木質原材料調達に関する 合法証明デューディリジェンス ......1 木質原材料調達に関する 合法証明デューディリジェンスシステム マニュアル
第十二章、合板及組合木材製造業 合板及組合木材製造業之特定製程範圍為從事合板及組合木材之製
造,如單板、合板、粒片板及纖維板、增密木等之製造,含製材、刨片、
烘乾、佈膠、整修、冷熱壓、研磨、塗裝等製程。
第一節 產業特性介紹
我國合板工業始自民國三十年代末期,當時從菲律賓、印尼等國進口
柳安木,加工製造成合板外銷,以外材賺外財,成為台灣對外貿易的開拓
先鋒。其後因能源危機,外銷績效稍為衰退,但至 68 年又復甦,並創下外
銷最高紀錄。
合板及組合木材均屬木製品加工。依經濟部木製品製造業分類,除將
原木鋸切成不同規格之板材(boards)、割材(scantling)或角材(sawn
timbers),以供為建築、土木或家具製造用之製材(lumbering)外;合板及
組合木材製造業有:
一、合板製造(plywood manufacturing)
將木材旋切或平切成單板(veneer)或薄片,單板(veneer)或薄片以樹
脂高壓膠合而成合板素材,合板素材加以表面被覆或塗裝等即成合板。包
括合板印花、合板貼面、合板嵌花、合板壓花、木心板製造、防腐合板製
造、合板表面處理、木心板加工處理、防火合板製造、構造用合板製造、
裝箱用合板製造等。
二、組合木材製造(composite wood manufacturing)
將木質原料加壓膠合造成建築或家具用之板材、割材與角材,碎木片
及厚單板之製造亦屬本類,如鉋片、纖維板、層壓材、鉋片板、粒片板、
集成材、層積材等之製造。
三、塑化木(材)加工
木質粒、片或經解纖之木質纖維經乾燥、佈膠、加熱、加壓成板狀或
模型壓成型器物,或將木材以理化方法注入人造樹脂,或以其他高分子化
合物質加熱、加壓、放射線處理、改善其木材性質等之加工,其製品包括
浸漬材(impreg wood)、壓漬材(compreg wood、)、木塑材(wood plastic
152
http://www.hla.hlc.edu.tw/hlawww/dept04/woodscience/glossary_definition.htm#�Ohttp://www.hla.hlc.edu.tw/hlawww/dept04/woodscience/glossary_definition.htm#��http://www.hla.hlc.edu.tw/hlawww/dept04/woodscience/glossary_definition.htm#��http://www.hla.hlc.edu.tw/hlawww/dept04/woodscience/glossary_definition.htm#��http://www.hla.hlc.edu.tw/hlawww/dept04/woodscience/glossary_definition.htm#��http://www.hla.hlc.edu.tw/hlawww/dept04/woodscience/glossary_definition.htm#��
combination)等,相關加工業包括如木材染色、木材聚乙二醇處理、木材
合成樹脂處理等。
一、概說(以下摘自 ILO 職業安全衛生百科全書)
