
Caracterización de la Microestructura de Piezas en … · Caracterización de la Microestructura...
7
Caracterización de la Microestructura de Piezas en Fundición Compacta (CGI) Mediante Métodos No Destructivos. S. López de Echazarreta (1) , J. M. Pintor (2) , X. Remírez (2) , R. Irigoyen (1) , A. Muez (1) (1) V. Luzuriaga – Tafalla, Ctra. Zaragoza s/n 31300 Tafalla (España), 948 700 250, [email protected] (2) Universidad Pública de Navarra, Dpto. Ingeniería Mecánica, Energética y de Materiales, Campus Arrosadía s/n, 31006 Pamplona (España) Resumen El desarrollo de los sistemas de inyección directa ha logrado reducir las emisiones contaminantes, y mejorar las prestaciones de los motores diesel. Pero para lograrlo se ha aumentado la presión máxima de trabajo y la densidad de potencia (potencia/cilindrada) [1]. Este aumento de las presiones de trabajo ha impulsado el estudio y utilización de nuevos materiales que, como la fundición de grafito compacto (Compacted Graphite Iron, CGI), son capaces de soportar mayores esfuerzos mecánicos y térmicos. Ahora bien, para asegurar las propiedades de la fundición CGI (Compacted Graphite Iron) se necesita controlar la microestructura (nodularidad dentro del rango 0-20%). El objetivo del estudio es la caracterización de la microestructura de bloques de motor en fundición CGI fabricados en la fundición V. Luzuriaga-Tafalla. Para ello, se ha analizado, sobre muestras tomadas de distintas zonas de un bloque de motor en fundición CGI, la validez de tres técnicas no destructivas: ultrasonidos, análisis modal y método QUASAR TM (QRF). Palabras Clave: fundición CGI, bloque de motor, ultrasonidos, análisis modal, QUASAR. Abstract The latest developments in direct injection systems have reduced emissions and improved performance of diesel engines. But to achieve those improvements an increase in peak firing pressure and power density (power/capacity) have been required. New materials as Compacted Graphite Iron (CGI), which can stand higher mechanical and thermal requirements, are needed. However, to assure the CGI castings’ properties the nodularity range must be kept between 0 to 20 %. The goal of this project is to characterize the microstructure of CGI engine blocks cast in V. Luzuriaga-Tafalla foundry. Three non-destructive techniques have been evaluated: ultrasonic, modal analysis and QUASAR TM method (QRF). The samples measured were taken from CGI engine blocks. Keywords: CGI, engine block, ultrasonic, modal analysis, QUASAR.
Transcript of Caracterización de la Microestructura de Piezas en … · Caracterización de la Microestructura...

Caracterización de la Microestructura de Piezas en Fundición Compacta (CGI) Mediante Métodos No Destructivos.
S. López de Echazarreta(1), J. M. Pintor(2), X. Remírez(2), R. Irigoyen(1), A. Muez(1)
(1)V. Luzuriaga – Tafalla, Ctra. Zaragoza s/n 31300 Tafalla (España), 948 700 250, [email protected]
(2) Universidad Pública de Navarra, Dpto. Ingeniería Mecánica, Energética y de Materiales, Campus Arrosadía s/n, 31006 Pamplona (España)
ResumenEl desarrollo de los sistemas de inyección directa ha logrado reducir las emisiones contaminantes, y mejorar las prestaciones de los motores diesel. Pero para lograrlo se ha aumentado la presión máxima de trabajo y la densidad de potencia (potencia/cilindrada) [1].Este aumento de las presiones de trabajo ha impulsado el estudio y utilización de nuevos materiales que, como la fundición de grafito compacto (Compacted Graphite Iron, CGI), son capaces de soportar mayores esfuerzos mecánicos y térmicos.Ahora bien, para asegurar las propiedades de la fundición CGI (Compacted Graphite Iron) se necesita controlar la microestructura (nodularidad dentro del rango 020%). El objetivo del estudio es la caracterización de la microestructura de bloques de motor en fundición CGI fabricados en la fundición V. LuzuriagaTafalla. Para ello, se ha analizado, sobre muestras tomadas de distintas zonas de un bloque de motor en fundición CGI, la validez de tres técnicas no destructivas: ultrasonidos, análisis modal y método QUASARTM (QRF).
