1.- SEIRI significa: ORGANIZAR y SELECCIONAR:Trabajo en proceso, Herramientas innecesarias, Maquinaria no ocupada, Productos defectuosos, Papeles y documentos, lo más importante en este punto es:
Diferenciar entre lo necesario y lo innecesario.
Fig. 1.22 Áreas de oportunidad para 5S’s
2.- SEITON significa PONER LAS COSAS EN ORDEN.Las cosas deben mantenerse en orden de manera que estén listas para ser utilizadas cuando se necesiten.
Fig. 1.23 Implementación del orden de 5S’s
Página 51
1 2
1
2
2G974 0074D
2G974 0074D
1G569 6264D
1G569 6264D
3
3G235
3G235
9964D
9964D
A
1 2
B

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3.- SEISO significa: LIMPIEZA. Mantener limpio el lugar de trabajo.
4.- SEIKETSU significa: LIMPIEZA ESTANDARIZADA. Hacer del aseo y de la pulcritud un hábito,
principiando con la propia persona.
5.- SHITSUKE (DISCIPLINA). Seguir los procedimientos en los procesos administrativos y de manufactura.
Las 5´s se han definido como Selección u Organización, Orden, Limpieza, Estandarización y Disciplina. Los dos elementos más importantes son la Organización y el Orden ya que de ellos depende el éxito de las actividades de Mejora.
Trabajan en medio del polvo, suciedad, desorden, aceite, etc. dificulta la búsqueda de piezas, útiles, información, requisiciones, herramientas etc. evitando esto se previenen los accidentes, no se generan defectos y todo se encuentra.
Ejercicio: Identificar áreas de oportunidad de aplicación de las 5S’s en la organización_______________________________________________________________._______________________________________________________________._______________________________________________________________.
Preparaciones rápidas (SMED)
Objetivo: Cambiar el proceso para un servicio diferente en menos de 10 minutos1. Formar un equipo de trabajo 2. Filmar las actividades de preparación3. Separar actividades de preparación internas y externas4. Convertir actividades de preparación internas a externas5. Afinar las operaciones (paralelo, externas, etc.)6. Verificar resultados y dar reconocimiento al equipo
La Preparación interna (IED), son las operaciones realizadas con el servicio suspendido. La Preparación externa (OED), son las operaciones realizadas mientras se están proporcionando los servicios.
Página 52

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo de Cambio rápido – SMED: Se redujo el tiempo de preparación en una estación de servicio de 11 minutos a 1 minuto, ya que antes primero se detenía, llamaban al dependiente, buscaba las mercancías, etc. ahora las mercancías clave están cerca del mostrador y no se pierde tiempo. Otro ejemplo es la obtención de pasaportes en 40 minutos o un trámite en las oficinas de hacienda.
Ejercicio: Identificar áreas de oportunidad para implementar cambios rápidos._______________________________________________________________._______________________________________________________________._______________________________________________________________.
Poka Yokes o A prueba de error
Objetivo: Prevenir o detectar la ocurrencia de errores humanos.Causas de los errores:
• Procedimientos incorrectos • Variación excesiva en procedimientos• Procesos o procedimientos no claros o no documentados• Errores humanos mal intencionados • Cansancio, distracción, Falla de memoria o confianza, etc.
Pasos para el desarrollo de Poka Yokes1. Describir el defecto: Formar un equipo de trabajo, mostrar la tasa de errores 2. Identificar el lugar donde se descubren o producen los errores 3. Detalle de los procedimientos de la operación donde se producen los errores4. Identificar desviaciones de los procedimientos donde se producen los errores. Identificar las condiciones donde se ocurren los errores (investigar)6. Identificar el tipo de dispositivo Poka Yoke requerido para prevenir el error.7. Desarrollar un dispositivo Poka Yoke
Ejemplo: Instalación de puertas automáticas para permitir la entrada solo a personal autorizado.
Ejercicio: Identificar áreas de oportunidad para implementar A Prueba de error / Poka Yokes._______________________________________________________________._______________________________________________________________._______________________________________________________________.
Página 53

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Trabajo estandarizado
Objetivo: Documentar en instructivos, procedimientos y ayudas visuales, la forma como deben realizarse las operaciones y actividades para que todos las realicen de la misma manera, para tener productos homogéneos.
Por estandarización se entiende: Siempre seguir la misma secuencia de trabajo Los métodos totalmente documentados Los métodos están visibles en cada estación de trabajo El material y documentos de trabajo están colocados siempre en el mismo lugar La información se presenta de la misma forma en toda la organización Se tiene el registro del movimiento detallado del cuerpo humano
Ejercicio: Identificar áreas de oportunidad para implementar procedimientos e instructivos para estandarizar las operaciones._______________________________________________________________._______________________________________________________________._______________________________________________________________.
Página 54

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1.5 LAS SIETE HERRAMIENTAS ADMINISTRATIVAS
Diagrama de afinidad:o Organiza grandes cantidades de información
Diagrama doble de interrelaciones:o Muestra los enlaces de causas y efectos entre aspectos relacionados
Diagrama de árbol:o Diagrama los niveles de destalle para alcanzar un objetivo principal y los
objetivos secundarios relacionados
Diagrama Matricial:o Muestra las relaciones y correlaciones entre ideas
Matrices de prioridad:o Asigna prioridades a asuntos, tareas o posibles opciones con base en
criterios conocidos
Carta de Programa de Decisión de Procesos (CPDP):o Revela cadenas de eventos y planes de contingencia
Diagrama de redes y actividades:o Desarrolla u programa para tareas complejas
APLICACIONES
Las herramientas para la mejora continua se emplean de manera ideal en los casos siguientes: Dividir un requerimiento general de detalles específicos Identificar y eliminar las causas raíz de un problema Programar actividades complejas Planeación de contingencia Ayudar a una organización a pasar de la manera antigua de pensar a otras formas
más novedosas de hacerlo Realizar una selección final de una lista de opciones Evaluar opciones de diseño de producto
Página 55

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama de Afinidad
Es una herramienta que se emplea para organizar grandes cantidades de información agrupando los aspectos de la misma con base en relaciones clave entre ellos; también se conoce como método KJ. Cuando se emplea este diagrama, se organizan las ideas o áreas generales de problemas para adquirir la comprensión de un problema o asunto complejo, así como para identificar las causas potenciales de un problema. La herramienta ayuda a mejorar el compromiso y el apoyo del equipo.
- Usar cuando existe un caos, el equipo aporta ideas, se requiere un pensamiento trascendental o el tema es un aspecto amplio.
PASOS
1. Reunir el equipo y elegir un líder, todos relacionados con el asunto a tratar. 2. Establecer el asunto o problema en forma de pregunta.3. Realizar una tormenta de ideas respecto al problema o aspecto y registrarla en
fichas de trabajo.4. Desplegar las tarjetas en una mesa grande o muro.5. Acomodar las tarjetas en pilas similares o por “familias”.6. Crear tarjetas de encabezado7. Dibujar el diagrama de afinidad
a. Trazar un círculo en torno a cada agrupamiento b. El diagrama queda completo cuando el equipo alcanza el consenso
8. Discutir el diagrama de afinidad
Página 56

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
FUENTE HTTP://WWW.SAPDESIGNGUILD.ORG/RESOURCES/GLOSSARY_USAB/IMAGES/AFFINITYEE1.JPG
FUENTE: HTTP://WWW.MEX.OPS-OMS.ORG/DOCUMENTOS/TUBERCULOSIS/MEJORA/4_DIAGRAMA_AFINIDAD.PDF
Fig. 1.24 ejemplos de diagrama de afinidad
Página 57

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama doble de Interrelaciones
Un diagrama doble de interrelaciones es una herramienta gráfica que se emplea para organizar problemas o aspectos complejos y que implican muchas variables, se emplea para estudiar las relaciones entre los elementos de un problema e identificar las causas raíz o las soluciones, es similar al diagrama de afinidad en la medida que el proceso de construcción de una gráfica doble interrelaciones es creativo.
Ayuda a identificar las causas potenciales de un problema. permite que el equipo observe al mismo tiempo muchos efectos y trace la relación entre dichos efectos y varias causas.
PASOS
1. Reunir el equipo y elegir un líder.2. Poner el asunto o problema en forma de pregunta.3. Realizar una tormenta de ideas respecto al problema o aspecto y registrarla en
fichas de trabajo.4. Analizar las relaciones.5. Revisar el Diagrama doble de interrelaciones.6. Identificar causas y efectos raíz.
a. Una causa raíz es una categoría de la que sale la gran cantidad de flechas. b. Un efecto raíz es una categoría a la que llega una gran cantidad de flechas.
7. Estudiar el Diagrama doble de interrelaciones.
Página 58

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
FUENTE: PRIMER CERTIFIED QUALITY MANAGER – WWW.QUALITY COUNCIL.COM
FIG. 1.25 EJEMPLOS DE DIAGRAMA DE INTERRELACIONES
Página 59

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
FUENTEHTTP://WWW.CALIDADEDUCATIVA.ORG/CONGRESO2008/MEMORIA/TUFINO_COMPLEMENTARIO/TUFINO_INTERRELACION.PDF
Fig. 1.26 ejemplos de diagrama de interrelaciones
Página 60

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama de árbol
Un diagrama de árbol (diagrama sistemático) es una técnica que se emplea para buscar la forma más apropiada y eficaz de alcanzar un objetivo específico. Esta herramienta gráfica de diagrama los diversos niveles de detalle, estos representan acciones (o tareas) que siguen rutas lógicas para implantar un objetivo amplio. Al implantar los puntos detallados de acción, se crea un efecto de dominio que lleva al logro del objetivo principal.
Cuando se trabaja sobre un objetivo amplio, un diagrama de árbol ayuda a orientar tareas específicas, es posible emplearlo para planear la implantación de una solución detallada en forma ordenada. El diagrama de árbol funciones para dividir un aspecto u objetivo más complejo.
PASOS
1. Reunir un equipo apropiado.2. Elegir la declaración de objetivo.3. Generar los encabezados de primer nivel del árbol 4. Completar el diagrama de árbol bajo cada encabezado principal 5. Revisar el diagrama de árbol terminado.
Página 61

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
FUENTE: HTTP://WWW.PROGRAMAEMPRESA.COM/EMPRESA/EMPRESA.NSF/PAGINAS/B274A80F363DE039C12570290041808D?OPENDOCUMENT
FUENTE HTTP://DGPLADES.SALUD.GOB.MX/2006/HTDOCS/HG/NUEVAS/HESTRA7.PDF
Página 62

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
FIG. 1.27 EJEMPLOS DE DIAGRAMA DE ÁRBOL
FIG. 1.28 EJEMPLOS DE DIAGRAMA DE ÁRBOL
Página 63

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama Matricial
PERSONAL
CURSO Dirección Supervisión Ingenieros Trab. De Produc.
Trab. De Mant.
Trab. De Oficina
Control Estadístico del proceso
Diseño de productos
Despliegue de funciones de Calidad
Mejora de Procesos
Eficacia de equipos
Benchmarking
Ingeniería concurrente
Medición
Visión Global Taller de trabajo
FIG. 1.29 EJEMPLO DE DIAGRAMA MATRICIAL
Los diagramas matriciales son herramientas que se emplean para revelar las correlaciones entre ideas, tares y responsabilidad y que aparecen en diversas formas matriciales, es posible emplear estas herramientas para organizar y comparar dos o más conjuntos de artículos para mostrar cuáles de ellos están relacionados, asimismo pueden mostrar la fortaleza estadística y la dirección de influencia de cada relación.
Pueden tener cualquiera de las siguientes formas: L, T, Y, X y C
PASOS
1. Reunir a un equipo apropiado2. Elegir las consideraciones clave
a. ¿Qué tipo de información se desea mostrar en la matriz?3. Elegir la forma apropiada de la matriz4. Definir los símbolos de relación a emplear y crear una leyenda5. Concluir la matriz.
Página 64

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
FUENTE: CQM PRIMER WWW.QUALITYCOUNCIL.COM FIG. 1.30 EJEMPLOS DE DIAGRAMA MATRICIAL
Página 65

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
DIAGRAMAS MATRICIALES 27
FIG. 1.31 DIAGRAMA MATRICIAL EN “L” DIAGRAMA MATRICIAL “A”
FIG. 1.32DIAGRAMA MATRICIAL EN “T” DIAGRAMA MATRICIAL EN “Y”
27 Diagramas tomados de la dirección www.fundibeq.org 28 de diciembre de 2008
Página 66

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
FIG. 1.33 DIAGRAMA MATRICIAL EN “X” DIAGRAMA MATRICIAL EN “C” TRIDIM
FIG. 1.34 APLICACIÓN EN EL DESARROLLO DEL PRODUCTO (MATRIZ DE QFD):
Página 67

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Matrices de Prioridades o prioritización
Las matrices de prioridades son herramientas para tomas decisiones. Utilizando criterios ponderados y acordados, se emplean tales herramientas para asignar prioridades a aspectos, tareas u opciones posibles. Se basan en la combinación de un diagrama de árbol y uno matricial.
Pueden ayudar a reducir el número de opciones; de modo que sea posible tomar decisiones con mayor facilidad, debido a que las matrices de prioridades proporcionan un enfoque lógico a la elección de un conjunto de opciones, son ideales para elegir un problema para que lo ataque el equipo y estrechar una lista de soluciones potenciales para un problema.
PASOS
1. Reunir un equipo apropiado.2. Establecer el objetivo principal a alcanzar y las opciones que ayuden a lograrlo.
Página 68

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3. Generar los criterios por los que se juzgarán las opciones.4. Juzgar cada criterio contra todos los demás.5. Comparar entre sí las opciones para todos los criterios retenidos.6. Compara cada opción con base en todos los criterios combinados.
Brassard28 proporciona tres tipos de matrices de prioridades:
El método del criterio analítico completo El método del criterio de consenso El método combinado de Diagrama de relaciones y Matriz
Loa criterios son prioritizados, ponderados y aplicados contra las opciones de decisión generadas, seleccionando una decisión con base en números como resultado.
28Brassard, M. (1989), The Memory jogger plus +, Methuen, Goal/QPC
Página 69

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Fuente: CQM PRIMER www.qualitycouncil.com
Fig. 1.35 Ejemplos de matrices de priorización
Página 70

Planeación de una reunión
Reservar sala de reuniones
Verificar equipo audiovisual
Efectuar los arreglos de
alimentación
Sala de reuniones no disponible
Equipo audiovisual no disponible
Banquete no disponible
Menú no disponible
Cambiar fecha de reunión
Reservar otro sitio
Rentar equipo audiovisual
Reservar otro sitio
Ordenar a otro proveedor
Solicitar un menú distinto
Ordenar otro proveedor de banquetes = Seleccionado = No factible
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Carta de Programa de Decisión de Procesos (CPDP)
Fig. 1.36 Ejemplo de diagrama de árbol y plan de contingencia CPDP - reunión
Una Carta de programa de decisión del proceso (CPDP) es una herramienta dinámica de planeación que se emplea para diagramar en forma sistemática todas las posibles cadenas de eventos para alcanzar un objetivo amplio o para implantar una solución compleja.
Se enumeran todos los eventos concebibles y una contramedida apropiada en este flujo cronológico, se emplea este método cuando existe incertidumbre en un proceso de implantación, cuando el problema u objetivo es único o desconocido.
Las Cartas de programa de decisión del proceso se clasifican por las herramientas que se emplea: CPDP “planeado por adelantado”: anticipan lo “inesperado” antes de la
implantación verdadera. Se efectúa una tormenta de ideas de todas las distintas posibilidades y se elaboran planes de contingencia con anticipación.
CPDP en tiempo real: se desarrollan alternativas durante la implantación.
La CPDP se clasifica por el formato gráfico: Gráfico: combinación de diagrama de árbol y diagrama de flujo.
Página 71

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Descripción: lista numerada de eventos y contramedidas.
Se emplea una CPDP para describir de manera sistemática una solución u objetivo complejos, otro propósito es probar teorías durante la implantación de una solución compleja.
PASOS
1. Reunir el equipo apropiado2. Elegir el flujo básico de implantación3. Elegir el formato de la carta4. Establecer el objetivo principal5. Enumerar los pasos del proceso6. Determinar contramedidas7. Evaluar las contramedidas
- Evaluar las contramedidas y marcarlas en la forma siguiente = Seleccionada = No factible
Página 72

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Fig. 1.37 Ejemplo de diagrama de árbol y plan de contingencia CPDP en general
FUENTE HTTP://SYQUE.COM/QUALITY_TOOLS/TOOLS/TOOLS12.HTM
Fig. 1.38 Ejemplo de diagrama de árbol y plan de contingencia CPDP para manufactura
Página 73

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diagrama de redes de actividades
Un diagrama de redes de actividades (también conocido como diagrama de flechas) es una técnica de administración de redes de uso generalizado para la planeación e implantación de tareas complejas, en particular las más comunes que cuentan con subtareas conocidas. Es una combinación de la Técnica de Revisión y Evaluación y Programas (PERT) y el Método de Ruta Crítica (CPM).
Se emplea el diagrama de redes de actividades para desplegar soluciones complejas con programas muy estrictos de tiempo. Identifica los pasos y subtareas y muestra el flujo de rutas simultáneas de implantación
PASOS
1. Reunir el equipo apropiado.a. Los miembros del equipo deberán conocer a fondo las tareas y subtareas
2. Identificar todas las tareas que requiere el proyecto.3. Determinar la secuencia de actividades.4. Calcular el tiempo que se requiere cada actividad.5. Calcular la ruta crítica del proyecto.6. Calcular la fecha más tardía de inicio y más temprana de conclusión de cada
subtarea.7. Calcular la holgura total.8. Diseñar el diagrama de redes de actividades.
Página 74
1 día
1 día
1 día
3 día
2 día
3 día
2 día
5 día

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
EJEMPLO: INAUGURACIÓN DE UN NUEVO RESTAURANTE
Página 75

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Fig. 1.39 Ejemplo de diagrama de flechas (PERT)
El TE de un evento representa el tiempo más breve posible en que el evento puede alcanzarse, y
se calcula sumando los tiempos t de la secuencia de actividades que conduce al mismo.
Cuando hay más de un camino que conduce a un evento, el camino que consume el mayor tiempo,
determina el tiempo más breve posible en que puede esperarse alcanzar dicho evento.
El valor TE de un evento N se calcula de la siguiente manera:
a) Se empieza con el primer evento (su TE es igual a cero), considerando sus directos sucesores
etc..., hasta llegar al último evento del proyecto. (Su TE indica el tiempo mínimo esperado para
terminar el proyecto).
b) Se identifican todos los eventos que preceden directamente al evento N.
c) Para cada uno de estos eventos se añade a su TE la duración t de la actividad que le conecta con
el evento N.
d) Se elige entre los resultados así obtenidos el mayor. Este será el único TE del evento N. Los
demás valores obtenidos son irrelevantes y no se volverán a considerar.
Página 76

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Los valores TE así obtenidos, se escribirán en el Diagrama de Flechas por encima del respectivo
evento.
El TL de un evento representa el tiempo máximo en que debe alcanzarse el evento para poder
seguir el proyecto tal y como ha sido planificado, siendo el TL del último evento el tiempo
establecido para finalizar el proyecto.
El valor TL de un evento N se calcula de la siguiente manera:
a) Se empieza con el último evento (= fin del proyecto), operando en sentido inverso hasta el
primero. El TL del último evento se considera aquí como un dato externo, ya establecido. (Deseo
del cliente, compromiso, fecha "orientativa" interna, a menudo el valor TE obtenido en el Paso 4
para el evento final del proyecto, etc...).
b) Se identifican todos los eventos sucesores del evento N.
c) Para cada uno de estos eventos se resta de su TL la duración t de la actividad que le conecta con
el evento N.
d) Se elige entre los resultados así obtenidos el menor. Este será el único TL del evento N. Los
demás valores obtenidos son irrelevantes y no se volverán a considerar.
Los valores TL así obtenidos, se escribirán en el Diagrama de Flechas debajo del respectivo evento.
La holgura de un evento es la diferencia entre el tiempo máximo permisible y el tiempo mínimo
posible para alcanzarlo.
La holgura indica entonces el margen de seguridad de tiempo de que se dispone para alcanzar este
evento, sin comprometer el plan de marcha del proyecto. La holgura de un evento puede ser
positiva, negativa o igual a cero.
El camino crítico es aquella secuencia de actividades, desde el primer evento hasta el último, en la
que los eventos disponen de la holgura mínima.
Se identificará en el Diagrama de Flechas, el camino crítico, señalando las actividades que lo
constituyen con líneas más gruesas.
Página 77

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Fig. 1.40 Determinación de la Ruta Crítica en el diagrama de flechas (PERT)
Página 78

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1.6 MÉTODOS ESTADÍSTICOS PARA LA MEJORA DE CALIDAD
Se utilizan tres métodos estadísticos principales para la mejora de la calidad y la solución de
problemas: las cartas de control, el diseño de experimentos y el muestreo estadístico, además de
las herramientas estadística para la solución de problemas en planta por grupos de trabajo o
Círculos de calidad.
Cartas de control
En 1924 WALTER SHEWHART realizó experimentos y desarrolló las Cartas de Control en la planta
telefónica Western Electric de los los Bell Labs, las cuales tienen las siguientes características:
Técnicas útiles para el monitoreo de procesos
Permiten identificar situaciones anormales en 6Ms
Sirven para prevenir la generación de defectivos
Fig. 1.41 Carta de control
LSC = Límite superior de control
LC = Línea central
LIC = Límite inferior de control
Fig. 1.4 Carta de control de Shewhart y sus límites de control
La carta de control es una técnica muy útil para el monitoreo de los procesos, cuando se presentan
variaciones anormales donde las medias o los rangos salen de los límites de control, es señal de
Página 79
0
5
10
15LCSPromedioLCIPerfil
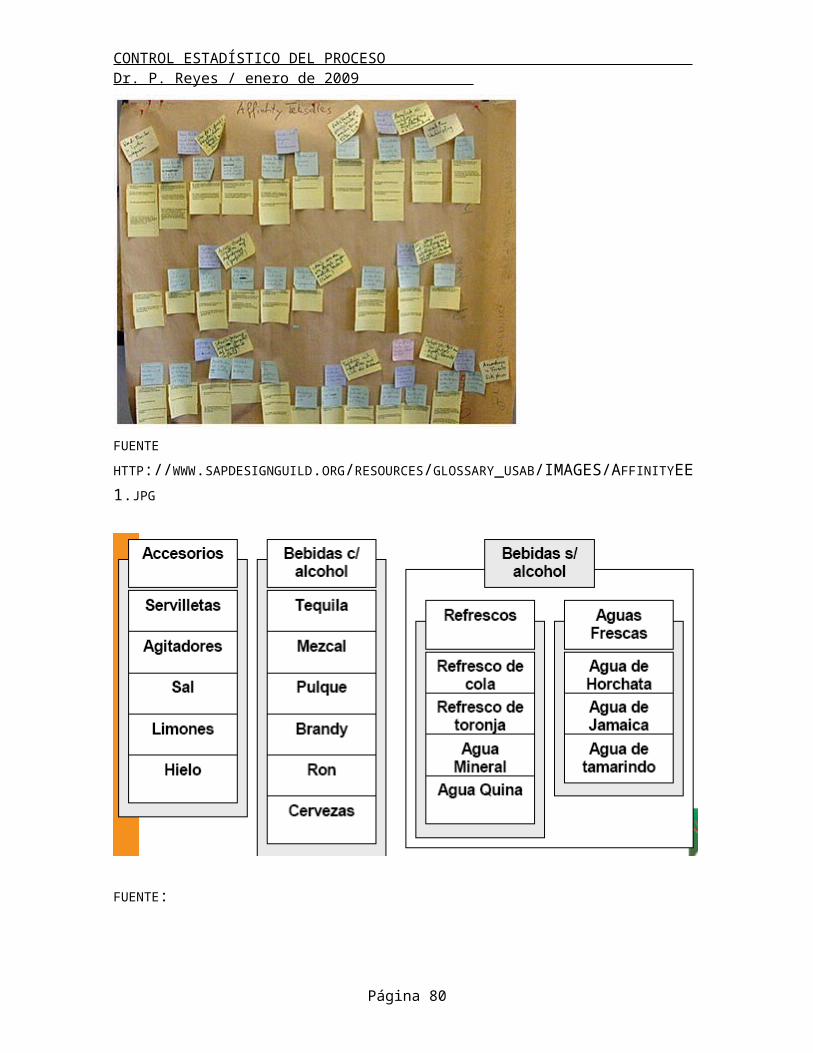
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
que se debe tomar acción para remover esa fuente de variabilidad anormal. Su uso sistemático
proporciona un excelente medio para reducir la variabilidad.
Diseño de experimentos
Un experimento diseñado es muy útil para descubrir las variables clave que tienen influencia en las
características de calidad de interés del proceso. Es un método para variar en forma sistemática
los factores controlables del proceso y determinar los efectos que tienen esos factores en los
parámetros finales del producto. Permite reducir la variabilidad en la característica de calidad y en
determinar los niveles más adecuados de los factores controlables que optimicen el desempeño
del proceso. Fisher inicia el desarrollo del diseño de experimentos en la agricultura en Inglaterra
en los años 1920’s.
ENTRADAS CONTROLABLES
X1 X2 XP
INSUMOS DEL PROCESO Y CARACT.DE CALIDAD
Materias primas,
Componentes, etc.
Z1 Z2 ZQ
ENTRADAS NO CONTROLABLES
Fig. 1.42 Proceso de producción, entradas y salidas
El principal método para diseñar experimentos es el diseño factorial, en el cual los factores son
variados de tal forma de probar todas las posibles combinaciones de los niveles de los factores.
El diseño de experimentos es una herramienta fuera de línea es decir se utiliza durante el
desarrollo de los productos o procesos, más que durante su fabricación.
Página 80
PROCESO

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Una vez que se han identificado las variables que afectan el desempeño del proceso, normalmente
es necesario modelar la relación entre estas variables y la característica de calidad de interés. Para
lo cual se puede utilizar el análisis de regresión.
El monitoreo en el proceso de las variables relevantes que afectan las características de calidad se
hace por medio de cartas de control.
Muestreo de aceptación
Está relacionado con la inspección y prueba del producto, donde se selecciona e inspecciona una
muestra aleatoria de un lote mayor, resultando en una aceptación o rechazo de ese lote mayor,
esto ocurre en la recepción de materias primas y componentes y en el producto terminado.
Tiene las siguientes ventajas:
- El costo de evaluación es menor que con la inspección al 100%
- Se puede aplicar más fácilmente cuando se trata de realizar pruebas destructivas.
- Se puede aplicar presión sobre la calidad de los lotes de proveedores ya que con una pequeña
muestra puede ser rechazado el total de us lote.
Entre sus desventajas se encuentran:
- Se pueden cometer errores al aceptar lotes defectivos, dada la probabilidad finita de
encontrar productos defectivos en la muestra.
- Si los lotes no son uniformes, el muestreo no es una técnica confiable.
- No se garantiza que los lotes aceptados estén libres de defectivos.
LOTE MUESTRA ALEATORIA
Fig. 1.43 Esquema del muestreo estadístico
Página 81

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
En 1926 HAROLD F. DODGE Y HARRY G. ROMIG, desarrollaron las técnicas de Muestreo
Estadístico.
A continuación se muestran diferentes esquemas de la aplicación del método.
a) INSPECCIÓN EN LINEA ENVIO
b) INSPECCION DE RECIBO
ENVIO
c) INSPECCION RECTIFICADORA ACEPTAR ENVIO
RECHAZO
DISPOSICIÓN DE LOTES
Fig. 1.44 Variaciones del muestreo de aceptación
El muestreo de aceptación tiende a reforzar el apego o conformancia a especificaciones pero no
tiene un efecto de retroalimentación en el proceso de producción o diseño que mejoren la calidad.
Página 82
PROCESO INSPECCION CLIENTE
PROCESO INSPECCION CLIENTE
PROCESO INSPECCIONCLIENTE
SCRAP RETRABAJO

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
En el transcurso del tiempo, las tres técnicas estadísticas anteriores han tenido la evolución
siguiente:
100%
0%
Tiempo
Fig. 1.45 Evolución de la aplicación de métodos estadísticos
1.7 ADMINISTRACIÓN POR CALIDAD TOTAL
Para que sean efectivas las herramientas estadísticas, su aplicación debe ser parte de un programa
mayor de Calidad Total (Total Quality Management en EUA, Company Wide Quality Control en
Japón, Seis Sigma de Motorola, Modelo de Dirección por Calidad de México (PNC), Malcolm
Baldrige de EUA, QS 9000, ISO TS 16949, VDA 6.1 VW, ISO 9000:2000, etc.), donde la alta dirección
lleve el liderazgo por la calidad, no funcionarán como elementos aislados.
La filosofía de Deming y Juran implica que la responsabilidad por la calidad se expande a toda la
organización, sin embargo para no caer en el error de que “la responsabilidad de todos es la de
nadie”, la calidad debe planearse.
Deming impulso el uso del CEP y los métodos estadísticos en Japón para la reducción de la
variabilidad y mejora continua de calidad, con sus 14 recomendaciones a la dirección.
Página 83
MUESTREO DEACEPTACION
CONTROL DE PROCESO
DISEÑO DE EXPERIMENTOS

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
EL CEP ES PARTE DEL SISTEMA DE CALIDADISO TS 16949 ISO 9001:2000
MEJORA CONTINUA
Cliente
Requerimientos
Satisfaccion
Responsabilidadde la Dirección
Administraciónde Recursos
Medición,análisis,mejora
Realizacióndel Producto(y/o servicio)
Producto/
ServicioEntrada Salida
Información
Información
Fig. 1.46 Modelo de gestión de calidad ISO 9000
Costos de calidad
Son costos asociados con producir, identificar, evitar o reparar productos que no cumplan
especificaciones. Normalmente se clasifican en cuatro categorías: Prevención, Apreciación, Falla
interna y Falla externa, algunos de los elementos que incluyen son los siguientes:
Costos de prevención Costos de falla interna
Planeación e Ingeniería de calidad Scrap o desperdicio
Revisión de nuevos productos Retrabajos
Diseño de productos y procesos Re-inspección
Control de proceso Análisis de falla
Entrenamiento Ineficiencias
Colección y análisis de datos de calidad Descuentos
Página 84

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Costos de apreciación Costos de falla externa
Inspección y prueba en recibo Atención de quejas
Inspección y prueba de productos Producto regresado
Materiales usados en pruebas Cargos por garantía
Mantenimiento de equipo de prueba Costos legales
Costos de prevención
Son los costos asociados con los esfuerzos de diseño y manufactura enfocados a la prevención de
defectos, de tal forma de hacer bien las cosas a la primera vez.
Costos de apreciación
Son los costos asociados con la medición, evaluación, o auditoría a productos, componentes y
materiales comprados para asegurar su conformancia a los estándares establecidos.
Costos de falla interna
Son los costos incurridos cuando los productos, componentes o materiales y servicios no cumplen
los requerimientos de calidad, y los defectos son descubiertos antes de embarcar al cliente.
Costos de falla externa
Son los costos incurridos cuando el desempeño del producto no es el adecuado una vez que lo
utiliza el cliente.
Página 85
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
2. MÉTODOS Y FILOSOFÍA DEL CONTROL ESTADÍSTICO DEL PROCESO (CEP)
Concepto de variación
Los métodos estadísticos se basan en que no existen dos productos EXACTAMENTE iguales de un
proceso de manufactura, por tanto la VARIACIÓN es inevitable, su análisis se hace con el apoyo de
la estadística.
2.1 DISTRIBUCIÓN NORMAL
Un proceso opera en condiciones normales, si tiene los materiales dentro de de especificaciones y
del mismo lote, un método consistente, un medio ambiente adecuado, el operador capacitado, y
el equipo ajustado correctamente, si se toman mediciones en alguna característica del producto,
mostrará el siguiente comportamiento:
LAS PIEZAS VARÍAN DE UNA A OTRA:
Pero ellas forman un patrón, tal que si es estable, se denomina distr. Normal
LAS DISTRIBUCIONES PUEDEN DIFERIR EN:SIZE TAMAÑO TAMAÑO
TAMAÑO TAMAÑO TAMAÑO TAMAÑO
TAMAÑO TAMAÑO TAMAÑO
UBICACIÓN DISPERSIÓN FORMA
. . . O TODA COMBINACIÓN DE ÉSTAS
Distribución gráfica de la variación – La Curva normal
Fig. 2.1 Construcción de la distribución normal
La distribución normal es una de las distribuciones más usadas e importantes. Se ha desenvuelto
como una herramienta indispensable en cualquier rama de la ciencia, la industria y el comercio.
Página 86
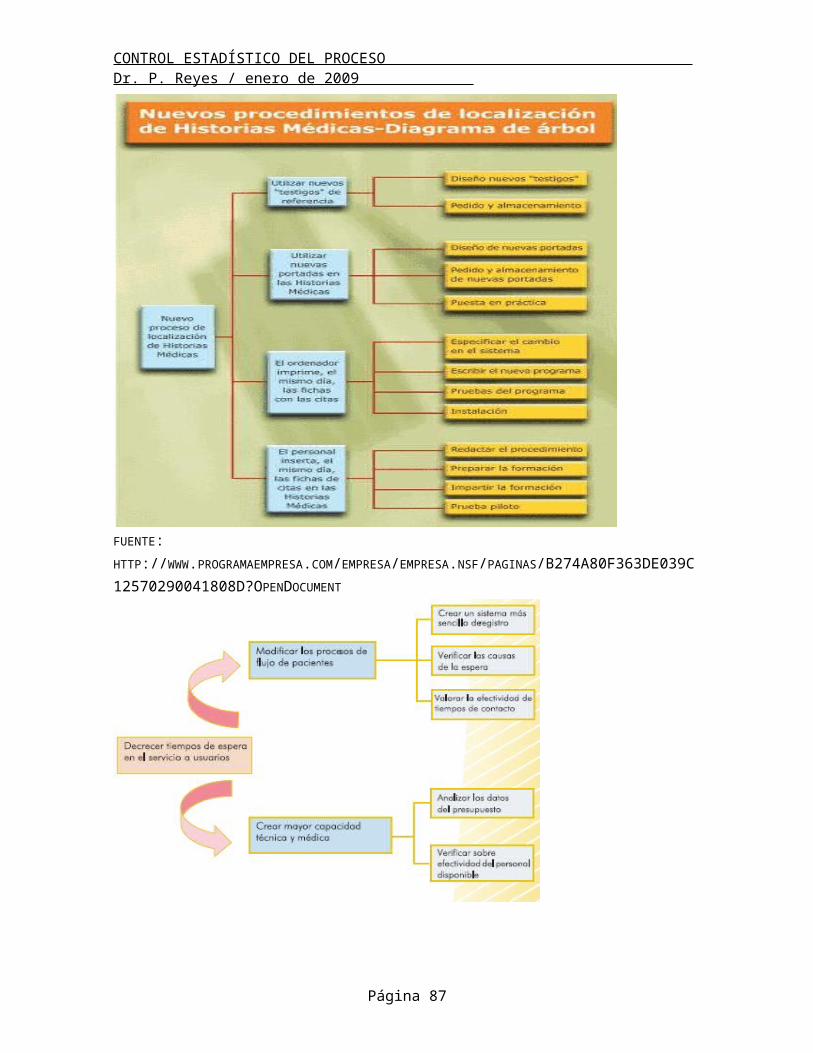
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Muchos eventos reales y naturales tienen una distribución de frecuencias cuya forma es muy
parecida a la distribución normal. La distribución normal es llamada también campana de Gauss
por su forma acampanada.
Cuando se incluyen todos los datos de un proceso o población, sus parámetros se indican con
letras griegas, tales como: promedio o media = m (mu), y desviación estándar (indicador de la
dispersión de los datos) = (sigma).
Para el caso de estadísticos de una muestra se tiene media = X y desv. est.= s.
Propiedades de la distribución normal estándar
La distribución normal estándar tiene media μ = 0 y desviación estándar =1. La media,
Mediana y Moda coinciden, son iguales y se localizan en el pico.
Fig. 2.2 Propiedades de la distribución normal
El área bajo la curva o probabilidad de menos infinito a más infinito vale 1.
La distribución normal es simétrica, la mitad de curva tiene un área de 0.5.
La escala horizontal de la curva se mide en desviaciones estándar.
La forma y la posición de una distribución normal dependen de los parámetrosμ , σ , por lo
que hay un número infinito de distribuciones normales.
Página 87
z0 1 2 3-1-2-3
z0 1 2 3-1-2-3 0 1 2 3-1-2-3
x x+ x+2 x+3x-x-2x-3 x x+ x+2 x+3x-x-2x-3XX
La desviación estándarsigma representa la distancia de la media alpunto de inflexión de la curva normal

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Curvas Normales con Medias iguales pero Desviaciones estándar diferentes
Curvas Normales con Medias iguales pero Desviaciones estándar diferentes
m
3.9 = 5.0
3.9 = 5.0
Límite inferior de especs. Límite superior de especificaciones
Fig. 2.3 Distribuciones normales con varias desv. estándar
Normales con Medias y Desviaciones estándar diferentes
Normales con Medias y Desviaciones estándar diferentes
m= 5, = 3m = 9, = 6m = 14, = 10
m= 5, = 3m = 9, = 6m = 14, = 10
LIE LSE
Fig. 2.4 Distribuciones normales con varias medias y desviaciones estándar
Página 88

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Existe una relación del porcentaje de probabilidad o área bajo la curva normal a la desviación
estándar. En la figura observamos por ejemplo que el área bajo la curva para ±1σ tiene un
porcentaje de 68.26%, ±2σ = 95.46% y ±3σ=99 .73 % .
Fig. 2.5 Área bajo la curva de Distribución normal
Lo anterior se puede calcular con la Tabla de distribución normal o con Excel (Fx
=distr.norm.estand(Z) proporciona el área desde menos infinito hasta Z).
En la tabla normal, se busca el valor de Z y se encuentra el área bajo la curva.
La primera tabla sirve para determinar el área o probabilidad que se encuentra fuera de los límites
de especificaciones. La segunda tabla proporciona valores de área bajo la curva para Z’s mayores a
cero. En cada una se muestran ejemplos de su uso.
Página 89
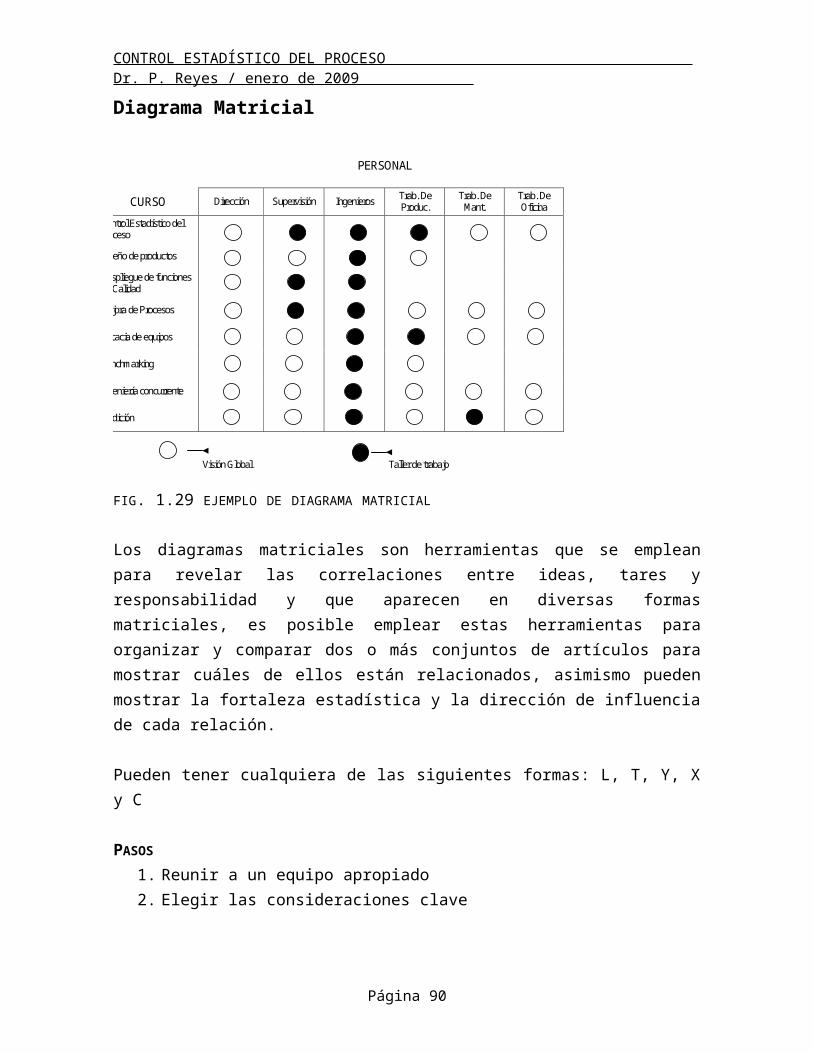
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 2.1a) Determinar el área bajo la curva de menos infinito a Z = - 1.P(Z<= -1) = 0.1587
b) Determinar el área bajo la curva de menos infinito a Z = - 2.P(Z<= - 2) = 0.0228c) Determinar el área bajo la curva entre Z >= -2. hasta Z <= -1
Página 90

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
P(- 2 <= Z<= -1) = 0.1359
Ejemplo 2.2a) Determinar el área bajo la curva de menos infinito a Z = 1.P(Z <= 1) = 0.8413
b) Determinar el área bajo la curva de menos infinito a Z = 2.P(Z <= 2) = 0.9772 8c) Determinar el área bajo la curva de menos Z = 1 a Z = 2
Página 91

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
P(1 <= Z <= 2) = 0.9772 – 0.8413 = 0.1369EJERCICIO 2.1:
¿Qué porcentaje del área bajo la curva normal estándar o probabilidad está incluido dentro de los
siguientes rangos?
a) P(1.2 <= Z <= 2.2) = P(Z <= 2.2) – P(Z <= 1.2) =
b) P(-2.1 <= Z <= -0.4) = P(Z <= - 0.4) – P(Z <= -2.1) =
c) P( -1.3 <= Z <= 2.7) = P(Z <= 2.7) – P(Z <= -1.3) =
d) P( Z >= 2.4) = P(Z <= -2.4) =
e) P( Z<=-2.9) + P(Z>= 3.1) = P(Z <= -2.9) + P(Z <= -3.1) =
f) P(Z>= 1.9) = P(Z <= -1.9) =
Estandarización de valores reales
En la práctica, se tienen valores reales de promedio diferentes de cero y con desviación estándar
diferentes de uno, para determinar la probabilidad o área bajo la curva, se determina el número
de desviaciones estándar Zσ entre algún valor X y la media de la población μ o de la muestra X
como sigue:
Z= X−μσ sí se consideran los datos completos del proceso.
Z= X−X̄s sí se consideran sólo los datos de una muestra.
Ejemplo 2.3 El departamento de personal de una empresa requiere que los solicitantes a un
puesto en cierta prueba alcancen una calificación de 500. Si las calificaciones de la prueba se
distribuyen normalmente con media μ= 485 y desviación estándar σ= 30 ¿Qué porcentaje de
los solicitantes pasará la prueba?
Calculando el valor de Z obtenemos:
Página 92

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Z= X−μσ =
500−48530
=0 .5
Buscamos el valor correspondiente Z en las tablas de distribución normal estándar o por medio de
Excel =distr.norm.estand(0.5). Z0.5 = 0.69146 = 69.146%. donde la probabilidad de que la
calificación sea menor a 500 es P (X <= 500). Dado que el porcentaje pedido es P(X≥500) la
solución es 1-0.69146 =0.3085, por tanto sólo 30.85% de los participantes pasarán la prueba.
Otra forma es tomando la Z como negativa con P(Z <= -0.5) = 0.3085.
Fig. 2.6 Área bajo la curva de Distribución normal
Ejemplo 2.4 Suponga que un proceso tiene una distribución normal dada tiene una media de 20 y
una desviación estándar de 4. Calcule la probabilidad
P (X >=24) = 1 – P(X <= 24) =
En la barra de herramientas seleccione el icono de funciones fx>Estadísticas>Distr.Norm.Estand.
OK. El sistema muestra la siguiente ventana, en la cual llenamos los siguientes datos:
Fig. 2.7 Cálculo del área bajo la curva normal sin requerir Z
Página 93
485
Z.05
30.85%

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
El resultado de la fórmula = 0.8413. , dado que esta es la probabilidad P(X¿ 24), la probabilidad
buscada es: P(X > 24) = 1 - 0.8413= 0.1587
Página 94
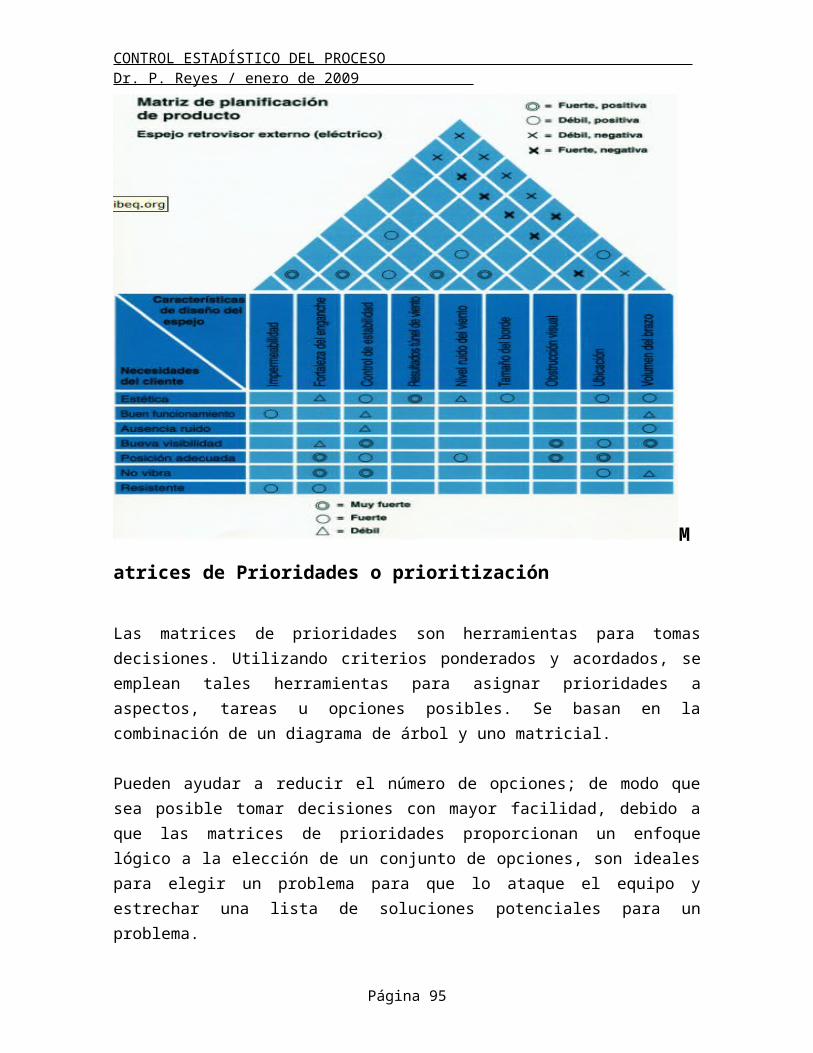
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
EJERCICIO 2.2:
Un producto tiene un peso promedio de 75 Kgs. con una desviación estándar de 10Kgs.
a) ¿Cuál es la probabilidad de que un producto pese más de 85Kgs.?
b) ¿Cuál es la probabilidad de que un producto pese menos de 55Kgs.?
c) ¿Cuál es la probabilidad de que el producto pese entre 60 y 80 Kgs.?.
d) ¿Cuál es la probabilidad de que el producto pese entre 55 y 70 Kgs.?
e) ¿Cuál es la probabilidad de que el producto pese entre 85 y 100Kgs.?
2.2 PRUEBA DE NORMALIDADPara probar normalidad de datos, se pueden utilizar los métodos de Anderson Darling o Ryan si el
tamaño de muestra es mayor a 15 y se utiliza la prueba de Kolmogorov Smirnov para 15 datos o
menos de muestra, observando la gráfica de probabilidad normal.
a) En el método de Anderson Darling o Ryan Joiner, si el valor de probabilidad P de la prueba es
mayor a 0.05, se considera que los datos son normales. Seguir los siguientes pasos:
Generar 100 datos aleatorios en Minitab con Media = 264.6 y Desviación estándar S = 32.02 con:
1. Calc > Random data > Normal
2. Generate 100 Store in columns C1 Mean 264.06 Estandar deviation 32.02 OK
Nos aseguramos que los datos se distribuyan normalmente con la prueba de Anderson Darling o
Ryan Joiner como sigue:
1. Stat > Basic statistics > Normality Test
2. Variable C1 Seleccionar Ryan Joiner test OK
El P value debe ser mayor a 0.05 para que los datos se distribuyan normalmente
Página 95