(一)單板及合板製造
合板係由三層或多層薄板絞合在一起而構成。合板有時也指帶堅固木
條心的板材或帶上下單板(Veneer)的微粒板。合板可由各種樹木製成,包
括針葉樹和非針葉樹。
單板(Veneer)通常以旋切法直接於被剝皮的完整原木剝削而成。旋切
器械是一種類似機床的設備。借剪切作用於完整的原木上切出薄板(薄木
板)。加壓棒旋轉原木頂上切割刀,便生產出厚度為 0.25~5mm 的薄板。所
用的原木在剝之前要用熱水浸泡或蒸煮,使其軟化。薄片的邊緣通常借加
壓棒上的刀刃進行修整。薄板在完成剝製或切削後,收集在長平盤上或纏
繞在卷筒上,再以類似剪斷機的設備切成適用的長度,並用人工加熱或自
然通風的方式進行乾燥。為利於對乾燥後的薄板進行檢查,須要以甲醛基
樹脂將小木片或木條黏著在薄板的邊上,再將邊與邊壓合在一起,並加熱
使樹脂固化。
要加工成建築板材,須先於薄板上下兩表面塗上甲醛基樹脂,然後在
其上下兩面各貼上薄板,且薄板相互間的紋路應相互垂直。黏好的薄板再
進行熱壓,在壓力和熱的作用下使樹脂固化。苯酚樹脂黏結劑常廣泛用於
惡劣條件下使用的軟木合板,如建築和造船用合板。尿素樹脂黏結劑常廣
泛用於家具和室內裝修用的硬木合板;這些合板可用三聚氰胺加固,以提
高它們的強度。合板工業用甲醛基黏劑組裝合板的歷史已超過 30 年。在 20
世紀 40 年代使用甲醛基樹脂之前,使用的是大豆和血蛋白黏結劑,且通常
採用冷壓法。這些方法現在也許仍然在用,但已甚為少見。
合板用圓鋸切割成適當的尺寸,表面以大滾筒或帶式打磨機拋光。為
使合板具有特殊性質,也使用其他附屬機械進行加工。某些情況下,在黏
結劑中摻入殺蟲劑,或者以殺蟲劑進行處理。所用殺蟲劑有氯酚、六氯化
苯、氯甲橋萘、七氯、氯化萘和氧化三丁基錫等。合板表面處理有:使用
塗料、染料、油漆和清漆等。表面處理可在不同的地點進行。
153
(二)其他製板工業
其他製板工業(包括微粒板、薄片板(waferboard)、細條板
(strandboard)、絶緣板、纖維板和硬板)生產各種尺寸木質材料(從大卷
層或薄片到木質纖維)組成的板材。它們通常以樹脂膠合在一起或(濕法
製作纖維板)經纖維質自然膠合在一起。簡單說,製板過程可分為兩個步
驟。第一步驟是原料取得,原料可以從原木取得,也可從鋸木等其他木材
工業的副產品中取得。第二步驟就是用化學粘結劑將其黏合成板材。
微粒板、刨片板(flakeboard)、細條板和薄片板都是由尺寸不一、形
狀各異的碎木塊經過同樣的製程製作而成的。微粒板和刨片板是由小木料
製成的,原料直接取之於木材廢料,通常用於傢俱、櫃櫥和其他木質製品。
薄片板和細條板是用很粗的木顆粒(分別為刨花和細木條)製成的,原料
一般直接取自原木,用帶有旋轉刀具的機器刨削原木,就可得到很薄的木
片。該刨削機器類似鑿子,不過在刨削木料時必須沿著木料紋理,木料紋
理須平行於刨削機的刀具。這些工序對於浸足水份的木料很實用。因為木
料需要定向,所以常用短的原木。此類板材主要用於建築工業。
製作建築用板材時,應按照尺寸大小和級別好壞進行原料分類,然後
用人工方法進行乾燥,達到預期濕度即可與粘結劑拌合在一起。粘結劑有
酚醛樹脂和脲醛樹脂。對於膠合板來說,若要求在不利條件下永久使用,
則應用酚醛樹脂膠合劑;若只作一般應用時,則可使用脲醛樹脂膠合劑。
三聚氧胺樹脂亦可用來增加其耐久性,不過由於三聚氧胺樹脂價格昂貴,
