
CINÉTICA DE REDUCCIÓN DE ÓXIDO CUPROSO (Cu2O) EN ESCORIAS DE CONVERSION DE TIPO OLOVITICA
113
UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS DEPARTAMENTO DE INGENIERÍA DE MINAS CINÉTICA DE REDUCCIÓN DE ÓXIDO CUPROSO (Cu 2 O) EN ESCORIAS DE CONVERSIÓN DE TIPO OLIVÍNICA MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL DE MINAS RICARDO ANDRÉS OLIVARES QUERO PROFESOR GUÍA: GABRIEL RIVEROS URZÚA MIEMBROS DE LA COMISIÓN: ANDRZEJ WARCZOK JACQUES WIERTZ SANTIAGO DE CHILE ABRIL 2008
-
Upload
rannscribd -
Category
Documents
-
view
106 -
download
17
Transcript of CINÉTICA DE REDUCCIÓN DE ÓXIDO CUPROSO (Cu2O) EN ESCORIAS DE CONVERSION DE TIPO OLOVITICA

UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS DEPARTAMENTO DE INGENIERÍA DE MINAS
CINÉTICA DE REDUCCIÓN DE ÓXIDO CUPROSO (Cu2O) EN ESCORIAS DE CONVERSIÓN DE TIPO OLIVÍNICA
MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL DE MINAS
RICARDO ANDRÉS OLIVARES QUERO
PROFESOR GUÍA: GABRIEL RIVEROS URZÚA
MIEMBROS DE LA COMISIÓN: ANDRZEJ WARCZOK
JACQUES WIERTZ
SANTIAGO DE CHILE ABRIL 2008

AGRADECIMIENTOS
Quiero agradecer al Proyecto FONDEF Nº D04I1307 “Nuevo Proceso Continuo de Conversión de Mata a Cobre Blister” por el financiamiento para este trabajo de titulación; al grupo humano integrante de la Cátedra de Pirometalurgia del Departamento de Ingeniería de Minas de la Universidad de Chile, en particular al profesor M.Sc. Gabriel Riveros por su apoyo y buena disposición en todo momento, al profesor Ph.D. Andrzej Warczok por buena disposición para atender mis inquietudes con respecto a esta investigación, al profesor Ph.D. Tanai Marín por sus atinados comentarios y a los técnicos del Laboratorio de Pirometalurgia, Sres. Marco Cáceres y Cristian Jara por la importante asistencia técnica prestada para el desarrollo de este trabajo.
Finalmente, agradezco enormemente a mi familia por su comprensión y apoyo constante para
el buen término de este trabajo, a mi madre Reyne, a mi padre Ricardo, a mis hermanos Cecilia y Daniel, y a mi polola Pamela por su permanente apoyo y cariño.

A mis padres, Reyne y Ricardo Los quiero mucho.

ABSTRACT
The development of new processes for continual matte to blister copper conversion is important because it looks for eliminate fugitive emissions of SO2, lower energy costs and increase the productivity of copper smelters. Currently, are two continuous conversion processes in industrial operation, Mitsubishi and Kennecott-Outokumpu. Both have weaknesses that have restricted their transfer to other smelters. Searching for new technological alternatives for the conversion process has led the pyrometallurgy investigation's team of the University of Chile to develop the project FONDEF No. D04I1307 "New Continuous Process for Matte to Blister Copper Conversion" The highly oxidizing conditions considered by the new process in development do less viable the use of fayalite slags because they generate substantial amounts of magnetite in the slag, with unintended consequences such as slag solidification, and matte and copper mechanical entrapment produced by the increased viscosity of the slag.
This work focused to study the reduction rate of copper oxide (Cu2O) in olivine slag by the
addition of carbon monoxide gas above the slag’s surface. These slag being considered as an alternative to be used in the new process of continual conversion in development. To carry out the study was conducted experimental laboratory to crucible’s scale, under controlled conditions of gas injection in the furnace (nitrogen and CO) and with a semi-continuous record of the composition of CO and CO2 in the outlet flue gas, analyzing the effects for variation in the concentration of CO gas injected (9.75%, 13.65% and 15.6%) and temperature of the slag (1200 - 1310 ° C).
The study results allow to conclude that the reduction of this slag kind, as it was raised, shows
a slow reduction speed with a moderate increase on CO use over 1300 ° C. In addition it was found that much available copper in the slag sample to reduce, to about 50%, was reduced to metalic copper through other mechanisms diferents of reduction by CO. This due to the large amount of Fe present in the slag as FeO which reduced the Cu2O, producing metallic copper and large amounts of magnetite (Fe3O4). To a lesser extent, the presence of low matte grade in the synthesized olivine slag for the study, also helped the Cu2O to metallic copper reduction prior to the beginning of CO injection in each test. Furthermore, the activation energy values found: 90 [kJ·mol-1] for 13.65% of CO, and 76,2 [kJ·mol-1] for 15.6% of CO in the inlet gas to furnace shows that activation energy decreases with increasing the concentration of CO in injected gas. The activation energy results for both cases show that the process of reduction is within an intermediate range, between control by chemical reaction and control by mass transfer (or diffusional control).
Were obtained two equations to predict the rate constant k depending on temperature,
obtained for concentrations of 13.65% and 15.6% of CO in the inlet gas. Respectively, these are:
)(º10819
81 103 KTek
and )(º
6,91668
2 107 KTek
. The rate constants reduction obtained in this study show that an increase in the concentration of CO from 13.65% to 15.6%, generating an increase in the rate constant of 6.6 and 7.2 times in the temperature’s range studied, between 1200 ºC and 1310 °C.

ii
RESUMEN El desarrollo de nuevos procesos de conversión continua de mata a cobre blister es importante
porque busca eliminar las emisiones fugitivas de SO2, disminuir los costos de energía y aumentar la productividad de las fundiciones de cobre. Actualmente, están en operación industrial dos procesos de conversión continuos: Mitsubishi y Kennecott-Outokumpu. Ambos tienen debilidades que han impedido su transferencia a otras fundiciones. La búsqueda de nuevas alternativas tecnológicas para el proceso de conversión llevó al grupo de investigación en Pirometalurgia de la Universidad de Chile a desarrollar el Proyecto FONDEF Nº D04I1307 “Nuevo Proceso Continuo de Conversión de Mata a Cobre Blister”. Las condiciones altamente oxidantes que suponen el nuevo proceso de conversión en desarrollo hacen poco viable el uso de escorias de tipo fayalítica, puesto que generan cantidades considerables de magnetita en la escoria, con consecuencias no deseadas como solidificación y atrapamiento mecánico de mata y cobre por efecto del aumento de viscosidad de la escoria.
El presente trabajo de título estuvo enfocado a estudiar la cinética de reducción del óxido
cuproso (Cu2O) en escorias olivínicas, mediante la adición de gas monóxido de carbono en la superficie de la escoria. Estas escorias se barajan como alternativa para ser utilizadas en el nuevo proceso de conversión continua en desarrollo. Para llevar a cabo el estudio se realizaron pruebas experimentales en laboratorio a nivel de crisol, bajo condiciones controladas de inyección de gases al horno (nitrógeno y CO) y con un registro semi-continuo de la composición de CO y CO2 en los gases de salida, analizándose los efectos de variación en la concentración de CO en el gas inyectado (9,75 %, 13,65 % y 15,6 %) y temperatura de la escoria (1200 – 1310 ºC).
Los resultados obtenidos del estudio permiten concluir que la reducción de este tipo de
escorias, tal como fue planteado, muestra una velocidad de reducción lenta con un incremento moderado en la utilización de CO sobre los 1300 ºC. Además, se detectó que hasta aproximadamente un 50 % del cobre oxidado disponible en la escoria, fue reducido a cobre metálico mediante otros mecanismos distintos de la reducción por CO. Esto se debió a la gran cantidad de Fe presente en la escoria en forma de FeO que redujo al Cu2O, generando cobre metálico y cantidades abundantes de magnetita (Fe3O4). En menor medida, la presencia de mata de baja ley en la escoria olivínica sintetizada para el estudio, también ayudó a la reducción de Cu2O a cobre metálico previo al comienzo de la inyección de CO en cada prueba realizada. Además, los valores de la energía de activación encontrados: 90 [kJ·mol-1], para 13,65 % de CO y 76,2 [kJ·mol-1], para 15,6 % de CO en el gas inyectado al horno, muestran que la energía de activación disminuye con el aumento de la concentración de CO en el gas. Los resultados de la energía de activación, para ambos casos, muestran que el proceso de reducción se encuentra dentro del rango mixto, control por reacción química y control por transporte de masa o difusional.
Se obtuvieron dos ecuaciones que permiten predecir la constante cinética k en función de la
temperatura, obtenidas para las concentraciones de 13,65 % y 15,6 % de CO en el gas de entrada,
respectivamente. Estas son: )(º10819
81 103 KTek
y )(º
6,91668
2 107 KTek
. Las constantes de cinética de reducción obtenidas en este estudio demuestran que, un incremento en la concentración de CO desde 13,65 % a 15,6 %, genera un incremento en la constante cinética de 6,6 y 7,2 veces en el rango de temperaturas en estudio entre 1200 y 1310 ºC.

iii
ÍNDICE DE CONTENIDO
1. INTRODUCCIÓN............................................................................................................. 1 1.1. Antecedentes Generales............................................................................................... 1 1.2. Justificación del Estudio .............................................................................................. 9
2. OBJETIVOS.....................................................................................................................10
2.1. Objetivo General ........................................................................................................10 2.2. Objetivos Específicos .................................................................................................10
3. ANTECEDENTES TEÓRICOS......................................................................................11
3.1. Mecanismos de Reducción .........................................................................................11 3.1.1. Reducción Directa ..............................................................................................11 3.1.2. Reducción Vía Hierro .........................................................................................11 3.1.3. Reducción Vía Óxido Ferroso .............................................................................12 3.1.4. Reducción Vía Hidrógeno ...................................................................................12 3.1.5. Reducción Vía Hidrocarburos.............................................................................13 3.1.6. Reducción Indirecta............................................................................................13
3.2. Cinética de Reducción de Óxidos Metálicos en las Escorias........................................14 3.2.1. Transporte de calor ............................................................................................16 3.2.2. Transporte de masa ............................................................................................16 3.2.3. Reacción Química como Etapa Controlante........................................................19
3.3. Sedimentación de Inclusiones Esféricas en un Líquido ...............................................22 4. METODOLOGÍA EXPERIMENTAL............................................................................24
4.1. Materiales...................................................................................................................24 4.1.1. Análisis de la escoria inicial ...............................................................................25 4.1.2. Análisis del gas reductor.....................................................................................27
4.2. Arreglo Experimental .................................................................................................28 4.2.1. Equipos...............................................................................................................28 4.2.2. Tren de Gases .....................................................................................................29
4.3. Procedimiento Experimental.......................................................................................31 4.4. Condiciones Experimentales.......................................................................................32
4.4.1. Efecto de la Concentración de CO en el Gas de Entrada.....................................32 4.4.2. Efecto de la Variación de la Temperatura de la Escoria al momento de Iniciar la
Reducción con Monóxido de Carbono.................................................................33 5. RESULTADOS EXPERIMENTALES ...........................................................................34
5.1. Pruebas de Laboratorio ...............................................................................................34 5.1.1. Registro de concentraciones de CO y CO2 en gases de salida .............................35
5.2. Análisis Químico y Mineralógico de las Pruebas de Laboratorio.................................36 5.2.1. Análisis químico de las pruebas de laboratorio...................................................36 5.2.2. Análisis mineralógico de las pruebas de laboratorio...........................................37
5.3. Análisis de Resultados................................................................................................39 5.3.1. Efecto de la concentración de FeO en la escoria.................................................43 5.3.2. Efecto de la concentración de CO en el gas reductor ..........................................47 5.3.3. Efecto de la temperatura.....................................................................................49

iv
6. DISCUSIÓN .....................................................................................................................50 6.1. Dependencia de la Temperatura en la Cinética............................................................51 6.2. Dependencia de la Composición del gas Reductor en la Cinética ................................55 6.3. Cambios Estructurales de la Escoria Durante la Reducción.........................................58
7. CONCLUSIONES............................................................................................................66 8. BIBLIOGRAFÍA..............................................................................................................68 9. ANEXOS...........................................................................................................................69
Anexo A: Resultados Gráficos ...............................................................................................70 Anexo A1: Concentraciones de CO y CO2 medidas en el gas de salida (Fig. 46 a Fig. 60) .70 Anexo A2: Tasas de reducción medidas en las pruebas Nº 1 a la 15 (Fig. 61 a Fig. 68)......78
Anexo B: Análisis Microscópico y Fotográfico ......................................................................82 Anexo B1: Cortes pulidos (Fig. 69 a Fig. 72) .....................................................................82 Anexo B2: Imágenes de microscopía (Fig. 73 a Fig. 104)...................................................84
Anexo C: Metodología de Cálculo y Datos Termodinámicos................................................100

v
INDICE DE TABLAS Tabla 1: Comparación de tipos de escorias de conversión de cobre ............................................. 8
Tabla 2: Correlaciones existentes para la transferencia de masa..................................................18
Tabla 3: Análisis químico de escoria fayalítica de horno eléctrico ..............................................25
Tabla 4: Composición química de escoria olivínica sintetizada...................................................25
Tabla 5: Análisis cromatográfico del gas reductor utilizado en las pruebas.................................27
Tabla 6: Concentración de CO en el gas de entrada al horno y flujos de gas reductor y nitrógeno
requeridos.....................................................................................................................33
Tabla 7: Temperaturas utilizadas durante las experiencias de laboratorio ...................................33
Tabla 8: Detalle de las pruebas experimentales y parámetros a utilizar. ......................................35
Tabla 9: Análisis químico de las escorias de las pruebas seleccionadas. .....................................36
Tabla 10: Energía de activación calculada para dos concentraciones de CO distintas..................56

vi
INDICE DE FIGURAS Fig. 1: Sistema ternario CaO-FeOx-SiO2 ..................................................................................... 4 Fig. 2: Solubilidad del cobre en el sistema de escorias CaO-FeOx-SiO2 en el rango de potencial de
oxígeno entre la saturación del hierro y la saturación de Cu2O......................................... 5 Fig. 3: Sistema ternario CaO-FeOx-SiO2 y coeficiente de actividad de CuO0,5 a 1300 ºC, presión
parcial de oxígeno entre 10-8 – 10-6 bar. Composiciones en % peso [3] ............................ 6 Fig. 4: Cálculo de la solubilidad del cobre en el sistema ternario CaO-FeOx-SiO2 de escorias,
calculados a partir de los valores de coeficientes de actividad bajo condiciones de producción de cobre blister. Los cálculos son válidos en la cercanía de los puntos marcados [5].................................................................................................................... 7
Fig. 5: Etapas del proceso de reducción de óxidos metálicos con carbón ....................................15 Fig. 6: Imagen microscópica con nicoles paralelos de escoria olivínica sintetizada. (20x)...........26 Fig. 7: Imagen microscópica con nicoles cruzados de escoria olivínica sintetizada. (20x)...........26 Fig. 8: Esquema del horno utilizado para las experiencias ..........................................................30 Fig. 9: Concentración de CO y CO2 en los gases de salida durante la prueba nº 11 .....................35 Fig. 10: Imagen microscópica prueba nº 12. Parte superior. Objetivo 40x...................................37 Fig. 11: Imagen microscópica prueba nº 12. Parte central. Objetivo 20x.....................................37 Fig. 12: Imagen microscópica prueba nº 12. Parte inferior. Objetivo 20x....................................38 Fig. 13: Corte longitudinal del crisol resultante de la prueba nº 12..............................................38 Fig. 14: Tasa de reducción [mol O/min] medida en las pruebas 6 a la 10 ....................................40 Fig. 15: Contenido de óxido cuproso en % reducible, para las pruebas 6 a la 10 .........................40 Fig. 16: Contenido de oxígeno en % reducible, para las pruebas 6 a la 10...................................41 Fig. 17: Tasa de reducción [mol O/min] medida en las pruebas 11 a la 15 ..................................41 Fig. 18: Contenido de oxígeno en % reducible, para las pruebas 11 a la 15.................................42 Fig. 19: Contenido de oxígeno en % reducible, para las pruebas 11 a la 15.................................42 Fig. 20: Comparación del contenido de Cu2O entre los blancos de pruebas (en rojo) y la serie de
pruebas 11 a la 15 (en azul) ...........................................................................................43 Fig. 21: Contenidos de FeO en blancos de prueba. Comparación de análisis químico y cálculos
por reacción de reducción de Cu2O vía FeO y contenido calculado de Fe3O4 .................44 Fig. 22: Imagen microscópica Blanco 2. Parte superior. Objetivo 20x. .......................................45 Fig. 23: Imagen microscópica Blanco 2. Parte central. Objetivo 20x. .........................................45 Fig. 24: Imagen microscópica Blanco 2. Parte inferior. Objetivo 20x. ........................................46 Fig. 25: Tasa de reducción de la escoria a 1200 ºC para 3 concentraciones de CO en el gas de
entrada ..........................................................................................................................47 Fig. 26: Tasa de reducción de la escoria a 1250 ºC para 3 concentraciones de CO en el gas de
entrada ..........................................................................................................................47 Fig. 27: Tasa de reducción de la escoria a 1310 ºC para 3 concentraciones de CO en el gas de
entrada ..........................................................................................................................48 Fig. 28: Tasa de reducción de la escoria con 13,65% de CO en el gas de entrada, para 5 puntos de
temperatura ...................................................................................................................49 Fig. 29: Nivel de oxígeno reducible en la escoria con 13,65% de CO en el gas de entrada, para 5
puntos de temperatura ...................................................................................................49 Fig. 30: Nivel de oxígeno reducible en la escoria. Prueba realizada a 1310 ºC y 13,65 % CO.....52
Fig. 31: Gráfico de
O
oO
CC
ln en función del tiempo para la prueba 10.......................................52

vii
Fig. 32: Constante cinética en función de la temperatura a concentración de CO constante. Pruebas 6, 7, 9 y 10 .......................................................................................................53
Fig. 33: Gráfico para inferir la energía de activación del proceso a 13,65 % de CO en el gas de entrada ..........................................................................................................................54
Fig. 34: Constante cinética en función de la temperatura para 15,6 % CO. Pruebas 11, 13, 14 y 15......................................................................................................................................55
Fig. 35: Gráfico para inferir la energía de activación del proceso a 15,6 % de CO en el gas de entrada ..........................................................................................................................55
Fig. 36: Corte pulido a serie de pruebas de reducción 1, 2, 3, 4 y 5, ordenados correlativamente de izq. a der. ......................................................................................................................58
Fig. 37: Corte pulido de pruebas Blanco 1, 2 y 3, ordenados correlativamente de izq. a der........58 Fig. 38: Vista microscópica (40x) de capa superficial de escoria de la prueba 11........................59 Fig. 39: Reducción del óxido cuproso (Cu2O) en la escoria exclusivamente por monóxido de
carbono .........................................................................................................................60 Fig. 40: Reducción del oxido cuproso (Cu2O) en la escoria vía óxido ferroso (FeO) y generación
de magnetita (Fe3O4) y cobre metálico como productos. ................................................61 Fig. 41: Reducción de Cu2O por contacto con mata de baja ley (Cu2S) presente en la escoria. ....62 Fig. 42: Reducción por monóxido de carbono (CO) del Cu2O y Fe3O4 remanentes en la escoria
debido a la reducción vía FeO durante la fusión bajo atmósfera inerte. ..........................63 Fig. 43: Imagen microscópica Prueba 14. Parte superior. Objetivo 20x.......................................64 Fig. 44: Imagen microscópica Prueba 14. Parte central. Objetivo 20x.........................................64 Fig. 45: Imagen microscópica Prueba 14. Parte inferior. Objetivo 20x........................................65 Fig. 46: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 1........................70 Fig. 47: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 2........................70 Fig. 48: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 3........................71 Fig. 49: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 4........................71 Fig. 50: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 5........................72 Fig. 51: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 6........................72 Fig. 52: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 7........................73 Fig. 53: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 8........................73 Fig. 54: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 9........................74 Fig. 55: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 10......................74 Fig. 56: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 11......................75 Fig. 57: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 12......................75 Fig. 58: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 13......................76 Fig. 59: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 14......................76 Fig. 60: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 15......................77 Fig. 61: Tasa de reducción de la escoria con 9,75% de CO en el gas de entrada, para 5 puntos de
temperatura ...................................................................................................................78 Fig. 62: Tasa de reducción de la escoria con 13,65% de CO en el gas de entrada, para 5 puntos de
temperatura ...................................................................................................................78 Fig. 63: Tasa de reducción de la escoria con 15,6 % de CO en el gas de entrada, para 5 puntos de
temperatura ...................................................................................................................79 Fig. 64: Tasa de reducción de la escoria a 1200 ºC para 3 concentraciones de CO en el gas de
entrada ..........................................................................................................................79 Fig. 65: Tasa de reducción de la escoria a 1220 ºC para 3 concentraciones de CO en el gas de
entrada ..........................................................................................................................80 Fig. 66: Tasa de reducción de la escoria a 1250 ºC para 3 concentraciones de CO en el gas de
entrada ..........................................................................................................................80

viii
Fig. 67: Tasa de reducción de la escoria a 1280 ºC para 3 concentraciones de CO en el gas de entrada ..........................................................................................................................81
Fig. 68: Tasa de reducción de la escoria a 1310 ºC para 3 concentraciones de CO en el gas de entrada ..........................................................................................................................81
Fig. 69: Crisoles pulidos. De izquierda a derecha: Prueba 1, 2, 3, 4 y 5 ......................................82 Fig. 70: Crisoles pulidos. De izquierda a derecha: Prueba 6, 7, 8, 9 y 10 ....................................82 Fig. 71: Crisoles pulidos. De izquierda a derecha: Prueba 11, 12, 13, 14 y 15.............................82 Fig. 72: Crisoles pulidos. De izquierda a derecha: Blanco 1, 2 y 3..............................................83 Fig. 73: Imagen microscópica Prueba 11, parte superior (20x) ...................................................84 Fig. 74: Imagen microscópica Prueba 11, parte superior (20x). Nicoles cruzados .......................84 Fig. 75: Imagen microscópica Prueba 11, parte central (20x)......................................................85 Fig. 76: Imagen microscópica Prueba 11, parte central (20x)......................................................85 Fig. 77: Imagen microscópica Prueba 11, parte inferior (20x).....................................................86 Fig. 78: Imagen microscópica Prueba 11, parte inferior (20x). Nicoles cruzados ........................86 Fig. 79: Imagen microscópica Prueba 12, parte superior (20x). ..................................................87 Fig. 80: Imagen microscópica Prueba 12, parte superior (20x). Nicoles cruzados .......................87 Fig. 81: Imagen microscópica Prueba 12, parte superior (20x). ..................................................88 Fig. 82: Imagen microscópica Prueba 12, parte superior (20x). Nicoles cruzados .......................88 Fig. 83: Imagen microscópica Prueba 12, parte central (20x)......................................................89 Fig. 84: Imagen microscópica Prueba 12, parte central (20x). Nicoles cruzados .........................89 Fig. 85: Imagen microscópica Prueba 12, parte inferior (20x).....................................................90 Fig. 86: Imagen microscópica Prueba 12, parte inferior (20x). Nicoles cruzados ........................90 Fig. 87: Imagen microscópica Prueba 13, parte superior (10x). ..................................................91 Fig. 88: Imagen microscópica Prueba 13, parte central (20x)......................................................91 Fig. 89: Imagen microscópica Prueba 13, parte inferior (20x).....................................................92 Fig. 90: Imagen microscópica Prueba 14, parte superior (20x). ..................................................92 Fig. 91: Imagen microscópica Prueba 14, parte central (20x)......................................................93 Fig. 92: Imagen microscópica Prueba 14, parte inferior (20x).....................................................93 Fig. 93: Imagen microscópica Prueba 15, parte superior (20x). ..................................................94 Fig. 94: Imagen microscópica Prueba 15, parte central (10x)......................................................94 Fig. 95: Imagen microscópica Prueba 15, parte inferior (20x).....................................................95 Fig. 96: Imagen microscópica Prueba 16, parte superior (20x). ..................................................95 Fig. 97: Imagen microscópica Prueba 16, parte central (20x)......................................................96 Fig. 98: Imagen microscópica Prueba 16, parte inferior (20x).....................................................96 Fig. 99: Imagen microscópica Prueba 17, parte superior (20x). ..................................................97 Fig. 100: Imagen microscópica Prueba 17, parte central (20x)....................................................97 Fig. 101: Imagen microscópica Prueba 17, parte inferior (20x)...................................................98 Fig. 102: Imagen microscópica Prueba 18, parte superior (20x)..................................................98 Fig. 103: Imagen microscópica Prueba 18, parte central (20x)....................................................99 Fig. 104: Imagen microscópica Prueba 18, parte inferior (20x)...................................................99 Fig. 105: Valores de la energía libre de Gibbs en función de la temperatura. ............................101 Fig. 106: Valores del logaritmo de la constante de equilibrio en función de la temperatura......102 Fig. 107: Valores de entalpía de reacción en función de la temperatura. ...................................102

