小孔电解加工高频脉冲电源研制及工艺试验 · 2016-10-31 ·...
6
第9 卷 第20 期 Vol.9 No.20 2016 年 10 月 October 2016 小孔电解加工高频脉冲电源研制及工艺试验 陈远龙,杨 坤,常伟杰,万晨光,欧阳俊豪 * (合肥工业大学机械工程学院,合肥 230009) 摘要: 针对一种新型医用注射器针头小孔电解加工工艺研制一种高频脉冲电源,其输出方式采用直流加绝缘栅 双极型晶体管(insulated gate bipolar transistor,IGBT)功率模块斩波的形式,脉冲频率为 1~100 kHz,输出 电压在 0~50 V 连续可调,最大输出电流为 50 A,脉冲频率与占空比均独立可调。IGBT 功率模块的脉冲驱动 信号由 NEC 单片机内部的高频定时器阵列单元产生,输出波形良好,具有陡峭的上升沿与下降沿。根据针头 小孔电解加工工艺特点设置快速保护电路,确保加工过程中阴极、工件与脉冲电源的安全、可靠。通过小孔 电解加工工艺试验验证了电源样机的可行性与有效性。 关键词:特种加工工艺;电解加工;高频脉冲电源;小孔;绝缘栅双极型晶体管 中图分类号:TG662 文献标识码:A 文章编号:1674-2850(2016)20-2060-06 Development and technological test of special high frequency pulse power supply for tiny hole electrolysis processing CHEN Yuanlong, YANG Kun, CHANG Weijie, WAN Chenguang, OUYANG Junhao (School of Mechanical Engineering, Hefei University of Technology, Hefei 230009, China) Abstract: Aiming at a study of small holes for a new type of medical syringe needle in electrochemical machining process, high frequency pulse power is developed. The output mode of this power is direct current with insulated gate bipolar transistor (IGBT) chopper, and the pulse frequency is 1-100 kHz. The output voltage is adjustable in 0-50 V, and the maximum of output current is 50 A. The pulse frequency and duty ratio are adjustable independently. The pulse drive signal of IGBT power module is produced by high-frequency timer array unit in the NEC micro controller unit, and the output waveform is good which has a steep rise along with the falling edge. According to the characteristics of small holes in electrochemical machining process, we set the rapid protection circuit to ensure the safety of the machining process and reliability of the workpiece and the pulse power. Through the process tests of small holes in electrochemical machining, the feasibility and effectiveness of the power prototype are verified. Key words: non-conventional machining; electrochemical machining; high frequency pulse power; tiny hole; insulated gate bipolar transistor 0 引言 医用注射器针头是最常用的医疗器械之一。近期出现一种针尖呈锥状的新型注射器针头,其侧壁上环 形均布有若干个小孔,小孔孔径 0.5 mm 以下,如图 1 所示。这种新型针头在配药或注射时可避免将橡胶 颗粒或组织颗粒带入血管中,且可保证注液均匀,流速稳定 [1~2] 。医用注射器针头材质一般为不锈钢,且 针头直径小、管壁薄,如何高效地在针头上加工出规则、无飞边和毛刺的小孔是目前难以解决的问题 [3] 。 与电火花小孔机加工、机械钻孔加工等加工工艺方法相比,电解加工是一种利用电化学能实现阳极金属以 离子形式溶解去除的加工方法 [4] ,对这类薄壁件小孔的加工具有明显的优势,如工具电极无损耗,加工表 作者简介:陈远龙(1964—),男,研究员,主要研究方向:特种加工技术及装备. E-mail: [email protected]
Transcript of 小孔电解加工高频脉冲电源研制及工艺试验 · 2016-10-31 ·...