故較少使用。近十年來,一個新的木材工業出現了。它主要生產再造木材,
這種材具有很多建築用途,可作為桁條、支撐件以及其他承重部件。儘管
在生產技術上類似於生產微粒板,但是粘結劑必須用異氰酸基樹脂,這是
由於這種木材需具有更大的強度。
建築板材可通過固化熱凝樹脂製成片狀,其熱壓的方式類似於製作合
板。最後進行建築板材冷卻並按一定尺寸刨平。如有必要,可使用刨平機
進行表面處理。如要鑲木質飾面或塑性壓層的再造板,應進行表面拋光,
以形成相對平整、光滑的表面。在早期木材工業中常用錕式磨光機,但現
在一般使用寬帶磨光機。表面打磨好後還可進行表面上漆。
154
纖維板(包括絕緣板、中等密度纖維板和硬質纖維板)是含有絞連木質
纖維的板。其產品與微粒板和其他板產品稍有不同。為製作木纖維,要先
將短木料和碎木塊還原(漿化),其方法類似於造紙工業的製漿過程。一般
而言,製漿過程是先把木塊浸泡在鹽水中,然後再進行機械磨碎。纖維板
在密度上差別很大,既有低密度的絕緣板,又有高密度的硬化板。製作纖
維板所用原料可分為針葉樹料和非針葉樹料。非針葉樹原料製作硬化板較
好,而針葉樹料製作絕緣板較好。漿化過程對磨碎木料的化學成分影響較
少,只去掉很少數量的木質素和可提取物。
溼法和乾法是聯結木纖維製作纖維板常用的兩種不同技術。硬化板(高
密度板)和中密度板既可使用溼法技術,也可使用乾法技術生產,但絕緣板
(低密度板)只能使用溼法技術生產。溼法技術發現較早,由造紙業引用而
來;而乾法技術發現較晚,源自微粒板製作技術。溼法係將稀漿和水均勻
鋪在篩子上面,形成網層,最後進行壓製、乾燥、切割和表面處理。溼法
製作的板子是靠黏結劑樣的木質成分和形成的氫鍵連接在一起的。乾法的
製作過程基本與溼法相同,但是在稀漿倒在篩子上之前應先加入聯結劑(可
以是熱擬樹脂、熱塑樹脂或乾性油)。一般而言,乾法生產板材可使用酚醛
樹脂或尿醛樹脂作黏結劑。還可在稀漿中加入很多化學成分作為添加劑,
其中包括防火劑和殺菌防腐劑等。
概括地說,微粒板及其相關製板的安全衛生問題與合板製作十分相
似,只有纖維板的漿化作業例外。在原料的生產過程中會產生木質塵埃,
木質塵埃的量隨木材溫度和技術性質的不同有很大的差別。在板材切割和
精加工時最有可能產生大量木質塵埃。沒有工程控制或工程控制效果不
好,磨削作業產生的木質塵埃特別多。大多數刨片機作業是封閉的系統,
因此需要大功率的空調系統去排除產生的木質塵埃。在砍削和磨碎乾木料
時,既有霉菌和細菌,又有木質塵埃。從儲藏室到加工廠運輸碎料時,也
存在同樣的問題。進行刨削、鑿削、輾磨及相關木料處理作業時,也會產
生很大的噪音。進行攪拌、墊板上鋪料和熱壓作業時,會碰到樹脂及其他
化學成分。製版工業的木質塵埃、噪音和樹脂危害因素等大略與合板廠及
製材作業相同。
155
二、合板及組合木材流程介紹
由於合板及組合木材種類甚多,為便於介紹流程,茲依木材學木材種
類分別說明其製造概要:
(一)合板:將奇數層單板,依木材單板纖維走向以互相垂直之方式組合,
並利用膠合劑膠合各層單板而製成之板稱之。
1.分類:
(1)單板心合板(Veneer core plywood):以單板為芯板。
(2)木心板合板(Lumber core plywood):木心板。
(3)空心合板(Cellularboard):目的在減輕重量,並可作為隔熱、隔音
