ConeFit™ — para máxima flexibilidade. · vf 433 mm/min Vida útil em metros Antes 20...
12
_ COMPETÊNCIA EM USINAGEM ConeFit TM – para máxima flexibilidade. Competência em produtos Fresamento
Transcript of ConeFit™ — para máxima flexibilidade. · vf 433 mm/min Vida útil em metros Antes 20...

_COMPETÊNCIA EM USINAGEM
ConeFitTM – para máxima flexibilidade.
Competência em produtos
Fresamento

2 Fresamento com metal duro
WALTER PROTOTYP
ConeFit™ – sistema modular para fresamento
O SISTEMA DA FERRAMENTA
– Sistema modular de fresamento em metal duro com rosca autocentrante (patente requerida)
– Máxima precisão do batimento radial através da centralização cônica
– A face de apoio axial assegura a melhor rigidez – Faixa de diâmetros de 10 até 25 mm – Ampla gama de cabeças intercambiáveis de alta performance para a usinagem dos mais diversos materiais dos grupos ISO P, M, K, N e também geometrias para a usinagem de grafite
– Revestimentos TAX, TAZ e diamante (DIA) – Hastes de aço e hastes de metal duro em diversas versões e comprimentos com dimensões em mm e polegadas
– Adaptadores monobloco em HSK63, SK40, MAS BT 40, bem como Capto C5 e C6
A APLICAÇÃO
– Para os grupos de materiais ISO P, M, K, N, S, O – Desbaste e acabamento de todos os contornos e usinagem das formas mais diversas
– Para aplicação na usinagem em geral, nas indústrias automotiva e de energia, nas indústrias aeroespacial e de moldes e matrizes
SPADE
– Versão econômica Spade – Sinterizada na forma final, inclusive na área de saída de cavacos
– Faixa de diâmetros de 10 até 16 mm
A APLICAÇÃO
– Fresamento em plunging, chanframento, centragem ou espelhamento de furos usinados
Hastes diversas
Cone retificado com face de apoio
Ampla gama de geometrias
Rosca com patente requerida
SUAS VANTAGENS
– Combinação modular com diversos tipos de hastes – Ampla gama de geometrias – Máxima estabilidade e precisão devido às faces de apoio planas e cônicas com rosca autocentrante patenteada
– Elevada vida útil na usinagem de grafite em razão do revestimento especial de diamante e novas geometrias
– Grande escoamento de cavacos na versão Spade
N 10 Fresa para cópia com 2 arestas H1E0111
Versão Spade econômica com canal de escoamento de cavacos sinterizado

SUBLINE ÜBER HEADLINE (1.1)
Headline in grün (1.2), auch für Umbrü-che als 3- Zeiler möglich. Headline in grün, auch für Umbrüche als 3- Zeiler möglich.
3Fresamento com metal duro
WALTER PROTOTYP
ConeFit™ – Resumo do programa
Microgeometria otimizada específica para materiais ISO P
Proto·max™ ST H4E34217 métricaH4E38217 métrica com raio de canto
Revestimento TAZ
4 arestas com passo diferencial
Interface ConeFit™
4 arestas H3E20419 métricaCom raio de canto
Microgeometria otimizada específica para grafite
Com raio de canto para uma aresta estável
Geometria macro otimizada Cavacos e ângulo de saída para grafite
Revestimento DIA
Ferramenta para a usinagem de grafite
Tough Guys – para aplicação universal Fresa de avanço elevado ConeFitTM Spade com geometria Flash específica
N 50 Tough Guys H3E21317 H3E20317 com raio de canto
N 10 Spade H3E21317 H3E20317 com raio de canto
Revestimento TAXRevestimento TAX
Com e sem raio de canto
Aresta longa 0,8 x DC
Ângulo de hélice 50° 2 arestas
4 arestas com passo diferencial
Ângulo de hélice 10°
E10 até E16
Grande escoamento de cavacos em razão da versão sinterizada
Ferramenta para a usinagem de aço

