
CARACTERIZAÇÃO EXPERIMENTAL DE COMPÓSITOS …livros01.livrosgratis.com.br/cp147865.pdf · Neste...
248
CARACTERIZAÇÃO EXPERIMENTAL DE COMPÓSITOS CIMENTÍCIOS REFORÇADOS COM FIBRAS DE PVA: PROCESSO DE FRATURA, PROPRIEDADES TÉRMICAS, DEFORMAÇÕES DIFERIDAS E ESTABILIDADE TÉRMICA Margareth da Silva Magalhães Tese de Doutorado apresentada ao Programa de Pós-graduação em Engenharia Civil, COPPE, da Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Doutor em Engenharia Civil. Orientador: Romildo Dias Toledo Filho Rio de Janeiro Outubro de 2010 COPPE/UFRJ COPPE/UFRJ
Transcript of CARACTERIZAÇÃO EXPERIMENTAL DE COMPÓSITOS …livros01.livrosgratis.com.br/cp147865.pdf · Neste...
CARACTERIZAÇÃO EXPERIMENTAL DE COMPÓSITOS CIMENTÍCIOS
REFORÇADOS COM FIBRAS DE PVA: PROCESSO DE FRATURA,
PROPRIEDADES TÉRMICAS, DEFORMAÇÕES DIFERIDAS E ESTABILIDADE
TÉRMICA
Margareth da Silva Magalhães
Tese de Doutorado apresentada ao Programa de
Pós-graduação em Engenharia Civil, COPPE, da
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Doutor em Engenharia Civil.
Orientador: Romildo Dias Toledo Filho
Rio de Janeiro
Outubro de 2010
COPPE/UFRJCOPPE/UFRJ

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
ii
CARACTERIZAÇÃO EXPERIMENTAL DE COMPÓSITOS CIMENTÍCIOS
REFORÇADOS COM FIBRAS DE PVA: PROCESSO DE FRATURA,
PROPRIEDADES TÉRMICAS, DEFORMAÇÕES DIFERIDAS E
ESTABILIDADE TÉRMICA
Margareth da Silva Magalhães
TESE SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO LUIZ
COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA (COPPE) DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE DOUTOR EM
CIÊNCIAS EM ENGENHARIA CIVIL.
Examinada por:
RIO DE JANEIRO, RJ - BRASIL
OUTUBRO DE 2010

iii
Magalhães, Margareth da Silva
Caracterização Experimental de Compósitos
Cimentícios Reforçados com Fibras de PVA: Processo de
Fratura, Propriedades Térmicas, Deformações Diferidas e
Estabilidade Térmica/Margareth da Silva Magalhães. –
Rio de Janeiro: UFRJ/COPPE, 2010.
XXVI, 219 p.: il.; 29,7 cm.
Orientador: Romildo Dias Toledo Filho
Tese (doutorado) – UFRJ/ COPPE/ Programa de
Engenharia Civil, 2010.
Referências Bibliográficas: p. 204-219.
1. Compósitos Cimentícios. 2. Fibras de PVA. 3.
Estabilidade Térmica. I. Toledo Filho, Romildo Dias. II.
Universidade Federal do Rio de Janeiro, COPPE,
Programa de Engenharia Civil. III. Titulo.

iv
""VVOOCCAATTUUSS AATTQQUUEE NNOONN VVOOCCAATTUUSS,, DDEEUUSS AADDEERRIITT..""
(Tradução: "Evocado ou não, Deus está presente")
Frase do Oráculo de Delphos.
Aos meus pais e irmãos.

v
―Qualquer caminho é apenas um caminho
E não constitui insulto algum – para si mesmo
Ou para os outros – abandoná-lo quando
Assim ordena o seu coração. (...)
Olhe cada caminho com cuidado e atenção.
Tente-o tantas vezes quantas julgar necessário...
Então faça a si mesmo uma pergunta: possui esse
Caminho um coração? Em caso afirmativo,
O caminho é bom. Caso contrário, esse caminho
Não possui importância alguma‖.
Carlos Castañeda
vi
AAGGRRAADDEECCIIMMEENNTTOOSS
À Deus, pela presença constante e pelo dom da vida.
À família, pelo apoio incondicional e incentivo constante.
Ao meu orientador, professor Romildo Toledo pelo incentivo, apoio, orientação e
confiança a mim dedicada durante o período de doutorado. Da mesma forma eu
agradeço ao professor Eduardo Fairbairn que, mesmo não sendo meu orientador oficial,
tenho a mesma gratidão pelos ensinamentos adquiridos. Seus ensinamentos foram muito
valiosos para mim.
A UNEB pelo afastamento concedido e ao corpo docente do Departamento de
Tecnologias e Ciências Sociais pelo apoio e incentivo durante todo o período do curso
de doutorado.
Aos amigos conquistados nesta cidade, Nívea, Ivonete, Nelson, Cid, João Guerreiro,
Eloísa, Odeir e Magda Ministério pelo convívio e amizade, não somente nos momentos
difíceis, mas durante todo o tempo, eu agradeço. De forma singular agradeço também ao
Honaldo Pignati pela amizade incondicional, carinho, atenção e dedicação que teve
sempre comigo e principalmente nos momentos de tempestades, a ti dedico meu carinho
e minha gratidão sempre. A todos eu quero que tenham a certeza que sentirei muitas
saudades de todos os momentos que passamos juntos.
Aos funcionários do PEC, Jairo e Rita, agradeço de todo coração à ajuda prestada nos
momentos certos. Da mesma forma aos técnicos do laboratório de informática, Célio e
Orlando pela contribuição neste trabalho.
Às secretárias do Labest, Sandra e Luzidele e a técnica Rosângela, pela amizade e
presteza em sempre me ajudar. Da mesma forma eu agradeço ao Rocha e Amanda.
Aos técnicos do LABEST Flávio Sarkis, Arnaldo, Manoel, Anísio, Zé Maria, Santiago,
Luís (―in memorian‖), Rodrigo, Hugo e Renan pela colaboração concedida neste
trabalho.
Agradecimento em especial aos funcionários; Adailton, Alessandro, Clodoaldo, Flávio
Costa, Hostiano e Júlio pelo apoio, carinho e dedicação concedida, os quais foram
imprescindíveis para a realização deste trabalho.
vii
Aos funcionários de apoio Josimar Santana e Ana Cristina Mota pelo convívio.
À todos os colegas do doutorado e amigos conquistados no LABEST: Alex, Ana
Catarina, Anderson Gadéa, Ana Lúcia Ana Maria, Andriela, Carlos Cortês, Carlos
Rossigali, Cíntia, Ederli, Edgar, Emerson, Eugênia, Flávio Silva, George, Goreti,
Guilherme Cordeiro, Guilherme Quinderé, Iuri, Juarez, Júlio, Luciane, Luiz, Marcos,
Maria Rita, Maurício, Otavio, Paulo, Samanta, Silvoso, Tiago, Vanessa e Yemcy. De
forma singular eu agradeço a Adcleides, Alexandre, Camila, Janine, João, Lurdes,
Norma, Reila, Rosana e Vivian pela colaboração, companhia e ajuda dedicada na tese.
A Kuraray - Japão e em especial a Nobuco Nakamura funcionária da Mitsubishi
Corporation do Brasil S/A pela doação da fibra de PVA.
A CAPES e a FAPERJ pelo suporte financeiro.
viii
Resumo da Tese apresentada à COPPE/UFRJ como parte dos requisitos necessários
para a obtenção do grau de Doutor em Ciências (D.Sc.)
CARACTERIZAÇÃO EXPERIMENTAL DE COMPÓSITOS CIMENTÍCIOS
REFORÇADOS COM FIBRAS DE PVA: PROCESSO DE FRATURA,
PROPRIEDADES TÉRMICAS, DEFORMAÇÕES DIFERIDAS E ESTABILIDADE
TÉRMICA
Margareth da Silva Magalhães
Outubro/2010
Orientador: Romildo Dias Toledo Filho
Programa: Engenharia Civil
Neste trabalho foram desenvolvidas e caracterizadas experimentalmente
diferentes formulações de compósitos cimentícios reforçados com fibras de PVA
utilizando-se na matriz apenas materiais disponíveis no mercado nacional. Todas as
misturas estudadas apresentaram enrijecimento na tração direta, com capacidade de
deformação de até de 3%. A influência do tamanho do grão do agregado (0,212mm e
1,18mm) na tenacidade do compósito foi investigada e observou-se que a mesma reduz
com o aumento do diâmetro máximo do agregado. Ensaios para determinação das
propriedades térmicas do compósito assim como seu comportamento dependente do
tempo foram realizados. Ensaios físicos, mecânicos e micro-estruturais foram realizados
após submeter os compósitos a temperaturas variando de 90 a 250ºC. Os resultados
obtidos mostraram que a retração por secagem de SHCC é maior que a retração de um
concreto convencional e o comportamento de fluência na flexão depende do estado
inicial de fissuração das amostras. A deterioração do compósito foi observada em
termos de aumento da porosidade total e reduções da rigidez, ductilidade e capacidade
de deformação, além de mudanças ocorridas no patamar de fissuração. Contudo, até
145ºC o comportamento do material ainda é descrito como ―strain hardening‖ com alta
capacidade de deformação e formação de múltiplas microfissuras com abertura inferior
a 100µm. Acima de 190ºC, a capacidade de deformação já é bastante reduzida. O
compósito ainda apresentou boa resistência até 80 ciclos de choque térmico, porém com
reduzida resistência e ductilidade na flexão.

ix
Abstract of Thesis presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Doctor of Science (D.Sc.)
EXPERIMENTAL CHARACTERIZATION OF PVA FIBER REINFORCED
CEMENTITIOUS COMPOSITES: FRACTURE PROCESS, THERMAL
PROPERTIES, THERMAL STABILITY AND TIME-DEPENDENT BEHAVIOR
Margareth da Silva Magalhães
October/2010
Advisor: Romildo Dias Toledo Filho
Department: Civil Engineering
An experimental program was carried out to study the behavior of PVA fiber
reinforced cementitious composites. Different formulations of composites were
developed and all mixtures studied were characterized as strain hardening cementitious
composites (SHCC). Moreover, a study of the influence of aggregate on the SHCC
behavior was made. It was observed that the ductility was the property most affected.
Tests were made to determine the thermal properties and the time-dependant behavior
of SHCC. In addition, testes were carried out to study the physical and mechanical
properties of SHCC after exposure to high temperatures. The results showed that, the
drying shrinkage of SHCC is higher than normal structural concrete. Furthermore, the
bending creep depends on the cracking initial state of samples. The temperature has
affected the physical and mechanical properties of SHCC when it was heated up to
250ºC. The deterioration of the composite was observed in terms of increased porosity
and reductions of stiffness, ductility and strain capacity, and changes in the crack
pattern. However, up to 145ºC, the composite still presented a strain hardening behavior
with a pronounced multiple cracking pattern with crack width less than 100μm. After
190 ºC the reduction of ductility is more evident. The composite also showed good
resistance up to 80 cycles of thermal shock, however, it showed reduced strength and
ductility in bending.

x
SSUUMMAARRIIOO
LISTA DE FIGURAS ................................................................................................... XV
LISTA DE TABELAS .............................................................................................. XXIV
1 INTRODUÇÃO ....................................................................................................... 1
1.1 OBJETIVOS ................................................................................................................ 3
1.2 ESTRUTURA DO TRABALHO ............................................................................... 5
2 REVISÃO BIBLIOGRÁFICA ............................................................................... 6
2.1 HISTÓRICO ................................................................................................................ 6
2.2 COMPÓSITOS CIMENTÍCIOS COM ENRIJECIMENTO NA TRAÇÃO
DIRETA (do inglês strain hardening cementitious composites - SHCC) ........................... 11
2.2.1 DESENVOLVIMENTO DE COMPÓSITOS DO TIPO SHCC ...................................... 14
2.2.1.1 Condições para que ocorra o comportamento Strain Hardening de SHCC .................. 17
2.3 DEFORMAÇÕES AO LONGO DO TEMPO DO SHCC ..................................... 23
2.3.1 FLUÊNCIA ...................................................................................................................... 24
2.3.2 RETRAÇÃO .................................................................................................................... 25
2.3.2.1 Retração Autógena ....................................................................................................... 26
2.3.2.2 Retração por secagem .................................................................................................. 27
2.4 DURABILIDADE SOB AÇÃO DE CARGAS QUÍMICAS DO SHCC ............... 28
2.5 COMPORTAMENTO DO SHCC SOB AÇÃO DE CARGAS TÉRMICAS ...... 30
2.5.1 INTRODUÇÃO ............................................................................................................... 30
2.5.2 DEGRADAÇÃO DO SHCC EM NÍVEL MICRO E MACRO ESTRUTURAL ............ 31
2.5.3 FISSURAÇÃO DE ORIGEM TÉRMICA EM POUCAS IDADES DO SHCC .............. 34
2.5.4 DURABILIDADE EM BAIXAS TEMPERATURAS DO SHCC .................................. 35
3 PLANEJAMENTO EXPERIMENTAL .............................................................. 36
3.1 PROCEDIMENTOS EXPERIMENTAIS .............................................................. 40
3.1.1 PROPRIEDADES FÍSICAS ............................................................................................ 40
3.1.1.1 Massa específica da fibra ............................................................................................. 40
3.1.1.2 Porosidade total............................................................................................................ 40
3.1.2 ANÁLISES MICROESTRUTURAIS ............................................................................. 41
3.1.2.1 Porosimetria por intrusão de mercúrio ......................................................................... 41
3.1.2.2 Análise microscópica ................................................................................................... 43

xi
3.1.3 PROPRIEDADES MECÂNICAS .................................................................................... 44
3.1.3.1 Comportamento sob compressão axial ........................................................................ 44
3.1.3.2 Comportamento sob flexão .......................................................................................... 46
3.1.3.3 Ensaios de tração direta no compósito ......................................................................... 47
3.1.3.3.1 Setup 01 .................................................................................................................. 47
3.1.3.3.2 Setup 02 .................................................................................................................. 49
3.1.3.4 Ensaios de tração na fibra de PVA............................................................................... 50
3.1.3.5 Análise do processo de fissuração nos ensaios de flexão e tração direta ..................... 51
3.1.4 ESTUDO DAS DEFORMAÇÕES DIFERIDAS DE COMPÓSITOS SHCC ................. 53
3.1.4.1 Retração autógena ........................................................................................................ 53
3.1.4.1.1 Determinação do patamar de percolação ................................................................ 56
3.1.4.2 Retração por secagem .................................................................................................. 58
3.1.4.3 Fluência na flexão ........................................................................................................ 60
3.1.4.4 Comportamento do padrão de fissuras do SHCC sob carga constante ........................ 61
3.1.5 PROPRIEDADES TÉRMICAS ....................................................................................... 63
3.1.5.1 Calor específico ........................................................................................................... 63
3.1.5.2 Coeficiente de dilatação térmica .................................................................................. 65
3.1.5.3 Difusividade térmica .................................................................................................... 67
3.1.5.4 Condutividade Térmica ................................................................................................ 69
3.1.5.5 Elevação adiabática de temperatura ............................................................................. 69
3.1.6 ANÁLISES POR TERMOGRAVIMETRIA E CALORIMETRIA DIFERENCIAL DE
VARREDURA .................................................................................................................................. 72
3.1.7 RESISTÊNCIA A CICLOS DE CHOQUE TÉRMICO ................................................... 74
3.1.8 AQUECIMENTO DAS AMOSTRAS PARA OS ENSAIOS COM TEMPERATURA . 76
3.1.9 ANÁLISE ESTATÍSTICA DOS DADOS EXPERIMENTAIS ...................................... 77
3.2 PROPRIEDADES DOS MATERIAIS UTILIZADOS .......................................... 78
3.2.1 CIMENTO ....................................................................................................................... 78
3.2.2 CINZA VOLANTE .......................................................................................................... 80
3.2.3 AREIA ............................................................................................................................. 82
3.2.4 FIBRA .............................................................................................................................. 83
3.2.5 ADITIVOS QUÍMICOS .................................................................................................. 83
3.2.6 ÁGUA .............................................................................................................................. 84
4 DESENVOLVIMENTO DE COMPÓSITOS DO TIPO SHCC COM
MATERIAIS LOCAIS ................................................................................................. 85
4.1 INTRODUÇÃO ......................................................................................................... 85
4.2 DOSAGEM DOS COMPÓSITOS ........................................................................... 85
4.2.1 MOLDAGEM DOS COMPÓSITOS ............................................................................... 86
xii
4.3 PROPRIEDADES FÍSICAS E MECÂNICAS DOS COMPÓSITOS
DESENVOLVIDOS .............................................................................................................. 88
4.3.1 INFLUÊNCIA DO TEOR DE AREIA EM MISTURAS SEM CINZA VOLANTE
(MISTURAS M01, M02 E M03) ...................................................................................................... 88
4.3.1.1 Propriedades físicas dos compósitos ............................................................................ 88
4.3.1.2 Comportamento sob tração direta ................................................................................ 89
4.3.1.3 Comportamento sob flexão .......................................................................................... 93
4.3.1.4 Comportamento sob compressão axial ........................................................................ 95
4.3.2 INFLUÊNCIA DO TEOR DE CINZA VOLANTE (MISTURAS M02, M04 E M05) ... 97
4.3.2.1 Propriedades físicas dos compósitos ............................................................................ 97
4.3.2.2 Comportamento sob tração direta ................................................................................ 98
4.3.2.3 Comportamento sob flexão ........................................................................................ 102
4.3.2.4 Comportamento sob compressão axial ...................................................................... 104
4.3.3 INFLUÊNCIA DO TEOR DE AREIA EM MISTURAS COM ALTO TEOR DE CINZA
VOLANTE (MISTURAS CF01 E CF02) ........................................................................................ 106
4.3.3.1 Propriedades físicas dos compósitos .......................................................................... 106
4.3.3.2 Comportamento sob tração direta .............................................................................. 107
4.3.3.3 Comportamento sob flexão ........................................................................................ 109
4.3.3.4 Comportamento sob compressão axial ...................................................................... 111
4.4 INFLUÊNCIA DO TAMANHO DO AGREGADO NAS PROPRIEDADES
FÍSICAS E MECÂNICAS DE SHCC ............................................................................... 113
4.4.1 PROPRIEDADES FÍSICAS DOS COMPÓSITOS ....................................................... 113
4.4.2 COMPORTAMENTO SOB TRAÇÃO DIRETA .......................................................... 113
4.4.3 COMPORTAMENTO SOB FLEXÃO .......................................................................... 116
4.4.4 COMPORTAMENTO SOB COMPRESSÃO AXIAL .................................................. 117
4.5 PROCESSO DE FRATURA DE COMPÓSITOS SHCC SOB CARGAS DE
FLEXÃO E TRAÇÃO DIRETA ........................................................................................ 119
4.5.1.1 Modo de ruptura dos compósitos quando submetidos a esforços de flexão ............... 119
4.5.1.2 Modo de ruptura dos compósitos quando submetidos a esforços de tração direta ..... 122
4.6 RESUMO DO CAPÍTULO 4 ................................................................................. 128
5 ESTUDO DAS DEFORMAÇÕES DIFERIDAS .............................................. 130
5.1 INTRODUÇÃO ....................................................................................................... 130
5.2 RETRAÇÃO AUTÓGENA .................................................................................... 130
5.3 RETRAÇÃO POR SECAGEM ............................................................................. 132
5.4 FLUÊNCIA NA FLEXÃO ...................................................................................... 136
xiii
5.5 COMPORTAMENTO DO PADRÃO DE FISSURAS DO SHCC SOB CARGA
CONSTANTE ...................................................................................................................... 137
5.6 RESUMO DO CAPÍTULO 5 ................................................................................. 143
6 PROPRIEDADES TÉRMICAS ......................................................................... 145
6.1 INTRODUÇÃO ....................................................................................................... 145
6.2 CALOR ESPECÍFICO ........................................................................................... 145
6.3 DIFUSIVIDADE TÉRMICA ................................................................................. 147
6.4 CONDUTIVIDADE TÉRMICA ............................................................................ 148
6.5 COEFICIENTE DE DILATAÇÃO TÉRMICA ................................................... 149
6.6 ELEVAÇÃO ADIABÁTICA DA TEMPERATURA .......................................... 149
6.7 RESUMO DO CAPÍTULO 6 ................................................................................. 151
7 ESTABILIDADE TÉRMICA DA FIBRA DE PVA E DE COMPÓSITOS DO
TIPO SHCC ................................................................................................................ 152
7.1 INTRODUÇÃO ....................................................................................................... 152
7.2 ESTABILIDADE TÉRMICA DA FIBRA DE PVA ............................................ 152
7.2.1 ANÁLISE POR TG/DTG E DSC DA FIBRA DE PVA ................................................ 152
7.2.2 MUDANÇAS NA MASSA ESPECÍFICA DA FIBRA DE PVA COM A EXPOSIÇÃO
A ALTAS TEMPERATURAS ........................................................................................................ 156
7.2.3 VARIAÇÃO DA RESISTÊNCIA À TRAÇÃO DA FIBRA DE PVA APÓS
EXPOSIÇÃO À ALTAS TEMPERATURAS ................................................................................. 157
7.3 ESTABILIDADE TÉRMICA DO SHCC ............................................................. 160
7.3.1 ANÁLISE POR TG/DTG .............................................................................................. 160
7.3.2 PROPRIEDADES MECÂNICAS RESIDUAIS DO SHCC APÓS EXPOSIÇÃO A
ALTAS TEMPERATURAS ............................................................................................................ 161
7.3.2.1 Comportamento tensão x deformação na tração direta .............................................. 161
7.3.2.1.1 Processo de fratura na tração direta ...................................................................... 165
7.3.2.2 Comportamento carga x deslocamento na flexão ...................................................... 172
7.3.2.2.1 Processo de fratura na flexão ................................................................................ 175
7.3.2.3 Comportamento tensão x deformação na compressão axial ...................................... 177
7.3.3 ANÁLISE MICRO-ESTRUTURAL DO SHCC ........................................................... 180
7.3.3.1 Variação na estrutura de poros do SHCC com o aumento da temperatura ................ 180
7.3.3.2 Análise microscópica da superfície de fratura com o aumento da temperatura ......... 183
7.3.4 PROPRIEDADES FÍSICAS RESIDUAIS DO SHCC .................................................. 186
7.3.4.1 Absorção de água, massa específica e porosidade total ............................................. 186
xiv
7.4 ESTABILIDADE TÉRMICA DA MATRIZ ........................................................ 188
7.4.1 PROPRIEDADES MECÂNICAS RESIDUAIS ............................................................ 188
7.4.1.1 Comportamento carga x deslocamento na flexão ...................................................... 188
7.4.1.2 Comportamento tensão x deformação na compressão axial ...................................... 190
7.4.2 PROPRIEDADES FÍSICAS RESIDUAIS..................................................................... 193
7.4.2.1 Absorção de água, massa específica e porosidade total ............................................. 193
7.5 RESISTÊNCIA A CICLOS DE CHOQUE TÉRMICO ...................................... 194
7.6 RESUMO DO CAPÍTULO 7 ................................................................................. 199
8 CONCLUSÕES ................................................................................................... 201
REFERÊNCIAS BIBLIOGRÁFICAS ...................................................................... 204

xv
LLIISSTTAA DDEE FFIIGGUURRAASS
Figura 2.1 – Classificação de FRC em relação à resposta tensão x deformação na tração
e suas implicações na flexão (adaptada de NAAMAN, 2008). ........................................ 9
Figura 2.2 – Classificação de compósitos cimentícios reforçados com fibras. (JSCE
2008). ................................................................................................................................ 9
Figura 2.3 – Comparação típica tensão x deformação entre FRC (a) e HPFRCC (b), sob
tração direta (NAAMAN, REINHARDT, 2006)............................................................ 11
Figura 2.4 – Curva tensão x deformação x abertura de fissuras de SHCC. (LI, 2005). . 12
Figura 2.5 – Reparo da represa Mitaka, Japão (KOJIMA et al, 2004). .......................... 13
Figura 2.6 – Tabuleiro da ponte Mihara, em Hokkaido, utilizando-se aço e ECC (LI,
2004). .............................................................................................................................. 13
Figura 2.7 – Reparo do tabuleiro de uma ponte em Michigan, Estados Unidos,
utilizando-se ECC (LI, 2004). ........................................................................................ 13
Figura 2.8 – Fissura estável e constante. a) Estado de tensões e b) Análise do contorno
pelo método da integral J (MARSHALL, COX, 1988 apud LI, 1993). ......................... 19
Figura 2.9 – Gráfico tensão x abertura de fissura mostrando a energia complementar
(área pintada): (a) no ponto de fissuração da matriz e (b) em qualquer nível de tensão
(Adaptado de NAAMAN, 2008) .................................................................................... 19
Figura 2.10 – Tipos de fissura (LI, 2003) ....................................................................... 21
Figura 2.11 – Curva de deformação autógena de ECC (WANG, LI 2005). .................. 27
Figura 3.1 – Quadro dos ensaios realizados para o estudo das propriedades físicas,
mecânicas e o processo de fratura de SHCC. ................................................................. 37
Figura 3.2 – Quadro dos ensaios realizados para o estudo das propriedades térmicas de
SHCC. ............................................................................................................................. 38
Figura 3.3 – Quadro dos ensaios realizados para o estudo das deformações diferidas de
SHCC. ............................................................................................................................. 38
Figura 3.4 – Quadro dos ensaios realizados para o estudo da estabilidade térmica de
SHCC, matriz e fibra de PVA. ....................................................................................... 39
Figura 3.5 - Máquina de ensaio (a) e configuração do ensaio de compressão (b).......... 44
Figura 3.6 - Desenho esquemático do diagrama utilizado na determinação do índice de
tenacidade na compressão, segundo LIMA (2004). ....................................................... 46
Figura 3.7 - Configuração do ensaio de flexão em quatro pontos. ................................. 46
xvi
Figura 3.8 – Preparação das extremidades das amostras utilizadas nos ensaios de tração
direta. .............................................................................................................................. 48
Figura 3.9 - (a)Máquina de ensaio e (b)configuração do ensaio de tração direta. .......... 48
Figura 3.10 - Curva típica de um compósito com múltiplas fissuras. ............................ 49
Figura 3.11 – (a) Amostra utilizada no ensaio de tração direta – setup 02 (todas as
dimensões em milímetros) e (b) configuração do ensaio. .............................................. 50
Figura 3.12 – a) Montagem do corpo de prova usado para o ensaio de tração e b) Setup
do ensaio de tração na fibra (todas as dimensões em milímetros).................................. 51
Figura 3.13 – Montagem do setup para análise do patamar de fissuração na (a) tração
direta e (b) flexão. ........................................................................................................... 52
Figura 3.14 – Regiões de análise do patamar de fissuração. (a) amostra submetida à
tração direta e (b) amostra submetida à tração na flexão. .............................................. 53
Figura 3.15 – Ensaio de retração autógena. (a) Moldes utilizados, (b) moldagem dos
corpos de prova, (c) ensaio em andamento e (d) sistema de aquisição da temperatura
gerada pela reação de hidratação. ................................................................................... 55
Figura 3.16 – Execução do ensaio para determinação do patamar de percolação do
compósito. ...................................................................................................................... 57
Figura 3.17 – Curva obtida na determinação do patamar de percolação. ....................... 58
Figura 3.18 – Etapas do ensaio de retração por secagem: (a) leitura das variações
dimensionais no relógio comparador e (b) verificação da massa. .................................. 59
Figura 3.19 – Pórtico utilizado para os ensaios de fluência. .......................................... 60
Figura 3.20 – Configuração do ensaio de fluência ......................................................... 61
Figura 3.21 – Configuração do ensaio do comportamento de SHCC fissurado sob carga
constante. (a) amostras pré-fissuradas até a primeira fissura e (b) amostras pré-
fissuradas até 10mm de deslocamento............................................................................ 62
Figura 3.22 – Ensaio de calor específico: (a) molde e corpo-de-prova e (b) calorímetro
usado para determinação do calor específico. ................................................................ 64
Figura 3.23 – Ensaio de dilatação térmica: (a) corpos de prova preparados para as
leituras e (b) detalhe do sistema de leitura das deformações. ......................................... 66
Figura 3.24 – Salas climatizadas utilizadas para o ensaio de dilatação térmica. ............ 67
Figura 3.25 – Ensaio de difusividade térmica: (a) tanque com água a 20ºC, (b) tanque
com água a 40ºC ou 60ºC e (c) tanque de resfriamento com água a 4ºC ....................... 68
Figura 3.26 – Calorímetro adiabático. ............................................................................ 70
xvii
Figura 3.27 – Processo de moldagem do corpo de prova. (a) colocação da mistura no
molde, (b) vedação do molde, (c) colocação do molde no calorímetro e (d) colocação do
termômetro no calorímetro. ............................................................................................ 71
Figura 3.28 – Detalhe do interior do forno. .................................................................... 73
Figura 3.29 – Esquema do forno-balança para análise por termogravimetria do
compósito. ...................................................................................................................... 74
Figura 3.30 – Equipamento utilizado no ensaio de choque térmico. .............................. 75
Figura 3.31 – Sequencia do ensaio de choque térmico: (a) amostra prestes a entrar no
forno, (b) amostra sendo conduzida até o recipiente com água e amostra no recipiente
com água (c). .................................................................................................................. 76
Figura 3.32 – (a) Forno utilizado para aquecimento dos corpos de prova e (b) curvas de
aquecimento e resfriamento dos corpos de prova. .......................................................... 77
Figura 3.33 – Curva granulométrica do cimento CP II F-32. ......................................... 79
Figura 3.34 – Curvas TG/DTG do cimento Portland CP II F-32. .................................. 80
Figura 3.35 – Curva granulométrica da cinza volante. ................................................... 81
Figura 3.36 – Curva TG/DTG da cinza volante. ............................................................ 82
Figura 3.37 – Curva granulométrica da areia. ................................................................ 83
Figura 4.1 – (a) Argamassadeira utilizada na moldagem dos corpos de prova, (b) ensaio
de consistência e (c) câmara úmida. ............................................................................... 88
Figura 4.2 – Curvas tensão x deformação na tração direta das misturas M01 (a), M02 (b)
e M03 (c). ....................................................................................................................... 90
Figura 4.3 – Forma de ruptura típica das misturas (a) M01, (b) M02 e (c) M03 após
ensaios de tração direta . ................................................................................................. 92
Figura 4.4 – Curvas tensão x deslocamento na flexão para as misturas (a) M01, (b) M02
e (c) M03. ....................................................................................................................... 93
Figura 4.5 – Modo de ruptura na flexão das mistura (a)M01, (b) M02 e (c) M03. ........ 95
Figura 4.6 – Curvas tensão x deformação sob compressão axial.das misturas (a) M01,
(b) M02 e (c) M03 .......................................................................................................... 96
Figura 4.7 – Modo de ruptura típico das misturas (a)M01, (b) M02 e (c) M03 após
ensaio de compressão axial............................................................................................. 97
Figura 4.8 – Curvas tensão x deformação na tração direta das misturas: (a) M02, (b)
M04 e (c) M05. ............................................................................................................... 99
Figura 4.9 – Forma de ruptura das amostras das misturas (a) M02, (b) M04 e (c) M05.
...................................................................................................................................... 101
xviii
Figura 4.10 – Curvas tensão x deslocamento na flexão para as misturas (a) M02, (b)
M04 e (c) M05. ............................................................................................................. 102
Figura 4.11 – Modo de ruptura das mistura (a)M02, (b) M04 e (c)M05 após ruptura no
ensaio de flexão. ........................................................................................................... 104
Figura 4.12 – Curvas tensão x deformação na compressão das misturas: (a) M02, (b)
M04 e (c) M05. ............................................................................................................. 105
Figura 4.13 – Modo de ruptura típico das misturas (a)M02, (b)M04 e (c)M05 após
ensaios de compressão axial. ........................................................................................ 106
Figura 4.14 – Curvas tensão x deformação na tração direta das misturas: (a) CF01 e (b)
CF02. ............................................................................................................................ 108
Figura 4.15 – Curvas tensão x deslocamento na flexão para as misturas: (a) CF01 e (b)
CF02. ............................................................................................................................ 109
Figura 4.16 – Curvas tensão x deformação na compressão das misturas: (a) CF01 e (b)
CF02. ............................................................................................................................ 111
Figura 4.17 – Modo de ruptura típico dos compósitos na compressão axial. (a) CF01 e
(b) CF02. ....................................................................................................................... 112
Figura 4.18 – Curvas tensão x deformação na tração das misturas: (a) CF01 e (b)CG.
...................................................................................................................................... 114
Figura 4.19 – Curvas tensão x deslocamento na flexão das misturas: (a) CF01 e (b) CG.
...................................................................................................................................... 116
Figura 4.20 – Curvas tensão x deformação na compressão das misturas: (a) CF01 e (b)
CG. ................................................................................................................................ 117
Figura 4.21 – Modo de ruptura típico dos compósitos na compressão. (a)CF01, (b)CG.
...................................................................................................................................... 118
Figura 4.22 – Correlação da densidade de fissuração com o deslocamento no meio do
vão para diferentes níveis de deslocamento durante os ensaios de flexão. .................. 119
Figura 4.23 – Patamar de fissuração típico dos compósitos CF01, CF02 e CG observado
durante os ensaios de flexão ......................................................................................... 121
Figura 4.24 – Correlação da densidade média de fissuração com a deformação dos
compósitos CF01, CF02 e CG durante os ensaios de tração direta. ............................. 124
Figura 4.25 – Desenvolvimento da abertura média de fissura com a deformação dos
compósitos CF01, CF02 e CG durante os ensaios de tração direta. ............................. 125
Figura 4.26 – Patamar de fissuração típico na tração dos compósitos CF01, CF02 e CG.
...................................................................................................................................... 127
xix
Figura 5.1 – Curva média de retração autógena do SHCC. .......................................... 130
Figura 5.2 – Curva média de variação de temperatura do SHCC................................. 132
Figura 5.3 – Curva média de retração para amostras sem selagem com início do ensaios
aos 7 e 28dias. (a) escala linear e (b) escala logarítmica. ............................................. 133
Figura 5.4 – Curvas da taxa de variação da retração por secagem em relação ao tempo
do compósito com início do ensaio aos 7 e 28dias. ...................................................... 134
Figura 5.5 – Curva média de variação de massa de água com a idade de ensaio (a) e
relação da variação de massa de água com a retração por secagem. ............................ 135
Figura 5.6 – Curva média deslocamento total medido x tempo. .................................. 136
Figura 5.7 – Curva média deslocamento por fluência x tempo, medido no pórtico de
fluência ( sem o deslocamento instantâneo referente a aplicação da carga). ............... 136
Figura 5.8 – Fotografia da face inferior de uma das amostras utilizadas no ensaio de
fluência. ........................................................................................................................ 137
Figura 5.9 – Curvas de carregamento e descarregamento realizados na prensa de ensaios
mecânicos para amostras (a) pré-fissuradas até a primeira fissura (PF-1F) e (b) pré-
fissuradas até =10mm (PF-10mm). ............................................................................ 138
Figura 5.10 – Curvas médias deslocamento total x tempo de amostras pré-fissuradas.139
Figura 5.11 – Curvas médias deslocamento medido no tempo x tempo de ensaio de
amostras pré-fissuradas................................................................................................. 139
Figura 5.12 – Curvas médias (a)número de fissuras x tempo e (b) abertura de fissura x
tempo. ........................................................................................................................... 140
Figura 5.13 – Padrão de fissuração típico dos compósitos pré-fissurados, observados
durante o tempo de ensaios. (Tempo em dias) ............................................................. 142
Figura 6.1 – Variação do calor específico com a temperatura para as condições 100% de
saturação e 20% de saturação. ...................................................................................... 146
Figura 6.2 – Curvas de elevação adiabática da temperatura do compósito. ................. 150
Figura 7.1 – Análise térmica realizada na fibra de PVA. (a) curvas de TG/DTG e (b)
curva de DSC. ............................................................................................................... 152
Figura 7.2 – Imagens por microscopia e câmera digital da fibra de PVA sem
aquecimento. ................................................................................................................. 154
Figura 7.3 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 90o C. .................................................................................................... 154
Figura 7.4 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 110oC. ................................................................................................... 154
xx
Figura 7.5 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 145oC. ................................................................................................... 155
Figura 7.6 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 190oC. ................................................................................................... 155
Figura 7.7 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 220oC. ................................................................................................... 155
Figura 7.8 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 250oC. ................................................................................................... 156
Figura 7.9 – Variação da massa específica da fibra com a temperatura de exposição. 156
Figura 7.10 – Curvas tensão – deformação da fibra de PVA após aquecimento a
diferentes níveis de temperatura. .................................................................................. 158
Figura 7.11 – Variação do (a) módulo de elasticidade, (b) resistência à tração e (c)
deformação máxima (c) da fibra de PVA com a temperatura de exposição. ............... 159
Figura 7.12 – Curvas TG/DTG do compósito. ............................................................. 160
Figura 7.13 – Curvas tensão x deformação na tração direta do compósito sem
aquecimento e aquecido a 90°C. .................................................................................. 161
Figura 7.14 – Curvas tensão x deformação na tração direta do compósito aquecido a
110°C e 145°C. ............................................................................................................. 161
Figura 7.15 – Curvas tensão x deformação na tração direta do compósito aquecido a
190°C e 250°C. ............................................................................................................. 162
Figura 7.16 –Variação da (a) tensão de primeira fissura e (b) deformação de primeira
fissura na tração direta com a temperatura de exposição (valores normalizados em
relação aos respectivos valores de referência). ............................................................. 163
Figura 7.17 – Variação da (a)tensão máxima pós-fissuração e (b)capacidade de
deformação na tração direta com a temperatura de exposição (valores normalizados em
relação aos respectivos valores de referência). ............................................................. 164
Figura 7.18 – Variação do módulo de elasticidade medido na tração direta com a
temperatura de exposição (valores normalizados em relação aos valores de referência).
...................................................................................................................................... 165
Figura 7.19 – Variação da densidade de fissuração com a deformação dos compósitos
para as diferentes temperaturas estudadas. ................................................................... 166
Figura 7.20 – Padrão de fissuração típico dos compósitos de referência para diferentes
níveis de deformação. ................................................................................................... 167
xxi
Figura 7.21 – Patamar de fissuração típico dos compósitos aquecidos a 90ºC para
diferentes níveis de deformação ................................................................................... 167
Figura 7.22 – Patamar de fissuração típico dos compósitos aquecidos a temperaturas de
110ºC para diferentes níveis de deformação. ............................................................... 168
Figura 7.23 – Patamar de fissuração típico dos compósitos aquecidos a temperaturas de
145ºC para diferentes níveis de deformação. ............................................................... 168
Figura 7.24 – Patamar de fissuração típico dos compósitos aquecidos a 190ºC e 250ºC.
...................................................................................................................................... 168
Figura 7.25 – Desenvolvimento da abertura de fissura dos compósitos na tração direta
para os diferentes níveis de temperatura estudados. ..................................................... 170
Figura 7.26 – Curvas típicas tensão x deslocamento do compósito de referência e após
exposição a diferentes níveis de temperatura. .............................................................. 172
Figura 7.27 – Variação da (a) tensão de primeira fissura e (b) deslocamento de primeira
fissura com a temperatura, na flexão (valores normalizados em relação aos valores de
referência). .................................................................................................................... 174
Figura 7.28 – Variação da (a) tensão máxima pós-fissuração e (b) deslocamento
máximo na flexão com a temperatura de exposição (valores normalizados em relação
aos valores de referência). ............................................................................................ 175
Figura 7.29 – Relação densidade de fissuração x deslocamento para cada nível de
temperatura estudado. ................................................................................................... 176
Figura 7.30 – Padrão de fissuração dos corpos de prova de flexão para cada nível de
temperatura estudado. ................................................................................................... 177
Figura 7.31 – Curvas típicas tensão x deformação na compressão antes e após exposição
a diferentes níveis de temperatura. ............................................................................... 178
Figura 7.32 – Variação do módulo de elasticidade (a) e da resistência à compressão (b)
com a temperatura de exposição (valores normalizados em relação aos valores de
referência). .................................................................................................................... 179
Figura 7.33 – Modo de ruptura típico do compósito após os ensaios de compressão. . 180
Figura 7.34 – Curvas volume de intrusão cumulativo x diâmetro do poro para amostras
aquecidas e amostras sem aquecimento (referência). ................................................... 181
Figura 7.35 – Curvas volume de intrusão incremental x diâmetro do poro para amostras
aquecidas e amostras sem aquecimento (referência). ................................................... 181
Figura 7.36 – Análise microscópica da superfície de fratura das amostras de referência.
...................................................................................................................................... 184
xxii
Figura 7.37 – Análise microscópica da superfície de fratura das amostras aquecidas a
90ºC. ............................................................................................................................. 184
Figura 7.38 – Análise microscópica da superfície de fratura das amostras aquecidas a
110ºC. ........................................................................................................................... 184
Figura 7.39 – Análise microscópica da superfície de fratura das amostras aquecidas a
145ºC. ........................................................................................................................... 185
Figura 7.40 – Análise microscópica da superfície de fratura das amostras aquecidas a
190ºC. ........................................................................................................................... 185
Figura 7.41 – Análise microscópica da superfície de fratura das amostras aquecidas a
250ºC. ........................................................................................................................... 185
Figura 7.42 – Correlação das propriedades físicas residuais com a temperatura de
exposição. (a) Absorção de água, (b) porosidade total e (c) massa específica. ............ 187
Figura 7.43 – Curvas típicas tensão x deslocamento da matriz para amostras sem
aquecimento e aquecida a 90°C. ................................................................................... 188
Figura 7.44 – Curvas típicas tensão x deslocamento da matriz para amostras aquecida a
110°C e 145°C. ............................................................................................................. 189
Figura 7.45 – Curvas típicas tensão x deslocamento da matriz para amostras aquecida a
190°C e 250°C .............................................................................................................. 189
Figura 7.46 – (a) Tensão de primeira fissura relativa e (b) deslocamento de primeira
fissura relativo como uma função da temperatura para a matriz e o compósito. ......... 190
Figura 7.47 – Curvas típicas tensão x deformação na compressão da matriz antes e após
exposição a diferentes níveis de temperatura. .............................................................. 191
Figura 7.48 – Correlação do módulo de elasticidade (a) e da resistência à compressão
(b) com a temperatura de exposição para o compósito e a matriz. ............................... 192
Figura 7.49 – Modo de ruptura típico da matriz antes e após exposição a diferentes
níveis de temperatura. ................................................................................................... 192
Figura 7.50 – Correlação das propriedades físicas residuais com a temperatura de
exposição. (a) Absorção de água, (b) porosidade total e (c) massa específica. ............ 194
Figura 7.51 – Curvas típicas de flexão em amostras submetidas a ciclos de choque
térmico. ......................................................................................................................... 196
Figura 7.52 – Ilustração das (a) amostras de referência e após 80 ciclos de choque
térmico em (b)145ºC e (c) 250ºC. ................................................................................ 197
Figura 7.53 – Corpos de prova após ensaios de flexão. (a) referência e (b) amostras
submetidas a 80 ciclos de choque térmico em 145ºC ................................................... 198

xxiii
Figura 7.54 – Corpos de prova após ensaios de flexão em amostras submetidas a 80
ciclos de choque térmico em 250ºC. ............................................................................ 198
xxiv
LLIISSTTAA DDEE TTAABBEELLAASS
Tabela 3.1 – Propriedades químicas e físicas do cimento CP II F-32. ........................... 79
Tabela 3.2 – Propriedades químicas e físicas da cinza volante. ..................................... 81
Tabela 3.3 – Propriedades físicas dos agregados miúdos utilizados nos ensaios. .......... 82
Tabela 3.4 – Propriedades da fibra PVA. ....................................................................... 83
Tabela 3.5 – Propriedades dos aditivos. ......................................................................... 84
Tabela 4.1 – Misturas estudadas: composição (kg/m3) e traço dos materiais. ............... 86
Tabela 4.2 – Propriedades físicas das mistura M01, M02 e M03. ................................ 89
Tabela 4.3 – Resultados experimentais do comportamento na tração direta das misturas
M01, M02 e M03. ........................................................................................................... 91
Tabela 4.4 – Valores médios experimentais obtidos dos ensaios de flexão das mistura
M01, M02 e M03. ........................................................................................................... 94
Tabela 4.5 – Resultados experimentais dos ensaios de compressão das misturas M01,
M02 e M03. .................................................................................................................... 97
Tabela 4.6 – Propriedades físicas das mistura M02, M04 e M05. ................................ 98
Tabela 4.7 – Resultados experimentais do comportamento na tração direta das misturas
M02, M04 e M05. ......................................................................................................... 100
Tabela 4.8 – Resultados experimentais dos ensaios de flexão das misturas M02, M04 e
M05. .............................................................................................................................. 103
Tabela 4.9 – Resultados experimentais dos ensaios de compressão axial das mistura
M02, M04 e M05. ......................................................................................................... 105
Tabela 4.10 – Propriedades físicas das mistura. ........................................................... 107
Tabela 4.11 – Resultados experimentais dos ensaios de tração dos compósitos CF01 e
CF02. ............................................................................................................................ 108
Tabela 4.12 – Resultados experimentais dos ensaios de flexão dos compósitos CF01 e
CF02. ............................................................................................................................ 110
Tabela 4.13 – Resultados experimentais dos ensaios de compressão dos compósitos
CF01 e CF02. ................................................................................................................ 111
Tabela 4.14 – Propriedades físicas das misturas CF01 e CG. ...................................... 113
Tabela 4.15 – Resultados experimentais dos ensaios de tração das misturas CF01 e CG.
...................................................................................................................................... 114
xxv
Tabela 4.16 – Resultados experimentais dos ensaios de flexão das misturas CF01 e CG.
...................................................................................................................................... 116
Tabela 4.17 – Resultados experimentais dos ensaios de compressão nas misturas CF01 e
CG. ................................................................................................................................ 118
Tabela 4.18 – Sumário da abertura de fissura dos compósitos CF01, CF02 e CG
submetidos a esforços de tração direta. ........................................................................ 123
Tabela 4.19 – Sumário da densidade média de fissuração dos compósitos CF01, CF02 e
CG submetidos a esforços de tração direta. .................................................................. 123
Tabela 4.20 – Valores de abertura de fissuras para estruturas de concreto (CARINO,
CLIFTON, 1995). ......................................................................................................... 126
Tabela 4.21–Sumário da densidade média de fissuração por região dos compósitos
CF01 e CF02 durante os ensaios de tração direta. ........................................................ 126
Tabela 4.22 – Sumário da densidade média de fissuração por região do compósito CG
durante os ensaios de tração direta. Obs. Desvio padrão (em parênteses). .................. 127
Tabela 5.1 – Resultados médios de retração autógena (RA) em diversas idades. ........ 131
Tabela 5.2 – Resultados médios de retração por secagem (RS) para as amostras com
início dos ensaios aos 7 e 28dias. ................................................................................. 133
Tabela 5.3 – Deflexões e tensões impostas nas amostras ............................................. 138
Tabela 5.4 – Resultados médios do número de fissuras e abertura de fissuras para
diversos tempos de ensaio. ........................................................................................... 141
Tabela 6.1 – Valores do calor específico do compósito com a temperatura para duas
condições: saturado com superfície seca (SSS) e 20% de saturação. ........................... 146
Tabela 6.2 – Valores de difusividade térmica do compósito com a temperatura de
ensaio. Desvio padrão (em parênteses). ....................................................................... 147
Tabela 6.3 – Valores de condutividade térmica do compósito com a temperatura de
ensaio. ........................................................................................................................... 148
Tabela 6.4 – Valores do coeficiente de dilatação térmica do compósito para três
diferentes temperaturas de ensaio. Desvio padrão (em parênteses). ............................ 149
Tabela 6.5 – Características térmicas dos concretos. ................................................... 150
Tabela 7.1 – Valores residuais de massa específica da fibra de PVA. ......................... 156
Tabela 7.2 – Valores residuais do módulo de elasticidade, resistência à tração e
deformação na ruptura da fibra de PVA. ...................................................................... 158
Tabela 7.3 – Resultados dos ensaios de tração direta do compósito após exposição à
altas temperatura. .......................................................................................................... 162

xxvi
Tabela 7.4 – Sumário da densidade de fissuração do compósito aquecido e não aquecido
para diferentes níveis de deformação durante ensaios de tração direta. ....................... 166
Tabela 7.5 – Densidade de fissuração por região do compósito de referência e aquecido
a 90ºC durante ensaios de tração direta. ....................................................................... 169
Tabela 7.6 – Densidade de fissuração por região do compósito aquecido a 110ºC e
145ºC durante ensaios de tração direta. ........................................................................ 169
Tabela 7.7 – Abertura média de fissura dos compósitos submetidos a altas temperaturas
para diferentes níveis de deformação durante ensaios de tração direta. ....................... 171
Tabela 7.8 – Resultados experimentais dos ensaios de flexão antes e após exposição a
altas temperaturas. ........................................................................................................ 173
Tabela 7.9 – Resultados dos ensaios de compressão axial do compósito antes e após
aquecimento a diferentes níveis de temperatura. .......................................................... 178
Tabela 7.10 – Características obtidas dos testes de porosimetria por intrusão por
mercúrio nas amostras sem e após exposição da temperatura. ..................................... 182
Tabela 7.11 – Propriedades físicas residuais do compósito. ........................................ 186
Tabela 7.12 – Resultados experimentais dos ensaios de flexão antes e após exposição a
altas temperatura. Desvio padrão (em parênteses) ....................................................... 189
Tabela 7.13 – Resultados experimentais dos ensaios de compressão da matriz antes e
após exposição a altas temperatura. .............................................................................. 191
Tabela 7.14 – Propriedades físicas da matriz antes e após exposição a altas temperatura .
...................................................................................................................................... 193
Tabela 7.15 – Valores obtidos após ensaios de flexão em amostras submetidas a ciclos
de choque térmico e amostras de referência (sem aquecimento). ................................ 195
1
11 IINNTTRROODDUUÇÇÃÃOO
O concreto é o material mais largamente utilizado em todo o mundo devido à sua alta
resistência à compressão e facilidades no seu preparo e moldagem. Entretanto, quando
submetido a esforços de tração, apresenta um modo de ruptura frágil com baixos valores
de resistência (cerca de 7-10% da resistência à compressão) e deformação (em torno de
0,01-0,015%). Devido ao comportamento frágil do concreto, vários tipos de materiais
cimentícios reforçados com fibras foram desenvolvidos ao longo das últimas décadas
com objetivos de aumentar a capacidade de absorção de energia conferindo-lhe maior
tenacidade e resistência ao impacto, além de prevenir, retardar ou controlar o seu
processo de fissuras, diminuindo a sua abertura e conferindo maior durabilidade ao
material.
Nos dias atuais existem diversas classes de compósitos cimentícios e, dentre elas, uma é
o objeto principal do presente estudo: os compósitos cimentícios com enrijecimento na
tração direta (SHCC), do inglês strain hardening cementitious composites. Os SHCC
são compósitos cimentícios que apresentam elevada ductilidade com formação de
múltiplas fissuras quando submetidos a esforços de tração direta. Podem-se incluir nesta
classe diversos tipos de compósitos com elevados desempenhos mecânicos tal como: o
RPC do inglês, reactive power concrete, comercialmente denominado Ductal
(CHANVILLARD, RIGAUD, 2003), o SIFCON, do inglês slurry infiltrated fiber
concrete (LANKAD, 1985, LANKAD, NEWELL, 1984), o MSCC, do inglês multi-
scale cement composite (ROSSI, 2000) e o ECC, do inglês engineered cementitious
composite, dentre outros.
O presente trabalho trata da caracterização experimental de compósitos cimentícios do
tipo SHCC reforçados com fibras de PVA no que diz respeito ao processo de fratura,
propriedades térmicas, deformações no tempo e estabilidade térmica. Dentre os SHCC’s
citados acima, este trabalho enfoca no comportamento do ECC. Este tipo de compósito
foi desenvolvido há aproximadamente duas décadas por Victor Li e colaboradores (LI,
1998, LI, 2003, LI, LEUNG, 1992, KANDA, LI, 1998) e vem sendo pesquisado
intensivamente ao longo dos anos. O método de dosagem utilizado nesse tipo de
material é baseado em conceitos da micromecânica tendo como princípio o balanço
entre a energia de fratura da matriz e a aderência fibra-matriz. Devido a isto, é possível
2
projetar o SHCC-ECC, que será chamado a partir desse momento de SHCC, com uma
quantidade muito baixa de fibras curtas ( 2,0% em volume) e distribuídas de forma
randômica na matriz (LI, 1998, LI, 2003).
Macroscopicamente, o SHCC apresenta um comportamento extremamente dúctil na
tração direta com capacidade de deformação de 300 - 500 vezes a deformação de um
concreto sem reforço. A sua alta ductilidade decorre da formação de múltiplas
microfissuras (de abertura inferior a 70-80µm). Estas microfissuras se portam de forma
controlada até que ocorra a localização, isto é, até que uma fissura abra atingindo-se o
limite de deformação do material. Sob esforços de flexão, o SHCC se deforma
similarmente a um material dúctil com alta capacidade de deflexão. A alta capacidade
de deformação do SHCC acompanhada de finas e densas fissuras faz com que esse
material possa trabalhar mesmo no estado multi-fissurado.
Estas características fazem com que SHCC seja um material extremamente útil em
aplicações onde a deformação imposta é a principal carga atuante. Dentre as aplicações
mais atrativas deste tipo de material inclui-se a sua utilização em estruturas resistentes a
terremotos, as quais devem resistir a elevados esforços de flexão ou cisalhamento, em
elementos resistentes à fadiga, em reparos de elementos estruturais existentes, com o
intuito de prolongar sua vida útil de serviço e também em estruturas sujeitas a
gradientes térmicos.
Até o momento, vários estudos já foram realizados sobre o SHCC no que diz respeito a
seu comportamento mecânico (LI, 1998, LI et al, 2001, LI et al, 1994, FUKUYAMA et
al, 1999, KESNER et al, 2003, SUTHIWARAPIRAK et al, 2002) e durabilidade à ação
de cargas químicas (LEPECH, LI, 2006). Entretanto, poucos estudos estão disponíveis
na literatura sobre o comportamento do material dependente do tempo, isto é, fluência,
retração autógena e por secagem e nenhuma pesquisa foi realizada até o momento sobre
as propriedades térmicas e mudanças ocorridas no comportamento mecânico e processo
de fratura do material após a ação da temperatura. Assim, o estudo da influência da
temperatura na ductilidade e capacidade de absorção de energia do material, bem como
nas mudanças ocorridas no processo de fratura quando submetido a esforços de tração e
flexão é de grande importância.
Sabe-se que estruturas de concreto quando expostas a gradientes térmicos ou
temperaturas extremas (incluindo fogo) podem apresentar modificações em suas

