
Cálculo y diseño del sistema oleohidraulico para una ...
313
CALCULO Y DISEÑO DEL SISTEMA OLEOHIDRAULICO PARA UNA PRENSA DE VULCANIZ.ADO POR COMPRESION ACCIONADA ELECTRICAMENTE CARLOS ALBERTO MACIAS JARAMILLO ilJ-r;:rl Aulúnoma de octidonlo fi I srcctotl BlBLlog#i L-----r.-=.g 026?56 CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE DIVISION DE INGENIERIAS PROGRAMA DE INGENIERIA MECANICA SANTIAGO DE CALI 1997 + o m c E I rSf r rruüifiiüÍfi=ulilu u ru
Transcript of Cálculo y diseño del sistema oleohidraulico para una ...
CALCULO Y DISEÑO DEL SISTEMA OLEOHIDRAULICO PARA UNA PRENSA
DE VULCANIZ.ADO POR COMPRESION ACCIONADA ELECTRICAMENTE
CARLOS ALBERTO MACIAS JARAMILLO
ilJ-r;:rl Aulúnoma de octidonlo fi
I srcctotl BlBLlog#iL-----r.-=.g
026?56
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE INGENIERIA MECANICA
SANTIAGO DE CALI
1997
+omcE
I
rSf r rruüifiiüÍfi=ulilu
u ru
CALCULO Y DISEÑO DEL SISTEMA OLEOHIORAULICO PARA UNA
PRENSA DE VULCANIZADO POR COMPRESION ACCIONADA
ELECTR¡CAMENTE
CARLOS ALBERTO MACIAS JARAMILLO
Trabajo de grado para optar al titulo deIngeniero Mecánico
DirectorDANILO AMPUDIA
Ingeníero Mecánico U.l.S.
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE INGENIERIA MECANICA
SANTIAGO DE CALI
1997

6t5"paW tf"? e
Q,/
Nota de aceptación
Aprobado por el comité detrabajo de grado en
\NI
t\
)
t\
N
\
*
\A
\
N-
N
a\\
{
$
\
r\\N\
\
Jurado
cumplimiento de los requisitosexigidos por la CorporaciónUniversitaria Autónoma deOccidente para optar el titulo
Santiago de Cali, Noviembre de 1997.
AGRADECIMIENTOS
El autor expresa su agradecimiento a:
A DANILO AMPUDIA, Ingeniero Mecánico, Director de esta tesis.
A todas aquellas personas que colaboraron de una u otra forma para quedicho trabajo se hiciera realidad.
ut

DEDICATORIA
A Hector Fabio Rojas que me impulso ainiciar mis estudios universitarios a travésde sus valiosos consejos
A mi familia que siempre me ha dado suamor, comprensión y apoyo.
A mi novia por todo el tiempo dedicado ysu gran apoyo para concluir esta tesis.
IV

TABLA DE CONTENIDO
INTRODUCCION
1. EL CAUCHO
1.1 GENERALIDADES
1.1. Descubrimiento del Caucho
1.2 PROTECCION Y RECOLECCION DEL CAUCHO
1.2.1 Plantas cauchiferas y plantaciones..
1.2.2 Plantación de la hevea
I.3 PLANTACION DEL LATEX
I.3.I RECOLECCION DEL LATEX
2.. EL LATEX
2.1 COMPOSICION Y PROPIEDADES
2.1.1 Generalidades
2.2 PROPIEDADES FISICAS DEL LATEX.
2.2.1 Densidad.
?.2.? Viscosidad
Pág
1
?
3
3
o
7
x
I
10
10
10
12
12
12

:.:.)
'1 1¿.
1',rs
3
3.1
3.2
J.J
2
2.1
- 2.t.1
?.t.2
?.?
2.3
2.3.1
2.3.2
J.).J
2.4
Tensión superficial
Ph
Conductividad eléctrica
PREPARACION INDUSTRIAL DEL CAUCHO
PREPARACION DE LA HOJA AHUMADA
PREPAMCION DEL CREPE PALIDO
PREPARACION DEL CREPES SECUNDARIOS
LA VULCANIZACION
GENERALIDADES
Historia
Definición
LOS AGENTES VULCANIZANTES
VULCANIZACION AL AzUFRE
Caso del azufre solo
Goma blanda y ebonita
Combinación azufre caucho
INFLUENCIAS DE LOS DIVERSOS FACTORES
4at+
14
15
15
16
18
20
21
21
21
23
24
25
25
26
27
28
30
34
34
35
?.5 FENOMENOS SECUNDARIOS
2.6 AZUFRE Y ACELERANTES
2.6.1 Aumento de la velocidad de vulcanización
2,7 PARTICULARIDADES DE LA VULCANIZACION
vi

?.7 1
3
.1. I
3.2
3.2.r
3.2.2
J..t.J
3.2.4
3.2.5
J.J
3.3.I
J.J.Z
3.4
3.4.1
3.4.?
a.laJ.¿t. J
4
4.1
1.2
4.2.1
Aceleración retardada 39
INTRODUCCION A LA HIDRAULICA 42
GENERALIDADES 42
PROPIEDADES DE LOS FLUIDOS Y DEFINICIONES 43
Fluido 43
Densidad, volumen específico, peso específico 44
Densidad 45
Viscosidad convencional 47
lndice de viscosidad 48
ESTATICA DE LOS FLUIDOS 48
Presión en un liquido en rep'oso 49
Ecuación fundamental de la hidrostática, principio
de Pascal
DINAMICA DE FLUIDOS
Definición
Ecuación de continuidad
Teorema de Bernoulli
FLUIDOS HIDRAULICOS
GENERALIDADES
OBJETIVOS DEL FLUIDO
Transmisión de potencia
49
52
54
55
56
59
59
59
60

4.2.2 Lubrificación 60
4.2.3 Estanqueidad 61
4.2.4 Enfriamiento 61
4.3 PROPIEDADES DE LOS FLUIDOS HIDRAULICOS 62
4.3.I Viscosidad 62
4.3.1.1 Definición de viscosidad 64
4.3.1.1.1Viscosidad dinámica 64
4.3.1.1.2 Viscosidad cinemática 65
4.3.1.1.3 Viscosidad relativa SUS (segundos universales saybolt) 66
4.3.2 Números SAE 67
4.3.3 Indice de viscosidad 69
4.3.4 Punto de fluidez 69
4.3.5 Conducta viscosidad-presión 70
4.3.6 Compatibilidad con materiales 71
4.3.7 Resistente a cargas térmicas 71
4.3.8 Baja compresibilidad 71
4.3.9 Capacidad de lubrificación 72
4.3.l0 Reducida formación de espuma 73
4.3. | | Resistencia a fa oxidación 73
4.3.12 Elevada densidad 74
4.3.13 Desemulsibilidad 75
\'il1
4.3.14 Uso de aditivos
4.3.15 Buenafiltrabilidad
76
76
77
78
78
79
80
80
81
81
83
83
84
84
85
87
87
89
90
90
90
ACEITES MINERALES
FLUIDOS ININFLAMABLES
Agua glicol
Emulsiones agua-aceite
Aceite en agua
Agua en aceite
Fluido sintéticos
COMPATIBILIDAD DE LAS JUNTAS
DEPOSITOS Y FILTROS
GENERALIDADES
DEPOSITOS
Construcción del depósito
Respiradero
Placa desviadora
TAMAÑO DEL DEPOSITO
FILTROS Y COLADORES
Filtro
Colador
SELECCION DEL FILTRO
t:i

5.6
6
6.t
6.2
6.2.1
6.3
6.3. I
6.4
6.4.1
6.5
6.5.l
6.5.2
6.5.3
6.6
7
7.2.1
7 .2.1.1
7.2.1.2
REFRIGERACION DEL SISTEMA
CONDUCCIONES HIDRAULICAS
GENERALIDADES
cLAStFtCACtON
Presión de trabajo
ESPECIFICACION DE TUBERIA
Schedule
MATERIALES PARA LOS TUBOS
Tubos de cobre
CONDUCCIONES FLEXIBLES
El tubo
El refuerzo
La cubierta
CONSIDERACIONES HIDRAULICAS
CILINDROS HIDRAULICOS
GENERALIDADES
PRINCTPALES TIPOS DE CILINDROS SEGÚN SU
EFECTO
Cilindros de simple efecto
Cilindros a pistón de inmersión o a pistón sin vástago
Cilindro con retroceso por resorte
92
98
98
98
100
102
103
103
105
105
106
106
107
107
110
1107.1
7.2
112
112
113
114
HIDRAULICOS
7.3.1 Cilindros tandem
7.3.2 Cilindrotelescópico
7.4 PRINCIPIOS CONSTRUCTIVOS
7.4.1 Construcción por tirantes
7.4.2 Construcciónredonda
7.5 FABRICACION DEL CILINDRO
7.6 MODOS DE FIJACION E INDICACION
7.2.2
7.2.2.1
7.2.2.2
7.3
7.7
7.8
7.9
I
8.1
8.2
8.2.,
8.2.2
Cilindros de doble efecto
C i I indros diferenciales
Cilindros de doble vástago
FORMAS ESPECIALES DE CILINDROS
DEL MONTAJE
EMBOLOS
VASTAGOS
RESISTENCIA DE I-OS CILINDROS
BOMBAS
GENERALIDADES
TIPOS DE BOMBAS
Bombas de engranajes
Bombas de paletas
115
116
117
118
118
119
121
121
124
125
'126
128
129
131
135
135
136
136
142
xt,

8.2.3 Bombas de pistones
8.2.3.1 Bombas de pistones en linea
8.2.3.2 Bombas de pistones radiales
8.2.4 Bombas de pistones axiales
8.3 Funcionamiento del compensador
9 ELECCION DE UNA BOMBA
9.1
9.2
9.2.1
9.2.2
9.2.3
9.2.4
9.2.5
9.2.6
9.2.7
9.2.8
10
t0. I
lo.2
to.2.l
t0.2.2
GENERALIDADES
FACTORES DE SELECCION
Presión de trabajo
Capacidad y potencia
Rendimiento
Velocidad
Fluido
Ruido
Costo
Mantenimiento y servicio
VALVULAS DI RECCIONALES
GENERALIDADES
CLASIFICACION POR EL NUMERO DE VIAS
Válvulas de dos vias
Válvulas de tres víás
145
145
147
148
152
155
155
156
156
159
161
165
165
167
167
168
169
169
170
170
171
xll

10.2.3 Válvulas de cuatro vías
10.3 ELEMENTOS DE VALVULAS
10.3,I La de cierre total
1O.3.2 Corredera de centro abierto
l0 3.3 Corredera de centro parcialmente abierto
10.3.4 Corredera de derivación o "by pass"
10.3.5 Corredera de derivac¡ón central l
10.4 FORMAS DE ACCIONAMIENTO
11 VALVULAS
I I.I GENERALIDADES
II.2 CLASIFICACION DE LAS VIAS
11.2.1 Válvulas de control de flujo
11.2.2 Válvulas de secuencia
11.2.3 Válvulasantirretorno
11.3 VALVULAS DE CONTROL DE PRESION
1 1.3.1 Válvula de seguridad
1 1 .3.1 .1 Válvula de seguridad simple
1 1.3.1.2 Válvula de seguridad piloto
11.3.2 Válvula reductora'de presión
11.3.3 Válvula de descarga
12 FUNCIONAMIENTO HIDRAULICO
172
174
174
174
175
175
175
179
181
181
182
182
184
186
187
188
189
189
191
191
195
xill
I2.I GENERALIDADES
12.2 CIERRE Y APERTURA DE LOS PLATOS
DE CALEFACCION
13 DISEÑO DEL SISTEMA OLEOHIDRAULICO
I3.I DISEÑO DE LOS CILINDROS HIDRAULICOS
13.l.l Diseño del cilindro principal
13.1.2 Diseño del cilindro hidráulico auxiliar
13.2 CALCULO DE LA PRESION DE LA BOMBA
13.3 CALCULO DEL CAUDAL (cpM) REQUERTDO
13.4 CALCULO DE LA POTENCIA DEL MOTOR
HIDRAULICOS
I3.8 CALCULO Y DIMENSIONAMIENTO DE LOS
CILINDROS HIDRAULICOS
13.8.1 Espesor de la pared:cilindro principal
13.8.2 Espesor de la pared: cilindro auxiliar
ELECTRICO 2',lo
I3.5 CALCULO DEL DIAMETRO DEL VASTAGO PARA EL
CILINDRO PRINCIPAL 211
I3.6 CALCULO DEL DIAMETRO DEL VASTAGO PARA LOS
CILINDROS AUXILIARES 213
13.7 MATERIAL DEL VASTAGO PARA LOS CILINDROS
195
196
201
201
201
204
206
208
214
214
215
216
¡{lv

13.8.3 Cálculo a pandeo del cilindro principal
13.8.4 Calculo de la tapa de fondo del cilindro
I3.9 SELECCION DE COMPONENTES HIDRAULICOS
216
219
220
220
221
222
223
225
226
226
227
228
229
230
230
231
232
233
233
t3.9.1
13.9.2
l3.9.3
13.9.4
13.9.5
13.9.6
13.9.7
13.9.8
13.9.9
| 3.9.10
t3.9.1I
t3.9.12
|3.9.t3
13.9. t 4
14
DEL SISTEMA
Bomba hidráulica
Electroválvula direccional de doble solenoide
Electroválvula direccional sencilla
Filtro de succión
Filtro de retorno
Filtro de llenado
Válvula reductora de presión
Válvula de secuencia
Válvula check
Presóstato
Manómetros
Válvula check pilotada
Válvula de control de flujo
Visor de nivel
PUESTA EN MARCHA Y MANTENIMIENTO
DE EQUIPOS OLEOHIDRAULICOS
GENERALIDADESt4.l

14.2 PUESTA EN MARCHA DE EQUIPOS
OLEOHIDRAULICOS
¿Esta todo limpio?
¿Esta todo correctamente conectado?
¿Están todas las piezas ajustadas y alineadas?
Fluido
Graduación de la presión
Motores eléctricos
Ajuste
Actividades finales.
MANTENIMIENTO DE EQUIPOS OLEOHIDRAULICOS
MANTENIMI ENTO PREVENTIVO
CUANDO Y PORQUE CAMBIAR EL ACEITE DE SU
SISTEMA HIDRAULICO
t4.2.1
t4.2.2
14.2.3
14.2.4
14.2.5
14.2.6
r4.2.7
t4.2.8
t4.3
14.4
14.5
233
234
234
235
235
235
236
236
237
237
240
14.6 PROPIEDADES DEL ACEITE
14.7 ANALISIS DEL ACEITE
I4.8 SELECCION DEL ACEITE
14 9 CONSERVACION DEL ACEITE EN SERVICIO
CONCLUSIONES
BIBLIOGRAFIA
240
241
244
244
245
246
247
svt

LISTA DE TABLAS
Pág
TABLA 1 orden cronológico de ras sustancias vulcanizantes 26
TABLA 2 Número SAE para aceite 6g
TABLA 3 compatibitidad de fluidos hidráulicos y juntas g2
TABLA 4 capacidad del deposito en función del volumen gg
TABLA 5 Condiciones de filtración del sistema 91
TABLA 6 Condiciones de filtración corponentes 92
TABLA 7 Temperatura de trabajo para fluidos 94
TABLA I Influencia de la temperatura en la duración de los aceites
TABLA 9
TABLA 10
TABLA 11
TABLA 12
valores generales duración de horas
Máximo coeficiente de trabajo admisible
para cálculos de tubos (l/3 carga máxima)
Tuberías por tamaños y números schedute
Acabado de superficies
Juntas para émbolos
95
101
104
127
130
xvtl

TABLA 13
TABLA 14
TABLA 15
TABLA 16
TABLA 17
TABLA 18
TABLA 19
TABLA 20
TABLA 21
Características de las bombas de engranajes
exteriores
Características de las bombas de engranajes
de paletas
Algunos tipos de bombas y sus aplicaciones
Selección de la bomba por presión
Selección de la bomba por rendimiento
Selección de la bomba por velocidades
de accionamiento
Distribuidores de control direccional
Tipos de correderay dispodición de los muelfe
Formas de accionamiento de las válvutas
141
143
158
159
163
166
177
179
180
Itvnt
LISTADO DE FIGURAS
Pá9.
FIGURA 1 Recolección de látex 10
FIGURA 2 Preparación de hoja ahumada 1T
FIGURA 3 Plano del ahúmadero 19
FIGURA 4 Combinación del azufre y del caucho a 135 .
(azufre total: 37%)' 29
FIGURA 5 Combinación de azuÍrey del caucho a 135 .C
(azufre total 10 %) 31
FIGURA 6 Combinación de azufre y del caucho a i35 " y
a 155" C (azufre total 155 "C) g2
FIGURA 7 Influencia de la temperatura de vulcanización sobre
las propiedades mecánicas de un vulcanizado
caucho-azufre a 147 "C 33
xix

II
I
I
I
FIGURA 8
FIGURA 9
FIGURA 1O
FIGURA 11
FIGURA 12
FIGURA 13
FTGURA 14
FIGURA !5
FIGURA 16
FIGURA 17
FIGURA 18
FIGURA 19
FIGURA 20
FIGURA 21
FIGURA 22
Influencia de la temperatura de vulcanización
sobre las propiedades mecánicas de un
vufcanizado caucho-azufre a 12O minutos
Efecto de plato
Acción aceleratriz retardada '
Gráfico de la ley de Newton de la viscosidad
Principio de Pascal
Transmisión de la presión de un liquido
encerrado en un recipiente
Flujo laminar
Flujo turbulento
Gráfica del teorema de Bernoulli.
Viscosidad en poises
Indice de viscosidad
Lubricación en piezas móviles
Capacidad de lubrificación
Tanque de aceite
Cilindro a pistón de inmersión o a pistón sin
vástago izq. Sin tope interno, der; con tope
interno (pistón guía)
35
38
41
46
50
53
57
57
5B
65
70
74
75
86
113

FIGURA 23 Cilindros a presión de efecto simple; izq. Con
resorte interno, der. Con resorte externo 115
F|GURA 24 Cifindro de vástago unilateral 117
FfGURA 25 Cilindro con vástago en ambos lados 117
FIGURA 26 Cilindro en tandem 119
F|GURA 27 Cilindro telescópico Oe simple efecto 12O
FIGURA 28 Cilindro hidráulico en construcción por tirantes
con fijación por brida en la cabeza del tornillo 122
FIGURA 29 Cilindro hidráulico en construcción por tirantes
con ojo articulado en la base del cilindro 129
FIGURA 30 cilindro hidráulico de construcción redonda con
brida en la cabeza del cilindro. 125
FIGURA 31 Disposición de los intersticios de fuga en una
bomba de engranajes exteriores 1gT
F|GURA 32 Esquema de una bomba de éngranajes internos 14o
FIGURA 33 Funcionamiento de una bomba hidráulica de
144paletas
FIGURA 34 Bomba de pistones en línea 149
FIGURA 35 Esquema típico de una bomba de pistones
radiales 150
ssl

FIGURA 36
F¡GURA 37
FIGURA 38
FIGURA 39
FIGURA 40
FIGURA 41
FIGURA 42
FIGURA 43
FIGURA 44
FIGURA 45
FIGURA 46
FIGURA 47
FIGURA 48
FIGURA 49
FIGURA 50
FIGURA 51
FIGURA 52
FIGURA 53
Variación del caudal de una bomba de pistones
radiales 150
Bomba de pistones axiales 151
Bomba de pistones en ángulo 152
Funcionamiento del compgnsador 154
Gráfica de Caudal vs presión 161
Gráfica caudal vs desplazamiento 162
Símbolo de una váivula de dos vías 171
Esquema de una válvula direccional de dos vías 174
Conexiones para los distribuidores de tres vías 175
Esquema de funcionamiento de un distribuidos
de cuatro vías
Esquema de funcionamiento de la válvula
de 4 vías
Tipos de corredera
Válvula de estrangulamiento
Válvula de secuencia
Válvula antirretorno
Válvula de seguridad simple
Válvula de seguridad pilotada
Válvula reductora de presión
176
177
178
183
, 185
188
190
192
193
xxll

FIGURA 54
FIGURA 55
Válvula de descarga
Datos para la selección de la bomba hidráulica
194
211
¡ixnl

LISTADO DE ANEXOS
Pág.
ANEXO 1 Nomográma para la selección de diámetro de
la manguera 248
ANEXO 2 Modos de fijación de cilindros hidráulicos de
tirantes 249
ANEXO 3 Indicaciones de montaje 25O
ANEXO 4 Simbofos gráficos 252
ANEXO 5 Tipos de montaje de los cilindros y soportes de
vástagos para calcular los esfuerzos de columna
de los vástagos 2Sg
ANEXO 6 Diagrama para determinar las dimensiones del
vástago 2OO
IANEXO 7 Materiales para la construcción de cilindros y
vástagos 261
ANEXO I Montajes de vástagos y cilindro 2O2
ANEXO I Longitud de pandeo en función de la longitud 269
)r:ilv

ANEXO 10
ANEXO 1 1
ANEXO 12
ANEXO 13
ANEXO 14
ANEXO 15
ANEXO 16
ANEXO 17
ANEXO 18
ANEXO 19
ANEXO 20
ANEXO 21
Bomba de desplazamiento variable
Válvula direccional de cuatro vías
Filtro de succión
Filtro de retorno
Filtro de llenado
Válvula de secuencia
Válvula reductora de presión
Válvula check
Presóstatos Atos
Manómetros
Válvula check pilotada
Váfvula control de flujo
264
267
270
271
272
273
274
276
277
279
280
283

LISTADO DE PLANOS
Pág.
PLANO 1 sistema hidráulico para prensa de vulcan izado 2g4
PLANO 2 Prensa erectrohidráurica de vurcanizado por
compresión de 200 Ton. 2gs
' ¡i¡rvi

RESUMEN
El proyecto consiste en el cálculo y diseño de un sistema oleohidráulico para
una prensa de vulcanizado. Para poderlo ejecutar se requiere conocer todo
lo relacionado al caucho, su historia, métodos de obtención y sus
aplicaciones, también sobre el'vulcanizado en el cual se dará su definición,
historia, los diversos procesos de vulcanizado y aplicaciones. Después de
conocer lo referente a estos temas se hará una introducción a la hidráulica
para conocer sus principios de operación y entrar a ideintificar los
parámetros de diseño del sistema (velocidades, presiones, caudales, fuerzas
arealizar etc.) ya que con base a ellos se podrá realizar el circuito hidráulico
y poder calcilar los componentes de la unidad (bomba hidráulica, controles
de flujo, válvulas direccionales, controles de presión tuberías, etc). se
tomaran como referencia productos que se consiguen comercialmente, esta
selección se hará por catáiogo utilizando la marca Sperry-vickers, se hará
énfasis en el diseño de los citindros hidráulicos donde se dará a conocer
tipos, dimensionamiento, materiales de fabricación, espesores de pared, etc.
xxvtl
posteriormente se hará un estudio del aceite hidráulico que se puede utilizar
y se dará una guía sobre ei mantenimiento del sistema.
xxt4lt
INTRODUCCION
se realizará er diseño de 'un sistema hidráulico para una prensa
efectrohidráulica de vulcantzado por comprensión para 200 ton. La prensa
posee tres platos de calefacción; los cuales tienen en su interior resistencias
eléctricas que atraviesan ros mordes en su totaridad, para rearizar el
calentamiento de los moldes y alcanzar la temperatura de trabajo requerida
para realizar el proceso de vulcanizado.
La prensa cuenta con cuatro cilindros hidráulicos, dos de simple efecto y dos
de doble efecto, ros primeros son ros encargados de dar ra capacidad de ra
máquina y los segundos de hacer subir y bajar ros primeros.
Ef diseño de los elementos o componentes hidráulicos se realizarátomando
la marca Sperry Vickers de sus catátogos @ELECTRONICS catatoq 400 V
U¡iv¡rsided Aulónoma dc 0ctldorl¡SECCION SIBLIOTECA

2
Se ha escogido esta marca por ser una de las más utilizadas en la industria.
Para la fabricación de piezas en caucho se utilizan moldes que poseen la
forma de la pieza que se requiere, estos moldes se encuentran adheridos a
los platos de calefacción los cuales le transmiten el calor a los moldes.
Al introducir el caucho crudo en los moldes, estos le transmitirán el calor, y
la prensa los compresionará a unas condiciones de tiempo y temperatura
determinados, obteniendo un caucho vulcanizado con propiedades
mejoradas.
Algunos productos vulcanizados en nuestra industrias son:
Bandas transportadoras
Tapetes para automóviles
Pisos en caucho
o Llantas
o Partes para la industria automotriz
Es por esto que cada día se está haciendo más fuerte el uso del caucho
para reemplazar cualquier tipo de pieza ya $re los materiales vulcanizados
están mejorando sus propiedades a un bajo costo y de manufactura sencilla.

1. EL CAUCHO
1.I GENERALIDADES
1.1.1 Descubrimiento Del Caucho
Es probable que Cristóbal Colón fuera el primer europeo que manipulara el
caucho según el celebre historiador Antonio Dr. Herrera que describe los
viajes y conquistas de los españoles, cristóbal Colon, en el curso del
segundo viaje a América (1493-1496)- hab-ría en efecto, tenido conocimiento
de un juego de los indígenas de Haití, en el cual utilizaban pelotas
constituidas de una resina elástica.
Pero fue solamente hacia el año 1615 cuando se llegó a conocer por medio
de una obra titulada de la monarquía indiana, algunas aplicaciones útiles del
caucho. Juan de Torquemada describe la fabricación de un producto
denominado "Ulei", preparado por los.indígenas de México utilizando Látex
de un árbol llamado "ule" al objeto de impermeabilizar sus vestidos.

Sin embargo, el interés que Europa debía prestar a este producto por sus
numerosas aplicaciones prácticas, no fue despertado hasta mucho tiempo
después y gracias a dos sabios franceses: La condamine y Fresneau.
La Condamine había sido enviado por la Academia de Ciencias de parís a
América del Sur para medir qn arco de meridiano a ia altura del Ecuador.
Durante los ocho años que duro esta misión de 1Tg6 a 1744, las
observaciones mas diversas fueron hechas sobre las ciencias naturales. La
Condamine envió a la Academia de Ciencias algunos trozos de una masa
pardusca semeiante a la resina; procedían de un árbol que los indígenas
llamaban "Heve", y cuya fortateza rasgada dejaba escurrir un liquido blanco
lechoso, que se solidificaba y oscurecía gradualmente al aire.
Hizo observar que el mencionado árbol crecía en las márgenes del
Amazonas, y que los indios Mainas llamaban a la materia obtenida ,,Caucho,,
(denominación compuesta de dos palabras: caa, Madera y o-cho Fluir o
llorar).
El ingeniero Fresneau, que vivía en la Guyana, nos ha dado descripciones
detalfadas del árbol del caucho que en 1762 lo llamó Hevea Guianensis.
Muy pronto se percato que los árboles de caucho no eran exclusivos de
América ni del genero Hevea, pues existían otras plantas capaces de
producir esta sustancia, tanto en Áfr¡ca como en Asia.
Las diversas plantas conteniendo látex con caucho son numerosas y se
encuentran un poco repartidas por toda las superficie del globo, sobre todo
en la zona intertropical. Algunos de estos árboles alcanzan proporciones
enormes, como los Heveas y los Ficus; otros tienen porte de lianas, como el
genero de las Landolphia; otros se reducen a pequeños arbustos, como el
Guayule, o incluso a simples matas herbáceas, como el kok-saghyz. Todas
las plantas no son susceptibles de ser explotadas industrialmente, puesto
que no se trata solamente de recolectar el caucho silvestre, sino de
emprender el cultivo en gran escala con el mayor rendimiento. El árbol
elegido con este fin ha sido el Hevea Brasiliens. De este árbol provienen
actualmente casi la totalidaO O"l caucho puesto sobre el mercado.
Sin embargo la idea de establecer plantaciones de caucho no surgió hasta
que las demandas de este producto alcanzaron grandes proporciones, es
decir, después de descubrimientos que permitieron la utilización practica de
este caucho para la industria.

1.2 PROTECCION Y RECOLECCÉN DEL CAUCHO
1.2.1 Plantas Cuchiferas Y Plantaciones
Existen en la naturaleza gran variedad de plantas productoras de caucho
que contienen un aspecto de lechoso, llamado por esta razon látex, y que en
suspensión de caucho es un suero acuoso, como la leche es una
suspensión de materias grasas.
Estas plantas, muy numerosas, y que pertenecen a especies botánicas
extremadamente variadas, están repartidas 'especialmente
en .la zona
intertrópical; en particular se las encuentra en la.parte norte de América del
sur, en el Eirasil, en América Central en África, desde Marruecos hasta
Madagascar; en Ceilán, en la parte Meridional de la India, en Indochina, en
Tailandia en Malasia, y en Indonesia.
Es evidente que no todas las plantas productoras de caucho pueden ser
explotadas industrialmente, bien porque el rendimiento del látex sea
demasiado bajo, ya que las cantidades de caucho contenidas en el látex
sean insuficientes, ya, en fin, porque el caucho suministrado vaya
demasiado mezclado con superficies extrañas, tales como las resinas.

Desde que el interés comercial e industrial del caucho se ha manifestado, se
ha buscado un medio de racionalizar su recolección creando plantaciones
con aquellos árboles considerados los mejores productores de caucho.
Con este fin comenzaron las plantaciones experimentales de Ficus Elástica,
Funtumia, Castilloa y Manihot, Pero estas plantaciones desaparecieron
rápidamente ante el cultivo de la Hevea Brasiliens, cuya superioridad
indiscutible se revelo en seguida.
Las plantaciones de Hevea Brasilienes cubren más de cuatro millones de
hectáreas, que se reparten principalmente entre Malasia, lndonesia,
Ceilán e Indochina (Viet-Nam, Cambodia). Estas plantaciones suministran el
97oA del caucho natural.
1.2.2.Plantación Del Hevea
Ef Hevea posee una altura media de 2o metros. En un suelo adecuado, con
su raíz napiforme se adentra profundamente y asegura a la vez una sólida
fijación, amplias facilidades de alimentación y una gran resistencia a la
sequía.

Una vez el año pierde sus hojas; su fruto, característico de las Euforbiaceas,
se compone de una cápsula con tres lóbulos, cada uno de los cuales
enciena una semilla.
El establecimiento de la plantación exige una elección minuciosa del terreno
siendo los suelos los que más favorecen, en general los arcillo-arenosos,
naturalmente drenados, cubiertos de bosque y ricos en alimentos y
. sustancias orgánicas.
En esencia, la técnica moderna consiste en plantar solamente razas
seléccionadas, es decir, plantas injertadas o plantas obtenidas de semillas
seleccionadas.
1.3 EXPLOTACION DEL HEVEA
Tiene como fin la recolección y el tratamiento del Látex hasta transformarlo
en caucho bruto o su expedición en estado líquido.
1.3.1 Recolección del látex
El Látex esta contenido en una red de tubos capilares ó tubos lacticíferos
que se encuentran por todas las partes vivas de la planta.

Sin embargo, estos tubos capilares no se encuentran más que en la corteza,
no existiendo en el leño. Si se practica una incisión en la corteza del árbol,
se produce una abertura en el depósito constituido por los vasos lactiferos y
en consecuencia, fluye el látex a lo largo de la incisión. Este derrame cesa
af cabo de 2 a 5 horas, y el látex exudado se coagula sobre la incisión como
la sangre se coagula sobre una herida.
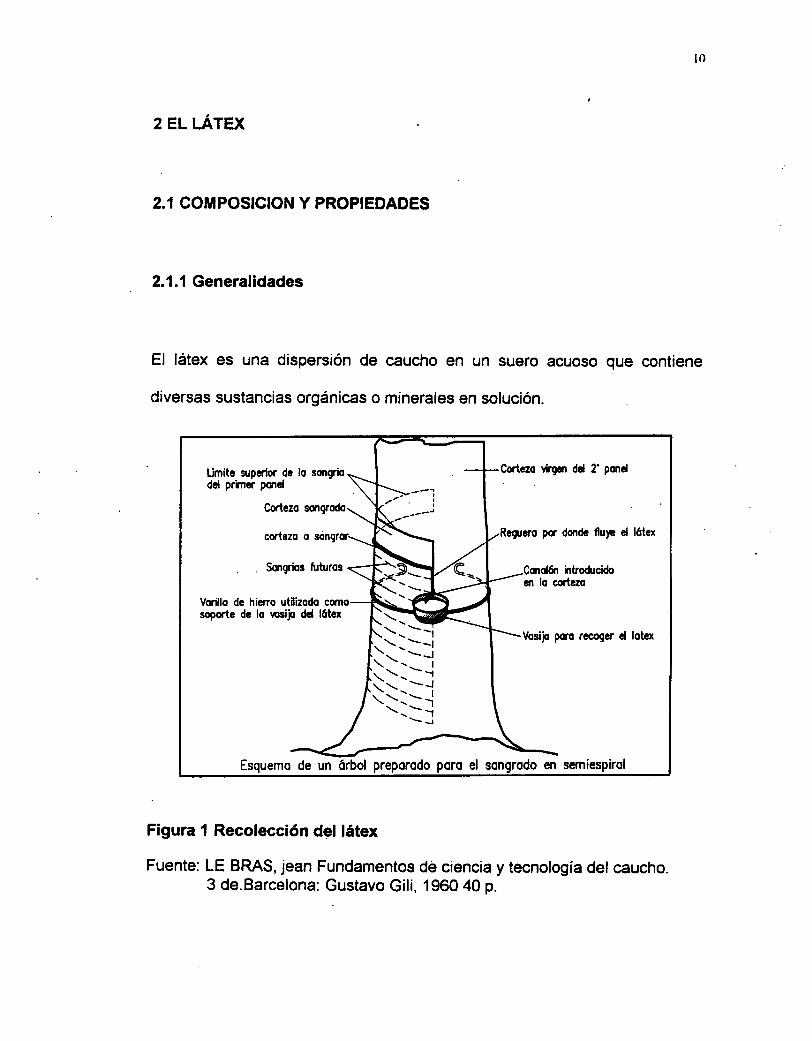
La sangría se efectúa durante las primeras horas de la mañana, después de
haber sangrado sucesivamente todos los árboles designados, el sangrador
vuelve al primero y retira el recipiente en donde ha escurrido el látex y lo
vierte en un cubo. (Ver figura 1).
El rendimiento del.Látex varia de forma importante según la naturaleza de
los árboles. Los Hevea de semillas no seleccionadas suministran de 500 a
600 Kg de caucho seco por hectárea y año. pero en plantaciones
modernas, ciertas superficies pueden alcanzar o sobrepasar de 2000 kg.
l0
2 EL LÁTEX
2.I COMPOS¡CION Y PROPIEDADES
2.1.1 Generalidades
El látex es una dispersión de caucho en un suero acuoso que contiene
diversas sustancias orgánicas o minerales en solución.
Figura I Recolección del látex
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del caucho.3 de.Barcelona: Gustavo G¡l¡, 1960 40 p.
Limitc srperior dc lc sonEioo- | --l-Cútezo vigat dd 2'ponCdel prlmcr pod I
cortezo o sdnqror- 5\ l'Regu,cr..o pc dondc llup el l6tex
. Songrios tuturos af,g}{-/C_ | -Conol6n intrcdr¡cido
soporte dc lo rcsilr dd lótex
Vosi! poro rccogcr d loter
de un órbol preporodo poro el songrodo en
i..-j

il
En el estado actual de nuestros conocimientos, se sabe qr" "l látex se
forma en un sistema laticífero independiente del sistema vascular normal.
pero se conocen muy pocos datos en relación con su origen fisiológico.
Ciertos autores, como Harries y Ditmar, pensaron que el caucho era un
producto resultante de la transformación de los azúcares y en especial de
las pentosanas. Otros investigadores ven una relación entre la elaboración
del caucho y el consumo de las reservas de almidón. Prokofiev dedujo de
sus trabajos que la síntesis del caucho se verifica verdaderamente en los
laticíferos a partir de los hidratos de carbono y según el esquema siguiente:
monosaéri dos-acetona-aceta I deh ido-i sopreno-caucho.
Más recientemente, J. Bonner, como consecuencía de.sus investigaciones
efectuadas en el guayule, ha emitido una teoría según la cual la formación
del caucho se desarrollaría por el proceso siguiente: el ácido acético,
reaccionando sobre la acetona, produciría el ácido Beta-metílcrotónico, que,
por autopolicondensación seguida de reducción, conduciría a las cadenas
isoprénicas. Los trabajos de Teas sobre el hevea han confirmado la función
representada por el ácido acético.
t2
2.2 PROPIEDADES FISICAS DEL LATEX
Este es un líquido blanco, opaco, de aspecto análogo al de ta leche; fresco,
puede presentarse con un color más o menos amariltento según su origen,
pero a veces tiene color gris, sobre todo en el curso del almacenaje, por el
sulfuro de hierro procedente de los recipientes, así como de los productos de
fermentación.
Ciertas propiedades del látex evolucionan en el transcurso del tiempo,
incluso cuando se le añaden agentes de preservación, como consecuencia
de modificaciones sufridas por los constituyentes del no+aucho.
2.2.1Densidad
El peso específico del látex está comprendido entre o,gz3 y 0,929; este peso
específico es la resultante de los pesos específicos del suero (1.02) y el de
las partículas de caucho en suspensión (0,91). La determinación de la
densidad constituye una medida aproximada de la cantidad de caucho
contenido en el látex.

t3
2.2.2 Viscosidad
El látex es un líquido no newtoniano y frecuentemente tixótropo; la
determinación de la viscosidad en valor absoluto es delicada. En la práctica
se refieren siempre los resultados obtenidos a un mismo aparato en las
mismas condiciones. Se utiliza en Francia el método llamado de "La caída
de la bola", que consiste en medir la vélocidad del desplazamiento de una
bola de acero en el interior de un tubo de vidrio calibrado lleno de látex
La viscosidad del látex puede variar en grandes proporciones: causa
principal de esta variación es la concentración en caucho; la viscosidad de
un fátex fresco de 35o/o de 'caucho está comprendida entre 12 y 15
centipoises, mienfras que la de un látex concentrado con 60% de caucho
está comprendida entre 4o y 12o centipoises, considerada el agua como
unidad (1 centipoise).
Pero ta concentración de caucho no es la única causa de variación. Hay
látex que, con la misma cantidad de caucho, pueden tener viscosidades
diferentes: entre los factores responsables de esta divergencia se pueden
citar la dimensión de las partículas, el método de preservación, el tiempo de
almacenamiento, etc.
l{
2.2.3 Tensión superficial
La fase acuosa del látex contiene un gran número de sustancias que rebajan
la tensión superficial. La tensión superficial de un látex normal está
comprendida entre 38 y 40 dinas/cm, contra 71-72 que presenta el agua. El
mejor método para medir la tensión superficial del látex es el que utiliza el
aparato de Lecomte du Nouv (Desprendimiento de anillo).
2.2.4 Ph
El valor de Ph en el látex tiene una gran influencia sobre la estabilidad; este
Ph es ligeramente alcalino en el momento de la sangría, pero rápidamente
se vuelve ácido; esta acidez se desarrolla como consecuencia de la acción
de ciertos microorganismos o enzimas que existen en el látex-
El Ph del látex preservado con amoniaco es alrededor de 10,3.
La medida del Ph del látex se efectuaba primeramente por métodos
colorimétricos. Estos han sido'abandonados por falta de precisión dada la
opacidad del látex. Actualmente se ha generalizado el empleo del electrodo
de vidrio, que permite medidas rápidas y sensibles.

t5
2.2.5 Conductividad Eléctrica
La conductividad del látex, ligada a los compuestos ionizables del suero,
varia en razón inversa al contenido del caucho. Esta conductividad
evoluciona rápidamente en el látex fresco, siempre que éste se encuentre
insuficientemente preservado, demostrándose entonces que está en relación
con el contenido de ácidos grasos volátiles, los cuales tienen una influencia
perjudicial sobre la estabilidad mecánica.
3. PREPARACION INDUSTRIAL DEL CAUCHO
El látex recolectado es tratado de forma conveniente para extraer el caucho;
para esto hay que coagular el látex.
La coagulación del látex, puede ser definida como el agrupamiento de todas
las partículas de caucho.
El látex desde su llegada a la fábrica, se filtra y vierte en grandes recipientes
de una capacidad de 2500 litros.(2.5 mt¡. Después se diluye hasta llegar a
una concentración flja de caucho comprendida entre el 12 y 2O%.
Seguidamente se transvasa a los baños de coagulación, los cuales tienen
una capacidad de 700 a 1500 litros en donde se le mezcla cuidadosamente

t6
fa solución del agente coagulante (Acido acético al 1o/o ó ácido fórmico al
0,5%).
Los baños de coagulación son rectangulares y contienen tabiques ó
particiones dispuestos de una manera óspecial, de tal suerte que el coagulo
puede formar una lámina continua.
Cuando la mezcla de látex y el agente de coagulación está bien
homogeneizada, se bajan los tabiques y se deja efectuar la coagulación.
Esta operación se termina después de tres ó cuatro horas, obteniéndose así
una banda lisa y continua de coagulo, que será lavada, enjuagada y por
último secada. Sin embargo las condiciones de este tratamiento difieren un
poco de cuando se trata de obtener crepé u hoja pálida.
3.I PREPARACION DE HOJA AHUMADA
En la preparación de esta última, las placas de coágulo son dirigidas por
canales en las cuales circula agua, hacia el juego de laminadores (Ver figura
2l; aquí el caucho es prensado y lavado al mismo tiempo. Estos
laminadores, lo mas frecuente en número de cuatro, poseen cilindros lisos
girando a la misma velocidad excepto el último, cuyos cilindros contienen

t7
grabados que imprimen a las hojas dibujos característicos, facilitando el
secado al aumentar la superficie de evaporación.
Figura 2 Preparación de hoja ahumada
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del caucho.3 ed. Barcelona: Gustavo G¡l¡, 1960 44 p.
A la salida, la banda de caucho, con un espesor de 3 a 4 mm, es cortada en
hojas, las cuales se colocan sobre estante fijados en carritos. Después de
escurridas se conducen al secador del ahumadero. Esta operación tiene por
objeto secar el caucho e impregnar el caucho de sustancias creostadas que
desempeñan el papel de antioxidantes y antisépticos. La Figura 3 muestra el
plano de un ahumadero. El ciclo completo de secado con humo dura de dos
DEPOSITO DE RECEPCION
DEL LAIEX
Esquemo de un lominodor
l8
a cuatro días, elevándose progresivamente la temperatura de 45 a 60 oC.
Una vez secadas las hojas, se seleccionan, separando aquellas que
presenten defectos.
Ciertas plantaciones preparan igualmente hojas secadas al aire, pero
suprimiendo el ahumado. De esta forma resultan hojas claras, que son
apreciadas para ciertas fabricaciones.
3.2 PREPARACION DEL CREPE PALIDO
La preparación del crepé pálido difiere un poco de la preparación de la hoja
húmeda. A la salida del baño del coagulación, las hojas de coaguto pasan
sucesivamente por varios crepedores (laminadores), generalmente un
número de cuatro.
Estos crepedores son unas máquinas constituidas en esencia por dos
cilindros paralelos que, a diferencia de los cilindros utilizados en la
preparación de hojas, giran a velocidades diferentes y llevan en su superficie
estrías o canaladuras. Poi' consiguiente, el caucho, que sufre un gran
número de pasadas entre lob cilindros se estira y se desgarra; como además
la operación se verifica ante una corriente de agua, el lavado se verifica en
forma extremadamente eficaz. este crepé contiene menos constituyentes no-

l9
.caucho, particularmente prótidos; por tanto no necesita ahumado para su
conservación.
Figura 3 Plano del ahumadero
Fuente. LE BRAS, jean Fundamentos de ciencia y tecnología del caucho.3 de. Barcelona: Gustavo G¡li, 1960 45 p.
Con relación al secado, es posible efectúa a la temperatura ordinaria
siempre que se dispongan de secadores ventilados. Sin embargo, la
costumbre es operar, generalmente en aire caliente, valiéndose de
Cóm. de humos
o,
IEl8tc,lolctt=ta
.E(-)
Esquemo de un dispositivo ohumodero-secodor
Productor de. humos
Coldero
ffilsEccr0N BIBLIoTECA I
20
termoventiladores; la temperatura a la cual se varia esta operación es de 40
a 45o C con una duración de cinco a seis días.
En el caso de fabricación de crepé suela (obtenido por superposición de
hojas delgadas de crepé, sometidas a presión),se procura conseguir un
producto tan blanco como sea posible. A tal fin se practica frecuentemente
una precuagulación que permita separar la fracción más amarilla.
3.3 PREPARACóN DE CREPES SEGUNDARIOS
Los llamados crepés secundarios están preparados con los desechos
formados en el curso de la recolección y de la fabricación.
Los principales desecho son: el. sernamby, banda de caucho coagulado
recogida en la entalladura de la corteza de la sangría: los cup scraps o
residuos del fondo, procedentes del látex escurrido de la entalladura
después de la recogida; el lump, que procede del caucho coagulado
espontáneamente durante el transporte; el scump, producido por la espuma
que reúne en la superficie de los baños de coagulación. El conjunto de estos
desechos se designa con el nombre de scraps. Contienen numerosas
impurezas, y por tal razón el lavado debe efectuarse esmeradamente.

2.LA VULCANIZACION
2.l.GENERALIDADES
La vulcanización es la reacción más importante del caucho crudo, siendo a
su vez la que ha dado lugar al enorme desarrollo de sus empleos.
2.1.1 Historia
En 1819 el investigador americano Thomas Hancock había observado como
los trozos de caucho recién cortados poseían la propiedad de pegarse
cuando se presionaban los unos contra los otros. Por esta raz6n penso que
debía ser posible, desmenuzando el caucho y soldando los recortes por
presión, preparar rápidamente objetos con las formas y dimensiones
deseadas. A esta operación le llamo masticación y la realizaba con un
aparato compuesto de un cilindro erizado de puntas, girando sobre otro
cilindro hueco, igualmente provisto de puntas.
22
La masticación permitía transformar el caucho bruto, elástico y resistente, en
una masa pastosa y plástica, a la cual es posible, no solamente darles todas
las formas deseadas sino también incorporarle sustancias sólidas
pulverizadas en grandes proporciones.
Sin embargo, este descubrimiento no tomo toda su importancia hasta 20
años más tarde, una vez hecho el descubrimiento complementario
indispensable: el de la "Vulcanización".
El origen del descubrimiento se debe a un feliz encadenamiento de
circunstancias fortuitas y es indiscutible que esta gloria pertenece al
americano Charles Goodyear.
Desde 1831, Goodyear realizaba experiencias tras experiencias con el
objeto de mejorar las cualidades del caucho; se esforzaba sobre todo por
encontrar un "secante" capaz de evitar la pegajosidad de los objetos
fabricados. En 1839 hizo la observación que debía revolucionar la
industria: El caucho crudo tratado con azufre a una temperatura superior a
su punto de fusión, sufre una transformación que mejora considerablemente
sus propiedades mecánicas, así como su resistencia a las variaciones de
temperatura.
23
A consecuencia de un contratiempo, una muestra cayo sobre un sartén, en
donde, calentada durante algún tiempo, comenzó a inflamarse. Goodyear lo
arrojo rápidamente fuera "Donde se helaban hasta las piedras". A la
mañana siguiente encontró la muestra que había resistido bien estos
bruscos tratamientos (El calor y el frío) convertida en blanda y elástica.
La intervención del calor, actuando en una muestra de caucho y azufre,
permitía fijar las cualidades tan valiosas del caucho: su elasticidad y su
resistencia; al mismo tiempo se suprimía su adhesividad.
Pero fue Hancock, inventor inglés, quién redescubrio la vulcanización y dio
nombre al procedimiento.
2.1.2 Definición:
Puesto que elfenómeno de la vulcanización no corresponde a su etimología,
ya que ha tomado un concepto mucho más amplio, es necesario darle una
definición más adecuada.'
Se podría decir que la vulcanización es una transformación del caucho que
tiende a hacerlo pasar de un estado predominantemente plástico a un
estado predominantemente elástico; pero esto podría hacer creer que la
2+
elasticidad es debida a la vulcanización, cuando, de hecho, es una
propiedad intrínseca de la molécula de caucho. Por tanto, la definición más
satisfactoria podría ser en la actualidad la siguiente: "La vulcanización es
una transformación del caucho que tiende a mantener su elasticidad
disminuyendo su plasticidad".
2.2 LOS AGENTES VULCANIZANTES
si recientes estudios de laboratorio han demostrado ta posibilidad de
realizar una vulcanización por intervención de la energía atómica, siempre
ha sido necesario en la práctica hacer uso de un agente vulcanizante
químico.
La tabla 1 indica, por orden cronológico, la lista de las principales sustancias
con acción vulcanizante reconocida, así como los nombres de los
investigadores que han estudiado su efecto primeramente.
Todos estos agentes poseen evidentemente una importancia variable desde
el punto de vista práctico; aunque algunas sustancias hayan podido
encontrar una cierta aplicación industrial, se puede decir que sólo el azufre
ha tenido realmente y tiene todavía un empleo universal. por tanto,
25
podemos basarnos en la acción del azufre para describir elfenómeno de la
vulcanización.
2.3 VULCANIZACION AL AZUFRE
2.3.1 Caso del azufre solo
Es el caso más simple. La incorporación de una cierta cantidad de azufre al
caucho se hace por malaxado. Cuando la mezcla está bien homogénea, se
coloca en un molde, el cual se aprisiona entre dos platillos al mismo tiempo
que se calienta. Cuando la temperatura sobrepasa el punto de fusión del
azufre, 110 nC, este se difunde por toda la masa y se disuelve parcialmente
en proporción variable, según las condiciones operatorias.
Parece cierto que se produce una combinación entre el azufre y el caucho,
puesto que es imposible, aplicqndo los diversos métodos de separación
química, encontrar la totalidad del azufre puesto en juego. La cantidad de
este azufre "combinado" varia evidentemente con la proporción incorporada
a fa mezcla, así como con la temperatura y la duración del calentamiento.