4 Fresamento com metal duro
WALTER PROTOTYP
Proto·max™ Inox com interface ConeFit™
Proto·max™Inox com interface ConeFit™ H2EC34217 métrica H2EC38217 métrica com raio de canto
Geometria para materiais ISO M e ISO S
Revestimento de TAA
Saídas de agente refrigerante
SUAS VANTAGENS
– Máximo volume de remoção, até 50 % maior, em compa-ração com as ferramentas modulares convencionais
– Grande volume de remoção, garantindo alta produtividade na usinagem de aços inoxidáveis
– Operação com pouca vibração devido ao passo diferencial específico
– Corte suave graças à microgeometria otimizada – Em razão da refrigeração interna, máxima segurança de processo e transporte otimizado dos cavacos
– Máxima vida útil devido ao inovador revestimento de TAA e à refrigeração interna
A FERRAMENTA
– Uma fresa de metal duro de alta performance específica para a usinagem de aços inoxidáveis
– Disponível com e sem raio de canto – Raio de canto de 0,5 até 4 mm – Faixa de diâmetros de 10 até 25 mm – Ângulo de hélice 50° – 4 ou 5 arestas – Interface ConeFit™ de E10 até E25 – Revestimento de TAA
A APLICAÇÃO
– Aplicação principal: grupo de materiais ISO M – Aplicação secundária: grupo de materiais ISO S – Para desbaste e acabamento – Usinagem de canais integrais de até 0,55 x Dc – Fresamento de bolsões, plunging inclinado e fresamento de contornos
– Ideal para utilização em máquinas com refrigeração interna – Campos de aplicação: usinagem em geral, indústria de energia, indústrias médica e aeroespacial

5Fresamento com metal duro
0 10 4020 30
Revestimento de TAA
Saídas de agente refrigerante
Proto·max™Inox com perfil Flash H2EC94717
Geometria específica para avanços elevados em materiais ISO M e ISO S
A FERRAMENTA
– Fresa de metal duro de alta performance com geometria específica para avanços elevados ideal para a usinagem de aços inoxidáveis
– Faixa de diâmetros de 10 até 25 mm – Ângulo de hélice 50° – 4 arestas – Interface ConeFit™ de E10 até E25 – Revestimento de TAA
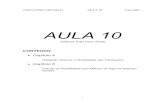
Peça de demonstração
Dados de corte
Antes sem refrigeração interna
Proto·max™Inox com refrigeração interna
Ø 12 mm 12 mmz 4 4ae 10 mm 10 mmap 2 mm 2 mmvc 82 m/min 82 m/minn 2200 rpm 2200 rpmfz 0,05 mm 0,05 mmvf 433 mm/min 433 mm/min
Vida útil em metros
Antes 20
Proto·max™Inox 35
Material da peça: X6CrNiMoTi17 (1.4571) ISO MResistência à tração: 700 N/mm2
Ferramenta: Proto∙max™ Inox com interface ConeFit™ H2EC38217-E12-12-0.5
+75 %

6 Fresamento com metal duro
WALTER PROTOTYP
ConeFit™ – Resumo do sistema
100 % de flexibilidade
Todos os adapta-
dores podem ser
usados com todas
as fresas
Ada
ptad
ores
mon
oblo
coA
dapt
ador
es c
ilínd
rico
s
SK40 +MAS-BT 40
AK641
HSK 63AAK631
Walter CaptoTM
C5 + C6AK681
Tipo AAço
reforçadoAK610
Tipo AAço
AK610
Tipo BAço
AK610
Tipo CAço
AK610
Tipo AMetal duroAK610…C
Tipo BMetal duroAK610…C
Tough GuysH3E21317
Proto∙max™ST
H4E34217
Qmax F 45H3E85378
Qmax F 40H3E82378
AL 45Z = 2
H6E2511
AL 45Z = 3
H6E2211
Proto∙max™Inox
H2EC34217
Fresamento a 90º Fresamentos de canais /a 90º
Com raio
N 50H3E21138
N 50H3E23138