3
propriedades reduzindo sua eficiência e consequentemente sua durabilidade. O
mecanismo de deterioração do concreto devido a cargas térmicas consiste da aparência
de tensões internas diferenciais que pode promover fissuração, fragmentação e até sua
ruptura, aumentando desta forma a permeabilidade e tornando a estrutura susceptível ao
ataque de agentes agressíveis. Como não existem pesquisas sobre a influência de
temperaturas elevadas no desempenho de SHCC, um estudo sistemático é necessário e
esse é um dos objetivos do presente estudo.
As propriedades térmicas do material, tais como: calor de hidratação, condutividade e
difusividade térmica, calor específico, coeficiente de expansão térmica serão também
determinadas de forma que se possam obter importantes propriedades que possibilitem
o projeto de tal material em situações em que deformações impostas por gradientes
térmicos sejam dominantes.
O presente trabalho se propõe a estudar a estabilidade térmica de compósitos
cimentícios com comportamento strain hardening reforçados com fibras de PVA.
Também foi estudado o processo de fratura de SHCC sob cargas de tração e flexão, as
propriedades térmicas e as variações ocorridas na deformação ao longo do tempo
através de ensaios de fluência na flexão, retração autógena e por secagem bem como o
estudo do comportamento do padrão de fissuras do SHCC sob carga constante.
Tendo em vista que esse é um material relativamente novo, foi avaliada a influência dos
diversos materiais disponíveis no Brasil em diversas formulações de SHCC. Esse estudo
inicial é de grande importância, uma vez que a obtenção de compósitos cimentícios com
múltipla fissuração na tração direta depende fortemente dos materiais constituintes, já
que essa dosagem é baseada em conceitos micromecânicos relacionando a energia
necessária para fraturar a matriz (tenacidade ao fraturamento da matriz) e a aderência
fibra-matriz.
11..11 OOBBJJEETTIIVVOOSS
O objetivo principal desta pesquisa é a caracterização experimental de compósitos
cimentícios do tipo SHCC (do inglês, strain hardening cementitious composites)
reforçados com fibras de PVA, no que diz respeito ao processo de fratura, propriedades
térmicas, deformações no tempo e estabilidade térmica. A partir do objetivo principal
4
foram definidos os objetivos específicos que ajudaram no desenvolvimento da pesquisa,
os quais foram:
1. Desenvolvimento de diferentes formulações de SHCC:
Tem o objetivo de estudar a influência dos materiais locais e dos seus teores (cimento,
cinza volante, areia, aditivos e água) no comportamento físico e mecânico de SHCC.
Nesta etapa, também foi estudada a influência do volume e diâmetro máximo dos
agregados (0,212mm e 1,180mm) no comportamento dos compósitos Os compósitos
desenvolvidos foram caracterizados através de ensaios físicos e mecânicos. Nesta etapa
da pesquisa, também foi também estudada a influencia do tamanho do agregado no
processo de fratura dos compósitos sob cargas de tração e flexão.
Após esta fase, foi escolhido uma das formulações para os estudos subseqüentes.
2. Determinação das propriedades térmicas do compósito:
As seguintes propriedades foram determinadas: condutividade térmica, calor
específico, difusividade térmica, coeficiente de expansão térmica e elevação adiabática
da temperatura.
3. Estudo das deformações diferidas do compósito:
Nesta fase, foram determinadas as deformações ao longo do tempo, como: fluência na
flexão, retração por secagem, retração autógena e um estudo do comportamento do
padrão de fissuras do SHCC sob carga constante.
4. Estudo da estabilidade térmica do compósito:
Inicialmente foi analisada a estabilidade térmica do elemento de reforço (fibras de PVA)
utilizando-se análises termogravimétricas simultâneas (TG/DTG/DSC). A partir desse
estudo, foram definidas as temperaturas as quais os compósitos seriam submetidos.
Neste contexto, foram realizados ensaios no compósito, matriz e elemento de reforço
(fibra de PVA) após ação da temperatura. Na fibra de PVA foram realizados ensaios
para determinação da resistência a tração da fibra, módulo de elasticidade, capacidade
de deformação e mudanças ocorrida na massa específica após ação da temperatura. No
compósito, foram realizados ensaios físicos de absorção de água, porosidade total e
massa específica, ensaios mecânicos de tração direta, flexão e compressão axial, análise
microestrutural do compósito através de análises de porosimetria por intrusão de
5
mercúrio e microscopia e resistência a ciclos de choque térmico. Todos os ensaios
foram realizados após aquecimento dos compósitos. Para todos os ensaios realizados
foram realizados ensaios em amostras sem aquecimento que funcionavam como
referência.
A estabilidade térmica da matriz foi estudada para que se pudesse entender melhor o
comportamento do compósito como um todo. Para tanto, foram determinadas as
propriedades físicas e mecânicas da mesma após exposição às mesmas temperaturas.
11..22 EESSTTRRUUTTUURRAA DDOO TTRRAABBAALLHHOO
O presente trabalho encontra-se organizado em 8 capítulos. O capítulo 1 apresentou
uma breve introdução, os objetivos da pesquisa e a estruturação do trabalho
desenvolvido.
No capítulo 2, apresenta-se uma revisão geral de compósitos cimentícios do tipo SHCC,
no que diz respeito ao método de dosagem utilizado no desenvolvimento destes
compósitos, comportamento mecânico, durabilidade e utilizações de SHCC, bem como
a influência da temperatura na microestrutura e no desempenho deste material.
O capítulo 3 detalha o programa experimental da pesquisa e apresenta a caracterização
dos materiais e a metodologia dos ensaios realizados.
O desenvolvimento, caracterização física e mecânica e estudo do processo de fratura das
diversas formulações desenvolvidas são apresentados no capítulo 4.
No capítulo 5 é apresentado o estudo das deformações diferidas no que diz respeito à
fluência na flexão, retração autógena, por secagem e estudo do comportamento do
compósito fissurado sob carga constante e, no capítulo 6 os resultados das propriedades
térmicas determinadas.
Finalmente no capítulo 7 são apresentados os resultados do estudo da estabilidade
térmica de compósitos do tipo SHCC. Neste capítulo são apresentados resultados do
estudo da estabilidade térmica da fibra, matriz e compósito, bem como os resultados das
propriedades residuais dos compósitos após ação da temperatura e resistência a ciclos de
choque térmico. No capítulo 8 são apresentadas às conclusões do trabalho.
6
22 RREEVVIISSÃÃOO BBIIBBLLIIOOGGRRÁÁFFIICCAA
22..11 HHIISSTTÓÓRRIICCOO
Neste capítulo é feito uma breve descrição cronológica dos desenvolvimentos a cerca de
compósitos cimentícios reforçados com fibra e suas nomenclaturas tendo como base o
artigo publicado por NAAMAN (2008). Em seguida será apresentada uma revisão
bibliográfica sobre compósitos cimentícios com enrijecimento na tração direta (SHCC),
objetivo do presente estudo.
Embora a idéia de usar fibras em concreto tenha iniciado em 1874 por BERARD
(1874), modernos desenvolvimentos e um maior interesse na área, ocorreram somente a
partir do início da década de 60 com os estudos desenvolvidos por ROMUALDI,
MANDEL (1964) e ROMUALDI (1969), sobre o uso de fibras de aço em concreto. No
mesmo ano, KRENCHEL, na Dinamarca, realizou estudos sobre concretos reforçados
com fibras de aço (KRENCHEL, 1964) e em 1968 MAJUMDAR (1968) e
MAJUMDAR, RYDER (1968) realizaram estudos sobre o uso de fibras de vidro em
matrizes cimentícias seguindo pelos trabalhos iniciados por AVESTON et al, (1971),
KELLE, DAVIS (1965) e KELLY (1972) sobre o comportamento de matrizes frágeis a
base de cimento.
O trabalho desenvolvido por ROMUALDI e MANDEL (1964), focava mais na
resistência à tração do material, dando pouca informação sobre a resposta tensão x
deformação na tração direta ou tensão x deslocamento na flexão. Os primeiros trabalhos
a explorarem o comportamento tensão x deformação de compósitos cimentícios na
tração direta foram publicados por NAAMAN em 1972 (NAAMAN, 1972, NAAMAN
et al, 1973, NAAMAN et al, 1974).
Durante os anos 70 muitos trabalhos foram publicados sobre compósitos cimentícios
reforçados com fibras, denominado FRC, do inglês fiber reinforced concrete
(HANNANT, 1978, KELLY,1972, NEVILLE, 1975, SHAH, RAJAN, 1971, SWAMY,
1978). É importante ressaltar que, nenhuma curva tensão x deformação desses materiais
possuíam comportamento de enrijecimento pós-fissuração na tração direta (do inglês,
strain hardening).
7
Em 1978, KASPARKIEWICSZ (1978) foi o primeiro a falar no termo strain hardening
em experimentos realizados no instituto de pesquisas fundamental da Polônia em
colaboração com o Instituto de cimento e concreto de Estocolmo, Suécia. Foram
realizados ensaios de tração em amostras contendo fibras de aço com 25mm de
comprimento alinhadas na matriz e observou-se um claro comportamento de strain
hardening com múltipla fissuração na tração. Esta foi a primeira vez que o termo strain
hardening foi utilizado para descrever o comportamento de um compósito cimentício.
Ainda em 1978, NAAMAN e SHAH, no simpósio da ASTM em mecânica da fratura,
apresentaram um artigo onde relataram testes de tração e flexão com comportamento de
múltipla fissuração, posteriormente publicado em 1979 (NAAMAN, SHAH 1979). O
comportamento foi descrito como um patamar de múltipla fissuração inelástico.
Durante o ano de 1980, foi introduzida por LANKAD e colaboradores uma nova classe
de materiais compósitos, com comportamento strain hardening, chamado de SIFCON,
do inglês slurry infiltrated fiber concrete (LANKAD, 1985, LANKAD, NEWELL,
1984). O SIFCON é produzido utilizando-se altos teores de fibras (5-12%), dispostas
em camadas e envoltas por uma matriz altamente fluída. O estudo do desempenho na
tração e na compressão de SIFCON foi intensivamente estudado durante a década de 80,
resultando em um grande número de publicações (HOMRICH, NAAMAN, 1987,
NAAMAN, 1987, NAAMAN, 1987a, NAAMAN, 1989, NAAMAN, 1992). Mais tarde,
foram desenvolvidas outras dosagens de SIFCON utilizando-se menos fibras, porém
mais eficientes que proporcionaram melhores desempenhos do compósito que os já
obtidos anteriormente.
Com a intenção de diferenciar o comportamento de SIFCON dos demais compósitos do
tipo FRC, NAAMAN sugeriu que fosse criada a nomenclatura HPFRCC, do inglês
―high performance fiber reinforced cement composites‖ (HPFRCC). Esta nova classe
de compósitos englobaria todos aqueles que tivessem um comportamento de alta
resistência, alta tenacidade e ductilidade (NAAMAN, 1987, NAAMAN, 1987a). A
partir deste momento os termos strain hardening e strain softening foram trocados pela
nomenclatura HPFRCC e FRC.
Após 1990 foram organizados vários seminários sobre compósitos do tipo HPFRCC e
desenvolvido mais um compósito deste tipo, o CRC (do inglês compact reinforced
concrete). O CRC é um concreto reforçado com alto teor de fibras de aço. Também
8
foram publicados por LI, WU (1992) e TJIBTOBROTO, HANSEN (1993) mais dois
novos modelos que discutiam o volume mínimo de fibras necessário para o compósito
alcançar um comportamento de strain hardening e múltipla fissuração na tração direta,
além do já lançado por NAAMAN (1987).
Alguns pesquisadores passaram a desenvolver formulações para vários compósitos em
particular, os quais teriam propriedades específicas para um determinado produto, e,
com isto, criaram várias nomenclaturas, quais sejam:
SIFCON, do inglês slurry infiltrated fiber concrete, como já mencionado
anteriormente, foi criado nos anos 80s (LANKAD, 1985, LANKAD et al, 1984);
CRC, do inglês compacted reinforced composites, foi desenvolvido pela
companhia Aalborg Portland (Dinamarca) em meados dos anos 80 (BACHE
1987, NAAMAN, 2008);
ECC, do inglês engineered cementitious composites, desenvolvido por LI e co
autores no início dos anos 90s (LI, WU, 1992, LI, LEUNG, 1992);
DUCTAL foi desenvolvido por três empresas francesas: LAFARGE, fabricante
de materiais de construção, BOUYGUES, contratante na engenharia civil e
estrutural e RHODIA em meados de 90s (CHANVILLARD, RIGAUD, 2003);
UHPFRC foi criado por ROSSI e colaboradores no início do ano 2000 (ROSSI,
CHANVILLARD, 2000).
No início de 1990 várias discussões foram conduzidas no sentido de definir o melhor
termo para descrever o comportamento strain hardening e múltipla fissuração dos
HPFRCC. Isto se deu pelo fato do termo high performance ser subjetivo e poder ser
interpretado de diferentes formas, tais como: alta durabilidade, alta resistência na
compressão ou na tração, mas não necessariamente strain hardening ou ductilidade e
múltipla fissuração na tração direta.
Em 1992, LI e co-autores criaram o termo pseudo strain hardening para denotar um
comportamento de endurecimento na tração direta, onde a tensão após a primeira fissura
se mantém constante até a ruptura do material. O termo pseudo strain hardening foi
criado para ilustrar a similaridade do comportamento de ECC na tração com o de alguns
aços (LI, WU, 1992, LI, LEUNG, 1992). Entre 1995 e 1996 os termos pseudo strain
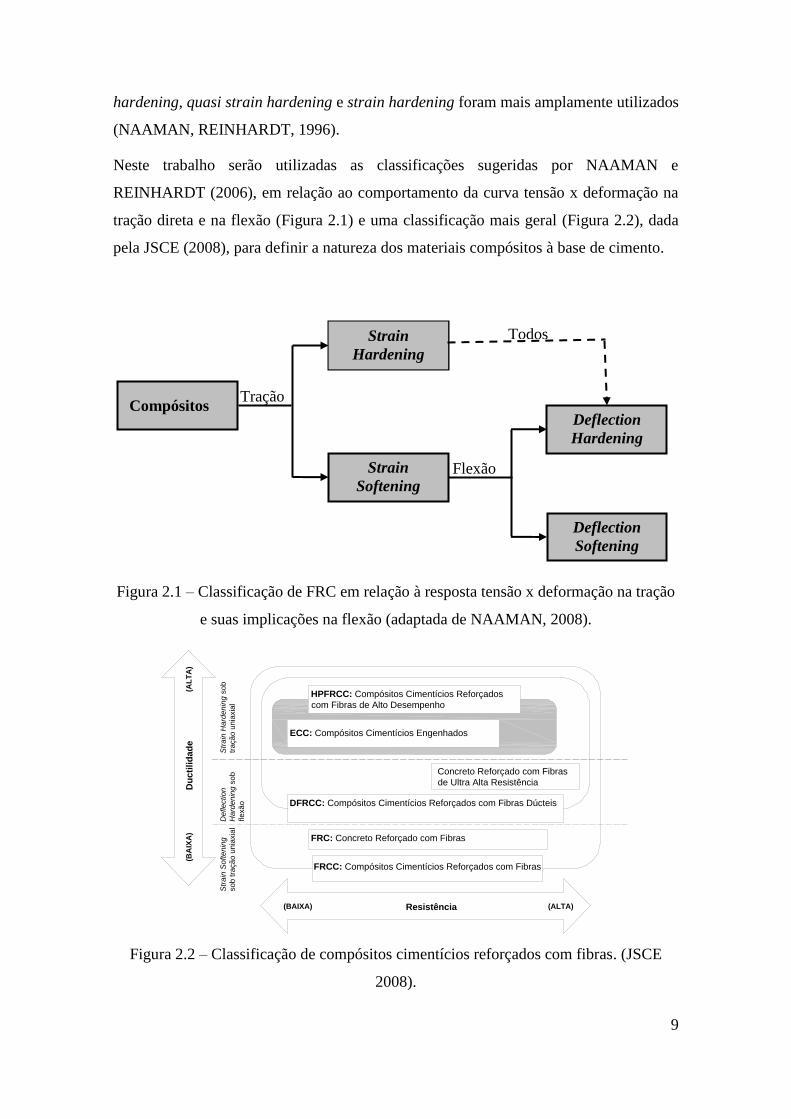
9
hardening, quasi strain hardening e strain hardening foram mais amplamente utilizados
(NAAMAN, REINHARDT, 1996).
Neste trabalho serão utilizadas as classificações sugeridas por NAAMAN e
REINHARDT (2006), em relação ao comportamento da curva tensão x deformação na
tração direta e na flexão (Figura 2.1) e uma classificação mais geral (Figura 2.2), dada
pela JSCE (2008), para definir a natureza dos materiais compósitos à base de cimento.
Figura 2.1 – Classificação de FRC em relação à resposta tensão x deformação na tração
e suas implicações na flexão (adaptada de NAAMAN, 2008).
Figura 2.2 – Classificação de compósitos cimentícios reforçados com fibras. (JSCE
2008).
Str
ain
So
fte
nin
g
so
b t
raçã
o u
nia
xia
l
De
flectio
n
Ha
rde
nin
g s
ob
fle
xã
o
Str
ain
Ha
rde
nin
g s
ob
tra
çã
o u
nia
xia
l
Du
cti
lid
ad
e(A
LT
A)
(BA
IXA
)
(BAIXA) (ALTA)Resistência
HPFRCC: Compósitos Cimentícios Reforçados
com Fibras de Alto Desempenho
ECC: Compósitos Cimentícios Engenhados
Concreto Reforçado com Fibras
de Ultra Alta Resistência
DFRCC: Compósitos Cimentícios Reforçados com Fibras Dúcteis
FRC: Concreto Reforçado com Fibras
FRCC: Compósitos Cimentícios Reforçados com Fibras
Compósitos
Strain
Softening
Strain
Hardening
Deflection
Hardening
Deflection
Softening
Todos
Tração
Flexão
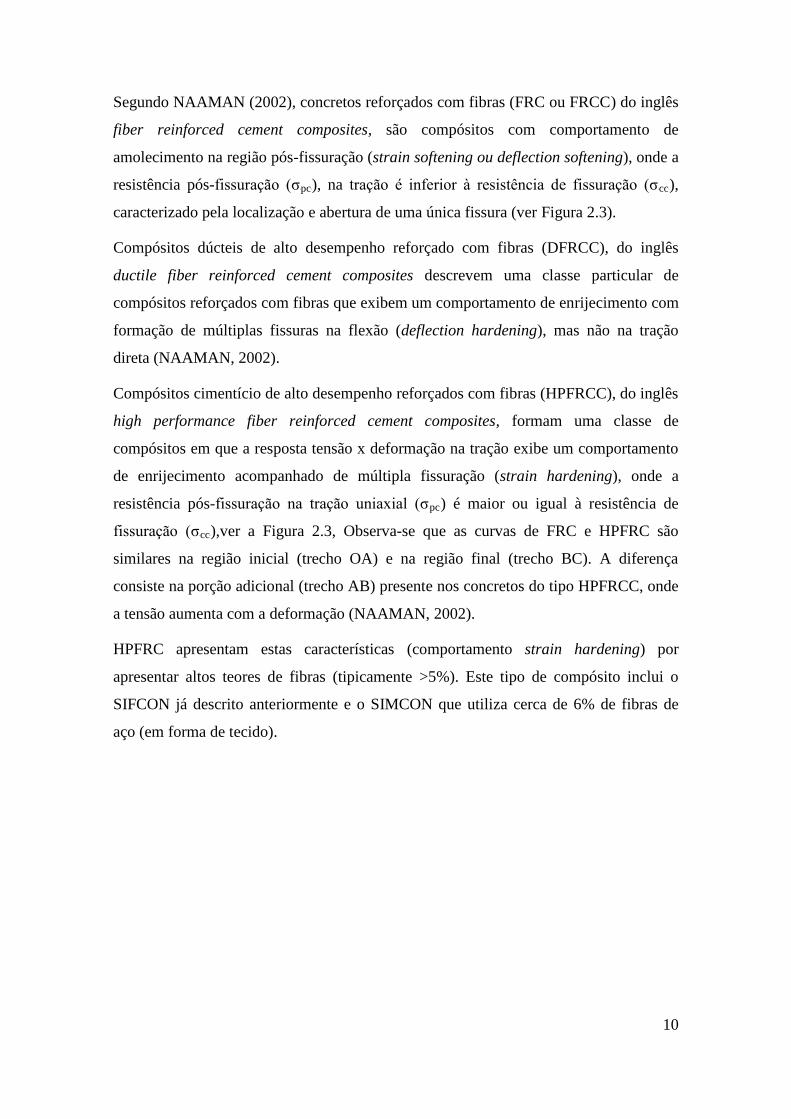
10
Segundo NAAMAN (2002), concretos reforçados com fibras (FRC ou FRCC) do inglês
fiber reinforced cement composites, são compósitos com comportamento de
amolecimento na região pós-fissuração (strain softening ou deflection softening), onde a
resistência pós-fissuração (ζBpcB), na tração é inferior à resistência de fissuração (ζBccB),
caracterizado pela localização e abertura de uma única fissura (ver Figura 2.3).
Compósitos dúcteis de alto desempenho reforçado com fibras (DFRCC), do inglês
ductile fiber reinforced cement composites descrevem uma classe particular de
compósitos reforçados com fibras que exibem um comportamento de enrijecimento com
formação de múltiplas fissuras na flexão (deflection hardening), mas não na tração
direta (NAAMAN, 2002).
Compósitos cimentício de alto desempenho reforçados com fibras (HPFRCC), do inglês
high performance fiber reinforced cement composites, formam uma classe de
compósitos em que a resposta tensão x deformação na tração exibe um comportamento
de enrijecimento acompanhado de múltipla fissuração (strain hardening), onde a
resistência pós-fissuração na tração uniaxial (ζBpcB) é maior ou igual à resistência de
fissuração (ζBccB),ver a Figura 2.3, Observa-se que as curvas de FRC e HPFRC são
similares na região inicial (trecho OA) e na região final (trecho BC). A diferença
consiste na porção adicional (trecho AB) presente nos concretos do tipo HPFRCC, onde
a tensão aumenta com a deformação (NAAMAN, 2002).
HPFRC apresentam estas características (comportamento strain hardening) por
apresentar altos teores de fibras (tipicamente >5%). Este tipo de compósito inclui o
SIFCON já descrito anteriormente e o SIMCON que utiliza cerca de 6% de fibras de
aço (em forma de tecido).
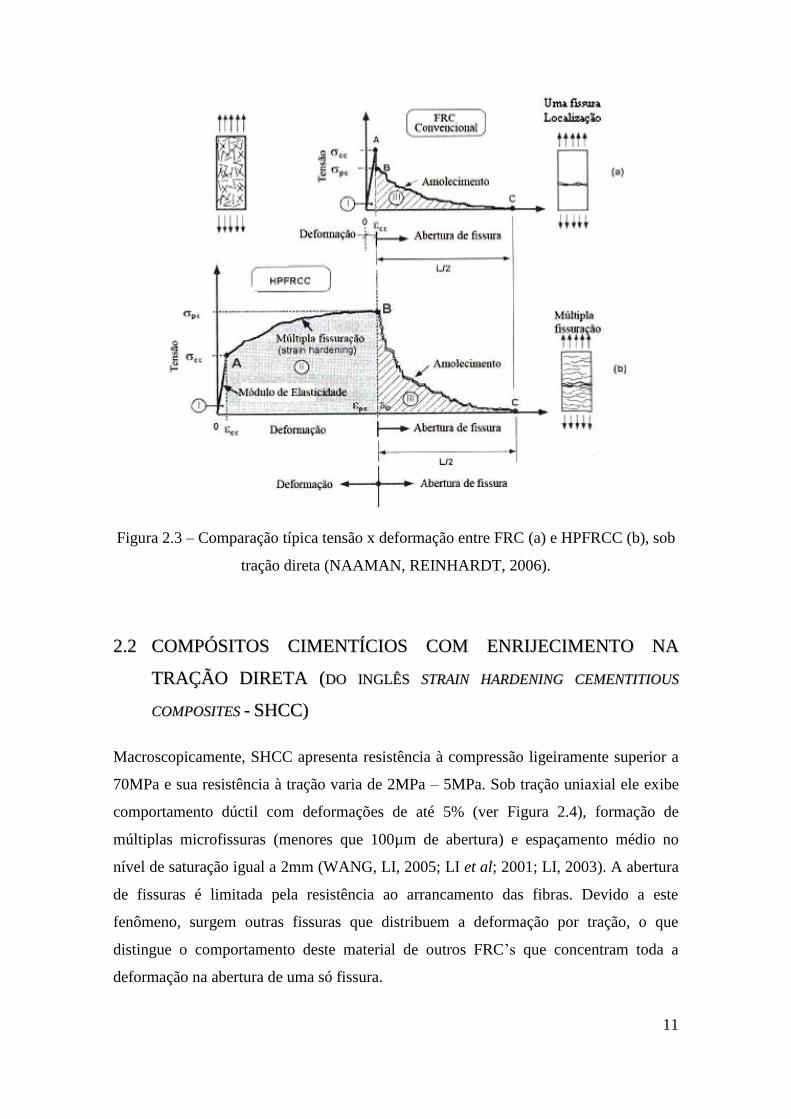
11
Figura 2.3 – Comparação típica tensão x deformação entre FRC (a) e HPFRCC (b), sob
tração direta (NAAMAN, REINHARDT, 2006).
22..22 CCOOMMPPÓÓSSIITTOOSS CCIIMMEENNTTÍÍCCIIOOSS CCOOMM EENNRRIIJJEECCIIMMEENNTTOO NNAA
TTRRAAÇÇÃÃOO DDIIRREETTAA ((DDOO IINNGGLLÊÊSS SSTTRRAAIINN HHAARRDDEENNIINNGG CCEEMMEENNTTIITTIIOOUUSS
CCOOMMPPOOSSIITTEESS -- SSHHCCCC))
Macroscopicamente, SHCC apresenta resistência à compressão ligeiramente superior a
70MPa e sua resistência à tração varia de 2MPa – 5MPa. Sob tração uniaxial ele exibe
comportamento dúctil com deformações de até 5% (ver Figura 2.4), formação de
múltiplas microfissuras (menores que 100µm de abertura) e espaçamento médio no
nível de saturação igual a 2mm (WANG, LI, 2005; LI et al; 2001; LI, 2003). A abertura
de fissuras é limitada pela resistência ao arrancamento das fibras. Devido a este
fenômeno, surgem outras fissuras que distribuem a deformação por tração, o que
distingue o comportamento deste material de outros FRC’s que concentram toda a
deformação na abertura de uma só fissura.
12
Segundo Li (2003), os SHCC’s também têm excelente capacidade de resistir a esforços
de cisalhamento e sob flexão se deformam similarmente a um metal dúctil. A tenacidade
à fratura deste compósito chega a ser da ordem de 30 kJ/m², similar à da liga de
alumínio (MAALEJ et al., 1995). A formação de micro fissuras de pequenas aberturas
faz com que SHCC seja um material que, mesmo fissurado pode ser resistente às ações
ambientais resultando num material de alta durabilidade (LI, 1997), tendo em vista que
a permeabilidade a água somente aumente significativamente com abertura de fissuras
maiores que 100µm (LEPECH; LI, 2005 e BENTUR; MITCHELL, 2008).
Figura 2.4 – Curva tensão x deformação x abertura de fissuras de SHCC. (LI, 2005).
Em termos de aplicações, SHCC está emergindo em aplicações estruturais de grande
escala. No Japão ele já foi utilizado em reparo de uma parede de contenção de terra
danificada pela reação álcali-agregado em Gifu (ROKUGO et al., 2005) e reparos na
represa Mitaka (Figura 2.5). Também foi utilizado na construção do tabuleiro (deck) da
ponte Mihara em Hokkaido - Japão (Figura 2.6). Nos Estados Unidos o SHCC foi
utilizado no reparo do tabuleiro de uma ponte em Michigan (Figura 2.7).
Estes trabalhos revelaram que a alta ductilidade na tração de SHCC possibilita
significante melhora no desempenho de sistemas estruturais reparados resultando no
controle de abertura de fissuras e numa alta resistência a delaminação (LI, 2004). Assim
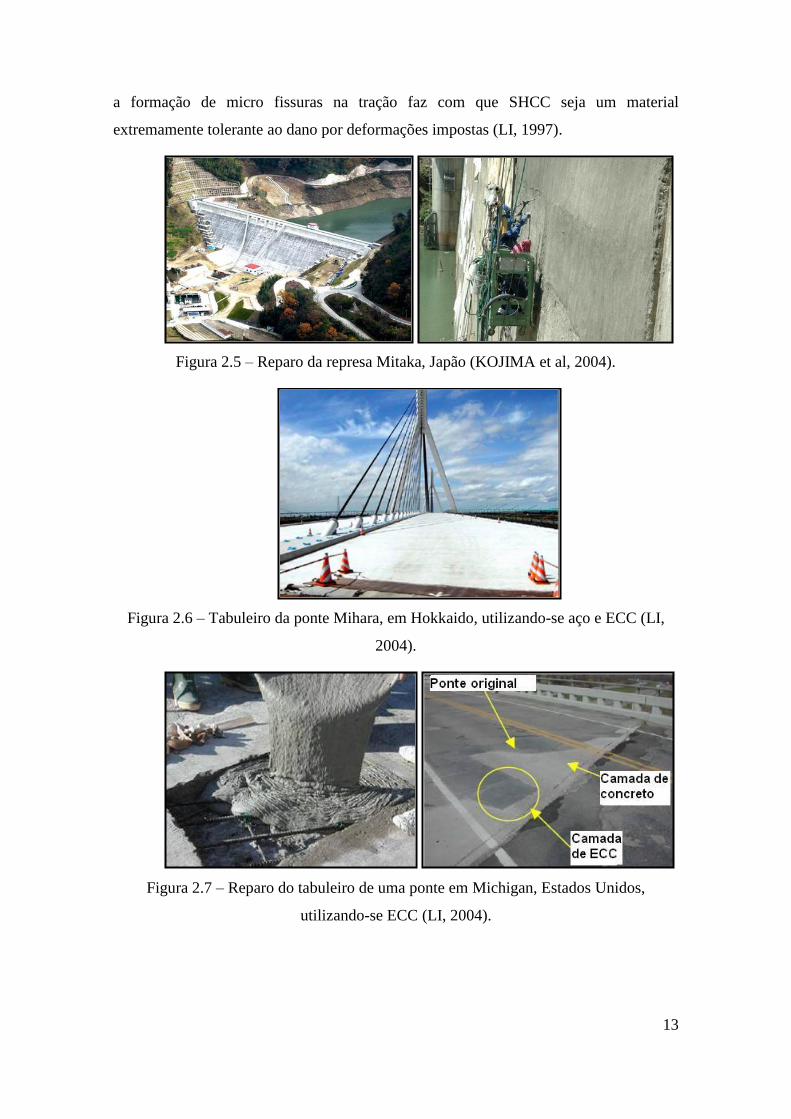
13
a formação de micro fissuras na tração faz com que SHCC seja um material
extremamente tolerante ao dano por deformações impostas (LI, 1997).
Figura 2.5 – Reparo da represa Mitaka, Japão (KOJIMA et al, 2004).
Figura 2.6 – Tabuleiro da ponte Mihara, em Hokkaido, utilizando-se aço e ECC (LI,
2004).
Figura 2.7 – Reparo do tabuleiro de uma ponte em Michigan, Estados Unidos,
utilizando-se ECC (LI, 2004).
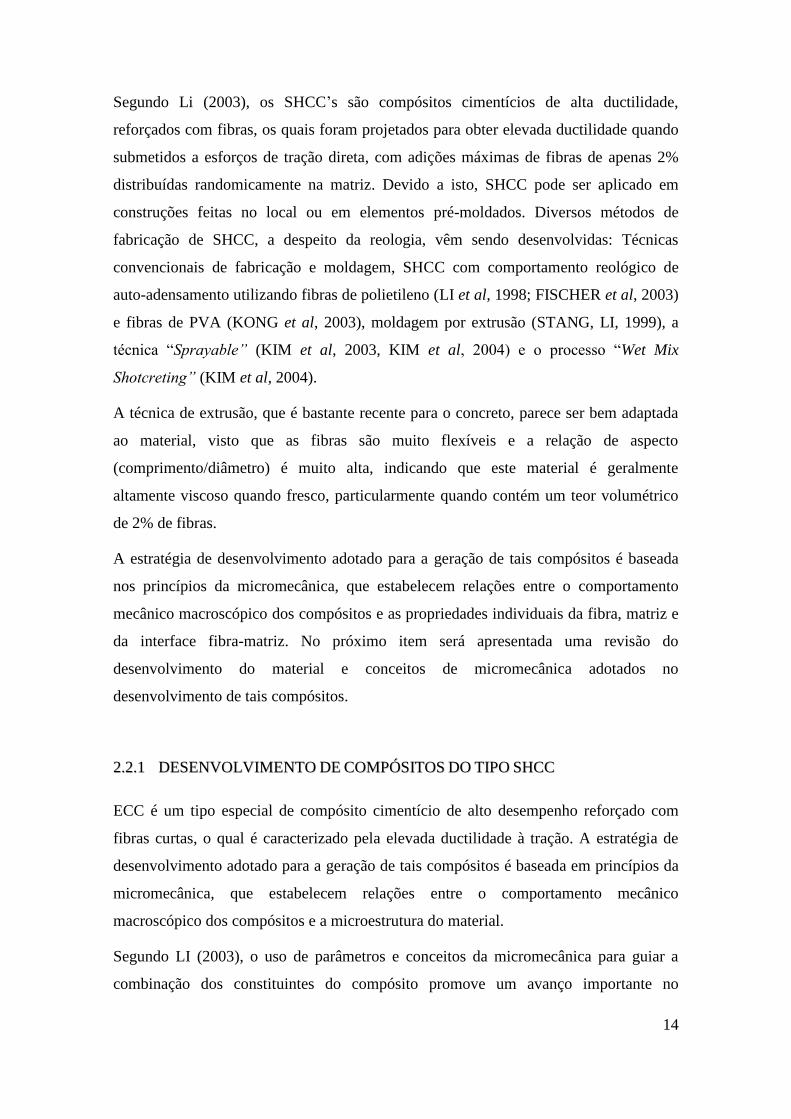
14
Segundo Li (2003), os SHCC’s são compósitos cimentícios de alta ductilidade,
reforçados com fibras, os quais foram projetados para obter elevada ductilidade quando
submetidos a esforços de tração direta, com adições máximas de fibras de apenas 2%
distribuídas randomicamente na matriz. Devido a isto, SHCC pode ser aplicado em
construções feitas no local ou em elementos pré-moldados. Diversos métodos de
fabricação de SHCC, a despeito da reologia, vêm sendo desenvolvidas: Técnicas
convencionais de fabricação e moldagem, SHCC com comportamento reológico de
auto-adensamento utilizando fibras de polietileno (LI et al, 1998; FISCHER et al, 2003)
e fibras de PVA (KONG et al, 2003), moldagem por extrusão (STANG, LI, 1999), a
técnica ―Sprayable‖ (KIM et al, 2003, KIM et al, 2004) e o processo ―Wet Mix
Shotcreting‖ (KIM et al, 2004).
A técnica de extrusão, que é bastante recente para o concreto, parece ser bem adaptada
ao material, visto que as fibras são muito flexíveis e a relação de aspecto
(comprimento/diâmetro) é muito alta, indicando que este material é geralmente
altamente viscoso quando fresco, particularmente quando contém um teor volumétrico
de 2% de fibras.
A estratégia de desenvolvimento adotado para a geração de tais compósitos é baseada
nos princípios da micromecânica, que estabelecem relações entre o comportamento
mecânico macroscópico dos compósitos e as propriedades individuais da fibra, matriz e
da interface fibra-matriz. No próximo item será apresentada uma revisão do
desenvolvimento do material e conceitos de micromecânica adotados no
desenvolvimento de tais compósitos.
22..22..11 DDEESSEENNVVOOLLVVIIMMEENNTTOO DDEE CCOOMMPPÓÓSSIITTOOSS DDOO TTIIPPOO SSHHCCCC
ECC é um tipo especial de compósito cimentício de alto desempenho reforçado com
fibras curtas, o qual é caracterizado pela elevada ductilidade à tração. A estratégia de
desenvolvimento adotado para a geração de tais compósitos é baseada em princípios da
micromecânica, que estabelecem relações entre o comportamento mecânico
macroscópico dos compósitos e a microestrutura do material.
Segundo LI (2003), o uso de parâmetros e conceitos da micromecânica para guiar a
combinação dos constituintes do compósito promove um avanço importante no
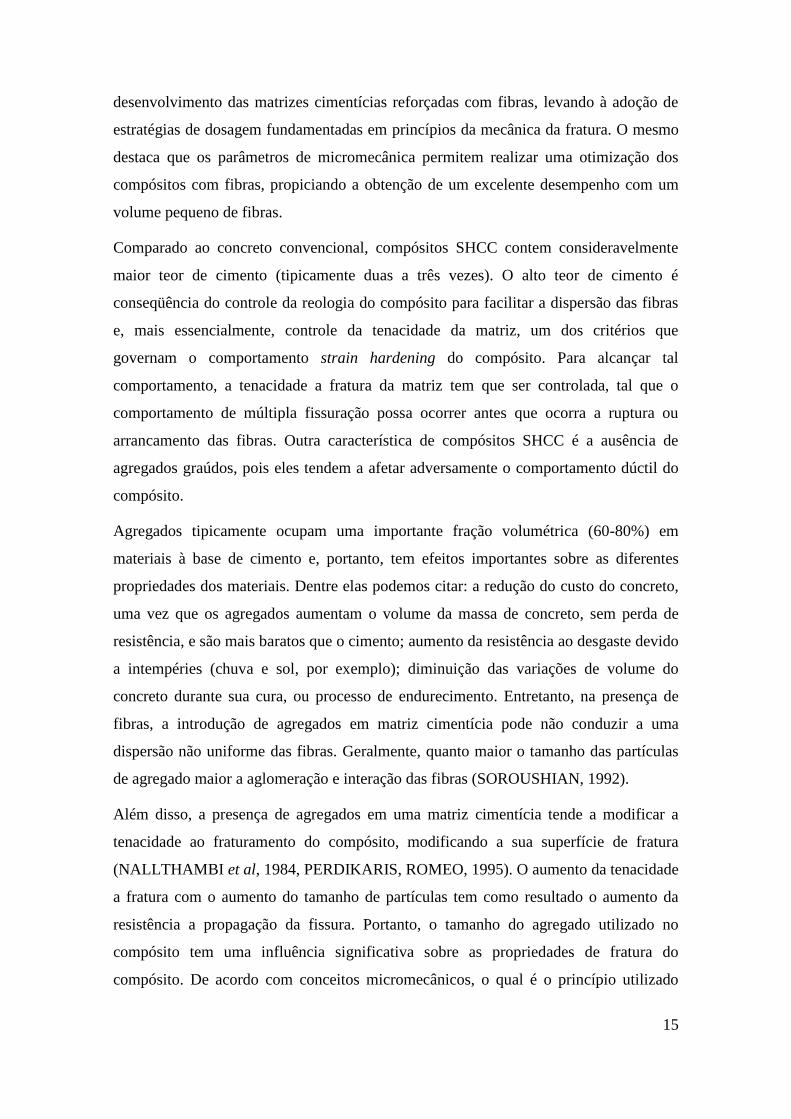
15
desenvolvimento das matrizes cimentícias reforçadas com fibras, levando à adoção de
estratégias de dosagem fundamentadas em princípios da mecânica da fratura. O mesmo
destaca que os parâmetros de micromecânica permitem realizar uma otimização dos
compósitos com fibras, propiciando a obtenção de um excelente desempenho com um
volume pequeno de fibras.
Comparado ao concreto convencional, compósitos SHCC contem consideravelmente
maior teor de cimento (tipicamente duas a três vezes). O alto teor de cimento é
conseqüência do controle da reologia do compósito para facilitar a dispersão das fibras
e, mais essencialmente, controle da tenacidade da matriz, um dos critérios que
governam o comportamento strain hardening do compósito. Para alcançar tal
comportamento, a tenacidade a fratura da matriz tem que ser controlada, tal que o
comportamento de múltipla fissuração possa ocorrer antes que ocorra a ruptura ou
arrancamento das fibras. Outra característica de compósitos SHCC é a ausência de
agregados graúdos, pois eles tendem a afetar adversamente o comportamento dúctil do
compósito.
Agregados tipicamente ocupam uma importante fração volumétrica (60-80%) em
materiais à base de cimento e, portanto, tem efeitos importantes sobre as diferentes
propriedades dos materiais. Dentre elas podemos citar: a redução do custo do concreto,
uma vez que os agregados aumentam o volume da massa de concreto, sem perda de
resistência, e são mais baratos que o cimento; aumento da resistência ao desgaste devido
a intempéries (chuva e sol, por exemplo); diminuição das variações de volume do
concreto durante sua cura, ou processo de endurecimento. Entretanto, na presença de
fibras, a introdução de agregados em matriz cimentícia pode não conduzir a uma
dispersão não uniforme das fibras. Geralmente, quanto maior o tamanho das partículas
de agregado maior a aglomeração e interação das fibras (SOROUSHIAN, 1992).
Além disso, a presença de agregados em uma matriz cimentícia tende a modificar a
tenacidade ao fraturamento do compósito, modificando a sua superfície de fratura
(NALLTHAMBI et al, 1984, PERDIKARIS, ROMEO, 1995). O aumento da tenacidade
a fratura com o aumento do tamanho de partículas tem como resultado o aumento da
resistência a propagação da fissura. Portanto, o tamanho do agregado utilizado no
compósito tem uma influência significativa sobre as propriedades de fratura do
compósito. De acordo com conceitos micromecânicos, o qual é o princípio utilizado
16
para dosagem de compósitos SHCC, a tenacidade a fratura da matriz tem que ser
limitada, de forma que ocorra propagação estável de fissuras. Devido a isto, a primeira
geração destes compósitos usava somente cimento e sílica ativa na composição da
matriz, sem agregados. Assim, apesar dos efeitos positivos dos agregados sobre a
estabilidade dimensional e economia de materiais compósitos de cimento reforçados
com fibra, há limites de tamanho e volume de partículas de agregados para além do qual
os problemas de dispersão da fibra, trabalhabilidade da mistura fresca e tenacidade da
matriz podem começar a afetar negativamente as características do material compósito.
Por estas razões, a produção de misturas de SHCC foi restrita ao uso de um agregado
fino, como areia microssílica. A falta de agregados finos e graúdos na matriz resultava
em um compósito com baixo módulo de elasticidade e alto calor de hidratação, os quais
podem limitar o uso de tais compósitos. Além do que, matrizes com altos teores de
cimento comprometem índices de sustentabilidade do material.
Recentemente, a introdução de cinza volante tornou-se o que alguns consideram uma
componente necessária da mistura de SHCC (WANG, LI, 2007; YANG et al, 2007)
pois cinza volante tende a melhorar a robustez do comportamento na tração direta do
compósito, mantendo a capacidade de deformação ao logo do tempo em
aproximadamente 3%. WANG e LI (2007) citam que os benefícios do uso de cinza
volante no desempenho a tração de compósitos cimentícios do tipo ECC são devidos ao
fato de que o aumento do teor de cinza volante na mistura, tende a reduzir a aderência
química na interface fibra-matriz e a tenacidade da matriz, enquanto aumenta a
aderência friccional. Além do que, o uso de cinza volante também contribui na
trabalhabilidade da mistura, conduzindo a uma boa dispersão e uniformidade das fibras.
Desta forma, misturas com maiores teores de areia e também com um tamanho maior
dos grão, poderiam ser produzidos sem prejudicar o comportamento dúctil do
compósito.
O estudo do comportamento mecânico de compósitos cimentícios com substituição de
cimento por diferentes teores de cinza volante tem sido bastante estudado por vários
grupos de pesquisa (PELED et al, 2000, SONG, VAN ZIJL, 2004, LI, et al, 2004).
WANG e LI (2007) desenvolveram SHCC com adição de cinza volante (até 1,2 vezes a
massa de cimento) e encontraram um material com alta capacidade de deformação (3 a
4%) e resistência a tração da ordem de 4,5MPa. Devido ao alto volume de cinza volante
17
os índices de sustentabilidade do material, como emissão de dióxido de carbono e
consumo de energia, foram significativamente melhorados. YANG et al (2007) utilizou
altos teores de cinza volante (1,2 a 5,6 vezes a massa de cimento) e encontraram que a
substituição de altos teores de cimento por cinza melhora muitas propriedades de SHCC
como, redução da abertura de fissura tornando a ductilidade na tração mais robusta e
redução da retração por secagem de SHCC.
Com relação ao tipo de fibra utilizado no reforço, YANG e LI (2006) apresenta uma
discussão teórica para otimização da ductilidade de SHCC reforçados com fibras
sintéticas de polipropileno (PP) e polinivil álcool (PVA), baseada fundamentalmente na
modificação das propriedades interfaciais das fibras.
Fibras de PVA originalmente apresentam elevada aderência química e de atrito, o que
demandariam o emprego de volumes entre 4 e 6% para que o comportamento strain
hardening fosse atingido. A partir de análises obtidas através do modelo numérico, foi
identificado que a redução da aderência química e de atrito resultaria na redução do
volume de fibras a ser empregado no compósito.
LI et al. (2001) testou através de experimentos a impregnação da superfície da fibra de
PVA com diferentes teores de um material à base de óleo, com o objetivo de reduzir a
aderência de contato e química entre a fibra e a matriz e assim conseguir o controle
desejado de aderência, o qual conduz ao comportamento desejado do material. Neste
experimento foi observado que aumentos na quantidade de óleo significam diminuição
tanto na aderência de atrito, como na aderência química das fibras. Fibras de PVA com
tratamento utilizando-se 1,2% de cobertura de um tipo de material oleoso são
geralmente empregadas na produção de ECC com fibras de PVA.
2.2.1.1 Condições para que ocorra o comportamento Strain Hardening de SHCC
O modelo micromecânico foi construído baseado em conceitos da mecânica da fratura e
mecanismos de deformação. Ele fornece uma oportunidade de adaptar micro parâmetros
para controlar o modo de ruptura, resistência e deformação última na tração de materiais
compósitos. O modelo serve como uma ferramenta para ligar a microestrutura do
material a propriedades macroscópicas do compósito com o objetivo de alcançar o
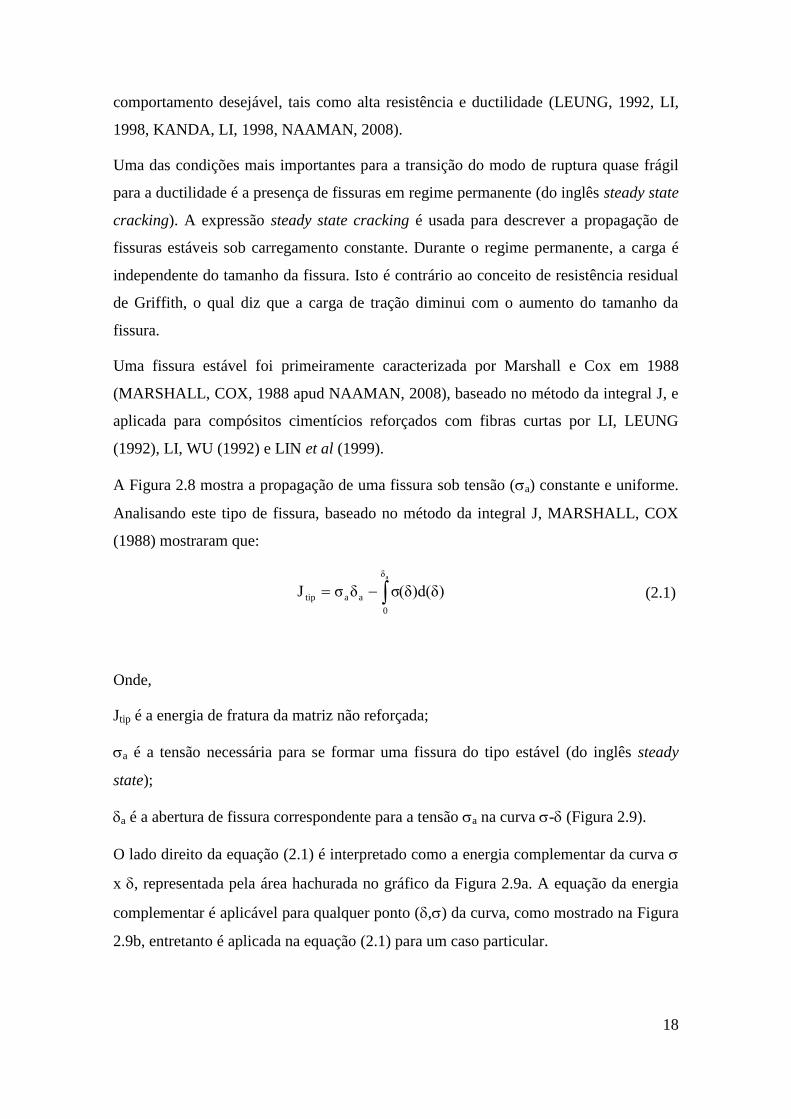
18
comportamento desejável, tais como alta resistência e ductilidade (LEUNG, 1992, LI,
1998, KANDA, LI, 1998, NAAMAN, 2008).
Uma das condições mais importantes para a transição do modo de ruptura quase frágil
para a ductilidade é a presença de fissuras em regime permanente (do inglês steady state
cracking). A expressão steady state cracking é usada para descrever a propagação de
fissuras estáveis sob carregamento constante. Durante o regime permanente, a carga é
independente do tamanho da fissura. Isto é contrário ao conceito de resistência residual
de Griffith, o qual diz que a carga de tração diminui com o aumento do tamanho da
fissura.
Uma fissura estável foi primeiramente caracterizada por Marshall e Cox em 1988
(MARSHALL, COX, 1988 apud NAAMAN, 2008), baseado no método da integral J, e
aplicada para compósitos cimentícios reforçados com fibras curtas por LI, LEUNG
(1992), LI, WU (1992) e LIN et al (1999).
A Figura 2.8 mostra a propagação de uma fissura sob tensão (a) constante e uniforme.
Analisando este tipo de fissura, baseado no método da integral J, MARSHALL, COX
(1988) mostraram que:
aδ
0
aatip ζ(δ)d(δ)δζJ (2.1)
Onde,
Jtip é a energia de fratura da matriz não reforçada;
a é a tensão necessária para se formar uma fissura do tipo estável (do inglês steady
state);
a é a abertura de fissura correspondente para a tensão a na curva - (Figura 2.9).
O lado direito da equação (2.1) é interpretado como a energia complementar da curva
x , representada pela área hachurada no gráfico da Figura 2.9a. A equação da energia
complementar é aplicável para qualquer ponto (,) da curva, como mostrado na Figura
2.9b, entretanto é aplicada na equação (2.1) para um caso particular.
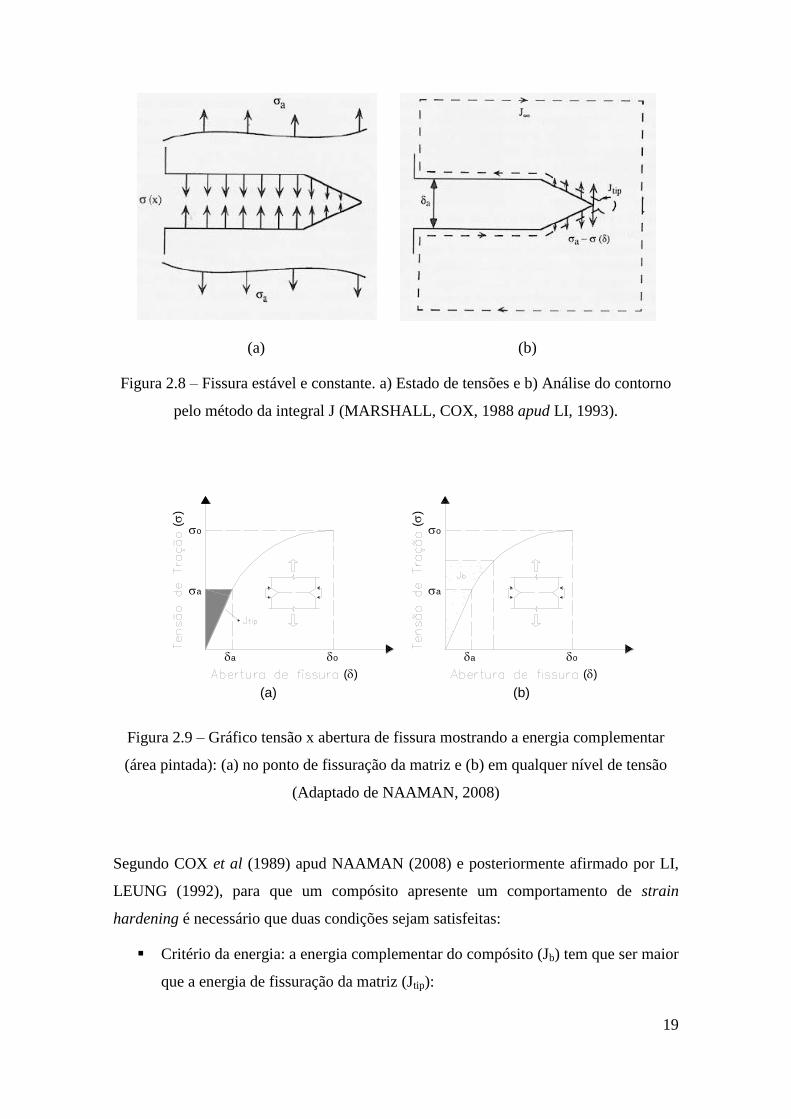
19
(a) (b)
Figura 2.8 – Fissura estável e constante. a) Estado de tensões e b) Análise do contorno
pelo método da integral J (MARSHALL, COX, 1988 apud LI, 1993).
Figura 2.9 – Gráfico tensão x abertura de fissura mostrando a energia complementar
(área pintada): (a) no ponto de fissuração da matriz e (b) em qualquer nível de tensão
(Adaptado de NAAMAN, 2008)
Segundo COX et al (1989) apud NAAMAN (2008) e posteriormente afirmado por LI,
LEUNG (1992), para que um compósito apresente um comportamento de strain
hardening é necessário que duas condições sejam satisfeitas:
Critério da energia: a energia complementar do compósito (Jb) tem que ser maior
que a energia de fissuração da matriz (Jtip):
()
(
)
o
a
oa
()
(
)
a
a
o
o
(a) (b)