第9卷 第20期 Vol.9 No.20 2016 年 10 月 October 2016
小孔电解加工高频脉冲电源研制及工艺试验 陈远龙,杨 坤,常伟杰,万晨光,欧阳俊豪*
(合肥工业大学机械工程学院,合肥 230009)
摘要:针对一种新型医用注射器针头小孔电解加工工艺研制一种高频脉冲电源,其输出方式采用直流加绝缘栅
双极型晶体管(insulated gate bipolar transistor,IGBT)功率模块斩波的形式,脉冲频率为 1~100 kHz,输出
电压在 0~50 V 连续可调,最大输出电流为 50 A,脉冲频率与占空比均独立可调。IGBT 功率模块的脉冲驱动
信号由 NEC 单片机内部的高频定时器阵列单元产生,输出波形良好,具有陡峭的上升沿与下降沿。根据针头
小孔电解加工工艺特点设置快速保护电路,确保加工过程中阴极、工件与脉冲电源的安全、可靠。通过小孔
电解加工工艺试验验证了电源样机的可行性与有效性。
关键词:特种加工工艺;电解加工;高频脉冲电源;小孔;绝缘栅双极型晶体管 中图分类号:TG662 文献标识码:A 文章编号:1674-2850(2016)20-2060-06
Development and technological test of special high frequency pulse power supply for tiny hole electrolysis processing CHEN Yuanlong, YANG Kun, CHANG Weijie, WAN Chenguang, OUYANG Junhao
(School of Mechanical Engineering, Hefei University of Technology, Hefei 230009, China)
Abstract: Aiming at a study of small holes for a new type of medical syringe needle in electrochemical machining process, high frequency pulse power is developed. The output mode of this power is direct current with insulated gate bipolar transistor (IGBT) chopper, and the pulse frequency is 1-100 kHz. The output voltage is adjustable in 0-50 V, and the maximum of output current is 50 A. The pulse frequency and duty ratio are adjustable independently. The pulse drive signal of IGBT power module is produced by high-frequency timer array unit in the NEC micro controller unit, and the output waveform is good which has a steep rise along