之材料。
(4)依層數分:3、5、7 層合板。
(5)依主級分:
TypeⅠ:防水合板:室外用(PF)。
TypeⅡ:耐水合板:室內用(UF)。
TypeⅢ:普通合板:包裝用(UF,增量劑)。
(6)依表面處理分:
印花合板:Printed plywood。
壓紋合板:Embossed plywood。
化粧合板:Fancy plywood。
刻溝合板:Grooved plywood。
2.製造流程:
(1)單板之製造:
原木→加熱處理(蒸氣、煮沸)→去皮刷淨→橫切→切削(平切、旋
切)→單板。
(2)單板之乾燥:一般採用熱風循環(130~140℃)並以機械輸送方式進
行。
(3)調板:面、底、中板選別→去除單板上之缺點(節、蟲孔、腐朽、變
色、乾裂)→單板之邊膠合→使成一定尺寸之單板→修補缺點。
(4)單板之膠合:
156
調膠:秤取膠合劑(硬化劑、增量劑、填充劑、水等等)。
佈膠:使用佈膠機(滾筒式)佈膠。
(5)冷壓:壓力 10~15 kg/cm2 ,10~15 分將佈完膠之單板堆積送入冷壓
機中,10~15 分使單板進行假膠合。
(6)熱壓:以熱板溫度使膠合劑硬化,以熱壓機進行。
(7)裁邊、修補、砂光、分等。
(8)包裝 → 成品。
(二)粒片板:將木材或木質纖維切成理想形狀之粒片(Particle)或用鋸屑
為原料,經篩選、乾燥、上膠,再經抄板、高溫高壓所做成之板材。
1.分類:粒片板使用與製程並無太大差異,故無明顯分類。
2.製造流程:
(1)粒片之製備:
A.裂片型粒片:
原木→橫切、劈開→搗切成 chips(木片)寬、厚不定,長 30~60mm
chip 再經磨切機→flaker particles。
B.刨片型粒片:直接用磨切機(可控制長寬厚),厚 0.2mm。
(2)篩選分級。
(3)粒片之乾燥。
(4)噴膠:利用噴霧原理將膠噴於粒片,形成均勻之細滴狀覆蓋於粒片
表面,一般噴膠後之 MC13﹪左右。
(5)抄板:將噴膠後之粒片撒布成粒片板之雛型,稱之為抄板。
(6)預壓:預壓無須溫度(冷壓),10~20 kgf/cm2。
目的:A.防止粒片吹起、掉落。
B.使比重及品質均勻。
(7)熱壓:壓力 20~30 kgf/cm2。
(8)修邊:砂光→鋸切。
(三)纖維板:將木材或其他纖維植物進行解纖後,使木質纖維再次組合成
之板類稱之(可以不加膠合劑,亦可添加膠合劑,以增加強度及對水
之抵抗,亦可添加其他藥劑以增進其他性質,如防水、防腐、防
157
蟲……)。
1.分類:纖維板使用與製程並無太大差異,故無明顯分類。
2.製造流程
(1)原料製備
A.原木:去皮(刀片、摩擦式),特殊需求時(絕緣板)才須去皮,可
製造外表光澤之板材。
B.木片:經搗切機切成長 20~25mm 寬後自動裂開。
(2)木片噴濕:(略)
(3)解纖:
A.機械法:(A)磨去樹皮之木片。
(B)原木直接磨解。
B.化學機械法:在機械磨解前先行藥劑處理(NSCP 液,NaOH)、壓力
2~10kg/cm2、Yield70~85﹪。
C.高溫機械法:
在機械磨解前先用熱處理(Asplund process):壓力 8~12kp/
cm2、溫度 170~180℃、時間 1~8 分收率:90~95﹪(lignin 含量高)。
機械處理:chips MC40~60﹪。