Palabras Clave: fundición CGI, bloque de motor, ultrasonidos, análisis modal, QUASAR.
Abstract The latest developments in direct injection systems have reduced emissions and improved performance of diesel engines. But to achieve those improvements an increase in peak firing pressure and power density (power/capacity) have been required.New materials as Compacted Graphite Iron (CGI), which can stand higher mechanical and thermal requirements, are needed. However, to assure the CGI castings’ properties the nodularity range must be kept between 0 to 20 %.The goal of this project is to characterize the microstructure of CGI engine blocks cast in V. LuzuriagaTafalla foundry. Three nondestructive techniques have been evaluated: ultrasonic, modal analysis and QUASARTM method (QRF). The samples measured were taken from CGI engine blocks.
Keywords: CGI, engine block, ultrasonic, modal analysis, QUASAR.

1. Introducción
El trabajo recogido parcialmente en este artículo está integrado en un proyecto más
ambicioso de la fundición V. Luzuriaga Tafalla para la fabricación de bloques y
culatas en fundición CGI. V. Luzuriaga Tafalla (VLT) es una fundición dedicada a la
fabricación de bloques y culatas en fundición gris, para aplicaciones industriales y del
sector de automóvil. VLT fabrica más de 80.000 toneladas anuales para clientes como
Renault, PSA, Opel, VM Motori, John Deere, Perkins, Volvo Penta, etc.
La fundición CGI posee una microestructura específica que le dota de peculiares
características mecánicas y térmicas. Esta microestructura se caracteriza por la forma
del grafito, vermicular en 2D, que realmente es una estructura coralina continua en 3D,
ver Figura 1, embebida en una matriz ferritica/perlitica [3].
Figura 1. Fundición CGI.
Así, las propiedades de la fundición CGI se encuentran entre las de la fundición gris y
nodular [1], ver Tabla 1. Propiedades físicas y mecánicas que son función de la forma