with the falling edge. According to the characteristics of small holes in electrochemical machining process, we set the rapid protection circuit to ensure the safety of the machining process and reliability of the workpiece and the pulse power. Through the process tests of small holes in electrochemical machining, the feasibility and effectiveness of the power prototype are verified. Key words: non-conventional machining; electrochemical machining; high frequency pulse power; tiny hole; insulated gate bipolar transistor
0 引言 医用注射器针头是 常用的医疗器械之一。近期出现一种针尖呈锥状的新型注射器针头,其侧壁上环
形均布有若干个小孔,小孔孔径 0.5 mm 以下,如图 1 所示。这种新型针头在配药或注射时可避免将橡胶
颗粒或组织颗粒带入血管中,且可保证注液均匀,流速稳定[1~2]。医用注射器针头材质一般为不锈钢,且
针头直径小、管壁薄,如何高效地在针头上加工出规则、无飞边和毛刺的小孔是目前难以解决的问题[3]。
与电火花小孔机加工、机械钻孔加工等加工工艺方法相比,电解加工是一种利用电化学能实现阳极金属以
离子形式溶解去除的加工方法[4],对这类薄壁件小孔的加工具有明显的优势,如工具电极无损耗,加工表
作者简介:陈远龙(1964—),男,研究员,主要研究方向:特种加工技术及装备. E-mail: [email protected]
Vol.9 No.20
October 2016 陈远龙等:小孔电解加工高频脉冲电源研制及工艺试验 2061
面无热影响层、微裂纹等缺陷,且加工效率高,适用于批量加工。
图 1 新型注射器针头示意图
Fig. 1 Schematic of a new syringe needle
电源技术作为电解加工工艺中的核心技术之一,其发展水平直接影响着电解加工工艺的研究与应用[5]。
早期的电解加工电源以直流发电机组为主,存在能耗高、噪声大、输出特性不稳定等问题,造成当时电
解加工工艺难以满足精加工的要求[6]。功率器件的兴起为开关电源技术的发展奠定了基础。早期的功率器
件可控硅(silicon controlled rectifier,SCR)是一种半控型器件,具有耐压、大电流的特点。基于 SCR 整
流的直流电源的容量、调压和稳压等均提升到一个新的水平,且输出特性稳定,运行平稳可靠[7]。但是,
SCR 的开关频率太低,限制了其在脉冲电源领域的研究与应用。随着电力电子技术、材料科学的发展,功
率器件的耐压能力、 大通流能力、开关频率和驱动控制等方面得以高速发展,相继出现了可关断晶体管