1
1. INTRODUCCIÓN 1.1. Antecedentes Generales
Este trabajo, denominado “Cinética de Reducción de Óxido Cuproso en Escorias de
Conversión de Tipo Olivínica”, se desarrolló en el área de pirometalurgia del Departamento de Ingeniería de Minas de la Universidad de Chile, y financiado por el Proyecto FONDEF Nº D04I1307 “Nuevo Proceso Continuo de Conversión de Mata a Cobre Blister”.
De la mano con el desarrollo teórico y tecnológico experimentado en las últimas décadas, se
han introducido distintos cambios al proceso tradicional de extracción pirometalúrgica del cobre y de otros metales. Es así como el antiguo horno de reverbero dejó de ser la principal unidad de fusión en casi todas las fundiciones modernas del mundo, debido esencialmente a su baja eficiencia térmica que obligaba al uso de combustibles fósiles y generando consigo problemas de contaminación atmosférica. Se dió paso entonces a unidades de fusión que son térmicamente más eficientes y menos agresivos con el medioambiente.
Muchos de los nuevos procesos tienen la necesidad de recuperar metales de valor desde las
escorias. La limpieza de escorias se lleva a cabo en una operación independiente de los procesos de fusión y conversión, para mejorar la recuperación de los metales de interés en los procesos, siendo el cobre el caso particular en este estudio. En el pasado, la antigua fusión de cobre en hornos de reverbero era la encargada de entregar una escoria descartable.
Debido a que los nuevos procesos de fusión buscan producir un eje de alta ley, dándole un
mayor grado de oxidación al baño, el horno de fusión es incapaz de reciclar escorias de conversión, puesto que ello llevaría a una excesiva generación de magnetita y un alto contenido de cobre en las escorias [1]. Por este motivo, en varias plantas las escorias de conversión reciben un tratamiento separado consistente en un enfriamiento lento, molienda y posterior flotación. La flotación de escorias de conversión trae ventajas metalúrgicas cuando no hay cambios en la ley del eje.
Dada la versatilidad operacional que ofrece la recuperación de metales en operaciones
separadas, esta modalidad se ha masificado en varias fundiciones en el mundo. Como principales ventajas de la operación separada de limpieza de escorias se puede decir que permite adecuarse de mejor manera a las características de la escoria, así como la posibilidad de optimizar tanto la recuperación del metal primario u otros componentes presentes como subproductos.
Existen en la actualidad dos procesos de tratamiento de escorias: vía procesamiento
mineralúrgico (flotación) y por vía pirometalúrgica. Para esta última vía existen dos alternativas de procesamiento. El de mayor uso en el mundo es horno eléctrico de limpieza de escorias, mediante un proceso de reducción con electrodos y sedimentación de partículas atrapadas. Alternativamente existe en Chile el Proceso Teniente de Limpieza de Escorias (HLE), que

2
consiste en un horno basculante dentro del cual la escoria es reducida con carboncillo o petróleo diesel reformado (Enap-6), con una posterior etapa de sedimentación de las partículas metálicas de interés, liberadas por efecto de la remoción de oxígeno y la consiguiente disminución de la viscosidad de la escoria.
Se entiende como un proceso pirometalúrgico de limpieza de escorias eficiente como aquel en
el cual se llevan a cabo reacciones químicas de reducción en el baño fundido a alta temperatura, seguido de un tiempo de sedimentación suficiente para que las partículas de eje o metal se separen de la escoria de descarte, antes que ésta sea sangrada del horno y llevada a su destino final en botaderos de escorias o también llamados escoriales.
La efectividad de los distintos procesos de limpieza de escoria depende de los siguientes
factores: Se requiere de un reductor para disminuir la presencia de óxidos metálicos que impidan la
liberación del metal de interés desde las escorias. Tal reductor puede ser carbón o coque, y un quemador sub-estequiométrico de gas natural, petróleo u otro hidrocarburo. Ocasionalmente se pueden agregar sulfuros que pueden llevar a cabo un cierto grado de reducción, pero que principalmente se usan como colectores de metales. Además, dependiendo del tipo de reactor, la velocidad de reacción de reducción de las escorias está determinada por el contacto entre las fases y la agitación de la escoria.
La sedimentación dependerá de las condiciones de la escoria y del eje o metal a liberar
(composición, viscosidad, densidad y tensión superficial), agitación del baño, profundidad de la escoria y tamaño de las partículas de eje/metal dispersados.
Se debe contemplar un horno que permita un adecuado tiempo de reducción y
sedimentación, evitando corto-circuitos en el proceso y la exposición a flujos turbulentos con aire, ya que esto último puede resultar en una re-oxidación de la escoria reducida y en lo posible debe evitarse.
La recuperación de cobre desde las escorias asume que la composición de ésta es tal que su fluidez y temperatura del líquidus son adecuadas para operar en los rangos de potenciales de oxígeno, azufre y temperatura establecidos, y que el horno provee un buen mezclamiento y agitación de fases pudiendo alcanzar rápidos cambios de potencial de oxígeno y azufre, y de temperatura. Además se asume que los materiales con los que esta construido el horno son compatibles con las fases involucradas en la operación, debiendo trabajar a una temperatura máxima de 1300 ºC para operar con costos razonables de combustible y mantenimiento.
La limpieza de escorias puede alcanzarse produciendo una fase de eje (o metálica). Bajo los
1300 ºC, una excesiva reducción produce una aleación cobre-hierro-azufre, siendo el límite impuesto por la temperatura del líquidus en la aleación. Para escorias de conversión y fusión, el nivel más bajo de cobre posible es de 0,4% en peso y depende de la solubilidad del cobre en la
3
escoria y las propiedades físicas de ésta. Estudios realizados por Floyd [1] revelan que tener contenidos menores de hierro produce un mayor atrapamiento de cobre en la escoria.
El contenido de cobre en la escoria está directamente relacionado con el contenido de cobre
en el eje, de manera que para alcanzar niveles menores al 0,1% en peso es necesaria la adición de pirita o pirrotina con lo que se llega a un eje con niveles inferiores al 10% de Cu en peso. Sin embargo esta práctica no se realiza regularmente en la industria. Una vez que la escoria está limpia puede resultar complicado separar el eje generado, por lo tanto, es necesaria una etapa de sedimentación, la cual si no es eficiente, se pueden obtener fácilmente escorias con contenidos de cobre mayores al 10% en peso.
Con la finalidad de mejorar la eficiencia, un reactor continuo que realice un movimiento del
eje y la escoria en contracorriente mejoraría la reducción de esta última. Sin embargo, las condiciones de quietud requeridas para una buena sedimentación requieren un bajo grado de mezclamiento entre las fases y desde ese punto de vista el equipo debería ser muy largo para alcanzar esa condición adecuada de intercambio superficial eje-escoria.
Las pérdidas de metal en las escorias no ferrosas ocurren mediante dos mecanismos:
a. Atrapamiento mecánico de inclusiones de eje o metal debido a su flotación o no sedimentación en la fase escoria y que depende de propiedades físicas tales como: densidad, tensión superficial y viscosidad de las fases presentes.
b. Disolución química del metal (sulfídica y oxídica), debido principalmente a la disolución
mutua entre la escoria y el eje que tienen una tendencia a formar oxisulfuro homogéneo fundido producto de los cambios en la composición eje-escoria ante variaciones de presión parcial de oxígeno, actividad de cobre en la mata, temperatura y composición de la escoria.
La dimensión de la disolución ha sido estudiada por varios autores. A una ley de eje y temperatura dada, la solubilidad del cobre en la escoria está determinada solamente por la presión parcial de oxígeno. Toguri y Santander [2] determinaron el efecto de la presión parcial de oxígeno como el aumento de la solubilidad de Cu2O en la escoria, siendo la concentración de cobre proporcional a PO2
1/4. Takeda [3] determinó la disolución oxídica de cobre experimentalmente, llevando al
equilibrio escoria y cobre metálico a 1300 ºC, variando la composición de la escoria dentro de la región de líquido homogéneo del sistema FeOx – SiO2 – CaO, ilustrado en la Fig. 1, y fijando el contenido de hierro en la fase metálica alrededor del 7,9% en peso para cada composición de la escoria.

4
Fig. 1: Sistema ternario CaO-FeOx-SiO2

5
La Fig. 2 muestra la solubilidad del cobre en el sistema ternario mencionado como función de la presión parcial de oxígeno para distintas composiciones de escoria:
Fig. 2: Solubilidad del cobre en el sistema de escorias CaO-FeOx-SiO2 en el rango de potencial de oxígeno
entre la saturación del hierro y la saturación de Cu2O. La solubilidad del cobre es dependiente de la composición de la escoria (basicidad de la
escoria), y ésta puede ser descrita usando las razones Q y R (razones de porcentaje peso), los cuales se definen como sigue:
2SiOCaO
CaOQ
2SiOCaOFeO
FeORx
x
(1.1)
Así, la razón Q es la línea de conexión entre el binario CaO-SiO2 con varias composiciones
de CaO hacia la esquina del FeOx, y la razón R es la composición de FeOx en la escoria. De la Fig. 2 podemos ver que bajo las condiciones de producción de cobre blister, es decir, a
una presión parcial de oxígeno PO2 = 10-4,74 [bar] y PSO2 = 1 [bar], la solubilidad del cobre en
escorias fayalíticas (Q = 0,10 – 0,20) es aproximadamente 21 % en peso. Con escorias calcio-ferríticas (Q = 1,0) la solubilidad del cobre es menor, aproximadamente 17 % en peso; y con dos tipos de escorias calcio-ferrosilicatadas (olivínicas), la solubilidad del cobre fue aún menor con un 9,5 % y 6 % en peso respectivamente. Estos resultados muestran que, bajo las condiciones de producción de cobre blister, las escorias olivínicas son una alternativa razonable para evitar excesiva disolución de cobre en las escorias.

6
La disolución oxídica del cobre es descrita por la siguiente reacción: Cu(l) + ¼ O2 = CuO0,5 (1.2) La constante de equilibrio está definida por la ecuación:
4/12
5,0
OCu
CuO
paa
k
(1.3)
Y el coeficiente de actividad del óxido de cobre en la escoria se define por la siguiente
ecuación:
)(%
4/1)( 2
5,0 CuPnaMk OTlCuCu
CuO
(1.4)
Donde nT es el número total de moles constituyentes, PO2 es la presión parcial de oxígeno, MCu es el peso molecular del cobre y (% Cu) es la pérdida total de cobre por disolución. Así la solubilidad del cobre es inversamente proporcional al coeficiente de actividad del óxido de cobre.
En la Fig. 3 se muestra el equilibrio estudiado por Takeda [3]. En él se pueden apreciar altos
coeficientes de actividad cuando la razón Q está entre 0,45 y 0,55, y la razón R entre 0,20 y 0,30. El mayor valor del coeficiente de actividad es 13.
Fig. 3: Sistema ternario CaO-FeOx-SiO2 y coeficiente de actividad de CuO0,5 a 1300 ºC, presión parcial de
oxígeno entre 10-8 – 10-6 bar. Composiciones en % peso [3]

7
El correspondiente valor de la solubilidad del cobre, bajo las condiciones de producción de cobre blister, fue calculado por Vartiainen et Al. [5]. El contenido de azufre en el cobre blister fue fijado en 0,2 % en peso, a 1300 ºC la presión parcial de oxígeno es PO2 = 10-4,74 [bar] y como se dijo anteriormente, bajo esas condiciones el contenido de cobre es bajo el 6,0 % en peso. Asumiendo además que el coeficiente de actividad en la Fig. 3 tiene el mismo comportamiento para presiones parciales de oxígeno mayores que las del rango graficado, el contenido de cobre en un amplio rango de escorias puede ser aproximado desde el coeficiente de actividad a una presión parcial de PO2 = 10-4,74 [bar] por la razón:
i
Ai
Ai CuO
CuCuOCuO
Cu)(
0,613)(%)()(
)(%5,05,0
5,0
(1.5)
Como el valor del coeficiente de actividad del óxido de cobre en la Fig. 3 varía en el rango de
13 a 4, el correspondiente cálculo del contenido de cobre en la escoria variará entre 6 y 19,5 % peso de Cu. Los correspondientes valores de solubilidad de cobre calculados a partir de los datos de las curvas de actividad son presentados en la Fig. 4.
Fig. 4: Cálculo de la solubilidad del cobre en el sistema ternario CaO-FeOx-SiO2 de escorias, calculados a
partir de los valores de coeficientes de actividad bajo condiciones de producción de cobre blister. Los cálculos son válidos en la cercanía de los puntos marcados [5].
Las curvas fueron calculadas usando el software SigmaPlot® y los valores de las isocurvas
son válidas en las cercanías de los puntos marcados. Como se puede apreciar, los valores de la solubilidad del cobre son menores con una alta razón Q y baja razón R; y los valores mas altos de solubilidad del cobre se obtienen con una baja razón Q y alta razón R.

8
Por otra parte, las escorias fayalíticas contienen magnetita y tienen una alta viscosidad debido a que la magnetita sólida precipita bajo diversas condiciones. Esto aumenta la cantidad de cobre atrapado puesto que el tiempo de sedimentación es mayor y la magnetita sólida en sí misma tiende a atrapar cobre. A su vez, la sedimentación de la escoria permite remover sólo las inclusiones de mata y cobre de mayor tamaño. En escorias industriales con contenidos de magnetita entre 15 y 20% es casi imposible ya que las partículas de mata y cobre se encuentran asociadas a los cristales de magnetita. El potencial de oxígeno define el contenido de magnetita presente y las propiedades físicas de la escoria. Por lo tanto, si se desea liberar las inclusiones atrapadas y disminuir la viscosidad de la escoria se requiere bajar el contenido de magnetita, y ello sólo se logra con la adición de algún tipo de reductor. Otra alternativa son las escorias calcio-ferríticas, utilizadas en el Proceso de Conversión Continua Mitsubishi, no obstante, presenta el inconveniente de ser muy agresiva con el ladrillo refractario, aumentando de esta manera los costos de mantenimiento.
Por lo anterior, una alternativa posible para disminuir el atrapamiento de metales de interés en la escoria y facilitar su recuperación es la utilización de escorias olivínicas, o también llamadas escorias calcio-ferrosilicatadas, puesto que su composición hace poco probable la generación de gran cantidad de magnetita. Sin embargo, las condiciones altamente oxidantes del proceso de conversión en desarrollo suponen la aparición de cantidades considerables de óxido cuproso (Cu2O) en la escoria, siendo motivo del presente estudio su cinética de reducción. A continuación se muestra en la Tabla 1 un resumen de las características de las 3 principales escorias utilizadas en la conversión pirometalúrgica del cobre.
Tabla 1: Comparación de tipos de escorias de conversión de cobre Escoria Fayalítica Calcio-Ferrítica Olivínica Sistema FeO-Fe2O3-SiO2 FeO-Fe2O3-CaO FeO-CaO-SiO2 Viscosidad Alta Baja Media Pérdidas de Cu (mecánicas) Alta Baja Media
Precipitación de Magnetita Alta Baja Media
Tendencia a espumarse Alta Baja Media
Desgaste de Refractarios Medio Alto Medio Basicidad Ácida Básica Básica
Proceso Noranda Peirce-Smith Ausmelt C3
Mitsubishi K-O
Ausmelt C3 CCE
9
1.2. Justificación del Estudio La importancia del desarrollo de nuevos procesos de conversión continua de mata a cobre
blister radica en que con ello se busca eliminar las emisiones fugitivas de SO2, disminuir los costos de energía y aumentar la productividad de las fundiciones de cobre.
Actualmente, están en operación industrial dos procesos continuos. Mitsubishi y Kennecott-
Outokumpu. Ambos tienen debilidades que han impedido su transferencia a otras fundiciones, las que están relacionadas particularmente con corrosión del refractario y alto contenido de cobre en la escoria, junto con pérdidas energéticas por solidificación de la mata como es el caso del proceso Kennecott-Outokumpu.
Las condiciones altamente oxidantes que suponen el proceso de conversión continua en
desarrollo impiden el uso de escorias de tipo fayalítica, debido a que generan cantidades considerables de magnetita en la escoria, con consecuencias no deseadas como solidificación y atrapamiento mecánico de mata y cobre por efecto del aumento de viscosidad de la escoria.
Para recuperar el cobre, la magnetita presente en estas escorias debe ser reducida, en un
proceso separado de limpieza, logrando disminuir el contenido de cobre en la escoria a niveles bajo el 0.8 % en peso.
Por otro lado, la utilización de escorias olivínicas permitiría tener una escoria
comparativamente más fluida para una misma temperatura, baja generación de magnetita, y una menor capacidad de disolución de cobre en la escoria. Sin embargo, este tipo de escorias disuelven una cantidad considerable de cobre como óxido cuproso (Cu2O) que debe ser recuperado mediante la reducción de éste.
Finalmente, lo que se busca en este tema es poder modelar el comportamiento de la reducción
de óxidos de cobre en este tipo de escorias olivínicas, mediante una atmósfera reductora de CO(g), como una primera aproximación para su posterior aplicación en la limpieza de escorias de conversión continua y mantener una escoria fluida dentro de los hornos contemplados para la conversión de mata a cobre blíster.