del grafito y de la relación perlita/ferrita, ver Figura 2.
Tabla 1. Propiedades típicas de fundiciones perlíticas gris, compacta (CGI) y nodular.
Propiedad Gris CGI NodularLimite a Rotura (MPa) 250 450 750Módulo Elástico (MPa) 105 145 160Elongación (%) 0 1.5 5Conductividad Térmica (W/mK) 48 37 28
Capacidad de Amortiguamiento Relativo 1 0.35 0.22Dureza (HB 10/300) 179202 217241 217255Límite a fatiga rotatoria (MPa) 110 200 250
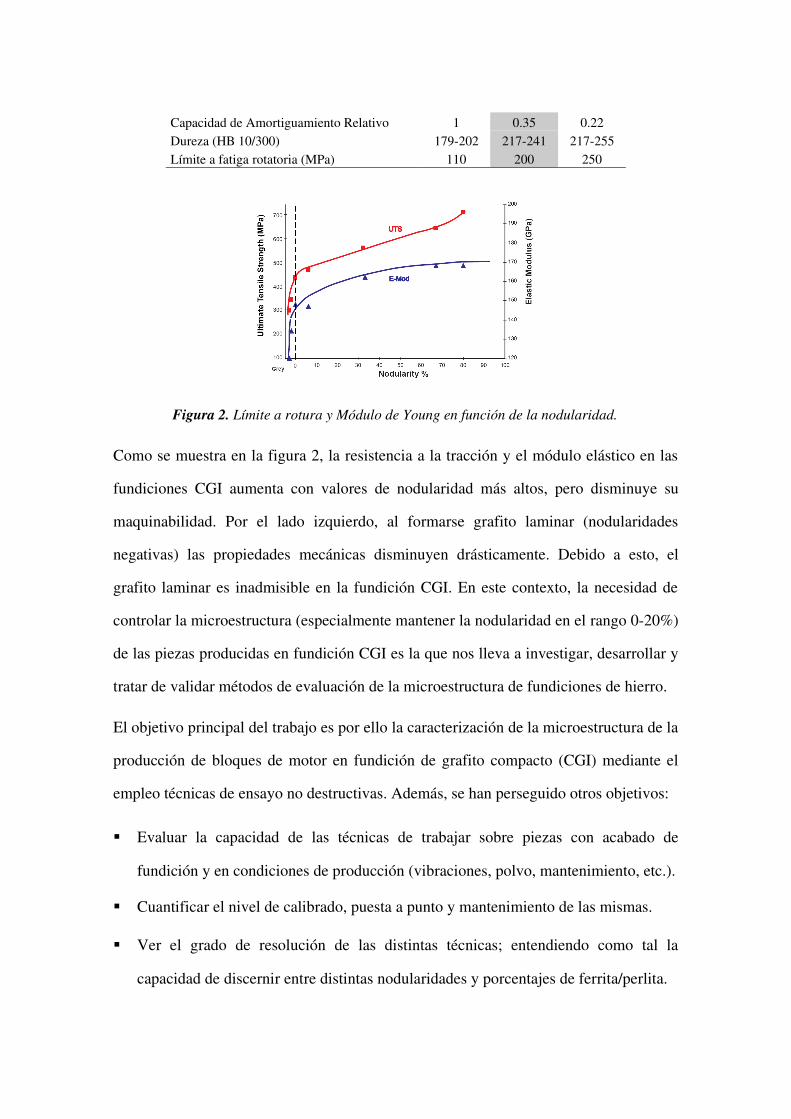
Figura 2. Límite a rotura y Módulo de Young en función de la nodularidad.
Como se muestra en la figura 2, la resistencia a la tracción y el módulo elástico en las
fundiciones CGI aumenta con valores de nodularidad más altos, pero disminuye su
maquinabilidad. Por el lado izquierdo, al formarse grafito laminar (nodularidades
negativas) las propiedades mecánicas disminuyen drásticamente. Debido a esto, el
grafito laminar es inadmisible en la fundición CGI. En este contexto, la necesidad de
controlar la microestructura (especialmente mantener la nodularidad en el rango 020%)
de las piezas producidas en fundición CGI es la que nos lleva a investigar, desarrollar y
tratar de validar métodos de evaluación de la microestructura de fundiciones de hierro.
El objetivo principal del trabajo es por ello la caracterización de la microestructura de la
producción de bloques de motor en fundición de grafito compacto (CGI) mediante el
empleo técnicas de ensayo no destructivas. Además, se han perseguido otros objetivos:
Evaluar la capacidad de las técnicas de trabajar sobre piezas con acabado de
fundición y en condiciones de producción (vibraciones, polvo, mantenimiento, etc.).
Cuantificar el nivel de calibrado, puesta a punto y mantenimiento de las mismas.
Ver el grado de resolución de las distintas técnicas; entendiendo como tal la
capacidad de discernir entre distintas nodularidades y porcentajes de ferrita/perlita.