2(t
Tabla.l Orden cronológico de las sustanc¡as vulcanizantes.
Fecha Inventor Agente Vulcanizante1839 Goodyear Azufre1842 Hancock Azufre1846 Parkes Cloruro de Azufre1847 Burke Pentasulfuro de antimonio1912 Ostromislensky Derivados de nitrados1913 Klopstock Halogenuros de selenio y terurio1915 Ostromislensky peróxido de benzoílo1918 Peachey Azufre naciente (SO2 + H2S)1918 Boggs Selenio1921 Buizov Diazoaminobenceno y derivados1921 Romani Disutfuros de tetraalcoiltiouramos1925 Le Blanc y Króger Tiaocinatos de azufre1931 Fisher euinonas halogenadas1932 Edland Telurio1933 Fisher Fenoles o aminas mas agentes
antioxidantes1934 Midgley, Henne y compuestos organometálicos
Shepard1936 Fisher Ouinonas-iminas1939 Rubber-stichting Resinas fenol-formol activas1940 Dufraisse y Compagnon. Vulcanización por prótes¡s-síntesis
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del caucho3 ed Barcelona: Gustavo Gili, 1960 S0 p.
2.3.2 Goma blanda y ebonita
En la práctica, los productos.están lejos de.tener el mismo valor, variando
sus propiedades según la cantidad de azufre combinado. se ha
considerado el porcentaje de 0,15olo partes de azufre como la cantidad

27
mínima que produce una vulcanización definida. Hasta un porcentaje de
azulre alrededor de 8-10% se obtiene un caucho vulcanizado blando. es
decir, el producto comercial corriente. No es necesario explicar que los
objetos del comercio no son únicamente compuestos de caucho y azufre;
otros ingredientes más ó menos numerosos y en proporciones variables
sabemos que se añaden a la mezcla según las necesidades.
Con ef 1O al 25o/o de azufre combinado se obtienen los productos llamados
semiebonitas, poco resistentes, poco elásticas y sin interés práctico; pero
cuando la proporción de azufre llega a ser de 25 aJ2o/o, al producto
obtenido lo llamamos ebonita, materia dura, muy resistente y con poca o
ninguna elasticidad.
2.3.3 Combinación azufre y caucho
Las experiencias de Spence y Young, que fueron llevadas a cabo sobre una
mezcfa conteniendo 37o/o de azufre, han permitido fijar las ideas sobre la
combinación que se opera en la simple mezcla de caucho y azufre. Spence
y Young calentaron esta mezcla a la temperatura de 135 oc, tomando
diversas muestras a diferentes intervalos de tiempo de calentamiento. Cada
una de estas mueslras eran después valoradas analizando las cantidades
respectivas de azufre combinado.

28
La figura 4 se muestra los resultados; se ha llevado a la gráfica la cantidad
de azufre combinado en función de la duración del tiempo de calentamiento.
La variación es lineal; el máximo es alcanzado alrededor de las 20 horab de
cocción, llegando en este intervalo de tiempo a32o/o la cantidad de azufre
combinada, y el "palier" obtenido en la curva indica cómo la combinación
cesa al llegar a esta proporción. Pero si incorporamos a una mezcla 10% de
azuÍre solamente en lugar de 37o/o, se comprueba que, en las mismas
condiciones de calentamiento, la velocidad de combinación del azufre es
mucho más débil. El máximo, esta vez, es de 8,47o de azufre y se alcanza,
como anteriormente, al cabo de veinte horas, y también la cantidad de azufre
combinado aumenta proporcionalmente al tiempo. (ver figura 5). Por otra
parte, la velocidad de combinación del azufre depende de la temperatura a
la cual es sometida la mezcla. En el caso actual, el coeficiente de
temperatura es aproximadamente 2,5, es decir, que la velocidad de la
reacción aumenta 2,5 veces por cáda aumento de 10 oC. ( ver figura 6).
2.4 INFLUENCIAS DE LOS DIVERSOS FACTORES
No sólo el azufre combinado es el único factor que influye en el valor de la
muestra. Las propiedades mecánicas de la $oma blanda, resistencia y
elasticidad, caracteres éstos de los cuales depende la ealidad del producto,
varían con la temperatura y la duración del calentamiento, y no es posible

2tl
apreciarlas, incluso aproximadamente, según la cantidad de azufre
combinado.
Para seguir los procesos de la Vulcanización es necesario medir las
propiedades mecánicas y más particularmente la resistencia a la rotura y el
alargamiento por tracción.
S total: 37%
32o/o
51015202530
HORAS DE CALENTAMIENTO A 135AC.
Figura 4. Combinación del azufre y del caucho a 135 oC (azufre total: 37%)
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del caucho3 ed. Barcelona: Gustavo Gili, 1960 151 p.
Yo
DE
AzU
FRE
ffiü s¡cctoN BIBLIoTEcA I

30
Las gráficas siguientes muestran, respectivamente, la influencia de la
duración de vulcanización, de la temperatura y de la proporción de azufre
introducida en la mezcla.
La figura 7 corresponde a una mezcla de 100 partes de caucho y I partes de
azuÍre, que ha sido calentada a 147 oC, durante tiempos que varían de 90 a
240 minutos. Se ve que el aumento de duración de la vulcanización lleva
consigo un aumento de los módulos, pero también las resistencias a la
rotura pasan por un máximo.
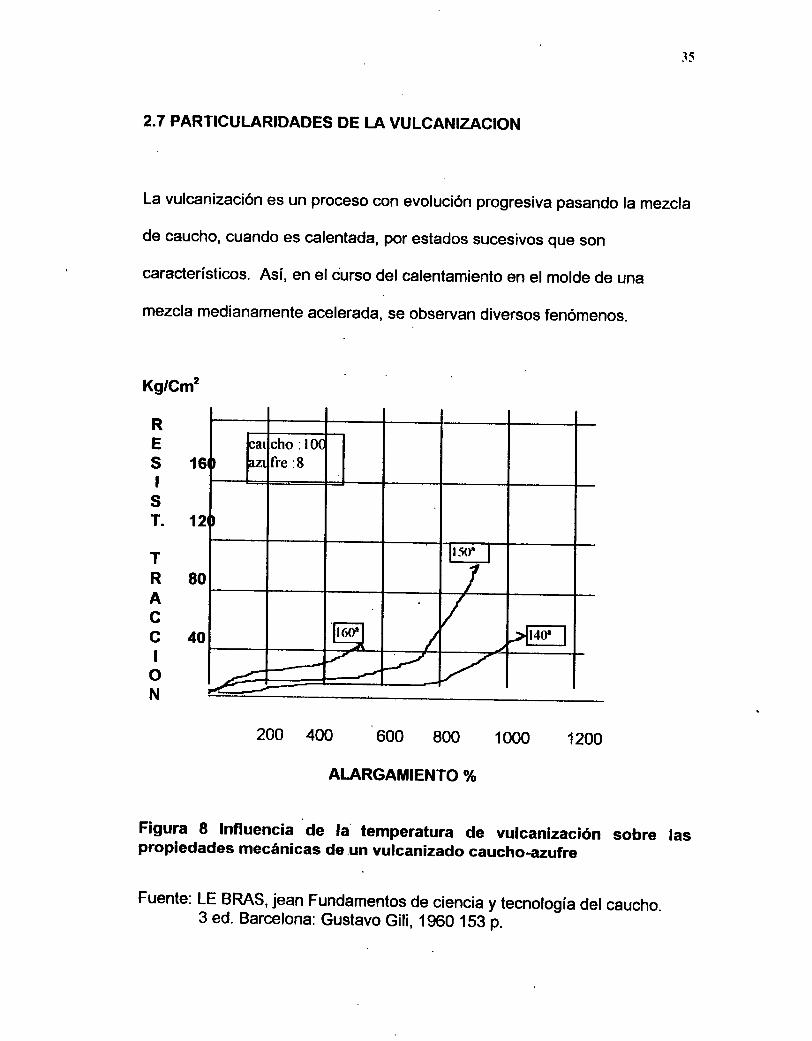
Para la figura 8 la misma mezcla. caucho, 100 partes, y azufre, 8, ha sido
calentada durante 120 minutos a 140, 150 y 160oC . El aumento de
temperatura se traduce por una aceleración de la velocidad de
vulcanización, cosa que se hace patente por el aumento de los módulos de
la resistencia y alargamiento a máximo.
2.5 FENOMENOS SECUNDARIOS
De una manera general, una mezcla de 100 partes de caucho y I partes de
azufre, por ejemplo, necesita, para suministrar un producto resistente y
elástico, un calentamiento aproximado de 2 horas a 150 oC, y 5 horas
aproximadamente a la temperatura de 140 oC. Pero este producto se
conserva mal y pierde rápidamente las propiedades esenciales que él había

.31
o/o
DE
AzUFRE
obtenido, su resistencia disminuye y se desgarra al tacto; se dice entonces
que envejece. El calentamiento.prolongado sufrido por el caucho lleva
consigo una degradación molecular que lo vuelve más sensible a las
alteraciones; por otra p'arte, se comprueba que el caucho se deteriora tanto
más rápidamente cuanto más azufre combinado contiene.
S total:í0%S:8.4%
'1015202530HORAS DE CALENTAMIENTO A 135AC (408'K)
Figura 5 Combinación de azufre y del caucho a l35o C(azufre total:l0%)
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del caucho.3 ed. Barcelona: Gustavo Gil¡, 1960 151 p.
Es preciso señalar también que el azufre ribre, que permanece en las
mezclas vulcanizadas, tiené tendencia a combinarse poco a poco con el
caucho dependiendo de las condiciones de almacenaje y del tipo de mezcla,

t2
produciéndose una postvulcanización que modifica las propiedades iniciales
def vulcanizado.
La vulcanización con azufre solo no se considera, por consiguiente, como
una práctica, pero la experiencia ha descubierto afortunadamente, desde el
comienzo de la industria del caucho, que, adicionándole ciertos productos a
las mezclas, se acelera la velocidad de combinación del azufre; éstos son
S: 32%
5r0152025 30
o/o
DE
AzUFRE
Figuratotal155 acl
Fuente:
HORAS DE CALENTAMIENTO A 135AC
6 combinación de azufre y del caucho a 135 a 155 ac (azufre
LE BRAS, jean Fundamentos de ciencia y tecnología der caucho3 ed Barcelona: Gustavo G¡li, 1gO0 152p.
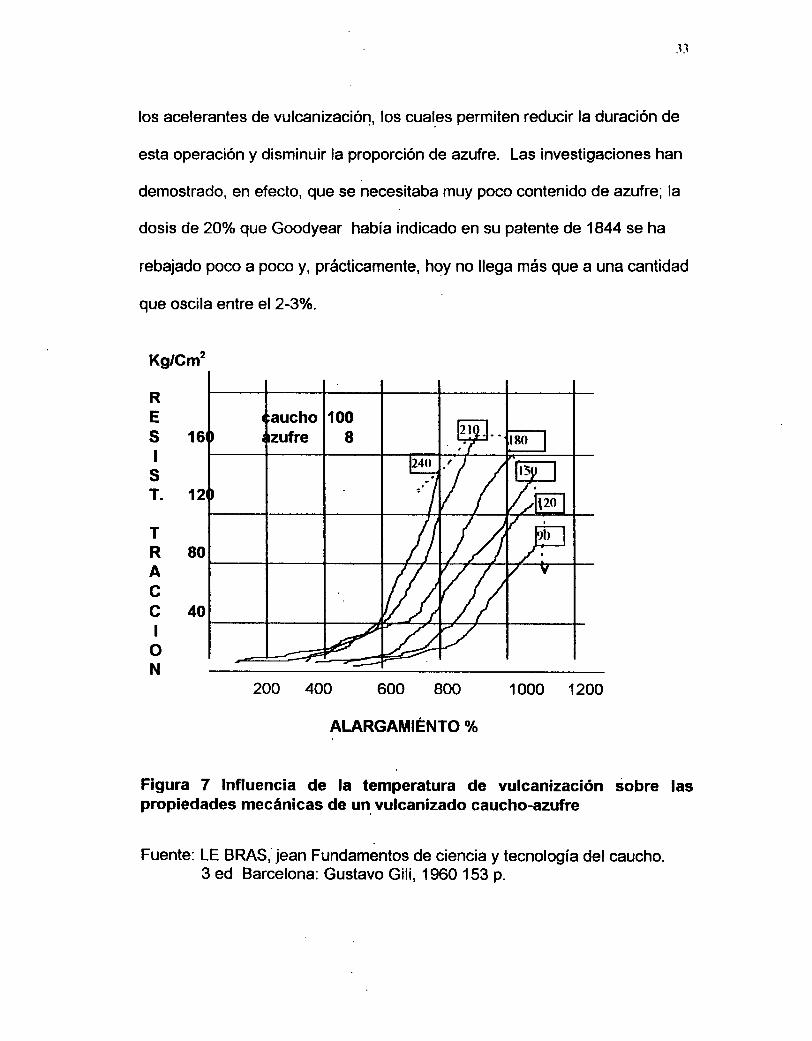
los acelerantes de vulcanización, los cuales permiten reducir la duración de
esta operación y disminuir la proporción de azufre. Las investigaciones han
demostrado, en efecto, que se necesitaba muy poco contenido de azufre; la
dosis de 2O% que Goodyear había indicado en su patente de 1844 se ha
rebajado poco a poco y, prácticamente, hoy no llega más que a una cantidad
que oscila entre el2-3o/o.
Kg/Gm2
REsI
sT.
TRAccI
oN
200 400 600 800 1000 1200
ALARGAMIÉNTO %
Figura 7 Influencia de la temperatura de vulcanización sobre laspropiedades mecánicas de un vulcanizado caucho-azufre
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del caucho.3 ed Barcelona: Gustavo Gili, 1960 153 p.
:¡{
2.6 AZIJFRE Y ACELERANTES
Los acelerantes de vulcanización han llegado a ser indispensables en la
práctica. No es posible llevar adelante las modalidades de la vulcanización
sin tener en cuenta su existencia.
2.6.1 Aumento de la velocidad de vulcanización
Se ha dicho anteriormente que una mezcla de caucho y azufre necesitaba
alrededor de 5 horas de calentamiento a 140"C para suministrar un producto
vulcanizado técnicamente utilizable. Por adición de óxido de zinc a la
mezcla primitiva, la duración de vulcanización puede ser disminuida en una
hora. Con tiocarbanilida son necesarias dos horas solamente; con
mercaptobenzoliazol es suficiente una media hora; es, en fin, cuestión de
minutos con los tiuramos, y casi de segundos con ciertos ditiocarbamatos.
Estas velocidades varían también con la temperatura. Hay, pues, ta
posibilidad de efectuar la vulcanización a la temperatura y duración de
calentamiento que mejor se adapten al fin perseguido.
35
2.7 PARTICULARIDADES DE LA VULCANIZACION
La vulcanización es un proceso con evolución progresiva pasando la mezcla
de caucho, cuando es calentada, por estados sucesivos que son
característicos. Así, en el iurso del calentamiento en el molde de una
mezcla medianamente acelerada, se observan diversos fenómenos.
Kg/Cm2
F Icho . l0(fre:8
lrsü |fq /
/ >f"']
REs1I
sT. 1
TR80Acc40I
oN
200 400 600 800 10oo 1200
AI.ARGAMIENTO %
Figura I Influencia de la temperatura de vulcanizaciónpropiedades mecánicas de.un vulcanizado caucho-azufre
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del3 ed. Barcelona: Gustavo G¡l¡, 1g60 1S3 p.
sobre las
caucho.

-1(;
Al cabo de unos minutos, la mezcla toma la consistencia de una pasta
pegajosa. Un poco más tarde, la muestra se desmolda fácilmente; es
blanda, conserva la deformación á que la sometemos y, si la cortamos, sus
secciones pueden pegarse entre sí; la mezcla ha sido fijada, ha alcanzado
su punto de fijación. Si seguimos calentando, el caucho se hace
progresivamente más elástico y más sólido. Se comprueba que la
resistencia a la tracción aumenta rápidamente, alcanzando así un máximo
más o menos aplastado. Se designa por cocción óptima u óptimo de
vulcanización el periodo más corto que, a una temperatura dada, confiere a
la mezcla el máximo de resistencia a la tracción.
Sin embargo, los valores de la resistencia o del alargamiento a la rotura
tienen una significación más que nada de laboratorio, porque la mayor parte
de los artículos de caucho no han de trabajar en tales condiciones. Se
utiliza con más frecuencia un término que nos da ciertas indicaciones sobre
el perfil de la curva carga-alargamiento; es el módulo, que expresa la fuerza
necesaria para llevar lá muestra a un alargamiento determinado. El módulo
nos da una especie de medida de la "rigidez" del caucho vulcanizado. un
módulo déb¡l corresponde a un producto blando, que se alarga fácilmente
con un pequeño esfuerzo; un módulo alto corresponde a un producto rígido.

37
Para una cocción más prolongada que la indicada por el óptimo, las
propiedades mecánicas disminuyen. Esta disminución se muestra de forma
diferente según la cantidad de azufre. Para las mezclas que contienen más
def 6% de azufre, las muestras llegan a ser frágiles y quebradizas. Para
cantidades más débiles hay una vuelta del fenómeno hacia atrás; la muestra,
una vez endurecida, se reblandece y llega a un estado más o menos
plástico: es el fenómeno de la "Reversión". Sin embargo, la naturaleza del
acelerante influye mucho sobre esta reversión. Garvey indicó, por ejemplo,
en 1938, que los diversos acelerantes comerciales podían ser separados en
dos clases: unos, como las guanidinas, que no protegen contra la reversión;
otros, tales como los tiuramos, con fos cuales el fenómeno no se produce o
queda muy amortiguado.
Estos últimos acelerantes producen lo que se llama "Efecto plato' (Figura 9);
la curva que representa la resistencia a la tracción en función de la duración
de vulcanización es muy aplanada; las propiedades mecánicas del caucho
se mantienen durante largo tiempo con un valor elevado, próximo al óptimo.
Antes de que se haya alcanzado el óptimo de vulcanización, la mezcla se
encuentra subvulcanizada. Por encima del óptimo, se dice que está
supervulcanizada. En los dos casos hay una disminución de las
propiedades mecánicas; además las mezclas sobrevulcanizadas tienen peor

38
envejecimiento. Por ello en la práctica se prefiere en general efectuar una
cocción "técnica" que corresponda a una ligera subvulcanización.
DURACION DE LA VULCANIZACION
Figura 9 Efecto de Plato
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del caucho.3 ed Barcelona: Gustavo G¡l¡, igO0 154 p.
La utilización de acelerantes rápidos y sobre todo la de ultraacelerantes
pueden producir lo que se denomina el "Tostado o chamuscado".
Corrientemente se emplea la palabra tostado en el lenguaje técnico.; pero
también se utilizan los términos: prevulcanización, precocción, vulcanización
incipiente y vulcanización prematura. Durante las operaciones de malaxado
o de elaboración, tales como el calandrado o el budinado, la temperatura de
,/
I
/
I

39
la mezcla se eleva, pudiendo en esas condiciones actuar el acelerante y
producir una prevulcanización. La mezcla se presta mal en estas
condiciones a sufrir los tratamientos posteriores y el control de la
vulcanización llega a ser entonces imposible.
2.7.1 Aceleración retardada
Para remediar el tostado se ha precbnizado el empleo de sustancias que
retardan la acción del acelerante (retardadores ó retardantes). Estos
productos disminuyen la velocidad de vulcanización a las températuras a las
cuales son efectuadas las manipulaciones del modelado, pero sin influir de
manera apreciable en las temperaturas corrientes de vulcanización.
No obstante, podemos conseguir esto de otra manera, empleando
acelerantes que no presenten tendencia al "Tostado', poseyendo sin
embargo la rapidez deseada; estos acelerantes son los llamados de acción
retardada, o de acción diferida.
un trabajo de M. Jones aporta un ejemplo muy característico. Se someten
dos mezclas (ver figura 10), que no difieren en otra cosa que en la
naturaleza del acelerante a una vulcanización con tiempos de cocción
variables.
¡-:rr-r€dtUnlvcrsidad Autúnoma de Occtdmh

{0
El óptimo de vulcanización es alcanzado en cada una de las mezclas en un
tiempo sensiblemente igual: alrededor de 15 minutos. La que contiene
butiraldehidoanilina nos muestra al cabo de cuatro minutos que ha sufrido
una cocción apreciable, mientras que la que fue acelerada con Vulcafor Dau
no presenta en este tiempo,ningún signó de vulcanización. En la primera
mezcla, la acción del acelerante crece regularmente hasta el óptimo; en la
segunda, la vulcanización no se manifiesta hasta pasados T ú g minutos, y
entonces progresa rápidamente.
Esta acción diferida se obtiene principalmente por la mezcla de dos o varios
acelerantes, en particular por la combinación de tiazoles con guanidinas o
tiuramos. Por ejemplo, elvulcafor Dau se compone de dos partes de
disulfuro de dibenzotiazilo y de una parte de disulfuro de tetraetiltiuramo.
Por otra parte, los acelerantes pueden ser más o menos precoces; esta
precocidad se carac lerizapor la temperatu ra a lacual comie nzan a
reaccionar.
sin embargo, el problema técnico se comptica por el hecho de que las
diferentes propiedades físicas de un vulcanizado no alcanzan su valor
óptimo en el mismo tiempo de cocción. De tal manera, que los mejores
envejecimientos corresponden a una cocción un poco más corta que aquel
que da el valor máximo de resistencia a la tracción. Para fa resistencia a la

{l
abrasión se precisa, por el contrario, una cocción un poco más larga, y
todavía se debe prolongar más si pretendemos buscar un aumento de
dureza.
5t0t520TIEMPO DE VULCANIZADO EN MINUTOS
Figura l0 Acción aceleratriz retardada
Fuente: LE BRAS, jean Fundamentos de ciencia y tecnología del caucho.3 ed. Barcelona: Gustavo Gili, 1960 154 p.
La vulcanización llega a ser, pues, una cuestión extremadamente compleja,
y poner a punto una mezcla.exige frecuentemente continuas investigaciones.
,- t t
a
,/ \
/
/I
I
IIII

3. INTRODUCCION A LA HIDRAULICA
3.I GENERALIDADES
El estudio de la hidráulica concierne al empleo y características de los
líquidos. Desde tiempos primitivos el hombre ha usado fluidos para facilitar
sus tareas.
Los más antiguos vestigios históricos muestran que sistemas como las
bombas eran conocidos en las épocas más antiguas. Sin embargo, la rama
de la hidráulica que nos concierne solo empezó a usarse en el siglo XVlll
,basada en un principio descubierto por el científico francés Pascal, se
refiere al empleo de fluidos confinados para transmitir energía multiplicando
la fuerza y modificando el movimiento.
La misma sencillez de la ley de Pascal fue probablemente la causa de que,
dos siglos el hombre no se diera cuenta de sus enormes posibilidades. En
los primeros años de la revolución industrial, un mecánico británico llamado
Josep Bramah utilizó el descubrimiento de Pascal para desarrollar la primera
prensa hidráulica.
3.2 PROPIEDADES DE LOS FLUIDOS Y DEFINICIONES.
Cuando se habla de fluidos de'calidad ligera o delgada, de un combustible
de calidad pesada ó gruesa; los términos delgada ó gruesa son términos
cualitativos, que indican mayor ó menor capacidad para moverse. Hay una
manera cuantitativa de especificar esta propiedad de fluidez y para poder
lograr especificar esta y otras propiedades de una manera cuantitativa y así
poderlas comparar, se requiere primero definirlas.
3.2.1 Fluido.
Se llaman fluidos aquellos cuerpos cuyas moléculas gozan de una gran
movilidad las unas con respecto a las otras, de tal manera que estos cuerpos
toman espontáneamente la forma de los recipientes que los contienen.
Los fluidos se dividen en dos categorías: Los gases y los líquidos. Los
primeros son compresibles; los segundos al contrario son poco compresibles
y para los cálculos prácticos se admiten incompresibles.

+{
Un fluido ideal es aquel cuyas moléculas se pueden desplazar las unas con
respecto a las otras sin fricción interior alguna y se considera incompresible.
En realidad la fricción interior existe en cada fluido y tas fuerzas de fricción
dan origen a una propiedad cai'acterística llamada viscosidad.
3.2.2. Densidad, volumen especifico, peso especifico
La densidad de un fluido se define como su masa por unidad de votumen.
6 = MASA =mVOI-tnrlen V
Las unidades de 6 son gr./cm3 (sistema cGS), Kg/m3 sistema métrico,
Lb/Ft3 ó Stug/Ft3 (Sistema ingtés)
1 Sfug = 32,17 Lbm y una densidad de 1 Slug/Ft3 = 92,1T Lbm/Ft3
volumen específico (v) es el volumen ocupado por una unidad de masa y es
el inverso de la densidad.
VolumenespecíficoV= 1 = 1
Densidad 6
Peso específico es la fuerza de gravedad sobre la masa contenida en la
unidad de volumen, es decir el peso por unidad de volumen.

4-i
Peso específico W
3.2.3. Densidad.
= Peso = Densidad(8)"Gravedad(g)Volumen
La viscosidad es debida a las interacciones entre las partículas del fluido.
Dicha propiedad solo se manifiesta durante el movimiento del fluido, dando
origen a las fuerzas que se oponen al mismo. Cuanto mayor sea su
viscosidad más difícilmente circula por las tuberías.
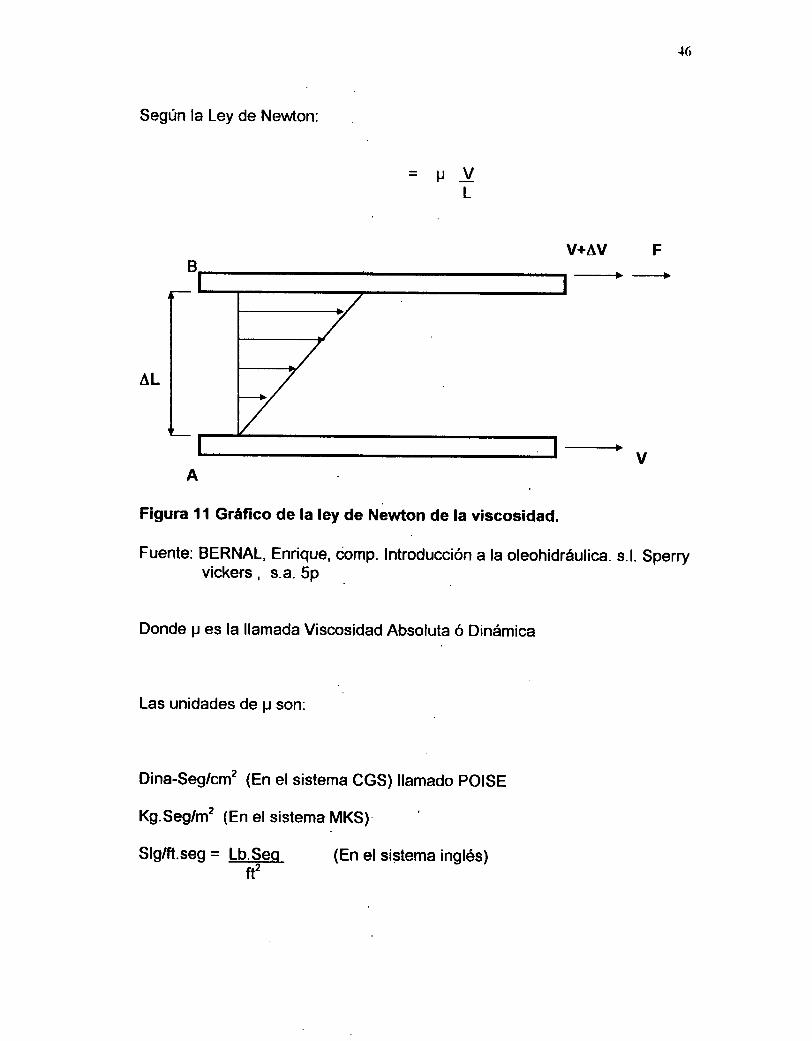
Las dimensiones de la viscosidad se determinan por la Ley de Newton de la
viscosidad.
Si se consideran dos placas planas paralelas de grandes dimensiones (A) y
(B),(ver figura 11) separadas una pequeña distancia L y con espacio entre
ellas llenas de fluido, se supone que la placa superior se mueve a una
velocidad constante de V + ÁV . Al actuar 'sobre
ella una fuerza F, también
constante, el fluido en contacto con la placa B se adhiere a ella moviéndose
a la misma velocidad V + AV, mientras que el fluido en contacto con la ptaca
A se moverá a una velocidad v. Si F es la fuerza aplicada a la capa B y A
es el área de la placa, en este caso la tensión interior de frotamiento será:
J= Tensión interior = Fuerza (F)Area (A)
.t6
Según la Ley de Newton:
V+AV F
-+|
AL
Figura I I Gráfico de la ley de Newton de la viscosidad.
Fuente: BERNAL, Enrique, iomp. Introducción a la oleohidráulica. s.l. Sperryvickers, s.a. 5p
Donde p es la llamada Viscosidad Absoluta ó Dinámica
Las unidades de p son:
Dina-Seg/cmt 1En el sistema CGS) llamado POISE
Kg.Seg/m' (En el sistema MKS)
=pvL
Slg/ft.seg = Lb.Segf(
(En el sistema inglés)
{7
Viscosidad cinemática se llama al coeficiente de la viscosidad absoluta y la
densidad.
Viscosidad cinemática y = Viscosidad absoluta (u)Densidad (5 )
Las unidades de y son:
Cm2/seg (En el sistema C.G.S.) llamado Stoke
m'lseg (En el sistema M:K:S:)
ft2lseg (En el sistema inglés)
1 POISE = 100 centipoises' = 1 Dina.seg/cmz
I POISE = 0,00209 slug/ft.seg = 0,00209 Lb.seg/ft2 = 0,0673 Lb/ft.seg
lStoke = l00centistokes = lcmt/seg = 0,001076ft2/seg
3.2.4 Viscosidad convencional
La viscosidad convencional se mide con ayuda de viscosímetros por la
salida del liquido a través de un pequeño orificio catibrado.

{8
La viscosidad se mide en Europa en grado
Segundos Redwood, y en los Estados Unidos
Saybolt (S.U.S.)
Engler, en Inglaterra en
en segundos universales
*
3.2.5 Indice de viscosidad
El índice de viscosidad de un fluido caracteriza el efecto de las variaciones
de temperatura sobre el cambio de viscosidad. se dirá gue un fluido tiene
un alto índice de viscosidad si esta varia un poco con ra temperatura.
3.3 ESTATICA DE LOS FLUIDOS
El caso especiar de fruidos que en su movimiento se comportan como
sólidos, se incruye en ra estática por ra semejanza de fuerzas que imprica.
Al no haber movimiento de una capa del fluido en relación con la adyacente,
no habrá tensiones de cortadura. Por,eso la estática de los fluidos sobre un
cuerpo ribre únicamente actúan fuerzas normares debido a fa presión.
como la viscosidad solo se manifiesta cuando el fluido está en movimiento,
por consiguiente, el liquido reai, en situación de reposo, se comporta como
un liquido ideal.

+9
3.3.1 Presión en un liquido en reposo
Si se considera un liquido ideal en un recipiente, este liquido no puede
ejercer sobre las paredes más que presiones normales ya que en caso
contrario se producirá movimiento de las partículas adyacentes a tas
paredes, lo cual no tiene lugar.
En un punto de un liquido en reposo existe la misma presión en todas las
direcciones. Esto significa que gobre un elemento superficial de área que
gira alrededor de su centro sumergido totalmente en un fluido en reposo
actúa una fuerza de magnitud constante sobre cada una de las caras,
cualquiera que sea su orientación.
3.3.2. Ecuación fundamental de hidrostática, principio de pascal
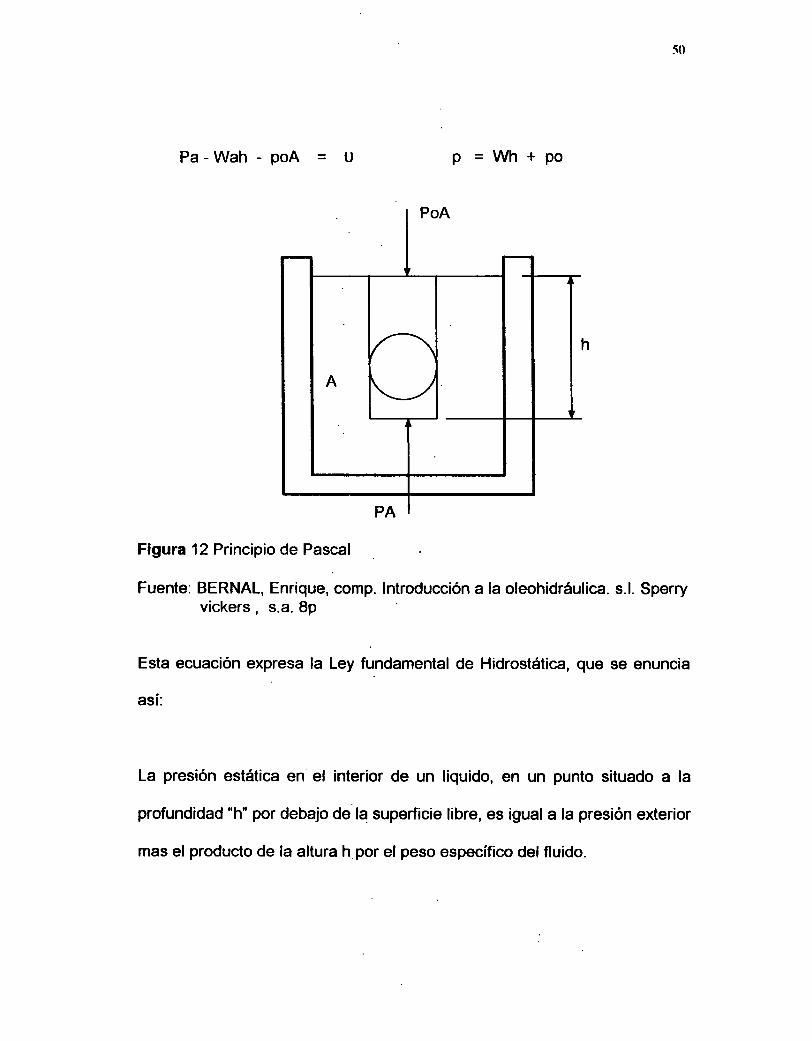
Si se considera un cuerpo libre de un fluido (Ver figura 12 ) consistente en
un cilindro de área seccional reóta de A, con eje vertical de altura.
La presión exterior que actúa sobra la superficie libre del liquido es po. El
peso del cilindro es WAh . Como no existen tensiones de cortadura las tres
fuerzas deben estar en equilibrio, de tal manera que:
50
Pa-Wah - poA = u p =wh+po
Figura 12 Principio de Pascal
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. Sperryvickers , s.a. 8p
Esta ecuación expresa la Ley fundamental de Hidrostática, que se enuncia
así:
La presión estática en el interior de un liquido, en un punto situado a la
profundidad "h' por debajo de la superficie libre, es igual a la presión exterior
mas el producto de la altura h por el peso específico delfluido.

5l
En base a la ley fundamental de la hidrostática, podemos enunciar bajo otra
forma, la ley fundamental del equilibrio de los líquidos.
La diferencia de presiones entre dos puntos dados en un liquido en reposo,
es igual al peso de la columna liquida que tenga por base la unidad de
superficie y por altura la diferencia de niveles entre estos dos puntos.
En lo que concierne a las aplicaciones de la oleo-hidráulica, la altura de las
columnas de aceite nunca sobrepasan los 600 cms lo que crea presiones
adicionales, debidas al peso de la columna de:
p = 0,ooog x 600 = 0,54 Kg/cm' 10.54 x l0-5 Kg/m2)
Donde 0,0009 = Peso específico del aceite en Kg/cm3
p =0,54 Kg/cmz, es relativamente pequeño en comparación con las
presiones desarrolladas por las bombas (300 Kg/cmz ) por lo que se puede
despreciar en los cálculos prácticos de un sistema oleo-hidráulico.
Si aumentamos la presión po en X, la presión p aumentará en ese mismo
valor.
En efecto, p1 = po + Wh y p2 = (po + X) + Wh

52
De donde:
p2 = (po+Wh) +X = p1 + X
El aumento de presión exterior al actuar sobre la superficie libre del liquido,
provoca el mismo aumento de presión en el interior del liquido y como la
presión en cualquier punto del liquido es la misma en todas las direcciones,
podemos enunciar el principio de Pascal.
"Cuando un liquido está sometido a una presión exterior, que actúa en una
sola dirección, esta presión se transmite íntegramente a todas las partes del
liquido en todas las direcciones' (ver figura 13)
3.4 DINAMICA DE FLUIDOS
En la dinámica de los fluidos se estudia el movimiento de los fluidos. Elflujo
de los fluidos es complejo y no siempre puede ser estudiado en forma exacta
mediante el análisis matemático. Contrariamente a lo que sucede con los
sólidos, las partículas de un fluido en movimiento pueden tener diferentes
velocidades y estar sujetas a distintas aceleraciones.
Tres principios fundamentales que se aplican al flujo de fluidos son:

53
1. El principio de conservación
ecuación de continuidad.
de masa a partir del cual se establece la
2. Una fuerza de 1 Kg
apllcada a un tapón con
área de 1 cm2
3. Como resultado
1 Kg de fuerza por cada
cm2 (presión) de la
del recipiente
1. La botella se llena
con un líquido no
compresible
4. Si elfondo tiene
tenemos
un área de 10 cm2
elfondo recibe un
pared
empuje de 10 Kg
Figura 13 Transmisión de la presión de un liquido encerrado en unrecipiente
Fuente: BERNAL, Enrique, comp. lntroducción a la oleohidráulica. s.l. Sperryvickers, s.a. 9p
1. El principio de conseryación de energía a partir del cual se deducen
ciertas ecuaciones aplicables alflujo y a los sistemas oleo-hidráulicos.
5.t
2. El principio de cantidad de movimiento a partir del cual se deducen ciertas
ecuaciones para calcular las fuerzas dinámicas ejercidas por los fluidos
en movimiento.
3.4.1. Definiciones.
El flujo permanente tiene lugar cuando en un punto cualquiera la velocidad
de las sucesivas partículas que ocupan ese punto en los sucesivos instantes
es la misma, por lo tanto la velocidad es constante respecto del tiempo, pero
puede variar de un punto a otro.
El flujo uniforme tiene lugar . cuando el valor, dirección y sentido de la
velocidad no varían de un punto a otro del fluido. El flujo de líquidos bajo
presión a través de tubería S de diámetro constante y gran longitud es
uniforme tanto si es de régimen permanente como si no lo es.
Se llama velocidad media del liquido en una sección dada a la velocidad
cuyo producto por el área de la sección da el caudal del liquido Q = V x A.
Las líneas de corriente son curvas imaginarias dibujadas a través de un
fluido en movimiento y que indican la dirección de este en los diversos

))
puntos del flujo fluido. La tangente es un punto de la curva representa la
dirección instantánea de la velocidad de las partículas en dicho punto.
En el flujo laminar las partículas fluidas se mueven según trayectorias
paralelas, formando el conjunto de elias, capas o láminas. EI valor de la
velocidad adyacente no es el mismo.(ver figura 14)
Al pasar de cierta velocidad llamada "Velocidad crítica" las partículas se
mueven en forma desordenada en todas las direcciones; este es el flujo
turbulento. (ver figura 15)
Elflujo en los sistemas oleo-hidráulicos es generalmente laminar.
3.4.2. Ecuación de continuidad
Si se tiene un elemento de tubo de corriente en movimiento permanente (ver
figura 16) como el liquido es incompresible, el volumen de liquido que pasa
en fa unidad de tiempo por el área 1 debe ser igual al volumen que pasa en
la misma unidad de t tiempo por el área2. Por tanto:
= VA = CONSTANTE= V2MV1 A1
56
3.4.3. Teorema de Bernoulli
El fluido hidráulico en un sistema que trabaja, contiene energía bajo tres
formas: Energía cinética que depende de la velocidad y masa del fluido,
energía potencial que depende de su posición y energía de presión que
depende de su compresión.
Daniel Bernoulli, un científico suizo, demostró que en un sistema con caudal
constante, la energía se transforma de una forma u otra cada vez que se
modifica el área de la sección transversal de la tubería.
El principio de Bernoulli afirma que la suma de las energías cinética,
potencial y de presión, en distintos puntos del sistema debe ser constante.
Al variar el diámetro de la tubería la velocidad cambia. Así pues, la energía
cinética aumenta ó disminuye. Ahora bien, la energía no puede crearse ni
destruirse. Por lo tanto, la variación de energía cinética debe ser
compensada por un aumento o disminución de la energía de compresión, es
decir, de la presión.
Por lo tanto la variación de energía cinética debe ser compensada por un
aumento o disminución de la energía de compresión, es decir la presión.

57
Figura l4 Flujo laminar
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. Sperryvickers, s.a. 11p
Figura l5 Flujo Turbulento
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. Sperryvickers, s.a. 12p

58
Figura 16 Gráfica para teorema de Bernoulli.
Fuente: BERNAL, Enrique, comp. tntroducción a la ol"oftiOr¿rlica. s.l. Sperryvickers, s.a. 12p
4. FLUIDOS HIDRAULICOS
4.1 GENERALIDADES
El ffuido hidráulico es el medio utilizado para transmitir la fuerza desde la
bomba a los mecanismos que realizan. trabajo, tales como cilindros y
motores hidráulicos. El fluido tiene tanta importancia como pueda tener
cualquier otro elemento del sistema hidráulico; por eso sus propiedades
tienen un importante efecto en el Qesempeño y mantenimiento del equipo.
4.2 OBJETIVOS DEL FLUIDO
Elfluido hidráulico tiene cuatro (4) objetivos principales:
1. Transmitir potencia
2. Lubrificar piezas móviles
3. Minimizar las fugas
4. Enfriar o disipar el calor

()()
4.2. 1 Transmislón de potenc¡a
Como es natural, la primera función del liquido hidráulico es la de transmitir
la fuerza aplicada al mismo, debido a esto debe poder circular fácilmente por
las líneas y orificios de los elementos. Demasiada resistencia al flujo origina
perdidas considerables.
El fluido debe ser lo mas incompresible posible para que su acción sea
instantánea. Cuando se ponga en marcha una bomba ó cuando se actúe
una válvula.
4.2.2 Lubrificación
En la mayoría de los elementos hidráulicos, la Iubrificación interna la
proporciona el fluido. Los elementos de las bombas y otras piezas
desgastables se deslizan unos contra otros sobre una película de fluido.
Para que la duración de los componenteS sea larga, el aceite debe contener
los aditivos necesarios para asegurar búenas características antidesgaste.
Como consecuencia de altas presiones, alimentación insuficiente de aceite,
baia viscosidad y movimientos de deslizamiento lentos ó demasiado rápidos,
la película puede romperse.

(rl
.4.2.3 Estanqueidad
En muchos casos el fluido es el único cierre contra la presión dentro de un
componente hidráulico. El ajuste mecánico y la viscosidad del aceite
determinan el porcentaje de fugas ya que aumenta la posibilidad de que se
produzcan pérdidas a través de juntas y retenes, esto es particularmente
cierto para sistemas hidráulicos modernos donde las válvulas, bombas y
motores se componen de piezas muy bien ajustadas para poder mantener la
presión del aceite dentro del sistema.
4.2.4. Enfriamiento
El calor que se produce en los diversos componentes del sistema hidráulico
(Bombas, válvulas, motores, tubería, etc) debe ser transportado por er fruido
hidráulico hacia ef tanque. En parte el tanque entrega el calor hacia afuera
a través de sus paredes. si las superficies de radiación no fueran
suficientes deberán proyectarse intercambiadores suplementarios
(Refrigeradores) para evitar un sobrecalentamiento de la instalación y del
fluido hidráulico.
(t2
4.3 PROPIEDADES DE LOS FLUIDOS HIDRAULICOS
Consideremos a cont¡nuación las propiedades de los fluidos hidráulicos que
fe perm¡ten reaLzar funciones fundamentales y cumpl¡r con sus
requerimientos de calidad:
4.3.1 Viscosidad.
Esta propiedad del liquido es de importancia capital para la adecuada
transmisión de fuerza. La viscosidad indica la resistencia del liquido a fluir.
Dicho de otra manera es la "Densidad" de un liquido a una temperatura
dada. Esta resistencia obedece a dos fenómenos:
1. Cohesión molecular
2. La Transferencia molecular de una capa a otra con lo cual se establece
una fuerza tangencial o esfuerzo cortante.
Si un fluido circula con facilid"o, ., viscosidad es baja. También se puede
decir que el fluido es fino, o que tiene poca consistencia o poco cuerpo.
Un fluido que circula con dificultad tiene una viscosidad alta, es grueso o
tiene mucha consistencia.
Una viscosidad elevada es deseable para mantener la estanqueidad entre
superficies adyacentes. sin embargo, una viscosidad demasiado alta
aumenta la fricción, lo que da como resultado:
o Elevada resistencia alflujo
o Alto consumo de potencia debido a las pérdidas por rozamientos
o Elevada temperatura causada por la fricción
o Aumento a la caída de presión debido a la resistencia
o Posibilidad de que elfuncionamiento se haga más lento
o Dificultad en separar el aire del aceite en el depósito
En caso de que la viscosidad sea demasiado baja:
. Aumento de fugas
o Excesivo desgaste
' Puede reducirse el rendimiento de la bomba haciendo que el actuador
funcione mas despacio.
o Aumento de temperatura debido a fugas.
(r'l
4.3.1.1 Definición de viscosidad:
Algunos métodos para definir la viscosidad por orden decreciente de
precisión son: Viscosidad absoluta en Poise, Viscosidad cinemática en
Centistokes, Viscosidad relativa en segundos universales saybolt (SUS) y
números SAE.
4.3.1.1 1 Viscosidad dinámica:
Considerando la viscosidad como la resistencia que ofrece una capa de
fluido para deslizar sobre otra, es fácil medir en un laboratorio la viscosidad
dinámica. La viscosidad de un poise es, por definición, la viscosidad que
tiene un fluido cuando la fuerza necesaria para mover una superficie de
1cm2 sobre otra idéntica paralela (ver figura 17) situad a a 1 cm de distancia,
con una velocidad de 1 cm/seg. es 1 Dina.
Expresado de otra forma, la viscosidad dinámica es la relación del esfuerzo
de cizallado y la velocidad de cizallado de un fluido.
Viscosidad dinámica = Esfuerzo de cizalladoVelocidad de cizallado
Dina " sequndoCm2
I Poise =

(r5
La Unidad más pequeña de viscosidad dinámica es el Centipoise = 1 x 10-2
Poises
l. Si lesto stperficie móül tiene uno
oreo de lcm y se mue've o uno velocidod
de un centimetro por segundo sobre ...Aceite I cm
2. uno películo de fluido de un centlmetrode grueso...
J. y se requiere uno fuerzode uno dino poro mover losuperficie, lo üscosidod esiguol o un poise.
Figura 17 Viscosidad en Poises
Fuente: SPERRY RAND coRPoRATloN. Manuat de oleohidráulicaindustrial. Barcelona, 1 979.50p.
4.3.1 .1.2 viscosidad cinemática
Et concepto de viscosidad cinemática es una consecuencia de una columna
de liquido para produc¡r una c¡rculación del mismo a través de un tubo
cap¡lar.

El coeficiente de viscosidad es el resuttado de dividir el coeficiente de
viscosidad dinámica por la densidad del fluido. En el sistema C.G.S. la
unidad de viscosidad cinemática (Stokes) es el Cm3/Seg. El Centistokes es
la centésima parte del stoke.
La viscosidad dinámica y cinemática .están relacionadas de la siguiente
forma:
Centipoise = Centistokex Densidad.
4.3.1.1.3 Viscosidad relativa "SUS" (Segundos Universales Saybolt)
La viscosidad relativa se determina midiendo el tiempo que tarda una cierta
cantidad de liquido en fluir a través de un orificio normalizado a una
temperatura determinada. Hay varios sistemas de medida. El método más
utilizado es el viscosimetro Saybolt
El tiempo que transcurre para fluir una cantidad dada de liquido a través de
un orificio se mide con un reloj. La viscosidad SUS iguala al tiempo
transcurrido.