10
2. OBJETIVOS 2.1. Objetivo General
Estudiar la cinética de reducción del óxido cuproso (Cu2O) en escorias olivínicas a través del análisis continuo de gases de salida (CO y CO2), complementado con análisis químico y mineralógico de la escoria reducida. 2.2. Objetivos Específicos - Determinar la cinética de reducción del óxido cuproso en la escoria olivínica, en función de
los parámetros de temperatura y mezcla reductor-nitrógeno. - Investigar el mecanismo de remoción del cobre en las escorias durante la reducción. - Realizar un análisis comparativo del efecto en la concentración del gas reductor en la mezcla
de reductor-nitrógeno.
Para lograr los objetivos planteados, se proponen realizar pruebas experimentales a nivel de crisol, en las cuales se evaluará la reducción de óxido cuproso (Cu2O) y de otros óxidos como magnetita (Fe3O4), presente en un porcentaje menor en la escoria.
11
3. ANTECEDENTES TEÓRICOS 3.1. Mecanismos de Reducción
Los mecanismos mediante el cual procede la reducción de un óxido de cobre o de hierro disuelto en una escoria líquida, son:
3.1.1. Reducción Directa
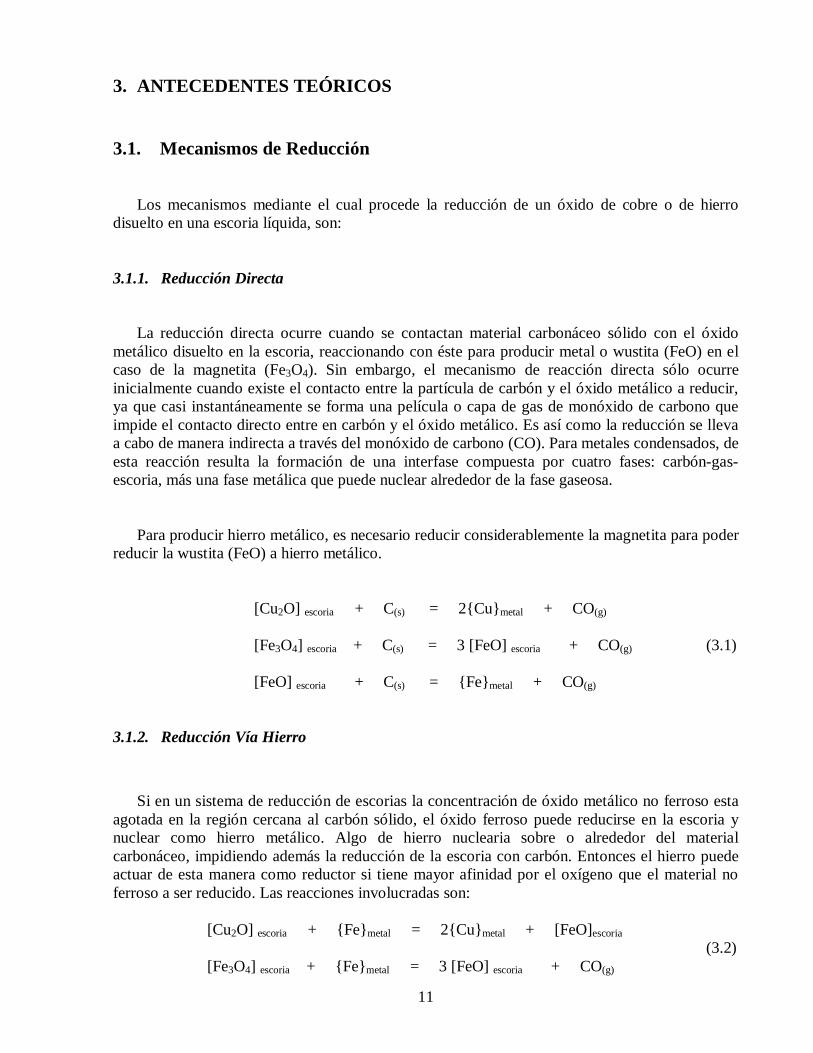
La reducción directa ocurre cuando se contactan material carbonáceo sólido con el óxido metálico disuelto en la escoria, reaccionando con éste para producir metal o wustita (FeO) en el caso de la magnetita (Fe3O4). Sin embargo, el mecanismo de reacción directa sólo ocurre inicialmente cuando existe el contacto entre la partícula de carbón y el óxido metálico a reducir, ya que casi instantáneamente se forma una película o capa de gas de monóxido de carbono que impide el contacto directo entre en carbón y el óxido metálico. Es así como la reducción se lleva a cabo de manera indirecta a través del monóxido de carbono (CO). Para metales condensados, de esta reacción resulta la formación de una interfase compuesta por cuatro fases: carbón-gas-escoria, más una fase metálica que puede nuclear alrededor de la fase gaseosa.
Para producir hierro metálico, es necesario reducir considerablemente la magnetita para poder
reducir la wustita (FeO) a hierro metálico.
[Cu2O] escoria + C(s) = 2{Cu}metal + CO(g)
[Fe3O4] escoria + C(s) = 3 [FeO] escoria + CO(g) (3.1) [FeO] escoria + C(s) = {Fe}metal + CO(g)
3.1.2. Reducción Vía Hierro
Si en un sistema de reducción de escorias la concentración de óxido metálico no ferroso esta agotada en la región cercana al carbón sólido, el óxido ferroso puede reducirse en la escoria y nuclear como hierro metálico. Algo de hierro nuclearia sobre o alrededor del material carbonáceo, impidiendo además la reducción de la escoria con carbón. Entonces el hierro puede actuar de esta manera como reductor si tiene mayor afinidad por el oxígeno que el material no ferroso a ser reducido. Las reacciones involucradas son:
[Cu2O] escoria + {Fe}metal = 2{Cu}metal + [FeO]escoria (3.2) [Fe3O4] escoria + {Fe}metal = 3 [FeO] escoria + CO(g)

12
3.1.3. Reducción Vía Óxido Ferroso
Los óxidos de hierro se encuentran en las escorias de fusión y conversión de metales no
ferrosos. El hierro en las escorias está presente tanto como óxido férrico Fe2O3 (hematita) o como óxido ferroso FeO (wustita). La coexistencia de ambos óxidos disueltos en la escorias crea un potencial de oxígeno, donde la relación férrico/ferroso en la escoria determina el potencial de oxígeno de la escoria.
Puesto que en las escorias industriales el contenido de hierro es mayor que el contenido de un
metal no ferroso, es probable que al inyectar un reductor en el baño fundido, el óxido férrico sea reducido a óxido ferroso, disminuyendo el potencial de oxígeno dentro del baño. Entonces el óxido ferroso puede reducir óxidos no ferrosos estableciendo un potencial de oxígeno constante en el baño. La reducción mediante este método depende de a afinidad por el oxígeno del metal a ser reducido y de los iones férricos y ferrosos, y de las actividades de los componentes del baño fundido.
[Fe3O4] escoria + C(s) = CO2(g) + 6 [FeO] escoria (3.3) 3 [FeO] escoria + [Cu2O] escoria = [Fe3O4] metal + 2 {Cu}metal
3.1.4. Reducción Vía Hidrógeno
Actualmente la reducción por hidrógeno no es viable de usar en operaciones industriales debido al costo elevado del hidrógeno puro en comparación con otros reductores disponibles en el mercado; siendo utilizado solamente en pruebas de reducción a escala de laboratorio. Sin embargo, algo de hidrógeno libre está presente en materiales volátiles asociados con carbones y gas natural, pudiendo ser además producido por craqueo de tales materiales. De esta manera, el hidrógeno generado reducirá óxidos en la escoria.
[Cu2O]escoria + H2(g) = H2O(g) + 2 {Cu}metal [Fe3O4]escoria + H2(g) = H2O(g) + 3 [FeO]escoria (3.4) [FeO]escoria + H2(g) = H2O(g) + {Fe}metal

13
3.1.5. Reducción Vía Hidrocarburos
El uso de hidrocarburos como derivado del petróleo o gas natural ofrecen una alternativa interesante al uso de sólidos carbonáceos como reductores en la escoria. El mecanismo de este reductor es una combinación de las reacciones anteriormente expuestas, estando presente la reducción vía hierro e hidrógeno acompañada por la reacción indirecta, explicada en el siguiente punto. Las reacciones involucradas son:
4[Fe3O4]escoria + CH4(g) = CO2(g) + 2H2O(g) + 12[FeO]escoria 4[FeO]escoria + CH4(g) = CO2(g) + 2H2O(g) + 4{Fe}metal (3.5) 4[Cu2O]escoria + CH4(g) = CO2(g) + 2H2O(g) + 8{Cu}metal
3.1.6. Reducción Indirecta
En los casos que los sólidos carbonáceos inyectados en el baño no puedan entrar en contacto directo con los óxidos metálicos de la escoria, la reducción de éstos puede proceder indirectamente a través de un intermediario gaseoso. La reducción indirecta involucra la formación de monóxido de carbono (desde el carbón sólido) o la inyección de este, el cual actúa como reductor en el baño fundido. El monóxido de carbono es generado por la reacción de Boudouard:
C + CO2 = 2CO
La reducción indirecta es considerada extensamente como medio por el cual los óxidos
metálicos son reducidos a metales; siendo éste el motivo de su elección como mecanismo principal de reducción en el trabajo de título aquí expuesto.
[Cu2O]escoria + CO = 2{Cu}metal + CO2 [Fe3O4]escoria + CO = 3[FeO]escoria + CO2 (3.6) [FeO]escoria + CO = {Fe}metal + CO2

14
3.2. Cinética de Reducción de Óxidos Metálicos en las Escorias
En la pirometalurgia del cobre, los procesos modernos de fusión de concentrado en un reactor de alta intensidad en el uso de oxígeno, producen eje de alta ley y un alto grado de oxidación que genera gran cantidad de cobre en las escorias. Esto conduce a la necesidad de reducir las escorias para recuperar el metal de interés atrapado en ellas.
Generalmente la reducción de escorias se lleva a cabo mediante la inyección de carbón o
combustible, o también por tratamiento en un horno eléctrico. En las operaciones industriales, el carbón es chancado a 1/4 [pulg] antes de inyectarse en la escoria. Esto se hace para maximizar el área de la interfase carbón-escoria y de esta manera aumentar la reducción. En los procesos de reducción indirecta la gasificación del carbón puede ser la etapa que controla el proceso, puesto que esta reacción ocurre lentamente. Algunos resultados de investigaciones [6] muestran que la energía de activación para el proceso de reducción correspondiente a la gasificación del carbón utilizado, varia entre 200 – 250 kJ/mol.
La reducción de escorias no ferrosas ocurre a temperaturas entre 1050 ºC a 1300 ºC, y se
acepta que los reductores orgánicos usan como intermediario el CO, aunque la verificación experimental aun es insuficiente. En sistemas estáticos, si la reducción del óxido metálico establece una gradiente de concentración en la fase escoria, es posible que la reducción directa con carbón a esa temperatura dé cómo resultado una aleación rica en hierro (o hierro dulce) en la superficie del carbón, formando una barrera a la reducción directa con carbón.
La reducción directa con carbón requiere una interfase continua de cuatro fases, es decir,
carbón-escoria-gas-metal (C + MO = CO/CO2 + M), con el producto metálico entrando a la fase escoria o gaseosa, tal que sólo una mínima parte de la superficie del carbón está disponible como reductor. No obstante, la reducción directa de magnetita a wustita (C + Fe3O4 = CO + 3FeO) involucra solo tres fases, carbón-escoria-gas y pueden ocurrir enteramente en la superficie del carbón sí y sólo sí, el gas, la escoria y el carbón se mueven rápidamente uno con respecto a otro.
Sin embargo, comúnmente se ha aceptado que la reducción de óxidos de hierro con carbón se
desarrolla en forma indirecta, a través del monóxido de carbono que se forma en la interfase entre la partícula de carbón y los óxidos metálicos en la escoria. La reacción de Boudouard, con difusión en el gas o en la escoria, se encuentra como la etapa controlante del proceso dependiendo de las condiciones operacionales.
Cuando una partícula de carbón es inyectada en el baño fundido de escoria, en un primer
momento se produce una reacción de reducción directa entre dicha partícula y los óxidos metálicos en la escoria. Como resultado de esta reacción se genera gas de monóxido de carbono que forma una película alrededor de la partícula, separándola del contacto directo con la escoria. Es así como se forman dos interfases, gas-líquido y sólido-gas, siendo en esta última en donde se produce la reacción de Boudouard.

15
A continuación en la Fig. 5 se pueden distinguir las siguientes etapas del proceso de reducción:
a. Difusión de CO2 a través de la capa de gas b. Adsorción de CO2 sobre la superficie de carbón c. Reacción de Boudouard en la superficie de carbón d. Desorción de CO desde la superficie del carbón e. Difusión de CO a través de la capa de gas f. Adsorción gas-escoria g. Difusión de óxidos metálicos desde el seno de la escoria a
la interfase de reacción h. Reducción de óxidos metálicos i. Desorción de CO2 desde la superficie de la escoria líquida j. Difusión de productos metálicos al seno de la escoria
Fig. 5: Etapas del proceso de reducción de óxidos metálicos con carbón
Cabe mencionar que, en estado estacionario, las etapas mencionadas en Fig. 5 no ocurren en forma paralela, lo que implica que la etapa más lenta de todas será la controlante del proceso. La reacción de Boudouard y la difusión de gas a la superficie del carbón determinan la presión parcial de CO en la película de gas, y por lo tanto la velocidad de reacción. A su vez, ésta determinará la presión parcial de CO2 en la película de gas lo cual afecta la velocidad de reacción de Boudouard.
Utigard et Al., [7] experimentando con la reducción de óxidos metálicos en escoria fayalítica
mediante una mezcla de gas CO-CO2 encontraron que la energía de activación del proceso de reducción era aproximadamente 360 kJ/mol. Esta alta energía constituye una fuerte evidencia de que la etapa controlante debe ser la reacción química, y no por transferencia de masa cuando el contenido de Fe en la escoria es mayor a 40 % en peso. Cuando el contenido de Fe es menor a 40 % y a temperaturas altas, la reducción puede ser controlada por otros factores tales como la difusión de los óxidos metálicos hasta la interfase de reacción.
Los diferentes mecanismos de reacción planteados se aplican a sistemas sin agitación tales como hornos eléctricos, o levemente agitados como sistemas de inyección sumergida. Por otro lado, los estudios de cinética de reducción de escorias a escala de laboratorio revelan que la reducción de óxidos de hierro ha sido la más estudiada, no habiendo acuerdo en cuál es la etapa controlante del proceso, sugiriéndose como las más probables: la reacción de Boudouard, transporte de masa en la escoria y en la fase gaseosa, y el transporte de productos.
En este sentido el análisis cinético también ha llevado a la determinación, mediante
trazadores, de los coeficientes de difusión. Debido a que las escorias son ricas en hierro, conteniendo iones ferrosos y férricos, éstas son semiconductoras eléctricas. Como la transferencia de carga mediante electrones proporciona la neutralidad eléctrica durante la difusión de cationes y aniones, se descarta que esta sea la etapa controlante. Por lo tanto, la difusión de iones es de
Carbón
CO - CO2Escoria
a
c
b
d
e
f
h
i
g
j
16
principal importancia en la limpieza de escorias. Mediciones del coeficiente de difusión de hierro, cobre, níquel, cobalto y otros cationes en hierro líquido o escorias tipo silicato de calcio dan valores en el rango de 10-6 a 10-7 [m/s2], con energías de activación entre 125 a 210 [kJ/mol] para temperaturas de 1473 a 1673 K [8].
Finalmente, el espesor de la capa difusional depende de las velocidades relativas de las fases
y de la agitación en la fase escoria. Por lo tanto, el contacto entre las fases tiene un efecto importante en la cinética de reacción. Como ejemplo, en la combustión sumergida del proceso Sirosmelt es posible obtener capas difusionales mas delgadas que en reactores sedimentadores como el Horno Eléctrico y el Horno Teniente de Limpieza de Escorias (HLE), ya que se produce un mejor contacto entre la escoria y los reductores orgánicos. 3.2.1. Transporte de calor
En el caso de la reducción por carbón, o por el proceso de descomposición de gas natural,
existe una película gaseosa de CO en la interfase carbón-escoria que, naturalmente, separa la partícula de carbón del contacto directo con la escoria. En el contacto gas-carbón se está produciendo la reacción de Boudouard, que siendo de naturaleza endotérmica desfavorece la cinética del proceso. Por esta razón, dado un mecanismo de reducción con estas características de reductor utilizado, la temperatura de interés relacionada con el transporte de calor es la temperatura de la interfase, dado que es donde se producen las reacciones de reducción
En el caso de la reacción de reducción indirecta, por inyección directa de monóxido de
carbono (CO) en o sobre la escoria, al ser una reacción de tipo exotérmica la temperatura de interés relacionada con el transporte de calor dice relación con la temperatura del baño fundido de escoria. 3.2.2. Transporte de masa
La transferencia de masa que ocurre entre y dentro de las fases durante el proceso de limpieza
de escorias implica reducción con gases, carbón y/o sulfuros. Como se mencionó anteriormente, el método de operación y el tipo de reductor influirán en los contactos escoria-reductor, ya sea este último de tipo gaseoso, líquido o sólido; y por lo tanto influirá también en la determinación de la etapa controlante del proceso.
La etapa controlante puede ser: la difusión en la fase escoria, las reacciones de intercambio
interfacial que involucran la adsorción y desorción, o la difusión en la fase gaseosa, como también la nucleación y crecimiento de productos gaseosos, líquidos o de fases sólidas. La reacción química de reducción de óxidos metálicos tiene poca probabilidad de ser la etapa controlante en la transferencia de masa debido a las altas temperaturas, entre 1100 ºC y 1400 ºC en que se lleva a cabo el proceso de limpieza de escorias.

17
El proceso global de reducción, incluye las siguientes etapas individuales:
1. Transporte de magnetita, óxido de cobre y otros óxidos entre el seno del líquido y la superficie interfacial escoria-reductor.
2. Reacción de reducción. 3. Difusión de los productos en reverso.
Luego de diversas investigaciones [9], se conoció que la etapa controlante en la cinética de reducción puede cambiar dependiendo de las condiciones de operación y etapa del proceso. Además puede ocurrir que la etapa controlante no sea única ya que varias etapas pueden tener efectos similares en la cinética global del proceso. Las reacciones involucradas pueden generar o consumir calor, y este calor debe transportarse desde los alrededores hacia donde se lleva a cabo la reducción o viceversa.
Si se considera una situación en la que se esta transfiriendo óxido cuproso desde el seno del
líquido. La concentración de óxido cuproso en el seno de la escoria está dada por CCu2O(escoria) y la concentración en la interfase de reacción será CCu2O(interfase). Por lo tanto, la rapidez con que el Cu2O es transferido está dado por:
n Cu2O = km · (CCu2O, escoria – CCu2O, interfase) (3.7)
Analógicamente la transferencia de magnetita (Fe3O4) se define como: n Fe3O4 = km · (CFe3O4, escoria – CFe3O4, interfase) (3.8)
Donde km(m/s) es el coeficiente de transferencia de masa y n Cu2O y n Fe3O4 es el flujo de óxido cuproso y magnetita, respectivamente. El coeficiente de masa se puede estimar en base a correlaciones en términos de los números de Sherwood, Reynolds y Schmidt. La selección de la correlación adecuada debe hacerse considerando la naturaleza de los sistemas individuales.
El coeficiente de transferencia de masa puede ser expresado como:
(3.9)
ScSh Re

18
Sh - Número de Sherwood
Sc - Número de Schmidt
Re - Número de Reynolds
Existen abundantes correlaciones para distintos sistemas dependiendo de la forma en que se efectúa el contacto entre el sólido y el líquido. Para una esfera sólida en medio de un líquido, algunos investigadores [10] determinaron los valores de las constantes para obtener la siguiente ecuación:
(3.10)
El coeficiente de transferencia de masa es función de la geometría del flujo y las propiedades
de transporte del medio. En la Tabla 2 se muestran las distintas correlaciones para la transferencia de masa para un flujo laminar.
Tabla 2: Correlaciones existentes para la transferencia de masa
Tipo de Flujo Número de Sherwood Sh
Convección Forzada sobre una placa plana
3/12/1Re664,0 Sc
Convección Forzada sobre un plano vertical
4/1
)861,0(4902,0
ScScGrm
Convección Forzada alrededor de una esfera
3/12/1Re6,02 Sc
Convección Natural alrededor de una esfera
3/12/16,02 ScGrm
Jet de Gas 3/14/34/1
Re01,1 Scld
Donde Grm corresponde al número de Grashoff másico. Este es expresado por la siguiente relación:
2
3'
ucdgGrm
Tc
1'
(3.11)
33,05,0Re6,02 ScSh

19
g - aceleración de gravedad
d - diámetro de la partícula
u - velocidad
�’ - coeficiente de expansión térmica
c - concentración molar
3.2.3. Reacción Química como Etapa Controlante
En pirometalurgia, la mayoría de las reacciones que ocurren son de tipo heterogéneas por lo
que las reacciones están controladas por la reacción química o por transporte de masa. Para el caso de la reducción de escorias de conversión, las reacciones que predominan son las siguientes:
[Cu2O] escoria + CO(g) = 2{Cu}metal + CO2 (g) (3.12)
[Fe3O4] escoria + CO(g) = 3 [FeO] + CO2 (g)
La velocidad de reacción es determinada a través de cualquiera de sus componentes de la siguiente manera:
r reducción Cu2O = r consumo CO = r formación CO2 = 1/2 r formación Cu (3.13) r reducción Fe3O4 = r consumo CO = r formación CO2 = 1/3 r formación FeO Así, considerando el óxido cuproso, ya que es el componente de interés en este estudio, su
velocidad total de reacción está dada por:
)()(12222
2 00OCuOCuOCuOCu
OCu CCkCCx
DxCD
dtdN
Sr
(3.14)
Donde: NCu2O - Flujo de moles de óxido cuproso.
S - Superficie de reacción.
D - Coeficiente de difusión del óxido cuproso en la escoria.
k - Constante cinética.
C Cu2O - Concentración de óxido cuproso.