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Datos
Perc
ent
350300250200150
99.9
99
959080706050403020105
1
0.1
Mean
>0.100
269.3StDev 30.72N 100RJ 0.994P-Value
Probability Plot of DatosNormal
Fig. 2.7 Gráfica de probabilidad de un proceso normal
b) Otra opción por medio de una gráfica de probabilidad normal, se tiene:
3. Graph > Probability plot > Normal
4. Graph Variable C1
5. Distribution Normal OK
Los puntos deben quedar dentro del intervalo de confianza para indicar que es normal la
distribución.
Datos
Perc
ent
400350300250200150
99.9
99
959080706050403020105
1
0.1
Mean
0.533
269.3StDev 30.72N 100AD 0.317P-Value
Probability Plot of DatosNormal - 95% CI
Fig. 2.8 Gráfica de probabilidad normal con Int.de confianza
Página 96

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
2.3 LA CARTA DE CONTROL COMO PRUEBAS DE HIPÓTESIS
Se pueden cometer dos tipos de errores cuando se prueban hipótesis:
Error tipo I, se rechaza Ho cuando es verdadera.
Error tipo II, no se rechaza Ho cuando es falsa.
Las probabilidades de esos dos tipos de errores son:
= P(error tipo I)
= P(error tipo II)
donde la potencia de la prueba es
Potencia = 1 - = Probabilidad de rechazar correctamente Ho.
Alfa a veces se denomina riesgo del productor, denotando la probabilidad de que un lote bueno o
un proceso que produce partes aceptables en relación a una característica de calidad sea
rechazado.
Beta a veces se denomina riesgo del consumidor denotando la probabilidad de aceptar lotes de
calidad pobre, o permitiendo que un proceso continúe operando de manera insatisfactoria
respecto a una característica de calidad.
El procedimiento general para pruebas de hipótesis es especificar una probabilidad de error tipo I
o , y diseñar un procedimiento de prueba que minimice la probabilidad de error tipo II.
Conforme se incrementa el tamaño n de muestra, se reduce la probabilidad de error tipo II.
PROBABILIDAD DE ERROR TIPO II
Tomando como estadístico de prueba Zc, y asumiendo que sigue una distribución normal N(0,1).
Página 97

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Zc=(X− μ0 )/σ√n (2.6)
Para encontrar la probabilidad de error tipo II, se debe asumir que Ho es falsa y entonces hallar la
distribución de Zc. Suponiendo que la media de la distribución realmente es:
m1 = m0 + con > 0
La hipótesis alterna H1 es verdadera y bajo esta suposición, el estadístico Zc es:
Zc≈N ( δ√n
,1) BAJO H0 BAJO H1
- Z/2 0 Z/2 Zc’ = √n/σ
Fig. 2.9 La distribución de Zc bajo Ho y H1
La probabilidad del error tipo II es la probabilidad de que Zc se encuentre entre - Z/2 y Z/2 dado
que la hipótesis alterna es verdadera.
Para evaluar esta probabilidad, se evaluan F(Z/2) ) – F(-Z/2), donde F es la distribución acumulativa
normal estándar. La probabilidad de error tipo II es (funciona igual para cuando < 0):
β=Φ (Zα /2−δ √nσ )−Φ (−Z α /2−
δ √nσ )
(2.7)
Ejemplo 2.5: si los estándares especifican que la media de una lata de café es de 16.0 oz., y de
acuerdo a la experiencia se sabe que la desviación estándar del contenido es de 0.1 oz. Las
hipótesis son:
Página 98

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ho: m = 16.0
Ho: m 16.0
Asumiendo una probabilidad de error tipo I de 0.05 y tomando una muestra de 9 latas, se tiene
que el estadístico de prueba es:
Z0=( X−16 )/ 0 . 1√9
Se rechaza Ho si Zo > Z0.025 = 1,96
Suponiendo que se desea encontrar la probabilidad del error tipo II si el valor verdadero de la
media es m1 =16.1 implicando que = 16.1 – 16.0 = 0.1, se tiene:
β=Φ (Zα /2−δ √nσ )−Φ (−Z α /2−
δ √nσ )
β=Φ (1 .96− 0 .1√90 .1 )−Φ(−1 .96−0 . 1√9
0 . 1 ) = (- 1.4 ) - ( -4.96 )
= 0.1492
Es decir que la probabilidad de no rechazar Ho si la media es 16.1 oz. Es de 0.1492, o que la
potencia de la prueba es de 1 - = 1 – 0.1492 = 0.8508.
De la ecuación anterior para , se observa que es una función de n, y de , tomando como 0.05
y graficando contra d = / , se obtienen las curvas características de operación (OC).
(ver gráfica de curva OC)
En las curvas OC se observa que:
Página 99

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1. Entre mayor sea el valor de , se reduce la probabilidad de error tipo II para una n y dadas.
Es decir que la prueba detecta más fácilmente grandes diferencias.
2. Conforme se incrementa n, la probabilidad de error tipo II es más pequeño para una y
dadas. Es decir que la prueba se hace más potente si se incrementa el tamaño de muestra.
Las cartas de control fueron desarrolladas por el Dr. Walter A. Shewhart de los Bell Telephone
Labs., se denominan Cartas de Control de Shewhart y se usan para el monitoreo del proceso en
línea. A continuación se explica la teoría de variabilidad de Shewhart.
Causas comunes y causas especiales
La variabilidad natural siempre existe en cualquier proceso de producción, no importa que tan
bien diseñado esté. Esta variabilidad natural es denominada causas comunes o aleatorias de
variabilidad, un proceso que opera en estas condiciones se dice que está en control estadístico.
Existen otras fuentes de variabilidad que pueden ser causadas por máquinas, errores de
operadores o materiales defectuosos. Esta variabilidad es muy grande en relación con la
variabilidad natural y es originada por causas especiales o asignables haciendo que el proceso
opere fuera de control estadístico (ver página siguiente).
De la figura cuando el proceso está en control, la mayor parte de la producción se encuentra
dentro de los límites de control (LSC y LIC). Sin embargo cuando el proceso está fuera de control,
una gran proporción del proceso se encuentra fuera de estos límites.
El Objetivo del CEP es la detección oportuna de la ocurrencia de causas especiales para tomar
acciones correctivas antes de que se produzcan unidades defectivas o no conformes, para esto se
utilizan las cartas de control en línea, permitiendo también la estimación de la capacidad o
habilidad del proceso y la reducción continua de la variabilidad hasta donde sea posible.
Página 100

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
2.4 BASES ESTADÍSTICAS DE LAS CARTAS DE CONTROL
Una carta típica representando un proceso en control estadístico se muestra a continuación.
Contiene una línea central que representa el valor promedio de la característica de calidad
correspondiente al estado “en control” y dos líneas adicionales llamadas límites inferior y superior
de control (LIC y LSC), los cuales se seleccionan de tal forma que casi la totalidad de los puntos se
encuentren dentro de ellos, si esto ocurre no se requiere tomar ninguna acción.
LSC
LC
LIC Tiempo
Fig. 2.10 Carta de control de Shewhart
Un punto que se encuentre fuera de los lÍmites de control mostrará evidencia que el proceso está
fuera de control y será necesario una investigación de la causa especial y la acción correctiva
necesaria para eliminarla. También se tendrá un alto riesgo de situación fuera de control si los
puntos se agrupan es forma sistemática dentro de los límites de control o muestran una
tendencia.
Por ejemplo, la carta de control de medias prueba la hipótesis de que la media del proceso está en
control y tiene un valor m0 si un valor de media muestral X i cae dentro de los límites de control;
de otra forma se concluye que el proceso está fuera de control y que la media del proceso tiene un
valor diferente del de m0, por decir m1, donde m1 m0.
Se puede decir que las probabilidades de los errores tipo I y tipo II de la carta de control, son
esquemas de prueba de hipótesis para analizar el desempeño de las cartas de control.
Página 101

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La probabilidad del error tipo I de la carta de control se presenta cuando se concluye que el
proceso está fuera de control cuando en realidad no lo está.
La probabilidad de error tipo II de la carta de control se presenta cuando se concluye que el
proceso está en control cuando en realidad está fuera de control. La curva característica de
operación (OC), con en el eje vertical, indica la capacidad de la carta para detectar corridas de la
media o rango del proceso de diferentes magnitudes.
Ejemplo 2.6: Para el caso de pistones, evaluando la característica de calidad de diámetro interno
del anillo. Si la media del proceso es 74 y la desviación estándar es de 0.01mm, con un tamaño de
muestra de n=5, se tiene:
La desviación estándar de las medias es:
σ X=
σ√n=. 01√5=0 . 0045
Asumiendo que el proceso está en control y de acuerdo al teorema del límite central se asume que
las medias X i se distribuyen normalmente, se debe espera que el 100(1- )% se encuentren entre
74 Z/2 (0.0045).
Si se escoge arbitrariamente a Z/2 = 3, se obtienen los límites de control a “3 sigma”:
LSC = 74 + 3 (0.0045) = 74.0135
LIC = 74 – 3 (0.0045) = 73.9865
74.0135
74
74.9865 Tiempo
Fig. 2.11 Carta de Control típica
Página 102

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
El ancho de los límites de control es inversamente proporcional al tamaño de muestra n, para un
múltiplo de sigma dado, La selección de los límites de control es equivalente a preparar la región
crítica para probar la hipótesis en el tiempo:
H0 : m = 74
H1 : m 74
Con = 0.01 conocida.
Se puede definir un modelo general para una carta de control, si w es un estadístico muestral que
mide alguna característica de calidad de interés y asumiendo que su media es mw con desviación
estándar w se tiene:
LSC = mw + Lw (2.8)
LC = mw
LIC = mw - Lw
Donde L es la distancia de los límites de control a partir de la línea central expresada en
unidades de desviación estándar.
El uso más importante de la carta de control es la mejora del proceso, a través de su monitoreo, al
principio se observará que los procesos no están en control estadístico, sin embargo con las cartas
de control se podrán identificar causas especiales que al ser eliminadas, resulten en una reducción
de la variabilidad mejorando el proceso.
Página 103

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
DISTRIBUCION DISTRIBUCION COMPORTAMIENTO DEL PROCESODE LOS VALORES DE LAS MEDIAS LSC = 74.0135, LC = 74, LIC = 73.9865
INDIVIDUALES =.01 σ X=0 . 0045
Fig. 2.12 Comparación de la variabilidad de la población y la de las medias y operación de la carta
de control
El proceso de mejora usando la carta de control requiere la acción de la supervisión, operador e
ingeniería, la carta de control sólo detecta causas especiales o asignables.
Para identificar y eliminar las causas asignables, es importante encontrar las causas raíz del
problema y atacarlas para lo cual se puede utilizar el Plan de acción para situaciones fuera de
control OCAP, activado con la ocurrencia de cada evento. Incluye Puntos de chequeo que son
causas potenciales asignables y terminadores que son las acciones que resuelven la situación fuera
de control. Este documento OCAP es un documento vivo que debe ser actualizado
constantemente.
ENTRADA PROCESO SALIDA
SISTEMA DE
EVALUACIÓN
Verificación Detección de causay seguimiento asignable
Implantar Identificar causaAcción raíz del problemaCorrectiva
Fig. 2.13 PROCESO DE MEJORA USANDO LA CARTA DE CONTROL
Página 104

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La carta de control es un dispositivo de estimación de parámetros del proceso una vez que exhibe
control estadístico, se puede estimar la media, varianza, proporción, etc. que pueden ser utilizados
para determinar la capacidad de los procesos para producir productos aceptables, base de
decisiones gerenciales y contractuales.
Las cartas de control pueden ser clasificadas en dos clases: por atributos y por variables
dependiendo de cómo se evalúe la característica de calidad.
Si la característica de calidad se puede evaluar y expresar como un número real en alguna escala
de medición continua, se denomina una variable. En tales casos se utilizan cartas de control de
medias, que describan la tendencia central y cartas de control basadas en rango o desviación
estándar para controlar la variabilidad del proceso.
Muchas características de calidad no pueden ser medidas en una escala continua, en esos casos se
puede juzgar cada producto como conforme o como no conforme sobre la base de que posea o no
ciertos atributos, o se pueden contar el número de no conformidades o defectos que aparecen en
una unidad de producto. Las cartas de control para tales características de calidad, se denominan
cartas de control por atributos.
Un factor importante en la aplicación de cartas de control es su diseño, es decir la selección de
tamaño de muestra, límites de control y frecuencia de muestreo. Para la carta de control por
variables del ejemplo se utilizó una muestra de 5 partes, límites de control a 3-sigma y una
frecuencia de muestreo cada hora.
Si se incrementa el tamaño de muestra, decrece la probabilidad del error tipo II, aunque el diseño
de la carta de control también debe tomar consideraciones económicas considerando los costos
de muestreo, pérdidas por fabricar productos defectuosos y costo de investigar indicaciones fuera
de control que son “falsas alarmas”.
Otra consideración en el uso de cartas de control es el tipo de variabilidad exhibida por el proceso:
Página 105

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1. Procesos estacionarios: los datos del proceso varían alrededor de una media fija de una manera
fija y estable. Es decir se tiene un proceso en control de acuerdo a Shewhart es el área de
aplicación de las cartas de control más efectivo.
2. Procesos con datos no correlacionados: las observaciones dan la apariencia de haberse
extraído de una población estable (normal u otra), en análisis de series de tiempo se denomina
“ruido blanco”. En este caso los datos pasados históricos no dicen nada en relación a predecir su
comportamiento futuro.
3. Procesos estacionarios con datos correlacionados: las observaciones sucesivas de en estos
datos son dependientes; es decir un valor por arriba de la media tiende a ser seguido por otro
valor arriba de la media y viceversa, esto produce corridas lentas y largas en algún lado de la
media.
4. Procesos no estacionarios: ocurren en los procesos químicos e industrias de proceso, los
procesos son muy inestables y tienen corridas inestables alrededor de una media fija. En estos
casos se estabiliza el desempeño de los procesos por medio de control automático por
retroalimentación.
Las cartas de control han sido muy populares por las siguientes razones:
1. Son una herramienta probada para mejorar la productividad. Su aplicación exitosa ayuda a
reducir desperdicios y retrabajos, que son factores que reducen la productividad (productos
buenos por hora).
2. Son efectivas como herramientas de prevención de defectos. Apoyan el concepto de hacerlo
bien a la primera vez, es más costoso seleccionar productos buenos en un lote con productos
defectuosos, que fabricarlos bien desde el principio.
3. Evitan que se hagan ajustes innecesarios en el proceso. Apoyan el concepto de “si no esta mal,
no lo arregles”, ya que identifican las causas comunes de las especiales, evitan que se hagan
ajustes cuando sólo se están teniendo variaciones aleatorias en el proceso.
4. Proporcionan información de diagnóstico. Proporcionan un patrón de puntos que permite la
toma de decisiones para la mejora del proceso, al operador o al ingeniero experimentado.
Página 106

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5. Proporcionan información acerca de la capacidad o habilidad del proceso. Proporcionan
información acerca de los parámetros importantes del proceso y de su estabilidad con el
tiempo, permitiendo la estimación de la capacidad del proceso para producir dentro de
especificaciones.
SELECCIÓN DE LOS LÍMITES DE CONTROL
Abriendo los límites de control decrece riesgo de error tipo I (falsa alarma) sin embargo se
incrementa el riego de error tipo II y viceversa. Con límites de control de 3-sigma la probabilidad
de error tipo I es de 0.0027. Si se selecciona el nivel de riesgo de error tipo I en 0.002 o 0.001 en
cada lado, se tienen los límites de control a una distancia de 3.09-sigmas y los límites de control
serán:
LSC = 74 + 3.09 (0.0045) = 74.0139
LIC = 74 – 3.09 (0.0045) = 73.9861
Estos límites de control se denominan límites probabilísticos a 0.001. A continuación se presenta
una comparación entre límites.
+3.09 +3.0
LC
-3.00 -3.09
Fig. 2.14 Límites de control de Shewhart y Europeos
Los límites de control a 0.001 se utilizan en países europeos.
Algunos analistas sugieren el uso de límites preventivos trazados a 2-sigmas de la línea central,
para el caso de límites de control a 3-sigmas y a 0.025 de probabilidad para límites de control a
0.001. Estos límites aumentan la sensibilidad de la carta de control para identificar corrimientos de
la media del proceso, en forma más rápida. Si un punto cae fuera de los límites preventivos, Una
Página 107

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
desventaja es que crean confusión con el personal y se incrementa el riesgo de error tipo I (falsas
alarmas).
Tamaño de muestra y frecuencia de muestreo
Al diseñar una carta de control, se debe especificar tanto el tamaño de muestra como la
frecuencia de muestreo, tamaños de muestra grandes permiten detectar pequeñas corridas en la
media del proceso como se observa en las curvas características de operación.
Para la frecuencia de muestreo, la práctica industrial sugiere tomar muestras pequeñas
frecuentes, principalmente en producción masiva o cuando existe la posibilidad de que existan
muchas causas especiales, actualmente con las computadoras esto es cada vez más fácil.
Otra forma de determinar la frecuencia de muestreo y el tamaño de muestra, es a través de la
longitud media de racha de la carta de control (ARL), que es el número de puntos que deben ser
graficados antes de que un punto indique una condición fuera de control.
ARL= 1p (2.9)
donde p es la probabilidad de que un punto exceda los límites de control. Para el caso de 3-sigma
p=0.0027 y el ARL0 = 370. Es decir que si el proceso está en control, se generará un punto fuera de
control como falsa alarma cada 370 puntos.
Si se toman muestras en intervalos fijos de tiempo en horas (h), entonces aparecerá una falsa
alarma cada tiempo promedio de indicación (ATS) en horas.
ATS=ARLh (2.10)
En el ejemplo si se toman muestras cada hora, se genera una falsa alarma cada 370 horas.
Página 108

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Para evaluar que tan efectiva es la carta para detectar corrimientos en la media del proceso, se
utilizan las curvas características de operación. Por ejemplo, si n=5 y la media se corre de
74.015mm, la probabilidad de que un punto caiga dentro de los límites de control es
aproximadamente 0.50, por tanto utilizando p=0.50, se puede calcular el ARL1 para una situación
fuera de control como sigue:
ARL1=1p= 1
0 . 5=2
Esto significa que el proceso requiere 2 muestras antes de detectar el corrimiento. Si el muestreo
se hace cada hora, el ATS = 2 h, si esto fuera inaceptable, se podrían tomar muestras más
frecuentes por ejemplo cada media hora o incrementar el tamaño de muestra. Si n=10, de la curva
característica de operación se observa que p=0.9 y el ARL1 = 1.11 y el ATS = 1.11 h, lo cual puede
ser más aceptable.
En resumen las dos alternativas siguientes dan un resultado similar:
Diseño 1 Diseño 2
n = 5 n = 10
Frec. Cada ½ hora Frec. cada hora.
Las muestras se toman de manera más frecuente a la ocurrencia de cambios en el proceso
registrados en bitácoras (cambio de turno, cambio de materiales, ajustes, fallas, etc.), con objeto
de detectar las causas de situaciones fuera de control.
Subgrupos racionales
La idea fundamental en las cartas de control es colectar los datos de la muestra de acuerdo al
concepto de subgrupo racional es decir que el subgrupo debe seleccionarse de tal forma que si
están presentes causas asignables, la diferencia entre los subgrupos sea maximizada, minimizando
la diferencia dentro del subgrupo.
Página 109

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
El tiempo en que se tomen las muestras es una buena base para formar subgrupos, evitando que
algunas observaciones se tomen al final de un turno y las restantes al inicio del siguiente ya que
ocasiona diferencias dentro del subgrupo.
Por lo anterior se recomienda tomar productos consecutivos de producción para formar la
muestra (cuyo tamaño puede ser entre 4 y 6), minimizando diferencias dentro del subgrupo. En
algunos procesos como los químicos, es suficiente tomar una sola unidad de producto como
muestra, dado que existe homogeneidad.
Análisis de patrones en cartas de control
Una carta de control indicará una condición fuera de control cuando uno o más puntos caigan más
allá de los límites de control o cuando los puntos graficados formen un patrón no aleatorio de
comportamiento.
En general una racha o corrida es una secuencia de observaciones del mismo tipo. Además de las
corridas ascendentes o descendentes, se encuentran las que están por debajo o sobre la media.
Dado que una corrida de 8 o más puntos tiene una probabilidad de ocurrencia muy baja, se
considera que una racha o corrida con una longitud de 8 puntos indica una condición fuera de
control.
Fig. 2.15 Proceso fuera de control por tendencias o corridas
Otro patrón de inestabilidad se presenta cuando el comportamiento del proceso muestra patrones
cíclicos.
Página 110

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Para reconocer un patrón de comportamiento no sólo se requiere conocer las técnicas
estadísticas, sino también es necesario tener un conocimiento profundo del proceso.
En el libro de la Western Electric (1956) se recomiendan las reglas siguientes para detectar
patrones no aleatorios en las cartas de control:
1. Un punto fuera de los límites de control de 3-sigma.
2. Dos de tres puntos consecutivos sobre los límites preventivos a 2-sigma.
3. Cuatro de cinco puntos consecutivos que se encuentren a una distancia de 1-sigma o más allá
a partir de la línea central.
4. Ocho puntos consecutivos graficados hacia un lado de la línea central.
Algunas reglas adicionales recomendadas por la industria son:
5. Siete puntos formando una tendencia creciente o decreciente.
6. Quince puntos consecutivos encontrados entre más menos 1-sigma de la línea central
(adhesión a la media).
7. Catorce puntos en un renglón alternándose arriba y abajo.
8. Siete puntos que se encuentren más allá de 1-sigma de la línea central.
9. Un patrón no usual o no aleatorio de datos.
10. Uno o más puntos cerca de los límites preventivos.
Debe tenerse cuidado de no exagerar en la aplicación de las reglas ya que se pueden tener muchas
falsas alarmas quitándole efectividad al programa del CEP.
2.5 IMPLEMENTACIÓN DEL CEP
El CEP proporciona un retorno sobre la inversión apreciable cuando se implanta exitosamente, ya
que permite la mejora continua a través de la reducción de la variabilidad. Las cartas de control
son una herramienta importante para esta mejora.
Página 111

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
El CEP no sirve si se implanta y después no se mantiene, ya que la mejora continua debe ser parte
de la cultura de la organización.
Para su implantación es necesario el liderazgo gerencia y el trabajo en equipo, así como evaluar los
avances y comunicarlos a la organización, lo cual puede motivar a mejorar otros procesos.
Los elementos recomendados para un programa de CEP exitoso son:
1. Liderazgo gerencial
2. Un enfoque de grupo de trabajo
3. Educación y entrenamiento de empleados en todos los niveles
4. Énfasis en la mejora continua
5. Un mecanismo para reconocer el éxito y comunicación hacia la organización.
Página 112

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3. CARTAS DE CONTROL POR VARIABLES
3.1 INTRODUCCIÓN
Una característica que se mide en una escala numérica se denomina una variable. Por ejemplo
temperaturas, dimensiones, volumen, tiempo, etc. Las cartas de control de X−R son
ampliamente utilizadas para monitorear la media y la variabilidad de las variables, con objeto de
evitar o minimizar que se tengan productos fuera de especificaciones y estabilizar los procesos.
LIE MEDIA LSE LIE MEDIA LSE LIE MEDIA LSE
MEDIA Y DESV. ESTANDAR MEDIA CORRIDA DESVIACION ESTANDAREN NIVELES NORMALES MAYOR A LA REQUERIDA
Fig. 3.1 Estados posibles de un proceso en control
3.2 CARTAS DE CONTROL DE MEDIAS-RANGOS
Asumiendo que una característica de calidad está distribuida normalmente con media m y
desviación estándar ambas conocidas. Si x1, x2, .... xn forman una muestra de tamaño n entonces
se puede calcular la media de la muestra X .
Ahora como las medias de las muestras están normalmente distribuidas con media μX i = / √n
, y siendo que la probabilidad 1- de que cualquier media muestral caerá entre los límites:
Página 113

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
μ+Zα /2σ X=μ+Zα /2σ√n (3.1)
y
μ−Zα /2σ X=μ−Zα /2σ√n
Lo anterior será válido aún si la distribución de la población no es normal pero si estable.
En la práctica los límites de control se estiman a partir de 20 o 25 muestras preliminares o
subgrupos, el tamaño de subgrupo es de 4, 5 o 6 normalmente. Si se tienen m subgrupos, la gran
media se calcula como sigue:
¯̄X=∑i=1
m
X i
m (3.2)
Representa la línea central de la carta de medias.
Para estimar la del proceso, se pueden utilizar los rangos de los subgrupos, para cada uno de los
subgrupos el rango es calculado como:
R = xmax – xmin (3.3)
Si R1, R2, ....., Rm , son los rangos de los diferentes subgrupos, el rango promedio es:
R=∑i=1
m
Ri
m (3.4)
Página 114

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
DESARROLLO DE LA FORMULA PARA LOS LÍMITES DE CONTROL
La variable W de rango relativo relaciona al rango con la desviación estándar como sigue:
W = R / (3.5)
Los parámetros de la distribución de W son función de n. La media de W es d2. Por tanto un
estimador de es R / d2 , donde d2 está tabulado para diferentes valores de n, de esta forma si R
es el rango promedio de las primeras muestras, usando:
σ= Rd2 (3.6)
Los límites de control de la carta de medias son:
LSC=X+ 3 Rd2√n Límite superior de control (LSC)
LIC=X− 3 Rd2√n Límite inferior de control (LIC) (3.7)
X Línea central (LC)
Si de define a A2=
3 Rd2√n se tienen las ecuaciones siguientes:
LSC = X + A2R (3.8)
LIC = X - A2R
El valor de A2 se encuentra tabulado en una tabla de constantes.
Página 115

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Para el caso de los rangos, la línea central es R . El estimador para R puede hallarse de la
distribución del rango relativo W = R / , si la desviación estándar de W es d3 en función de n, se
tiene:
R = W (3.9)
La desviación estándar de R es:
R = d3
Como es desconocida, se puede estimar de = R / d2, resultando:
σ R=d3Rd2 (3.10)
De esta forma los límites de control para el rango son:
LSC = R + 3σ R = R + 3d3
Rd2 = R [ 1+ 3
d3
d2 ] = D4R (3.11)
LIC = R - 3σ R = R - 3d3
Rd2 =R [ 1- 3
d3
d2 ] = D3R
Donde las constantes A2 , d2 D3 y D4 se encuentran tabuladas en función de n para facilitar el
cálculo de los límites de control como sigue:
Tabla 3.1 Constantes para límites de control en cartas X-R
n A2 D3 D4 d2
2 1.88 0 3.267 1.1283 1.023 0 2.574 1.6934 0.072 0 2.282 2.0595 0.577 0 2.115 2.3266 0.483 0 2.004 2.5347 0.419 0.076 1.924 2.7048 0.373 0.136 1.864 2.8479 0.337 0.184 1.816 2.97
10 0.308 0.223 1.777 3.078
Para valores pequeños de n, el rango es un buen estimador de la varianza tal como lo hace la
varianza de la muestra S2. La eficiencia relativa del método del rango a la S2 se muestra abajo:
Página 116

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Eficiencian Relativa2 1.000
3 0.992
4 0.975
5 0.955
6 0.930
10 0.850
Para n >= 10 el rango pierde eficiencia rápidamente ya que ignora los valores intermedios entre
xmax y xmin sin embargo para valores pequeños de n (4,5 o 6) empleados en las cartas de control, es
adecuado. Para cuando n>10 se utiliza la desviación estándar en vez del rango.
EQUIPO DE MEDICIÓN
La resolución del equipo debe ser de al menos 1/10 de la tolerancia y debe tener habilidad para
realizar la medición con un error por Repetibilidad y Reproducibilidad (R&R) menor al 10% (ver
procedimiento de estudios R&R).
LIMITES PRELIMINARES
Siempre que un proceso este siendo analizado a través de una carta de control, es muy importante
llevar una bitácora registrando todos los cambios (tiempo y descripción) conforme ocurran, por
ejemplo: cambio de turno, cambio de materiales, ajuste de máquina, interrupción de energía,
arranque de máquina, etc. Con objeto de identificar las causas asignables en caso de presentarse
para la toma de acciones correctivas.
Al iniciar una carta de control tomando m subgrupos (20 a 25) se calculan y grafican los límites de
control preliminares para determinar si el proceso estuvo en control (ver procedimiento de
Gráficas de Control). Para probar esta hipótesis, se analizan todos los puntos graficados y se hace
un análisis para identificar si hay puntos fuera de los límites de control o patrones anormales de
comportamiento, si así fuera, los límites de control preliminares se pueden utilizar para el control
futuro del proceso.
Página 117

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Si no se prueba la hipótesis de que el proceso está en control, por algún patrón de anormalidad
presente, se determina la causa especial de la anormalidad, se toman acciones correctiva para que
no vuelva a presentar, se eliminan los puntos correspondientes al patrón de anormalidad y se re-
calculan o revisan los límites de control. Se analiza la carta de control para observar un
comportamiento aleatorio, si aun no se tiene, se repite el proceso anterior hasta lograrlo. Una vez
teniendo todos los puntos en control, los nuevos límites de control más cerrados que los
originales se utilizan para el control futuro del proceso.
Cuando no sea posible encontrar causas especiales para los patrones de anormalidad o puntos
fuera de control, no se eliminan y se consideran para la determinación de los límites de control
revisados para el control futuro del proceso.
Interpretación de cartas de control X−R
Se debe iniciar con la interpretación de la carta R, identificando causas especiales y después
analizar la carta X . Además de la situación de un punto fuera de control, se tienen otros
patrones de anormalidad como los siguientes:
Patrones cíclicos: Puede ser ocasionado por cambios ambientales, fatiga del operador, o
fluctuaciones en las presiones u otras variables del proceso.
LSC
LC
LIC
Fig. 3.2 Patrón de anormalidad cíclico
Mezclas de lotes: Se presenta cuando los puntos graficados se localizan cerca o fuera de los límites
de control, con muy pocos puntos cerca de la línea central, puede ser causada por un sobre
control de los operadores sobre el proceso o cuando se toman productos de varias fuentes con
diferente media.
Página 118

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSC
LC
LIC
Fig. 3.3 Patrón de anormalidad con mezcla de lotes
Corrimiento en la media del proceso. Esto puede ser generado por un cambio en métodos,
operadores, materias primas, métodos de inspección, etc.
LSC
LC
LIC
Fig. 3.4 Patrón de anormalidad con corrimiento en media
Una tendencia ascendente o descendente: Son causadas por deterioración gradual de
herramientas u otro componente crítico del proceso, en los procesos químicos puede deberse a la
separación de algún componente.
LSC
LC
LIC
Fig. 3.5 Patrón de anormalidad de tendencia ascendente
Página 119

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Estratificación: Se muestra como una adhesión a la media, puede ser causado por límites mal
calculados, tomar piezas de procesos diferentes o falta de resolución del equipo de medición.
LSC
LC
LIC
Fig. 3.6 Patrón de anormalidad de “estratificación”
Por lo general la carta R es más sensible a cambios en la normalidad de los procesos, por ejemplo
cuando n = 4 el error tipo I no es 0.00027 sino 0.00461.
En resumen los patrones de anormalidad más comunes son:
- Un punto fuera de los límites de control
- Siete puntos formando una tendencia ascendente o descendente
- Dos de tres puntos a más de dos sigma de la línea central en el mismo lado
- Cuatro de cinco puntos a más de una sigma de la línea central del mismo lado.
- Siete puntos en secuencia sobre o bajo la línea central
- Catorce puntos alternándose arriba y debajo de la media
- Quince puntos dentro de una sigma de la línea central en ambos lados
- Cualquier otro patrón de anormalidad
Ejemplo 3.1 Para el caso de anillos de pistones de automóvil, se desea establecer un control
estadístico para el diámetro interno de los anillos, a través de una carta de medias-rangos. Se
toman 25 subgrupos de 5 piezas cada uno.
El análisis se inicia con la carta R ya que los límites para la carta X dependen de la variabilidad del
proceso, y a menos que esta variabilidad se encuentre en control, esos límites tendrán poco
significado.
Página 120
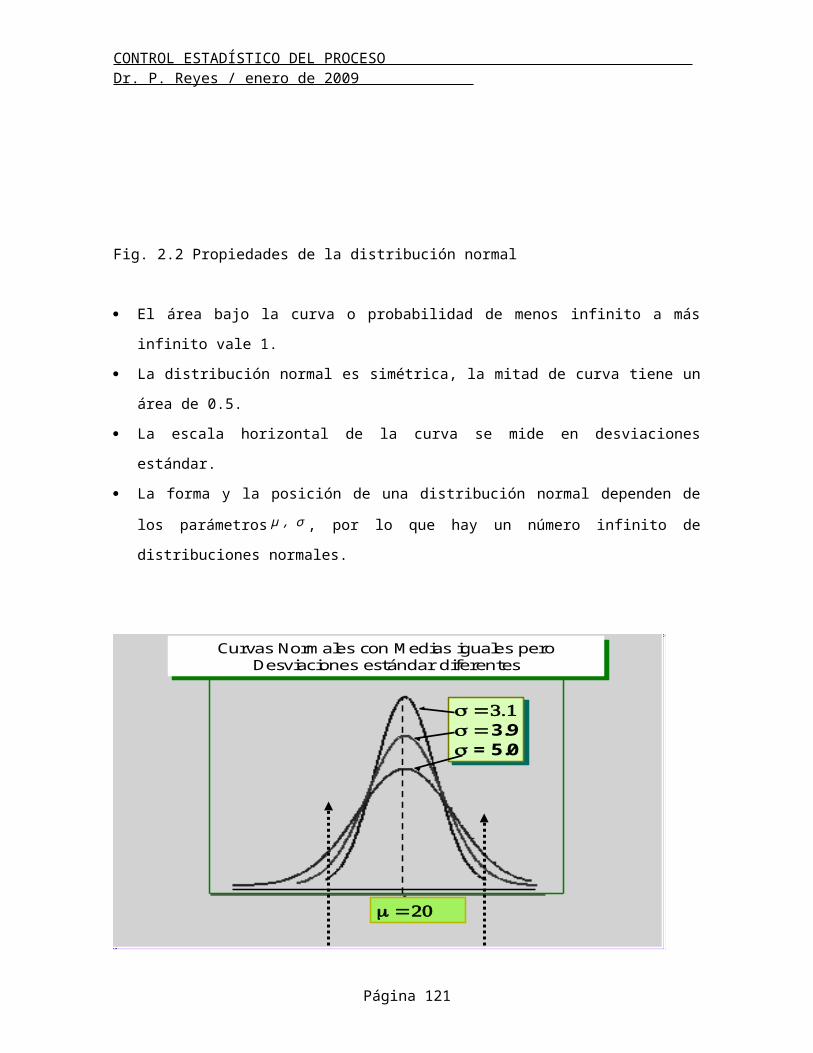
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
De las cartas de control se calcula un rango promedio R de 0.023mm (ver tabla de constantes
para D3 y D4 con n=5):
LICR = R D3 = 0.023 (0) = 0
LSCR = R D4 = 0.023 (2.115) = 0.049
Si la carta de control para R se encuentra en control estadístico, se puede ahora calcular los límites
para la carta X donde la línea central X es 74.001 (ver tabla de constantes para obtener el
valor de A2 con n=5).
LSC = X + A2R = 74.001 + (0.577) (0.0023) = 74.014
LIC = X - A2R = 74.001 - (0.577) (0.0023) = 73.988
Si no se observan condiciones fuera de control en la carta X . Si ambas cartas están en
control, se puede concluir que el proceso está en control y se pueden adoptar los límites actuales
para el control futuro del proceso.
Ejemplo 3.2: Se toman datos de la dimensión crítica de una parte, con el proceso corriendo
normalmente, en 25 subgrupos de tamaño n=5, uno cada hora:
X11 X12 X13 X14 X15 Medias Rangos Desv. Est.138.1 110.8 138.7 137.4 125.4 130.1 27.9 12.1149.3 142.1 105.0 134.0 92.3 124.5 57.0 24.7115.9 135.6 124.2 155.0 117.4 129.6 39.1 16.2118.5 116.5 130.2 122.6 100.2 117.6 30.0 11.1108.2 123.8 117.1 142.4 150.9 128.5 42.7 17.7102.8 112.0 135.0 135.0 145.8 126.1 43.0 17.9120.4 84.3 112.8 118.5 119.3 111.1 36.1 15.2132.7 151.1 124.0 123.9 105.1 127.4 46.0 16.7136.4 126.2 154.7 127.1 173.2 143.5 47.0 20.2135.0 115.4 149.1 138.3 130.4 133.6 33.7 12.3139.6 127.9 151.1 143.7 110.5 134.6 40.6 15.9125.3 160.2 130.4 152.4 165.1 146.7 39.8 17.9145.7 101.8 149.5 113.3 151.8 132.4 50.0 23.2
Página 121

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
138.6 139.0 131.9 140.2 141.1 138.2 9.2 3.6110.1 114.6 165.1 113.8 139.6 128.6 55.0 23.5145.2 101.0 154.6 120.2 117.3 127.7 53.6 21.8125.9 135.3 121.5 147.9 105.0 127.1 42.9 16.0129.7 97.3 130.5 109.0 150.5 123.4 53.2 20.7123.4 150.0 161.6 148.4 154.2 147.5 38.2 14.4144.8 138.3 119.6 151.8 142.7 139.4 32.2 12.1
Los cálculos y gráficas se hicieron utilizando
el paquete MINITAB y se muestran a continuación.
Las cartas de control quedan como sigue:
191715131197531
150
140
130
120
110
Sample
Sam
ple
Mea
n
__X=130.88
UCL=154.45
LCL=107.31
191715131197531
80
60
40
20
0
Sample
Sam
ple
Rang
e
_R=40.86
UCL=86.40
LCL=0
Xbar-R Chart of X11, ..., X15
Fig. 3.7 Cartas de control iniciales
El proceso se observa en control estadístico, con estos límites de control calculados, se continúa
corriendo el proceso para otros 10 datos con el comportamiento siguiente:
X11 X12 X13 X14 X15 Medias Rangos Desv. Est.131.0 184.8 182.2 143.3 212.8 170.82 81.8 33.2801181.3 193.2 180.7 169.1 174.3 179.72 24.1 9.0461
Página 122

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
154.8 170.2 168.4 202.7 174.4 174.1 47.9 17.5943157.5 154.2 169.1 142.2 161.9 156.98 26.9 9.9693216.3 174.3 166.2 155.5 184.3 179.32 60.8 23.222186.9 180.2 149.2 175.2 185.0 175.3 37.7 15.2797167.8 143.9 157.5 171.8 194.9 167.18 51 18.8798178.2 186.7 142.4 159.4 167.6 166.86 44.3 17.1516162.6 143.6 132.8 168.9 177.2 157.02 44.4 18.3454172.1 191.7 203.4 150.4 196.3 182.78 53 21.5062
28252219161310741
180
165
150
135
120
Sample
Sam
ple
Mea
n
__X=144.26
UCL=169.04
LCL=119.47
28252219161310741
80
60
40
20
0
Sample
Sam
ple
Rang
e
_R=43.0
UCL=90.9
LCL=0
11
11
11
11
Xbar-R Chart of X11, ..., X15
Fig. 3.8 Cartas de control con 10 puntos adicionales del proceso
Suponiendo que se identificaron las causas asignables responsables de los puntos fuera de control
identificados en la carta de medias y que se hicieron ajustes al proceso para corregirlo, se tomaron
otros diez datos con los resultados siguientes:
X11 X12 X13 X14 X15 Medias Rangos131.5 143.1 118.5 103.2 121.6 123.6 39.9111.0 127.3 110.4 91.0 143.9 116.7 52.9129.8 98.3 134.0 105.1 133.1 120.1 35.7145.2 132.8 106.1 131.0 99.2 122.9 46.0114.6 111.0 108.8 177.5 121.6 126.7 68.7125.2 86.4 64.4 137.1 117.5 106.1 72.7
Página 123

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
145.9 109.5 84.9 129.8 110.6 116.1 61.0123.6 114.0 135.4 83.2 107.6 112.8 52.285.8 156.3 119.7 96.2 153.0 122.2 70.5
107.4 148.7 127.4 125.0 127.2 127.1 41.3
Las cartas de control quedan como sigue:
28252219161310741
160
140
120
100
Sample
Sam
ple
Mea
n
__X=127.06
UCL=153.18
LCL=100.95
28252219161310741
100
75
50
25
0
Sample
Sam
ple
Rang
e
_R=45.3
UCL=95.7
LCL=0
Xbar-R Chart of X11, ..., X15
Fig. 3.9 Cartas de control con causas identificadas y eliminadas de puntos anormales
Ejemplo 3.3 Se considera otro ejemplo con los datos individuales siguientes, procesados con el
paquete Minitab:
HORA X1 X2 X3 X4 X5 Medias Rangos1 -30 50 -20 10 30 8 802 0 50 -60 -20 30 0 1103 -50 10 20 30 20 6 804 -10 -10 30 -20 50 8 705 20 -40 50 20 10 12 906 0 0 40 -40 20 4 807 0 0 20 -20 -10 -2 408 70 -30 30 -10 0 12 1009 0 0 20 -20 10 2 40
10 10 20 30 10 50 24 40
Página 124

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
11 40 0 20 0 20 16 4012 30 20 30 10 40 26 3013 30 -30 0 10 10 4 6014 30 -10 50 -10 -30 6 8015 10 -10 50 40 0 18 6016 0 0 30 -10 0 4 4017 20 20 30 30 -20 16 5018 10 -20 50 30 10 16 7019 50 -10 40 20 0 20 6020 50 0 0 30 10 18 50
Las cartas de control quedan como sigue:
191715131197531
40
20
0
-20
Sample
Sam
ple
Mea
n
__X=10.9
UCL=47.53
LCL=-25.73
191715131197531
150
100
50
0
Sample
Sam
ple
Rang
e
_R=63.5
UCL=134.3
LCL=0
Xbar-R Chart of X1, ..., X5
Fig. 3.10 Cartas de control iniciales
Se realizan pruebas de normalidad a las medias y a los rangos para ver si se tienen un proceso
normal:
Página 125

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3020100-10
99
9590
80706050403020
105
1
Medias
Perc
ent
Mean 10.9StDev 8.065N 20AD 0.355P-Value 0.425
Probability Plot of MediasNormal
Fig. 3.11 a y b Prueba de normalidad en medias y rangos de un proceso estable e
120100806040200
99
9590
80706050403020
105
1
Rangos
Perc
ent
Mean 63.5StDev 22.54N 20AD 0.478P-Value 0.210
Probability Plot of RangosNormal
Por las pruebas de normalidad de rangos y medias, se deduce que el proceso está en Control
Estadístico (en ambos casos el P value es mayor a 0.05).
Página 126

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 3.4 Para elaborar la carta, inicialmente se toman al menos 25 subgrupos con muestras de cinco partes cada cierto periodo (por ejemplo cada hora).Se toman varios datos de hilos y se construye una carta de medias – rangos con m = subgrupos, donde el rango se calcula tomando el valor mayor menos el valor menor del subgrupo, con n = 5. Por ejemplo:
VariablesSubgrupo
1Subgrupo
2Subgrupo
mX1 2 5 3X2 4 3 4X3 3 6 1X4 5 7 5X5 1 4 2 09:00 a.m. 10:00 a.m. 11:00 a.m.
Media 3 5 3Rango 4 4 4
Se obtiene una media de medias X y un rango promedio R, para proceder a determinar los límites de control como sigue:
LSC = X + 0.577xR
LIC = X - 0.577xR
Para el caso de los rangos, la línea central es R los límites de control para el rango son:
LSC = 2.114xRLIC = 0
Se identifican situaciones fuera de control, se investigan las causas y se toman acciones preventivas para prevenir la reincidencia y se recalculan los límites de control futuros.
Página 127

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Sample
Sam
ple
Mea
n
2018161412108642
602
600
598
__X=600.23
UCL=602.474
LCL=597.986
Sample
Sam
ple
Rang
e
2018161412108642
8
6
4
2
0
_R=3.890
UCL=8.225
LCL=0
11
Xbar-R Chart of Supp2
Figura 3.12 Carta de control X-R fuera de control
Después de identificar las causas de las situaciones fuera de control en los subgrupos 2 y 14 y tomando acciones preventivas para evitar la reincidencia, se eliminan los subgrupos fuera de control y se recalculan los límites de control.
Sample
Sam
ple
Mea
n
18161412108642
602
601
600
599
598
__X=599.938
UCL=602.247
LCL=597.629
Sample
Sam
ple
Rang
e
18161412108642
8
6
4
2
0
_R=4.003
UCL=8.465
LCL=0
Xbar-R Chart of Supp2
Figura 3.13 Carta de control de medias rangos X-R estable.Ejercicio Hacer una carta X-R utilizando las fichas de ejemplo por equipos.
Página 128

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Página 129
F
ECHA
DE
TERM
INO
Cp. :
CPK:
MUE
STRA
FREC
UENC
IATI
PO D
E EV
ALUA
CIÓN
% Z
Sup
.:
%
Z In
f.:
% N
C:
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
FECHA
HORA
1n
A2D4
D3d2
B4B3
22
1.88
3.27
01.
133.
270
33
1.02
2.57
01.
702.
570
44
0.73
2.28
02.
062.
270
55
0.58
2.11
02.
332.
090
X
RSU
MA
CAUS
AS D
E NO
RE
GIS
TRO
R RANGOS
CON
STAN
TES
LECTURAS
INIC
IALE
S
PROMEDIOSx
L.S.
C. R
L.I.C
. RX
L.S.
C.x
L.I.C
.xR
UNID
ADES
NOMI
NAL
L.S.
E.L.
I.E.
G
RAFI
CA D
E CO
NTRO
L DE
PRO
MED
IOS
Y RA
NGOS
No. D
E GR
AFIC
AFE
CHA
DE IN
ICIO
NOMB
RE D
E PA
RTE
No. D
E PA
RTE
ÁREA
OPER
ACIÓ
NM
AQUI
NACA
RACT
ERÍS
TICA
CALI
BRAD
OR
I
NSTR
UCCI
ONE
S
1.- E
ncie
rre e
n un
círc
ulo
los
patro
nes
anor
mal
es d
e co
mpo
rtam
ient
o ( p
unto
s fu
era
de lo
s lím
ites
de c
ontro
l, te
nden
cias,
adh
esio
nes,
etc
).
2.- I
nves
tigue
y c
orrij
a la
ca
usa
del c
ompo
rtam
ient
o. S
i no
es
posib
le ll
ame
a su
su
perv
isor o
Ing.
de
Man
ufac
tura
.
3.- R
egist
re la
(s) c
ausa
(s)
del c
ompo
rtam
ient
o en
la
bitá
cora
(al r
ever
so d
e la
gr
áfica
), as
í com
o la
s ac
cione
s re
aliza
das
o pr
opue
stas
par
a co
rregi
r la
falla
.
4.- I
ndiq
ue e
n el
últi
mo
reng
lón,
just
o ab
ajo
del
subg
rupo
cor
resp
ondi
ente
, las
ca
usas
por
las
cual
es s
e de
ja
de g
rafic
ar d
e ac
uerd
o a
la
frecu
encia
indi
cada
, si e
s qu
e se
pre
sent
an e
l cas
o. U
tilice
la
s sig
uien
tes
clave
s:
A) F
in d
e co
rrida
de
prod
ucció
nB)
Fal
ta d
e m
ater
ial
C) A
juste
de
línea
/ m
áqui
naD)
Cam
bio
de m
odel
oE)
Fin
de
turn
oF)
Otro
(ind
icar)

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Capacidad o habilidad del proceso
Una vez que se tiene un proceso en control estadístico, se puede estimar su capacidad o habilidad,
tomando como referencia la desviación estándar del proceso estimada .
Ejemplo 3.3 (continuación..)
=
Rd2 =
0 .0232. 326 = 0.0099
Donde el valor de d2 se encuentra en las tablas de constantes para una n=5. Si la especificación de
los anillos de pistones es de 74.000 0.05 mm, se tienen como límites inferior y superior de
especificaciones los siguientes:
LIE = 73.950
LSE = 74.0500
Los límites de tolerancia naturales del proceso inferior y superior (LTNI y LTNS) se encuentran a 3-
sigma del proceso por abajo y por arriba de la media del proceso, o sea en:
LTNS = X + 3 = 74.001 + 3 (0.0099) = 74.0307
LTNI = X - 3 = 74.001 - 3 (0.0099) = 73.9713
LIE LTNI MEDIA LTNS LSE
Fig. 3.14 Localización de Límites de especificaciones y naturales
Se observa que los límites de tolerancia naturales del proceso se encuentran dentro de los límites
de especificación, por tanto en principio no se observa que haya partes fuera de especificaciones.
Página 130