D.梅索奈特法(Masonite process) :將木片以高溫高壓處理,再
利用突然解壓產生爆破力解纖,產生纖維素。
解壓 storage:引入清水以洗去 sugar(因水解產生)磨解。
(4)抄板熱壓:
(4.1)絕緣板:
上膠:直接加入纖維懸浮液中(1~3﹪) 。
抄板:(長網式、箱型法),濕板之 MC60-70﹪。
乾燥或熱壓:120-190℃ or above,以連續隧道式乾燥至 MC1~3﹪。
(4.2)硬質纖維板:
A.濕法 wet process:
上膠:直接加入纖維懸浮液中(1~3﹪)
抄板:(長網式、箱型法),濕板之 MC60-70﹪, 若熱壓前板胚先
158
行乾燥則兩面可以不用網。若含水率高則須加網。
B.乾法 dry process:
上膠:解纖後混合膠送入乾燥。
抄板:(a) 90℃、1.5sec→MC 25~50﹪。
(b) 170℃、20~30 m/sec 風速、5.5sec→MC 6~14﹪。
熱壓:260℃,70kp/cm2。
(四)其他改良木質板類:
1.Compreg 樹脂處理壓縮木,樹脂含浸壓縮木:
製法:
將單板經由酚樹脂膠合劑含浸處理,以絕乾木材為基準約(佔
25-30%),將單板進行乾燥,溫度約為 30℃,在不使樹脂硬化之條件
下乾燥至低含水率。提高溫度使木材塑化於壓縮力,在 140℃、
70-85kgf/cm2 之條件壓縮成比重 1.2-1.35 之樹脂含浸壓縮木。應儘
量不使比重超過 1.4,以避免事後之乾裂。
2.Impreg 樹脂處理木:將木材以熱硬化型之樹脂含浸處理後,在不壓
縮的條件下加熱,使樹脂於木材中硬化,製成之改良木材。用途包括:
模具、電控設備。
製法:
通常使用的木材為單板型態、含水率為生材狀態,以利於樹脂之
滲透。將單板浸於水狀之樹脂溶液中,直至樹脂含量為 25-35%(以絕
乾重為基準)。單板之厚度通常以不超過 3mm 為佳,因為厚度增加則
處理時間會隨之大幅度增加,且較厚之木材於乾燥之際易發生乾裂及
蜂巢裂等缺點。除了含樹脂較多之松木外,大致上任何樹種均可進行
此種改良處理。
此種已浸漬樹脂之單板可以在溼潤的狀態及溫度為 21-38℃的範
圍下放置 1-2 天,以利樹脂均勻擴散。接著須將單板進行乾燥,溫度
設定於 80-93℃之間,約 30 分鐘使木材之含水率降為 10%。進行低
溫處理之目的係為避免加熱超過沸點時,蒸氣壓會使樹脂溶液被壓迫
而移至木材表面。最後以 155℃之高溫加熱使樹脂硬化,時間約為 30
159
分鐘。
3.Staypak 壓縮木:以加熱及加壓之方式,將木材壓縮至比重約為 1.3
左右。加熱之目的為使木材中之木質素呈熔融狀態,消除木材內部之
應力,再將木材壓縮至所需之比重。可應用於工具把手、木鎚鎚頭、
模具及夾具等。
製作條件:
(1)木材之含水率最好為 30-65%。
(2)木材若為實木,最好使用平切面板,無節。
(3)木材最好不要採用樹脂成份高之樹種。
(4)溫度約為 170-177℃。
(5)壓力約為 95-115 kgf/cm2。
4.WPC 木塑材:將纖維素等親水性高分子成份多之木材,利用其空隙填
充疏水性高分子之複合體。
製作方法:
將木材中之空氣以減壓方式除去後,浸濡單體、架橋劑及觸媒
等,然後利用加熱或放射線照射等,使單體在木材內聚合硬化成為木
材與塑膠之聚合體。(註:此類合板可二次加工成特殊合板,二次加