20
Jtip < Jb (2.2)
Critério da resistência: a resistência à fissuração da matriz, BaB, não pode exceder
a máxima tensão que pode ser suportada pelas fibras, BoB:
a < o (2.3)
Desta forma,
b
δ
0
ootip Jζ(δ)d(δ)δζJo
(2.4)
Onde:
o é a máxima tensão suportada pelas fibras, correspondente a abertura de fissura o na
Figura 2.9 e,
Jb é a energia complementar, representada pela área hachurada na Figura 2.9.
Quando a interface fibra/matriz tem aderência baixa, ocorre arrancamento das fibras,
resultando em uma baixa tensão de pico, o. Quando a interface é muito forte, ou seja,
tem uma boa aderência, ocorre ruptura e um valor muito pequeno para o deslocamento
relativo à abertura de fissura, o. Em ambos os casos a energia complementar (Jb), será
pequena (LI, 2003).
LI, LEUNG (1992) ao analisarem uma fissura que se propaga de forma estável
observaram que, quando a energia complementar é pequena (em comparação à energia
necessária para propagação de uma fissura, Jtip), a fissura será como uma fissura típica
de Griffith (Figura 2.10a), ocorrendo um comportamento de amolecimento pós-
fissuração da matriz, desta forma a fissura continuará a se propagar conduzindo a
ruptura do material, com reduzida capacidade de carregamento. Caso contrário, se a
energia complementar é grande, a fissura permanecerá com abertura estável (Figura
2.10b), ou seja, a abertura da fissura será menor que a abertura máxima, que o material
pode suportar, e manterá a capacidade de carregamento na tração. Como resultado a
carga será transferida deste plano de fissura para outro ponto da matriz e causará a
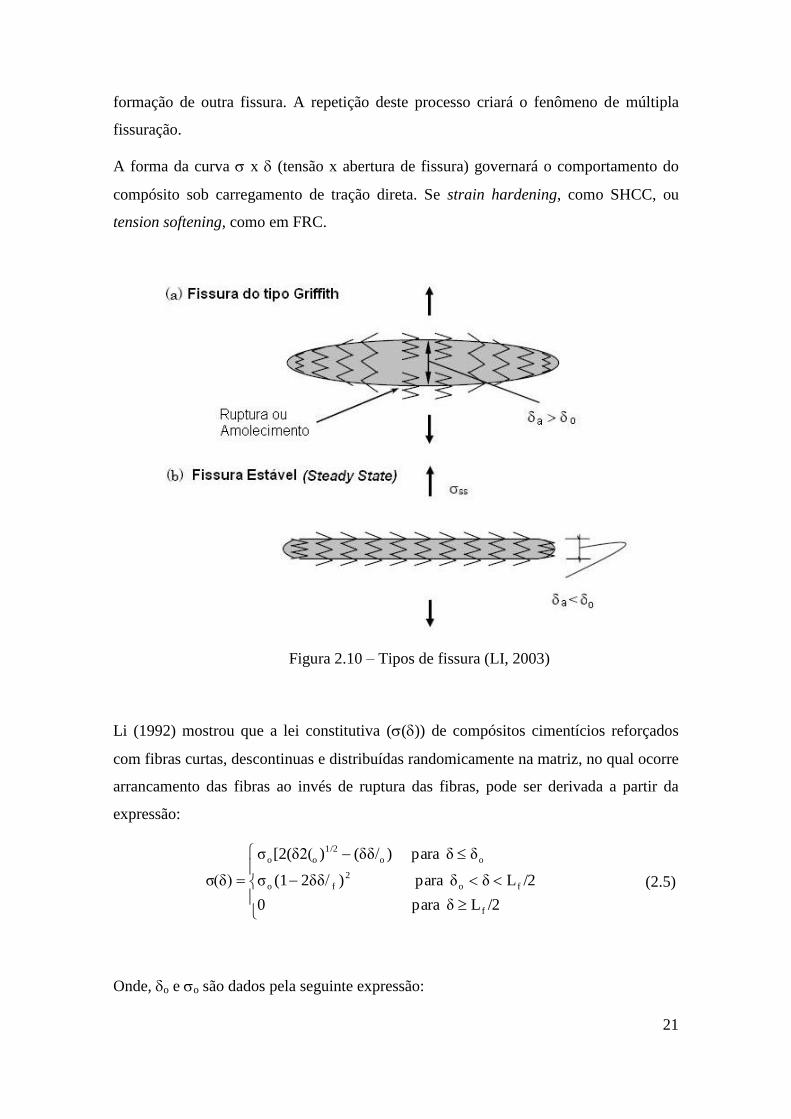
21
formação de outra fissura. A repetição deste processo criará o fenômeno de múltipla
fissuração.
A forma da curva x (tensão x abertura de fissura) governará o comportamento do
compósito sob carregamento de tração direta. Se strain hardening, como SHCC, ou
tension softening, como em FRC.
Figura 2.10 – Tipos de fissura (LI, 2003)
Li (1992) mostrou que a lei constitutiva (()) de compósitos cimentícios reforçados
com fibras curtas, descontinuas e distribuídas randomicamente na matriz, no qual ocorre
arrancamento das fibras ao invés de ruptura das fibras, pode ser derivada a partir da
expressão:
/2Lδ para 0
/2Lδδ para )2δδ/(1ζ
δδ para )(δδ/)[2(δ2(ζ
ζ(δ)
f
fo
2
fo
oo
1/2
oo
(2.5)
Onde, o e o são dados pela seguinte expressão:

22
η)(1dE
ηLδ
ff
2
fo
e
f
ffo
d
Lgηη
2
1ζ (2.6)
Onde:
Vf, Lf, df e Ef são a fração volumétrica, comprimento, diâmetro e módulo de elasticidade
da fibra, respectivamente;
é a tensão de aderência friccional fibra/matriz e
g é um fator de restrição (do inglês snubbing factor) dado por:
)e(1)f(4
2g fππ/
2
(2.7)
Onde:
f é um coeficiente de restrição o qual tem que ser determinado experimentalmente para
um dado sistema fibra/matriz.
e η é a razão entre a rigidez efetiva devido à presença das fibras e a rigidez efetiva da
matriz, dada por:
mm
ff
EV
EVη (2.8)
Onde:
Vm e Em são a fração volumétrica e o módulo de elasticidade da matriz respectivamente.
Em compósitos cimentícios de engenharia, ECC, onde o teor de fibras é muito baixo
(geralmente Vf 2,0%), é muito pequeno e pode ser desprezado.
Substituindo as equações (2.5) e (2.6) na inequação (2.4) temos a seguinte expressão
para o volume crítico de fibras, ou seja, o volume mínimo de fibras para o compósito ter
um comportamento de enrijecimento na tração direta (strain hardening) com a
formação de múltiplas fissuras.
23
off
tipcrít
ff)δ/dgηη(
12JVV (2.9)
Onde:
Jtip e a tenacidade da matriz, Km, são relacionadas pela seguinte expressão:
(BUDIANSKY et al, 1994):
mE
2m
K
mE
)2m
ν)(1f
V(12m
K
tipJ
(2.10)
Onde:
m é o coeficiente de Poisson da matriz;
Vf é o volume das fibras.
A equação (2.9) fornece diretrizes para o dimensionamento de micro parâmetros para
que o volume de fibras seja minimizado. Desta forma é possível obter compósitos
cimentícios com elevada ductilidade na tração direta utilizando-se fibras curtas
dispostas randomicamente na matriz.
22..33 DDEEFFOORRMMAAÇÇÕÕEESS AAOO LLOONNGGOO DDOO TTEEMMPPOO DDOO SSHHCCCC
As deformações do concreto dependentes do tempo, também chamadas de deformações
diferidas, podem ser classificadas, segundo FIB BULLETIN 1 (1999) em:
Dependentes da tensão: Fluência e;
Independentes da tensão: retração e expansão.
Neste item serão discutidos apenas os aspectos relacionados aos fenômenos de fluência
e retração. Juntamente serão apresentados os resultados encontrados na literatura sobre
estas propriedades de compósitos do tipo SHCC.
24
22..33..11 FFLLUUÊÊNNCCIIAA
A fluência é definida como o aumento das deformações ao longo do tempo sob carga
mantida constante (NEVILLE, 1997). No concreto, é influenciada por uma série de
fatores como umidade relativa do ar, temperatura, dimensões da peça estrutural,
intensidade de carregamento, teor de pasta, relação água/cimento, tipo de cimento, teor
e tipo de agregado e idade de carregamento (NEVILLE, 1997, MEHTA, MONTEIRO,
1994).
Quando carregado, o concreto apresenta uma deformação elástica instantânea. Com a
continuidade da aplicação da carga ao longo do tempo, as deformações aumentam. Em
caso de descarregamento ocorre uma recuperação elástica imediata da deformação,
aproximadamente igual à deformação elástica (recuperação elástica), seguida de uma
recuperação gradativa da deformação por fluência (recuperação da fluência). Contudo, a
fluência não é totalmente reversível, de forma que há uma deformação residual ou
fluência irreversível (NEVILLE, 1997).
A aplicação de uma tensão constante no concreto em ambientes controlados com
temperatura constante e umidade relativa igual a 100% conduz ao aumento da
deformação ao longo do tempo, a qual é denominada de fluência básica. Neste caso
considera-se que a parcela de deformação autógena já esta incluída na fluência básica.
No entanto, se o concreto for exposto a um ambiente com umidade relativa menor do
que 100% é possível distinguir além da deformação elástica instantânea, da fluência
básica e da deformação por secagem, uma deformação adicional, chamada de fluência
por secagem. A importância da fluência está nas deflexões ou deformações de
elementos estruturais, sendo necessária a consideração de seus efeitos no
dimensionamento de estruturas de concreto.
Um grande número de teorias têm sido propostas para explicar a fluência do concreto.
No entanto, nenhuma teoria pode explicar todos os fatos observados. Segundo
NEVILLE (1997), o mecanismo de fluência está centrado na pasta de cimento hidratada
e está relacionada diretamente com a movimentação interna da água adsorvida ou
intercristalina, isto é a percolação interna.
A fluência ocorre em todos os tipos de solicitação, isto é: sob compressão, tração, flexão
e na torção. Com mais freqüência, são analisados o comportamento de fluência na
compressão. Entretanto, devido ao fato de compósitos do tipo SHCC ter o
25
comportamento diferenciado pelo seu bom desempenho na tração direta, algumas
pesquisas têm focado no estudo da fluência na tração destes compósitos (BOSHOFF
2007; BILLINGTON, ROUSE, 2003, BOSHOFF, VAN ZIJL 2007, JUN,
MECHTCHERINE 2009, BOSHOFF et al 2009). No entanto, ao contrário dos
concretos de resistência normal e reforçados com fibras, são poucos os trabalhos
desenvolvidos para o estudo da fluência e da retração por secagem do SHCC, mas, os
trabalhos de alguns pesquisadores serão apresentados a seguir.
Segundo BOSHOFF (2007) as três principais causas de fluência na tração de SHCC
são: a fluência da matriz, o arrancamento das fibras ao longo do tempo e a formação de
múltiplas fissuras adicionais ao longo do tempo. Também foi relatado que o
arrancamento das fibras, que ocorre ao longo do tempo, causa abertura de fissuras sob
carregamento constante. Porém, não foi quantificada a intensidade da abertura das
fissuras. Resultados semelhantes também foram apresentados em BOSHOFF et al
(2009).
BOSHOFF et al (2009) realizou ensaios para monitorar a deformação de fluência e a
evolução do processo de fissuração ao longo do tempo. Em seus experimentos, foi
utilizado amostras de tração submetidas a carregamento equivalente a 60% da tensão de
tração máxima resistida pelo compósito. Os resultados mostraram que ocorreu uma
diferença significativa no patamar de fissuração observado com relação aos ensaios de
tração estáticos. A abertura de fissura máxima observada foi superior a 0,3mm em três
semanas de ensaio. Entretanto, BOSHOFF (2009) salienta que são necessários mais
testes, com diferentes misturas, pois até o momento apenas uma única mistura de SHCC
foi estudada neste aspecto. Os resultados também mostraram que ocorreu um forte
aumento da taxa de fluência em cerca de 16h após a aplicação da carga evidenciando
um comportamento típico de fluência de materiais cimentícios.
22..33..22 RREETTRRAAÇÇÃÃOO
O fenômeno de retração é caracterizado pelas deformações ao longo do tempo que
ocorrem em pastas de cimento, argamassa e no concreto e sem que haja qualquer tipo de
carregamento. De um modo geral, pode-se dizer que o fenômeno da retração está
associado a ações hídricas. O concreto é um meio poroso e a perda de massa de água
livre nos poros geram tensões capilares, que provocam a compressão do esqueleto e a
26
contração do material. Em função do mecanismo de esvaziamento dos poros capilares
podem-se definir dois tipos de retração: a retração por secagem e a retração autógena.
2.3.2.1 Retração Autógena
A retração autógena ocorre em concretos selados, ou seja, sem que ocorra troca de
umidade com o ambiente a partir do momento de pega do material e se prolonga durante
o tempo.
A contração da pasta de cimento é restringida pelo esqueleto rígido da pasta de cimento
já hidratada e também pelas partículas de agregado. Desta forma a retração autógena é
maior em pastas que em argamassa e concretos. Quando se trata de materiais
cimentícios reforçados com fibras, alguns trabalhos relatam que a presença das fibras
foi capaz de reduzir os valores de retração de forma expressiva (LOUKILI et al. 1999,
GARAS et al. 2008, SUN et al. 2001). Com relação a materiais compósitos do tipo
SHCC, poucas referências estão disponíveis na literatura sobre retração autógena de
SHCC.
Segundo BENTZ e JENSEN (2004), para as mesmas condições de temperatura, a
retração autógena é determinada pela composição da mistura. Portanto, a retração
autógena depende da composição e teor do cimento, teor de agregado, adições, como
escória, cinza volante e relação água/cimento (ou água material/cimentício).
Na Figura 2.11 apresenta-se o comportamento de retração autógena de ECC até 47 dias
de idade, nas quais a deformação positiva é retração. A deformação zero foi definida no
momento da pega, que ocorreu 11h após moldagem. Um aumento rápido da deformação
foi vista nos primeiros dois dias, devido à retração química, mantendo-se estável ao
longo do tempo (WANG, LI 2005).
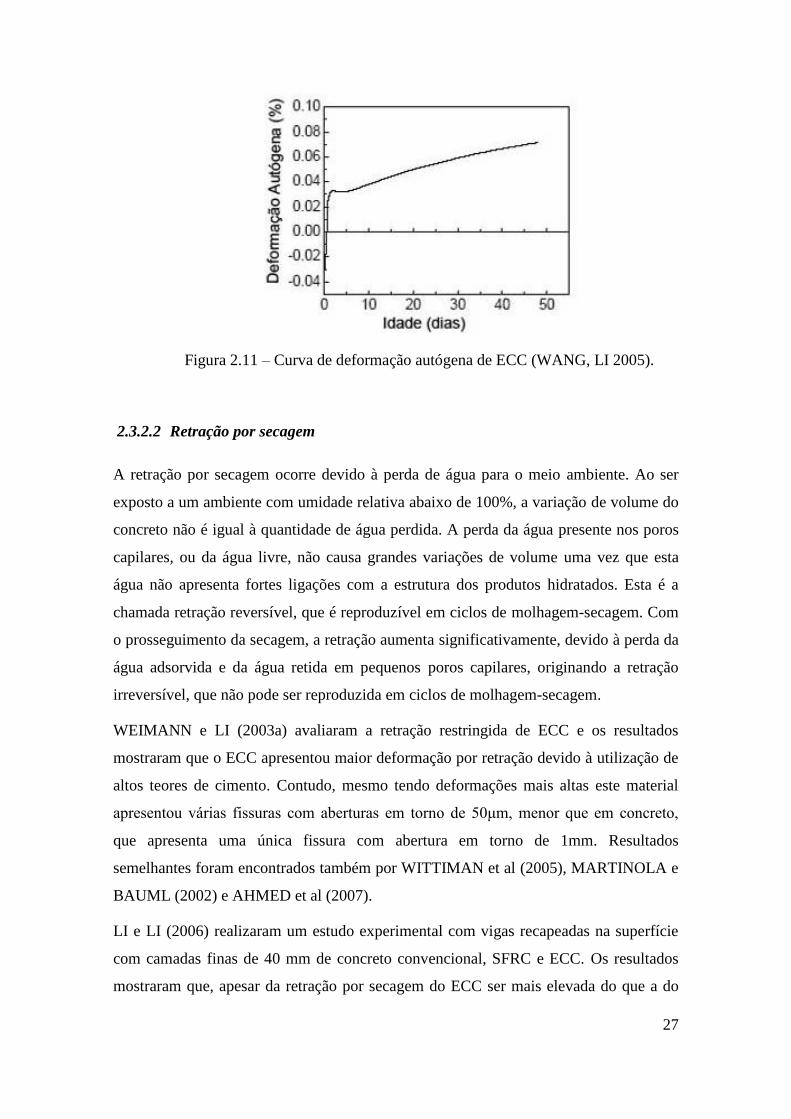
27
Figura 2.11 – Curva de deformação autógena de ECC (WANG, LI 2005).
2.3.2.2 Retração por secagem
A retração por secagem ocorre devido à perda de água para o meio ambiente. Ao ser
exposto a um ambiente com umidade relativa abaixo de 100%, a variação de volume do
concreto não é igual à quantidade de água perdida. A perda da água presente nos poros
capilares, ou da água livre, não causa grandes variações de volume uma vez que esta
água não apresenta fortes ligações com a estrutura dos produtos hidratados. Esta é a
chamada retração reversível, que é reproduzível em ciclos de molhagem-secagem. Com
o prosseguimento da secagem, a retração aumenta significativamente, devido à perda da
água adsorvida e da água retida em pequenos poros capilares, originando a retração
irreversível, que não pode ser reproduzida em ciclos de molhagem-secagem.
WEIMANN e LI (2003a) avaliaram a retração restringida de ECC e os resultados
mostraram que o ECC apresentou maior deformação por retração devido à utilização de
altos teores de cimento. Contudo, mesmo tendo deformações mais altas este material
apresentou várias fissuras com aberturas em torno de 50μm, menor que em concreto,
que apresenta uma única fissura com abertura em torno de 1mm. Resultados
semelhantes foram encontrados também por WITTIMAN et al (2005), MARTINOLA e
BAUML (2002) e AHMED et al (2007).
LI e LI (2006) realizaram um estudo experimental com vigas recapeadas na superfície
com camadas finas de 40 mm de concreto convencional, SFRC e ECC. Os resultados
mostraram que, apesar da retração por secagem do ECC ser mais elevada do que a do
28
concreto e do SFRC, devido ao elevado teor de cimento e da ausência de agregado
graúdo, a retração restringida de ECC provocou efeitos menos danosos que nos outros
dois casos, devido ao processo de micro fissuração do material. As fissuras encontradas
nas camadas de ECC variaram entre 10 - 60 µm, enquanto no concreto e SFRC
variaram entre 120 - 360 µm e 70 – 150 µm, respectivamente.
ZHANG et at (2009) realizaram experimentos com ECC de matriz convencional e
matrizes contendo cimentos com características de baixa retração por secagem. Foi
observado que a retração por secagem aos 28 dias de secagem de ECC reduziu de 1200
x 10-6
µ para valores entre 109 x 10-6
- 242 x 10-6
µ (dependendo do teor de material
cimentício) mantendo ainda as características de enrijecimento e múltipla fissuração na
tração direta.
22..44 DDUURRAABBIILLIIDDAADDEE SSOOBB AAÇÇÃÃOO DDEE CCAARRGGAASS QQUUÍÍMMIICCAASS DDOO SSHHCCCC
Um importante fenômeno de durabilidade estrutural é a limitação de abertura de
fissuras, pois é a forma que agentes potencialmente prejudiciais, como sais, levados pela
umidade e gases podem ingressar na estrutura danificando o elemento estrutural.
Muitos problemas patológicos em estruturas de concreto surgem quando existe uma
ligação estrutural a materiais diferentes, como o aço por exemplo. O aço apresenta
elevada rigidez e ductilidade ao passo que o concreto apresenta elevada rigidez, porém
muito inferior ao aço, e extrema fragilidade (LI, STANG, 2004). Em compósitos
cimentícios reforçados com aço, a corrosão do aço é uma das principais causas de
aumento de custo de restauração em construções. Limitando as aberturas de fissuras,
esta fonte de dano e custos de reparos associados ao dano de tais estruturas pode ser
reduzida. A utilização de compósitos do tipo SHCC para correção ou prevenção destes
efeitos provou ser extremamente eficiente.
Normas de projeto limitam a abertura de fissuras em estruturas de concreto armado para
proteção de corrosão. Estes limites de abertura de fissuras em algumas situações (ex:
ambientes agressivos) são tão baixos que geralmente é difícil alcançar na prática usando
concreto armado, devido a incompatibilidade de deformações entre os materiais
utilizados. Quando compósitos cimentícios strain hardening reforçados com aço são
submetidos à tração direta, várias micro-fissuras são formadas devido a seu
29
comportamento strain hardening, evidenciando uma compatibilidade de deformação a
tração com o aço. As aberturas de fissuras que se formam são pequenas e satisfazem o
limite de abertura de fissuras para durabilidade imposta pelas normas (AHMED,
MIHASHI, 2007).
Devido ao comportamento de enrijecimento e múltiplas microfissuras, SHCC exibe
melhor resistência a corrosão que o concreto. Em 1995, MAALEJ e LI (1995)
propuseram que vigas com uma camada de 50,8 mm de ECC na parte inferior poderiam
fornecer dois níveis de proteção. Primeiro, preveniriam a migração de substâncias
agressivas no concreto, portanto, preveniriam a corrosão do reforço. Segundo, em casos
extremos, quando o processo de corrosão já iniciou, a aceleração da corrosão poderia
ser diminuída ou até eliminada e problemas de spalling ou delaminação seriam
prevenidos devido à alta capacidade de deformação e resistência a fratura do material.
Mais tarde, MAALEJ et al (2002) avaliaram a efetividade do modelo proposto através
de estudos experimentais em retardar o processo de corrosão do reforço de aço, e
encontraram que a viga com cobertura de ECC exibiu menor nível de deterioração do
aço e maior tempo para alcançar o mesmo nível de deterioração do aço que uma viga de
concreto armado.
LI e STANG (2004) realizaram estudos de absorção de soluções agressivas em placas
de compósitos fissuradas. Em sua pesquisa foram utilizadas amostras de vigas de
concreto convencional com dois níveis de fissuração (300µm e 400µm) e vigas de ECC
com múltiplas microfissuras (até 100µm). Os resultados apontaram para uma absorção
cerca de 20 vezes inferior de ECC em relação aos valores medidos nos concretos
convencionais.
LEPECH e LI (2005) estudaram a permeabilidade a água de ECC e argamassa reforçada
com malha de aço, ambos fissurados (deformação de 1,5%) e não fissurados e observou
que o coeficiente de permeabilidade de ambos aumentou com o nível de fissuração e
que ECC fissurado exibiu aproximadamente o mesmo coeficiente de permeabilidade do
concreto não fissurado.
LI et al (2004) realizaram ensaios de imersão em água quente (60ºC) em fibras de PVA
e compósitos de ECC e encontrou que após 26 semanas de imersão as fibras
apresentaram poucas mudanças nas suas propriedades, tais como, resistência, módulo de
elasticidade e alongamento. Entre 13 e 26 semanas de imersão a aderência química entre
30
a matriz e a fibra aumentou, enquanto a resistência aparente da fibra caiu. Esta mudança
nas propriedades interfaciais resultou na redução da capacidade de deformação do
compósito sem exposição de 4,5% para 2,75% após 26 semanas de exposição em água
quente. Em outro estudo HORIKOSH et al (2005) encontrou resultados semelhantes
para fibras de PVA.
Resultados de experimentos indicam que SHCC exibe excelente durabilidade a ações
químicas. O comportamento de strain hardening e múltiplas micro-fissuras fornecem
baixa permeabilidade a água e a cloretos, os quais retardam o processo de corrosão do
aço em estruturas de concreto armado. A alta capacidade de deformação e a resistência
a fratura deste material em relação ao concreto o torna apto a reduzir o dano induzido
pela corrosão. As mesmas propriedades o conduzem para um desempenho superior com
relação a outras propriedades, tais como, fissuração e danos devido a ciclos de gelo –
degelo e ciclos de molhagem e secagem (LI et al. 2003). Porém poucos estudos existem
com relação à durabilidade a cargas térmicas.
22..55 CCOOMMPPOORRTTAAMMEENNTTOO DDOO SSHHCCCC SSOOBB AAÇÇÃÃOO DDEE CCAARRGGAASS
TTÉÉRRMMIICCAASS
22..55..11 IINNTTRROODDUUÇÇÃÃOO
Quando materiais cimentícios são expostos a variações de temperatura, ocorrem
modificações químicas e físicas na sua microestrutura podendo comprometer o seu
desempenho e a sua funcionalidade. Isto ocorre devido ao fato de que os coeficientes de
expansão térmica dos ingredientes constituintes do concreto são diferentes e causam
mudanças volumétricas diferenciais nos mesmos, podendo ocorrer fissuração no
material e baixa permeabilidade (SANCAK et al, 2008).
Devido a isto, é fundamental a determinação de propriedades indispensáveis para a
análise da influência de baixas ou temperaturas elevadas no concreto, tais como, calor
de hidratação, condutividade térmica, calor específico, coeficiente de expansão térmica,
bem como, estabilidade térmica do concreto a altas temperaturas, resistência a ciclos
31
térmicos e spalling, dentre outras. Contudo, poucos resultados estão disponíveis na
literatura sobre a durabilidade a cargas térmicas de compósitos do tipo SHCC.
Neste capítulo será feita uma revisão sobre a influência de baixas ou temperaturas
elevadas em compósitos cimentícios com enrijecimento na tração direta (SHCC) bem
como nos seus componentes.
22..55..22 DDEEGGRRAADDAAÇÇÃÃOO DDOO SSHHCCCC EEMM NNÍÍVVEELL MMIICCRROO EE MMAACCRROO EESSTTRRUUTTUURRAALL
O comportamento de materiais cimentícios quando submetidos a temperaturas elevadas
depende das propriedades da matriz e do elemento de reforço. Entre os constituintes da
matriz a pasta de cimento tem a maior influência neste aspecto, em comparação aos
agregados. A seguir, apresentam-se algumas das alterações microestruturais sofridas
pela matriz dos compósitos
A pasta de cimento Portland hidratada é formada basicamente de silicato de cálcio
hidratado, hidróxido de cálcio e sulfoaluminato de cálcio hidratado. Em estado natural,
possui em sua composição grande quantidade de água livre e capilar, além de água
adsorvida e quimicamente combinada.
Segundo ZHANG et al (2002) a água capilar existe não somente em poros capilares
(100 a 200 ) da pasta de cimento, mas também em poros de agregados e sua interface.
A água capilar é facilmente evaporável quando há variações de umidade ou de
temperatura.
Entre 30 e 105ºC, água livre e parte da água adsorvida são evaporadas. Em concreto
saturado, a maior porcentagem de água é liberada neste estágio. Dependendo da taxa de
aquecimento, esta troca pode ser observada para temperaturas maiores.
O excesso de água contida nas pastas de cimento Portland saturadas participa na
formação de gradientes significativos de pressão na rede de poros do concreto durante a
transferência de massas (evaporação da água e liberação de ar incorporado) e,
conseqüentemente, no aumento das trincas decorrentes da contração da pasta. Por essas
razões, o excesso de água livre contribui na desagregação acelerada da mesma
(KALIFA et al, 2000).
32
Entre 4 e 80ºC, os produtos de hidratação do cimento Portland comum permanecem
quimicamente estáveis. As alterações na pasta de cimento Portland são essencialmente
físicas como: porosidade, crescimento de fissuras e energia de superfície (COSTA et al,
2002).
A expansão térmica da pasta de cimento aumenta linearmente com a temperatura até
100ºC, quando toda água livre é evaporada (MINAMI et al, 1987 e 1991). A pasta
começa a perder estabilidade dos 100ºC aos 200ºC. Pode-se considerar que a
desestruturação química efetiva da pasta de cimento se inicia a partir dos 180ºC
(KALIFA et al, 2000) pois, após os 100oC, as fissuras surgem na microestrutura
inicialmente pela contração da própria pasta, provocada pela perda de água contida no
sistema de poros (COSTA et al, 2002).
Acima dos 200ºC ocorre uma leve reação físico-química: a água evaporada reduz as
forças de Van der Walls entre as camadas de C-S-H. A perda parcial da adesão química
acentua o aparecimento de fissuras e uma ligeira perda da resistência, persistindo até
300ºC (NEVILLE, 1997).
Várias reações ocorrem na pasta de cimento endurecido entre 400ºC e 600ºC, como,
dessecação dos poros seguida da decomposição dos produtos de hidratação da pasta e
destruição do gel C-S-H. A reação endotérmica da desidratação do hidróxido de cálcio
Ca(OH)B2B libera o óxido de cálcio, CaO, e água, sendo esta última evaporada, seguindo a
expressão abaixo:
O resfriamento rápido por água, na ação de combate ao incêndio produz uma re-
hidratação destrutiva da cal, porque o óxido de cálcio quando entra em contato com a
água, sofre uma expansão abrupta e pode causar danos ao concreto endurecido, levando
a desagregação após o incêndio. A adição de pozolanas à pasta pode se benéfica devido
à retirada do hidróxido de cálcio (NEVILLE, 1997).
Os diferentes tipos de agregados ocupam até 70% do volume total de concreto, portanto
a variação de suas propriedades durante o aquecimento pode influenciar as
características do material. Os diferentes agregados adicionados a mistura não
apresentam o mesmo coeficiente de dilatação térmica, levando ao aparecimento de
expansões internas com diferentes intensidades. Valores típicos para o coeficiente de
dilatação térmica da pasta de cimento endurecida podem variar de 9 x 10-6
a 21 x 10-6
/
33
ºC, enquanto que para as varias rochas usadas como agregados de concreto, este
coeficiente pode variar de 5,5 x 10-6
a 11,8 x 10-6
/ºC(BAZANT, KAPLAN, 1996).
A maioria dos agregados é estável até a temperatura de cerca de 500ºC. Os agregados de
basalto não apresentam mudanças de fase até aproximadamente 800ºC, enquanto que o
agregado de calcário decompõe-se quimicamente na faixa de temperatura entre 600-
900ºC (BAZANT, KAPLAN, 1996), como resultado da reação de descarbonização.
Agregados silicosos contendo quartzo, tais como granito e arenito, podem causar danos
no concreto em aproximadamente de 570ºC porque a transformação do quartzo da
forma para é associada com uma expansão súbita da ordem de 0,85% (MEHTA,
MONTEIRO, 2008).
As diferentes fibras adicionadas ao concreto, com o objetivo de diminuir a fragilidade
do material, têm diferentes comportamentos na presença de altas temperaturas. Muitas
pesquisas têm sido desenvolvidas utilizando a fibra de polipropileno com o objetivo de
reduzir o spalling de concreto de alto desempenho (CAD). No entanto, sabe-se que as
fibras de polipropileno têm um duplo efeito sobre cargas térmicas. Por um lado, elas
podem reduzir os efeitos da fragmentação (NISHIDA, YAMAZAKI, 1995, KALIFA et
al. 2000 e 2001, VELASCO et al., 2004), porque quando as fibras de polipropileno são
fundidas em cerca de 170oC de temperatura, criam canais de alívio e também micro-
fissuras que permitem que o vapor escape através da massa de cimento evitando a
fragmentação que ocorre entre 190oC e 250
oC. Por outro lado, verificou-se que as fibras
de polipropileno têm um efeito mínimo ou negativo no desempenho residual do
concreto aquecido (POON et al 2004, CHAN et al 2000, LI et al, 2004). A deterioração
da propriedade pode ser atribuída à fusão ou amolecimento da fibra, desidratação de
hidratos de cimento, e aumento da porosidade durante o processo de aquecimento (LI et
al, 2004a).
Com relação a compósitos cimentícios do tipo SHCC, pouco se sabe na literatura sobre
o efeito da temperatura no comportamento deste tipo de compósito. SAHMARAN et al
(2010) realizou experimentos para analisar o efeito da temperaturas na relação tensão x
deformação na compressão axial e na microestrutura de amostras de ECC. As amostras
foram aquecidas até temperaturas de 800ºC por 1 hora e em seguida resfriadas, antes
dos testes. Neste experimento foi observado que nenhuma mudança significativa na
resistência do compósito ocorreu quando as amostras foram aquecidas até temperaturas
34
de 400ºC por 1 hora. Análises microestruturais, no entanto, revelaram a existência de
poros e canais adicionais na matriz devido ao amolecimento e degradação das fibras de
PVA, entre 200 e 400ºC. Após 1 hora de exposição nas temperaturas de 600 a 800ºC, o
desempenho mecânico de ECC mostrou ser semelhante ou melhor que o
comportamento de um concreto convencional reforçado com fibras de polipropileno ou
fibras de aço. SAHMARAN et al (2010) cita ainda que nenhum efeito de spalling foi
observado nas amostras durante os testes. Evidenciando o efeito benéfico das fibras de
PVA no combate ao spalling de materiais cimentícios quando expostos a temperaturas
elevadas.
22..55..33 FFIISSSSUURRAAÇÇÃÃOO DDEE OORRIIGGEEMM TTÉÉRRMMIICCAA EEMM PPOOUUCCAASS IIDDAADDEESS DDOO SSHHCCCC
A reação química de hidratação do cimento é exotérmica, portanto ocorre liberação de
calor durante o endurecimento do concreto, e termicamente ativada. O calor liberado na
hidratação pode aumentar consideravelmente a temperatura do concreto, principalmente
quando este é aplicado em grandes volumes, em função da baixa condutividade térmica
do concreto. Isto pode ocasionar um gradiente térmico, pois a dissipação do calor para o
ambiente é mais rápida na parte mais externa do que na interna do concreto (NEVILLE,
1997). Desta forma, tensões térmicas são produzidas durante o resfriamento diferencial
do concreto, o que pode resultar em fissuração e comprometer a estabilidade da
estrutura. Se as tensões geradas são superiores a resistência do material, ocorrerá
fissuração.
Tensões decorrentes de deformações térmicas são as causas de fissuração do concreto
nas primeiras idades. A deformação térmica (expansão e contração) é a variação de
volume provocada pela variação de temperatura. Essa relação é dada pelo coeficiente de
deformação térmica ().
Algumas propriedades térmicas são importantes na avaliação da evolução da
temperatura na estrutura, e consequentemente na determinação das deformações de
origem térmica. A elevação adiabática da temperatura, o qual permite a obtenção da
quantidade total de calor gerado pela reação de hidratação e a velocidade com que tal
calor é desprendido pelo concreto; o calor específico; a condutividade térmica e os
coeficientes de troca do meio. Estas propriedades são influenciadas pelo tipo de
agregado e podem ser consideradas constantes durante todo o endurecimento do
35
material. Também não se tem informação se elas são influenciadas pelo tipo de fibra
utilizada e pelo comportamento do material.
22..55..44 DDUURRAABBIILLIIDDAADDEE EEMM BBAAIIXXAASS TTEEMMPPEERRAATTUURRAASS DDOO SSHHCCCC
Estruturas de concreto que são utilizadas em rodovias e pavimentos em geral devem
apresentar alta durabilidade a ciclos de molhagem-secagem e gelo-degelo. Em muitos
países da Europa, onde há uma grande incidência de neve, a durabilidade do concreto a
ciclos de gelo-degelo nas condições onde agentes de degelo são usados é de importância
fundamental.
LI et al (2003) avaliaram a durabilidade de prismas de ECC e concreto a ciclos de gelo
– degelo. As amostras foram submetidas a 300 ciclos (14 semanas). Os resultados
mostraram que após 5 semanas (110 ciclos), as amostras de concreto tinham se
deteriorado severamente. Porém, as amostras de ECC não apresentaram danos
significativos após 300 ciclos com nenhuma degradação no módulo. Após exposição
aos 300 ciclos de gelo–degelo, foram feitos ensaios de tração axial nas amostras de ECC
e comparados a amostras curadas em ambiente úmido e não foi observada nenhuma
queda na capacidade de deformação das amostras submetidas aos ciclos de gelo –
degelo.
SAHMARAN, LI (2007) realizaram ensaios para determinar a durabilidade de SHCC
após a ação de agentes de degelo. Após as amostras terem sido submetidas a 50 ciclos
de molhagem e secagem a perda de massa observada permaneceu dentro dos limites
estabelecidos pela ASTM C672 (2003). Os resultados também mostraram que a perda
da ductilidade foi insignificante, com capacidade de deformação residual superior a 3%.
36
33 PPLLAANNEEJJAAMMEENNTTOO EEXXPPEERRIIMMEENNTTAALL
O programa experimental do presente trabalho foi elaborado com o objetivo de estudar
as propriedades térmicas, deformações dependentes do tempo, processo de fratura sob
cargas de flexão e tração direta e a estabilidade térmica de compósitos cimentícios
reforçados com fibras de PVA. O compósito estudado nesta pesquisa é uma nova classe
de compósitos cimentícios com enrijecimento na tração direta (do inglês strain
hardening cementitious composites - SHCC), desenvolvidos há cerca de duas décadas
pelo professor Victor Li e seus colaboradores (LI, 2003). No grupo de pesquisas do
Laboratório de Materiais e Estruturas (Labest) do Programa de Engenharia Civil (PEC)
da COPPE/UFRJ, é o primeiro trabalho a utilizar tal material.
A primeira etapa do estudo visou o desenvolvimento de compósitos do tipo SHCC
utilizando materiais locais na matriz e como reforço, de fibra de PVA (volume de 2%).
Duas formulações de SHCC, desenvolvidas por WANG, LI (2007), foram utilizadas
como referências. As formulações desenvolvidas de SHCC se distinguiam pelos
ingredientes da matriz (teores variáveis: cinza volante e areia). O teor de fibra utilizada
na fabricação dos compósitos foi escolhido por ser o volume comumente utilizado por
pesquisadores na fabricação deste tipo de compósito. Neste estudo inicial, também foi
realizado uma análise da influência do tamanho do agregado no desempenho do
compósito, sendo utilizado uma areia fina (diâmetro máximo 0,212mm) e uma grossa
(diâmetro máximo 1,180mm). Foram realizados ensaios para caracterização física e
mecânica e estudo do processo de fratura dos compósitos desenvolvidos, conforme
mostra a Figura 3.1.
Esse estudo preliminar é de grande importância, uma vez que a obtenção de compósitos
cimentícios com múltipla fissuração na tração direta depende fortemente dos materiais
constituintes, tendo em vista que o método de dosagem utilizado é baseado em
conceitos micromecânicos relacionando a energia necessária para fraturar a matriz
(tenacidade ao fraturamento da matriz) e a aderência fibra-matriz (ver item2.2.1.1).
A formulação que apresentou melhor desempenho mecânico foi escolhida para dar
prosseguimento aos estudos subseqüentes, que englobaram a caracterização das
propriedades térmicas e estudo das deformações diferidas (ver Figuras 3.2 e 3.3).
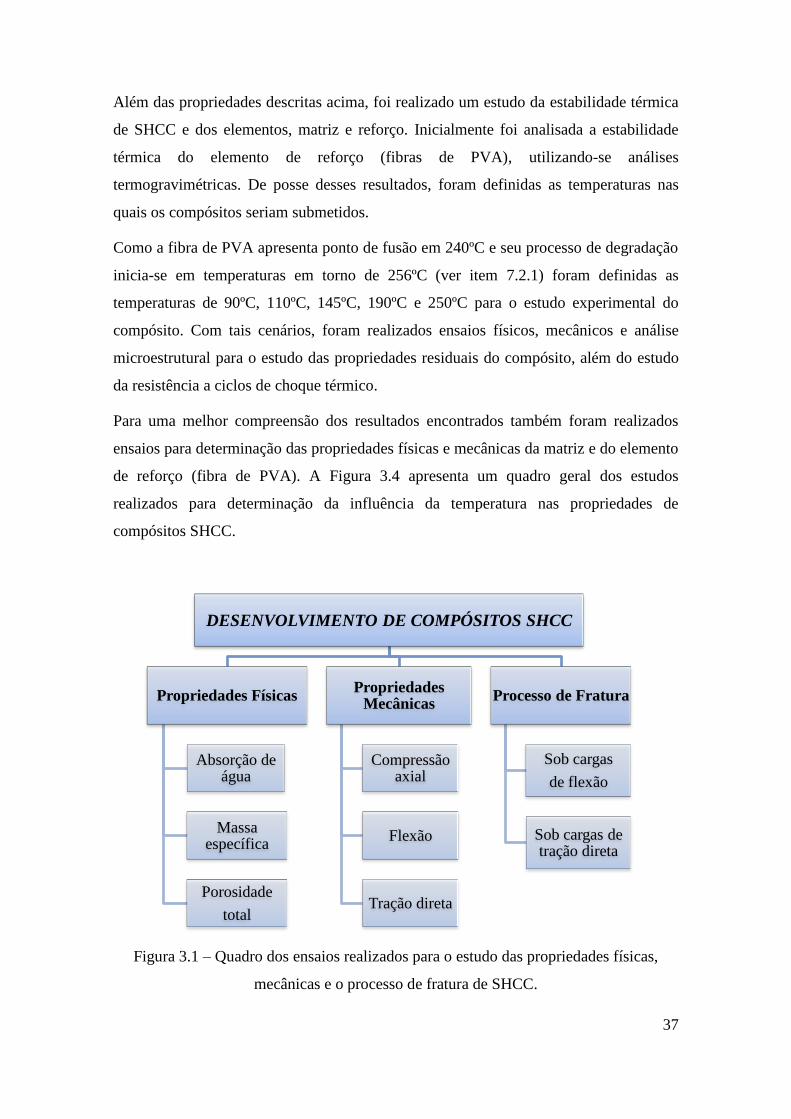
37
Além das propriedades descritas acima, foi realizado um estudo da estabilidade térmica
de SHCC e dos elementos, matriz e reforço. Inicialmente foi analisada a estabilidade
térmica do elemento de reforço (fibras de PVA), utilizando-se análises
termogravimétricas. De posse desses resultados, foram definidas as temperaturas nas
quais os compósitos seriam submetidos.
Como a fibra de PVA apresenta ponto de fusão em 240ºC e seu processo de degradação
inicia-se em temperaturas em torno de 256ºC (ver item 7.2.1) foram definidas as
temperaturas de 90ºC, 110ºC, 145ºC, 190ºC e 250ºC para o estudo experimental do
compósito. Com tais cenários, foram realizados ensaios físicos, mecânicos e análise
microestrutural para o estudo das propriedades residuais do compósito, além do estudo
da resistência a ciclos de choque térmico.
Para uma melhor compreensão dos resultados encontrados também foram realizados
ensaios para determinação das propriedades físicas e mecânicas da matriz e do elemento
de reforço (fibra de PVA). A Figura 3.4 apresenta um quadro geral dos estudos
realizados para determinação da influência da temperatura nas propriedades de
compósitos SHCC.
Figura 3.1 – Quadro dos ensaios realizados para o estudo das propriedades físicas,
mecânicas e o processo de fratura de SHCC.
DESENVOLVIMENTO DE COMPÓSITOS SHCC
Propriedades Físicas
Absorção de água
Massa específica
Porosidade
total
Propriedades Mecânicas
Compressão axial
Flexão
Tração direta
Processo de Fratura
Sob cargas
de flexão
Sob cargas de tração direta

38
Figura 3.2 – Quadro dos ensaios realizados para o estudo das propriedades térmicas de SHCC.
Figura 3.3 – Quadro dos ensaios realizados para o estudo das deformações diferidas de SHCC.
PROPRIEDADES TÉRMICAS DE SHCC
Calor específicoDifusividade
térmica Condutividade térmicaCoeficiente de dilatação
térmica
Elevação adiabática de
temperatura
DEFORMAÇÕES DIFERIDAS DE SHCC
Retração autógena Retração por secagem Fluência na flexãoComportamento do padrão
de fissuras do SHCC sob
carga constante
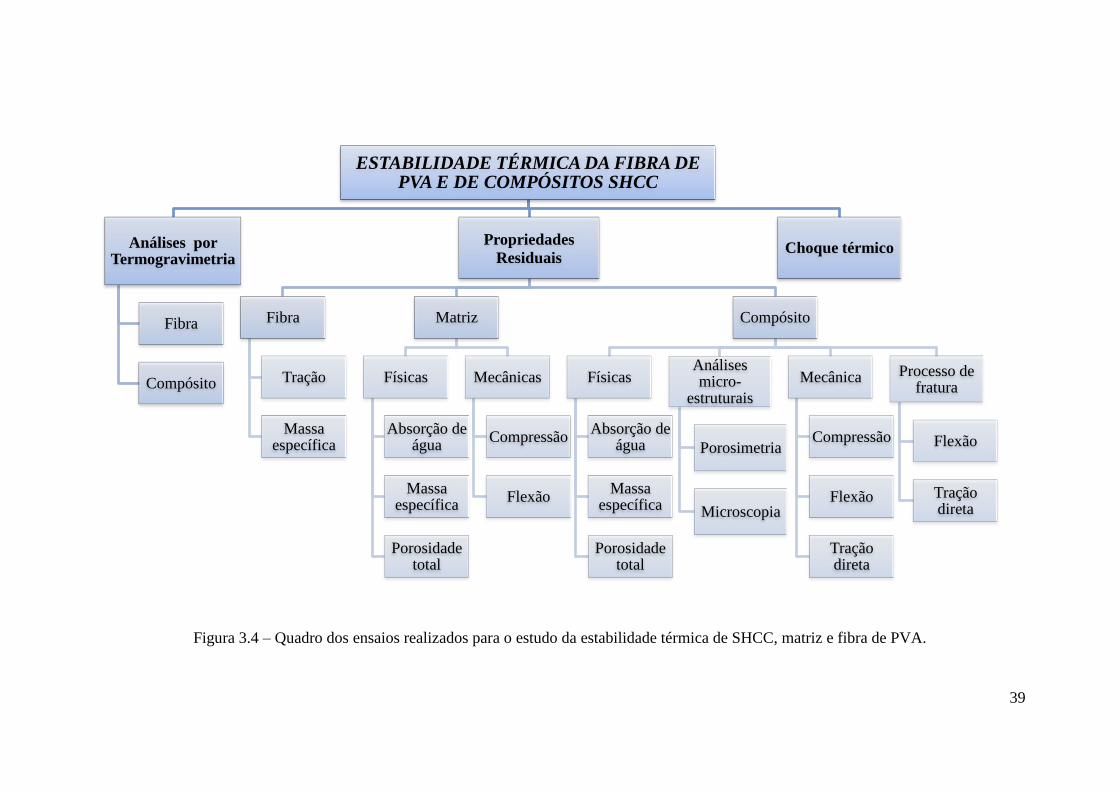
39
Figura 3.4 – Quadro dos ensaios realizados para o estudo da estabilidade térmica de SHCC, matriz e fibra de PVA.
ESTABILIDADE TÉRMICA DA FIBRA DE PVA E DE COMPÓSITOS SHCC
Análises por Termogravimetria
Fibra
Compósito
Propriedades
Residuais
Fibra
Tração
Massa específica
Matriz
Físicas
Absorção de água
Massa específica
Porosidade total
Mecânicas
Compressão
Flexão
Compósito
Físicas
Absorção de água
Massa específica
Porosidade total
Análises micro-
estruturais
Porosimetria
Microscopia
Mecânica
Compressão
Flexão
Tração direta
Processo de fratura
Flexão
Tração direta
Choque térmico
40
33..11 PPRROOCCEEDDIIMMEENNTTOOSS EEXXPPEERRIIMMEENNTTAAIISS
33..11..11 PPRROOPPRRIIEEDDAADDEESS FFÍÍSSIICCAASS
3.1.1.1 Massa específica da fibra
A massa específica real das fibras foi determinada utilizando-se um picnômetro à hélio
da marca Micromeritics, modelo AccuPyc 1340. As amostras foram previamente secas
em estufa a 40±2ºC até constância de massa, em seguida foram resfriadas à temperatura
ambiente em dessecador com sílica de gel. Foram feitas cinco determinações da massa
específica da fibra.
3.1.1.2 Porosidade total
O ensaio de porosidade total foi realizado seguindo-se a norma NBR 9778 (2005). As
amostras utilizadas nos ensaios eram discos com 50 mm de diâmetro por 25 mm de
altura, obtidas de corpos de prova cilíndricos de 50 x 100mm (diâmetro x altura). As
amostras foram obtidas da parte central do corpo de prova, ou seja, foram excluídos o
topo e a base.
Todas as amostras permaneceram na câmara úmida até a data do ensaio, quando as
mesmas foram retiradas e deixadas em uma sala com temperatura constante de 21±1ºC
por um intervalo de 24h. Após esse período de tempo, as amostras foram colocadas na
estufa com temperatura constante de 38 ± 2ºC até constância de massa (até que a
diferença de peso num intervalo de 24h fosse inferior a 0,5%). Após essa fase, as
amostras foram imersas em um recipiente contendo água e, após o tempo estipulado em
24 horas, as mesmas foram retiradas, secas superficialmente com um papel absorvente,
pesadas e imediatamente recolocadas na água. Esse procedimento foi repetido até se
alcançar à saturação das amostras. Por último, após as amostras estarem completamente
saturada, foi realizado a pesagem da amostra submersa.
41
A opção pela secagem branda, em contrapartida à secagem a 105°C sugerida pelas
normas, foi feita no intuito de manter a integridade dos produtos de hidratação do
cimento Portland.
As amostras que foram submetidas a ação da temperatura foram pesadas imediatamente
após queima, para obtenção da massa no estado seco e, em seguida submersas em água
até saturação.
Além da porosidade total este ensaio permite também a obtenção da absorção de água e
massa específica () do compósito no estado endurecido, conforme as equações (3.1),
(3.2) e (3.3).
Pt msat ms
msat mi
100 (3.1)
msat ms
ms
100 (3.2)
s
ms
msat mi
(3.3)
Onde:
PBtB é a porosidade total da amostra;
mBsatB é a massa da amostra saturada após imersão;
mBsB é a massa da amostra seca em estufa;
mBiB é a massa da amostra saturada imersa determinada em uma balança hidrostática;
A é a absorção de água;
BsB é a massa específica da amostra seca;
33..11..22 AANNÁÁLLIISSEESS MMIICCRROOEESSTTRRUUTTUURRAAIISS
3.1.2.1 Porosimetria por intrusão de mercúrio
A rede porosa de um material é subdividida, segundo a classificação mais genérica
empregada aos meios porosos, em macro, meso e micro-poros. METHA, MONTEIRO
42
(2008) simplificam esta classificação genérica dividindo os poros em apenas dois
grupos, sendo macroporos os poros maiores que 0,05 µm e microporos os poros
menores que 0,05µm. Ainda apontam que enquanto os macroporos influenciam na
resistência, os microporos exercem influência principalmente na retração e fluência
(METHA, MONTEIRO 2008). Neste trabalho será adotada a classificação dos poros
adotada pela International Union of Pure and Applied Chemistry (IUPAC), que
classifica os poros em três grupos listados a seguir (IUPAC, 1976):
Macroporos: poros com diâmetros maiores que 0,05 µm (50nm);
Mesoporos: poros com diâmetros maiores que 0,002 µm (2nm) e menores que
0,05µm (50nm) e;
Microporos: poros com diâmetros menores que 0,002µm (2nm)
O método de análise baseia-se nas reações hidrostáticas existentes num capilar
envolvendo as características do material que o compõe, bem como as do fluido em
contato com ele. No caso de um fluido com tensão superficial menor que aquela do
material capilar, o ângulo de contato na superfície fluido-material é menor que 90°C.
Assim, o equilíbrio entre as tensões superficiais do fluido e do material e as tensões nas
superfícies de contato entre eles resulta em uma força que favorece a penetração do
fluido no capilar. Por outro lado, se o fluido possui tensão superficial maior que aquela
do material do capilar, o ângulo de contato será maior que 90°C e, neste caso, o
equilíbrio de forças no capilar é contrário à entrada do fluido no capilar. Desta forma, a
entrada do fluido somente será possível através da aplicação de uma força externa
(RODRIGUES, 2004).
Ao admitir que o poro capilar possua forma cilíndrica, a pressão necessária à entrada do
líquido é dada pela Equação de Washburn (TAYLOR, 1997), apresentada na
Equação(3.4). A distribuição de tamanho de poros é obtida por intrusão do volume de
mercúrio penetrado na amostra a uma dada pressão. O mercúrio tem uma tensão
superficial igual a 0,48 N/m, maior que a da maior parte dos materiais, sendo por isso
empregado como líquido de intrusão nos ensaios de porosimetria (RODRIGUES, 2004).
43
P 4. .cos
D (3.4)
Onde:
P é a pressão externa aplicada;
é a tensão superficial do líquido;
é o ângulo de contato entre líquido e sólido capilar;
D é o diâmetro do poro capilar.
Um inconveniente da aplicação da Equação de Washburn para produtos cimentícios é
admitir que os poros sejam cilíndricos, pois é conhecido que os poros de pastas
apresentam-se sob complexas formas (TAYLOR, 1997). Além disso, há possibilidade
de poros originalmente sem conexão com a rede porosa serem preenchidos devido à
destruição de paredes de poros durante o ensaio (FELDMAN, BEAUDOIN, 1991).
Os ensaios de intrusão foram conduzidos no laboratório de materiais da Technische
Universität Dresden-Alemanhã (TU-Dresden) em amostras, com volume de cerca de
1cm3, extraídas das extremidades não fissuradas de corpos de prova de flexão. O ângulo
de contato utilizado foi igual a 140°. Os resultados são apresentados como curvas que
relacionam o diâmetro dos poros com o volume acumulado de mercúrio por massa de
amostra.
3.1.2.2 Análise microscópica
Análises microscópicas foram realizadas nas amostras de fibra de PVA e na superfície
de fratura dos compósitos submetidos a ensaios de tração direta com o objetivo de
estudar as mudanças ocorridas no compósito e na fibra após ação da temperatura. As
análises microscópicas foram realizadas em microscópio eletrônico de varredura do
laboratório de microscopia da Technische Universität Dresden-Alemanhã (TU-
Dresden).
As amostras foram aderidas por adesivo condutor de carbono em porta amostras e
analisadas em baixo vácuo com recobrimento.
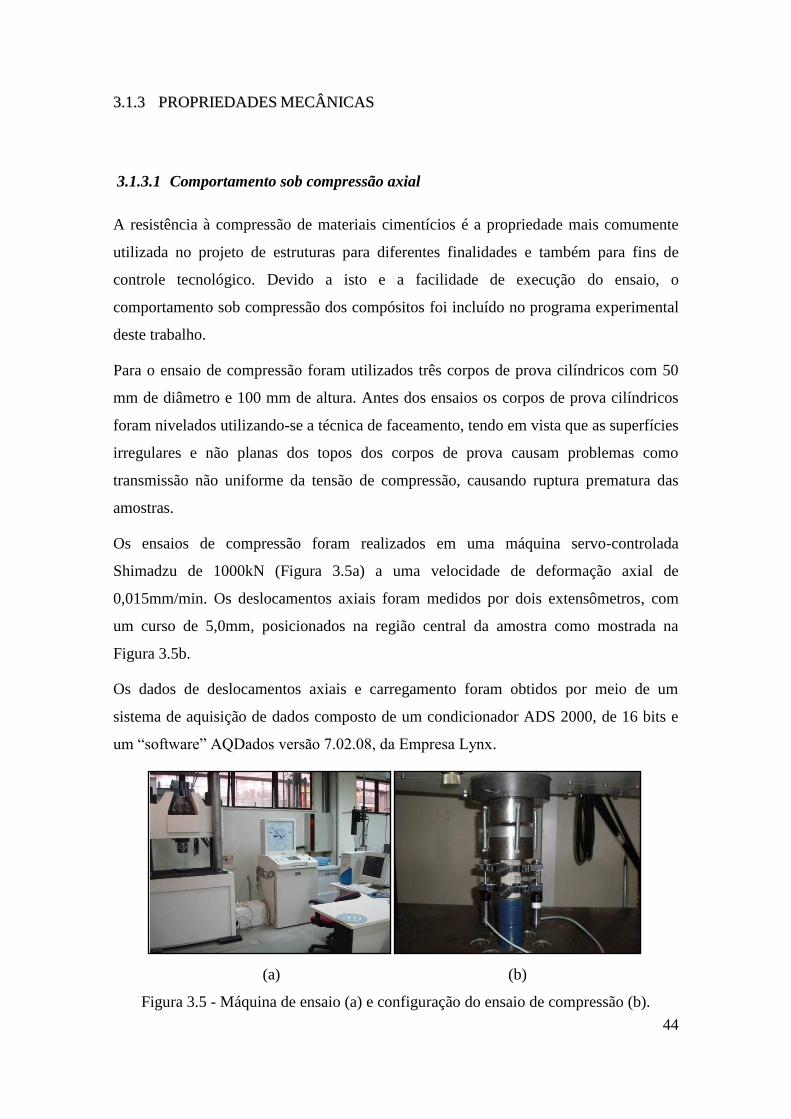
44
33..11..33 PPRROOPPRRIIEEDDAADDEESS MMEECCÂÂNNIICCAASS
3.1.3.1 Comportamento sob compressão axial
A resistência à compressão de materiais cimentícios é a propriedade mais comumente
utilizada no projeto de estruturas para diferentes finalidades e também para fins de
controle tecnológico. Devido a isto e a facilidade de execução do ensaio, o
comportamento sob compressão dos compósitos foi incluído no programa experimental
deste trabalho.
Para o ensaio de compressão foram utilizados três corpos de prova cilíndricos com 50
mm de diâmetro e 100 mm de altura. Antes dos ensaios os corpos de prova cilíndricos
foram nivelados utilizando-se a técnica de faceamento, tendo em vista que as superfícies
irregulares e não planas dos topos dos corpos de prova causam problemas como
transmissão não uniforme da tensão de compressão, causando ruptura prematura das
amostras.
Os ensaios de compressão foram realizados em uma máquina servo-controlada
Shimadzu de 1000kN (Figura 3.5a) a uma velocidade de deformação axial de
0,015mm/min. Os deslocamentos axiais foram medidos por dois extensômetros, com
um curso de 5,0mm, posicionados na região central da amostra como mostrada na
Figura 3.5b.
Os dados de deslocamentos axiais e carregamento foram obtidos por meio de um
sistema de aquisição de dados composto de um condicionador ADS 2000, de 16 bits e
um ―software‖ QDados versão 7.02.08, da Empresa Lynx.
(a) (b)
Figura 3.5 - Máquina de ensaio (a) e configuração do ensaio de compressão (b).