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Otra forma de expresar lo anterior es con el índice de habilidad potencial Cp (o PCR) siendo:
Cp =
LSE−LIE6 σ (3.12)
Cp =
74 . 05−73 . 956(0 . 0099 )
= 0 .100. 05984
=1. 68
Se pueden presentar tres casos:
Caso 1. Si Cp es menor que 1, implica que la banda entre los límites de tolerancia naturales es
mayor que la banda permitida por los límites de especificación.
LTNI LIE LSE LTNS
Caso 2. Si Cp es igual a 1, implica que las bandas para los límites de tolerancia natural y de
especificaciones coinciden (aunque para el caos de 3-sigma aun hayan 2700 ppm fuera de
especificaciones).
LIE LSE
LNTI LNTS
Caso 3. Si Cp es mayor que 1, implica que la banda entre los límites de tolerancia natural del
proceso, es menor que la banda permitida por las especificaciones.
Página 131

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LIE LTNI LTNS LSE
La fracción de la banda de las especificaciones utilizada por el proceso se estima como sigue:
CR = (1 / Cp) 100% (3.13)
CR = (1 / 1.68) 100% = 59.2%
Es decir que el proceso utiliza aproximadamente el 60% de la banda especificada.
Se puede estimar la fracción de anillos no conformes producidos, con ayuda de la distribución
normal, como sigue:
p = P { x < 73.950 } + P { x > 74.001 }
= Φ (73 .950−74 . 001
0 . 0099 )−Φ (74 . 050−74 . 0010 .0099 )
= (-5.15) + 1 - (4.04)
¿ 0 + 1 – 0.99998
¿ 0.00002
Por lo anterior alrededor de 0.002% o 20 partes por millón (ppm) de los anillos producidos estarán
fuera de especificaciones.
Página 132

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 3.2 (continuación...). Para la carta de control de las medias, después de haber eliminado
las causas especiales y tomado acciones para prevenir su recurrencia, se tiene el cálculo de
habilidad como sigue (considerando que los límites de especificación son 85 y 175):
1801601401201008060
LSL USL
LSL 85Target *USL 175Sample Mean 127.063Sample N 150StDev(Within) 19.4626StDev(Overall) 19.8965
Process Data
Cp 0.77CPL 0.72CPU 0.82Cpk 0.72
Pp 0.75PPL 0.70PPU 0.80Ppk 0.70Cpm *
Overall Capability
Potential (Within) Capability
PPM < LSL 26666.67PPM > USL 6666.67PPM Total 33333.33
Observed PerformancePPM < LSL 15338.42PPM > USL 6888.71PPM Total 22227.13
Exp. Within PerformancePPM < LSL 17253.10PPM > USL 7991.57PPM Total 25244.67
Exp. Overall Performance
WithinOverall
Process Capability of X11, ..., X15
Fig. 3.15 Capacidad de proceso del ejemplo 3.2
Página 133

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 3.3. Para las cartas X-R se tiene el cálculo de la capacidad o habilidad del proceso, una vez
estable (considerando que los límites de especificación son -80 y +80):
60300-30-60
LSL USL
LSL -80Target *USL 80Sample Mean 10.9Sample N 100StDev(Within) 27.3001StDev(Overall) 25.2301
Process Data
Cp 0.98CPL 1.11CPU 0.84Cpk 0.84
Pp 1.06PPL 1.20PPU 0.91Ppk 0.91Cpm *
Overall Capability
Potential (Within) Capability
PPM < LSL 0.00PPM > USL 0.00PPM Total 0.00
Observed PerformancePPM < LSL 434.76PPM > USL 5684.82PPM Total 6119.59
Exp. Within PerformancePPM < LSL 157.38PPM > USL 3083.22PPM Total 3240.59
Exp. Overall Performance
WithinOverall
Process Capability of X1, ..., X5
Fig. 3.16 Capacidad de proceso del ejemplo 3.3
Para el cálculo de otros índices que toman en cuenta la posición de la media, revisar el capítulo de
capacidad del proceso o el procedimiento de cartas X –R.
REVISIÓN O RE-CÁLCULO DE LA LÍNEA CENTRAL Y LÍMITES DE CONTROL
Los límites de control calculados como límites preliminares, deben ser revisados en forma
periódica que puede ser por semana, mes o cada 25, 50 o 100 puntos dependiendo del proceso en
particular.
Lo recomendable en cada revisión es tomar las acciones necesarias para que la media del proceso
X se acerque cada vez más a la media de las especificaciones (en caso de ser bilaterales) o se
aleje lo más posible de la especificación (en caso de ser unilateral).
Página 134

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
En cada carta de control X o R es necesario identificar las causas especiales que originen
condiciones fuera de control, tomar acciones correctivas para prevenir su reincidencia, eliminar
esos puntos tanto en la carta X como en la carta R y recalcular los límites de control, para usarse
en el control futuro del proceso.
LÍMITES DE CONTROL, DE ESPECIFICACIÓN Y DE TOLERANCIA NATURAL
Es importante hacer notar que no existe ninguna relación matemática entre los límites de
especificación y los de control o los de tolerancia natural.
Los límites de especificación son establecidos externamente al proceso por ingenieros de
manufactura, el cliente o por los diseñadores del producto.
SUBGRUPOS RACIONALES
Para el caso de la carta de medias-rangos, los subgrupos se seleccionan de tal forma de minimizar
la variabilidad entre muestras individuales, observando sólo su variabilidad aleatoria y
maximizando la posibilidad de detectar corridas en la media del proceso en función del tiempo.
De esta forma la carta X monitorea la variabilidad entre subgrupos respecto al tiempo y la carta
R monitorea la variabilidad interna entre muestras en un tiempo dado.
CAMBIO DE TAMAÑO DE MUESTRA
Cuando el proceso ya mostró estabilidad durante un periodo largo de tiempo, es posible reducir el
esfuerzo y costo de control a través de reducir el tamaño de muestra. Los límites de control se
pueden recalcular sin tomar muestras adicionales como sigue:
Rant= rango promedio para el tamaño de subgrupo anterior
Rnuevo= rango promedio para el tamaño de subgrupo nuevo
nant = tamaño de subgrupo anterior
nnuevo = tamaño de subgrupo nuevo
Página 135

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
d2 ant = factor d2 para el tamaño de subgrupo anterior
d2 nuevo = factor d2 para el tamaño de subgrupo nuevo
Los nuevos límites de control para la carta X son (seleccionando A2 en base al nuevo tamaño de
subgrupo nnueva , la línea central no se cambia):
LSCX = X + A2 [d2 nuevo / d2 ant ] Rant (3.14)
LICX = X - A2 [d2 nuevo / d2 ant ] Rant
Para el caso de la carta R los nuevos límites de control son (seleccionando D 3 y D4 para el nuevo
tamaño de muestra nnueva):
LSCR = D4 [d2 nuevo / d2 ant ] Rant (3.15)
LCR = Rnuevo= [d2 nuevo / d2 ant ] Rant
LICR = max { 0, D3 [d2 nuevo / d2 ant ] Rant }
Si en Ejemplo 3.1 de trabajo se quisiera cambiar de n=5 a n=3, se tendría:
De la tabla de constantes se tiene: d2 ant. = 2.326, d2 nueva = 1.693, A2 nueva = 1.023, por tanto los límites
nuevos son:
LSCX = 74.001 + (1.023) [ 1.693 / 2.326 ] (0.023) = 74.018
LICX = 74.001 - (1.023) [ 1.693 / 2.326 ] (0.023) = 73.984
Para la carta R, de la tabla de constantes para n=3 se tiene D3 = 0, D4 = 2.578, por tanto:
LSCR = (2.578) ) [ 1.693 / 2.326 ] (0.023) = 0.043
LICR = (0) ) [ 1.693 / 2.326 ] (0.023) = 0.0
LCR = [ 1.693 / 2.326 ] (0.023) = 0.017
LIM.SUP.NVO
LIMITES
Página 136

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
ANTERIORES CARTA X
LIM.INF.NVO.
LIMITE SUP. ANT.
LIMITE SUP.NVO.
CARTA R
0
Fig. 3.17 Revisión de límites de control cambiando de n=5 a 3
Como se puede observar el efecto de reducir el tamaño de muestra hace que se incremente el
ancho de los límites de control en la carta X (porque
σ√n es más pequeño con n=5 que con n=3) y
se reduzca la media de R y su límite superior en la carta R.
La curva característica de operación
La habilidad de las cartas de control X−R para detectar corrimientos en la media del proceso es
indicada por su curva característica de operación (OC). Su determinación se muestra a
continuación.
Si en la carta para X se conoce la desviación estándar del proceso y es constante, cuando la
media del proceso m0 cambia a otro valor m1 = m0 + k , la probabilidad de no detectar el cambio en
la primera muestra subsecuente es el riesgo , donde:
= P { LIC <= X <= LSC m1 = m0 + k } (3.16)
dado que X N (m, 2/n) y que los límites de control son:
LSC = m0 + L /√n (3.17)
Página 137

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LIC = m0 - L /√n
La probabilidad de que un punto de X i caiga dentro de límites de control sabiendo que la media
del proceso ya es m1, es igual a la probabilidad de que el punto se encuentre abajo del límite
superior (LSC) menos la probabilidad de que se encuentre abajo del límite inferior de control
(LIC). Considerando la desviación Estándar de las medias, o sea:
+
LSC ( ZLSC, x)
X i
LC
( ZLIC, x)
LIC
-
Fig. 3.18 Cálculo del error Beta o tipo II
Entonces = Φ [ LSC−( μ0+kσ )
σ /√n ]-Φ [ LIC−(μ0+kσ )
σ /√n ]
= Φ [ μ0+Lσ /√n−(μ0+kσ )
σ /√n ]-
Φ [ μ0−Lσ /√n−( μ0+kσ )σ /√n ]
(3.18)
Donde es la distribución normal acumulativa. La expresión anterior se reduce a:
= ( L – k √n ) - ( - L – k √n ) (3.19)
Ejemplo 3.4 Para una carta X−R con L=3 (límites a 3-sigma de medias), tamaño de muestra n=5,
y se desea determinar el corrimiento a m1 = m0 + 2 en la primera muestra subsecuente al
corrimiento de la media del proceso, se tiene:
Página 138

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
= ( 3 – 2 √5 ) - ( - 3 – 2 √5 )
= (-1.47) - (-7.37)
= 0.0708
Este es el riesgo o la probabilidad de no detectar tal corrimiento. La probabilidad de sí detectarlo
es 1- =
= 1 – 0.0708 = 0.9292.
Con las fórmulas anteriores se construyen las curvas características de operación para diferentes
valores de n en función de k.
Si n=5 y el corrimiento es de +1, de las curvas OC se tiene que = 0.75 y la probabilidad de
detectar el corrimiento en la segunda muestra se calcula como (1- ) = 0.19, y así sucesivamente.
La longitud de la corrida media es el número esperado de muestras antes de que el corrimiento
sea detectado, se denomina ARL o :
ARL =
11−β (3.20)
En este caso ARL = 1 / 0.25 = 4. Es decir que el se requieren tomar cuatro muestras antes de
detectar un corrimiento de 1.0 con n = 5.
Para construir la curva OC para la carta de rangos, se utiliza la distribución del rango relativo
W=R/. Si el valor de la desviación estándar cuando el proceso está en control es 0, entonces la
curva OC muestra la probabilidad de no detectar un corrimiento a un nuevo valor 1, donde 1>0
, en la primera muestra después del corrimiento. Se grafica contra = 1/0.
Por ejemplo si = 2 con n=5, sólo se tienen una probabilidad del 40% de detectar este corrimiento
en cada muestra subsecuente. Por tanto la carta R tiene poca sensibilidad de detectar pequeños
corrimientos en sigma, para cual se debe usar la carta S con n>10.
Página 139

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LONGITUD DE CORRIDA MEDIA
La longitud de corrida media para la carta de Shewhart cuando el proceso está en control es:
ARL = 1 / P ( un punto fuera de control) = ARL0 = 1 / (3.21)
Cuando el proceso está fuera de control es:
ARL1 = 1 / ( 1 - ) (3.22)
De las gráficas de ARL anexas, se observa que para detectar un corrimiento de 1.5 con n=3, se
requiere un ARL1 = 3. Se puede reducir el ARL1 a 1 si se incrementa la n=16.
3.3 CARTAS DE CONTROL PARA X y S
Estas cartas de control son recomendadas cuando:
1. El tamaño de muestra es moderadamente grande n>10 o 12 (donde el rango pierde eficiencia
por no tomar en cuenta valores intermedios).
2. El tamaño de muestra es variable.
Su construcción es similar a la de la carta de medias-rangos, excepto que en lugar del rango R en
cada subgrupo se calcula la desviación estándar S.
Página 140
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
191715131197531
40
20
0
-20
Sample
Sam
ple
Mea
n
__X=10.9
UCL=46.91
LCL=-25.11
191715131197531
60
45
30
15
0
Sample
Sam
ple
StDe
v
_S=25.23
UCL=52.71
LCL=0
Xbar-S Chart of X1, ..., X5
Figura 3.19 Ejemplo de carta X-S
S2 es un estimador insesgado de la varianza poblacional 2 sin embargo S no es un estimador
insesgado de . Si la distribución es normal, entonces S estima a c4 donde c4 es una constante
que depende del tamaño de muestra n. Además la desviación estándar de S es σ √1−c4 .
c4=( 2n−1 )
1/2 Γ (n/2)Γ ((n−1 )/2) (3.18)
CASO DE n CONSTANTE
Con esta información se pueden establecer los límites de control para la carta X y S, cuando se
conoce el valor de dado que existe un historial.
Para la carta S se tiene: Para la carta X se tiene:
LSCs = c4 + 3 σ √1−c4 = B6 LSCX = m + A (3.20)
Página 141

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LCs = c4 LC = m
LICs = c4 - 3 σ √1−c4 = B5 LICX = m - A
Los valores para las constantes se encuentran tabuladas para diferentes valores de n en la tabla de
constantes.
En el caso de que no se conozca la desviación estándar de la población, se puede estimar
utilizando diversas muestras m con datos históricos, donde se obtenga la desviación estándar en
cada una de ellas y se promedien.
S= 1m∑i=1
m
S i(3.21)
σ= S__
c4 (3.22)
Como el estadístico S /c4 es un estimador insesgado de , los parámetros de la carta serán los
siguientes:
LSCs = S+3 S
c4√1−c4
2
= B4S (3.23)
LCs = S
LICs = S−3 S
c4√1−c4
2
= B3 S
Para el caso de la carta X , cuando S /c4 se una para estimar los límites de control para esta
carta son:
Página 142

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSCx = X + 3 S
c4√n = X + A3 S (3.24)
LCx = X
LICx = X - 3 S
c4√n = X - A3 S
Todas las constantes c4, A’s y B’s se encuentran tabuladas en función de n en la tabla de
constantes, como sigue:
Tabla 3.2 Constantes para límites de control en cartas X-S
n c4 A A3 B3 B4 B5 B6 .
5 0.94 1.342 1.427 0 2.089 0 1.9646 0.9515 1.225 1.287 0.03 1.97 0.029 1.8747 0.9594 1..134 1.182 0.118 1.882 0.113 1.8068 0.965 1.061 1.099 0.185 1.815 0.179 1.7519 0.9693 1 1.032 0.239 1.761 0.232 1.707
10 0.9727 0.949 0.975 0.284 1.716 0.276 1.66911 0.9754 0.905 0.927 0.321 1.679 0.313 1.63712 0.9776 0.866 0.886 0.354 1.646 0.346 1.6113 0.9794 0.832 0.85 0.382 1.618 0.374 1.58514 0.981 0.802 0.817 0.406 1.594 0.399 1.56315 0.9823 0.775 0.789 0.428 1.572 0.421 1.54416 0.9835 0.75 0.763 0.448 1.552 0.44 1.52617 0.9845 0.728 0.739 0.466 1.534 0.458 1.51118 0.9854 0.707 0.718 0.482 1.518 0.475 1.49619 0.9862 0.688 0.698 0.497 1.503 0.49 1.48320 0.9869 0.671 0.68 0.51 1.49 0.504 1.4721 0.9876 0.655 0.663 0.523 1.477 0.516 1.45922 0.9882 0.64 0.647 0.534 1.466 0.528 1.44823 0.9887 0.626 0.633 0.545 1.455 0.539 1.43824 0.9892 0.612 0.619 0.555 1.445 0.549 1.42925 0.9896 0.6 0.606 0.565 1.435 0.559 1.42
CASO DE n VARIABLE
Página 143

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
En el caso de tamaño de muestra variable, se utiliza el promedio ponderado de las medias y de las
desviaciones estándar como sigue:
X=∑i=1
m
ni X i
∑i=1
m
ni(3.25)
S=[∑ (ni−1)S i2
∑i=1
m
ni−m ]1/2
(3.26)
Ejemplo 3.4 Para una carta X-S con límites variables, se tomaron los datos siguientes, corriendo en
Minitab:
Datos Muestra Datos Muestra Datos Muestra Datos Muestra74.030 1 74.000 7 73.994 14 74.009 2174.002 1 73.985 8 74.000 14 74.005 2174.019 1 74.003 8 73.984 14 73.996 2173.992 1 73.993 8 74.012 15 74.004 2274.008 1 74.015 8 74.014 15 73.999 2273.995 2 73.998 8 73.998 15 73.990 2273.992 2 74.008 9 74.000 16 74.006 2274.001 2 73.995 9 73.984 16 74.009 2273.998 3 74.009 9 74.005 16 74.010 2374.024 3 74.005 9 73.998 16 73.989 2374.021 3 73.998 10 73.996 16 73.990 2374.005 3 74.000 10 73.994 17 74.009 2374.002 3 73.990 10 74.012 17 74.014 2374.002 4 74.007 10 73.986 17 74.015 2473.996 4 73.995 10 74.005 17 74.008 2473.993 4 73.994 11 74.006 18 73.993 2474.015 4 73.998 11 74.010 18 74.000 2474.009 4 73.994 11 74.018 18 74.010 2473.992 5 73.995 11 74.003 18 73.982 2574.007 5 73.990 11 74.000 18 73.984 2574.015 5 74.004 12 73.984 19 73.995 2573.998 5 74.000 12 74.002 19 74.017 25
Página 144

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
74.014 5 74.007 12 74.003 19 74.13 2574.009 6 74.000 12 74.005 19 73.994 6 73.996 12 73.997 19 73.997 6 73.983 13 74.000 20 73.985 6 74.002 13 74.010 20 73.995 7 73.998 13 74.013 20 74.006 7 74.006 14 73.998 21 73.994 7 73.967 14 74.001 21
252321191715131197531
74.02
74.01
74.00
73.99
73.98
Sample
Sam
ple
Mea
n
__X=74.0009
UCL=74.02046
LCL=73.98134
252321191715131197531
0.024
0.018
0.012
0.006
0.000
Sample
Sam
ple
StDe
v
_S=0.00736
UCL=0.02403
LCL=0
Xbar-S Chart of Datos
Tests performed with unequal sample sizes
Fig. 3.20 Ejemplo de carta X-S con límites variables
Página 145

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 3.5 Otro ejemplo con n variable, la X = 74.001 y la S = 0.0098, por tanto los límites de
control son:
LSCX = 74.015
LCX = 74.001
LICX = 73.987
Para la carta S
LSCS = 0.020
LCS = 0.0098
LICS = 0
Como método alterno para n variable se puede utilizar la n si no hay mucha variación entre los
diferentes tamaños de muestra (dentro de n 25%).
ESTIMACIÓN DE
El valor de la desviación estándar puede ser estimado del valor de S como sigue:
σ= Sc4
Para el ejemplo:
σ= Sc4 = 0.0094 / 0.94 = 0.01, tomando el valor de c4 para n=5.
Existe una variante de las cartas de medias-desviación estándar denominadas cartas de medias-
varianza.
Página 146

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3.4 CARTAS PARA LECTURAS INDIVIDUALES
Existen muchas situaciones donde el tamaño de muestra es n =1, por ejemplo:
1. Cuando hay inspección automática de piezas individuales.
2. La tasa de producción es muy baja y no es inconveniente tomar muestras de más de una pieza.
3. Las mediciones entre unidades muestra difieren muy poco (sólo por errores de medición de
laboratorio) como en procesos químicos.
4. En plantas de proceso como las de papel, el espesor de los acabados tiene una variabilidad
muy baja a través del rollo.
En tales situaciones se utiliza la carta de control por lecturas individuales. Los rangos móviles se
empiezan a calcular a partir de la segunda muestra como MR i = X i−X i−1.Para este caso, los límites de control para la carta X son:
LSCx = X+3 MR
d2
LCx = X
__
(3.27)
LICx = X−3 MR
d2
n = 2
Ejemplo 3.6 Se toman varios datos de viscosidades y se construye una carta de lecturas
individuales, donde el rango se calcula tomando cada dos valores consecutivos, por tanto el valor
de n = 2 y habrá (m – 1) rangos en total. Con m = número de subgrupos.
Lote Viscocidad1 33.752 33.053 34.004 33.81
Página 147

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5 33.466 34.027 33.688 33.279 33.49
10 33.2011 33.6212 33.0013 33.5414 33.1215 33.84
151413121110987654321
34.5
34.0
33.5
33.0
32.5
Observation
Indi
vidu
al V
alue
_X=33.523
UCL=34.802
LCL=32.245
151413121110987654321
1.6
1.2
0.8
0.4
0.0
Observation
Mov
ing
Rang
e
__MR=0.481
UCL=1.571
LCL=0
I-MR Chart of Viscocidad
Fig. 3.21 Carta de lecturas individuales o rango móvil (I-MR)
El proceso está en control estadístico.
Ejemplo 3.7: Se toman varios datos de edades y se construye una carta de lecturas individuales, donde el rango se calcula tomando cada dos valores consecutivos, por tanto el valor de n = 2 y habrá (m – 1) rangos en total. Con m = número de valores individuales.
Página 148
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Por ejemplo:Valores individuales Rango
23 -15 811 424 1338 1419 19
Al final se hace un promedio de los valores individuales X y un promedio de rangos móviles R y los límites de control para la carta I-MR se calculan con las fórmulas siguientes:
Para la carta I: LSCx=X̄+(2 . 66∗R̄ ) LICx=X̄−(2 .66∗R̄ ) y para la carta R: LICr=0 LSCr=3 .27∗R̄
Observation
Indi
vidu
al V
alue
1009080706050403020101
601
600
599
598
_X=599.548
UCL=601.176
LCL=597.920
Observation
Mov
ing
Rang
e
1009080706050403020101
2.4
1.8
1.2
0.6
0.0
__MR=0.612
UCL=2.000
LCL=0
1
1
1
1
1
I-MR Chart of Supp1
Figura 3.22 Carta de control I-MR. El proceso no está en control estadístico.
Ejercicio Hacer una carta I-MR utilizando las fichas de ejemplo por equipos.
Página 149

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Página 150
F
ECH
A DE
INIC
IOFE
CHA
DE
TERM
INO
Cp. :
CPK:
FREC
UEN
CIA
TIPO
DE
EVAL
UA.
% Z
Sup
.:%
Z In
f.:%
NC:
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
FECHA
HORA
XE
2D
2D
3 D
4
R2.
671.
130
3.27
RANGOS
CONS
TANT
ES
VALORES
INIC
IALE
S
Rx LECTURAS
L.I.C
. R
T. M
UEST
RA
UNID
ADES
NOM
INAL
L.S.
E.L.
I.E.
XL.
S.C
.xL.
I.C.x
RL.
S.C
. R
GRAF
ICA
DE C
ONTR
OL D
E LE
CTUR
AS IN
DIVI
DUAL
ESNo
. DE
GR
AFIC
A
NOM
BRE
DE
PART
ENo
. DE
PART
EÁR
EAO
PER
ACIÓ
NM
AQUI
NA
CARA
CTE
RÍST
ICA
CALI
BRAD
OR
IN
STR
UCCI
ONE
S
1.- E
ncie
rre e
n un
círc
ulo
los
patro
nes
anor
mal
es d
e co
mpo
rtam
ient
o ( p
unto
s fu
era
de lo
s lím
ites
de c
ontro
l, te
nden
cias,
ad
hesi
ones
, etc
).
2.- I
nves
tigue
y c
orrij
a la
cau
sa d
el co
mpo
rtam
iento
. Si n
o es
pos
ible
llam
e a
su
supe
rviso
r o In
g. d
e M
anuf
actu
ra.
3.- R
egis
tre la
(s) c
ausa
(s) d
el
com
porta
mien
to e
n la
bitá
cora
(al r
ever
so d
e la
gráf
ica),
así c
omo
las
acci
ones
reali
zada
s o
prop
uest
as p
ara
corre
gir l
a fa
lla.
4.- I
ndiq
ue e
n el
últim
o re
nglón
, jus
to a
bajo
del s
ubgr
upo
corre
spon
dien
te, l
as c
ausa
s po
r las
cua
les
se d
eja
de g
rafic
ar d
e ac
uerd
o a
la
frecu
enci
a in
dica
da, s
i es
que
se p
rese
ntan
el
caso
. Utili
ce la
s si
guien
tes
clav
es:
A) F
in d
e co
rrida
de
prod
ucci
ónB)
Falt
a de
mat
erial
C) A
just
e de
líne
a / m
áqui
naD)
Cam
bio
de m
odelo
E) F
in d
e tu
rno
F) O
tro (i
ndic
ar)
IN
STR
UCCI
ONE
S
1.- E
ncie
rre e
n un
círc
ulo
los
patro
nes
anor
mal
es d
e co
mpo
rtam
ient
o ( p
unto
s fu
era
de lo
s lím
ites
de c
ontro
l, te
nden
cias,
ad
hesi
ones
, etc
).
2.- I
nves
tigue
y c
orrij
a la
cau
sa d
el co
mpo
rtam
iento
. Si n
o es
pos
ible
llam
e a
su
supe
rviso
r o In
g. d
e M
anuf
actu
ra.
3.- R
egis
tre la
(s) c
ausa
(s) d
el
com
porta
mien
to e
n la
bitá
cora
(al r
ever
so d
e la
gráf
ica),
así c
omo
las
acci
ones
reali
zada
s o
prop
uest
as p
ara
corre
gir l
a fa
lla.
4.- I
ndiq
ue e
n el
últim
o re
nglón
, jus
to a
bajo
del s
ubgr
upo
corre
spon
dien
te, l
as c
ausa
s po
r las
cua
les
se d
eja
de g
rafic
ar d
e ac
uerd
o a
la
frecu
enci
a in
dica
da, s
i es
que
se p
rese
ntan
el
caso
. Utili
ce la
s si
guien
tes
clav
es:
A) F
in d
e co
rrida
de
prod
ucci
ónB)
Falt
a de
mat
erial
C) A
just
e de
líne
a / m
áqui
naD)
Cam
bio
de m
odelo
E) F
in d
e tu
rno
F) O
tro (i
ndic
ar)

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3.5 SELECCIÓN ENTRE CARTAS POR VARIABLES Y POR ATRIBUTOS
Las cartas por atributos tiene la ventaja que consideran varias características a la vez clasificando
la unidad como conforme o no conforme, si no cumple alguna de esas características. Por otra
parte si esas características se controlan como variables, debe llevarse una carta de control para
cada una de esas características, lo cual es más laborioso, otra alternativa es el C.E.P. multivariado.
Las cartas por variables proporcionan mayor información del proceso que las de atributos, tal
como la media del proceso y su variabilidad, también proporcionan información para realizar
estudios de capacidad de los procesos.
Las cartas por variables permiten tomar acciones cuando se presentan situaciones fuera de
control, antes de que se produzcan artículos no conformes, lo que no sucede con las cartas por
atributos hasta que el proceso genere más disconformes.
LIE m1 m2 m3 LSE
Reacción de carta X-R Reacción de carta p
Fig. 3.23 Comparación de sensibilidad entre cartas de control
Tal vez la ventaja más importante de la carta X-R es que proporciona un indicador de inicio de
problemas y permite al personal operativo tomar acciones correctivas antes que se produzcan
defectivos realmente, de esta forma las cartas X-R son indicadores guía de falla, mientras que las
cartas p (o c o u) no reaccionan a menos que el proceso haya cambiado tanto que se produzcan
más defectivos.
En la figura, cuando la media del proceso esta en m1 se producen pocas no conformidades, si la
media del proceso se corre hacia arriba, cuando llegue a m2 la carta X-R habrá mostrado un patrón
anormal o puntos fuera de control para tomar acciones correctivas, mientras que la carta p no
reaccionará hasta que la media del proceso se haya recorrido hasta m3, o hasta que el número de
Página 151

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
unidades no conformes producidas se haya incrementado. Por tanto las cartas X-R son más
poderosas que las cartas p.
Para el mismo nivel de protección contra corrimientos del proceso, la carta p requiere un tamaño
de muestra mayor, la X-R requiere tomar mucho menos unidades aunque las mediciones toman
más tiempo. Esta consideración es importante para el caso de pruebas destructivas.
Ejemplo 3.8 Si el proceso se controla con una carta X , donde el valor medio de la característica
de calidad es 50 y la desviación estándar es 2, para límites de 3-sigma y especificaciones LIE=44 y
LSE=56, cuando el proceso está en control en el valor nominal de 50, la fracción no conforme es
0.0027.
Suponiendo que la media del proceso del proceso se corre a 52, la fracción defectiva producida
será aproximadamente 0.0202, si se desea que la probabilidad de detectar este corrimiento en la
siguiente muestra subsecuente sea del 0.50, entonces el tamaño de muestra en la carta X debe
ser tal que se cumpla que el LSC sea 52 o sea:
50+ 3(2)√n
=52
donde n=9,
Si se utiliza una carta p entonces el tamaño de muestra requerido para tener la misma
probabilidad de detectar el corrimiento es:
n=( kδ )2p(1−p )
Con k = 3, que es el ancho de los límites de control, p = 0.0027 y es la magnitud de incremento
en fracción defectiva o sea = 0.0202 – 0.0027 = 0.0175, de esta forma,
n = 79.23 80
Página 152

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Donde se observa que a menos que el costo de medir 9 muestras sea mayor que 9 veces el costo
de inspección por atributos, las carta X es más económica de aplicar.
GUÍA PARA IMPLEMENTAR CARTAS DE CONTROL
Se sugiere lo siguiente:
1. Determinar cual es la característica a controlar.
2. Seleccionar un tipo de carta de control.
3. Identificar el proceso donde se implantarán las cartas de control.
4. Tomar acciones para mejorar el proceso, como resultado de la aplicación de la carta de
control.
5. Seleccionar el sistema de colección de datos y software de C.E.P.
SELECCIÓN DE LA CARTA DE CONTROL ADECUADA
A. Se prefiere una carta por variables en las situaciones siguientes:
1. Se inicia un proceso o producto nuevo.
2. El proceso ha estado mostrando un comportamiento inconsistente en forma crónica.
3. Se requieren pruebas destructivas.
4. Se desea economizar el control cuando el proceso es estable.
5. Existen tolerancias muy cerradas u otros problemas de manufactura.
6. El operador debe decidir si ajustar el proceso o no, o cuando evaluar el ajuste.
7. Se debe presentar evidencia de estabilidad y de capacidad como en industrias reguladas.
B. Se prefiere una carta por atributos en las situaciones siguientes:
1. Los operadores controlan las causas asignables y es necesario mejorar el proceso.
2. El proceso es una operación de ensamble compleja y la calidad se evalúa por la ocurrencia de
no conformidades (computadoras, autos, etc.).
3. Es necesario un control del proceso, pero no se pueden hacer mediciones.
4. Se requiere un historial del desempeño del proceso para revisión ejecutiva.
C. Cartas de control por lecturas individuales
Página 153

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1. Es inconveniente o difícil obtener más de una medición por muestra, o la repetición de
muestras sólo mostrará errores de medición de laboratorio, tal como ocurre en proceso
químicos.
2. Se cuenta con inspección automatizada de cada unidad de producto. Para estos casos también
se deben considerar las cartas de sumas acumuladas o de media móvil ponderada.
3. Los datos disponibles son muy lentos en el tiempo, por ejemplo datos contables mensuales.
3.6 APLICACIÓN DE CARTAS DE CONTROL POR VARIABLES
Algunas de las aplicaciones de las cartas de control por variables son:
1. Mejora de procesos de proveedores. Reducir su variabilidad a través de centrar su proceso y
tomar acciones correctivas.
2. Selección de equipo productivo a través de demostración de su capacidad antes de su
embarque.
3. Corridas cortas en talleres de manufactura. Se controla la desviación respecto a la media
especificada, de una característica específica de calidad para diferentes productos similares.
4. Aplicaciones no manufactureras. En estos casos se tiene que: (1) no hay especificaciones, (2)
se requiere más imaginación para aplicar las cartas de control. Se usan por ejemplo para
reducir el tiempo de proceso de las cuentas por pagar (pago de cheques).
TABLA DE CONSTANTES PARA EL CALCULO DE LIMITES DE CONTROL
Las constantes para límites de control en las cartas X-R son:
n A2 D3 D4 d2
2 1.88 0 3.267 1.1283 1.023 0 2.574 1.6934 0.072 0 2.282 2.0595 0.577 0 2.115 2.3266 0.483 0 2.004 2.5347 0.419 0.076 1.924 2.7048 0.373 0.136 1.864 2.8479 0.337 0.184 1.816 2.97
10 0.308 0.223 1.777 3.078
Página 154

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
n c4 A A3 B3 B4 B5 B6 .
5 0.94 1.342 1.427 0 2.089 0 1.9646 0.9515 1.225 1.287 0.03 1.97 0.029 1.8747 0.9594 1..134 1.182 0.118 1.882 0.113 1.8068 0.965 1.061 1.099 0.185 1.815 0.179 1.7519 0.9693 1 1.032 0.239 1.761 0.232 1.707
10 0.9727 0.949 0.975 0.284 1.716 0.276 1.66911 0.9754 0.905 0.927 0.321 1.679 0.313 1.63712 0.9776 0.866 0.886 0.354 1.646 0.346 1.6113 0.9794 0.832 0.85 0.382 1.618 0.374 1.58514 0.981 0.802 0.817 0.406 1.594 0.399 1.56315 0.9823 0.775 0.789 0.428 1.572 0.421 1.54416 0.9835 0.75 0.763 0.448 1.552 0.44 1.52617 0.9845 0.728 0.739 0.466 1.534 0.458 1.51118 0.9854 0.707 0.718 0.482 1.518 0.475 1.49619 0.9862 0.688 0.698 0.497 1.503 0.49 1.48320 0.9869 0.671 0.68 0.51 1.49 0.504 1.4721 0.9876 0.655 0.663 0.523 1.477 0.516 1.45922 0.9882 0.64 0.647 0.534 1.466 0.528 1.44823 0.9887 0.626 0.633 0.545 1.455 0.539 1.43824 0.9892 0.612 0.619 0.555 1.445 0.549 1.42925 0.9896 0.6 0.606 0.565 1.435 0.559 1.42
Página 155

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
4. CARTAS DE CONTROL PARA ATRIBUTOS
4.1 INTRODUCCIÓN
Muchas características de calidad no pueden ser representadas numéricamente, denominándose
atributos. En tales casos cada artículo completo se clasifica como conforme o no conforme a
especificaciones y/o estándares, es decir como defectivo o no defectivo, no defectuoso o
defectuoso, bueno o malo, discrepante o no discrepante.
Fig. 4.1 Cuando el producto no es funcional es no conforme, defectivo o defectuoso. Puede ser reparado o desperdicio.
Para controlar productos defectivos o no conformes, se utiliza la carta de control p de fracción
defectiva o la np para el número de defectivos o de no conformes. Se aplica a productos simples
(tornillos, lápices, botellas, etc.)
Cuando más bien se controla el número de defectos o no conformidades que se observan en un
producto, se utiliza la carta de control para no conformidades o defectos c cuando la muestra es
constante o la u cuando es variable o constante. Se aplica a productos complejos (coches, TV,
cámaras de video, escritorios, refrigeradores, etc.) Un defecto o no conformidad es una
discrepancia respecto a los estándares establecidos o a las especificaciones.
Fig. 4.1 El producto puede ser funcional pero puede tener defectos o no conformidades, que pueden ser corregidas con retrabajo o no se pueden corregir y ser desperdicio.
Página 156

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
4.2 CARTA DE CONTROL PARA FRACCIÓN NO CONFORME - p
La fracción no conforme es la relación entre el número de artículos discrepantes entre el total de
artículos, se expresa como fracción decimal, aunque también se puede expresar en porcentaje. El
artículo puede tener varias características de calidad que son examinadas por un inspector, si el
artículo no está de acuerdo a los estándares, se le considera como defectuoso o no conforme.
La fracción defectiva o no conforme en la muestra se define como la relación entre el número de
unidades no conformes D al tamaño de muestra n, o sea:
pi=Di
ni (4.1)
La distribución de este estadístico sigue la distribución binomial por tanto:
μ= p__
(4.2)
σ p2=
p(1−p )n (4.3)
Del modelo general para la carta de control de Shewhart, si w es un estadístico que mide una
característica de calidad, con media mw y varianza σw2
, los límites de control son:
LSC = mw + Lw
LC = mw (4.4)
LIC = mw - Lw
Donde L es la distancia de la línea central hasta los límites de control, es común usar L = 3.
Por tanto los límites de control de la carta p considerando L = 3 son:
Página 157

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSCp = p__+3√ p
__(1− p
__)
n
LCp = p__
(4.5)
LICp = p__−3√ p
__(1− p
__)
n
Durante la operación, se toman muestras de n unidades, se calcula la fracción defectiva pi y se
grafíca en la carta, mientras no se observe ningún patrón anormal y pi se localice dentro de
límites de control, se puede concluir que el proceso está en control, de otra forma, se concluirá
que la fracción no conforme se ha desplazado de su valor original y el proceso se encuentra fuera
de control.
Cuando la fracción defectiva del proceso es desconocida, se estima de los datos observados en m
muestras iniciales, cada una de tamaño n , por lo general se toman 20 a 25 de estas. Así si D i son
unidades no conformes en la muestra i , la fracción defectiva de la muestra i - ésima estará dada
como:
pi = Di / n i = 1, 2, 3,....., m (4.6)
y el promedio de las fracciones individuales no conformes cuando p es desconocida es:
p=∑i=1
m
Di
mn=∑i=1
m
pi
m (4.7)
El estadístico p estima la fracción desconocida p, y los límites preliminares de control son:
LSC p=p+3√ p(1− p )n (4.5) anterior
Página 158

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LC p=p
LIC p=p−3√ p (1−p)n
Una vez hecha la gráfica trazando los límites anteriores, cualquier punto que se encuentre fuera
de control debe ser investigado, si se encuentra una causa asignable o especial, deben tomarse
medidas correctivas para prevenir su recurrencia, los puntos correspondientes a la situación fuera
de control se eliminan y se calculan de nuevo los límites de control preliminares.
Ejemplo 4.1 Para el llenado de cajas de concentrado de jugo de naranja de 6 oz., se inspecciona
cada caja y se inspecciona el sello para evitar fugas, se lleva una carta de control para tomar
acciones y mejorar el desempeño de la maquina selladora.
Para establecer la carta de control, se toman 30 muestras de 50 piezas cada una en intervalos de
una hora.
Hora Defectos Hora Defectos1 12 16 82 15 17 103 8 18 54 10 19 135 4 20 116 7 21 207 16 22 188 9 23 249 14 24 15
10 10 25 911 5 26 1212 6 27 713 17 28 1314 12 29 915 22 30 6
Como en total se encontraron 347 cajas no conformes, se estima p como sigue:
Página 159

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
p=∑i=1
m
Di
mn=∑i=1
m
pi
m =
347(30 )(50 ) = 0.2313
Los límites de control usando Minitab son:
LSCp = 0.4102
LCp = 0.2313
LICp = 0.0524
28252219161310741
0.5
0.4
0.3
0.2
0.1
0.0
Sample
Prop
ortio
n
_P=0.2313
UCL=0.4102
LCL=0.0524
1
1
P Chart of Defectos
Figura 4.1 Carta de control p fuera de control
De la carta de control se observa que las muestras 15 y 23 están fuera de los límites de control, de
tal forma que el proceso esta fuera de control.
Del análisis de los datos de la bitácora se encontró que la muestra 15 corresponde a el cambio de
un nuevo lote de cajas el cual fue diferente y que la muestra 23 corresponde a un operador sin
experiencia asignado temporalmente a la máquina.
Tomando acciones correctivas para evitar la recurrencia de las causas anteriores y calculando
nuevos límites preliminares con los puntos 15 y 23 eliminados, se tiene con Minitab:
Página 160

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSCp = 0.3893
LCp = 0.2150
LICp = 0.0407
28252219161310741
0.4
0.3
0.2
0.1
0.0
Sample
Prop
ortio
n
_P=0.215
UCL=0.3893
LCL=0.0407
1
P Chart of Defectos
Figura 4.2 Carta de control p fuera de control en un punto
En la gráfica de límites revisados, se observa que la muestra 20 excede el límite superior de
control, sin embargo no se encontró una causa asignable, por tanto se retiene este punto para el
cálculo de los límites preliminares. Tampoco se observan patrones de anormalidad, la mayor racha
o corrida tiene 5 puntos sobre la línea central, lo cual no representa una situación fuera de control.
De esta forma se concluye que el proceso está en control a una p = 0.2150 adoptando los límites
preliminares para control futuro.
Página 161

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
252219161310741
0.4
0.3
0.2
0.1
0.0
Sample
Prop
ortio
n _P=0.2081
UCL=0.3804
LCL=0.0359
P Chart of Defectos
Figura 4.3 Carta de control p en control estadístico
Se observa que a pesar de que el proceso está en control, no se tienen presentes problemas
controlables por el operador, por tanto las causas de variabilidad son comunes y su reducción
depende sólo del control de la administración, una vez que interviene e Ingeniería realiza una serie
de ajustes a la máquina, se monitorea la mejora.
Continuando con el ejemplo, se toman 24 muestras adicionales durante los siguientes 3 turnos, la
gráfica se hizo utilizando Minitab:
Se observa que la p media del proceso ha mejorado con los ajustes y una mejor atención de los
operadores.
Página 162

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Se puede probar la hipótesis que la fracción no conforme en los últimos 3 turnos, difiere de la
fracción no conforme preliminar, con el procedimiento de prueba de hipótesis:
H0: p1 = p2
H1: p1 > p2
Donde p1 es la fracción no conforme de los datos preliminares
(p1 = p1 = 0.2182) y p2 es la fracción no conforme del periodo actual. Para estimar p2 se toman las
últimas 24 muestras o sea:
p2=∑i=31
m
Di
mn=∑i=31
m
pi
m =
133(50 )(24 )
=1331200
=0 .1108
El estadístico de prueba aproximado para probar la hipótesis anterior es:
Z0=p1− p2
√ p(1− p )( n1+n2n1n2 ) con
p=n1 p1+n2 p2
n1+n2
por tanto:
p=(1400 )(0 .2150 )+(1200 )(0 .118 )1400+1200
=0 . 1669
Z0=0 . 2150−0 .1108
√(0 . 1669)(0 .8331)( 11400
+ 11200 )
=7 . 10
Para un nivel de significancia del 0.05 en la distribución normal, se encuentra que:
Z0 = 7.10 > Z.05 = 1.645
Página 163
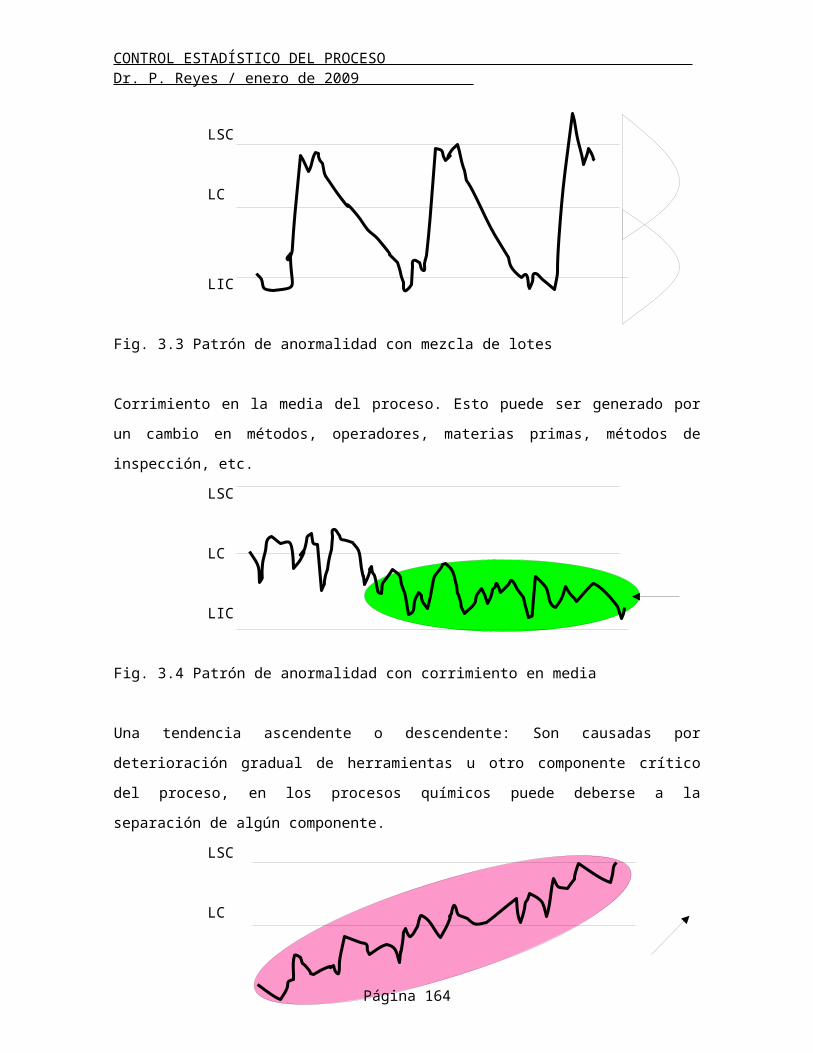
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Por tanto se rechaza la hipótesis Ho concluyendo que hubo una reducción en la fracción defectiva
promedio del proceso.
Usando sólo los últimos 24 puntos para calcular nuevos límites se tiene:
LSCp = 0.2440
LCp = 0.1108
LICp = -0.0224 = 0
Continuando con el ejemplo, usando los nuevos límites de control, para las siguientes 40 muestras
se observa una mejora del proceso, dentro de control. Es muy importante que para identificar
fácilmente las causas asignables, se lleve una bitácora de cambios, donde se anote cada cambio
que ocurra, independientemente que afecte o no al proceso.
Figura 4.4 Carta de control p con nuevos puntos tomados
Página 164

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Diseño de la carta de control
Determinación del tamaño de muestra:
Método 1.
El tamaño de muestra n se escoge de tal forma que la probabilidad de encontrar al menos una
unidad no conforme por muestra sea al menos .
Ejemplo 4.2, si p = 0.01 y se desea que la probabilidad de hallar al menos una unidad no conforme
sea al menos 0.95, si D es el número de artículos no conformes, entonces:
P{ D >= 1 }>= 0.95
Con la distribución de Poisson se encuentra que = np debe ser mayor a 3.00, por tanto si p =
0.01, implica que el tamaño de muestra debe ser al menos de 300.
Método 2.
Duncan sugiere que el tamaño de muestra debe ser tal que se tenga aproximadamente un 50% de
probabilidad de detectar el corrimiento de la media de un proceso en una cierta cantidad.
Asumiendo que la distribución normal es una buena aproximación a la binomial, se selecciona n de
tal forma que el límite superior de control coincida con la fracción defectiva en el estado fuera de
control.
Entonces n debe satisfacer:
δ=L√ p(1−p )n (4.8)
Donde L es la distancia de la línea central a los límites de control en desviaciones estándar, por
tanto,
Página 165