2. Procedimiento experimental
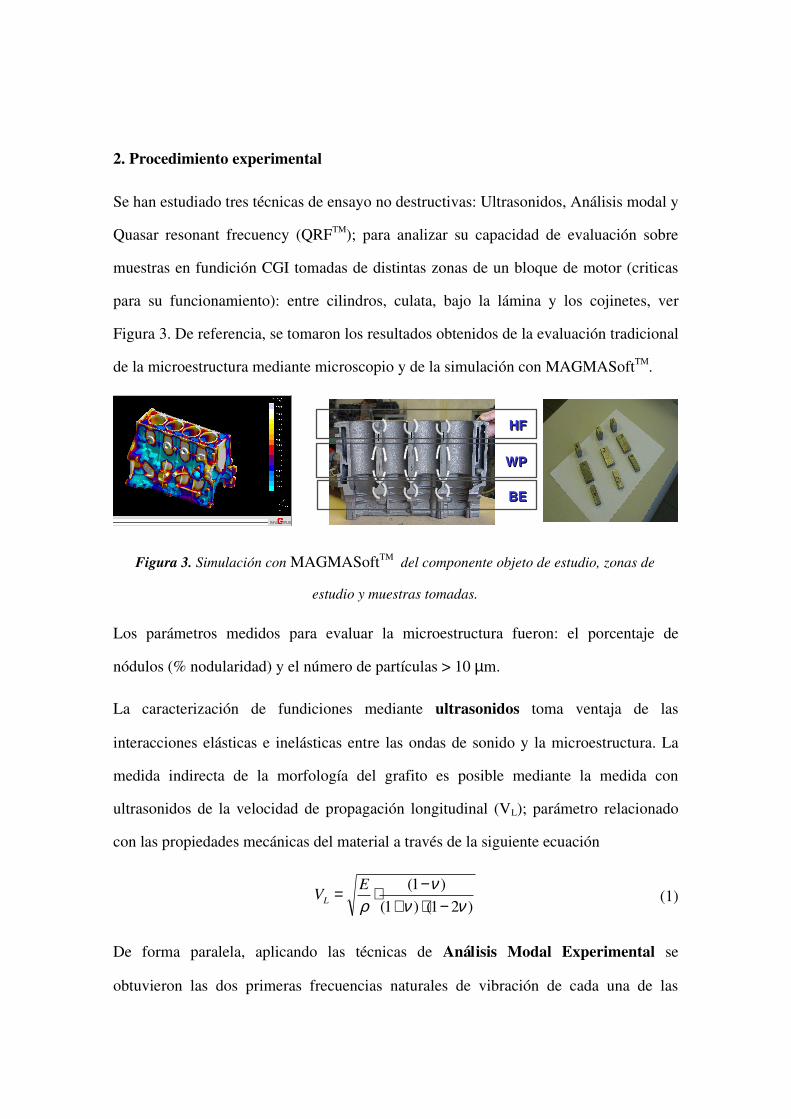
Se han estudiado tres técnicas de ensayo no destructivas: Ultrasonidos, Análisis modal y
Quasar resonant frecuency (QRFTM); para analizar su capacidad de evaluación sobre
muestras en fundición CGI tomadas de distintas zonas de un bloque de motor (criticas
para su funcionamiento): entre cilindros, culata, bajo la lámina y los cojinetes, ver
Figura 3. De referencia, se tomaron los resultados obtenidos de la evaluación tradicional
de la microestructura mediante microscopio y de la simulación con MAGMASoftTM.
Figura 3. Simulación con MAGMASoftTM del componente objeto de estudio, zonas de
estudio y muestras tomadas.
Los parámetros medidos para evaluar la microestructura fueron: el porcentaje de
nódulos (% nodularidad) y el número de partículas > 10 µm.
La caracterización de fundiciones mediante ultrasonidos toma ventaja de las
interacciones elásticas e inelásticas entre las ondas de sonido y la microestructura. La
medida indirecta de la morfología del grafito es posible mediante la medida con
ultrasonidos de la velocidad de propagación longitudinal (VL); parámetro relacionado
con las propiedades mecánicas del material a través de la siguiente ecuación
)21()1()1(
ννν
ρ −⋅+−⋅= EVL (1)
De forma paralela, aplicando las técnicas de Análisis Modal Experimental se
obtuvieron las dos primeras frecuencias naturales de vibración de cada una de las
WPWP
HFHF
BEBE
muestras. Correlando estos resultados con los obtenidos a su vez de un modelo virtual,
desarrollado por elementos finitos, de las muestras se dedujeron las propiedades
mecánicas (E, G, ν, etc.).