45
A resistência à compressão foi determinada a partir da equação (3.5). Além da
resistência também foram determinados os valores do módulo de elasticidade dos
compósitos, a partir do diagrama tensão-deformação de acordo com a equação (3.6):
(3.5)
Onde:
ζ é a tensão de tração;
P é a carga aplicada;
A é a área da seção transversal do corpo de prova.
a1a2
c1c2
εε
ζζE
(3.6)
Onde:
E é o módulo de elasticidade;
ζc2 é a tensão de compressão correspondente a 40% da carga última;
ζc1 é a tensão de compressão correspondente a deformação axial, εa1, de 0,000050;
εa1 é a deformação axial igual a 0,000050;
εa2 é a deformação axial produzida pela tensão ζc2.
Os resultados obtidos permitiram também a obtenção do índice de tenacidade à
compressão dos compósitos. O índice de tenacidade expressa à capacidade de absorção
de energia dos compósitos, principalmente na região pós-fissuração onde a atuação das
fibras é predominante. O índice de tenacidade é definido como a relação entre a área sob
a curva tensão x deformação até uma deformação estabelecida (área ABCD) e a área
equivalente de um material elastoplástico, correspondente ao diagrama AEFD, ilustrado
na Figura 3.6, com mesmo módulo de elasticidade e tensão de ruptura (LIMA, 2004). O
índice de tenacidade foi calculado até valores de deformação axial iguais a 5000, 8000 e
10000με.
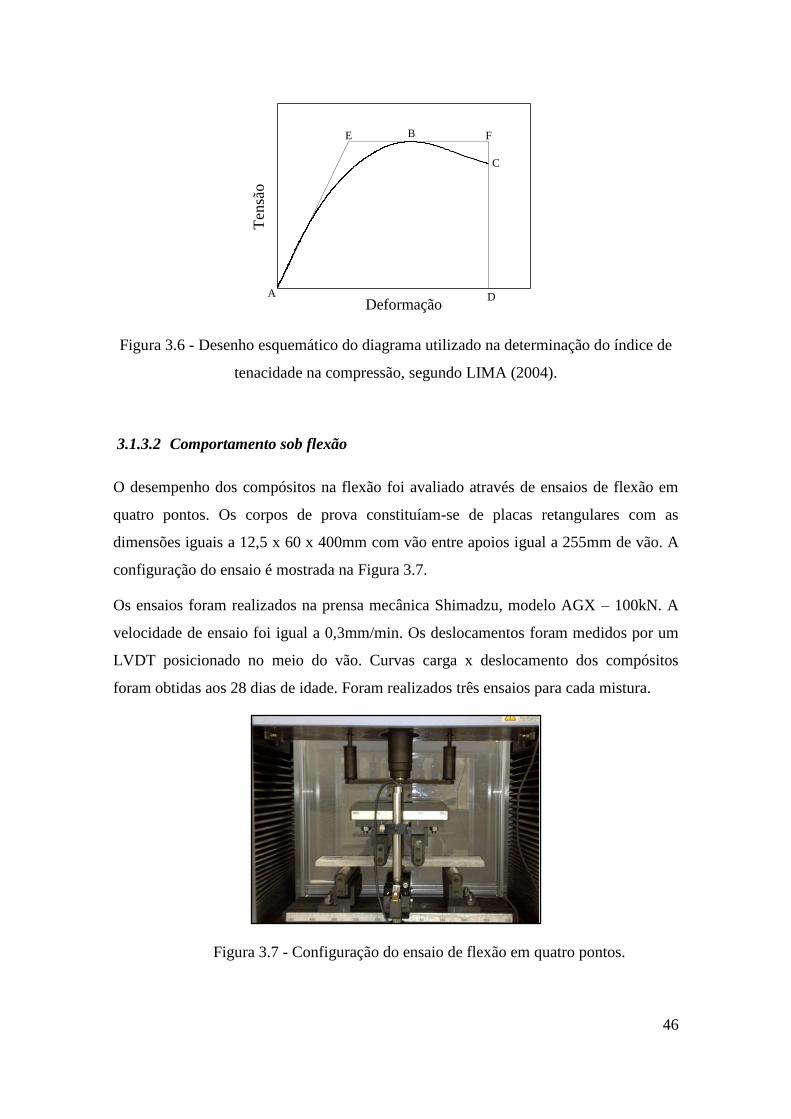
46
Figura 3.6 - Desenho esquemático do diagrama utilizado na determinação do índice de
tenacidade na compressão, segundo LIMA (2004).
3.1.3.2 Comportamento sob flexão
O desempenho dos compósitos na flexão foi avaliado através de ensaios de flexão em
quatro pontos. Os corpos de prova constituíam-se de placas retangulares com as
dimensões iguais a 12,5 x 60 x 400mm com vão entre apoios igual a 255mm de vão. A
configuração do ensaio é mostrada na Figura 3.7.
Os ensaios foram realizados na prensa mecânica Shimadzu, modelo AGX – 100kN. A
velocidade de ensaio foi igual a 0,3mm/min. Os deslocamentos foram medidos por um
LVDT posicionado no meio do vão. Curvas carga x deslocamento dos compósitos
foram obtidas aos 28 dias de idade. Foram realizados três ensaios para cada mistura.
Figura 3.7 - Configuração do ensaio de flexão em quatro pontos.
F
D
C
BE
Ten
são
DeformaçãoA
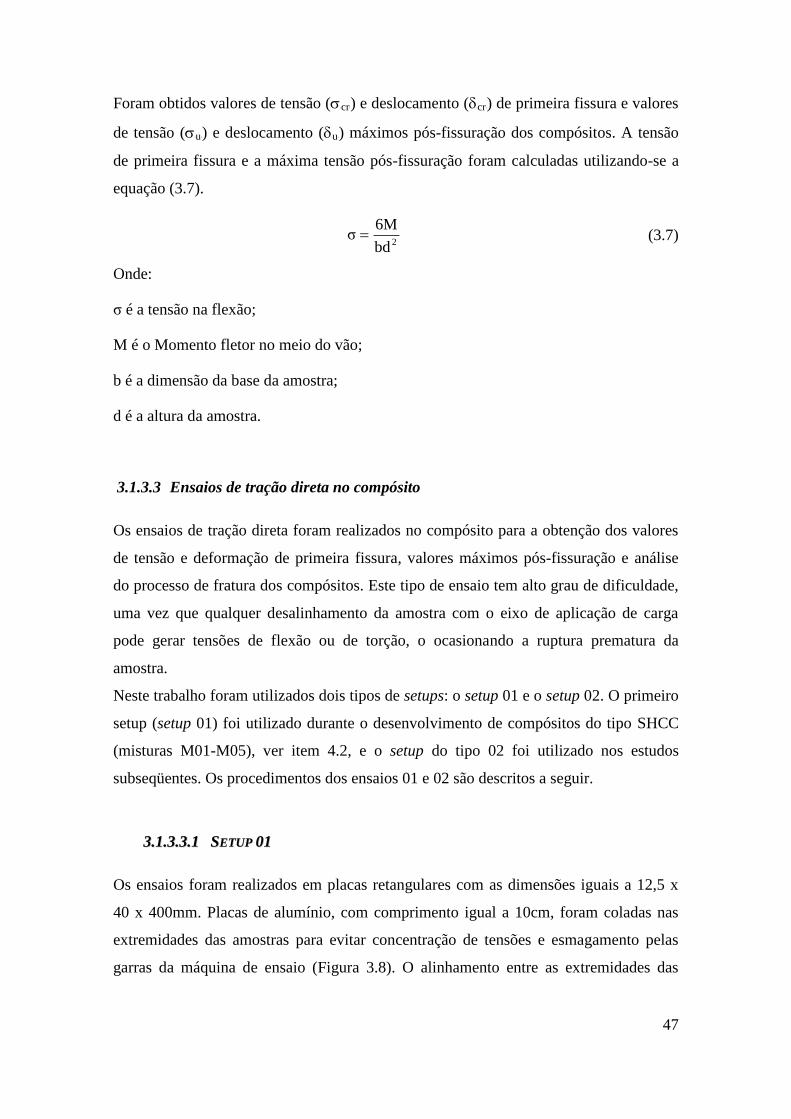
47
Foram obtidos valores de tensão (BcrB) e deslocamento (BcrB) de primeira fissura e valores
de tensão (BuB) e deslocamento (BuB) máximos pós-fissuração dos compósitos. A tensão
de primeira fissura e a máxima tensão pós-fissuração foram calculadas utilizando-se a
equação (3.7).
2bd
6Mζ (3.7)
Onde:
ζ é a tensão na flexão;
M é o Momento fletor no meio do vão;
b é a dimensão da base da amostra;
d é a altura da amostra.
3.1.3.3 Ensaios de tração direta no compósito
Os ensaios de tração direta foram realizados no compósito para a obtenção dos valores
de tensão e deformação de primeira fissura, valores máximos pós-fissuração e análise
do processo de fratura dos compósitos. Este tipo de ensaio tem alto grau de dificuldade,
uma vez que qualquer desalinhamento da amostra com o eixo de aplicação de carga
pode gerar tensões de flexão ou de torção, o ocasionando a ruptura prematura da
amostra.
Neste trabalho foram utilizados dois tipos de setups: o setup 01 e o setup 02. O primeiro
setup (setup 01) foi utilizado durante o desenvolvimento de compósitos do tipo SHCC
(misturas M01-M05), ver item 4.2, e o setup do tipo 02 foi utilizado nos estudos
subseqüentes. Os procedimentos dos ensaios 01 e 02 são descritos a seguir.
33..11..33..33..11 SSEETTUUPP 0011
Os ensaios foram realizados em placas retangulares com as dimensões iguais a 12,5 x
40 x 400mm. Placas de alumínio, com comprimento igual a 10cm, foram coladas nas
extremidades das amostras para evitar concentração de tensões e esmagamento pelas
garras da máquina de ensaio (Figura 3.8). O alinhamento entre as extremidades das
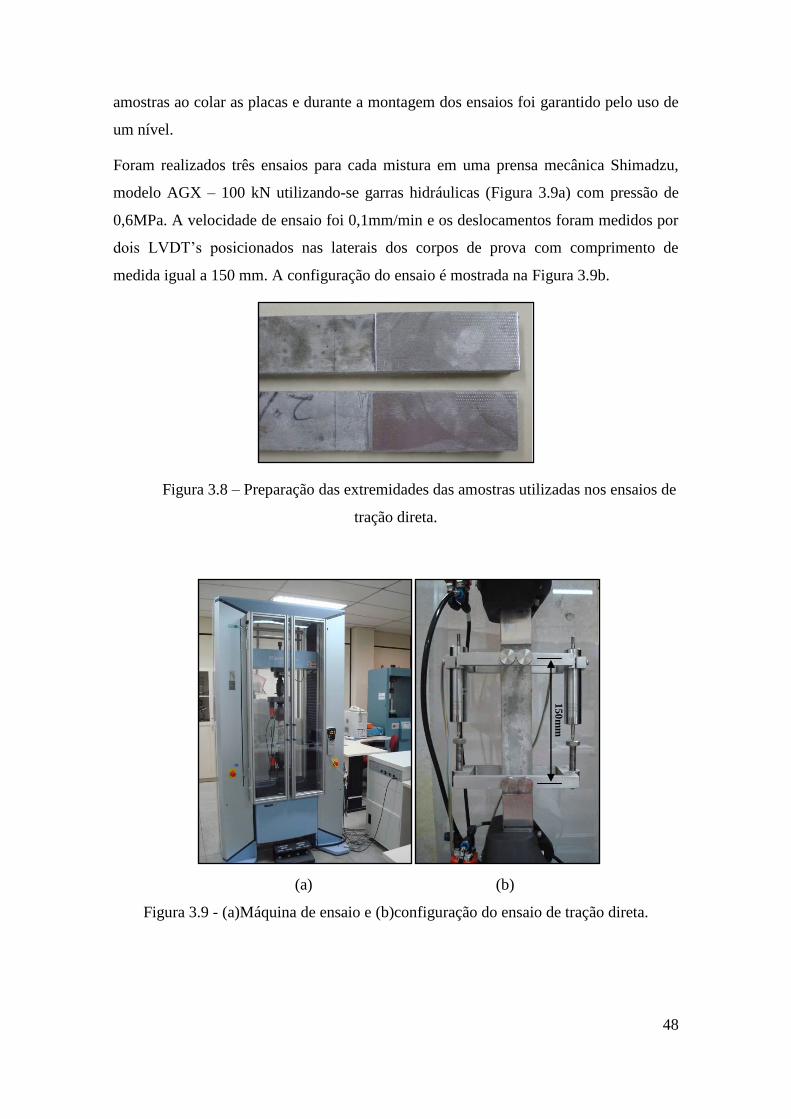
48
amostras ao colar as placas e durante a montagem dos ensaios foi garantido pelo uso de
um nível.
Foram realizados três ensaios para cada mistura em uma prensa mecânica Shimadzu,
modelo AGX – 100 kN utilizando-se garras hidráulicas (Figura 3.9a) com pressão de
0,6MPa. A velocidade de ensaio foi 0,1mm/min e os deslocamentos foram medidos por
dois LVDT’s posicionados nas laterais dos corpos de prova com comprimento de
medida igual a 150 mm. A configuração do ensaio é mostrada na Figura 3.9b.
Figura 3.8 – Preparação das extremidades das amostras utilizadas nos ensaios de
tração direta.
(a) (b)
Figura 3.9 - (a)Máquina de ensaio e (b)configuração do ensaio de tração direta.
150
mm
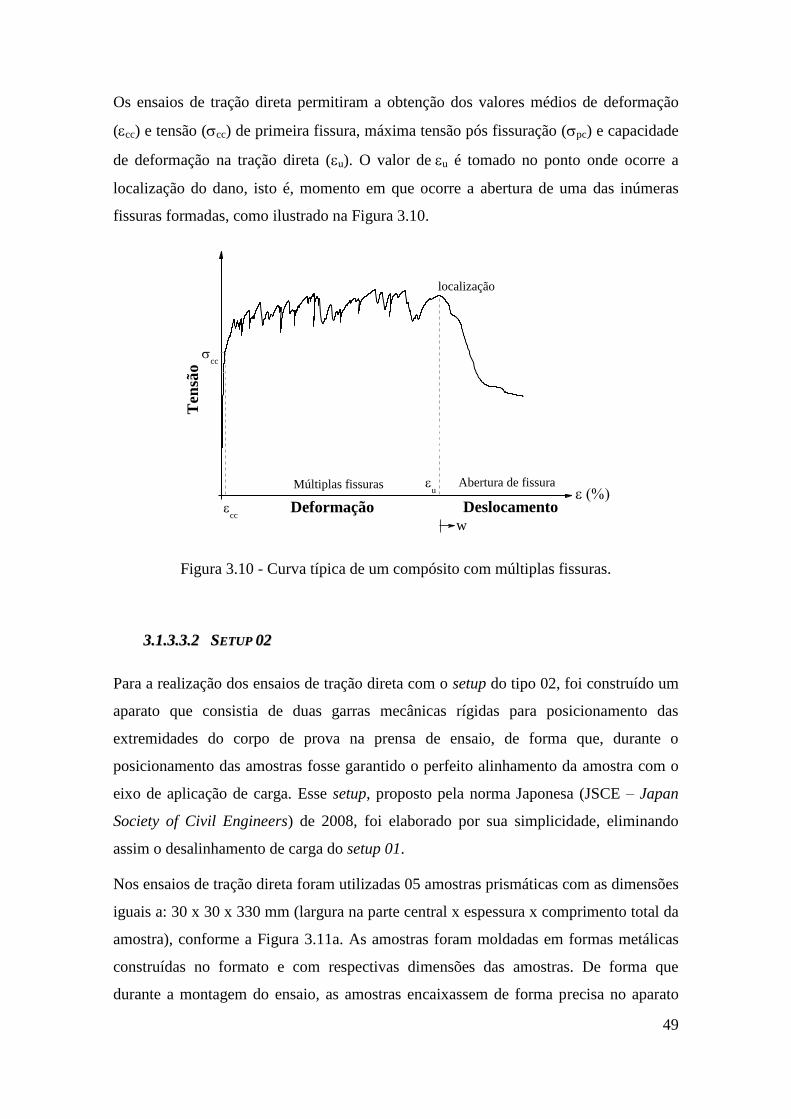
49
Os ensaios de tração direta permitiram a obtenção dos valores médios de deformação
(cc) e tensão (cc) de primeira fissura, máxima tensão pós fissuração (pc) e capacidade
de deformação na tração direta (u). O valor deu é tomado no ponto onde ocorre a
localização do dano, isto é, momento em que ocorre a abertura de uma das inúmeras
fissuras formadas, como ilustrado na Figura 3.10.
Figura 3.10 - Curva típica de um compósito com múltiplas fissuras.
33..11..33..33..22 SSEETTUUPP 0022
Para a realização dos ensaios de tração direta com o setup do tipo 02, foi construído um
aparato que consistia de duas garras mecânicas rígidas para posicionamento das
extremidades do corpo de prova na prensa de ensaio, de forma que, durante o
posicionamento das amostras fosse garantido o perfeito alinhamento da amostra com o
eixo de aplicação de carga. Esse setup, proposto pela norma Japonesa (JSCE – Japan
Society of Civil Engineers) de 2008, foi elaborado por sua simplicidade, eliminando
assim o desalinhamento de carga do setup 01.
Nos ensaios de tração direta foram utilizadas 05 amostras prismáticas com as dimensões
iguais a: 30 x 30 x 330 mm (largura na parte central x espessura x comprimento total da
amostra), conforme a Figura 3.11a. As amostras foram moldadas em formas metálicas
construídas no formato e com respectivas dimensões das amostras. De forma que
durante a montagem do ensaio, as amostras encaixassem de forma precisa no aparato
localização
w
cc
DeslocamentoDeformação
Ten
são
Múltiplas fissuras u
cc
Abertura de fissura

50
construído para este ensaio. Em alguns ensaios, foi necessário utilizar lixas para o ajuste
das amostras.
Os ensaios foram realizados em uma prensa mecânica Shimadzu, modelo AGX – com
célula de carga igual a 50kN. A velocidade de ensaio foi igual a 0,1mm/min e os
deslocamentos foram medidos por dois LVDT’s posicionados nas laterais dos corpos de
prova com comprimento de medida igual a 80 mm. Foram realizados cinco testes para
cada situação de ensaio. A configuração do ensaio é mostrada na Figura 3.11b.
(a) (b)
Figura 3.11 – (a) Amostra utilizada no ensaio de tração direta – setup 02 (todas as
dimensões em milímetros) e (b) configuração do ensaio.
3.1.3.4 Ensaios de tração na fibra de PVA
Os ensaios de resistência à tração na fibra de PVA foram realizados baseados na norma
ASTM D3822-07. As fibras foram coladas numa base de papel de gramatura 90 g/m2. A
base de papel constituía de um retângulo com as dimensões de 60 x 70 mm. No centro
do retângulo foi recortada uma janela com as dimensões de 20 x 30 mm, conforme
esquema da Figura 3.12a, onde foi colada a fibra. A dimensão de 30 mm da janela foi
definida em função do comprimento de ensaios da fibra. A fibra foi cortada inicialmente
em um comprimento de 70 mm e foi presa de forma alinhada no centro da janela com a
ajuda de cola e uma fita adesiva. Embora o comprimento de corte da fibra tenha sido 70
60
80
45
80
45
80
33030
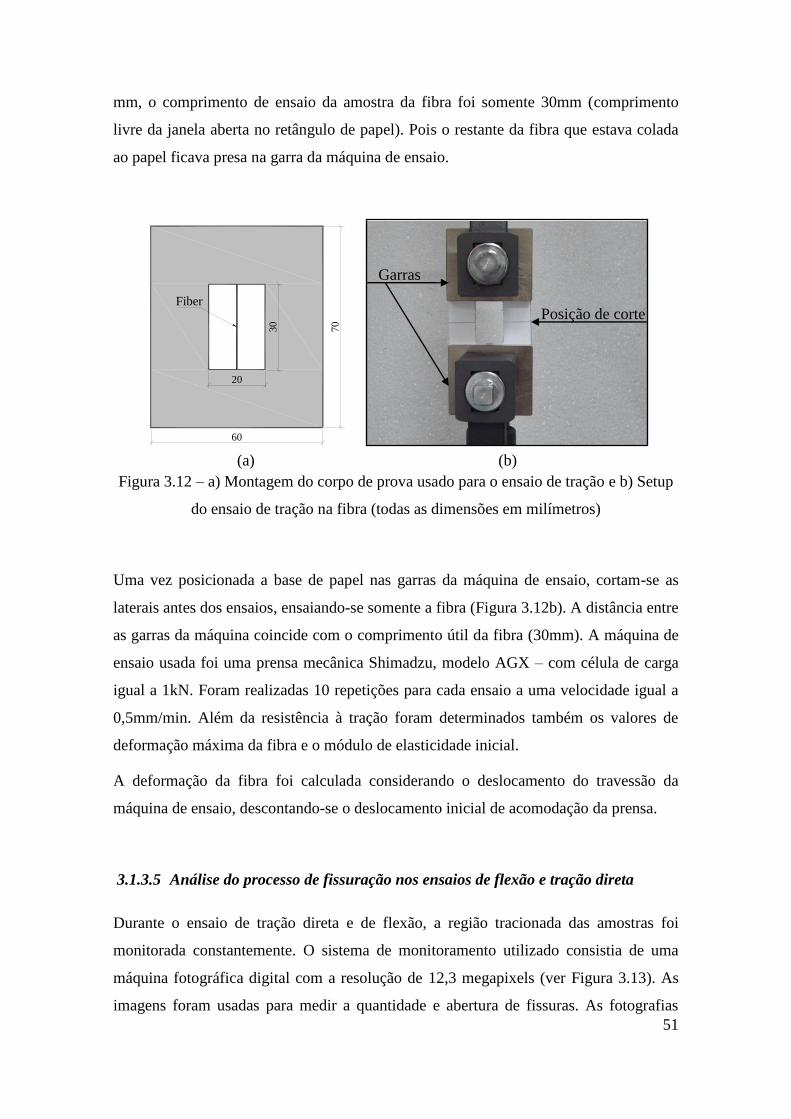
51
mm, o comprimento de ensaio da amostra da fibra foi somente 30mm (comprimento
livre da janela aberta no retângulo de papel). Pois o restante da fibra que estava colada
ao papel ficava presa na garra da máquina de ensaio.
(a) (b)
Figura 3.12 – a) Montagem do corpo de prova usado para o ensaio de tração e b) Setup
do ensaio de tração na fibra (todas as dimensões em milímetros)
Uma vez posicionada a base de papel nas garras da máquina de ensaio, cortam-se as
laterais antes dos ensaios, ensaiando-se somente a fibra (Figura 3.12b). A distância entre
as garras da máquina coincide com o comprimento útil da fibra (30mm). A máquina de
ensaio usada foi uma prensa mecânica Shimadzu, modelo AGX – com célula de carga
igual a 1kN. Foram realizadas 10 repetições para cada ensaio a uma velocidade igual a
0,5mm/min. Além da resistência à tração foram determinados também os valores de
deformação máxima da fibra e o módulo de elasticidade inicial.
A deformação da fibra foi calculada considerando o deslocamento do travessão da
máquina de ensaio, descontando-se o deslocamento inicial de acomodação da prensa.
3.1.3.5 Análise do processo de fissuração nos ensaios de flexão e tração direta
Durante o ensaio de tração direta e de flexão, a região tracionada das amostras foi
monitorada constantemente. O sistema de monitoramento utilizado consistia de uma
máquina fotográfica digital com a resolução de 12,3 megapixels (ver Figura 3.13). As
imagens foram usadas para medir a quantidade e abertura de fissuras. As fotografias
70
60
20
30
FiberPosição de corte
Garras
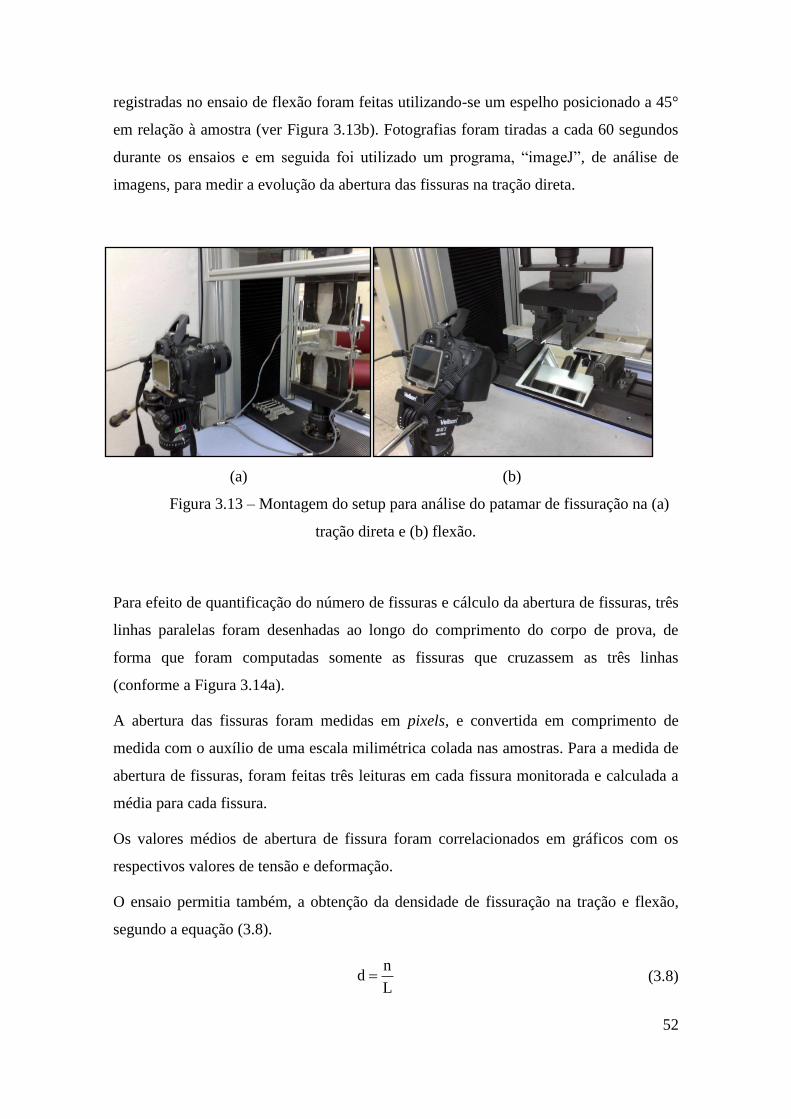
52
registradas no ensaio de flexão foram feitas utilizando-se um espelho posicionado a 45°
em relação à amostra (ver Figura 3.13b). Fotografias foram tiradas a cada 60 segundos
durante os ensaios e em seguida foi utilizado um programa, ―imageJ‖, de análise de
imagens, para medir a evolução da abertura das fissuras na tração direta.
(a) (b)
Figura 3.13 – Montagem do setup para análise do patamar de fissuração na (a)
tração direta e (b) flexão.
Para efeito de quantificação do número de fissuras e cálculo da abertura de fissuras, três
linhas paralelas foram desenhadas ao longo do comprimento do corpo de prova, de
forma que foram computadas somente as fissuras que cruzassem as três linhas
(conforme a Figura 3.14a).
A abertura das fissuras foram medidas em pixels, e convertida em comprimento de
medida com o auxílio de uma escala milimétrica colada nas amostras. Para a medida de
abertura de fissuras, foram feitas três leituras em cada fissura monitorada e calculada a
média para cada fissura.
Os valores médios de abertura de fissura foram correlacionados em gráficos com os
respectivos valores de tensão e deformação.
O ensaio permitia também, a obtenção da densidade de fissuração na tração e flexão,
segundo a equação (3.8).
L
nd (3.8)
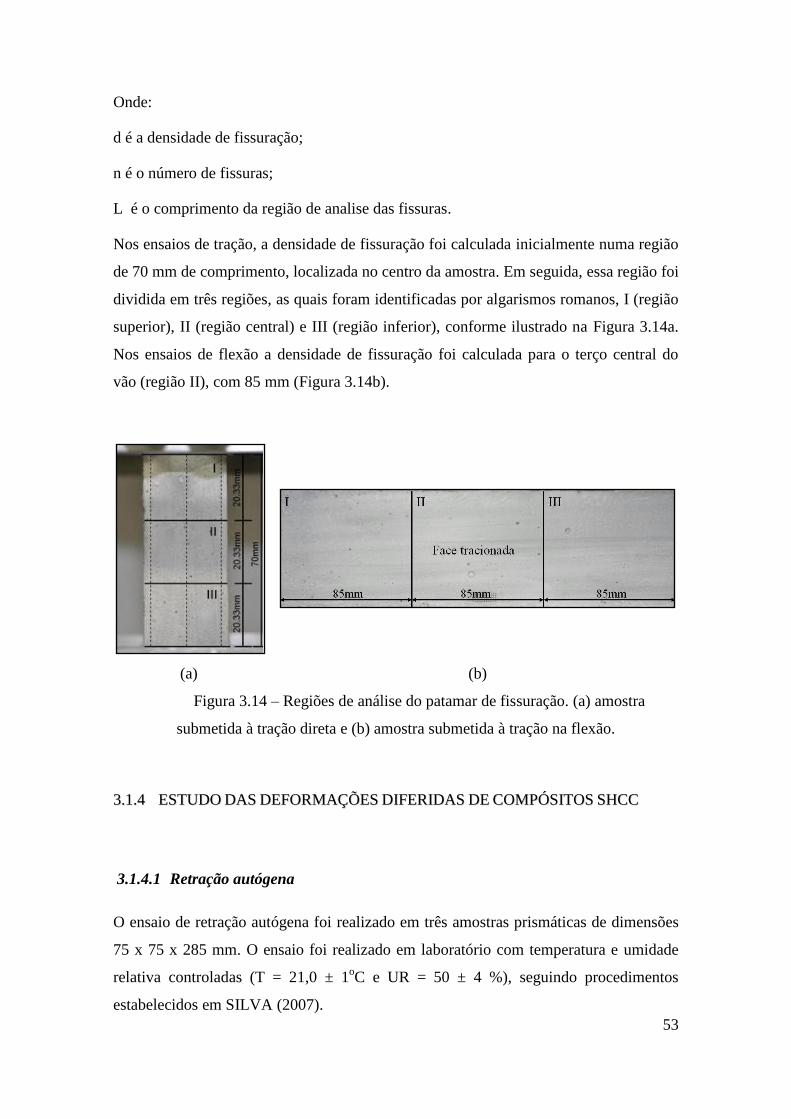
53
Onde:
d é a densidade de fissuração;
n é o número de fissuras;
L é o comprimento da região de analise das fissuras.
Nos ensaios de tração, a densidade de fissuração foi calculada inicialmente numa região
de 70 mm de comprimento, localizada no centro da amostra. Em seguida, essa região foi
dividida em três regiões, as quais foram identificadas por algarismos romanos, I (região
superior), II (região central) e III (região inferior), conforme ilustrado na Figura 3.14a.
Nos ensaios de flexão a densidade de fissuração foi calculada para o terço central do
vão (região II), com 85 mm (Figura 3.14b).
(a) (b)
Figura 3.14 – Regiões de análise do patamar de fissuração. (a) amostra
submetida à tração direta e (b) amostra submetida à tração na flexão.
33..11..44 EESSTTUUDDOO DDAASS DDEEFFOORRMMAAÇÇÕÕEESS DDIIFFEERRIIDDAASS DDEE CCOOMMPPÓÓSSIITTOOSS SSHHCCCC
3.1.4.1 Retração autógena
O ensaio de retração autógena foi realizado em três amostras prismáticas de dimensões
75 x 75 x 285 mm. O ensaio foi realizado em laboratório com temperatura e umidade
relativa controladas (T = 21,0 ± 1oC e UR = 50 ± 4 %), seguindo procedimentos
estabelecidos em SILVA (2007).

54
A deformação autógena ocorre devido ao fenômeno de auto-secagem, que corresponde
a uma redução da água livre nos poros do esqueleto cimentício em virtude das reações
de hidratação. Desta forma, durante o ensaio, o material foi praticamente impedido de
trocar umidade com o meio exterior. Esta condição foi verificada experimentalmente
pesando-se regularmente os corpos de prova para assegurar que sua massa
permanecesse aproximadamente constante. Foi estabelecida uma perda máxima de
água, em relação à massa de água do corpo de prova, igual a 0,5%, considerado
desprezível a perda de massa nessa condição e, por conseqüência, a retração por
secagem. O material foi mantido em condições isotérmicas, em sala climatizada.
Anteriormente a moldagem dos corpos de prova, procedeu-se a preparação dos moldes
metálicos utilizados nos ensaios. O fundo e as laterais do molde foram forrados com
uma placa de teflon, para minimizar o atrito entre o corpo de prova e o molde (Figura
3.15a), de modo que o movimento livre do corpo de prova não fosse restringido. Pinos
metálicos foram colocados nas extremidades dos moldes com o auxilio de porcas e
arruelas, com o objetivo de serem lidas as variações volumétricas do corpo de prova
durante o ensaio. A distância interna entre os pinos metálicos (G) foi anotada
inicialmente e foi referida como a leitura de referência utilizada no cálculo das
deformações.
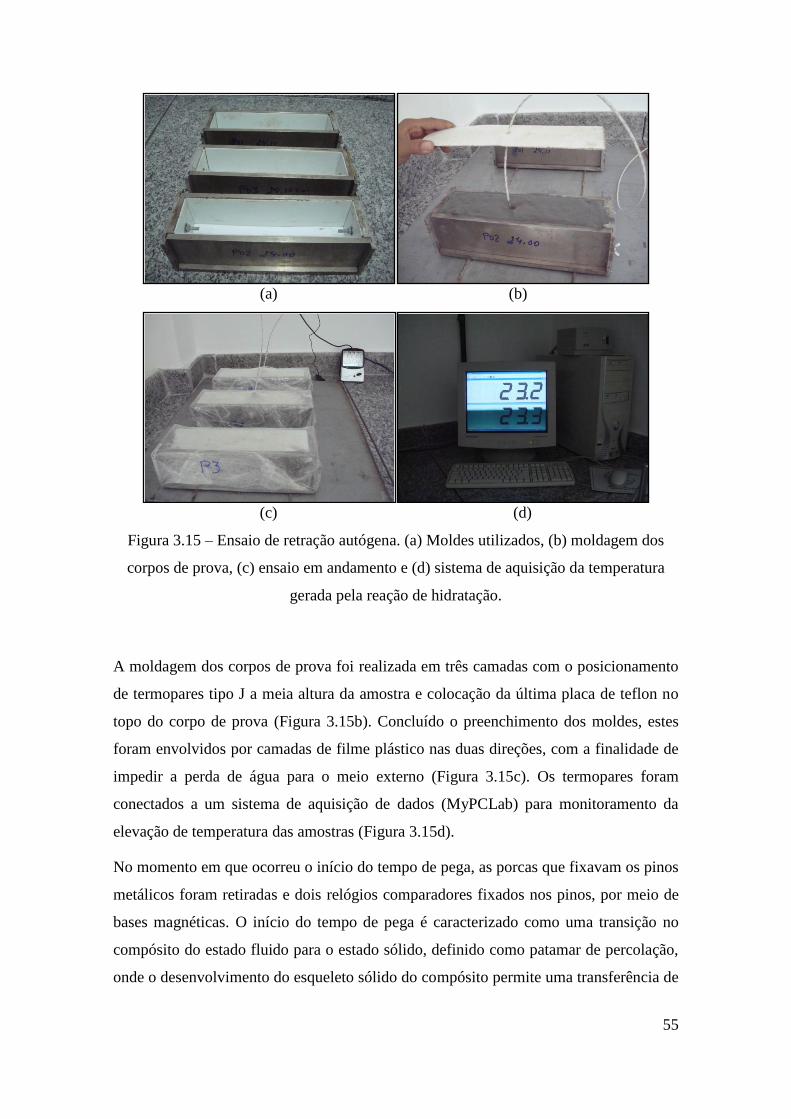
55
(a) (b)
(c) (d)
Figura 3.15 – Ensaio de retração autógena. (a) Moldes utilizados, (b) moldagem dos
corpos de prova, (c) ensaio em andamento e (d) sistema de aquisição da temperatura
gerada pela reação de hidratação.
A moldagem dos corpos de prova foi realizada em três camadas com o posicionamento
de termopares tipo J a meia altura da amostra e colocação da última placa de teflon no
topo do corpo de prova (Figura 3.15b). Concluído o preenchimento dos moldes, estes
foram envolvidos por camadas de filme plástico nas duas direções, com a finalidade de
impedir a perda de água para o meio externo (Figura 3.15c). Os termopares foram
conectados a um sistema de aquisição de dados (MyPCLab) para monitoramento da
elevação de temperatura das amostras (Figura 3.15d).
No momento em que ocorreu o início do tempo de pega, as porcas que fixavam os pinos
metálicos foram retiradas e dois relógios comparadores fixados nos pinos, por meio de
bases magnéticas. O início do tempo de pega é caracterizado como uma transição no
compósito do estado fluido para o estado sólido, definido como patamar de percolação,
onde o desenvolvimento do esqueleto sólido do compósito permite uma transferência de
56
tensões entre seus constituintes. O início do tempo de pega foi determinado utilizando-
se o método da velocidade de pulso ultra-sônico e é descrito a seguir.
As amostras permaneceram nesta posição até que as temperaturas da sala e das amostras
fossem igualadas. Neste instante, procedeu-se à desmoldagem e posterior selagem das
amostras com filme plástico e fita de alumínio. Novamente os relógios comparadores
foram posicionados na mesma posição e, dado continuidade ao ensaio.
Leituras constantes foram realizadas e as amostras permaneceram nesta posição por um
período de aproximadamente 130 dias, quando ocorreu estabilização das leituras. A
medida da deformação de retração autógena é dada pela Equação (3.9).
L
G
(3.9)
Onde:
εRA
é a deformação por retração autógena;
ΔL é a variação dimensional;
G é a distância entre os pinos no interior do molde.
εT é a deformação de origem térmica devido à exortemia da reação de hidratação, dado
pela seguinte expressão:
(3.10)
Onde:
α é o coeficiente de expansão térmica do concreto, considerado igual a 10-6
/ºC, (JCI,
1999)
ΔT é o gradiente de temperatura
3.1.4.1.1 Determinação do patamar de percolação
O termo patamar de percolação é utilizado para descrever a duração entre o instante em
que a água entra em contato com o cimento até o tempo no qual o concreto desenvolve

57
uma estrutura suficiente para permitir transferência de tensões de tração através do
concreto (SILVA, 2007). Neste trabalho, o patamar de percolação será utilizado para
definir o início de tempo de pega. Maiores informações sobre patamar de percolação
podem ser encontrados em SILVA (2007).
Para a determinação do patamar de percolação foi usado um aparelho medidor de pulso
ultra-sônico portátil, com visor digital, marca PUNDIT, com dois transdutores de 54
kHz de freqüência. Foi utilizado um corpo de prova prismático com dimensões iguais a
300 x 150 x 150 mm (comprimento x largura x espessura).
Anteriormente o início do ensaio, procedeu-se a preparação do ensaio, de acordo com os
seguintes procedimentos:
O equipamento foi aferido, usando uma barra de referência metálica, que
acompanha o aparelho, com vibração do tempo de trânsito conhecida.
Uma camada fina de gel de silicone foi colocada nas faces dos transdutores, para
garantir contato contínuo entre as superfícies dos transdutores e o concreto.
Os transdutores (receptor e transmissor) foram acoplados nos furos de 50 mm de
diâmetro, existentes nas laterais da forma, de modo a facear a forma
internamente, proporcionando um arranjo com transmissão direta (do pulso
elétrico em onda de choque).
A moldagem do corpo de prova foi realizada em sala climatizada com controle de
temperatura (22±1°C). A superfície exposta do compósito foi coberta com filme
plástico, seguido de pano úmido, para impedir a saída de umidade do concreto. A
configuração do ensaio é mostrada na Figura 3.16.
Figura 3.16 – Execução do ensaio para determinação do patamar de percolação do
compósito.
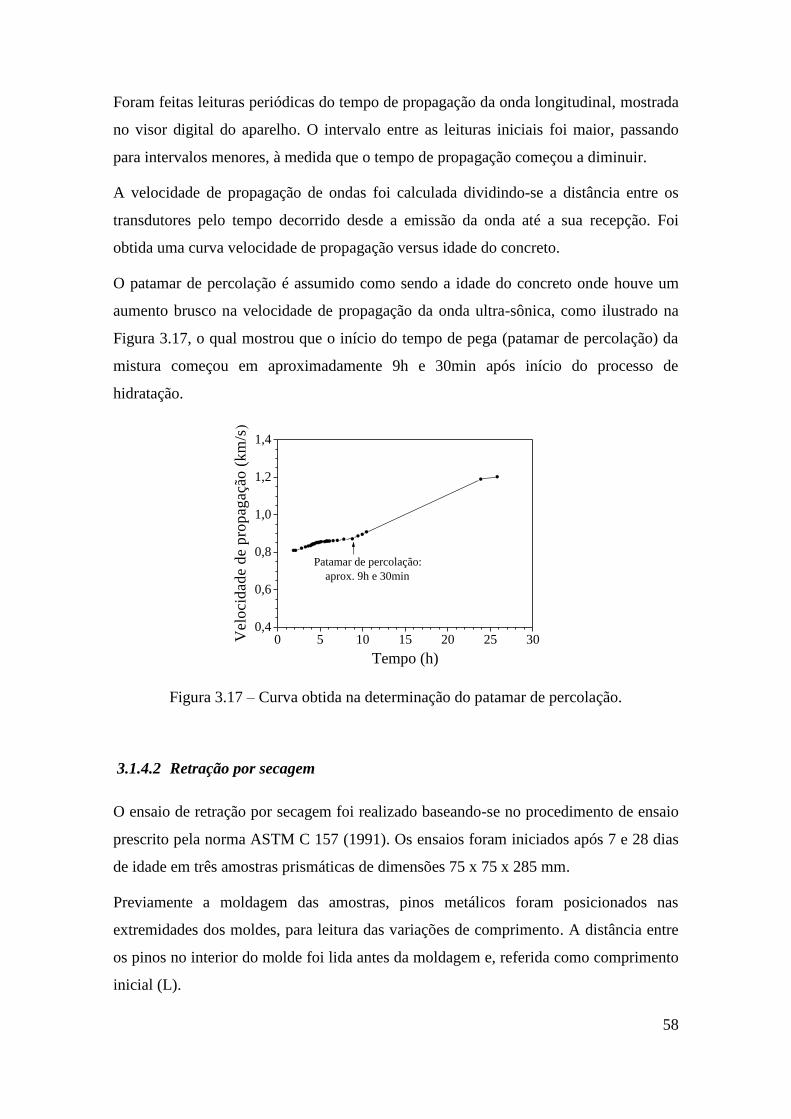
58
Foram feitas leituras periódicas do tempo de propagação da onda longitudinal, mostrada
no visor digital do aparelho. O intervalo entre as leituras iniciais foi maior, passando
para intervalos menores, à medida que o tempo de propagação começou a diminuir.
A velocidade de propagação de ondas foi calculada dividindo-se a distância entre os
transdutores pelo tempo decorrido desde a emissão da onda até a sua recepção. Foi
obtida uma curva velocidade de propagação versus idade do concreto.
O patamar de percolação é assumido como sendo a idade do concreto onde houve um
aumento brusco na velocidade de propagação da onda ultra-sônica, como ilustrado na
Figura 3.17, o qual mostrou que o início do tempo de pega (patamar de percolação) da
mistura começou em aproximadamente 9h e 30min após início do processo de
hidratação.
Figura 3.17 – Curva obtida na determinação do patamar de percolação.
3.1.4.2 Retração por secagem
O ensaio de retração por secagem foi realizado baseando-se no procedimento de ensaio
prescrito pela norma ASTM C 157 (1991). Os ensaios foram iniciados após 7 e 28 dias
de idade em três amostras prismáticas de dimensões 75 x 75 x 285 mm.
Previamente a moldagem das amostras, pinos metálicos foram posicionados nas
extremidades dos moldes, para leitura das variações de comprimento. A distância entre
os pinos no interior do molde foi lida antes da moldagem e, referida como comprimento
inicial (L).
0 5 10 15 20 25 300,4
0,6
0,8
1,0
1,2
1,4
Vel
oci
dad
e d
e p
rop
agaç
ão (
km
/s
Tempo (h)
Patamar de percolação:
aprox. 9h e 30min
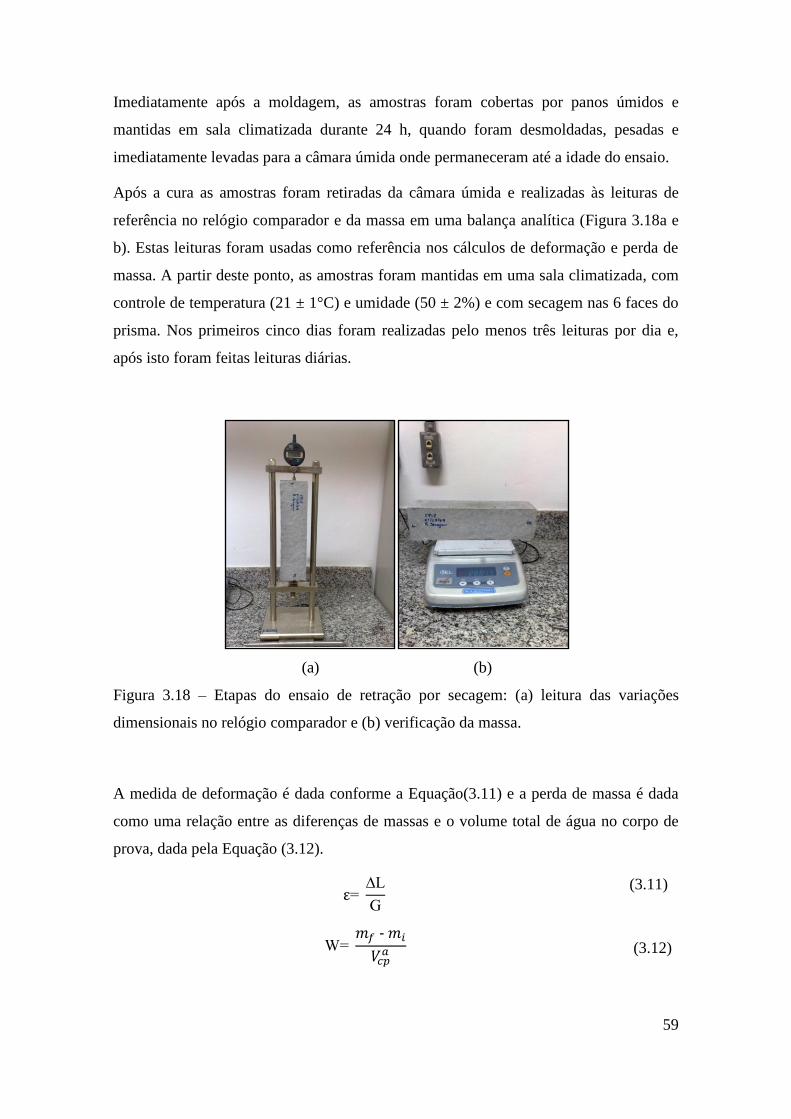
59
Imediatamente após a moldagem, as amostras foram cobertas por panos úmidos e
mantidas em sala climatizada durante 24 h, quando foram desmoldadas, pesadas e
imediatamente levadas para a câmara úmida onde permaneceram até a idade do ensaio.
Após a cura as amostras foram retiradas da câmara úmida e realizadas às leituras de
referência no relógio comparador e da massa em uma balança analítica (Figura 3.18a e
b). Estas leituras foram usadas como referência nos cálculos de deformação e perda de
massa. A partir deste ponto, as amostras foram mantidas em uma sala climatizada, com
controle de temperatura (21 ± 1°C) e umidade (50 ± 2%) e com secagem nas 6 faces do
prisma. Nos primeiros cinco dias foram realizadas pelo menos três leituras por dia e,
após isto foram feitas leituras diárias.
(a) (b)
Figura 3.18 – Etapas do ensaio de retração por secagem: (a) leitura das variações
dimensionais no relógio comparador e (b) verificação da massa.
A medida de deformação é dada conforme a Equação(3.11) e a perda de massa é dada
como uma relação entre as diferenças de massas e o volume total de água no corpo de
prova, dada pela Equação (3.12).
L
G
(3.11)
W
(3.12)
60
Onde:
ε é a deformação por retração;
ΔL é a variação dimensional;
G é a distância entre os pinos no interior do molde.
W é a perda de massa da amostra
mi é a massa inicial da amostra apos o tempo de cura em água;
mf é a massa da amostra, com leituras sucessivas no tempo e,
Vacp é o volume de água total no corpo de prova.
3.1.4.3 Fluência na flexão
Através do monitoramento da evolução da flecha de placas retangulares, submetidas a
carregamento constante, foi possível avaliar o comportamento de fluência do compósito
sob flexão. Os ensaios foram realizados em um pórtico de fluência (Figura 3.19) no
Laboratório de Fluência do Labest/PEC/COPPE/UFRJ após 38 dias de cura úmida das
amostras.
Figura 3.19 – Pórtico utilizado para os ensaios de fluência.