工特殊合板有化粧合板、塗裝合板、印刷合板、貼面合板與其他類加
工合板等。)
二次加工特殊合板的製造過程如下:
(1)塗裝合板:素面合板→開槽→磨光→底漆(烘乾) →磨光→塗溝漆
→底漆→透明中漆(烘乾)→頂漆→刷子機→檢查→成品。
(2)貼面合板:素面合板→刷子機→塗膠(乾燥)→貼紙(磨邊)→頂漆
(烘乾)→開槽→塗溝漆(洪乾)→檢查→成品。
160
第二節 潛在危害分析及預防對策
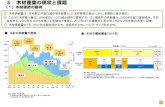
綜合上述各類合板及組合木材製造之描述,合板及組合木材製造程
序、使用機具及使用物料如圖 12.1 所述:
儲木 →板車、起重機、堆高機(原木)
製材 →製材機、起重機、堆高機(角材)
蒸煮 →蒸煮鍋、鍋爐、起重機、堆高機(角材)
刨削 →刨削機、起重機、堆高機(薄片)
烘乾 →烘乾爐、鍋爐、堆高機(薄片)
栽皮組合 →組合機、堆高機(薄片)
裁邊 →裁邊機、堆高機(半成品)
佈膠 →佈膠機、堆高機(樹脂) (半成品)
加壓 →加壓機、堆高機(半成品)
研磨拋光 →研磨機、拋光機、堆高機(半成品)
成品 →堆高機(夾板)
出貨 →板車、堆高機(夾板)
圖 12.1 合板及組合木材製造程序、使用機具及使用物料圖
161
合板及組合木材製造之潛在分析如下:
一、立即危害分析:
合板及組合木材製造業,木材須儲存於儲木池或儲木場,有儲木倒塌
及人員溺死危害,木材物料搬運須大量使用起重機及堆高機,有物體倒塌
及物體飛落危害,木料以高速進行運轉和切割,有切割及夾捲危害,作業
場所有滑倒、摔拌和跌倒的危險,木質塵埃會引發火災和爆炸等危害,噪
音也是一個傷害源。
引發職業災害的狀況常見如下:被移動設備碰摔;平台上墜落;維修
或排除故障時沒有斷電或閉鎖設備之夾捲;鋸、修邊機和刨床物體飛濺;
儲木池或水道內等溺死。另機器中行進的木料、小木塊和碎片會傷及眼睛,
裸露的皮膚與木材接觸時會被木材裂片切口刺或割傷;木材分類、分級和
其他作業會由於推拉和舉起大木材而帶來肌肉拉傷、扭傷和其他肌肉骨骼
傷害。
二、職業病危害分析:
合板及組合木材製造業工人暴露於多種呼吸系統危險中,包括木質塵
埃、木料中含的揮發性成份、氣態黴菌和細菌及甲醛。暴露於木質塵埃對
上呼吸道和下呼吸道產生很多影響。木質塵埃會沉積在鼻子裡,對鼻子產
生影響。目前已有很多中國鼻的報導,包括鼻黏膜炎、鼻竇炎、鼻阻塞、
鼻高分泌物以及損傷黏液纖毛間隙等。木質塵埃對下呼吸道的影響包括氣
喘病、慢性支氣管炎和慢性氣流阻塞病等。對上呼吸道和下呼吸道的影響
與溫帶和熱帶氣候中生長的軟木和硬木樹種有關。氣喘病與很多樹種的木
質塵埃有關,這些樹種包括非洲楓樹、非洲條紋樹、槐樹、加利福尼業紅
木、黎巴嫩的杉木、中美洲的胡桃樹、東方的白杉樹、烏木、伊蘭科木、
紅木、檜木、西部紅杉以及其他樹種。
木材主要是由纖維質、多糖類和木質素組成的,但還含有多種具有生
物活性的有機成份,比如單醣烯、托酚酮、樹脂酸、脂肪酸、酚醛酸、單
與酸、棟素染料酸、苯醌、栖分素、反二苯代乙烯等。樹種不同,對健康
的影響也不同。一些特殊木質的提取物會對人體健康產生影響,例如西部
紅杉和東部白杉之大側柏酸被認為是引發氣喘病和其他過敏反應原。高分
162
子量的提取物易存在於木質塵埃中,而輕分子量的提取物(比如單與酸)容
易在窯內烘乾、鋸削和修理作業時揮發出來。單與酸(比如α-蒎烯β-蒎