Por último, se aplicó también el método QRFTM, basado en el cálculo de la matriz de
las constantes elásticas del material (Cij), a partir de la respuesta en frecuencia de las
muestras. Posteriormente, las propiedades del material se deducen a partir de dichas
constantes elásticas mediante las expresiones siguientes.
))4411(2
11441(442CC
CCCE+×
−+××= , C44 G = , ρ11CVL = (2)
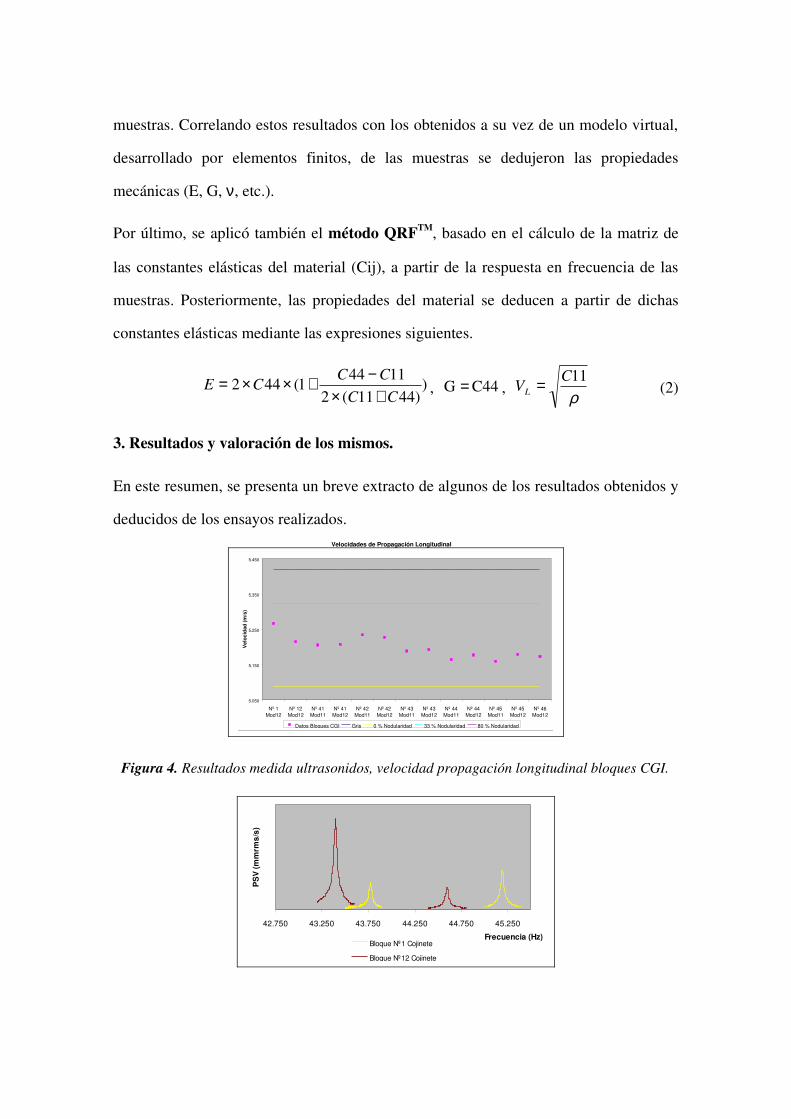
3. Resultados y valoración de los mismos.
En este resumen, se presenta un breve extracto de algunos de los resultados obtenidos y
deducidos de los ensayos realizados. Velocidades de Propagación Longitudinal
5.050
5.150
5.250
5.350
5.450
Nº 1Mod12
Nº 12Mod12
Nº 41Mod11
Nº 41Mod12
Nº 42Mod11
Nº 42Mod12
Nº 43Mod11
Nº 43Mod12
Nº 44Mod11
Nº 44Mod12
Nº 45Mod11
Nº 45Mod12
Nº 46Mod12
Velo
cida
d (m
/s)
Datos Bloques CGI Gris 0 % Nodularidad 33 % Nodularidad 80 % Nodularidad
Figura 4. Resultados medida ultrasonidos, velocidad propagación longitudinal bloques CGI.