(¡7
Naturalmente un liquido grueso fluirá más despacio y su v¡scosidad SUS
será más alta que la de un liquido ligero que fluirá más rápido. Como el
aceite se vuelve más viscoso a temperaturas bajas y disminuye su
viscosidad cuando se calienta, la viscosidad se debe expresar con sus
determinados a una temperatura dada. Las medidas se hacen generalmente
a 1000 F ó 210o F.
Para aplicaciones industriales la viscosidad del aceite acostumbra a ser del
orden de 150 SUS a 100oF. Es una norma general que la viscosidad no
debe ser nunca inferior a 45 SUS ni superior a 4000 SUS con independencia
de la temperatura.
4.3.2 Números SAE
Los números SAE han sido establecidos por la Society of Automotive
Engineers para establecer intervalos de viscosidades SUS a las
temperaturas de pruebas SAE.
Los números de invierno (5w, 1ow, 2ow) se determinan haciendo medidas
a OoF (-17,9oc). Los números de verano (20, 30, 40, s0) designan un
intervalo SUS a 21O"F (g8,goC) (ver tabla 2)
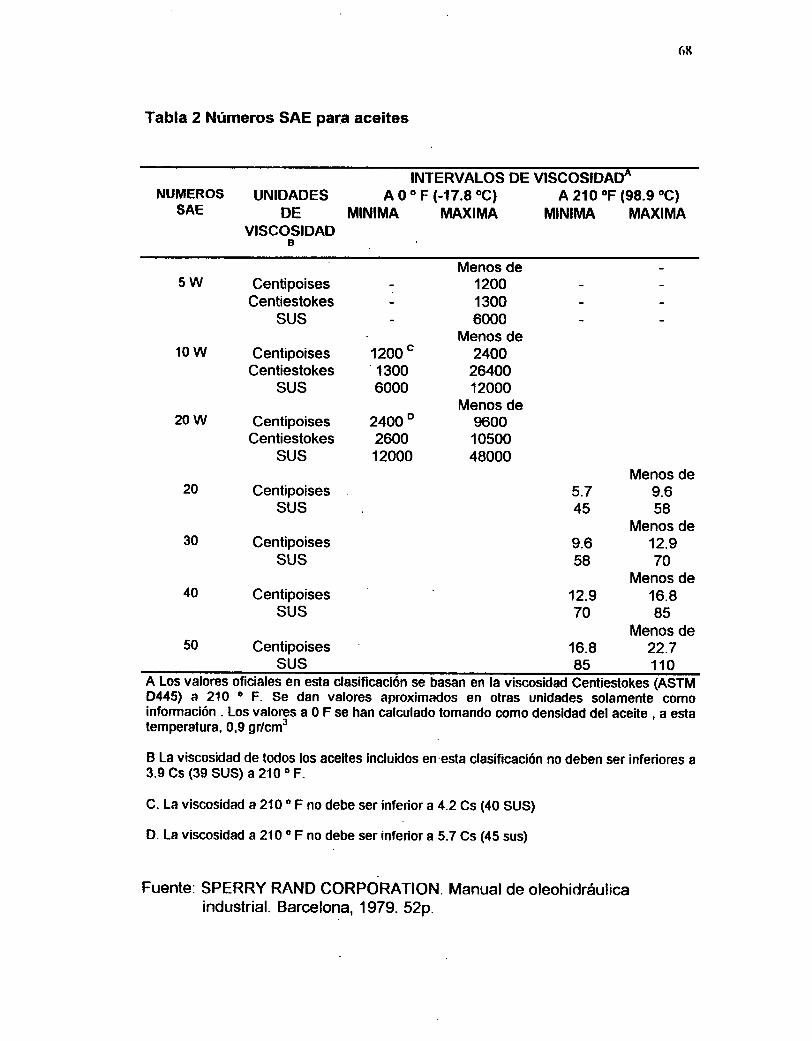
(r8
Tabla 2 Números SAE para aceites
INTERVALOS DE VISCOSIO,AOANUMEROS UNIDADES
SAE DEvtscoBstDAD
A0oF(-17.8oC)MINIMA MAXIMA
A 210 oF (98.9 oC)
MINIMA MAXIMA
5W
10w
20w
CentipoisesCentiestokes
SUS
CentipoisesCentiestokes
SUS
CentipoisesCentiestokes
SUS
CentipoisesSUS
CentipoisesSUS
CentipoisesSUS
CentipoisesSUS
1200c13006000
24000260012000
Menos de120013006000
Menos de2400
2640012000
Menos de96001050048000
Menos de9.658
Menos de12.970
Menos de16.885
Menos de22.7110
30
5.745
9.658
20
40
50
12.970
16.885
A Los valores oficiales en esta clasificación se basan en la viscosidad Centiestokes (ASTMD445) a 210 o F. Se dan valores aproximados en otras unidades solamenle comoinformación . Los valorgs a 0 F se han calculado tomando como densidad del aceite , a estatemperatura, 0,9 gr/cm3
B La viscosidad de todos los aceites incluidos en esta clasificación no deben ser inferiores a3.9 Cs (39 SUS) a 21O o F.
C. La viscosidad a 21O" F no debe ser inferior a 4.2 Cs (40 SUS)
D. La viscosidad a 210 o F no debe ser inferior a 5.7 Cs (45 sus)
Fuente: SPERRY RAND CORPORATION. Manual de oteohicJráulicaindustrial. Barcelona, 1979. 52p.

(r9
4.3.3 Indice de viscosidad
El índice de viscosidad es un número arbitrario que indica el cambio de
viscosidad del fluido al variar la temperatura. Un fluido que tenga una
viscosidad relativamente estable a temperaturas extremas tiene un índice de
viscosidad (lV) muy elevado.
un fluido que sea muy espeso a temperaturas bajas y muy ligero a
temperaturas muy elevadas tendrá un (lV) muy bajo. (ver figura 1g).
La escala original del (lV) estaba comprendida entre 0 y 100 representando
las características peores y mejores entonces conocidas. Hoy ida, los
aditivos químicos y las técnicas de refinamiento han elevado los lV de
algunos aceites a valores muy superiores a 100.
4.3.4 Punto de fluidez
El punto de fluidez es la temperatura mas baja a la que un liquido puede
fluir. Es una especificación muy importante si el sistema hidráulico esta
expuesto a temperaturas extremádamente bajas. Como regla general, el
punto de fluidez debe estar looc (213"K) por debajo de la temperatura mas
baja de utilización
Un¡ylrsidad Auttlnoma de Occldtil0SECC¡ON BIELIOTECA

70
4.3.5 Conducta viscosidad - presión
La viscosidad de los fluidos hidráulicos aumenta con el incremento de
presión. En presiones superiores a 200 Bar (3000 PSI) deberá considerarse
esta característica al proyectar instalaciones hidráulicas con
aproximadamente 400 Bar (6000 PSI) ya se obtiene una duplicación de la
viscosidad.
2. A -17.8'C el oceitede 50 M es mós espeso.
50,000
12,000
E,000
Vscosidod en SSU
l. Los dos oceites tienen
lo mismo viscosidodo J7.8' C.
50
4J4l40
-r 7.8' C
J. A 98.9'C el oceite50 Vl es mos ligero.
Flgura 18 Indice de viscosidad.
Fuente: SPERRY RAND coRPoRATloN. Manual de oleohidráulicaindustrial. Barcelona, 1 979.S1 p.

7l
4.3.6 Gompatibilidad con materiales
El fluido hidráulico debe presentar una elevada compatibilidad con otros
materiales empleados en la instalación hidráulica como aquellos utilizados
para rodamientos, juntas, pinturas, etc. Ello también vale para el caso en
que se fugue fluido hidráulico de la instalación y tome contacto con otras
piezas, como conductos eléctricos, piezas constructivas mecánicas, etc.
4.3.7 Resistente a cargas térmicas
Durante el funcionamiento de la instalación, el fluido hidráulico se puede
calentar (en lo posible a no más de 80oC). Durante el tiempo de parada el
fluido vuelve a enfriarse, estos procesos, que se repiten, influyen sobre la
vida útil del fluido hidráulico. Por esta razón en muchas instalaciones se
emplean intercambiadores de cator (calefacción y refrigeración) para
mantener constante la temperatura de servicio del fluido hidráulico.
4.3.8 Baja compresibilidad
El aire disuelto conducido dentro del fluido
compresión de la columna de fluido hidráulico.
hidráulico condiciona la
Esta característica influye

72
sobre la exactitud de los accionamientos hidráulicos. En procesos de mando
y de regulación la compresibilidad influye sobre los tiempos de respuesta.
La compresibilidad aumenta notablemente cuando se transporta aire no
disuelto (Burbujas de aire). Como consecuencia de un tamaño de tanque ó
construcción del mismo equivocados y entubado incorrecto, el aire no
disuelto ya no se puede separar del fluido hidráulico empeorando la
compresibilidad.
4.3.9 Capacidad de lubrificación
Es deseable que las piezas móviles del sistema hidráulico tengan una
holgura suficiente para que puedan deslizar por una película de fluido (Ver
figura 19 )
Esta condición se llama lubrificación completa. Si el fluido tiene una
viscosidad adecuada, las pequeñas imperfeccioneó de las superficies de las
piezas metálicas no se tocaran. Sin embargo, en equipos de alta precisión,
las altas presiones y velocidades, juntamente con holguras f¡nas originan
que la película del fluido se haga muy delgada originándose una condición
limite de lubrificación, aquí puede hacer contacto metal con metal entre las
crestas de las
dos superficies y se necesita un aceite con propiedades químicas
especiales. (ver figura 20)
73
4.3.1 0 Reducida formación de. espuma
Las burbujas de aire que ascienden pueden producir espuma superficial en
el tanque mediante la correcta disposición de la tubería de retorno hacia el
tanque y por medio de una correcta construcción del mismo se puede reducir
a un mínimo la formación de espuma. Los aceites m¡nerales contienen
aditivos químicos que reducen la formación de espuma. La tendencia del
fluido a formar espuma aumenta con el envejecimiento, el ensuciamiento y el
agua condensada.
4.3.11 Resistencia a la oxidacióñ
La oxidación ó reacción química con el oxigeno es un factor importante que
reduce la vida ó duración de un fluido. La mayoría de los productos de la
oxidación son solubles en el aceite y tienen lugar reacciones entre ellos
formando goma, lodo ó barniz, que debido a su acidez pueden originar
corrosión en el sistema, además de aumentar la viscosidad en el aceite.
Los productos de oxidación que.son insolubles, taponan orificios, aumentan
el desgaste y hacen que las válvulas se agarroten.

71
4.3.12 Elevada densidad
Bajo densidad de un fluido se entiende la relación de su masa con el
volumen. En lo posible debe ser elevada con el fin de poder transmitir una
mayor potencia con igual volumen de fluido hidráulico.
La densidad de aceites minerales oscila entre 0,86 g/cmt y 0,9 g/cm3. En la
práctica para la densidad la temperatura es de 1SoC.
L Los inperfecciones microscópicos delos piezos odpcentes eslón seporodos...
2. por uno pelfculo del fluido.-
J. donde los fuerzos dinómicos y loüscosidods del lluido orighon holgroentre los piezos.
Figura 19 Lubricación en p¡ezas móviles
Fuente: SPERRY RAND coRPoRATloN. Manual de oleohidráulicaindustrial. Barcelona, 1 979.53p.

75
l. En cl equipo de olto presión
los holgros disminupn.
Figura 20 Capacidad de lubrificación.
Fuente: SPERRY RAND CORPORATION.industrial. Barcelona, 1 979.53p.
x r00
2. Lo pelfculo de oceite no es lo
suficientemente grueso porofonpcdir quc se toquan los puntos
dc los inpafeccioncs wperficioles,cr¡ondo los piezos se mue\rcn uno
contro otro.
J. El ceite debe tener uno suPerior
copocidod de lubricoci6n o los
osp€rezos se tocorón y Proroccróndesgoste.
Manual de oleohidráulica
4.3.1 3 Desemulsibilidad
cantidades de agua pueden ser toleradas en la mayoría de los
De hecho, algünos componentes antioxidantes promueven cierto
emuls¡ficación o mezcla con el agua que se introduce en el
Pequeñas
s¡stemas.
grado de

7(,
s¡stema. Esto impide que el agua se deposite y rompa la película anti-
oxidación.
Con aditivos adecuados, puede conseguirse que un aceite hidráulico tenga
un alto grado de desemulsibilidad o capacidad para separar el agua.
4.3.14 Uso de aditivos
como la mayoría de las propiedades deseables de un fluido son, por lo
menos, parcialmente atribuidas a los aditivos, podría suponerse que los
aditivos comerciales pueden ser incorporados a cualquier aceite para
hacerlo más adecuado a. un sistema hidráulico. Los fabricantes, sin
embargo, previenen contra esto, diciendo que los aditivos deben ser
compatibles con el fluido base y entre si, y más aún que esta compatibilidad
no puede ser determinada por el usuario.
4.3.1 5 Buena filtrabilidad
El fluido hidráulico de una instalación hidráulica se filtra permanentemente
durante el servicio al avanzar o retornar ó en ambas direcciones, para filtrar
las abrasiones del mismo. El fluido hidráulico y la viscosidad de este
influyen sobre el tamaño del filtro y el material del tejido filtrante a emplear.
77
4.4 ACEITE MINERALES
Los aceite minerales procedentes de la destilación del petróleo son, todavía,
con mucha diferencia, la base más utilizada para los fluidos hidráulicos. Las
características ó propiedades de'los aceites minerales dependen de tres (3)
factores:
1. El tipo de aceite crudo utilizado
2. El grado y método de refinamiento
3. Los aditivos utilizados
En general, los aceites de petróleo
lubrificantes. Algunos aceites crudos
antidesgaste superiores a lo normal.
poseen excelentes propiedades
tienen cualidades lubrificantes y
El aceite protege contra la oxidación , constituye un buen aislante, disipa el
calor fácilmente y es fácil de mantenerlo limpio. La mayorÍa de las
propiedades deseables en un fluido, si no están ya presentes en el aceite
crudo, pueden incorporarse mediante refinados ó aditivos.
El principal inconveniente de los aceites de petróleo es que son inflamables.

78
4.5 FLUIDOS ININFLAMABLES
Hay tres (3) tipos básicos de fluidos inflamables:
1. Agua glicol
2. Emulsiones Agua-Aceite
3. Fluidos sintéticos
4.5.1Agua glicol
Los fluidos a base de agua glicol están formados de:
1 a 4Oo/o de agua para obtener resistencia contra el fuego
2 Glicol (Substancia química sintética de la misma familia que los
anticongelantes permanentes, generalmente etileno ó propileno glicol,
3 Un espesador soluble en agua para mejorar la viscosidad.
También contienen aditivos para impedir la formación de espuma, la
oxidación, la corrosión y para mejorar la lubrificación.
Los fluidos a base de agua glicol, presentan generalmente buenas
características antidesgaste con tal de que se eviten velocidades y cargas
elevadas. La densidad es superior a la del aceite, lo que puede originar un
vacío mayor en la entrada de las bombas.
79
La mayoría de las juntas y mangueras flexibles son compatibles con el agua
glicol. El cuero y los materiales a base de corcho deben evitarse pues
tienden a absorber agua.
Algunos inconvenientes de estos fluidos son:
1. Es necesario medir periódicamente el contenido del agua y comparar las
perdidas por evaporación para mantener la viscosidad requerida.
2. La evaporación tambié¡ puede ""ur"l.
la pérdida de ciertos aditivos,
reduciendo así la duración delfluido y de los componentes hidráuticos
3. La temperatura de trabajo debe mantenerse baja y
4. El costo es superior al de los aceites convencionales.
4.5.2 Emulsiones agua-aceite
Son los fluidos ininflamables más económicos. Las propiedades
ininflamables dependen, como en el agua glicol del contenido de agua.
Además del agua y del aceite estas emulsiones contienen emulsificadores,
estabilizadores y otros aditivos.para evitar que ambos flüidos se separen.
Urlvcrsidad Autllnoma de 0ccldcnlosEcctoN Bt8!¡oTE0A
80
4.5.2.1 Aceite en agua
Las emulsiones de aceite en agua contienen pequeñas gotas de aceite
especialmente refinado, dispersas en el agua. El fluido es muy resistente al
fuego, tiene baja viscosidad y excelentes características de enfriamiento.
Pueden incorporarse aditivos para mejorar la capacidad de lubrificación que
es relativamente baja, y para la protección contra la oxidación.
4.5.2.2 Agua en aceite
Las emulsiones de agua en aceite son de uso más corriente. pequeñas
gotas de agua están dispersas en una fase de aceite continua. Como el
aceite, estos fluidos tienen excelente lubricidad y buena consistencia.
Además el agua dispersa proporciona al fluido excelente capacidad de
enfriamiento.
Estas emulsiones contienen generalmente alrededor del 4oo/o de agua como
en el caso del agua-glicol, es necesario reponer el agua para mantener la
viscosidad adecuada. Ambas emulsiones son compatibles con todos los
metales y juntas de los sistemas hidráulicos.

8l
4.5 3 Fluidos sintéticos
Los fluidos sintéticos ininflamables son productos químicos sintetizados
el laboratorio, que son por si mismo menos inflamables que los aceites
petróleo.
Como los productos sintéticos no contienen agua u otros materiales
volátiles, funcionan bien a altas temperaturas sin perdida de ningún
elemento esencial. también son adecuados para sistemas de alta presión.
Estos fluidos son los de mayor peso específico y su índice de viscosidad es
generalmente bajo comprendido entre 30 y 50. Así pues, deben utilizarse
únicamente cuando la temperatura de funcionamiento sea relativamente
constante. Los fluidos sintéticos son probablemente los más caros utilizados
en la actualidad,
4.6 COMPATIBILIDAD CON I.AS JUNTAS
Las emulsiones agua-aceite son generalmente compatibles con todos los
metales y juntas que se encuentran en los sistemas de aceites minerales
Los fluidos sintéticos no son compatibles con las juntas corrientes de nitrilo
(Buna) y Neopreno, por consiEiuiente, al sustituir al aceite mineral, agua
en
de

82
glicol o emulsión agua-aceite, por un fluido sintético hay que desmontar
todos los componentes para cambiar las juntas. En la tabla 3 se pueden ver
algunos materiales que son compatibles con varios fluidos hidráulicos.
Tabla 3 Gompatibilidad de fluidos hidráuticos y juntas.
Fluidos base agua Fluidos sintÉticosMateria|esAceitesEmu|sioneagua-g|ico|n¡orocaffisaceptables minerale s clorados
s aguacaliente
Juntas y Neopren Neopreno Neopreno Silicona silicona Butilmanguera o, Buna N Buna N Viton Vitón Vitons Buna N (corcho . (corcho Teflon Teflón, Siliconaflexibles No) . No) FBA Teflón, FBA
ButilPinturas convenci convencio consultar Epoxi Epoxi Epoxiconsultaronal nal suministra consultar consultar suministrador
dor suministra suministra
Accesorios convenci convencio consutrar ru*?l,r,r.o"r o:i: cinta reflónpara onal naltuberíacoladores 150 p 2 370 ¡r4 300 ¡r, cuatro veces la capacidad de la bomba
veces la veces lacap. lap.
Filtros Fibra Fibra de Fibra de Fibra de celulosa 10 lt nom¡nales puedencelulosa vidrio 10¡r celulosa utilizarse filtros micronicos en los iluidos1op 10p que no llevan aditivos.convenci convencio Gonvencio convencio Gonvencionalonal nal na! nal
Fuente: SPERRY RAND coRPoRATroN. Manual de oleohidráulicaindustrial. Barcelona, 1979. SBp.

5. DEPOSITOS Y FILTROS
5.1 GENERALIDADES
Aunque funcionando primeramente como un punto de almacenamiento y
abastecimiento para el sistema de fluido hidráulico, un depósito bien
diseñado también auxilia en la reparación del aire y contaminaciones que
vienen del fluido y ayuda a disipar el calor generado dentro del sistema.
El fluido se mantiene limpio mediante el uso de filtros, coladores e imanes,
según lo requieran las condiciones ambientales.
El diseño del circuito tiene una influencia considerable sobre la temperatura
del fluido. Sin embargo, muchas veces se necesitan enfriadores, en
particular cuando las temperaturas de funcionamiento son críticas.
8.t
5.2 DEPOSTTOS
Todo sistema hidráulico tiene que tener un deposito. No solamente sirve
este para almacenar el aceite, sino que también ayuda a limpiarlo de
impurezas, a que se desprenda el aire y a que se enfríe.
Prácticamente no presenta problemas de situación o dimensionamiento pero
su capacidad debe ser suficiente para que satisfaga los siguientes
requisitos:
. Para que contenga todo el aceite del sistema.
o Permitir que el aire pueda separarse del fluido
o Permitir que se sedimenten la materia extraña o contaminantes.
5.2.1 Construcción del deposito
Un depósito típico conforme a las normas de la industria se muestra en la
ligura 21.
El tanque está construido soldando placas.de acero con soportes adecuados
que separan el depósito del suelo. Todo el interior del tanque está
recubierto con una pintura que reduce la oxidación que pueda producirse por
la condensación del vapor de agua.

85
El depósito se diseña para que et mantenimiento del fluido sea fácil. El
fondo del tanque está inclinado y tiene un tapón de drenaje en su punto más
bajo para que el fluido pueda ser totalmente vaciado.
Es deseable que disponga de tapas que puedan retirarse con facilidad para
facilitar la limpieza. Es recomendable un nivel visual para comprobar el nivel
delfluido.
El orificio de llenado dispone de una fina malla para eliminar los
contaminantes al llenar de fluido el depósito.
5.2.1.1 Respiradero
En la mayoría de los depósitos se utiliza un respiradero que también debe
contener un filtro hidráulico. En atmósferas sucias es mejor usar un filtro de
aire con baño de aceite. El filtro o respiradero debe ser de tamaño
adecuado para el caudal. de aire requerido, con objeto de mantener la
presión atmosférica en el interior del tanque, ya este lleno ó vacío. En un
deposito presurizado no se usa respiradero, se sustituye por una válvula de
aire para regular la presión en el tanque entre limites predeterminados.

8(r
L¡nea de retorno
Brida con junta
Mirillas de vidrio
Trpas de limpicza
LÍnea de aspiración
Trpón de llencdocon filtro de aireincorporndo
Bancada para elgrupo moto-bonrba
l'l¡ca desvi¡dora
Orificio de vaciado
Figura 21 Tanque de Aceite
Fuente: SPERRY RAND CORPORAT|ON. Manuat de oteohidráulicaindustrial. Barcelona, 1 979.84p.
Colador

87
5.2.1.2 Placa desviadora
Una placa desviadora se extiende a lo largo del centro del tanque. Tiene
generalmente 213 de la altura del nivel de aceite y se usa para separar la
línea de entrada de la bomba de la línea de retorno, de forma que el mismo
fluido no pueda recircular continuamente, sino que realice un circuito
determinado por el tanque.
5.3 Tamaño del deposito
Es siempre deseable un tanque grande para facilitar el enfriamiento y la
separación de los contaminantes. Como mínimo, el tanque debe contener
todo el fluido que requiere el sistema y mantener un nivel lo suficientemente
alto para que no haya un efecto del torbellino en la línea de aspiración de la
bomba. Si esto ocurre, entrará aire en el sistema.
La dilatación del fluido debida al calor, las variaciones de nivel debidas al
funcionamiento del sistema, la superficie interna del tanque expuesta a la
condensación del vapor del agua y la cantidad de calor generado en el
sistema, son factores que hay que tener en consideración. En los equipos
industriales se acostumbra a emplear un depósito cuya capacidad sea por lo
menos dos ó tres veces la capacidad de la bomba en litros por minuto.

En los sistemas móviles y aeronáuticos, las ventajas de un tanque grande
tienen a veces que ser sacrificadas debido a las limitaciones de espacio y
peso.
El correcto dimensionado del depósito es de una importancia primordial.
Este viene determinado, en primer lugar, por las condiciones generales de
trabajo y en segundo lugar por el caudal suministrado por la bomba en un
minuto y también por las condiciones climáticas del lugar. Su capacidad
debiera dirigirse de forma tal que la temperatura de trabajo no rebase nunca
los 50oC.
A continuación se muestra .la tabla 4 cuyos valores pueden ser tomados
como referencia para la determinación de la capacidad del depósito. (V =
Volumen del cilindro; O = Caudal suministrado por la bomba o absorbido
por un motor).
En los casos en que las condiciones de trabajo sean muy duras, es
necesario efectuar un detenido cálculo de la cantidad de cator generado y de
la que es nécesario eliminar para anexarle un adecuado sistema de
enfriamiento y evitar un dimensionado excesivamente grande del depósito.

89
5.4. FILTROS Y COLADORES
Los fluidos hidráulicos se mantienen rimpios en et sistema debido.
principalmente, a elementos tales como filtros y coladores.
Tabla 4 Capacidad del deposito en función del Votumen.
CAPACIDAD DELDEPOSITO EN
VOLUMEN UTIL DEACEITE
CONDICIONES DETRABAJO
MINIMO VOLUMENRESTANTE DEL
ACEITE
1.5 V Capacidad minimaimprescindible (por ejemplo,depósitos para vehículos,canetillas elevadoras,volquetas)Para depósitos no fijos conbomba Incorporada y trabajointermitentePara instalaciones no fijas ytrabajo intermitente con parode bombalnstalaciones fijas y trabajointermitente pero circulando elcaudalde la bomba en vacío
0.5v
0.5Q
0.5Q
2Q a.3Q
1.5Q
3Q
5Q
Fuente: AMPUDfA, Danilo. Accionamientos hidráulicos. s.l. cali: 19gs.T2,42p.
En algunos casos, se utilizan también filtros magnéticos para captar las
partículas de hierro o acero qué lleva el fluido.

90
5.4.1. Filtro
Un elemento cuya función principal es la retención, mediante un material
poroso, de los contaminantes insolubles de un fluido.
5.4.2. Golador
Un filtro mas tosco, hecho.con tela metálica. Para simplificar, tanto si el
elemento es un filtro, como si es un colador, su función consiste en retener
los contaminantes de un fluido que pasa a través de el. El material poroso
significa simplemente una malla o material filtrante que permite que el fluido
pase por é1, pero detiene a otros materiales.
5.5 SELECCION DEL FILTRO.
La selección de un filtro se rige principalmente por la capacidad del flujo del
sistema. La cantidad de flujo que un filtro limpio puede manejar se determina
por la viscosidad del fluido y la caída de presión admisible. También cuando
los elementos filtrantes se llenan de contaminación, la caída de presión
aumenta por el porceritaje de flujo.
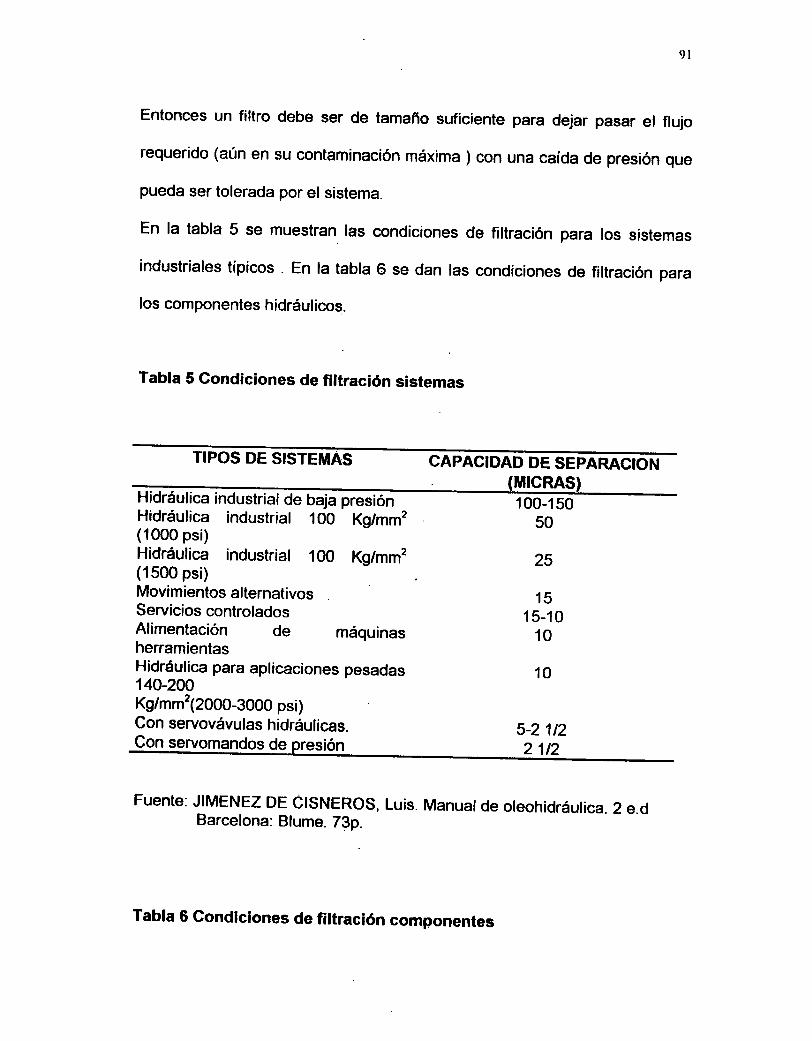
9l
Entonces un filtro debe ser de tamaño suficiente para dejar pasar el flujo
requerido (aún en su contaminación máxima ) con una caída de presión que
pueda ser tolerada por el sistema.
En la tabla 5 se muestran las condiciones de filtración para
industriales típicos . En la tabra 6 se dan las condiciones de
los componentes hidráulicos.
Tabla 5 Condiciones de filtración sistemas
los sistemas
filtración para
TIPOS DE SISTEMAS CAPACIDAD DE SEPARACIONRAS
Hidráulica industrial de baja presionHidráulica industrial 100 Kg/mm2(1000 psi)Hidráulica industrial 100 Kg/mmz(1500 psi)Movimientos alternativosServicios controladosAlimentación deherramientas
máquinas
100-15050
25
151 5-10
10
10Hidráulica para aplicaciones pesadas140-200Kgtmm2(2000-3000 psi)Con servovávulas hidráulicas. S_21t2
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 73p.
Tabla 6 Gondiciones de filtración componentes

()2
TIPOS DE SISTEMAS CAPACIDAD DE SEPARACIONMICRAS
Componentes deslizantes (GeneraljOrificios finos, etc. (General)Juntas de elastómeroVálvulas de seguridadVálvulas de control de caudalServoválvulas de baja ganancia.Servoválvulas de alta
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 73p.
5.6 REFRIGERACION DEL SISTEMA
También conviene contfolar la tempe¡atura del fluido para evitar grandes
fluctuaciones de la viscosidad y para poder predeterminar, con la debida
precisión, la viscosidad de trabajo del líquido, a fin de que la bomba reciba
una lubricación adecuada y funcione con elevado rendimiento volumétrico.
Cuanto más alta sea la presión más se calentará el fluido al trabajar el
sistema y mayor será el cambio de viscosidad. Asimismo, el volumen del
ffuido en el sistema puede ser un factor crítico, ya que, cuanto menor sea el
volumen, más calor captará el fluido por unidad volumétrica para una
determinada cantidad de trabajo (una parte del cual inevitabtemente se
convierte en calor). Los cambios notables en la temperatura ambiente
también afectan a ra temperatura de trabajo der fruido, pero éste es un
menos del 100 % del huelgo.Menos del 100 o/o de diámetro int.
25-3015_1015-10
105 ó inferior

93
problema que suele limitarse a la hidráulica de los aviones más que a la
industrial.
Las temperaturas máximas de servicio para los fluidos hidráulicos van desde
los 660 C para los fluidos a base de agua, hasta los 320-320 oc dos a base
de sificonas ( Ver tabla 7 ) . En general las temperaturas deben ser mucho
más bajas, especialmente para los fluidos acuosos, para evitar le excesiva
evaporación y, en el caso de los aceites minerales, para que sean menos
afectados por la oxidación y resulten mas duraderos .
La duración del aceite depende de'las condiciones de servicio y de la
temperatura de trabajo, tal como se indica de modo aproximado en la tabla
B.
Los cambios en la viscosidad del aceite pueden influir seriamente en el
rendimiento de una máquina, así como en su funcionamiento. En casi todos
fos circuitos normales. el calentamiento y las pérdidas caloríficas se
compensan hasta alcanzar un nivel térmico aceptable por la transmisión
natural de calor del fluido a las tuberías, al cilindro y al depósito, y por
disipación posterior al aire. Para asegurar esta disipación, tos laterales y el
fondo del depósito deben estar totalmente descubiertos y preferiblemente en
una
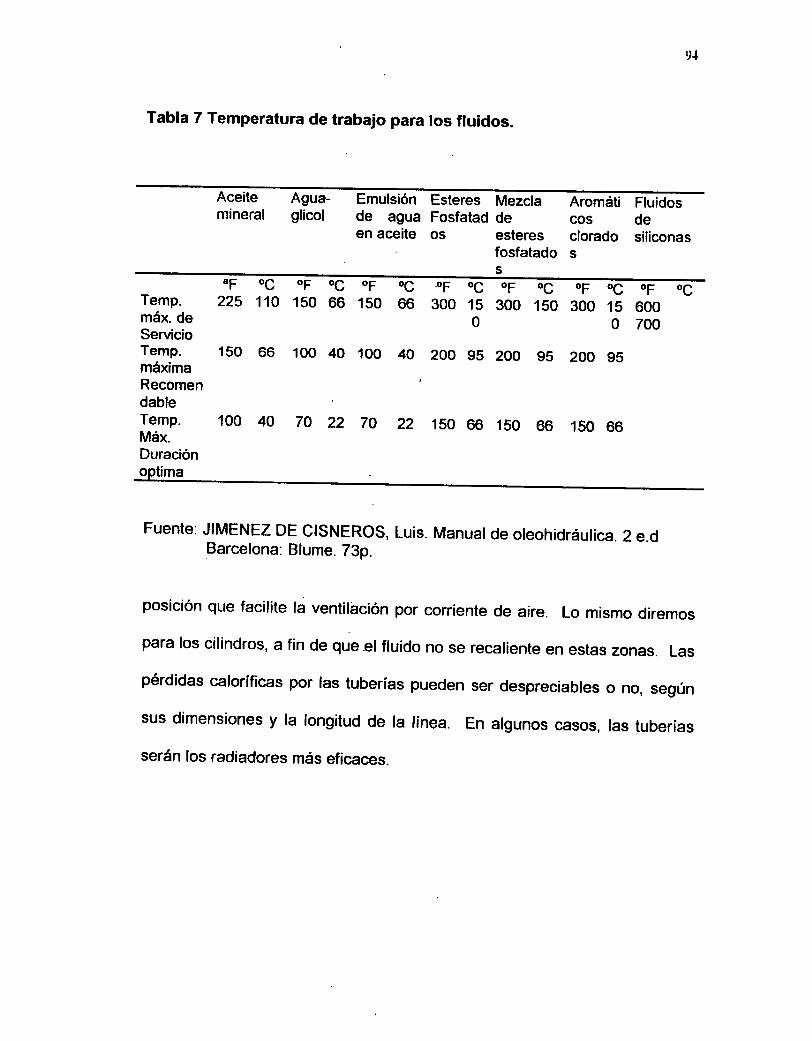
9{
Tabla 7 Temperatura de trabajo para los fluidos.
Aceite Agua- Emulsión Esteres ffimineral glicol de agua Fosfatad de cos deen aceite os esteres clorado siliconas
fosfatado ssaF oC oF oC oF oC .oF oC m "CTemp. 225 110 150 66 1so 66 300 15 300 150 300 1s 600máx.de O O 7OO
ServicioTemp. 15o 66 1oo 40 loo 40 2oo 9s 2oo 95 2oo 9smáximaRecomendableTemp. 100 40 ro 22 zo 22 1so 66 150 66 1so 66Máx.Duración
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcefona: Blume. 73p.
posición qLre facitite la ventilación por corriente de aire. Lo mismo diremos
para los cilindros, a fin de que el fluido no se recaliente en estas zonas. Las
pérdidas calorÍficas por las tuberías pueden ser despreciables o no, según
sus dimensiones y la longitud de la línea. En algunos casos, las tuberías
serán los radiadores más eficaces.

9_i
Tabla 8 Influencia de la temperatura en la duración de tos aceites
Valores generales, duración en horas.
Condiciones de
servicio
Aceite mineral
corriente
Aceite hidráulico
de buena calidad
Aceite hidráulico de
calidad superior
Muy buenas
Buenas
Regulares
Deficientes
Difíciles
2000-3000
1500-2500
1000-2000
500-1000
inadecuado
10000-15000
8000-10000
4000-5000
2000-4000
500-2000
más de 20000
12000-16000
8000-12000
4000-8000
2000-4000
Fuente: JIMENEZ DE clsNERoS, Luis. Manual de oleohidráulica. 2 e dBarcelona: Blume. 57p.
Las pérdidas de potencia ocurren en puntos bien determinados; por ejemplo,
en la bomba, en las válvulas y en los accionadores. De manera normal,
parte del calor generado se pierde automáticamente por disipación natural
en el componente en cuestión. Sólo una parte del calor (la diferencia entre
ef generado y el disipado en el propio emisor) es ta que se transmite al
fluido; pero esta proporción es bastante elevada en algunos casos. El calor
generado por el rozamiento del fluido en las tuberías suele ser menor que el
que éstas disiparían normalmente, por lo que,
demasiado en el calentamiento del fluido.
en general, no influye
96
La ecuación general de transmisión de calor en este caso es:
W = aRKV At
Donde W es la pérdida de potencia (o diferencia de potencias de entrada y
mecánica de salida)
a es una constante que depende de las unidades empleadas
R es el valor del intercambio
K es el coeficiente medio de transmisión, que depende, en cierto grado, de
la diferencia de temperaturas y de la velocidad del fluido
V es la velocidad del aire de ventilación
At es la diferencia de temperaturas (la de trabajo del fluido y la del
ambiente)
El valor del intercambio depende del grádo de ventilación. En un sistema
totalmente cerrado, tapado o cubierto, el valor R será 1. Si la velocidad del
aire de ventilación es nula, no habrá intercambio de calor y la caja llegará a
alcanzar, por lo menos en teoría, la temperatura del fluido. El calor generará
corrientes de convección de aire en la caja (a menos que ésta estuviese en
contacto) y las propias superficies de la caja, según su eficacia como
aislantes, radiarán algo de calor. No obstante, el enfriamiento será
insignificante.

97
Los valores típicos de R son 2 para una sistema al aire libre, y hasta 4 para
un sistema bien ventilado por corriente de aire natural o por el movimiento
de la máquina. Si la ventilación es ligeramente forzada, o la máquina tiene
más movimiento, el valor de R puede llegar hasta g.
6.CONDUCCION ES HIDRAULICAS
6.1 GENERALIDADES
Los tubos que sirven para conectar los componentes de un circuito
hidráulico y para transportar asíelfluido son los que forman ras
conducciones ó líneas hidráulicas.
Quizás se prefiere llamar tubos a las líneas rígidas de alta presión, ya que
se trata siempre de conducciones de pequeño diámetro con estirados de
precisión. Las líneas flexibles se denominan mangueras ó tuberías flexibles,
pero con el mismo significados de tubos de caucho reforzados.
6.2 CLAS|F|CAC|ON
Las líneas hidráulicas se clasifican en tres tipos principates:

99
a.) Conducciones rígidas ó tubos.
b.) Conducciones flexibles o mangueras.
c.) Tubos en espiral.
Estos últimos admiten melol la torsión que la flexión, por ejemplo para
transmitir movimientos longitudinales. La aplicación de los tubos en espiral
es limitada.
Los principales parámetros a considerar en la elección de una línea
hidráulica son:
a.) Presión de trabajo.
b.) Caudal.
c.) Velocidad del flujo.
d) Caída de presión admisible.
e.) La compatibilidad.
El parámetro a) depende mucho de que el espesor de la pared sea el
adecuado o de que esté bien reforzado si se trata de una manguera.
Por lo tanto se puede decir que la presión de trabajo determina la relación
entre el diámetro y el espesor.(D/ t).
l(x)
Los parámetros b:), c), d) son independientes por que er caudal depende de
la velocidad y viceversa, además el primero determina la caída de presión
para un diámetro interior dado. De ahí que los tres primeros parámetros
sean los que más influyen en la selección del diámetro interior apropiado.
6.2.1 Presión de trabajo
En el caso de los tubos metálicos homogéneos (Por ejemplo los estirados),
se puede determinar la presión admisible en función de la relación D/t,
suponiendo una distribución de tensiones uniforme en toda la pared del
tubo, es decir:
P=2st/D
Donde:
P: Presión interna
s : Coeficiente de trabajo del material
t. espesor de la pared.
En función de la presión de trabajo pw esto se convierte en:
Pw.2Smax.t/D
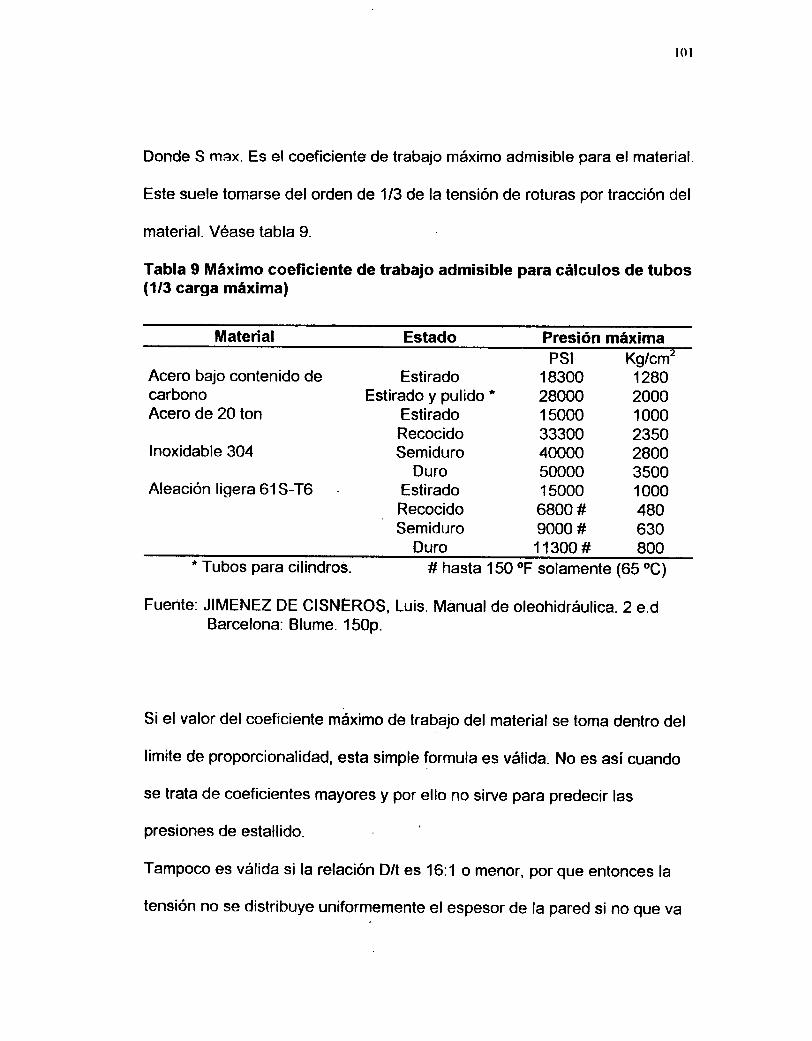
l0l
Donde S max. Es el coeficiente de trabajo máximo admisible para el material.
Este suele tomarse del orden de 1/3 de la tensión de roturas por tracción del
material. Véase tabla 9.
Tabla 9 Máximo coeficiente de trabajo admisible para cálculos de tubos(1/3 carga máxima)
Material Estado Presión máxima
Acero bajo contenido decarbonoAcero de 20 ton
Inoxidable 304
Aleación ligera 615-T6
EstiradoEstirado y pulido "
EstiradoRecocidoSemiduro
DuroEstiradoRecocidoSemicJuro
Duro
PSI1 8300280001 5000333004000050000150006800 #9000 #
1 1300 #
Kg/cm212BO200010002350280035001000480630800
* Tubos para cilindros. # hasta 1S0 oF solamente (65 "C)
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 150p.
Si el valor del coeficiente máximo de trabajo del material se toma dentro del
limite de proporcionalidad, esta simple formula es válida. No es asícuando
se trata de coeficientes mayores y por ello no sirve para predecir las
presiones de estallido.
Tampoco es válida si la relación D/t es 16:1 o menor, por que entonces la
tensión no se distribuye uniformemente el espesor de la pared si no que va

l ()2
desde un máximo en la cara interna hasta un mínimo en la cara interna. Por
lo tanto esta formula solo debe emplearse para tubos de pared delgada
donde (D/t > 16 :1 )
Si se trata de tuberías y tubos de cobre para conexiones soldadas, se rebaja
el denominador de la formula para paredes delgadas, es decir:
Pw.: 2Smax t / D-0.8 t
En los tubos metálicos para conexiones roscadas se tiene en cuenta el
debilitamiento del tubo debido al roscado. Para tubos de pared delgada se
puede aplicar la siguiente formulá:
Pw= 2 S max (t-c) / E-0.8 t (t-c)
Donde c es la profundidad del corte en la rosca, con un valor mínimo de 12.5
mm (0.05 pulg.)
6.3 ESPECIFICACION DE LA TUBERIA
Existen tubos de tamaños normalizados de acabado interior fino para líneas
de alimentación hasta presiones máximas de 490 Kg/ mm2 (7000 psi), y la
presión especificada depende del propio tamaño del tubo.
10.1
Los tubos para alta presión son de pequeño diámetro interior. Básicamente
cuanto mayor sea la presión menor es el diámetro interior empleado,
siempre que éste cumpla las condiciones del sistema, en cuanto a la
relación entre caudal y caída de presión.
6.3.1 Schedr¡le
Los números "schedule" son especificaciones de la American National
Standard lnstitute (ANSI) para el espesor de la tubería de hierro fundido y
tuberías de acero clasificándolos según sus dimensiones nomínales. Ver
tabla 10
6.4 MATERIALES PARA LOS TUBOS.
La mayor parte de los tubos hidráulicos actuales son estirados en frío de
"calidad hidráulica", de acero de bajo iontenido de carbono y en una gama
de medidas desde 3 mm ( 1/8 de pulg.) de diámetro interior hasta 250 mm
(10 puls.)
El diámetro máximo normalmente usado para conducciones de alta presión
es de T^ de pulgada (19 mm). Los tamaños mayores de tubos estirados en
frío se utilizan para tubos de cilindros.

l0{
La composición química del acero varia según los fabricantes, el contenido
de carbón va desde 0.08 % al 0.15 o/o . La máxima ductilidad se obtiene con
un O.1 2 o/o decarbono.
Tabla l0 Tubería por tamaños y por número schedule.
TNOMINAL
TUBO DOBLE40 scH 80 SCH f6O E. GRUESO
o o
1t81t43/81t23t4
1
1 1t41 1t2
22',,12
331t2
456I1012
.405
.540
.675
.8401.0501.3151.6601.9902.3752.8753.5004.0004.5005.5636.62s8.62510.75012.750
.269
.364
.493
.622
.8241.0491.3801.6102.0672.4693.0683.4584.0265.O476.0657.98110.02011.934
.215
.302
.423
.546
.742
.957'1.2791.5001.9392.3232.9003.3643.8264.8135.7617.6259.56411.376
.466
.614
.8151.1601.3381.68921252.624
3.4384.3135.1896.8138.50010.126
.252
.434
.599
.8961.1001.5031.771
4.063
Fuente: SPERRY RAND coRPoRATloN Manuat de oteohidráuticaindustrial. Barcelona, 1979.61p.

t05
La resistencia mínima de los tubos hidráulicos estirados en frío es de 3900
Kg. /mm2 (55.000 psi). No obstante algunos tubos hidráulicos estirados son
de acero de 3150 Kg. lmm2 (20 ton.)
6.4.1 Tubos de cobre
Los tubos de cobre son muy adecuados para pequeños diámetros interiores
y suministros limitados, debido a la facilidad con que este material se
manipula, así como su resistencia ala corrosión en general.
El cobre no sirve para conducciones de alta presión, por su resistencia
limitada y por que se endurece y falla prematuramente por fatiga si está
sometido a vibración.
6.5 CONDUCCIONES FLEXIBLES.
Las mangueras que son usadas para conducir ríquidos y/o gases bajo
presión, son fabricadas por capas, y cada capa está diseñada para cumplir
una necesidad particular de los.requerimientos de comportamiento en
general. La mayoría de las mangueras tienen al menos tres capas, las que
incluyen el tubo o forro interno, una o más capas de refuerzo y la cubierta.

106
Hay algunos tipos de mangueras en las que la cubierta actúa también como
refi¡erzo.
6.5.1 El tubo.
El tubo o forro interno está hecho generalmente de algún tipo de goma
sintética o termoplástica como el nylon. La función principal del tubo es la de
transportar el liquido gas o una combinación de ambos. Por esta razóndebe
ser químicamente resistente al material que está siendo conducido.
6.5.2 El refuerzo.
La capa o capas de refuerzo suministran la Íuerza para resistir la presión del
sistema pueden ser fabricados con materiales textiles ó alambres. Algunos
de los materiales textiles más comunes utilizadas son algodón, rayón,
poliester, nylon y kevlar.
Los materiales para los alambres pueden ser acero al carbono, acero
inoxidable, acero galvanizado o bronce.

107
6.5.3 La cubierta.
Como su nombre lo indica es la capa más externa de la manguera. Su
función principal es la de proteger al tubo y al refuerzo de daños externos.
otra función de la cubierta es la de proveer alfabricante de un lugar para
identificar el producto. Esta identificación contiene a menudo el nombre del
fabricante, el número de parte, el rango de presión, el tamaño, número de
control calidad y en algunos casos, la especificación de la industria. Una
especificación de la industria común en las mangueras hidráulicas es la
clasificación SAE.
Los materiales de la cubierta son seleccionados según su capacidad de
resistir la abrasión, la luz del sol (rayos ultravioleta), químicos y
temperaturas extremas.
6.6 CONSIDERACIONES HIDRAULICAS.
El dimensionamiento de las conducciones (Diámetro interior) se basa
normalmente en los caudales recomendados ósea:
Para líneas de alimentación de alta presión .2 a4s metros por segundo (7 a
15 pies por segundo)

108
Para líneas de alimentación.y retorno 0.6 a 1.2 mts por segundo (2 a 4 pies
por segundo.)
En una línea de presión, si la manguera tiene un diámetro interno muy
pequeño para la salida de la bomba, puede generarse una excesiva
velocidad del fluido. La velocidad excesiva puede causar los siguientes
problemas:
. Erosión en el tubo de la manguera causando graves daños al sistema, ya
que las partículas de goma tapa rápidamente los filtros, válvulas y
cilindros.
. La velocidad excesiva causa un rápido incremento en la temperatura del
sistema . Las altas temperaturas descomponen los fluidos hidráulicos.
En las líneas de succión, al suministrar suficiente fluido a al bomba es el
principal objetivo. En este caso se presentan los mismos problemas para la
línea de presión, más uno llamado cavitación de la bomba.
La cavitación de la bomba ocurre cuando el suministro es insuficiente del
fluido hace que este se mezcle con aire o gases del propio fluido, cuando
estas burbujas entran en la cavidad de presión de la bomba, colapsan
rápidamente causando ruido erosión y finalmente la falla de la bomba.