61
No ensaio de fluência na flexão, foram utilizadas duas amostras retangulares de
dimensões iguais a 12,5 x 60 x 400 mm com vão entre apoios de 255 mm. A carga
aplicada foi equivalente a 50% da tensão de primeira fissura.
A carga foi aplicada nas amostras através de pesos colocados sobre as mesmas. Neste
ensaio, coincidentemente, a carga aplicada nas amostras foi equivalente ao próprio peso
do aparato de fluência, o qual fica posicionado sobre as amostras. As medidas de flecha
foram obtidas por meio de dois relógios comparadores (com precisão de 1µm)
posicionados no meio do vão e nas laterais das placas como mostrada na Figura 3.20.
Figura 3.20 – Configuração do ensaio de fluência
3.1.4.4 Comportamento do padrão de fissuras do SHCC sob carga constante
Para o estudo do comportamento do padrão de fissuração de SHCC sob carga constante
utilizou-se o mesmo esquema de ensaio usado na fluência na flexão (ver item 3.1.4.3).
Neste ensaio foi utilizada uma carga referente à tensão de primeira fissura das amostras.
Foram utilizados, nos ensaios, dois níveis de fissuração das amostras: amostras
fissuradas até a tensão de primeira fissura e amostras fissuradas até a tensão equivalente
a 10mm de deslocamento no meio do vão. Para cada ensaio foram utilizadas duas
amostras.
As amostras foram pré-fissuradas na máquina de ensaios mecânicos (ver item 3.1.3.2) a
uma velocidade de 0,5mm/min até atingir o nível de fissuração desejado. Em seguida, o
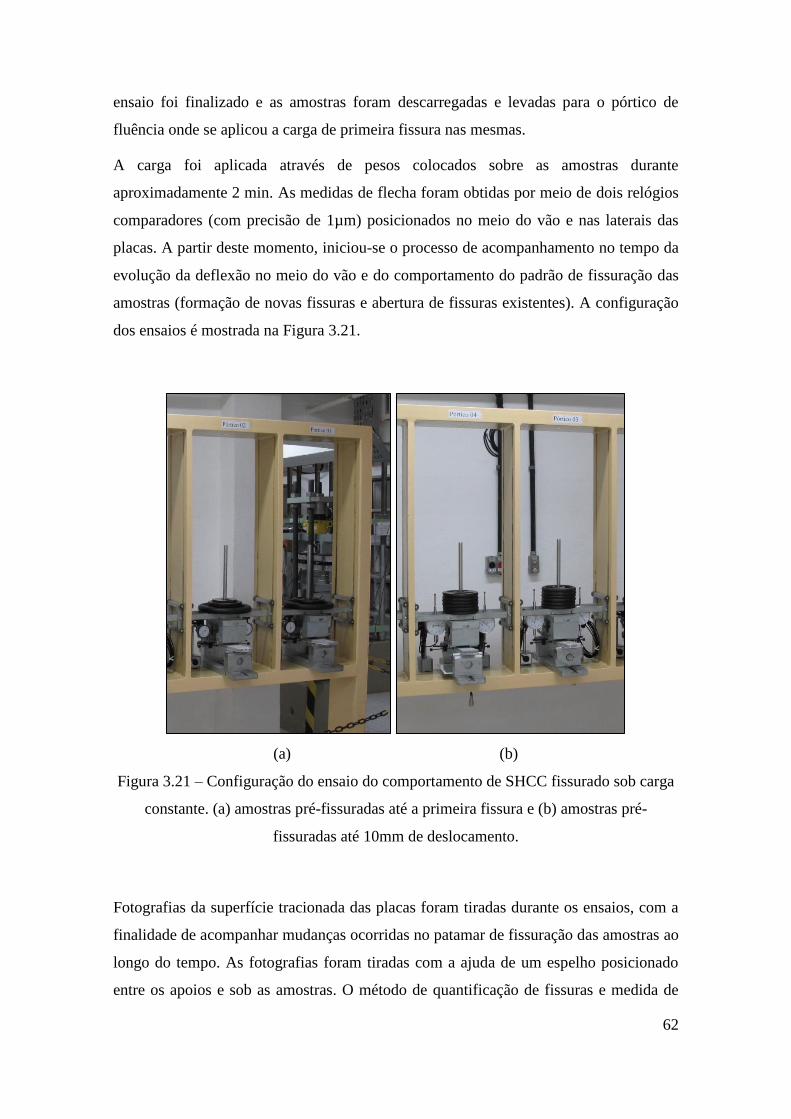
62
ensaio foi finalizado e as amostras foram descarregadas e levadas para o pórtico de
fluência onde se aplicou a carga de primeira fissura nas mesmas.
A carga foi aplicada através de pesos colocados sobre as amostras durante
aproximadamente 2 min. As medidas de flecha foram obtidas por meio de dois relógios
comparadores (com precisão de 1µm) posicionados no meio do vão e nas laterais das
placas. A partir deste momento, iniciou-se o processo de acompanhamento no tempo da
evolução da deflexão no meio do vão e do comportamento do padrão de fissuração das
amostras (formação de novas fissuras e abertura de fissuras existentes). A configuração
dos ensaios é mostrada na Figura 3.21.
(a) (b)
Figura 3.21 – Configuração do ensaio do comportamento de SHCC fissurado sob carga
constante. (a) amostras pré-fissuradas até a primeira fissura e (b) amostras pré-
fissuradas até 10mm de deslocamento.
Fotografias da superfície tracionada das placas foram tiradas durante os ensaios, com a
finalidade de acompanhar mudanças ocorridas no patamar de fissuração das amostras ao
longo do tempo. As fotografias foram tiradas com a ajuda de um espelho posicionado
entre os apoios e sob as amostras. O método de quantificação de fissuras e medida de
63
abertura de fissuras seguiu o mesmo procedimento estabelecido no item 3.1.3.5. Foram
medidas abertura de 3 a 5 fissuras.
33..11..55 PPRROOPPRRIIEEDDAADDEESS TTÉÉRRMMIICCAASS
3.1.5.1 Calor específico
O ensaio de calor específico foi realizado em dois corpos-de-prova cilíndricos com
diâmetro igual a 200 mm e altura igual a 400 mm, dotados de orifícios centrais de 38
mm de diâmetro ao longo de seu comprimento (Figura 3.22a). O ensaio foi realizado no
calorímetro isotérmico (Figura 3.22b) do laboratório de estruturas do PEC/COPPE,
seguindo os procedimentos estabelecidos pela norma ABNT/NBR 12817 (1993) e
descritos por ANDRADE (1997).
No ensaio, o calor foi fornecido por uma resistência elétrica e a agitação da água dentro
do recipiente foi obtida por uma hélice. Ambos foram posicionados no orifício central
do corpo de prova. A temperatura de ensaio foi medida por um termômetro inserido no
interior do recipiente e a quantidade de energia para elevar a temperatura do corpo de
prova foi obtida por um wattímetro.
Os procedimentos de montagem e execução do ensaio são descritos a seguir:
a) Pesagem e posicionamento do corpo de prova cilíndrico dentro do recipiente
interno, sobre a base no fundo do recipiente, e colocação do aquecedor de
imersão no orifício central do corpo-de-prova até que seu extremo inferior
fique, aproximadamente, no mesmo nível do extremo inferior do corpo-de-
prova;
b) Colocação do agitador (hélice) no furo central do corpo-de-prova com o objetivo
de se homogeneizar a temperatura da água, durante o ensaio. A hélice girava a
uma velocidade de rotação constante;
c) Pesagem da água destilada e enchimento do recipiente interno até que o corpo de
prova fique completamente submerso.
d) Colocação da tampa do recipiente interno;
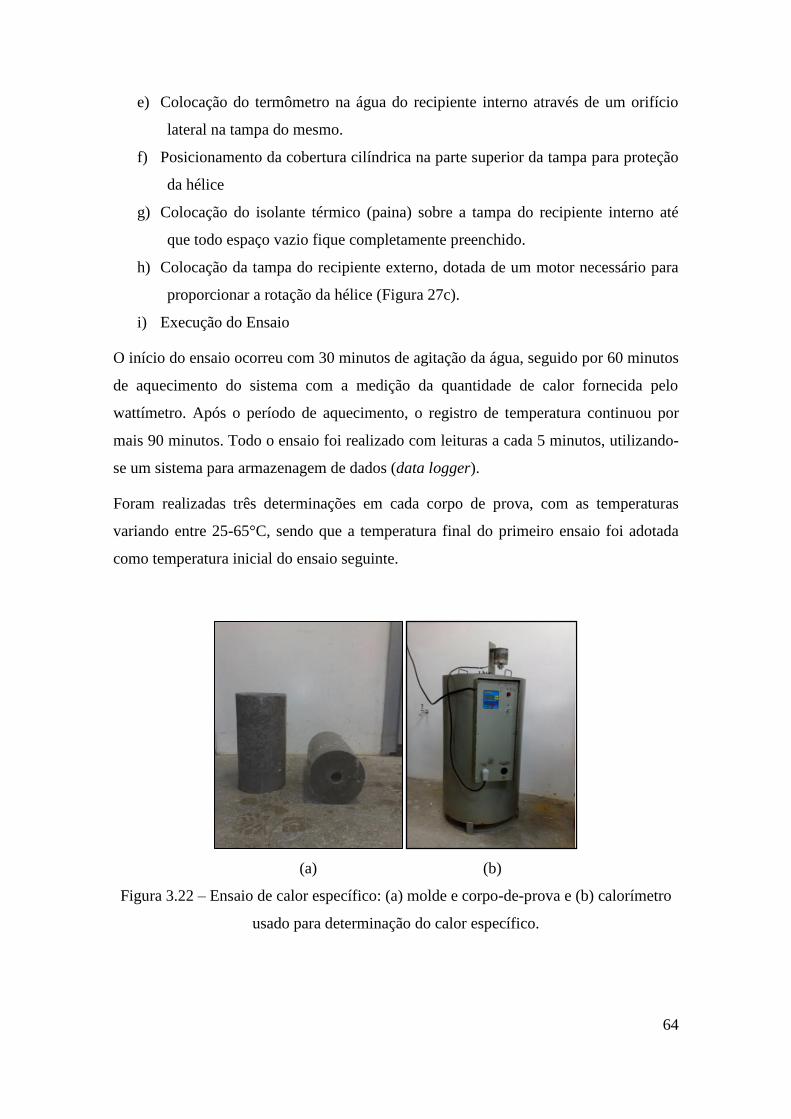
64
e) Colocação do termômetro na água do recipiente interno através de um orifício
lateral na tampa do mesmo.
f) Posicionamento da cobertura cilíndrica na parte superior da tampa para proteção
da hélice
g) Colocação do isolante térmico (paina) sobre a tampa do recipiente interno até
que todo espaço vazio fique completamente preenchido.
h) Colocação da tampa do recipiente externo, dotada de um motor necessário para
proporcionar a rotação da hélice (Figura 27c).
i) Execução do Ensaio
O início do ensaio ocorreu com 30 minutos de agitação da água, seguido por 60 minutos
de aquecimento do sistema com a medição da quantidade de calor fornecida pelo
wattímetro. Após o período de aquecimento, o registro de temperatura continuou por
mais 90 minutos. Todo o ensaio foi realizado com leituras a cada 5 minutos, utilizando-
se um sistema para armazenagem de dados (data logger).
Foram realizadas três determinações em cada corpo de prova, com as temperaturas
variando entre 25-65°C, sendo que a temperatura final do primeiro ensaio foi adotada
como temperatura inicial do ensaio seguinte.
(a) (b)
Figura 3.22 – Ensaio de calor específico: (a) molde e corpo-de-prova e (b) calorímetro
usado para determinação do calor específico.
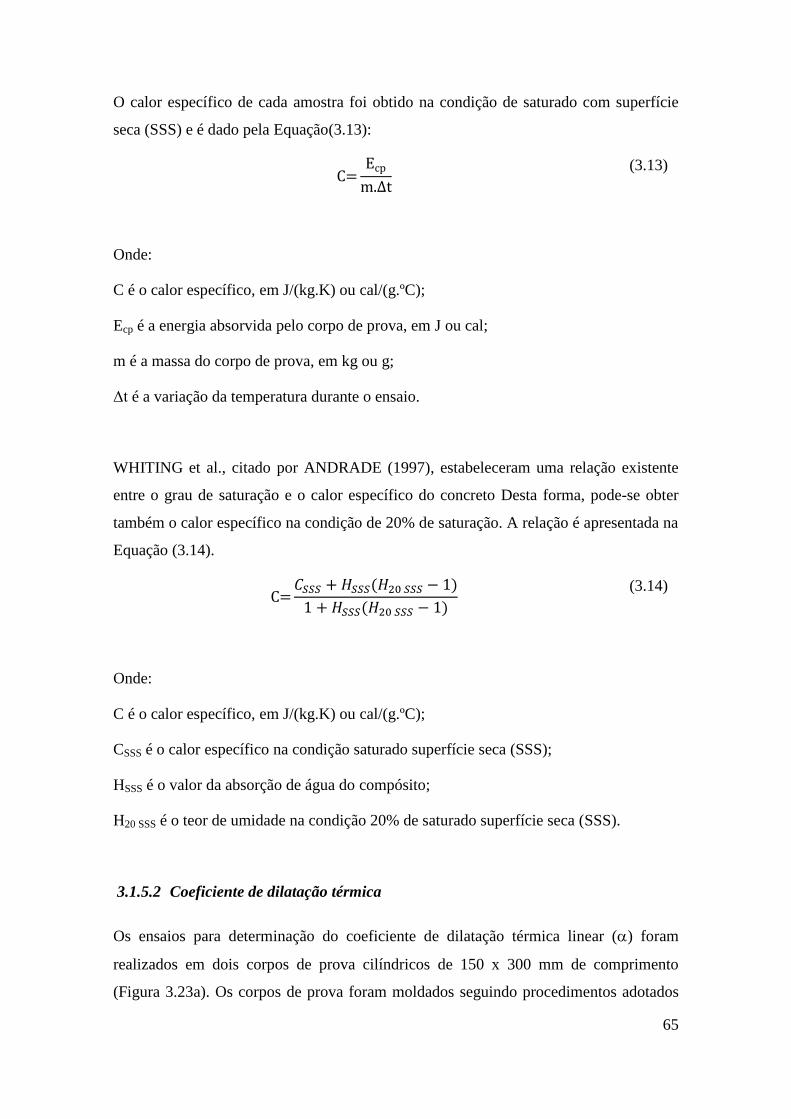
65
O calor específico de cada amostra foi obtido na condição de saturado com superfície
seca (SSS) e é dado pela Equação(3.13):
(3.13)
Onde:
C é o calor específico, em J/(kg.K) ou cal/(g.ºC);
Ecp é a energia absorvida pelo corpo de prova, em J ou cal;
m é a massa do corpo de prova, em kg ou g;
Δt é a variação da temperatura durante o ensaio.
WHITING et al., citado por ANDRADE (1997), estabeleceram uma relação existente
entre o grau de saturação e o calor específico do concreto Desta forma, pode-se obter
também o calor específico na condição de 20% de saturação. A relação é apresentada na
Equação (3.14).
(3.14)
Onde:
C é o calor específico, em J/(kg.K) ou cal/(g.ºC);
CSSS é o calor específico na condição saturado superfície seca (SSS);
HSSS é o valor da absorção de água do compósito;
H20 SSS é o teor de umidade na condição 20% de saturado superfície seca (SSS).
3.1.5.2 Coeficiente de dilatação térmica
Os ensaios para determinação do coeficiente de dilatação térmica linear () foram
realizados em dois corpos de prova cilíndricos de 150 x 300 mm de comprimento
(Figura 3.23a). Os corpos de prova foram moldados seguindo procedimentos adotados
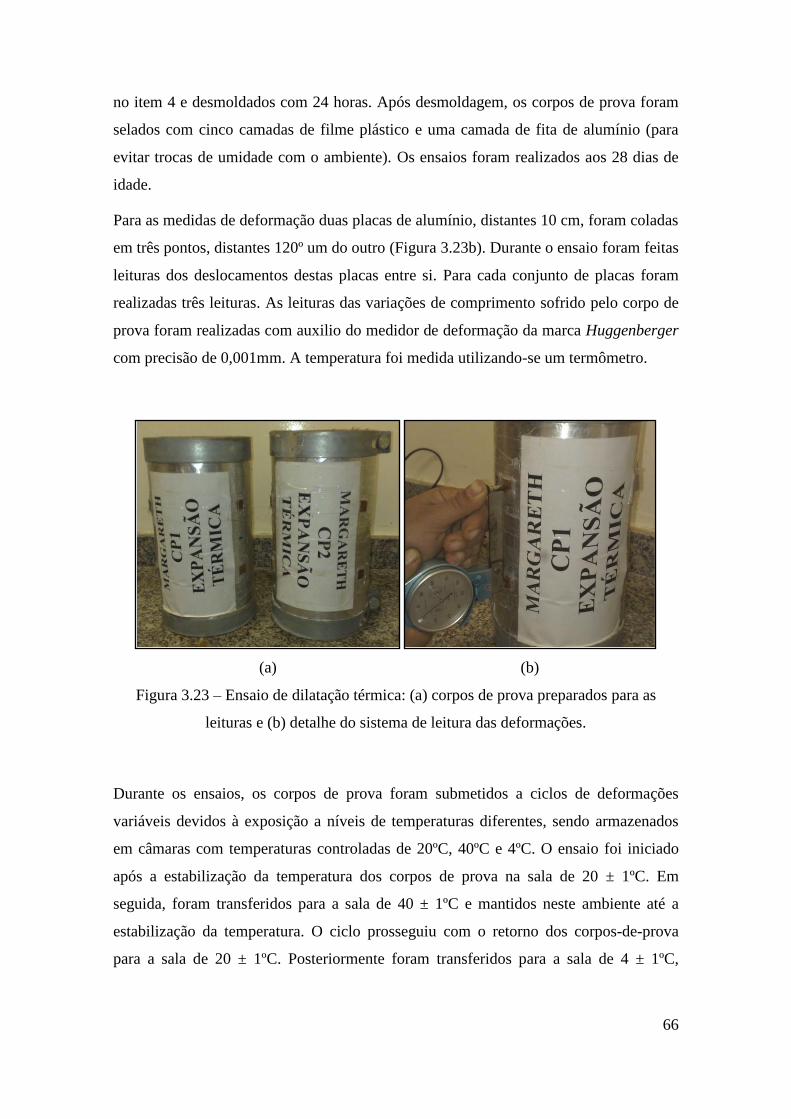
66
no item 4 e desmoldados com 24 horas. Após desmoldagem, os corpos de prova foram
selados com cinco camadas de filme plástico e uma camada de fita de alumínio (para
evitar trocas de umidade com o ambiente). Os ensaios foram realizados aos 28 dias de
idade.
Para as medidas de deformação duas placas de alumínio, distantes 10 cm, foram coladas
em três pontos, distantes 120º um do outro (Figura 3.23b). Durante o ensaio foram feitas
leituras dos deslocamentos destas placas entre si. Para cada conjunto de placas foram
realizadas três leituras. As leituras das variações de comprimento sofrido pelo corpo de
prova foram realizadas com auxilio do medidor de deformação da marca Huggenberger
com precisão de 0,001mm. A temperatura foi medida utilizando-se um termômetro.
(a) (b)
Figura 3.23 – Ensaio de dilatação térmica: (a) corpos de prova preparados para as
leituras e (b) detalhe do sistema de leitura das deformações.
Durante os ensaios, os corpos de prova foram submetidos a ciclos de deformações
variáveis devidos à exposição a níveis de temperaturas diferentes, sendo armazenados
em câmaras com temperaturas controladas de 20ºC, 40ºC e 4ºC. O ensaio foi iniciado
após a estabilização da temperatura dos corpos de prova na sala de 20 ± 1ºC. Em
seguida, foram transferidos para a sala de 40 ± 1ºC e mantidos neste ambiente até a
estabilização da temperatura. O ciclo prosseguiu com o retorno dos corpos-de-prova
para a sala de 20 ± 1ºC. Posteriormente foram transferidos para a sala de 4 ± 1ºC,

67
retornando novamente a sala de 20 ± 1ºC. A Figura 3.24 mostra as salas climatizadas
utilizadas nos ensaios de dilatação térmica.
Figura 3.24 – Salas climatizadas utilizadas para o ensaio de dilatação térmica.
3.1.5.3 Difusividade térmica
Os ensaios de difusividade foram realizados aos 21dias de idade seguindo
recomendações da NBR 12818 (1993). Foram utilizados dois corpos de prova
cilíndricos com as dimensões de 200 x 400 mm (diâmetro x altura), com um orifício
central de 10 ± 1mm de diâmetro até a metade da sua altura.
O ensaio fornece a curva de resfriamento do corpo de prova a partir de uma determinada
temperatura (temperatura inicial de ensaio) até a temperatura de 4ºC. Os ensaios de
difusividade foram realizados para três diferentes temperaturas (20ºC, 40ºC e 60ºC).
Durante a fase de aquecimento, os corpos de prova foram imersos em tanques de água
posicionados em salas climatizadas a 20ºC e 40ºC (Figura 3.25a e b), permanecendo
neste banho, até completa estabilização da temperatura. Para a temperatura de 60ºC, a
água foi aquecida utilizando-se resistências elétricas dentro da sala de 40ºC (Figura
3.25b). Durante este período a temperatura do corpo de prova foi monitorada por um
termômetro inserido no orifício central, mantido fixo com gesso de alta pega inicial.
20ºC 40ºC 4ºC
68
(a)
(b) (c)
Figura 3.25 – Ensaio de difusividade térmica: (a) tanque com água a 20ºC, (b) tanque
com água a 40ºC ou 60ºC e (c) tanque de resfriamento com água a 4ºC
Na fase de resfriamento, o corpo de prova foi mantido imerso em um tanque de água na
temperatura de 4±0,1ºC (Figura 3.25c). O corpo de prova permaneceu nesta temperatura
até que a temperatura no centro do corpo-de-prova estivesse estabilizada com a
temperatura do banho. A temperatura do banho, de 4ºC, foi monitorada por um
termômetro, e mantida, se necessário, através da adição de gelo moído ou água. Durante
esta fase foram registradas, no data logger, as temperaturas do corpo de prova e do
banho e o tempo de resfriamento em intervalos de 5 min.
O cálculo de difusividade é baseado em uma tabela elaborada pelo U.S Bureau of
Reclamation, citado por ANDRADE (1997). Os ábacos e tabelas utilizados neste
cálculo são baseados em equações de trocas de calor. Com o auxílio de ábacos e a partir
de relações entre a temperatura de resfriamento do corpo de prova e a temperatura do
banho, diâmetro do corpo de prova e tempo decorrido de ensaio é possível calcular o
valor de difusividade.
69
3.1.5.4 Condutividade Térmica
A condutividade térmica do compósito foi determinada analiticamente, em função dos
valores obtidos nos ensaios para determinação do calor específico e de difusividade
térmica, através da Equação (3.15) (ANDRADE, 1997).
k h2 C (3.15)
Onde:
k é a condutividade térmica (W/m.K ou J/m.s.K);
h2 é a difusividade térmica (m
2/s ou m
2/dia);
C é o calor específico (J/kg.K);
é a massa específica (kg/m3).
3.1.5.5 Elevação adiabática de temperatura
O ensaio de elevação adiabática foi realizado segundo a norma NBR 12819/1993
utilizando o calorímetro adiabático de 2 litros do Laboratório de Estruturas do
PEC/COPPE/UFRJ.
A Figura 3.26 apresenta uma ilustração do calorímetro adiabático utilizado nos ensaios.
O calorímetro é composto por um reservatório de água (~ 45,0 litros), molde para o
corpo de prova (~ 2,0 litros), um agitador de água, termoresistências (PT100), sistema
de refrigeração, sistema de aquecimento e controlador de temperatura. O calorímetro
mantém iguais as temperaturas do corpo de prova e da água do reservatório, para evitar
que não haja troca de calor entre eles durante a execução do ensaio.
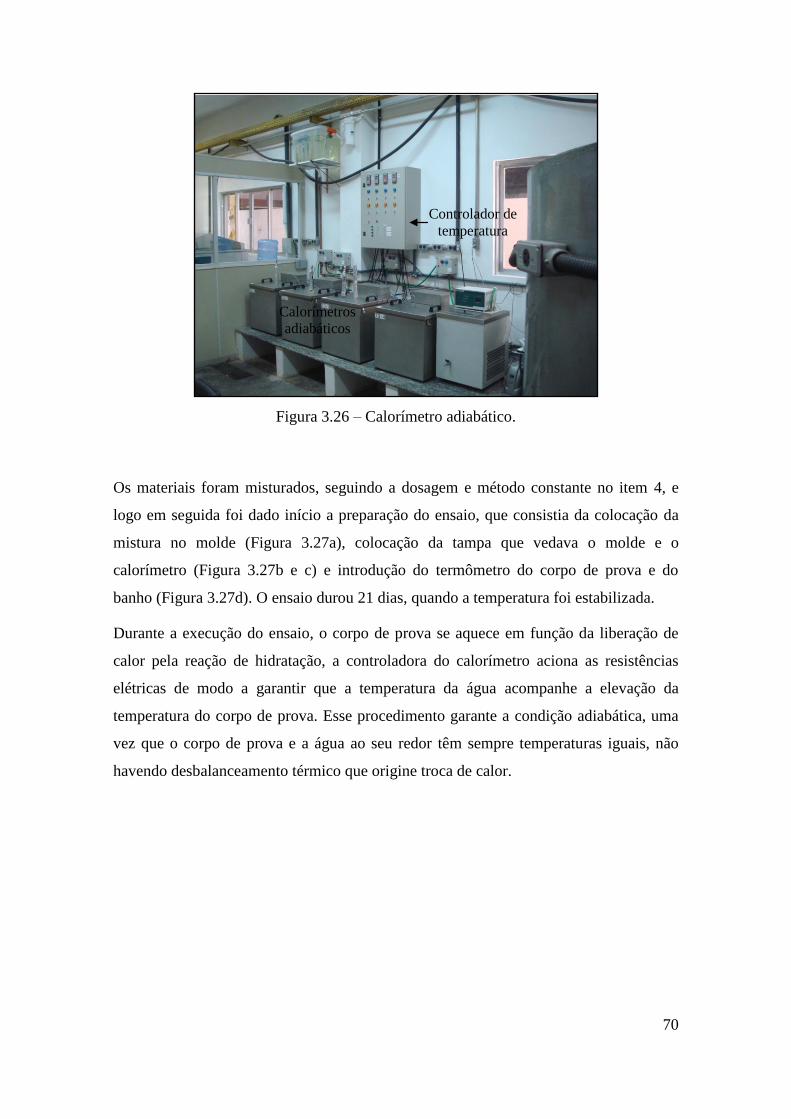
70
Figura 3.26 – Calorímetro adiabático.
Os materiais foram misturados, seguindo a dosagem e método constante no item 4, e
logo em seguida foi dado início a preparação do ensaio, que consistia da colocação da
mistura no molde (Figura 3.27a), colocação da tampa que vedava o molde e o
calorímetro (Figura 3.27b e c) e introdução do termômetro do corpo de prova e do
banho (Figura 3.27d). O ensaio durou 21 dias, quando a temperatura foi estabilizada.
Durante a execução do ensaio, o corpo de prova se aquece em função da liberação de
calor pela reação de hidratação, a controladora do calorímetro aciona as resistências
elétricas de modo a garantir que a temperatura da água acompanhe a elevação da
temperatura do corpo de prova. Esse procedimento garante a condição adiabática, uma
vez que o corpo de prova e a água ao seu redor têm sempre temperaturas iguais, não
havendo desbalanceamento térmico que origine troca de calor.
Controlador de
temperatura
Calorímetros
adiabáticos
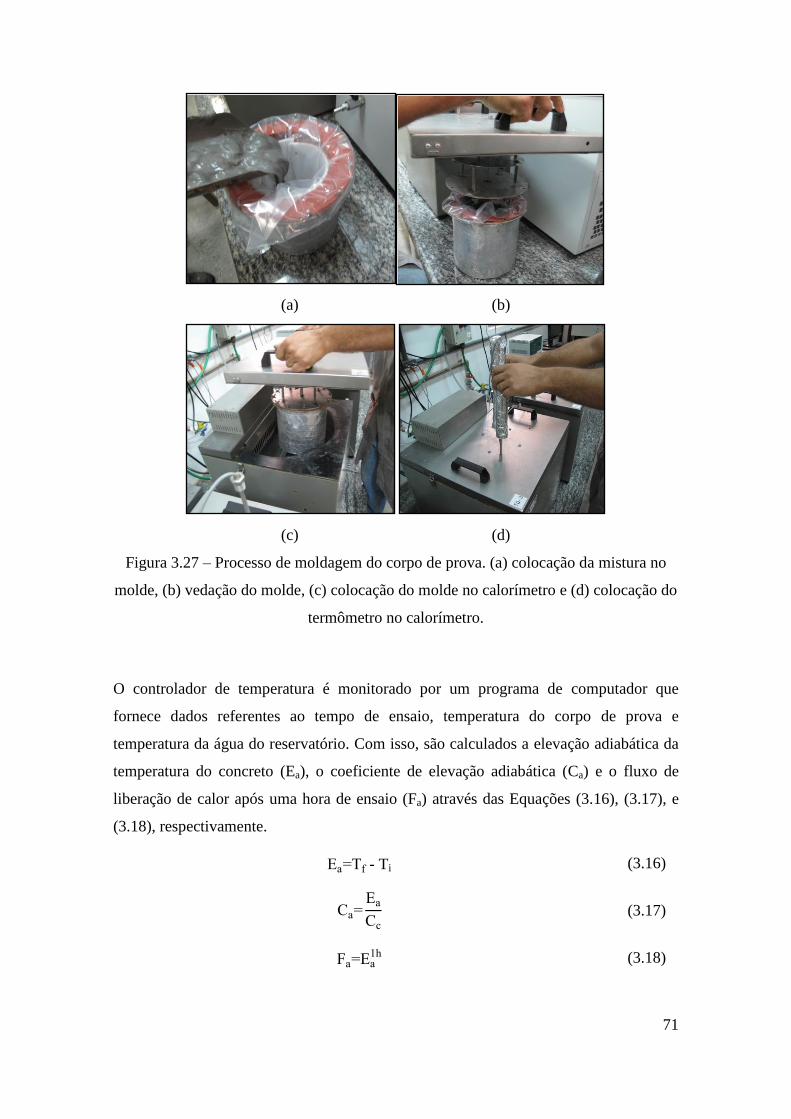
71
(a) (b)
(c) (d)
Figura 3.27 – Processo de moldagem do corpo de prova. (a) colocação da mistura no
molde, (b) vedação do molde, (c) colocação do molde no calorímetro e (d) colocação do
termômetro no calorímetro.
O controlador de temperatura é monitorado por um programa de computador que
fornece dados referentes ao tempo de ensaio, temperatura do corpo de prova e
temperatura da água do reservatório. Com isso, são calculados a elevação adiabática da
temperatura do concreto (Ea), o coeficiente de elevação adiabática (Ca) e o fluxo de
liberação de calor após uma hora de ensaio (Fa) através das Equações (3.16), (3.17), e
(3.18), respectivamente.
Ea Tf - Ti (3.16)
Ca Ea
Cc (3.17)
Fa Ea1h (3.18)
72
Onde:
Tf: é a temperatura final do ensaio;
Ti: é a temperatura inicial do ensaio;
Cc: é o consumo de material cimentício.
Ea1h
: é a elevação de temperatura na primeira hora de ensaio.
33..11..66 AANNÁÁLLIISSEESS PPOORR TTEERRMMOOGGRRAAVVIIMMEETTRRIIAA EE CCAALLOORRIIMMEETTRRIIAA
DDIIFFEERREENNCCIIAALL DDEE VVAARRRREEDDUURRAA
A estabilidade térmica das fibras de PVA, materiais cimentícios e compósito foi
estudada utilizando-se as técnicas de termogravimetria (TG), termogravimetria
diferencial (DTG) e calorimetria diferencial de varredura (DSC).
A análise termogravimétrica ou termogravimetria (TG) é a técnica na qual a mudança
da massa de uma substância é medida em função da temperatura enquanto esta é
submetida a uma programação controlada. A DTG é utilizada para determinar a taxa de
variação de massa em relação ao tempo.
Com o auxílio da técnica de TG/DTG pode-se determinar o teor de hidróxido de cálcio
(Ca(OHB2B)) e carbonato de cálcio (CaCOB3B) presentes na matriz dos compósitos.
A calorimetria diferencial de varredura (DSC) mede a variação de entalpia em função
do tempo (dH/dt). O uso principal da técnica de DSC é a obtenção dos dados de forma
qualitativa, por exemplo, temperatura de fusão, transição vítrea, temperatura de
cristalização, podendo ser eventos tanto endotérmico como exotérmico.
As análises térmicas, da fibra e materiais cimentícios, foram realizadas no laboratório de
técnicas analíticas do PEC/COPPE em equipamento de analise simultâneas TG/DSC da
TA instrumentos, modelo SDT Q600 em amostras com massa de aproximadamente
10mg. As análises foram realizadas em atmosfera de nitrogênio e fluxo do registrador
igual a 100 ml/min. A análise por DTG foi obtida por análise da curva de TG.
As seguintes condições de aquecimento foram utilizadas nas análises: isoterma a 35ºC
durante 60 minutos (esta etapa tem por objetivo a retirada da água livre na amostra)
seguindo de aquecimento a 10ºC/min até 1000ºC.
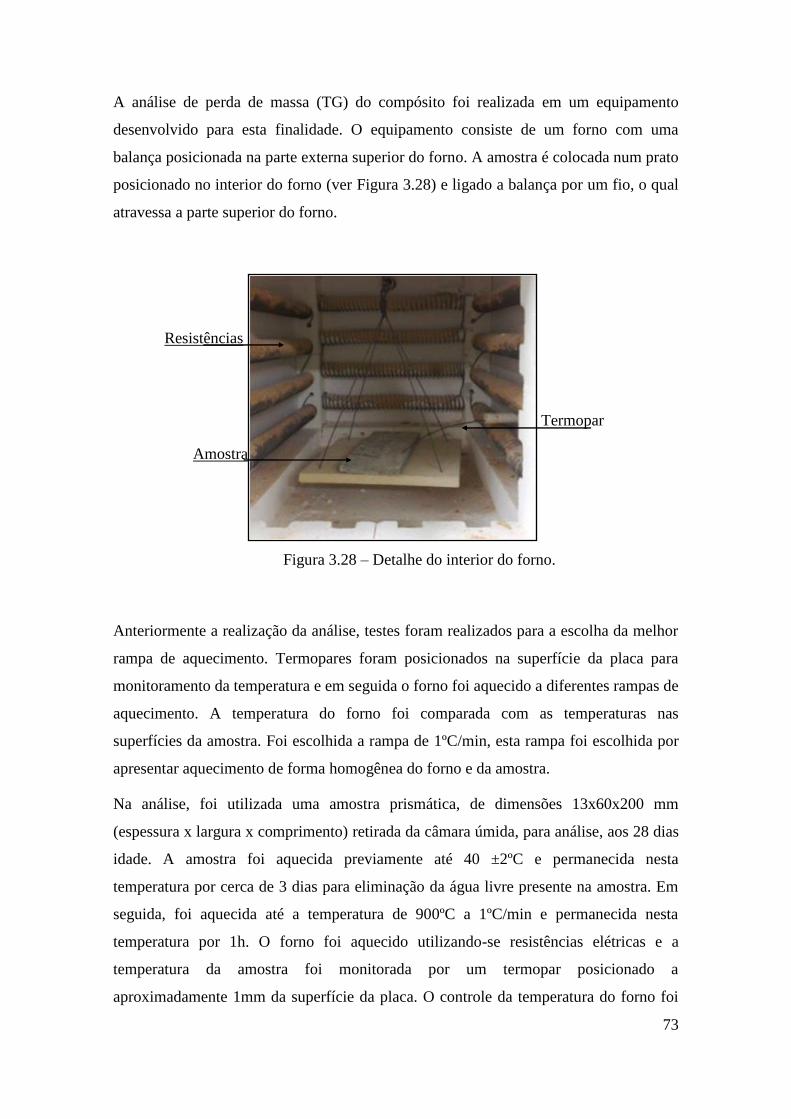
73
A análise de perda de massa (TG) do compósito foi realizada em um equipamento
desenvolvido para esta finalidade. O equipamento consiste de um forno com uma
balança posicionada na parte externa superior do forno. A amostra é colocada num prato
posicionado no interior do forno (ver Figura 3.28) e ligado a balança por um fio, o qual
atravessa a parte superior do forno.
Figura 3.28 – Detalhe do interior do forno.
Anteriormente a realização da análise, testes foram realizados para a escolha da melhor
rampa de aquecimento. Termopares foram posicionados na superfície da placa para
monitoramento da temperatura e em seguida o forno foi aquecido a diferentes rampas de
aquecimento. A temperatura do forno foi comparada com as temperaturas nas
superfícies da amostra. Foi escolhida a rampa de 1ºC/min, esta rampa foi escolhida por
apresentar aquecimento de forma homogênea do forno e da amostra.
Na análise, foi utilizada uma amostra prismática, de dimensões 13x60x200 mm
(espessura x largura x comprimento) retirada da câmara úmida, para análise, aos 28 dias
idade. A amostra foi aquecida previamente até 40 ±2ºC e permanecida nesta
temperatura por cerca de 3 dias para eliminação da água livre presente na amostra. Em
seguida, foi aquecida até a temperatura de 900ºC a 1ºC/min e permanecida nesta
temperatura por 1h. O forno foi aquecido utilizando-se resistências elétricas e a
temperatura da amostra foi monitorada por um termopar posicionado a
aproximadamente 1mm da superfície da placa. O controle da temperatura do forno foi
Amostra
elétricas
Resistências
elétricas
Termopar

74
feito por um controlador posicionado na lateral do forno. Os controladores do forno e da
balança estavam ligados a um computador que registrava e armazenava as informações
de temperatura e massa da amostra. A Figura 3.29 ilustra o esquema do forno-balança
Figura 3.29 – Esquema do forno-balança para análise por termogravimetria do
compósito.
33..11..77 RREESSIISSTTÊÊNNCCIIAA AA CCIICCLLOOSS DDEE CCHHOOQQUUEE TTÉÉRRMMIICCOO
Os ensaios de choque térmico foram realizados seguindo-se a norma NBR 13202
(1997). Foram utilizadas três amostras prismáticas com as dimensões 160 x 40 x 40 mm
para cada temperatura de ensaio.
Aos 28 dias de idade os corpos de prova foram retirados da câmara úmida e colocados
em uma estufa com temperatura constante de 38 ± 1 P
oPC. Foram realizadas medições de
massa diárias em uma balança, até que a diferença entre duas medições consecutivas
fosse inferior a 0,5% do peso anterior. Em seguida era iniciado o ensaio de choque
térmico.
Célula de carga
da Balança
Controlador
da balança
Controlador
do forno
75
O ensaio foi realizado em um equipamento fabricado pela INTI Equipamentos
Termoelétricos (Figura 3.30) projetado para esta finalidade. O forno foi aquecido até a
temperatura desejada seguindo uma rampa com taxa constante e igual a 10 P
oPC/min em
seguida a amostra foi posicionada no forno (Figura 3.31a) durante 10 minutos, logo
após a amostra era conduzida até um recipiente com água (Figura 3.31b) ficando
imergida lá por 5 minutos (Figura 3.31c). Repetia-se este procedimento até se
completarem os ciclos desejados. Ao final de cada ciclo foi observada a aparência
externa do material a fim de verificar o surgimento de fissuras.
Figura 3.30 – Equipamento utilizado no ensaio de choque térmico.
Após os ensaios de choque térmico, foram realizados ensaios de flexão com o objetivo
de analisar o efeito dos ciclos de aquecimento e resfriamento no comportamento à
flexão do compósito. Foram realizados ensaios de flexão em três amostras de choque
térmico 40x40x160mm (largura x altura x comprimento) com vão entre apoios igual a
120mm.
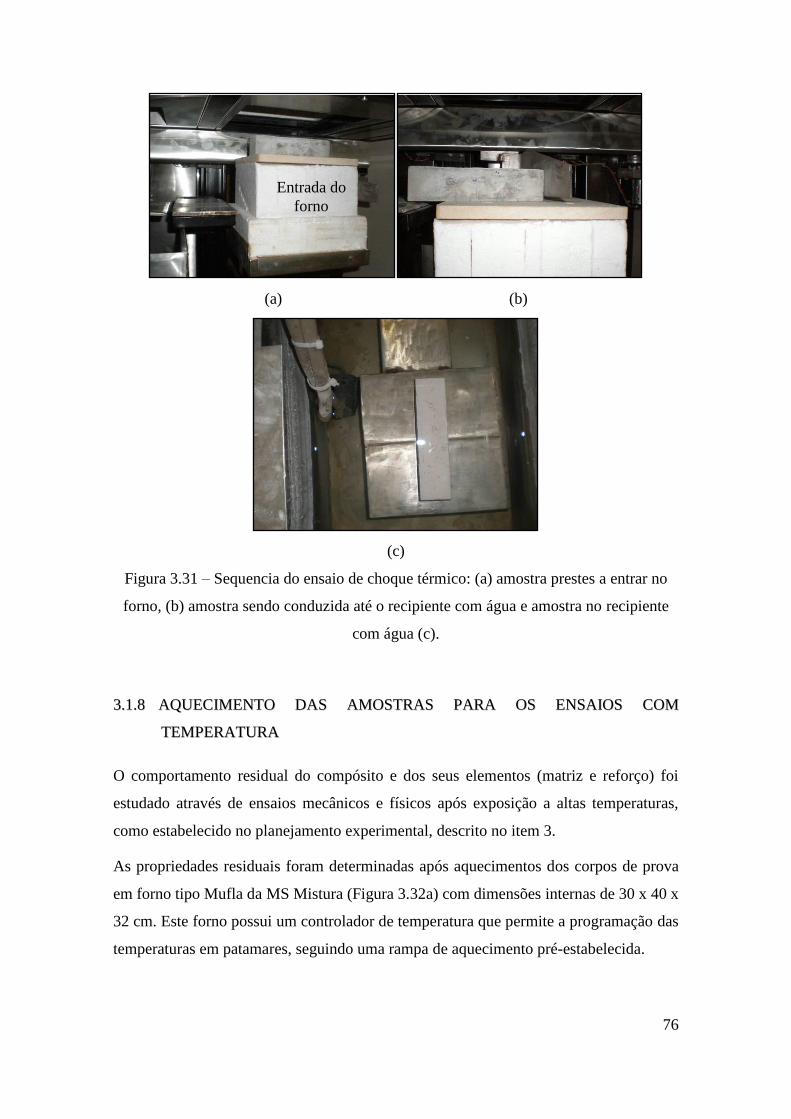
76
(a) (b)
(c)
Figura 3.31 – Sequencia do ensaio de choque térmico: (a) amostra prestes a entrar no
forno, (b) amostra sendo conduzida até o recipiente com água e amostra no recipiente
com água (c).
33..11..88 AAQQUUEECCIIMMEENNTTOO DDAASS AAMMOOSSTTRRAASS PPAARRAA OOSS EENNSSAAIIOOSS CCOOMM
TTEEMMPPEERRAATTUURRAA
O comportamento residual do compósito e dos seus elementos (matriz e reforço) foi
estudado através de ensaios mecânicos e físicos após exposição a altas temperaturas,
como estabelecido no planejamento experimental, descrito no item 3.
As propriedades residuais foram determinadas após aquecimentos dos corpos de prova
em forno tipo Mufla da MS Mistura (Figura 3.32a) com dimensões internas de 30 x 40 x
32 cm. Este forno possui um controlador de temperatura que permite a programação das
temperaturas em patamares, seguindo uma rampa de aquecimento pré-estabelecida.
Entrada do
forno
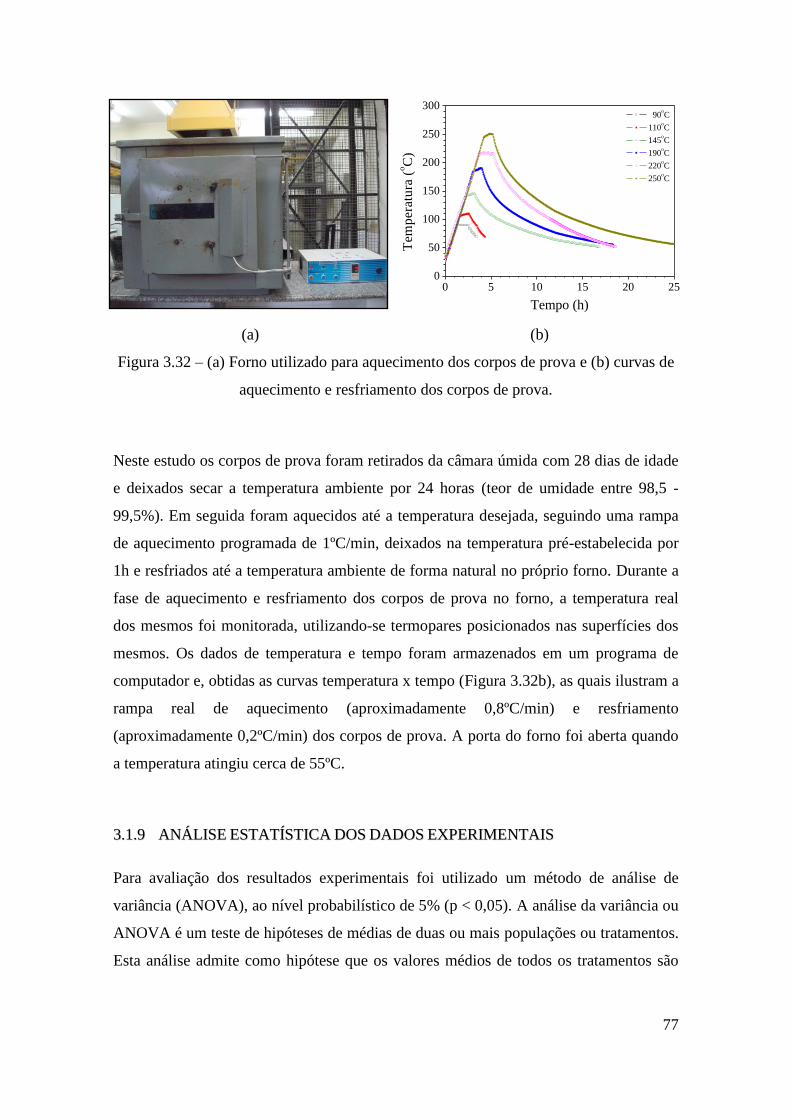
77
(a) (b)
Figura 3.32 – (a) Forno utilizado para aquecimento dos corpos de prova e (b) curvas de
aquecimento e resfriamento dos corpos de prova.
Neste estudo os corpos de prova foram retirados da câmara úmida com 28 dias de idade
e deixados secar a temperatura ambiente por 24 horas (teor de umidade entre 98,5 -
99,5%). Em seguida foram aquecidos até a temperatura desejada, seguindo uma rampa
de aquecimento programada de 1ºC/min, deixados na temperatura pré-estabelecida por
1h e resfriados até a temperatura ambiente de forma natural no próprio forno. Durante a
fase de aquecimento e resfriamento dos corpos de prova no forno, a temperatura real
dos mesmos foi monitorada, utilizando-se termopares posicionados nas superfícies dos
mesmos. Os dados de temperatura e tempo foram armazenados em um programa de
computador e, obtidas as curvas temperatura x tempo (Figura 3.32b), as quais ilustram a
rampa real de aquecimento (aproximadamente 0,8ºC/min) e resfriamento
(aproximadamente 0,2ºC/min) dos corpos de prova. A porta do forno foi aberta quando
a temperatura atingiu cerca de 55ºC.
33..11..99 AANNÁÁLLIISSEE EESSTTAATTÍÍSSTTIICCAA DDOOSS DDAADDOOSS EEXXPPEERRIIMMEENNTTAAIISS
Para avaliação dos resultados experimentais foi utilizado um método de análise de
variância (ANOVA), ao nível probabilístico de 5% (p < 0,05). A análise da variância ou
ANOVA é um teste de hipóteses de médias de duas ou mais populações ou tratamentos.
Esta análise admite como hipótese que os valores médios de todos os tratamentos são
0 5 10 15 20 250
50
100
150
200
250
300 90
oC
110oC
145oC
190oC
220oC
250oC
Tem
per
atu
ra (
oC
)
Tempo (h)
78
iguais. Caso essa hipótese fosse rejeitada (fcalculado > ftabelado) utilizava-se o teste de
Tukey para comparar a significância das médias de cada situação em estudo.
A análise de variância (ANOVA) em conjunto com o teste de Tukey foi realizada
utilizando-se o programa OringinPro8. A análise foi utilizada com o objetivo de
comparar as médias obtidas das propriedades dos diversos ensaios realizados.
33..22 PPRROOPPRRIIEEDDAADDEESS DDOOSS MMAATTEERRIIAAIISS UUTTIILLIIZZAADDOOSS
33..22..11 CCIIMMEENNTTOO
O cimento utilizado no presente estudo foi o cimento CPII F-32, por ser um cimento
comercialmente disponível em todo o Brasil. Sua caracterização foi realizada por meio
de análise química, física, térmica e granulométrica.
Sua composição química foi determinada por meio de análise semi-quantitativa por
espectrometria de fluorescência de raios X, em equipamento Rigaku, modelo RIX 3100,
com tubo de 4 kW e alvo de ródio (Rh). As amostras (em pó) foram secas em estufa e
prensadas para formação de um disco. O ensaio foi realizado no Núcleo de Catálise
(COPPE/UFRJ) e os resultados são apresentados na forma percentual de óxidos (Tabela
3.2). A massa específica foi obtida por meio do uso do Frasco Le Chatelier, conforme
procedimentos da norma MERCOSUR NM 23 (2000). O valor da massa específica está
apresentado na Tabela 3.2.
A distribuição granulométrica do cimento foi obtida pelo ensaio de granulometria a
laser, utilizando o equipamento Malvern, disponível no laboratório de cimentação do
CENPES/PETROBRÁS. A amostra de cimento foi dispersa em solução de álcool
etílico, por ser inerte e não interferir no processo de hidratação das partículas de
cimento, durante a realização do ensaio. Apresenta-se na Figura 3.3 a distribuição
granulométrica nas quais 95% das partículas de cimento são inferiores a 68µm e 50%
inferiores a 18µm.