烯、δ3-簮稀和單稀等)常是軟木樹脂的主要成分,它與口腔炎、咽喉炎、
氣短等有關,並能損傷肺功能。
生長在木材上的黴菌也對人體有潛在危害。充分溼熱的環境有利於黴
菌生長。北歐、大不列顛和北美的製材作業工人中已發現了過敏性肺炎的
病例(Halpin 等 1994)。還有一種不怎麼嚴重卻很常見的黴菌危害是吸入
熱,又稱有機塵埃中毒綜合症。瑞典木材整修工人流行的吸入熱比例曾達
到 5%-20%。
合板及組合木材製造業粘結劑的化學物質也會對吸系統產生影響。甲
醛是一種刺激物,會引發鼻炎和喉炎。人們已發現它會對肺功能產生急影
響,還有報導說它能引發哮喘病和慢性支氣管炎。
木質塵埃、甲醛及其他有害物質的刺激性和過敏性影響並不限於呼吸
系統,皮膚炎與 100 多種的木質塵埃有關,這些樹種包括一些常見的硬木、
軟木和熱帶樹種。甲醛也是一種皮膚刺激物,能引發過敏性接觸皮炎。另
外,在軟木上大量抗木變色的殺真菌劑也能導玫眼睛和皮膚不適。
合板及組合木材製造業的工人有由噪聲引發聽力損害的危險。美國合
板及組合木材製造業最近的一項調查表明,有 72.5%的工人在一個或多個聽
力測試頻率有一定的聽力損害(Tharr 1991)。在鋸木及其他木工機械附近
作業的工人,經常處於 90dB(A)或 95dB(A)以上的聲級中。儘管人們已認識
到噪聲的危害,但嘗試去降低噪聲的努力却很少(刨木機的封蓋除外)。
各種備膠、聯膠、修補、砂紙打磨和熱壓作業時,皮膚和呼吸器官都
易暴露於膠、樹脂和黏合劑(主要成分是甲醛) ,脲醛樹脂在固化過程比酚
醛樹脂更容易釋放出甲醛,不過樹脂的優化已降低了這種危險。
會產生大量木屑的作業是砂紙打磨機加工和鋸削作業。尤其是在砂紙
打磨時,會產生大量微小粉塵。這是因為面板的 10%~15%是在表面加工時
被打磨掉的。除非在適當位置採取降低噪音措施,否則在打磨車間、鋸削
車間和機加工車間作業時,雜訊會超過 90dB(A)。
飾面乾燥木材中會釋放出大量的化學成份,包括單萜烯、樹脂酸、乙
163
醛和因酮等。木材中所釋放的化學物質的類型與數量與木材的種類及乾燥
程度有關。膠中混合的殺蟲劑應僅有輕微的揮發性,工作間空氣中的含量
很小,不易覺察。另殺蟲劑如使用氯化萘,因為氯化萘容易蒸發,工作人
員皮膚也有接觸殺蟲劑的危害。
以上所述之危害分析彙整如下表:
合板及組合木材製造業主要危害分析表
作業別 危害來源 危害種類
儲木 1.板車、起重機、堆高機
2.儲木池、儲木場
3.積材
1.機械撞擊
2.儲木物體倒塌、物體飛落
3.儲木池溺水
4.儲木生物危害
製材 1.製材機、起重機、堆高
機
2.積材
1.機械撞擊、夾捲、切割
2.積材物體倒塌、物體飛落
3.製材噪音危害
4.製材粉塵危害
蒸煮 1.蒸煮鍋、起重機、堆高
機
2.積材
1.機械撞擊
2.積材物體倒塌、物體飛落
3.蒸煮高溫危害
刨削 1.刨削機、起重機、堆高
機
2.積材
1.機械撞擊、夾捲、切割
2.積材物體倒塌、物體飛落
3.刨削噪音危害
4.刨削粉塵危害
烘乾 1.烘乾機、堆高機
2.薄片
1.機械撞擊
2.薄片物體倒塌
3.烘乾高溫危害
栽皮組合 1.拼接機、堆高機
2.薄片
1.機械撞擊、夾捲
2.薄片物體倒塌
裁邊 1.裁邊機、堆高機
2.半成品
1.機械撞擊、夾捲、切割
2.半成品物體倒塌
佈膠 1.佈膠機、堆高機