(gate turn-off thyristor,GTO)、电力场效应管(metal oxide semiconductor field effect transistor,MOSFET)和 IGBT. GTO 是一种全控型器件,开关频率较 SCR 有了显著提高,且导通压降较低[8]。北京航空工艺研
究所基于 GTO 功率器件研制的脉冲电源,应用于叶片、模具加工,加工精度和表面质量较直流电源有显
著提高。但是,GTO 驱动控制不方便,且在电路中存在着二次击穿的隐患,逐渐被 MOSFET、IGBT 所替
代。当前,脉冲电源主要采用直流加斩波输出,斩波功率器件主要是 MOSFET 和 IGBT. MOSFET 是一种
电压控制的全控型器件,开关频率可达兆赫兹,且驱动控制方便。华南理工大学与英国爱丁堡大学联合研
制的高频脉冲电源样机采用 MOSFET 功率管斩波形式, 高脉冲输出频率可达 20 kHz, 大输出电流为
2 000 A,在汽车气门模具电解加工方面表现出良好的加工效果[9]。由于 MOSFET 功率管的导通压降较高
且耐压能力有限,致使人们将目光转向性能更优越的 IGBT. 国内外已有脉冲电源的脉冲输出频率达兆赫
兹, 小脉冲宽度达纳秒,这使得电解加工成为微细制造技术中 具发展前景的加工技术之一,电解加工
工艺也步入精密加工的水平[10]。 研究针对新型医疗针头小孔电解加工研制高频脉冲电流电源样机,其 高脉冲频率可达 100 kHz,
能够稳定、高效、高质量地完成小孔加工。
1 高频脉冲电流电解加工电源设计 1.1 电源总体设计
高频脉冲电流电源主回路的电能变换设计方案主要有两种方式:整流电路(AC/DC)与逆变电路
(DC/AC),变换电路原理如图 2 所示。本电源主回路采用六相双反星带平衡电抗器整流电路,输出电
压在 0~50 V 内连续可调, 大输出电流为 50 A;脉冲频率 高可达 100 kHz,输出方式采用斩波式功
率放大,主斩波器件为耐压 IGBT 功率模块,其开关速度、峰值电流等均满足电源容量与性能的要求。
功率模块的驱动方式是电源设计的核心。目前,国内超高频脉冲电源的驱动方式大多采用专用精密函数
波形发生器作为脉冲信号发生器,华南理工大学刘小康等[11]采用单片集成高频精密函数波形发生器
MAX038 作为脉冲发生器,其电源 高脉冲输出频率可达 20 MHz;而高频脉冲电源的脉冲驱动方式大
多采用单片机产生脉冲信号来实现。本电源选用 16 位 NEC 单片机作为脉冲发生器,其具有 78KOR CPU

第9卷 第20期
2016 年 10 月 中国科技论文在线精品论文 2062
处理内核,且集成了多个外围功能,如多功能定时器、多功能串行接口和实时计数器等,可实现脉冲频
率在 1~100 kHz 连续可调,占空比在 0.2~0.9 连续可调。
图 2 主回路电能变换原理图
Fig. 2 Schematics of power conversion in main circuit a—整流电路;b—逆变电路
a-Rectifier circuit; b-Inverter circuit
高频脉冲电流电解加工电源的总体结构如图 3 所示,主要由变压与整流电路、稳压调压模块、斩波
模块和快速保护模块等组成,其中稳压调压模块以德国西门子公司开发的 TCA785 触发集成控制电路为
核心,配以运算放大器进行信号采集,采集到的给定信号与电流反馈信号进行 PI 运算,而后将运算结果