79
Figura 3.33 – Curva granulométrica do cimento CP II F-32.
Tabela 3.1 – Propriedades químicas e físicas do cimento CP II F-32.
Composto Composição (%, em massa)
NaB2BO 0,331
MgO 1,344
AlB2BOB3B 3,706
SiOB2B 15,326
PB2BOB5B 0,101
SOB3B 3,327
Cl 0,086
KB2BO 0,189
CaO 71,476
MnO 0,045
FeB2BOB3B 3,777
ZnO 0,034
SrO 0,257
Massa Específica (g/cmP
3P) 3,08
Análises por termogravimetria (TG), de onde se obtém a termogravimetria diferencial
(DTG), foi realizada seguindo o procedimento estabelecido em 3.1.6. As curvas de TG e
DTG são mostradas na Figura 3.34. A curva de TG apresenta uma perda de massa entre
0,1 1 10 100 10000
20
40
60
80
100
Mass
a p
ass
an
te a
cu
mu
lad
a (
%)
Tamanho das partículas (m)
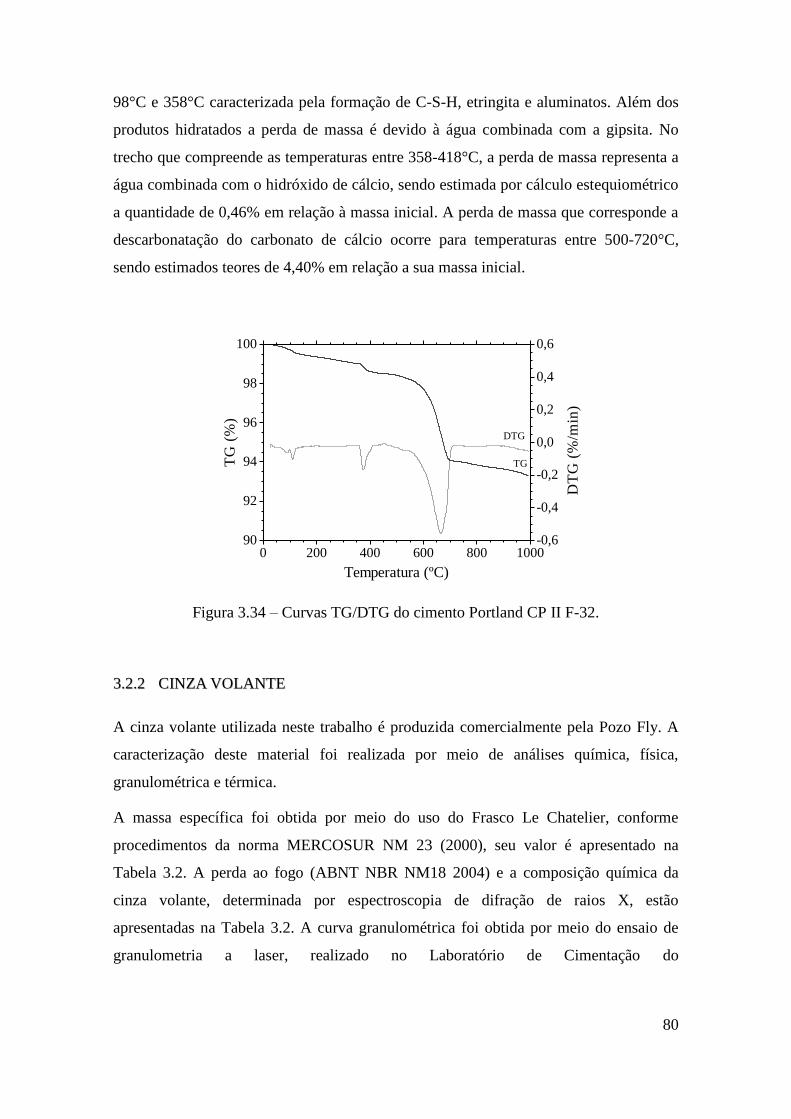
80
98°C e 358°C caracterizada pela formação de C-S-H, etringita e aluminatos. Além dos
produtos hidratados a perda de massa é devido à água combinada com a gipsita. No
trecho que compreende as temperaturas entre 358-418°C, a perda de massa representa a
água combinada com o hidróxido de cálcio, sendo estimada por cálculo estequiométrico
a quantidade de 0,46% em relação à massa inicial. A perda de massa que corresponde a
descarbonatação do carbonato de cálcio ocorre para temperaturas entre 500-720°C,
sendo estimados teores de 4,40% em relação a sua massa inicial.
Figura 3.34 – Curvas TG/DTG do cimento Portland CP II F-32.
33..22..22 CCIINNZZAA VVOOLLAANNTTEE
A cinza volante utilizada neste trabalho é produzida comercialmente pela Pozo Fly. A
caracterização deste material foi realizada por meio de análises química, física,
granulométrica e térmica.
A massa específica foi obtida por meio do uso do Frasco Le Chatelier, conforme
procedimentos da norma MERCOSUR NM 23 (2000), seu valor é apresentado na
Tabela 3.2. A perda ao fogo (ABNT NBR NM18 2004) e a composição química da
cinza volante, determinada por espectroscopia de difração de raios X, estão
apresentadas na Tabela 3.2. A curva granulométrica foi obtida por meio do ensaio de
granulometria a laser, realizado no Laboratório de Cimentação do
0 200 400 600 800 100090
92
94
96
98
100
-0,6
-0,4
-0,2
0,0
0,2
0,4
0,6
DTG
TG
(%
)
Temperatura (ºC)
TG
DT
G (
%/m
in)
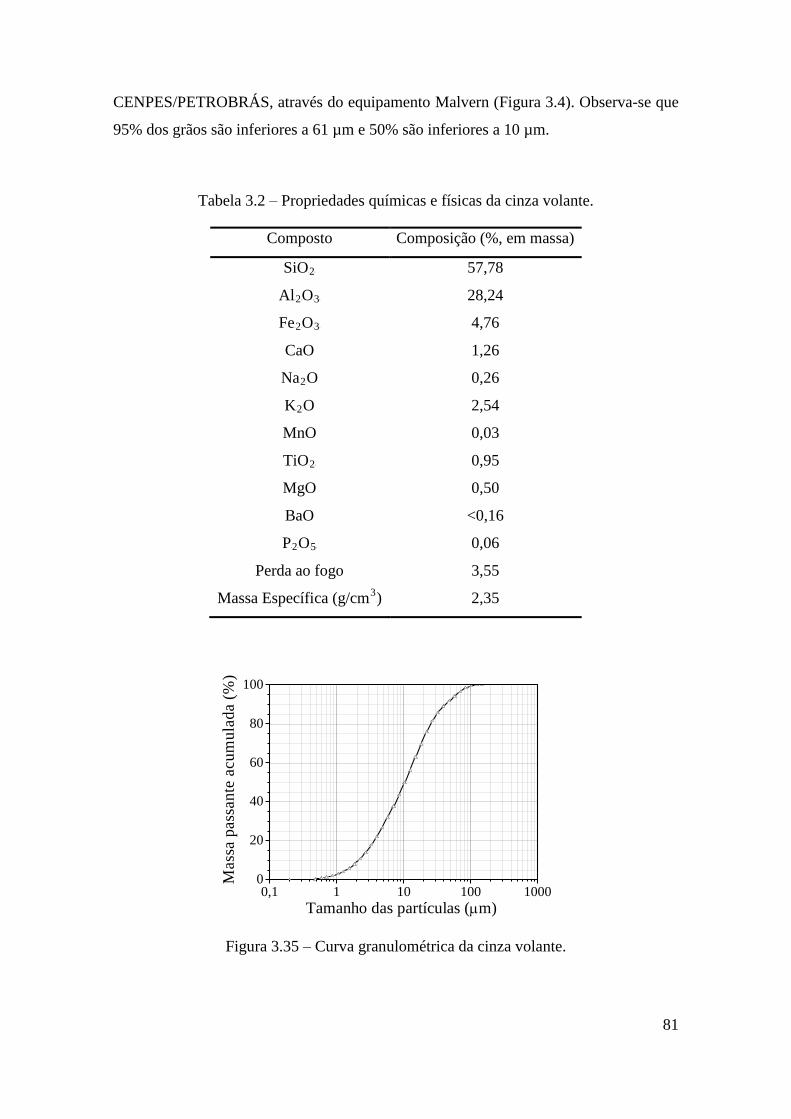
81
CENPES/PETROBRÁS, através do equipamento Malvern (Figura 3.4). Observa-se que
95% dos grãos são inferiores a 61 µm e 50% são inferiores a 10 µm.
Tabela 3.2 – Propriedades químicas e físicas da cinza volante.
Composto Composição (%, em massa)
SiOB2B 57,78
AlB2BOB3B 28,24
FeB2BOB3B 4,76
CaO 1,26
NaB2BO 0,26
KB2BO 2,54
MnO 0,03
TiOB2B 0,95
MgO 0,50
BaO <0,16
PB2BOB5B 0,06
Perda ao fogo 3,55
Massa Específica (g/cmP
3P) 2,35
Figura 3.35 – Curva granulométrica da cinza volante.
0,1 1 10 100 10000
20
40
60
80
100
Mass
a p
ass
an
te a
cu
mu
lad
a (
%)
Tamanho das partículas (m)
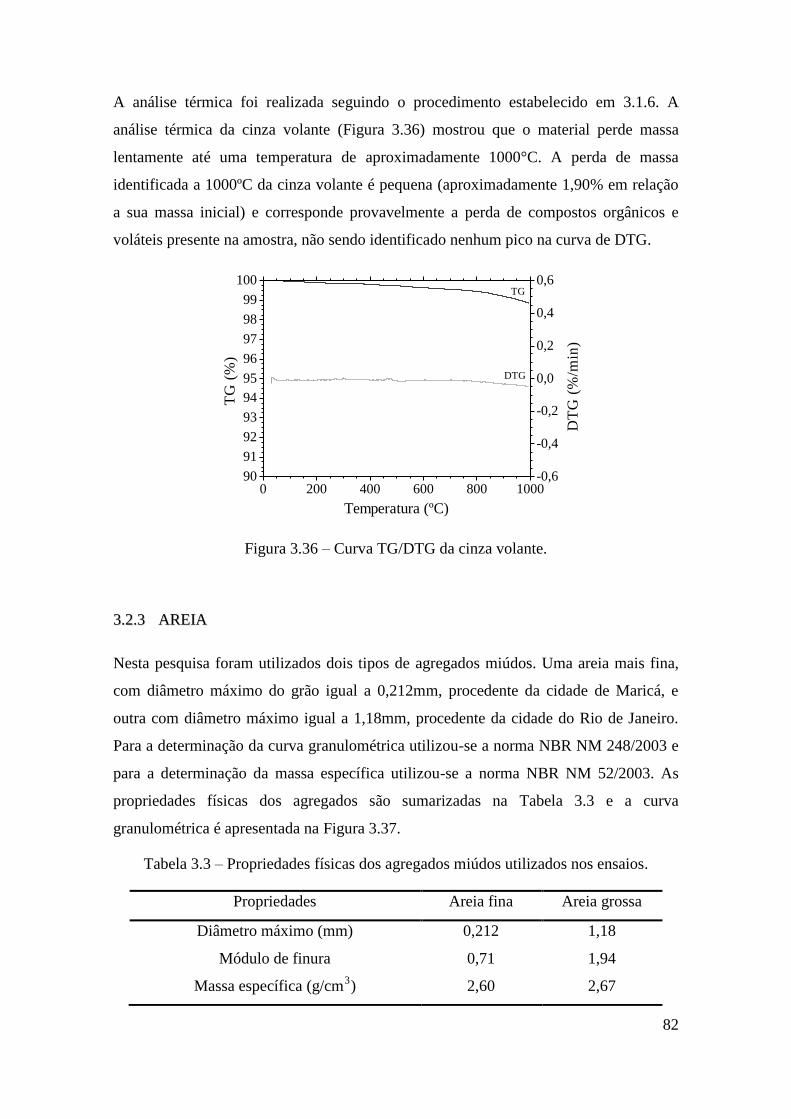
82
A análise térmica foi realizada seguindo o procedimento estabelecido em 3.1.6. A
análise térmica da cinza volante (Figura 3.36) mostrou que o material perde massa
lentamente até uma temperatura de aproximadamente 1000°C. A perda de massa
identificada a 1000ºC da cinza volante é pequena (aproximadamente 1,90% em relação
a sua massa inicial) e corresponde provavelmente a perda de compostos orgânicos e
voláteis presente na amostra, não sendo identificado nenhum pico na curva de DTG.
Figura 3.36 – Curva TG/DTG da cinza volante.
33..22..33 AARREEIIAA
Nesta pesquisa foram utilizados dois tipos de agregados miúdos. Uma areia mais fina,
com diâmetro máximo do grão igual a 0,212mm, procedente da cidade de Maricá, e
outra com diâmetro máximo igual a 1,18mm, procedente da cidade do Rio de Janeiro.
Para a determinação da curva granulométrica utilizou-se a norma NBR NM 248/2003 e
para a determinação da massa específica utilizou-se a norma NBR NM 52/2003. As
propriedades físicas dos agregados são sumarizadas na Tabela 3.3 e a curva
granulométrica é apresentada na Figura 3.37.
Tabela 3.3 – Propriedades físicas dos agregados miúdos utilizados nos ensaios.
Propriedades Areia fina Areia grossa
Diâmetro máximo (mm) 0,212 1,18
Módulo de finura 0,71 1,94
Massa específica (g/cmP
3P) 2,60 2,67
0 200 400 600 800 100090
91
92
93
94
95
96
97
98
99
100
-0,6
-0,4
-0,2
0,0
0,2
0,4
0,6
TG
(%
)
Temperatura (ºC)
DTG
TG
DT
G (
%/m
in)
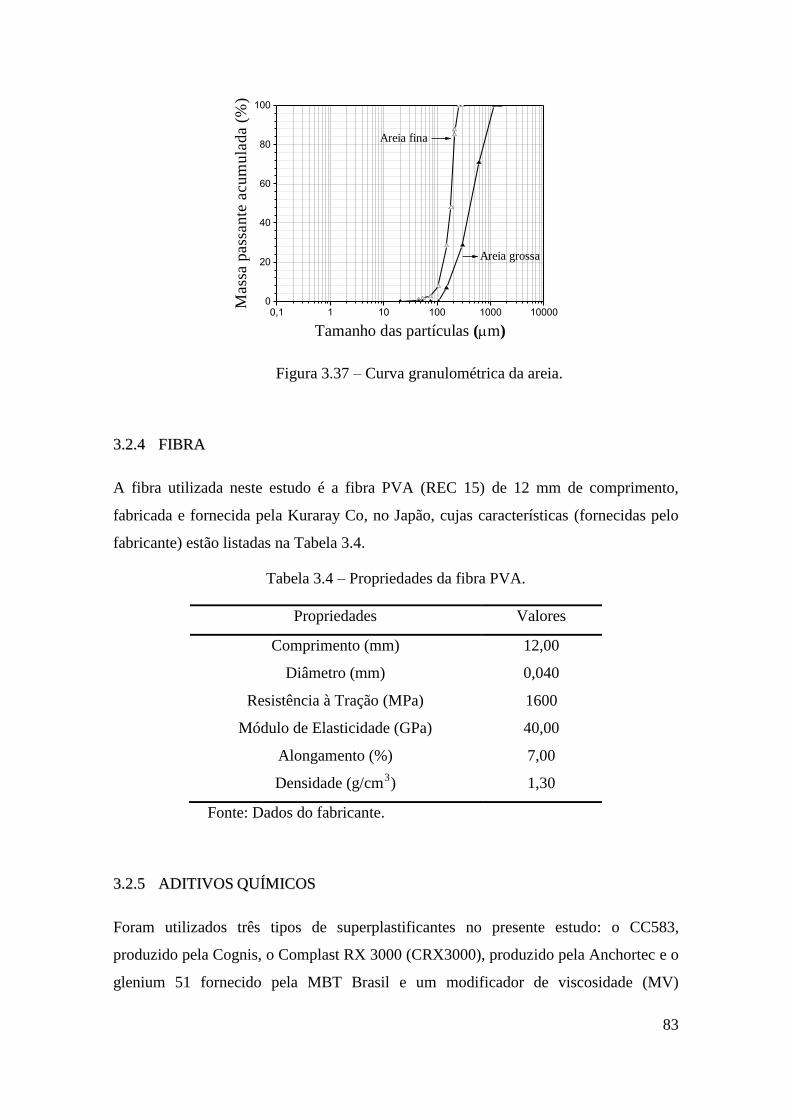
83
Figura 3.37 – Curva granulométrica da areia.
33..22..44 FFIIBBRRAA
A fibra utilizada neste estudo é a fibra PVA (REC 15) de 12 mm de comprimento,
fabricada e fornecida pela Kuraray Co, no Japão, cujas características (fornecidas pelo
fabricante) estão listadas na Tabela 3.4.
Tabela 3.4 – Propriedades da fibra PVA.
Propriedades Valores
Comprimento (mm) 12,00
Diâmetro (mm) 0,040
Resistência à Tração (MPa) 1600
Módulo de Elasticidade (GPa) 40,00
Alongamento (%) 7,00
Densidade (g/cmP
3P) 1,30
Fonte: Dados do fabricante.
33..22..55 AADDIITTIIVVOOSS QQUUÍÍMMIICCOOSS
Foram utilizados três tipos de superplastificantes no presente estudo: o CC583,
produzido pela Cognis, o Complast RX 3000 (CRX3000), produzido pela Anchortec e o
glenium 51 fornecido pela MBT Brasil e um modificador de viscosidade (MV)
0,1 1 10 100 1000 100000
20
40
60
80
100
Mass
a p
ass
an
te a
cu
mu
lad
a (
%)
Tamanho das partículas (m)
Areia fina
Areia grossa
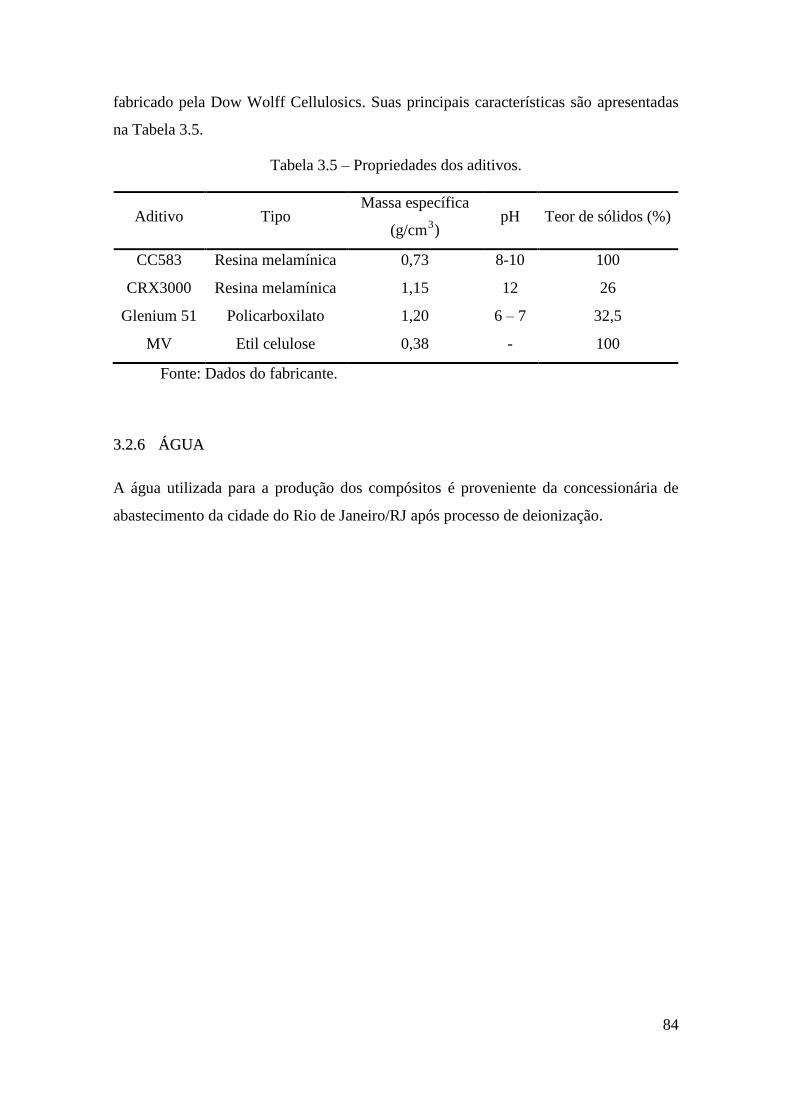
84
fabricado pela Dow Wolff Cellulosics. Suas principais características são apresentadas
na Tabela 3.5.
Tabela 3.5 – Propriedades dos aditivos.
Aditivo Tipo Massa específica
(g/cmP
3P)
pH Teor de sólidos (%)
CC583 Resina melamínica 0,73 8-10 100
CRX3000 Resina melamínica 1,15 12 26
Glenium 51 Policarboxilato 1,20 6 – 7 32,5
MV Etil celulose 0,38 - 100
Fonte: Dados do fabricante.
33..22..66 ÁÁGGUUAA
A água utilizada para a produção dos compósitos é proveniente da concessionária de
abastecimento da cidade do Rio de Janeiro/RJ após processo de deionização.
85
44 DDEESSEENNVVOOLLVVIIMMEENNTTOO DDEE CCOOMMPPÓÓSSIITTOOSS DDOO
TTIIPPOO SSHHCCCC CCOOMM MMAATTEERRIIAAIISS LLOOCCAAIISS
44..11 IINNTTRROODDUUÇÇÃÃOO
Este capítulo descreve o procedimento experimental e resultados obtidos durante o
desenvolvimento de compósitos do tipo SHCC utilizando materiais disponíveis
comercialmente no Brasil. Em todo o estudo foi mantido fixo o tipo e o volume de fibra
utilizada (fibra de PVA, volume igual a 2%). Os parâmetros estudados inicialmente
foram o teor de areia e de cinza volante. Na segunda etapa do estudo foi feita uma
analise da influência do tamanho do agregado no comportamento físico e mecânico
desses compósitos. Adicionalmente foram feitos estudos sobre o processo de fratura de
compósitos do tipo SHCC. As dosagens, produção e resultados obtidos são vistos nos
itens a seguir.
44..22 DDOOSSAAGGEEMM DDOOSS CCOOMMPPÓÓSSIITTOOSS
Os compósitos foram produzidos utilizando-se os seguintes materiais:
Areia (a): foram utilizados dois tipos de areia, com diferentes faixas
granulométricas.
Areia fina (F): areia com tamanho máximo do grão igual a 0,212 mm e,
Areia grossa (G): areia com tamanho máximo do grão igual a 1,180 mm;
Cinza volante (cv);
Cimento (c);
Aditivos químicos:
Superplastificante (SP) – foram utilizados três tipos de superplastificante e
Modificador de viscosidade (MV).
Água (w)
Os parâmetros estudados foram o teor de areia (relação areia/cimento (a/c) entre 0,6-
1,0), teor de cinza volante (cv/c iguais a 0; 0,15 e 1,2) e a granulometria da areia
(diâmetro máximo iguais a 0,212 mm e 1,180 mm). O teor de água e aditivo químico
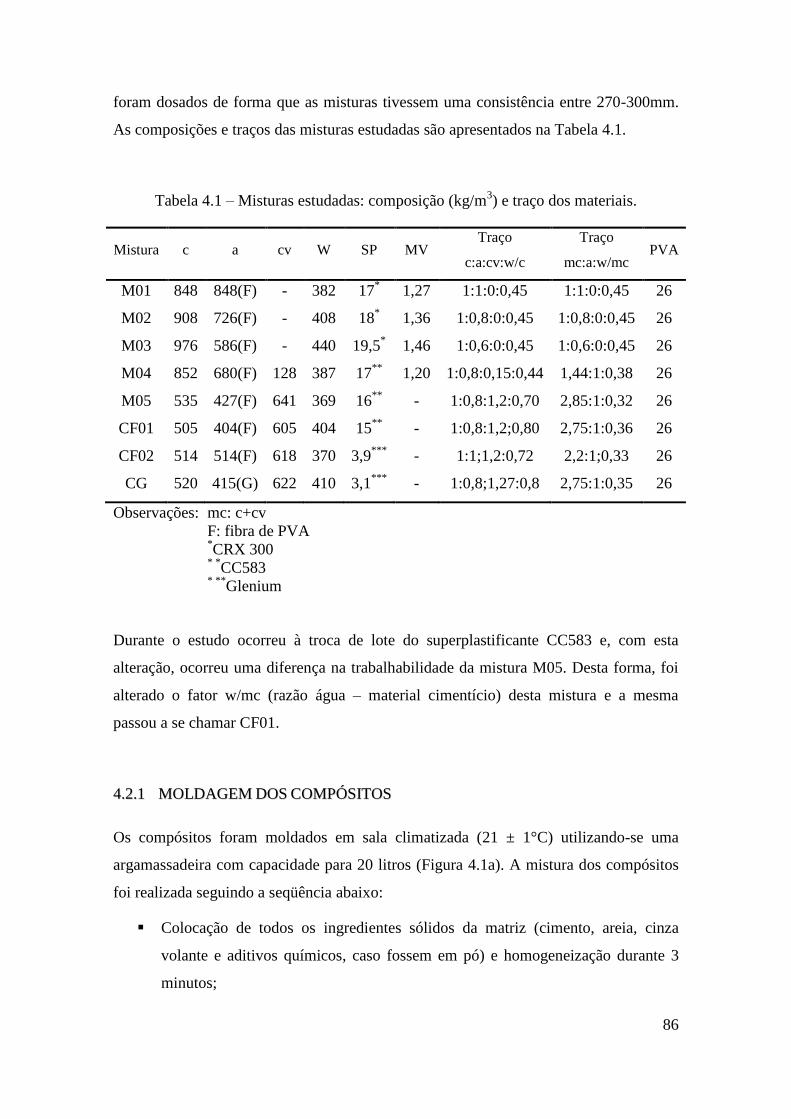
86
foram dosados de forma que as misturas tivessem uma consistência entre 270-300mm.
As composições e traços das misturas estudadas são apresentados na Tabela 4.1.
Tabela 4.1 – Misturas estudadas: composição (kg/m3) e traço dos materiais.
Mistura c a cv W SP MV Traço
c:a:cv:w/c
Traço
mc:a:w/mc PVA
M01 848 848(F) - 382 17* 1,27 1:1:0:0,45 1:1:0:0,45 26
M02 908 726(F) - 408 18* 1,36 1:0,8:0:0,45 1:0,8:0:0,45 26
M03 976 586(F) - 440 19,5* 1,46 1:0,6:0:0,45 1:0,6:0:0,45 26
M04 852 680(F) 128 387 17**
1,20 1:0,8:0,15:0,44 1,44:1:0,38 26
M05 535 427(F) 641 369 16**
- 1:0,8:1,2:0,70 2,85:1:0,32 26
CF01 505 404(F) 605 404 15**
- 1:0,8:1,2;0,80 2,75:1:0,36 26
CF02 514 514(F) 618 370 3,9***
- 1:1;1,2:0,72 2,2:1;0,33 26
CG 520 415(G) 622 410 3,1***
- 1:0,8;1,27:0,8 2,75:1:0,35 26
Observações: mc: c+cv
F: fibra de PVA *CRX 300
* *CC583
* **Glenium
Durante o estudo ocorreu à troca de lote do superplastificante CC583 e, com esta
alteração, ocorreu uma diferença na trabalhabilidade da mistura M05. Desta forma, foi
alterado o fator w/mc (razão água – material cimentício) desta mistura e a mesma
passou a se chamar CF01.
44..22..11 MMOOLLDDAAGGEEMM DDOOSS CCOOMMPPÓÓSSIITTOOSS
Os compósitos foram moldados em sala climatizada (21 ± 1°C) utilizando-se uma
argamassadeira com capacidade para 20 litros (Figura 4.1a). A mistura dos compósitos
foi realizada seguindo a seqüência abaixo:
Colocação de todos os ingredientes sólidos da matriz (cimento, areia, cinza
volante e aditivos químicos, caso fossem em pó) e homogeneização durante 3
minutos;
87
Adição da água e aditivos químicos (somente se for utilizado algum tipo de
aditivo químico líquido) e mistura por mais 5 minutos (tempo necessário para
efeito total do aditivo utilizado);
Adição da fibra de forma lentamente, para evitar que elas formem grumos na
mistura, o que pode ocasionar uma dispersão não homogênea das fibras na
matriz (utilizou-se um tempo de adição de aproximadamente 2 min). Até esta
fase utilizou-se uma velocidade média (velocidade 2) de rotação da pá da
argamassadeira;
Após adição das fibras, aumentou-se a velocidade da argamassadeira para a
velocidade 3 (máxima) e misturou-se por mais 2 minutos para uma melhor
distribuição das fibras na mistura. Em seguida, reduziu-se a velocidade de
rotação para a anteriormente utilizada (velocidade 2) e misturou-se por mais 3
min (o tempo total de mistura após adição das fibras foi aproximadamente 5
min).
Após a mistura, foram realizados ensaios de consistência segundo a NBR 13276 (2005)
(ver Figura 4.1b) e, em seguida, foram moldados os corpos de prova. O adensamento
das misturas no estado fresco foi realizado em mesa vibratória com freqüência de 68 Hz
(por aproximadamente 1 min). Após a moldagem, os corpos de prova foram cobertos
por uma manta úmida para impedir a perda de água para o meio externo. Os corpos de
prova foram desmoldados após 24 h e transferidos para câmara úmida (ver Figura 4.1c)
com umidade relativa de 100% e temperatura de 21±1ºC, onde foram mantidos até a
idade de realização dos ensaios.

88
(a) (b)
(c)
Figura 4.1 – (a) Argamassadeira utilizada na moldagem dos corpos de prova, (b) ensaio
de consistência e (c) câmara úmida.
44..33 PPRROOPPRRIIEEDDAADDEESS FFÍÍSSIICCAASS EE MMEECCÂÂNNIICCAASS DDOOSS CCOOMMPPÓÓSSIITTOOSS
DDEESSEENNVVOOLLVVIIDDOOSS
As propriedades físicas foram obtidas através de ensaios de porosidade total, absorção
de água e massa específica e as propriedades mecânicas através de ensaios de
compressão axial, flexão em quatro pontos e tração direta.
44..33..11 IINNFFLLUUÊÊNNCCIIAA DDOO TTEEOORR DDEE AARREEIIAA EEMM MMIISSTTUURRAASS SSEEMM CCIINNZZAA
VVOOLLAANNTTEE ((MMIISSTTUURRAASS MM0011,, MM0022 EE MM0033))
4.3.1.1 Propriedades físicas dos compósitos
Os valores médios e respectivos desvios padrões (em parênteses) obtidos dos ensaios de
porosidade total (Pt) , absorção de água (A) e massa específica () das misturas M01,

89
M02 e M03 são apresentados na Tabela 4.2 juntamente com os valores de consistência
das misturas e desvios padrões (em parênteses).
Tabela 4.2 – Propriedades físicas das mistura M01, M02 e M03.
Mistura Consistência (mm) Pt (%) A (%) (g/cmP
3P)
M01 270,0 19,65 (0,12) 10,70 (0,08) 1,84 (0,01)
M02 275,0 18,37 (0,61) 10,43 (0,38) 1,76 (0,01)
M03 280,0 22,86 (0,53) 13,59 (0,47) 1,68 (0,02)
Obs. Desvio padrão (em parênteses)
As misturas produzidas apresentaram consistência variando entre 270 e 280 mm, com
boa dispersão (observação visual) das fibras. A mistura com menor teor de areia (M03)
e maior teor de SP apresentou porosidade 16,3% maior que a da mistura M02 e,
consequentemente, maior absorção de água (cerda de 27,0%) e menor valor da massa
específica (redução de 12,5%) em relação a M02.
4.3.1.2 Comportamento sob tração direta
A Figura 4.2 apresenta as curvas tensão x deformação, obtidas nos ensaios de tração
direta das misturas M01, M02 e M03. Valores médios de deformação (BccB) e tensão de
primeira fissura (BccB), máxima tensão pós-fissuração (BpcB) e capacidade de deformação
(BuB), obtidos são apresentados na Tabela 4.3 juntamente com os respectivos desvios
padrões (em parênteses).
Os gráficos apresentados na Figura 4.2 mostraram que as misturas produzidas
apresentaram comportamento de enrijecimento pós-fissuração e formação de múltiplas
fissuras. Após a fase de formação de múltiplas fissuras todo o dano foi localizado em
apenas uma fissura conduzindo a ruptura das amostras.

90
(a) (b)
(c)
Figura 4.2 – Curvas tensão x deformação na tração direta das misturas M01 (a), M02 (b)
e M03 (c).
Os resultados apresentados na Tabela 4.3 mostraram que a mistura produzida com
menor teor de areia (M03) apresentou um aumento de aproximadamente 44,2% e 28%
respectivamente na capacidade de deformação e máxima tensão pós-fissuração, em
relação à mistura com maior teor de areia (M01). O aumento da capacidade de
deformação com a redução do teor de areia ocorreu provavelmente devido a uma
redução da tenacidade ao fraturamento da matriz, pois, segundo YANG (2007), a
redução da tenacidade da matriz contribui para o aumento do processo de fissuração, o
que potencializa a ductilidade do compósito.
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,00
1
2
3
4
5
6
Ten
são
de
traç
ão (
MP
a)
Deformação (%)
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,00
1
2
3
4
5
6
Ten
são
de
traç
ão (
MP
a)
Deformação (%)
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,00
1
2
3
4
5
6
Ten
são
de
traç
ão (
MP
a)
Deformação (%)
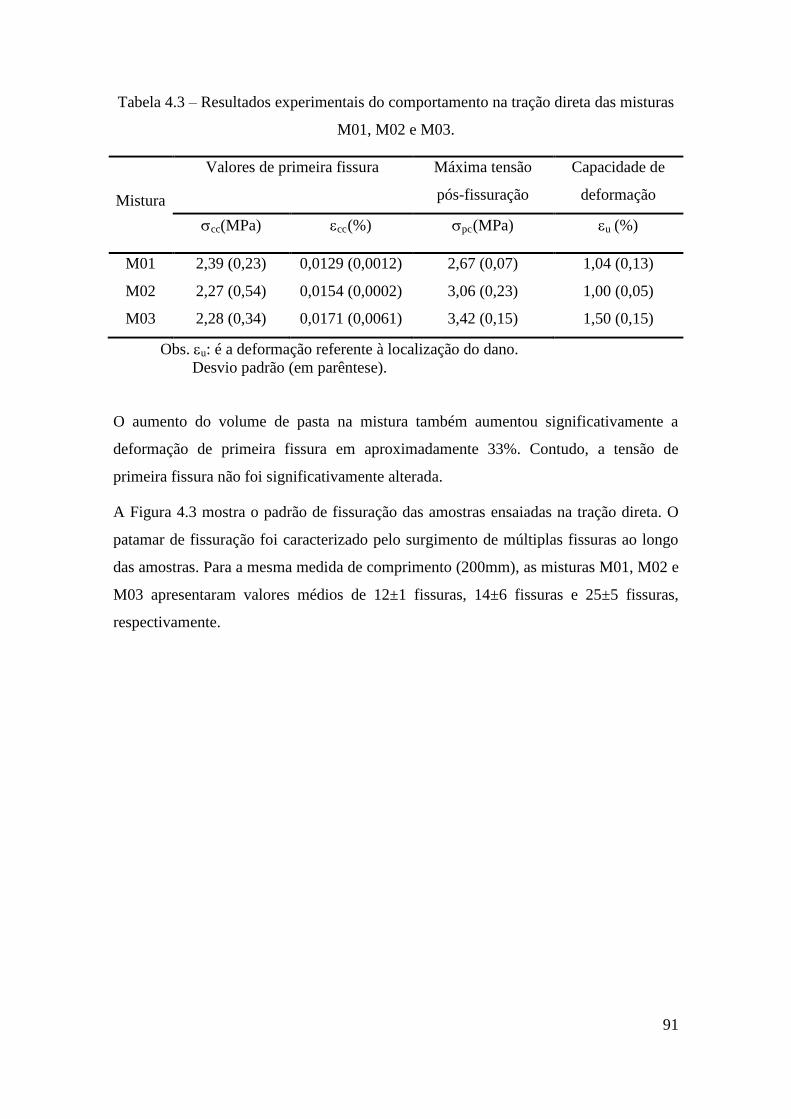
91
Tabela 4.3 – Resultados experimentais do comportamento na tração direta das misturas
M01, M02 e M03.
Mistura
Valores de primeira fissura Máxima tensão
pós-fissuração
Capacidade de
deformação
cc(MPa) ccB(%) pcB(MPa) u B(%)
M01 2,39 (0,23) 0,0129 (0,0012) 2,67 (0,07) 1,04 (0,13)
M02 2,27 (0,54) 0,0154 (0,0002) 3,06 (0,23) 1,00 (0,05)
M03 2,28 (0,34) 0,0171 (0,0061) 3,42 (0,15) 1,50 (0,15)
Obs. u: é a deformação referente à localização do dano.
Desvio padrão (em parêntese).
O aumento do volume de pasta na mistura também aumentou significativamente a
deformação de primeira fissura em aproximadamente 33%. Contudo, a tensão de
primeira fissura não foi significativamente alterada.
A Figura 4.3 mostra o padrão de fissuração das amostras ensaiadas na tração direta. O
patamar de fissuração foi caracterizado pelo surgimento de múltiplas fissuras ao longo
das amostras. Para a mesma medida de comprimento (200mm), as misturas M01, M02 e
M03 apresentaram valores médios de 12±1 fissuras, 14±6 fissuras e 25±5 fissuras,
respectivamente.
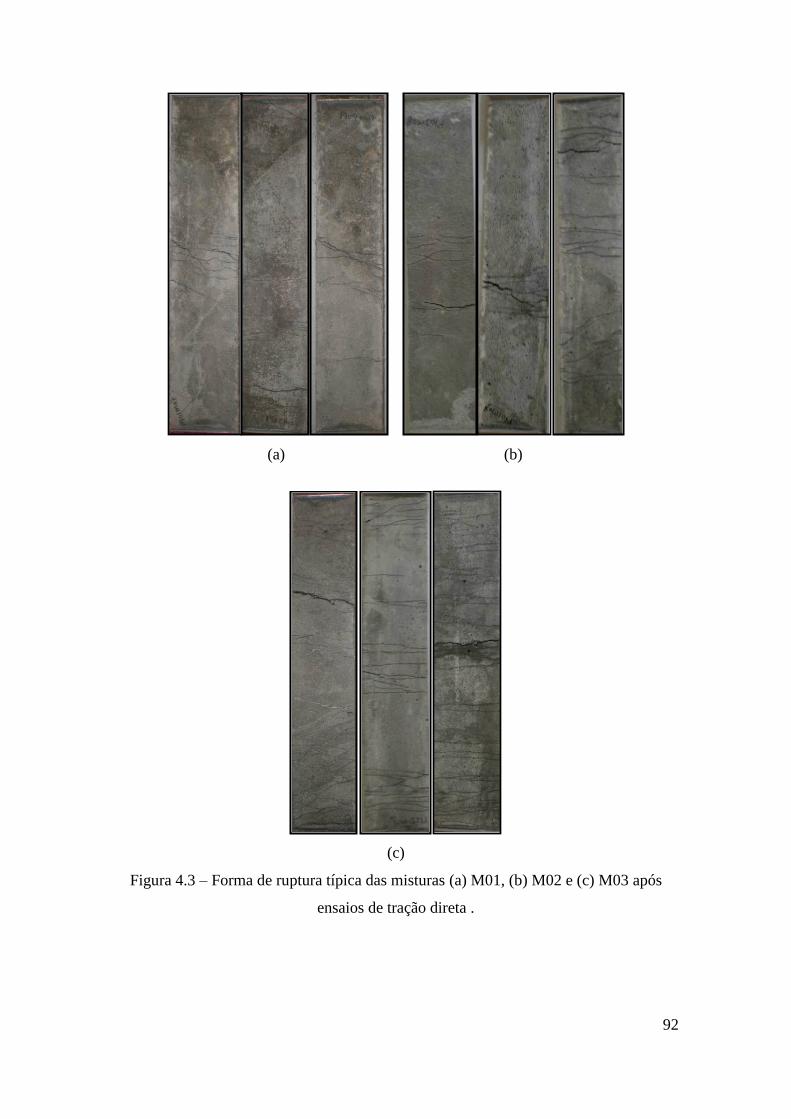
92
(a) (b)
(c)
Figura 4.3 – Forma de ruptura típica das misturas (a) M01, (b) M02 e (c) M03 após
ensaios de tração direta .
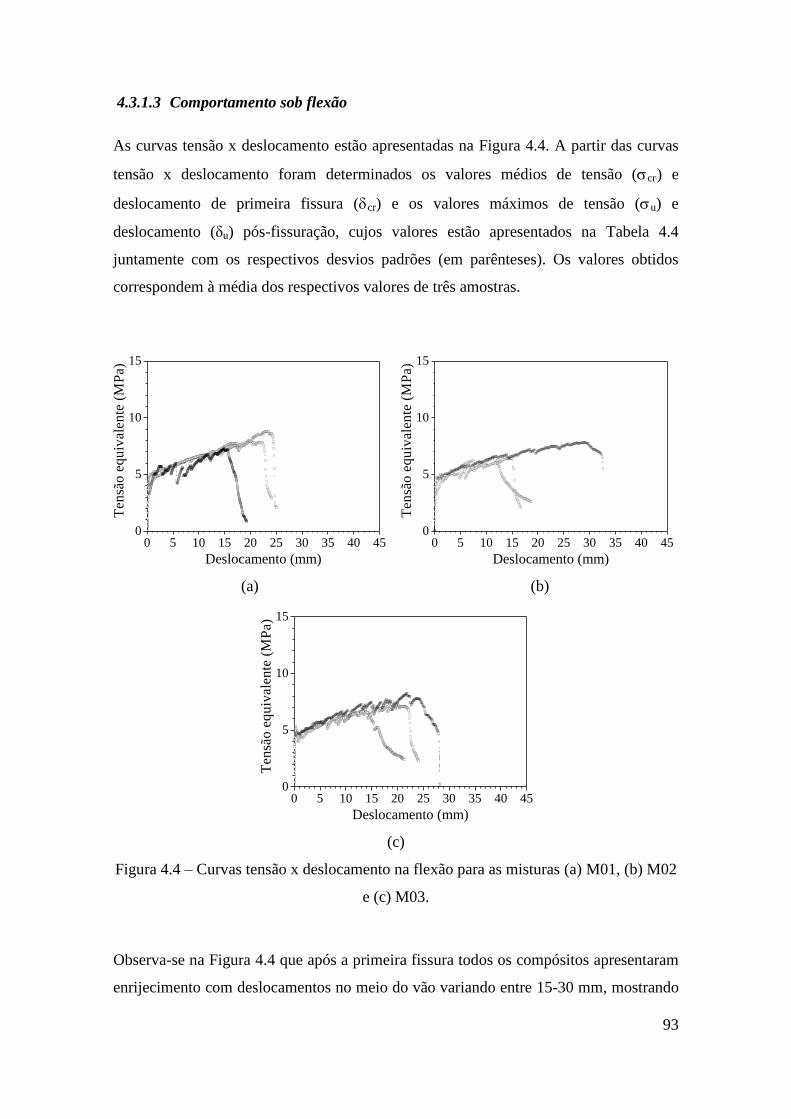
93
4.3.1.3 Comportamento sob flexão
As curvas tensão x deslocamento estão apresentadas na Figura 4.4. A partir das curvas
tensão x deslocamento foram determinados os valores médios de tensão (BcrB) e
deslocamento de primeira fissura (Bcr) e os valores máximos de tensão (Bu) e
deslocamento (δu) pós-fissuração, cujos valores estão apresentados na Tabela 4.4
juntamente com os respectivos desvios padrões (em parênteses). Os valores obtidos
correspondem à média dos respectivos valores de três amostras.
(a) (b)
(c)
Figura 4.4 – Curvas tensão x deslocamento na flexão para as misturas (a) M01, (b) M02
e (c) M03.
Observa-se na Figura 4.4 que após a primeira fissura todos os compósitos apresentaram
enrijecimento com deslocamentos no meio do vão variando entre 15-30 mm, mostrando
0 5 10 15 20 25 30 35 40 450
5
10
15
Ten
são
eq
uiv
alen
te (
MP
a)
Deslocamento (mm)
0 5 10 15 20 25 30 35 40 450
5
10
15
Ten
são
eq
uiv
alen
te (
MP
a)
Deslocamento (mm)
0 5 10 15 20 25 30 35 40 450
5
10
15
Ten
são
eq
uiv
alen
te (
MP
a)
Deslocamento (mm)
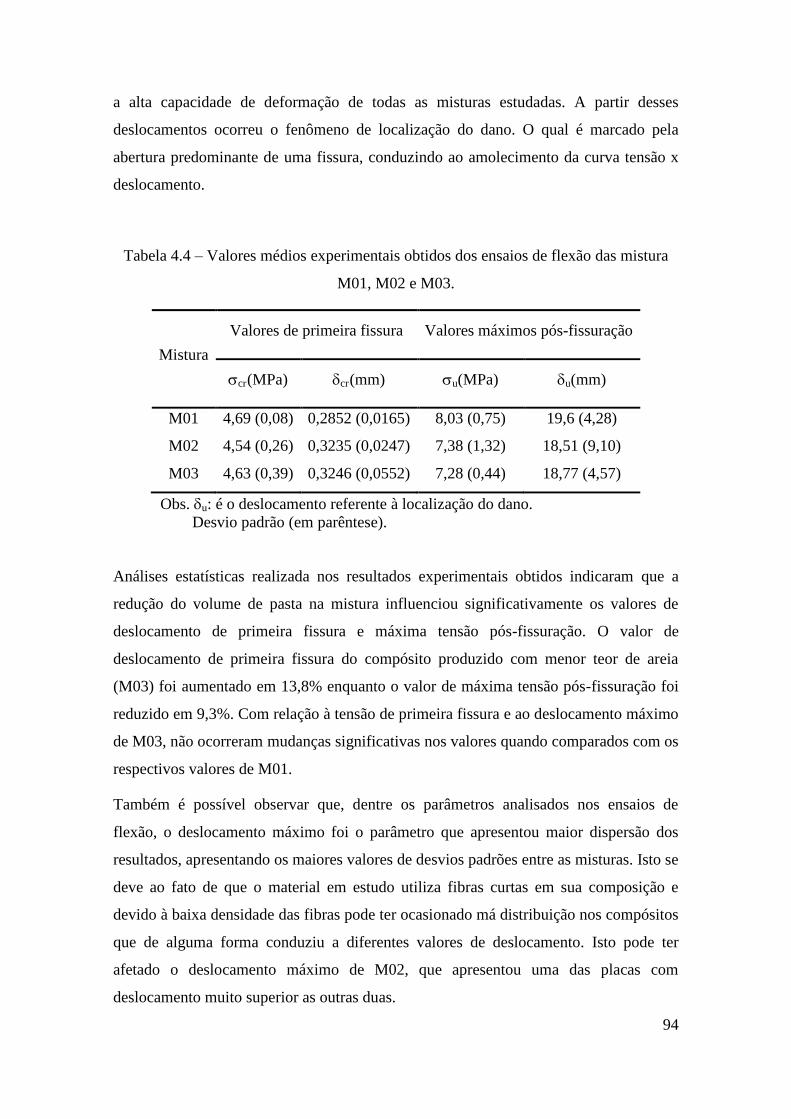
94
a alta capacidade de deformação de todas as misturas estudadas. A partir desses
deslocamentos ocorreu o fenômeno de localização do dano. O qual é marcado pela
abertura predominante de uma fissura, conduzindo ao amolecimento da curva tensão x
deslocamento.
Tabela 4.4 – Valores médios experimentais obtidos dos ensaios de flexão das mistura
M01, M02 e M03.
Mistura
Valores de primeira fissura Valores máximos pós-fissuração
crB(MPa) crB(mm) u(MPa) u(mm)
M01 4,69 (0,08) 0,2852 (0,0165) 8,03 (0,75) 19,6 (4,28)
M02 4,54 (0,26) 0,3235 (0,0247) 7,38 (1,32) 18,51 (9,10)
M03 4,63 (0,39) 0,3246 (0,0552) 7,28 (0,44) 18,77 (4,57)
Obs. u: é o deslocamento referente à localização do dano.
Desvio padrão (em parêntese).
Análises estatísticas realizada nos resultados experimentais obtidos indicaram que a
redução do volume de pasta na mistura influenciou significativamente os valores de
deslocamento de primeira fissura e máxima tensão pós-fissuração. O valor de
deslocamento de primeira fissura do compósito produzido com menor teor de areia
(M03) foi aumentado em 13,8% enquanto o valor de máxima tensão pós-fissuração foi
reduzido em 9,3%. Com relação à tensão de primeira fissura e ao deslocamento máximo
de M03, não ocorreram mudanças significativas nos valores quando comparados com os
respectivos valores de M01.
Também é possível observar que, dentre os parâmetros analisados nos ensaios de
flexão, o deslocamento máximo foi o parâmetro que apresentou maior dispersão dos
resultados, apresentando os maiores valores de desvios padrões entre as misturas. Isto se
deve ao fato de que o material em estudo utiliza fibras curtas em sua composição e
devido à baixa densidade das fibras pode ter ocasionado má distribuição nos compósitos
que de alguma forma conduziu a diferentes valores de deslocamento. Isto pode ter
afetado o deslocamento máximo de M02, que apresentou uma das placas com
deslocamento muito superior as outras duas.
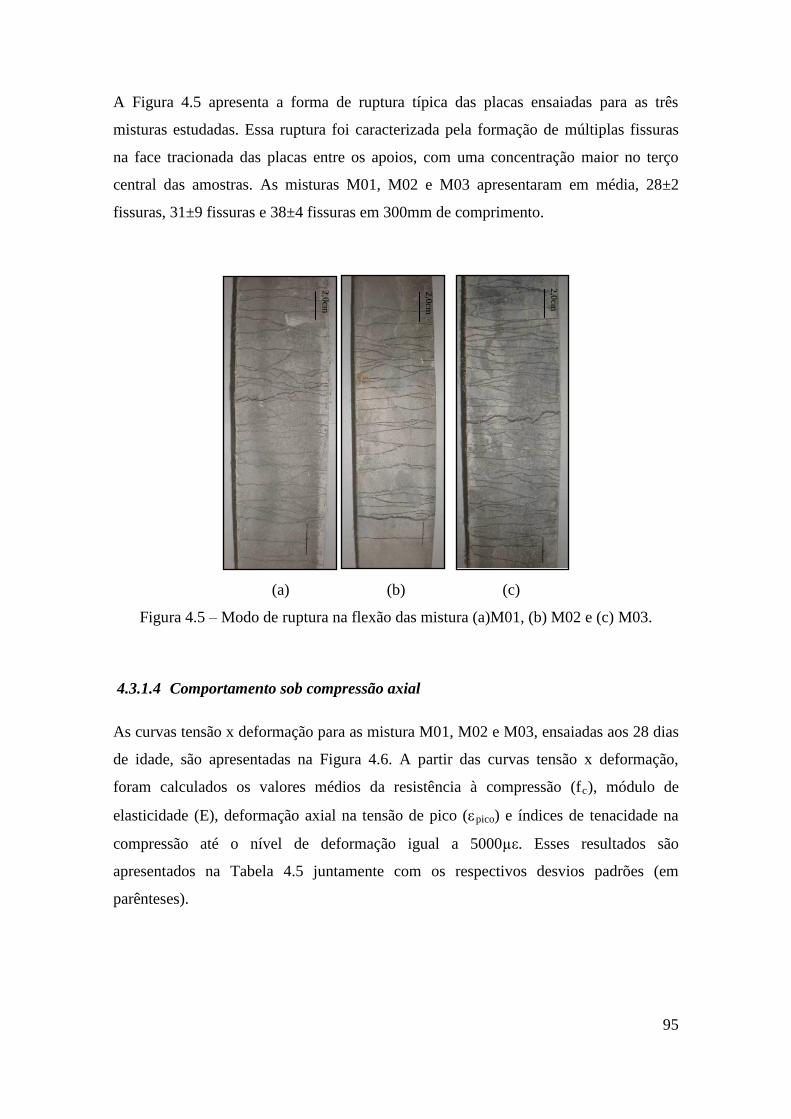
95
A Figura 4.5 apresenta a forma de ruptura típica das placas ensaiadas para as três
misturas estudadas. Essa ruptura foi caracterizada pela formação de múltiplas fissuras
na face tracionada das placas entre os apoios, com uma concentração maior no terço
central das amostras. As misturas M01, M02 e M03 apresentaram em média, 28±2
fissuras, 31±9 fissuras e 38±4 fissuras em 300mm de comprimento.
(a) (b) (c)
Figura 4.5 – Modo de ruptura na flexão das mistura (a)M01, (b) M02 e (c) M03.
4.3.1.4 Comportamento sob compressão axial
As curvas tensão x deformação para as mistura M01, M02 e M03, ensaiadas aos 28 dias
de idade, são apresentadas na Figura 4.6. A partir das curvas tensão x deformação,
foram calculados os valores médios da resistência à compressão (fBcB), módulo de
elasticidade (E), deformação axial na tensão de pico (Bpico) e índices de tenacidade na
compressão até o nível de deformação igual a 5000µε. Esses resultados são
apresentados na Tabela 4.5 juntamente com os respectivos desvios padrões (em
parênteses).
2,0
cm
2,0
cm
2,0
cm
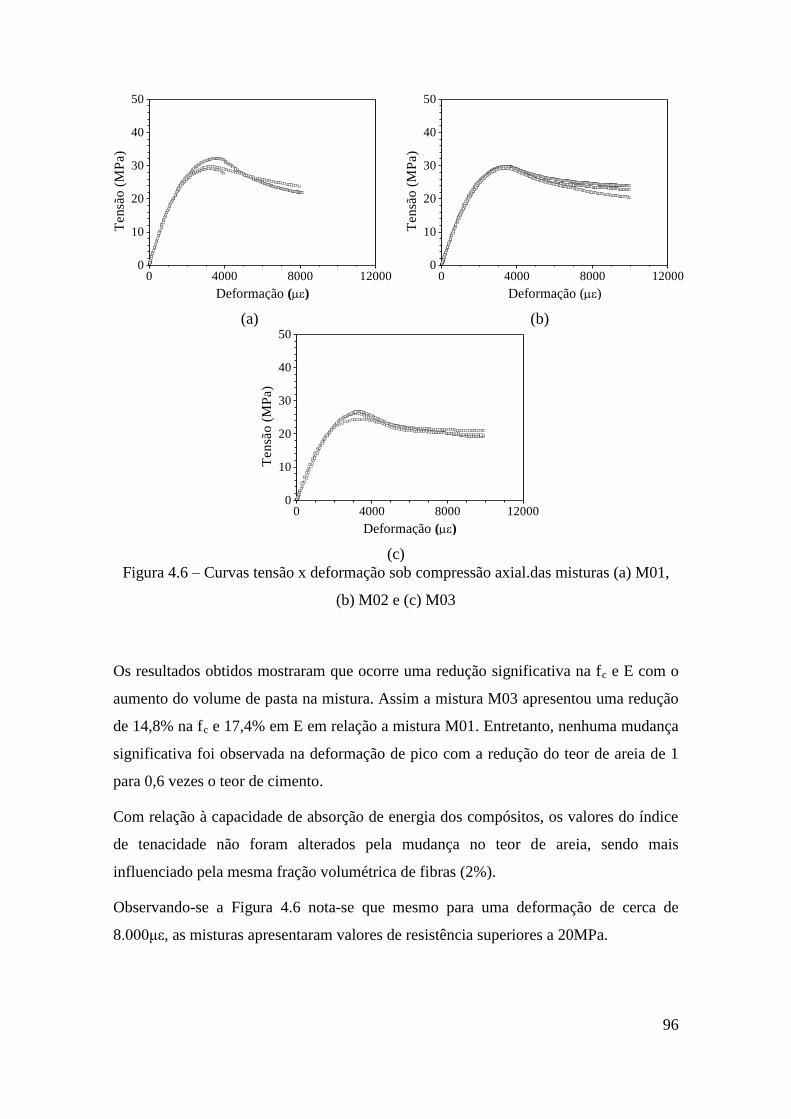
96
(a) (b)
(c)
Figura 4.6 – Curvas tensão x deformação sob compressão axial.das misturas (a) M01,
(b) M02 e (c) M03
Os resultados obtidos mostraram que ocorre uma redução significativa na fBc e E com o
aumento do volume de pasta na mistura. Assim a mistura M03 apresentou uma redução
de 14,8% na fBc e 17,4% em E em relação a mistura M01. Entretanto, nenhuma mudança
significativa foi observada na deformação de pico com a redução do teor de areia de 1
para 0,6 vezes o teor de cimento.
Com relação à capacidade de absorção de energia dos compósitos, os valores do índice
de tenacidade não foram alterados pela mudança no teor de areia, sendo mais
influenciado pela mesma fração volumétrica de fibras (2%).
Observando-se a Figura 4.6 nota-se que mesmo para uma deformação de cerca de
8.000με, as misturas apresentaram valores de resistência superiores a 20MPa.
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
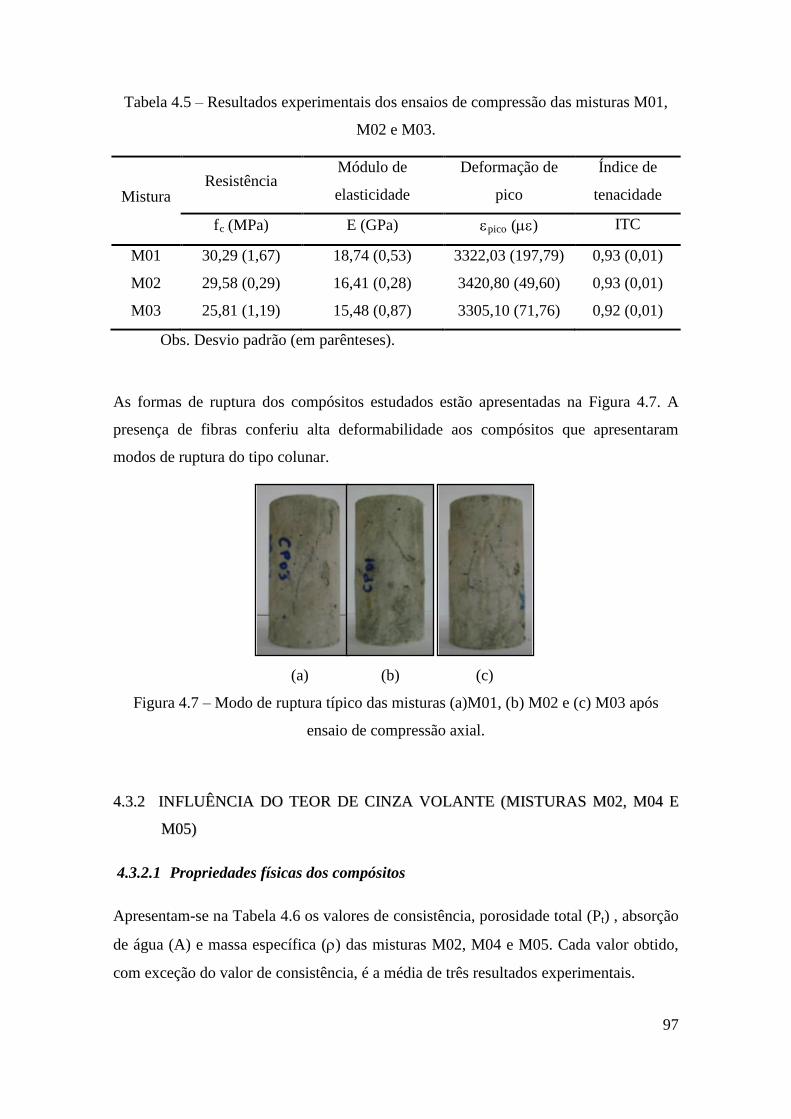
97
Tabela 4.5 – Resultados experimentais dos ensaios de compressão das misturas M01,
M02 e M03.
Mistura Resistência
Módulo de
elasticidade
Deformação de
pico
Índice de
tenacidade
fBc B(MPa) E (GPa) BpicoB () ITC
M01 30,29 (1,67) 18,74 (0,53) 3322,03 (197,79) 0,93 (0,01)
M02 29,58 (0,29) 16,41 (0,28) 3420,80 (49,60) 0,93 (0,01)
M03 25,81 (1,19) 15,48 (0,87) 3305,10 (71,76) 0,92 (0,01)
Obs. Desvio padrão (em parênteses).
As formas de ruptura dos compósitos estudados estão apresentadas na Figura 4.7. A
presença de fibras conferiu alta deformabilidade aos compósitos que apresentaram
modos de ruptura do tipo colunar.
(a) (b) (c)
Figura 4.7 – Modo de ruptura típico das misturas (a)M01, (b) M02 e (c) M03 após
ensaio de compressão axial.
44..33..22 IINNFFLLUUÊÊNNCCIIAA DDOO TTEEOORR DDEE CCIINNZZAA VVOOLLAANNTTEE ((MMIISSTTUURRAASS MM0022,, MM0044 EE
MM0055))
4.3.2.1 Propriedades físicas dos compósitos
Apresentam-se na Tabela 4.6 os valores de consistência, porosidade total (Pt) , absorção
de água (A) e massa específica () das misturas M02, M04 e M05. Cada valor obtido,
com exceção do valor de consistência, é a média de três resultados experimentais.
98
Tabela 4.6 – Propriedades físicas das mistura M02, M04 e M05.
Mistura Consistência (mm) Pt (%) A (%) (g/cmP
3P)
M02 275,0 18,37 (0,61) 10,43 (0,38) 1,76 (0,01)
M04 265,0 11,08 (0,29) 6,53 (0,12) 1,70 (0,01)
M05 305,0 7,20 (0,06) 3,74 (0,02) 1,92 (0,01)
Obs. Desvio padrão (em parênteses)
As misturas produzidas apresentaram boa consistência variando entre 265-305 mm com
boa dispersão das fibras, que pôde ser observado visualmente após espalhamento em
mesa.
Os resultados apresentados mostraram que ocorreu uma redução significativa na
porosidade e absorção de água com o aumento do teor de cinza volante das misturas. A
redução da porosidade total e absorção de água foram respectivamente iguais a 61% e
64% quando foi adicionado o teor de cinza volante equivalente a 1,2 vezes o teor de
cimento. Isto pode ser explicado pelo refinamento da mistura causado pela introdução
da cinza volante. O alto teor da cinza volante também melhorou a consistência e a
trabalhabilidade da mistura M05.
O uso do aditivo modificador de viscosidade e a ausência de cinza volante
proporcionaram aos compósitos M01, M02 e M03 (ver item4.3.1.1) maiores índice de
porosidade que os compósitos M04 e M05 (aproximadamente 50% em média).
Entretanto, a massa específica não foi muito inferior (aproximadamente 5% em média).
4.3.2.2 Comportamento sob tração direta
As curvas tensão x deformação das misturas M02, M04 e M05 na tração direta são
mostradas na Figura 4.8 e os valores médios da deformação (cc) e tensão de primeira
fissura (cc), máxima tensão pós-fissuração (pc) e capacidade de deformação (u),
obtidos a partir das curvas, são apresentados na Tabela 4.7 juntamente com os
respectivos desvios padrões (em parênteses). Cada valor obtido na tabela é o valor
médio de 3 amostras ensaiadas aos 28 dias.
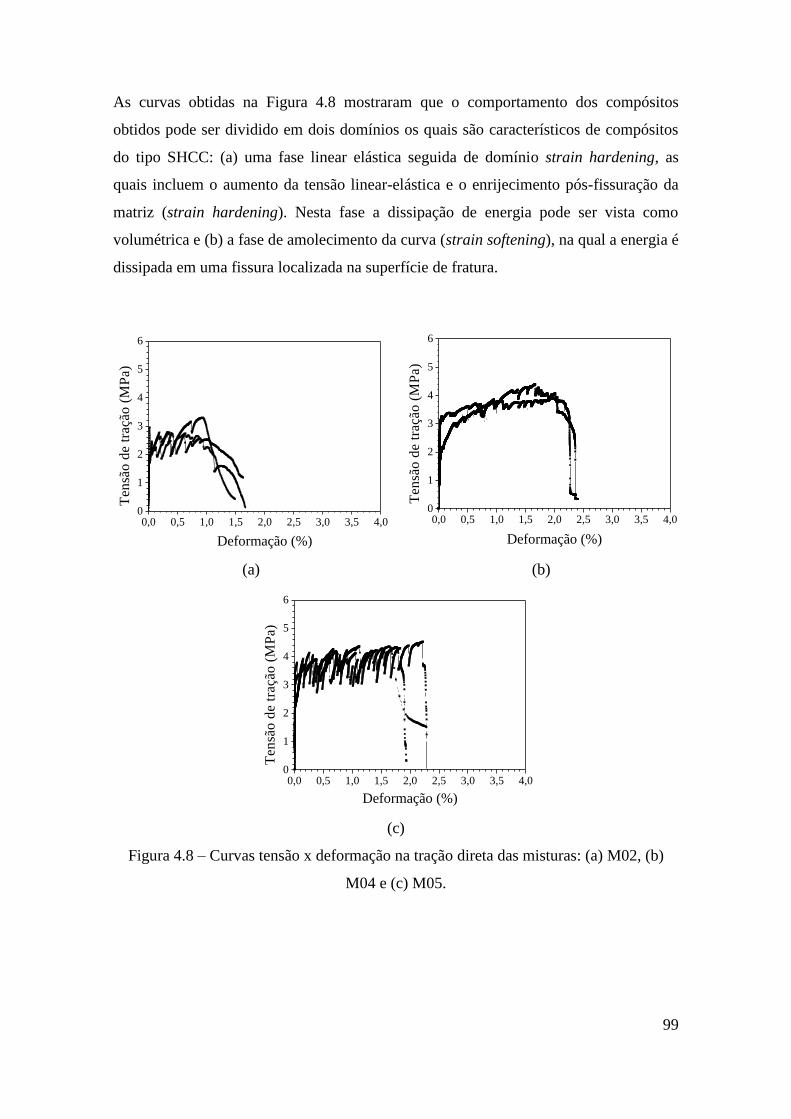
99
As curvas obtidas na Figura 4.8 mostraram que o comportamento dos compósitos
obtidos pode ser dividido em dois domínios os quais são característicos de compósitos
do tipo SHCC: (a) uma fase linear elástica seguida de domínio strain hardening, as
quais incluem o aumento da tensão linear-elástica e o enrijecimento pós-fissuração da
matriz (strain hardening). Nesta fase a dissipação de energia pode ser vista como
volumétrica e (b) a fase de amolecimento da curva (strain softening), na qual a energia é
dissipada em uma fissura localizada na superfície de fratura.
(a) (b)
(c)
Figura 4.8 – Curvas tensão x deformação na tração direta das misturas: (a) M02, (b)
M04 e (c) M05.
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,00
1
2
3
4
5
6
Ten
são
de
traç
ão (
MP
a)
Deformação (%)
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,00
1
2
3
4
5
6
Ten
são
de
traç
ão (
MP
a)
Deformação (%)
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,00
1
2
3
4
5
6
Ten
são
de
traç
ão (
MP
a)
Deformação (%)
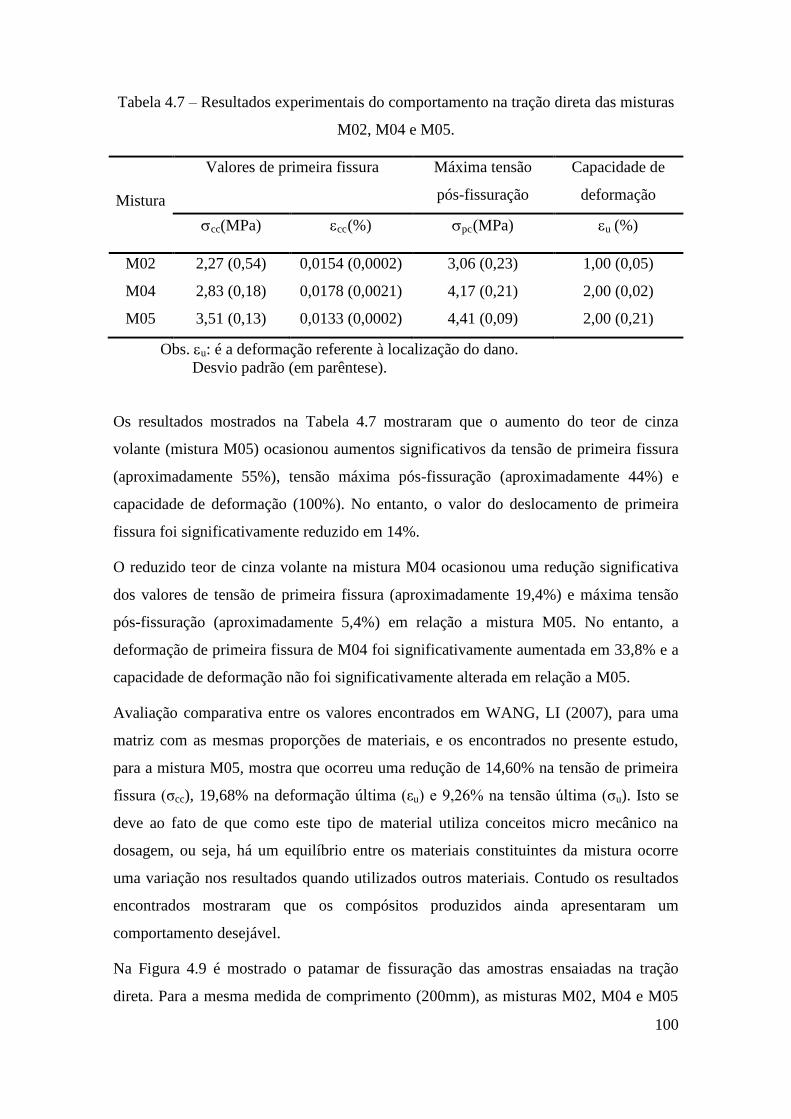
100
Tabela 4.7 – Resultados experimentais do comportamento na tração direta das misturas
M02, M04 e M05.
Mistura
Valores de primeira fissura Máxima tensão
pós-fissuração
Capacidade de
deformação
cc(MPa) ccB(%) pcB(MPa) u B(%)
M02 2,27 (0,54) 0,0154 (0,0002) 3,06 (0,23) 1,00 (0,05)
M04 2,83 (0,18) 0,0178 (0,0021) 4,17 (0,21) 2,00 (0,02)
M05 3,51 (0,13) 0,0133 (0,0002) 4,41 (0,09) 2,00 (0,21)
Obs. u: é a deformação referente à localização do dano.
Desvio padrão (em parêntese).
Os resultados mostrados na Tabela 4.7 mostraram que o aumento do teor de cinza
volante (mistura M05) ocasionou aumentos significativos da tensão de primeira fissura
(aproximadamente 55%), tensão máxima pós-fissuração (aproximadamente 44%) e
capacidade de deformação (100%). No entanto, o valor do deslocamento de primeira
fissura foi significativamente reduzido em 14%.
O reduzido teor de cinza volante na mistura M04 ocasionou uma redução significativa
dos valores de tensão de primeira fissura (aproximadamente 19,4%) e máxima tensão
pós-fissuração (aproximadamente 5,4%) em relação a mistura M05. No entanto, a
deformação de primeira fissura de M04 foi significativamente aumentada em 33,8% e a
capacidade de deformação não foi significativamente alterada em relação a M05.
Avaliação comparativa entre os valores encontrados em WANG, LI (2007), para uma
matriz com as mesmas proporções de materiais, e os encontrados no presente estudo,
para a mistura M05, mostra que ocorreu uma redução de 14,60% na tensão de primeira
fissura (ζcc), 19,68% na deformação última (εu) e 9,26% na tensão última (ζu). Isto se
deve ao fato de que como este tipo de material utiliza conceitos micro mecânico na
dosagem, ou seja, há um equilíbrio entre os materiais constituintes da mistura ocorre
uma variação nos resultados quando utilizados outros materiais. Contudo os resultados
encontrados mostraram que os compósitos produzidos ainda apresentaram um
comportamento desejável.
Na Figura 4.9 é mostrado o patamar de fissuração das amostras ensaiadas na tração
direta. Para a mesma medida de comprimento (200mm), as misturas M02, M04 e M05