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
n=( Lδ )2p(1−p )
(4.9)
Ejemplo 4.3, si p = 0.01 y se desea que la probabilidad de detectar un corrimiento a p = 0.05 sea de
0.50, entonces = 0.05 – 0.01 = 0.04 y si L = 3-sigma, se tiene:
n = ( 30 . 04 )
2(0 .01 )(0 .99 )=56
Método 3.
Otro método a usar si la fracción p en control es pequeña, consiste en seleccionar n tan grande de
tal forma que el límite inferior tenga un valor positivo, para poder investigar la causa de
generación de muy bajas cantidades de artículos defectuosos con objeto de identificar errores de
inspección o de los equipos de medición. Se tiene:
LIC p=p−L√ p(1−p )n
>0(4.10)
Implica que,
n>(1−p )p
L2
(4.11)
Ejemplo 4.4, si p = 0.05 y se tienen límites de control a 3-sigma, el tamaño de muestra será:
n> 0 . 950 . 05
(3)2=171
Si n>171 unidades, la carta de control tendrá un límite inferior de control positivo.
Es importante notar que la carta de control p se basa en la distribución normal, es decir que la
probabilidad de ocurrencia de artículos defectivos es constante y que las unidades producidas son
Página 166

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
independientes. Si no es el caso, se debe desarrollar una carta de control basada en el modelo de
probabilidad adecuado.
Ejemplo 4.3 Para un servicio de mantenimiento se tomaron datos de 30 muestras de 50 servicios contabilizando las quejas en cada uno como sigue:
ServicioNo
conformes ServicioNo
conformes ServicioNo
conformes1 12 11 5 21 202 15 12 6 22 183 8 13 17 23 244 10 14 12 24 155 4 15 22 25 96 7 16 8 26 127 16 17 10 27 78 9 18 5 28 139 14 19 13 29 9
10 10 20 11 30 6
Como en total se encontraron 347 quejas o servicios no conformes, se estima p como sigue:
p=∑i=1
m
Di
mn=∑i=1
m
pi
m =
347(30 )(50 ) = 0.2313
Los límites de control usando Minitab son:LSCp = 0.4102 LCp = 0.2313 LICp = 0.0524
3020100
0.5
0.4
0.3
0.2
0.1
0.0
Sample Number
Prop
ortio
n
P Chart for No confo
11
P=0.2313
UCL=0.4102
LCL=0.05243
Fig. 4.4a. Carta de control P para la fracción de servicios no conformes.
Página 167

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejercicio Hacer una carta de control P por atributos.
Página 168

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Página 169

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
4.3 CARTA DE CONTROL np
En lugar de tener fracciones no conformes, si el tamaño de muestra es constante, se pueden
utilizar directamente el número de artículos defectivos o no conformes np, para evitarle
operaciones aritméticas al operador, los parámetros de esta carta son:
LSC np=np+3√np (1−p)
LCnp=np (4.12)
LICnp=np−3√np(1−p )
Si no se conoce el valor de p, se puede estimar con la p .
El número de defectivos o no conformes es un entero, por tanto es más fácil de graficar e
interpretar por los operadores que llevan el C.E.P.
Ejemplo 4.5, con los últimos 39 datos de las cajas de concentrado de jugo de naranja, se tiene:
252219161310741
20
15
10
5
0
Sample
Sam
ple
Coun
t
__NP=10.41
UCL=19.02
LCL=1.80
NP Chart of Defectos
Figura 4.5 Carta de control np en control estadístico con límites de control constantes
Página 170

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
4.4 TAMAÑO DE MUESTRA VARIABLE
En algunas aplicaciones para la fracción defectiva, la muestra es la inspección 100% de los lotes
producidos en un periodo de tiempo, por tanto la muestra será variable. Se tiene varios métodos
para llevar una carta de control:
Método 1. Límites variables
Se calculan límites de control para cada muestra en base en la fracción defectiva promedio p y su
tamaño de muestra con p±3 √ p(1−p )/ni . La amplitud de los límites es inversamente
proporcional a la raíz cuadrada del tamaño de muestra.
Ejemplo 4.6, Se tomaron datos del resultado de la inspección diaria, registrando la producción
total y los defectivos del día.
n-var nodef Fra-def LSC LIC Des-est
100 12 0.120.18368
60.00733
5 0.0293918
80 8 0.10.19409
3 -0.00307 0.0328611
80 6 0.0750.19409
3 -0.00307 0.0328611
100 9 0.090.18368
60.00733
5 0.0293918
110 100.09090
90.17958
20.01143
8 0.028024
110 120.10909
10.17958
20.01143
8 0.028024
100 11 0.110.18368
60.00733
5 0.0293918
100 16 0.160.18368
60.00733
5 0.0293918
90 100.11111
10.18845
50.00256
5 0.0309817
90 60.06666
70.18845
50.00256
5 0.0309817
110 200.18181
80.17958
20.01143
8 0.028024
Página 171

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
120 15 0.1250.17600
30.01501
7 0.026831
120 9 0.0750.17600
30.01501
7 0.026831
120 80.06666
70.17600
30.01501
7 0.026831
110 60.05454
50.17958
20.01143
8 0.028024
80 8 0.10.19409
3 -0.00307 0.0328611
80 10 0.1250.19409
3 -0.00307 0.0328611
80 7 0.08750.19409
3 -0.00307 0.0328611
90 50.05555
60.18845
50.00256
5 0.0309817
100 8 0.080.18368
60.00733
5 0.0293918
100 5 0.050.18368
60.00733
5 0.0293918
100 8 0.080.18368
60.00733
5 0.0293918
100 10 0.10.18368
60.00733
5 0.0293918
90 60.06666
70.18845
50.00256
5 0.0309817
La fracción defectiva media se calcula como sigue:
p=∑i=1
25
Di
∑i=1
25
ni
=2342450
=0 . 096
Y los límites de control se calculan como sigue:
LSCp= p+3σ p=0 .096+3√ (0 . 096 )(0. 904 )
ni
LC = 0.096
LICp= p−3σ p=0 . 096−3 √(0 .096)(0 .904 )
ni
Página 172

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
2321191715131197531
20
15
10
5
0
Sample
Sam
ple
Coun
t
__NP=8.58
UCL=16.94
LCL=0.22
1
NP Chart of nodef
Tests performed with unequal sample sizes
Figura 4.6 Carta de control np en control estadístico con límites de control variables
Se observa que la muestra 11 está fuera de control.
Cuando se toman límites de control variables, el análisis de patrones de anormalidad no tiene
sentido ya que la desviación estándar en cada muestra esta variando y no es posible visualizar
corridas o rachas.
Método 2. Tamaño de muestra promedio
En este caso, se toma el promedio de los tamaños de muestra para calcular los límites de control
aproximados, se asume que los tamaños de muestra no diferirán en forma apreciable de los
observados, aquí los límites de control son constantes. Si existen grandes diferencias mayores al
promedio más o menos 25%, este método no es adecuado.
n=∑i=1
m
ni
m=2450
25=98
Página 173

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Con límites de control basados en n=98 :
LSCp= p+3σ p=0 .096+3√(0 . 096 )(0.904 )
98=0 . 185
LC = 0.096
LICp= p−3σ p=0 . 096−3 √(0 . 096)(0 . 904 )
98=0 . 007
Otra vez de la gráfica se observa que el punto 11 está fuera de control.
Método 3. Carta de control estandarizada.
En este método, los puntos se grafican en unidades de desviación estándar. En la carta de control
estandarizada, la línea central es cero y los límites de control están a +3 y –3 respectivamente, la
variable a graficar en la carta es:
Zi=p i−p
√ p(1−p )ni (4.13)
donde p (o p si no hay estándar) es la fracción defectiva media del proceso en su condición de
control estadístico; pi , ni son datos de la muestra.
Ejemplo 4.7 Con los 25 datos anteriores se obtiene una carta estandarizada, por medio de Minitab.
Página 174

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
n-var nodef Frac.-def LSC LIC Media Z-Estand100 12 0.12 3 -3 0 0.8165580 8 0.1 3 -3 0 0.1217280 6 0.075 3 -3 0 -0.63905
100 9 0.09 3 -3 0 -0.20414110 10 0.090909 3 -3 0 -0.18166110 12 0.109091 3 -3 0 0.46713100 11 0.11 3 -3 0 0.47632100 16 0.16 3 -3 0 2.1774890 10 0.111111 3 -3 0 0.4877490 6 0.066667 3 -3 0 -0.94679
110 20 0.181818 3 -3 0 3.06231120 15 0.125 3 -3 0 1.08084120 9 0.075 3 -3 0 -0.78268120 8 0.066667 3 -3 0 -1.09326110 6 0.054545 3 -3 0 -1.4792580 8 0.1 3 -3 0 0.1217280 10 0.125 3 -3 0 0.882580 7 0.0875 3 -3 0 -0.2586690 5 0.055556 3 -3 0 -1.30543
100 8 0.08 3 -3 0 -0.54437100 5 0.05 3 -3 0 -1.56506100 8 0.08 3 -3 0 -0.54437100 10 0.1 3 -3 0 0.1360990 6 0.066667 3 -3 0 -0.94679
2321191715131197531
3.0
1.5
0.0
-1.5
-3.0
Observation
Indi
vidu
al V
alue
_X=-0.028
UCL=2.871
LCL=-2.926
2321191715131197531
4
3
2
1
0
Observation
Mov
ing
Rang
e
__MR=1.090
UCL=3.560
LCL=0
1
1
I-MR Chart of Z-Estand
Figura 4.7 Carta de control p estandarizada (Zi)
Página 175

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Esta carta tiene la ventaja de poder identificar patrones de anormalidad e identificar curva
característica de operación, lo que no puede hacerse con la carta de límites de control variables.
Una aplicación diferente de la manufactura sería el control de órdenes de compra erróneas para
cada semana.
4.5 CURVA CARACTERÍSTICA DE OPERACIÓN Y ARL
La curva OC muestra en forma gráfica la probabilidad de aceptar incorrectamente la hipótesis de
control estadístico (i.e. cometer un error tipo II o ). Esta curva proporciona una evaluación de la
sensibilidad de la carta de control, o sea la habilidad de detectar un corrimiento en la fracción no
conforme del proceso, desde su valor nominal p a algún otro valor p .
La probabilidad de error tipo II para la carta de control de fracción defectiva o no conforme es:
β=P {p<LSCp}− P {p≤LICp} = P {D<nLSCp}− P {D≤nLICp} (4.14)
Como D es una variable aleatoria binomial con parámetros n y p, el error puede ser obtenido de
la función de distribución acumulativa (la distribución de Poisson se puede utilizar como una
aproximación).
Ejemplo 4.8 Si n = 50, LIC = 0.0303 y LSC = 0.3697, el error tipo II se calcula como sigue:
β=P {D<(50)(0 . 3697 )p}−P {D≤(50 )(0 .030 )p}=P {D<18. 49p}−P {D≤1. 52p}
Sin embargo como D debe ser un entero, se toma,
β=P {D<18p}−P {D≤1p}La curva OC se construyó utilizando Excel y Minitab.
Página 176

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
NOTA: Se debe usar la distribución de Poisson para np <=5 y distribución Normal en caso
contrario.
A continuación se muestran curvas OC con 3 distribuciones.
Página 177
CURVA OC POR BINOMIAL CURVA OC POR POISSONLIC = 1, LSC =18, n = 50 LIC = 1, LSC =18, n =50
p P(d<=18|p) P(d<=1|p) Beta=dif np P(d<=18|p) P(d<=1|p) Beta=dif0.01 1 0.910564687 0.089435313 0.5 1 0.90979599 0.0902040.03 1 0.555279873 0.444720127 1.5 1 0.5578254 0.4421750.05 1 0.279431752 0.720568248 2.5 1 0.2872975 0.712703
0.1 0.99999986 0.03378586 0.966214001 5 0.999998598 0.04042768 0.9595710.15 0.999940418 0.002905453 0.997034965 7.5 0.999697003 0.00470122 0.994996
0.2 0.997488797 0.000192678 0.997296118 10 0.992813495 0.0004994 0.9923140.25 0.97126684 1.0005E-05 0.971256835 12.5 0.948148253 5.031E-05 0.948098
0.3 0.859440124 4.0337E-07 0.85943972 15 0.819471712 4.8944E-06 0.8194670.35 0.621587051 1.2349E-08 0.621587038 17.5 0.608934016 4.6453E-07 0.608934
0.4 0.335613264 2.7751E-10 0.335613263 20 0.381421949 4.3284E-08 0.3814220.45 0.127345115 4.36961E-12 0.127345115 22.5 0.202192955 3.976E-09 0.202193
0.5 0.032454324 4.52971E-14 0.032454324 25 0.092040859 3.6109E-10 0.0920410.55 0.005296752 2.84312E-16 0.005296752 27.5 0.036606283 3.249E-11 0.036606
CURVA OC POR NORMAL COMPARACION DE LAS LIC = 0.0303, LSC = 0.3697, n = 50 BETAS CON 3 DECIMALES
p Sigma LSC Z-Value LIC Z Value PZLSC PZLIC Beta np BINOM POISSON NORMAL0.01 0.014071247 25.56276589 1.442658181 1 0.925442 0.074558435 0.5 0.089 0.090 0.0750.03 0.024124676 14.08101803 0.0124354 1 0.504961 0.495039094 1.5 0.445 0.442 0.4950.05 0.03082207 10.37243767 -0.639152399 1 0.261362 0.738638167 2.5 0.721 0.713 0.739
0.1 0.042426407 6.356889963 -1.642844755 1 0.050208 0.949792486 5 0.966 0.960 0.9500.15 0.050497525 4.350708304 -2.370413218 0.999993 0.008884 0.991109116 7.5 0.997 0.995 0.991
0.2 0.056568542 2.999900519 -2.999900519 0.99865 0.00135 0.997299184 10 0.997 0.992 0.9970.25 0.061237244 1.954692815 -3.587685977 0.97469 0.000167 0.97452355 12.5 0.971 0.948 0.975
0.3 0.064807407 1.075494349 -4.161561348 0.858923 1.58E-05 0.858907423 15 0.859 0.819 0.8590.35 0.067453688 0.292052231 -4.739548131 0.614877 1.07E-06 0.614875519 17.5 0.622 0.609 0.615
0.4 0.069282032 -0.437342829 -5.336159863 0.330931 4.76E-08 0.33093135 20 0.336 0.381 0.3310.45 0.070356236 -1.141334502 -5.965356044 0.126865 1.22E-09 0.126865425 22.5 0.127 0.202 0.127
0.5 0.070710678 -1.842720272 -6.642561102 0.032685 1.55E-11 0.032684871 25 0.032 0.092 0.0330.55 0.070356236 -2.562672611 -7.386694153 0.005194 7.58E-14 0.005193524 27.5 0.005 0.037 0.005

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La curva OC calculada con las diferentes distribuciones de probabilidad se muestra a continuación:
Para esta carta de control, también se puede calcular la longitud de corrida media ARL.
Cuando es proceso está en control:
ARL0 = 1 /
Cuando el proceso está fuera de control:
ARL1 = 1 / (1 - )
Estas probabilidades de errores tipo I y II se pueden obtener o por calculo de probabilidades o
usando las curvas OC.
Figura 4.8 Curva característica de operación np
Ejemplo 4.9, suponiendo que el proceso se corre a p1 = 0.3, siendo su valor nominal p0 = 0.2. De la
curva OC se observa que en este caso es 0.9973 estando en control, en este caso = 1 - =
0.0027 y el valor de ARL0 es:
ARL0 = 1 / = 1 / 0.0027 = 370
Indicando que cada 370 puntos se puede tener una falsa alarma.
Página 178

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
4.6 CARTAS DE CONTROL PARA NO CONFORMIDADES (DEFECTOS) – c y u
Una no conformidad o defecto es una característica específica que no cumple con la especificación
del producto. Las no conformidades pueden tener una gravedad diferente desde menores hasta
críticas. Se pueden desarrollar cartas de control para el número total de no conformidades en una
unidad o el número promedio de no conformidades por unidad.
Estas cartas asumen que la ocurrencia de no conformidades en muestras de tamaño constante son
modeladas bien por la distribución de Poisson, es decir implica que las oportunidades o
localizaciones potenciales para las no conformidades sea muy infinitamente grande y que la
probabilidad de ocurrencia de una no conformidad en cualquier localización sea pequeña y
constante. Además cada unidad de inspección debe representar una “área de oportunidad”
idéntica para la ocurrencia de no conformidades. Si estas condiciones no se cumplen, el modelo de
Poisson no es apropiado.
Tamaño de muestra constante - CARTA c
Una unidad de inspección es simplemente una entidad para la cual es conveniente registrar el
número de defectos, puede formarse con 5 unidades de producto, 10 unidades de producto, etc.
Suponiendo que los defectos o no conformidades ocurren en la unidad de inspección de acuerdo a
la distribución de Poisson, o sea:
p( x )= e−c c x
x ! (4.15)
Donde la media y la desviación estándar tienen valor c; para x = 0, 1, 2, .......
Por tanto considerando L = 3-sigma, los límites de control para la carta de no conformidades son:
Página 179

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSCc = c + 3 √cLCc = c (4.16)
LICc = c - 3 √c en el caso que sea negativo toma el valor cero.
Si no hay estándar definido c se estima con el promedio de no conformidades observadas en una
muestra preliminar inspeccionada, o sea con c , en este caso los parámetros de la carta son:
LSCc = c + 3 √c
LCc = c (4.17)
LICc = c - 3 √c en el caso que sea negativo toma el valor cero
Cuando no hay datos históricos, se calculan límites de control preliminares.
Ejemplo 4.18 Para el número de no conformidades observadas en 26 unidades de inspección
sucesivas de 100 muestras de circuitos impresos, se obtuvieron los datos siguientes:
No Conformidades 21 1924 1016 1712 1315 225 18
28 3920 3031 2425 1620 1924 1716 15
Donde,
LSC = 33.22
LC = 516 / 26 = 19.85 = c
Página 180

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LIC = 6.48
De la carta de control preliminar, se observa que hay 2 puntos fuera de control, el 6 y el 20.
252219161310741
40
30
20
10
0
Sample
Sam
ple
Coun
t
_C=19.85
UCL=33.21
LCL=6.48
1
1
C Chart of NoConform
Figura 4.9 Carta de control C fuera de control estadístico
Una investigación reveló que el punto 6 fue debido a que un inspector nuevo calificó los circuitos
impresos pero no tenía la suficiente experiencia, fue entrenado. El punto 20 fue causado por una
falla en el control de temperatura de la soldadora de ola, lo cual fue reparado. Por lo anterior se
toman acciones para evitar recurrencia, se eliminan y se recalculan los límites de control.
Página 181

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
2321191715131197531
35
30
25
20
15
10
5
Sample
Sam
ple
Coun
t
_C=19.67
UCL=32.97
LCL=6.36
C Chart of NoConform
Figura 4.9 Carta de control C dentro de control estadístico
Como el proceso ya se encuentra en control estadístico, estos límites se tomarán como base para
el siguiente periodo, donde se tomaron 20 unidades de inspección adicionales.
No Conformidades 116 1818 2112 1615 2224 1921 1228 1420 925 1619 21
Se observa en la gráfica que no se tienen puntos fuera de control, sin embargo el promedio de
defectos es alto, requiere la acción de la administración.
Página 182

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
191715131197531
35
30
25
20
15
10
5
Sample
Sam
ple
Coun
t
_C=19.67
UCL=32.98
LCL=6.36
C Chart of C4
Figura 4.10 Carta de control C dentro de control estadístico para otras 20 muestras – muy alta c
Haciendo un análisis de Pareto de los principales defectos se observó que el principal defecto de
soldadura insuficiente y soldadura fría, acumulan el 69% del total, por lo que se deben enfocar los
esfuerzos a resolver estos problemas.
Página 183

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Figura 4.11 Pareto de no conformidades
Página 184

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Puede ser necesario estratificar el problema identificando en que modelo de circuito impreso se
presentan los defectos principalmente.
Otra forma de análisis es el diagrama de causa efecto para identificar las diferentes fuentes de no
conformidades.
Figura 4.12 Diagrama de Ishikawa de causas potenciales para la falla de soldadura
Selección del tamaño de muestra
Aumentando el tamaño de muestra se tiene más oportunidad de encontrar no conformidades o
defectos, sin embargo esto también depende de consideraciones económicas y del proceso, si en
lugar de tomar 1 unidad de inspección, se toman n unidades de inspección, entonces los nuevos
límites de control se pueden calcular por los siguientes métodos:
Método 1. Con nc
En este caso tanto la línea central como los límites de control se modifican por el factor n,
quedando como sigue (c es la media de las no conformidades observada en la unidad de
inspección anterior):
Página 185

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSCnc=nc+3 √nc
LC nc=nc (4.18)
LICnc=nc−3√nc
Por ejemplo si se deciden utilizar 2.5 unidades de inspección para el caso de los circuitos impresos
(es decir inspeccionar 250 tarjetas) con n=2.5, se tiene:
LSC nc=nc+3 √nc = (2.5)(19.67) + 3 √(2 .5 )(19 .67 )=70 . 22
LC nc=nc = (2.5)(19.67) = 49.18
LICnc=nc−3√nc = (2.5)(19.67) - 3 √(2 .5 )(19 .67 )=28 .14
Carta de control de defectos por unidad U
Método 2. Carta u
Si se encuentra un total de c no conformidades en la muestra de n unidades de inspección,
entonces el promedio de no conformidades por unidad de inspección u es:
u= cn (4.19)
Como c es una variable aleatoria que sigue la distribución de Poisson, los parámetros de la carta u
de número de no conformidades o defectos por unidad son:
LSCu=u+3√ un
LCu=u (4.20)
LSCu=u+3√ un
Página 186

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Donde u representa el número promedio de no conformidades por unidad en un conjunto de
datos preliminar. Los límites anteriores se consideran límites preliminares.
Ejemplo 4.10 Para un fabricante de computadoras registrando los defectos en su línea de
ensamble final. La unidad de inspección es una computadora y se toman 5 unidades de inspección
a un tiempo.
No conformidades en cada 5 unidades – carta u
10 912 58 7
14 1110 1216 611 87 10
10 715 5
Se calculan los límites de control con:
u__= Suma .de .no .conformidades
Suma .de .unidades .inspeccionadas
u =38.60 / 20 = 1.93
LSC = 3.79
LIC = 0.07
La carta de control queda como sigue:
Página 187

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
191715131197531
4
3
2
1
0
Sample
Sam
ple
Coun
t Per
Uni
t
_U=1.93
UCL=3.794
LCL=0.066
U Chart of C6
Figura 4.13 Carta de control de defectos por unidad U con tamaño de muestra constante en
control estadístico
En la carta de control no se observa falta de control estadístico, por tanto los límites preliminares
se pueden utilizar en corridas futuras.
MUESTRA VARIABLE – CARTA u
En algunos casos las cartas de control para no conformidades se utilizan en la inspección 100% de
la producción o lotes de producto, por tanto las unidades de inspección no son constantes. En esta
carta se tiene una línea central constante y los límites de control varían inversamente con la raíz
cuadrada del tamaño de muestra n.
La línea central y los límites individuales de control se calculan como sigue:
Página 188

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSCu i=u+3√ u
ni
LCu=u (4.21)
LSCu i=u+3√ u
ni
Ejemplo 4.11 En una planta textil, se inspeccionan defectos por cada 50m 2 los datos se muestran a
continuación.
Unidades No conform10 148 12
13 2010 119.5 710 1012 21
10.5 1612 19
12.5 23
La línea central es u=153
107 .5=1. 42
Donde u = Total de defectos observados / Total de unidades de inspección
De la gráfica no se observan puntos fuera de control.
Página 189

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
10987654321
3.0
2.5
2.0
1.5
1.0
0.5
0.0
Sample
Sam
ple
Coun
t Per
Uni
t
_U=1.423
UCL=2.436
LCL=0.411
U Chart of No conform
Tests performed with unequal sample sizes
Figura 4.14 Carta de control para defectos por unidad con tamaño de muestra variable
Existen otras dos alternativas para el manejo de la carta u con n variable:
1. Usando un promedio de tamaños de muestra.
n=∑i=1
m ni
m (4.22)
2. Usando una de control estandarizada (opción preferida). Se grafica Z i con límites de control en
+3 y –3, línea central cero.
Zi=ui−u
√ un i (4.23)
Página 190

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 4.11 (Cont...) Estandarizando la carta se tiene:
Unidades NoConf SigmaU Ui-Uprom Zu10 14 0.377261 -0.02325581 -0.06164
8 12 0.42179 0.07674419 0.18194913 20 0.330879 0.11520572 0.3481810 11 0.377261 -0.32325581 -0.85685
9.5 7 0.387061 -0.68641371 -1.773410 10 0.377261 -0.42325581 -1.1219212 21 0.34439 0.32674419 0.948761
10.5 16 0.368169 0.10055371 0.27311912 19 0.34439 0.16007752 0.464814
12.5 23 0.337432 0.41674419 1.235046
U prom 1.423256
La carta de control estandarizada para U, se encuentra en control estadístico como se muestra
abajo.
10987654321
3
2
1
0
-1
-2
-3
Observation
Indi
vidu
al V
alue
_X=0
UCL=3
LCL=-3
I Chart of Zu
Figura 4.15 Carta de control U estandarizada
Página 191

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Sistema de demeritos
Con productos complejos, se identifican diversos tipos de defectos, desde los que se consideran
menores hasta los que ponen en riesgo la salud del usuario. Por lo cual es necesario dar una
ponderación a esos diversos tipos de defectos de acuerdo a su gravedad, un esquema posible es el
siguiente:
Defectos tipo A – Muy serios: La unidad no puede funcionar o fallará en el campo, o puede causar
daño al usuario.
Defectos tipo B – Serios: La unidad tendrá menos vida útil, o puede causar una falla de
funcionamiento mayor.
Defectos tipo C – Poco serios: La unidad puede tener fallas pero continuar funcionando, o puede
incrementar los costos de mantenimiento, o tener una mala apariencia como usada.
Defectos tipo D – Menores: La unidad no fallará en servicio pero tiene defectos de apariencia,
terminados o calidad de trabajo.
Supóngase que para los defectos anteriores se tengan los números ciA, ciB, ciC, ciD respectivamente
en la i-ésima unidad inspeccionada. Se asume que cada clase de defectos es independiente y que
la ocurrencia de defectos de cada clase es modelada bien con la distribución de Poisson. Entonces
se puede definir el número de deméritos en la unidad de inspección por ejemplo como:
di = 100ciA + 50ciB + 10ciC + ciD (4.24)
Suponiendo que se toma una muestra de n unidades de inspección, entonces el número de
Deméritos por unidad es (con ∑i=1
n
d inúmero total de deméritos en todas las unidades de
inspección):
ui = D / n =
∑i=1
n
d i
n (4.25)
Página 192

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Como u es una combinación lineal de variables aleatorias independientes de Poisson, el estadístico
ui puede ser graficado en una carta de control con los parámetros siguientes:
LSC = u + 3 u
LC = u (4.26)
LIC = u + 3 u,
Donde,
u=100u A+50uB+10uC+1uD (4.27)
yσ u=[ (100)2u A+(50 )2uB+(10 )2uC+(1 )
2uD
n ]1 /2
(4.28)
Los números uA ,uB ,uC , uD , representan el número promedio de defectos de la clase A, clase B,
clase C y clase D respectivamente. Se determina a partir de datos preliminares tomados cuando el
proceso está en control estadístico.
La curva característica de operación
La curva característica de operación (OC) puede ser obtenida tanto para la carta c como para la
carta u a partir de la distribución de Poisson.
Para la carta c, la curva OC muestra la probabilidad del error tipo II contra la media real del
numero de defectos c, se expresa como sigue:
β=P {x<LSCc }− P{x≤LICc} (4.29)
Donde x es una variable aleatoria de Poisson con parámetro c.
Ejemplo 4.12, para el caso de la carta c anterior con LSC = 33.22, LIC = 6.48, se tiene:
β=P {x<33 . 22c }− P{x≤6 . 48c }cómo las cantidades deben ser enteras, esto es equivalente a:
Página 193

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
β=P {x<33c }−P {x≤7c }La curva OC se obtiene con la distribución de Poisson como sigue:
C P(x<=33) P(x<=7) Pa=Beta1 1.000 1.000 0.0003 1.000 0.988 0.0125 1.000 0.867 0.1337 1.000 0.599 0.4019 1.000 0.324 0.676
11 1.000 0.143 0.85713 1.000 0.054 0.94615 1.000 0.018 0.98217 1.000 0.005 0.99419 0.999 0.002 0.99721 0.994 0.000 0.99423 0.981 0.000 0.98125 0.950 0.000 0.95027 0.892 0.000 0.89229 0.801 0.000 0.80131 0.682 0.000 0.68233 0.546 0.000 0.54635 0.410 0.000 0.41037 0.289 0.000 0.28939 0.191 0.000 0.191
C promedio 19.67
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 390.000
0.200
0.400
0.600
0.800
1.000
1.200
Pa=Beta
Pa=Beta
Figura 4.16 Curva característica de operación de la carta C con media 19.67
Página 194

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Para el caso de la carta u, la curva OC puede generarse con:
β=P {x<LSCu}− P {x≤LICu}
β=P {c<nLSCu}−P {c≤nLICu} (4.30)
β=P {nLICu<c≤nLSCu}
4.7 CARTAS DE CONTROL PARA TASAS DE DEFECTOS EN ppm
Las cartas por atributos c y u no son convenientes en estos casos ya que tendrían ceros la mayor
parte del tiempo, una alternativa es graficar los intervalos de tiempo entre ocurrencias de los
defectos o “eventos”.
Asumiendo que los defectos ocurren de acuerdo a la distribución de Poisson, entonces la
distribución de tiempo transcurrido entre eventos sigue la distribución exponencial, sin embargo
daría una carta de control muy asimétrica.
Nelson, sugiere una alternativa transformando la variable aleatoria exponencial a una variable
aleatoria de Weibull de tal forma que sea una buena aproximación a la normal. Si y representa la
variable aleatoria exponencial original, la transformación adecuada es:
x = y1/3.6 = y0.277 (4.31)
Por tanto se construye una carta de control para x, asumiendo que x sigue una distribución
normal.
Por ejemplo para el monitoreo de fallas de una válvula importante, se usará el número de horas
entre fallas como la variable a monitorear. En la página siguiente se muestra este ejemplo.
Página 195

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5. OTRAS CARTAS DE CONTROL ESPECIALES
5.1 CARTAS DE CONTROL PARA CORRIDAS CORTAS DE PRODUCCIÓN
Cartas de control dnom
Se pueden utilizar cartas de medias-rangos en situaciones las corridas de producción sean cortas,
tomando las desviaciones respecto a la media de especificaciones en lugar del valor como tal.
Ejemplo 5.1 Si se tienen 2 piezas la A y la B, donde la dimensión nominal de la pieza A TA = 50mm, y
la dimensión nominal de la pieza B es TB = 25mm, cuando se produce las piezas A o B se toman
muestras y se evalúa la desviación respecto a su media.
Muestra Pieza M1 M2 M3 D1 D2 D3 Media Rango1 A 50 51 52 0 1 2 1.00 22 A 49 50 51 -1 0 1 0.00 23 A 48 49 52 -2 -1 2 -0.33 44 A 9 53 51 -1 3 1 1.00 45 B 24 27 26 -1 2 1 0.67 36 B 25 27 24 0 2 -1 0.33 37 B 27 26 23 2 1 -2 0.33 48 B 25 24 23 0 -1 -2 -1.00 29 B 24 25 25 -1 0 0 -0.33 1
10 B 26 24 25 1 -1 0 0.00 2
Ver carta en la página siguiente.
Se deben cumplir 3 premisas para estas cartas:
1. La desviación estándar debe ser la misma para todas las partes, sin esto no se cumple usar la
carta de medias estandarizada.
2. El procedimiento trabaja mejor cuando el tamaño de muestra es constante para todas las
diferentes partes.
3. La media utilizada debe ser la media de las especificaciones, a excepción de cuando se tiene
sólo un límite de especificación.
Página 196

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
10987654321
3.0
1.5
0.0
-1.5
-3.0
Sample
Sam
ple
Mea
n
__X=0.167
UCL=2.929
LCL=-2.596
10987654321
6.0
4.5
3.0
1.5
0.0
Sample
Sam
ple
Rang
e
_R=2.7
UCL=6.950
LCL=0
Xbar-R Chart of D1, ..., D3
Figura 4.1 Carta DNOM para corridas cortas
Cartas de control de medias rangos estandarizada
Si la desviación estándar para las diferentes partes es diferente, se usan estas cartas. Sean
Ri . .. ..T i el rango medio y el valor nominal de x para un número de parte específico. Para todas las
muestras de este número de parte, graficar,
RS= RR i (5.1)
Se toman de datos históricos o de especificaciones para el rango, o se puede estimar de con
Ri≈Sd2
c4 sus límites de control son D3 y D4. Para la media graficar,
xS=x−T i
Ri (5.2)
Página 197

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La línea central para la carta x estandarizada es cero, y sus límites de control son LSC = A2 y LIC = -
A2 .
Cartas de control por atributos
Se utilizan cartas de control estandarizadas con límites de control LSC=+3 y LIC=-3. Los estadísticos
a graficar son:
Carta p Zi=
p i− p
√ p (1−p)/n
Carta np Zi=
npi−n p
√n p(1−p )
(5.3)
Carta c Zi=
c i−c
√c
Carta u Zi=
ui−u
√u /n
5.2 CARTAS DE CONTROL MODIFICADAS Y DE ACEPTACIÓN
Cartas de control modificadas
Las cartas de control modificadas se utilizan cuando la variabilidad es pequeña respecto a los
límites de especificaciones, es decir el Cp es mucho mayor que 1. En este caso la media del
proceso puede variar sobre un rango permitido sin afectar el desempeño del proceso.
La carta de control modificada X esta diseñada para detectar sólo si la media verdadera del
proceso m, está localizada de tal forma que el proceso genere una fracción de productos no
conformes mayor de algún valor especificado .
Se permite que m varíe entre mI y mS de tal forma que no se exceda la fracción defectiva . Se
asume que el proceso está normalmente distribuido y que sea conocida y esté en control.
Página 198

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
m
LIEsp. |--- 6 ---| LSEsp.
Figura 5.2 Proceso con habilidad alta, Cp>>1
LIE mI mS LSE Z
Z
/ √n
LIC LSC
Figura 5.3 Localización de los límites de control
Donde:
μI=LIE+Zδσ (5.4)
μS=LSE−Zδσ
Donde Z es el punto superior 100(1-) de la distribución normal, si se especifica un error , los
límites de control superior e inferior son:
Página 199
Zα σ
√nZα σ
√nZα σ
√n

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSC=μS+Zα σ
√n=LSE−(Z δ−
Zα
√n )σ (5.5)
LIC=μI−Zα σ
√n=LIE+(Zδ−
Zα
√n )σ
Lo común es que Z =3.
En las cartas modificadas, es una fracción no conforme que se acepta con una probabilidad (1-).
Si la variabilidad del proceso cambia, éstas cartas no son apropiadas, de tal forma que se
recomienda siempre usar en forma adicional una carta R o S, de donde incluso se estime la
inicial.
Cartas de control de aceptación
En este caso se toma en cuenta ambos errores tipo I y tipo II, ya sea de rechazar un proceso que
opera en forma satisfactoria o de aceptarlo si opera en forma insatisfactoria.
Los límites de control para este caso se basan en una n especificada y una fracción no conforme
del proceso que nos gustaría rechazar con una probabilidad (1-), por tanto:
LSC=μS−
Zβ σ
√n=LSE−(Zγ+
Zβ
√n )σ (5.5)
LIC=μI+Zβ σ
√n=LIE+(Zγ+
Zβ
√n )σ
Es posible también seleccionar un tamaño de muestra de tal forma que se obtengan los
requerimientos para , , y . Igualando los límites de control superiores:
Página 200

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSC=LSE−(Zδ−Zα
√n )σ = LSE−(Zγ−
Z β
√n )σSe obtiene
n=( Zα+Z β
Zδ−Zγ )2
(5.6)
Ejemplo 5.2 Si delta = 0.01, alfa = 0.00135, gama = 0.05 y beta = 0.20, haciendo los cálculos se
obtiene una n = 31.43 32.
n=( 3. 00+0 . 842 .33−1. 645 )
2
Ejemplo 5.3 De Duncan se tiene:29
LSE =0.025
LSE-1.96
Amplitud de variación 0.10
Aceptable para X__
0.10
LIE+1.96
LIE =0.025
Figura 5.4 Carta de control de aceptación
En la figura si suponemos que =0.025 y = 0.10, asumiendo un proceso normal, los límites para la
carta de control de aceptación estarán en:
29 Duncan A., Control de Calidad y Estadística Industrial, Alfaomega, México, 1989, pp. 527-530
Página 201

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSC = LSE – 1.96 - 1.282/√n
LIC = LIE + 1.96 + 1.282/√n
5.3 CARTA DE CONTROL PARA DESGASTE DE HERRAMIENTA O MATERIAL
Cuando un desgaste natural ocurre, se presenta una tendencia natural en la carta de control, la
distancia entre los límites de especificación debe ser mucho mayor que 6X, por lo que se puede
usar el concepto de la carta de control modificada (X = R/d2).
El ajuste inicial de la herramienta se inicia a 3x arriba del límite inferior de especificación, y el
máximo que se le permite variar es hasta 3x abajo del límite superior de especificación. Esto
minimiza los ajustes a realizar durante las corridas de producción. Se puede utilizar un valor
diferente de Z = 3 si se requiere una mayor protección en la fracción defectuosa. Para este
problema también se puede utilizar la carta de regresión.
LSE
σ
X¿
LSE-3x
Amplitud dentro de la cual
se espera encontrar las 6σ
X¿
medias de las piezas Distribución de xσ
X¿
LIE+3x
LIE
Fig. 5.5 Carta de control para desgaste de herramienta o material
Página 202

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Como se puede observar, sólo se puede emplear ésta carta si la amplitud de los límites de
especificación es suficiente mayor a 6x para alojar la carta de control.
La pendiente b de la línea central y límites de control se pueden calcular por los métodos
siguientes:
1. Dibujando una línea central que pase por los puntos graficados y estimando en forma gráfica
la pendiente.
2. Utilizando la técnica de mínimos cuadrados, donde si se tienen un total de m muestras con el
número de muestra i = 1,2,3…..m la pendiente b es (los datos se pueden codificar para
facilidad):
b=[12∑ iXi/ (m(m2−1)) ]−[6∑ X i/(m(m−1 )) ] (5.7)
3. Utilizando un paquete de computadora que incluye el cálculo de mínimos cuadrados.
Los valores sugeridos de inicio y paro del proceso son μ1 , , μ2 donde:
μ1=LIE+3σ x=LIE+3 R /d2 (5.8)
μ2=LSE−3σ x=LSE−3R /d2
El número de puntos que tienen que pasar para llegar de μ1 , , μ2 es:
M* = (μ1 , - μ2 ) / b (5.9)
Es importante considerar que antes de llevar una carta de medias para desgaste es indispensable
asegurarse que la carta de rangos está en control estadístico. En caso de que la media en lugar de
crecer, decrezca, las μ1 , , μ2 se invierten:
Página 203

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Los límites de control se encuentran a una distancia vertical A2 R¿
de la línea central.
Página 204

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 5.4 El diámetro exterior de una válvula tiene una especificación de 1.1555 0.0005”. Se
han tomado 13 muestras de 5 piezas cada una sin ajustar la herramienta de corte, en intervalos de
media hora. Los resultados son:
Muestra i 1 2 3 4 5 6 7 8
X¿
i 1.15530, 1.15540,1.15544, 1.15546, 1.15550, 1.15556, 1.15568, 1.15570,
Ri 0.00020, 0.00020, 0.00020, 0.00020, 0.00020, 0.00020, 0.00010, 0.00020
Muestra 9 10 11 12 13
X¿
i 1.15576, 1.15578, 1.15580, 1.15586, 1.15590Ri 0.00010, 0.00020, 0.00020, 0.00010, 0.00020
Los resultados obtenidos son:
R-medio=0.0001769; LSCR=0.000374, = 0.000076053;
b = 0.0000492
μ1 , , μ2 son respectivamente 1.155228 y 1.155772
m* = 11.056, los límites de control están a A2 R¿
= 0.5768(0.0001769)=0.000102.
Es decir que tienen que pasar 11 puntos o 5.5 horas para reajustar el procesoLSE
μ2
Pendiente b
LSC
μ1 , LIC
LIE
Fig. 5.6 Tiempo “t” o número de muestras antes de ajuste
Página 205

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5.4 CARTA DE PRECONTROL O DE ARCOIRIS
Es una técnica usada para detectar irregularidades en el proceso, que pueden resultar en la
producción de unidades fuera de especificaciones. Pre-control, principalmente se presta para el
uso de aparatos de medición hechos previamente sobre los límites de las especificaciones. El uso
de éstos aparatos de medición permite seleccionar fácilmente las unidades que proceden de las
que no. Pre-control es usado con frecuencia para determinar los valores de las variables del
proceso durante el período de arranque de la producción.
También se denomina carta de objetivo, utiliza los límites de especificación para su
establecimiento, situados a 3 es fácil de construir y usar, sin embargo, no permite mejorar el
proceso. La carta tiene tres áreas:
ZONA ROJA Límite superior de especificaciones
ZONA AMARILLA Esta zona comprende 1.5 o 7%
ZONA VERDE Esta zona comprende 1.5 o 86%
ZONA AMARILLA Esta zona comprende 1.5 o 7%
ZONA ROJA Límite inferior de especificaciones
Figura 5.7 Carta de Pre – Control y sus zonas
En la carta de pre – control hay un 1/14 de probabilidad de que una parte caiga en la zona amarilla
y de 1/196 de que caigan dos consecutivas en ésta zona, en este caso se considera que el proceso
se salió de control.
Pre-control se basa en la hipótesis de que si el proceso está operando correctamente, la
probabilidad de encontrar dos unidades fuera de los límites de control consecutivamente es
demasiado pequeña. Por lo tanto si dos unidades son encontradas consecutivamente fuera de los
límites de control, es razón suficiente como para indicar una falla en el proceso.
Ventajas:
Página 206

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Pre-control es una técnica simple que a diferencia con el control estadístico del proceso (CEP) no
requiere de gráficas de control, ni de cómputos.
Desventajas:
No existen gráficas de control, por lo tanto, las reglas y procedimientos para reconocer patrones
de fallas no pueden ser usados. Dado que se requiere una cantidad muy pequeña de muestras, es
riesgoso inferir sobre la totalidad del proceso. Finalmente, Pre-control no proporciona información
suficiente para someter el proceso bajo control o para reducir la variabilidad. Asume que el
proceso es hábil y que es normal.
Recomendaciones:
Pre-control sólo debe ser usado cuando la capacidad del proceso (Cp)30 es mayor que uno (algunos
textos recomiendan como mínimo Cp=2)31, y cuando se han alcanzado cero defectos en el proceso.
Definición de los límites de Pre-control.
Existen dos límites de Pre-control (PC): Upper Pre-control limit (UPCL) y Lower Pre-control
limit(LPCL). Cada uno representa ¼ de la distancia entre el límite de especificaciones inferior (LSL)
y el límite de especificaciones superior (USL). La siguiente figura considera un proceso distribuido
de acuerdo a la distribución normal.
Figura 5.8 Distribución de áreas de probabilidad para la carta de pre-control
30 C p=
(USL−LSL)6 σ , donde USL = Upper Specification Limit y LSL = Lower Specification Limit.
31 Montogomery, Douglas C. “Statistical Quality Control”, John Wiley & Sons, Inc., 1991, pp. 332-334.
Página 207
LSL LPCL UPCL USLm
0 114
12
34
LSL LPCL UPCL USLm
0 114
12
34

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Pasos a seguir para aplicar Pre-control.
A continuación se muestran las reglas de uso de la carta:
1. Iniciar el proceso. Si el primer artículo sale de especificaciones, parar, corregir e iniciar de
nuevo. Deberán caer en la zona verde.
2. Si un artículo cae en la zona amarilla, tomar un siguiente artículo. Si cae nuevamente en la
zona amarilla parar y corregir el proceso, de otra forma continuar.
3. Si 25 artículos consecutivos caen en la zona verde, reducir frecuencia de chequeo.
Figura 5.9 Pasos a seguir para el Pre-Control
Página 208
Inicie el proceso
Verifique1a. Unidad
Fuera deEspecificaciones
Dentro deEspecificacionesFuera de límitesDe Pre-control
Verifique2a. Unidad
Dentro deEspecificacionesFuera de límitesDe Pre-control
Dentro dede límites
De Pre-control
Dentro deEspecificaciones
Fuera de EL OTROlímite de Pre-control
Continuar el proceso.Detener sólo si DOS
Unidades consecutivasEstan fuera de los
Límites dePre-control
Variabilidad delProceso fuera de
Control.
¡!
AInicie el proceso
Verifique1a. Unidad
Fuera deEspecificaciones
Dentro deEspecificacionesFuera de límitesDe Pre-control
Verifique2a. Unidad
Dentro deEspecificacionesFuera de límitesDe Pre-control
Dentro dede límites
De Pre-control
Dentro deEspecificaciones
Fuera de EL OTROlímite de Pre-control
Continuar el proceso.Detener sólo si DOS
Unidades consecutivasEstan fuera de los
Límites dePre-control
Variabilidad delProceso fuera de
Control.
¡!
A
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Notas:
1. Si cinco unidades están dentro de los límites de Pre-control, cambie a verificación
intermitente.
2. Cuando se encuentre en verificación intermitente, no ajuste el proceso hasta que una unidad
exceda algún límite de Pre-control. Examine la siguiente unidad, y proceda en A.
3. Si se reinicia el proceso, al menos cinco unidades consecutivas deben caer dentro de los
límites de pre-control para cambiar a verificación intermitente.
4. Si el operador toma más de 25 muestras sin reiniciar el proceso, reduzca la frecuencia de las
verificaciones.
Página 209

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5.5 CARTAS DE CONTROL PARA PROCESOS DE SALIDA MÚLTIPLE
Se utiliza para procesos con muchas fuentes de producción, por ejemplo diversos husillos que en
principio producen piezas similares. El usar una carta de control para cada husillo por separado
sería prohibitivo, sin embargo se tiene la alternativa de ésta carta de control siempre que la
producción entre husillos no esté correlacionada.
Para establecer una carta de este tipo, se toman n partes de cada salida, hasta completar 20 o 25
subgrupos, por ejemplo si se toman muestras de n = 4 de 6 husillos repetido en 20 subgrupos, se
habrán tomado 20 x 6 = 120 medias y rangos de n = 4 observaciones. De éstos se calculan la media
de medias X=
y el R¿
, los límites de control se calculan como en una carta de medias-rangos
convencional con n = 4, en este caso A2 = 0.729, D3 = 0, D4 = 2.282:
LICX = X=
- A2R¿
LICR = D3R¿
(5.10)
LSCX = X=
+ A2R¿
LSCR = D4R¿
Con los límites de control trazados, se grafica después sólo la mayor y la menor de las 6 lecturas
promedio considerando todas las salidas o en este caso husillos de la máquina, si se encuentran en
control, se asume que las demás están en control. Para el rango se grafica sólo el mayor de todos
los rangos. Cada punto es identificado por el número de husillo o salida que lo produjo. El proceso
se encuentra fuera de control si se algún punto excede los límites de 3-sigma. No se pueden
aplicar pruebas de rachas a estas cartas.
Es útil observar que si una salida da el mayor o el menor valor varias en una fila, puede ser
evidencia de que es diferente a los otros. Si el proceso tiene s salidas y si r es el número de veces
consecutivas que se repite como el mayor o el menor, el ARL para este evento es:
ARL0=
sr−1s−1 (5.11)
Página 210

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Para el caso de que s = 6 y r = 4, el ARL será de 259, es decir que si el proceso está en control, se
esperará que una salida repita un valor extremo 4 veces en la carta una vez de cada 259 muestras.
Si esto sucede con más frecuencia se debe sospechar que la salida es diferente a las demás.
Algunos de los pares adecuados de (s,r) son (3,7), (4,6), (5-6,5), 7-10,4), todas las combinaciones
dan ARLo adecuados.
5.6 CARTAS DE CONTROL Cusum
Las cartas de control de Shewart utilizan sólo información acerca del proceso con los últimos datos
del subgrupo, e ignoran la información de la secuencia completa de puntos, esto hace que estas
cartas de control sean insensibles a pequeños corrimientos de la media del proceso, de 1.5 o
menos. Los límites preventivos y criterios múltiples de prueba de corridas o tendencias toman en
cuenta otros puntos de la carta, sin embargo esto reduce la simplicidad de interpretación de la
carta así como reducir el ARL en control lo cual es indeseable.
Cuando se trata de identificar pequeñas variaciones o corridas en la media, se pueden utilizar
como alternativa, las cartas de sumas acumuladas (cusum), y promedio móvil exponencialmente
ponderado (EWMA).
Cusum normal
Para pequeños corrimientos menores a 1.5, la carta de Shewart es ineficiente, en esos casos la
carta de sumas acumuladas de Page, que funciona con n >=1 es mejor, ya que incorpora toda la
información anterior en el valor de la muestra al graficar la suma acumulada de las desviaciones
con referencia a un valor objetivo m0. Si se colectan muestras de tamaño n >= 1 siendo x j el valor
promedio de la muestra j-ésima. La carta de sumas acumuladas se forma graficando para cada
muestra i la cantidad siguiente que representa la suma acumulada hasta la muestra i,
C i=∑j=1
i
( x j−μ0 )(5.12)
Página 211