109
El anexo 1 nos ayudara a efectuar una selección apropiada del diámetro
interior de la manguera basado en la capacidad de salida de la bomba en
GPM.
El diámetro interior se deduce directamente al relacionar la velocidad y el
caudal o suministro necesario, ósea:
0.7g5 D2V = Q
Siendo: D = Diámetro interior de la manguera
V = Velocidad delflujo.
Q = Suministro en unidades correspondientes.
D = 1.127 {(Oru)
Una vez establecida la medida del tubo queda definidos los tres parámetros,
caudal, velocidad de flujo y caída de presión para un fluido de viscosidad
ttniwrsid¡d A[tonomt de octidoñlo
SECCION BIBLIOTECA

7. CILINDROS HIDRAULICOS
7.I GENERALIDADES
Hoy en día el cilindro hidráulico es un equipo insustituible para la
transformación de energía hidráulica en energía mecánica. Es por lo tanto, el
miembro de unión entre el circuito hidráulico y la máquina de accionamiento.
El cilindro hidráulico tiene la función de realizar movimientos de traslación
(lineales) y, simultáneamente, transmitir fuerzas.
Es por esto que sin duda alguna, el cilindro es la forma más corriente de
accionador lineal hidráulico. Es el recurso normal para conseguir
movimientos o esfuerzos lineales, con un rendimiento generalmente superior
al de los dispositivos neumáticos o eléctricos
Los términos cilindro, gato,'ariete se emplean, a veces indistintamente; pero
el primero es más general. La denominación de ,,Gato,, se reserva a tos
cilindros que se emplean como aparatos de efevación y para producir

ltl
determinados esfuerzos, propios de esta clase de aparatos, en ciertas
industrias. La descripción de ariete sugle concordar con la de los grandes
cilindros para trabajos pesados que requieren esfuerzos elevados.
La fuerza máxima posible del cilindro F depende, despreciando la fricción,
de la presión de servicio máxima admisible p y de la superficie efectiva A.
F=p*AenkN
Para el accionamiento con cilindros hidráulicos en movimientos lineales de
máquinas de trabajo se obtienen las siguientes ventajas:
. El accionamiento directo con cilindros hidráulicos es sencillo en su
montaje y fácilmente ubicable para el constructor de máquinas.
o Al no haber conversión de movimiento'rotatorio en movimiento lineal, el
accionamiento del cilindro posee buen rendimiento.
. La fuerza del cilindro permanece constante desde el comienzo hasta el
final de la carrera.

lt2
. La velocidad del pistón, que depende del caudal introducido y de la
superficie, también permanece constante a lo largo de toda la longitud de
la carrera.
. De acuerdo con el tipo constructivo, un cilindro puede producir fuerzas de
compresión o de tracción.
o El dimensionamiento de cilindros hidráulicos permite construir
accionamientos de gran potencia con cotas reducidas de montaje.
Los casos de aplicación más frecuentbs de cilindros hidráulicos son la
elevación, el descenso, el bloqueo y el desplazamiento de cargas.
7.2 PRINCIPALES TIPOS DE CILINDRO SEGUN SU EFECTO
De acuerdo con su efecto los cilindros hidráulicos se dividen en:
. Cillndros de efecto simple ,
o Cilindros de efecto doble.
7.2.1 Cilindros de efecto simple
Los cilindros de efecto simple solamente pueden entregar su fuerza en un
sentido. El retroposicionamiento del pistón sólo se puede llevar a cabo
mediante un resorte, por peso propio del pistón o por efecto de una Íuerza

il3
externa. Básicamente los cilindros de efecto simple tienen una superficie
efectiva.
7.2.1.1Cilindros a pistón de inmersión o a pistón sin vástago
En esta versión de cilindro, de acuerdo con la instalación técnica, sólo se
pueden transmitir fuerzas de compresión.(Ver ligura 221
Figura 22 Gilindro a pistón de inmersión o a pistón sin vástago izq. sintope interno, der; con tope interno.(pistón gufa!
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. Sperryvickers, s.a. 30p
De acuerdo con el caso de aplicación, los cilindros a pistón sin vástago
pueden realizarse con o sin pistón guía interno (tope). En la versión sin
tope interno la gran fuerza de presión se calcula a partir de la superficie
efectiva máxima del pistón y de la presión de servicio máxima admisible.

il{
En la versión con pistón guía interno hay que tener en cuenta que para el
cáfcufo de la fuerza de presión sólo resulta efectiva la superficie del vástago.
Los cilindros a presión sin vástago se emplean allí donde un claro sentido de
la fuerza permite el retorno seguro a la posición inicial, como ej. en prensas
hidráulicas con émbolo interior, dispositivos de elevación, etc.
Cargando la superficie efectiva a través de la conexión de tubería "An con
presión de servicio, el pistón sale .
El retorno del pistón debe producirse por el peso propio del mismo o por
efecto de una fuerza externa.
7.2.1.2 Cilindro con retroceso por resorte
Lo cilindros con resortes retroposicionadores se emplean allí donde falta la
fuerza externa de retroposicionamiento. Los resortes de
retroposicionamiento se pueden disponer en el interior del cilindro o fuera
del mismo. Dado que los resortes solo pueden recorrer carreras y generar
fuerzas limitadas, estos se emplean especialmente en "cilindros pequeños".
Se utilizan en la construcción de utilajes como cilindros de sujeción o como
herramienta de montaje ptara realizar reparaciones. Ver figura 23
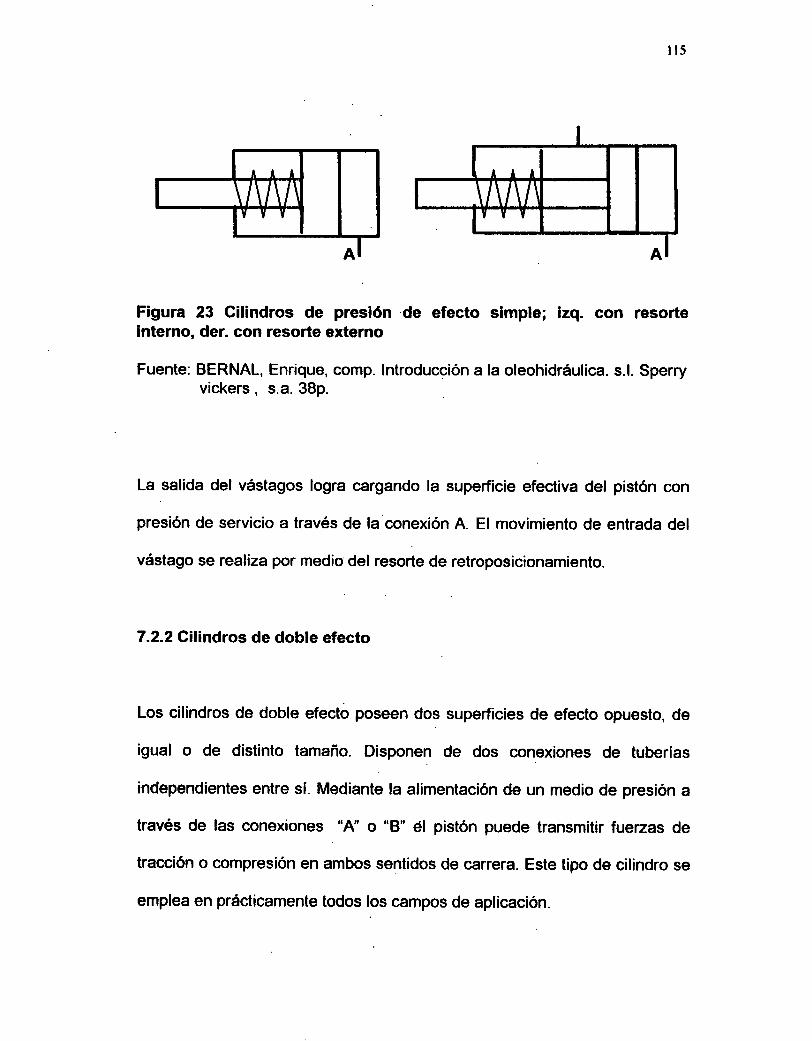
lt5
Figura 23 Cilindros de presión de efecto simple; ¡zq. con resorteinterno, der. con resorte extemo
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. Sperryvickers, s.a. 38p.
La salida del vástagos logra cargando la superficie efectiva del pistón con
presión de servicio a través de la.conexión A. El movimiento de entrada del
vástago se realiza por medio del resorte de retroposicionamiento.
7.2.2 Cilindros de doble efecto
Los cilindros de doble efecto poseen dos superficies de efecto opuesto, de
igual o de distinto tamaño. Disponen de dos conexiones de tuberías
independientes entre sí. Mediante la alimentación de un medio de presión a
través de las conexiones . "A' o uB' él pistón puede transmitir fuerzas de
tracción o compresión en ambos sentidos de carrera. Este tipo de cilindro se
emplea en prácticamente todos los campos de aplicación.
I l(r
Los cilindros de doble efecto se subdividen en cilindros diferenciales
cilindros diferenciales de doble vástago.
7 .2.2.1 Cil i ndros diferenciales (vástago uni lateral I
En la mayoría de los casos de aplicación de cilindros se realizan con un solo
vástago Ver figura 24. Los cilindros diferenciales poseen un pistón, el cual
esta unido fijamente a un vástago de diámetro menor. El nombre cilindro
diferencial se deriva de las superficies efectivas de distinto tamaño
(diferentes). La relación de sr.rperficies entre superficies del pistón y
superficie anular se denomina factor q. La fuerza máxima transmisible
depende para el movimiento de salida de la superficie del pistón y para el
movimiento de entrada, de la superficie anutar y de la presión de servicio
máxima admisible. Es decir, que a igual presión de servicio la fuerza de
safida es mayor en el factor g a ala fuerza de entrada. Las cámaras a llenar
en cada caso, dada la carrera son iguales en longitud pero distintas en su
volumen dadas las diferencias entre superficie del embolo y superficie
anular. Por ello las velocidades de carrera se comportan de modo inverso a
las superficies.
Es decir:

n7
Gran superficie ->marcha lenta
Pequeña superficie +marcha rápida
Figura 24 Gilindro con vástago unilateral
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. Sperryvickers, s.a. 39p
7.2.2.2 Gilindro de doble vástago.
(Cilindro con vástago en ambos lados)
Figura. 25 Gilindro con vástago en ambos lados
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. Sperryvickers, s.a. 40p

il8
Los cilindros de doble vástago poseen un pistón, el cual está unido fijamente
a dos vástagos de diámetro menor. La fuerza máxima transmisible en ambas
direcciones depende de las superficies anulares de igual tamaño y de la
presión de servicio máximo admisible. Es decir, que igual presión de servicio
las fuerzas en ambos sentidos son iguales. Dado que las superficies y las
longitudes de carrera son idénticas de ambos lados, también son idénticas
las cámaras a llenar. De allí resulta que las velocidades también son
iguales.(ver figura 25)
7.3 FORMAS ESPECIALES DE CILINDROS HIDRAULICOS
Existen casos de aplicación en los cuales los cilindros de efectos simples o
doble solo pueden ser empleados tomando medidas suplementarias. La
mayor parte de dichos casos son longitudes de carrera con cotas de montaje
sumamente reducidas o grandes fuerzas a mínimo diámetro de pistón.
7.3.1 Cilindros tandem
En los cilindros de efecto doble en versión tandem se unen dos cilindros de
tal modo que el vástago de uno de ellos presione sobre la superficie del
pistón del otro a través de la base de este último.(ver figura 26). Gracias a

il9
esta disposición las áreas se suman y se pueden transmitir grandes fuerzas
sin aumentar la presión de servicio y con diámetros externos reducidos.
Cabe tener en cuenta la mayor longitud constructiva.
Figura 26 Cilindro en tandem.
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. sperryvickers, s.a. 40p
7.3.2Cilindro tetescópico
Los cilindros telescópicos se diferencian de los cilindros "normales" por su
menor longitud de montaje al estar retrocedidos, con respecto a cilindros
"normales" con carrera comparable. Como consecuencia de los vástagos
que se encajan, la cota de montaje es igual a la longitud total de carrera
dividida por la cantidad de etapas más la cota de carrera nula.(espesor de
base, longitudes de guías, anchos de estancamiento, fijación). Ello quiere
decir que la longitud de montaje es solo un poco mas grande que una etapa.
Untr.rsi¡rO Aut6noma de Oecidrilo

120
La longitud del cilindro telescópico retrocedido normalmente se encuentra
entre la mitad y un cuarto de su longitud de carrera. en función de cota de
montaje estos cilindros dos, tres, cuatro o cinco niveles. Se emplean
cilindros telescópicos en ascensores hidráulicos, plataformas basculantes,
pfataformas elevadoras, construcción de antenas, etc.(Ver figura 27)
Figura. 27 Cilindro telescópico de simple efecto
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. Sperryvickers, s.a.41p

l2l
7.4 PRTNCTP|OS CONSTRUCTTVOS.
La construcción de un cilindro hidráulico depende en gran medida del caso
de aplicación. En máquinas herramientas, máquinas de trabajos móviles,
hidroeléctricas, industria del acero y siderúrgica o en otros casos de
aplicación. Para cada caso especifico se han ido desarrollando principios
adecuados de construcción.
En base al cilindro diferencial de efecto simple o doble que se utiliza con
mayor frecuencia representaremos los principios constructivos más usuales
Básicamente se diferencian dos tipos constructivos:
Construcción por tirantes
Construcción redonda.
7.4.1 Construcción por tirantes.
En los cilindros de tirantes la cabeza del cilindro, el tubo del cilindro y la
base del cilindro están unidas firmemente mediante barras de tracción
(tirantes). Los cilindros de tirantes se caracterizan por su construcción
especialmente compacta

122
Dada la construcción compacta que ahorra espacio se emplean
especialmente en la industria de máquinas herramientas y en instalaciones
de fabricación en la industria automotriz, como por ejemplo, centros de
maquinado. (ver figura 28y 291
7 ',t4.2 17 12 11 t0
Figura 28 Cilindro hidráulico en construcción por tirantes. con fijaciónpor brida en la cabeza del cilindro
Fuente: BERNAL, Enrique, comp. tntroducción a la oleohidráulica. s.l. sperryvickers, s.a. 53p
1 Cabezapislón2 Base3 VástagoVástago4 Tubo de cilindro5 Brida6 Buje guía/ Pistónantirretorno
I Buje amortiguador
9 Buje amortiguador10 Buje de rosca
11 Tirantef 2 Tuerca13 Banda Guía14.1 Reten delpistón
14.2 Reten del
15 Separador16 Reten del
17 Junta tórica18 Anillo de apoyo19 Junta tórica20Válvula
21 Vál.de estrangulación
t3 14.1

123
Figura.29 cilindro hidráulico en construcción por tirantes con oioarticulado en la base del cilindro
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.l. sperryvickers, s.a. 54p
Cabeza y base del cilindro unida mediante tirantes al tubo del cilindro
Buje guía rosca a la cabeza del cilindro.
Juntas.en versión de anillo deslizante y collarín
Amortiguación Bilateral de fin de carrera, bujes amortiguadores con
soporte de flotación
Válvula estranguladora y antirretorno en ambos lados.
Purgado en serie en la cabeza y en la base
t21
7 .4.2 Gonstrucción redonda.
En los cilindros de construcción redonda la cabeza del cilindro, el tubo del
cilindro y la base del cilindro están firmemente unidos por tornillos, soldados
o anillos de retención.(ver figura 30)
Dado su montaje robusto de los cilindros hidráulicos de construcción
redonda resultan adecuados también para ser empleados bajo condiciones
extremas de operación.
Las distintas piezas y su denominación.
1 cabeza I Buje amortiguador i5 Junta tórica2 Base g Buje amortiguador 16 Reten delembolo3 Vástago 10 placa 17 Junta tórica4 Tubo de cilindro 11 Pistón 1g Anillo de muelle5 Brida 12 Brida 19 Válvula antirretorno6 Buje guía 13 separador 20 válv.estranguladoralTapa 14 Reten del vástago
Cabeza y base del cilindro unidas mediante bridas al tubo del cilindro
Buje guía atornillado o guía directamente en la cabeza del cilindro
Juntas de perfil angular
Amortiguación bilateral de fin de curso
Válvula estranguladora y antirretorno de ambos lados

t25
Figura 30 Clindro hidráulico de construcción redonda con brida en la
cabeza del cilindro
Fuente: BERNAL, Enrique, comp. Introducción a la oleohidráulica. s.r. Sperryvickers, s.a. 56p
7.5 FABRICACIÓN DEL CILINORO.
Entre los materiales apropiados para'la fabricación de cilindros se cuentan:
la fundición de hierro, de bronce, de acero, de estaño, y la centrifugada de
hierro: los tubos de acero estirado sin soldadura, de acero inoxidable, de
l2(t
latón, de aluminio y de titanio; los tubos soldados, los foriados, los est¡rados
en frío y las piezas extrusionadas huecas.
Los cilindros fabricados a partir de tubos estirados son casi siempre de
aceros al carbono de 0.10 o o.2o o/o (acero dutce de bajo contenido de
carbono) y hasta casi el año 1950, estos tubos se empleaban tal como salían
del estirado. Después fue posible obtener acabados mucho más finos en la
producción de tubos, en una amplia gama de diámetros interiores hasta de 8
pufgadas (203.2 mm) o incluso 10 purgadas (254 mm), con lo que se
satisfacian casi todo a las aplicaciones ( Véase tabla l1 )
El moldeado era el método originalmente preferido para cilindros de alta
presión y aún se usa mucho en cilindros grandes . Los cilindros se modelan
con tapa, buenos radios de empalme y fondos redondeados. Los cilindros
forjados con tapa integrada tiene un fondo más plano, pero están dotados de
radios generosos para evitar las concentraciones de esfuerzos.
7.6 MODOS DE FIJACION E INDICACION DE MONTAJE
Además de las indicaciones relativas a la presión de servicio, al diámetro del
pistón y del vástago, la longitud'de carrera, fuerza de tracción o compresión
también es importante saber como y donde se inserta el cilindro hidráulico:
es decir cuál debe ser el modo de fijación.
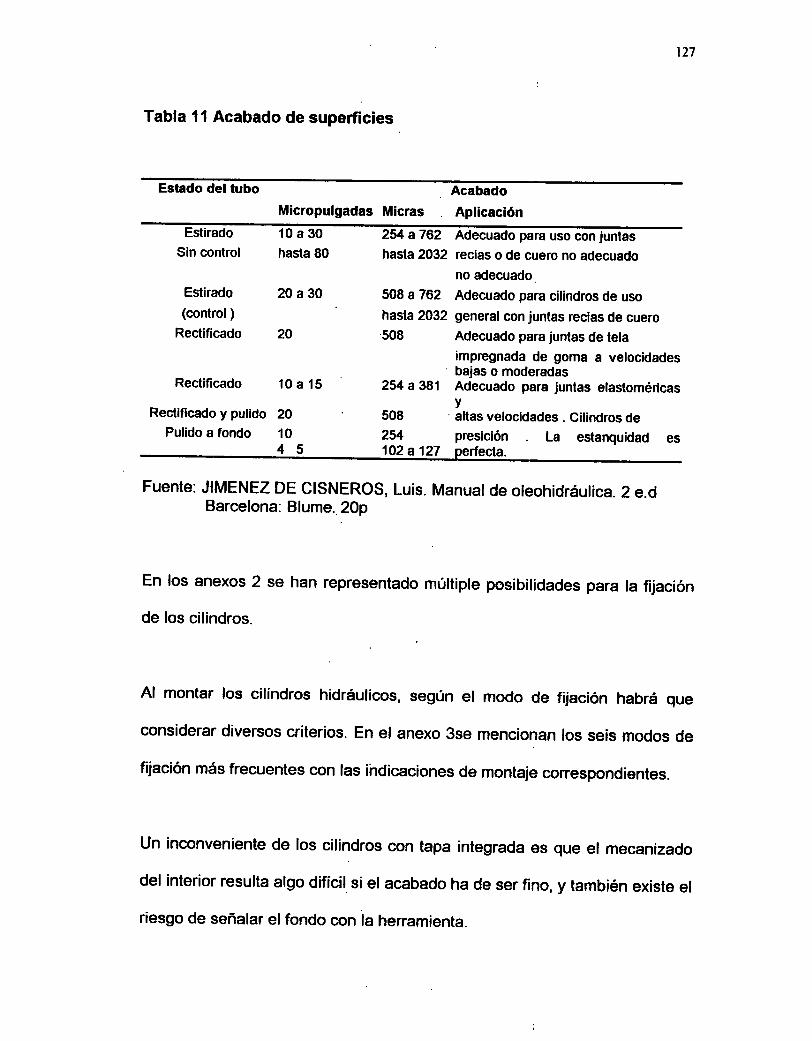
127
Tabla l1 Acabado de superficies
Estado del tubo AcabadoMicropulgadas Micras Aplicación
Estirado
Sin control
Estirado
(control)
Rectificado
Rectificado
Rec{ificado y pulido
Pulido a fondo
10a30hasta 80
20a30
20
10a15
20
1045
254 a762hasta 2032
508 a 762
hasta 2032.508
254 a381
508
2541O2 a 127
Adecuado para uso con junlasrecias o de cuero no adecuado
no adecuado
Adecuado para cilindros de usogeneral con juntas recias de cuero
Adecuado para juntas de telaimpregnada de goma a velocidadesbajas o moderadasAdecuado para juntas elastoméricasvaltas velocidades . Cilindros depresición La estanquidad es
Fuente: JIMENEZ DE clsNERoS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.20p
En los anexos 2 se han representado múltiple posibilidades para la fijación
de los cilindros.
Al montar los cilindros hidráulicos, según el modo de fijación habrá que
considerar diversos criterios. En el anexo 3se mencionan los seis modos de
fijación más frecuentes con las ihdicaciones de montaje correspondientes.
Un inconveniente de los cilindros con tapa integrada es que el mecanizado
del interior resulta algo difícil si el acabado ha de ser f¡no, y también existe el
riesgo de señalar el fondo con la herramienta.

t28
En muchos casos, aunque se trate de cilindros moldeados, quizás sea
preferible fabricarlos como tubos de fácil mecanizado y pulido y colocar
después las tapas, sobre todo en el caso de los cilindros de doble efecto.
Generalmente se prefieren los tubos estirados sin soldadura para la
fabricación de los cilindrod, ya que no requieren posteriores acabados.. Lo
principal es que el tubo no se deforme en absoluto por procesos posteriores
como soldadura de las tapas o demás montajes.
7.7 EMBOLOS
Los materiales de los émbolos pueden ser: la fundición de hierro o el acero
moldeado, las aleaciones de latón, bronce y aluminio y también el hierro y el
acero sinterizado. Algunos émbolos de aleaciones de hierro se tratan con
bronce o con cromo duro y se pulen.
La forma del embolo depende.principalmente del tipo de junta. En general
esta determinará si se ha de diseñar de una sola pieza, o de dos o tres para
alojar las juntas.
En la tabla l2 se dan datos de las juntas para émbolos. El tipo de junta , del
pistón además de la forma del cojinete del vástago y de su junta determinan
l2t)
fa fricción estática o la fuerza de arranque necesaria para iniciar el
movimiento- del pistón y también el rozamiento durante.la carrera de trabajo.
Este último deberá ser bajo si las juntas.están en buenas condiciones v bien
lubricadas.
El método más normal de fijación del embolo a su vástago, consiste en
mecanizar un apoyen tal vástago, con un extremo roscado. El embolo se
coloca sobre la parte mecanizada y se fija con una tuerca. para algunos
trabajos pesados el émbolo se solda al vástago.
7.8 VASTAGOS
Los vástagos se fabrican a partir de barras de acero, torneado, cromado
duro, rectificado y/o pulido. Para minimizar el desgaste de lac juntas del
vástago el acabado superficiar debe ser muy fino. Er cromado es casi
indispensable para evitar la corrosión , pero también podría deteriorar las
juntas del vástago y reducir la duración. A veces se utiliza acero inoxidable
putido para que el vástago resista al máximo la corrosión, especialmente si
los cilindros se accionan por otros fluidos distintos del aceite
*--4I Univorsidad Autóncna de 0ccll¡nlo Ifl sEcotoN BtBLtoTEcA ¡
q¡,------J

|30
Tabla 12 Juntas para émbolos
Tipo Material Presión Vel. de Observacionesmáxima frot.
. máxima.
3000 200 40 con arandelas de refuerzoJuntas de caucho homogéneo 1500 1oo 40 Mejor resistencia alestanqueidad ennollamiento en espiraly quad-ringsDevaso Caucho 2OO 14 70homogéneo 500 35 60
semireforzado.En U Caucho homogéneo fOOO TO 60cuero, lS00 i00. S0
Tela impregnada de s000 3so 100 Tipos efensamentecaucho, laminadas. i0000 70 100 . utilizados
también variantes
En v caucho homoséneo r0o0 10; so-60 :tf3':Íffis en conjunro(chevron) cuero, l5O0 1OO 50_60Tela impregnada de 10000 70 ioo utirizados en conjuntos,caucho, laminadas. 20000 140 loo recurco habitual para
En C (de Tela impregnada de 5000 3SO 100vaso, caucho.condicionesseveras.Patentadas. Compuestos de tela hasta hasta
y caucho 10000 700
Anillo Tela impregnada de hasta hastaprensaestopa caucho 10000 7OOs
cilindros grandes.Muchas variantespatentadas, y diseñosoriginales, tipos muyutilizadosConsulte a los fabricantespara los datos decomporlamientoMuy utilizadas en loscilindros grandes.
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.24p
El vástago del cilindro debe ser apoyado y sellado por el lado de la tapa que
corresponde al vástago (o por ambas caras si se trata de un cilindro con
vástago pasante ). como apoyo basta un coj¡neta simple, pero las juntas

t3t
varían desde el simple anillo'en O, a las de labio y a las formadas por varios
elementos, según el trabajo y las dimensiones de! cilindro. Frecuentemente
se incluye un anillo roscador externo que limpiara el vástago durante la
recuperación y evitará así la penetración de polvo, abrasivos, etc. Recogidos
por la capa de aceite del vástago.
7.9 RESISTENCIA DE LOS CILINDROS.
Si la relación diámetro espesor del tubo del cilindro es mayor 16: 1, el
esfuerzo ejercido por el material.de la pared por ta presión interna se puede
determinar a partir de la sencilla formula para tensión circunferencial
uniformemente repartida.
S=PD
2t
Siendo S = tensión superficial
P = presión interna ,
D = diámetro interior deltubo
t = Espesordel tubo.
Despejando el espesor de pared, se tiene la formula practica:

r32
t=PwDxF+c
2Sm
Siendo Pw = presión de trabajo según proyecto
Sm = resistencia admisible según el material
F = Coeficiente de seguridad según proyecto.
c = Compensación de la perdida de espesor por corrosión
Normalmente se prescinde de esta corrección, porque se
tiene en cuenta el coeficiente de seguridad.
En tubos de pared gruesa y homogénea, la tensión ya no se distribuye de un
modo uniforme, y la tensión máxima se expresa mas exactamente por la
formula:
S=D2 -2t+2t2 xp
Otra formula más practica, qué resuelva el espesor de la pared como antes
t =-8-2
I
VSm+Pw -r Ir r*cSm-Pw I
2t(D-t)

133
Los cilindros modelados también se pueden calcular por la misma formula y
los típicos de la tensión máxima admisible'del material son:
Fundición de hierro 280 kg/cm2 IaOOO psi¡
Fundición de hierro para grandes esfuerzos 42O -550 kg/cm' 16000 -BO0O
psi)
Acero moldeado 840 kg/cm2 ItZOOO psi¡
Aleación de aluminio moldeado 5.5O kg/cm2 (8000 psi)
Latón moldeado 420 kg/cm2 (6000 ps¡)
Bronce moldeado 42O kgtcm2 IOOOO psi ¡
Normalmente el coeficiente de seguridad es muy holgado.
Algunos de los diferentes materiales usados en la fabricación de tos cilindros
hidráulicos son .
. Acero de bajo contenido de carbono
o Acero inoxidable 304
o Aleación Tungum
o Aleación de aluminio
o Titanio

l3+
Estos materiales deben de ofrecer un acabado interno especial debido a que
sobre esta superficie es donde tendrán un apoyo directo los empaques del
pistón
Del acabado superficial dependerá el deterioro prematuro de la
empaquetadura del pistón
8. BOMBAS
8.1 GENERALIDADES
La rápida expansión de la ingeniería hidráulica y su aceptación general
datan de la aparición de bombas adecuadas para trabajos duro, con la
posibilidad de acoplamiento directo a un motor eléctrico.
Paralelamente a la primera guerra mundial, con el desarrollo de los sistemas
hidráulicas autónomos, la bomba de paletas ocupo un lugar privilegiado, en
especial en equipos de poco tamaño que trabajaban a presiones moderadas.
La bomba de engranajes apareció después y alcanzo su predominio durante
la segunda guerra mundial, por ser el modelo más idóneo para los sistemas
de presión mas elevada propios de la aviación militar
Tanto unas como otras siguen siendo normales como fuente primaria d e
energía en los modernos sistemas hidráulicas. El tamaño , e¡ peso,

| 3(¡
rendimiento volumétrico, la presión de trabajo y el costo se cuenta entre los
factores que gob¡ernan la elección de una bomba.
8.2 TIPO DE BOMBAS
8.2.1 Bombas de engranajes
En la figura 31 aparece un esquema simplificado de la sección de una
bomba de engranajes. Los elementos básicos son los engranajes de igual
diámetro, montados en distintos ejes y alojados en un cárter bien ajustado.
Las lumbreras de admisión y de escape se mecanizan a los lados del sárter,
directamente.
Durante la rotación, debido al engranaje de cada par de dientes y ante la
admisión, se reduce el volumen de este lado en dos espacio entre dientes y
se origina un efecto de succión.. El aceite que va a ocupar este espacio
queda atrapado en ambos lados por una cresta de dientes cerca del orificio
del cárter y es arrastrado hacia la salida .por
las "bolsas" formadas entre
pares de dientes contiguos. A la salida, el aceite escapa por la lumbrera a
presión

t37
Aunque el principio de funcionamiento es simple, hay algunos factores de
diseño que son críticos para el logro de un alto rendimiento volumétrico.
Fara que este sea máximo no debe producirse fugas entre los dientes entre
los dientes ni a través de las caras extremas de los engranajes. Aunque
estas fugas internas se reduzcan a un mínimo, queda el inconveniente de las
fuertes cargas en los cojinetes y de los desequilibrios de carga que provoca
el fluido retenido en las "bolsaso, con el subsiguiente aumento de fricción y
reducción de rendimiento mecánico.
Figura 3f Disposición de los intersticios de fuga en una bomba deengranajes exteriores
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráuria.2 e.dBarcelona: Blume.228p

t3E
Con dientes de formas diferentes se obtendrán grados de estanqueidad
también diferentes. Se ha experimentado con varias formas, pero la de los
dientes cortos sigue siendo la preferida y viene a ser la más hermética,
aunque el desplazamiento o revolución sea menor que el que proporciona
otros perfiles. También se emplean las formas helicoidales simple o dobles,
principalmente cuando se requiere un funcionamiento mas silencioso. Aparte
de la posibilidad dudosa de mayores ventajas, el recurso a diente de la
forma mas complicada no suele ser recomendada desde el punto de vista de
la complejidad de fabricación y de costo. De hay que la tendencia sea utilizar
simples dientes cortos con el mínimo numero de dientes compatibles con un
accionamiento suave y continuo. La reducción de numero de dientes tiene la
ventaja que aumenta el desplazamiento por revolución, independientemente
de la forma del engranaje.
El caudal suministrado por una bomba de engranajes es directamente
proporcional a su velocidad y la presión de suministro, a la carga externa. Si
aumenta la carga, la presión sigue creciendo hasta los limites establecidos
por medio de una válvula de descarga o de propia resistencia del cárter.
Por fo general solo se alcanza grandes rendimientos con la bomba de
engranajes si estas funcionan a velocidades relativamente elevadas. Si una

139
bomba se especifica para funciona a una amplia gama de velocidades
cuando lo haga a la máxima dará el rendimiento volumétrico mas alto. En la
mayoría de las actuales bombas de engranajes, de elevadas prestaciones,
es corriente que la velocidad sea de 3000 r.p.m., eri un funcionamiento
continuo, aunque depende también del tamaño. En algunas unidades más
pequeña se especifican velocidades hasta de 8000 r.p.m., pero es más
normal un máximo de 3500 a 4000 r.p.m..
El suministro se da en desplazamiento por revolución o en caudal
correspondiente a una velocidad determinada " frecuentemente la máxima
para funcionamiento para trabajo continuo", en el primer caso, el caudal para
una cierta velocidad se obtiene multiplicando el desplazamiento por la
velocidad en r.p.m.. En el segundo caso, el caudal para cualesquier otras
velocidades se calcula por simple proporción.
En algunos servicios hidráulicos se utilizan bombas de engranajes interiores
en la que estos van alojados en un aro exterior dentado. Las formas de los
dientes están que la cabeza de cada diente exterior este siempre en
contacto con la superficie interna del cit'ado anillo (ver figura 32). La rotación
da lugar a una serie de bolsas .que se contraen y se dilatan y van
transfiriendo el aceite desde la entrada a la salida. Geométricamente estas
bombas tienen ciertas ventajas frente a las de engranajes exteriores, entre

l-t0
las que se destacan las menores presiones localizadas y tensiones de
deslizamiento en el fluido. No obstante resultan mas cara de fabricación que
las de engranajes exteriores, por lo que su uso se limita a servicios
especiales principalmente de máquinas herramientas.
Admision
@Descorgo
Figura 32 Esquema de una bomba de engranajes internos
Fuente: JIMENEZ DE CISNEROS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.231p
Los estrechos huelgos necesarios. para minimizar las fugas internas debe
ser de fabricación precisa; Pero las bombas de este tipo se caracterizan por
el gran desplazamiento que proporcionan para unas dimensiones totales
determinadas. Todas las bombas de engranajes requieren una lubricación
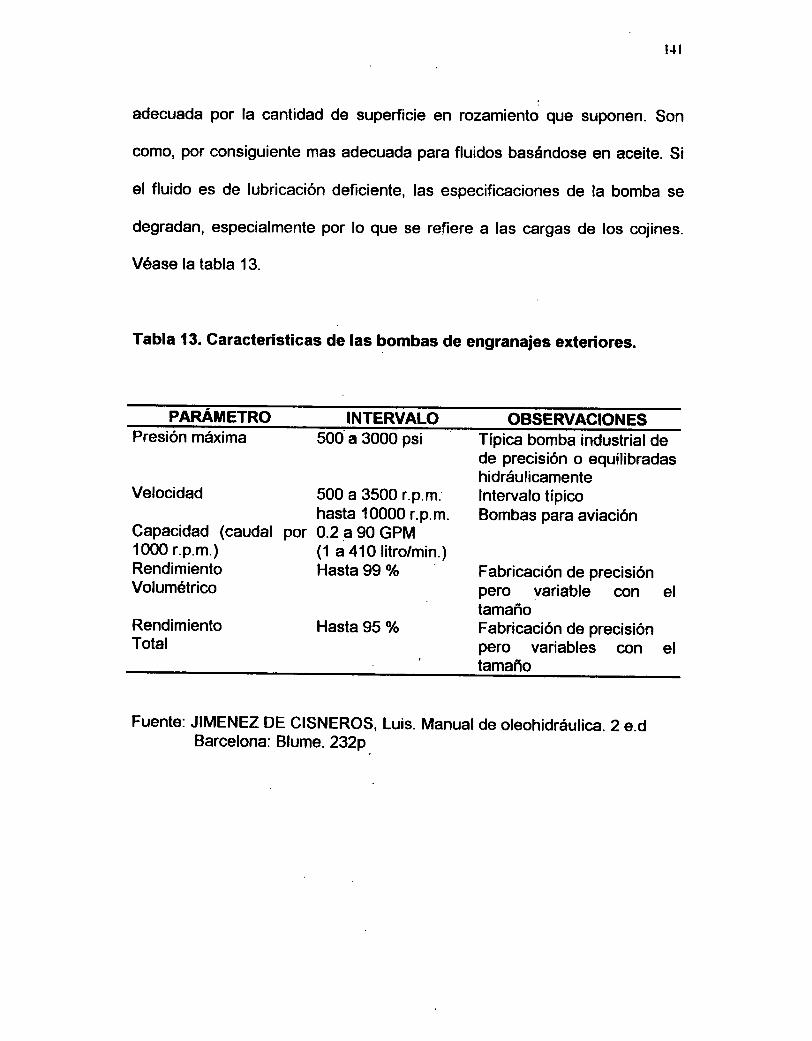
l{l
adecuada por la cantidad de superficie en rozamiento que suponen. Son
como, por consiguiente mas adecuada para fluidos basándose en aceite. Si
el fluido es de lubricación deficiente, las especificaciones de la bomba se
degradan, especialmente por lo que se refiere a las cargas de los cojines.
Véase la tabla 13.
Tabla 13. características de las bombas de engranajes exteriores.
Presión máxima
Velocidad
Capacidad (caudal1000 r.p.m.)RendimientoVolumétrico
RendimientoTotal
500 a 3000 psi
500 a 3500 r.p.m.hasta 10000 r.p.m.
por O.2 a 90 GPM(1 a 410litro/min.)Hasta 99 o/o
Hasta 95 %
Típica bomba industrial dede precisión o equilibradashidráulicamenteIntervalo típicoBombas para aviación
Fabricación de precisiónpero variable con eltamañoFabricación de precisiónpero variables con eltamaño
Fuente: JIMENEZ DE clsNERoS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 232p

t42
8.2.2 Bombas de paletas.
Las bombas de paletas son también de tipo compacto, y resultan muy
adecuadas para presiones y velocidades medias. Tienen la ventaja sobre la
de engranaje de que su rotor puede equilibrarse hidráulicamente lo que
minimiza la carga en los cojines. No obstante son mas limitadas las
presiones que alcanzan; la.máxima generalmente es de 70 a 100 kglcm2
(1000 a 1500 psi), excepto en modelos especiales.(Véase tabla 14.)
Encuentran su aplicación principal en sistemas de presión media y baja que
requieren una bomba compacta de poco precio y en los sistemas hidráulicas
de maquinas herramientas, por su versatilidad lo hacen adecuada para
muchas otras aplicaciones.(Ver figura 33) Para sistemas de características y
rendimieritos superiores existen versiones mejoradas.
La bomba de paletas originales consiste en una cámara única o alojamiento
circular de un disco como rotor dispuesto excéntricamente. Las paletas
deslizan libremente en las ranuras del rotor durante la rotación, las paletas
se proyectan hacia el exterior por acción de la tuerza centrifuga y sus puntas
van frotando en el interior de la cámara, con lo que se forman bolsas en
continua expansión y contracción, causa de la acción del bombeo.

l{3
Existe una limitación consistente en que, como la presión radial ejercida por
las puntas de las paletas depende directamente de la velocidad de rotación,
la estanqueidad a bajas velocidades puede ser deficiente. Esto se supera
con muelles que actúan sobre las paletas y aumentan la presión de contacto
de estas a bajo régimen, o bien, tal como hoy suele hacerse, por
alimentación de fluido a presión en los fondos de las ranuras que alojan las
paletas a través de las tapas laterales. Esta misma versatilidad de diseño se
extiende a las bombas de paletas de doble cámara.
Tabla 14 Características de las bombas de engranajes de paletas
Parámetro lntervalo ObservacionesPresión máxima
VelocidadCaudal
RendimientoVolumétrico
Rendimiento
1000 a 1500 psi
2000 a 2500 psi
hasta 1800 i.p.r.40 GPt\,| (180 lts/min.)1o0 G.P.M. (450 lts/min.)Hasta 80 o/o
Hasta 75 9/o
Normal con modificaciones(Por ej paletasequilibradas).
Bombas de 2 etapasNormalTamaño máximo típicoAlgunas de dos etapasNormal
Normal, pero varia segúnel tamaño
Fuente: Jf MENEZ DE CISNEROS, Luis. Manual de oleohidráulica.2 e.dBarcelona: Blume.234p
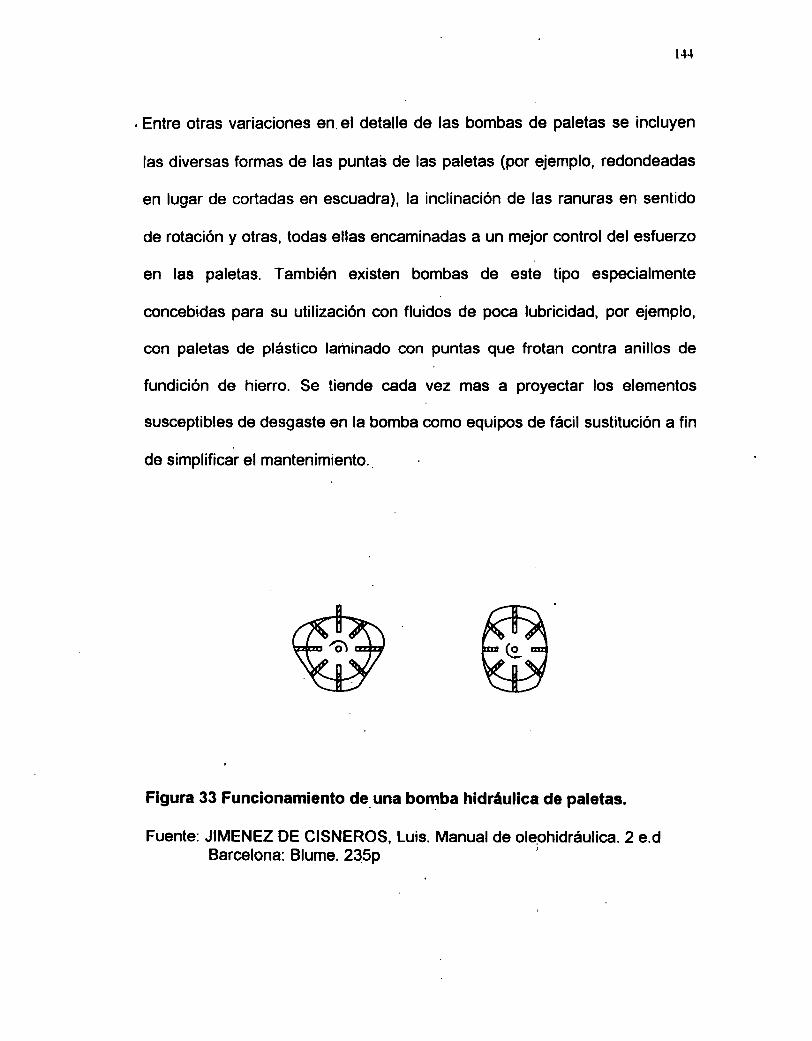
144
.Entre otras variaciones en el detalle de las bombas de paletas se incluyen
las diversas formas de las puntab de las paletas (por ejemplo, redondeadas
en lugar de cortadas en escuadra), la inclinación de las ranuras en sentido
de rotación y otras, todas ellas encaminadas a un mejor control del esfuerzo
en las paletas. También existen bombas de este tipo especialmente
concebidas para su utilización con fluidos de poca lubricidad, por ejemplo,
con paletas de plástico laminado con puntas que frotan contra anillos de
fundición de hierro. Se tiende cada vez mas a proyectar los elementos
susceptibles de desgaste en la bomba como equipos de fácil sustitución a fin
de simplificar el mantenimiento.
Figura 33 Funcionamiento de una bomba hidráulica de paletas.
Fuente: Jf MENEZ DE CISNEROS, Luis. Manual de ole,ohidráulica.2 e.dBarcelona: Blume.295p
l{5
8.2.3 Bombas de pistones
Las bombas de pistón son de elevado rendimiento volumétrico y su
capacidad es casi limitada, por lo que abarcan una amplia gama de
condiciones de suministro. Sin embargo, debido a que su construcción mas
complicada raramente compiten, en tamaños pequeños, con las de
engranajes y de paletas, a menos que se requieran altas presiones. En este
aspecto superan a todos los demás tipos de bombas, aunque la presión que
puede dar una bomba de pistones depende fundamentalmente del tipo de
válvula que admita. En general las presione máximas se logran únicamente
con las válvulas de asiento; en cambio , con las lumbreras, válvulas de
corredera o rotativas, las presiones son limitadas.
8.2.3.1Bombas de pistones en linea
Las bombas de cilindros múltiples sueles ser grandes y robustas y sirven
para trabajos que requieran altas presiones y grandes caudales.
Invariablemente, para tales dimensiones la disposición es siempre
horizontal. (Ver figura 34). Además de desarrollar mayores presiones que
cualquier otra bomba hidráulica, los rendimientos volumétricos pueden

l{(r
superar el 97 o/o, lo más importante cuando se trata de grandes volúmenes
de fluido.
Las velocidades suelen estar limitadas de 100 a 600 r.p.m., aunque las de
este tipo, consideradas de graban velocidad, suelen especificarse, para
funcionamiento continuo, a 1500 r.p.m.. Existen bombas más pequeñas de
pistones en línea, tanto de configurac¡ón horizontal como vertical, que
admiten mayores velocidades.
Cada modelo difiere de los detalles, especialmente en la manera de alternar
el movimiento de los cilindros, que puede ser directamente por cigüeñal y
varillas de empuje y recuperación por muelles. Los pistones son sencillos y
trabajan con tolerancias estrechas en sus cilindros. Las válvulas son s¡empre
de asiento y normalmente funiionan en forma automática por diferencia de
presiones.
Las bombas de pistones en línea se adaptan a fluidos de poca lubricidad, en
cuyo caso a veces se incorpora un sistema de engrase aparte que satisface
las necesidades de la bomba, en especial en cuanto a los cojinetes.

t47
8.2.3.2 Bomba de pistones radiales.
Se basan en la disposición radial de los cilindros y pistones en un conjunto
mas compacto, pero aun voluminoso. Estas bombas se clasifican
generalmente según gire el bloque Oe c¡l¡nOros o el disco motriz. Al igual que
en las bombas de pistones en línea, los estrechos huelgos y los largos
recorridos que los pistones presentan a las fugas facilitan la obtención de
altas presiones; no obstante si las válvulas son de lumbrera mas que de
asiento, debido a que los movimientos que esto implica, las presiones son
mas limitadas.
Una configuración típica es de la figura 35 en la que el bloque de cilindros
rotativos esta montado sobre un árbol estacionario y situado
excéntricamente, que lleva lumbreras de admisión y escape diametralmente
opuestas. El bloque de cilindros queda completameóte encerrado por el
cárter de la bomba o por un anillo desplazable. La variación de suministro se
consigue fácilmente modificando la excentricidad del anillo desplazable, con
lo que el modelo resulta muy versátil en este aspecto. Ver figura 36
Las bombas rotativas de pistones radiales se han aplicado principalmente en
aviación y marina pero eri la hidráulica industrial no son tan apreciadas

como la axial, de pistones.
de pistones en línea.
l-18
Para presiones altas, no pueden competir con la
8.2.4 Bombas de pistones axiales
En este caso los cilindros se disponen en línea (o en grupos en línea)
paralelamente al eje, con la doble posibilidad de que el bloque de cilindro
gire con respecto al plato fijo montado oblicuamente montado en un eje o de
que sea este plato el que gire para accionar los pistones en un bloque de
cilindros estacionario ver figura 37 .La solución del bloque giratorio tiene la
ventaja de que es fácil regular la inclinación del plato a fin de obtener unas
características de flujo infinitamente variables con vistas a las aplicaciones
especiales, como pueden ser las transmisiones hidrostática
La versión de plato giratorio suele fabricarse como bomba de
desplazamiento frjo y también se distingue de la de bloque giratorio en que
el sentido de flujo no depende de la rotación. Uno de los problemas
principales de todas las variantes que existen es el desgaste producido por
el contacto con los pistones. En lugar de apoyarse en el propio plato, es
frecuente disponer los pistones a tope con una placa de reacción oscilante
sobre los cojinetes. La placa oscilante puede fijarse o bien ser accionada a
cierta velocidad mediante un engrane para uniformizar su desgaste

l+9
Apoyo delpistón
Los pasadores transmitenlu fuerza del ¡nuclle ¡ l:larantJela esférica que a suvez mantiene fija la placasoporte de los pistones
Orificios de entraday salida
Pistún Placa soporte(r¡tillo retractor)
l'luc¡¡ de presión
,/Placr de rlistribución
Grupo tirator¡o
Figura 34 Bomba de pistones en lfnea.
Fuente: SPERRY RAND coRPoRATloN. Manuar de oleohidráulicaindustrial. Barcelona, 19T9.21 4p.
Placa soporte de los pistones
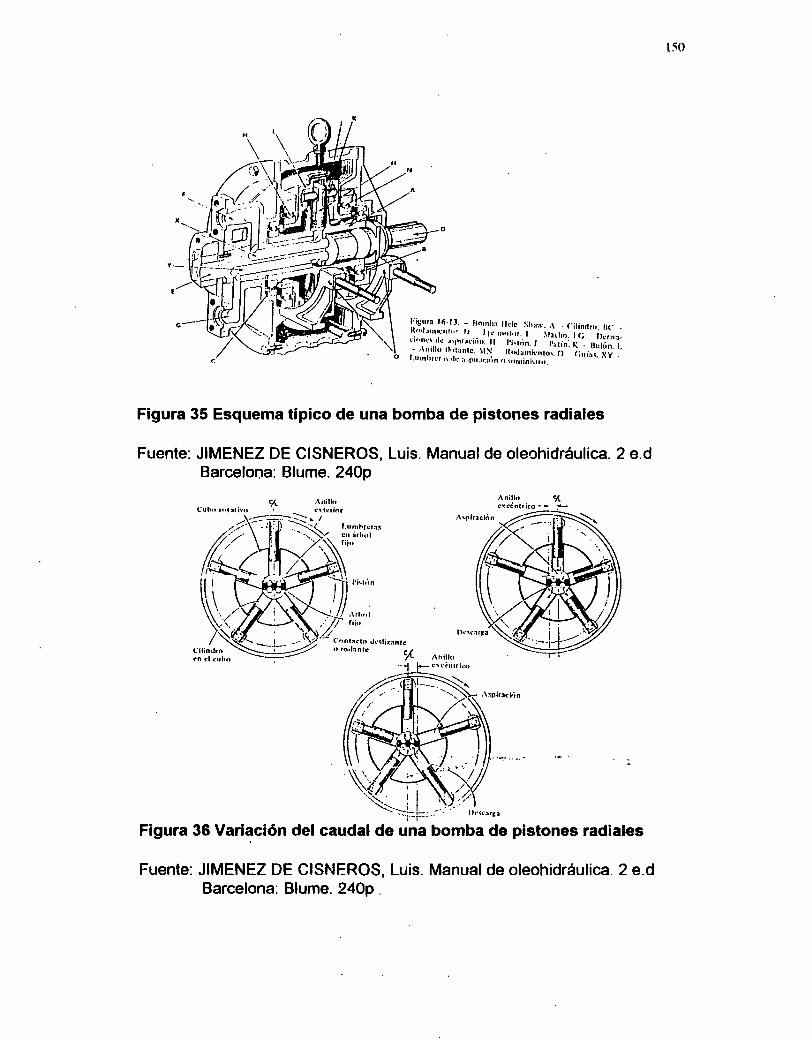
l\
150
I
IIrigur¡ l6.ll. - llo¡nhr llclc Sh¡$. ,\ . (.ilindrr,. l!(:llrrl.¡nritIr',. t, I lc n!rtt,r. I lf¡(ho. I l.; f)crrr¡-(¡.'nL\.rlcrr¡lrrcirin. il I'i\trin.J I,rtin.X . U"i¿,r.i.,-..,\nillo
tl,rlxntc. IIN ltr¡l¡nric¡rtor O (;oinr. .\yLuttrht{r r\.[: r .llrr,r,'rn ,r ,lr¡t¡ini..tr0
Figura 35 Esquema típ¡co de una bomba de pistones radiales
Fuente: JIMENEZ DE CISNEROS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.24Op
^nillo c
crcóntrico -- .*
I'istrin
r\rh.'lfrjo
('ont¡cto.lcrtirintc(t io¡ltnt.
,( i\ ñ ilkl
.\ rpi.ic iin
Figura 36 Variación del caudal de una bomba de pistones rad¡ales
Fuente: JIMENEZ DE CISNEROS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 24Op .
\,1
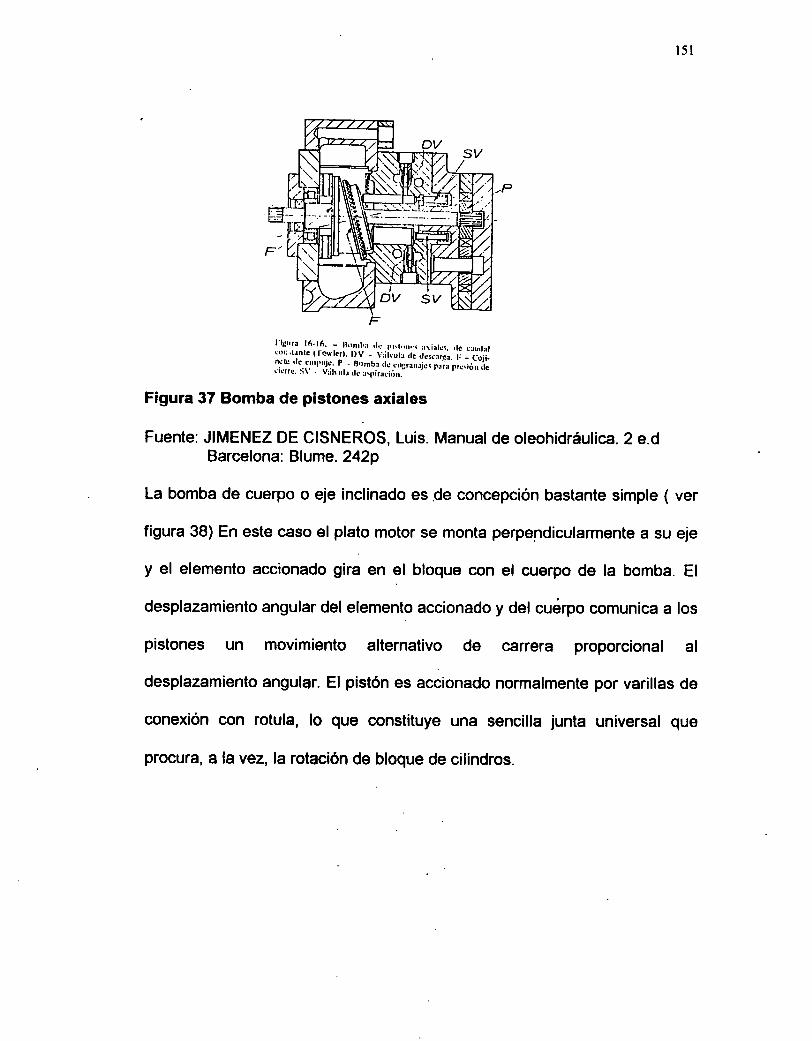
t5r
l-:Y':: ]n:11' - lt¡tnt'r rl,: rrrr,,nrs ¡\rrrrr. ,rc cltrrrxl
;iiJlil i:,,ií;jJlT': ",1;,)lil' ::t*,j::.,f,',1: i,i.-,r.,,7(¡Lfrc. S\' . Viilr ul.l (h, J\Difilrión
Figura 37 Bomba de pistones axiales
Fuente: JIMENEZ DE CISNEROS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.242p
La bomba de cuerpo o eje inclinado es.de concepc¡ón bastante simple ( ver
figura 38) En este caso el plato motor se monta perpendicularmente a su eje
y el elemento accionado gira en el bloque con el cuerpo de la bomba. El
desplazamiento angular del elemento accionado y del cuérpo comunica a los
pistones un movimiento alternativo de carrera proporcional al
desplazamiento angulqr. El pistón es accionado normalmente por varillas de
conexión con rotula, lo que constituye una sencilla junta universal que
procura, a la vez, la rotación de bloque de cilindros.