20
C0 Cu2O - Concentración inicial de óxido cuproso.
Haciendo el supuesto que la reacción es de primer orden con respecto al óxido cuproso, la
velocidad de reacción por unidad de superficie puede ser obtenida por:
OCuCkr2
(3.15) La constante k es conocida como constante cinética en la dirección planteada. Una razón
importante para determinar el orden de la reacción química es que se puede dar a conocer en forma parcial el mecanismo de reacción. La evidencia científica muestra que la mayoría de las reacciones heterogéneas que ocurren en la reducción de escorias líquidas, siguen una cinética de primer orden.
Con la finalidad de desarrollar un modelo matemático de reducción de óxido cuproso desde
una escoria del tipo olivínica, se deben hacer los siguientes supuestos: - La reducción de óxido cuproso es de primer orden con respecto al óxido cuproso.
- El óxido cuproso es reducido por la especie gaseosa inyectada al reactor en el proceso.
- La temperatura de la interfase gas-escoria es diferente de la escoria debido a la reacción
exotérmica entre el óxido cuproso y el monóxido de carbono.
- La reacción de reducción es controlada por la transferencia de masa en la superficie de la
interfase gas-escoria.
La reacción es de primer orden con respecto al óxido cuproso, por lo tanto se tiene que:
OCuOCu Ck
dtdC
2
2 (3.16)
Reordenando términos y posteriormente integrando se obtiene:
tkCC
OCu
OCu
2
2
0ln (3.17)
21
tk
OCuOCu eCC 22
0 (3.18)
Donde:
C0
Cu2O - Concentración inicial de óxido cuproso en la escoria.
C Cu2O - Concentración de óxido cuproso en la escoria en un tiempo t.
t - Tiempo La constante de velocidad puede obtenerse experimentalmente a través de la tasa de
reducción medida en mmol O2/min. Multiplicando este valor por la densidad, área y dividiendo por la masa de la escoria se obtiene la constante de velocidad en m/s. De esta manera la ecuación 3.18 toma la siguiente forma:
tmAk
OCuOCuseCC
22
0 (3.19)
Donde:
A - Área de reacción
- densidad de la escoria (kg/m3)
ms - Masa de escoria
Existe evidencia científica [6] que muestra que la reducción de magnetita con coque tiene una
dependencia tipo Arrhenius, así la constante de reducción con coque se presenta como:
s
a
TRE
CC eak
(3.20) Donde:
kC - Constante de reacción de reducción de magnetita con coque [m/s]
aC - Coeficiente preexponencial de Arrhenius para la reducción con coque [m/s]
Ea - Energía de activación para la reducción de magnetita [J/mol]
TS - Temperatura en la escoria [K]
R - Constante de los gases ideales [atm·l/(mol·K)]

22
Por otra parte, los resultados de reducción de escoria con coque y una mezcla de CO-CO2 [11] encontraron que la constante de reacción kC [m/s] puede ser representada como una función de la temperatura en la forma de:
sTR
C esmk
24300081016,2 (3.21)
3.3. Sedimentación de Inclusiones Esféricas en un Líquido
Generalmente, la tasa de sedimentación de un cuerpo esférico en un líquido se expresa como:
f
lG K
rgu
3)(8
(3.22)
Donde:
g - Aceleración de gravedad [m/s2]
Kf - Coeficiente de resistencia hidrodinámica
r - Radio de la esfera o gota líquida [m]
uG - Tasa de sedimentación gravitacional [m/s]
l - Densidad del electrolito (escoria) y la gota inmersa (metal) [kg/m3]
La ley de Stokes es aplicable a sistemas líquido/líquido en donde la viscosidad de la gota es
menor que el medio continuo. De esta manera, para régimen laminar (Re < 1) la tasa de sedimentación puede ser determinada por:
9)(2 2rgu l
G (3.23)
Las inclusiones de metal o sulfuros metálicos están presentes en la escoria, mayormente, en la
forma de gotas líquidas. La tasa de sedimentación de una gota líquida en un medio continuo líquido está descrita por la ecuación de Hadamard – Rybczynski:

23
l
llG
rgu
323)(2 2
(3.24)
Debido a que la viscosidad de la escoria es más alta que la correspondiente a un metal o
sulfuro metálico l la fórmula de Hadamard – Rybczynski para el sistema escoria-metal puede ser presentada por:
3)( 2rgu l
G (3.25)
La fórmula indicada puede ser usada debido a la alta viscosidad de las escorias metalúrgicas
(de 0,1 a 1 sPa ) y que la tasa de sedimentación de las inclusiones de metal o sulfuros metálicos esta en régimen laminar. Utilizando la fórmula 3.25 es posible calcular la tasa de sedimentación de las inclusiones de mata presentes en una escoria.
24
4. METODOLOGÍA EXPERIMENTAL
Las pruebas de cinética de reducción de óxido cuproso en escoria olivínica planteados en este estudio se efectuaron utilizando un horno eléctrico cuya generación de calor es producto del paso de corriente por 8 elementos calefactores de carburo de silicio (SiC) conectados en un circuito en serie. El horno cuenta en su interior con un tubo de reacción de alúmina, sellado con una tapa de bronce refrigerada con agua en la parte superior, provista con orificios para introducir una termocupla, una lanza para inyectar gases, ya sea CO(g), nitrógeno purificado o una mezcla de ambos; y un tubo de salida de gases. Al interior del tubo de alúmina es colocado un crisol de MgO que contiene una mezcla de escoria olivínica sintetizada a partir de escoria de horno eléctrico reformada con CaO y con adición de Cu2O. Dicha escoria es fundida en cada prueba y reducida bajo condiciones particulares de temperatura y adición de reductor.
Para el estudio del efecto de la temperatura en las experiencias, el horno cuenta con un
sistema de control que permite fijar temperatura o manipularla a voluntad según el requerimiento de cada prueba experimental. Para todas las pruebas se usó el mismo flujo de gases a inyectar, compuesto de una mezcla de nitrógeno extra-puro y monóxido de carbono CO(g), variando para cada serie de pruebas definidas la concentración de CO(g) en la mezcla de gas inyectado. Con la finalidad de estudiar en efecto de los cambios de concentración de CO(g) en las pruebas y su dependencia con la temperatura, los gases de salida del horno son previamente filtrados para remover las partículas de polvo que pudiesen arrastrar para, posteriormente, ser pasados por un analizador infrarrojo de gases CO y CO2.
Los resultados obtenidos por el analizador son enviados a un computador que cuenta con un
software de adquisición de datos, donde eran almacenados y posteriormente estudiados.
4.1. Materiales
Para la realización de las pruebas experimentales se utilizaron tres insumos principales: escoria olivínica sintetizada, nitrógeno extra-puro y gas especial compuesto de 19,5 % de CO(g) en balance con nitrógeno extra-puro.
La escoria fue sintetizada a partir de escoria fayalítica de horno eléctrico, CaO y Cu2O;
mientras que los gases utilizados (nitrógeno y gas especial) fueron proporcionados por las empresas Indura y AGA, respectivamente.

25
4.1.1. Análisis de la escoria inicial
Composición química
El análisis químico de la escoria fayalítica de horno eléctrico, utilizada para sintetizar escoria olivínica, y la escoria resultante de la sintetización que será utilizada para las pruebas de reducción, fue realizado en la empresa Metalquim, donde se enviaron 2 muestras 100% bajo 100#. Los resultados obtenidos se encuentran en la Tabla 3 y Tabla 4, respectivamente.
Tabla 3: Análisis químico de escoria fayalítica de horno eléctrico Fe total
[%] SiO2 [%]
Fe3O4 [%]
CaO [%]
Cu [%]
S [%]
As [ppm]
38,8 35,1 4,8 3,13 0,9 0,55 355
Tabla 4: Composición química de escoria olivínica sintetizada FeO [%]
SiO2 [%]
CaO [%]
Fe3O4 [%]
Cu total [%]
Cu2O [%]
S [%]
33,3 25,7 9,8 3,5 15,7 16,9 0,4
Cabe destacar que el óxido cuproso presente en la composición de la escoria olivínica sintetizada es coherente con las investigaciones realizadas sobre la capacidad de disolución de cobre en este tipo de escorias [5].

26
Microscopía
Imágenes de la escoria sintetizada para su utilización en las pruebas de reducción fueron tomadas con microscopio óptico en la modalidad de nicoles paralelos y cruzados, Fig. 6 y Fig. 7, respectivamente. Es posible observar en ambas figuras la presencia de pequeñas inclusiones de cobre metálico en la matriz de la escoria, además de cristales de magnetita primaria y secundaria.
Fig. 6: Imagen microscópica con nicoles paralelos de escoria olivínica sintetizada. (20x)
Fig. 7: Imagen microscópica con nicoles cruzados de escoria olivínica sintetizada. (20x)
Cobre Metálico
Matriz de Escoria
Magnetita Primaria
Cobre Metálico
Magnetita Secundaria

27
4.1.2. Análisis del gas reductor
El gas reductor utilizado consta de una mezcla de gas de monóxido de carbono y nitrógeno extra-puro. La composición característica de la mezcla de gas utilizada en este estudio fue proporcionado por la empresa AGA, suministradora del gas. El detalle se presenta en la Tabla 5, con un error estimado del 2,5 %.
Tabla 5: Análisis cromatográfico del gas reductor utilizado en las pruebas Componente % peso
CO(g) 19,5
N2 (g) 80,5
El contenido de CO en el gas a utilizar fue solicitado de tal manera que no fuese mayor al 20
%, puesto que el analizador de CO/CO2 usado para las experiencias detecta el contenido de estos compuestos en los gases hasta ese porcentaje de concentración.

28
4.2. Arreglo Experimental 4.2.1. Equipos
Para realizar el pesaje de las muestras de escoria y de los crisoles utilizados, se usó una
balanza analítica marca Petit Balance MK-500C de 2 Kg. de capacidad y precisión de 0,001 g. Para el suministro de gases se emplearon los siguientes cilindros de almacenamiento: - Cilindro de 10 m3 con nitrógeno extra-puro y manómetro marca Harris modelo 25 para
regular la salida. Este gas fue utilizado para mantener una atmósfera neutra durante el calentamiento del horno y para diluir la concentración de CO(g) en la entrada de gases al horno.
- Cilindro de 0,7 m3 con mezcla de 10,1 % de CO y 9,8 % de CO2 en balance con nitrógeno, certificado con cromatografía, con manómetro regulador marca Harris modelo 25, fue utilizado para calibrar el analizador de gases.
- Cilindro de 4 m3 con mezcla de 19,5 % de CO en balance con nitrógeno, certificado con cromatografía, con manómetro marca Harris modelo 25, el cual fue utilizado para realizar la inyección del gas reductor.
Para poder cuantificar los flujos de gases suministrados se emplearon 2 flujómetros másicos marca Omega, los cuales tienen un rango de medición de 0 a 1000 cc. Con estos flujómetros se pudo medir de manera precisa el flujo inyectado para los distintos gases involucrados.
Para poder modificar la temperatura dentro del horno, se utilizó un controlador de temperatura marca Omega que trabaja de manera autónoma, recibiendo la orden de aumento o disminución de temperatura sólo con haber fijado previamente el set-point y el tiempo de calentamiento en el controlador. La lectura de la temperatura se hizo por medio de una termocupla consistente en dos alambres, uno de platino y el otro de una aleación de platino y rodio al 13 %. La termocupla va conectada eléctricamente con el controlador, recubierta dentro de un tubo de alúmina y ubicada en las cercanías del crisol contenedor de escoria. La inyección de gases se hizo mediante un tubo de alúmina de 4,4 mm. de diámetro.
El análisis de CO y CO2 de los gases de salida se realizó mediante un equipo de análisis
marca Nova el cual, mediante un mecanismo de análisis infrarrojo, entregaba de manera continua la concentración de los elementos mencionados en los gases de salida. El equipo presenta un rango de medición para cada una de las especies (CO y CO2) del 20 %. Antes de realizar cada experiencia el equipo fue calibrado mediante una mezcla de gas CO/CO2 de composición certificada.

29
Los datos entregados por los distintos instrumentos fueron grabados en un computador de manera casi continua, cada 10 segundos. Para esto, se debió previamente adquirir los datos de cada instrumento mediante el sistema de adquisición de datos marca Hydra Series II. Dicho sistema recibía las señales provenientes de cada instrumento, las procesaba y posteriormente las enviaba al computador donde a través de un programa en lenguaje Visual Basic grababa todos los datos adquiridos y los organizaba de manera de presentarlos en formato tipo Excel.
4.2.2. Tren de Gases
La función del tren de gases era suministrar en forma dosificada y bajo condiciones adecuadas los distintos gases requeridos para cada experiencia, tanto el nitrógeno purificado como el gas reductor.
Los gases fueron alimentados desde cilindros y los flujos controlados mediante manómetros y
flujómetros másicos. El nitrógeno se empleó para mantener una atmósfera neutra durante el calentamiento y enfriamiento del horno. Además se utilizó durante las pruebas para diluir la concentración de CO en los gases de entrada al horno. Para poder hacer esto último, existía solamente una entrada de gases al horno. Esta entrada conectaba a una manguera que se bifurcaba, mediante un empalme en Y, en dos mangueras. Por una de ellas se suministraba el nitrógeno, mientras que por la otra se inyectaba la mezcla de gas reductor al 19,5 % de CO en balance con nitrógeno.
De esta manera, por una misma vía se pudo inyectar el nitrógeno para mantener una
atmósfera inerte en el horno cuando se requiriese; la mezcla de gas reductor o una mezcla entre ambos gases, entregando al horno una mezcla de nitrógeno y CO a distintas concentraciones.
Los componentes principales del arreglo experimental son: - Horno donde se realizan las experiencias. Sobre él se ubican los comandos para control de
la temperatura
- Gases comprimidos: nitrógeno extra puro y gas reductor con 19,5 % de CO en balance con nitrógeno.
- Analizador infrarrojo de gas CO y CO2.
- Sistema de adquisición de datos, computador

30
En la Fig. 8 se presenta un esquema del interior del horno con la descripción de sus principales componentes.
Controlador de Temperatura
Entrada de Gases:Gas Reductor (19,5 % CO)
Nitrógeno extra-puro
Salida deGases
Voltímetro
Amperímetro
Interruptor
Termocupla
Lanza de Inyección
Material de Aislación Térmica Escoria
ElementosCalefactores
Crisol MgO
Tubo deAlúmina
Tapa de BronceRefrigerada
V
A
Termocupla
Fig. 8: Esquema del horno utilizado para las experiencias Se debe señalar que la distancia entre el borde superior del crisol, con la lanza de inyección
de gas y la termocupla es de aproximadamente 2 cm. La superficie de escoria se ubica en promedio a 1 cm de profundidad con respecto al borde superior del crisol. Por ende, la distancia absoluta entre la lanza de inyección de gas y la escoria es de unos 3 cm. Por otra parte, el crisol contenedor de la escoria tiene 4 cm de largo, 2,8 cm de diámetro y 6,2 cm2 de área seccional. A su vez, el tubo de reacción tiene 35,7 cm de largo, 7,1 cm de diámetro y 39,6 cm2 de área seccional.

31
4.3. Procedimiento Experimental
Para llevar a cabo cada una de las experiencias se utilizó 35 g de escoria olivínica sintetizada. El material fue pulverizado a 100 % bajo 100# Tyler. El procedimiento experimental para realizar las distintas pruebas consideró las etapas que se describen detalladamente a continuación:
- Preparación de las muestras: se inicia con la tara del crisol de MgO vacío y se agrega
dentro de éste una cantidad de 35 g de escoria, medida de manera precisa en la balanza electrónica.
- Luego, el crisol es inserto dentro del tubo de reacción del horno, el cual en su parte
inferior tiene adherido un porta crisol para mantener su estabilidad.
- A continuación se procede a cerrar el tubo de reacción de manera hermética con una tapa de bronce que cuenta con un sistema de refrigeración consistente en un serpentín de cobre, por el cual se hace circular agua fría. La tapa de bronce cuenta con tres orificios para poder inyectar los gases requeridos (gas reductor y nitrógeno), una termocupla y para poder extraer los gases resultantes del proceso de reducción.
- Luego se inicializan todos los equipos del arreglo experimental, como son el controlador
de temperatura, computador, flujómetros, analizador CO/CO2 y el adquisidor de datos.
- En seguida, se fija el flujo de nitrógeno en 500 cc/min, para generar una atmósfera neutra durante el calentamiento. En esta etapa es de suma importancia verificar que no existan fugas en el sistema.
- Posteriormente se programa el calentamiento del horno, fijando un valor de temperatura
como set-point y fijando el tiempo que tomará alcanzar dicha temperatura. Este tiempo fue para todas las experiencias entre 2 y 3 horas, ya que debía ser un proceso lento para evitar el shock térmico de los materiales cerámicos. Simultáneamente con esta operación se realiza la apertura de las llaves de circulación de agua para el enfriamiento de la tapa de bronce.
- Minutos antes de alcanzar la temperatura especificada para cada prueba, se procede a
iniciar el programa que permite el almacenamiento de los datos registrados con el sistema de adquisición de datos, guardando la información sobre la concentración de CO, CO2, la temperatura en el crisol y el tiempo de duración de cada experiencia.
- Una vez alcanzada la temperatura de trabajo se procedió a inyectar la mezcla de gas
reductor y nitrógeno en proporciones determinadas para alcanzar la concentración de CO requerida en cada prueba. Cada experiencia tuvo un tiempo de duración entre 30 a 50 min, dependiendo de cuanto tomó la estabilización de los índices de CO y CO2 para cada caso. El control de los flujos de gases inyectados se hizo por medio de la lectura directa de cada flujómetro, utilizando siempre un flujo global de entrada igual a 500 cc/min.
32
- Concluida la experiencia, se programaba el enfriamiento del horno el cual duraba cerca de 2 horas, tiempo suficiente para bajar la temperatura del horno a 700 ºC aproximadamente. En esta etapa se cortaba el suministro de gas reductor y se dejaba el de nitrógeno con la intención de mantener una atmósfera inerte.
- Una vez alcanzados aproximadamente los 700 ºC, el horno es destapado y se procede a
retirar el crisol con pinzas. Una vez frío el crisol, se procede a pesar los crisoles (sólo en las últimas 8 pruebas), y a la preparación de muestras para análisis microscópico y químico.
Labores Complementarias
Puesto que la investigación se realizó en un equipo experimental propenso a descalibraciones, fue necesario realizar mantenciones periódicas y reparaciones menores, además de calibrar el equipo analizador de gas de salida CO/CO2. 4.4. Condiciones Experimentales
Se contemplaron diferentes condiciones de operación con el objetivo de evaluar los efectos
sobre la cinética de reducción del óxido cuproso en la escoria, entre ellos: variación de la temperatura de reducción en 5 puntos y concentración de CO en el gas de entrada en 3 puntos.
En tanto se mantuvo constante el flujo de gas inyectado al horno en 500 cc/min, debido a que
durante las pruebas no se burbujeó gas dentro de la escoria, sino sólo se buscó crear una atmósfera reductora sobre la escoria. También se mantuvo constante la distancia entre la lanza de inyección y la superficie de la escoria, la distancia de la termocupla con respeto al crisol, la composición de la escoria y la cantidad de ésta en el crisol.
4.4.1. Efecto de la Concentración de CO en el Gas de Entrada
Se determinó variar la concentración de CO en el gas de entrada al horno en 3 puntos durante las pruebas de reducción, de manera de cuantificar su efecto en la cinética de reducción de la escoria. Tomando en consideración que el flujo a inyectar se mantuvo constante en todo momento en 500 cc/min., las concentraciones de CO y flujos de cada gas requeridos para alcanzar dichas concentraciones se muestran en la Tabla 6.
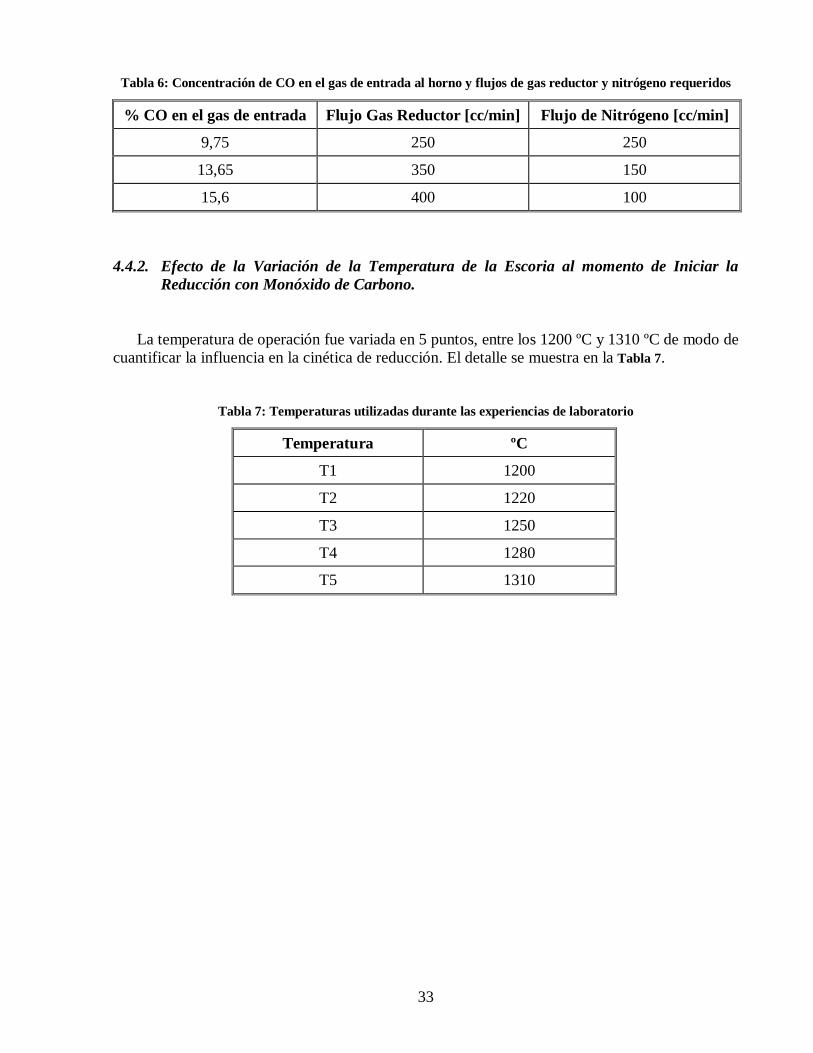
33
Tabla 6: Concentración de CO en el gas de entrada al horno y flujos de gas reductor y nitrógeno requeridos % CO en el gas de entrada Flujo Gas Reductor [cc/min] Flujo de Nitrógeno [cc/min]
9,75 250 250
13,65 350 150
15,6 400 100
4.4.2. Efecto de la Variación de la Temperatura de la Escoria al momento de Iniciar la Reducción con Monóxido de Carbono.
La temperatura de operación fue variada en 5 puntos, entre los 1200 ºC y 1310 ºC de modo de cuantificar la influencia en la cinética de reducción. El detalle se muestra en la Tabla 7.
Tabla 7: Temperaturas utilizadas durante las experiencias de laboratorio Temperatura ºC
T1 1200
T2 1220
T3 1250
T4 1280
T5 1310

34
5. RESULTADOS EXPERIMENTALES
En este capítulo se presentan los resultados experimentales obtenidos de la ejecución de las pruebas de reducción con monóxido de carbono, variando los parámetros expuestos en la Tabla 6 y Tabla 7.
En primer término, se presenta el detalle de las pruebas realizadas y los parámetros utilizados
en cada caso. Posteriormente, se muestran en particular los resultados de la experiencia 10 y luego los resultados de las experiencias 1 a la 15 agrupados según la concentración de CO en los gases de entrada: los resultados se muestran con los datos entregados directamente del sistema experimental como son los contenidos de CO y CO2 en los gases de salida. Luego se presenta en particular los resultados de los análisis químicos realizados a las pruebas 11, 12, 13, 14 y 15, junto con el análisis mineralógico de la prueba 13. Los restantes resultados se muestran en detalle en el capítulo nº 9 de Anexos.
Del análisis mineralógico se pueden apreciar las fases existentes en la escoria. Además, los
resultados de cada prueba de reducción expuesta son acompañados de fotografías de los cortes pulidos de los crisoles involucrados. Estas imágenes muestran las fases que coexisten en la escoria reducida.
Luego se muestra el análisis de resultados a partir de los datos recopilados en el computador.
Este análisis consiste en la presentación de la tasa de reducción en función del tiempo, el % de Cu2O reducible en el tiempo, con el supuesto de un total de oxígeno reducible en la escoria, considerando para ese cálculo las especies Cu2O, FeO y Fe3O4. Finalmente, se muestran una serie de gráficos de los análisis de resultados para los conjuntos de series relacionadas, con la intención de generar un mejor entendimiento de los fenómenos que ocurren durante la reducción de la escoria. De esta manera es posible apreciar el efecto de la concentración de CO en el gas de entrada y el efecto de la temperatura.
5.1. Pruebas de Laboratorio
El estudio contempla la realización de 18 experiencias, siendo 3 de ellas consideradas como blanco de pruebas puesto que sólo consisten en la fusión de escoria bajo una atmósfera inerte en 3 puntos de temperatura. Las restantes 15 pruebas se subdividen en 3 subgrupos de 5 pruebas cada una. En cada subgrupo se fija una concentración de entrada de CO y se varía en 5 puntos la temperatura. A continuación en la Tabla 8 se presenta el detalle de las experiencias.