变换成移相触发信号于电流、电压显示,稳压精度可达±1%. TCA785 触发集成控制电路同时还具有封锁
输出功能,可作为过流保护功能使用。斩波模块与快速保护模块的设计将在下文详细介绍。高频脉冲电
源样机如图 4 所示。
图 3 高频脉冲电源原理方框图
Fig. 3 Schematic block diagram of high-frequency pulse power supply
1.2 斩波模块设计
电源的斩波模块主要由脉冲驱动信号发生器与斩波
器等组成,斩波电路原理如图 5 所示。功率模块为东芝
GB200A/600V 的 IGBT 模块,内部有两组 IGBT 和续流
二极管。脉冲驱动信号由 16 位 NEC 单片机产生,其内
部定时器阵列单元 TAUS 高频率可达 40 MHz,能够
提供带有死区时间互补的 PWM(2 通道)输出功能。
IGBT 功率模块的驱动级选用 TLP250 集成驱动电路,
其内部包含一个 GaAlAs 发光二极管和一个集成光检
测器,连接在引脚 5、8 之间的旁路电容 C1、C2 可以
使其获得稳定的放大增益,保证功率管模块的开关性
图 4 高频脉冲电源样机
Fig. 4 Prototype of high-frequency pulse power supply
Vol.9 No.20
October 2016 陈远龙等:小孔电解加工高频脉冲电源研制及工艺试验 2063
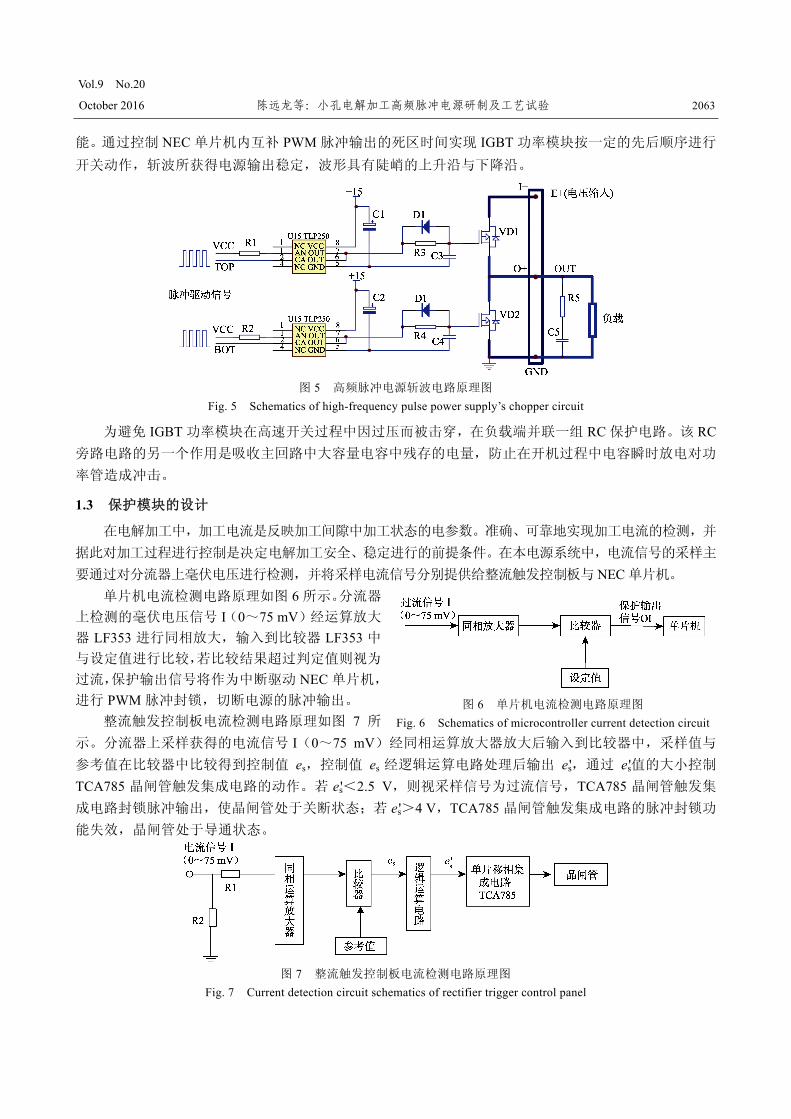
能。通过控制 NEC 单片机内互补 PWM 脉冲输出的死区时间实现 IGBT 功率模块按一定的先后顺序进行
开关动作,斩波所获得电源输出稳定,波形具有陡峭的上升沿与下降沿。
图 5 高频脉冲电源斩波电路原理图
Fig. 5 Schematics of high-frequency pulse power supply’s chopper circuit
为避免 IGBT 功率模块在高速开关过程中因过压而被击穿,在负载端并联一组 RC 保护电路。该 RC旁路电路的另一个作用是吸收主回路中大容量电容中残存的电量,防止在开机过程中电容瞬时放电对功
率管造成冲击。
1.3 保护模块的设计
在电解加工中,加工电流是反映加工间隙中加工状态的电参数。准确、可靠地实现加工电流的检测,并
据此对加工过程进行控制是决定电解加工安全、稳定进行的前提条件。在本电源系统中,电流信号的采样主
要通过对分流器上毫伏电压进行检测,并将采样电流信号分别提供给整流触发控制板与 NEC 单片机。 单片机电流检测电路原理如图 6 所示。分流器
上检测的毫伏电压信号 I(0~75 mV)经运算放大
器 LF353 进行同相放大,输入到比较器 LF353 中
与设定值进行比较,若比较结果超过判定值则视为
过流,保护输出信号将作为中断驱动 NEC 单片机,
进行 PWM 脉冲封锁,切断电源的脉冲输出。 整流触发控制板电流检测电路原理如图 7 所
示。分流器上采样获得的电流信号 I(0~75 mV)经同相运算放大器放大后输入到比较器中,采样值与
参考值在比较器中比较得到控制值 es,控制值 es 经逻辑运算电路处理后输出 es',通过 es'值的大小控制