152
lll¡(lrr(. rl¡!c¡lin'l.r,r
Figura 38 Bomba de pistones. en ángulo.
Fuente: Jf MENEZ DE CISNEROS, Luis. Manual de oleohidráulica.2 e.dBarcelona: Blume.244p
8.3 FUNCION DEL COMPENSADOR DE PRESION
El funcionamiento del compensador de una bomba de pistones en línea
puede verse esquemáticamente en la figura 39 El control consiste en una
válvula compensadora, equilibrada entre la presión del sistema y la luerza
de un muelle, un pistón controlado por la válvula para mover el bloque y un
muelle de retorno del bloque.
t53
Cuando no hay presión de salida, el muelle de retorno del bloque sitúa a
este en su posición de inclinagión máxima que corresponde al
desplazamiento máximo. A medida que la presión del sistema va
aumentando, actúa en los extremos de la corredera de la válvula, cuando la
presión es lo suficientemente eievada para vencer el muelle de la válvula, la
corredera de la válvula se desplaza y el aceite entra en el pistón del bloque,
que es actuado por el aceite a presión y disminuye el desplazamiento de la
bomba. Si la presión del sistema disminuye, la corredera se mueve en
sentido contrario, el aceite del pistón se descarga dentro del cuerpo de la
bomba y el muelle empuja el bloque a un ángulo mayor.
El compensador regula así la salida de la bomba para obtener el volumen
requerido por el sistema para mantener una presión predeterminada, lo cual
evita una perdida excesiva de potencia, que ocurre normalmente a través de
la válvula de seguridad, cuando la bomba descarga por ella todo su caudal
durante las operaciones de fijación o mantenimiento

t5{
2. [¡ conedcn dcl comPenrrdor hacc
pasar el rceitc rl pirtón curndo h prcrión
iel tnba¡o ¡lc¡nz¡ el trraic dcl mucllc
del compcnsrdor.
4. El ¡nucllc dc rjustercguh cl ttnjc dclcompenredor.
Bloquc ba.sculrntc
Llner dc drenric
Prerlón dc tr:bejo
3, El plstón dc ¡ccion¡micnlo dclbloque bascuhntc rcsponde d cont¡oldel compentrdor prrr reducir elcrud¡l dc ¡ceitc dc la bombr.
l. El mucllc del bloquc b¡¡cuhnlemrnllcnr norm¡lmcnlc h bomb¡¡ nr dcapl¡zrmicnto ¡nlxlmo.
Figura 39 Funcionam¡ento del compensador.
Fuente: SPERRY RAND coRpoRATloN. Manual de oleohidráuticaindustrial. Barcelona, 1979.217 p.

9. ELEcc¡ón oe UNA BoMBA
9.I GENERALIDADES
La elección de una bomba puede ser arbitraria o calculada. Es decir, para
una cierta aplicación puede servir varios tipos de bomba si nos basamos en
la "Práctica aceptada" (Ver tabla 15) o en las preferencias particulares
cuando dos o más tipos resultan equilibrados en cuanto a precio y
rendimiento general y, además, existen en el tamaño requerido.
En todo caso, los factores que determinan la elección pueden ser puramente
técnicos, como un funcionamierito silencioso. Pero las condiciones que
debe reunir un sistema suelen ser concretas, necesario para la aplicación;
quizás intervendrán otras consideraciones que timiten la selección a unos
tipos determinados, aunque siempre con la posibilidad de algunas
alternativas.

l5(r
9.2 FACTORES DE SELECCóN.
Los principales factores de selección son:
A. Presión de trabajo
B. Capacidad (Caudal y potencia)
C. Rendimiento
D. Control
E. Peso-Velocidad
F. Fluido
G. Ruido
H. Precio
Mantenimiento
. Repuestos y Servicio
9.2.1 Presión de trabajo
En general, sólo se logran altas presiones con bombas provistas de válvulas
de asiento, aunque las limitaciones propias de las válvulas y lumbreras
rotativas se superan, hasta cierto punto, con perfeccionamiento de detalle en
el proyecto de la bomba. En la Tabla 16 indican los valores de la presión
máxima para atgunos tipos de bombas. Se verá que las altísimas presiones
necesarias para las grandes prensas y las aplicaciones similares,

l_57
únicamente sirven las bombas de pistones múltiples con válvula de asiento,
que alcanzan presiones del orden de los Too Kgtcm2 (10.000 psi) de forma
continua.
Para presiones más bajas se dispone de una gama de selección mucho más
amplia. Por ejemplo, en hidráulica industrial en general, para presiones
desde 30 ó 35 Kglcm2 (400 ó s00 psi) hasta ioO Kg/Cm2 (1soo psi) sirve
casi cualquier tipo de bomba de desplazamiento positivo; la selección se
basa en otros requerimientos específicos o en la potencia. Sin embargo,
cada vez son más normales los sistemas de alta presión, de modo que los
140 Kg/Cm2 (2000 psi)
también pueden considerarse como valor industrial, más allá él limite de las
simples bombas de paletas, a menos gue se acoplen éstas en equipos de
dos etapas.
En las bombas de desplazamiento positivo, la presión desarrollada depende
totalmente de la carga y, si las condiciones de funcionamiento son
constantes, no pueden desarrollar una presión mayor que ta ofrecida por el
sistema al que están conectadas. ,La
presión y et caudal también se
interrelacionan directamente al determinar la potencia de la bomba.

I _58
Tabla 15 Algunos tipos de bombas y sus apticaciones y susaplicaciones.
APLICACION TIPO DE BOMBALigeras por coste
Ligeras a moderadas, caudalmoderadomedias, presión moderada a alta,caudales moderadosAlimentación de máquinasherramienlas
EngranajesPaletasEngranajesPaletasEngranajesPaletas, de dos etapasEngranajesPaletas, caudal variableAnulares, de pistónPaletasObturadór rotativoPaleta-levaEngranajesPaletasPaletas, caudal variablePistón anularObturador rotativoLeva-paletaVarios pistones en líneaVarios pistones radialesPaletasCuerpo orientable, pistón axialPistón radialPistón axialPistón radialPistón axialGuerpo orientable, pistón axia!Pistón radialCuerpo orientable, pistón axialpistón bola
Pistón axialCuerpo orientable, pistón axialEngranajesAnulaies de pistónPistón bolaVarios pistones en líneaVarigs pistones radiales
Prensas de gran tonelaje
Circuitos de caudal variable:LigerasCapacidades moderadas.
Gran caudal
Transmisiones hidrostáticas
Aviación y sistemas similaresde alta presión y condicionesde servicio duras
Elevadisimas presiones
Maquinaria para moldeo de plásticos.
: las válvulas rleben de ser de
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.2O4p

t59
9.2.2 Capacidad y potencia
La capacidad de suministro de una bomba es directamente proporcional a la
velocidad y a su desplazamiento. El suministro teórico se obtiene
multiplicando el desplazamiento por revolución por la velocidad en r.p.m.
Por lo tanto, para un máximo tamaño, el suministro máximo depende de la
velocidad máxima de funcionamiento de la bomba, y ésta a su vez, depende
de factores mecánicos.
Tabla 16 Selección de la bomba por presión
TIPO Presión Máxima
Varios pistones en líneaVarios pistones radialesPistones axiales y placa motriz
10000 a 150001000010000
30003000
2000 a25OO200015001500
1000 a 1500
700 a 1000700700280
210210
14O a 175140100100100
Pistones axiales y cuerpo 4O0OorientableEngranajes de precisiónLeva-paletaPaletas de dos etapasTornilloObturador rotativoAnular de pistonesPaletaEngranaie exterior simple 500 35
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.205p
Univs¡sidad Auldnoma de Octlj¡rhSECCION EIBLIOTECA

El suministro de la bomba influye principalmente en la velocidad de los
accionadores del sistema. La potencia suministrada se deduce, pues, del
producto del esfuerzo por la velocidad, aunque es mejor expresarla en
función de la presión y el caudal o en potencia hidráulica equivalente.
La serie de potencias así calculadas nos da la "Capacidad de trabajo', de la
bomba, y, teniendo en cuenta el rendimiento total, determina la potencia de
entrada necesaria.
La curva de la figura 40 es la de potencia teórica de una bomba de
desplazamiento positivo. El nivel de presión lo determina la carga exterior y
su valor máximo depende de la resistencia mecánica de la propia bomba. El
flujo máximo lo determina la máxima velocidad de funcionamiento admisible.
La potencia máxima se desarrolla, pües, para una presión y un suministro
máximos, en la curva le corresponde el punto llamado vértice de potencia.
En la práctica el contorno no es exactamente rectangular, porque af
aumentar la carga aumentan las pérdidas y la forma pasa a ser como en la
figura 41. El valor de estas pérdidas depende en gran.parte de la precisión
con que se haya fabricado la bomba y puede ser del g ó 4 % a presión

t6l
máxima. Evidentemente, debido
disminuye.
a las pérdidas, el rendimiento total
Presión máxima
Potencia de vértice
Caudat.(e)
Figura 40 Gráfica de caudal Vs presión.
Fuente: JIMENEZ DE clsNERos, Luis, Manual de oleohidráulica. 2 e.dBarcelona: Blume.. 205p
9.2.3 Rendimiento.
En general, los rendimientos totales de las bombas de pistón son más
elevados que los de las bombas rotativas; el equilibrado de las presiones o
la fabricación precisa de las bombas de engranajes, con huelgos fijos en las
cabezas de los dientes, ha hecho que su rendimiento sea comparable con el
(P
PreS
i
ón

162
de las rotativas. En cambio, las bombas de engranajes del tipo más sencillo
y económico dan rendimientos bajísimos (véase la tabla 17).
Caudat (Q)
Figura 41 Gráfica caudal Vs desplazamiento
Fuente: JIMENEZ DE clSNERoS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.206p
Debemos advertir que estos valores son únicamente orientativos. Los
rendimientos reales dependen mucho de los detalles del diseño y de la
fabricación de cada bomba, y también del tamaño de la misma (fas más
pequeñas tienden a ser menos eficientes dentro del mismo tipo).
l)e
s
p
l
a
za
m
i
e
n
to

t6.3
Así mismo hay que tener en cuenta el ciclo de trabajo. Si la demanda varía
considerablemente suele dar más rendimiento una bomba de caudal
variable, tanto desde el punto de vista de funcionamiento como del costo,
aunque inicialmente resulte más cara. En muchos casos será casi
imprescindible una bomba de caudal variable, porque esta forma de
regulación de suministro es más eficaz y fácil de disponer que un motor de
velocidad variable; en algunos modelos de bombas (por ejemplo, las de
varias etapas o las de pistones en línea) se pueden lograr suministros y
presiones diferentes de una bomba única de velocidad constante.
Tabla l7 Selección de la bomba por rendimiento
TIPO 'Rendimientovolumétrico máximo
Rendimiento totalmáximo
Varios pistones en líneaVarios pistones radialesVarios pistones axialesEngranajes de precisiónTornilloPaletaEngranaje exterior (sin
hasta 99 o/o
más del 95 o/o
más del 95 o/o
Puede llegar al 98 %
85:95%
Hasta 95 o/o
más del 90 %más del 9O o/o
Puede llegar al 95 %75 al85 o/o
75 al85 olo
20 -60 o/o
Nota: el rendimiento dependetamaño de la bomba
de muchos factores de fundamento
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 2O7p :
del

t64
Cualquier bomba de desplazamiento positivo requiere cierta forma de
protección, por relajación de presión, contra las presiones excesivas y
perjudiciales producidas por una sobrecarga accidental en la salida. Dicha
protección suele correr a cargo de la válvula de descarga, cuyo
funcionamiento debe estar comprendido por el contorno de potencia o
situado sobre el mismo. No obstánte, algunos modelos admiten
compensación de presión, lo que es característico de las bombas de caudal
variable.
No es posible comparar los distintos tipos de bomba según su relación
potencia:peso, porque ésta depende en gran parte del modelo y de los
materiales. Por lo tanto, la única fuente de comparación de relaciones
potencia-peso se encuentra en las especificaciones de los fabricantes.
Cuando el peso es un factor importante, el parámetro principal no es tanto el
peso de la bomba como el total det sistema. Suelen conseguirse soluciones
óptimas con presiones del orden de 210 a 280 Kgtcm2 (3ooo a 4000 psi),
con componentes de menor tamaño y con un máximo volumen de fluido.

l(r5
9.2.4 Velocidad
De la velocidad de la bomba, como ya dijimos, depende el caudal. Sus
límites están determinados por el diseño de la bomba, pero las velocidades
de funcionamiento dependen de la velocidad normal del motor; más eficaz y
económico el acoplamiento directo del motor que el acoplamiento por
engranajes.
Los suministros de las bombas suelen expresarse en desplazamiento por
1000 r.p.m. de modo que se obt¡enen por simple cálculo, a partir de la
velocidad que el motor proporciona.
s¡ el motor es de velocidad variable, se calcula de modo análogo el
suministro para cualquier velocidad.
Las velocidades máximas normales para varios tipos de bombas figuran en
la tabla 18.
9.2.5 Fluido.
El uso de aceites minerales no representa problemas en ningún tipo de
bomba hidráulica si la viscosidad se adapta al diseño de ésta o del sistema y
si tales fluidos no llevan contaminantes. La viscosidad suele estar

l(>6
determinada por las recomendac¡ones delfabricante, de hecho, se proyectan
para un fluido de cierta viscosidad. Toda variación a este respecto modifica
ef comportamiento de la bomba, merma su rendimiento y, en casos
extremos, requiere una nueva estimación de la velocidad máxima.
Tabla l8 selección de bombas por velocidad de accionamiento
Tipo Velocidad máxima enf
Engranajes de precisiónEngranajes normalesPistones radialesPistones axialesTornilloEngranaje interiorLeva-paletaObturador rotativoPaletaVarios pistones en línea
5000 o superior3500350035003000 o superior30003000250018001500
Fuente. JIMENEZ DE CISNEROS, Luis. Manuat deoleohidráulica.Z e.d. Barcelona: Blume. 20gp
Los ftuidos distintos de ros aceites presentan otros probremas,
principalmente en cuanto a lubricación de las superficies de rozamiento de la
bomba' En partióular, ello influye en la carga de los cojinetes, sobre toro si
la bomba funciona hidraúlicamente desequilibrada, o sea, con fuertes cargas
sobre los cojinetes.

l(r7
9.2.6 Ruido.
El ruido generado por las bombas se'debe en gran parte a los camb¡os
súbitos de presión entre la aspiracién y la salida. Por lo tanto, las bombas
que producen las presiones locales más altas serán más ruidosas que las
que proporcionan un cambio de presión gradual.
En general' las bombas de pistones tienden a ser relativamente ruidosas, las
de engranajes más que las de paletas, aunque pueda atenuarse su ruido
con engranajes helicoidales.
9.2.7 Costo.
Probablemente, en la mayoría de aplicaciones el coste inicial es secundario
frente al rendimiento y a otros factores. En particutar, los rendimientos altos
(que pueden reducir los costes de funcionamiento) van normalmente
asociados a una fabricación de precisión y a bombas caras. De ahí que el
costé solo cuente para la selección después de haberse considerado todos
los demás factores, y pase entonces a ser el factor de decisión. pero en
todo caso debe calcularse un coste real compuesto por:
1. El precio de adquisición de la bomba.

l(r8
2. Los gastos de funcionam¡ento (en función del coste de la energía para
accionarla),
3. La depreciación,
4. Los costes de mantenimiento (estimados o basados en experiencias
previas con tipos de bomba similares)
El costo será de gran importancia si la hidráulica se presenta como
alternativa ante otro sistema.
9.2.8 Mantenimiento y servicios
Tampoco podemos concretar datos a este respecto, pero diremos que un
adecuado mantenimiento preventivo y el uso de un fluido limpio en el
sistema prolongan la duración de la bomba en un sistema bien proyectado,
aunque el programa de mantenimiento debe prever la sustitución periódica
de elementos según las necesidades.
Por claras razones económicas conviene que los tiempos de inactividad
sean mínimos; serán, pues, factores importantes en la decisión entre una u
otra marca, la disponibilidad de recambios para el mantenimiento normal y
un servicio de reparaciones.'
1 O.VALVU LAS DIRECCIONALES
10.1 GENERALIDADES.
Las válvulas direccionales son aquellos elementos del circuito que deben
cumplir una de las siguientes funciones:
a) Activación de un circuito o un ramal de un sistema ramificado.
b) Invertir la dirección de flujo (polaridad) dentro de un circuito o un ramal de
un circuito.
c.) Desviación delflujo de retorno procedente de un medio de salida.
d.) Desactivación de un circuito o ramal.
e.) Combinación de flujo de dos o más ramales.
Fñ;ñt6;rd,--=_--Eq| - - Hüói'"J,"Jil'1ir1.'d*t!

t70
f.) Separación del flujo de uno o niás ramales.
Las válvulas de control direccional o distribuidoras se pueden clasificar de
varias maneras pero la más practica se basa en el número de vías o de
lumbreras en el cuerpo de la vátvula, debido principalmente a que casi son
de corredera y difieren más que nada en detalle (solo las que se emplean en
aplicaciones móviles tienden a ser distintas tanto en detalle como en
disposición general)
10.2 CLASIFICACION POR EL NUMERO DE VIAS.
10.2.1Válvulas de dos vías
una válvula de dos vías es básicamente un elemento de conexión y
desconexión que puede describirse simplemente con una llave de paso.
Es evidente que esta función e-s ejercida por numerosos dispositivos, como
pueden ser las válvulas de compuerta, las de bola, fas rotativas, las de
deslizamiento, las de seta y las de corredera. las dos primeras se excluyen,
porque su tipo de funcionamiento no se adapta a las dimensiones reducidas,
Las válvulas rotativas o por deslizamiento pueden servir y proporcionan
estanqueidad en ambos sentidos. las válvulas de cierre de seta,

t7l
generalmente solo son herméticas en un sentido. las de corredera resultan
las más adecuadas para aplicaciones de precisión.
Los símbolos de las válvulas de dos vías son los de la figura 42. En la figura
43 se indica la construcción de una várvula de dos vías manual y con
recuperación por muelle, el cual mantiene.la válvula en la posición de
"abierta". Para la posición normalmente "cerrada', el muelle estaría en el
extremo opuesto de la correderá
La misión de la válvula de dos vías no necesita mas especificaciones; se
trata de un selector de cierre o apertura.
PDRFigura 42 Símbolo de una válvula de dos vías.
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 2S1p
1O.2 2 Válvula de tres vías
Los símbolos de las válvulas de tres vías son los de la figura 44. En este
caso, la válvula tiene tres lumbreras y la posibilidad de 5 modos de conexión

t72
distintos ver figura 4s. se usan principalmente como válvulas de dos
posiciones para el control de cilindros de simple efecto, aunque se pueden
utilizar como de tres posiciones y tres vías, con características de centro
abierto (es decir con una conexión directa entre bombas y deposito en su
posición central), o bien como dispositivos de accionamiento de una válvula
de dos vías. Los selectores de tres vías también sirven para el control de
cilindros diferenciales de efecto.
Las válvulas de cuatro y cinco posiciones son una posibilidad que
raramente se utiliza.
10.2 3. Válvulas de cuatro vías
El selector de cuatro vías es el tipo normal de válvulas de válvula de control
en los sistemas reversibres (cilindros, motores y sistemas piloto). se
emptean como simples "conmutadores" para invertir las conexiones entre
dos pares de lumbreras. Las condiciones de conmutación pueden significar
indistintamente características de centro abierto o de centro cerrado. ver
figura 46.
Las válvulas de cuatro vías permiten numerosas combinaciones útiles por
interconexión de las cuatro lumbreras; además tas válvulas pueden ser de

173
tres posiciones, con aplicaciones particulares. Aunque son minoría, existen
aplicaciones especiales en las que se utilizan válvulas de cuatro vías y
cuatro posiciones.
Podemos pues considerar como selectores básicos los de 2,3 y 4 vías. En la
tabla 19 se comparan estos tipos.
Figura 43 Esquema de una válvula direccionat de dos vlas.
Fuente: JfMENEZ DE clSNEROS, Luis. Manual de oleohidráufica.2 e.dBarcelona: Blume. 25'lp

l7+
10.3 ELEMENTOS DE LAS VALVULAS.
Como dijimos las válvulas de corredera es la más común entre los
selectores, en especial para aplicaciones hidráulicas industriales. Las
correderas a su vez, se clasifican por las condiciones de paso que
determinan cuando están en posición central. Aunque son numerosas las
variantes (por ejemplo, véase la figura 47), los tipos de correderas más
normales son:
10.3.1- La de cierre total.
Normalmente se utiliza en válvulas centradas por muelles o en váfvulas de
recuperación. El cierre no es siempre totalmente positivo.
10.3.2- Corredera de centro abierto.
Cierra las dos lumbreras de servicio que comunica la bomba con el deposito.
además de permitir la descarga de la bomba en un circuito de centro abierto,
estas correderas también se utilizan en un selector que sirve a varios
cilindros de un circuito, en serie y con una fuente de presión única.

t75
Figura 44 conexiones para los distribuidores de tres vías.
Fuente: JIMENEZ DE clSNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 251
10.3.3- Corredera de centro parcialmente abierto.
En este caso el cierre parcial tiene lugar.en una lumbrera de servicio y el
flujo va de la bomba al deposito para descarga.
10.3.4- Gorredera de derivación o .,bv-pass".
También permite la descarga, esta vez por puesta en derivación de la bomba
y de las lumbreras de servicio hacia el deposito en la posición central.

l7(t
Figura 45 Esquema de funcionamiento de un distribuidor de 4 vías.
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.252p
10.3.5- Gorredera de derivación central
Con esta disposición se ponen en derivación las lumbreras de servicio hacia
el deposito en la posición central, pero la bomba sigue en carga.

177
Tabla l9 Distribuidores de control direccional
Dos vías Tres vias Guatro vlasCapacidades GPM
Lts/min.Presiones PSI
Kg/Cm2Presión de accionamiento(presión piloto) psi
Kg/cm2Tiempo de respuesta
1400 #1-800
100-s0007-350
50-2003.5-14
10-250 (D
1-10 #1-45
Hasta 6000Hasta 420
50-2003.5-1410-250
1-4001 -1 800
Hasta 6000Hasta 420
50-2003.5-1410-250
'60 psi (4 ) hasta plana presión del sistemaO 50 miliseg para válvulas de equipos móviles
# l-100 G:P:M: (4.5-450 l/min.) para equipos móvites
Fuente: JIMENEZ DE clSNEROS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.253p
C(¡rtro ¡hiclto.Todit lrt lu¡nhrarnr aonunic!rat
catr sl.JroóriloC.ntro ce.rrdo.
Torfrr ht túmb.ar¡rccr,¡il¡t.
¡.,.,rr,.r ¡ll,',.i,!il, n,,, o
Figura 46 Esquema de funcionamiento de la várvuta de 4 vras.
Fuente: JIMENEZ DE clSNERoS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.253p
f).Fó rit o Dctórlto

178
lx=IT]tX=|I N
mr||Xmffil[TryI
FffilFffilM]FXI
MIF|X
Figura 47 Tipos de corredera
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica, 2 e.d.Barcelona: Blume. ZSSp
El control de la corredera puede ser por muelle(que la devuelve al centro o a
la posición extrema), por trinquete mecánico o hidráulico. En el último caso,
la presión piloto puede utilizarse para procurar un control de compensación
o para accionar trinquetes mecánicos. j
En la tabla 20 se da una relación más extensa de los tipos de corredera.

171)
Tabla 20 Tlpos de correderas y disposición de los muelles
Centro cerradoCentro abiertoCentro abierto sobre conicidadesCentro en tandem paso cerradoCentro en tandem, paso de centro abiertoConexión(es) de utilización bloqueada(s)Lumbreras de utilización y de presión bloqueadas en la posición centradasLumbrera de presión bloqueada en la posición centrada.
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.255p
10.4 FORMAS DE ACCIONAMIENTO
Los selectores pueden accionarse manual, mecánica o hidraúlicamente,
pero es más corriente clasificarlos con detalle según el método empleado en
dicho accionamiento. El control manual suele ser palanca, moviendo la
válvula contra la resistencia de un muelle. En los casos que sea necesario
habrá topes para posiciones de "retención' intermedia para que dichas
posiciones puedan ser mantenidas sin esfuerzos en la palanca. Las válvulas
accionadas por levas o dispositivos mecánicos análogos (más bien que
manuales) suelen considerarse "controladas mecánicamente ".Se dice que
son controladas hidráulicamente cuando son pilotadas. En la tabla 21 se da
una relación más completa de los métodos de accionamiento.
UniysrsiJad Autlnoma de 0eeijrnhsEccloN 8¡8Ll0tÉcA

180
Los mecanismos hidráulicos pilotados son los más populares, y se adaptan
particularmente a las válvulas de corredera, porque esta es de fácil
accionamiento, como el pistón de un cilindro, mediante una fuerza hidráulica
o presión piloto aplicada en un extremo.
Tabla 22Formas de accionamiento de las válvulas.
Método Válvulasde 2 vías
Válvulas Válvulasde 3 vías de 4 Vías
Bloques devarias
correderasPalanca y vástago(manual o pedal)Leva(árbol giratorio)VástagoSolenoide y palancaSolenoide y vástagoPilotajePilotaje a distanciaHidráulicoPilotaje a distanciaNeumáticoSolenoide pilotoElemento motor
Fuente: JIMENEZ DE clSNERoS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.259p
''/
./{{{./
{
{NO
{
./
./
./
./{
./i
./NO
{
{{{{./
{
{NO
./
./{././{
./
{NO

lI.VALVULAS
II.I GENERALIDADES.
Para facilitar su descripción clasificaremos las válvulas en dos grupos
principales:
1- Válvulas de control de flujo
2 Válvulas de control de presión.
Esta clasificación no es completa, ya que se basa únicamente en la función
o servicio. La clasificación por la forma de. accionamiento seria:
a) Manual
b) Mecánica
c) Pilotada
d) Por solenoide (electrohidráulica)

182
otra clasificación es la fundada en sus aplicaciones, que pueden influir
notablemente en el proyecto y en la forma de la válvula.
a) De uso general (elementos individuales con lumbreras roscadas);
b) Válvulas para maquinas herramientas y en servicios simirares -
normalmente proyectadas para el montaje de placas o colectores.
c) Válvulas para equipos hidráulicas móviles, proyectadas para
superponerlas en bloques;
d) válvulas de alta presión para trabajos duros, para prensas, etc.
e) Válvulas de alta presión para aplicaciónes especiales como en hidráulica
de aviación.
f) Servoválvulas.
I1.2 CLASIFICACION DE LAS VALVULAS.
11.2.1Válvulas de contról de flujo
La forma más simple de válvula de estrangulamiento es la de orificio. Si la
restricción debe ser en ambos sentidos, basta con una simple placa
perforada en un acoplamiento adecuado. Para el estrangulamiento en un
solo sentido, sirve una válvula de asiento accionada por muelle, con un
orificio que la atraviese (ver. figura 48) o bien un orificio fijo con una aguja

r83
cónica accionada por muelle. La última solución tiene la ventaja de que las
características de estrangulamiento son independientes de la viscosidad del
fluido. La aguja puede ser ajustada a fin de que la válvula permita varios
grados de estrangulamiento.
Un inconveniente propio de las válvulas simples de estrangulamiento
consiste en que el flujo que las atraviesa depende estrictamente de la caída
de presión a través de la válvula, con lo que el flujo variara continuamente
con la carga. De ahí que su aplicación se limite casi exclusivamente a los
sistemas de carga constante o a aquellos cuyas variaciones de caudal y por
lo tanto, de velocidad de funcionamiento son admisibles.
Figura 48 Válvula de estrangulamiento.
Fuente: JIMENEZ DE c.lsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume.304p

t84
11.2.2 Válvulas de secuencia.
Las válvulas de secuencia aseguran que ra presión de un circuito haya
alcanzado un valor suficiente antes de que elfluido pase a otro circuito. En
su forma más simple consta de una corredera tarada por muelles, por
lumbreras primarias y secundarias. En su posición normal la corredera cierra
la lumbrera secundaria
La presión primaria actúa en la cara extrema de la corredera contra la acción
del muelle y da paso por la lumbrera secundaria (ver figura 49) A la vez, la
válvula ejerce una acción de estrangulamiento, que evita que la presión
primaria caiga bruscamente, pero se abre por completo at alcanzar la
presión de trabajo. En el mismo cuerpo puede ir una válvula antirretorno
para que el fluido circule libremente en el sentido no afectado
Básicamente, la simpre várvura de secuencia es simirar a ta várvura de
seguridad o de descarga; en realidad, una válvula de seguridad pilotada
puede adaptarse a este fin, para lo cual basta conectar aldeposito el escape
del lado de baja presión del componente de pilotaje. No obstante es más
normal el empleo de válvulas de corredera.

185
a'aa
a
aaa'
Figura 49 Válvula de secuencia.
Fuente: JIMENEZ DE clsNERos, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 306p
Las válvulas de secuencia aseguran que la presión de un circuito haya
alcanzado un valor suficiente antes de que el fluido pase a otro circuito En
su forma más simple constan de una corredera tarada por muelles, con
lumbreras primarias y secundarias. En su posición normal la corredera cierra
la fumbrera secundaria. La presión primaria actúa en la cara extrema de la

l8(r
corredera contra la acción det muelle. cuando hay suficiente presión, la
corredera vence laÍuerza del muelle y da paso por la lumbrera secundaria.
Las válvulas de secuencia presentan la particular limitación de que
dependen de la estabilidad del sistema. Las variaciones de presión pueden
ser causa de acción retardada o prematura en las válvulas de secuencia y
de dificultades de funcionamiento.
1 1.2.3 Válvulas antirretorno.
Estas válvulas, también llamadas de retención, se intercalan en los circuitos
o se integran en el cuerpo de otras de gtras válvulas para lograr que el
caudalfluya en sentido único. las más sencillas son las de bola tarada por
muelle, aunque su adecuación a circuitos hidráulicos es limitada, por lo que
es normal el empleo de modelos más complicados. para alta presión es
necesaria una buena estanqueidad, y entonces deberá prever una junta
resiliente en el asiento. es preciso también procurar una amortiguación, para
que el asiento no se deteriore por el impacto de una súbita inversión del
flujo. también es evidente que, en las válvutas para alta presión con
asientos resilientes, es preciso suplementar la junta para que no halla
extrusión o desplazamiento de la misma.
El de la figura s0 es un modelo típico de válvula antirretorno simple.
Normalmente, la presión der mueile es tar que se crea una contrapresión de

t87
unos 0.3 kg/cm2 15 psi¡ con la válvula abierta, si bien, con un muelle más
potente se pueden lograr contrapresiones superiores para ciertas
aplicaciones; por ejemplo para que la válvula adquiera características de
estrangulamiento. En la configuración directa, el paso elfluido suele
disponerse por el centro del muelle para minimizar la restricción.
II.3. VALVULAS DE CONTROL DE PRESION.
Las válvulas de control de presión realizan funciones tales como limitar la
presión máxima de un sistema o regular la presión reducida en ciertas partes
de un circuito, y otras actividades que implican cambios en ta presión de
trabajo.
Su funcionamiento se basa en un equilibrio entre la presión y lafuerzade un
muelle.
Los controles de presión se denominan generalmente según su función
primaria, por ejemplo válvula de seguridad, válvula de secuencia, etc. Se
clasifican según el tipo de conexiones, tamaño y gama de presiones de
funcionamiento. Las válvulas que discutiremos serán las más utilizadas en
los sistemas hidráulicos.

l8E
I 1.3.1Válvula de seguridad
La válvula de seguridad se halla en prácticamente en todos los sistemas
hidráulicos. Es una válvula normalmente conectada entre la línea de presión
(salida de la bomba) y el deposito. Su objeto es de limitar la presión del
sistema hasta un valor máximo predeterminado mediante la derivación de
parte o de todo el caudal de la bomba a tanque, cuando se alcanza el ajuste
de presión de la válvula.
Figura 50 Válvula antirretomo.
Fuente: JIMENEZ DE clsNERoS, Luis. Manual de oleohidráulica. 2 e.dBarcelona: Blume. 301p
ilt9
11.3.1.1 Válvula de seguridad simple.
Una válvula de seguridad simple o de acción directa se puede ver en ta
figura 51 puede consistir de una bola o obturador mantenido en su asiento,
en el cuerpo de la válvula, mediante un muelle fuerte. Cuando la presión en
fa entrada es insuficiente para vencer lafuerza del muelle, la válvula
permanecerá cerrada. Cuando se alcanza la presión de abertura,la bola u
obturador es desplazado de su asiento y ello permite el paso del líquido al
tanque mientras se mantiene la presión.
En la mayoría de estas válvulas se dispone de un tornillo de ajuste para
variar la fuerza del muelle. De esta forma, la válvula puede ajustarse para
que se abra a cualquier presión comprendida dentro de su intervalo de
ajuste.
11.3.1.zVálvula de seguridad piloto
Es típica la forma de la figura 52 con una pequeña válvula de seguridad
piloto que se ajusta a la presión máxima de trabajo, o a otra presión más
alta, si la de trabajo viene determinada en otro lugar.
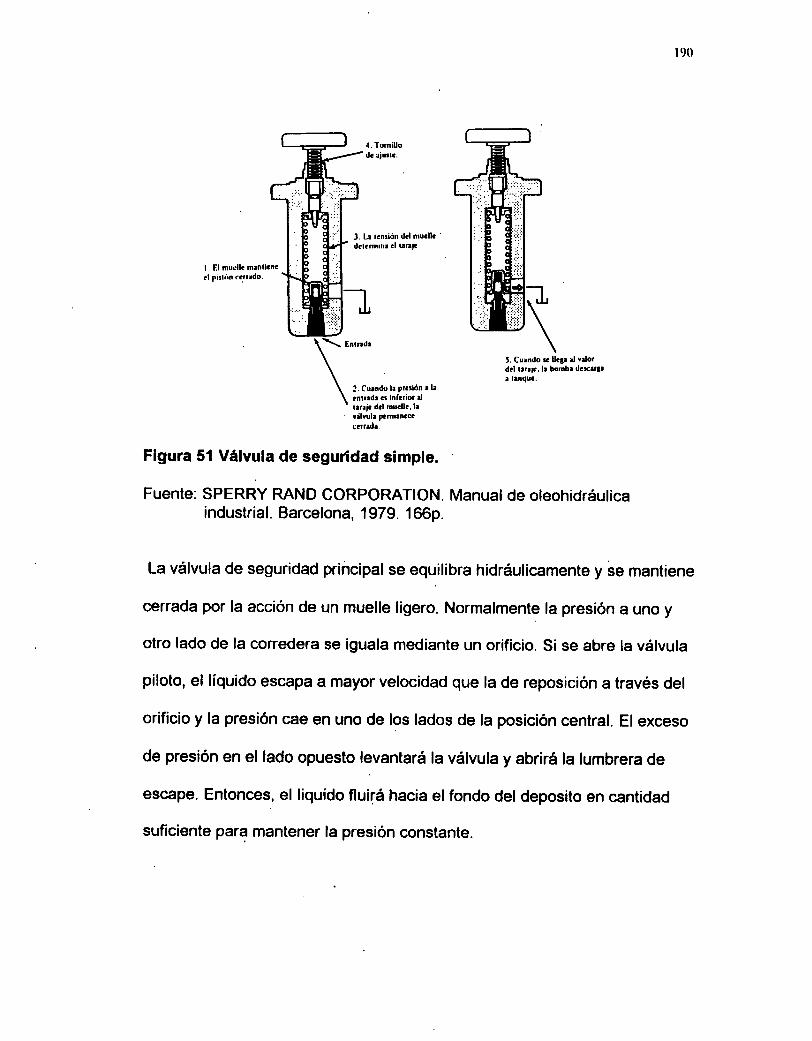
190
I lil mucllc m¡nl¡cnccl ¡itlrin (crrrdo.
4. Tornillodc rj$lc.
J. l.¡ tcn¡ión rlcl nucllc '
dctcmtrr¡ cl Er¡F
!. Curndo h Prc:ión r bcnrr¡d¡ cr ¡rfcriot i¡rrrj! dcl mucllc, l.vilwl¡ pam¡occcccn¡d¡.
t, Curndo s llct¡ rl v¡lotdcl t¡r¡F, l. bomb¡ dc$rra¡¿ rúquc.
Figura 5f Válvula de seguridad simple.
Fuente: SPERRY RAND coRPoRATloN. Manual de oteohidráulicaindustrial. Barcelona, 1979. 166p.
La válvula de seguridad principal se equilibra hidráulicamente y ie mantiene
cerrada por la acción de un muelle ligero. Normalmente la presión a uno y
otro lado de la corredera se iguala mediante un orificio. Si se abre la válvula
piloto, el líquido escapa a mayor velocidad que la de reposición a través del
orificio y la presión cae en uno de los lados de la posición central. El exceso
de presión en el lado opuesto levantarála válvula y abrirá la lumbrera de
escape. Entonces, el liquido fluirá hacia el fondo del deposito en cantidad
suficiente para mantener la presión constante.

t9l
11.3.2 Válvula reductora de presión.
Se utilizan para reducir la presión en pare del sistema a una presión menor,
lo cual ocurre en ciertos circuitos hidráulicos.
En muchos circuitos hidráulicos o sistemas se desea más de una presión de
operación. La válvula reductora puede ser la solución. En la válvula
reductora de la figura 53, cuando la tensión del resorte en aliviada por un
gran resorte, la presión diferencial es mayor entre los puertos de salida.
Cuando la tensión aumenta sobre el resorte, la diferencia se reduce. La
presión diferencial puede ser tan alta corno 10 a 1. por ejemplo, la presión
de entrada puede ser 500 PSI y la presión de salida S0 pSl:
11.3.3 Válvula de descarga.
La válvula de descarga se puede clasificar como una válvula de seguridad.
Se utilizan para descargar bombas, en sistemas tales como de alta y baja
presión donde un gran volumen de la bomba a baja presión se descarga
automáticamente cuando se alcanza determinada presión. También se usa
en otras aplicaciones de descarga donde sea necesario vaciar el aceite
durante periodos de demora al no operar la bomba. ver figura s4

l1)2
I lil nl¡clh. ¡nrnt¡rlcrl ¡rrrtún tr'rrarftr
.1. ( u¡nrlu b prcs¡ón llct¡rl trrr¡c rlc la vJlvuh cloblúrrdo? tc ¡brc InnttJndoL prcrrin rn h raltarrrrp€Ida
7 €ttJ \onc\iútr pcttrltcr¡uc h |llnh¡ ¡l¡s¡¡g¡qJ lr¡(tuc J tr¡vú! d! l¡v.ilvrrl.r .r ¡rrsrlr rr.rlurirh
\'¡lrul¡rctrJrl¡
-' L\tJ r¡l¡cJdJ cn(itlrdr'l l,r\tr{t ¡ lr¡t(:t (hlr¡ tl ir ir¡
I' Ll ¡t\tru ñ lcvlrrr y hb,lrh¡ rJr.rr¡r$.¡ rhcr t¡nw¡trt lJ[rluú
VrrtJ ll
l:l ohtur¡rlrr\( Jlta(
5 (irrrrdo ertr prr.lünc\ | lf, [¡/(lrt trt.rtotqtrc (n lr (rrnJrJ ruPÉfÍrf
Vrrt¡ ('
Vilvuh dcsrr¡urlor rJnqu(
Figura 52 Válvula de seguridad pilotada.
Fuente: SPERRY RAND CORPORATION. Manual de oleohidráulicaindustrial. Barcelbna, 1979. 168p.
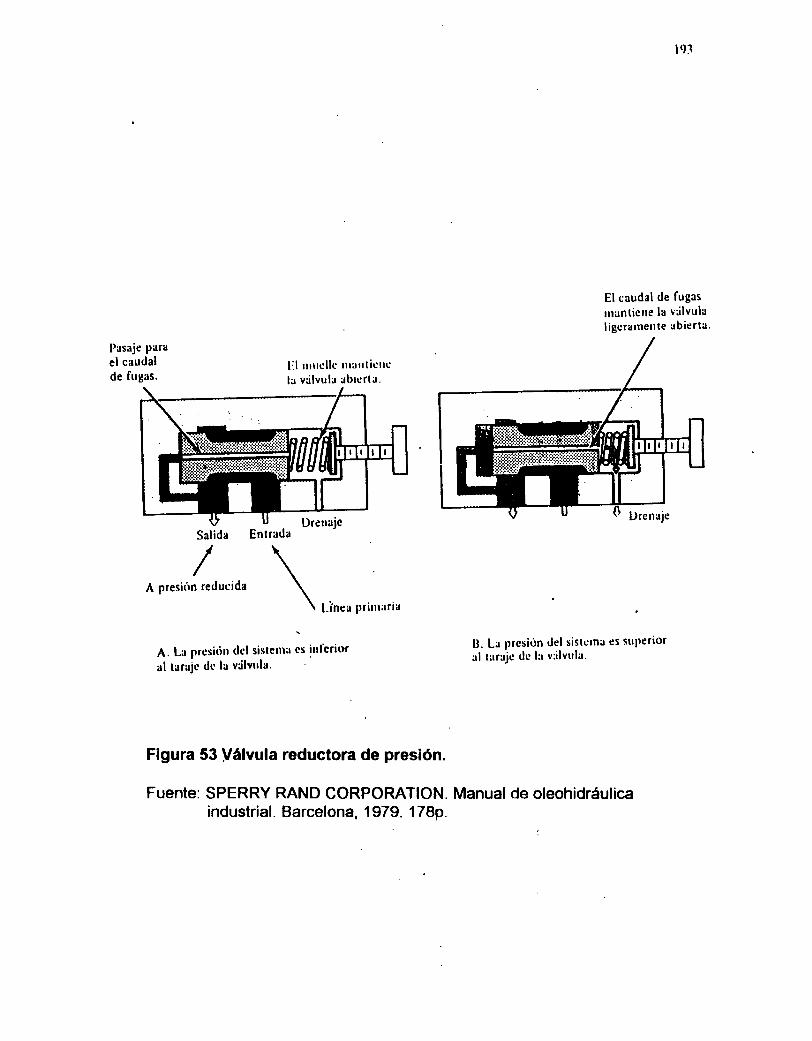
l9:r
El caudal de fugas
tnilnliclle la vilvululig,crarilc¡tte ubierta'
Pusaje Parael caudalde fugits.
l:l ¡lrrlcllc lttt¡ttlicltcla vilvuli¡ ublr:rlu.
ll. Lr prcsión tlel sistclnl es stt¡rerior:rl tlruj,"'tlc l:r v:ilvtrl¡r.
Manual de oleohidráulica
ida EntrttlaS¡lida Enlrl¡da
/\A presitin rerlucida \
\ t.in.o prinurriu
A. Lu presirir¡ dcl sisten¡l es i¡rl'e¡itx
al tirrujc'dc lu v¡ilvula.
Figura 53 Válvula reductora de pres¡ón.
Fuente: SPERRY RAND CORPORATION.industrial. Barcelona, 1979. 178p.

l9.l
DrcnrF inlerno
Orificio saúnd¡r¡oconccl¡do | 3l¡que
Pilol¡jc cxtcrno. b v¡ílwl¡ sc
rhrc compht¡m?nlc cr¡ndo l¡nrerión crlcrior 3ilpcre al trrricrlcl nttclle.
Figura 54 Válvula de descarga.
Fuente: .SPERRY RAND CORPORATION. Manual de oleohidráulicaindustrial. Barcelona, 1979. 173p.
t)l crudrl prs lihtcmcnt€

12. FUNCIONAMIENTO HIDRAULICO
12.1 GENERALIDADES
Ver plano 01 (La simbología se podrá ver en el anexo 4.)
La unidad hidráulica consta de r.¡n tanque de aceite (17) con capacidad de
60 galones, ubicado en la parte superior de la prensa con el fin de facilitar la
entrada de aceite a la bomba, pues tendrá succión positiva ya que caerá por
gravedad.
La bomba hidráulica (1) es de pistones axiales, de caudal variable hasta 5
galones por minuto y una presión máxima de 3000 psi, con compensador
hidráulico, la cual es accionada por un motor eléctrico (18) de g Hp a 1800
r.p.m.
El tanque de aceite posee un visor y nivel de temperatura (6) para controlar
la cantidad de aceite presente en un tanque. El aceite es succionado por la

I9(,
bomba del tanque a través de un filtro de succión (2), el cual retiene las
partículas grandes presentes en el ace¡te y es enviado hasta la
electroválvula direccional (4) de tres posiciones, i vías de doble solenoide y
a la electroválvula direccional (5) de dos posiciones cuatro vías las cuales se
encuentra en su posición de reposo, tienen el puerto "P" cerrado, es en este
momento que entrará a trabajar el conipensador hidráulico de la bomba, el
cual no permitirá que la presión se incremente, sino que se realice la presión
de compensación y se caiga la presión ocasionando un consumo de
potencia bajo.
12.2 CIERRE Y ABERTURA DE LOS PLATOS DE CALEFACCION.
Para realizar el cierre de los platos se debe energizar al solenoide "8" de la
electroválvula direccional (4) y el solenoide uC' de la electroválvula
direccional (5) de dos posiciones cuatro vías.
1
Al energizar el solenoide "B" llegará aceite a la válvula reductora de presión
(7), disminuyendo la presión hasta 800 psi, (con está presión se deberá
vencer las fuerzas que se oponen al movimiento de ascenso de los platos de
calefacción). Esta válvula cuenta con una válvula check en línea (9), la cual
no deja pasar aceite en la dirección de asenso de los cilindros.