35
Tabla 8: Detalle de las pruebas experimentales y parámetros a utilizar.
Tipo Temperatura [ºC]Flujo Total [cc/min] % CO
% Cuescoria
% CaOescoria
Flujo N 2
[cc/min]
Flujo Gas Reductor
[cc/min]
Blanco 1 1200 500 0,0% 15,0% 9,8% 500,0 0,0Blanco 2 1250 500 0,0% 15,0% 9,8% 500,0 0,0Blanco 3 1310 500 0,0% 15,0% 9,8% 500,0 0,0Prueba 1 1200 500 9,75% 15,0% 9,8% 250,0 250,0Prueba 2 1220 500 9,75% 15,0% 9,8% 250,0 250,0Prueba 3 1250 500 9,75% 15,0% 9,8% 250,0 250,0Prueba 4 1280 500 9,75% 15,0% 9,8% 250,0 250,0Prueba 5 1310 500 9,75% 15,0% 9,8% 250,0 250,0Prueba 6 1200 500 13,65% 15,0% 9,8% 150,0 350,0Prueba 7 1220 500 13,65% 15,0% 9,8% 150,0 350,0Prueba 8 1250 500 13,65% 15,0% 9,8% 150,0 350,0Prueba 9 1280 500 13,65% 15,0% 9,8% 150,0 350,0
Prueba 10 1310 500 13,65% 15,0% 9,8% 150,0 350,0Prueba 11 1200 500 15,60% 15,0% 9,8% 100,0 400,0Prueba 12 1220 500 15,60% 15,0% 9,8% 100,0 400,0Prueba 13 1250 500 15,60% 15,0% 9,8% 100,0 400,0Prueba 14 1280 500 15,60% 15,0% 9,8% 100,0 400,0Prueba 15 1310 500 15,60% 15,0% 9,8% 100,0 400,0
5.1.1. Registro de concentraciones de CO y CO2 en gases de salida
En la Fig. 9 se muestran las concentraciones de CO y CO2 medidas en la prueba nº 11.
Temperatura de Crisol y Análisis de GasesCO de entrada: 15,6 % - Temp: 1200 ºC
Prueba 11
0
5
10
15
0 5 10 15 20 25 30 35 40t [min]
Con
cent
raci
ón [%
]
% CO % CO2
Fig. 9: Concentración de CO y CO2 en los gases de salida durante la prueba nº 11

36
En el Anexo C: Metodología de Cálculo se presenta el método de cálculo de los flujos de CO y CO2 a partir de las concentraciones medidas y el flujo total de gases inyectado al horno. En la Fig. 9 no se aprecian perturbaciones propias de la oscilación del flujo, producto de la descompresión paulatina de los cilindros de gases y de la insuficiente precisión de la manipulación manual de flujómetros y manómetros, debido a que fueron corregidos con la intención de mostrar la tendencia que deberían presentar sin las perturbaciones. Para el análisis de cada una de las pruebas se considera que los resultados son obtenidos de forma continua. Los resultados gráficos de las pruebas restantes se muestran en el Anexo A: Resultados Gráficos.
5.2. Análisis Químico y Mineralógico de las Pruebas de Laboratorio
A continuación se presentan los resultados de los análisis químicos realizados a las muestras de las pruebas nº 11, 12, 13, 14 y 15; además de los resultados correspondientes a las pruebas blanco nº 1, 2 y 3 realizadas en atmósfera inerte a 1200, 1250 y 1310 ºC, respectivamente, para estimar la composición inicial de la escoria a reducir. Debido a las limitantes de tiempo y de costos, no fue posible analizar químicamente todas las muestras de escoria obtenidas, por lo que se optó por enviar solo una serie completa de pruebas de reducción a una misma concentración de CO en el gas de entrada (15,6 %) para todo el espectro de temperaturas considerado.
Además se presentan resultados del análisis microscópico y fotográfico de la prueba nº 11.
Loa análisis restantes se muestran en el Anexo B: Análisis Microscópico y Fotográfico. Estos resultados sirven como apoyo al estudio general de las pruebas experimentales. Del análisis químico se tienen los datos de los niveles a los cuales se redujeron las especies oxidadas y el contenido final de cobre que presentan las escorias. Del análisis microscópico se captaron imágenes que permiten apreciar los efectos de la reducción al interior de la escoria, tales como especies presentes y partículas atrapadas. 5.2.1. Análisis químico de las pruebas de laboratorio
Los análisis químicos de las escorias resultantes fueron realizados en la empresa Metalquim
en enero del 2008. Los resultados se presentan a continuación en la Tabla 9
Tabla 9: Análisis químico de las escorias de las pruebas seleccionadas. Cu total Cu+1 Cu2O CuO CuOx total Fe total Fe+2
% % % % % % %Blanco 1 16,00 14,42 16,24 1,98 18,22 29,22 19,71Blanco 2 13,00 11,14 12,54 2,33 14,87 30,20 13,02Blanco 3 6,90 2,80 3,15 5,13 8,28 29,53 14,31
Prueba 11 16,10 14,84 16,71 1,58 18,29 28,61 20,70Prueba 12 13,50 13,60 15,31 0,00 15,31 29,38 12,54Prueba 13 10,30 10,72 12,07 0,00 12,07 28,00 15,90Prueba 14 5,95 2,54 2,86 4,27 7,13 32,44 15,16Prueba 15 8,20 7,08 7,97 1,40 9,37 29,63 16,44
Nº muestra

37
5.2.2. Análisis mineralógico de las pruebas de laboratorio
Para el análisis preliminar se consideran las imágenes captadas al microscopio del crisol
resultante de la prueba nº 12 que se realizó con un flujo de gas de entrada de 500 cc/min, como todas las pruebas realizadas, y con una concentración de CO de 15,6 %. Para el estudio de la muestra fría, el crisol fue partido longitudinalmente en dos partes iguales en tamaño, para luego pulir una de las partes y observarla en el microscopio. Dichas imágenes (Fig. 10 a Fig. 12) se presentan ordenadas desde la parte superior de la muestra (parte alta del crisol) hasta el fondo (parte baja del crisol).
Fig. 10: Imagen microscópica prueba nº 12. Parte superior. Objetivo 40x.
Fig. 11: Imagen microscópica prueba nº 12. Parte central. Objetivo 20x.
Mata de Baja ley
Cobre Metálico
Magnetita Primaria
Magnetita Secundaria
Cobre Metálico

38
Fig. 12: Imagen microscópica prueba nº 12. Parte inferior. Objetivo 20x.
Al observar las imágenes adquiridas, se puede apreciar como los óxidos metálicos se van agrupando en zonas cercanas a la superficie para entrar en contacto con el gas reductor, y como posteriormente los productos metálicos de tal reducción, cobre esencialmente, van coalesciendo y sedimentando en el fondo del crisol por diferencia de densidad, generando un botón de cobre metálico.
En la imagen fotográfica de la Fig. 13 se puede observar un corte longitudinal del crisol
resultante de la prueba nº 12.
Fig. 13: Corte longitudinal del crisol resultante de la prueba nº 12
Magnetita Secundaria
Cobre Metálico
Mata de Baja ley

39
Algo interesante que es posible apreciar es la gran cantidad de partículas de cobre metálico cercanas a la superficie, comparado con las zonas mas bajas del crisol. Esto puede explicarse por que la reducción ocurre cercana a la superficie de la escoria, y por lo tanto los productos metálicos emigran desde la superficie hasta el fondo.
El análisis microscópico y fotográfico del resto de las pruebas realizadas se encuentran en el
Anexo B: Análisis Microscópico y Fotográfico. 5.3. Análisis de Resultados
En este capítulo se presentan los resultados del análisis de los datos obtenidos de las pruebas de reducción realizadas y presentadas en las secciones precedentes. Estos análisis permiten estudiar el mecanismo y la cinética del proceso de reducción de óxido cuproso y otros óxidos metálicos presentes en cantidades menores en la escoria olivínica sintetizada.
La metodología de cálculo para llegar a dichos resultados se describe en detalle en el Anexo
C: Metodología de Cálculo. Los resultados que se exponen en las siguientes figuras corresponden a los análisis de las
pruebas 6 a la 15, relacionadas con el efecto en estudio. Para el análisis se requirió calcular los siguientes parámetros:
- La tasa de reducción en [mol O/min]
- La tasa específica de reducción en [mol O/(min*m2)], para este cálculo se debe conocer el
área seccional del crisol expuesta al gas reductor.
- Contenido de oxígeno reducible en [%] en el tiempo.
-
2
2lnO
oO
CC
, este cálculo y posterior gráfico tienen relación con el estudio de la cinética
del proceso y la obtención de la constante cinética para cada grupo de experiencias.
Donde:
2OC : Concentración de oxígeno en el tiempo
2OoC : Concentración inicial de oxígeno en el tiempo
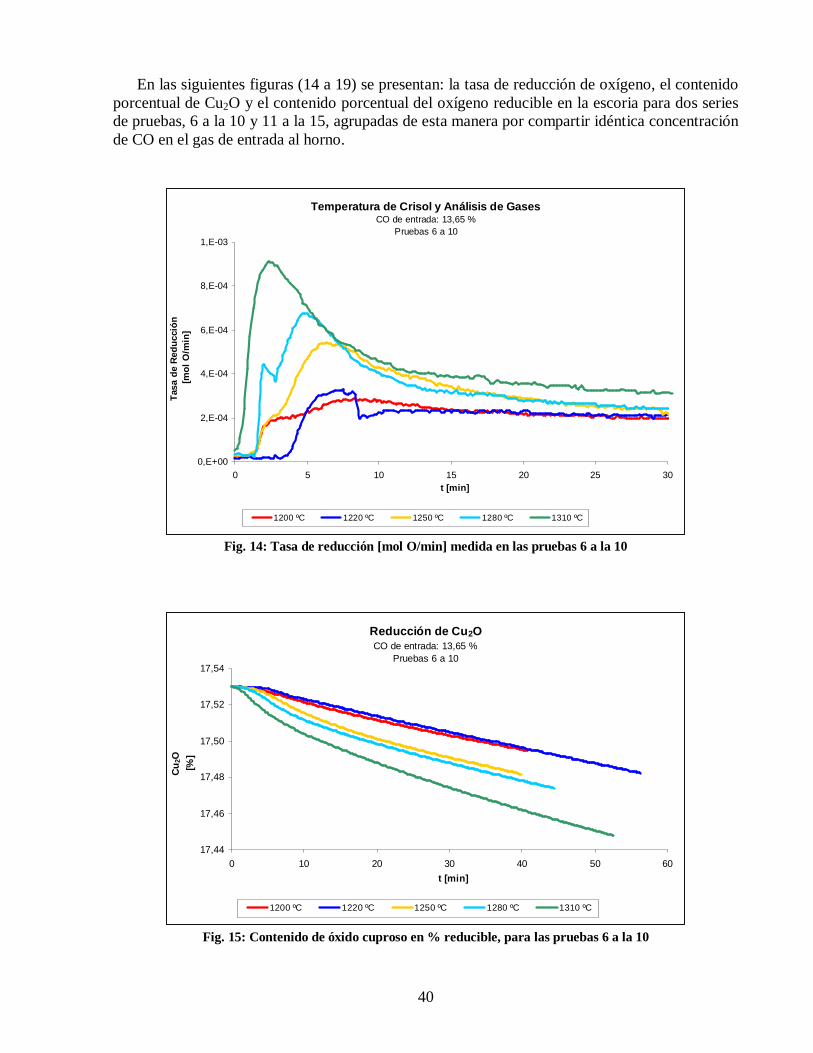
40
En las siguientes figuras (14 a 19) se presentan: la tasa de reducción de oxígeno, el contenido porcentual de Cu2O y el contenido porcentual del oxígeno reducible en la escoria para dos series de pruebas, 6 a la 10 y 11 a la 15, agrupadas de esta manera por compartir idéntica concentración de CO en el gas de entrada al horno.
Temperatura de Crisol y Análisis de GasesCO de entrada: 13,65 %
Pruebas 6 a 10
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Redu
cció
n[m
ol O
/min
]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 14: Tasa de reducción [mol O/min] medida en las pruebas 6 a la 10
Reducción de Cu2OCO de entrada: 13,65 %
Pruebas 6 a 10
17,44
17,46
17,48
17,50
17,52
17,54
0 10 20 30 40 50 60t [min]
Cu2O
[%]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 15: Contenido de óxido cuproso en % reducible, para las pruebas 6 a la 10

41
Nivel de Oxígeno Reducible en la EscoriaCO de entrada: 13,65 %
Pruebas 6 a 10
11,250
11,252
11,254
11,256
11,258
11,260
11,262
11,264
0 10 20 30 40 50 60t [min]
Oxí
geno
[%]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 16: Contenido de oxígeno en % reducible, para las pruebas 6 a la 10
Temperatura de Crisol y Análisis de GasesCO de entrada: 15,6 %
Pruebas 11 a 15
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 17: Tasa de reducción [mol O/min] medida en las pruebas 11 a la 15

42
Reducción de Cu2OCO de entrada: 15,6 %
Pruebas 11 a 15
17,44
17,46
17,48
17,50
17,52
17,54
0 5 10 15 20 25 30 35 40 45t [min]
Cu2O
[%]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 18: Contenido de oxígeno en % reducible, para las pruebas 11 a la 15
Nivel de Oxígeno Reducible en la EscoriaCO de entrada: 15,6 %
Pruebas 11 a 15
11,250
11,252
11,254
11,256
11,258
11,260
11,262
11,264
0 5 10 15 20 25 30 35 40 45t [min]
Oxí
geno
[%]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 19: Contenido de oxígeno en % reducible, para las pruebas 11 a la 15
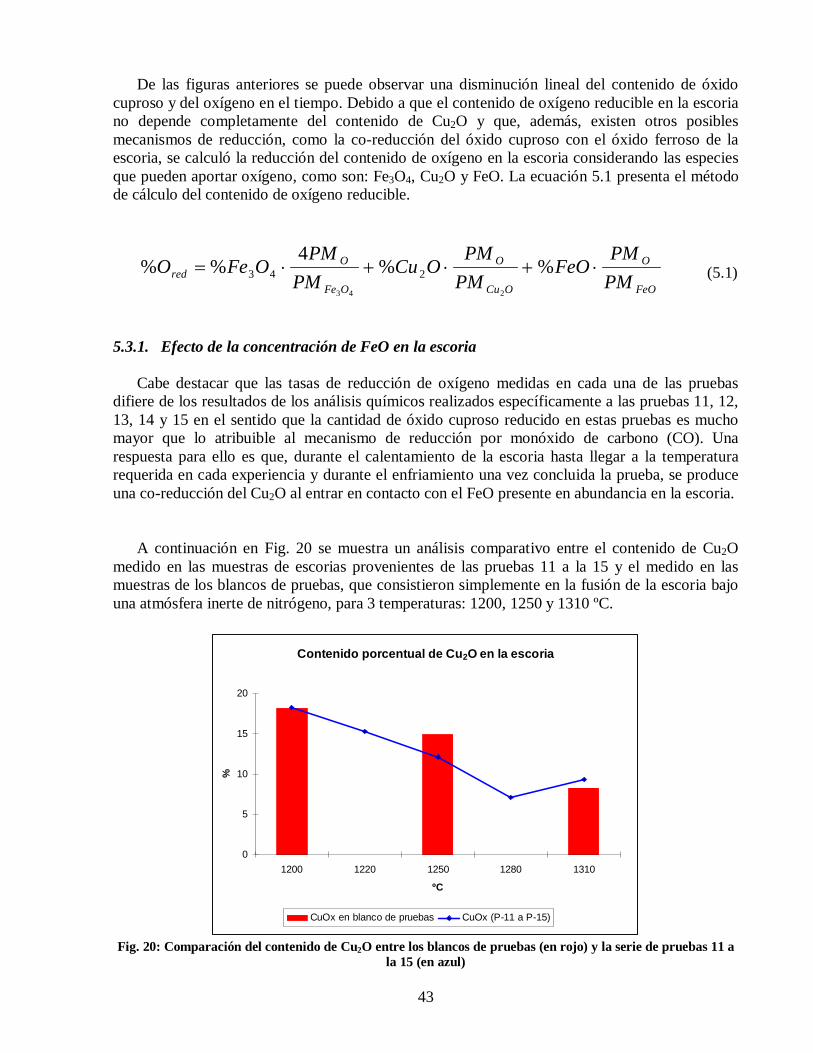
43
De las figuras anteriores se puede observar una disminución lineal del contenido de óxido cuproso y del oxígeno en el tiempo. Debido a que el contenido de oxígeno reducible en la escoria no depende completamente del contenido de Cu2O y que, además, existen otros posibles mecanismos de reducción, como la co-reducción del óxido cuproso con el óxido ferroso de la escoria, se calculó la reducción del contenido de oxígeno en la escoria considerando las especies que pueden aportar oxígeno, como son: Fe3O4, Cu2O y FeO. La ecuación 5.1 presenta el método de cálculo del contenido de oxígeno reducible.
FeO
O
OCu
O
OFe
Ored PM
PMFeO
PMPM
OCuPM
PMOFeO %%
4%%
243
243 (5.1)
5.3.1. Efecto de la concentración de FeO en la escoria Cabe destacar que las tasas de reducción de oxígeno medidas en cada una de las pruebas
difiere de los resultados de los análisis químicos realizados específicamente a las pruebas 11, 12, 13, 14 y 15 en el sentido que la cantidad de óxido cuproso reducido en estas pruebas es mucho mayor que lo atribuible al mecanismo de reducción por monóxido de carbono (CO). Una respuesta para ello es que, durante el calentamiento de la escoria hasta llegar a la temperatura requerida en cada experiencia y durante el enfriamiento una vez concluida la prueba, se produce una co-reducción del Cu2O al entrar en contacto con el FeO presente en abundancia en la escoria.
A continuación en Fig. 20 se muestra un análisis comparativo entre el contenido de Cu2O
medido en las muestras de escorias provenientes de las pruebas 11 a la 15 y el medido en las muestras de los blancos de pruebas, que consistieron simplemente en la fusión de la escoria bajo una atmósfera inerte de nitrógeno, para 3 temperaturas: 1200, 1250 y 1310 ºC.
Contenido porcentual de Cu2O en la escoria
0
5
10
15
20
1200 1220 1250 1280 1310
ºC
%
CuOx en blanco de pruebas CuOx (P-11 a P-15)
Fig. 20: Comparación del contenido de Cu2O entre los blancos de pruebas (en rojo) y la serie de pruebas 11 a
la 15 (en azul)

44
Es posible apreciar que existe una reducción espontánea del Cu2O en la escoria solamente producto del calentamiento a las temperaturas indicadas bajo las columnas en rojo, sin que medie el mecanismo de reducción por monóxido de carbono, ya que como se mencionó anteriormente, las pruebas indicadas con las columnas consistieron solamente en una fusión bajo atmósfera inerte de nitrógeno. Esta evidencia experimental hace suponer que existe una fuerte reducción del Cu2O a través del FeO presente en la escoria.
Un análisis comparativo del contenido de óxido ferroso (FeO) medido en los 3 blancos de
pruebas y del contenido calculado de FeO que debiesen tener estas muestras, suponiendo que ocurre el mecanismo de reducción vía óxido ferroso durante la fusión en atmósfera inerte, se muestran en la Fig. 21. Además fue graficado el contenido de magnetita (Fe3O4) que debieran tener las muestras como consecuencia de este mecanismo de reducción.
Reducción de Cu2O por FeOComparación entre datos de análisis químico y cálculos por reacción química
0
5
10
15
20
25
30
1180 1200 1220 1240 1260 1280 1300 1320
ºC
%
FeO [%] análisis FeO [%] calc. Fe3O4 [%] calc.
Fig. 21: Contenidos de FeO en blancos de prueba. Comparación de análisis químico y cálculos por reacción de reducción de Cu2O vía FeO y contenido calculado de Fe3O4
En la Fig. 21 es posible apreciar que el supuesto de la existencia de un mecanismo de
reducción de Cu2O vía FeO durante la fusión de la escoria bajo una atmósfera de nitrógeno tiene una correlación aceptable para las dos primeras temperaturas expuestas. Sin embargo, a 1310 ºC, la diferencia entre los contenidos de FeO por análisis químico y la predicha por los cálculos de la reacción química de reducción es mayor. Una de las hipótesis propuestas para explicar esta diferencia es que junto con el mecanismo de reducción mencionado, aparece un nuevo mecanismo de reducción del Cu2O por medio de la reacción con Cu2S presente en menor cantidad en la escoria. Esto explicaría que el contenido de FeO medido en los análisis químicos sea algo mayor que el predicho por los cálculos de reacción química. Estas hipótesis se respaldan por lo detectado en el análisis microscópico de las muestras, donde se detecta magnetita, en una alta cantidad, y mata de baja ley.
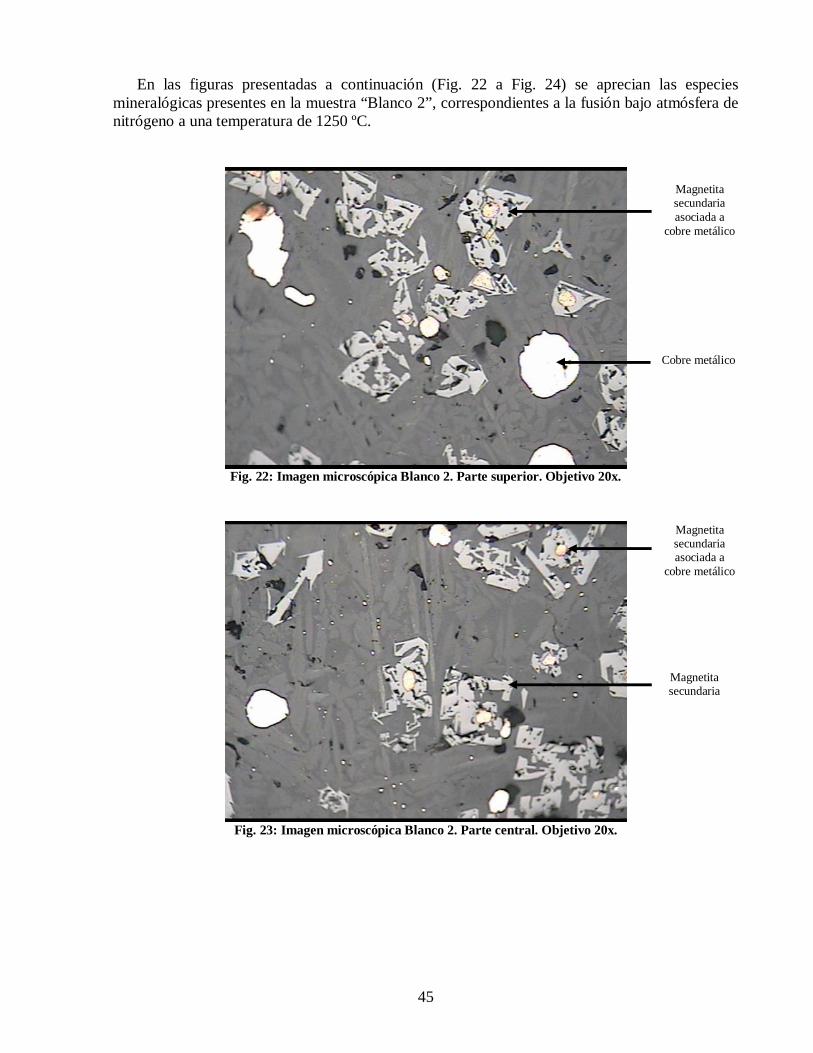
45
En las figuras presentadas a continuación (Fig. 22 a Fig. 24) se aprecian las especies mineralógicas presentes en la muestra “Blanco 2”, correspondientes a la fusión bajo atmósfera de nitrógeno a una temperatura de 1250 ºC.
Fig. 22: Imagen microscópica Blanco 2. Parte superior. Objetivo 20x.
Fig. 23: Imagen microscópica Blanco 2. Parte central. Objetivo 20x.
Magnetita secundaria asociada a
cobre metálico
Cobre metálico
Magnetita secundaria asociada a
cobre metálico
Magnetita secundaria