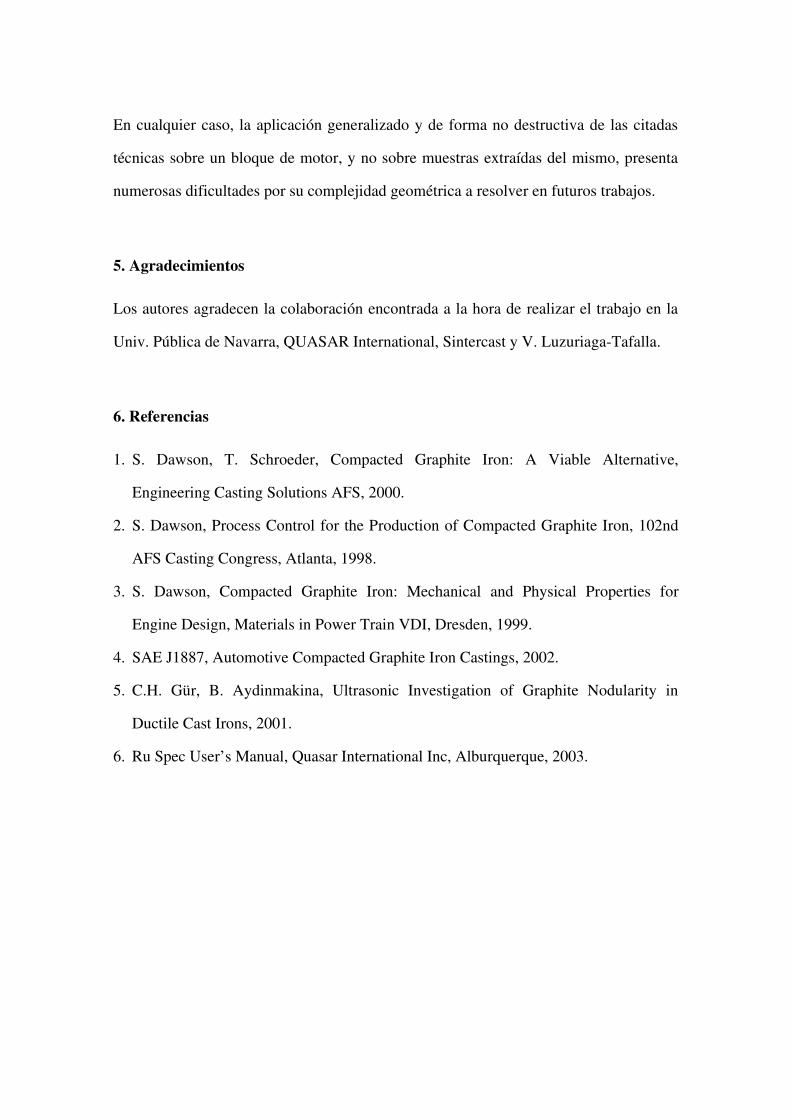
42.750 43.250 43.750 44.250 44.750 45.250Frecuencia (Hz)
PSV
(mm
rms/
s)
Bloque Nº1 Cojinete
Bloque Nº12 Cojinete

Figura 5. Resultado análisis modal muestras cojinete bloques Nº1 y Nº12.