197
En el mismo instante que se energiza el solenoide "8" se energiza el
solenoide "C" para que se abra la válvula de prellenado o check pilotado
(14), el cual permite el paso de aceite desde el tanque hacia los cilindros
principales (16). Cabe anotar que la presión a la que entra el aceite a los
cilindros principales es negativa ya que se genera por la acción de succión
que produce al ser movidos por los auxiliares.
El trabajo que realizan los cilindros auxiliares como su nombre lo dice es et
de hacer subir y b{ar los cilindros principales para producir el llenado (por
succión de aceite del tanque a través de la válvula de prellenado) el desalojo
del aceite que tiene en su interior.
La velocidad de apertura de la válvula de prellenado (14) puede ser
controlado por una válvula de control de fiujo (10), la cual permite graduar el
golpe de ariete que se produce al descompresionar los cilindros principales
cuando están en su máxima presión.
Cuando se hallan cerrado los platos de calefacción se deberán desenergizar
el solenoide "C", para que se comience a incrementar la presión en el
sistema, esto a través de un microswitche o limite de carrera. Es muy
importante que se produzca el cierre de la válvula de prellenado para que se

198
incremente la presión en el sistema, pues como se sabe esta, está '
conectada al tanque que se encuentra a la presión atmosférica.
Una vez se haya alcanzado una presión de 8O0 psi (presión con la cual se
taró la válvula reductora de presión (7)), se abrirá la válvula de secuencia
(8), la cual está graduada para que entre en operación cuando haya
alcanzado 8OO psi, el aceite pasará a través de una válvula check (11) en
fínea, incrementándose la presión hasta 2320 psi (presión con la cual se
alcanzan las 200 ton), en los cilindros hidráulicos principales.
Cuando los cilindros hidráulicos hayan alcanzado la presión requerida, el
sistema cuenta con un presóstato (12), que me genera una señal eléctrica
(graduado a la presión requerida que para 200 ton será de 232O psi), la cual
apagará el motor eléctrico y me . desenergizará el solenoide "8" de la
electroválvula direccional (4).
El "Primer prensado" es el tiempo durante el cual se somete el caucho que
se desea vulcanizar y que esta alojado en el molde, a una temperatura que
depende del material y del producto a producir. Durante este tiempo la
prensa estará apagada sin consumir potencia por parte del motor eléctrico,
pero estará comprimiendo los moldes.

t99
Este tiempo esta controlado por un temporizador que al culminar el tiempo
graduado, enviará una señal que prenderá el motor eléctrico, y energizará
fos solenoides "A" y "c' para realizar el "primer desgasificado", el cual
consiste en permitir la salida ile los gases que se han acumulado en el
caucho crudo y que se encuentran distribuidos en forma aleatoria para evitar
que el material que con deformaciones, burbujas etc., en la pieza.
Al prender el motor y energizarse los solenoides "A" y "c" se produce el
descenso de los platos de calefacción. Este recorrido es relativamente muy
corto (alrededor de 25 mm) ya que solamente para el desalojo de los gases,
y se gradúa con un tempo rizador de primer desgasificado que cuando se
cumple el tiempo envía una señal que desenergiza el solenoide ,,A,' y me
energiza el solenoide uBn para que se vuelva a cerrar los platos de
calefacción para que se realice el "segundo prensado", de igual forma como
se realizo el primer prensado.
Este segundo prensado es mayor que el primero y también esta controlado
por un temporizador que al cumplir el tiempo producirá un ,,Segundo
desgasificado", que cumple ras mismas condiciones del primer
desgasificado. Posteriormente se producirá el 'Tercer prensado".
@ñ1l_-:s¡ccton elillorecr
J

13.DISEÑO DEL SISTEMA OLEOHIDRAULICO
l3.t DtsEño oe Los ctLtNDRos HtDRAuLtcos.
La prensa de vulcanizado contara con dos cilindros hidráulicos principales
de simple acción los cuales nos darán la capacidad totat de la máquina y dos
cilindros auxiliares de doble acción, encargados realizar por succión, el
llenado de los cilindros principales.
Ver pfano 2 para las especificaciones de la prensa.
l3.l.l Diseño del cilindro hidráulico principal
Como el cilindro hidráulico principal es de simple acción, el diámetro interno
del cilindro será el del vástago y no el de la camisa del cilindro y será con
respecto a este que se realizaran los cálculos para el diseño del cilindro.
2ü)
Una vez concluido el tercer prensado se debe realizar la extracción de la
pieza vulcanizada, para lo cual la prensa debe bajar hasta su máximo
recorrido. Para hacer bajar la prensa se debe energizar los solenoides "C"
para que abra la válvula de prellenado y permita el desalojo del aceite hacia
el tanque y el "4" para que entre aceite a la válvula reductora de presión (7)
y disminuya la presión de los gatos hidráulicos al rango requerido. Esta
presión deberá producir una fuerza en los cilindros necesaria para realizar el
descenso de los platos de calefacción.
Todo el aceite hidráulico pasará por el filtro de retorno (3) encargado de
retener las partículas pequeñas que se pueden generar por desgaste de los
elementos u otro tipo de problemas.
El sistema cuenta con dos manómetros para la visualización de la presión de
los cilindros principales y auxiliares.
De igual forma se tiene un filtro de aire (5) por donde se produce el llenado
del tanque de aceite. Este filtro tiene una malla interna que sirve para
retener las partículas grandes, para nuestro caso este sería un colador
tomando como referencia el tamaño de partículas que retiene.

202
sabiendo que:
F= Fuerza axial a transmitir que actúa sobre el vástago a compresión.
A= Area de la sección transversal del vástago del cilindro principal.
D= Diámetro del vástago del cilindro hidráulico.
P = F/A A=F/P =200 Ton x z2}4lblTon =157.42@
Donde lTon = 2204 Lb.
A=157.42 Pulg2
A = fl D2 = 157.42 O=.,1(SZ.qZpulg2) = 14.164 nt4
Diámetro del cilindro principal = 14.16 pulg2
Este diámetro se debe normalizar a i5 pulgadas.
Recalculamos la presión.
P = F/A = 200 Ton x 2204 lb/Ton =24g5.6nt4 (15putg)
P = 2496 Lb/putg2 (1T.2Mpal
Como se puede ver la presión obtenida es alta en relación con el diámetro
del cilindro, por lo tanto y qomo se verá mas adetante el espesor de la pared

lo:i
para esta presión será demasiado gruesa y comercialmente no existe
material para camisa de cilindros con espesores excesivos.
Por lo tanto es recomendable utilizar dos cilindros hidráulicos que cumplan
la misma función del gato hidráulico principal.
Tomando como referencia el área requerida para las 200 Toneladas
tenemos:
A = Area del cilindro principal
A1 =M = Area de los vástagos de los cilindros principales
D1 = D2 = Diámetro de los vástagos de los cilindros principales
A1 =M = N2 = 157.42 Pulgzl2 = 78.71 Pulg2
A1 = D1 =78.714
D1 =D2 = 10 Pulg.
Hallemos la presión de trabajo de los cilindros principales.
ot = {( 78.71 outo2) = 10 pulg.ru4

20+
P = FIA= 100 Ton x2204lblTon =28A7.6
-
W4 (1Opulg)'P = 2808 Lb/Pulg2 (19.36 Mpa)
13.1.2 Diseño del cilindro hidráulico auxiliar
Para calcular el diámetro de los cilindros hidráulicos auxiliares se debe
conocer previamente la fuerza que estos deben realizar. Esta fuerza deberá
vencer todas las fuerzas que se opondrán a su movimiento como es la
fuerzade fricción, el peso de los platos de calefacción, la Íuerza de succión
del aceite por parte de los cilindros piincipales etc.
Tomando todas estas consideraciones se asume que Se requieren 5
toneladas para vencer todas estas fuerzas.
Cada cilindro deberá realizar una fuerza de 2.5 Toneladas, y estos cilindros
por ef trabajo que van a realizar se deberán diseñar de doble acción, ósea
que el diámetro del cilindro que vamos a calcular es el de la camisa del
cilindro.
Se debe trabajar con una presión de trabajo baja para realizar
hidraúlicamente la desconexión de los cilindros hidráulicos auxiliares una
vez se ha llegado a la presión graduada en la'¡álvula que controla la presión
para estos cilindros hidráulícos y para no consumir mucha potencia para el
cierre de los platos de calefacción.
Es por esto que utilizaremos una presión de 800 Lb/pulg2
d =d1 =d2 Diámetro de los cilindros auxiliares
a= a1 = a2 Area de los cilindros hidráulicos auxiliares.
P =Fla a =FlP =2.5 Ton x2204lblTon =6.88@
ru4
a = 6.89 Pulg2
a = II d2 = 6.89 Pulg2 a = {( 5.89 pulg2l= 2.9 pulg.
4
d1 =d2 = 2.9 Pulg.
Normalizamos el diámetro a 3 Pulg. y recalculamos la presión del cilindro
P = FIA= 2.5 Ton x22O4lblTonttt4 (3 pulg)2
P = 780 Lb/Putg2 (5.37 Mpa)

-:(i(t
13.2 CALCULO DE LA PRESION DE I-A BOMBA
Asumiendo que en el sistema se producen unas perdidas del orden del 10
o/o, (el rendimiento según la tabla 15 puede llegar hasta un 95 7o, escojemos
un rendimiento del 90 %) hallaremos la presión que debe soportar la bomba
hidráulica.
Pb = Presión de la bomba (Lb/Pulg2)
Pt = Presión de trabajo del sistema (Lb/Pulg2)
Pb=Pt+0.1 Pb
Pb = Pt /0.9 = 2808 Lb/pulo2 = 3120 Lb/Pulg20.9
Pb = 3120 Lb/Pulg2 (21.5 Mpa)
Como se puede observar la presión obtenida es alta sobrepasando los 3000
psi, para operan con esta presión se debe de trabajar con elementos
hidráulicos mas robustos incluyendo mangueras, válvulas, que aumentaran
los costos de fabricación.
Es por esto que se recomienda trabajar con una presión que no supere los
3000 psi.

:07
Para curnplir con esta condición aumentaremos el diámetro A" fo, cilindros
principales a 12 pulgadas para mermar la presión en el sistema.
No se realiza a 11 pulgadas por no ser una medida comercial en cuanto al
material para los cilindros como para los empaques
Cafculemos el área para un cilindro de 12 pulgadas.
A = fI D2 = 0.785 (12oulq)2 =113 Pulgz44
A = 113 Pulg2
Halfemos la presión de trabajo para esta nueva área:
P=F/A= =2320 Lb/Pulg2
P = 2320 Lb/Pulgz (16 Mpa)
Con esta presión recalculamos la presión en la bomba hidráulica.
Pb = Pt /0.9 = 2320 Lbtoulo2 = 2578 Lb/Pulgz
100 Ton x22O4lblTon
Pb = 2578 Lb/Pulg2 Normalizando se tiene 2600 Lb/Pulg2 (21.5 Mpa)

loll
13.3 CALCULO DEL CAUDAL (GPM) REQUERIDO
El diseño de este sistema hiCráulico esta enfocado en el uso de una bomba
de poco caudal ya que el volumen de aceite hidráulico de los cilindros
principales no será suministrado por la bomba, porque serán los cilindros
auxiliares los encargados de realizar el llenado de estos a través de la
válvula de prellenado la cual se abrirá al empezar el movimiento de los
cilindros auxiliares.
Para hallar el caudal requerido se debe de establecer el tiempo en que se
desea que se cierren los platos de calefacción.
Estos tienen una separación de 18.1 pulg. (0.46 metros). Ver plano 02'
Es importante notar que los cálculos de caudal aplicaran a los dos cilindros
auxi liares únicamente.
Asumiendo un tiempo de ciene de 15 segundos ( este tiempo de ser
determinado teniendo en cuenta factores de rentabilidad en la producción de
la prensa ) hallaremos el caudal que debe suministrar la bomba.

lo,
Como X=Vxt
X = Separación de los platos de calefacción en pulg.
V = Velocidad en Pulg/seg de los cilíndros auxiliares.
T = tiempo de ciene en Segundos.
V = )Ut = 18.1 pulg/15 seg = 1.2
V = 1.2 Pulgúseg
dedonde Q=VxA
Q = Caudal a suministrar por la bomba en Galones por minuto.(GPM)
a = Area transversal total de los cilindros hidráulicos auxiliares.
V = Velocidad de trabajo de aproximación de Ios cilindros auxiliares.
Q = 2[1.2 pul/seg x (fIt4x (3 pulg)2 x 60 seg/min x 1 galont2Sl pulgl
Q= 4.4 GPM (16.6 Umin.)
Qo = Caudal real de la bomba hidráulica
r1v = Rendimiento Volumétrico = 0.95 máximo para bombas de
pistones. utilizaremos 0.9
Qo = Q/nv = 4.4 GPM/0.95 = 4.89 GPM
Qo = 4.9 GPM (18.6 Umin.)
[ffi;ffi,ú*',dffii¡-üüj-L__9_qcgg glEr'oIcA_J
:lr¡
Db = Desplazamiento de la bomba hidráulica, es el caudal
suministrado por la bomba por cada r.p.m. (revolución por minuto.)
del motor eléctrico.
Se ha escogido un motor eléctrico que gire a 1800 r.p.m. para que acc¡one la
bomba hidráulica, por ser el más comercial en el mercado.
n = revoluciones por minuto del motor eléctrico
sabiendo que:
donde 1 galón = 231 pul3
Db = 0.63 pul3/rev. (10.32 Cm3/rev.)
Los datos paralaselección de la bomba están en la figura 55
r3.4 CALCULO DE LA POTENCIA DEL MOTOR ELECTRICO
Nm=QoxPt1714 nltb
Nm = Potencia del motor eléctrico en HP (Horse Power.)
Qo = Caudal real de la bomba hidráulica
Pt = Presión de trabajo de la bomba hidráulica
1800 r.p.m.

lil
o (GPM)
4.9
2600
Figura 55 Datos para la selección de la bomba hidráulica
PSI
Fuente: El autor
ntb - Rendimiento total de la bomba., = 0.825
Nm = 9.0 HP.(6.7 Kw)
13.5 CALCULO DEL DIAMETRO DEL VASTAGO PARA EL CILINDRO
PRINCIPAL
Cuando se emplean cilindros hidráulicos de gran longitud de carrera se
pueden presentar problemas especiales de estabilidad.
1714 x 0.825

lr¿
Por taf motivo se debe realizar un calculo de tensión de pandeo elástico, su
carga limite critica se determina según Euler.
En fos cilindros hidráulicos el calculo básicamente se realiza según Euler
dado que los vástagos normalmente se consideran como banas esbeltas.
Utilízando el anexo 5 extraemos los siguiente datos:
Montaje del cilindro : Brida Frontal.
Conexión del extremo. Pivoteado y guiado.
Factor de esfuezo Fs = 0.7
Este factor de esfuerzo l,o multiplicamos por el recorrido del vástago del
cilindro para hallar la longitud básica del cilindro.
BL = Longitud básica del cilindro.
BL = 1801 Pulg xO.7
BL = 12.67
F = 100 ton. = 22O4OO Lb.
Con este dato nos vamos al anexo 6 y localizamos la longitud básica BL en
el eje "Y" y la fuerza F en el eje "X"

:li
Analizando los datos en el gráfico encontramos que el O¡¿t"tro normalizado
es de 5 pulg. de diámetro.
Como se sabe para los cilindro principales se empleará un diámetro de
vástago de 11 pulgadas. ya que este es un cilindro de simple acción.
Comparando los valores obtenidos vemos que este cilindro no fallara a
pandeo por flexión por la gran diferencia entre el diámetro real y el
requerido.
13.6 CALCULO DEL DIAMETRO DEL VASTAGO PARA LOS CILINDROS
AUXILIARES.
Analizando el montaje de los cilindros hidráulicos auxiliares en la prensa de
vulcanizado y utilizando las tablas anteriores tenemos que:
Montaje del cilindro hidráulico: Articulado
Conexión del extremo del vástago: Pivoteado y guiado.
Factor de esfuerzo Fs = 2
Longitud básica del cilindro: BL = 18.1 x 2=36.2
F = 2.5 Ton = 5510 Lb
Utilizando el gráfico del anexo 6 localizamos los datos calculados
anteriormente obteniendo que el diámetro deberá ser de 1 pulgada.

-tt
13.7 MATERIAL DEL VASTAGO PARA LOS CILTNDROS HIDRAULICOS.
Utilizando el anexo 7 escogemos un acero resistente a la corrosión y al
desgaste
Df N x 40 cr 13 número 1 .4034 recocido.
Limite de elasticidad Sy 45 Kp/mmz
Resistencia a la tracción Su 65-80 Kp/mm2
13.S CALCULO Y DIMENSIONAMIENTO DE LOS CILINDROS
HIDRAULICOS
13.8..1 Espesor de la pared: Cilindro principal
Según las normas DIN el espesor de la pared de calcula con la formula:
donde:
t = Espesor de la pared en mm
d¡ = Diámetro interno del cilindro 12 pulg = 0.3048 m.
Sv = Limite de elasticidad del material en Kg/mm2 = 2OKglmmz

: i,s
K = Factor de seguridad (de 24 para cilindros hidráulicos)
P = Presión del cilindro en atmósferas = 2320 psi / 14.7 = 157.82 atm
304.8 = 32.5
2OO (20 Kgtmm2lt2 - 2
1.11 (157.82 atm)
t = 32.5 mm
13.8.2 Espesor de la pared: Cilindro auxiliar
Aplicando la formula para el espesor tenemos: Para una presión de 800 psi,
se debe tomar un factor de seguridad para la presión de 2 para no realizar
los cálculos con la presión de trabajo de los cilindros auxiliares. Este factor
nos servirá en el caso que se necesite mayor fuerza para producir el cierre
de los platos de calefacción.
[= 76.2
-21.11 (108.9 atm)
t = 5.23 mm
[=

llfi
Continuaremos realizando los cálculos y el dimensionamiento para el cilindro
auxiliar, teniendo en cuenta que las fórmulas son bás¡camente las mismas.
13.8.3 Calculo a pandeo del cilindro auxiliar
Hallamos la esbeltez del elemento para comparaila con la formula de Euler,
donde:
e= Lef
donde:
Le = Longitud efectiva al pandeo
r = Radio de giro
,.=\FDonde:
| = Momento de inercia axial del vástago
A = Area de la sección transversal del vástago
En nuestro caso la longitud efectiva de pandeo pertenece al caso 2 del
anexo 8 carga guiada lateralmente, cilindro fijado por su extremo inferior por
la biela oscilante.

J17
Del anexo 9 figura, obtendremcs que la longitud de pandeo es en función de
la longitud para el caso dos es igual a L. (Longitud entre centros cuando
está extendido). = 47 Pulg.
Haltamos el momento de lnercia I para una sección transversal redonda,
donde:
| =ftD4 rc4 Siendo D = Diámetro del vástago calculado = 1 pulg.
| = 3.1416x (1 pulg) a
= 0.05 pul a
64
A = Íc D24
0.785 pulg 2
Reemplazando en r tenemos:
0.25 pulg
Reemplazando en la formula de esbeltez tenemos:
e = Le/ r
e=188
(r/A)
= 47 pulg / 0.25 pulg 188

I lrl
Como el grado de esbeltez es mayo r a l2|utilizamos lr'-trl" de Euler,
donde:
Fr allf-¡Ae2
Donde Fr = Fueza del vástago para el acero = 30 x 10 6 Lb / pulg 2
E = Módulo de elasticidad en Lb / pulg 2
A = Area sección transversal del vástago
Fr= tc23ox1o6Lb/pulg x rrt4( lpulg)2= 6576 Lb
(188)2
Fr = 6576 Lb
Comparemos el valor de Fr con el valor de la fuerza (F) que va a realizar ek
cilindro hidráulico, se debe cumplir la siguiente condición.
F¡>F 6576Lb) 55101b
Ite
13.8.4 Calculo de la tapa del fondo del cilindro
El espesor de la tapa del fondo del cilindro se
como sifuera un cuerpo rígido soldado al tubo.
tr = 0.405di
calcula mediante la formula;
Donde:
tr = 0.405 x (76.2mm) x
t¡ = 12.46 mm
tr: Espesor de la tapa en mm
d i Diámetro interior del cilindro
P Presión de trabajo en atmósferas
S, Límite de elasticidad del material en Kg I mmz
K Factor de seguridad = 3
1O8 I atm
^OOO Kg / cm^
::0
13.9 SELECCTÓN DE COMPONENTES HTDRAULICOS DEL SISTEilIA
Para realizar esta selección se tomará como referencia la marca Sperry -Vickers, la cual es ampliamente conocida en el mercado. Se utilizará el
catálogo "Hidraulics Plus Electronics Sistems & Components 40O".
13.9.1 Selección de la bomba hidráulica (Ver anexo 10)
La bomba que se requiere debe cumplir las siguiente condiciones:
Caudal: 4.9 GPM
Presión a soportar: 2600 psi
Compensador de presión:
Revoluciones por minuto: 1800
Desplazamiento. 0.63 pulg' lrev
Para este caso se selecciona una bomba de pistones en línea de
desplazamiento variable Vickers ref: PVBSRSY21C1 1.
::r
Características:
Desplazamiento teórico:0.643 pulg 3 / rev
Caudal: 5 GPM a 1800 r.p.m.
Velocidad máxima de operación: 3600
Presión máxima: 3000 psi
Potencia máxima para el motor: 10 HP
Fluido de trabajo: Aceite hidráulico industrial
Temperatura de operación para el aceite: 1200 F
Montaje recomendado: horizontal
Analizando las curvas de rbndimiento se ve que la presión absoluta para las
1800 r.p.m. esta en 12 psia recomendadas en la entrada de la bomba.
Compensador de presión de 1500 a 3000 psi
Rotación en sentido de las manecillas del reloj.
Rosca de entrada y salida % t¡Pf
13.9.2 Electroválvula direccional doble solenoide.(Ver anexo 1l)
Se requiere una válvula direccional de 4 vías, tres posiciones, para controlar
la dirección del aceite hacia los cilindros hidráulicos.

r1't
Presión: 3000 psi. Puerto de presión
Caudal: 10 GPM
Su accionamiento debe ser eléctrico por solenoide centrado por resortes y
con centro cenado en todos los puntos.
Se selecciono la electroválvula referencia: DG4V32CMW60
Características
Operada por solenoides a 110 V
Presión máxima: 350 Bares (5000 psi)
Centro cerrado - Todos los puertos '
Centrado por resortes - Doble solenoide
Señal eléctrica
13.9.3 Etectroválvula direccional sencilla (Ver anexo 1l)
Esta válvula será la encargada de abrir y cerrar la válvula de prellenado, por
lo tanto se requiere lo siguiente:

l2i
1 vías-2posiciones
Presión máxima: 3000 PSI
Caudal 5 GPM.
Accionada por un solo solenoide.
Se selecciono la electroválvula ref. DG4V32AMFW60.
Características.
Son idénticas a la de la válvula anterior con la diferencia de que posee un
solo solenoide.
13.9.4 Filtro de succión.(Ver anexo l2)
Se debe seleccionar un filtro para colocar en la entrada de la bomba
sumergido en el tanque de aceite. La tubería que conecta el filtro con la
bomba debe cumplir con Ia velocidad recomendada para las líneas de
succión, la cual debe estar entre 2 a 4 pies/seg.
Tomando como referencia un tubo SCH 40 de 1", según la tabla 10 se ve
que tiene un diámetro interior de 1.049 pulg.

:l+
SabemosqueQ=VxA.
Tenemos que:
Q= Caudal de la bomba 5 GPM.
V= Velocidad en pies por segundo
A= Area de la tubería en pulgadas cuadradas.
Como 1 Galón = 231 pulgadas cubicas
1 galones x23l pulgadas cubicas = 1155 pulgadas cubicas.
Area = 0.785 D2 = 0.785 (1.049)2 = 0.867 pulg2
V = 1.9 pies/seg.
1332 pulg x1 min x 1 pie 1.9 pies/segmin. 60 seg. 12 pulg
Esta velocidad esta muy próxima ala recomendada.
Se seleccionó el filtro de succión OF308-10.
Características:
Capacidad: 10 GPM.
Tamaño de la conexión de entrada 1 " NPT:

1)i
13.9.5 Filtro de retomo (Ver anexo 't 3)
Se debe tener en cuenta que solo el volumen desalojado de los cilindros
auxiliares, tanto para el ascenso, como para el descenso es el que pasa por
el filtro de retorno, debído a que el volumen del cilindro principal sale
directamente al tanque por la válvula de prellenado.
El volumen que desaloja será de 10 GPM.
Según la tabla 5 (Condiciones de filtración de sistemas), debemos utilizar
una capacidad de 10 p para sistemas hidráulicos de aplicaciones pesadas
de 2000 - 3000 psi.
Seleccionamos el fi ltro OFRS-1 5-P-10-25
Características
Flujo máximo de presión: 1SGPM)
Máxima operación de presión: 100 psi
Rango de filtración: 10 micras
Conexión de 1 NPT

tt6
13.9.6 Filtro de llenado (Ver anexo 14)
Este f¡ltro se utiliza para alimentar el tanque con aceite hidráulico.
Se seleccionó un filtro con referencia SP-113-C
Tiene una malla de alambre galvanizado.
13.9.7 Válvula reductora de presión (Ver anexo 15)
Debido a que se requiere reducir la presión tanto para el ascenso como para
el descenso, en los cilindros auxiliares, se.requiere una válvula con las
iiguientes cual idades:
Para montaje en manifold.
Reducir presión a : 800 psi
Rango de presión: Hasta 500 - 2000 psi
Se seleccionó la válvula referencia DGMX23 PFWS tipo modular
Características: (Ver diagrama standard del anexo 15)
Puerto piloto: puerto p
Puerto de control: Puerto P

117
Rango de oresión:725 a 2000 psi
Drenaje interno a tanque.
Cuando la válvula está en reposo el puerto P esta venteado a tanque.
13.9.8 Válvula de secuencia. (Ver anexo 16)
Una vez se halla incrementado la presión a 800 ps¡ en los cilindros
principales cuando esta realizando el proceso de cierre de los platos de
calefacción se debe abrir la válvula de secuencia, la cual deberá cumplir las
siguiente condiciones:
Rango de presión: 200-900 psi
Puerto de operación: puerto P
Montaje en manifold.
Se selecciono la válvula de secuencia DGMR13PPBW20.
Características:
Ver diagramas standard del anexo.
Rango de operación:20 a7O Bares (290-1000 psi)
Puerto de operación de control: Puerto P (piloto)
Montaje para manifold.

:ln
Drena,¡e interior de la válvula al puerto T
Cuando la válvula está en su posición de reposo el puerto A está conectado
internamente a tanque lo que permite que no haya una contrapresión que
afecte el taraje graduado (800 psi) en la válvula.
13.9.9 Válvula check (Ver anexo 171
Esta válvula debe retener el aceite que esta alojado en los cilindros
principales para evitar caídas de presión en el sistema cuando esta
realizando las operaciones de prensado.
Vickers nos ofrece una válvula tipo modular que se puede ensamblar en la
parte inferior de la válvula reductora de presión.
Se seleccionó la válvula check DGMDC-3PYR20.
Características:
Tipo modular
Para este modelo elflujo libre va hacia la carga.
Montaje en manifold.
Operado por el puerto P
Presión de abertura 50 psi.

::e
13.9.10. Presóstato. (Ver anexo 18)
Estará ubicado en la línea de presión de los cilindros principales, !a cual al
incrementarse a un rango de 232Q psi enviará una señal eléctrica que me
apagará el motor eléctrico para realizar los ciclos de primer, segundo y
tercer prensado.
Se seleccionó el presóstato marca ATOS ElectroHidráulics debido a que los
del catálogo de Vickers no satisfacían los requerimientos .
La referencia seleccionada es XMAP-320-06
Características.
Switche de presión diferencial fijo.
Se conige eléctricamente cuando se crea un diferencial de presión de 200
psi aproximadamente.
Montaje tipo modular.
Unlvcníd¡d Autúnom¡ ds Oecldc¡hSECCION BIBLIOTECA

lSrt
13.9.1't. Manómetros (Ver anexo 19)
Se seleccionó el manómetro Vickers GM-S-5000-30
Características:
Rango de operación: 0-5000 psi.
Espigo roscado de % NPT
Carátula de2Tz
13.9.12 Válvula check pilotada.(Ver anexo 20)
se requiere una válvula check pilotada que cumpla la función de válvula de
prellenado para los cilindros principales.
El volumen de aceite de los dos cilindros hidráulicos principales será
desalojado por esta válvula.
El volumen de cada cilindro es de 8.65 Galones.
El volumen total será de 17.31 Galones.
Tiempo de desalojo : 15 segundos.
17.31 qalones x 60 seq. = 68 GPM (257 Umin)15 seg. 1 min.

t3r
Con este parámetro se puede seleccionar esta válvula.
Se selecciono la válvula 4CT-10-A-29
Características.
Flujo nominal: 75 GPM
Rango de presión máximo 3000 PSI
Montaje en línea.
Presión de abertura.30 psi
13.9.13 Válvula de control dé flu¡o.(Ver anexo 211
Como esta válvula controla la velocidad de abertura de la válvula de
prellenado y los cilindro auxiliares en el momento del ascenso se .pueden
utilizar de la misma referencia.
Se selecciono la válvula de control de flujoFN43-20
Características:
Máximo flujo controlado: 10 GPM

l:t2
Presión máxima de operación 3000 psi
Conexión de 3/8 NPT.
13.9.14 Visor de nivel.
Como este es un accesorio que Vickers no produce y se consigue
comerc¡almente con facilidad en otras marcas no se selecciono en este
diseño.

14 PUESTA EN MARCHA Y
MANTENIMIENTO DE EQUIPOS OLEO-HIDRAULICOS
l4.I.GENERALIDADES
La seguridad del funcionamiento de un equipo oleohidráulico depende, sin
lugar a dudas, fundamentalmente de un mantenimiento cuidadoso.
Contrariamente a la opinión generalizada, la vida útil de los elementos
hidráulicos, es generalmente mayor que la de los elementos mesánicos (por
ejemplo, rodamientos).
14.2. PUESTA EN MARCHA DE EQUIPOS OLEO.HIDRAULICOS.
Cada uno de los participantes del montaje de un equipo hidráulico espera
con ansiedad el momento en se llena con aceite el tanque y se produce el
"apretar el botón". Sin embargo, antes que esto suceda se deben tener en
cuenta algunos puntos.

t.1-t
14.2.1 Está todo limpio?
Antes de llenar el equipo con aceite se debe controlar que el tanque y las
tuberías estén limpias. El llenado se debe realizar inmediatamente después
del control. En caso de encontrar partículas de suciedad se debe limpiar
nuevamente todo el equipo. En tanques con un tratado de pintura intema, se
debe de controlar que no exista ningún tipo de reacción entre la pintura y el
fluido a utilizar. En general no se pinta el interior del tanque ya que existe el
peligro de una reacción o el desprendimiento de pintura.
En la utilización de los fluidos de difícil inflamabilidad, se debe controlar,
antes del llenado, si todos los elementos y dispositivos están provistos de
juntas resistentes a tales fluidos. Este control no solamente se debe realizar
en bombas y válvulas sino también en conexiones y bridas.
14.2.2 Está todo correctamente conectado?.
Conexiones inconectas, ya sean hidráulicas ó eléctricas, se detectan
generalmente recién cuando el equipo comienza a funcionar y no se
obtienen las funciones deseadas. lntroducir reformas posteriores es en
general muy dificultoso.
ji5
Un control muy minucioso de las tuberías y cables. con los resoectivos
planos de conexiones, es imprescindible antes de proceder a cargar el
equipo con fluido.
14.2.3 Están todas las piezas ajustadas y alineadas.
Esto es valido fundamentalmente para las bombas y sus respectivos motores
eléctricos. Una alineación incorrecta entre el motor y bomba puede producir
roturas prematuras en esta.
14.2.4 Fluido.
El fluido debe ser filtrado en todos los casos antes de cargar el equipo. El
grado de filtraje aconsejado difiere entre los distintos fabricantes. Según
nuestra experiencia, para nuestros dispositivos es suficiente un grado de
filtraje de 25 ¡rm.
14.2.5 Graduación de la Presión
La presión en las válvulas limitadora debe ser mantenida baja en un
comienzo. Las válvulas limitadoras de presión de los acumuladores, testadas
y lacradas, no permiten ningún tipo de graduación.
Iiri
Es deseable y aconsejable qLje. durante ia puesta en marcha del equipo, no
se encuentren en sus inmediaciones personas que no estén directamente
afectadas al manejo de éste.
1 4.2.6 Motores el éctricos.
Los motores eléctricos pueden ser conectados durante un corto lapso de
tiempo (5 hasta 10 seg.), durante el cual se controlara el sentido de giro y si
alguna 'pieza, como Por
ejemplo el acople, está suelta. Además se deben qbservar las instrucciones
de servicio del respectivo fabricante de bombas.
14.2.7 Ajuste.
Antes de proceder a elevar paulatinamente la presión, se debe controlar que
la bomba trabaje serena y continuamente. Eventuales fugas que se
presenten deben ser eliminadas de inmediato.
Durante la marcha del equipo a baja'presión, se debe proceder al purgado.
Simultáneamente se debe observar el nivel de fluido en e tanque para, en
caso de ser necesario, agregar fluido (del mismo tipo).

:i7
1 4.2.8. Actividades fi nales
Una vez alcanzada la presión de servicio definitiva y funcionando el equipo
a conformidad, se debe proceder a graduar interruptores, presóstatos,
termóstatos, etc.
14.3. MANTENIMIENTO DE EQUIPOS OLEO.HIDRAULICOS
Los problemas de mantenimiento y sobre todo los de mantenimíento
preventivo, deben ser estudiados en el proceso del proyecto. En muchas
ocasiones se puede mirar que, en reparaciones, se tenga que vaciar todo el
equipo, previendo una simple válvula de cierre delante de la bomba o de una
pfaca colectora. El vaciado del equipo puede acanear consecuencias muy
desagradables.
Es aconsejable, en todos los casos, prever un libro de mantenimiento que
será entregado al respectivo personal. En este libro se podrá, por ejemplo,
anotar la frecuencia con que deben ser anotados ciertos elementos o piezas.
. El nivel de fluido debe ser controlado durante la puesta en marcha
continuamente. Luego a diario y después una vez por semana.

l3rl
Los filtros deben ser controlados. en un comienzo. cada dos o tres horas
y de ser necesarioi limpiados, luego, pueden ser controlados a diario y
finalmente, después de una semana, a necesidad.
Los filtros de aspiración deben ser sometidos a un mantenimiento muy
cuidadoso. Luego de haberse cumplido el rodaje inicial (ablande) deben
ser controlados y/o limpiados semanalmente.
La renovación del fluido del equipo depende de varios factores de
funcionamiento y es función de la suciedad y el grado de envejecimiento.
En los equipos con una relación entre caudal de la bomba y contenido
def tanque de aproximadamente.l : 3, se debe realizar el primer cambio
de fluido entre 50 y 100 horas después de la puesta en marcha inicial.
Posteriormente, es suficiente un control periódico.
En equipos grandes se deben extraer pruebas como máximo cada
10.000 horas y filtrar con un papel o un paño. En equipos pequeños se
debe realizar esta operación semanalmente. El color de los restos
permite extraer conclusiones sobre el estado de envejecimiento del
fluido. Un color azul negruzco, indica que es imprescindible un cambio de
aceite.

.l.i i,
En los acumuladores se debe controlar periódicamente la presión
nitrógeno. Es fundamental que en esta operación el aceite este
presión.
La temperatura de servicio no debe ser medida solo en el tanque, sino
también, entre otros puntos, en los cojinetes de la bomba. un aumento de
la temperatura indica desgaste (aumento de rozamientos y fugas,
transformándose energía hidráulica en calor).
Las tuberías deben ser controladas periódicamente para detectar fugas.
Esto es fundamental cuando las tuberías están instaladas en sótanos, ya
que las fugas, no solo significan pérdidas y posibles roturas en los
dispositivos, sino que el aceite puede romper en corto tiempo el piso de
cemento.
La presión principal y la presión piloto deben ser controladas
semanalmente. Las correcciones deben ser anotadas en el libro de
mantenimiento. Correcciones muy frecuentes significan, entre otros
factores, desgaste de la válvula limitadora de presión.
del
sin
U¡iwaid¡rl Autónoma de Occid!¡L

:+{)
1 4.4. MANTENIMIENTO PREVENTIVO
Como ya hemos indicado, la vida útil de los equipos hidráulicos, sometidos a
un mantenimiento corecto, depende de la vida út¡l de los elementos
mecánicos. En las bombas son generalmente los rodamientos los gue limitan
la vida útil a unas 5.000 o 10.000 horas de servicio.
En las válvulas son las conmutaciones de la corredera o electroimanes los
que limitan la vida útil. un número de conmutaciones de hasta 10 millones
son frecuentes.
La vida útil de las válvulas limitadoras de presión, depende del tiempo
durante el cual están abiertas. Este tiempo es muy difícil de establecer. sin
embargo, en algunos c€¡sos es recomendable cambiar las válvulas
limitadoras de presión cada 2.OOO o 3.000 horas de servicio, por razones de
prevención.
14.5 CUANDO Y PORQUE CAMBIAR EL ACEITE DE SU SISTEMA
HIDRAULICO
Cuando el aceite hidráulico esté claro y limpio mantendrá su sistema
hidráulico trabajando perfectamente con acción instantánea en las válvulas,

:+I
pud¡endo llegar permanecer en servicio indefinidamente. ,"ro .r"ndo se
contamina, o se han formado depósitos ocasionados por la oxidación, el
sistema hidráulico se ve afectado en todos sus movimientos, las válvulas y
controles trabajan erráticamente y comienza a disminuir la producción. Este
es ef momento para analizar el aceite y determinar si debe drenarse ó
purificarse.
El verdadero proposito del drenado del aceite hidráulico, es eliminar del
sistema todos los compuestos e impurezas indeseables que puedan interferir
con el funcionamiento de las bombas, válvulas o mecanismos. Si se puede
mantener limpio el aceite, o si se pueden. evitar los compuestos indeseables,
no hay ninguna necesidad de cambiar el aceite. Entonces ¿ cómo se puede
determinar 'la
presencia de sustancias que interfieren con el trabajo del
aceite?. La respuesta a esta pregunta indicará cuando se debe cambiar el
aceite.
14.6 PROPIEDADES DEL ACEITE.
Para determinar la frecuencia para el cambio, es necesario entender
claramente las propiedades del aceite y en que son afectadas por los
compuestos e impurezas indeseables. Un fluido hidráulico a base de
petróleo debe ofrecer las siguientes características:
l.r2
Viscosidad adecuada en el rnomento de arranque y a temperatura de
operación.
. Una excelente resistencia a la oxidación. ósea gran estabilídad para
evitar la formación de depósitos.
Protección efectiva contra el desgaste.
Protección contra la formación de henumbre
Buena demulsibilidad, ósea la cualidad que le permite separarse
rápidamente del agua.
Resistencia contra la formación de espuma.
Si el fluido se mantiene limpio y se opera a una temperatura razonable,
conservará estas propiedades por un tiempo que depende de la calidad del
aceite. Sin embargo, todas estas propiedades serán afectadas
adversamente si penetran contaminantes al sistema. Además cuando se
añade un aceite incorrecto, cuando penetra_agua, aceite solubles, solventes,
o cuando ocurre una oxidación muy severa, la viscosidad del aceite se vera
afectada.
Las altas temperaturas, la contaminación con aceite soluble, agua, o la
presencia de metales tales como el cobre, hierro o el plomo aumentaran
considerablemente el régimen de oxidación del aceite. Al oxidarse el aceite,
los lodos y otras materias se depositaran en bombas, válvulas y tuberías.
l.t:i
Estas materias también aumentaran la tendencia hacia la formación de
espuma y reducirán la habilidad del aceite para separarse del agua.
lgualmente la presencia de partículas abrasivas o el desarrollo de
compuestos ácidos aumentarán considerablemente el régimen de desgaste
de las bombas y válvulas. Los reportes de servicio de un fabricante de
bombas hidráulicas de una marca muy conocida han mostrado que el 70 o/o
de los problemas son ocasionados por la utilización de un aceite en
condiciones poco deseables.
La forma más sencilla para determinar la condición del aceite es por medio
de una examinación visual y del olor. Una muestra representativa se debe
colocar en una botella limpia de vidrio o en un tubo de prueba; si el aceite
tiene un olor dulce y está claro y brillante, lo más probable es que se
encuentre en buenas condiciones, pero si tiene un olor a quemado o rancio,
o si está _opaco
y de color obscuro, el aceite está indicando claramente que
puede causar problemas. Si después de haber dejado la botella descansar
por cierto tiempo aparece agua en el fondo, también hay la posibilidad de
problemas. Sin embargo, puede ser que todavía no sea necesario drenar el
aceite ya que las impurezas indeseables pueden ser removidas
rápidamente. Esta posibilidad puede ser determinada por un técnico
experimentado en productos de petróleo.

l++
14.7 ANALISIS DEL ACEITE
En afgunas plantas existe la tendencia a simpliÍier al máximo el examen del
aceite o darle mucha importancia a una o dos observaciones únicamente,
tales como el color y el número de neutralización. Esto puede dar por
resultado eliminar un aceite que esté en condiciones adecuadas para
continuar en uso. El propósito del análisis es determinar la presencia de
agua, aceite soluble, solventes, aceite inadecuado, partículas metálicas,
partículas de pintura, etc. , así como averiguar hasta qué grado se ha
oxidado el aceite. Estas pruebas pueden realizarse analizando la gravedad
específica, . el .punto de inflamación, viscosidad, color, número de
neutralización y el contenido de humedad y sedimentos.
14.8 SELECCION DEL ACEITE
Para obtener la mayor eficiencia de un fluido hidráulico, se debe seleccionar
el aceite apropiado y mantenerlo en condiciones adecuadas, ya que si se
usan aceites baratos o de mala calídad se deben tomar precauciones para
mantener las temperaturas de operación bastante bajas, evitar al máximo la
contaminación y establecer períodos de cambio con mucha frecuencia y
regularidad. Estos aceites no pueden dejarse en servicio por mucho tiempo
ya que no tienen la estabilidad necesaria para soportar las condiciones
:{_i
encontradas dentro de un sistema hidráulico. En algunos sístemas
hidráulicos, cuando resulta muy difícil controlar las fugas o cuando existe
una contaminación excesiva con aceites solubles, se utiliza con bastante
frecuencia un aceite de calidad intermedia. Sin embargo, aún en sistemas
que puedan conservarse relativamente limpios, los aceites de esta calidad
intermedia también deben cambiarse a intervalos regulares ya que su
elaboración no les permite conservar sus propiedades originales por t¡empo
indefinido.
La operación más económica de un sistema hidráulico se deriva del uso de
fluidos hidráulicos de calidad sobresaliente que puedan permanecer en
servicio indefinidamente. La combinación de los aceites base y los aditivos
de estos productos son incorporados con objeto de que puedan resistir
notablemente las influencias oxidantes de temperaturas y materiales de
circuitos hidrául icos.
14.9 CONSERVACION DEL ACEITE EN SERVICIO
Sin embargo, aún con los mejores aceites, es esencial implantar un
mantenimiento preventivo. Se deben mantener temperaturas de operación
dentro de limites razonables, ya sea por medio del diseño del circuito o por
enfriadores.
lJ.)
CONCLUSIONES
-Se pudo aprender cual es la aplicación de los sistemas oleohidráulicos en
la industria, y en especial en una prensa de vulcanizado.
-Se aprendió como se calcula y diseña un sistema oleohidráulico para una
para una máquina prensa de vulcanizado.
-se conoció la importancia del proceso de vulcanizado en la industria.
-Se debe tener especial cuidado con los parámetros de diseño debido a que
a partir de ellos se realiza el diseño del sistema hidráulico.
-Al efectuar la selección de elementos hidraulicos se debe tener en cuenta
tanto los costos de los elementos. como su tamaño.

I I'
BIBLIOGRAFIA
LE BRAS, Jean. Fundamentos de ciencia tecnología del caucho.3 de.Barcelona: Gustavo G¡li. 1960
BERNAL, Enrique. comp. lntroducción a la oleohidráulica. s.l. Sperryvickers,s.a
SPERRY RAND CORPORATION. Manual de oleohidráulica industrial.Barcelona, 1979.
JIMENEZ DE CISNEROS, Luis. Manual de oleohidráulica. 2 e.dBarcelona:Blume
VICKERS INCORPORATED, Hidraulics plus electronics Troy. Michigan. S.A.

\)il.l;io :./nnrt* \\ \,.J¡ | l.J=CClCilI
DE fuIAJ\IGUEFASSE:-=CC;Cj\t SEGUN LA TABLA DE FLUJO icont.)
Sairoa ,le ,a EcmDa {Gpr/l
:00 i--"1. ^ |-vv --'-'1
J1 5 FPS (pies por segundo) es ra velocidad máxima de fruído recomendadapara sistemas hidráulicos. Bajo ciertas condiciones. la veloc:dad en líneasde presión puede ser incrementada. por favor, pongasá án .onra"ro .onDayco con ra información específica de su apricación, para unarecomendación del producto adecuado.
t/elociciad de Flujo tfost
Diámetro fnterno dela manouera (pulg.l
Z',lz
21
tl/'¡
Flujo (gpm)1',lz
1:/¡l'1,
1t l¡
ta
ttlúrlt
5lt¡
'1,
tl,
'lt
l,t2
Rango de velocidadrecomendada paralíneas de succión
Rango de velocidaorecomendada paralíneas de presión
E
10
1.0
0.8
0.6 Aplicable a aceites con una viscosidad máxima igual a 315S.U.S. a 100 "F-(37.9 oC), y con temperaturas cte operación
entre 65 "F (18.3 "C)y 155 "F (68.9 "C).
Figura 1
Nonograrna pra la selección de diánetro de la nanguera.

Cilincr¡s hidraulicos
;
l5:¡-¡#fi' -ffi[*perno bascut"nt" i e$l---:----- . {-iÍg}*pen ra case cei c¡¡in' i -i:=-;' '=#
clro I
II
'lorquilla en la basedel ciiindro
1) Fijación del pieffiF:-+ rG¡$==H-=r j&i
1) Brida rectangularen la cabeza del ci'
lindro
t) Fiiación del pie
con chavetero
#FI-FF IWL-?aH JsL
1) Brida cuadradaen la cabeza del ci'
lindro
1) Fijación del piecon
junta tórica Paramontaje en placa
6É-+ rEaF.
'4¿=HJ J&t
Brida rectangular enla base del cilindro
..-.-.-.-.¿.:
1)Taladros rosca-dos en la cabeza Y
en la base del cilin'dro
Brida cuadracla enla base delcilindro
Fijación del pie dellado frontal con
chavetero
fl1 f twr4i:kLil 19
l) Pemo basculanteen la cabeza del ci-
lindro
l) Tirantes prolonga'dos en la cabeza
del cilindro
<ffif-f-F¡.d[-l-'-F----t=l--1-l'-.H-!- ffi
1) Perno o"rrut"nt"en el medio del ci-
lindro
Tirantes prolonga-
dos en la base delcilindro
i.r- lE¡:F4l-i--l-----t=l'j,*## @
I ) Tambten oos|ble como cilindro do dobl€ va:ttago
Cuadro 1: Modos de tiiación de cil¡ndros hidraulicos de lirantes
Fuente:rnt¡oducc1ór:¿.i¿..oi.;oir:l]:.íl.l].,:..'.''....t@**-=ryI Univcrsidad A¡ttlnoma de 0cciJcrto II srcclol BiBLIoTEcA J
136

-":---^-'rr,-.-.,¡i-^-J¡;ti.!¡; !rJ :r.E¡ ¡¡q,¡v!r-r
,-,ar¿c ^ca.láñ?éc
3 f,ase 6el ci¡in-
?rlula en la oasedel cilindro
-ancien oostc:€ comc c:iinoro ce dobls va
S.jactro 2: Mooos de fijación de cilinoros hidráulicos de construcción redonda
, Coiinete osc¡lante.ren la base del ci-' lindro y oio delvástago con coj¡.
' nete oscilante
Sólo se admite unsesolazamientoax¡al en el sentidoce basculamientó
Coiinete oscilanteen la base del cl-l¡ndro y ojo devástago conrótula
NotaLas inexact¡tudesen la paralelidad deambos pernos deeje se compensanad¡ctonalmente
l) Pemo basculante r
1) Fiiac¡ón del pie
Cuactro 3a: tndicactones de monaa

::ilni:i"s'iicrauiiccs
3r¡cia en ¡? c3eor3ciel c¡linoro
¡lc¡aF r:iei¿it¿rnen:emontale,/entcal
Én caso ce sol¡ciia-c¡ón:ilax¡ma (trac-
crón c ccmoresicn)los ic¡n¡¡lcs de Íija-ción en la brida nocjeben cargarse.Por erlo oeDen gre-
ferirse los casos demonra,e fepfesen-tados.
Cuadro 3b'. lnotcaciones de montaie
133
¡
If
; tsrica en !a oase
idel cilindro
I
i NofaPrererentemerliefnontale venical
.
En caso de solic¡ta- .
crón maxima (trac- ,
ción o comoresión¡los iornillos de fija- :
ción en la brida no I
deben cargarse. i
Por ello deben pre- |
ferirse los casos de I
montaie represen- itados. I
Fiiación del pie
NotaLos tomillos de fija-ción deben ser pro-tegidos contra soli-citación de cizalla-miento.
Para absorber lasfuezas del cilindrodeberán preversecontrafuertes.
l-:-lr :i ,
I
\t
.].lr¡
li
Perno basculanteen el medio del ci-lindro
NotaEn caso de monta-je honzontal la sus-pensrón cjel ciiincjroen la oosición delcenrro de gravedad
conouce a una c€¡r-
ga convenienle delos cojinetes
Perno basculanteen la cabeza delcillndroNotaEste modo de tiia-ción permite, por lamenor longitud depanoeo. una mayorcafte.la admisible.En caso de monta-je horizontal hayque tenef en cuen-ta la mayor cargade los cojinetes.
Perno basculantgen la base del ci-lindroNotaEste modo de fija-ción permite, por lamayor longitud depanoeo, una menorcarrera admisible.En caso de monta-
¡e hortzontal hayque lener en cuen-ta la mayor cargade los coiinetes.