46
Fig. 24: Imagen microscópica Blanco 2. Parte inferior. Objetivo 20x.
Como se aprecia en las figuras, las asociaciones mineralógicas presentes en las muestras
fortalecen las hipótesis de la presencia de los mecanismos de reducción de Cu2O vía FeO y vía Cu2S durante la fusión de la escoria bajo una atmósfera inerte de nitrógeno.
Mata de baja ley asociada
a cobre metálico
Cobre metálico
Magnetita primaria
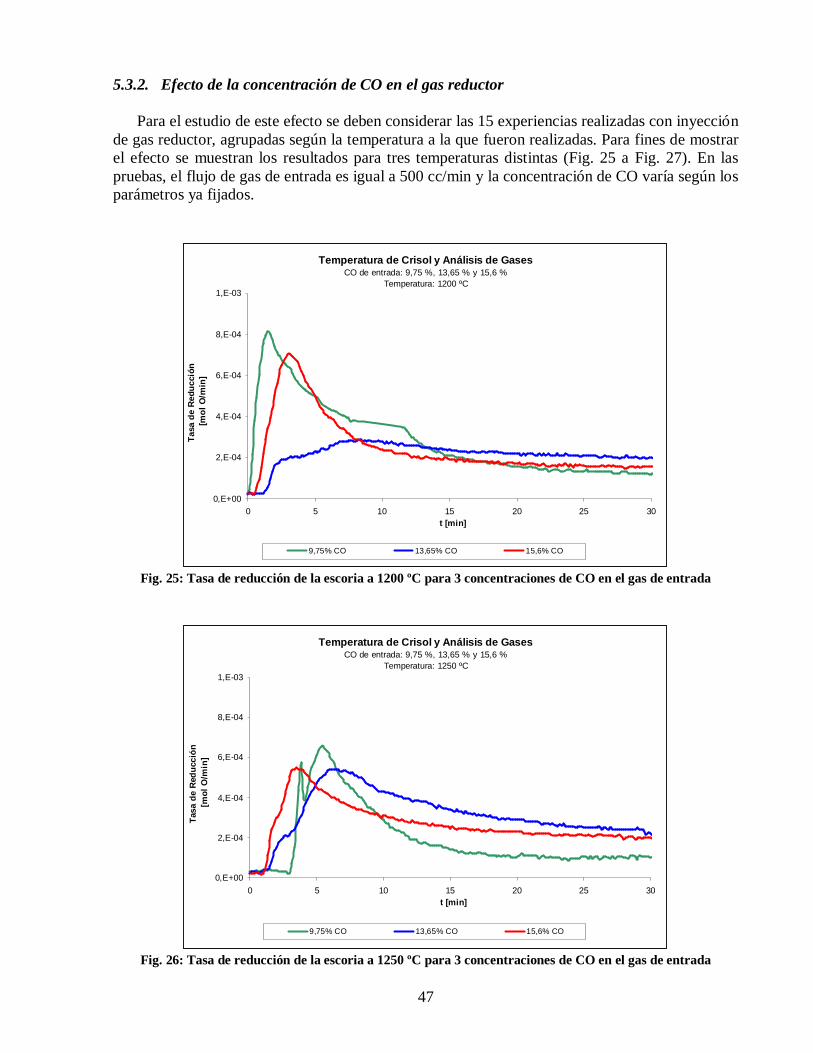
47
5.3.2. Efecto de la concentración de CO en el gas reductor
Para el estudio de este efecto se deben considerar las 15 experiencias realizadas con inyección de gas reductor, agrupadas según la temperatura a la que fueron realizadas. Para fines de mostrar el efecto se muestran los resultados para tres temperaturas distintas (Fig. 25 a Fig. 27). En las pruebas, el flujo de gas de entrada es igual a 500 cc/min y la concentración de CO varía según los parámetros ya fijados.
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %, 13,65 % y 15,6 %
Temperatura: 1200 ºC
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
9,75% CO 13,65% CO 15,6% CO
Fig. 25: Tasa de reducción de la escoria a 1200 ºC para 3 concentraciones de CO en el gas de entrada
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %, 13,65 % y 15,6 %
Temperatura: 1250 ºC
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
9,75% CO 13,65% CO 15,6% CO
Fig. 26: Tasa de reducción de la escoria a 1250 ºC para 3 concentraciones de CO en el gas de entrada

48
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %, 13,65 % y 15,6 %
Temperatura: 1310 ºC
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
9,75% CO 13,65% CO 15,6% CO
Fig. 27: Tasa de reducción de la escoria a 1310 ºC para 3 concentraciones de CO en el gas de entrada Como es posible apreciar en las tres figuras, no existe una relación clara que permita afirmar
que a una mayor concentración de CO en el gas inyectado al horno aumente la reducción de los óxidos en la escoria. Esto puede ser un indicio de que existe predominancia de un control por transferencia de masa entre la fase gaseosa y la fase escoria.
Además cabe destacar que en la Fig. 27 se aprecia un incremento parejo de la tasa de
reducción para las 3 distintas concentraciones de CO graficadas, lo que puede indicar que a partir de algún punto cercano a la temperatura graficada (1310 ºC) se produce un cambio notable en la transferencia de masa entre el gas y la escoria.
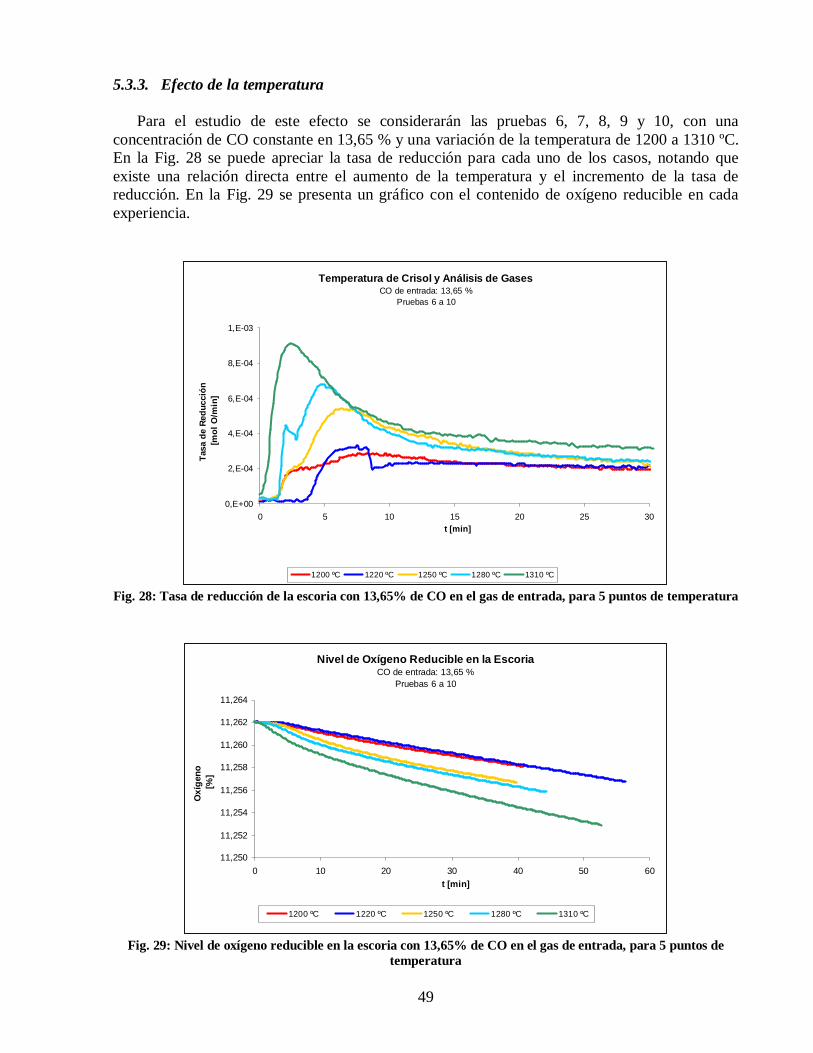
49
5.3.3. Efecto de la temperatura
Para el estudio de este efecto se considerarán las pruebas 6, 7, 8, 9 y 10, con una concentración de CO constante en 13,65 % y una variación de la temperatura de 1200 a 1310 ºC. En la Fig. 28 se puede apreciar la tasa de reducción para cada uno de los casos, notando que existe una relación directa entre el aumento de la temperatura y el incremento de la tasa de reducción. En la Fig. 29 se presenta un gráfico con el contenido de oxígeno reducible en cada experiencia.
Temperatura de Crisol y Análisis de GasesCO de entrada: 13,65 %
Pruebas 6 a 10
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Redu
cció
n[m
ol O
/min
]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 28: Tasa de reducción de la escoria con 13,65% de CO en el gas de entrada, para 5 puntos de temperatura
Nivel de Oxígeno Reducible en la EscoriaCO de entrada: 13,65 %
Pruebas 6 a 10
11,250
11,252
11,254
11,256
11,258
11,260
11,262
11,264
0 10 20 30 40 50 60t [min]
Oxí
geno
[%]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 29: Nivel de oxígeno reducible en la escoria con 13,65% de CO en el gas de entrada, para 5 puntos de
temperatura
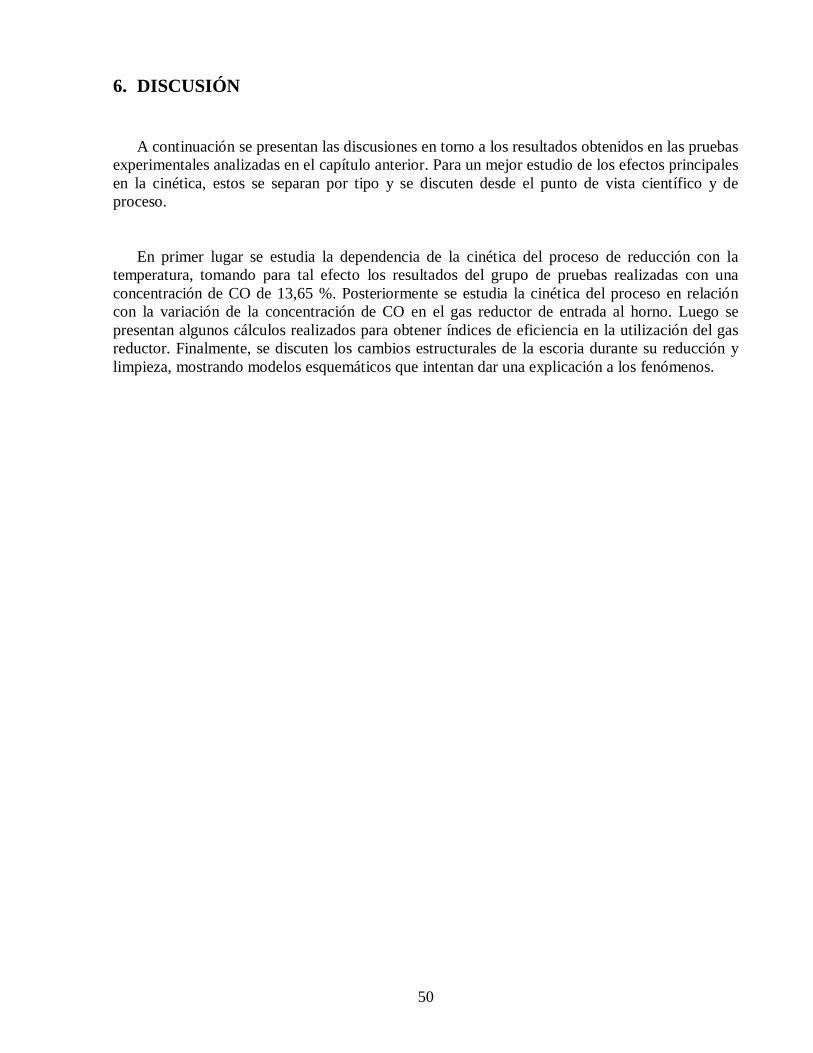
50
6. DISCUSIÓN
A continuación se presentan las discusiones en torno a los resultados obtenidos en las pruebas experimentales analizadas en el capítulo anterior. Para un mejor estudio de los efectos principales en la cinética, estos se separan por tipo y se discuten desde el punto de vista científico y de proceso.
En primer lugar se estudia la dependencia de la cinética del proceso de reducción con la
temperatura, tomando para tal efecto los resultados del grupo de pruebas realizadas con una concentración de CO de 13,65 %. Posteriormente se estudia la cinética del proceso en relación con la variación de la concentración de CO en el gas reductor de entrada al horno. Luego se presentan algunos cálculos realizados para obtener índices de eficiencia en la utilización del gas reductor. Finalmente, se discuten los cambios estructurales de la escoria durante su reducción y limpieza, mostrando modelos esquemáticos que intentan dar una explicación a los fenómenos.
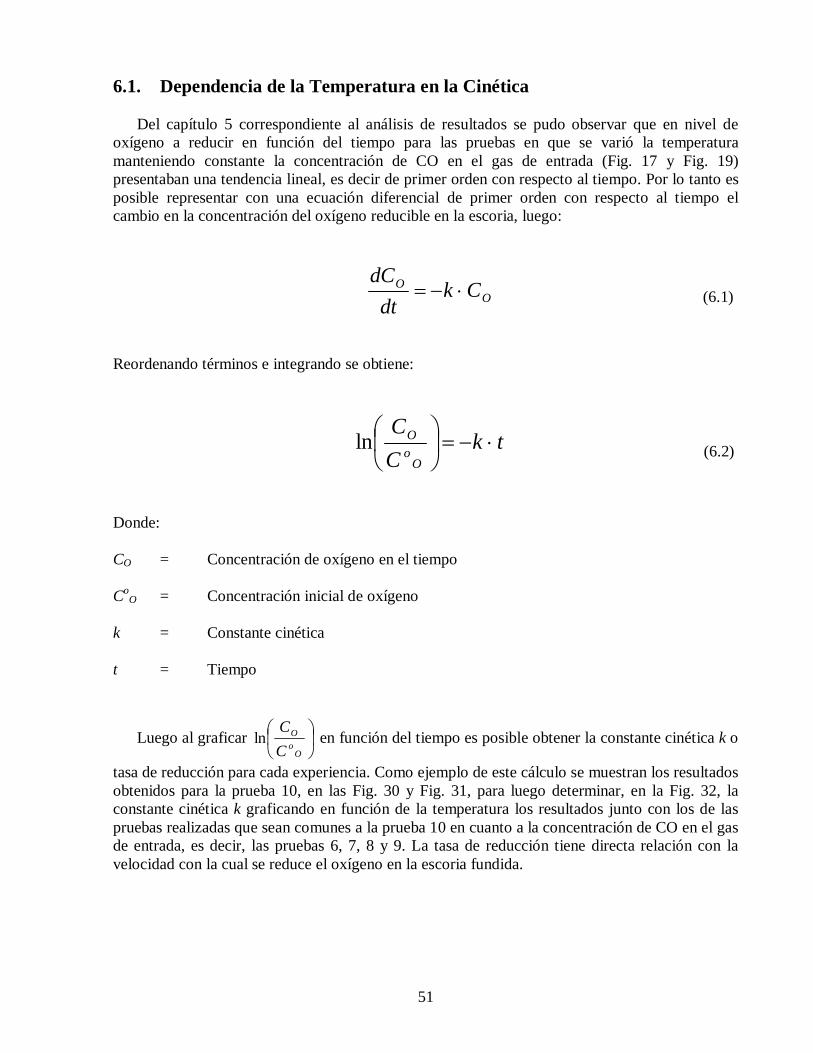
51
6.1. Dependencia de la Temperatura en la Cinética
Del capítulo 5 correspondiente al análisis de resultados se pudo observar que en nivel de oxígeno a reducir en función del tiempo para las pruebas en que se varió la temperatura manteniendo constante la concentración de CO en el gas de entrada (Fig. 17 y Fig. 19) presentaban una tendencia lineal, es decir de primer orden con respecto al tiempo. Por lo tanto es posible representar con una ecuación diferencial de primer orden con respecto al tiempo el cambio en la concentración del oxígeno reducible en la escoria, luego:
OO Ck
dtdC
(6.1)
Reordenando términos e integrando se obtiene:
tkCC
OoO
ln (6.2)
Donde: CO = Concentración de oxígeno en el tiempo Co
O = Concentración inicial de oxígeno k = Constante cinética t = Tiempo
Luego al graficar
O
oO
CC
ln en función del tiempo es posible obtener la constante cinética k o
tasa de reducción para cada experiencia. Como ejemplo de este cálculo se muestran los resultados obtenidos para la prueba 10, en las Fig. 30 y Fig. 31, para luego determinar, en la Fig. 32, la constante cinética k graficando en función de la temperatura los resultados junto con los de las pruebas realizadas que sean comunes a la prueba 10 en cuanto a la concentración de CO en el gas de entrada, es decir, las pruebas 6, 7, 8 y 9. La tasa de reducción tiene directa relación con la velocidad con la cual se reduce el oxígeno en la escoria fundida.

52
Nivel de Oxígeno Reducible en la EscoriaCO de entrada: 13,65 %
Prueba 10
11,250
11,252
11,254
11,256
11,258
11,260
11,262
11,264
0 10 20 30 40 50 60t [min]
Oxí
geno
[%]
1310 ºC
Fig. 30: Nivel de oxígeno reducible en la escoria. Prueba realizada a 1310 ºC y 13,65 % CO
Prueba 10
y = -1,44E-05x - 9,58E-05R2 = 9,80E-01
-9,0E-04
-7,5E-04
-6,0E-04
-4,5E-04
-3,0E-04
-1,5E-04
0,0E+000 10 20 30 40 50 60
t [min]
ln(C
o/Co o)
Fig. 31: Gráfico de
O
oO
CC
ln en función del tiempo para la prueba 10
La línea en color negro de la Fig. 31 corresponde al ajuste lineal de la función
O
oO
CC
ln para
la prueba 10.
53
Constante Cinética en Función de la Temperatura
y = 3E-08e0,0047x
R2 = 0,9586
8,00E-06
9,00E-06
1,00E-05
1,10E-05
1,20E-05
1,30E-05
1,40E-05
1,50E-05
1180 1200 1220 1240 1260 1280 1300 1320
ºC
K [1
/min
]
Fig. 32: Constante cinética en función de la temperatura a concentración de CO constante. Pruebas 6, 7, 9 y 10
En el caso del gráfico en la Fig. 32 no se representó el valor de k calculado para la prueba 8 puesto que los resultados estaban fuera de la secuencia experimental, por lo que se estimó el comportamiento de k, para una concentración de CO en el gas de entrada de 13,65 %, sólo con 4 de las 5 temperaturas registradas.
El gráfico en Fig. 32 indica que la reducción del oxígeno en la escoria con monóxido de
carbono tiene una dependencia tipo Arrhenius, por lo que la constante de reducción con monóxido de carbono en escorias olivínicas se presenta como:
S
a
TRE
CC eak
(6.3.) Donde: kC = Constante de reacción de reducción del oxígeno con monóxido de carbono, min-1. aC = Coeficiente pre-exponencial, s-1. Ea = Energía de activación, J·mol-1. TS = Temperatura de la escoria, K. R = Constante de los gases ideales, 8,314 J·(mol·K)-1

54
Luego, graficando Ln (KC) en función de ºT-1 en la Fig. 33 se genera una línea recta cuya pendiente corresponde a Ea/R.
Cálculo de la Energía de Activación del Proceso
y = -10819x - 4,332R2 = 0,954
-11,8
-11,7
-11,6
-11,5
-11,4
-11,3
-11,2
-11,10,00062 0,00063 0,00064 0,00065 0,00066 0,00067 0,00068 0,00069
1/Temperatura [1/ºK]
ln(K
)
Fig. 33: Gráfico para inferir la energía de activación del proceso a 13,65 % de CO en el gas de entrada
Despejando términos se obtiene que la energía de activación del proceso (Ea) tiene un valor de 89,95 [kJ·mol-1] (~ 90 [kJ·mol-1]). Este resultado indica que el proceso bajo estas condiciones se encuentra dentro del rango mixto, es decir, control por reacción química y control por transferencia de masa entre la fase gaseosa y la escoria (control difusional). El aspecto a destacar aquí es que al aumentar la temperatura se produce una disminución en la viscosidad de la escoria lo que favorece la difusividad de los reactantes.
Este valor de la energía de activación se asemeja al encontrado por Espínola [10] en su
trabajo de la cinética de reducción de magnetita con burbujeo de gas natural y sin adición de carboncillo en la superficie de la escoria.