TCA785 晶闸管触发集成电路的动作。若 es'<2.5 V,则视采样信号为过流信号,TCA785 晶闸管触发集
成电路封锁脉冲输出,使晶闸管处于关断状态;若 es'>4 V,TCA785 晶闸管触发集成电路的脉冲封锁功
能失效,晶闸管处于导通状态。
图 7 整流触发控制板电流检测电路原理图
Fig. 7 Current detection circuit schematics of rectifier trigger control panel
图 6 单片机电流检测电路原理图
Fig. 6 Schematics of microcontroller current detection circuit
第9卷 第20期
2016 年 10 月 中国科技论文在线精品论文 2064
2 试验验证 由于尚未研制出小孔电解加工机床,其加工试验在改装后的电火花成形加工机床上进行。加工电源
采用研制的高频脉冲电源样机;电解加工工作箱采用 PVC 塑料板制成,安装于 XY 移动工作台上;主轴
采用伺服电机、滚珠丝杠和光栅尺组成的闭环控制方式,可实现重复定位功能。因为电火花机床伺服控
制系统中伺服参考电压(≥50 V)始终高于加工电压(≤24 V),主轴持续回退,且伺服控制系统提供的
固定进给速度过快不适合小孔的电解加工,故只能采用固定腐蚀进行初期试验。此外,该小孔加工试验
要求孔形规整,对成形尺寸要求不高,且加工试验暂不考虑生产力的问题,故试验采用固定腐蚀的加工
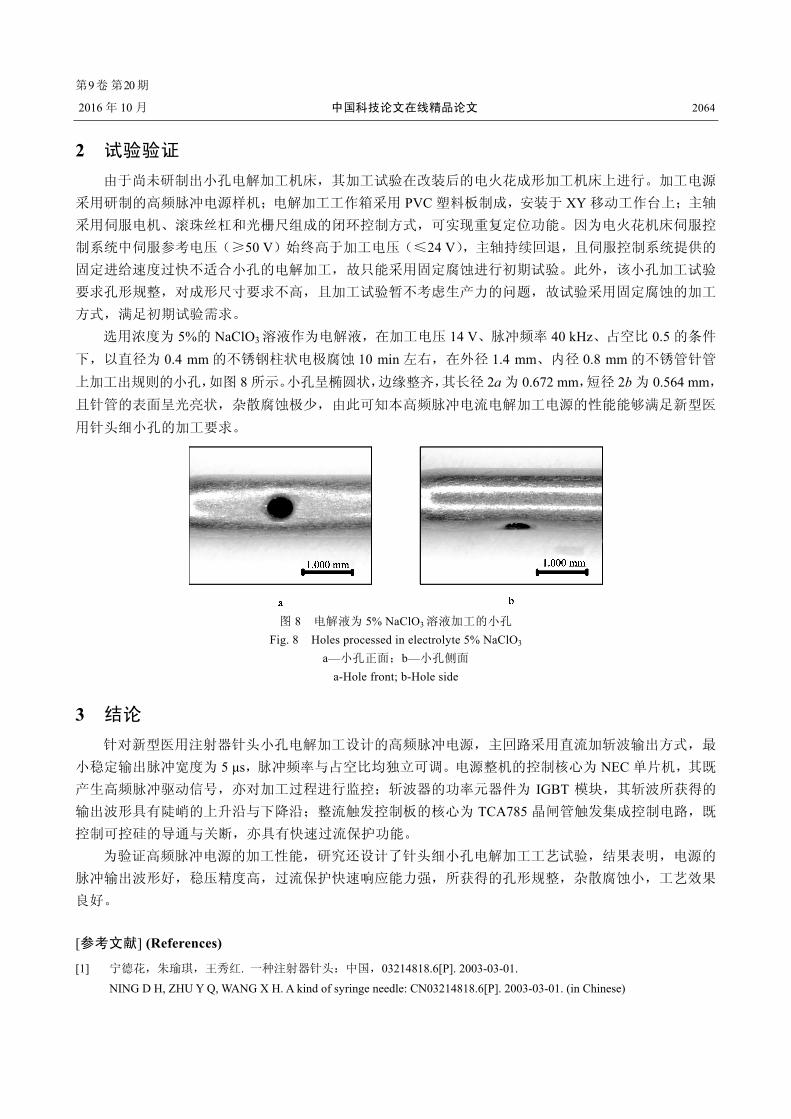
方式,满足初期试验需求。 选用浓度为 5%的 NaClO3 溶液作为电解液,在加工电压 14 V、脉冲频率 40 kHz、占空比 0.5 的条件
下,以直径为 0.4 mm 的不锈钢柱状电极腐蚀 10 min 左右,在外径 1.4 mm、内径 0.8 mm 的不锈管针管
上加工出规则的小孔,如图 8 所示。小孔呈椭圆状,边缘整齐,其长径 2a 为 0.672 mm,短径 2b 为 0.564 mm,
且针管的表面呈光亮状,杂散腐蚀极少,由此可知本高频脉冲电流电解加工电源的性能能够满足新型医
用针头细小孔的加工要求。
图 8 电解液为 5% NaClO3 溶液加工的小孔 Fig. 8 Holes processed in electrolyte 5% NaClO3
a—小孔正面;b—小孔侧面 a-Hole front; b-Hole side
3 结论 针对新型医用注射器针头小孔电解加工设计的高频脉冲电源,主回路采用直流加斩波输出方式,
小稳定输出脉冲宽度为 5 μs,脉冲频率与占空比均独立可调。电源整机的控制核心为 NEC 单片机,其既
产生高频脉冲驱动信号,亦对加工过程进行监控;斩波器的功率元器件为 IGBT 模块,其斩波所获得的
输出波形具有陡峭的上升沿与下降沿;整流触发控制板的核心为 TCA785 晶闸管触发集成控制电路,既
控制可控硅的导通与关断,亦具有快速过流保护功能。 为验证高频脉冲电源的加工性能,研究还设计了针头细小孔电解加工工艺试验,结果表明,电源的
脉冲输出波形好,稳压精度高,过流保护快速响应能力强,所获得的孔形规整,杂散腐蚀小,工艺效果
良好。
[参考文献] (References)
[1] 宁德花,朱瑜琪,王秀红. 一种注射器针头:中国,03214818.6[P]. 2003-03-01.