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Como esta carta es eficiente para n=1, es una buena alternativa para el control de procesos
químicos y el C.E.P. automatizado. Si la media tiene un corrimiento hacia arriba, la carta mostrará
una tendencia ascendente y viceversa.
La carta Cusum no tiene límites de control, sin embargo tiene un mecanismo similar ya sea en
forma tabular o por medio de una mascara en V, como la mostrada en el ejemplo de las páginas
siguientes.
Ejemplo
Suponiendo que la Posición de una parte (A) se mueve hacia arriba y hacia abajo una cierta
distancia de la posición ideal de referencia (B). AtoBDist es esta distancia. Para asegurar la calidad,
se toman 5 mediciones al día durante el primer periodo de tiempo y después 10 al día en un
siguiente periodo de tiempo.
AtoBDist -0.44025 4.52023 4.75466 4.90024 3.81341 -1.15453 5.039455.90038 3.95372 1.1424 1.28079 -3.78952 2.29868 1.965832.08965 7.99326 0.9379 2.87917 -3.81635 5.15847 -0.210260.09998 4.98677 -7.30286 1.83867 -4.8882 0.08558 0.275172.01594 -2.03427 -5.22516 -0.75614 -3.24534 -3.09574 -5.327974.83012 3.89134 -4.06527 3.72977 -0.27272 5.16744 3.78732 1.99825 -1.91314 3.77141 -4.33095 0.29748 4.99821 0.01028 2.0459 -4.04994 -1.83547 -4.66858 6.91169 -0.24542 4.93029 3.89824 -3.98876 -2.13787 1.93847 2.08175 0.03095 1.76868 -4.97431 -0.0045
-3.09907 -4.86937 -2.80363 2.2731 -5.1405 0.18096 -3.18827 -2.69206 -3.12681 -3.82297 -0.10379 4.30247 5.28978 -3.02947 -4.57793 -2.26821 2.21033 -2.21708 0.56182 2.99932 -3.17924 -2.07973 5.13041 7.17603 -3.1896 3.50123 -2.44537 0.01739 -1.89455 5.86525 7.93177 -1.99506 1.36225 3.71309 0.95119 0.95699 3.72692 -1.62939 0.92825 1.72573 -5.15414 -4.03441 3.83152 2.14395 -0.24151 3.07264 4.82794 -2.05086
-2.17454 -1.90688 -0.83762 0.15676 0.13001 -3.10319 2.81598 8.02322 -1.99674 -0.05666 -0.09911 -1.83001
Al llevar una carta X – R en el subgrupo no se encontró una causa asignable, ahora se desea tratar
de detectar corridas pequeñas en la media.
Página 212

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Corrida en Minitab
1. File > Open Worksheet > Data > CRANKSH.MTW.
2. Stat > Control Charts > Time weighted charts > CUSUM.
In Single column, seleccionar AtoBDist. In Subgroup size, poner 5.
3. OK.
252015105Subgroup 0
5
0
-5
Sam
ple
Mea
n
Mean=0.4417
UCL=4.802
LCL=-3.918
15
10
5
0
Sam
ple
Ran
ge
R=7.559
UCL=15.98
LCL=0
Xbar/R Chart for AtoBDist
Figura 5.10 Carta de control X media – R
Se puede observar que no detecta ninguna situación anormal
10
5
0
-5
5.67809
-5.67809
2520151050Subgroup Number
Cum
ulat
ive
Sum
Upper CUSUM
Low er CUSUM
CUSUM Chart for AtoBDist
Figura 5.11 Carta de control Cusum
Página 213

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Se puede observar que detecta una situación anormal debido a un corrimiento lento de la media
del proceso.
Otro ejemplo de Carta Cusum:
Considerar los datos siguientes con m= 10 a 11 y una = 1:
Muestra Xi Xi - 10Ci = (Xi-10) +
Ci-1Media = 10 1 9.45 -0.55 -0.55Sigma = 1 2 7.99 -2.01 -2.56
3 9.29 -0.71 -3.274 11.66 1.66 -1.615 12.16 2.16 0.556 10.18 0.18 0.737 8.04 -1.96 -1.238 11.46 1.46 0.239 9.2 -0.8 -0.57
10 10.34 0.34 -0.2311 9.03 -0.97 -1.212 11.47 1.47 0.2713 10.51 0.51 0.7814 9.4 -0.6 0.1815 10.08 0.08 0.2616 9.37 -0.63 -0.3717 10.62 0.62 0.2518 10.31 0.31 0.5619 8.52 -1.48 -0.9220 10.84 0.84 -0.08
Media = 11 21 10.9 0.9 0.82Sigma = 1 22 9.33 -0.67 0.15
23 12.29 2.29 2.4424 11.5 1.5 3.9425 10.6 0.6 4.5426 11.08 1.08 5.6227 10.38 0.38 628 11.62 1.62 7.6229 11.31 1.31 8.9330 10.52 0.52 9.45
Página 214

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Observation
Indi
vidu
al V
alue
30272421181512963
12
10
8
_X=10
UCL=13
LCL=7
Observation
Mov
ing
Rang
e
30272421181512963
4
3
2
1
0
__MR=1.128
UCL=3.686
LCL=0
I-MR Chart of Xi_1
Figura 5.12 Carta I-MR casi en control estadístico
28252219161310741
5.0
2.5
0.0
-2.5
-5.0
Sample
Cum
ulat
ive
Sum
0
UCL=4
LCL=-4
CUSUM Chart of Xi
Figura 5.13 Carta Cusum muestra un corrimiento lento de la media del proceso
Con parámetros Media objetivo (Target) =10, S = 1
Cusum en forma tabular
La carta tabular Cusum trabaja con derivaciones acumuladas de m0 sobre el objetivo con un
estadístico C+ o debajo de este con un estadistico C -, también llamados Cusums de lado superior o
inferior respectivamente. Se calculan como sigue:
C i+=max [0 , x i−(μ0+K )+Ci−1
+ ] (5.13)
C i−=max [0 ,(μ0−K )−xi+Ci−1
− ] (5.14)
Página 215

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
donde los valores iniciales para C+ y C- son cero.
En las ecuaciones anteriores K es el valor de referencia y se selecciona como un valor intermedio
entre la m0 objetivo y la m1 fuera de control en la que estamos interesados en detectar.
Así, si el corrimiento se expresa en unidades de desviación estándar m1 = m0 + , entonces K es la
mitad de la magnitud del corrimiento:
K = / 2 = Valor absoluto de (m1 - m0) / 2 (5.15)
Cuando cualquier estadístico C+ y C- excede el intervalo de decisión H, se considera al proceso
fuera de control. Un valor razonable para H es cinco veces el valor de .
Ejemplo: si m0 = 10, n=1, = 1, y asumiendo que se quiere detectar un corrimiento de 1 = 1, para
lo cual se utiliza H = 5 sigmas, se tiene:
m1 = 10 + 1 = 11
K = ½ = 1/2
H = 5 = 5
C i+=max [0 , x i−10 . 5+Ci−1
+ ]C i−=max [0,9.5−xi+C i−1
− ]
Para el caso de i=1, con xi = 9.5 se tiene:
C1+=max [0,9. 45−10 .5+0 ]=0
C1−=max [0,9 .5−9 . 45+0 ]=0 . 05
Para el caso de i=2, con xi = 7.99 se tiene:
C1+=max [0,7 . 99−10 .5+0 ]=0
C1−=max [0,9 .5−7 .99+0 .05 ]=1 .56
Página 216

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Si N+ y N- indican los periodos en que las sumas no han sido cero, se obtiene la tabla de
siguiente:
a bMuestra Xi xi - 10.5 Ci+ N+ 9.5 - xi Ci- N
1 9.45 -1.05 0.00 0 0.05 0.05 12 7.99 -2.51 0.00 0 1.51 1.56 23 9.29 -1.21 0.00 0 0.21 1.77 34 11.66 1.16 1.16 1 -2.16 0.00 05 12.16 1.66 2.82 2 -2.66 0.00 06 10.18 -0.32 2.50 3 -0.68 0.00 07 8.04 -2.46 0.04 4 1.46 1.46 18 11.46 0.96 1.00 5 -1.96 0.00 09 9.20 -1.30 0.00 0 0.30 0.30 1
10 10.34 -0.16 0.00 0 -0.84 0.00 011 9.03 -1.47 0.00 0 0.47 0.47 112 11.47 0.97 0.97 1 -1.97 0.00 013 10.51 0.01 0.98 2 -1.01 0.00 014 9.40 -1.10 0.00 0 0.10 0.10 115 10.08 -0.42 0.00 0 -0.58 0.00 016 9.37 -1.13 0.00 0 0.13 0.13 117 10.62 0.12 0.12 1 -1.12 0.00 018 10.31 -0.19 0.00 0 -0.81 0.00 019 8.52 -1.98 0.00 0 0.98 0.98 120 10.84 0.34 0.34 1 -1.34 0.00 021 10.90 0.40 0.74 2 -1.40 0.00 022 9.33 -1.17 0.00 0 0.17 0.17 123 12.29 1.79 1.79 1 -2.79 0.00 024 11.50 1.00 2.79 2 -2.00 0.00 025 10.60 0.10 2.89 3 -1.10 0.00 026 11.08 0.58 3.47 4 -1.58 0.00 027 10.38 -0.12 3.35 5 -0.88 0.00 028 11.62 1.12 4.47 6 -2.12 0.00 029 11.31 0.81 5.28 7 -1.81 0.00 030 10.52 0.02 5.30 8 -1.02 0.00 0
Corrida en Minitab
1. File > Open Worksheet > Data > CRANKSH.MTW.
2. Stat > Control Charts > Time weighted charts > CUSUM.
In Single column, seleccionar Xi. In Subgroup size, poner 1 Target 10.
3. Cusum Options: Standar deviation 1 Plan Type h 5 k 0.5 OK.
Página 217

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
0.00
1.00
2.00
3.00
4.00
5.00
6.00
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Ci+
Ci-
Figura 5.14 Carta Cusum en Excel para el ejemplo
Sample
Cum
ulat
ive
Sum
30272421181512963
5.0
2.5
0.0
-2.5
-5.0
0
UCL=5
LCL=-5
CUSUM Chart of Xi_1
Figura 5.15 Carta Cusum en Minitab para el ejemplo
De la tabla de Cusum Tabular se observa que en el periodo 29 su C 29+ fue de 5.28, lo que sugiere
una situación fuera de control, usando el contador N+ cuyo valor es 7, indica que el último punto
en control fue el 29 – 7 = 22, de tal forma que el corrimiento ocurrió entre el periodo 22 y 23.
También se puede obtener una presentación gráfica de esta carta, denominada Carta de Estatus
de Cusum, graficando Ci+ y Ci
- contra el número de muestra. Esto da una idea gráfica al operador
del desempeño del proceso.
En forma similar a las cartas Cusum, se debe detener el proceso, identificar la causa asignable o
especial, tomar acción correctiva e iniciar de nuevo la Cusum Tabular.
Página 218

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Cuando el proceso se corre, la nueva media m puede estimarse de:
μ=μ0+K+Ci+
N+ , si C i
+>H (5.16)
μ=μ0−K−Ci−
N− , si C i−>H (5.17)
En el ejemplo, en el periodo 29 con C29+
= 5.28, la nueva media del proceso es,
μ=10+0 .5+ 5 .287=11.25
Esto es importante saberlo, por si el proceso tiene alguna forma de ajuste.
Cuando se utiliza un tamaño de subgrupo mayor a 1, en las fórmulas anteriores se debe remplazar
a xi por x i y por la x =
σ√n , aunque se recomienda usar un tamaño de muestra 1 con
frecuencia de muestreo mayor que para el equivalente de Shewart.
La carta Cusum tabular también se puede utilizar para un solo lado con C+ o C-.
EL PROCEDIMIENTO DE LA MASCARILLA EN V
Un procedimiento alterno al uso del método tabular Cusum, es la mascarilla en V propuesta por
Barnard (1959), esta mascarilla es aplicada a valores sucesivos del estadístico,
C i=∑j=1
i
y j= y i+C i−1(5.18)
donde yi = (xi - m0) / observación estandarizada. Una mascarilla en V se muestra a continuación:
Página 219

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ci
O d P
2A
1A
1 2 3 4 5 ............................................. i
Figura 5.16 Carta de control Cusum con mascarilla en V
El procedimiento consiste en colocar la mascarilla en V sobre la carta Cusum, con el punto O sobre
el último valor de Ci y la línea OP paralela al eje horizontal. Si todos los puntos anteriores C1,
C2,....,Cj se encuentran dentro de los dos brazos de la mascarilla, el proceso está en control, sin
embargo si cualquier punto de las sumas acumuladas se encuentra fuera de los brazos de la
mascarilla, se considera al proceso fuera de control.
En la práctica, la mascarilla en V se debe colocar a cada punto tan pronto como es graficado, los
brazos de la mascarilla se asumen extendidos hasta el origen.
La operación de la mascarilla en V está determinada por la distancia
al vértice d y el ángulo .
La Cusum Tabular es equivalente a la mascarilla en V si,
k = A tan () (5.19)
y
h = A d tan () = d.k (5.20)
Donde A es la distancia horizontal en la mascarilla en V, entre puntos sucesivos en términos de
unidades de distancia de la escala vertical.
Página 220

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 5.6 Para la forma tabular con k = ½ y h = 5, seleccionando A =1 se tiene
k = A tan () => ½ = (1) tan ()
o = 26.57
de h = d.k => 5 = d (1/2)
o d =10
Estos son los parámetros de la mascarilla en V.
Sample
Cum
ulat
ive
Sum
24222018161412108642
25
20
15
10
5
0 Target=0
Vmask Chart of AtoBDist
Figura 5.17 Ejemplo de carta de control Cusum con mascarilla en V para AtoBDist
Corrida en Minitab con los datos de la Cusum Tabular:
Stat > Control Charts > Time weighted charts > CUSUM.
In Single column, seleccionar Xi. In Subgroup size, poner 1 Target 10.
Cusum Options: Standar deviation 1
Plan Type Seleccionar Two sided (V Mask) h 4 k 0.5
OK.
Página 221

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
28252219161310741
30
20
10
0
-10
Sample
Cum
ulat
ive
Sum
Target=0
Vmask Chart of Xi
Figura 5.18 Ejemplo de carta de control Cusum con mascarilla en V para Xi
Johnson y Leone han sugerido un método para diseñar una mascarilla en V, con las fórmulas
siguientes:
θ=tan−1( δ2 A ) (5.21)
y
d=( 2δ 2) ln(1−β
α )(5.22)
Donde 2 es la máxima probabilidad de una falsa alarma cuando el proceso está en control y es
la probabilidad de no detectar un corrimiento de magnitud .
d
ln (α )δ cuando es muy pequeño.
Ejemplo 5.7 si = 0.05 y = 0.05 y = 1, se obtiene la mascara en V siguiente:
Página 222

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
d=( 212 ) ln ( 1−0 .05
0 . 05 ) = 5.888
θ=tan−1(12 )=26 . 56
No se recomienda el uso de la mascarilla en V ya que tiene algunas desventajas como son:
1. Es un esquema de doble lado, no apta para control de un solo lado.
2. Es difícil determinar que tanto extender los brazos de la mascarilla en V, dificultando la
interpretación del proceso.
3. Existe ambigüedad asociada con alfa y beta.
Página 223

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5.7 CARTA DE CONTROL DE MEDIAS MOVILES EXPONENCIALMENTE PONDERADAS (EWMA)
El desempeño de esta carta, es equivalente al de sumas acumuladas, con n=1.
Su estadístico se define como sigue:
zi= λxi+(1−λ ) zi−1 (5.23)
donde 0<<=1 es una constante y su valor inicial es el valor objetivo del proceso, de tal forma
que:
z0=μ0 a veces igual a x
Si las observaciones xi son variables aleatorias independientes con varianza 2 , entonces la
varianza de zi es:
σ zi2=σ ( λ
2−λ ) [1−(1−λ )2 i ](5.24)
Por tanto los límites de control de zi versus el número de muestra o tiempo i, son:
LSC=μ0+Lσ√( λ2−λ ) [1−(1−λ )2i ]
(5.25)
LC=μ0 (5.26)
LIC=μ0−Lσ √( λ2− λ ) [1−(1−λ )2i ]
(5.27)
Note que el término [1 – (1-)2i] se aproxima a la unidad conforme i se incrementa, esto significa
que cuando la carta EWMA ha corrido durante varios periodos de tiempo, los límites de control se
estabilizan en:
Página 224

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LSC=μ0+ Lσ√ λ2−λ (5.28)
LC=μ0 (5.29)
LSC=μ0+ Lσ√ λ2−λ (5.30)
Ejemplo Utilizando los datos de la carta Cusum con = 0.10, L = 2.7, m0 = 0 y = 3.5, se tiene la
carta EWMA mostrada en la página siguiente.
Para x1= 9.45, calculando z1 = 9.945; LSC = 10.27 y LIC = 9.73 con la fórmulas anteriores.
Para x2= 7.99, calculando z2 = 9.7495; LSC = 10.36 y LIC = 9.64, conforme se incrementa i los límites
se estabilizan en LSC = 10.62 LIC = 9.38.
La carta EWMA tiene un ARL0 500 y una ARL1 14.3 equivalente a la Cusum con h=5 y k=1/2.
Esta carta no reacciona a cambios grandes de la media tan rápido como la hace la carta de
Shewart, este mismo comportamiento lo tienen tiene la carta Cususm.
Corrida en Minitab:
1. File > Open Worksheet > Data > CRANKSH.MTW.
2. Stat > Control Charts > Time weighted charts > EWMA
3. In Single column, seleccionar AtoBDist. In Subgroup size, poner 5.
4. Weight of EWMA 0.1
5. EWMA Options > Parameters Mean 0.0 Standar Deviation 3.5
S Limits These multiples of the estándar deviation 2.7
6. OK.
Página 225

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
252321191715131197531
1.0
0.5
0.0
-0.5
-1.0
Sample
EWM
A __X=0
+2.7SL=0.967
-2.7SL=-0.967
EWMA Chart of AtoBDist
Figura 5.19 Ejemplo de carta de control EWMA
Otro ejemplo de carta EWMA:
Con los datos del ejemplo anterior, considerando una Lamda de 0.1, L = 2.7, m0=10, y la
desviación estándar = 1, a continuación se muestran los cálculos de la carta EWMA:
Muestra Xi EWMA, Zi1 9.45 9.9452 7.99 9.74953 9.29 9.70364 11.66 9.89925 12.16 10.12536 10.18 10.13077 8.04 9.92178 11.46 10.07559 9.20 9.9880
10 10.34 10.023211 9.03 9.923812 11.47 10.078513 10.51 10.121614 9.40 10.049515 10.08 10.052516 9.37 9.984317 10.62 10.047818 10.31 10.0740
Página 226

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
19 8.52 9.918620 10.84 10.010821 10.90 10.099722 9.33 10.022723 12.29 10.249524 11.50 10.374525 10.60 10.397126 11.08 10.465427 10.38 10.456828 11.62 10.573129 11.31 10.646830 10.52 10.6341
Los límites de control son los siguientes:
Muestra Xi EWMA, Zi LSC LIC1 9.45 9.945 10.2700 9.73002 7.99 9.7495 10.3632 9.63683 9.29 9.7036 10.4240 9.57604 11.66 9.8992 10.4675 9.53255 12.16 10.1253 10.4999 9.50016 10.18 10.1307 10.5247 9.47537 8.04 9.9217 10.5440 9.45608 11.46 10.0755 10.5591 9.44099 9.20 9.9880 10.5710 9.4290
10 10.34 10.0232 10.5805 9.419511 9.03 9.9238 10.5881 9.411912 11.47 10.0785 10.5942 9.405813 10.51 10.1216 10.5991 9.400914 9.40 10.0495 10.6030 9.397015 10.08 10.0525 10.6062 9.393816 9.37 9.9843 10.6087 9.391317 10.62 10.0478 10.6107 9.389318 10.31 10.0740 10.6124 9.387619 8.52 9.9186 10.6137 9.386320 10.84 10.0108 10.6148 9.385221 10.90 10.0997 10.6157 9.384322 9.33 10.0227 10.6164 9.383623 12.29 10.2495 10.6170 9.383024 11.50 10.3745 10.6174 9.382625 10.60 10.3971 10.6178 9.382226 11.08 10.4654 10.6181 9.381927 10.38 10.4568 10.6184 9.381628 11.62 10.5731 10.6186 9.381429 11.31 10.6468 10.6187 9.3813
Página 227

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
30 10.52 10.6341 10.6189 9.3811
8.68.8
99.29.49.69.810
10.210.410.610.8
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
EWMA, ZiLSCLIC
Figura 5.20 Carta EWMA graficada en Excel
La carta con Minitab es:
1. Stat > Control Charts > Time weighted charts > EWMA
2. In Single column, seleccionar Xi. In Subgroup size, poner 1.
3. Weight of EWMA 0.1
4. EWMA Options > Parameters Mean 10.0 Standar Deviation 1
S Limits These multiples of the estándar deviation 2.7
6. OK.
Sample
EWM
A
30272421181512963
10.75
10.50
10.25
10.00
9.75
9.50
__X=10
+2.7SL=10.619
-2.7SL=9.381
EWMA Chart of Xi_1
Figura 5.21 Carta EWMA graficada en Excel
Página 228

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5.8 CARTA DE CONTROL DE MEDIA MOVIL
Utilizada como un intermedio entre la carta de Shewart y la EWMA para detectar pequeñas
corridas de la media. Asumiendo que se define un rango de observaciones w en el tiempo i, su
media móvil es:
M i=x i+xi−1+. .. . .+x i−w+1
w (5.31)
Los límites de control son:
LSC=μ0+3σ√w (5.32)
LC=μ0 (5.33)
LIC=μ0−3σ√w (5.34)
Por ejemplo usando los datos anteriores con w = 5. Graficando el estadístico M i para
periodos i 5.
M i=x i+xi−1+. .. . xi−4
5 (5.35)
Para periodos i<5 se grafica el promedio de las observaciones para los periodos 1, 2, 3, ...i.
Ejemplo 5.9 Los límites de control son con m0 =10 y =1, se tiene:
LSC = 10 + 3 (1.0) / 51/2 = 11.34
LSC = 10 - 3 (1.0) / 51/2 = 8.66
Ejemplo La carta de media móvil para los datos del ejemplo anterior con un tamaño de corrida de
5 es la siguiente:
Corrida en Minitab:
1. File > Open Worksheet > Data > CRANKSH.MTW.
2. Stat > Control Charts > Time Weighted charts > Moving Average
3. In Single column, seleccionar AtoBDist. In Subgroup size, poner 5.
4. Lenght of MA 5
5. OK.
Página 229

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
2520151050
5
4
3
2
1
0
-1
-2
-3
-4
-5
Sample Number
Mov
ing
Ave
rage
Moving Average Chart for AtoBDist
Mean=0.4417
UCL=2.346
LCL=-1.463
Figura 5.22 Ejemplo de carta de control de Media móvil
Otro ejemplo de carta de media móvil:
Se quiere monitorear el peso en libras de 45 lotes de arena embarcados semanalmente a un
cliente. Cada lote pesa aproximadamente 930 libras. Comparar el monitoreo con una carta I-MR y
una carta de promedio móvil.
Los datos son los siguientes:
Weight905 875930 985865 970895 940905 975885 1000890 1035930 1020915 985910 960920 945915 965925 940860 900905 920
Página 230
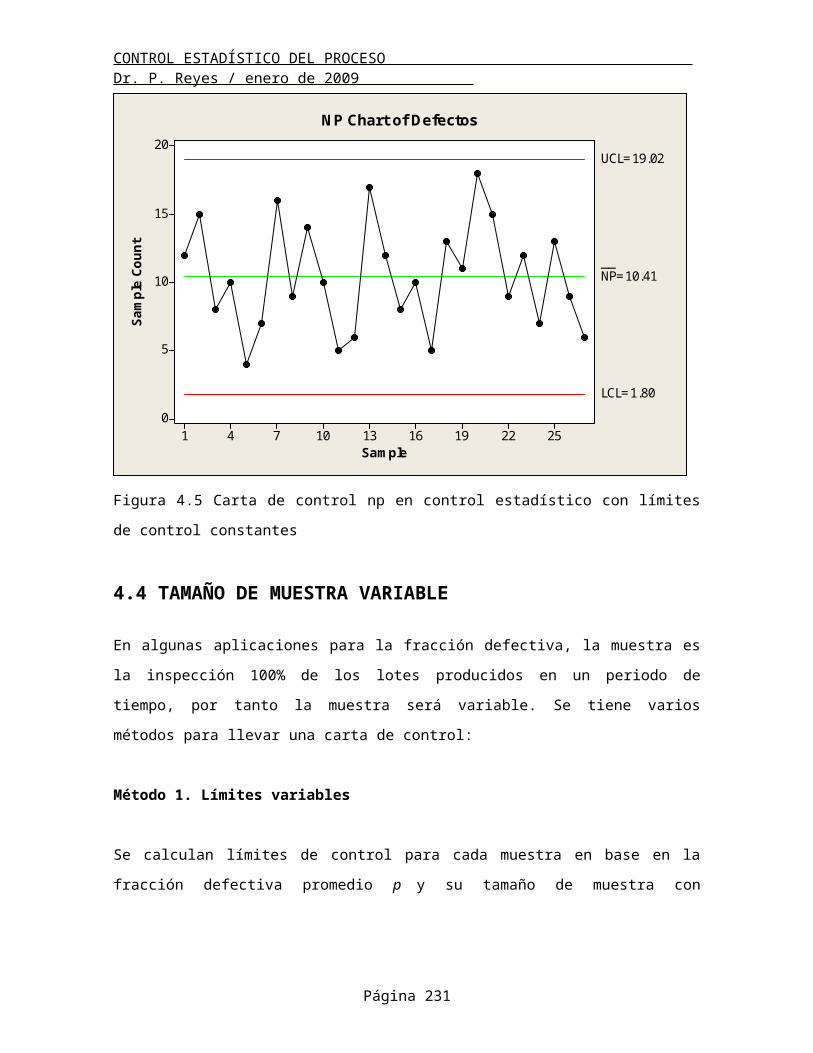
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
925 980925 950905 955915 970930 970890 1035940 1040860
Instrucciones de Minitab
1. Open worksheet EXH_QC.MTW.
2. Seleccionar Stat > Control Charts > Time-weighted charts > Moving Average.
3. Seleccionar All observations for a chart are in one column, poner Weight.
4. En Subgroup sizes, poner 1. Click OK.
La carta de promedio móvil es:
Sample
Mov
ing
Aver
age
44403632282420161284
1025
1000
975
950
925
900
875
850
__X=936.9
UCL=979.6
LCL=894.1
Moving Average Chart of Weight
Figura 5.23 Carta de media móvil del ejemplo
La carta I-MR es la siguiente:
Página 231

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Observation
Indi
vidu
al V
alue
44403632282420161284
1050
1000
950
900
850
_X=936.9
UCL=1010.9
LCL=862.8
Observation
Mov
ing
Rang
e
44403632282420161284
100
75
50
25
0
__MR=27.8
UCL=91.0
LCL=0
111
1
11
1
I-MR Chart of Weight
Figura 5.25 Carta I-MR del ejemplo
Se observa una mejor detección de corrida de la media en la carta EWMA
Ejemplo de media móvil:
Usando los datos siguientes con M = 5, con desviación estándar = 1 y media = 10:
Muestra Xi Mi LSC LIC1 9.45 9.450 13.0000 7.0000 2 7.99 8.720 12.1213 7.8787 3 9.29 8.910 11.7321 8.2679 4 11.66 9.598 11.5000 8.5000 5 12.16 10.110 11.3416 8.6584 6 10.18 10.256 11.3416 8.6584 7 8.04 10.266 11.3416 8.6584 8 11.46 10.700 11.3416 8.6584 9 9.20 10.208 11.3416 8.6584
10 10.34 9.844 11.3416 8.6584 11 9.03 9.614 11.3416 8.6584 12 11.47 10.300 11.3416 8.6584 13 10.51 10.110 11.3416 8.6584 14 9.40 10.150 11.3416 8.6584 15 10.08 10.098 11.3416 8.6584 16 9.37 10.166 11.3416 8.6584 17 10.62 9.996 11.3416 8.6584 18 10.31 9.956 11.3416 8.6584
Página 232

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
19 8.52 9.780 11.3416 8.6584 20 10.84 9.932 11.3416 8.6584 21 10.90 10.238 11.3416 8.6584 22 9.33 9.980 11.3416 8.6584 23 12.29 10.376 11.3416 8.6584 24 11.50 10.972 11.3416 8.6584 25 10.60 10.924 11.3416 8.6584 26 11.08 10.960 11.3416 8.6584 27 10.38 11.170 11.3416 8.6584 28 11.62 11.036 11.3416 8.6584 29 11.31 10.998 11.3416 8.6584 30 10.52 10.982 11.3416 8.6584
6.00
7.00
8.00
9.00
10.00
11.00
12.00
13.00
14.00
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Xi
MiLSC
LIC
Figura 5.26 Carta de media móvil en Excel
Página 233

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
6. ANÁLISIS DE CAPACIDAD DEL PROCESO
6.1 INTRODUCCIÓN
Las técnicas estadísticas ayudan durante el ciclo del producto a reducir la variabilidad y a mejorar
la capacidad de los procesos.
Nigel´s Trucking Co.
Teoría del camión y el túnelEl túnel tiene 9' de ancho (especificación). El camión tiene 10’ y el chofer es perfecto(variación del proceso). ¿Pasaría el camión? NO, la variabilidad del proceso es mayorque la especificación.
Centrar es hacer que el promedio del proceso sea igual al centro de laespecificación. Si el camión tiene 8 pies de ancho ¿pasará el camión?, Si. Siel chofer puede mantener el centro del camión en el centro del túnel. De otra formachocará con las paredes del túnel y no pasará a pesar de ser más angosto.
Ancho 9´
Definiciones básicas.
Proceso: Éste se refiere a alguna combinación única de máquinas, herramientas, métodos,
materiales y personas involucradas en la producción.
Capacidad o habilidad: Esta palabra se usa en el sentido de aptitud, basada en el
desempeño probado, para lograr resultados que se puedan medir.
Capacidad del proceso: Es la aptitud del proceso para producir productos dentro de los
límites de especificaciones de calidad.
Página 234

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Capacidad medida: Esto se refiere al hecho de que la capacidad del proceso se cuantifica a
partir de datos que, a su vez, son el resultado de la medición del trabajo realizado por el
proceso.
Capacidad inherente: Se refiere a la uniformidad del producto que resulta de un proceso
que se encuentra en estado de control estadístico, es decir, en ausencia de causas
especiales o atribuibles de variación.
Variabilidad natural: Los productos fabricados nunca son idénticos sino que presentan
cierta variabilidad, cuando el proceso está bajo control, solo actúan las causas comunes de
variación en las características de calidad.
Valor Nominal: Las características de calidad tienen un valor ideal óptimo que es el que
desearíamos que tuvieran todas las unidades fabricadas pero que no se obtiene, aunque
todo funcione correctamente, debido a la existencia de la variabilidad natural.
La aplicación del análisis de capacidad de los procesos tiene los objetivos siguientes:
1. Predecir que tanto cumplirá las tolerancias especificadas el proceso.
2. Apoyar a los diseñadores en la selección o modificación de un proceso.
3. Soportar la determinación de intervalos de muestreo para monitoreo del proceso.
4. Determinar el desempeño de un equipo nuevo.
5. Planear la secuencia de procesos productivos cuando hay un efecto interactivo de procesos o
tolerancias.
6. Seleccionar de entre diversos proveedores.
7. Reducir la variabilidad de un proceso de manufactura.
La capacidad de los procesos para cumplir especificaciones se refiere a la uniformidad de los
procesos medida como la variabilidad del producto, hay dos formas de pensar en esta variabilidad:
1. La variabilidad natural en un cierto tiempo (variabilidad instantánea).
2. La variabilidad en el tiempo.
Es usual tomar 6-sigma de la población como la dispersión en la distribución de la característica
de calidad del producto como medida de la capacidad del proceso.
Página 235

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Los límites de tolerancia natural del proceso, superior (LTNS) e inferior (LTNI) , se encuentran en m
3 , o sea:
LTNS = m + 3 (6.1)
LTNI = m - 3
Para un proceso normal, los límites de tolerancia naturales incluyen 99.73% de la variable, sólo el
0.27% (2700 ppm) de la salida del proceso se encontrará fuera de estos limites de tolerancia
naturales. Sin embargo, si el proceso no es normal, el porcentaje puede diferir grandemente. Esto
se esquematiza en la figura siguiente:
.00135 LTNI m LTNS .00135
Fig. 6.1 Localización de los límites de tolerancia natural
Existen diversas técnicas para evaluar la capacidad del proceso, entre las que se encuentran:
Histogramas o papel de probabilidad, cartas de control y experimentos diseñados.
Fig. 6.2 Fracción defectiva fuera de especificaciones
p = porcentaje de medidas bajo la curva de probabilidad fuera de especificaciones.
En el área sombrada observamos medidas fuera de los límites de especificación.
Página 236

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Para solucionar este problema, podemos reducir la desviación estándar.
También podríamos cambiar la media.
Lo ideal sería, por supuesto cambiar ambas.
Figura 6.3 Algunas alternativas para mejorar la capacidad
Condiciones para realizar un estudio de capacidad del proceso
Para realizar un estudio de capacidad es necesario que se cumplan los siguientes supuestos32:
El proceso se encuentre bajo control estadístico, es decir sin la influencia de fuerzas externas o
cambios repentinos. Si el proceso está fuera de control la media y/o la desviación estándar del
proceso no son estables y, en consecuencia, su variabilidad será mayor que la natural y la
capacidad potencial estará infravalorada, en este caso no es conveniente hacer un estudio de
capacidad.
Se recolectan suficientes datos durante el estudio de habilidad para minimizar el error de
muestreo para los índices de habilidad. Si los datos se componen de menos de 100 valores,
entonces deben calcularse los límites de confianza inferiores.
32 J.M. Juran, Análisis y planeación de la Calidad, Tercera Edición Mc. Graw Hill, Pp.404
Página 237

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Los datos se recolectan durante un periodo suficientemente largo para asegurar que las
condiciones del proceso presentes durante el estudio sean representativos de las condiciones
actuales y futuras.
El parámetro analizado en el estudio sigue una distribución de probabilidad normal, de otra
manera, los porcentajes de los productos asociados con los índices de capacidad son
incorrectos.
También es importante al realizar un estudio de capacidad, asegurarnos que la variación en el
sistema de medición no sea mayor al 10%.
Variación a corto plazo y a largo plazo
Existen dos maneras de expresar la variabilidad:
Variación a corto plazo (Zst) – Los datos son recogidos durante un periodo de tiempo
suficientemente corto para que sea improbable que haya cambios y otras causas especiales.
Las familias de variación han sido restringidas de tal manera que los datos considerados, sólo son
los que se obtuvieron del subgrupo racional. Ayuda a determinar subgrupos racionales
importantes.
Figura 6.4 Variabilidad a corto plazo
Variación a Largo Plazo(Zlt) – Los datos son recogidos durante un periodo de tiempo
suficientemente largo y en condiciones suficientemente diversas para que sea probable que
contenga algunos cambios de proceso y otras causas especiales. Aquí todas las familias de
variación exhiben su contribución en la variación del proceso general.
Página 238
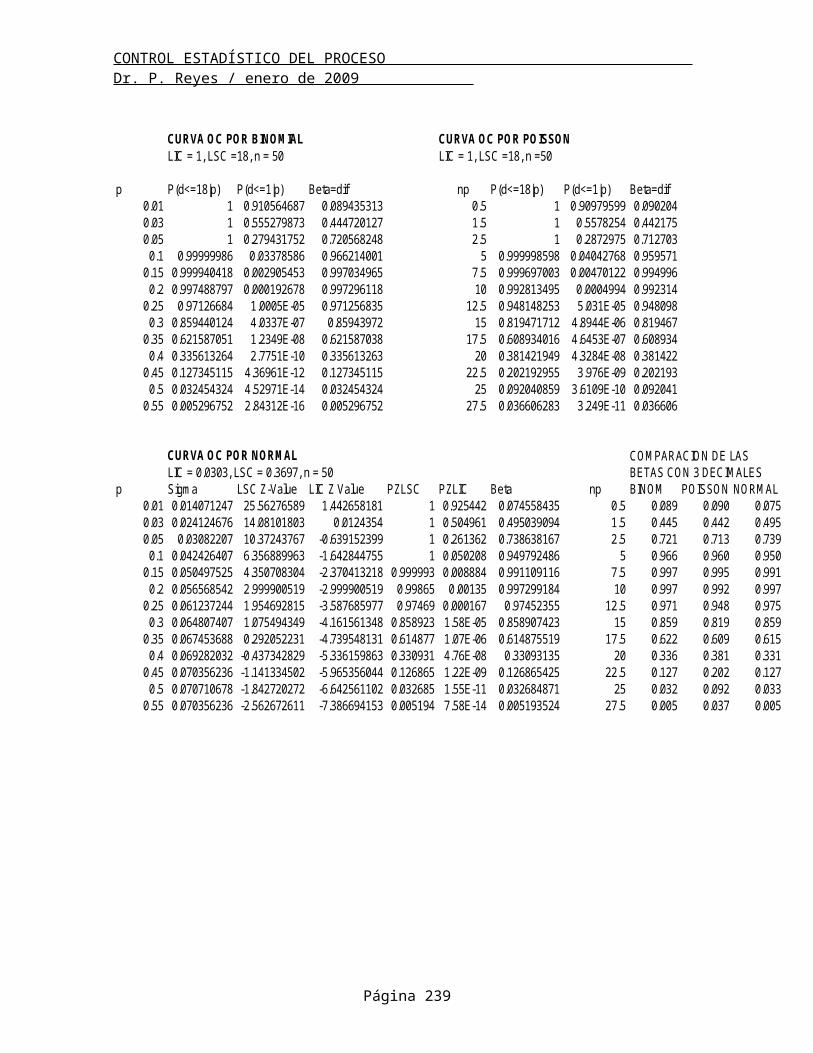
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Figura 6.5 Variabilidad a largo plazo
Para el cálculo de Z utilizamos las siguientes formulas:
Zst=(límite especif .−nom . )
desv . stdST (6.1)
ZLT=límite especif .−media
desv . stdLT
dónde:
Zst = variación a corto plazo.
nom = Valor nominal u objetivo
Zlt = variación a largo plazo.
Z shift.- A largo plazo los procesos tienen un desplazamiento natural de 1.5 desviaciones estándar.
Zlt = Zst-1.5shift
6.2 ÍNDICES DE CAPACIDAD
Índice de capacidad potencial Cp
El índice de capacidad potencial Cp = PCR compara la amplitud de variación permitida por las
especificaciones entre la amplitud de variación entre los límites de tolerancia naturales del
proceso.
Página 239

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Cp=PCR= LSE−LIE6σ (6.2)
Ejemplo 6.1 para el caso de anillos de pistones, donde el LSE = 74.05mm y el LIE= 73.95mm y de la
carta R se estimó σ= R
d2=0 . 0099
por tanto se tiene:
Cp = PCR = (LSE – LIE) / 6
= (74.05 – 73.95) / 6 (0.0099) = 1.68
La función P (inverso de Cp) es el porcentaje de la banda de especificaciones usada por el proceso.
P=( 1Cp )100
(6.3)
Para el caso del ejemplo se tiene:
P = [(1/1.68)] 100 = 59.5%
Cuando sólo existe un límite de especificaciones, el índice de capacidad potencial Cp o PCR se
define como:
Cps=PCR S=LSE−μ
3σ para el límite superior (6.4)
Cpi=PCRI=μ−LIE
3σ para el límite inferior
Ejemplo 6.2 Para el caso de la resistencia de las botellas de vidrio, si el LIE = 200psi,
Cp=PCRI=264−200
3(32)=64
96=0.67
Página 240

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Lo cual indica falta de habilidad, la fracción abajo del límite inferior es:
Z I=LIE−μ
σ=200−264
32=−2
P(x <= ZI) = 0.0228 o 2.28% por debajo del límite inferior de especificaciones
Algunos de los índices de capacidad potencial Cp y las piezas defectivas en partes por millón (ppm)
que están fuera de especificaciones se muestran a continuación:
Cp 1-lado 2-lados0.25 226,628 453,255
0.5 66,807 133,6140.6 35,931 71,8610.7 17,865 35,7290.8 8,198 16,395
1 1,350 2,7001.1 484 9671.2 159 3181.3 48 961.4 14 271.5 4 71.6 1 21.7 0.17 0.34
2 0.0009 0.0018
Se recomienda que para procesos existentes el mínimo Cp sea de 1.33 y de 1.67 para procesos
críticos, el ideal es 2.0 para procesos nuevos como es el caso de Motorola en su programa 6-sigma.
Este índice no toma en cuenta la localización relativa de la media del proceso respecto a los límites
de especificaciones. Por lo que es necesario otro índice adicional.
Índice de capacidad real Cpk
Página 241

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Este índice si toma en cuenta el centrado del proceso respecto a las especificaciones, en este caso
se denomina Cpk o PCRk, y se evalúa tomando el mínimo entre los Cp’s correspondientes a cada
lado de la media, como sigue,
Cpk=PCRk=min(PCRS , PCRI ) debe ser mayor a 1
(6.5)
donde,
Cps=PCR S=LSE−μ
3σ para el límite superior (6.6)
Cpi=PCRI=μ−LIE
3σ para el límite inferior
Ejemplo 6.3 Para un proceso donde los límites de especificación sean LSE=62, LIE=38, la media del
proceso sea m=53 y su desviación estándar =2, se tiene:
Cps=PCR S=62−5332
=1. 5para el límite superior
Cpi=PCRI=53−3832
=2 .5para el límite inferior
Por tanto, el índice de capacidad real es:
Cpk=PCRk=min(PCRS , PCRI )=min(1.5,2. 5 )=1. 5
Note que el PCR a considerar corresponde al límite de especificación más cercano a la media del
proceso. Siempre se cumple que,
Cpk <= Cp
Siendo el Cpk menor cuando el proceso no está centrado
NORMALIDAD Y CAPACIDAD DEL PROCESO
Página 242

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Las consideraciones anteriores se basan en la suposición que el proceso tiene un comportamiento
normal, si no es así, puede ser necesario transformar los datos con alguna función matemática
para dar la apariencia de normalidad, por ejemplo la distribución siguiente de acabado superficial
en una parte maquinada no es normal:
Frec.
a)
Microdureza
Se puede transformar cada valor x con su inverso o sea con y=1/x de esta forma la distribución
transformada es la siguiente (ver método de Box Cox con Lamda óptima en Minitab):
Frec.
b)
Y = 1 / x
Figura 6.6 Transformación de datos para normalizarlos
Lo cual representa una distribución normal.
Página 243

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Índice de capacidad potencial Cpm o PCRm y Cpkm o PCRkm
Dos procesos pueden tener un Cpk igual a uno, pero sin embargo no necesariamente están
centrados respecto a la media de las especificaciones como se muestra a continuación:
LIE m LSE LIE m LSE
PROCESO A: Cpk = 1 PROCESO B: Cpk =1
Figura 6.7 Procesos con Cpk = 1 pero con centrado diferente
ÍNDICE DE CAPACIDAD Cpm
Un nuevo índice Cpm que toma en cuenta el centrado es el siguiente:
Si T= 1
2(LSE+LIE )
(6.7)
τ=√σ2+( μ−T )2 (6.8)
ξ=T−μ
σ (6.9)
Se tiene,
Cpm=PCRkm=LSE−LIE
6 τ= LSE−LIE
6√σ 2+( μ−T )2= LSE−LIE
√1+ξ2(6.10)
Una condición necesaria para que Cpm sea mayor de uno es:
μ−T < 16(LSE−LIE )
Página 244
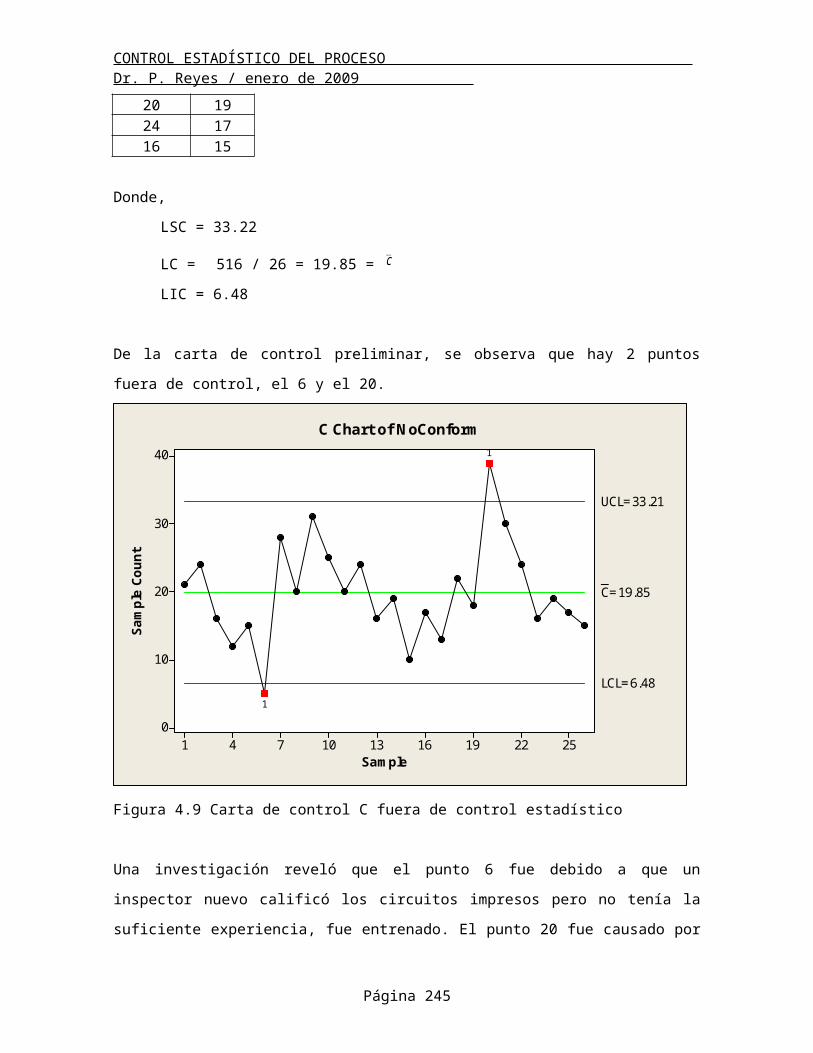
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 6.4 Para los procesos A y B ilustrados anteriormente se tiene:
Límites de especificación: LIE = 38, LSE = 62, T = 50
Proceso A: Media = 50, desv. estándar = 5
Proceso B: Media = 57.7, desv. estándar = 2.5
Entonces Cpm (A) =
1√1+0
=1. 0
Cpm (B) =
2
√1+(−3 )2=0. 63
Por tanto es mejor el proceso A, centrado en la media.
ÍNDICE DE CAPACIDAD Cpkm
En base a lo anterior se ha propuesto otro índice de capacidad por Pearn (1992), que toma en
cuenta el descentrado de la media del proceso respecto de la media de especificaciones, o sea:
Cppmk=PCR pmk=Cpk√1+ξ2
(6.11)
Cuando T es igual a X media del proceso, Cpkm = Cpk
Ejemplo:
De una carta de control X - R (con subgrupos de n = 5), después de que el proceso se estabilizó
quedando sólo con causas comunes, se obtuvo lo siguiente:
Xmedia de medias = 264.06 Rmedio = 77.3
Por tanto estimando los parámetros del proceso se tiene:
m = X media de medias = Rmedio / d2 =77.3 / 2.326 = 33.23
[ d2 para n = 5 tiene el valor 2.326]
Si el límite de especificación es: LIE = 200.
El Cpk = (200 - 264.06) / (77.3) (3) = 0.64 por tanto el proceso no cumple con las especificaciones
Página 245