55
6.2. Dependencia de la Composición del gas Reductor en la Cinética
Para observar los efectos de la variación de la concentración de CO en la cinética del proceso, se muestra un cálculo similar al punto anterior pero realizado a la serie de pruebas de reducción correspondientes a la concentración de CO en el gas de entrada de 15,6 % (Fig. 34 y Fig. 35). Los resultados no muestran una gran variación del k cinético entre ambas concentraciones (13,65 y 15,6 % CO), sin embargo llama la atención que el k cinético para la serie de pruebas con la concentración de CO a 13,65 % haya sido menor que el medido para una concentración de 15,6 % de CO.
Constante Cinética en Función de la Temperatura
y = 7E-08e0,004x
R2 = 0,9529
8,00E-06
9,00E-06
1,00E-05
1,10E-05
1,20E-05
1,30E-05
1,40E-05
1,50E-05
1180 1200 1220 1240 1260 1280 1300 1320
ºC
K [1
/min
]
Fig. 34: Constante cinética en función de la temperatura para 15,6 % CO. Pruebas 11, 13, 14 y 15
Cálculo de la Energía de Activación del Proceso
y = -9166,6x - 5,4485R2 = 0,9442
-11,8
-11,7
-11,6
-11,5
-11,4
-11,3
-11,2
-11,10,00062 0,00063 0,00064 0,00065 0,00066 0,00067 0,00068 0,00069
1/temperatura [1/ºK]
ln(K
)
Fig. 35: Gráfico para inferir la energía de activación del proceso a 15,6 % de CO en el gas de entrada

56
En el caso del gráfico en Fig. 34 y Fig. 35 no se representó el valor de k calculado para la prueba nº 12, por lo que se estimó el comportamiento de k para una concentración de CO en el gas de entrada de 15,6 %, sólo con 4 de las 5 temperaturas registradas. Despejando términos se obtiene que la energía de activación del proceso (Ea) tiene un valor de 76,2 kJ·mol-1. Este resultado, al igual que en el caso anterior, indica que el proceso bajo estas condiciones se encuentra dentro del rango mixto, es decir, control por reacción química y control por transferencia de masa entre la fase gaseosa y la escoria (control difusional). Por otro lado, los resultados mostraron que frente a un aumento de la concentración de CO en el gas de entrada al horno se presenta una menor dependencia de la temperatura en la cinética de la reducción. Esto indica que a mayor disponibilidad de CO para la reacción química, menor es la dependencia de la temperatura en la cinética.
A continuación en la Tabla 10 se muestran los valores de la energía de activación alcanzados
para cada caso.
Tabla 10: Energía de activación calculada para dos concentraciones de CO distintas % CO en el gas de entrada Ea [kJ·mol-1]
13,65 89,95 15,6 76,2
Cabe señalar que los análisis realizados a la serie de pruebas correspondientes a la
concentración de CO de 9,75 % en el gas de entrada, no mostraron información útil para el estudio de la cinética de reducción, no obstante sus resultados se presentan de igual forma en el capítulo 9. “Anexos”.
En resumen, se pueden plantear dos ecuaciones que predicen la constante cinética k en función de la temperatura para cada una de las concentraciones de CO expuestas. Estas son:
)(º
108198
1 103 KTek
(6.4)
)(º6,9166
82 107 KTek
(6.5)
Siendo k1 la correspondiente a la concentración de CO de 13,65 % y k2 a la de 15,6%.

57
Por otra parte, para realizar el cálculo de la tasa de reducción en unidades de [m/s] es necesario hacer las siguientes consideraciones:
d; Densidad escoria: 3,5 [g/cc]
me; Masa de escoria en el crisol: 35 [g]
As; Área seccional del crisol, equivalente a la superficie de reacción: 6,2 [cm2]
Ve; Volumen de escoria en el crisol: 10 [cc]
kc,1; Promedio de la constante cinética específica para 13,65 % CO: 0,037 [1/(m2*min)]
kc,2; Promedio de la constante cinética específica para 15,6 % CO: 0,035 [1/(m2*min)]
Los valores de kc,1 y kc,2 fueron calculados a partir del valor promedio de las curvas generadas
por el cuociente entre el valor de cada constante k graficada en Fig. 32 y Fig. 34, respectivamente, y el valor del área seccional del crisol que equivale a la superficie de reacción. Luego la tasa de reducción está dada por:
Así, las tasas de reducción para cada concentración de CO (13,65 % y 15,6 %) son:
]/[102,6 9)%65,13( smTasa CO
(6.6)
]/[108,5 9)%6,15( smTasa CO
(6.7) Estos cálculos indican una velocidad de reducción sumamente lenta, del orden de 104 veces
mas lenta que otros trabajos similares [10], eso sí, realizados con escoria fayalítica y burbujeo de gas reductor en la escoria, y no sólo una reducción superficial como en este caso.
]/[ smVkreduccióndeTasa ec

58
6.3. Cambios Estructurales de la Escoria Durante la Reducción
Analizando los resultados de la fusión de la escoria en formación a distintas temperaturas, ya sea con atmósfera reductora o atmósfera inerte, se pueden apreciar distintas fases. El primero de los cambios tiene relación con la aparición de cobre metálico en superficie y cómo este va coalesciendo y sedimentando en el fondo del crisol en la medida que aumenta la temperatura. Junto con el cobre metálico, aparecen cantidades menores de mata de baja ley asociada. Esto puede ser un indicio de co-reducción del Cu2O con Cu2S, puesto que inicialmente el contenido de azufre en la escoria asciende al 0,4 % en peso.
En la Fig. 36 se ven los cortes pulidos de la serie de pruebas 1, 2, 3, 4 y 5 realizadas bajo una
atmósfera reductora con una concentración de CO de 9,75 %, en la que se observa el incremento en la aparición de cobre metálico a medida que aumenta la temperatura desde 1200 a 1310 ºC.
Fig. 36: Corte pulido a serie de pruebas de reducción 1, 2, 3, 4 y 5, ordenados correlativamente de izq. a der.
Durante las pruebas de fusión en atmósfera inerte también se detectó la aparición de cobre metálico en cantidades importantes, sin mediar un mecanismo de reducción por CO. Como se explicó anteriormente en el capítulo 5 “Resultados Experimentales” existe evidencia tanto de análisis químicos como microscópicos de la aparición de mecanismos de reducción por óxido ferroso (FeO) y en menor medida por Cu2S. Por otro lado la aparición de cantidades importantes de magnetita, asociada a cobre metálico en muchos casos, reafirma la hipótesis de la reducción por FeO. En la Fig. 37 se puede ver una fotografía a nivel macroscópico de las pruebas Blanco 1, 2 y 3, realizadas bajo una atmósfera inerte a 1200, 1250 y 1310 ºC, respectivamente.
Fig. 37: Corte pulido de pruebas Blanco 1, 2 y 3, ordenados correlativamente de izq. a der.
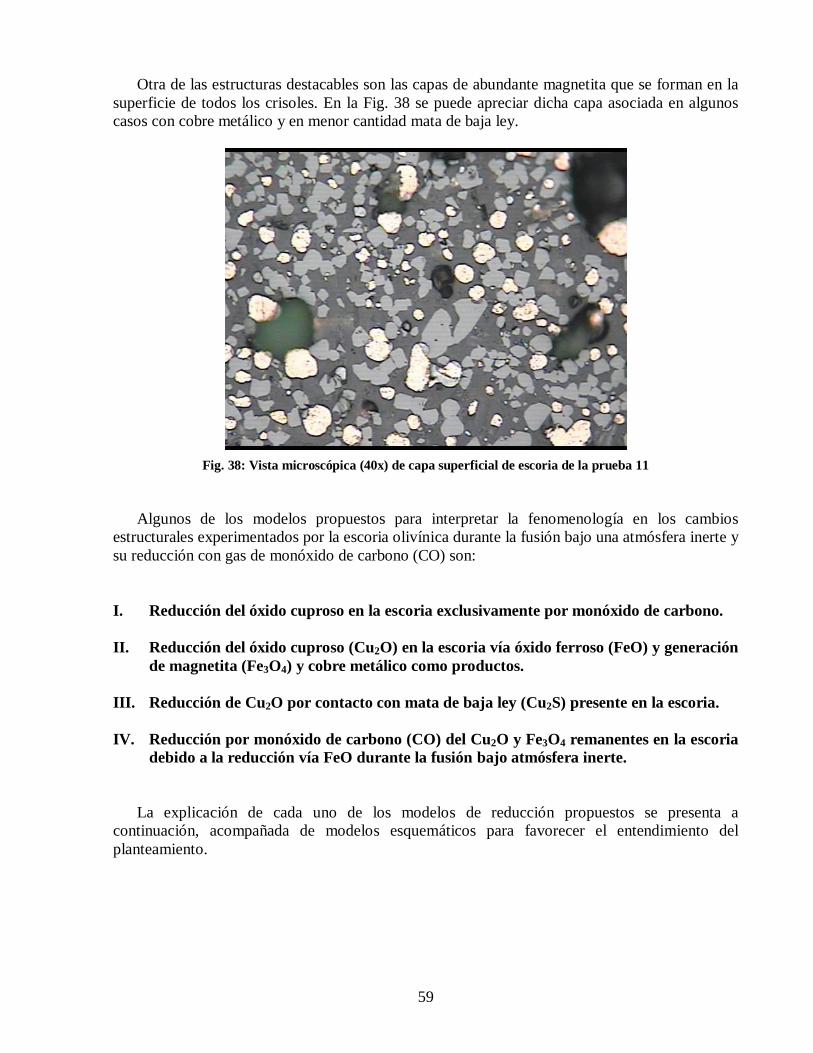
59
Otra de las estructuras destacables son las capas de abundante magnetita que se forman en la superficie de todos los crisoles. En la Fig. 38 se puede apreciar dicha capa asociada en algunos casos con cobre metálico y en menor cantidad mata de baja ley.
Fig. 38: Vista microscópica (40x) de capa superficial de escoria de la prueba 11
Algunos de los modelos propuestos para interpretar la fenomenología en los cambios estructurales experimentados por la escoria olivínica durante la fusión bajo una atmósfera inerte y su reducción con gas de monóxido de carbono (CO) son:
I. Reducción del óxido cuproso en la escoria exclusivamente por monóxido de carbono. II. Reducción del óxido cuproso (Cu2O) en la escoria vía óxido ferroso (FeO) y generación
de magnetita (Fe3O4) y cobre metálico como productos. III. Reducción de Cu2O por contacto con mata de baja ley (Cu2S) presente en la escoria. IV. Reducción por monóxido de carbono (CO) del Cu2O y Fe3O4 remanentes en la escoria
debido a la reducción vía FeO durante la fusión bajo atmósfera inerte. La explicación de cada uno de los modelos de reducción propuestos se presenta a
continuación, acompañada de modelos esquemáticos para favorecer el entendimiento del planteamiento.

60
Modelo I
Mezcla de GasCO(g) - N2
2
4
3
1
Escoria
Fig. 39: Reducción del óxido cuproso (Cu2O) en la escoria exclusivamente por monóxido de carbono
Este modelo plantea 4 etapas o fases distintivas para obtener cobre metálico mediante la
reducción de Cu2O por monóxido de carbono (CO). Éstas son: 1. Transferencia de CO desde la fase gas a la fase escoria.
2. Transferencia del óxido cuproso desde el seno de la escoria hasta la interfase gas-escoria.
3. Reducción de Cu2O mediante CO.
4. Aparición de cobre metálico y posterior coalescencia y sedimentación.
El Modelo I se propuso como una hipótesis fenomenológica previa a la realización de las pruebas. No obstante, los resultados obtenidos no permiten explicar la reducción de Cu2O en la escoria exclusivamente por esta vía.

61
Modelo II
Atmósfera InerteN2
2 4
1
Escoria
3
5
Fig. 40: Reducción del oxido cuproso (Cu2O) en la escoria vía óxido ferroso (FeO) y generación de magnetita
(Fe3O4) y cobre metálico como productos.
Este modelo plantea 5 etapas o fases distintivas para obtener cobre metálico mediante la
reducción de Cu2O por óxido ferroso (FeO). Éstas son: 1. Transferencia de FeO desde el seno de la escoria al contacto con Cu2O.
2. Transferencia del óxido cuproso desde el seno de la escoria al contacto con FeO.
3. Contacto Cu2O – FeO y reducción por esta vía.
4. Aparición de cobre metálico y posterior coalescencia y sedimentación.
5. Generación de magnetita (Fe3O4) y posterior difusión en la escoria.
El Modelo II se propone como una hipótesis fenomenológica que explica la aparición de cobre metálico durante la fusión de la escoria bajo una atmósfera inerte de nitrógeno. Sin embargo, los resultados obtenidos no permiten explicar la asociación de cobre metálico con mata de baja ley, detectada en la escoria mediante análisis microscópico en algunas muestras.

62
Modelo III
Atmósfera InerteN2
1 2
Escoria
3
4
5
Fig. 41: Reducción de Cu2O por contacto con mata de baja ley (Cu2S) presente en la escoria.
Este modelo plantea 5 etapas o fases distintivas para obtener cobre metálico mediante la reducción de Cu2O por contacto con mata de baja ley (Cu2S). Éstas son:
1. Transferencia de Cu2O desde el seno de la escoria al contacto con Cu2S.
2. Transferencia de Cu2S desde el seno de la escoria al contacto con Cu2O.
3. Contacto Cu2O – Cu2S y reducción por esta vía.
4. Aparición de cobre metálico y posterior coalescencia y sedimentación.
5. Asociación de mata de baja ley con cobre metálico en partículas sedimentadas.
El Modelo III se propone como una hipótesis fenomenológica que explica la aparición de cobre metálico asociado a mata de baja ley durante la fusión de la escoria bajo una atmósfera inerte de nitrógeno. No obstante, el modelo no explica por sí solo la aparición de cobre metálico bajo estas condiciones, siendo planteado como un complemento del Modelo II para explicar la presencia de cobre en la escoria.
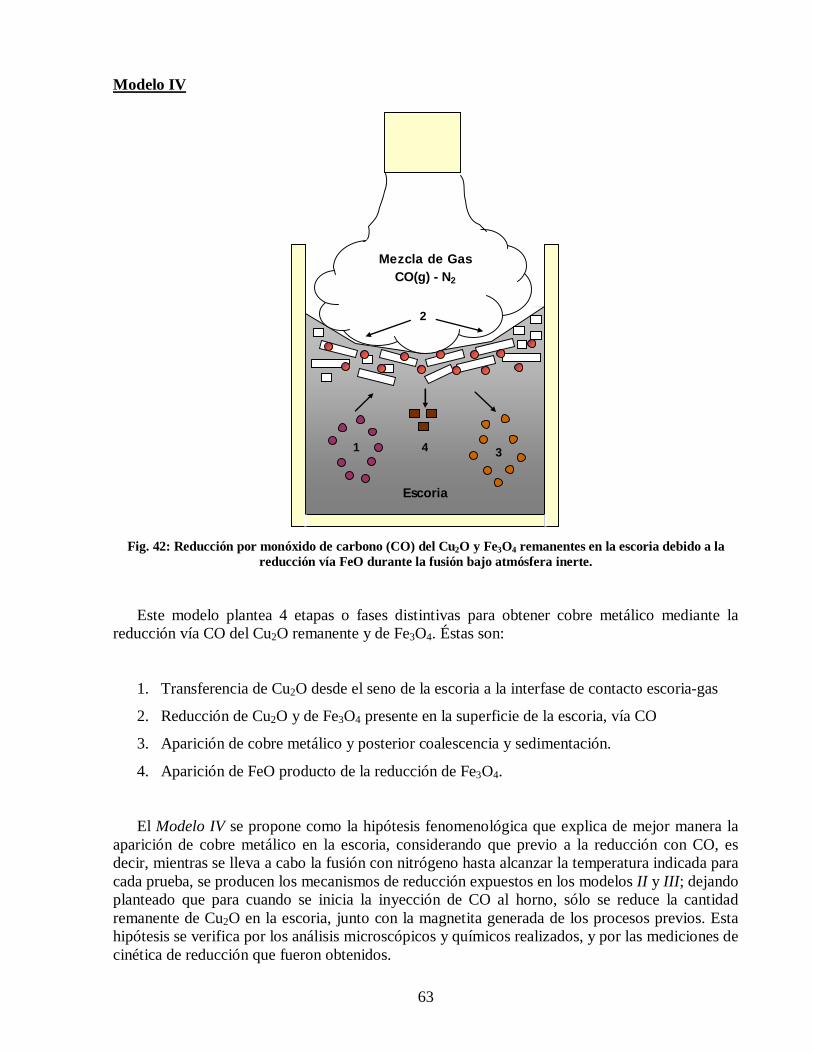
63
Modelo IV
Mezcla de GasCO(g) - N2
2
Escoria
1 34
Fig. 42: Reducción por monóxido de carbono (CO) del Cu2O y Fe3O4 remanentes en la escoria debido a la
reducción vía FeO durante la fusión bajo atmósfera inerte.
Este modelo plantea 4 etapas o fases distintivas para obtener cobre metálico mediante la reducción vía CO del Cu2O remanente y de Fe3O4. Éstas son:
1. Transferencia de Cu2O desde el seno de la escoria a la interfase de contacto escoria-gas
2. Reducción de Cu2O y de Fe3O4 presente en la superficie de la escoria, vía CO
3. Aparición de cobre metálico y posterior coalescencia y sedimentación.
4. Aparición de FeO producto de la reducción de Fe3O4.
El Modelo IV se propone como la hipótesis fenomenológica que explica de mejor manera la aparición de cobre metálico en la escoria, considerando que previo a la reducción con CO, es decir, mientras se lleva a cabo la fusión con nitrógeno hasta alcanzar la temperatura indicada para cada prueba, se producen los mecanismos de reducción expuestos en los modelos II y III; dejando planteado que para cuando se inicia la inyección de CO al horno, sólo se reduce la cantidad remanente de Cu2O en la escoria, junto con la magnetita generada de los procesos previos. Esta hipótesis se verifica por los análisis microscópicos y químicos realizados, y por las mediciones de cinética de reducción que fueron obtenidos.

64
Para ejemplificar la hipótesis planteada en el Modelo IV, en la Fig. 43 y Fig. 44 se muestran imágenes microscópicas realizadas a la escoria resultante de la prueba 14.
Fig. 43: Imagen microscópica Prueba 14. Parte superior. Objetivo 20x.
Fig. 44: Imagen microscópica Prueba 14. Parte central. Objetivo 20x.
Cobre metálico
Magnetita secundaria
Magnetita secundaria
Cobre metálico

65
Fig. 45: Imagen microscópica Prueba 14. Parte inferior. Objetivo 20x.
En las imágenes mostradas en Fig. 43 y Fig. 44 se puede ver claramente una asociación de
cobre metálico y magnetita que refuerza la hipótesis planteada en el Modelo II. Por otra parte en Fig. 45 se puede ver una asociación de cobre metálico y mata de baja ley, situación predicha por el Modelo III. Además se pueden ver en las 3 imágenes partículas de cobre metálico libre que pueden estar asociadas a la reducción directa de Cu2O con CO.
Magnetita secundaria
Cobre metálico
Mata de baja ley

66
7. CONCLUSIONES
Las pruebas de reducción de Cu2O en escorias olivínicas a escala de laboratorio realizadas
para tres concentraciones distintas de CO (9,75; 13,65 y 15,6%), entre los 1200 ºC y 1310 ºC, muestran una velocidad de reducción lenta con un incremento moderado en la utilización de CO por sobre los 1300 ºC.
Los resultados de las pruebas permitieron deducir dos ecuaciones para la constante cinética
k en función de la temperatura, para las concentraciones de 13,65 % y 15,6 %, respectivamente, de CO en el gas de entrada. Estas son:
)(º10819
81 103 KTek
)(º6,9166
82 107 KTek
Los valores de la energía de activación encontrados para cada caso van desde 90 [kJ·mol-1],
para 13,65 % de CO, y 76,2 [kJ·mol-1], para 15,6 % de CO en el gas inyectado al horno durante las pruebas. Estos valores muestran que la energía de activación disminuye en la medida que aumenta la concentración de CO en el gas inyectado al horno. Los resultados de la energía de activación, para ambos casos, muestran que el proceso de reducción se encuentra dentro del rango mixto, que es control por reacción química y control por transporte de masa o difusional.
Por otra parte, los análisis químicos realizados a las muestras obtenidas en las pruebas
Blanco 1, 2 y 3, realizadas bajo una atmósfera inerte, muestran que un porcentaje importante del óxido cuproso presente en la escoria, hasta aproximadamente un 50 % del cobre disponible, es reducido por un mecanismo distinto a la reducción por CO. De esto se puede concluir que existen por lo menos dos mecanismos de reducción de Cu2O que actúan en cada prueba durante la fusión de la escoria bajo la atmósfera de nitrógeno. Estos mecanismos corresponden a los planteados en el Modelo II y Modelo III. Una vez alcanzada la temperatura indicada para cada prueba e iniciada la inyección del gas reductor con CO, se acopla a estos modelos el planteado en el Modelo IV donde participa el CO como agente reductos de los óxidos metálicos en la escoria.
Se produjo una reducción considerable de Cu2O mediante FeO bajo una atmósfera inerte.