2.半成品
1.機械撞擊、夾捲
2.半成品物體倒塌
3.與樹脂有害物接觸
加壓 1.加壓機、堆高機
2.半成品
1.機械撞擊、夾捲
2.半成品物體倒塌
3.與樹脂有害物接觸
研磨拋光 1.拋光機、堆高機 1.機械撞擊、夾捲
164
2.半成品 2.半成品物體倒塌
3.與木質塵埃有害物接觸
成品 1.堆高機
2.成品
1.機械撞擊
2.成品物體倒塌
出貨 1.堆高機
2.成品
1.機械撞擊
2.成品物體倒塌
一、加工機械夾捲安全防護
合板及組合木材製造業加工機械設備,包括製材機、刨削機、裁邊機、
佈膠機、加壓機、研磨機及拋光機等皆有大量及廣泛之捲入點,包括
帶銑鋸、削方和板材添料系統、多頭鋸切削機與定形機,木屑與餘料
處理設備包括碎屑機、木屑網篩以及振動傳送帶和網篩等也均有顯著
捲入點。基本上預防此等機械性危害以隔離為原則,作業上無法隔離
危害時,必須因應不同場所、操作型態、危害型式等,加以設計與製
作安全裝置等,以確保操作者的安全。作業點的防護也是機械性危害
預防常用的方法之一,可以避免如被捲、被夾等捲入點的危害,常用
安全裝置如雙手啟動(圖 12.2)、光電開關(圖 12.3)、緊急拉索(圖
12.4)、緊急制動裝置(圖 12.5)、緊急停機之剎車板(圖12.6)及護圍(圖
12.7)等。
圖 12.2 拼接機設雙手按鈕
165
圖 12.3 拼接機紅外線光電開關
圖 12.4 拼接機緊急制動裝置
圖 12.5 上膠機緊急拉索
166
圖 12.6 上膠機緊急停機之剎車板
圖 12.7 版面貼合機護圍及緊急停機剎車線
二、防止滾落及墜落:工作場所常有高處作業或水邊木材作業,人員有滾
落及墜落之虞,應設置護欄等防止墜落措施。
三、粉塵危害防範:砂紙打磨、加工和鋸削作業均有大量木質塵埃。尤其
是在砂紙打磨時,會產生大量微小木質塵埃。此工作環境應實施抽出
式通風。手工進行砂紙打磨時,應有真空吸塵裝置。在合板及組合木
材製造廠,常使用真空吸塵和濕式清掃方法控制木質塵埃濃度。由於
木質塵埃尺寸太小,其他方法效果並不好。
四、噪聲危害防止:鋸木、剝樹皮、刨削及相關作業有很高的噪音,應提
167
168
供勞工耳塞、耳罩等。此外作業勞工應定期實施噪音特殊健康檢查,
發現作業勞工有重聴,應調往非噪音工作場所。
五、與有害物接觸之預防:現今常用的木材膠合劑,如尿素-甲醛樹脂(UF
resin)、三聚氰胺-尿素-甲醛共縮合樹脂(MUF resin)、酚甲醛樹脂(PF
resin)、聚醋酸乙烯樹脂(PVAc)、異氰酸鹽樹脂(Isocynate adhesives,
MDI)、間苯二酚樹脂(RF resin)等均對人體有害,尤其甲醛是合板、
微粒板廠及相關行業的工人常接觸的物質,且已被列為可能是人類致
癌物質(IARC-2A 類)。在一些研究中也發現常接觸甲醛的人患鼻咽癌
的危險性很高。又木材工業中使用的五氯苯酚和四氯苯酚殺蟲劑已被
呋喃和二烯烷污染。五氯苯酚和 2,3,7,8,-四氯二苯並聚二烯烷已被
列為可能致癌物(IARC-2B 類)。這些有害氣體必須使用抽風設備抽
出,作業勞工也應使用個人防護具。
六、火災預防:木材為易燃品,鋸屑和其他粉塵會引發火災和爆炸。此外
應加強明火之管制、消防安全設備之設置及經常實施消防演練。
七、工作場所之清掃、整理及整頓:此外應經常做好環境之清掃、整理及
整頓工作。