Sam ple # Descript ionC1 1
( Gpa)C4 4
( Gpa)
Young's Modulus
( Gpa)
Shear Modulus
( Gpa)
Bulk Modulus
( Gpa)
Poisson's Rat io
Vel Prop Long
( m / s)
Vel Prop Trans ( m / s)
Q21 # 41, Mod 11, Pos2,Bearings 199,92 60,26 154,78 60,26 119,60 0,2843 5.250 2.882Q20 # 41, Mod 11, Pos2,BtwCyls,HF 199,21 60,78 155,65 60,78 118,20 0,2805 5.256 2.903Q22 # 41, Mod 11, Pos2,BtwCyls,WP 202,06 61,06 156,74 61,06 120,60 0,2835 5.297 2.912
Q11 # 43, Mod 11, Pos2,Bearings 193,12 59,85 152,67 59,85 113,30 0,2755 5.179 2.883Q14 # 43, Mod 11, Pos2,BtwCyls,HF 197,49 60,81 155,37 60,81 116,40 0,2775 5.231 2.903Q10 # 43, Mod 11, Pos2,BtwCyls,WP 199,95 60,95 156,12 60,95 118,70 0,2808 5.264 2.906
Q9 # 43, Mod 12, Pos2,Bearings 193,43 59,65 152,35 59,65 113,90 0,2771 5.194 2.885Q7 # 43, Mod 12, Pos2,BtwCyls,HF 196,59 60,53 154,66 60,53 115,88 0,2776 5.243 2.909Q8 # 43, Mod 12, Pos2,BtwCyls,WP 200,68 60,61 155,60 60,61 119,87 0,2836 5.298 2.912
Bloque Nº41 Mod11
Figura 6. Resultados constantes elásticas muestras CGI, medidos mediante QRF.
4. Conclusiones
Las muestras ensayadas han permitido validar adecuadamente la repetitividad de las
medidas pero no han ayudado a la hora de establecer las tendencias de los parámetros
con la variación de la microestructura.
Los tres métodos no destructivos empleados se mostraron capaces a la hora de detectar
y valorar las muestras de fundición CGI. Pero la variabilidad en los resultados
obtenidos hace que los métodos estudiados, tal y como se han realizado los ensayos,
sean incapaces de determinar el grado de Nodularidad de las muestras con la necesaria
precisión.
Pese a todo, la caracterización tradicional mediante microscopio tampoco resulta
adecuada como parámetro de comparación frente a otras variables.
La alta variabilidad en los resultados obtenidos del Análisis Modal el debido a
limitaciones del planteamiento experimental llevado a cabo; sin embargo, el estudio de
frecuencias propias parece fiable y prometedor para este tipo de aplicaciones técnicas.
Desde la perspectiva de la búsqueda de una aplicación en planta, parece imprescindible
el empleo conjunto de varias de las técnicas empleadas. A priori, el uso combinado de
ultrasonidos y Análisis Modal o QRF podría aportar una solución completa y eficaz al
problema.
En cualquier caso, la aplicación generalizado y de forma no destructiva de las citadas
técnicas sobre un bloque de motor, y no sobre muestras extraídas del mismo, presenta
numerosas dificultades por su complejidad geométrica a resolver en futuros trabajos.
5. Agradecimientos
Los autores agradecen la colaboración encontrada a la hora de realizar el trabajo en la
Univ. Pública de Navarra, QUASAR International, Sintercast y V. LuzuriagaTafalla.
6. Referencias
1. S. Dawson, T. Schroeder, Compacted Graphite Iron: A Viable Alternative,
Engineering Casting Solutions AFS, 2000.
2. S. Dawson, Process Control for the Production of Compacted Graphite Iron, 102nd
AFS Casting Congress, Atlanta, 1998.
3. S. Dawson, Compacted Graphite Iron: Mechanical and Physical Properties for
Engine Design, Materials in Power Train VDI, Dresden, 1999.
4. SAE J1887, Automotive Compacted Graphite Iron Castings, 2002.
5. C.H. Gür, B. Aydinmakina, Ultrasonic Investigation of Graphite Nodularity in
Ductile Cast Irons, 2001.
6. Ru Spec User’s Manual, Quasar International Inc, Alburquerque, 2003.


