NING D H, ZHU Y Q, WANG X H. A kind of syringe needle: CN03214818.6[P]. 2003-03-01. (in Chinese)

Vol.9 No.20
October 2016 陈远龙等:小孔电解加工高频脉冲电源研制及工艺试验 2065
[2] 张树相,孙淑云,杨小宇,等. 一种改进的注射器针头:中国,97217748.5[P]. 1998-10-11.
ZHANG S X, SUN S Y, YANG X Y, et al. A kind of improved syringe needle: CN97217748.5[P]. 1998-10-11. (in Chinese)
[3] 常伟杰,田焕阁,李高超,等. 新型医用注射器针头小孔电解加工[C]//第十六届全国特种加工学术会议论文(上). 苏
州:中国机械工程学会特种加工分会,2015:539-543.
CHANG W J, TIAN H G, LI G C, et al. New medical syringe needle hole electrolytic process[C]//16th National Special
Processing Conference Papers (Fist). Suzhou: Special Processing Branch of China Mechanical Engineering Society, 2015:
539-543. (in Chinese)
[4] ZHANG Y J, TANG Y J, LIU X K. Development of ultrashort pulse power supply applicable to micro-ECM[J]. Mater. Sci.
Forum., 2009, 626-627: 369-374.
[5] 陈远龙,杨胜. 高频脉冲电解加工电源的研制[J]. 机电工程技术,2012(9):75-78.
CHEN Y L, YANG S. The development of the high frequency pulse electrochemical machining power supply[J]. Mechanical
Engineering Technology, 2012(9): 75-78. (in Chinese)
[6] 王文焕,张之敬,唐兴伦. 电解加工电源的发展及特点[J]. 现代机械,2004(1):54-57.
WANG W H, ZHANG Z J, TANG X L. Development and characteristics of electrochemical machining power supply[J]. The
Modern Machinery, 2004(1): 54-57. (in Chinese)
[7] de DONCKER R W. Modern electrical drives:design and future trends[C]//CES/IEEE 5th International Power Electronics
and Motion Control Conference (IPEMC). Shanghai, 2006: 1-8.
[8] 李国锋,王宁会. 电源技术[M]. 大连:大连理工大学出版社,2010.
LI G F, WANG N H. Power supply technology[M]. Dalian: Dalian University of Technology Press, 2010. (in Chinese)
[9] 王建业,张永俊,余艳青,等. 脉冲电解加工技术在精微加工领域中的新发展[J]. 中国机械工程,2007,18(1):114-119.
WANG J Y, ZHANG Y J, YU Y Q, et al. The new development of pulse electrochemical machining technology in micro
machining field[J]. China Mechanical Engineering, 2007, 18(1): 114-119. (in Chinese)
[10] 李志永,季画. 电解加工在微细制造技术中的应用研究[J]. 机械设计与制造,2006(6):77-79.
LI Z Y, JI H. Electrochemical machining in the application of micro manufacturing technology research[J]. Mechanical
Design and Manufacturing, 2006(6): 77-79. (in Chinese)
[11] 刘小康,李风. 超短脉冲微细电解加工电源及工艺试验[J]. 华南理工大学学报(自然科学版),2008,36(8):75-78.
LIU X K, LI F. Ultrashort pulse micro electrochemical machining power supply and process test[J]. Journal of South China
University of Technology (Natural Science Edition), 2008, 36(8): 75-78. (in Chinese)