.;írnboios q!'aficcs según DIN iSO '12:3
Capítuio 2
Símboios gráficossegún DIN ISO 1219ñusl A. Lang
Los símbolos gráficos para equipamientos hidráulicos
deoen considerarse desde el punto de vista funcionalyse componen de uno o varios símbolos básicos y, por logeneral, de uno o varios símbolos funcionales. Los sím-
boios no poseen una escala determinada ni están defini-oos para una posición determinada.
La siguiente lista no estácompleta, pero sirve como ayu-oa de trabajo para realizar símbolos gráficos.
AclaracionelEiemplos
Semicircula'.Motor o bomba con ángulo derotación limitado(motor basculable)
CuadradoConexiones verticales hacialos lados.Elementos de mando,unidades de acc¡onamiento(a excepción del motor eláctr.)
Conexiones hacia las esqui-
lli,o* o" pr"p.*¡on(filtros, separadores, aparatosde lubrificación, intercambia-dores de calor)
Amortiguación en miembrosde posicionamiento,peso en elacumulador
Embolo en elcilindro
Variadores
Distancias para lÍneas deconducción
Símbolos
Ertrr-rTI l:+
bDenominacióry'Ac I arac i o nes/Ej em plos
Símbolo
Símbolos básicos
LÍnea .... --Sin limitaciónTubería de trabaio,línea eléctrica,
Línea punteadaTubería de mando,conducto de fugas,posición transitoria
Línea de trazo y puntoPara enmarcar dos o máscomponentes de un grupoccnstructivo.
DobleUnión mecánica(eje, palanca, vástago)
CírculoUnidades transformadoras deenergía
Instrumentos de medición
Válvulas antirretorno,uniones giratorias,articulaciones mecánicas,rodillos (siempre con centro)
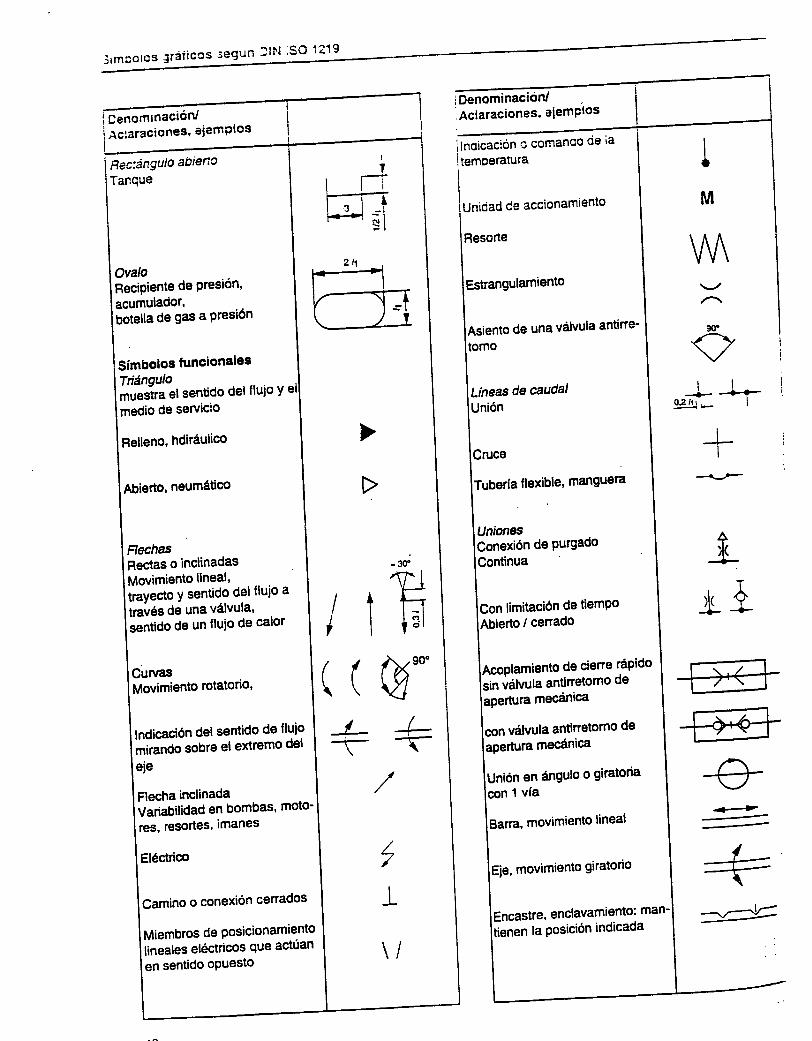
Jimcoics ¡ráiiccs t"gl'n :lffi33
iDenominación/
iElomrnación/i ¡c:araciones, eiemPlos
Rec:ángulo abteric
Tanque
OvaloReciPiente de Presión'acumulador'botella de gas a Presión
Símbolos funcionalesTríángulo.u.tit" el senüdo del fluio Y
medio de servicio
Relleno, hdiráulico
Abierto, neumáüco
,Aclaraciones. eiemPtos
ilnoicación o ccmanoo oe ia
itemoerauraI
I
i uni,ia¿ ce accionamiento
Flesorte
Estrangulamiento
Asiento de una válvula antirre'
Líneas de caudalUnión
Tubería flexible, manguera
Uniones
!+OZt¡ t_ I
-LI
€
ConexiónContinua
de purgado
Ia
M
\/\^'
9(r?
A)k
Ticq¿- -1>
Rectas o inclinadasMovimiento lineal,
t-á"ao Y sentido delfluio a
trÑ¿s de una válvula'
senti¿o de un flulo de calor
CurvasMovimiento rotatorio,
lndicación del sentido de fluio
,"it"tOo sobra el extremo del
eie
Flecha inclinadaVarla¡it¡OaO en bombas' moto-
res, resortes. imanes
Eléctrico
Camino o conexión cerrados
Miembros de Posicionamientoiineates eléctricos que actúan
limitación da tiemPo
/ cerrado
de cierre ráPido
in-ialvu ta antirretomo de
apertura mecánica
válvula antirretomo de
mecánica
Unión en ángulo o giratoria
1 vía
Barra, movimiento lineal
Eie, movimiento g¡ratono
enclavamiento: man-
+'+
JIH\
l-
-!--v
_3f.'\'F I\/t
/ +f-Ti I f=l
((ü*"
/J-t/
+
en sentido opuesto
la posición indicada
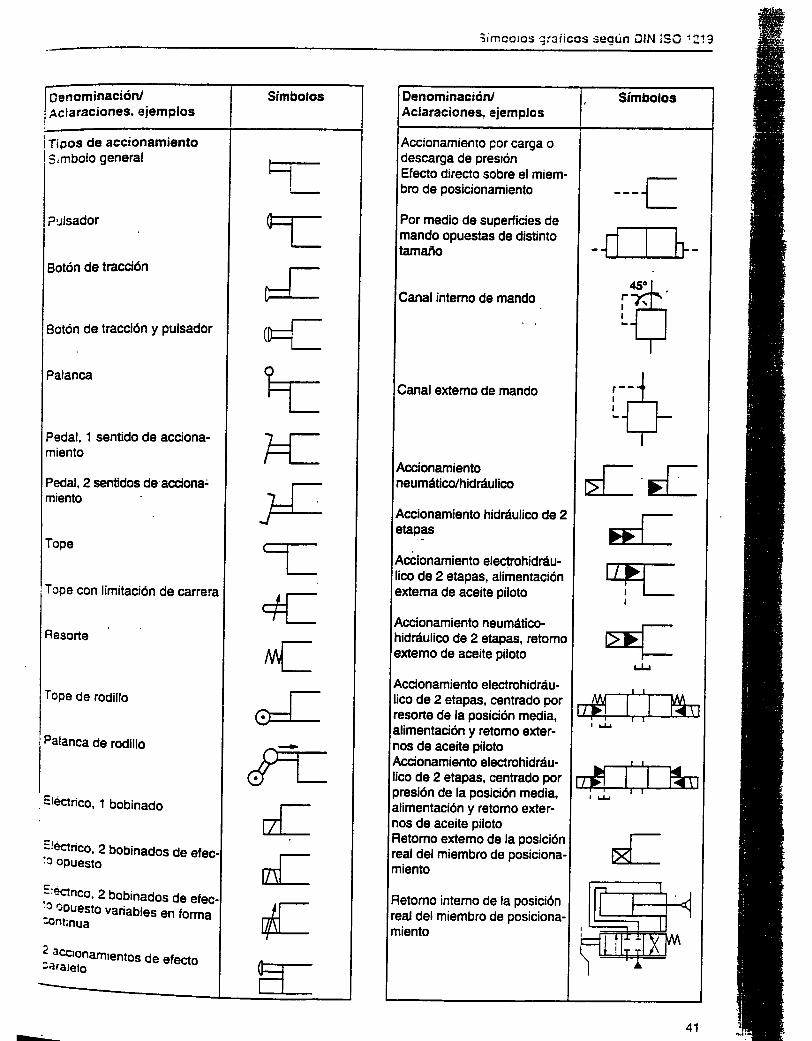
iímcaos -craÍicos según DIN iSO 13'19
--41
Denominación/I Aclaraciones. eiemPlos
Tipos de accionamientoS¡mDolo general
Pulsador
Botón de tracción
Botón de tracción y pulsador
Palanca
Pedal, 1 sentido de acciona-miento
Ped'al,2 senüdos de acciona:miento
Tope
Tcpe con limitación de carrera
Resorte
Tope de rodilto
Palanca de roclillo
€re,ctrico, 1 bobinado
Eleqrico, 2 bobinados de:c opuesto
Eieqnco, 2 bobinados de efe<.e aouesto variables en forma-6nl¡nua
) t^^-^-- -*,onamtentos de efecto
l-':-i
ft-
t_r
t-
/f\-rr-l_
It-
7-rl-l-*
ilr-Gl-
t_J--7-1__
ruL
oJrÉ,-tutv
rltÍ-L
ll-n
Denominación/Aclaraciones, eiemplos
Accionamien¡o por carga odescarga de presrónEfecto directo sobre el miem-bro de posicionamiento
Por medío de superficies demando opuestas de d¡stinto
Canalintemo de mando
Canalextemo de mando
Accionamientoneumáticoihidráulico
Accionamiento hídráulico de 2etap?s
Accionamiento electrohidráu-lico de 2 etapas, alimentaciónextema de aceite piloto
neumático-hidráulico de 2 etapas, retomoextemo cle aceite piloto
Accionamiento electrohidráu-lico de 2 etapas, centrado porresorte cle la posición media,alimentación y retomo eríter-nos de aceite pilotoAccionamiento electrohidráu-lico de 2 etapas, centrado porpresión de la posición media,alimentacíón y retomo exter-nos de aceite pilotoRetomo extemo de la posiciónreal del miembro de posiciona-miento
Retomo intemo de la posiciónreal del miembro de posiciona-miento
Símbolos
.ffi-4s'i
lxT.',-{l-r,--Ji t-.l.H
tflFJ-%
I
fl¡J¡
I
1

Símbolos gráficos según DIN ¡SO 1219
Denominación/Aclaraciones, eiemPlos
Fuentes ce energia
Hidráulica
Neumática
Motor eléctrico
Unidad de accionamiento'excepto motor eléctrico
Transformación Y
acumulación de la enefgla
Bombas Y motores hidráulicos
Bomba constante, general
Bomba constante'1 sentido de fluio'1 sentido de giro
Bomba variable,2 sentidos de fluio'1 sentido de giro'conexión de fugas
Motor constante'2 sentidos de fluio'2 sentidos de giro
Bomba/Motor constante'1 sentido de fluio'1 sentido de giro
Bomba/Motor variable'variación manual2 sentidos de flujo'2 sentidos de giro'conexión de fugas
Motor hidráulico basculable
Denominación/'Aclaraciones, eiemPlos
Reducior hidráulico comPacto
Bomba variablecon c€mpensador de Presión'1 sentido de fluio'1 sentido de giro'conexión de fugas
Bomba/lr¡lotor variablecon clmpensador de Presión'2 sentidos da fluio'2 senüdos de giro'
conexión de lugas
Cilindro hidráulico telescópico'
efecto simPle
Cilindro hidÉulico telescóPico'
electo doble
Acumutador hidráulin
Sin precomPresión
Con precomPresión del gas
Cilindro hidráulicoCitindro hidráulico de acción
simóle. canera de retorno Por
carga de Presión, cámara del
pistón unida con el tanque
Gilindro hidráulico de acción do-
ble, vástago unilateral'
amortiguación aiustable de am'
bos lados delPistón
ffir!
ffi| +Il-?
QeY

Sírnbolcs :raticcs según D¡N iSC 1:':9
6-omrnación/' lclaracicnes' eiemPlos
3,:tetla ae gas a Preslon
. sclo en Posición venical
Mando Y regu¡ac¡ón de
energÍaV álv u I as di reccio n ales
Válvula con 2 Posiciones de
conmutación Y 1 Posición de
rransición
Válvula con 2 Posiciones fina'les e infinitas Posiciones de
transiciónVálvuia con 3 Posiciones defi-
nrdas e infinitas Posiciones de
transición
Válvula con 2 Posiciones de
conmutación, 2 conexiones,posición inicialcerrada, 2 sen-tidos de fluio
Válvula con 2 Posiciones de
conmutación, 2 conexiones,posición inicial abierta,2 senti'dos de flujo
Válvula con 2 Posiciones deconmutación, 3 conexiones,posición inicial abierta, 2dos de flujo
Válvula direccional A2 vías,2 conexiones,2 posiciones de conmutación
Válvula direccional 3l/2 vías,3 conexiones.2 posiciones de conmutación,1 posición transitoria,accionamiento por solenoide,posrcrón inicialdefinida por re-sone
Válvula direccional 5/2 vÍas,5 cr.¡nexiones,2 p.¡:iciones de conmutación,accl'¡namiento por carga depre?;tón en ambos sentidos
[-nlllrñTts]lllTl
rTrt
tlf f T t I LI|lil |
iilJ-llrlTr
,v,r,t-¡-m-.lll -!- -lit | |
rt-Trl--t-\ ¿tt /,i--ffi
'.-----tT----.-
Válvula direccional 413 vías'(representac¡ón detallada)accionamiento electrohidr.'4 conexiones, 3 Posicionesde conmutación, posición
media centrada Por resorte'accionamiento de emergencia'retomo elÍemo de aceite
(representación simPlificada)
Válvula direccional 4/3 vías'(representación detallada)accionam. electrohidráulico.4 conexiones, 3 Posicionesde conmutación, Posiciónmedia centrada Por resorte'accionam. de emergencia'retomo eldemo de aceite
(representación simPlif icada)
Válvulas contÍnuasVálvula continua,recubrimiento negativo
Válvula contínua,recubrimiento Positivo
Servoválvula direc. 4/3 vías(ejemplo tíPico)
Válvulas antirretomdVálvulas de ciene
Válvula antirretorno, sin carga
Válvula antirretomo, carga Por
resorte
Válv. antirretorno, Precoman'dada. sin Pretensión Por resor-
te
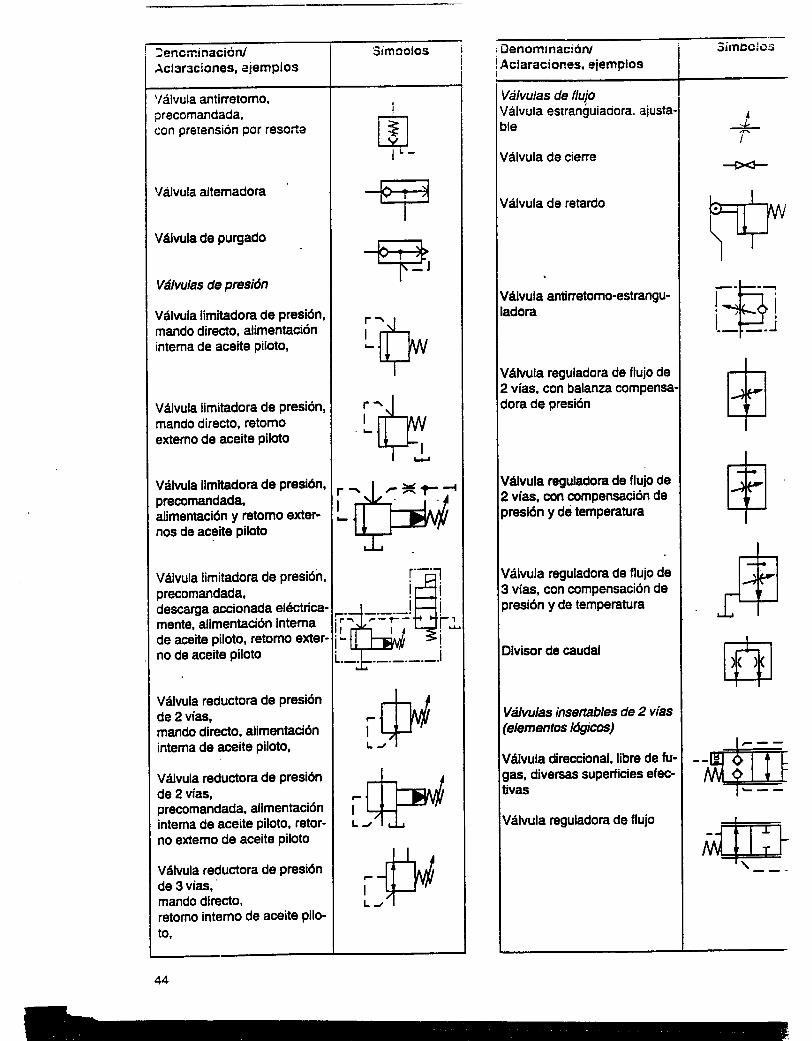
i
l-ElI.Y.J
lL-
F- ,-{
Fl;L-Ft
i}-.II IW
r -.1
'qry
i+il
I
Simoolos , Denomrnacióru¡-.i Ac!araciones. eiemplosi
Válvulas de flujoVálvula estranguiaciora.ble
Válvula de ciene
Válvula de retardo
Válvula anünetomo-estrangu-ladora
Válvula reguladora de fluio de2 vías, con balanzadora de presión
Vátuula reguladora de flujo de2 vías, con compensación depresión y dd temperatura
Válvula reguladora de fluio devías, con compensación de
y de temperatura
Divisor de caudal
Válwlas inse¡tables de 2 vías(elementos l@icos)
Válvula direccional, libre de fu'gas, diversas superficies efec-tivas
Válvula reguladora de flujo
Sí¡nccicslencrninación/Aclaraciones, aiemPlos
r/álvula antirretorno,precomandada,con pretensión Por íesorte
Válvula altemadora
Vávula de purgacto
Válvulas de presión
Válvula limitadora de Presión,mando directo, al¡mentaciónintema de aceite Piloto,
Válvula limitadora de Presión,mando directo. retomoextemo de aceite Piloto
Válvula limitadora de Presión,precomandada,alimentación Y retomo exter'nos de aceite Piloto
Válvula limitadora de Presión,precomandada,descarga accionada eléctrica'mente, al¡mentación intemade aceite piloto, retomo exter'no de aceite Piloto
Válvula reductora de Presiónde 2 vías,mando directo, alimentaciónintema de aceite Piloto,
Válvula reductora de Presiónde 2 vías,precomandada, alimentaciónintema de aceite P¡loto, retor-no extemo de aceite Piloto
Válvula reductora de Presiónde 3 vías,mando direao,retomo intemo de aceite Pilo-to,
l.L
+><-
44

Í¡tom¡nac¡ónl Símbotos
Aclaraciones, eiemolos
'./aivu!a clreccional',¡bre de lugas en un sentido.
superiicies eiec¡ivas iguaies
Acumulación Y PreParaciónde fluidos
Tanque ventilado
Recipiente de Presión
Filtrocon indicación de ensucia-miento
Separador
Filtro con separador
Unidad de elaboración com-puesta de:Filtro,separaclor,válvula reciuctora de presión,manómetro yengrasador
Refrigerador
Calentador
I
.j."iif¡rl:ltl-'
-T= r
Regulador de temperatura
Instrumentos de medición e
indicadoresindicac¡ón de presién, genera
Manómetro
Manómetro a diferencia depresión
Instrumento de medición delnivelde líquido
Termómetro
Indicador de caudal
Medidor de caudal
Tacómetro
Medidor del par de giro
P resostato hidroeléclrico
Interruptor de fin de curso
, ienomlnacidn^tAclaracrones, eiemplos
Símbo¡os
r;
l:
'úÉ$ii

219
tab'le;
i,a que
lrrien
lao
jrado
i ndro.
t)
l (¡ . Vi-5: Tipos de nonta.ies de los cyásiagos i,ara calcular losde los vástagos.
.- : -'.""ion"riento hiCraúLi-co. 1,13,
i I f ndros yes f uerzos
soportes dede col unna
Univorsi¡u. Autúnoma ¿g OaiC|¡t¡sEccloN 8l8L]oTECA
!
i ¡ror¡TaJE DELI c¡LtxDRo
CO¡IEXIOT DELEXTREIO OEL 1'ASr. EJEIPLO
FACTORDE ESF.
FS
R í9id o Guiodo y!oporlq do
i-o--.I I
Ríg i do Piiotodo yguiodo 2 .7
Rígid o Soportodo perono guiodo rígid9mrn lc i-o i
I 2
i Brido posfcrior Pivolodo , guiodoy roporlodo .nc xlrcmo fronlo I
4 I
Brido postcrior Plvof o , gu iodo ,no tcporodo 5 I
Erido frontol Pivolcdo yguiodo 6 .7
Articulocidnfro n tot
Pivotodo yroporlodo 7 I
Artic u lcclónccnlrol
Pivotodo ,roporlodo I r.5
Arti cut o ciónpos? c rior oc cnlro I
Pivolodo ,roporfo do
9 2
Brido postcrior No guiodo ,no roportodc to .4

l0a9'J
+t!tc¿J
si-\]<.1.l
-t: I
'ttiJ
taVE U'
.,,^Lrr!J
Di ámetro en pu I gadas
3 ¡l 3
Fuerza en libras
Di á¡:¡etro del vás tago en m. n.
4.5 76.2
Fuerza en Kq
FIG. VI-19: Diagrama para deterninar las
I ll "'ii !lI I t?rt_--*='-152{
-- tzl: ttt.ó
'sllt
l49 ú t bf 'ro:.trr)t
(u
G'u,n
r€
E
ga
o
s'Ot
SZrL
-r'rD
ga
o=
=::¡Itos
O!
ñ¡ ro) S¡\ lrO y!Nl?*
rat t\¡NA\s
ra¡blir!ol
a5a\¡t\
oOl
ora¡ra
.n-;.ti.-t r'. .,.r- ; -:idraúl1c.r. I gg5
dinensiones de'l vástel:
es
¿
llr
de

ttt
a€E.F
uItt
=+,ct(u
rlt =,!v,qv,+rag.É ?ta(u L€+¡ +, (Jl^ tna
.F
==6 'E.ear
É HC'
to(Jo¡tt
rg
otn.o
+roQr¿É,Qo>.A
6o€+r=EC.o|ttd--Q)l¡¡ tt
,Jlo(.'Fv,
a.
ooo.ÚEEco € C' o3(J rJ +, E.h.s .? Vl .F(Jr! $ ru atO.p .P á OIJC É IA (,(uo o (u (u
EA é bÉ,
r¡, (\¡ lrt <tcR¡ecoOF.(?'e€<t<t€ÁÁH
ft! .s av)
LLLLuurJ(,c úr ñ¡ oÁ (tt r-t <f,<xxx
Il' l¡t ¡J.) l.l) etg r^o o\ t\ cc
aaaaaaaaaaaaaaaaaaaaaaa.aa
cc c ¡¡r rJ)rÍ, ¡t¡ co r¡, (o
co c s't s':ttvt (¡ ro ñ¡ st
Iq(u(uL
'F)
=o==ro
tt1 .tcotn{.L€
=L:Ccc€ rt=I
G' CJ(JE'Gtrtt ,ttLvr
flt v, rttgoL+r=
?aÉ+,fg(ug
fF +t .pL,aAc,, .?=tatr=ooFÉ,rJ
c).J
v1
<=xO
t¿J (J CJF< E./, É,HF Eu.t < c-c<Jv
ta0
LOtaEotg +ttnE,É(ue?
'tltovraroo.tt{E)LSG'+r(urr?6CErrg .F
=oU'aÉ,Éo(J
J
.t1l¿l
zt¡¡l-./lv1l¡l4)
I
Ivrlolc, l¡^¡ |(Jl<l
./,oC¡'
al1
ón Cel
3
I la
< (/)
,¿l
(J
l¿,
(D
c)(J
tn
(J
al,l¡¡
l¿¡
t¡)I
le
,l rvt (c e(\J ñ¡ 0a
| Ér!l*.LI t^=IE| ,ntc
| 3e| =oI
t.f€qv-1.=H I ur tJ) ú)t¡l Q I cf r9 ¡l.r
I g +) r,| ,¡ r,tr utI
I
F./)
ar1
(-) (Yt rYtcat <i -t&^f) tat r..oco=dd-
ccúrl€t\eaaaaoaaaaaaaaacee'
rj.' (3 t\
l'\ o tttñ¡ na c,t
|J.l¡ U'lr ¡¡'ltql.ltt€aaaaaa
aaaoaa
r') rf) ¡¿1(v) st ú)
í\J
=Y,
l!! v,
(J
=<
c] C? C,rce(rt
ÁFa
l¿J
EJ N^ltloc
¡.l) \?+¡ +,]/t .n
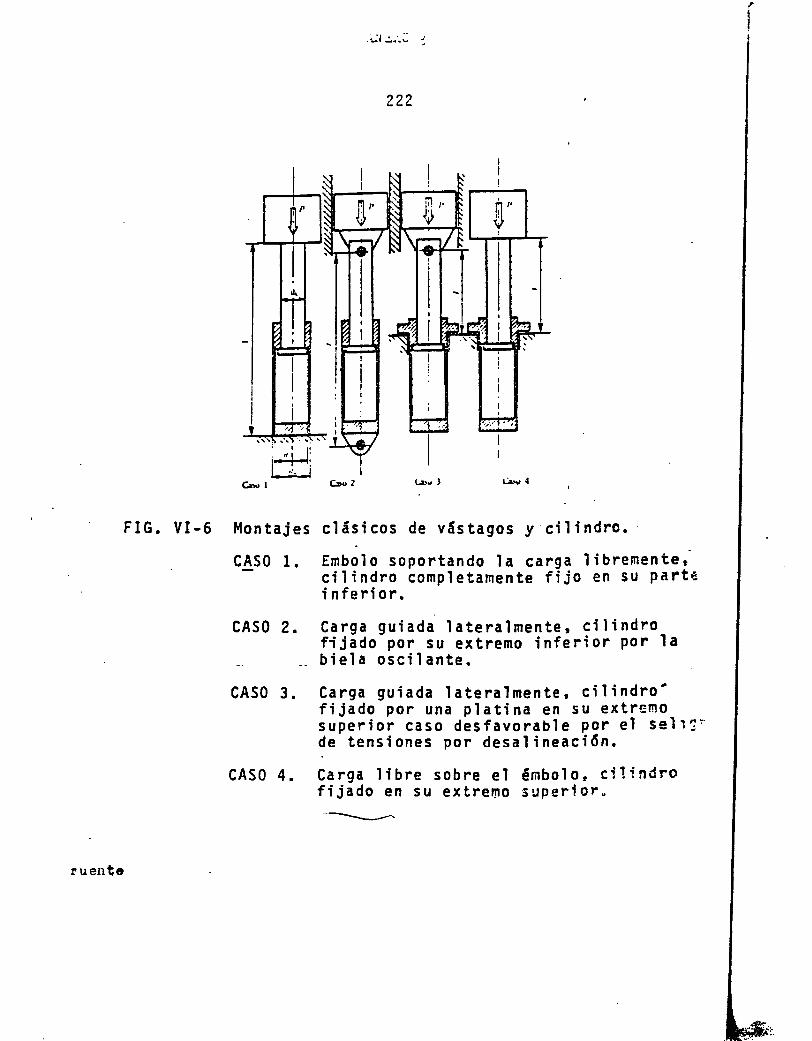
FIG. VI-6
C.¡p I
Mon taj es
cAso 1.
cAso 2.
cAso 3.
cAs0 4.
2?2
(Aw ? (¡^" I t¿'v {
clásicos de vástagos y cilindro.Em.bolo soportando la carga iibremente'cilindro completamente fiio en su partÉinferior.Carga gui ada I ateralmente r ci I i ndrofiiádo-por su extremo inferior por labiela oscilante.
Carga guiada lateralmente, cilindro'fiJado por una platina en su extre!!!osuperior caso desf avorable por el sel l':"de tens i ones por desa I i neac i 6n.
Carga I i bre sobre el Ér¡bol o, ci ! i ndrofijado en su extrerro supsrior"----á
¡ uente

A¡{nx0 9
223
TABLA tto.VI-3
Longitud de pandeo en fun
ción de I (tongitud)
- Tapa del fondo :
caicula como una chapa circular fijada
(principalmente si se trata de extremos
II
I
21
enSe
de
rfgidamente
sol dados )
todo su bor
Los significados de los
asf como sus unidades.
= Q.405 di (vr-8)
parámetros son idénticos a los anteriores,
Ver figura VI-l
tftte
I gf,- Longitud de las guías :
En lo posÍble se debe mantener'la iongitud total de un cilindro lo más
corta posible. Esto no debe realizarse a expensas de la longitud de
las guías, pues,existe debido a la elevada presión un desgaste rápido.
La figura No.VI-g , sirve de orientación para tomar datos aproxima
dos.
- Purgado del aire :
0.707 |
Longitud de Pandeo en función de la longitud

\N!;:;{O :i)
:)
.ó:
:' -'\¡
-)= =-=-i: :
=:-i;i=¿.á3j: 4:=;i r:i
ii ii e:í*¡:*
ii 3i=;iil::i fri3l,ii7',
=-i:-za<.rt'o r¡i
E¡iiiiry iiiggiág:
a=2',¿i'i >
6;OJu#,ací==a=Yur¿ =te6
l
:it=a_!1a¿€
:i,.
-3a7
;r32rú3¡:¿=?a::3:;.i!5r=
:I
i ¡{.3ir3lrt ti
,-.-
'n
¡
E
J
5
zo=oo'!
;aaa¡oza)
¿rO-
-ó-; si -8F
't6
:l
.tl-l
=l
:l¿l
2i
al
i
;
!I\.2 1' ,,.-:
ñ-i\li 1\rV1!
il
otO
i
!
=-o
:-2i
==
o=t?
oL5N
I
3cIJJ
u,o'
J
.n9cÉa9óECONa=a=O^;ó¿N.!.
rDtEob'olt>o
'E9-od
9F[¡o¡
Gr¡¡4o
-=d = =
3i:=;!g r¡; iÉ ;;:e,i*.¡:,¡E;l-=:gl i ;
rE É¡ iiÉ¡r= ifu ÉEfu E:áÉíggg;iÉii:
o3anat,oo.q,?n€o
óc
n
I¡,
o,^=t=:.(J<Hc,ui
,ll
;FÉi=;És É:, Éei
iEiiÉ$ÉF ÉiE *Éi*
irgsiEi3EáEar;€gÉ
z!Jlrr>d
UJTU>
9{uF o-z;oz
ngGt¡J6J(oru -\Rü
=iItq-aJ-g-ol-lrlItr
!eRI.er ::iERe ;:
o t€'a'ñ8€'C;; E-u
Ef;;;; *cE!.E =i\ =ng
EÉEff EÉÉ
1¡'coxoc
z
3RÉÉsáP: g>ó
= úoó
o r¡)
<i
o)qo
Eg?;8 E',
t
c) ar't
¡r3
nY. =a) (t
d=
3
l? (\J
c< =
=ó=¿Y Oil.=R.*ctr áo-=
orOIt CJn
9;8ü
i>ge
i
IIoiai
9
'¿-tLC)t¡¡goaz
?>D= r¡l t
,ti
EEa1r, ¡l cEó ó--í|)=i5 ¿i:Fñ
!
¡
ol a,ql=qtqII
6Eoc<l
r¡lf¡l-
.oaa

IIttI t-
ll=
ti-
Irl
r'Fl
ItItl
o Ol(t'O¡ ñJrolrct ror c'tl
l;
ooocl
t;it;
iii(9¡- | tol*i 'r 'tt:,ii;
oooC\I
¡ill.i-i'l'itlti
I!
I
!rat).!.II
I
ooi:i
cicoiori¡'l'i-i.'I
Íc
o
i:ii¡iliilolotcroictotCtlOllCa
ii* l*is l'i
(o
=-3-j-Í,r;;;G - ¡ c ac
É 3;9.8E!el
i!:5=Y
'J' ó¿c_tt) a '4
.l
lsr . tf lkIStrr:lid.r1
¿
e
tI
rOaA
l¡¡
o=
i-q,o=ñt:
:eotot
Fi'É4 0,=:-L *o4
HEF;iE-=o
c=Oq'r, É'ürü3
B
0
!LEO=a¡::sobose ÉaÉo. qr==-¡ Fo<HÉF;Y=-9-os
cEoo.!lE88t3
FIA
o,:6 ñi¡E EiEó6 lzñP d rE
F: g IS¡¡üÉg¡ í$;9
"EÉs i=jEi i3rIE AI6 |!; É-)
E,, F-i:r¡Pa
iFóa! ¡ñ:iiE E
,i B;€EE;g-699,6, fr'ETÉ* :
tcá4
3"$
3*g¡¡- 9c
iFó i5lEa:diFEgg*
a;ÉEFEE-69g
6=frEÉ#g
QIF.2ccluoCE
ol¡Joz
=ol¡l¡Ja.
o,
cto'>i
toIt!t;lo-v.(Jaú
6ol!
E
f;l Fl Ei afl3üi il Fj E, Elft
Éi iÉi s: ñiE8i I Éi f "l;iE l*t -É' l-l'= | .s, :. I
lg lsi i Ilsliiiesels el el el sl;:
¡ to.
=tni
tai
t:r-¡
I rürt:ll;ll-ji;
Eñ]
i3tol
El-lU
Y¡sd - ¡mS¡3!. ¡¡nlo3W
oIU
!Etol¡JC)z
=ccoltEEl¡J4
oG
Sci
"it:
ett=IEt¡t I
a,lol<l<liiol
Iolzl=lol6L
c. ^Ereie. fr-?- s
;:É;ÉF !üÉ Í
ÉiÉsi::g;:
jgÉá3 fÉ#
Éi*; álgqq gg €i s Éi-=eE a
EiÉi E;És>E € € ei ;€ Fig3;É:='E;EiÉrt P;ÉsgÉ É ñ ¡lF# Éí#:ÉE;::gIFEB lE¡¡É=5'^5"^. ; 'iFt-1., HíE=E: 9Ee
lffÉ /¡HHF€¡-#¡¡ /gg$É
qtrff -ÉÉ
I ^-='=
|
elá€é ei" B ó '.>> ei¿--- eiI-J- s:e.tt
cc
üc]
.caco=oói(!cb'rEts.E
=c)tr@1 ¡f)
x,orlCN
o
xcl.Egl
. at:
ithic)
iolo(jo.o'd,,?¿lli!
coEooGo.oi5
". E = "E;¡i *EÉ e'P
,a-E ei4= ÉlgEQ¡: o =:(E - oEE: =E=í,'iFa;Eü: F E=e i;6.EE=* € ¿É€ i: F
E#E "" ÉÉ! iÉ;F;E :*ñ iT\gÁ g li,iñ-e. i
¿ e.i; gi, i
cooooooooooElos-Gó¡,xllü¡¿.¡txtttuJ¡
.t.tqt-rn0ú01
3¡Eii¡E:.
l.lrlJ
1,5
f"t?lsi
EIlrl
H
u¡ooC)
l¡Joo=
ül¡o¿¡süoH t n¿t-¡ü¡Ar1!0
E]-:i;=icc
;-Íilc
,E¡
:9rlc-lü,llStüo llnTr0r
@i,;

r_)
= -Á€ E É: gE91 ?;9e-o "ñó i=5= .!
SrEeFÉ :Escgi: ;E3¡Esi É
;.:Fg;sE e*á F e E ñ:.s E?
EEpÉisÉiE€IE
Eg r E*
i*gFe:e,
grg;¡¡g.s;
Itl3Jl'34t:r-0=,óe ='-;ryEE
ii:E:,¡rO.9
Éi3p
+ic
q:
I3.9
€(\|.='G
?3ná¿t':.1.Hzcl;ñr
-¡ooa\t (Yto-
z¿.='-GC:L0=¿¡ E'c.{Ez)tF
óo!P
'==FO¿7ci.E9Gei
t7sgEÉooE.sb9ÉFÉ;oFí=Eóc06
=(J:Eió.:co IEE
.lF' r-i:C3:.¡t
l¡llltñrl(\l(iilall
c;(\¿
rri
IDq;?-.=co=
S¿qci3R=ttE*F3üF:É3o€¿lEa(5;!9
s.'5fr
"*-
*.'f¡'<¿-
rüdrrdlifit.l#;{8.
.ñb
*if¡
ái s,=\TI É E€:
#ir É=
r
+i-1ttcl1t€l/tglllolI'ccl
ir:$lgiloñI
I¡u¡o(Jt¡¡
q l.=*g s!so-ió
uD -)lolo€rcoFo-n
fi*ff¡ffigiígru¡
I
ElocI.9ÉEIsEG,É
a
c'|ñ|q|q
og¡Oa)=Aor
=N
0-t=--EE.9:i? !!ro5zE(/t3ss5;'=62.cÉ=
= ¡ ctjPEE;5gqiiÉe s 533EE E ó gcr-(J<t(,t (J o-ñ; :cc@--:i .F-, I --\--; I O-l;¡-
g
ca
J
e
(o(o
I
¡
I
I
N_al

t
Q;<¿?=,L'J)
=
a
lJc
atÉ
O :.r
ANEXO I Ii -l
' -j:r :a:
ii:; rl .:= Li:.,iili"ii¡ : ; : ; r -
=
i;i ii:iI;ti¿= i ¡¡;á;;i;;¡:: = i; ; ii¡=::i€er=
3¡ ; 3 ¡; : i=" 3E í o= íi,ii=¿'É1i22
E¿i: : ii =lie
i i ¡ zlá:¿tli i ; 5¡
.1
rl
)
i)
'l
J
¿J
Jtl
Jn
a
=
'n
99C
orf=-á=
==:)-a7==
g? 3 *= g ?a i: ¡ccÉ=iÉ= i?" ,EE ;=* =
ñi-
¡,ii i,i9í'gíl:i i:, +¡iEáfiii, ¡gáÉiiigi
3i5; Éss353 É;*= ii: $Él3áigiiÉ ÉggáÉ5É3i
g*,iiÉ: i*#*#';;ásEEu'=,g
jffi! iáEgFÉ€i,'-E=h .-UrFOilE;;-:Ee";'lfi¡ 5a Éi.ig: á c
¡áÉg üsEgiEÉ
e gB U S EE Hu¡FooooaqS;Y
=1 3 cE = = E= ¡! ¿
t .=-9 <r¡o <.r¡Eroor'rto .4 s'D
SA$E ::g*:á',,e '.te :
iÉeá-É ,';É,!;gt ,,ffgii ;F$fiE-'ÉÉi*,s;,,!=E
E9So;$ se29>9
.E =.e ó!6.S :< üEe:,:? E
BEA:;E gE:;! ar Ot'i.!
#i FáE
a-.JJ!Í¡,lJ
-'c.:J¡H>=su(9>o
oF-ñÉ-.; uJ
8E
z
==f<!)'¿zó
cl)
;.=
\,f?
ti
ti
lltiti_,ti <ti >zli 53,,ii
='J i
ll P=sil
li
iilloli l¡lll ell r¡J zll o-o
li e¡all
ll.ll ffll 3u
ilfiEll E8
(t
=oO
.gbd+X.hx cs3(l,@o ¿o9,á@!Y -t
rt 9=9E;6JO><F
-oE ¿i
ssEgsIEEH-.F o
=9¡q.9 o
E EEtroatvula
¡-ü-c* 3i6"(úo-ccoo¿..ú;>Eo>J:o'
eEEEtttro
o(¡l
o(q
oo:ool
or.g''=
otr,
oo,.Ú
tn
(E
tn
.9(J.tl,
o()
i1'
oó=n-(J*ü!j
€;oc
=b-=9;:5
!o(JEocgsÉ9->r>oo
vá
o(Jü)
oc)
o
o(Jo0)
i€ÉÉ3ü9o)=o-íD-d.= ¡'s
=g-'o -*€=5e¡> -oE=¡E (J O:e(, !,
E>F(ú
+E=>.- (ú->
Egú=i3C;ttcioDEnE
oErl,ño,o.o
.Eo.c,o.¡n'
o1)
<EFú4'nogJO<¿É c'rr¡¡ i1.]l¡J (r,(:ro
de cuatro vías.di
¡
rtI
I
a-¿¡It
¡tItI
,. -
k
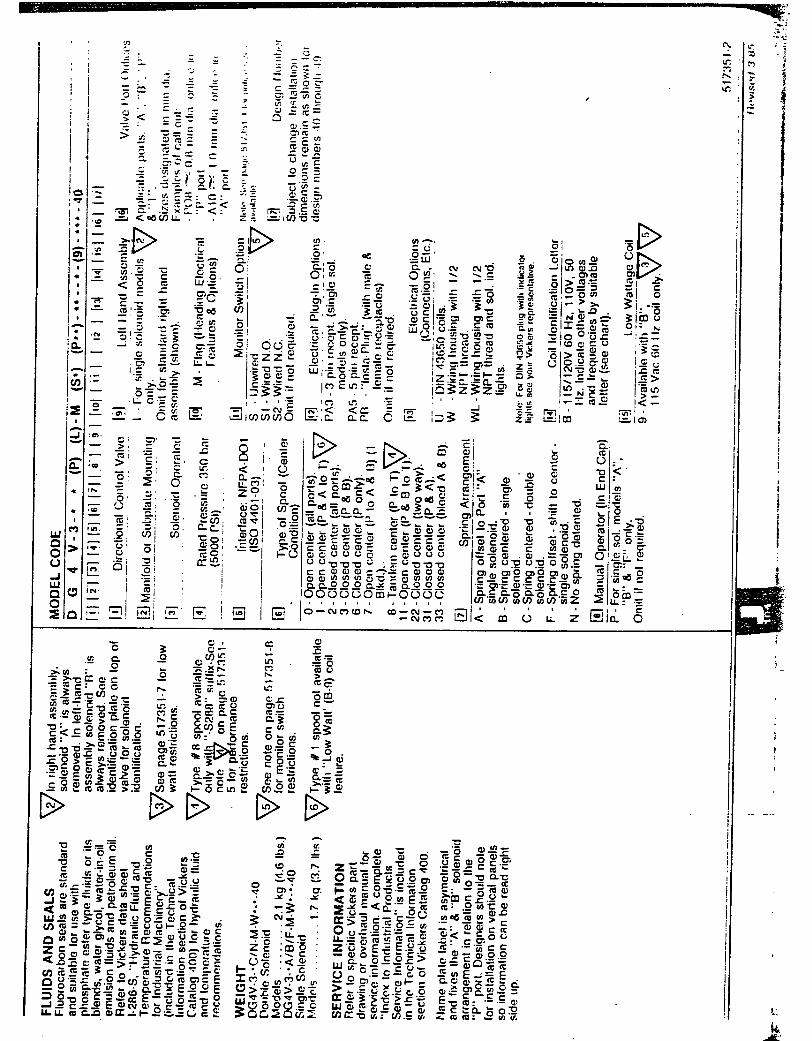
¡\¡¡C
.:.! : i € -9c. : c:= : : - t! Á--
= = E .===3 = ; ?)i,"9a ¿ Yi:.Ul=:-
= - X:rt-- = - - - aC
O.= F
= = - =)G= = .-
==o- :' :Yx; a. o.^7l;-- i oEi¡ ;-'r'.: - -c=láf; ¿ .;s EF=F: C: ''+ .g¿.ts-ii:Í := '-3.88Z7 l=Jt(/)E.c
'h
i; E,;; EiÉiF-:f> ali E
¡ i É E,, Egi ÉJsilgi ?3i¡É $¡"r : j.*
;js,,l: ii
ó ' EFi eai $ul5Éi¡gÉ lÉÉ¡€ *isEÉ,É=sEÉ
élgf Ééi Ei dei
_i ¡¡ i i i ler+éés=Esé#é lFÉFgFsFÉg Éi$;:trrl ñi i;, E !E lE lo-Nc',<oF. o:N;gOli; o ¿ ) Eic ó
=*ÉÉeE*ÉE;;ÉF;g;;E;É* r:É;¡¡güÉEEEEÉ fi;É;;úiiÉ:ÉE; É;s:EE
ñ¡ff¡;:; F; gsff;
É, .c É9' . *' =Fsie ; 5-n; s sE €; ;li*É gB
í,1,iÉ* ;uis¡=aÉ g giÍEá' ii:!s,-Éi!É; i:É:Éi- :i ¡Egac É¡
¡e E,c- e- ¡ó3z=ze € H i¡;i * iÉA
'¿ E_ E :' '. ¿rq l-¿.a= i<-tr:É ÍE é E i=3 ; 5É e,¿ i;
:*gr I t¡; É¡e. ¡= ;agÉ i*' f ii,
.#E seÉf E #¡E É=E
E
',o =' E3 belc c c
=i E;t:_
TfÉEEÉE "Ef S ü E.E 8.E
á;eEigtg:ÉH3'.9=.,8:(,EG(E.Y>.Y
=;,i ZYYXzzY--=gE:Fi="F
-A't =ooO
.(-iG-Q:
=v!'o;ó-=
¡.L i-
F
-=v=C(!
c:!¡ú.
'r. =.!;U) IL
-=.i3
lJ(i
u
G
:o:=X=
oo9rJÉ
lr.=d=Io(J>=o€o-5soc
EBY=ñsrtra!.E-.E
=O
r-.9c)ozQt.?c?'Y
.EE:E6bes
.Gii.9o=.=o(Jt-üa)<z
oE=Q
- 9,
o
G3
o
Ct¡
o(E
3
t¡=ia'!..=-=Gq;
>-x-.:9o8ü.:(EE3=oa=9b
J'6o._c
E EEÉ
É*= E
:Ee E',.'lh =
O)'J¡ ó!E
=gigc ^- .E.9:tn b.
ÉÉf *q:
o=
o:
J
:
iGúFo ",=iÉ:
LUcnóo g-=
eI!ts:oESo H'=55:-,¡ -= Elll'¡- .E
ac(!
q
o()c
fe-üi;'

-oI ¡ l-^¡>i\¡ ?C\/
o
UJ
UJ
oii>c
uJzh<IE=a
o
ol!ac<o@
^e>-E==>.<t-
r} € - _.¡. i\(\ - e)'a: tJ:'ó
o
;(!iq)
= E';;;5:=- - - e.q:ú)
;
=e>Evo(E
¡¡)t¡t oo
c'c'o ololo
C'C ni (5 ClSc---ñlt$lo¡e: (: t::ar:'(tt-|t:,L '-¡l:-'l¡AIA -.'^.^;^
Ar{tlxo 12
JI
ÉlEi3i^-i6l=i
:Éia:rJCl
;i*lÁls*iii^ri;l5l;IEIEiülFlEi{r8rgi
:l,:l
ntJ
I
=
ÉEc:i
iE;5
c-e
_==-.::i:9:j.=Cr3:I rrr362! ir'i
;b
3r-
7c
u)az9OEtrt<:J C!,
<:F;a7z:ac;uJ .:lztc<EE-F.=OEurgv'¿4al- ':z¿
OcJ:9<=()=ÉL ¡'>t.F=
a i'-¿=a
::
F----t :
Ai=-./\-/\,:t-)9=\../ti.\./ | -'i ¡ <;t:a----¿ :'i a:
<:
: ozIozll¡
=o
| ==¿5i.: ¡-
7's Q=-i c-- =''=,!; 7; Éx,: c=ió'E=IgEEi-^rii¿^=l;'á !lÉE e
=riE.! ü
'¡- I50
ta
F
z
ao
lr¡:. s.s, s..-__c\¡c!e)
tsjió=::ññ:
-lr-tl
F
lo;'¡ñr
r-iIr¡.J
oI
I
CDoI
calto
l¡Jooot¡Joo=
rEtu il¡ÉÉsás rffiiÉ*áiÉ
th
No
>>>>>> i^a^aaa7oa,.tao'J6^^^^.^^4-C\¿$tO¡sC O
:.:i..o.
E.o o aloo=(9o-:--oJqJñ ó toc"¡ e.rc.Jc)--
L lJ- l¡ l! lJ- l!SCOOOOO
a.LU
z!:<
=Lf)
orÁ¡
Et¡JoJl¡JQ c'll, tJ.
=o
oÉt¡¡l.J-E
:>
9E9Rñ cóóó¿ógu-ll.U-u-u (Eooooo :.iI
G
]:,^trOEPz==L.= LLkñotr>
.r¡É.eir
;;EÉ;ÉÉ¡
ÉÉgÉgÉffi
z
1
Filtro de Succión.