7Fresamento com metal duro
WALTER PROTOTYP
ConeFit™ – Resumo do sistema
Fresamento em cópia
Fresamento de perfil
Fresa arredondada
Z = 4H3E68118
Fresa para chanfrar 120°
Z = 6H3E58118
Fresa para chanfrar 90°
Z = 4-8H3E58318
Fresa para chanfrar 60°
Z = 4-6H3E58518
Fresas para chanfrar 150°
Z = 2H1E58018
Fresa para chanfrar 120°
Z = 2H1E58118
Fresa para chanfrar 90°
Z = 2H1E58318
Fresa para chanfrar 60°
Z = 2H1E58518
Fresamento de canais / a 90º com raio de canto
N 40Z = 4
H8E11118
N 40Z = 2
H8E01118
N 10Z = 2
H1E0111
N 10Z = 2
H1E01118
N 10 para grafiteZ = 2
H1E01219
Spade
Spade
Spade
Spade
Tough GuysH3E20317
Proto∙max™ST
H4E38217
AL 45H6E2311
FlashZ = 2
H1E92718
FlashZ = 3
H3E93718
FlashZ = 4
H3E94718
N 50 para grafiteH3E20419
N 10 H1E12018
Proto∙max™Inox
H2EC38217
Proto∙max™Inox
H2EC94717
Com raio
Com perfil Flash
Com raio
Com raio
Com raio
Com raio
Com raio
Spade com raio
Spade com raio
Spade
Spade
Spade

8 Fresamento com metal duro
Apl
icaç
ões
Tipo
de
ferr
amen
ta
Obs
erva
ções
sob
re o
ca
mpo
de
aplic
ação
Grupo de material da peça de trabalho
Âng
ulo
de h
élic
e
Rev
esti
men
to
P M K N S H O
Aço
Aço
inox
idáv
el
Ferr
o fu
ndid
o
Met
ais
não-
ferr
osos
Mat
eria
is d
e di
fícil
usin
agem
Mat
eria
is e
ndur
ecid
os
Out
ros
Des
bast
e
Qmax Qmax HR – Fresa de desbaste de metal duro com perfil serrilhado HR – Sem refrigeração interna – Aplicável em usinagens unicamente de desbaste – Particularmente adequada para relações instáveis
C C C C 45° / 50° TAX
Flash N 50 até 55 HRC – Fresa de metal duro com geometria específica na área frontal para a usinagem HSC – Sem refrigeração interna – Aplicação universal
C C C C C C C 50° TAX
Des
bast
e/ac
abam
ento
Proto·max™ST 4 cortes
– Fresa de metal duro de alta performance para a usinagem de canais com até 0,4 x Dc de profundidade – Com e sem raio de canto – Específica para aço, mas aplicável em materiais inoxidáveis
C C C 50° TAZ
Tough Guys N 50 até 48 HRC – Fresa de metal duro de alta performance com e sem raio de canto – Aplicação universal C C C C C C 50° TAX
Fresa esférica N 10 até N 40 – 2 a 4 arestas – Com corte no centro – Para desbaste, semi-acabamento e acabamento de contornos
C C C C C C C 10° / 40°Sem
revestimento / TAX
Aca
bam
ento
Fresa multitarefa N 50 – Fresa de metal duro de alta performance com 6 até 8 arestas – Diâmetro Dc de 10 a 25 mm – Ângulo de hélice de 50° específico para operações de acabamento
C C C C 50° TAX
WALTER PROTOTYP
ConeFit™ – Descrição da ferramenta (resumo)