101
apresentaram em média 14±6 fissuras, 17±4 fissuras e 18±2 fissuras, respectivamente.
Observa-se que, com exceção da mistura M02, a qual apresentou um patamar de
fissuração mais concentrado na região central, as demais misturas, apresentaram fissuras
distribuídas ao longo das amostras. Pode-se observar também que, o rompimento das
amostras ocorreu em diferentes pontos do vão das mesmas.
(a) (b)
(c)
Figura 4.9 – Forma de ruptura das amostras das misturas (a) M02, (b) M04 e (c) M05.
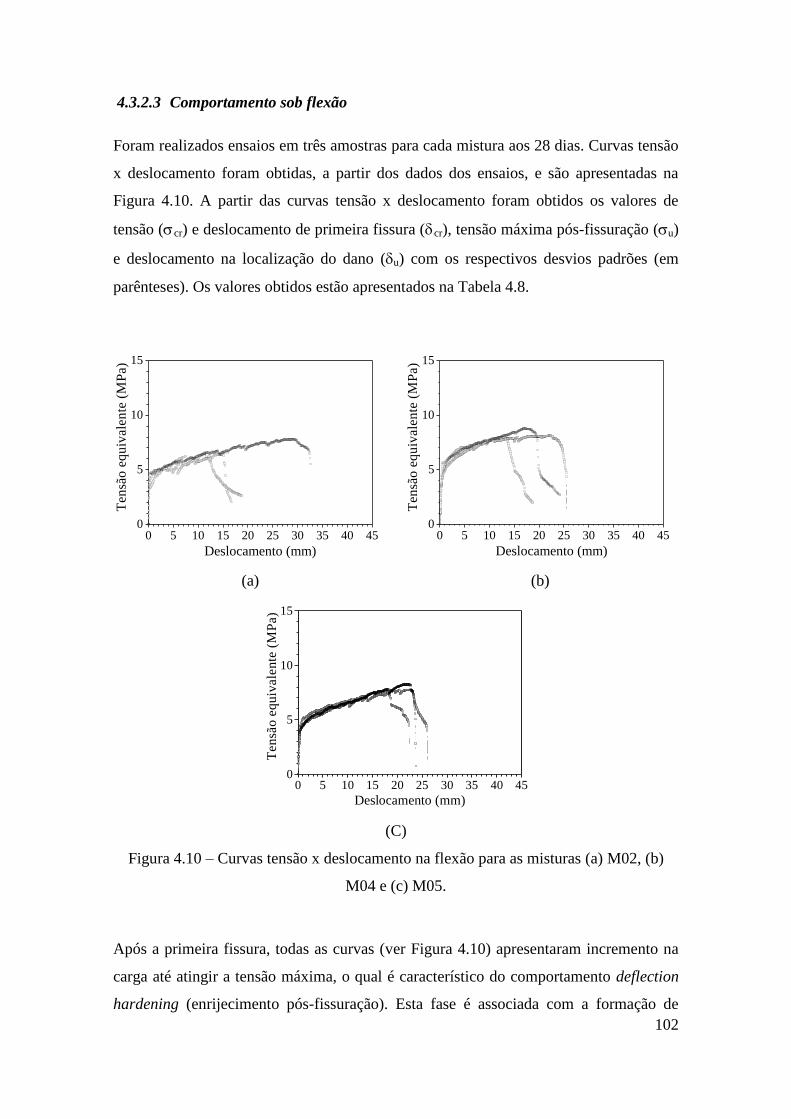
102
4.3.2.3 Comportamento sob flexão
Foram realizados ensaios em três amostras para cada mistura aos 28 dias. Curvas tensão
x deslocamento foram obtidas, a partir dos dados dos ensaios, e são apresentadas na
Figura 4.10. A partir das curvas tensão x deslocamento foram obtidos os valores de
tensão (Bcr) e deslocamento de primeira fissura (Bcr), tensão máxima pós-fissuração (u)
e deslocamento na localização do dano (u) com os respectivos desvios padrões (em
parênteses). Os valores obtidos estão apresentados na Tabela 4.8.
(a) (b)
(C)
Figura 4.10 – Curvas tensão x deslocamento na flexão para as misturas (a) M02, (b)
M04 e (c) M05.
Após a primeira fissura, todas as curvas (ver Figura 4.10) apresentaram incremento na
carga até atingir a tensão máxima, o qual é característico do comportamento deflection
hardening (enrijecimento pós-fissuração). Esta fase é associada com a formação de
0 5 10 15 20 25 30 35 40 450
5
10
15
Ten
são
eq
uiv
alen
te (
MP
a)
Deslocamento (mm)
0 5 10 15 20 25 30 35 40 450
5
10
15
Ten
são
eq
uiv
alen
te (
MP
a)
Deslocamento (mm)
0 5 10 15 20 25 30 35 40 450
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
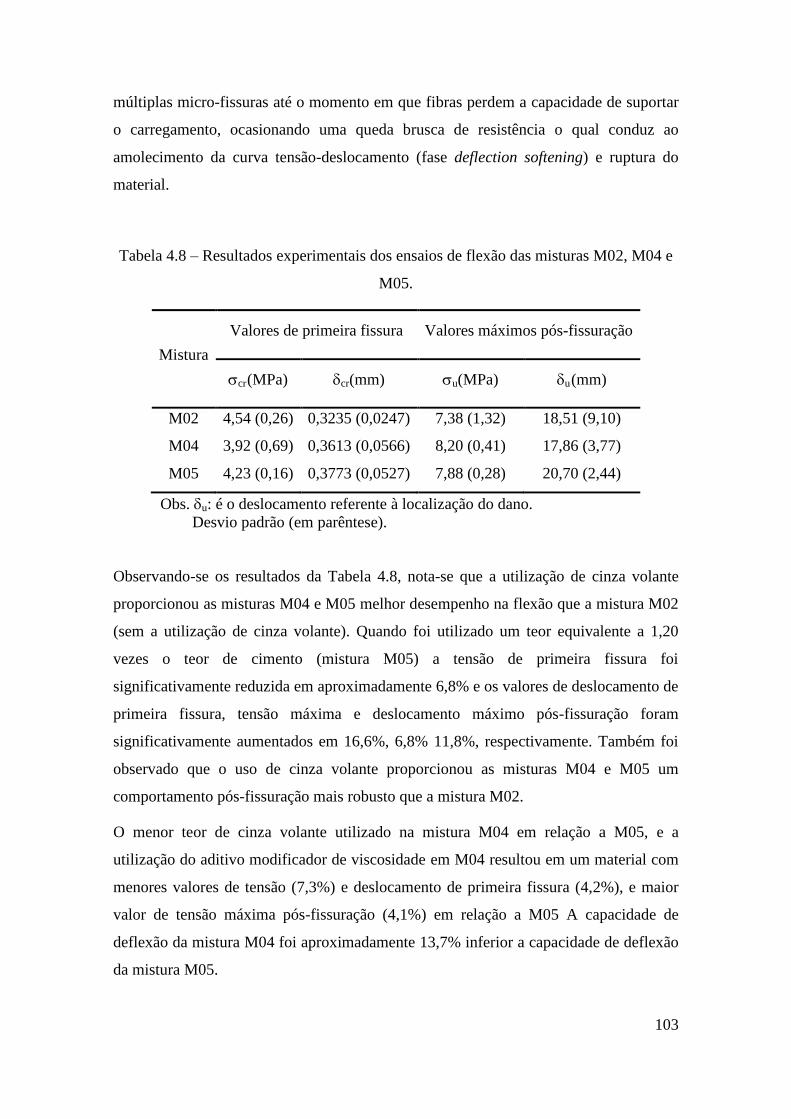
103
múltiplas micro-fissuras até o momento em que fibras perdem a capacidade de suportar
o carregamento, ocasionando uma queda brusca de resistência o qual conduz ao
amolecimento da curva tensão-deslocamento (fase deflection softening) e ruptura do
material.
Tabela 4.8 – Resultados experimentais dos ensaios de flexão das misturas M02, M04 e
M05.
Mistura
Valores de primeira fissura Valores máximos pós-fissuração
crB(MPa) cr(mm) u(MPa) uB(mm)
M02 4,54 (0,26) 0,3235 (0,0247) 7,38 (1,32) 18,51 (9,10)
M04 3,92 (0,69) 0,3613 (0,0566) 8,20 (0,41) 17,86 (3,77)
M05 4,23 (0,16) 0,3773 (0,0527) 7,88 (0,28) 20,70 (2,44)
Obs. u: é o deslocamento referente à localização do dano.
Desvio padrão (em parêntese).
Observando-se os resultados da Tabela 4.8, nota-se que a utilização de cinza volante
proporcionou as misturas M04 e M05 melhor desempenho na flexão que a mistura M02
(sem a utilização de cinza volante). Quando foi utilizado um teor equivalente a 1,20
vezes o teor de cimento (mistura M05) a tensão de primeira fissura foi
significativamente reduzida em aproximadamente 6,8% e os valores de deslocamento de
primeira fissura, tensão máxima e deslocamento máximo pós-fissuração foram
significativamente aumentados em 16,6%, 6,8% 11,8%, respectivamente. Também foi
observado que o uso de cinza volante proporcionou as misturas M04 e M05 um
comportamento pós-fissuração mais robusto que a mistura M02.
O menor teor de cinza volante utilizado na mistura M04 em relação a M05, e a
utilização do aditivo modificador de viscosidade em M04 resultou em um material com
menores valores de tensão (7,3%) e deslocamento de primeira fissura (4,2%), e maior
valor de tensão máxima pós-fissuração (4,1%) em relação a M05 A capacidade de
deflexão da mistura M04 foi aproximadamente 13,7% inferior a capacidade de deflexão
da mistura M05.
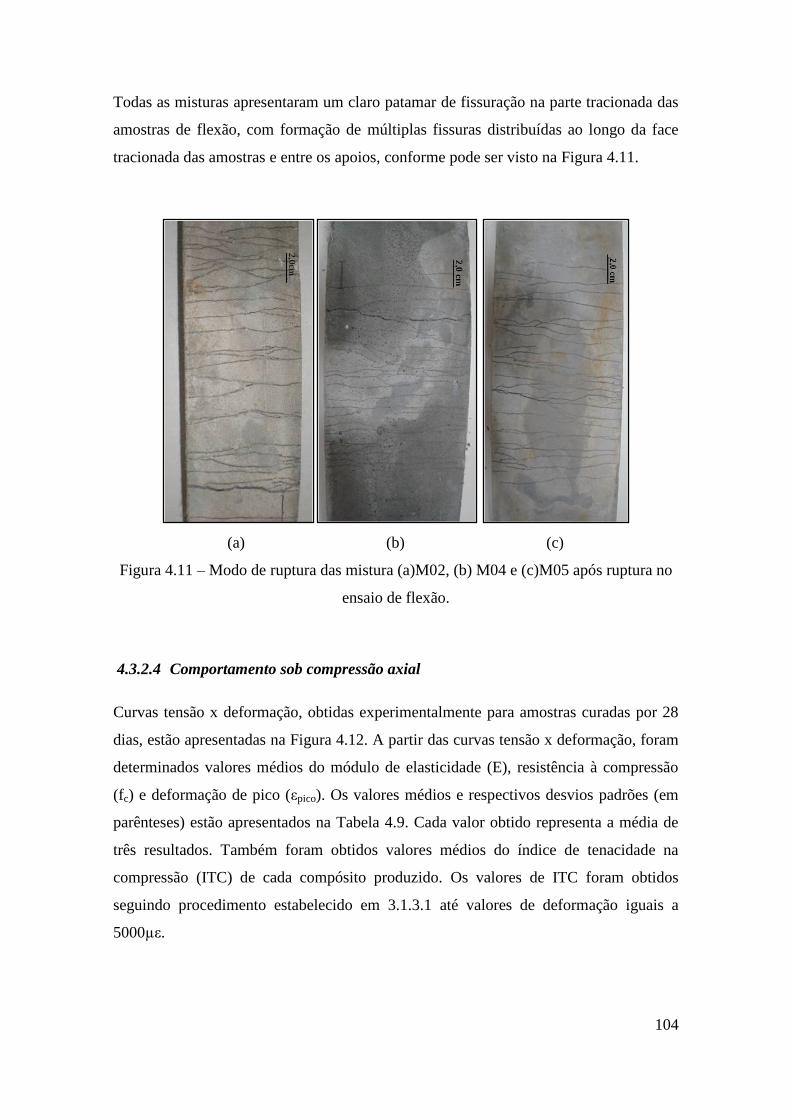
104
Todas as misturas apresentaram um claro patamar de fissuração na parte tracionada das
amostras de flexão, com formação de múltiplas fissuras distribuídas ao longo da face
tracionada das amostras e entre os apoios, conforme pode ser visto na Figura 4.11.
(a) (b) (c)
Figura 4.11 – Modo de ruptura das mistura (a)M02, (b) M04 e (c)M05 após ruptura no
ensaio de flexão.
4.3.2.4 Comportamento sob compressão axial
Curvas tensão x deformação, obtidas experimentalmente para amostras curadas por 28
dias, estão apresentadas na Figura 4.12. A partir das curvas tensão x deformação, foram
determinados valores médios do módulo de elasticidade (E), resistência à compressão
(fc) e deformação de pico (εpico). Os valores médios e respectivos desvios padrões (em
parênteses) estão apresentados na Tabela 4.9. Cada valor obtido representa a média de
três resultados. Também foram obtidos valores médios do índice de tenacidade na
compressão (ITC) de cada compósito produzido. Os valores de ITC foram obtidos
seguindo procedimento estabelecido em 3.1.3.1 até valores de deformação iguais a
5000µε.
2,0
cm
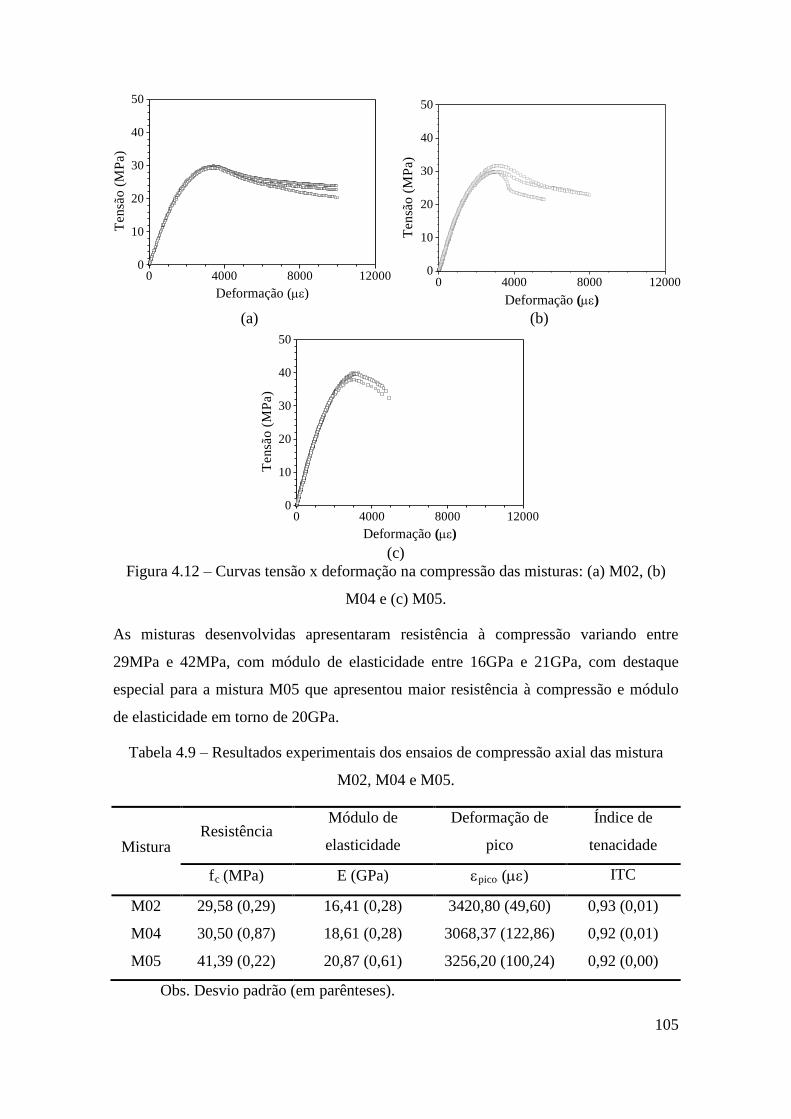
105
(a) (b)
(c)
Figura 4.12 – Curvas tensão x deformação na compressão das misturas: (a) M02, (b)
M04 e (c) M05.
As misturas desenvolvidas apresentaram resistência à compressão variando entre
29MPa e 42MPa, com módulo de elasticidade entre 16GPa e 21GPa, com destaque
especial para a mistura M05 que apresentou maior resistência à compressão e módulo
de elasticidade em torno de 20GPa.
Tabela 4.9 – Resultados experimentais dos ensaios de compressão axial das mistura
M02, M04 e M05.
Mistura Resistência
Módulo de
elasticidade
Deformação de
pico
Índice de
tenacidade
fBc B(MPa) E (GPa) BpicoB () ITC
M02 29,58 (0,29) 16,41 (0,28) 3420,80 (49,60) 0,93 (0,01)
M04 30,50 (0,87) 18,61 (0,28) 3068,37 (122,86) 0,92 (0,01)
M05 41,39 (0,22) 20,87 (0,61) 3256,20 (100,24) 0,92 (0,00)
Obs. Desvio padrão (em parênteses).
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()0 4000 8000 12000
0
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
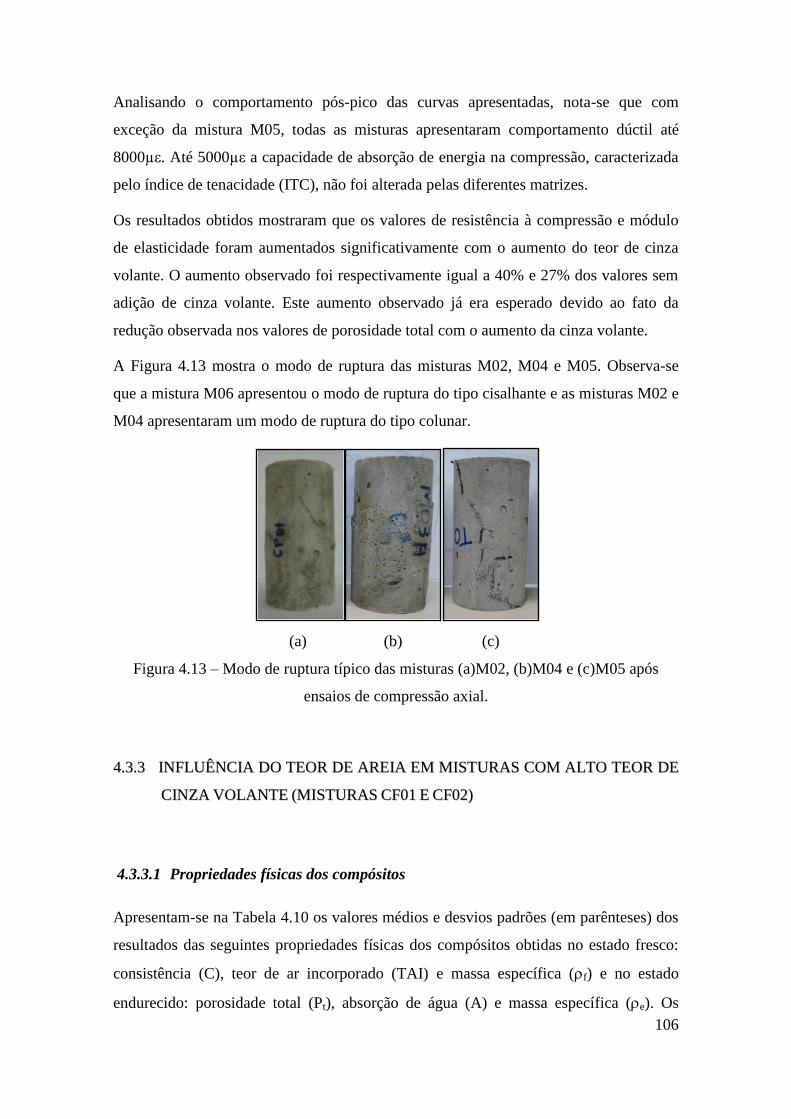
106
Analisando o comportamento pós-pico das curvas apresentadas, nota-se que com
exceção da mistura M05, todas as misturas apresentaram comportamento dúctil até
8000µε. Até 5000µε a capacidade de absorção de energia na compressão, caracterizada
pelo índice de tenacidade (ITC), não foi alterada pelas diferentes matrizes.
Os resultados obtidos mostraram que os valores de resistência à compressão e módulo
de elasticidade foram aumentados significativamente com o aumento do teor de cinza
volante. O aumento observado foi respectivamente igual a 40% e 27% dos valores sem
adição de cinza volante. Este aumento observado já era esperado devido ao fato da
redução observada nos valores de porosidade total com o aumento da cinza volante.
A Figura 4.13 mostra o modo de ruptura das misturas M02, M04 e M05. Observa-se
que a mistura M06 apresentou o modo de ruptura do tipo cisalhante e as misturas M02 e
M04 apresentaram um modo de ruptura do tipo colunar.
(a) (b) (c)
Figura 4.13 – Modo de ruptura típico das misturas (a)M02, (b)M04 e (c)M05 após
ensaios de compressão axial.
44..33..33 IINNFFLLUUÊÊNNCCIIAA DDOO TTEEOORR DDEE AARREEIIAA EEMM MMIISSTTUURRAASS CCOOMM AALLTTOO TTEEOORR DDEE
CCIINNZZAA VVOOLLAANNTTEE ((MMIISSTTUURRAASS CCFF0011 EE CCFF0022))
4.3.3.1 Propriedades físicas dos compósitos
Apresentam-se na Tabela 4.10 os valores médios e desvios padrões (em parênteses) dos
resultados das seguintes propriedades físicas dos compósitos obtidas no estado fresco:
consistência (C), teor de ar incorporado (TAI) e massa específica (f) e no estado
endurecido: porosidade total (Pt), absorção de água (A) e massa específica (e). Os
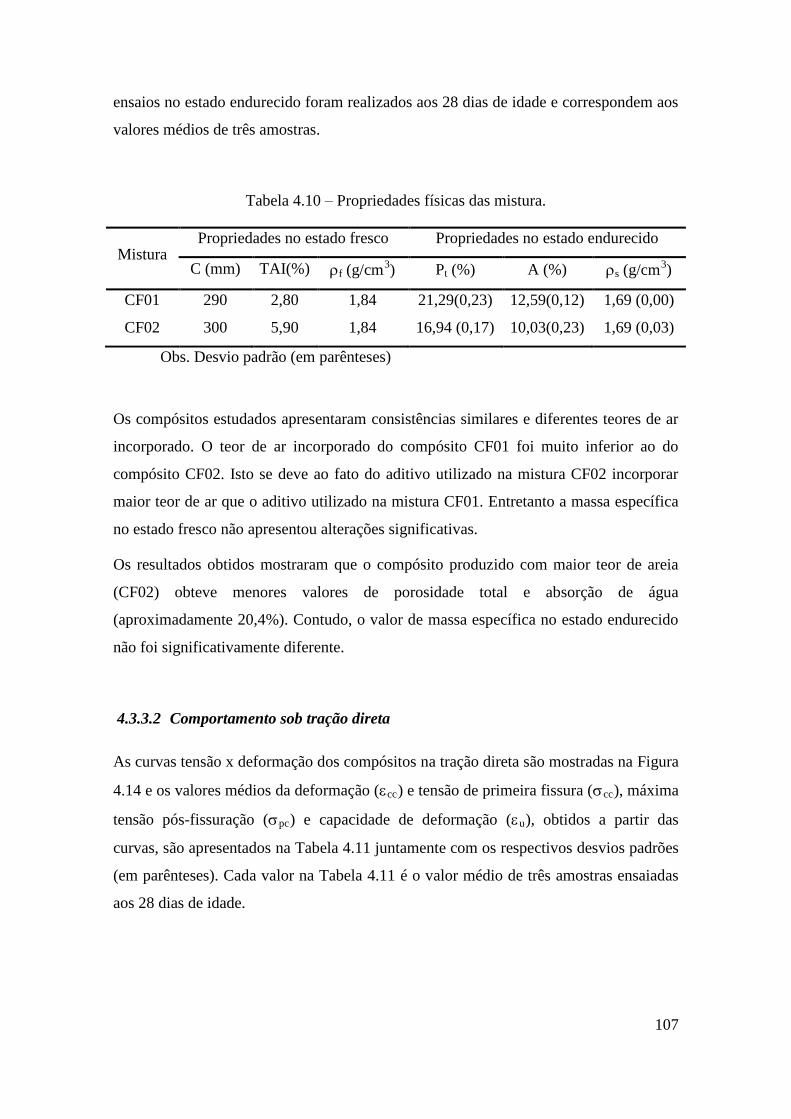
107
ensaios no estado endurecido foram realizados aos 28 dias de idade e correspondem aos
valores médios de três amostras.
Tabela 4.10 – Propriedades físicas das mistura.
Mistura Propriedades no estado fresco Propriedades no estado endurecido
C (mm) TAI(%) f (g/cmP
3) Pt (%) A (%) s (g/cmP
3)
CF01 290 2,80 1,84 21,29(0,23) 12,59(0,12) 1,69 (0,00)
CF02 300 5,90 1,84 16,94 (0,17) 10,03(0,23) 1,69 (0,03)
Obs. Desvio padrão (em parênteses)
Os compósitos estudados apresentaram consistências similares e diferentes teores de ar
incorporado. O teor de ar incorporado do compósito CF01 foi muito inferior ao do
compósito CF02. Isto se deve ao fato do aditivo utilizado na mistura CF02 incorporar
maior teor de ar que o aditivo utilizado na mistura CF01. Entretanto a massa específica
no estado fresco não apresentou alterações significativas.
Os resultados obtidos mostraram que o compósito produzido com maior teor de areia
(CF02) obteve menores valores de porosidade total e absorção de água
(aproximadamente 20,4%). Contudo, o valor de massa específica no estado endurecido
não foi significativamente diferente.
4.3.3.2 Comportamento sob tração direta
As curvas tensão x deformação dos compósitos na tração direta são mostradas na Figura
4.14 e os valores médios da deformação (BccB) e tensão de primeira fissura (BccB), máxima
tensão pós-fissuração (BpcB) e capacidade de deformação (BuB), obtidos a partir das
curvas, são apresentados na Tabela 4.11 juntamente com os respectivos desvios padrões
(em parênteses). Cada valor na Tabela 4.11 é o valor médio de três amostras ensaiadas
aos 28 dias de idade.
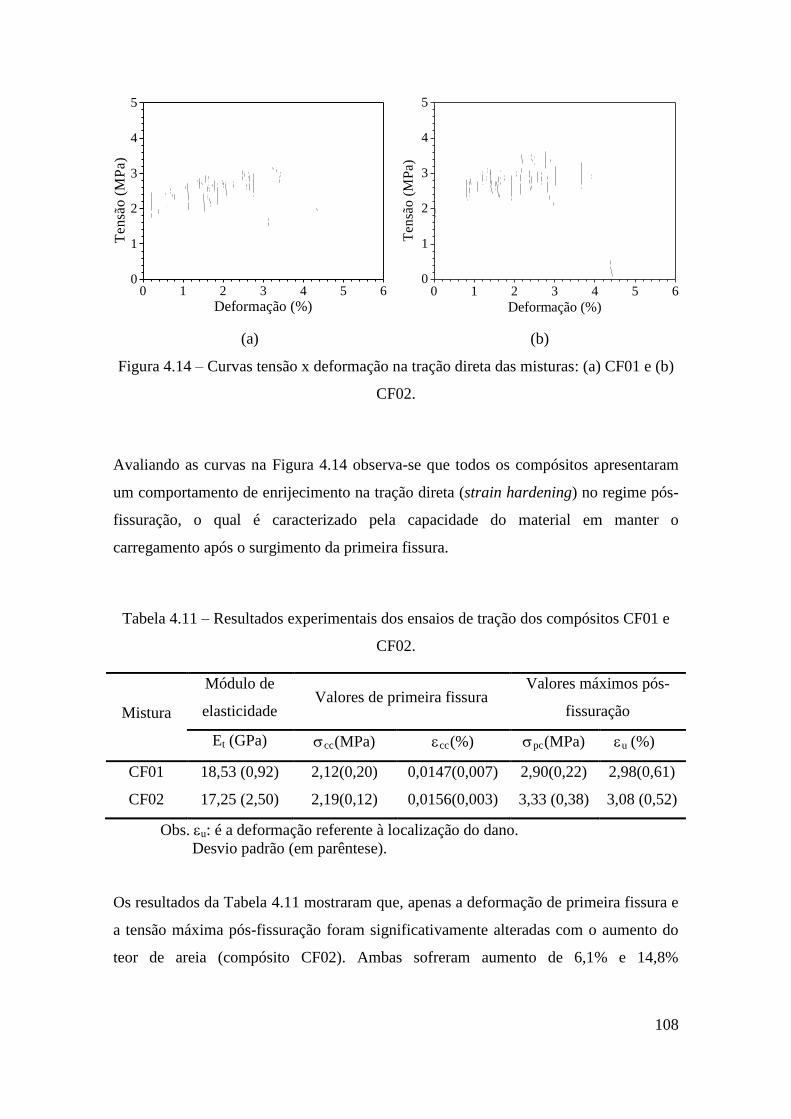
108
(a) (b)
Figura 4.14 – Curvas tensão x deformação na tração direta das misturas: (a) CF01 e (b)
CF02.
Avaliando as curvas na Figura 4.14 observa-se que todos os compósitos apresentaram
um comportamento de enrijecimento na tração direta (strain hardening) no regime pós-
fissuração, o qual é caracterizado pela capacidade do material em manter o
carregamento após o surgimento da primeira fissura.
Tabela 4.11 – Resultados experimentais dos ensaios de tração dos compósitos CF01 e
CF02.
Mistura
Módulo de
elasticidade Valores de primeira fissura
Valores máximos pós-
fissuração
Et (GPa) BccB(MPa) BccB(%) BpcB(MPa) Bu B(%)
CF01 18,53 (0,92) 2,12(0,20) 0,0147(0,007) 2,90(0,22) 2,98(0,61)
CF02 17,25 (2,50) 2,19(0,12) 0,0156(0,003) 3,33 (0,38) 3,08 (0,52)
Obs. u: é a deformação referente à localização do dano.
Desvio padrão (em parêntese).
Os resultados da Tabela 4.11 mostraram que, apenas a deformação de primeira fissura e
a tensão máxima pós-fissuração foram significativamente alteradas com o aumento do
teor de areia (compósito CF02). Ambas sofreram aumento de 6,1% e 14,8%
0 1 2 3 4 5 60
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)0 1 2 3 4 5 6
0
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)
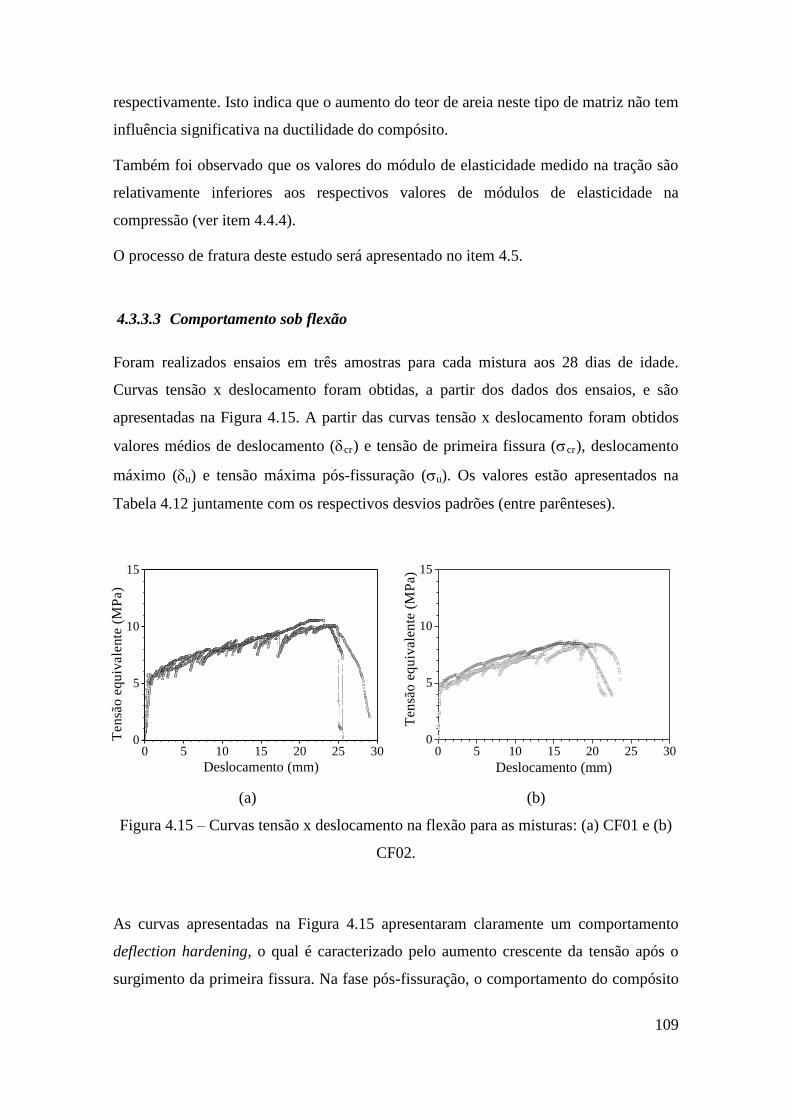
109
respectivamente. Isto indica que o aumento do teor de areia neste tipo de matriz não tem
influência significativa na ductilidade do compósito.
Também foi observado que os valores do módulo de elasticidade medido na tração são
relativamente inferiores aos respectivos valores de módulos de elasticidade na
compressão (ver item 4.4.4).
O processo de fratura deste estudo será apresentado no item 4.5.
4.3.3.3 Comportamento sob flexão
Foram realizados ensaios em três amostras para cada mistura aos 28 dias de idade.
Curvas tensão x deslocamento foram obtidas, a partir dos dados dos ensaios, e são
apresentadas na Figura 4.15. A partir das curvas tensão x deslocamento foram obtidos
valores médios de deslocamento (BcrB) e tensão de primeira fissura (BcrB), deslocamento
máximo (u) e tensão máxima pós-fissuração (u). Os valores estão apresentados na
Tabela 4.12 juntamente com os respectivos desvios padrões (entre parênteses).
(a) (b)
Figura 4.15 – Curvas tensão x deslocamento na flexão para as misturas: (a) CF01 e (b)
CF02.
As curvas apresentadas na Figura 4.15 apresentaram claramente um comportamento
deflection hardening, o qual é caracterizado pelo aumento crescente da tensão após o
surgimento da primeira fissura. Na fase pós-fissuração, o comportamento do compósito
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
alen
te (
MP
a)
Deslocamento (mm)
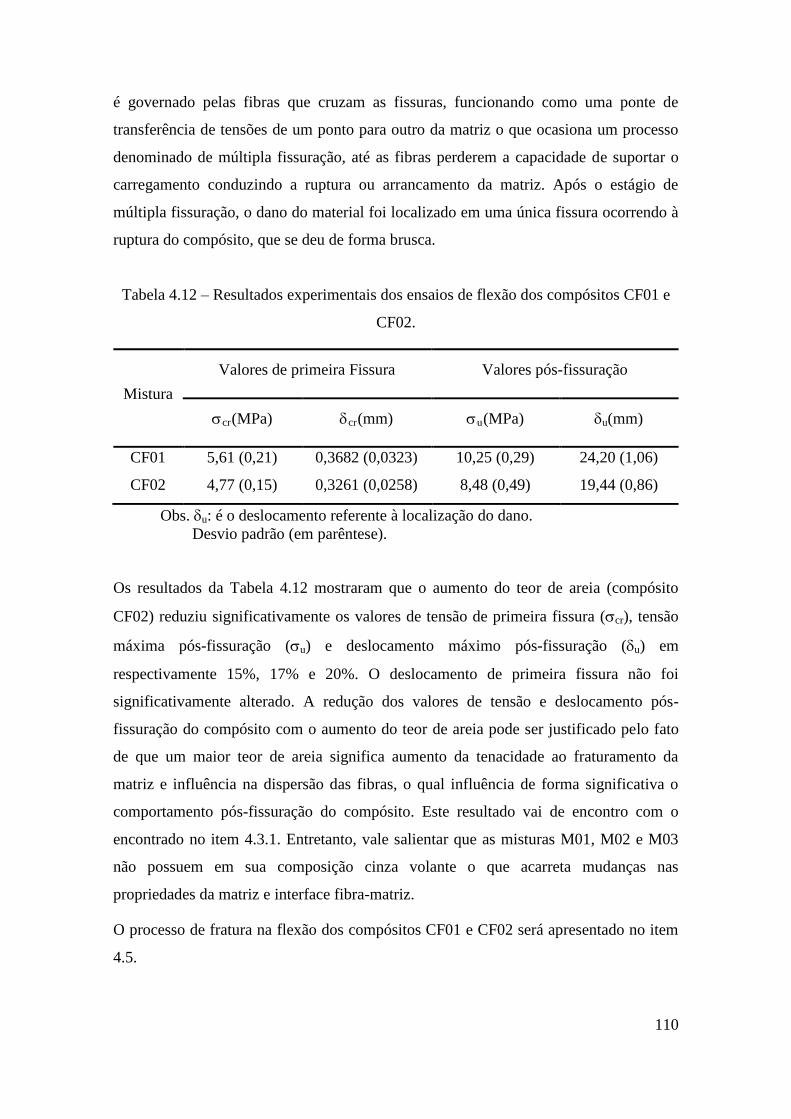
110
é governado pelas fibras que cruzam as fissuras, funcionando como uma ponte de
transferência de tensões de um ponto para outro da matriz o que ocasiona um processo
denominado de múltipla fissuração, até as fibras perderem a capacidade de suportar o
carregamento conduzindo a ruptura ou arrancamento da matriz. Após o estágio de
múltipla fissuração, o dano do material foi localizado em uma única fissura ocorrendo à
ruptura do compósito, que se deu de forma brusca.
Tabela 4.12 – Resultados experimentais dos ensaios de flexão dos compósitos CF01 e
CF02.
Mistura
Valores de primeira Fissura Valores pós-fissuração
BcrB(MPa) BcrB(mm) BuB(MPa) u(mm)
CF01 5,61 (0,21) 0,3682 (0,0323) 10,25 (0,29) 24,20 (1,06)
CF02 4,77 (0,15) 0,3261 (0,0258) 8,48 (0,49) 19,44 (0,86)
Obs. u: é o deslocamento referente à localização do dano.
Desvio padrão (em parêntese).
Os resultados da Tabela 4.12 mostraram que o aumento do teor de areia (compósito
CF02) reduziu significativamente os valores de tensão de primeira fissura (cr), tensão
máxima pós-fissuração (u) e deslocamento máximo pós-fissuração (u) em
respectivamente 15%, 17% e 20%. O deslocamento de primeira fissura não foi
significativamente alterado. A redução dos valores de tensão e deslocamento pós-
fissuração do compósito com o aumento do teor de areia pode ser justificado pelo fato
de que um maior teor de areia significa aumento da tenacidade ao fraturamento da
matriz e influência na dispersão das fibras, o qual influência de forma significativa o
comportamento pós-fissuração do compósito. Este resultado vai de encontro com o
encontrado no item 4.3.1. Entretanto, vale salientar que as misturas M01, M02 e M03
não possuem em sua composição cinza volante o que acarreta mudanças nas
propriedades da matriz e interface fibra-matriz.
O processo de fratura na flexão dos compósitos CF01 e CF02 será apresentado no item
4.5.
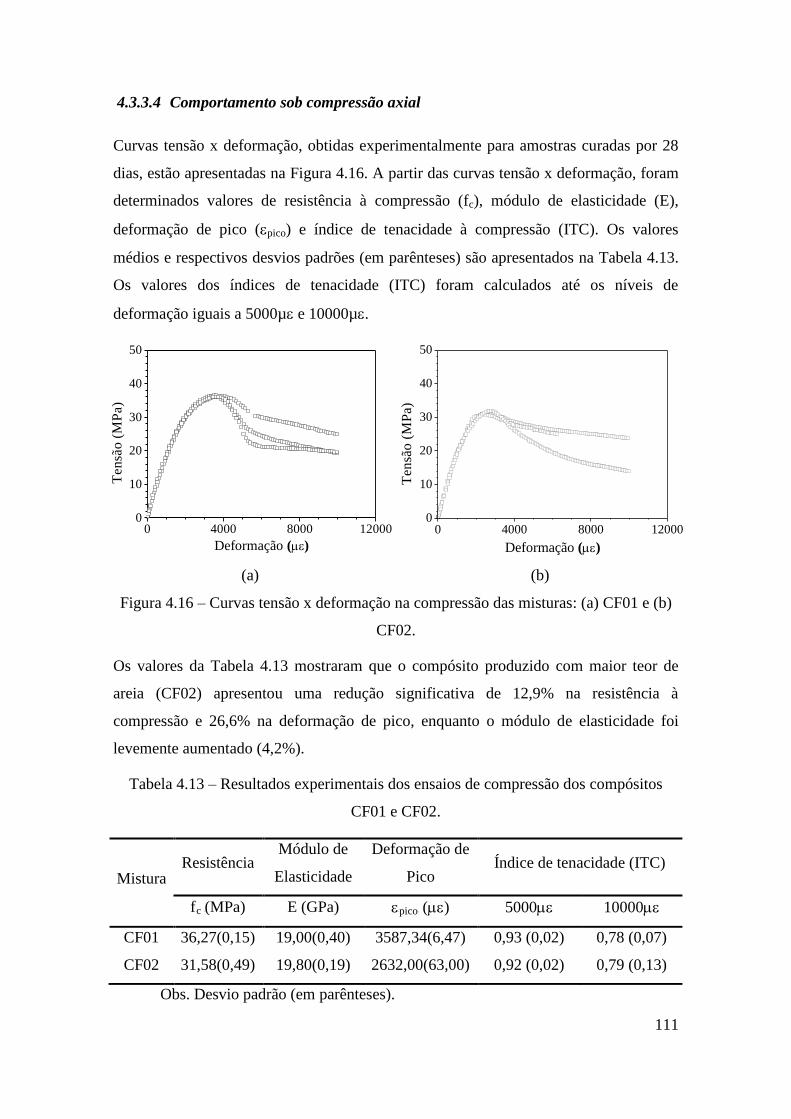
111
4.3.3.4 Comportamento sob compressão axial
Curvas tensão x deformação, obtidas experimentalmente para amostras curadas por 28
dias, estão apresentadas na Figura 4.16. A partir das curvas tensão x deformação, foram
determinados valores de resistência à compressão (fc), módulo de elasticidade (E),
deformação de pico (pico) e índice de tenacidade à compressão (ITC). Os valores
médios e respectivos desvios padrões (em parênteses) são apresentados na Tabela 4.13.
Os valores dos índices de tenacidade (ITC) foram calculados até os níveis de
deformação iguais a 5000µ e 10000µ.
(a) (b)
Figura 4.16 – Curvas tensão x deformação na compressão das misturas: (a) CF01 e (b)
CF02.
Os valores da Tabela 4.13 mostraram que o compósito produzido com maior teor de
areia (CF02) apresentou uma redução significativa de 12,9% na resistência à
compressão e 26,6% na deformação de pico, enquanto o módulo de elasticidade foi
levemente aumentado (4,2%).
Tabela 4.13 – Resultados experimentais dos ensaios de compressão dos compósitos
CF01 e CF02.
Mistura Resistência
Módulo de
Elasticidade
Deformação de
Pico Índice de tenacidade (ITC)
fBc B(MPa) E (GPa) BpicoB () 5000 10000
CF01 36,27(0,15) 19,00(0,40) 3587,34(6,47) 0,93 (0,02) 0,78 (0,07)
CF02 31,58(0,49) 19,80(0,19) 2632,00(63,00) 0,92 (0,02) 0,79 (0,13)
Obs. Desvio padrão (em parênteses).
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
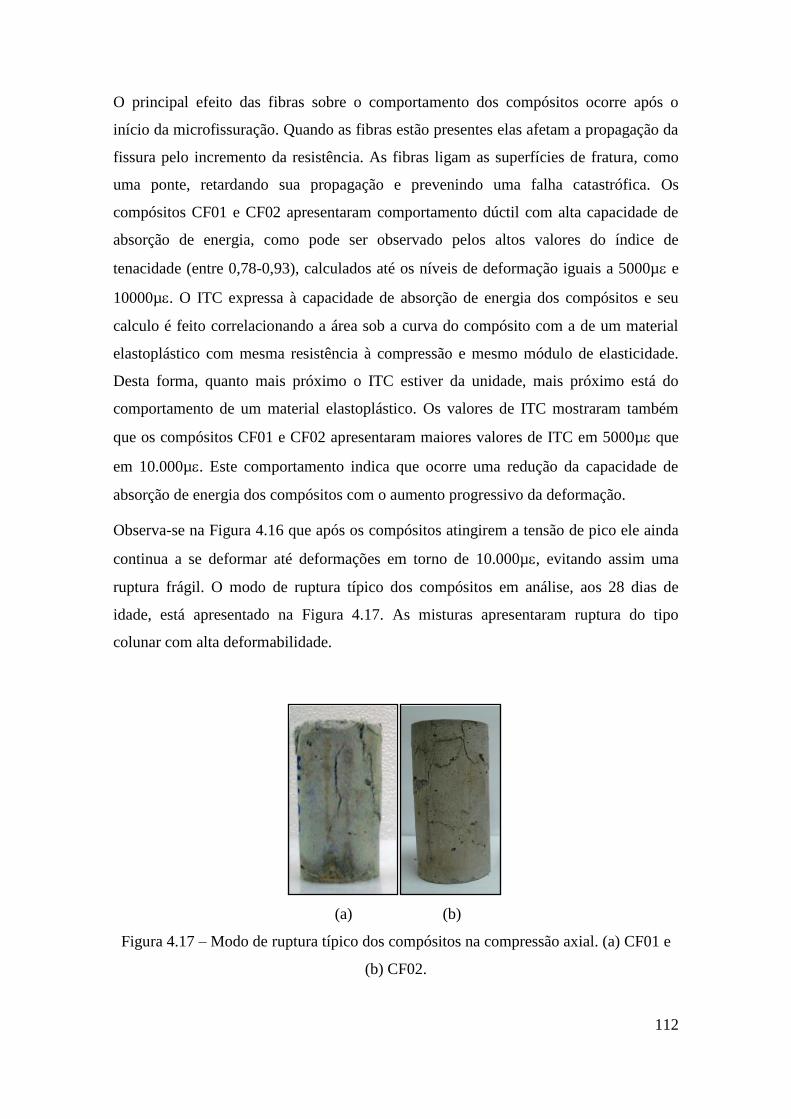
112
O principal efeito das fibras sobre o comportamento dos compósitos ocorre após o
início da microfissuração. Quando as fibras estão presentes elas afetam a propagação da
fissura pelo incremento da resistência. As fibras ligam as superfícies de fratura, como
uma ponte, retardando sua propagação e prevenindo uma falha catastrófica. Os
compósitos CF01 e CF02 apresentaram comportamento dúctil com alta capacidade de
absorção de energia, como pode ser observado pelos altos valores do índice de
tenacidade (entre 0,78-0,93), calculados até os níveis de deformação iguais a 5000µ e
10000µ. O ITC expressa à capacidade de absorção de energia dos compósitos e seu
calculo é feito correlacionando a área sob a curva do compósito com a de um material
elastoplástico com mesma resistência à compressão e mesmo módulo de elasticidade.
Desta forma, quanto mais próximo o ITC estiver da unidade, mais próximo está do
comportamento de um material elastoplástico. Os valores de ITC mostraram também
que os compósitos CF01 e CF02 apresentaram maiores valores de ITC em 5000µ que
em 10.000µ. Este comportamento indica que ocorre uma redução da capacidade de
absorção de energia dos compósitos com o aumento progressivo da deformação.
Observa-se na Figura 4.16 que após os compósitos atingirem a tensão de pico ele ainda
continua a se deformar até deformações em torno de 10.000µ, evitando assim uma
ruptura frágil. O modo de ruptura típico dos compósitos em análise, aos 28 dias de
idade, está apresentado na Figura 4.17. As misturas apresentaram ruptura do tipo
colunar com alta deformabilidade.
(a) (b)
Figura 4.17 – Modo de ruptura típico dos compósitos na compressão axial. (a) CF01 e
(b) CF02.