'Jl?a'tta,nJc
oz,r,o3ás
|-Lit'3
'ofaooo
,noO.2.!
3o
=-coo1
oEQ)nÍÍ¡
,tlal.^r.,, | .,)t -^l,¡l él-e'=i i!9;3l -l{rñ.tf -l= ='fl álg1ñtl .7lo.^€,
l:Í:lí:álgtEóoHAo-ÉJ
-ai9d}Ftrt
p'¿
¡C;?urw;CD <=. ', E,u- z3<->f-o be.rci3C-Aq;ó"-í!¡¡'
- -ÓLLo- o
*;;
u
|-5
'n
¡¡)
o.9F
o!,
Id¡
l(,l(¡)
lololot-rl)t=I c.t
or';(ttf;
_9TL
EI
o.=
{l)
'1):=-^
lel
:)c.F
JóEñóenin;i lNl
EEIraSl =
E8l É
E Flsül*jr-r iH gT-1 lc a,u i,i:
E EITS
lru¡l-
tZl-.--t'
-lIn-
oI
-a
-(LFOsó
:H: :
i0 ie(L "=
Ffr -,Í3ÉE ü-= ! oFbgPóEgo-Eo=i&tutLfo
I
=cft
6I
roI
É,ttoI
cittL
(Looc"tr¡)-
nffiiigiÉtii i¡;liiíííffg
nnÍIrll-drt
a:U&TTJ O(,QJrf)t¡J -O¡¡UIL>o
(!o-Eo()
g,FGt r+
=,hÉ63o aoEQ*oP>*4s><F
¡¡rt litt[a
(Lo-oorl)O-(trfl OF Ct,
ulooot¡Joo=
aG,
.uHZJftr
zoL
JJfsg<1A
IÉígiii, iiiiEiÉii
o6(L.'+lrf)(V
'o6-ooo-,
a.=f¡- >Ee@ al)
:(L'o:o...:
za(rtr3," HLuz-¡tr:I
ÉEgiÉEisi*aff,ÉEfusa5áa É fiE i HFE:É 3 8ia:eÉi Í;es$á*iig; g*: süse Ésü: :É E;
É t gE gÉ
ÉgE igÉAggEEi iÉEE FE
Go<E(, :t9E:u-EufJE;Lt.nt¡¡Jt¡¡
¡co6coEoooC!IL
6o+
illl
",zül:t<toGtr
at¡J
Eotu cft0D\-rPlll ,
8tr=o
--r-.@iJ-cI'NqI.rt
o{,os(¡.
f,t
d!tuttUFZ=f,Jao*:É3:Fltt)@
.tE01'
.=
fFEq,ñt
5
'1,c¡=aú
tt6(to
oozF(E
l¡loz
=fEot¡.Gt¡l(L
zIGF¿ItFzIU
=i¡JJtrl
lli l tro dc Rel or¡ro-
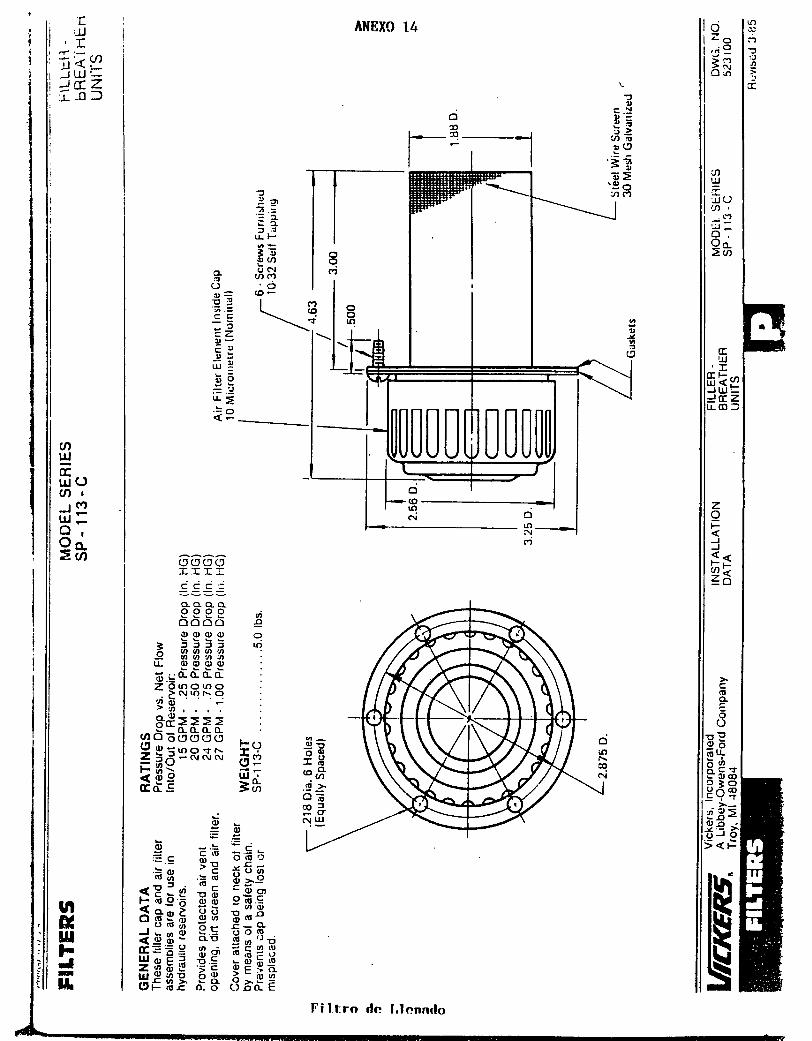
lll
't
za,J9
a*
.=ñ(F__-_
/IIIBXO 14
t
1l=!!;inor¡(5
'3?¡>'9o'a (,
ciaoq
a'{'n,'J_o9o-¿a
Jgr,.='=a-=:t.¡
TLF
¡-ttaoc¡(,) C')
(oF
o€Oñl'd.=
z2F!!:
UJ:bó
=.'JL>:
zI?JJ
Ss'4,k1O
Édr.>z9.3Hnüd(E
;ÉÉL(Du=oi==g :.* I.s -=-c e; 983;g ;F É:3
<x. U' -h -oo,'JbE; Eü EEFá$eR 8g R;i;J::r Es 5¡S<-o)ó: cll' 9o,rd*=E: 3s'ñFPl3rOEl Tr.: !o)X(úñEg$ ;,E ieñ.-OÉ K.e d 3 riBd e
(5o(5o.LI-L¿
¿;).:=-===ooooooooOOOil,tff:oourovronooqrooo-(L0-(Ilf)orf)oqq\ q
(L(L(Lo-ooootO O -f f..Éñ¡$l$l
(!
=oO
otl-tto@to/1 @Y=
3>€;JO<F
GoCL
og.9
Fq(5:g*
g!oFl
¿(!
9-o.s¡so@:.N t¡J
Filtro rle f,lena¡lo
r'JJ
-.3,ú'<2.J LU'-) G.zl-o=
ag(rtr¡ (JAt
rG)rr¡ ;-o,Os¿tn
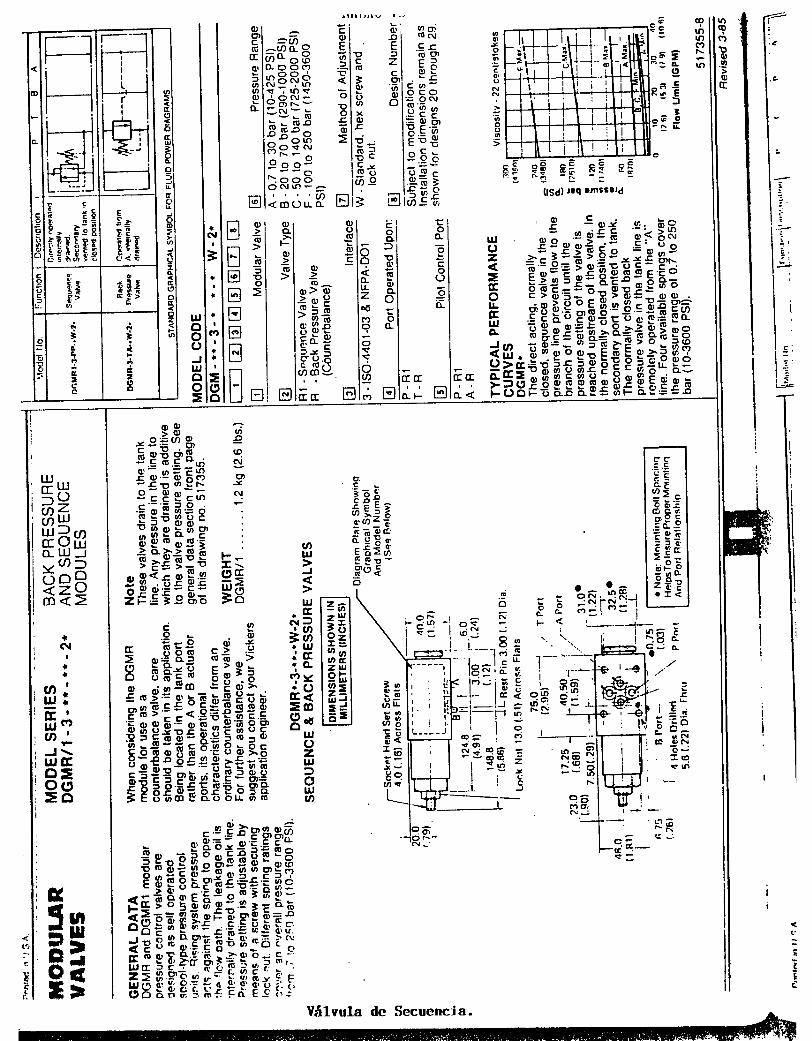
r¡)ao
e)EoUl
o(f
Il¡)¡f)c)9:au.)
c,
;É)3oI
Iu,ffi#*gfr fro<
oc-oco(Joii
(fcr.; E
ot ';El aelg ?lÉÉl-oloó rle8l6l<IYto'la
EI¿ E
I.9o2oP
;E€gleF H;qúfDv
C)o.Fo2.E
E
oor¡o.9cqloNT
=oo.2
3s9c(5g¡cfb9o-co.o ñ.1
229.otroFO-.Eq,.9- cSc-o369:vi
l:'o,-olEIrlzlclqr!
BIEolñlolr:l6lolEt9I
t(Jlol-c
E i,;
¡¡l¡lr,rv
clolEIot=¿tki'l ¡¡lücloolx-clool->lE
l5¿lF-.i¿ó o
3 Ei¡
aFEaCL tr) C) (.'
nEñss . rnsAC)n¡-¿&':;,s ¡E3^-c|ll)lüR::t:l o o-l\ooólO cl¡ trt -l<oou
CL;69€€c;.'Ji:óor(/) 4;
sñgcd9Xc'e Éi,ll!E C¡-ts';Éñv<i5
¡E¡#* üi;EgEl :;üigEi i
#EÉ¡É: ga
u-u-sú
Hsü
g?s
olCt)c(úfr(tl
ooo(L
E
fr fr
lEs(1l
r--'l
IJ -Era€oEEEEllt-lUE
(\l
=II
I
I
cl,I
III
l=tolo
l¡,oo()l¡loo=
t-| ?l
ii
ccc
:ódLF
.:tgd: ?::5:UÍ¡ A, (\
cY, Iro< t¡)
| --.a't----qg9J ¡
1-iII
CFññ¡
GGlrgv.cai
r¡'l
oe
=xcc)
I
TII
-- f::ll¡¡ .
E¿a'¡¡J Eo=oo=o
Flr--ll
HE=ÉcriiÉ
'F
GIoo
3ricÉ
Etco
.so
-.:oor)cao
J
CG@É:É
I
I
I
o?
III
t.
3oEñütrE3ó
E:a--toE-J-Eq
a./, €
Egl| 9Él
HE]
th]¡J
l¡lccfoU'UJfrAvoEoü
UJoz]¡JfoUJo
iEToL i =g .,EEE s* ! i
s ¡F;Í E¡:a t
glt¡g¡fiagái
I¡
C.
ññ
:--
iiigB iil
tf{rnEu¡xtl¡JgftE}

At{t:[rJ lbTrornot\u)
Él 8l *R Fl
E_le 5l EF gl ü
Éli='lÉÉg'liÉ
, "|i¡ "lgE; "|}r olL
úL)l¡JLr-=crolrÉt¡lc-JOAF
=ñ'8 s
iooóY/OO(')rl o o-.Lo9$ññr',rñ€S Oñ¡-Aot¡t-
=:;E.Es3e^o.q ñ¡óN- o^oo-;ñgFF¿óó*
otct,atúfEooat,q,
fL
@
o<cE
o-l t..t ocl o-olR3l s*¡l .5tt fllzól _eoú ool Ec) -t9blEalTIolal
I;EI E
o()ggg €aú(Úo ct).g .E()()ffE-iEE gEEo o.o) o.=fú=o-óEóñEÉPT(Lf(Lo
T* E
o¿(!
E
EgFI :
(E
EEot9EEE
(''
EDaúo3F,
o^ON;fY({) F
t!cZ-c -r-Co- ot
?EgOrlf) (Í,
iBmo r.T
oo-
ottr3ó€;eaeó9óoñ;od: oe'EüO o-PO
¿5
o€rO(\,
gtJc!
i,bñaE:o.á at)-roE:isi*ro63tcO.úo
u)aaDoo'sot
RUE
oI
aN
I
I
¡
Ia
aftI
x,
=oo
ulclo(Jl¡,oo=
€#s:*iuE ü:;rÉfsgTTE
EE Egig 8,¡
,9ÉñsñJOFUg,,
$EH f*E¡ si' ¡*geFfli
uÉi--lct
lc\lE I s ie
fi - eg=:sE iiÉÉgBFáÉEÍ irletetfiE;e EE
üÉ$$É aÉgi
xoo
FtIu¡
=qgot.,o
ofLF-
Orl)rl) o)ññ -3óFE.Soo::N: r\¡o\;I(ottf)
r'lII
oo-@
EF9¿
cz
o.t:
x=c
(irn¿lll ¡
Erl¡J r:U) c')
-¡*t¿l x8=9c,=o
tr
ÍnH¡
qR(o -i
I
s!
L
qfE
c¡¿c
dllir--J
nLilH
¡ ¡:j
I;¡i
d9Ec E
ffEi
altc =3 i":Éii i
occ. 6¿É:s
0CGp:iII
II
l.l:-!.IAi¿t;i>
I
3
c
(9
3
Eq
o
d6ñl.io9u,'oñ.9trlooe tl)|,)cdtLiaf^
-l 3q(.)
oo)
of\ct u?.<l F
-l- -1
ll| ..1
iil-tIrIr__L_l
Válvuta Reductora de Presión.

ú)ú)1¡)ctNl¡)
c
I +. og iFr Esiq, =y o: ñ f¡E :oE óE ó
-++
^=or O,ñ(,c
r?E|o\_tó- ltNll
oof3 ice .. IE! [EEañ E
É8 Ée?gH E
*á ;n¡É€ g
*Ei":;:se E ;; NE€Eg:ÉgE É! - =.E O X- od)s=o-EJ¡:oot,,F
oN
(tsdl ¡eq- 6url¡es grnsserd pecnpeu
(lS¿l ¡eq €¡nsseld
oG
t9iG
=
u,wú)()u¡(Jz
=Eoltfru,A
()cF-
o=q-F.
3s
-c>'c(!=eE.9o_E=JC
lsl¿ fL*r
rcc
ots
Éú;
r¡
FFEFsñ 83 38-(.)N
oo¡I.2ccu
N'
.=aoc
.v:
.g^Eid=EF--
s86O --t*':=E :
d.o:ó¡é-9>x-EE.E EosxorjÉ
o(o
.9+E.E\r:E}().c
$nr(,' ñ¡-EVI'-:oE=g :
rig .
ó=ño¡x- -(Ú
=cg6E:ooE
--------t-I-Js{=NG
c
'Gs=cÉ
HIiiiliiiÉiiiiEii,iii¡Eiss* ilÉÉlii
o
=Eg5E)¡It!
'=qtcD
F c(:se 3€
"¡ g5
i3
Nq
(\rN
(tsdl r?q ernssard
g*gÉsiig ff i¡gigs
giá¿sgB,
6 ñlJ_l
-:-t¿'-1J
ll---f.-: l,ltftt
,l,t-I iúi
ll:!lct>t<
ti tl
ocs.a

rr I Lt I Ft I F I r"l I trt-l ll-l I lc ir.l llr l["i
HIF ; lLl
ir i i"r I
-r I l-' i i'' i r-l
'ol.Loc.9()o)
ó
3RFEb9
é q--o coE O(\I.EEeEEPÉ€ge.E aqEi.9-rs !€6 916 c-o¡,
-=aa(LfLroovu)(ls-ooaoDc) tooaiJTEE
gtú¡r¡)(,
!t)
t,o.9oc[
nir--ii'JiÉirJ lLjI L:-j I L j i LJ I L- | Lr I Lr i irr;_l;=li ,:i-;lT-=leii i:.if-iflÉi6gi-i-'j'u ?ir
E:.+-::-:' ¡ --:-.l-- | ; t i
i ¡¡ is¡ iÉ_lii_l _ei+Ei-l
üG'oo]IooTL
o¿(!
llooEo()o.=o
ti(ÚoEoE3e0)o
[L
tx
E
ol
Eillol -gl
E3lEIElnll'll
IFIIJ EI
r I I i I lo| | | | | iotllli:tr: I r i I léI i | . I t I t 17I I I I I I q I q i * ro
.ljl¡lrlrlrl¡rirlblirrli,rle, l,1 l+ic?l?li.:órortiSilli?lgl3:;!Flj:i
iri-lii-j -ul#Ll ElliiiE
$l áÉ18 ;l< ?6Itgl'o
lqó Élcr o19 rLtF
t9lftol(nol; E
ooooo. o. o. o,<EIfLF<tr)fLF
u?(\I
YC)UJ
taF-¡C):)uJc)EOoE
¡N
ca
citaoo.Io
IN
IItII
a)I
oo=(9o
al¡¡frl,¡JU'Jluoo=
I
I
{EÉEFÉEEÉ¡gÉE $sE: ai; s: :
;E üat;eE?gt- h.,
üHgEffgEÉaüg FE
¡t
ÍnEi
(oo=cD-ÑE
(,
-cF';rrt €-J ;o9$'1 llsv
.goC-¡
.-oori.=o-
otr
ir
ra:ttl
dC:o00IO(oF.- -.:o lf,ON<,+
8t>+.E:o:uri6E-
=3:lclEcoctro|rl<o.
IA3 qelLL,^_ll-l
r-l t*eEl.d! |F
oq(It
(c)Flodsó9at-:
o()ooñ, cD (o r'(lsdl ,eq ernssald
ooo@tl¡
g.;
#s€oE¡FO;-oDEOOE=>Há¡15üt
a_O(\¡'c'
0¡jcloFz
Yál.vuln (ileck-
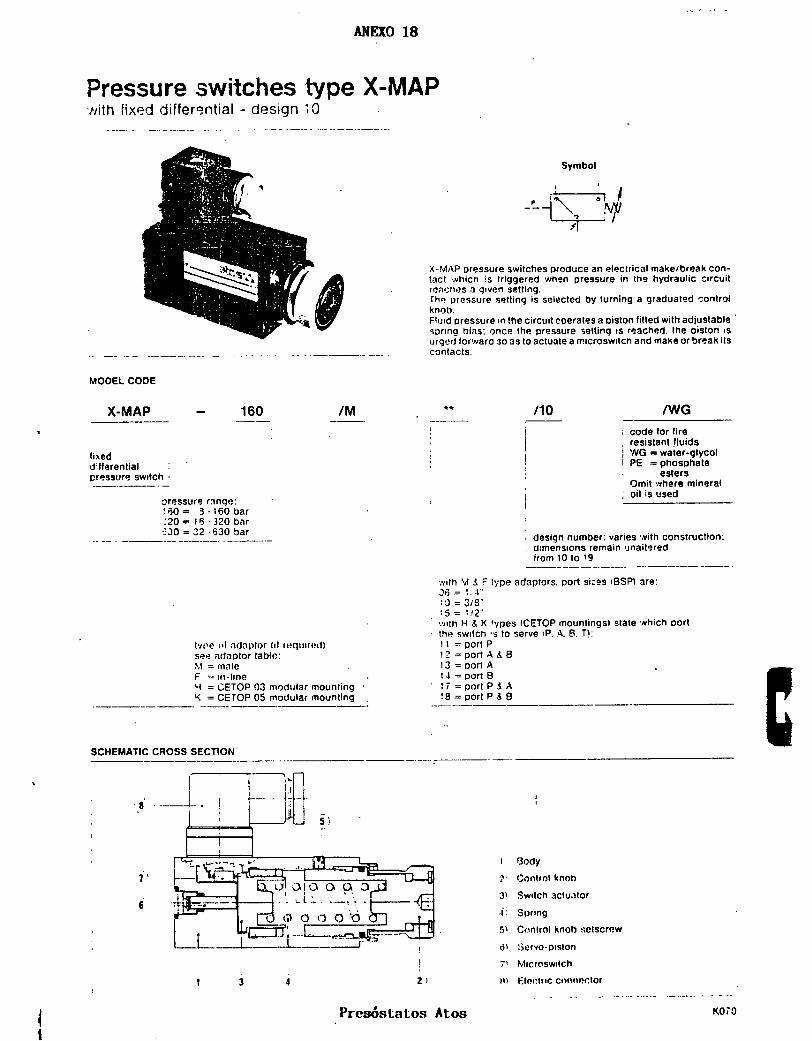
ANEXO 18
Pressure switches type X-MAP"ittr j¡xeo_ :]1":'ll:"1
o':'_nlI t
MOOEL COOE
X.MAP 160 IM
Symbol
X-i''lAP oressure switches oroduce an electr¡cal make/break con-tact rhicn is lriggered r¿h:n pressure in lhe hydraulic clrcu¡lrcacnrls ,r grven setling.fh4 pressure setting is selected by turning a graduated tonlrolknob.Flr.¡rd pressu¡e In the circurl cperates a oiston fittecl w¡lh adiustableegrrng bias: orrce the pressure ietting rs reached. lhe oiston 'surg.Jd forwaro so as to actuate a mtcroswttch and make or break ilscontacts.
t10 /wG
liredd'Íl€rentialpf?ssure swtlch
code lor fireresislanl lluidsWG = water-qlycolPE = phosphate
estersOmil urhere mineraloil is used
design number: varies 'üith construction:d!ilensrons remain'rnailgredlrom l0 to 19
9ressure rSnge:!ñ0 = 3.160 bar'29 = t6 .120 bar'i30 = 112.630 bar
t./oLi rrl ndat)lor ftl tt:qtttrttrl)see adaDlor lable:¡,,| = maleF --, rn-lineq = CETOP 03 moclr¡lar mounlingK = CETOP 05 modular mounting
¡;ilh Vl I F t./pe adsptors. port si;gs iBSPI are:-rü = l.l":C = 3¡3'iS = itZ",.vrth H ,1 K types fCETOP mountingsl slate 'Íhich oorlthr-' swttch ,s io serve rP. .¡\. B. T!:ll =oortlll. =portA&B13 = oort AtJ = port Bti=portP9A!8=portP.lB
SCHEMATIC CBOSS SECTION
7'
I Body
ir' Conlrol knot)
3l Swrlch actu¡tor
.i: Sorrng
5) Conlrol knob rielscrew
ril :iulvo-prslon
?r ¡licroswrlch
il) l:l¡r¡-¡¡¡6 colillnclorri.f
K0¡c{I
Presóstatos Atos

BHM
; , !)rJ ol .rrlití)tcljl-lM = [tírl4'-rFrit :,n-irrl{:'jr"t.l = 'iEl'iP .!,.rlA - CEI?P 5
AoaPfe¡s
-,tzP. Qt De(l tosrtronls D?r mod.il co(le
sMM . ',1;rr? 'illrnc:
M3
BHM - ¡,lodutar Ínrrntrng CETOP 03 olates: /H"
-r.q-
'r5.5 t5.5.
-. _31. -. -
['e¡ght: 1.2 kg
BKM - Modutar mounling CETOP C5 plales: /K"
.9 -
*9--
-!9,iJ9.I-_Lr___-
Weight: 1.2 kg
F--I o,I t 19,f- -';r- '-l 'ni
i,.g. t"og,-u'15.sJ+5_
-. 3t
"¡t
I
BFM - ln-line mounting: ,iF"
M5
J9.:-f5 s
-.-3t _-.-
Weight: 0.3 kg
weight: C,8 kg
+. ,t.|i+i or .r*---_J
bwo- -e-
INSTALLAT¡ON OIMENSIoNS (mmf
'Js.5-119.¡Jlli_Jt- ;
I
, Scrcw¡: ¡l otl M5¡80 cr¡ooliarl wilh lho p¡ess||re rwilchthtwrsid¡rl Autónoma de CcciCerrtil
sEc{iif,hbtÉü9TECA i
O 5.3 lhrough-9orng
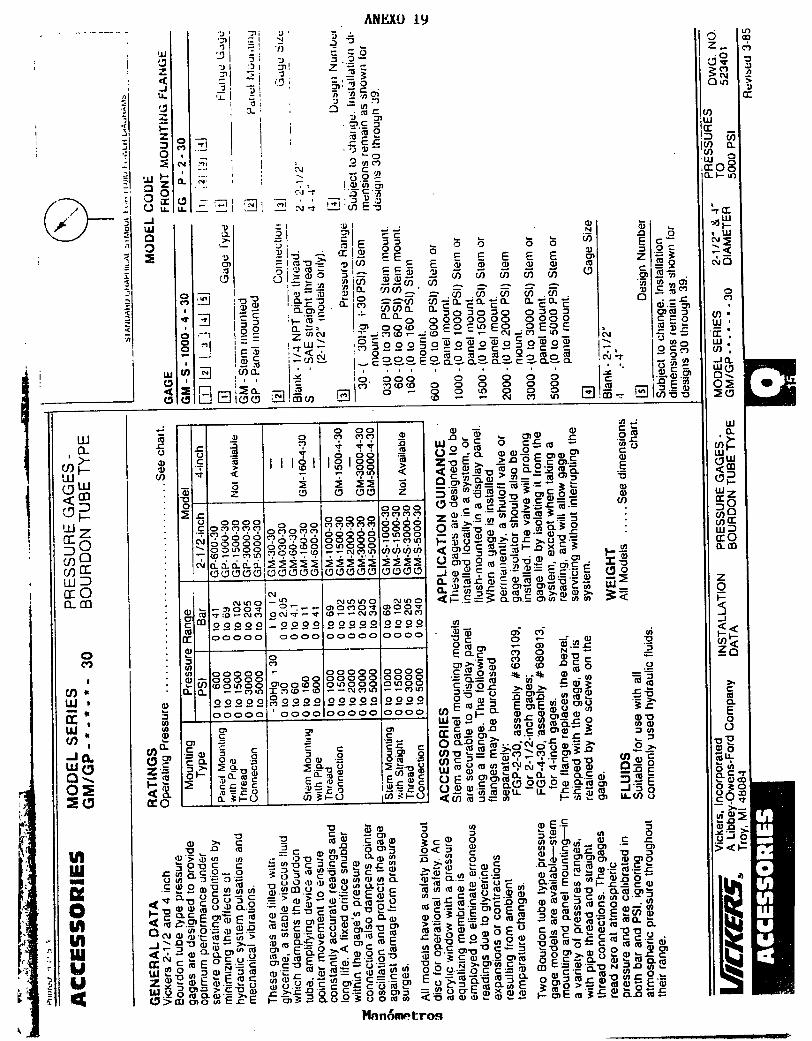
r.ctoIt
:J2)(r
z-d3eil
') ! ?)¡'rl :l1l =l'nl jl:¡)l :)!rl -:-l'l 'Jl
i Íll''ll
6
o8FÚ)
+cc'áH¡ tJJ
S=cüó
'uJ:(f,rO-
; i t=i, Ezz.2 -:'r.-,r i á:3 g-0.'2i,2: i =.9=i 3El' EEg
^*o' ¿ l'e)ij ríq.i; t.ge ?
-1vi.r-l r¡ -r Ft'(ñ Eá
oc-E¡96,2n9g,E 3*E:c cxí 6',g
áEtúr <,8
a,aElz.9o7to
E
o¡
o¡?z(tCl=
zl9l5lJIl<l2ála(úCLEoo
EEEr+FÉ-ü or(o
Ei3i.g>8!á><F
gHt*ff,=;É
iiiffiffi ffiiffiffiig !gruE iffiiHÉ,
'J',t ¿
EeaE,!;eÉeaÉ €*aE !TEE=¡ gE€E .g
¡ÉEElietamÉ, g:
ñlt
rl
:iñ;
1)':-a)C'II
EEn
oet
ó¡
G
0t.l.
ct(rta
rtooo
o¡
=o
ulo(¿
I=
o='¡E
UTr¡¡oc=
¡l¿t'( |
.?l
JI.-l
:l;l:iilil=l:l<lil
¡.(:I
:=s'n
c('ta.IJJ I.=.H:JQ.
Hgo>>o
t¡lo.;t
HualHAÁo;ÁÉ.úfccO(LG)
¡I i"i ¿¿ !ii Éle :: = b b b b ?
ÉieeaEiT IE¡; EEEE E g"iiE* 3iq áü?? a a a a a
;-3áE oiY AÍo
.,Eo-EoÉa aELÉ
e;¡" rr;BrE,áEEeEeH,gegEllyi'3iese!eEePeee=ePePi>ñ s, i- E eee E e E eáe 8e E s8e8t,,t,
'iÉ, "i*aBEeeERgA E
úg
9e_:-E5?iEooo
:93;--l-l
t¡¡(9
o
i
0,¡ot¡o
--(L,i Ot2'=-(üF;i<¿í.cEo
TUo-,;i
.JJ'rÍ [Il<qoí,TZiJ-
^a=ffi5aOo- co
o(lt
ail¡¡l r
É:H:Jo.Hgo==o
ultl-go!nUIulUU(
AilEXTJ 19
llantí¡r..tros
Ilcl_et+
6litlof-El-clo
let\i(\l
-c-?sÍo
c:,:rrtól| | r(o I
;,J
oooet (?t c,f qrc
-o.oototoorúr,oo(t tn
=ooo
-g0so
oz
oooo3<aclc)ct?óóóócoooo3c)u)oo9: -; ?99('(Joo
ccooóo(v)c,'í o','3 0ó('o.ooSOrC-rOE>>>>ooooo
oooooot.¡(.tctoéóóóóoooooo ifloo oÉ-Rl(')|{,
iÉiij-É(5ooo(9
ooooct ('t cl a')óóóóooooornOOFÉ("ll)
óchóü,ÉÉtioooo
eisccl
eF;l.nlEtaclo
I
$¡no- tOO'ff.oF(\¡c)oooooooooo
N-
Ll'
ONT-!t
-9999/3000
^¡(ttr,oo)ol)ot(OFF(!C',oooooooc)oo
AIIl)Oo)oov@ -otÍ,oooooooo
ooooooooooroólooc)--(?trttooooo
ooooo
o("t.F
egaE€9oooo'oooo
ooooooooooOroOOe- -NOOoooooooooo
ooooooooorfrooFÉ(''Ú)
oooooooo
€soF
gEcóa¡ E>cL-o=cLEE!,-{¡rFd ttrd
ct
Br IE^9E Io=>ñó ttró
cttc
:esIür Etr-{rFg=E6Ú, *F(J
I
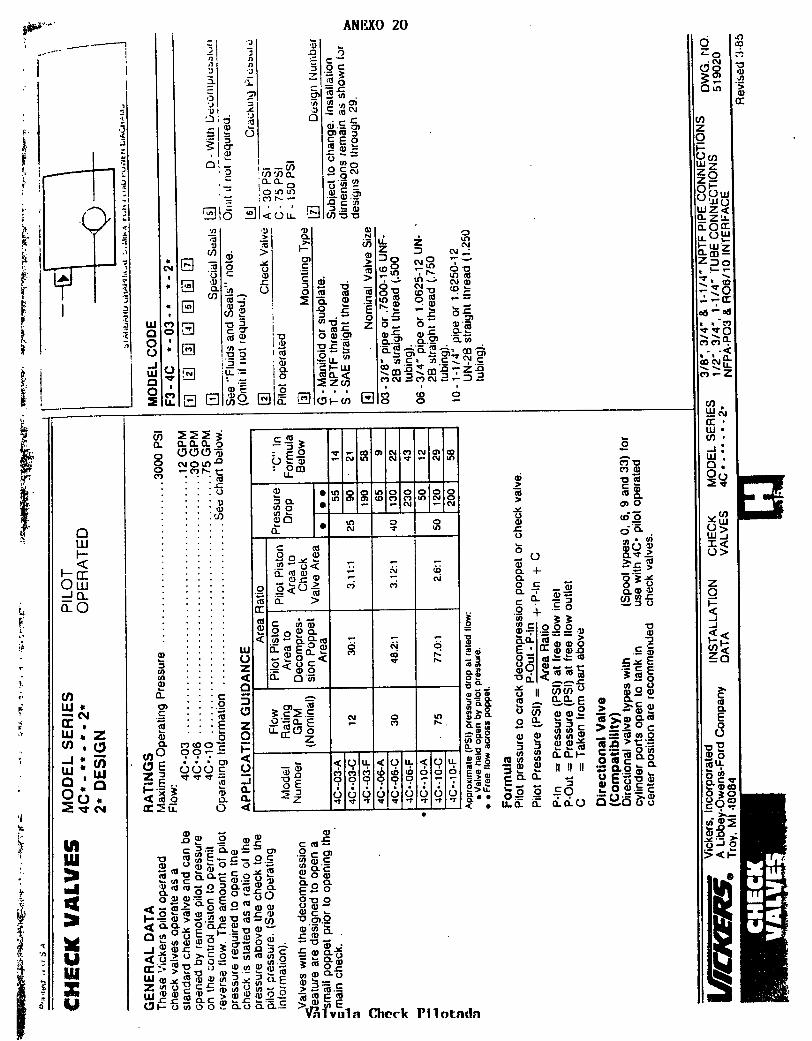
{,Iat
'l).gq)lE
ügüs
zIFJJfsae.1O
c(ttCL
ooEotLatcrtocoto^ctYfg=€;JO<F
I4O
d333Oo
:l :l !l b
tl il ¡lEEEl ¡l -+tE€ _
ih il Ál; **
ii* -t ÉEg"i= l.n¡E lé Ba
"iE "i::: "lgca
Ió'o(', gofr>ocDorI,o
=do;íf ) |)ál¿>-o
E'= róoo¡nOE-:t o
8?.= l,
€-- EEEEEe I
-ss !5e 8:EEeCÉE teEcÉr
At{rixo 20
EEEEEl
EE
lo'
,l:olo8lj
Él;
fi¡¡'*t'
---'---It;'ll
nl ')EI ::)t úolq¡.glo 6()ll (l'ül- a.,'l*: o
l3glE*l.JiE ci:-iF=
si,fró o
9(ú
:oo,
5g
9<:&+CLocñ:r g=
.. ó .i- :oE n=in-EE,E F.ilF;; A
I g F:lt.e8€;8 SPI€rrE:a ==*
*á,4 EIggE "fr¡E 6 6 oo9 !É;[ es;;; sFq; o g, tñ6v
-T:H 5 ¡ EEÉ I!EE¡ 'E fr. dql TF;= EE g lt ll ll '-Ele ÉAd = i,ssüE¿asé gF': üE d f,d.<¡ i5
olo.^o(Lo)'=Clq)o
(,'o'oEz?E'i;<tctofE
=[
.v,o(l,É,(,.gq
rlrl a
oE,
Ot.EcoCLoo
au-c9o.EocooeBEO
ór.9'¡ao6ocL;8c,O=-=(Úñc#f,
i9i(lll(l)r5iilt:o\tB
t H=á",gg - E
,Égfficg;ig É
;g$siEiitifie ie¡eH ü; g gE gáE i
Bl tlr 1 *lgl ilÉñ iE átEle-e
elEE ?E :á
"lÉÉ$:l$É'iÉsi=' agfrTUaJuloo
(L(Lo(5o¡o-(,'
CILUf-
büJLo-O
aUl¡ETt¡¡. ZU)rO
Éimgs&
¡nul¡r|dtIur¡lr|rñL'
{
:::o
TUoze:l(,zoF
;s¡ tN
otlt o, (\¡N
q)<f
o¡ o6¡
COút
q)
ro.6Oqtooo-
a
a
¡oro
oot
o(tt r.l(o ocl
octAI
out
ool ooo¡
a |rtñl
3t orft
o(!tr(úo
c(It
3 er€
s$sic,
N
e)
qol
ÉEgg-
oct "¡(D!t
Ef\N
=¡ P>.83FÜ Ez
A¡ oclrftN
E8otr=2
óoC)qt
oetIort
tLe)Io.'
o
ü
o(ocOt?
tl.óI(J
o
C)
oo
ot
t¡-o
(J
a
(heck PilotarlaYtl

,s
s,'$trl ll,E :,.
eo.:otr
a
T¡¡
?
&'15#Tr4,#sFv-#
-: tt>c o rft úrd ñ'¡i
-N
liEFFtr
FLz
,o*{ct r,t .
EU'F
ü.n
cocoo(\|n¡(\¡tLzz<f,r-ñ¡N(o--. útooñrrno fo a\¡úto.o\--
(r oooc?q.c-Nel
o cO @ r¡le?qñ{-FO
o-g(Doel or o)o¡ $i e,j
z o(Do¡elq:
or ro ú)\\qRtetq
J|oocaqq'q-OlA¡
Yróor{\aq(\¡(ftt'
'tÉtf|(')(Ot\@+dñ(Df-golq(\¡ n¡ (',
t¡J -(O?qq:
o o¡o6-a?cq
o(DrttC\sl:F (\¡ (rt
6tr¡t rft rflolo{:
fl cl rttN¡\ññ o,i ei
6.Eoa
ooo('r (o (t
t¡¡
=o
E1co
n¡ (\t Gl
et(ooOO-
ooc)rf\ta
$¡óNoIro
i.,¡ 3:t=E:ze: {iig¡ E:EL D 2'¿r' rÉ!
T-.; '- 1 irfl-'
:.1.i -!.¡:.¡Éi <:v,i io;
, :5' .j(I
I
Es i?É¡ sE
II
I
I
-¡o+ E
3¡i' ji
tl
'!J.rl!:H-D o.;o
i---E ------{
;É=t.$Éigi- , -E-o
I!,
;
---'-l
fiffffiÉí
Figii¡¡gg¡;ffg iiggiiií¡ffffgíggggí, ffÉffi*ffe ff
PÉ9Éñ(!(Ectñ€F5E EE: o.9- aog '.F9:€Eia.:
r:;HeÉ3s a

ie3S
-\=\:H\E
lvtor/t o!
a¡
--toq ol
ñoqÍt
E-Iú)N
ln\ il
IEI, ID
ts<tl
IE
F
¡n$¡ Ít
ll* (tt(o dt
o(J fq
4: lsr'.tts,ft
c4N
rJ)s{(.,
(\¡
<t
Notq ctc,
oic?Í,
a!ac!
ID(otri
FrOq
6a¡
f (o'Jt
=
F
a tüI'l'q
Iq taI-l,
\F- loe¡ 14c.¡ lN
@qet
dl
c
cocf
ttqlf,
(Loqút
út\út
rfl(\¡at
zOtq(\¡
f'qN
C\I\o¡
2
J
rOt-rf¡ts
óc
oq r¡fc\l
r¡'l(\¡
(\¡q úq Éoq
:lroat
N tc"t
f 6¡
És!EEE
oNx(oc=oxlcr
o6¡o2t3xú,
o6¡xo;oxI(r
:c1-t .-A ,.,3' ;.\4P"é- ;i,! 't: :i | - ---- - -:: ':'o- ) i- -i -- ) ..t
"*-i r : :11 2farq-i ' iaa i
-i i[=¿:=iis it¿X \ I I i r J 1'4o 6cF; : r r j LtEii:ffi;*É:i ¿:[",2 \- '{li/ '\f,n' Á i , ,lE.';\ --1 l-' ./i -,;2:óirl=:¡,g : il f.$-!
: Y'-¡{l- t
¡ lG
I ¿l iT-T--i --r' -l ? I i" ;!l llr I f L
g f dl il ¡ r-x=; ,"1 Eg 3l l l '-.--- -,,- ! :
: il lg--i' T'-+,Xl-' i 7", rt tA_i _.t--.--9,_.i I -r¡tl Yffiii i
5 i i l-- f- ' ;--;.-^ :
) z-J-'-n
ó_ " i L::* ---- ----: 3 .: l--.- * g-----i1'E(tt
ot
.le€crd I+É--e'::oi6Eúfo
---13e:I i¡,
iia=5tCL=q '1,iE o99ü s!Fe
tr-* =;i ?i8'. Z,;'E3b? ó>LF.EHe
:gE Eqe iÉ
*g I
eE I-i Ioóñ:roI9.2SL¿.oEÉ
g"s
$58
I
lll
F
v)q, ,.
ú4o-toóo:-+3 ÉSIóoo-of
I
F
6 gtr C.=*3 3E
9e Et¿ó to6b)or. /
ooítoo
oo{,fL
- - -o
;t-!ls't t-iiE+162t'3L3l|!ó |7-l I
!2 |\i l:ó= Iú2 |
olq lr
?s IoZ I
P3 t<= |J!lÉia4o5.t2liZ'!ía:=i
nI
.toLfi.\
',$]l1',l"l-
'[*f;
&l
<t
o()
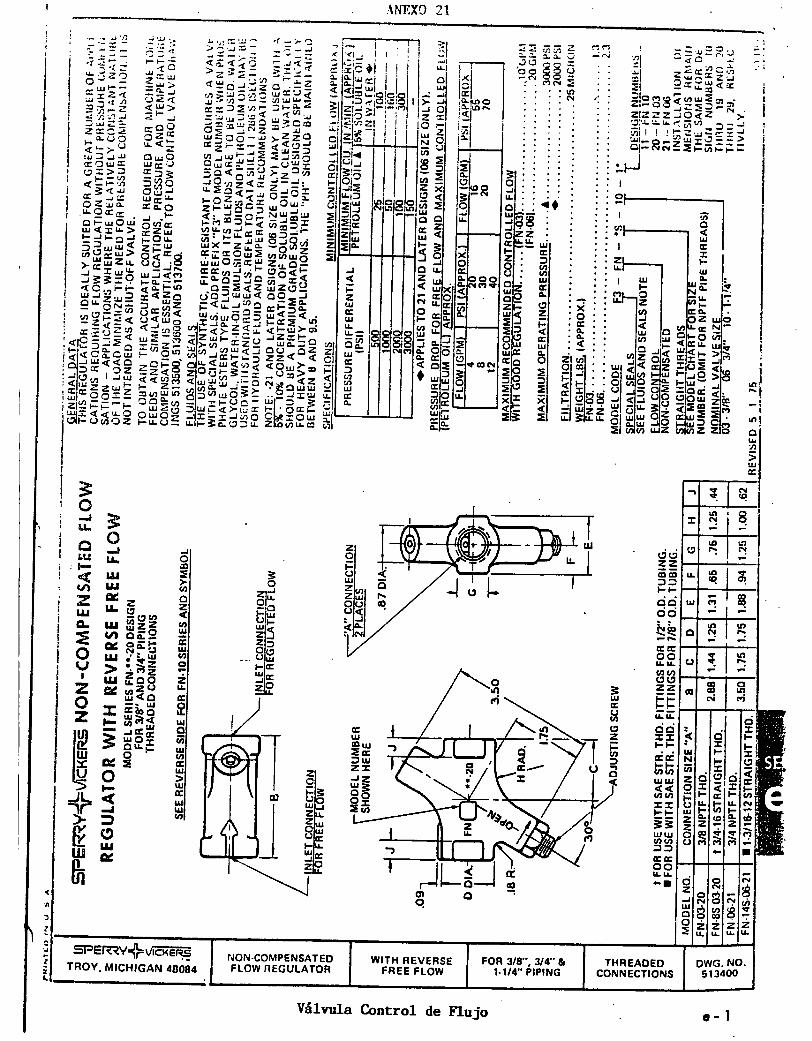
{NliXO 21
:,
I
I
I
t;I¡IIIII
tL1
t:¡¡¡fo
('l.
:lsÍleJl<t:
ÉE
=!6=fr=i=3=?3¡=¡üH<ü
i::É¡i= *,¿iÉ*=s::i
!
úl¿t
zlz
-rJ
nnJ^i7.JErtlc|
xxóóctNoó¡
>l'-.1
sl¡ol
:lJI
sl
I'zl¡.
xoGGq
zlolFIÍtilr¡'l
10
:uirclall¡¡ IclülzlEICEI
o-tlol
=t--l=lil<l=l
qz
j
Jz1¡¡
?¡t
E
oangq4
0
--: f '.: L 'rti='ü - .t -> 2;i:; >a'¿3I -^l-;!!s srrl! ^;i1iiE? á=l'¿á=s;iiÍH> E=rE ::2 =iü:.
Fag 15¡É:;;igi
ÉFi iÉ;i¡¡i:;iá"! ÉtoÉ_ei;:5É
i¡i¡r*á3ÍlrgEÉnzfr< E;;;Éá3 gE#*E;iEil;iiiÉi;Él:á=EiH
elt;HÍ=3;::;;i;Éf ÉFüüs:! ,'Fj¡úeFÉE ilsiSi5r sk;sÉ
i iit=I o-.-jI *?E?i i¿:i| ¿'nr1 -)i
=u5=I l-ruQi,f5i;I couralI e=¿;i 1;33I ÉeaEiotr-6"iI u¡<tt!>I FJb^J
I ¡FssÍl:13:Hl<o,^FFI Y.i2n2
= I9!a2Yr=<
",F =:= i?iiótcildljHfS9
¿IE#;EHíeÉE='ürÉ óáb3
zo
=oG¡¡¡6
=fz
t¡¡
r3lsl<lr¡Jt'n
zano
wr¡Jv,
r¡:
út
o'n
U
ci<¡zzóo
4oloo::G|@
EtEoot! l¡-aavto(,zz
trEci ci
¿¿anv, I
t¡¡ ¡¡¡ I<<tltr@ |
==lr¡¡ r¡¡ |oU' If3lGcgIoofl!r¡ |
-tl
3ozf9l;6l--tl,|i
Élj_ * _lt¡¡
FI(E
¿F
ts0Jt¡.r¡lBI&?¡rü- 822r/t oE!¿r RFb¡¡¡ !. Lg> ]FáH fr?gT fiT*
= ÉFE
a¿9ot-J
=(,¡¡¡É
3o¿ILoLU,ts-q,rtlz,t¡¡aEoTJIzoztpItüt:c
5JLvÉUIfLUI
Gr¡J
='HJ ¡¡JzÍ,J2H=59¿a
IÉJ-v,
(o
("
T
ct-F
gaÉ
tn(o
+(r,
cizt¡¡oo I
z
GI
8(r',tt
¿G
r'¡ON.COMPENSATEOFLOW NEGULATOR
WITH REVERSEFREE FLOW
FOR 3/8", 3/4" &t.l/.1'PlPlNc
c- IVálvula Conrrol de HLujo
sr.emv{fúaEtrTROY, MICHIGAN 48084

I'lñt2t<lq zI= OlÉ F
l= Fl< &¡t() ali =Áa=ÉHgE8Egml2lal&lo'l
ü@ I lN
| !o| .. !A| = ti|
= te
i i'.olcz l=?-xoáo.eEE",:E€<uoe8,9o.-¡ia E¿oz
=l
flüÉ=6
z
r
t<
'I
t:!Li
litltltlt^ltallE l@tu tct- tz15 l!li i'n| .<
l: tÉtÉ i¡li lflsiFl
I
¡
t.-
@ tc
I
I
-l
@l o
ol ;3I
!-.
(5
:
oü4i<l
II
-l<t,a IlJl
il
= li'¡ t3'+ t3'- ld.z to
z,t
3 t---r !ódtSl'le Itl
I
II
I
I
l-<
lr
t',l¡l^
lE¡lzl
lt lll
II
III
I
I
III
I
Itg
;<'c
:,!E
IEI
ts
c
c
l(1IEls
l.t5
l=l-l=:s
=:l:lal7'lEI
,*rr,,.,,.
I, r/.h
;<"9
Yl = .!'J *-:'s ?ó- tat oii: U G<Y q óu< z*,=
F -=
= 5 6E
=> it\t\
z
o
I
o
=Uo
E
oozJÉer
a
\zigcz
=290
<oFU
c9.'F
¡
I
zIl
i
t
=I
o
=c'
I
I
l¡J
U(J
UoUezI

()z.t¡.¡frHl¡lÉ.
oclaclr)o)o.
I€I
P't
ú)c¡
I(:,I(¡
6
(r)trL!
()(D
=:;\JñlF).fitaf
c)(o
==N
c9fJ
=l¡rlat\-{
(r
¡-)L\
=fD(r.CL¡an:
T]
O(\la!nt¿-t
t\(1
oNts)oz.
o.ot--rf
q)oI
Nr,I
ü-X
(J
I
ú)II
<t
-(
r{
uu^
rli\¡ N N (\
l¡lÉfD
oz.
!f-t=e_ól:
6
ffl
-c)
C)fU)
É
lr
zÉ.tsUÉ.
oÉ.
l¡-
gUJÉ.
{f.J).
-7.
ooUüñ-tl
-.¡ul-¿.
c)o:cr
!L
o{.o-
=l¡JrE
-{l
{ú=tufc)Uant!
f
.{
:<l¡lTO{l.-¡.t
-:fLUoJoFzo(J
Ft.-
oaulÉ.ü.
o:LI
o
{L).tt..
ci:
:r.(-)L¡l:c(_)
.{.-l::r
zr-)"{LJJmlf
Eó=:'l.,-'
=¿5(){¡¡J
o:
6!)rLcf,
=(l
t¡l
iii()
:fCf:a-{
t).--r:o
oEFUl¡.¡
l¡lú:c)F(:)
z ¡) o (o oJ o (n
A*(N2QT=otJF
()HÓE¡ AI
(Ja*z<sHfrñÉEEuq)SÉr"¡ R<!mzf*¡ÉO.
z.OaLrJÉ.
l¿l
ti¡
-Q
ia{
ii.¡
-i-¡¡:fc)n<)E-i2-{A{lf¡ttlc4r3I¡-,e¡rII
I
I
i-ó@t___o--'
ta--j:Hi x1':l
io =_i
--o-r_l__lI
f
IL -t-l
loo11:r
',1'
l-- \, I-ho,\-/ oto:(_)\o
I
Ij
UUUooo,-óóóxzz.z.Y t¡.| U t¡J!JJJ
=899
<(Do
-{
ij.f
ii.{
l-li'i:;.
:r
x .l
(:)(:'tn=l¡¡íto.r)-l¡i(JTL:
La
()L;Á
inu.JCJ
C)ñ:)C'tr¡
('){:(4
ütYo..
-¿::'.-t
r=
i;
(nt¡ I
.lL ll{ltnlÉlrLl
"l!\lEIülr'1. !
iiital
;j-(rI
llililtl=
{: r!¡ C)


