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Página 246

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejercicio:
De una carta de control X - R (con tamaño de subgrupo n = 5), después de que el proceso se
estabilizó quedando sólo con causas comunes (LIE = 36, LSE = 46) se obtuvo lo siguiente:
Xmedia de medias = 40 Rmedio = 5
a) Determinar la desviación estándar del proceso
b) Determinar los límites de tolerancia natural del proceso
c) Determinar la fracción defectiva o porcentaje fuera de especificaciones
d) Determinar el Cp
e) Determinar el Cpk
f) Determinar el Cpm
g) Determinar el Cpkm
h) Establecer conclusiones de los resultados anteriores
6.3 CAPACIDAD DEL PROCESO CON HISTOGRAMA O PAPEL DE PROBABILIDAD NORMAL
Histograma
Para el estudio se requieren alrededor de 100 o más observaciones para permitir que el proceso
se estabilice, deben seguirse los pasos previos siguientes:
Procedimiento:
Página 247

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
1. Seleccionar un proceso específico para realizar el estudio
2. Seleccionar las condiciones de operación del proceso
3. Seleccionar un operador entrenado
4. El sistema de medición debe tener habilidad (error R&R < 10%)
5. Cuidadosamente recolectar la información
6. Construir un histograma de frecuencia con los datos
7. Calcular la media y desviación estándar del proceso
8. Calcular la capacidad del proceso
El histograma junto con la media y la desviación estándar de la muestra S, proporciona
información acerca de la capacidad del proceso.
Ejemplo 6.4 Se tiene la resistencia de botellas de vidrio de 1-litro en psi. Los datos se muestran se
muestran a continuación.
HIST 265 346 265 221 261205 317 254 176 248263 242 281 248 260307 258 294 263 274220 276 223 231 337268 300 260 334 250260 208 308 280 278234 187 235 265 254299 264 283 272 274215 271 277 283 275197 280 200 265 278286 242 235 262 250274 260 246 271 265243 321 328 245 270231 228 296 301 298267 250 276 280 257281 299 264 274 210265 258 269 253 280214 267 235 287 269318 293 290 258 251
Página 248

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
330300270240210180
Median
Mean
270268266264262260258
1st Quartile 248.00Median 265.003rd Quartile 280.00Maximum 346.00
257.71 270.41
260.00 271.00
28.11 37.19
A-Squared 0.75P-Value 0.049Mean 264.06StDev 32.02Variance 1025.15Skewness -0.129448Kurtosis 0.518454N 100Minimum 176.00
Anderson-Darling Normality Test
95% Confidence Interval for Mean
95% Confidence Interval for Median
95% Confidence Interval for StDev95% Confidence I ntervals
Summary for HIST
Figura 6.8 Resumen gráfico de los datos
X=264 . 06 S = 32.02
Consecuentemente la capacidad el proceso se estima en X±3S 264 96 psi.
Esta primera estimación de la capacidad es independiente de las especificaciones.
Papel de probabilidad normal
Es una herramienta que permite evaluar la capacidad aproximada del proceso con resultados
parecidos a los del histograma pero con un número menor de muestras y sin las operaciones del
histograma, a continuación se muestra un ejemplo de esta herramienta.
Página 249

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ventajas
1. Se puede observar el comportamiento del proceso sin tomar tantos datos como en el
histograma, 10 son suficientes
2. El proceso es más sencillo ya que no hay que dividir el rango de la variable en intervalos de clase
como en el histograma.
3. Visualmente se puede observar la normalidad de los datos, si se apegan a la línea de ajuste
4. Permite identificar la media y la desviación estándar aproximada del proceso. Así como la
fracción defectiva, el porcentaje de datos entre cierto rango, el Cp y el Cpk.
Procedimiento
1. Se toman al menos n = 10 datos y se ordenan en forma ascendente, asignándoles una posición
( j ) entre 1 y n.
2. Se calcula la probabilidad de cada posición con la fórmula siguiente:
Pj = (j - 0.5) / n
3. En el papel especial normal se grafica cada punto (Xj, Pj)
4. Se ajusta una línea recta que mejor aproxime los puntos
5. Si no hay desviaciones mayores de la línea recta, se considera normal el proceso y se procede a
hacer las identificaciones:
La media corresponde al percentil 50 y la desviación estándar es estimada por la diferencia del
percentil 84 menos el percentil 50,
La media será el punto en X correspondiente a Pj = 0.5
La desviación estándar es la diferencia en Xj corresp. a Pj = 0.5 y Pj = 0.84
Ejemplo 6.5
Página 250

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
.-Se tomaron los datos siguientes (Xj) ordenamos los datos y, calculamos la probabilidad de su
posición (Pj)
Con ayuda del gráfico podemos obtener la media, la desviación estándar y el porcentaje de valores que se encuentran fuera de especificaciones.
Figura 6.9 Capacidad del proceso con papel normal
El trazo normal es el siguiente:
El eje Y es un rango no lineal de probabilidades normales.
El eje X es un rango lineal de la variable que se está analizando.
Página 251
0.5
X Media
0.84
Desv. Estándar
Xj
Pj
LIE
FracciónDefectiva

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Si los datos son normales, la frecuencia de ocurrencias en varios valores Xi, puede predecirse
usando una línea sólida como modelo. Por ejemplo, sólo más del 20% de los datos del proceso
serían valores de 225 o inferiores.
Ejemplo 6.6 Cálculo de capacidad con papel normal en Minitab
Datos271 197275 200277 215278 221280 231283 242290 245301 258318 265346 265
350300250200150
99
9590
80706050403020
105
1
Datos
Perc
ent
Mean 262.9StDev 38.13N 20AD 0.262P-Value 0.667
Probability Plot of DatosNormal
Página 252

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
De este diagrama se obtiene:
μ=262. 9
σ=298−262. 9=35. 1 psi
Note que los valores no difieren mucho de los del histograma con media 264.06 y desviación
estándar S = 32.02.
Con esta gráfica se pueden estimar también los porcentajes de partes fuera de las
especificaciones, por ejemplo si se traza el Límite Inferior de Especificación LIE en 200 psi, se
observa que se tiene un 5% aproximadamente fuera de especificaciones.
Nota: Es muy importante que el proceso sea normal, de lo contrario se obtendrán resultados
inexactos. Cuando los procesos son ligeramente anormales se pueden utilizar los métodos de
Pearson, transformar los datos por Box Cox o usar Weibull.
Capacidad del proceso con cartas de control
La carta de control es un mejor instrumento para evaluar la capacidad del proceso porque se
puede observar que el proceso esté en control ya sea en forma instantánea o durante el tiempo
antes de evaluar la capacidad.
Se puede observar que cuando el proceso está en control, no existen causas asignables que
puedan ser corregidas, y la única alternativa para reducir la variabilidad es con la intervención de
la administración.
En casos especiales como estos donde las variaciones presentes son totalmente inesperadas
tenemos un proceso inestable ó impredecible.
Página 253

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Figura 6.10 Comportamiento de un proceso fuera de control
Si las variaciones presentes son iguales, se dice que se tiene un proceso “estable”. La distribución
será “predecible” en el tiempo.
Fig. 6.11 Comportamiento de un proceso dentro de control
Cálculo de la desviación estándar del proceso Cálculo de la desviación estándar del proceso
σ= Rd2 ó
σ= SC4 (Para cartas de control X-R y X-S respectivamente)
Donde,
Página 254
?? ?
? ?? ?
Predicción
Tiempo
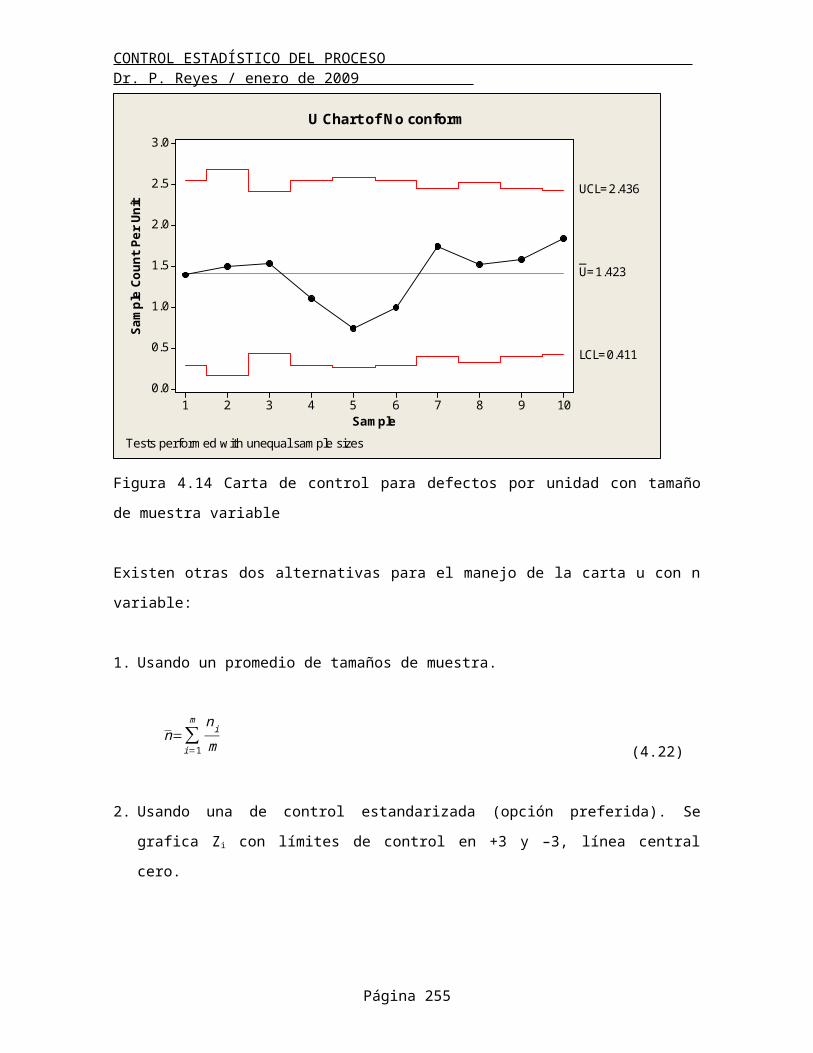
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
El factor C4 = 4(n-1)/(4n – 3), con esta desviación estándar se determinan los índices de
desempeño Pp y Ppk.
S = Desviación estándar de la población
d2 = Factor que depende del tamaño del subgrupo en la carta de control X - R
C4 = Ídem al anterior para una carta X - S
En una carta por individuales, d2 se toma para n = 2 y Rango Medio = Suma rangos / (n -1)
Ejemplo 6.7 (carta X - R)
De una carta de control X - R (con subgrupo n = 5) se obtuvo lo siguiente, después de que el
proceso se estabilizó quedando sólo con causas comunes:¯̄x = 64.06 , R̄ = 77.3
Por tanto estimando los parámetros del proceso se tiene:
μ=¯̄x (media de medias )
σ= R̄d2=77 . 3
2. 326=33 .23
Si el límite de especificación es: LIE = 200.
El C pk=
(200−264 .06 )3×33 . 23 = 0.64 por tanto el proceso no cumple con las especificaciones.
Ejemplo 6.8 (carta X - S)
Página 255

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
De una carta de control X - S (con subgrupo n = 5) se obtuvo lo siguiente, después de que el
proceso se estabilizó quedando sólo con causas comunes: ¯̄x=100 , s̄=1 . 05
Por tanto estimando los parámetros del proceso se tiene:
μ=¯̄x=100
σ= s̄
C4 =
1. 05. 094
=1 .117
C4 para n = 5 tiene el valor 0.94
Si el límite de especificación es: LIE = 85 y el LSE = 105.
ElC pk=
(105−100 )3×1 .117
=1 .492
El C p=
(105−85 )6×1. 117
=2 .984
Por lo tanto el proceso es capaz de cumplir con especificaciones.
Capacidad de procesos con Minitab: normales y no normales
Generar 100 datos aleatorios en Minitab con Media = 264.6 y Desviación estándar S = 32.02 con
1. Calc > Random data > Normal
2. Generate 100 Store in columns C1 Mean 264.06 Estándar deviation 32.02 OK
Considerando Límites de especificaciones LIE = 200 y LSE = 330
Página 256

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Nos aseguramos que los datos se distribuyan normalmente con la prueba de Ryan como sigue:
3. Stat > Basic statistics > Normalita Test
4. Variable C1 Seleccionar Ryan Joiner test OK
El P value debe ser mayor a 0.05 para que los datos se distribuyan normalmente
Datos
Perc
ent
350300250200150
99.9
99
959080706050403020105
1
0.1
Mean
>0.100
269.3StDev 30.72N 100RJ 0.994P-Value
Probability Plot of DatosNormal
Fig. 6.12 Datos normales – Pvalue mayor a 0.05
Otra opción por medio de una gráfica de probabilidad normal, se tiene:
5. Graph > Probability plot > Normal
6. Graph Variable C1
7. Distribution Normal OK
Los puntos deben quedar dentro del intervalo de confianza para indicar que es normal la
distribución.
Página 257

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Datos
Perc
ent
400350300250200150
99.9
99
959080706050403020105
1
0.1
Mean
0.533
269.3StDev 30.72N 100AD 0.317P-Value
Probability Plot of DatosNormal - 95% CI
Fig. 6.13 Datos normales – Pvalue mayor a 0.05
Determinación de la capacidad del proceso
Una vez comprobada la normalidad de los datos, determinar la capacidad con:
1. Stat > Quality tools > Capability análisis > Normal
2. Single column C1 Subgroup size 1 Lower Spec 200 Upper spec 330
3. Estimate R-bar OK
Los resultados se muestran a continuación:
Página 258

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
360330300270240210
LSL USLProcess Data
Sample N 100StDev(Within) 30.83472StDev(Overall) 30.80011
LSL 200.00000Target *USL 330.00000Sample Mean 269.25354
Potential (Within) Capability
CCpk 0.70Overall Capability
Pp 0.70PPL 0.75PPU 0.66Ppk
Cp
0.66Cpm *
0.70CPL 0.75CPU 0.66Cpk 0.66
Observed PerformancePPM < LSL 10000.00PPM > USL 30000.00PPM Total 40000.00
Exp. Within PerformancePPM < LSL 12353.30PPM > USL 24415.36PPM Total 36768.66
Exp. Overall PerformancePPM < LSL 12272.69PPM > USL 24288.79PPM Total 36561.48
WithinOverall
Process Capability of Datos
Fig. 6.14 Capacidad del proceso
Interpretación:
La desviación estándar Within se determina en base al Rango medio y d2 (1.128 para n = 2), con
esta se determinan los índices de capacidad potencial Cp y real Cpk, lo cual es adecuado para un
proceso en control o normal.
La desviación estándar Overall se determina con la desviación estándar de todos los datos de la
muestra dividido entre el factor C4 = 4(n-1)/(4n – 3), con esta desviación estándar se determinan
los índices de desempeño Pp y Ppk así como el desempeño Overall, no importando si el proceso
está en control o no, en este último caso los valores no tienen significado práctico.
Opción Six Pack
Para mostrar toda la información relevante:
Determinar la capacidad con:
4. Stat > Quality tools > Capability Six Pack > Normal
Página 259

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5. Single column C1 Subgroup size 5 Lower Spec 200 Upper spec 330
6. Estimate R-bar OK
Los resultados se muestran a continuación:
Indi
vidu
al V
alue
1009080706050403020101
320
240
160
_X=269.3
UCL=361.8
LCL=176.7
Mov
ing
Rang
e
1009080706050403020101
100
50
0
__MR=34.8
UCL=113.6
LCL=0
Observation
Valu
es
10095908580
300
250
200
360330300270240210
400300200
Within
Overall
Specs
WithinStDev 30.83472Cp 0.70Cpk 0.66CCpk 0.70
OverallStDev 30.80011Pp 0.70Ppk 0.66Cpm *
11
Process Capability Sixpack of DatosI Chart
Moving Range Chart
Last 25 Observations
Capability Histogram
Normal Prob PlotAD: 0.317, P: 0.533
Capability Plot
Figura 6.15 Resultados de capacidad del proceso Six Pack
En este caso de la gráfica de probabilidad normal, los datos siguen una distribución normal.
Capacidad de procesos no normales.
Cuando los datos provienen de poblaciones no normales una opción para realizar el estudio de
capacidad de procesos es mediante la distribución Weibull.
Ejemplo en Minitab
En una compañía se manufacturan losetas para piso, el problema que se tiene es referente a la
deformación en las mismas. Se toman 100 mediciones durante 10 días. El límite superior de
Página 260

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
especificación (USL) = 3.5 mm Realice un estudio de capacidad con la ayuda de Minitab e
interprete los resultados.
Generar 100 datos aleatorios en Minitab con Factor de forma = 1, Factor de escala = 1 con
6. Calc > Random data > Weibull
7. Generate 100 Store in columns C1 Shape parameter 1.2 Scale parameter 1 Threshold
parameter 0 OK
Considerando Límites de especificaciones LIE = 0 y LSE = 3.5
Determinar la capacidad con:
7. Stat > Quality tools > Capability análisis > NoNormal
8. Single column C1 Dsitribution Weibull Lower Spec 0 Upper spec 3.5
9. Estimate R-bar OK
Los resultados se muestran a continuación:
El histograma no muestra evidencia de alguna discrepancia seria entre el modelo y los datos, ya
que la curva muestra buen ajuste. Sin embargo observamos que algunos datos caen fuera del
límite superior de especificación. Lo cual quiere decir que en algunos casos la deformación será
mayor a 3.5 mm.
Página 261
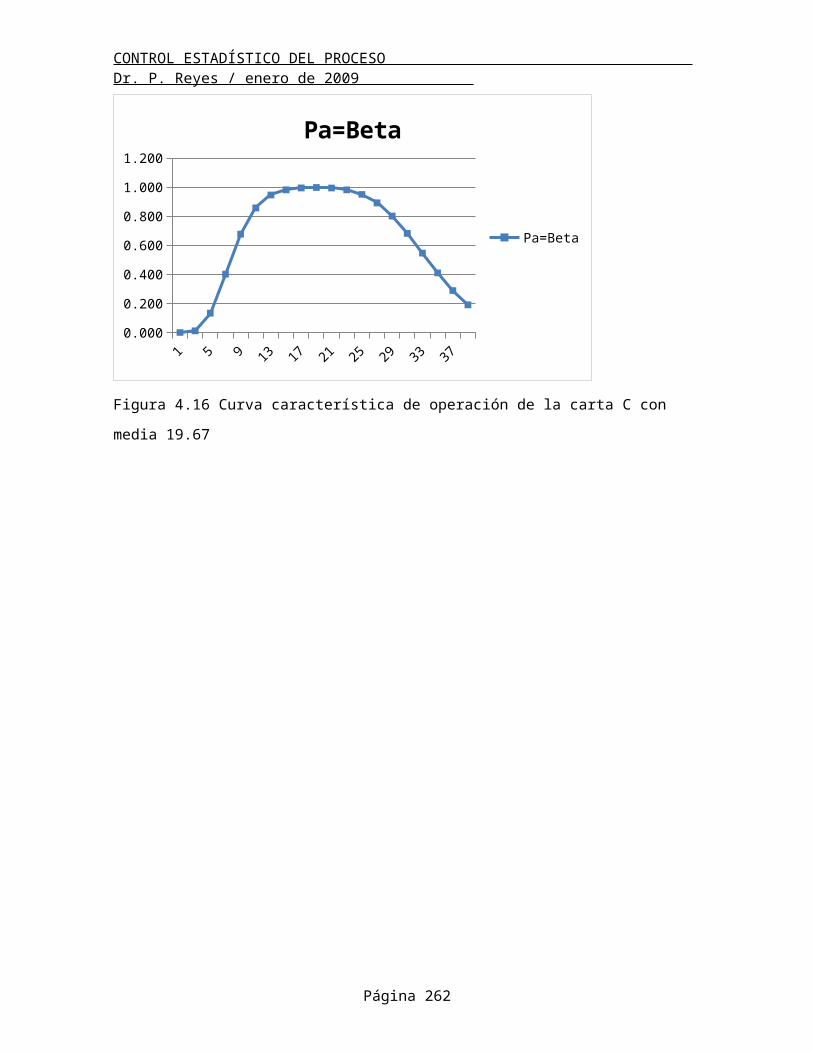
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3.53.02.52.01.51.00.50.0
USLProcess Data
Sample N 100Shape 1.24929Scale 0.88470
LSL *Target *USL 3.50000Sample Mean 0.82279
Overall CapabilityPp *PPL *PPU 0.85Ppk 0.85
Observed PerformancePPM < LSL *PPM > USL 10000PPM Total 10000
Exp. Overall PerformancePPM < LSL *PPM > USL 3795.26PPM Total 3795.26
Process Capability of Datos1Calculations Based on Weibull Distribution Model
Fig. 6.16 Determinación de la capacidad del proceso por Weibull - Datos no normales
El índice Ppk y Ppu33 = 0.85 lo cual nos dice que el desempeño del proceso no es capaz ya que
0.85<.1.33
También observamos que PPM > USL 3,795 lo cual significa que aproximadamente 3,795 PPM
estarán fuera de los límites de especificaciones.
También se cuenta con la opción Six Pack para esta opción.
Análisis de capacidad con experimentos diseñados
El diseño de experimentos es un método sistemático para variar el nivel de los parámetros
controlables del proceso y analizar sus efectos en los resultados finales o productos. De esta forma
se puede determinar el nivel de los parámetros que optimizan el proceso.
33 Los índices Pp y Ppk son similares a los índices Cp y Cpk , se refieren a la capacidad del proceso a largo plazo.
Página 262

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
6.4 ESTUDIOS DE CAPACIDAD DE SISTEMAS DE MEDICIÓN
Error rror del equipo de medición
En cualquier problema que involucre mediciones, de la variabilidad total parte de la variabilidad
observada es debida al producto mismo y parte es debida a la variación del equipo de medición, o
sea:
σ total2 =σ producto
2 +σequipo .medición2
(6.13)
Ejemplo 6.8 Tomando 20 partes y evaluándolas 2 veces por un mismo operador con el mismo
instrumento de medición, se obtienen los resultados mostrados a continuación:
PARTS OP1IN1OP1IN
2 X-media Rango1 21 20 20.5 12 24 23 23.5 13 20 21 20.5 14 27 27 27 05 19 18 18.5 16 23 21 22 27 22 21 21.5 18 19 17 18 29 24 23 23.5 1
10 25 23 24 211 21 20 20.5 112 18 19 18.5 113 23 25 24 214 24 24 24 015 29 30 29.5 116 26 26 26 017 20 20 20 018 19 21 20 219 25 26 25.5 120 19 19 19 0
Figura 6.16 Cartas X-R del estudio
Página 263

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
191715131197531
30
25
20
Sample
Sam
ple
Mea
n
__X=22.3UCL=24.18
LCL=20.42
191715131197531
3
2
1
0
Sample
Sam
ple
Rang
e
_R=1
UCL=3.267
LCL=0
1
1
11
1
1
111
1
Xbar-R Chart of C1, ..., C2
Figura 6.17 Cartas de control X-R de las mediciones del operador en sus dos intentos
Notar que la carta X indica muchos puntos fuera de control, lo cual es normal ya que se espera que
el instrumento distinga las diferentes unidades de producto. La carta R representa las
diferencias entre mediciones de la misma unidad con el mismo instrumento. En este caso la carta
R está en control, indicando que el operador no tiene dificultad para realizar las mediciones en
forma consistente. Si hubiera puntos fuera de control, indica que el operador tiene dificultad para
utilizar el instrumento.
La desviación estándar del error de medición, instrumento puede estimarse como:
σ instrumento=Rd2= 1.0
1. 128=0 .887
Como la distribución del error de medición es aproximadamente normal, entonces 6instrumento es un
buen estimador de la capacidad del instrumento de medición.
Página 264
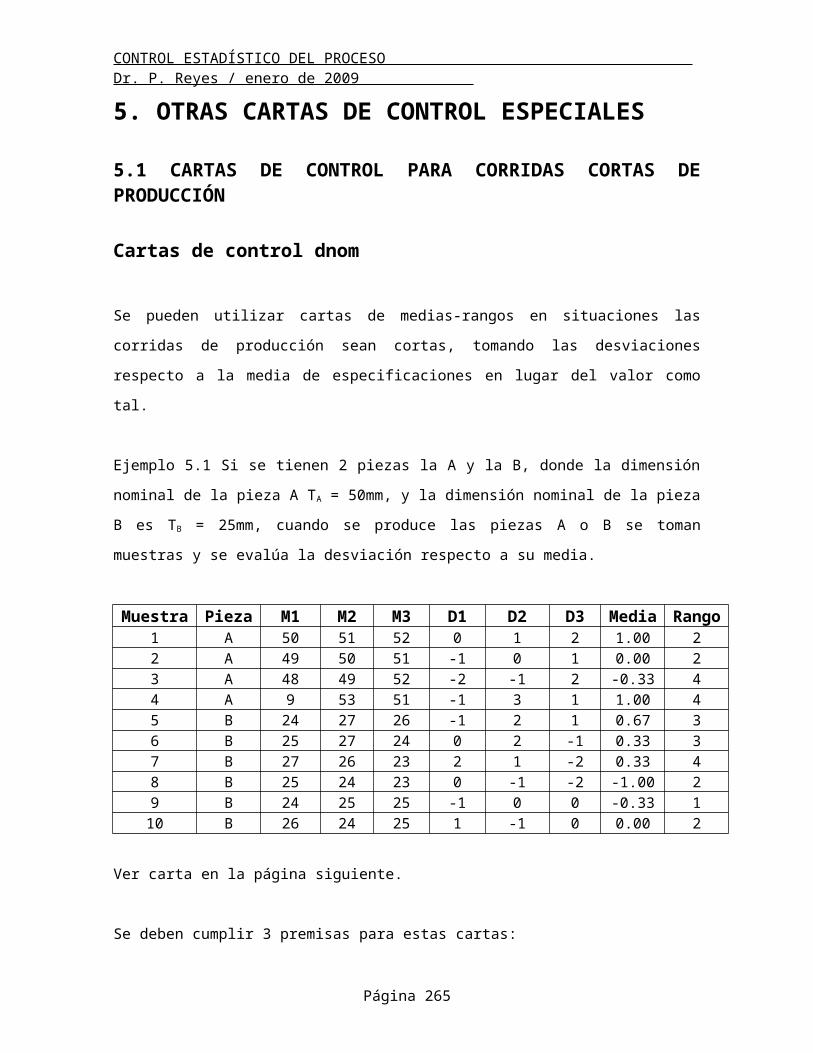
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
En este caso, 6instrumento = 6 (0.887) = 5.32, de tal forma que 2.66 de error de medición se puede
asignar al error del instrumento de medición.
Es usual comparar la capacidad del instrumento de medición contra el rango de las
especificaciones (LSE – LIE), denominado P/T, como sigue:
PT=
6 σ instrumento
LSE−LIE (6.14)
Para el caso del ejemplo se tiene:
PT=
6 (0 .887 )60−5
=5. 3255
=0 . 097
Los valores de P/T menores a 0.1 implican una capacidad adecuada del instrumento de medición.
Basado en su precisión debe ser al menos de 0.1 de la tolerancia de la característica evaluada.
La variabilidad total de los datos de las mediciones incluyen la variabilidad del producto y las del
instrumento de medición. Por tanto,
σ total2 =S2
σ producto2 =σ total
2 −σ instrumento2
De los datos del ejemplo se tiene:
Variable N Mean Median TrMean StDev SE MeanOP1IN1 40 22.300 21.500 22.167 3.172 0.502
σ total2 =S2
= 3.17 x 3.17 = 10.0615
σ producto2 =σ total
2 −σ instrumento2
= 10.0615 – 0.7867 = 9.2748
Por tanto la desviación estándar de la característica del producto es:
Página 265

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
= 3.045
La variabilidad del instrumento de medición también puede expresarse como un porcentaje de la
variabilidad de la característica del producto como sigue:
σ instrumento
σ productox 100
(6.15)
Para el ejemplo se tiene:
σ instrumento
σ productox 100
=
0 .8873 .045
x100=29 .13 %
6.6.2 Rrepetibilidad y reproducibilidad (R&R)
Se pueden determinar los componentes del error debidos a diferentes operadores (repetibilidad)
y debidos al instrumento de medición en sí (reproducibilidad).
σ error .medición2 =σrepetibilidad
2 +σreproducibilidad2
(6.16)
Ejemplo 6.9 Se tienen los datos de mediciones de 20 partes por 3 operadores, haciendo 2 intentos
cada uno como sigue.
PARTS OP1IN1OP1IN
2 RANGO1 OP2IN1 OP2IN2 RANGO2 OP3IN1 OP3IN2 RANGO31 21 20 1 20 20 0 19 21 22 24 23 1 24 24 0 23 24 13 20 21 1 19 21 2 20 22 24 27 27 0 28 26 2 27 28 15 19 18 1 19 18 1 18 21 36 23 21 2 24 21 3 23 22 17 22 21 1 22 24 2 22 20 2
Página 266

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
8 19 17 2 18 20 2 19 18 19 24 23 1 25 23 2 24 24 0
10 25 23 2 26 25 1 24 25 111 21 20 1 20 20 0 21 20 112 18 19 1 17 19 2 18 19 113 23 25 2 25 25 0 25 25 014 24 24 0 23 25 2 24 25 115 29 30 1 30 28 2 31 30 116 26 26 0 25 26 1 25 27 217 20 20 0 19 20 1 20 20 018 19 21 2 19 19 0 21 23 219 25 26 1 25 24 1 25 25 020 19 19 0 18 17 1 19 17 2
PARTS OP1IN1 OP1IN2 RANGO1 OP2IN1 OP2IN2 RANGO2 OP3IN1 OP3IN2 RANGO31 21 20 1 20 20 0 19 21 22 24 23 1 24 24 0 23 24 13 20 21 1 19 21 2 20 22 24 27 27 0 28 26 2 27 28 15 19 18 1 19 18 1 18 21 36 23 21 2 24 21 3 23 22 17 22 21 1 22 24 2 22 20 28 19 17 2 18 20 2 19 18 19 24 23 1 25 23 2 24 24 010 25 23 2 26 25 1 24 25 111 21 20 1 20 20 0 21 20 112 18 19 1 17 19 2 18 19 113 23 25 2 25 25 0 25 25 014 24 24 0 23 25 2 24 25 115 29 30 1 30 28 2 31 30 116 26 26 0 25 26 1 25 27 217 20 20 0 19 20 1 20 20 018 19 21 2 19 19 0 21 23 219 25 26 1 25 24 1 25 25 020 19 19 0 18 17 1 19 17 2
La media de los rangos medios para cada operador es:
R=13(R1+R2+R3 )=
13(1. 0+1 . 25+1. 20 )=1. 15
por tanto la desviación estándar de la repetibilidad es:
Página 267

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
σ repetibilidad=Rd2=
1. 151.128=1 .02
tomando d2 para n=2 lecturas
La reproducibilidad es causada por diferencias entre los 3 operadores, es decir,
xmax=max( x1 , x2 , x3)
xmin=min( x1 , x2 , x3 )
Rx= xmax−xmin
σ reproducibilidad=Rx
d2 considerando el número de operadores.
Del ejemplo, se tiene que para 3 operadores, d2 =1.693, por tanto:
xmax = 22.60, xmin =22.28 y Rx=0.32, y
reproducibilidad = 0.32/1.693 = 0.19
Por tanto la variabilidad total del error de medición es:
σ instrument .medición2 =σ repetibilidad
2 +σ reproducibilidad2
= 1.022 + 0.192 = 1.08
instrumento.medición = 1.04
La relación P/T = 6 (1.04) / (60-5) = 0.11
Por otra parte utilizando el paquete Minitab se obtuvieron las respuestas siguientes (tomando
5.15 sigmas):
Gage R&R Study - XBar/R Method
Gage R&R for OP1IN1
Gage name: DISPOSITIVO DE PRUEBADate of study: 20 JULIO 2000
Página 268

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Reported by: P. REYES Tolerance: 5 Misc:
%ContributionSource Variance (of Variance) Total Gage R&R 1.0424 9.91 Repeatability 1.0394 9.88 Reproducibility 0.0030 0.03 Part-to-Part 9.4801 90.09 Total Variation 10.5225 100.00
StdDev Study Var %Study Var %ToleranceSource (SD) (5.15*SD) (%SV) (SV/Toler) Total Gage R&R 1.02096 5.2579 31.47 9.56 Repeatability 1.01950 5.2504 31.43 9.55 Reproducibility 0.05449 0.2806 1.68 0.51 Part-to-Part 3.07898 15.8568 94.92 28.83 Total Variation 3.24384 16.7058 100.00 30.37
Number of distinct categories = 4
De esta forma cuando se toman en cuenta ambas la repetibilidad y la reproducibilidad, la
capacidad del sistema de medición se reduce. Es necesario entrenar al operador en el uso del
instrumento de medición y en todo caso a encontrar otro equipo de medición.
Página 269

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
6.6.3 R&R Capacidad de los sistemas de medición - AIAG
En muchas ocasiones las organizaciones no consideran el impacto de no tener sistemas de
medición de calidad, el hecho de que las mediciones no sean exactas puede llevar a cometer
errores en el cálculo, y en los análisis y conclusiones de los estudios de capacidad de los
procesos.
Cuando los operadores no miden una pieza de manera consistente, se puede caer en el riesgo de
rechazar artículos que están en buen estado o aceptar artículos que están en mal estado. Por otro
lado si los instrumentos de medición no están calibrados correctamente también se pueden
cometer errores. Cuando sucede lo mencionado anteriormente tenemos un sistema de medición
deficiente que puede hacer que un estudio de capacidad parezca insatisfactorio cuando en
realidad es satisfactorio. Lo anterior puede tener como consecuencia gastos innecesarios de
reproceso al reparar un proceso de manufactura o de servicios, cuando la principal fuente de
variación se deriva del sistema de medición.
Posibles Fuentes de la Variación del Proceso
Figura 6.18 Diagrama de variabilidad observada en el proceso
Página 270
Variación del proceso, real Variación de la medición
Variación del proceso
Reproducibilidad
Repetibilidad Estabilidad Linealidad Sesgo
Variación originada
por el calibrador
Calibración
Variación del proceso, real
Reproducibilidad
Repetibilidad
Variación dentro de lamuestra
Estabilidad Linealidad Sesgo
Equipo demediciòn
Calibración

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Definiciones
Reproducibilidad: Es la variación, entre promedios de las mediciones hechas por diferentes
operadores que utilizan un mismo instrumento de medición cuando miden las mismas
características en una misma parte.
Figura 6.19 Evaluación de la reproducibilidad
Repetibilidad: es la variación de las mediciones obtenidas con un instrumento de medición,
cuando es utilizado varias veces por un operador, al mismo tiempo que mide las mismas
características en una misma parte.
Figura 6.20 Evaluación de la repetibilidad
Valor verdadero:
Página 271
Reproducibilidad
Operador-A
Operador-C
Operador-B
REPETIBILIDAD

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Valor correcto teórico / estándares NIST34
Precisión: Es la habilidad de repetir la misma medida cerca o dentro de una misma zona
Exactitud :
Es la diferencia entre el promedio del número de medidas y el valor verdadero.
Resolución: La medición que tiene exactitud y precisión.
Figura 6.21 Evaluación de la precisión y exactitud
34 ·En EUA se tiene el NIST (National Institute of Standards ando Technology),En México se tiene el CENEAM o el Centro Nacional de Metrología
Página 272

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
- Estabilidad: es la variación total de las mediciones obtenidas con un sistema de medición, hechas
sobre el mismo patrón o sobre las mismas partes, cuando se mide una sola de sus características,
durante un período de tiempo prolongado.
Figura 6.22 Evaluación de la estabilidad
Linealidad: diferencia en los valores de la escala, a través del rango de operación esperado del
instrumento de medición.
Figura 6.23 Evaluación de la linealidad
Sesgo: distancia entre el valor promedio de todas las mediciones y el valor verdadero. Error
sistemático o desviación.
Página 273
Valor Verdadero
Sesgo
m
Tiempo 1
Tiempo 2
Tiempo 1
Tiempo 2

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Figura 6.24 Evaluación de la exactitud o sesgo
Calibración: Es la comparación de un estándar de medición con exactitud conocida con otro
instrumento para detectar, reportar o eliminar por medio del ajuste, cualquier variación en la
exactitud del instrumento.
Importante: para que el equipo de medición tenga una discriminación adecuada en la
evaluación de las partes, su
resolución debe ser al menos 1/10 de la variabilidad del proceso.
<10% Aceptable
10-30%. Puede ser aceptable, para características no críticas.
>30%. ¡Inaceptable!
En otras industrias fuera de la automotriz se acepta un error total de R&R del 25% como máximo.
En cualquier problema que involucre mediciones, algunas de las variaciones observadas son
debidas al proceso y otras son debidas al error o variación en los sistemas de medición. La
variación total es expresada de la siguiente manera:
σ 2 total=σ2 proceso+σ2error mediciòn
Estudios R&R - Método Corto del Rango
Es un método que proporciona un valor aproximado del error R&R sin que muestre las diferencias
entre errores por el equipo y por los operadores.Se usan dos evaluadores y cinco partes. Cada
evaluador mide cada parte una sola vez.Se calcula el rango de la medición de cada parte y al final
el rango promedio.
Página 274

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La desviación estándar de R&R se aproxima con la formula de rango medio entre d2*. El % de R&R
se calcula comparando la desv. Estándar de R&R con la del proceso
Partes Evaluador A Evaluador B Rango A,B1 0.85 0.80 0.052 0.75 0.70 0.053 1.00 0.95 0.054 0.45 0.55 0.105 0.50 0.60 0.10
Rango medio = 0.35/5 = 0.07
GRR = Rmedio / d2* = 0.07 / 1.19 = 0.0588Desv. Estándar del proceso = 0.0722%GRR = 100 (GRR / Desv. Est. Proceso ) = 81.4%
Por tanto el sistema de medición requiere mejora
Figura 6.25 Método corto del rango
Página 275

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Estudio de R&R Método largo
• Generalmente intervienen de dos a tres operadores
• Generalmente se toman 10 unidades
• Cada unidad es medida por cada operador, 2 ó 3 veces.
La resolución del equipo de medición debe ser de al menos el 10% del rango de tolerancia o
del rango de variación del proceso.
Las partes deben seleccionarse al azar, cubriendo el rango total del proceso. Es importante
que dichas partes sean representativas del proceso total (80% de la variación)
10 partes NO son un tamaño de muestra significativo para una opinión sólida sobre el equipo de
medición a menos que se cumpla el punto anterior.
Procedimiento para realizar un estudio de R&R
1. Asegúrese de que el equipo de medición haya sido calibrado.
2. Marque cada pieza con un número de identificación que no pueda ver la persona que realiza la
medición.
3. Haga que el primer operador mida todas las muestras una sola vez, siguiendo un orden al azar.
4. Haga que el segundo operador mida todas las muestras una sola vez, siguiendo un orden al
azar.
Página 276

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
5. Continúe hasta que todos los operadores hayan medido las muestras una sola vez (Este es el
ensayo 1).
6. Repita los pasos 3-4 hasta completar el número requerido de ensayos
7. Determine las estadísticas del estudio R&R
Repetibilidad
Reproducibilidad
% R&R
Desviaciones estándar de cada uno de los conceptos mencionados
Análisis del porcentaje de tolerancia
8. Analice los resultados y determine las acciones a seguir si las hay.
Métodos de estudio del error R&R:
I.
Método de Promedios- Rango
Permite separar en el sistema de medición lo referente a la Reproducibilidad y a la
Repetibilidad.
Los cálculos son más fáciles de realizar.
II. Método ANOVA
Permite separar en el sistema de medición lo referente a la Reproducibilidad y a la
Repetibilidad.
También proporciona información acerca de las interacciones de un operador y otro en
cuanto a la parte.
Calcula las varianzas en forma más precisa.
Los cálculos numéricos requieren de una computadora.
El Método ANOVA es más preciso
Página 277

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Cálculos con Excel o manual:
Introducir los datos en la hoja de colección de datos siguiente por cada operador y hacer los
cálculos indicados en la zona gris:
Página 278

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
ESTU
DIO DE
REPE
TIBILID
AD Y
REPR
ODUC
IBILID
AD ( R
& R )
No. de
Parte
y Nom
bre:
460006
6PAR
TE A
Fecha
:01/
07/20
03To
leranc
ia Espe
cificad
a:0.0
060
Elabo
rado p
or:
No. y
Nomb
re de
GAGE
:8881
-HCa
librad
or Dig
italCa
racter
ística:
Diame
tro
RECO
LECC
IÓN DE
DATO
S
OPER
ADOR
A.-B.-
C.-col
umna
1col
umna
2col
umna
3col
umna
4Pro
medio
colum
na 5
colum
na 6
colum
na 7
colum
na 8
Prome
diocol
umna
9col
umna
10col
umna
11col
umna
12Pro
medio
Prom.
Parte
Muest
ra1er
Inten
to2do
Inten
to3er
Inten
toRa
ngoX
1er In
tento
2do In
tento
3er In
tento
Rango
X1er
Inten
to2do
Inten
to3er
Inten
toRa
ngoX
10.0
045
0.0
045
0.0
045
-
0.004
5
0.004
5
0.004
5
0.004
5
-
0.004
5
0.005
0
0.004
5
0.004
5
0.000
5
0.004
7
0.004
5562
0.004
5
0.005
5
0.004
5
0.001
0
0.004
8
0.005
5
0.005
0
0.004
5
0.0
010
0.0
050
0.0
055
0.0
045
0.0
045
0.0
010
0.0
048
0.0
04889
30.0
045
0.0
045
0.0
045
-
0.004
5
0.004
5
0.004
5
0.004
5
-
0.004
5
0.004
5
0.004
5
0.004
0
0.000
5
0.004
3
0.004
4444
0.005
0
0.005
0
0.004
5
0.000
5
0.004
8
0.005
0
0.005
0
0.005
0
-
0.005
0
0.005
0
0.005
0
0.005
0
-
0.0
050
0.0
04944
50.0
045
0.0
045
0.0
045
-
0.004
5
0.004
0
0.004
5
0.004
0
0.0
005
0.0
042
0.0
045
0.0
045
0.0
040
0.0
005
0.0
043
0.0
04333
60.0
050
0.0
055
0.0
045
0.0
010
0.0
050
0.0
060
0.0
050
0.0
050
0.001
0
0.005
3
0.005
0
0.005
0
0.005
0
-
0.0
050
0.0
05111
70.0
050
0.0
045
0.0
045
0.0
005
0.0
047
0.0
055
0.0
045
0.0
050
0.001
0
0.005
0
0.004
5
0.005
0
0.005
0
0.000
5
0.004
8
0.004
8338
0.005
0
0.005
0
0.005
0
-
0.0
050
0.0
050
0.0
050
0.0
050
-
0.0
050
0.0
060
0.0
050
0.0
050
0.0
010
0.0
053
0.0
05111
90.0
050
0.0
045
0.0
050
0.0
005
0.0
048
0.0
045
0.0
045
0.0
050
0.000
5
0.004
7
0.005
5
0.004
5
0.004
5
0.001
0
0.004
8
0.004
77810
0.004
0
0.004
0
0.004
0
-
0.0
040
0.0
040
0.0
040
0.0
040
-
0.0
040
0.0
045
0.0
045
0.0
045
-
0.004
5
0.004
167To
tales
0.047
0
0.047
5
0.045
5
0.003
5
0.046
7
0.048
5
0.046
5
0.046
5
0.0
040
0.0
472
0.0
500
0.0
470
0.0
460
0.0
050
0.0
477
Su
ma0.1
400
SUM:
0.001
25R:
0.000
416667
Nota :
Las c
onsta
ntes y
las for
mulas
estan
estab
lecida
s para
3 inte
ntos y
3 oper
adores
Página 279

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
ESTUDIO DE REPETIBILIDAD Y REPRODUCIBILIDAD ( R & R )MÉTODO LARGO
Aseguramiento de Calidad
No. de Parte y Nombre: 4600066 PARTE A Fecha: 01/07/2003
Tolerancia Especificada: 0.0060 Elaborado por: 0
No. y Nombre de GAGE: 8881-H Calibrador Digital Característica: Diametro
RESULTADOS DE LA HOJA DE DATOS AC-008
R= 0.000416667 X Diff = 0.0001000000 Rp = 0.000944444
Análisis Unitario de Medición % Total de Variación ( TV )
Repetibilidad - Variación del Equipo (EV) % EV = 100 [ EV/TV ]EV= R x K1 = % EV = 63.74%
EV= 0.001270833 INTENTOS K1
2 4.56 % EV vs Tol. = 21.18%3 3.05
Reproducibilidad - Variación del Operador (AV) % AV = 100 [AV/TV]AV = [(XDiff x K2)
2 - (EV2/nr)]1/2 % AV = 6.93%
AV = 0.00027
AV = 7.29E-08 % AV vs Tol = 2.30%
AV = 5.38339E-08
AV = 1.90661E-08 n= 10AV = 0.00013808 r = 3
OPERADOR 2 3 n= Numero de PartesK2 3.65 2.7 r = Numero de Intentos
Repetibilidad y Reproducibilidad ( R & R ) % de R & R = 100 [ R & R /TV ]R & R = [EV2 + AV2]1/2 % de R & R = 64.1164%
R & R2 = 1.63408E-06 PARTES K3 % de R & R vs Tol = 21.31%
R & R = 0.001278313 2 3.65
Variación de la Parte ( PV ) 3 2.7 % PV = 100 [ PV/TV ]PV = RP x K3 4 2.3 % PV = 76.7403%
PV = 0.00153 5 2.08
6 1.937 1.82
VARIACIÓN TOTAL ( TV ) 8 1.74 Categoria de DatosTV = ( R & R2 + PV2 )1/2
9 1.67 d2 = 1.693TV = 3.97498E-06 10 1.62 PV / R&R x d2= 2.0
TV = 0.001993736
Observaciones : Se toma la dimención de menor valor FIRMA DE AUTORIZACIÓN
GERENTE DE ASEG. DE CALIDAD
Página 280

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
ESTU
DIO DE
REPE
TIBILID
AD Y R
EPRO
DUCIB
ILIDAD
( R &
R )
No. de
Parte
y Nom
bre:
Fecha:
Tolera
ncia E
specifi
cada:
Elabor
ado po
r:
No. y
Nomb
re de G
AGE:
Carac
terístic
a:
RECO
LECC
IÓN DE
DATO
S
OPER
ADOR
A.-B.-
C.-col
umna
1col
umna
2col
umna
3col
umna
4Pro
medio
colum
na 5
colum
na 6
colum
na 7
colum
na 8
Prome
diocol
umna
9col
umna
10col
umna
11col
umna
12Pro
medio
Prom.
Parte
Muest
ra1er
Intent
o2do
Intent
o3er
Intent
oRa
ngoX
1er Int
ento
2do Int
ento
3er Int
ento
Rango
X1er
Intent
o2do
Intent
o3er
Intent
oRa
ngoX
1 2 3 4 5 6 7 8 9 10 Totale
sSu
ma
SUM: R:
Nota :
Las c
onstan
tes y l
as for
mulas
estan
estab
lecida
s para
3 inte
ntos y
3 oper
adores
Página 281

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
ESTUDIO DE REPETIBILIDAD Y REPRODUCIBILIDAD ( R & R )MÉTODO LARGO
Aseguramiento de Calidad
No. de Parte y Nombre: 0 0 Fecha: 00/01/1900
Tolerancia Especificada: 0.0000 Elaborado por: 0
No. y Nombre de GAGE: 0 0 Característica: 0
RESULTADOS DE LA HOJA DE DATOS AC-008
R= X Diff = Rp =
Análisis Unitario de Medición % Total de Variación ( TV )
Repetibilidad - Variación del Equipo (EV) % EV = 100 [ EV/TV ]EV= R x K1 = % EV =
EV= INTENTOS K1
2 4.56 % EV vs Tol. =3 3.05
Reproducibilidad - Variación del Operador (AV) % AV = 100 [AV/TV]AV = [(XDiff x K2)
2 - (EV2/nr)]1/2 % AV =
AV =
AV = % AV vs Tol =
AV =
AV = n= 10AV = r = 3
OPERADOR 2 3 n= Numero de PartesK2 3.65 2.7 r = Numero de Intentos
Repetibilidad y Reproducibilidad ( R & R ) % de R & R = 100 [ R & R /TV ]R & R = [EV2 + AV2]1/2 % de R & R =
R & R2 = 0 PARTES K3 % de R & R vs Tol =
R & R = 2 3.65
Variación de la Parte ( PV ) 3 2.7 % PV = 100 [ PV/TV ]PV = RP x K3 4 2.3 % PV =
PV = 5 2.08
6 1.937 1.82
VARIACIÓN TOTAL ( TV ) 8 1.74 Categoria de DatosTV = ( R & R2 + PV2 )1/2
9 1.67 d2 = 1.693TV = 0 10 1.62 PV / R&R x d2=
TV =
Observaciones : Se toma la dimención de menor valor FIRMA DE AUTORIZACIÓN
GERENTE DE ASEG. DE CALIDAD
Página 282