9Fresamento com metal duro
WALTER PROTOTYP
ConeFit™ – Exemplos de aplicação
Braço de suporte:Fresamento de contornos
Dados de corte
Concorrência ConeFit™
vc 126 m/min 126 m/min
n 2.507 rpm 2.507 rpm
z 4 4fz 0,07 mm 0,07 mmVf 700 mm/min 700 mm/minap 5 mm 5 mmae 8 mm 8 mm
Custo total por lote (em EUR)
Resultado: Redução dos custos com ferramentas de aprox. 63 % com simultânea redução com custos com pessoal de aprox. 38 %.
2.000 €1.500 €500 €0 3.000 € 3.500 €
Concorrência 3.100 €
ConeFit™ 1.950 €-38 %
Material da peça: 1.4301 (XCrNi1810)Ferramenta: ConeFit™ Tough Guys
H3E20317-E16-16-2Diâmetro de 16 mm, Z=4, R=2
1.000 € 2.500 €
Barra para válvula:Fresamento de canais
Dados de corte
Concorrência ConeFit™
vc 50 m/min 134 m/min
n 995 rpm 2.666 rpm
z 4 4fz 0,04 mm 0,09 mmVf 150 mm/min 975 mm/minap 3 mm 5,9 mmae 8 mm 8 mm
Tempo de usinagem por peça (em segundos)
Resultado: Redução do tempo de usinagem de aprox. 94 % e simultâneo aumen-to de 7 para 15 peças por ferramenta.
0 seg 100 seg 200 seg 300 seg 400 seg 500 seg 600 seg 700 seg
Concorrência 600 seg-94 %
Material da peça: 1.4301 (XCrNi1810)Ferramenta: Fresa esférica ConeFit™
H8E11118-E16-16Diâmetro de 16 mm, Z=4, R=8
ConeFit™ 36 seg
Custo total (em EUR)
Resultado: Redução do tempo de usinagem de aprox. 54 % e, desta forma, uma economia de custos de aprox. 45 %.
0 10.000 € 20.000 € 30.000 € 40.000 € 50.000 €
Concorrência 41.100 €
ConeFit™ 22.800 €-45 %
Material da peça: 0.7060 (GGG60)Ferramenta: Fresa multitarefas ConeFit™ N 50
H3E21138-E25-25Diâmetro de 25 mm, Z=8
Bloco de compressor: Fresamento a 90º
Dados de corte
Concorrência ConeFit™
vc 212 m/min 230 m/min
n 2.700 rpm 2.930 rpm
z 4 8fz 0,03 mm 0,06 mmVf 324 mm/min 1.405 mm/minap 2 mm 2 mmae 18 mm 18 mm

10 Fresamento com metal duro
WALTER PROTOTYP
ConeFit™ – Soluções em blank para ferramentas especiais
Dc mm
Lc mm
d2 mm
l2 mm
l4 mm d1
10,2 15,8 9,7 33,4 22,6 E1012,2 18,8 11,7 40,1 26,7 E1216,2 24,8 15,5 51,5 34,9 E1620,2 30,8 19,3 60,1 41 E2025,2 38,3 24,2 74,1 50,5 E25
Tabela resumida para blanks com comprimento excedente (até 1,5 x DC)
– Para a fabricação de soluções especiais com interface ConeFitTM
– Disponível com tamanhos de interface E10, E12, E16, E20 e E25
Blanks para formatos especiais
– Para a usinagem de soluções especiais, por exemplo, fresa para canal em “T” com interface ConeFit™
– Disponível com tamanhos de interface E10, E12, E16, E20 e E25
Lc
l1
l4
d2Dc
y
E
Lcl4
l1
d2Dc
y
E
Lcl4
l1
d2Dc
E
y


Walter do Brasil Ltda. Sorocaba – SP, Brasil +55 15 32245700, [email protected] Walter Tools Ibérica S.A.U. El Prat de Llobregat, España +34 (0) 934 796760, [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Alemanha www.walter-tools.com
Prin
ted
in G
erm
any
665
9974
(0
8/20
14) P
T