67
La velocidad total calculada para el proceso, bajo las condiciones experimentales y a una temperatura promedio de 1250 ºC, es del orden de 6,2 · 10-9 [m/s] para una concentración de CO de 13,65 %, y de 5,8 · 10-9 para 15,6 % CO. Estos valores son del orden de 104 veces mas lentos que otros trabajos similares [10] realizados en escorias fayalíticas mediante burbujeo de gas natural en la escoria.
Las constantes de cinética de reducción obtenidas en este estudio demuestran que, un
incremento en la concentración de CO desde 13,65 % a 15,6 %, generan un incremento en la constante cinética de 6,6 y 7,2 veces en el rango de temperaturas en estudio entre 1200 y 1310 ºC.
A futuro es fundamental profundizar los estudios que consideren la reducción mediante
burbujeo de gas reductor dentro de la escoria, sea una mezcla de gas CO/CO2, gas natural, gas natural reformado con aire, etc., y medir el efecto del área de reacción definido por la frecuencia de burbujeo en la escoria. Avanzar en esta línea de investigación permitirá validar la utilización de escorias olivínicas en procesos de conversión continua.
Por otra parte, se recomienda generar una escoria con un contenido menor de Fe,
idealmente entre 28 % a 30 % en peso, para de esta manera disminuir la generación de magnetita producto de la reducción del Cu2O con FeO y aumentar la eficiencia del gas reductor durante las pruebas.
68
8. BIBLIOGRAFÍA
1. Floyd J.M., “The Recovery of Copper from Liquid Slags”, TMS paper selection, A74-6
2. Toguri J.M., Santander N.H., “The Solubility of Copper in Fayalite Slags at 1300 ºC”,
Canadian Metallurgical Quartely, 8, Nº 2, 1969, pág. 167 – 171.
3. Takeda Y., “Oxidic and Sulfidic Dissolution of Copper in Matte Smelting Slag”. 4th.
International Conference on Molten Slags and Fluxes, 1992, Sendai, ISIJ, pág. 584 – 589.
4. Allibert M. et Al.: “Slag Atlas”, 1995, 2nd Edition.
5. A. Vartiainen and M. Kytö. “Olivine Slags: The Ultimate Solution to Low Copper Slags”.
Scandinavian Journal of Metallurgy 2002, 31, pág. 298 – 306.
6. Riveros G., Warczok A., “Factors Determining Magnetite Reduction from Liquid Slag
with Carbon”. Acta Metallurgica Slovaca. 4, Special Issue 3/1998, págs. 179 - 188.
7. Utigard T., Sánchez G., Manriquez J., Luraschi A., Díaz C., Cordero D., Almendras E.,
“Reduction Kinetics of Iron Oxide-Containing Slags by Carbon Monoxide”. Metallurgical
and Material Transactions B, vol 28B, octubre 1997.
8. Floyd J.M., Mackey J.M., “Developments in the Pyrometallurgy Tratment of Slags: A
Review of Current Technology and Physical Chemestry”. Extractive Metallurgy 81, pub.
IMM, Londres 1981.
9. Sherwood T., Pigford R., Wilke C.,”Mass Transfer”, McGraw-Hill Chemical Engineer
Series, 1975.
10. Espínola D., “Cinética de Reducción de la Magnetita en Escorias de Convertidor Teniente
con Gas Natural”, Universidad de Chile, Facultad de Ciencias Físicas y Matemáticas,
Departamento de Ingeniería de Minas. Trabajo de titulación para optar al título de
Ingeniero Civil de Minas, 2002. pág. 16.
11. Achurra G., Echeverría P., Warczok A., Riveros G., Díaz C., Utigard T., “Development of
the El Teniente Slag Cleaning Process”. Proceedings of Copper 1999 International
Conference, Vol. IV – Smelting, Technology Development, Process Modeling and
Fundamentals. The Mineral, Metal & Material Society 1999.

69
9. ANEXOS

70
Anexo A: Resultados Gráficos
En este anexo se presentan todos los resultados gráficos de los datos obtenidos directamente del análisis continuo de gases de salida, que fueron almacenados en el computador luego de ser procesados por el sistema de adquisición de datos. Pruebas Nº 1 a la 15.
Anexo A1: Concentraciones de CO y CO2 medidas en el gas de salida (Fig. 46 a Fig. 60)
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 % - Temp: 1200 ºC
Prueba 1
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35
t [min]
Conc
entra
ción
[%]
% CO % CO2
Fig. 46: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 1
Temperatura de Crisol y Análisis de GasesCO de entrada: 9.75 % - Temp: 1220 ºC
Prueba 2
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
t [min]
Con
cent
raci
ón [%
]
% CO % CO2
Fig. 47: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 2

71
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 % - Temp: 1250 ºC
Prueba 3
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 48: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 3
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 % - Temp: 1280 ºC
Prueba 4
0
2
4
6
8
10
12
14
0 10 20 30 40 50
t [min]
Con
cent
raci
ón [%
]
% CO % CO2
Fig. 49: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 4

72
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 % - Temp: 1310 ºC
Prueba 5
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60 70
t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 50: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 5
Temperatura de Crisol y Análisis de GasesCO de entrada: 13,65 % - Temp: 1200 ºC
Prueba 6
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
t [min]
Con
cent
raci
ón [%
]
% CO % CO2
Fig. 51: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 6

73
Temperatura de Crisol y Análisis de GasesCO de entrada: 13,65 % - Temp: 1220 ºC
Prueba 7
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
t [min]
Con
cent
raci
ón [%
]
% CO % CO2
Fig. 52: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 7
Temperatura de Crisol y Análisis de GasesCO de entrada: 13,65 % - Temp: 1250 ºC
Prueba 8
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 53: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 8

74
Temperatura de Crisol y Análisis de GasesCO de entrada: 13,65 % - Temp: 1280 ºC
Prueba 9
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
t [min]
Con
cent
raci
ón [%
]
% CO % CO2
Fig. 54: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 9
Temperatura de Crisol y Análisis de GasesCO de entrada: 13,65 % - Temp: 1310 ºC
Prueba 10
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 55: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 10

75
Temperatura de Crisol y Análisis de GasesCO de entrada: 15,6 % - Temp: 1200 ºC
Prueba 11
0
5
10
15
0 5 10 15 20 25 30 35 40t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 56: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 11
Temperatura de Crisol y Análisis de GasesCO de entrada: 15,6 % - Temp: 1220 ºC
Prueba 12
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 57: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 12

76
Temperatura de Crisol y Análisis de GasesCO de entrada: 15,6 % - Temp: 1250 ºC
Prueba 13
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 58: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 13
Temperatura de Crisol y Análisis de GasesCO de entrada: 15,6 % - Temp: 1280 ºC
Prueba 14
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 59: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 14

77
Temperatura de Crisol y Análisis de GasesCO de entrada: 15,6 % - Temp: 1310 ºC
Prueba 15
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45t [min]
Conc
entr
ació
n [%
]
% CO % CO2
Fig. 60: Concentración de CO y CO2 medidos en el gas de salida de la Prueba 15

78
Anexo A2: Tasas de reducción medidas en las pruebas Nº 1 a la 15 (Fig. 61 a Fig. 68)
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %
Pruebas 1 a 5
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 61: Tasa de reducción de la escoria con 9,75% de CO en el gas de entrada, para 5 puntos de temperatura
Temperatura de Crisol y Análisis de GasesCO de entrada: 13,65 %
Pruebas 6 a 10
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 62: Tasa de reducción de la escoria con 13,65% de CO en el gas de entrada, para 5 puntos de temperatura

79
Temperatura de Crisol y Análisis de GasesCO de entrada: 15,6 %
Pruebas 11 a 15
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
1200 ºC 1220 ºC 1250 ºC 1280 ºC 1310 ºC
Fig. 63: Tasa de reducción de la escoria con 15,6 % de CO en el gas de entrada, para 5 puntos de temperatura
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %, 13,65 % y 15,6 %
Temperatura: 1200 ºC
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
9,75% CO 13,65% CO 15,6% CO
Fig. 64: Tasa de reducción de la escoria a 1200 ºC para 3 concentraciones de CO en el gas de entrada

80
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %, 13,65 % y 15,6 %
Temperatura: 1220 ºC
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
9,75% CO 13,65% CO 15,6% CO
Fig. 65: Tasa de reducción de la escoria a 1220 ºC para 3 concentraciones de CO en el gas de entrada
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %, 13,65 % y 15,6 %
Temperatura: 1250 ºC
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
9,75% CO 13,65% CO 15,6% CO
Fig. 66: Tasa de reducción de la escoria a 1250 ºC para 3 concentraciones de CO en el gas de entrada

81
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %, 13,65 % y 15,6 %
Temperatura: 1280 ºC
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
9,75% CO 13,65% CO 15,6% CO
Fig. 67: Tasa de reducción de la escoria a 1280 ºC para 3 concentraciones de CO en el gas de entrada
Temperatura de Crisol y Análisis de GasesCO de entrada: 9,75 %, 13,65 % y 15,6 %
Temperatura: 1310 ºC
0,E+00
2,E-04
4,E-04
6,E-04
8,E-04
1,E-03
0 5 10 15 20 25 30t [min]
Tasa
de
Red
ucci
ón[m
ol O
/min
]
9,75% CO 13,65% CO 15,6% CO
Fig. 68: Tasa de reducción de la escoria a 1310 ºC para 3 concentraciones de CO en el gas de entrada

82
Anexo B: Análisis Microscópico y Fotográfico
En este anexo se presentan las imágenes captadas por el software de laboratorio de microscopía, además de las fotografías del corte pulido realizado al crisol correspondientes a cada prueba. En el caso se las fotografías microscópicas, sólo se seleccionaron las de mejor calidad para describir la composición mineralógica de la muestra.
Anexo B1: Cortes pulidos (Fig. 69 a Fig. 72)
Fig. 69: Crisoles pulidos. De izquierda a derecha: Prueba 1, 2, 3, 4 y 5
Fig. 70: Crisoles pulidos. De izquierda a derecha: Prueba 6, 7, 8, 9 y 10
Fig. 71: Crisoles pulidos. De izquierda a derecha: Prueba 11, 12, 13, 14 y 15

83
Fig. 72: Crisoles pulidos. De izquierda a derecha: Blanco 1, 2 y 3

84
Anexo B2: Imágenes de microscopía (Fig. 73 a Fig. 104)
Fig. 73: Imagen microscópica Prueba 11, parte superior (20x)
Fig. 74: Imagen microscópica Prueba 11, parte superior (20x). Nicoles cruzados

85
Fig. 75: Imagen microscópica Prueba 11, parte central (20x)
Fig. 76: Imagen microscópica Prueba 11, parte central (20x)

86
Fig. 77: Imagen microscópica Prueba 11, parte inferior (20x)
Fig. 78: Imagen microscópica Prueba 11, parte inferior (20x). Nicoles cruzados

87
Fig. 79: Imagen microscópica Prueba 12, parte superior (20x).
Fig. 80: Imagen microscópica Prueba 12, parte superior (20x). Nicoles cruzados

88
Fig. 81: Imagen microscópica Prueba 12, parte superior (20x).
Fig. 82: Imagen microscópica Prueba 12, parte superior (20x). Nicoles cruzados

89
Fig. 83: Imagen microscópica Prueba 12, parte central (20x).
Fig. 84: Imagen microscópica Prueba 12, parte central (20x). Nicoles cruzados

90
Fig. 85: Imagen microscópica Prueba 12, parte inferior (20x).
Fig. 86: Imagen microscópica Prueba 12, parte inferior (20x). Nicoles cruzados

91
Fig. 87: Imagen microscópica Prueba 13, parte superior (10x).
Fig. 88: Imagen microscópica Prueba 13, parte central (20x).

92
Fig. 89: Imagen microscópica Prueba 13, parte inferior (20x).
Fig. 90: Imagen microscópica Prueba 14, parte superior (20x).
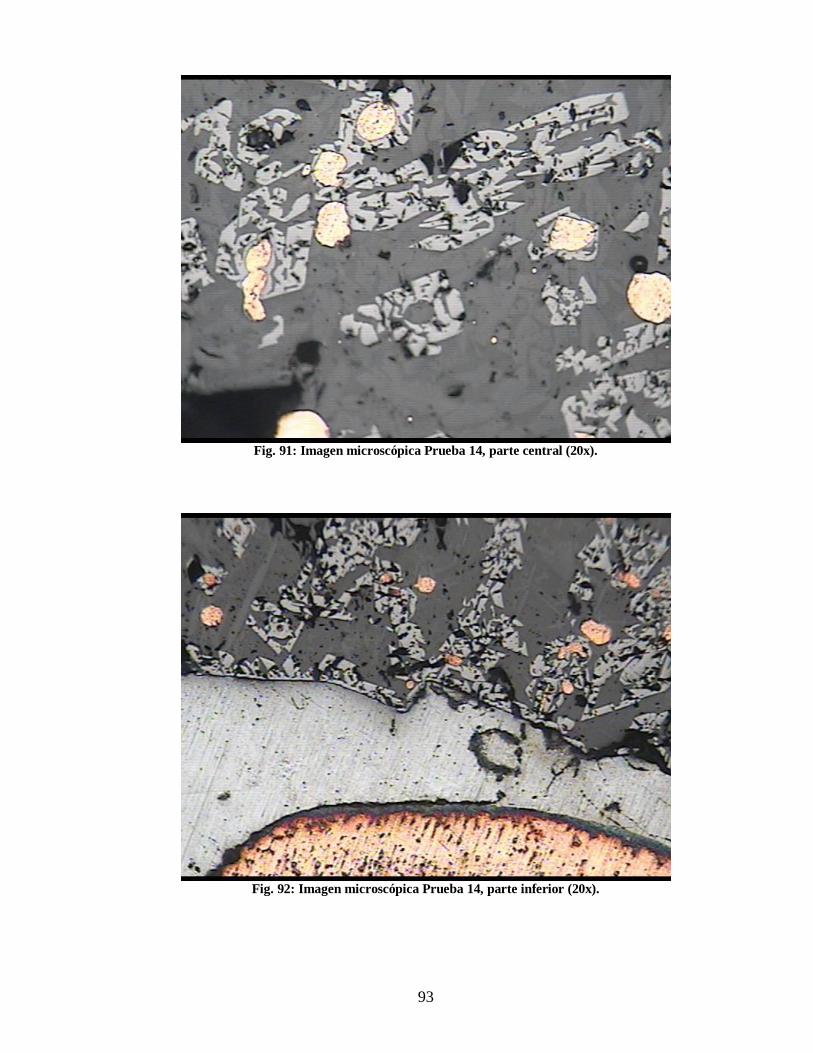
93
Fig. 91: Imagen microscópica Prueba 14, parte central (20x).
Fig. 92: Imagen microscópica Prueba 14, parte inferior (20x).

94
Fig. 93: Imagen microscópica Prueba 15, parte superior (20x).
Fig. 94: Imagen microscópica Prueba 15, parte central (10x).

95
Fig. 95: Imagen microscópica Prueba 15, parte inferior (20x).
Fig. 96: Imagen microscópica Prueba 16, parte superior (20x).

96
Fig. 97: Imagen microscópica Prueba 16, parte central (20x).
Fig. 98: Imagen microscópica Prueba 16, parte inferior (20x).

97
Fig. 99: Imagen microscópica Prueba 17, parte superior (20x).
Fig. 100: Imagen microscópica Prueba 17, parte central (20x).
98
Fig. 101: Imagen microscópica Prueba 17, parte inferior (20x).
Fig. 102: Imagen microscópica Prueba 18, parte superior (20x).

99
Fig. 103: Imagen microscópica Prueba 18, parte central (20x).
Fig. 104: Imagen microscópica Prueba 18, parte inferior (20x).

100
Anexo C: Metodología de Cálculo y Datos Termodinámicos
En este anexo se presenta la metodología de los cálculos realizados para la obtención de la tasa de reducción en [mol O/min], las cantidades a reducir tanto de óxido cuproso (Cu2O) como oxígeno en [%] y la constante cinética de reducción [min-1]. Además se adjuntan datos termodinámicos de las potenciales reacciones químicas a ocurrir en la escoria, visualizando gráficamente su factibilidad.
Como parámetros de entrada se tienen los flujos de nitrógeno y de mezcla especial de CO al
20 % en balance con nitrógeno, los cuales son controlados con regular precisión mediante los flujómetros y manómetros disponibles. Por otra parte, se conocen los porcentajes de concentración de CO y CO2 en los gases de salida, medidos por el analizador infrarrojo de CO y CO2. Luego para calcular el flujo de CO2 en [cc/min] se usa la siguiente ecuación.
100%)( 2
2
COFFF especialgasnitrógeno
CO
(C.1)
Así, el flujo de moles de oxígeno removido en las pruebas esta dado por:
min/22400/2
OmolFCO (C.2)
Esta ecuación tiene intrínseca la reacción química por la cual el CO pasa a formar CO2 La suma entrega el aporte en moles de oxígeno por minuto durante cada intervalo de
medición (tasa de reducción). Luego, el aporte de moles de oxígeno acumulado en el tiempo es: Aporte en [mol O] intervalo anterior + [moles O/min] del intervalo · intervalo [min] (C.3)
La expresión (C.3) se utiliza para calcular la cantidad de Cu2O y de oxígeno reducible en [%] en la escoria durante en período que dura la prueba. En el caso de la cantidad de oxígeno posible de reducir se considera como especies “reducibles” en la escoria a la cuprita (Cu2O), magnetita (Fe3O4) y wustita (FeO). Estas tres especies son las consideradas con potenciales aportes de oxígeno reducible.

101
Para realizar el cálculo del porcentaje de Cu2O y oxígeno posible de reducir se realizaron los siguientes cálculos.
mol O acumulado · (PM Cu2O / peso escoria) · 100 = % Fe3O4 reducible en el intervalo (C.4)
El cálculo anterior tiene implícito un resultado estequiométrico que por cada mol O reducido se reduce un mol de Cu2O.
mol O acumulado · (PA O / peso escoria) · 100 = % O reducible en el intervalo (C.5)
Al suponer un sistema de primer orden y graficar
O
oO
CC
ln se obtiene una línea recta en
donde su pendiente corresponde a la constante cinética de reducción k [m-1]. CO = Concentración de oxígeno en el tiempo Co
O = Concentración inicial de oxígeno en el tiempo Datos Termodinámicos
G
-35
-30
-25
-20
-15
-10
-5
0
5
500 550 600 650 700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350
T [ºC]
G
[kca
l]
Fe3O4 + CO(g) = 3FeO + CO2(g)
Cu2O + CO(g) = 2Cu + CO2(g)
Cu2O + 3FeO = 2Cu + Fe3O4
FeO + CO(g) = Fe + CO2(g)
Cu2S + 2Cu2O = 6Cu + SO2(g)
Fig. 105: Valores de la energía libre de Gibbs en función de la temperatura.
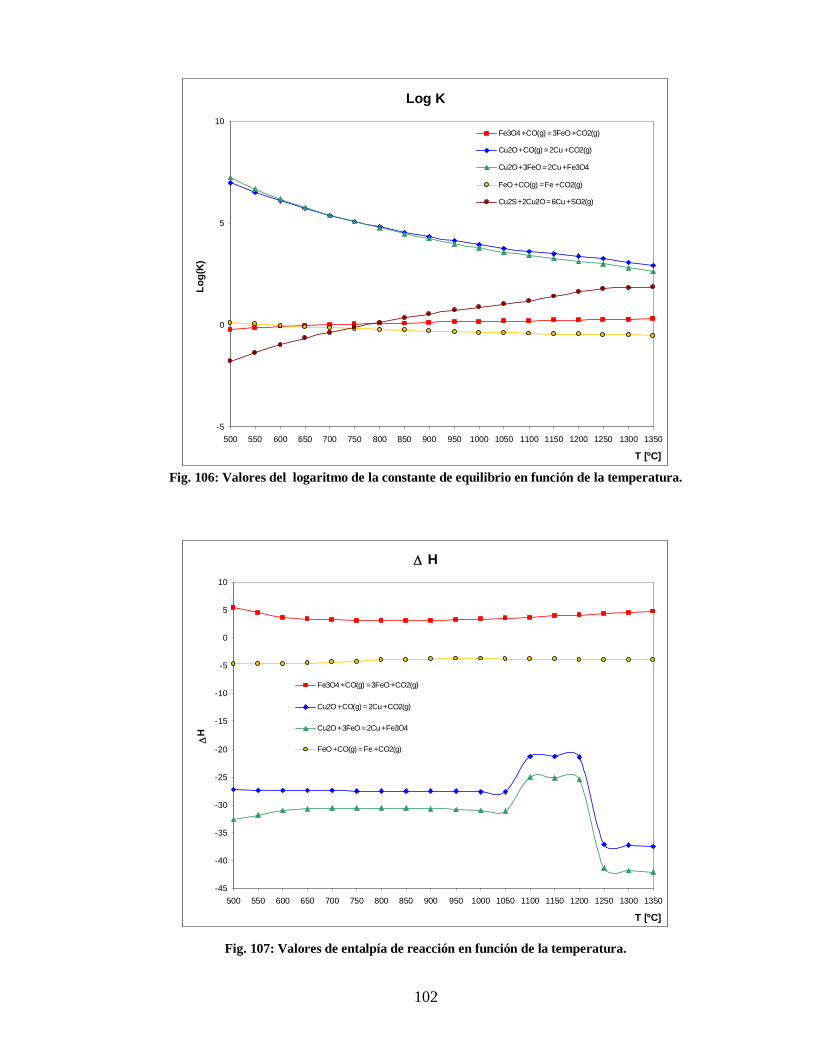
102
Log K
-5
0
5
10
500 550 600 650 700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350
T [ºC]
Log(
K)
Fe3O4 + CO(g) = 3FeO + CO2(g)
Cu2O + CO(g) = 2Cu + CO2(g)
Cu2O + 3FeO = 2Cu + Fe3O4
FeO + CO(g) = Fe + CO2(g)
Cu2S + 2Cu2O = 6Cu + SO2(g)
Fig. 106: Valores del logaritmo de la constante de equilibrio en función de la temperatura.
H
-45
-40
-35
-30
-25
-20
-15
-10
-5
0
5
10
500 550 600 650 700 750 800 850 900 950 1000 1050 1100 1150 1200 1250 1300 1350
T [ºC]
H
Fe3O4 + CO(g) = 3FeO + CO2(g)
Cu2O + CO(g) = 2Cu + CO2(g)
Cu2O + 3FeO = 2Cu + Fe3O4
FeO + CO(g) = Fe + CO2(g)
Fig. 107: Valores de entalpía de reacción en función de la temperatura.


