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Una vez colectados los datos proceder a realizar la carta de rango R y observar que esté en control,
de otra forma repetir las mediciones para ese operador y parte específica errónea.
Figura 6.26 Comportamiento de la carta de control de rangos para el ejemplo
Ahora revisar la carta X media, debe tener al menos el 50% de puntos fuera de control indicando
que identifica las variaciones en las diferentes partes presentadas:
LSCX = 0.005143 X = 0.004717 LICX = 0.004290417
Figura 6.26 Comportamiento de la carta de control de medias para el ejemplo
Se procede posteriormente a determinar los errores o variabilidad del sistema de medición con la
hoja de trabajo siguiente, calculando los campos con sombra gris:
Página 283
LICX
LS
X

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Interpretación de los resultados
1. El porcentaje de error R&R no debe exceder del 10%, si el equipo se usa para liberar producto
terminado la referencia es la tolerancia del cliente; si el equipo se usa para control del proceso, la
referencia es la variación total del proceso.
2. El número de categorías debe ser de al menos 4 indicando que el equipo distingue las partes
que son diferentes.
Ejemplo 2 (MINITAB)
Primero se visualizan las mediciones replicadas de cada operador en cada parte como sigue:
34
Operator
Resp
onse
Mean
1.0
0.8
0.6
0.4
1.0
0.8
0.6
0.4
Mean
1 2 3 4 5
6 7 8 9 10
Operator
3
12
Gage name:Date of study:
Reported by:Tolerance:Misc:
Panel variable: Part
Gage Run Chart of Response by Part, Operator1 File > Open worksheet > GAGEAIAG.MTW.2 Stat > Quality Tools > Gage Study > Gage Run Chart.3 En Part numbers, seleccionar Part.4 En Operators, seleccionar Operator.5 En Measurement data, seleccionar Response. Click OK.
Figura 6.27 Gráfica que muestra el comportamiento de las mediciones de los operadores
Método X Barra - R
Se seleccionan 10 muestras de un proceso de manufactura, cada parte es medida dos veces por
tres operadores. Realice un estudio R&R mediante el método Xbar-R.
Página 284

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
OPERADOR A.- B.- C.-
columna
1columna
2columna
3columna
5columna
6columna
7columna
9columna
10columna
11
Muestra1er Intento
2do Intento
3er Intento
1er Intento
2do Intento
3er Intento
1er Intento
2do Intento
3er Intento
1 0.0045 0.0045 0.0045 0.0045 0.0045 0.0045 0.0050 0.0045 0.0045 2 0.0045 0.0055 0.0045 0.0055 0.0050 0.0045 0.0055 0.0045 0.0045 3 0.0045 0.0045 0.0045 0.0045 0.0045 0.0045 0.0045 0.0045 0.0040 4 0.0050 0.0050 0.0045 0.0050 0.0050 0.0050 0.0050 0.0050 0.0050 5 0.0045 0.0045 0.0045 0.0040 0.0045 0.0040 0.0045 0.0045 0.0040 6 0.0050 0.0055 0.0045 0.0060 0.0050 0.0050 0.0050 0.0050 0.0050 7 0.0050 0.0045 0.0045 0.0055 0.0045 0.0050 0.0045 0.0050 0.0050 8 0.0050 0.0050 0.0050 0.0050 0.0050 0.0050 0.0060 0.0050 0.0050 9 0.0050 0.0045 0.0050 0.0045 0.0045 0.0050 0.0055 0.0045 0.0045
10 0.0040 0.0040 0.0040 0.0040 0.0040 0.0040 0.0045 0.0045 0.0045 Totales 0.0470 0.0475 0.0455 0.0485 0.0465 0.0465 0.0500 0.0470 0.0460
Capture los datos en la hoja de trabajo de Minitab en tres columnas C1, C2, C3
PartesOperadore
sMedició
n PartesOperadore
sMedició
n PartesOperadore
s Medición1 1 0.0045 1 2 0.0045 1 3 0.0052 1 0.0045 2 2 0.0055 2 3 0.00553 1 0.0045 3 2 0.0045 3 3 0.00454 1 0.005 4 2 0.005 4 3 0.0055 1 0.0045 5 2 0.004 5 3 0.00456 1 0.005 6 2 0.006 6 3 0.0057 1 0.005 7 2 0.0055 7 3 0.00458 1 0.005 8 2 0.005 8 3 0.0069 1 0.005 9 2 0.0045 9 3 0.0055
10 1 0.004 10 2 0.004 10 3 0.00451 1 0.0045 1 2 0.0045 1 3 0.00452 1 0.0055 2 2 0.005 2 3 0.00453 1 0.0045 3 2 0.0045 3 3 0.00454 1 0.005 4 2 0.005 4 3 0.0055 1 0.0045 5 2 0.0045 5 3 0.00456 1 0.0055 6 2 0.005 6 3 0.0057 1 0.0045 7 2 0.0045 7 3 0.0058 1 0.005 8 2 0.005 8 3 0.0059 1 0.0045 9 2 0.0045 9 3 0.0045
10 1 0.004 10 2 0.004 10 3 0.00451 1 0.0045 1 2 0.0045 1 3 0.0045
Página 285

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
2 1 0.0045 2 2 0.0045 2 3 0.00453 1 0.0045 3 2 0.0045 3 3 0.0044 1 0.0045 4 2 0.005 4 3 0.0055 1 0.0045 5 2 0.004 5 3 0.0046 1 0.0045 6 2 0.005 6 3 0.0057 1 0.0045 7 2 0.005 7 3 0.0058 1 0.005 8 2 0.005 8 3 0.0059 1 0.005 9 2 0.005 9 3 0.0045
10 1 0.004 10 2 0.004 10 3 0.0045
Seleccione en el menú de la barra de herramientas STAT>QUALITY TOOLS>GAGE STUDY >
Gage R&R (Crossed)
Seleccione C1 (parte), C2 (operador), C3 (Medición)
Método de Análisis X Bar and R
En Options Seleccionar: Study variation 5.15 Process tolerante 0.006
Los resultados se muestran a continuación:
Gage R&R Study - XBar/R Method
%ContributionSource VarComp (of VarComp)Total Gage R&R 0.0000001 41.00 Repeatability 0.0000001 40.52 Reproducibility 0.0000000 0.48Part-To-Part 0.0000001 59.00Total Variation 0.0000001 100.00
Study Var %Study Var %ToleranceSource StdDev (SD) (5.15 * SD) (%SV) (SV/Toler)Total Gage R&R 0.0002476 0.0012750 64.03 21.25 Repeatability 0.0002461 0.0012675 63.65 21.12 Reproducibility 0.0000269 0.0001384 6.95 2.31Part-To-Part 0.0002970 0.0015295 76.81 25.49Total Variation 0.0003867 0.0019913 100.00 33.19
Number of Distinct Categories = 1
Análisis de los resultados:
El error de R&R vs tolerancia es 21.25% y vs variación total del proceso es 64.03% lo que hace que
el equipo de medición no sea adecuado para la medición.
Por otro lado el número de categorías es sólo de 1 cuando debe ser al menos 4 indicando que el
instrumento discrimina las diversas partes diferentes.
Página 286

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Figura 6.27 Resultados del estudio R&R por el método de Xbarra-R
La gráfica R se mantiene en control indicando que las mediciones se realizaron en forma adecuada.
La gráfica X barra sólo presenta 5 de 30 puntos fuera de control, lo cual debería ser al menos el
50%, indicando que el equipo no discrimina las diferentes partes.
Ejemplo 3: por el Método de ANOVA se tiene:
Seleccione en el menú de la barra de herramientas STAT>QUALITY TOOLS>GAGE STUDY >
Gage R&R (Crossed)
Seleccione C1 (parte), C2 (operador), C3 (Medición)
Método de Análisis ANOVA
En Options Seleccionar: Staudy variation 5.15 Process tolerante 0.006 Alfa to remove
interaction 0.25
Los resultados se muestran a continuación:
Gage R&R Study - ANOVA Method
Página 287

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Two-Way ANOVA Table With Interaction
Source DF SS MS F PPartes 9 0.0000086 0.0000010 12.2885 0.000Operadores 2 0.0000002 0.0000001 0.9605 0.401Partes * Operadores 18 0.0000014 0.0000001 0.7398 0.757Repeatability 60 0.0000063 0.0000001Total 89 0.0000165
Los operadores y la interacción no fueron significativos, sólo las partes Two-Way ANOVA Table Without Interaction
Source DF SS MS F PPartes 9 0.0000086 0.0000010 9.67145 0.000Operadores 2 0.0000002 0.0000001 0.75592 0.473Repeatability 78 0.0000077 0.0000001Total 89 0.0000165
Gage R&R
%ContributionSource VarComp (of VarComp)Total Gage R&R 0.0000001 50.93 Repeatability 0.0000001 50.93 Reproducibility 0.0000000 0.00 Operadores 0.0000000 0.00Part-To-Part 0.0000001 49.07Total Variation 0.0000002 100.00 Study Var %Study Var %ToleranceSource StdDev (SD) (5.15 * SD) (%SV) (SV/Toler)Total Gage R&R 0.0003150 0.0016222 71.36 27.04 Repeatability 0.0003150 0.0016222 71.36 27.04 Reproducibility 0.0000000 0.0000000 0.00 0.00 Operadores 0.0000000 0.0000000 0.00 0.00Part-To-Part 0.0003092 0.0015923 70.05 26.54Total Variation 0.0004414 0.0022731 100.00 37.88
Number of Distinct Categories = 1
Página 288

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La interacción no es significativa, y los errores de R&R indican que equipo de medición no es
adecuado, ni el número de categorías.
Figura 6.28 Resultados del estudio R&R por el método de ANOVA
Las conclusiones son similares que con el método de X barra – R.
Estudios de R&R por atributos
Ejemplo 4.
Se utiliza el análisis de acuerdo por atributos para evaluar las calificaciones nominales u ordinales
proporcionadas por varios evaluadores. Las mediciones son calificaciones subjetivas de la gente
en vez de mediciones físicas. Algunos ejemplos incluyen:
Calificaciones de desempeño de los automóviles
Clasificación de calidad de las fibras como “buena” o “mala”.
Calificaciones de color, aroma y gusto del vino en una escala de 1 a 10.
En estos casos la característica de calidad es difícil de definir y evaluar. Para obtener clasificaciones
significativas, más de un evaluador debe calificar la medición de respuesta. Si los evaluadores
están de acuerdo, existe la posibilidad de que las apreciaciones sean exactas. Si hay
discrepancias, la utilidad de la evaluación es limitada.
Página 289

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Los datos pueden ser texto o numéricos. Las calificaciones asignadas pueden ser Nominales u
ordinales.
Los datos nominales son variables categóricas que tienen dos o más niveles sin orden natural. Por
ejemplo, los niveles en un estudio de gustación de comida que puede incluir dulce, salado o
picoso.
Los datos ordinales son variables categóricas que tienen tres o más niveles con ordenamiento
natural, tales como: en desacuerdo total, en desacuerdo, neutral, de acuerdo, y completamente
de acuerdo.
Ejemplo 4. Comparación pasa no pasa
Un sistema de medición de atributos compara cada parte con un estándar y acepta la parte si el
estándar se cumple. La efectividad de la discriminación es la habilidad del sistema de medición de
atributos para discriminar a los buenos de los malos.
1. Selecciona un mínimo de 20 unidades del proceso. Estas unidades deben representar el
espectro completo de la variación del proceso (buenas, erroneas y en límites).
2. Un inspector “experto” realiza una evaluación de cada parte, clasificándola como “Buena” o “No
Buena”.
3. Cada persona evaluará las unidades, independientemente y en orden aleatorio, y las definirá
como “Buenas” o “No Buenas”.
4. Ingresa los datos en el archivo Attribute Gage R&R.xls para cuantificar la efectividad del sistema
de medición.
Página 290

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Muestra Atributo Persona 1A Persona 1B Persona 2A Persona 2B1 G G G G G2 G G G G G3 G G G G G4 G G G G G5 G G G G G6 G NG G G G7 G G G G G8 G G G G G9 NG G G NG NG10 NG NG NG G G11 G G G G G12 G G G G G13 NG NG NG NG NG14 G G G G G15 G G G G G16 G G G G G17 NG NG NG NG NG18 G G G G G19 G G G G G20 G G G G G
Sistema de Medición de Atributos
Pasa no pasa –Instrucciones en Minitab
1 Usar los datos anteriores.
2 Seleccionar Stat > Quality Tools > Attribute Agreement Analysis.
3 En Multiple columns, con Persona 1A - Persona 2B.
4 En Number of appraisers, 2.
5 En Number of trials, 2.
6 En Known standard/attribute, poner Atributo
7 no Checar Categories of the attribute data are ordered y poner OK
Los resultados se muestran a continuación:
Página 291

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Attribute Agreement Analysis Persona 1A, Persona 1B, Persona 2A, Persona 2B Within Appraisers Appraiser # Inspected # Matched Percent 95 % CI 1 20 19 95.00 (75.13, 99.87) 2 20 20 100.00 (86.09, 100.00) # Matched: Appraiser agrees with him/herself across trials. Fleiss' Kappa Statistics Appraiser Response Kappa SE Kappa Z P(vs > 0) 1 G 0.82684 0.223607 3.69774 0.0001 NG 0.82684 0.223607 3.69774 0.0001 2 G 1.00000 0.223607 4.47214 0.0000 NG 1.00000 0.223607 4.47214 0.0000 Each Appraiser vs Standard Appraiser # Inspected # Matched Percent 95 % CI 1 20 18 90.00 (68.30, 98.77) 2 20 19 95.00 (75.13, 99.87) Between Appraisers # Inspected # Matched Percent 95 % CI 20 17 85.00 (62.11, 96.79) Fleiss' Kappa Statistics Response Kappa SE Kappa Z P(vs > 0) G 0.663222 0.0912871 7.26524 0.0000 NG 0.663222 0.0912871 7.26524 0.0000 All Appraisers vs Standard # Inspected # Matched Percent 95 % CI 20 17 85.00 (62.11, 96.79) # Matched: All appraisers' assessments agree with the known standard. Fleiss' Kappa Statistics Response Kappa SE Kappa Z P(vs > 0) G 0.792005 0.111803 7.08391 0.0000 NG 0.792005 0.111803 7.08391 0.0000
Figura 6.29 Resultados del estudio de R&R comparativo por atributos
Página 292

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Appraiser
Perc
ent
21
100
95
90
85
80
75
70
95.0% CIPercent
Appraiser
Perc
ent
21
100
95
90
85
80
75
70
95.0% CIPercent
Date of study: Reported by:Name of product:Misc:
Assessment Agreement
Within Appraisers Appraiser vs Standard
Figura 6.30 Resultados del estudio de R&R comparativo por atributos por avaluador
Interpretación de Resultados
% del Evaluador es la consistencia de una persona.
% Evaluador vs Atributo es la medida de el acuerdo que hay entre la evaluación del
operador y la del “experto”.
% de Efectividad de Selección es la medida de el acuerdo que existe entre los operadores.
% de Efectividad de Selección vs. el Atributo es una medida general de la consistencia
entre los operadores y el acuerdo con el “experto”.
Aunque el 100% es el resultado que deseamos obtener, en un estudio de repetibilidad y
reproducibilidad de atributos, la siguiente guía se usa frecuentemente:
Página 293
Porcentaje GuíaDe 90% a 100%De 80% a 90%Menos de 80%
AceptableMarginalInaceptable

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Ejemplo 5.
Una empresa está entrenando a cinco evaluadores para la porción escrita de un examen estándar
de doceavo grado. Se requiere determinar la habilidad de los evaluadores para calificar el examen
de forma que sea consistente con los estándares. Cada uno de los evaluadores califica 15
exámenes en una escala de cinco puntos (-2, -1, 0, 1, 2):
1 Abrir el archivo File > Openworksheet > ESSAY.MTW.
2 Seleccionar Stat > Quality Tools > Attribute Agreement Analysis.
3 En Attribute column, poner Rating.
4 En Samples, poner Sample.
5 En Appraisers, poner Appraiser.
6 En Known standard/attribute, poner Attribute.
7 Checar Categories of the attribute data are ordered y poner OK
El contenido del archivo es como sigue:
Appraiser Sample Rating Attribute Appraiser Sample Rating AttributeSimpson 1 2 2 Duncan 8 0 0
Montgomery 1 2 2 Hayes 8 0 0Holmes 1 2 2 Simpson 9 -1 -1Duncan 1 1 2 Montgomery 9 -1 -1Hayes 1 2 2 Holmes 9 -1 -1
Simpson 2 -1 -1 Duncan 9 -2 -1Montgomery 2 -1 -1 Hayes 9 -1 -1
Holmes 2 -1 -1 Simpson 10 1 1Duncan 2 -2 -1 Montgomery 10 1 1Hayes 2 -1 -1 Holmes 10 1 1
Simpson 3 1 0 Duncan 10 0 1Montgomery 3 0 0 Hayes 10 2 1
Holmes 3 0 0 Simpson 11 -2 -2Duncan 3 0 0 Montgomery 11 -2 -2Hayes 3 0 0 Holmes 11 -2 -2
Simpson 4 -2 -2 Duncan 11 -2 -2Montgomery 4 -2 -2 Hayes 11 -1 -2
Holmes 4 -2 -2 Simpson 12 0 0Duncan 4 -2 -2 Montgomery 12 0 0Hayes 4 -2 -2 Holmes 12 0 0
Simpson 5 0 0 Duncan 12 -1 0
Página 294

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Montgomery 5 0 0 Hayes 12 0 0Holmes 5 0 0 Simpson 13 2 2Duncan 5 -1 0 Montgomery 13 2 2Hayes 5 0 0 Holmes 13 2 2
Simpson 6 1 1 Duncan 13 2 2Montgomery 6 1 1 Hayes 13 2 2
Holmes 6 1 1 Simpson 14 -1 -1Duncan 6 1 1 Montgomery 14 -1 -1Hayes 6 1 1 Holmes 14 -1 -1
Simpson 7 2 2 Duncan 14 -1 -1Montgomery 7 2 2 Hayes 14 -1 -1
Holmes 7 2 2 Simpson 15 1 1Duncan 7 1 2 Montgomery 15 1 1Hayes 7 2 2 Holmes 15 1 1
Simpson 8 0 0 Duncan 15 1 1Montgomery 8 0 0 Hayes 15 1 1
Holmes 8 0 0
Los resultados del análisis se muestran a ontinuación:
Gage R&R for Datos Assessment Agreement
Appraiser # Inspected # Matched Percent 95 % CIDuncan 15 8 53.33 (26.59, 78.73)Hayes 15 13 86.67 (59.54, 98.34)Holmes 15 15 100.00 (81.90, 100.00)Montgomery 15 15 100.00 (81.90, 100.00)Simpson 15 14 93.33 (68.05, 99.83)
# Matched: Appraiser's assessment across trials agrees with the known standard.
Kendall's Correlation Coefficient
Appraiser Coef SE Coef Z PDuncan 0.89779 0.192450 4.61554 0.0000Hayes 0.96014 0.192450 4.93955 0.0000Holmes 1.00000 0.192450 5.14667 0.0000Montgomery 1.00000 0.192450 5.14667 0.0000Simpson 0.93258 0.192450 4.79636 0.0000 Between Appraisers Assessment Agreement
# Inspected # Matched Percent 95 % CI 15 6 40.00 (16.34, 67.71)
Página 295

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
# Matched: All appraisers' assessments agree with each other.Fleiss' Kappa StatisticsResponse Kappa SE Kappa Z P(vs > 0)-2 0.680398 0.0816497 8.3331 0.0000-1 0.602754 0.0816497 7.3822 0.00000 0.707602 0.0816497 8.6663 0.00001 0.642479 0.0816497 7.8687 0.00002 0.736534 0.0816497 9.0207 0.0000Overall 0.672965 0.0412331 16.3210 0.0000
Kendall's Coefficient of Concordance
Coef Chi - Sq DF P0.966317 67.6422 14 0.0000
All Appraisers vs Standard
Assessment Agreement
# Inspected # Matched Percent 95 % CI 15 6 40.00 (16.34, 67.71)
# Matched: All appraisers' assessments agree with the known standard.
Fleiss' Kappa Statistics
Response Kappa SE Kappa Z P(vs > 0)-2 0.842593 0.115470 7.2971 0.0000-1 0.796066 0.115470 6.8941 0.00000 0.850932 0.115470 7.3693 0.00001 0.802932 0.115470 6.9536 0.00002 0.847348 0.115470 7.3383 0.0000Overall 0.831455 0.058911 14.1136 0.0000
Kendall's Correlation Coefficient Coef SE Coef Z P0.958102 0.0860663 11.1100 0.0000
* NOTE * Single trial within each appraiser. No percentage of assessment agreement within appraiser is plotted.
Página 296

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Figura 6.31 Resultados del estudio de R&R por atributos
Interpretación de resultados
Minitab muestra tres tablas como sigue: Cada evaluador vs el estándar, Entre evaluadores y Todos
los evaluadores vs estándar. Los estadísticos de Kappa y Kendall también se incluyen en cada una
de las tablas. En general estos estadísticos sugieren buen acuerdo.
El coeficiente de Kendall entre evaluadores es 0.966317 (p = 0.0); para todos los evaluadores vs
estándar es 0.958192 (p = 0.0). Sin embargo la observación del desempeño de Duncan y Haues
indica que no se apegan al estándar.
La gráfica de Evaluadores vs. Estándar proporciona una vista gráfica de cada uno de los
evaluadores vs el estándar, pudiendo comparar fácilmente la determinación de acuerdos para los
cinco evaluadores.
Se puede concluir que Duncan, Hayes y Simpson requieren entrenamiento adicional.
Método sencillo
Página 297

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Tomar 50 piezas, 40 de las cuales dentro de especificaciones y 10 fuera de especificaciones
Probarlas con dispositivos “pasa” y “no pasa” por medio de 3 operadores
Si no coinciden todos los operadores en al menos el 90%, los dispositivos o gages “pasa, no pasa”
no son confiables
Página 298

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
7. MUESTREO DE ACEPTACIÓN POR ATRIBUTOS
7.1 EL PROBLEMA DE LA ACEPTACIÓN POR MUESTREO
Se ha estado utilizando para calificar los lotes de proveedores, sin embargo ha estado siendo
desplazado por métodos preventivos como el CEP y el diseño de experimentos.
Si se recibe un lote de un proveedor, se toma una muestra y se evalúan algunas de las
características del producto, en base a los resultados se toma una decisión sobre la disposición del
lote, ya sea aceptados para su uso en producción, o rechazados para que el proveedor tome
acciones.
Fig. 7.1 Proceso de inspección por muestreo
Hay 3 aspectos importantes del muestreo:
1. Su propósito es calificar los lotes, no estimar los parámetros del lote.
2. No proporcionan un mecanismo de control de calidad, simplemente aceptan o rechazan lotes.
3. Sirven como herramienta de auditoría para segurar que la calidad de un lote esté de acuerdo a
especificaciones.
Página 299
Muestreo aleatorio estadístico
Lote N
Muestra n
Muestreo aleatorio estadístico
Lote N
Muestra n

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Existen 3 alternativas para calificar un lote:
1. Aceptar sin inspección. Con proveedores confiables.
2. Inspeccionar al 100%, separando los productos defectuosos.
3. Realizar un muestreo de aceptación.
La aceptación por muestreo es más util en las situaciones siguientes:
1. Cuando las pruebas son destructivas.
2. Cuando el costo de la inspección 100% es muy alto.
3. Cuando la inspección 100% es muy tardada.
4. Cuando las cantidades a inspeccionar 100% son muy altas y con tasa de defectos baja, que
haga que se causen errores al inspeccionar, dejando pasar productos defectuosos.
5. Cuando el proveedor no es confiable al 100%, o su capacidad de proceso es baja.
6. Cuando hay riesgo de generar problemas legales por productos críticos.
VENTAJAS Y DESVENTAJAS DEL MUESTREO
Cuando se utiliza inspección por muestreo, se tienen las ventajas siguientes:
1. Es más barato, requiriendo menos inspección.
2. Existe un menor manejo de producto o menor daño.
3. Se aplica a pruebas destructivas.
4. El rechazar un lote completo en lugar de sólo las partes defectivas, motiva al proveedor a
mejorar su calidad.
El muestreo de aceptación también presenta varias desventajas:
1. Existe el riesgo de “aceptar” lotes malos y de “rechazar” lotes buenos.
2. La información que se genera respecto al producto o proceso es poca.
3. El muestreo de aceptación requiere documentación y planeación, no así la inspección 100%.
TIPOS DE PLANES DE MUESTREO
Página 300

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Existen diversas clasificaciones de estos planes, una de ellas es la de variables y atributos. Una
característica se expresa en variables si se puede medir, o en atributos si se califica como “pasa no
pasa”.
Un plan de muestreo simple es un procedimiento de calificación de lotes, donde se toma una
muestra aleatoria de n partes y la disposición del lote es determinada dependiendo de los
resultados de la muestra, aceptándose si se encuentran hasta c productos defectivos.
Un plan de muestreo doble implica que después de tomar una muestra e inspeccionar, se toma
una decisión de (1) rechazar, (2) aceptar o (3) tomar una segunda muestra, si esto sucede, se
combina la información de la primera y de la segunda para tomar una decisión.
Un plan de muestreo múltiple es una extensión del doble, en el cual más de dos muestras pueden
ser necesarias antes de tomar una decisión. Los tamaños de estas muestras son más pequeños
que en el muestreo doble.
El muestreo secuencial implica la selección de unidades del lote, una por una, tomando decisiones
de aceptar o rechazar el lote después de un cierto número de unidades.
Se pueden desarrollar planes de muestreo que produzcan resultados similares con cualquiera de
las modalidades anteriores.
FORMACIÓN DE LOTES
Para inspección de lotes, estos deben cumplir las características siguientes:
1. Deben ser homogéneos, las unidades deben ser producidas por las mismas corridas de
producción, en condiciones similares. Es difícil tomar acciones correctivas para lotes
mezclados.
2. Lotes grandes son preferibles a lotes pequeños, dado que la inspección es más eficiente.
Página 301

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3. Los lotes deben manejarse en forma similar con el proveedor y con el cliente, las partes deben
estar empacadas adecuadamente para evitar riesgos de daño y permitir la selección de
muestra en forma sencilla.
MUESTREO ALEATORIO
Las muestras deben ser representativas del lote, no deben tomarse sólo partes de las capas
superiores, sino de preferencia numerar las partes con un número y seleccionar con tablas de
números aleatorios o también se puede estratificar el lote.
GUÍA DE APLICACIÓN DE PLANES DE MUESTREO
Un plan de aceptación es el establecimiento del tamaño de muestra a ser usado y el criterio de
aceptación o rechazo para calificar lotes individuales.
Un esquema de aceptación es un conjunto de procedimientos de planes de aceptación en los
cuales se relacionan los tamaños de lote, tamaño de muestra, criterio de aceptación o rechazo, la
cantidad de inspección 100% y de muestreo.
Un sistema de muestreo es un conjunto de esquemas de muestreo. Los procedimientos de
muestreo de aceptación son:
Procedimiento Procedimiento Objetivos por atributos por Variables
1. Asegurar niveles de calidad Plan específico Plan específicoPara el consumidor y productor en base a curva OC en base a curva OC
2. Mantener la calidad en el Sistema de AQL Sistema de AQLobjetivo MIL-STD-105E MIL-STD-414
3. Asegurar el nivel de Sistema de AOQL Sistema de AOQLcalidad de salida de Dodge-Romig
6. Asegura la calidad no Planes LTPD de Planes LTPD conmenor que el objetivo de Dodge-Romig prueba de hipótesis.Los clientes están enfocados a mejorar la calidad de sus proveedores, seleccionando a los mejores
y trabajando en forma cercana para reducir su variabilidad, con técnicas de control estadístico del
proceso. El muestreo de aceptación se utiliza mientras se mejora la calidad con el proveedor.
Página 302

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
7.2 MUESTREO SIMPLE POR ATRIBUTOS
Muestreo aleatorio simple
Un plan de muestreo simple se define por su tamaño de muestra n y el número de aceptación c. El
tamaño del lote se especifica como N.
Por ejemplo si se tiene el plan:
N=10,000
n=89
c=2
Significa que de cada lote de 10,000 partes se toman al azar n=89 para inspección, si el número de
productos defectivos observados en la muestra d es menor o igual a c = 2, el lote se acepta, en
caso contrario se rechaza.
La curva OC
La curva característica de operación (OC) muestra la probabilidad de aceptar el lote (Pa o en el
eje Y), versus la fracción defectiva media en el lote (p en el eje X), mostrando la potencia de
discriminación del plan de muestreo.
Fig. 7.2 Curva característica de operación y plan de muestreo
Página 303
0.05 0.1 0.15 0.2 0.25 0.3 p Prov.
Pa10.80.50.30.1
Curva característica de Operación dado una Tamaño de muestra n y un criterio de aceptación c
0.05 0.1 0.15 0.2 0.25 0.3 p Prov.
Pa10.80.50.30.1
Curva característica de Operación dado una Tamaño de muestra n y un criterio de aceptación c
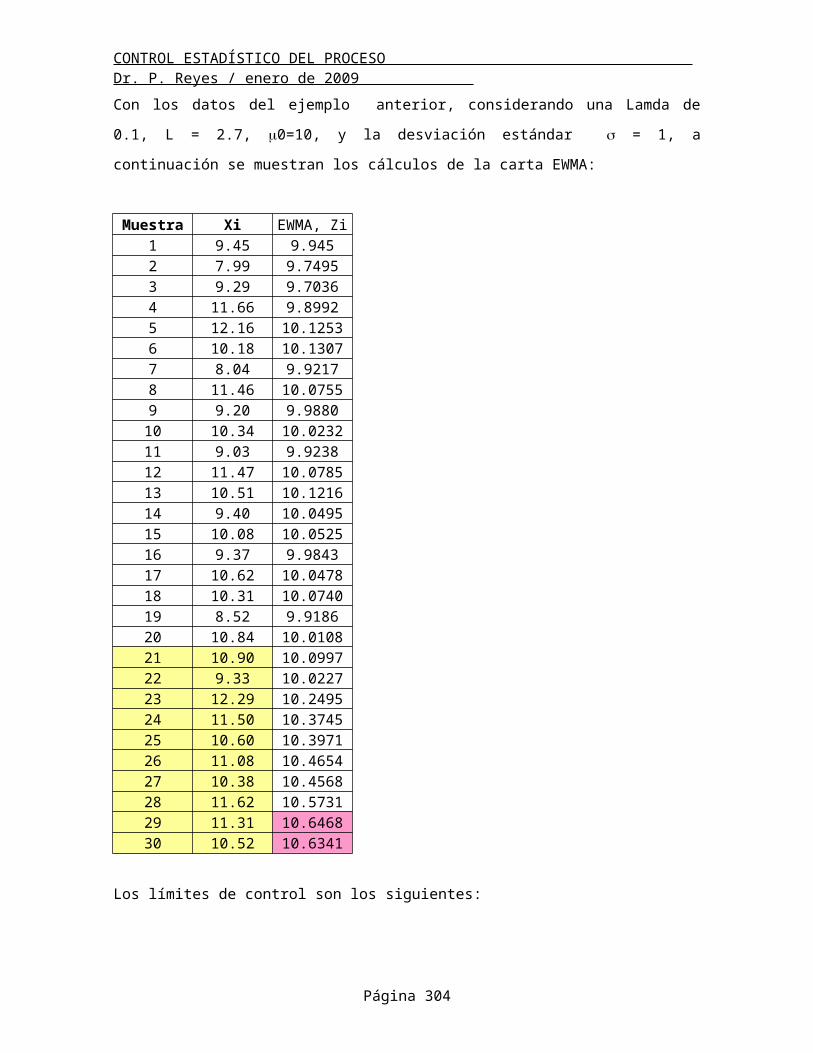
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La curva característica de operación se obtiene graficando p versus la probabilidad binomial de
encontrar y aceptar a lo más c defectivos o sea:
Pa=P ¿¿ (7.1)
Esto mismo se puede aproximar por la distribución de Poisson para efectos prácticos.
Se puede usar Excel para los cálculos, un ejemplo utilizando la distribución binomial acumulada
(opción VERDADERA en Excel) se muestra a continuación:
Binomial=distr.binom(c, n, p, 1) ó Poisson=Poisson(c, n*p, 1)
p P(A<x<X)
0.01 0.91
0.02 0.736 Pa
0.03 0.555
0.04 0.400
0.05 0.279
0.06 0.190
0.07 0.126
0.08 0.083
0.09 0.053
0.1 0.034
0.11 0.021
0.12 0.013
0.13 0.008
0.14 0.005
0.15 0.003
0.16 0.002 p
0.17 0.001 Traza la curva OC Tipo B para el plan de muestreo ùnico n=50 y c=1.
0.18 0.001
0.19 0.000
0.2 0.000
P(A<x<X)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09 0.1
0.11
0.12
0.13
0.14
0.15
0.16
0.17
0.18
0.19 0.2
Fig. 7.3 Cálculo de la Curva característica de operación OC
En este caso si los lotes tienen un 2% de defectivo, su probabilidad de aceptación es de 0.74.
Significa que de cada 100 lotes recibidos, se aceptarán 74 y se rechazarán 26.
A continuación se muestran algunas variaciones de la curva característica de operación variando
tanto como el criterio de aceptación c manteniendo n constante y después manteniendo c como
constante y variando n.
Página 304

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Manteniendo n constante y variando c se tiene:
p n = 89, c=0
n = 89 c=1
n = 89, c =2
0.01 0.64 0.93 0.990.01 0.41 0.78 0.940.02 0.17 0.47 0.740.03 0.07 0.25 0.500.04 0.03 0.12 0.300.05 0.01 0.06 0.170.06 0.00 0.03 0.090.07 0.00 0.01 0.050.08 0.00 0.01 0.020.09 0.00 0.00 0.01
Pa
P (fracción defectiva en el lote)
Figura 7.4 Curvas características de operación diversas para n = 89 y c = variable
Para el caso en que lo que se varíe sea n se tiene:
pn = 50, c=2
n = 100, c = 2
n = 200, c = 2
0.0050.99794
4 0.98590.92016
1
0.010.98618
3 0.92060.67667
9
0.020.92157
2 0.67670.23514
8
0.030.81079
8 0.41980.05929
1
0.040.67671
4 0.23210.01248
9
0.050.54053
3 0.11830.00233
6
Página 305
c=0, 1, 2

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
0.060.41624
6 0.0566 0.0004
0.070.31078
9 0.0258 6.40E-05
0.080.22597
4 0.0113 9.66E-060.09 0.16054 0.0048 1.39E-06
Pa
p (fracción defectiva en el lote)
Figura 7.5 Curvas características de operación diversas para n = variable y c =2
Puntos específicos en la curva OC
Un consumidor frecuentemente fija de común acuerdo con su proveedor, un nivel de calidad
aceptable (AQL), que representa el nivel más pobre de calidad que el consumidor considera
aceptable como promedio, normalmente es la fracción defectiva que tiene un 95% de ser
aceptada ( = 0.95).
Por otra parte el consumidor quiere rechazar los lotes en la mayoría de los casos cuando tengan
una fracción defectiva de a lo más un porcentaje defectivo tolerable en el lote (LTPD),
normalmente esta fracción defectiva corresponde a una probabilidad de aceptación del 10% o
rechazo del 90% de las veces. También se el denomina Nivel de Calidad Rechazable.
CURVAS OC TIPO A y B.
La curva OC tipo A utilizando la distribución hipergeométrica se construye cuando se tiene un lote
aislado de tamaño finito, se utiliza cuando n/N >=0.10.
Página 306
n=50, 100, 200

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La curva OC tipo B utiliza la distribución binomial o de Poisson cuando n/N < 0.1, sin embargo en
los niveles donde n/N=0.1 ambas curvas A o B son muy parecidas.
DISEÑO DE UN PLAN DE MUESTREO EN BASE A CURVA OC
En este método se especifican 2 puntos por los que debe pasar la curva OC, uno de ellos tiene
coordenadas (p1, 1-) y el otro (p2 , ), con p1 > p2 . Se utiliza el nomograma Binomial para
encontrar los valores de n y c para el plan.
En el nomograma se hacen coincidir con una línea recta el valor de p1 en el eje vertical izquierdo
con 1- en el eje vertical derecho, y con otra línea recta se hace coincidir p2 en el eje vertical
izquierdo con en el eje vertical derecho. En el punto de cruce se encuentra el valor de n y de c
del plan de muestreo simple. Ver nomograma y ejemplo en la página siguiente.
Cuando p1 es igual al AQL y p2 es el LTPD, los puntos correspondientes en la curva OC se
denominan riesgo del productor (1-) y riego del consumidor .
Inspección rectificadora
Los programas de aceptación por muestreo normalmente requieren acción correctiva cuando los
lotes son rechazados, de tal forma que el proveedor los selecciona al 100% remplazando los
artículos defectivos por buenos. Esta actividad se denomina inspección rectificadora por su
impacto en la calidad de salida final hacia la planta.
Página 307
Entrada de 100 lotes de cierto proveedor con N=10,000 y
p = 0.02
n =200c = 1
P=0.02
Pa
91 lotes son rechazados y seleccionados por el proveedor, deja 910,000 piezas OK
9 lotes son aceptados a pesar de tener un 2% defectivo:
Es decir ingresan
88,820 piezas OK
Y 1800 piezas KO
Total de piezas OK
998,820
Piezas defectivas
1,800
0.18% AOQ
AOQ
Alm.
Entrada de 100 lotes de cierto proveedor con N=10,000 y
p = 0.02
n =200c = 1
P=0.02
Pa
91 lotes son rechazados y seleccionados por el proveedor, deja 910,000 piezas OK
9 lotes son aceptados a pesar de tener un 2% defectivo:
Es decir ingresan
88,820 piezas OK
Y 1800 piezas KO
Total de piezas OK
998,820
Piezas defectivas
1,800
0.18% AOQ
AOQ
Alm.

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Fig. 7.6 Inspección rectificadora (las piezas malas son reemplazadas y reintegradas al lote)Suponiendo que los lotes que llegan tienen una fracción defectiva p0 , después de la actividad de
inspección bajo un plan de muestreo, algunos lotes serán aceptados y otros serán rechazados. Los
lotes rechazados serán seleccionados al 100% por el proveedor remplazando los artículos
defectuosos por buenos después se integran a los lotes que ingresan a la planta obteniéndose una
fracción defectiva p1 menor a la original, denominada calidad promedio de salida AOQ, en lotes de
tamaño N se tiene:
1. n artículos de la muestra no contienen defectivos.
2. N-n artículos los cuales si el lote se rechazó no contenían defectivos.
3. N-n artículos los cuales si el lote se acepta contienen p(N-n) defectivos.
Así los lotes después del proceso rectificador, contienen un núemro esperado de defectivos igual a
Pap(N-n) con la cual se puede expresar una fracción defectiva media AOQ como sigue,
AOQ=
Pa p(N−n )N (7.2)
Ejemplo 7.1 Suponiendo que N=10,000, c=2 y que la calidad de entrada p=0.01.
Como en la curva característica de operación (para n=89, c=2) cuando p=0.01, Pa = 0.9397,
entonces el AOQ es:
AOQ=Pa p(N−n )
N=( 0.9397 )(0 . 01)(10000−89 )10000
=0 . 0093
AOQ 0.93% en lugar del 1% entrante.
Cuando N es grande respecto al tamaño de muestra n, se tiene,
AOQ≈Pa p (7.3)
Página 308

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La curva de AOQ versus p se muestra a continuación:
Página 309

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
CURVA AOQp P(A<x<X) AOQ
0.001667 1.00 0.002
0.003333 0.99 0.003
0.005000 0.96 0.005
0.006667 0.92 0.006
0.008333 0.87 0.007 Pa Probabilidad de aceptación del lote teniendo una fracción defectiva p0.010000 0.81 0.008
0.011667 0.74 0.009
0.013333 0.68 0.009
0.015000 0.61 0.009
0.016667 0.54 0.009
0.018333 0.48 0.009
0.020000 0.42 0.008
0.021667 0.37 0.008
0.023333 0.32 0.007
0.025000 0.27 0.007
0.026667 0.23 0.006
0.028333 0.20 0.006
0.030000 0.17 0.005
0.031667 0.14 0.005
0.033333 0.12 0.004
0.035000 0.10 0.004
0.036667 0.08 0.003 Fracción defectiva en el lote p0.038333 0.07 0.003
0.040000 0.06 0.002
0.041667 0.05 0.002
0.043333 0.04 0.002
0.045000 0.03 0.001
0.046667 0.03 0.001
0.048333 0.02 0.001
0.050000 0.02 0.001
AOQ
0
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
0.009
0.01
0 0
0.01
0.01
0.01
0.01
0.01
0.01
0.02
0.02
0.02
0.02
0.02
0.02
0.03
0.03
0.03
0.03
0.03
0.03
0.04
0.04
0.04
0.04
0.04
0.04
0.05
0.05
0.05
0.05
AOQL
n=89, c=2
Figura 7.7 Curva de calidad de salida promedio (AOQ)
De la gráfica anterior se observa que la curva AOQ tiene un valor máximo o la peor fracción
defectiva de salida hacia la planta o proceso, que se denomina límite de calidad de salida
promedio AOQL el cual es aproximadamente 0.0155 o 1.55% defectivo.
El número promedio de inspección total por lote es ATI, igual a:
ATI=n+(1−Pa)(N−n) (7.4)
Ejemplo 7.2 Con N=10000, n=89, c=2 y p=0.01. Como Pa = 0.9397 se tiene:
ATI = 89 + (1-0-9397)(10000 – 89) = 687
Siendo este el total de piezas que en promedio se inspeccionarán por lote, algunas por el cliente
(n) y otras por el proveedor (N-n) en base al plan de muestreo.
Página 310

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Las curvas ATI para diferentes tamaños de lote se muestra a continuación, para n = 89 y c = 2:
p Pa ATI-N=1000 ATI-N=5000 ATI-N=100000 1 98 140 1910 1 144 385 6870 1 329 1383 27000 0 546 2552 50600 0 723 3506 69850 0 843 4155 82950 0 916 4549 90890 0 957 4770 95360 0 979 4887 97720 0 990 4947 9892
Figura 7.8 Curvas de número de muestras inspeccionadas promedio por el cliente y por el
proveedor
Los planes de Dodge-Romig minimizan el ATI para un AOQL dado, haciendo más eficiente la
inspección por muestreo.
7.3 MUESTREO DOBLE, MÚLTIPLE Y SECUENCIAL
Estos tipos de muestreo son extensiones del muestreo simple, se pueden diseñar curvas CO
equivalentes.
Página 311
ATI
p
N=10000
N=5000
N=1000

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
PLANES DE MUESTREO DOBLE
Un plan de muestreo doble es un procedimiento en el cual, bajo ciertas circunstancias, se requiere
una segunda muestra para calificar el lote. El plan se define por los parámetros siguientes:
n1 = tamaño de muestra en la primera muestra.
c1 = criterio de aceptación en la primera muestra.
n2 = tamaño de muestra en la segunda muestra.
c2 = criterio de aceptación en la segunda muestra.
Al aplicar el plan el número de defectivos observados en la primera muestra es d1 y los defectivos
observados en la segunda muestra es d2.
Suponiendo que:
n1 = 50
c1 = 1
n2 = 100
c2 = 3
En la primera muestra de n=50 artículos, se acepta el lote si el total de defectivos d 1 <= c1=1,
rechazándose si d1 >c2=3.
Si d1 es igual a 2 o a 3, se toma una segunda muestra de 100 artículos, se inspecciona y se
determina el número de defectivos d2 .
Se acepta el lote si [d1+d2 <= c2=3] y se rechaza en caso contrario.
En ambas muestras la primera y segunda, la inspección se continua hasta inspeccionar todos los
artículos, por eso se denomina inspección completa, el número promedio de artículos
inspeccionados por muestra ASN es,
ASN=n1+n2(1−P1) (7.5)
Página 312

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
donde P1 es la probabilidad de tomar una decisión en la primera muestra o sea:
P1=P{el lote se acepta en la primera muestra} + P{el lote es rechazado en la primera
muestra}
Si por el contrario la inspección de los artículos se suspende cuando se encuentra un número de
defectivos mayor al criterio de aceptación c2 y no se inspeccionan todos los artículos, el método se
denomina inspección recortada, el comportamiento de ambos esquemas se muestra a
continuación,
Insp. completa
n = cte.
Insp. recortada
Figura 7.9 Diferencias en muestras inspeccionadas por el cliente promedio con inspección
completa y recortada
Por tanto el muestreo doble es más económico que el simple sólo para ciertos valores de p, ya que
si p tiene valores intermedios el ASN es mayor implicando mayores costos de inspección.
La inspección recortada si es más económica sin embargo proporciona menos información acerca
del lote.
CURVA CARACTERÍSTICA DE OPERACIÓN
Del ejemplo anterior, si Pa es la probabilidad de aceptación, esta se forma con la probabilidad de
aceptación en la primera muestra más la probabilidad de aceptación en la segunda muestra ya sea
usando la distribución binomial o la de Poisson. O sea:
Página 313
p
ASN

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Pa=PaI+Pa
II(7.6)
PaI=P(d1≤1n1 ) (7.7)
PaII=P(d1=2n1 )xP( d2≤1n2 )+P(d1=3n1)xP( d2=0n2) (7.8)
Fig. 7.7 Curva característica de operación bajo muestreo doble
pPa (1º
muestra)Pa(2a.muestra
) Pa Total En 1a. Muestra0.005 0.974 0.023 0.997 0.9760.01 0.911 0.060 0.971 0.9290.02 0.736 0.083 0.819 0.8770.03 0.555 0.056 0.611 0.9080.04 0.400 0.027 0.428 0.9710.05 0.279 0.011 0.290 1.0220.06 0.190 0.004 0.194 1.0470.07 0.126 0.001 0.128 1.0520.08 0.083 0.000 0.083 1.0460.09 0.053 0.000 0.053 1.036
Pa
Pa total
Pa
1ª muestra
Pa 2ª muestra
p
Figura 7.10 Probabilidad de aceptar en la primera o en la segunda muestra en muestreo doble
DISEÑO DE PLANES DE MUESTREO DOBLE
Como en el caso del muestreo simple, es frecuentemente necesario diseñar un plan de muestreo
doble tomando como referencia las coordenadas de la curva OC (p1, 1-) y (p2, ) ya sea con n1=n2
o con n2 = 2n1. Para lo que se emplean las tablas de Grubbs (ver páginas siguientes).
Página 314
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
INSPECCIÓN RECTIFICADORA
Cuando se usa el esquema de inspección rectificadora, la curva AOQ está dada por,
AOQ={Pa
I (N−n1)+PaII (N−n1−n2 )}pN (7.9)
Asumiendo que todos los defectivos son remplazados por artículos buenos en los lotes
rechazados, la curva de inspección total promedio es,
ATI=nPaI+(n1+n2 )Pa
II+N (1−Pa ) (7.10)
donde Pa=PaI+Pa
II
PLANES DE MUESTREO MÚLTIPLE
Un muestreo múltiple es una extensión del doble, donde pueden requerirse más de dos muestras
para calificar el lote, por ejemplo un plan de 5 etapas es el siguiente:
Muestraacumulad
a Aceptar Rechazar20 0 340 1 460 3 580 5 7
100 8 9
Al terminar cada etapa de muestreo, si el número de defectivos es menor o igual al número de
aceptación, se acepta el lote. Si en cualquier etapa el número de defectivos acumulado excede el
número de rechazo, se rechaza el lote, de otra forma se sigue tomando una siguiente muestra.
Una ventaja que tiene es que el tamaño de muestra es más pequeño que en el caso del simple o
del doble, con una mejor eficiencia de inspección. Sin embargo es más complejo de administrar.
Página 315

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
MUESTREO SECUENCIAL
Es una extensión de los planes anteriores, aquí se toma una secuencia de muestras del lote, cuya
magnitud será determinada por los resultados del proceso de muestreo. Si el tamaño del subgrupo
inspeccionado en cada etapa es mayor que uno, se denomina muetreo secuencial de grupo, si es
uno, como es nuestro caso, se denomina muestreo secuencial artículo por artículo, basado en
Wald (1947).
En este caso se tienen 2 líneas, una de aceptación y otra de rechazo, teniendo como dato las
coordenadas de la curva OC (p1, 1-) y (p2, ), las ecuaciones de las líneas son:
X ACEPTACION=−h1+sn (7.11)
X RECHAZO=h2+sn
h1=( log 1−αβ )÷k
h2=(log 1−βα )÷k
(7.12)
k=logp2(1−p1 )p1(1−p2 )
s= log ( 1− p1
1− p2)÷k
Ejemplo 7.3 Si p1=0.01, p2=0.06, =0.05, =0.10, se tiene al substituir valores en las ecuaciones
anteriores:
k = 0.80066
h1=1.22
h2=1.57
s=0.028
Página 316

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Por tanto las ecuaciones de las líneas de aceptación y rechazo son:
XA= -1.22 + 0.028n Línea de aceptación
XB= 1.57 + 0.028n Línea de rechazo
Haciendo una tabla de valores donde el número de aceptación es el entero más próximo menor
que o igual a XA y el número de rechazo es el entero más próximo superior que o igual a XR.
MUESTREO SECUENCIAL
n Xa Xr Xa Xr n Xa Xr Xa Xr1 -1.192 1.598 -1 2 24 -0.548 2.242 -1 32 -1.164 1.626 -1 2 25 -0.52 2.27 -1 33 -1.136 1.654 -1 2 26 -0.492 2.298 -1 34 -1.108 1.682 -1 2 27 -0.464 2.326 -1 35 -1.08 1.71 -1 2 28 -0.436 2.354 -1 36 -1.052 1.738 -1 2 29 -0.408 2.382 -1 37 -1.024 1.766 -1 2 30 -0.38 2.41 -1 38 -0.996 1.794 -1 2 31 -0.352 2.438 -1 39 -0.968 1.822 -1 2 32 -0.324 2.466 -1 3
10 -0.94 1.85 -1 2 33 -0.296 2.494 -1 311 -0.912 1.878 -1 2 34 -0.268 2.522 -1 312 -0.884 1.906 -1 2 35 -0.24 2.55 -1 313 -0.856 1.934 -1 2 36 -0.212 2.578 -1 314 -0.828 1.962 -1 2 37 -0.184 2.606 -1 315 -0.8 1.99 -1 2 38 -0.156 2.634 -1 316 -0.772 2.018 -1 3 39 -0.128 2.662 -1 317 -0.744 2.046 -1 3 40 -0.1 2.69 -1 318 -0.716 2.074 -1 3 41 -0.072 2.718 -1 319 -0.688 2.102 -1 3 42 -0.044 2.746 -1 320 -0.66 2.13 -1 3 43 -0.016 2.774 -1 321 -0.632 2.158 -1 3 44 0.012 2.802 0 322 -0.604 2.186 -1 3 45 0.04 2.83 0 323 -0.576 2.214 -1 3 46 0.068 2.858 0 3
En este caso no se puede tomar una decisión de aceptación hasta que hayan transcurrido las
suficientes muestras, que hagan que la línea de aceptación tenga valores positivos en Xa, 44 en
este caso, y no se puede rechazar hasta en la 2ª. Muestra.
Página 317

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Página 318

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
3
2
1
0 20 40 60
-1
Fig. 7.11 Comportamiento del muestreo secuencial
CURVA OC y ASN
Para esta curva se incluyen 3 puntos, (p1, 1-), (p2, ) y el punto medio de la curva en p=s y Pa =
h2 /(h1+h2). Las muestras inspeccionadas promedio son:
ASN=Pa( AC )+(1−Pa )BC (7.13)
Donde,
A=log β1−α
B= log 1−βα
C=p log ( p2
p1)+(1− p ) log (1− p2
1− p1)
INSPECCIÓN RECTIFICADORA
La calidad media de salida AOQ Pap y el número promedio de muestras inspeccionadas total es:
ATI=Pa ( AC )+(1−Pa)N(7.14)
Página 319
Línea de aceptación
Línea de Rechazo
No. de defectos acumulados
Número de muestras

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
7.4 TABLAS DE MUESTREO MIL-STD-105E (ANS Z1.4, ISO 2859)
Descripción de la norma
Esta norma se desarrolló durante la segunda guerra mundial emitiéndose en 1950 con la versión
A. La versión D se publicó en 1963 y en 1971 fue adoptada por la ANSI con pequeños cambios
como la Z1.4 y en 1973 fue adoptada por la ISO como la norma ISO 2859. En 1989 se liberó la
versión E.
La norma proporciona tres tipos de muestreo (con curvas OC equivalentes):
- Muestreo simple.
- Muestreo doble.
- Muestreo múltiple
En cada uno de los casos se prevén los siguientes tipos de inspecciones:
- Inspección normal.
- Inspección estricta.
- Inspección reducida.
Se inicia con la inspección normal, se pasa a estricta cuando se observa mala calidad del
proveedor y se usa la reducida cuando la calidad del proveedor es buena, reduciendo los
tamaños de muestra.
El punto focal de la norma es el AQL (nivel de calidad aceptable entre 0.1% y 10%),
negociado entre cliente y proveedor. Los valores típicos de AQL para defectos mayores es
de 1%, 2.5% para defectos menores y 0% para defectos críticos. Cuando se utiliza para
planes de defectos por unidad se tienen 10 rangos adicionales de AQLs hasta llegar a 1000
defectos por cada 100 unidades, los noveles pequeños de AQL se pueden utilizar tanto
para controlar fracción defectiva como defectos por unidad.
Página 320

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
El tamaño de muestra en el estándar está determinado por el tamaño del lote y por la
selección del nivel de inspección. Se proporcionan tres niveles de inspección, donde el
nivel II se considera normal; el nivel I requiere alrededor de la mitad de la inspección del
nivel II y se usa cuando se requiere menos discriminación; el nivel III requiere alrededor del
doble de inspección del nivel II, y se usa cuando se requiere más discriminación. Hay
también cuatro niveles especiales de inspección, S-1, S-2, S-3 y S-4, estos usan tamaños de
muestra muy pequeños y sólo deben usarse cuando los riesgos grandes del muestreo sean
aceptables.
Para un AQL específico, un nivel de inspección y un tamaño de lote dado, el estándar MIL-
STD-105E proporciona un plan de muestreo normal que se utilizará conforme el proveedor
produzca productos con calidad AQL o mejor. También proporciona un mecanismo de
cambio de cambio a inspección estricta o reducida como se ilustra en la figura y se
describe a continuación.
1. Normal a estricta. Cuando se tiene inspección normal, la inspección estricta se instituye
cuando cuándo dos de cinco lotes consecutivos han sido rechazados.
2. Estricta a normal. Cuando se tiene inspección estricta, la inspección normal se instituye
cuando cinco lotes consecutivos son aceptados.
3. Normal a reducida. Cuando se tiene inspección normal, la inspección reducida se instituye
cuando se cumple con todas las condiciones siguientes:
a. Diez lotes consecutivos han sido aceptados con inspección normal.
b. El número total de defectivos en las muestras de los diez lotes precedentes es menor o
igual a el número límite aplicable del estándar.
c. La producción de lotes ha sido continua sin interrupciones mayores.
d. La inspección reducida se considera adecuada por la función responsable de la
inspección por muestreo.
Página 321

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
4. Reducida a normal. Cuando se tiene inspección reducida, la inspección normal se instituye
cuando se cumple cualquiera de las condiciones siguientes:
a. Un lote es rechazado.
b. Cuando el procedimiento de muestreo termina sin decisión de aceptación o rechazo, el
lote se acepta pero se cambia a inspección normal en el próximo lote.
c. La producción es irregular o se retarda en entregas.
d. Otras condiciones que fuercen a cambiar a la inspección normal.
5. La Inspección se descontinúa. Cuando diez lotes se acepten con inspección estricta y el
proveedor tome acciones para mejorar su calidad.
Fig. 7.12 Reglas de cambio de planes de inspección
Página 322
10 lotes aceptados Producción regular Aprobado por la autoridad
responsable.
Se rechaza un Lote Lotes aceptados con no
conformidades encontrándose entre Ac y Re del plan, o
Producción irregular Otras condiciones de detección.
2 de 5. Lotes consecutivos. No aceptados.
5 consecutivos. Lotes aceptados
Reducido
10 Lotes consecutivos aceptados
Normal
Estricto
Inspección discontinua con Z1.4
INICIO Iniciando las reglas para el Sistema ANSI Z1.4

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
0
0.2
0.4
0.6
0.8
1
1.2
0.00 0.01 0.01 0.01 0.02 0.02 0.02 0.03 0.03 0.03 0.04 0.04 0.04 0.05 0.05
Normal Rigurosa Reducida
Fig. 7.13 Comparación entre los planes normal, reducido y estricto
PROCEDIMIENTO
Los pasos a seguir para el uso de las normas es el siguiente:
1. Negociación del AQL (cliente – proveedor).
2. Decisión del nivel de inspección.
3. Determinación del tamaño del lote.
4. Consultar la tabla 1 (ver apéndice) y localizar la letra código correspondiente al tamaño del
lote y el nivel de inspección.
5. Decisión en cuanto al procedimiento de muestreo a utilizar (simple, doble, múltiple).
6. Uso de la tabla correcta para encontrar el tipo de plan a utilizar (las tablas se encuentran en el
apéndice).
7. Uso de la tablas para inspección reducida y estricta, cuando se requieran hacer cambios.
Ejemplo 7.4 Si N= 2,000 y AQL= 0.65% usando el nivel II de inspección:
1. La tabla I indica la letra código K.
2. La tabla II-A para inspección normal indica el plan de muestreo n=125 y c=2.
3. La tabla II-B para inspección estricta indica el plan de muestreo n= 125, c=1.
Página 323

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
La flecha descendente cambia la c, la letra de código y el tamaño de muestra, lo mismo para la
ascendente. Por ejemplo, un AQL de 1.5% y letra F será cambiado a letra G con tamaño de
muestra 32 en lugar de 20.
Para el caso de muestreo doble con los datos anteriores, la letra código es K y de las III-A, III-B y
III-C se obtienen los planes de inspección normal (n1= n2=80, c1a=0, cir=3, c2a=3), estricta (mismas
que n1 y n2, c1a=0, cir=2, , c2a=1, c2r=2) y reducida (n1= n2=32, c1a= c2a=0, c2r=3, c2r=4).
DISCUSIÓN
Todas las curvas OC son tipo B, también se proporcionan curvas para el ASN y datos del AOQL.
El estándar MIL-STD-105E está orientado al AQL, se enfoca al lado de riesgo del productor de la
curva OC, la parte restante de la curva depende de la selección del nivel de inspección. Los
tamaños de muestra seleccionados son 2, 3, 5, 8, 13, 20, 32, 50, 80, 125, 200, 315, 500, 800, 1250
y 2000.
Si se grafica el tamaño medio del rango de lotes contra el logaritmo del tamaño de muestra se
obtiene una recta hasta n=80 y después una recta con una pequeña pendiente. Como la razón de
N a n es decreciente conforme aumenta N se economiza en la inspección.
El estándar civil ANSI/ASQC Z1.4 o ISO 2859 es la contraparte del estándar MIL-STD-105E,
difiriendo en que:
1. Se usa el término “No conforme” o “no conformancia” o “porcentaje no conforme”.
2. Cambian ligeramente las reglas de cambio agregándose una opción para inspección reducida
sin el uso de números límite.
3. Se agregan varias tablas que muestran el desempeño de los planes, como el AOQL, fracciones
defectivas para Pa = 0.1 y Pa = 0.95, curvas de ASN y OC.
4. Hay una descripción detallada de los planes de muestreo simples.
5. Se proporciona un esquema ilustrando las reglas de cambio en inspección.
Página 324

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
MIL-STD-105ELote S-1 S-2 S-3 S-4 I II III
2-8 A A A A A A B9-15 A A A A A B C16-25 A A B B B C D26-50 A B B C C D E51-90 B B C C C E F91-150 B B C D D F G151-280 B C D E E G H281-500 B C D E F H J501-1 200 C C E F G J K1 201-3 200 C D E G H K L3 201-10 000 C D F G J L M10 001-35 000 C D F H K M N35 001-150 000 D E G J L N P150 001-500 000 D E G J M P Q500 001 ----- D E H K N Q R
Niveles de inspección generalesNiveles de inspección especialesLetras código para el tamaño de muestra
Tabla de inspección normal II-ALetra código para tamaño Tamaño de 0.01 0.015 0.025 0.04 0.065 0.1 0.15 0.25 0.4 0.65 1 1.5 2.5 4de muestra muestra Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A 2B 3 0 1C 5 0 1D 8 0 1E 13 0 1 1 2F 20 0 1 1 2 2 3G 32 0 1 1 2 2 3 3 4H 50 0 1 1 2 2 3 3 4 5 6J 80 0 1 1 2 2 3 3 4 5 6 7 8K 125 0 1 1 2 2 3 3 4 5 6 7 8 10 11L 200 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15M 315 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22N 500 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22P 800 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22Q 1250 0 1 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22R 2000 1 2 2 3 3 4 5 6 7 8 10 11 14 15 21 22
Usar el primer plan de muestreo debajo de la flecha Ac Número de aceptación
Usar el primer plan de muestreo arriba de la flecha Re Número de rechazo
Niveles de calidad aceptables AQL (%)
Página 325

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Tabla de inspección rigurosa II-B Letra código para tamaño Tamaño de 0.01 0.015 0.025 0.04 0.065 0.1 0.15 0.25 0.4 0.65 1 1.5 2.5 4de muestra muestra Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A 2B 3C 5 0 1D 8 0 1E 13 0 1F 20 0 1 1 2G 32 0 1 1 2 2 3H 50 0 1 1 2 2 3 3 4J 80 0 1 1 2 2 3 3 4 5 6K 125 0 1 1 2 2 3 3 4 5 6 8 9L 200 0 1 1 2 2 3 3 4 5 6 8 9 12 13M 315 0 1 1 2 2 3 3 4 5 6 8 9 12 13 18 19N 500 0 1 1 2 2 3 3 4 5 6 8 9 12 13 18 19P 800 0 1 1 2 2 3 3 4 5 6 8 9 12 13 18 19Q 1250 0 1 1 2 2 3 3 4 5 6 8 9 12 13 18 19R 2000 0 1 1 2 2 3 3 4 5 6 8 9 12 13 18 19S 3150 1 2
Usar el primer plan de muestreo debajo de la flecha Ac Número de aceptación
Usar el primer plan de muestreo arriba de la flecha Re Número de rechazo
Niveles de calidad aceptables AQL (%)
Tabla de inspección reducida II-CLetra código para tamaño Tamaño de 0.01 0.015 0.025 0.04 0.065 0.1 0.15 0.25 0.4 0.65 1 1.5 2.5 4de muestra muestra Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A 2B 2 0 1C 2 0 1D 3 0 1E 5 0 1 0 2F 8 0 1 0 2 1 3G 13 0 1 0 2 1 3 1 4H 20 0 1 0 2 1 3 1 4 2 5J 32 0 1 0 2 1 3 1 4 2 5 3 6K 50 0 1 0 2 1 3 1 4 2 5 3 6 5 8L 80 0 1 0 2 1 3 1 4 2 5 3 6 5 8 7 10M 125 0 1 0 2 1 3 1 4 2 5 3 6 5 8 7 10 10 13N 200 0 1 0 2 1 3 1 4 2 5 3 6 5 8 7 10 10 13P 315 0 1 0 2 1 3 1 4 2 5 3 6 5 8 7 10 10 13Q 500 0 1 0 2 1 3 1 4 2 5 3 6 5 8 7 10 10 13R 800 0 2 1 3 1 4 2 5 3 6 5 8 7 10 10 13
Usar el primer plan de muestreo debajo de la flecha Ac Número de aceptación
Usar el primer plan de muestreo arriba de la flecha Re Número de rechazo
NOTA: Si se ha excedido el número de aceptación, sin alcanzar el número de rechazo, aceptar el lote pero regresar a la inspección normal
Niveles de calidad aceptables AQL (%)
.Figura 7.14 Tablas de muestreo simple por atributos
Página 326

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
7. 5 PLANES DE MUESTREO DE DODGE- ROMIG (1920)
Desarrollaron dos tipos de planes usando inspección rectificadora:
1. Planes para el porcentaje defectuoso tolerable en el lote LTPD y
2. Los que proporcionan un límite de la calidad máxima promedio de salida AOQL especificado.
Los planes anteriores basados en AQL no son adecuados para el caso del ensamble de productos
complejos. La tabla siguiente muestra la fracción defectiva en ppm dependiendo del AQL
“aceptable”.
AQL ppm10% 100,0001% 10,000
0.10% 1,0000.01% 1000.00% 100.00% 1
Ejemplo 7.5 Un equipo que tiene 100 componentes y que sus componentes tienen en promedio
un AQL = 0.5% , por tanto la probabilidad de que el equipo trabaje es de:
P( funciónadecuada )=(0 . 995 )100=0 . 6058
Por tanto es obvio que se requieran planes de protección del LTPD, aun cuando el AQL sea muy
bajo. Para esto se utilizan los planes de Dodge-Romig principalmente para inspección de sub-
ensambles.
Los planes de Dodge-Romig de AOQL y LTPD están diseñados para minimizar la inspección total
promedio (ATI).
Para ambos se tiene una tabla de muestreo doble y simple. Son útiles cuando el rechazo medio
del proceso es bajo (alrededor de 100 ppm).
Página 327

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Planes de AOQL
Las tablas de Dodge-Romig (1959) tienen planes para valores de AOQL de 0.1%, 0.25%, 0.75%,
1%, 1.5%, 2.5%, 3%, 4%, 5%, 7% y 10% en cada una se especifican seis valores para medias de
proceso. Se tienen planes para muestreo simple y doble.
Ejemplo 7.5 De la tabla para AQOL=3%; para N= 5,000, AOQL= 3% y la fracción disconforme del
proveedor del 1%.
De la tabla 13.21 se obtiene n=65, c=3, LTPD=10.3%. Da una seguridad del 90% de que serán
rechazados los lotes que tengan desde un 10.3% defectuoso.
Suponiendo que los lotes recibidos tengan un promedio de 1% de defectivo y la probabilidad de
aceptación sea Pa=0.9957, se tiene:
ASN= n + (1-Pa)(N-n)= 65 +(1-0.9957)(5000-65)=86.22.
De esta forma se inspeccionarán 86 partes del lote en promedio.
Planes de LTPD
Se diseñaron de tal forma que la probabilidad de aceptación del LTPD sea 0.1. Se proporcionan
tablas para valores de LTPD de 0.5%, 1%, 2%, 3%, 4%, 5% 7% y 10%.
Ejemplo 7.6 Suponiendo N=5,000 con fracción promedio de defectivos del proveedor de 0.25%
de productos no conformes y el LTPD=1%.
De la tabla 13.23, el plan obtenido es n=770 y c=4, si los lotes rechazados son seleccionados al
100% y los artículos defectuosos se reemplazan por artículos buenos, el AOQL=0.28%.
Cuando el promedio del proceso es mayor que la mitad del LTPD, la inspección 100% es mejor
económicamente.
Página 328

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
ESTIMACIÓN DEL PROMEDIO DEL PROCESO
La utilización de los planes de Dodge-Romig depende del conocimiento de la fracción promedio no
conforme del proveedor. Se puede estimar la fracción defectiva promedio del proceso por medio
de carta de control p para los primeros 25 lotes del proveedor, con las causas especiales
eliminadas y el proveedor haya tomado acciones para prevenir su reincidencia.
Página 329

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
8. MUESTREO DE ACEPTACIÓN POR VARIABLES
Ventajas y desventajas
La principal ventaja del muestreo por variables es que se puede obtener la misma curva
característica de operación con tamaño de muestra menor que el que requeriría un plan por
atributos. Otra ventaja es que los datos por variables proporcionan más información del proceso
que los atributos. Cuando los AQLs son muy pequeños (del orden de ppm), el tamaño de muestra
requerido en el caso de muestreo por atributos es muy grande y por variables muy pequeño.
Cuando la inspección es del tipo destructivo, los planes por variables si se aplican son más
económicos.
Como desventajas se tienen el probable alto costo de las mediciones versus juzgar por atributos, a
pesar de que el tamaño de muestra sea menor y que es necesario un plan de muestreo para cada
característica importante del producto.
Se debe conocer la distribución de la característica de calidad, la cual debe ser normal ya que de
otra forma se pueden cometer errores en la aplicación del plan de muestreo por variables. Esto es
más crítico cuando las fracciones defectivas son muy pequeñas.
En la figura de la página siguiente se muestran las diferencias para varias distribuciones. Si la
distribución no es normal se puede diseñar un plan si se puede determinar la fracción defectiva a
partir de la media y la desviación estándar de esa distribución.
Los planes especifican el número de artículos a muestrear en los cuales se hacen mediciones en la
característica de calidad seleccionada, y el criterio de aceptación de esos lotes.
Una comparación entre los diferentes tipos de muestreo se da a continuación, considerando una
p1 = 0.01, p2 = 0.08, = 0.05 y = 0.10:
Página 330

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Tipo de muestreo n ó ASN
1. Muestreo simple por atributos n = 67.
2. Muestreo doble por atributos ASN en p1 = 45
3. Muestreo múltiple por atributos ASN en p1 = 41
6. Muestreo simple por variables, n=27
sigma desconocida, método de s
7. Muestreo simple por variables n=10
Sigma conocida
Como se observa, si la distribución es normal y la desviación estándar es conocida, el costo
de muestreo por variables es menor.
TIPOS DE PLANES DE MUESTREO
Existen dos tipos de planes de muestreo por variables, los que controlan la fracción defectuosa del
lote y los que controlan un parámetro del proceso tal como la media.
8.1 CONTROL DE LA FRACCIÓN DEFECTIVA
Como la característica de calidad es una variable, siempre existirá ya sea un límite de
especificación inferior LIE, límite de especificación superior o ambos, que definan los valores
aceptables de esa característica.
Considerando una característica de calidad x normalmente distribuida y un límite inferior de
especificaciones LIE, la fracción defectiva p es función de la media del lote m y su desviación
estándar .
Página 331

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Asumiendo que la desviación estándar del proceso es conocida, se desea tomar una muestra del
lote para determinar si o no el valor de la media es tal que la fracción defectiva p es aceptable.
Para esto se tienen dos métodos.
p
LIE X__
x
Figura 8.1 Bases del muestreo por variables
Procedimiento 1.
Tomando una muestra aleatoria de n artículos del lote y calculando el estadístico
ZLIE=X−LIE
σ (8.1)
ZLIE expresa justamente la distancia entre la media X de la muestra y el límite inferior de
especificación LIE, entre mayor sea su valor, la media X de la muestra estará más alejada del LIE
y en consecuencia menor será la fracción defectiva p.
Si hay un valor crítico p que no deba ser excedido con una probabilidad establecida, se puede
traducir el valor de p en una distancia crítica por decir k para ZLIE. De esta forma si ZLIE <= k, se
aceptará el lote ya que automáticamente la fracción defectiva p es satisfactoria, en caso contrario
la fracción defectiva p es mayor que la aceptable y se rechazará el lote.
Ejemplo 8.1 Si m=100, =10 y LIE= 82:
Página 332

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
ZLIE=X−LIE
σ=82−100
10=−1 .8
Donde (-1.8) = 0.0359 o sea el 3.59% defectuoso.
Se sigue el mismo procedimiento para el caso de tener un límite superior de especificación
unilateral LSE.
ZLSE=LSE−X
σ (8.2)
Cuando se tiene un solo límite de especificación, la relación entre Z y la fracción defectiva (p) es:
p Zs ó Zi
0.25 0.6745
0.20 0.8416
0.15 1.0364
0.10 1.2816
0.05 1.6449
0.02 2.0537
0.01 2.3263
Procedimiento 2.
A partir de una muestra sencilla de tamaño n del lote, se calcula Z LIE o
QLIE=Z LIE√n /(n−1) (más exacto) y se estima la fracción defectiva p como el área bajo
la curva normal debajo de ZLIE, si esta fracción estimada p, excede un valor máximo M, se
rechaza el lote, de otra forma se acepta.
Página 333

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Para el caso de límites bilaterales se calculan ambos QLIE y QLSE.
Página 334

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
QLIE=X−LIE
σ √n /(n−1)
(8.3)
QLSE=LSE−X
σ √n/( n−1)
Se estiman las fracciones defectivas P(QLIE) y P(QLSE) de la tabla mostrada en el apéndice
para estimar las fracciones defectivas pI y pS, si la suma de ambas fracciones defectivas no
excede al valor máximo permitido M se acepta el lote, en caso contrario se rechaza el lote.
Cuando la desviación estándar es desconocida, se puede estimar de la desviación
estándar de la muestra s, remplazando en las fórmulas anteriores a por s.
8.2 DISEÑO DE UN PLAN DE MUESTREO POR VARIABLES
CON UNA CURVA CO ESPECÍFICA
Para diseñar un plan de muestreo por variables usando el procedimiento 1, el método de k, que
tiene una curva OC especificada por dos puntos (p1, 1-), (p2, ) donde p1 y p2 son las fracciones
defectivas que corresponden a niveles de calidad aceptables y rechazables respectivamente se
utiliza un nomograma.
L. J. Jacobson propuso un nomograma mostrando dos escalas diferentes (ver página siguiente),
para estimar n y k con sigma conocida y sigma desconocida.
Utilizando este nomograma podemos obtener la curva característica de operación CO, cambiando
los valores de las fracciones defectivas p y hallando sus probabilidades de aceptación si se
mantiene fijo n y k.
Ejemplo 8.2 Un embotellador ha establecido que la resistencia mínima para una botella de
plástico sea de LIE= 225 psi, si a lo más el 1% no pasa el límite, se aceptará el lote con una
Página 335

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
probabilidad del 95% (p1=0.10 y 1-= 0.95), mientras que si el 6% o más están abajo del límite, el
embotellador rechazará el lote con una probabilidad de 90% (p2=0.06, = 0.10).
Para hallar el plan de muestreo por variables n, k, se traza una línea que une a el punto 0.01 en la
escala de fracción defectivas con el punto 0.95 en la escala de probabilidad de aceptación.
Después se traza una línea similar que conecta los puntos p2 = 0.06 y Pa=0.10, en la intersección de
esas líneas se lee, k=1.9 y n=40 para desconocida (siguiendo la línea curveada) o n=15 (bajando
una línea perpendicular) para conocida.
a) Procedimiento 1
Si se desconoce la desviación estándar, se toma una muestra aleatoria de n = 40 piezas calculando
la media y la desviación estándar s, se calcula ahora:
ZLIE=X−LIE
σ
Si ZI k = 1.9 se acepta el lote, de otra forma se rechaza.
Si se conoce la desviación estándar, la n pasa de 40 a 15 con menos costos, al bajar en forma
perpendicular en el punto de intersección hacia la escala de n.
b) Procedimiento 2.
Una vez obtenidas n 40 y k = 1.9, se obtiene el valor de M del nomograma de la fig. 14.3,
La abscisa se calcula como sigue (con n = 40 y k = 1.9):
12− k √n
2(n−1)= 1
2−1 .9√40
2(39 )=0 .35
Esto indica que M = 0.30.
Página 336

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Por ejemplo si se toma una muestra de n=40 partes y se observa que la media de la muestra
X=255 y s = 15, el valor de ZLIE es:
Z LIE=X−LIE
s=225−225
15=2
de las tablas para fracción defectiva al final de este capítulo se obtiene una p = 0.020, y siendo que
es menor que M = 0.030, se acepta el lote.
Para límites bilaterales se obtienen ambas p i y ps en base a Zi y Zs, si pi + ps M se acepta el lote, si
no se cumple lo anterior, el lote se rechaza.
8.3 TABLAS ASQC Z1.9 – 1993
Originalmente se emitieron las tablas MIL-STD-414 sin embargo posteriormente fueron
homologadas con las tablas MIL-STD-105E (incluyendo inspección normal, reducida y estricta y
concordancia en las letras código de los planes para cada AQL) para su uso en la industria dando
lugar a las tablas Z1.9 de la ASQC.
Se enfoca al AQL (entre 0.1% a 10%) con cinco niveles generales de inspección (el normal es el II),
el nivel III tiene una curva más abrupta que el nivel II. Se pueden usar niveles más bajos (S3 S4)
para reducir costos muestrales si se toleran riesgos mayores.
Tiene la siguiente organización:
Página 337

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Variabilidad VariabilidadDesconocida ConocidaMétodo de S
Especificación EspecificacionesUnilateral Bilaterales
Procedimiento 1 Procedimiento 2 Procedimiento 2(Método de k) (Método de M) (Método de M)
Fig. 8.2 Organización del muestreo por variables
Tienen 4 secciones:
A. Descripción general, con definición de términos, código de letras de tamaño de muestra, y
curvas OC de los planes.
B. Planes basados en la desviación estándar de la muestra con sigma del proceso desconocida.
C. Planes basados en la amplitud de la muestra con sigma desconocida (ya descontinuado).
D. Planes basados en la media de la muestra cuando se conoce la sigma del proceso.
USO DE LAS TABLAS
Las tablas se encuentran en el apéndice y su uso se ilustra con un ejemplo:
Ejemplo 8.4 Para el caso del embotellador: Si el límite inferior LIE = 225 psi, suponiendo que el
nivel de calidad aceptable en este límite es AQL = 1% y que las botellas se embarcan en lotes de
N = 100,000, con sigma desconocida se tiene:
Página 338

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Procedimiento 1.
1. En la tabla A-2 se identifica el código de letra, en este caso, la N:
2. En la tabla B-1 se determina la n y k en este caso con la letra N y AQL= 1.00 negociado entre
proveedor y cliente, se obtiene k = 2.03. Para el caso de inspección severa (escala inferior) k =
2.18. Para el caso de inspección reducida k = 1.8 de la tabla B-2.
3. En la tabla B-3 se determina M en el renglón de N y columna de AQL= 1% obteniéndose M=
2.05%. Para inspección severa M = 1.42%. Para inspección reducida, de la tabla B-4 se obtiene
k = 3.44%.
4. La inspección estricta se usa cuando 2 de 5 lotes han sido rechazados
5. La inspección reducida se usa cuando los 10 lotes anteriores se han aceptado y su fracción
defectiva estimada es menor que un límite inferior especificado y la producción es estable.
6.La tabla B-6 se usa para obtener la desviación estándar máxima que se debe obtener en la
muestra con base a la tolerancia. Si el valor de s excede este valor, se rechaza el lote.
Nota:
Es posible pasar de planes de muestreo con sigma desconocida a planes con sigma conocida con
menor n si se demuestra estabilidad en una gráfica X -s para los lotes (al menos para 30). Los
planes específicos para este tipo de planes se deben consultar en el estándar.
EJEMPLOS TOMADOS DEL ESTANDAR Z1.9-1993
VARIABILIDAD DESCONOCIDA – MÉTODO DE LA DESVIACIÓN ESTÁNDAR
B1. Plan de muestreo para límite especificación unilateral. Forma 1
a) De la tabla A2 seleccionar la letra código de función del tamaño del lote y el nivel de
inspección.
b) Usar tablas B1 (normal y estricta) y B2 (reducida) para obtener el plan.
n - tamaño de muestra.
K - constante de aceptabilidad
c) Obtener mediciones de muestras , calcular¯X y s.
d) Criterio de aceptación.
LSE - Límite superior de especificación.
Página 339

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LIE- Límite inferior de especificación.
Comparar (LSE – ¯X) / s ó (¯X– LIE) / s con k.
Si es mayor o igual se acepta el lote, en caso contrario se rechaza.
Ejemplo 8.5 La máxima temperatura de operación es de 209ºF. Un lote de 40 artículos se
inspecciona, tomando AQL = 1%, nivel II.
Solución.
a) De tabla A2, se selecciona la letra D.
b) De la tabla B1, n = 5, k= 1.52
c) Suponiendo lecturas 197º, 188º, 184º, 205º y 201º.
¯X= 195 , s = 8.8
d) ( LSE - ¯X ) / s = (209 – 195) / 8.8 = 1.59
e) 1.59 > k por tanto se acepta el lote.
B5- Usando la forma 2
a) Usar tablas B3 ( normal y estricta) y B4 (reducida) y obtener el plan de inspección, n y M
Porcentaje máximo de no conformes.
b) Obtener mediciones de muestras, calculando¯X y s.
c) Criterio de aceptación.
Calcular el índice de calidad QS= (LSE - ¯X ) / s
QI= (¯X – LIE ) / s
En tabla B5 entrar con QU o QL para encontrar porcentaje estimado no conforme PS o PI.
Comparar PS o PI con M , si es igual o menor se acepta el lote, se rechaza en caso contrario.
Ejemplo 8.6 De lo anterior; ¯X = 195 ; s = 8.8
a) De la tabla B3 se obtiene M = 3.33% para letra D, n = 5 y AQL = 1%.
b) De la taba B5 con QS= 1.59 se obtiene PS = 2.19%
c) Como PS M se acepta el lote.
Página 340

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
B8. Plan de muestreo para doble límite de especificación.
a) Determinar la letra código de la tabla A2, en base a nivel de inspección.
b) Obtener el plan n y M de tabla B3 y B4. Si se especifican diferentes AQL´s para cada límite de
especificación, obtener el porcentaje máximo no conforme para cada límite M I y MS. Si se
asigna el mismo AQL a ambos límites, designar el nivel máximo de porcentaje no conforme
por M.
c) Obtener mediciones del muestreo.
d) Calcular los Indices de Calidad QS = (LSE - ¯X ) / s y QL =( ¯X – LIE ) /s
e) De tabla B5 encontrar PI y PS en base a QU y QL y el tamaño de muestra n.
Pestimada= PI + PS
f) Comparar Pest. Con M, si es menor o igual se acepta el lote, en caso contrario se rechaza.
Nota: Cuando hay diferente AQL para cada límite:
Aceptar si PI MI y PS MS y P = PI + PS mayor (MS, MI)
Ejemplo 8.7 Se inspecciona un lote de 40 muestras con nivel de inspección II, inspección normal y
en base a temperaturas de los ejemplos anteriores, n = 5, X¿
= 195; s= 8.8; considerando LIE=
180F; LSE= 209F; AQL= 1% donde de tabla
B-3 M = 3.32%
QS=
209−1808. 8
= 1.59 ; PS = 2.19% (de tabla B-5)
QI=
195−1808. 8
=1.704; PI = 0.66% (de tabla B-5) por tanto la fracción defectiva total es de
p = 2.85%
Como P < M se acepta el lote.
Ejemplo 8.8 Si el AQLS= 1% y AQLI= 2.55% de tabla B3, MS= 3.32% , MI=9.8%
a) PS= 2.19% ; PI= 0.66% P = 2.85%
b) Comparando PS MS ; PI MI y P MI
Página 341

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Se acepta el lote.
VARIABILIDAD CONOCIDA
D.1 Sólo un límite de especificación. Forma 1.
Usar tabla D1 y D2 para obtener n y k
Ejemplo 8.9 Se toma un lote de 500 artículos para inspección. LIE= 58,000 psi. N= 500,
nivel II, inspección Normal. AQL= 1.5%. La variabilidad es conocida con valor 3,000 psi
a) de tabla A2, se identifica la letra I y de tabla D1 obtenemos n = 10
Valores de muestra 62,500; 60,500; 68,000; 59,000; 65,500
62,000; 61,000; 96,000; 58,000; 64,500.
a) Cálculo de ¯X= 63,000 ; ( ¯X – LIE) / = 1.67
b) De tabla D1 ; k = 1.7
c) Comparando ( ¯X – LIE)/ < k y el lote se rechaza.
D.5 Usando la forma 2.
a) Usar tablas D3 y D4 obteniendo n, M y V
b) Calcular QS= (LSE - ¯X) V / y QL=( ¯X – LIE) V /
c) Usando tabla D5 estimar PS y PI
d) Comparar D= PS + PI M para aceptabilidad
Ejemplo 8.10 Sea LIE= 58,000 psi; tamaño del lote 500 artículos;¯AQL = 1.5%; Inspección
nivel II, normal. De los datos anteriores se obtuvo X¿
= 63,000; n = 10 ; = 3,000. De tabla
A-2 se obtiene la letra I.
a) Obtención en tabla D3 de n, M y V como 10, 3.63%, 1.054 respectivamente.
b) Cálculo de QL =(63,000 - 58,000) * 1.054 / 3,000 = 1.756
c) Determinar PL de tabla D5 con QL= 1.756 es 3.92%
Como PL > M se rechaza el lote.
Página 342

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
D9. Plan de muestreo para doble límite de especificación
a) Determinar la letra código de la tabla A2, en base a nivel de inspección.
b) Obtener el plan n, el factor v y el porcentaje máximo aceptable M de tabla D3 y D4. Si se
especifican diferentes AQL´s para cada límite de especificación, obtener el porcentaje máximo
no conforme para cada límite MI y MS. Si se asigna el mismo AQL a ambos límites, designar el
nivel máximo de porcentaje no conforme por M.
c) Obtener mediciones del muestreo en n partes.
d) Calcular la media de los datos.
e) Calcular los Indices de Calidad QS = (LSE - ¯X ) v / y QL =( ¯X – LIE ) v /
f) De tabla D-5 encontrar PI y PS en base a QU y QL y el tamaño de muestra n.
Pestimada= PI + PS
Ejemplo 8.11 La especificación para una colada de acero es de 67,000 y 58,000 psi
respectivamente. Un lote de 500 artículos se somete a inspección. El nivel de inspección es II,
inspección normal con AQL = 1.5%. La variabilidad conocida con valor 3,000 psi.
a) De tabla D-3 se obtuvo n = 10, v = 1.054, M = 3.63%
b) De las mediciones de las 10 muestras se obtuvo X¿
=63 ,000c) Los índices QS con QL son respectivamente 2.459 y 3.162 con fracciones estimadas defectuosas
0.697% y 0.078% de la tabla D-5.
d) Como la fracción defectiva total no excede el valor de M = 3.63%, se acepta el lote.
NOTA: Comparar Pestimada con M, si es menor o igual se acepta el lote, en caso contrario se rechaza.
DISCUSIÓN DE LA NORMA ASQC Z1.9 e ISO 3951 (1981)
Una consideración muy importante en el uso de las normas es que la población de donde se
obtienen las muestras debe ser normal. Es más crítico para pequeños valores de AQL.
Es muy importante realizar pruebas de normalidad en los extremos de la distribución para
asegurar que la norma Z1.9 es aplicable sin modificaciones.
Página 343

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Los ajustes que se hicieron en la norma ASQC Z1.9 (1980) e ISO 3951 (1981) son:
1. Los rangos de tamaño de lotes se ajustaron para corresponder con la MIL-STD-105E por
atributos.
2. Se ordenaron las letras código para tener la misma protección que con la MIL-STD-105E.
3. Los niveles de inspección originales I, II, III, IV y V se denominaron S3, S4, I, II y III.
4. En la ISO 3951 se eliminaron los planes que consideran a los rangos en vez de las desviaciones
estándar.
5. En la ISO 3951 y en la Z1.9 se eliminaron los AQLS de 0.04, 0.065 y 15%.
6. Cambios en las reglas de transferencia.
Se adoptan las mismas reglas que en la 105E para el paso de inspección normal a severa y
viceversa con ligeras modificaciones.
La norma Z1.9 permite el paso de inspección normal a reducida si:
10 lotes en inspección normal fueron aceptados.
La producción es continua.
La inspección reducida es aprobada.
La ISO 3951 permite el paso a inspección reducida si 10 lotes sucesivos han sido aceptados y:
El AQL es un paso menor.
El proceso está bajo control estadístico.
La inspección reducida es aprobada.
7. La ISO 3951 permite el paso de un método de sigma desconocida a sigma conocida, utilizando
como sigma el valor promedio estimado en la carta de control estable con al menos 30
subgrupos. Requiriendo la continuación de la carta s o R.
Su ventaja principal es que se puede iniciar con un esquema de muestreo por atributos con la
MIL-STD-105E, obtener información suficiente y después cambiar a un esquema por variables
manteniendo la misma combinación de letra para el AQL.
Es muy importante una prueba de normalidad a partir de los datos variables de cada lote.
Página 344

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
8.4 OTROS PROCEDIMIENTOS DE MUESTREO POR VARIABLES
ASEGURAMIENTO DE LA MEDIA DEL PROCESO
Los planes de muestreo por variables también pueden utilizarse para asegurar la calidad media de
un material en lugar de su fracción defectiva. El método general que aquí se emplea es el de
prueba de hipótesis, lo cual se ilustra con un ejemplo.
Ejemplo 8.12 Se considera aceptable un lote si tiene menos de 0.3 ppm de emisiones de
formaldeído en maderas. Se diseña un plan de muestreo con una probabilidad de aceptación del
95% si las emisiones son en promedio de 0.3 ppm, y los lotes con un 0.4 ppm tengan una
probabilidad de aceptación del 10%. Si por experiencia se sabe que la desviación estándar es 0.10
ppm, se tiene:
Si X A es la media muestral debajo de la cual se aceptará el lote, está normalmente distribuida y
tiene una probabilidad de 0.95 de aceptación, entonces,
X A−0 .3σ√n
=X A−0 . 30 .1
√n
=+ 1. 645
(8.4)
En forma similar si los lotes que tienen un nivel de emisión de 0.40 ppm tienen una probabilidad
de 0.10 de aceptación, entonces,
X A−0 .4σ√n
=X A−0 . 40. 1√n
=−1. 282
(8.5)
resolviendo para X A y n se obtiene:
XA = 0.355 n= 9
Muestreo secuencial por variables
Similar al de atributos graficando la suma acumulada de las mediciones de la característica de
calidad. Las líneas para aceptación del lote, rechazo del lote y continuación del muestreo se
construyen en forma similar a las de atributos (ver Duncan 1986).
Página 345

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
APÉNDICES
Página 346

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
FORMULAS DE CARTAS DE CONTROL
CARTAS DE CONTROL POR VARIABLES
CARTAS Xbarra-R
Límites de control para medias n =5
LSC = X + A2R
LIC = X - A2R
Límites de control para rangos n=5
LSC = D4R
LIC = D3R
CARTAS Xbarra-S
Límites de control para medias
LSCx = X + A3 S
LCx = X
LICx = X - A3 S
Límites de control para desviaciones estándar
LSCs = B4S
LCs = S
LICs = B3 S
CARTAS I-MR de valores individuales
Para los valores individuales n=2
LSCx = X+3 MR
d2
LCx = X
__
Página 347

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LICx = X−3 MR
d2
Para el caso del rango se usan las mismas de la carta Xbarra-R con n=2
CARTAS DE CONTROL PARA ATRIBUTOS
CARTA p
pi=Di
ni
p=∑i=1
m
Di
mn=∑i=1
m
pi
m
LSCp = p__+3√ p
__(1− p
__)
n
LCp = p__
LICp = p__−3√ p
__(1− p
__)
n
CARTAS np
LSC np=np+3√np (1−p)
LCnp=np
LICnp=np−3√np(1−p )
CARTAS c
LSCc = c + 3 √c
LCc = c
Página 348
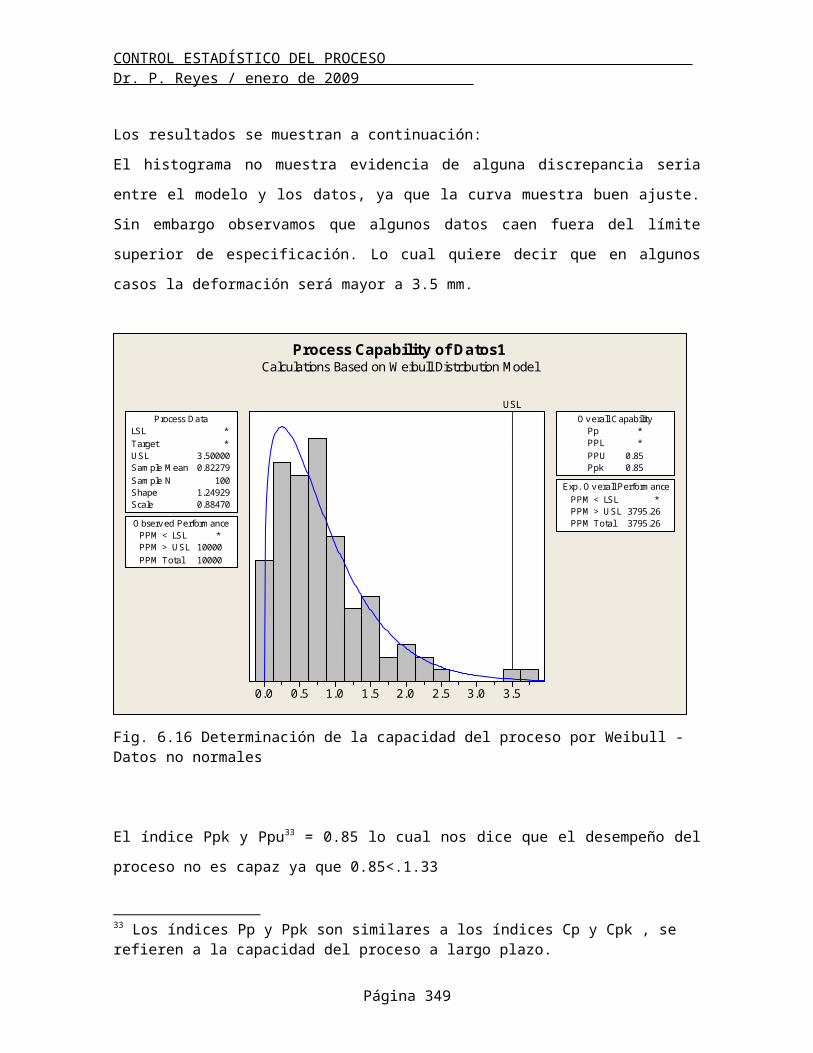
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
LICc = c - 3 √c
CARTAS u
u= cn
Donde u representa el número promedio de no conformidades por unidad en un conjunto de
datos preliminar
LSCu=u+3√ un
LCu=u
LSCu=u+3√ un
TABLA DE CONSTANTES PARA EL CALCULO DE LIMITES DE CONTROL
Las constantes para límites de control en las cartas X-R son:
n A 2 D3 D 4 d 2
2 1.880 0.000 3.267 1.128
3 1.023 0.000 2.574 1.693
4 0.729 0.000 2.282 2.059
5 0.577 0.000 2.115 2.326
6 0.483 0.000 2.004 2.534
7 0.419 0.076 1.924 2.704
8 0.373 0.136 1.864 2.847
9 0.337 0.184 1.816 2.970
10 0.308 0.223 1.777 3.078
Página 349
CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Las constantes para límites de control en las cartas X-S son:
n c 4 A A 3 B3 B 4 B 5 B6 .
5 0.9400 1.342 1.427 0 2.089 0 1.964
6 0.9515 1.225 1.287 0.030 1.970 0.029 1.874
7 0.9594 1..134 1.182 0.118 1.882 0.113 1.806
8 0.9650 1.061 1.099 0.185 1.815 0.179 1.751
9 0.9693 1.000 1.032 0.239 1.761 0.232 1.707
10 0.9727 0.949 0.975 0.284 1.716 0.276 1.669
11 0.9754 0.905 0.927 0.321 1.679 0.313 1.637
12 0.9776 0.866 0.886 0.354 1.646 0.346 1.610
13 0.9794 0.832 0.850 0.382 1.618 0.374 1.585
14 0.9810 0.802 0.817 0.406 1.594 0.399 1.563
15 0.9823 0.775 0.789 0.428 1.572 0.421 1.544
16 0.9835 0.750 0.763 0.448 1.552 0.440 1.526
17 0.9845 0.728 0.739 0.466 1.534 0.458 1.511
18 0.9854 0.707 0.718 0.482 1.518 0.475 1.496
19 0.9862 0.688 0.698 0.497 1.503 0.490 1.483
20 0.9869 0.671 0.680 0.510 1.490 0.504 1.470
21 0.9876 0.655 0.663 0.523 1.477 0.516 1.459
22 0.9882 0.640 0.647 0.534 1.466 0.528 1.448
23 0.9887 0.626 0.633 0.545 1.455 0.539 1.438
24 0.9892 0.612 0.619 0.555 1.445 0.549 1.429
25 0.9896 0.600 0.606 0.565 1.435 0.559 1.420
Página 350

CONTROL ESTADÍSTICO DEL PROCESO Dr. P. Reyes / enero de 2009
Página 351


