113
44..44 IINNFFLLUUÊÊNNCCIIAA DDOO TTAAMMAANNHHOO DDOO AAGGRREEGGAADDOO NNAASS
PPRROOPPRRIIEEDDAADDEESS FFÍÍSSIICCAASS EE MMEECCÂÂNNIICCAASS DDEE SSHHCCCC
44..44..11 PPRROOPPRRIIEEDDAADDEESS FFÍÍSSIICCAASS DDOOSS CCOOMMPPÓÓSSIITTOOSS
A Tabela 4.14 apresenta os valores médios e desvios padrões (em parênteses) dos
resultados das seguintes propriedades físicas dos compósitos obtidas no estado fresco:
consistência (C), teor de ar incorporado (TAI) e massa específica (f) e no estado
endurecido: porosidade total (Pt), absorção de água (A) e massa específica (e). Os
ensaios no estado endurecido foram realizados aos 28 dias de idade e representam a
média de três resultados individuais.
Tabela 4.14 – Propriedades físicas das misturas CF01 e CG.
Mistura Propriedades no estado fresco Propriedades no estado endurecido
C (mm) TAI(%) f (g/cmP
3) Pt (%) A (%) s (g/cmP
3)
CF01 290 2,80 1,84 21,29(0,23) 12,59(0,12) 1,69 (0,00)
CG 290 6,90 1,76 19,80 (0,41) 12,10(0,28) 1,64 (0,00)
Obs. Desvio padrão (em parênteses)
Os compósitos CF01 e CG apresentaram consistências similares e diferentes teores de
ar incorporado.
Os resultados obtidos mostraram que o compósito produzido com agregado maior (CG)
obteve menores valores de porosidade total (7,0%) e massa específica (3,0%). Com
relação à absorção de água, nenhuma mudança significativa foi observada.
44..44..22 CCOOMMPPOORRTTAAMMEENNTTOO SSOOBB TTRRAAÇÇÃÃOO DDIIRREETTAA
A Figura 4.18 apresenta as curvas tensão x deformação dos compósitos CF01 e CG na
tração direta obtidos aos 28 dias de idade. Os valores médios da deformação (cc) e
tensão de primeira fissura (cc), máxima tensão pós-fissuração (pc) e capacidade de
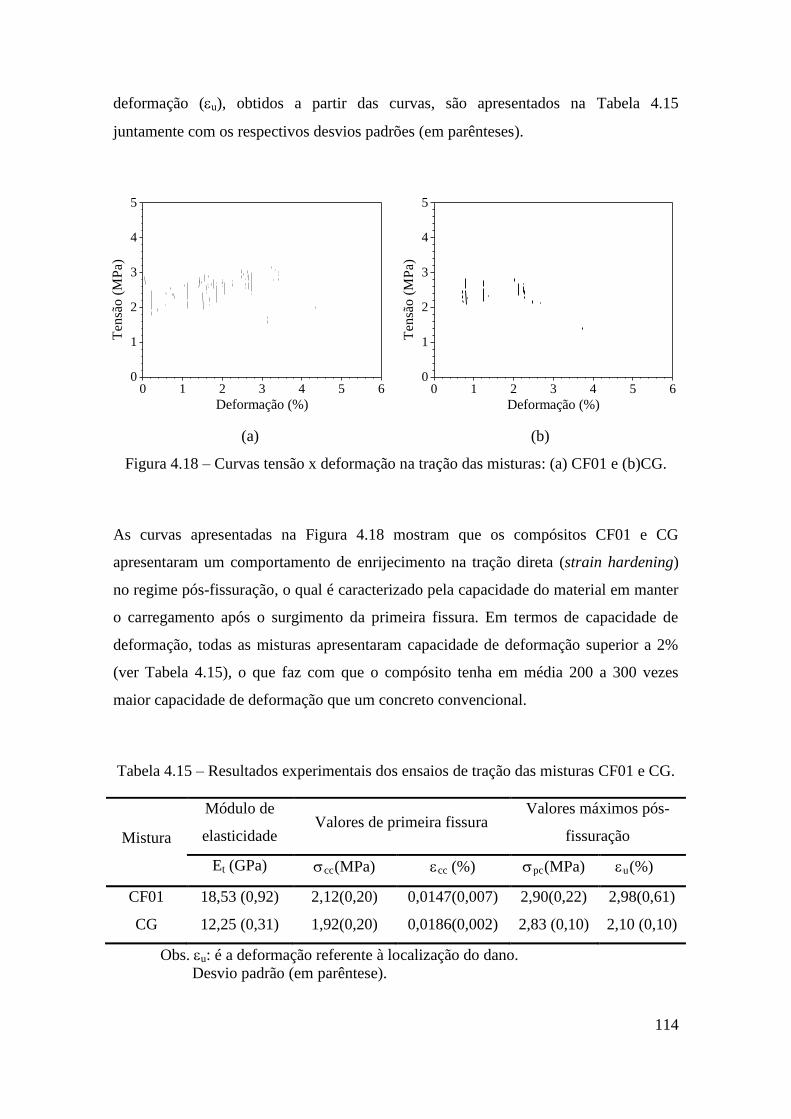
114
deformação (u), obtidos a partir das curvas, são apresentados na Tabela 4.15
juntamente com os respectivos desvios padrões (em parênteses).
(a) (b)
Figura 4.18 – Curvas tensão x deformação na tração das misturas: (a) CF01 e (b)CG.
As curvas apresentadas na Figura 4.18 mostram que os compósitos CF01 e CG
apresentaram um comportamento de enrijecimento na tração direta (strain hardening)
no regime pós-fissuração, o qual é caracterizado pela capacidade do material em manter
o carregamento após o surgimento da primeira fissura. Em termos de capacidade de
deformação, todas as misturas apresentaram capacidade de deformação superior a 2%
(ver Tabela 4.15), o que faz com que o compósito tenha em média 200 a 300 vezes
maior capacidade de deformação que um concreto convencional.
Tabela 4.15 – Resultados experimentais dos ensaios de tração das misturas CF01 e CG.
Mistura
Módulo de
elasticidade Valores de primeira fissura
Valores máximos pós-
fissuração
Et (GPa) BccB(MPa) Bcc (%) BpcB(MPa) BuB(%)
CF01 18,53 (0,92) 2,12(0,20) 0,0147(0,007) 2,90(0,22) 2,98(0,61)
CG 12,25 (0,31) 1,92(0,20) 0,0186(0,002) 2,83 (0,10) 2,10 (0,10)
Obs. u: é a deformação referente à localização do dano.
Desvio padrão (em parêntese).
0 1 2 3 4 5 60
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)
0 1 2 3 4 5 60
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)
115
A alta capacidade de deformação dos compósitos é conseqüência do desenvolvimento
do processo de micro fissuração. No caso do concreto convencional, somente a
deformação elástica contribui para a capacidade de deformação. Uma vez fraturado, o
material perde toda a capacidade de carga de forma súbita.
Já no caso do concreto com adição de fibras, nota-se um aumento de ductilidade
resultante da ação das fibras, que ―costuram as fissuras‖ e retardam a ruptura. Mas esta
ação se concentra em alguns pontos da matriz. No caso do SHCC, o efeito das fibras é
potencializado e o carregamento adicional é distribuído praticamente por todo o
compósito após o início do processo de formação da primeira fissura devido ao grande
número de fibras e à natureza da interação fibra-matriz. Desta forma, inúmeras fissuras
adicionais são formadas, resultando num padrão de múltipla fissuração de pequena
abertura, o que mantém a integridade e aumenta a ductilidade do compósito.
Os resultados da Tabela 4.15 mostraram que o compósito CG apresentou deformação de
primeira fissura significativamente superior (em torno de 26,5%) que a deformação de
primeira fissura do compósito CF01. Com relação aos valores de tensão de primeira
fissura, análise estatística mostrou que os valores são estatisticamente iguais. O que
ocorre também para a tensão máxima pós-fissuração (ver a Tabela 4.15). Indicando que
o tamanho do grão não teve ou teve pouca influência nos valores de tensão. Entretanto,
como esperado, a capacidade de deformação foi reduzida em 29,5% tendo em vista que
o aumento do tamanho do agregado geralmente produz maior energia de fratura para
concreto e, portanto, maior tenacidade a fratura (PERDIKARIS, ROMEO, 1984), o qual
é esperado contribuir para redução da capacidade de deformação na tração de acordo
como a teoria micromecânica exposta em 2.2.1.1.
Os resultados da Tabela 4.15 também mostraram diferenças significativas entre os
valores do módulo de elasticidade medido na tração direta e os respectivos valores
medidos na compressão. Os valores do módulo medido na tração dos dois compósitos
são relativamente inferiores aos respectivos valores de módulos de elasticidade na
compressão (ver item 4.4.4).
O processo de fratura dos compósitos na tração direta será apresentado no item a seguir.
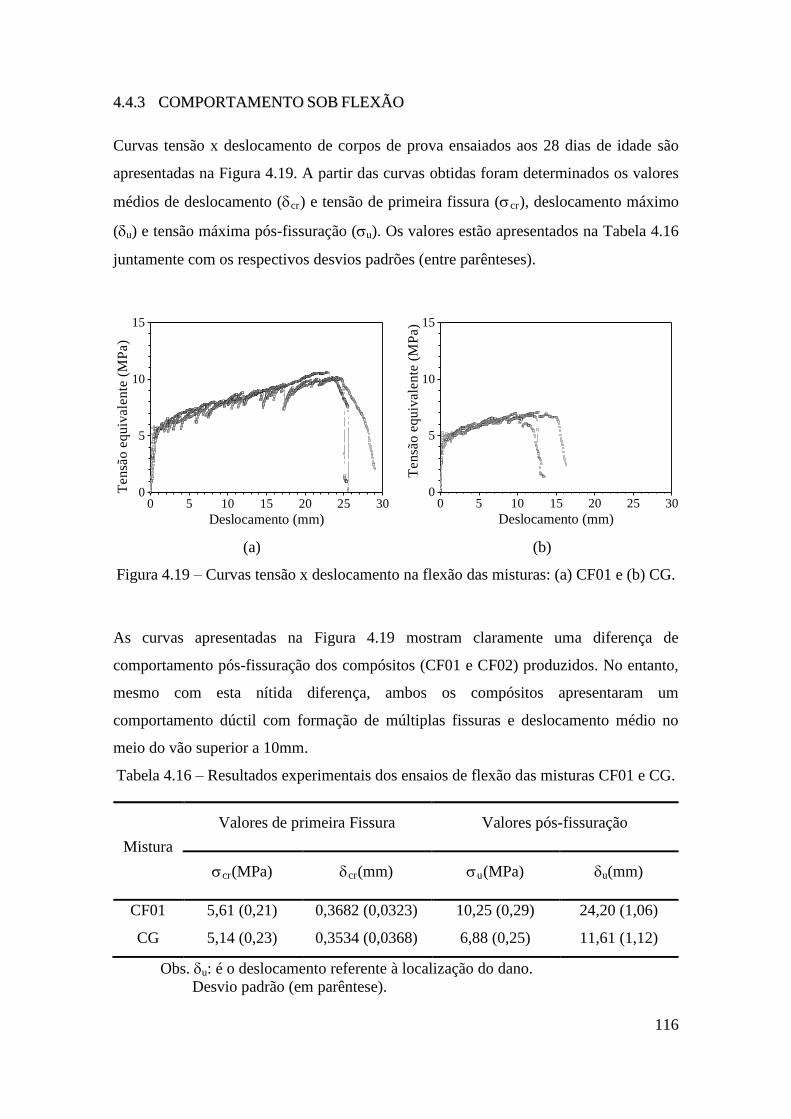
116
44..44..33 CCOOMMPPOORRTTAAMMEENNTTOO SSOOBB FFLLEEXXÃÃOO
Curvas tensão x deslocamento de corpos de prova ensaiados aos 28 dias de idade são
apresentadas na Figura 4.19. A partir das curvas obtidas foram determinados os valores
médios de deslocamento (BcrB) e tensão de primeira fissura (BcrB), deslocamento máximo
(u) e tensão máxima pós-fissuração (u). Os valores estão apresentados na Tabela 4.16
juntamente com os respectivos desvios padrões (entre parênteses).
(a) (b)
Figura 4.19 – Curvas tensão x deslocamento na flexão das misturas: (a) CF01 e (b) CG.
As curvas apresentadas na Figura 4.19 mostram claramente uma diferença de
comportamento pós-fissuração dos compósitos (CF01 e CF02) produzidos. No entanto,
mesmo com esta nítida diferença, ambos os compósitos apresentaram um
comportamento dúctil com formação de múltiplas fissuras e deslocamento médio no
meio do vão superior a 10mm.
Tabela 4.16 – Resultados experimentais dos ensaios de flexão das misturas CF01 e CG.
Mistura
Valores de primeira Fissura Valores pós-fissuração
BcrB(MPa) BcrB(mm) BuB(MPa) u(mm)
CF01 5,61 (0,21) 0,3682 (0,0323) 10,25 (0,29) 24,20 (1,06)
CG 5,14 (0,23) 0,3534 (0,0368) 6,88 (0,25) 11,61 (1,12)
Obs. u: é o deslocamento referente à localização do dano.
Desvio padrão (em parêntese).
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
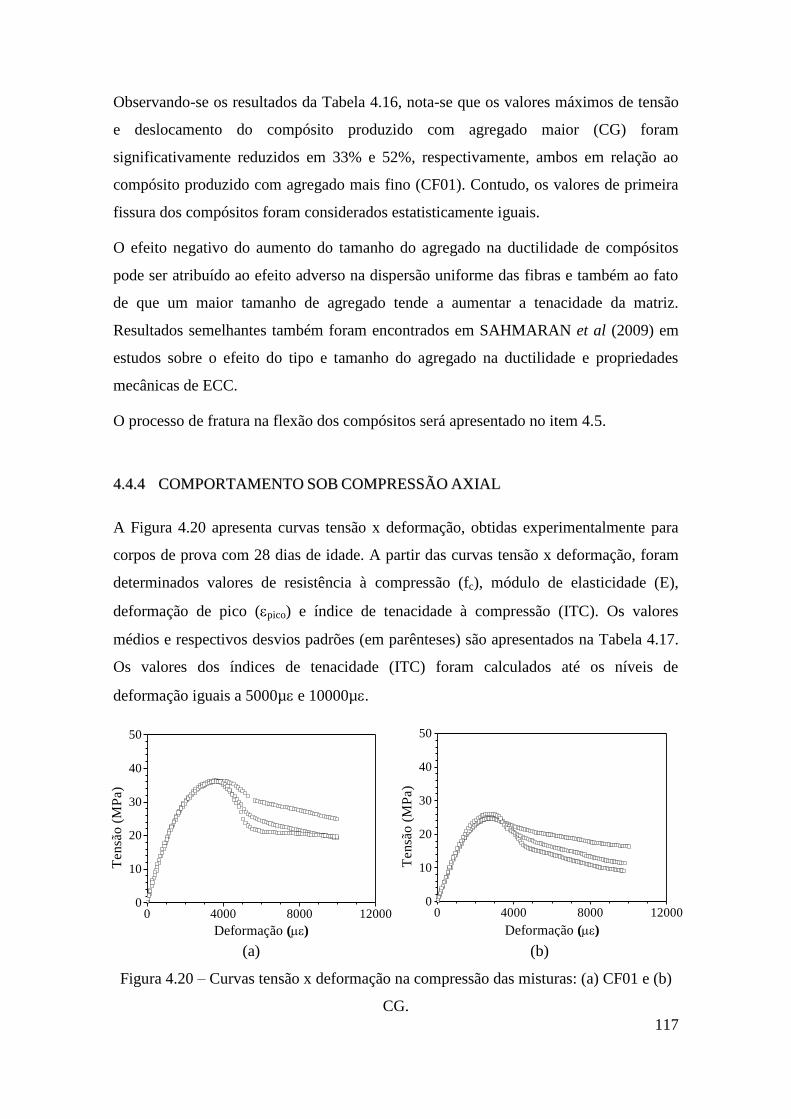
117
Observando-se os resultados da Tabela 4.16, nota-se que os valores máximos de tensão
e deslocamento do compósito produzido com agregado maior (CG) foram
significativamente reduzidos em 33% e 52%, respectivamente, ambos em relação ao
compósito produzido com agregado mais fino (CF01). Contudo, os valores de primeira
fissura dos compósitos foram considerados estatisticamente iguais.
O efeito negativo do aumento do tamanho do agregado na ductilidade de compósitos
pode ser atribuído ao efeito adverso na dispersão uniforme das fibras e também ao fato
de que um maior tamanho de agregado tende a aumentar a tenacidade da matriz.
Resultados semelhantes também foram encontrados em SAHMARAN et al (2009) em
estudos sobre o efeito do tipo e tamanho do agregado na ductilidade e propriedades
mecânicas de ECC.
O processo de fratura na flexão dos compósitos será apresentado no item 4.5.
44..44..44 CCOOMMPPOORRTTAAMMEENNTTOO SSOOBB CCOOMMPPRREESSSSÃÃOO AAXXIIAALL
A Figura 4.20 apresenta curvas tensão x deformação, obtidas experimentalmente para
corpos de prova com 28 dias de idade. A partir das curvas tensão x deformação, foram
determinados valores de resistência à compressão (fc), módulo de elasticidade (E),
deformação de pico (pico) e índice de tenacidade à compressão (ITC). Os valores
médios e respectivos desvios padrões (em parênteses) são apresentados na Tabela 4.17.
Os valores dos índices de tenacidade (ITC) foram calculados até os níveis de
deformação iguais a 5000µ e 10000µ.
(a) (b)
Figura 4.20 – Curvas tensão x deformação na compressão das misturas: (a) CF01 e (b)
CG.
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
0 4000 8000 120000
10
20
30
40
50
Ten
são
(M
Pa)
Deformação ()
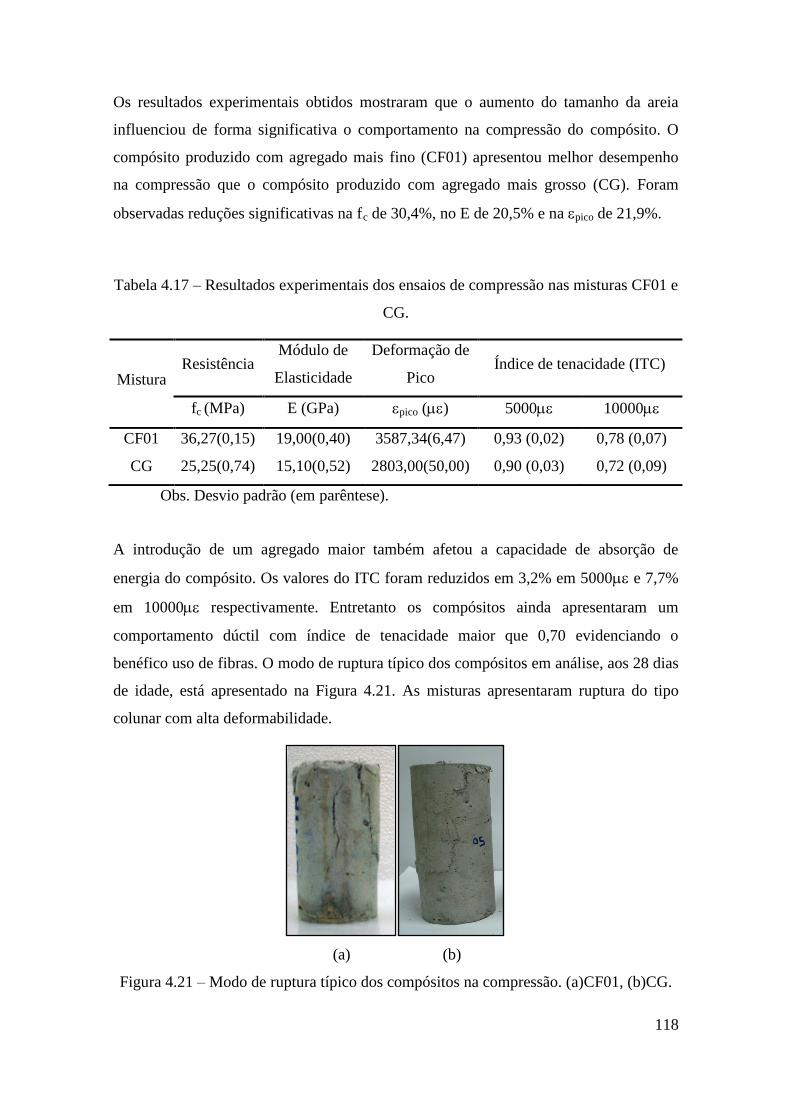
118
Os resultados experimentais obtidos mostraram que o aumento do tamanho da areia
influenciou de forma significativa o comportamento na compressão do compósito. O
compósito produzido com agregado mais fino (CF01) apresentou melhor desempenho
na compressão que o compósito produzido com agregado mais grosso (CG). Foram
observadas reduções significativas na fBc de 30,4%, no E de 20,5% e na pico de 21,9%.
Tabela 4.17 – Resultados experimentais dos ensaios de compressão nas misturas CF01 e
CG.
Mistura Resistência
Módulo de
Elasticidade
Deformação de
Pico Índice de tenacidade (ITC)
fc (MPa) E (GPa) pico () 5000 10000
CF01 36,27(0,15) 19,00(0,40) 3587,34(6,47) 0,93 (0,02) 0,78 (0,07)
CG 25,25(0,74) 15,10(0,52) 2803,00(50,00) 0,90 (0,03) 0,72 (0,09)
Obs. Desvio padrão (em parêntese).
A introdução de um agregado maior também afetou a capacidade de absorção de
energia do compósito. Os valores do ITC foram reduzidos em 3,2% em 5000 e 7,7%
em 10000 respectivamente. Entretanto os compósitos ainda apresentaram um
comportamento dúctil com índice de tenacidade maior que 0,70 evidenciando o
benéfico uso de fibras. O modo de ruptura típico dos compósitos em análise, aos 28 dias
de idade, está apresentado na Figura 4.21. As misturas apresentaram ruptura do tipo
colunar com alta deformabilidade.
(a) (b)
Figura 4.21 – Modo de ruptura típico dos compósitos na compressão. (a)CF01, (b)CG.
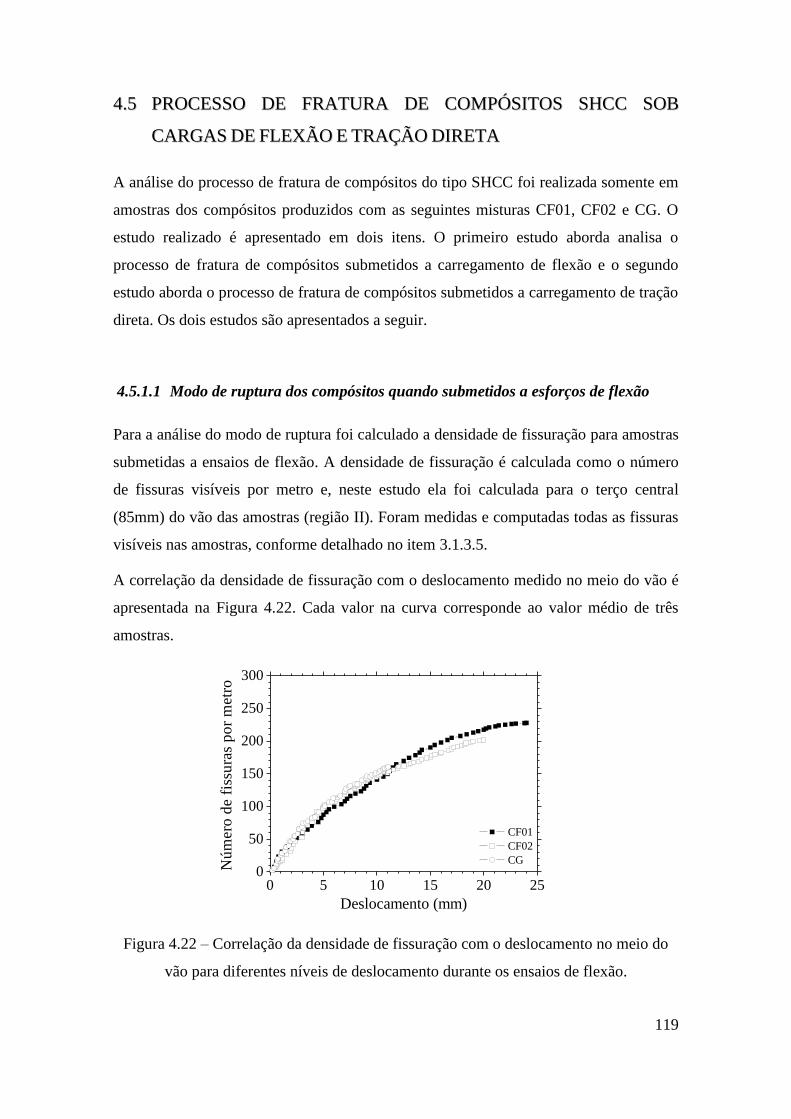
119
44..55 PPRROOCCEESSSSOO DDEE FFRRAATTUURRAA DDEE CCOOMMPPÓÓSSIITTOOSS SSHHCCCC SSOOBB
CCAARRGGAASS DDEE FFLLEEXXÃÃOO EE TTRRAAÇÇÃÃOO DDIIRREETTAA
A análise do processo de fratura de compósitos do tipo SHCC foi realizada somente em
amostras dos compósitos produzidos com as seguintes misturas CF01, CF02 e CG. O
estudo realizado é apresentado em dois itens. O primeiro estudo aborda analisa o
processo de fratura de compósitos submetidos a carregamento de flexão e o segundo
estudo aborda o processo de fratura de compósitos submetidos a carregamento de tração
direta. Os dois estudos são apresentados a seguir.
4.5.1.1 Modo de ruptura dos compósitos quando submetidos a esforços de flexão
Para a análise do modo de ruptura foi calculado a densidade de fissuração para amostras
submetidas a ensaios de flexão. A densidade de fissuração é calculada como o número
de fissuras visíveis por metro e, neste estudo ela foi calculada para o terço central
(85mm) do vão das amostras (região II). Foram medidas e computadas todas as fissuras
visíveis nas amostras, conforme detalhado no item 3.1.3.5.
A correlação da densidade de fissuração com o deslocamento medido no meio do vão é
apresentada na Figura 4.22. Cada valor na curva corresponde ao valor médio de três
amostras.
Figura 4.22 – Correlação da densidade de fissuração com o deslocamento no meio do
vão para diferentes níveis de deslocamento durante os ensaios de flexão.
0 5 10 15 20 250
50
100
150
200
250
300
Nú
mero
de f
issu
ras
po
r m
etr
o
Deslocamento (mm)
CF01
CF02
CG
120
É possível ver na Figura 4.22 um aumento gradual na densidade de fissuração dos
compósitos durante o carregamento, até o material alcançar um limite de saturação e
não mais formar fissuras. Este nível constante de fissuração pode ser definido como
ponto de saturação de fissuração. A partir deste ponto o material não possui mais
capacidade de formar mais fissuras. Como nenhuma fissura adicional é formado, então
qualquer incremento adicional de deslocamento conduz a abertura de fissuras existentes.
Além deste ponto o que se observa em ambos os caso é um decréscimo da capacidade
do material suportar carregamento levando o mesmo a ruptura.
Os resultados dos experimentos mostraram que o compósito CG apresentou uma
densidade de fissuração última 29,6% menor que o compósito CF01 e 20,4% menor que
o compósito CF02. Contudo embora o compósito CG tenha apresentado menor
capacidade de deflexão e menor densidade de fissuração, até 11mm todos os compósitos
apresentaram similares valores de densidade de fissuração.
A curva da Figura 4.22 também nos mostra que a curva densidade de fissuração x
deslocamento apresenta um trecho linear para baixas deflexões, seguido de uma não
linearidade, até o limite de deflexão do compósito. A mudança de linearidade na curva
densidade de fissuração x deslocamento deve-se ao surgimento de fissuras fora do terço
central da amostra. Enquanto não surgem fissuras fora do terço central (região onde
existe cisalhamento) o comportamento é praticamente linear.
Na sequência de imagens da Figura 4.23 pode ser observada a evolução das fissuras, nas
amostras submetidas a carregamentos de flexão, com o aumento do deslocamento.
Todos os compósitos estudados apresentam múltiplas fissuras no terço central de
aplicação de carga (região II) e algumas fissuras adjacentes a esta região.
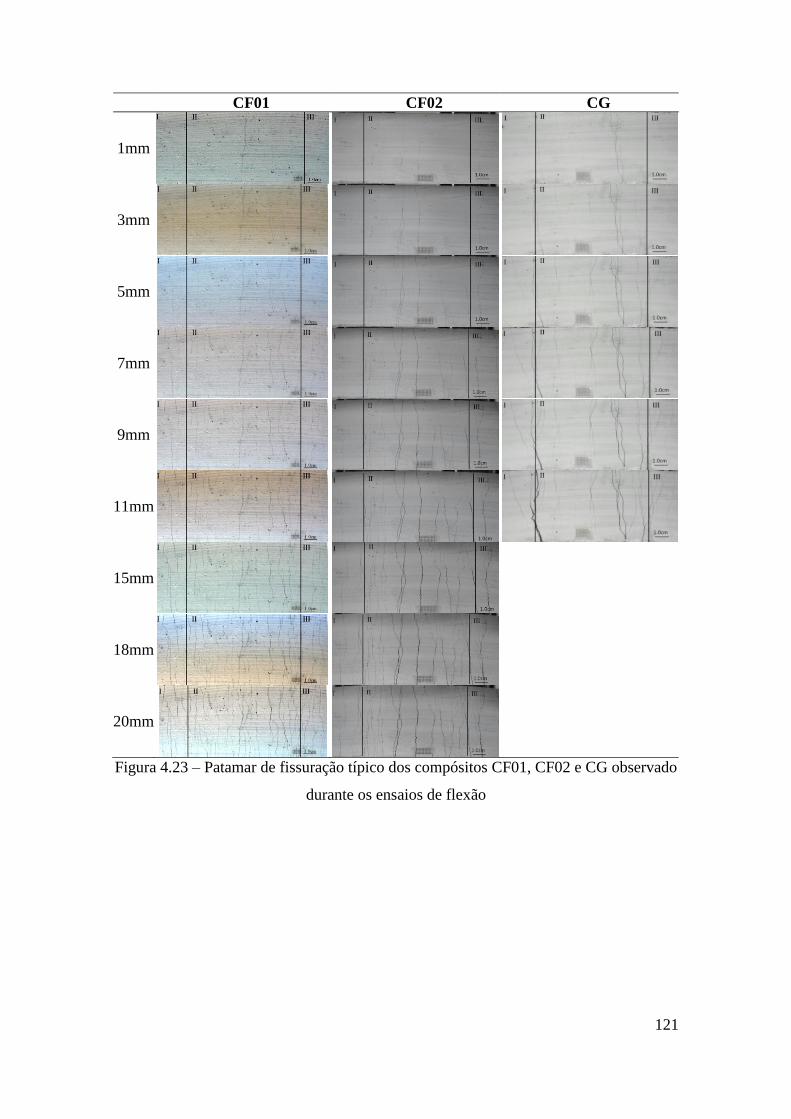
121
CF01 CF02 CG
1mm
3mm
5mm
7mm
9mm
11mm
15mm
18mm
20mm
Figura 4.23 – Patamar de fissuração típico dos compósitos CF01, CF02 e CG observado
durante os ensaios de flexão
122
4.5.1.2 Modo de ruptura dos compósitos quando submetidos a esforços de tração
direta
A capacidade de múltipla fissuração e o comportamento de enrijecimento sob tração
direta (strain hardening) são as principais características que diferenciam e justificam as
grandes diferenças de comportamento estrutural entre os compósitos reforçados com
fibras (FRC – Fiber Reinforced Concrete) e os compósitos cimentícios com
enrijecimento na tração direta (SHCC – Strain Hardening Cementitious Composite).
Os compósitos em estudo quando submetidos a esforços uniaxiais de tração, exibiram
uma relação constitutiva pós-pico de carregamento caracterizado pelo comportamento
strain hardening e pelo desenvolvimento de um processo de múltipla fissuração,
resultando em um compósito de comportamento bastante dúctil.
A análise do patamar de fissuração dos compósitos foi realizada através de cálculos da
abertura de fissura e densidade de fissuração das amostras submetidas a esforços de
tração direta. O cálculo da abertura de fissuras foi feito em uma amostra de cada
compósito e a densidade de fissuração foi calculada para três amostras de cada
compósito. Foram medidas e computadas todas as fissuras visíveis nas amostras e que
cruzavam três linhas paralelas desenhadas ao longo das mesmas, conforme detalhado no
item 3.1.3.5. O sumário dos resultados da análise do patamar de fissuração dos ensaios
de tração direta é apresentado nas Tabelas 4.18 e 4.19. Foram calculados valores médios
de abertura de fissura e densidade de fissuração para diferentes níveis de deformação
(0,5%, 1,0%, 1,5%, 2,0% e 2,9%).
É possível observar pelos resultados que, o comportamento do material é governado
pela formação de novas fissuras com o aumento de deformação que por abertura de
fissuras existentes.
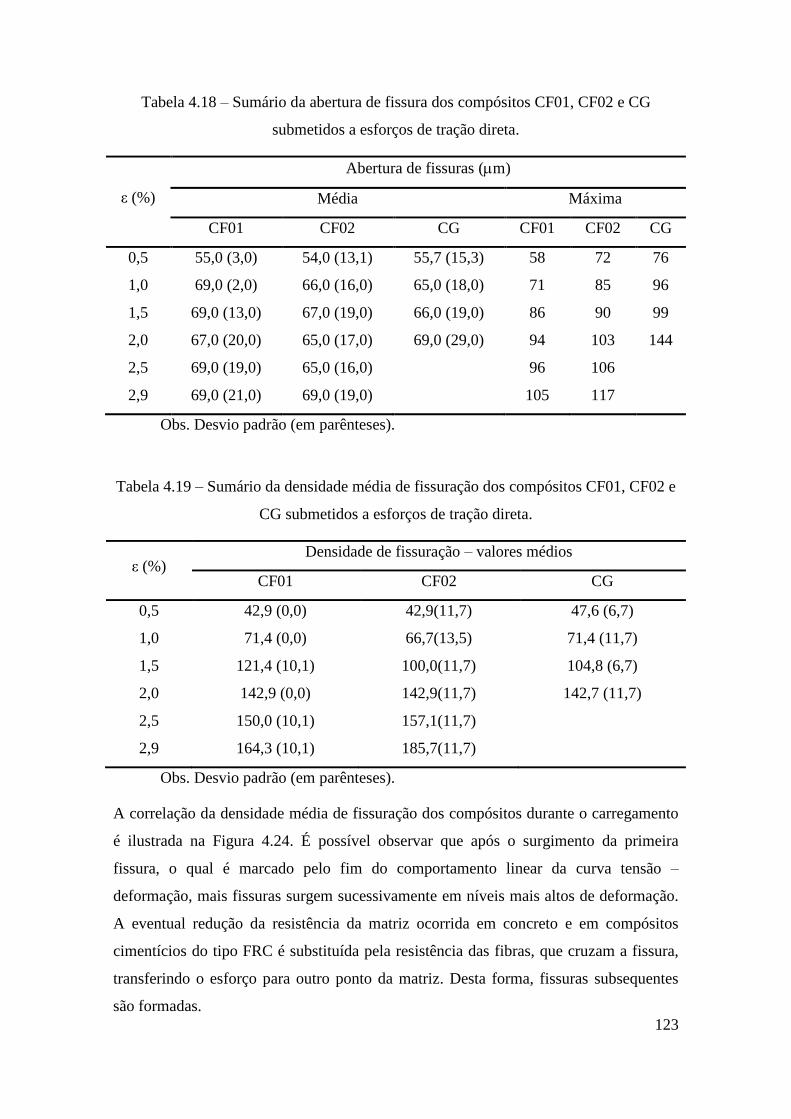
123
Tabela 4.18 – Sumário da abertura de fissura dos compósitos CF01, CF02 e CG
submetidos a esforços de tração direta.
ε (%)
Abertura de fissuras (m)
Média Máxima
CF01 CF02 CG CF01 CF02 CG
0,5 55,0 (3,0) 54,0 (13,1) 55,7 (15,3) 58 72 76
1,0 69,0 (2,0) 66,0 (16,0) 65,0 (18,0) 71 85 96
1,5 69,0 (13,0) 67,0 (19,0) 66,0 (19,0) 86 90 99
2,0 67,0 (20,0) 65,0 (17,0) 69,0 (29,0) 94 103 144
2,5 69,0 (19,0) 65,0 (16,0) 96 106
2,9 69,0 (21,0) 69,0 (19,0) 105 117
Obs. Desvio padrão (em parênteses).
Tabela 4.19 – Sumário da densidade média de fissuração dos compósitos CF01, CF02 e
CG submetidos a esforços de tração direta.
ε (%) Densidade de fissuração – valores médios
CF01 CF02 CG
0,5 42,9 (0,0) 42,9(11,7) 47,6 (6,7)
1,0 71,4 (0,0) 66,7(13,5) 71,4 (11,7)
1,5 121,4 (10,1) 100,0(11,7) 104,8 (6,7)
2,0 142,9 (0,0) 142,9(11,7) 142,7 (11,7)
2,5 150,0 (10,1) 157,1(11,7)
2,9 164,3 (10,1) 185,7(11,7)
Obs. Desvio padrão (em parênteses).
A correlação da densidade média de fissuração dos compósitos durante o carregamento
é ilustrada na Figura 4.24. É possível observar que após o surgimento da primeira
fissura, o qual é marcado pelo fim do comportamento linear da curva tensão –
deformação, mais fissuras surgem sucessivamente em níveis mais altos de deformação.
A eventual redução da resistência da matriz ocorrida em concreto e em compósitos
cimentícios do tipo FRC é substituída pela resistência das fibras, que cruzam a fissura,
transferindo o esforço para outro ponto da matriz. Desta forma, fissuras subsequentes
são formadas.
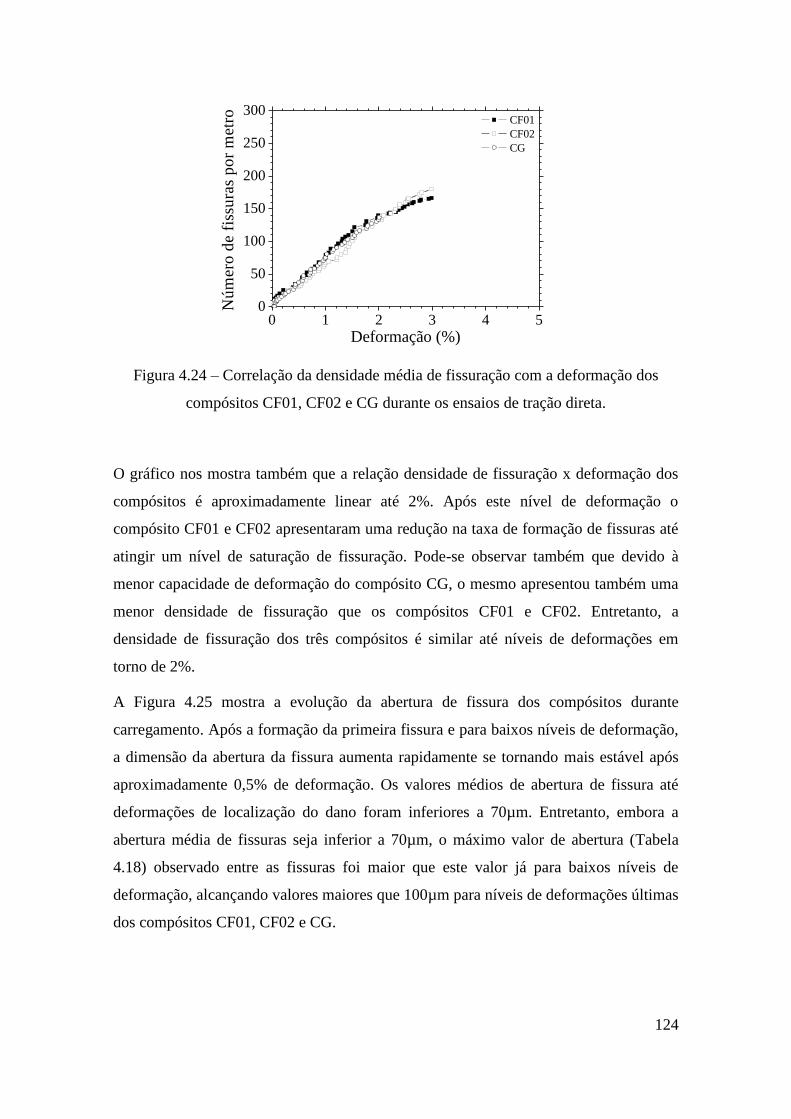
124
Figura 4.24 – Correlação da densidade média de fissuração com a deformação dos
compósitos CF01, CF02 e CG durante os ensaios de tração direta.
O gráfico nos mostra também que a relação densidade de fissuração x deformação dos
compósitos é aproximadamente linear até 2%. Após este nível de deformação o
compósito CF01 e CF02 apresentaram uma redução na taxa de formação de fissuras até
atingir um nível de saturação de fissuração. Pode-se observar também que devido à
menor capacidade de deformação do compósito CG, o mesmo apresentou também uma
menor densidade de fissuração que os compósitos CF01 e CF02. Entretanto, a
densidade de fissuração dos três compósitos é similar até níveis de deformações em
torno de 2%.
A Figura 4.25 mostra a evolução da abertura de fissura dos compósitos durante
carregamento. Após a formação da primeira fissura e para baixos níveis de deformação,
a dimensão da abertura da fissura aumenta rapidamente se tornando mais estável após
aproximadamente 0,5% de deformação. Os valores médios de abertura de fissura até
deformações de localização do dano foram inferiores a 70µm. Entretanto, embora a
abertura média de fissuras seja inferior a 70µm, o máximo valor de abertura (Tabela
4.18) observado entre as fissuras foi maior que este valor já para baixos níveis de
deformação, alcançando valores maiores que 100µm para níveis de deformações últimas
dos compósitos CF01, CF02 e CG.
0 1 2 3 4 50
50
100
150
200
250
300
CF01
CF02
CG
Nú
mer
o d
e fi
ssu
ras
po
r m
etro
Deformação (%)
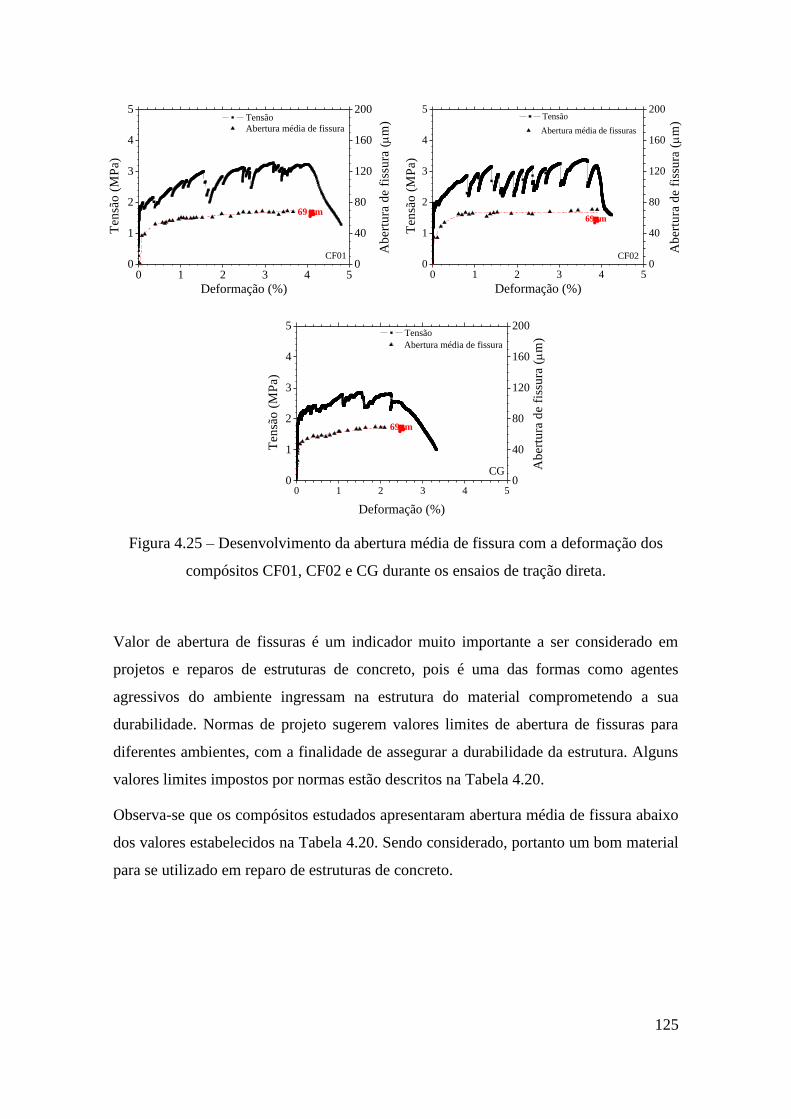
125
Figura 4.25 – Desenvolvimento da abertura média de fissura com a deformação dos
compósitos CF01, CF02 e CG durante os ensaios de tração direta.
Valor de abertura de fissuras é um indicador muito importante a ser considerado em
projetos e reparos de estruturas de concreto, pois é uma das formas como agentes
agressivos do ambiente ingressam na estrutura do material comprometendo a sua
durabilidade. Normas de projeto sugerem valores limites de abertura de fissuras para
diferentes ambientes, com a finalidade de assegurar a durabilidade da estrutura. Alguns
valores limites impostos por normas estão descritos na Tabela 4.20.
Observa-se que os compósitos estudados apresentaram abertura média de fissura abaixo
dos valores estabelecidos na Tabela 4.20. Sendo considerado, portanto um bom material
para se utilizado em reparo de estruturas de concreto.
0 1 2 3 4 50
1
2
3
4
5
69 m
Tensão
Ten
são
(M
Pa)
Deformação (%)
CF010
40
80
120
160
200
Abertura média de fissura
Ab
ert
ura
de f
issu
ra (
m)
0 1 2 3 4 50
1
2
3
4
5
0
40
80
120
160
200
Ten
são
(M
Pa)
Deformação (%)
Tensão
Abertura média de fissuras
Ab
ertu
ra d
e fi
ssu
ra (
m)
69m
CF02
0 1 2 3 4 50
1
2
3
4
5
0
40
80
120
160
200
Ten
são
(M
Pa)
Deformação (%)
Tensão
Abertura média de fissura
Ab
ert
ura
de f
issu
ra (
m)
69m
CG

126
Tabela 4.20 – Valores de abertura de fissuras para estruturas de concreto (CARINO,
CLIFTON, 1995).
Condição de exposição Abertura de fissura tolerável (mm)
ACI 224R.90
Membrana de proteção ou seca ao ar 0,41
Ambientes úmidos 0,30
Exposto a águas marítimas 0,250
Estruturas que retém água 0,100
ACI 318.89
Interior 0,41
Exterior 0,33
CEB/FIP norma 1990
Ambientes úmidos, agentes de degelo e águas
marítimas 0,30
Análise comparativa da densidade de fissuração dos compósitos CF01, CF02 e CG, por
regiões (regiões I, II e III), é mostrada nas Tabelas 4.21 e 4.22, e o patamar típico de
fissuração para diferentes níveis de deformações é mostrado na Figura 4.26. É possível
ver a formação e propagação de múltiplas microfissuras com o aumento do nível de
deformação. Também é possível observar que em geral a densidade de fissuração foi
sempre maior para a região central das amostras (II) que para as extremidades (I e III).
Tabela 4.21–Sumário da densidade média de fissuração por região dos compósitos
CF01 e CF02 durante os ensaios de tração direta.
(%) CF01 CF02
I II III I II III
0,5 42,9(0,0) 42,9(0,0) 42,9(0,0) 28,6(20,0) 21,4 (21,4) 85,7(0,0)
1,0 64,3(30,3) 85,7(0,0) 64,3(30,3) 28,6(20,0) 64,29 (21,4) 128,6(0,0)
1,5 85,7(0,0) 171,4(0,0) 107,1(30,3) 28,6(20,0) 192,9 (21,4) 128,6(0,0)
2,0 85,7(0,0) 192,7(30,3) 128,6(30,3) 71,4(20,0) 257,1(0,0) 128,6(0,0)
2,5 85,7(0,0) 214,3(0,0) 150,0(60,6) 71,4(20,0) 300,0 (0,0) 128,6(0,0)
2,9 107,1(30,3) 235,7(30,3) 150,0(30,3) 142,9(20,0) 300,0 (0,0) 128,6(0,0)
Obs. Desvio padrão (em parênteses).
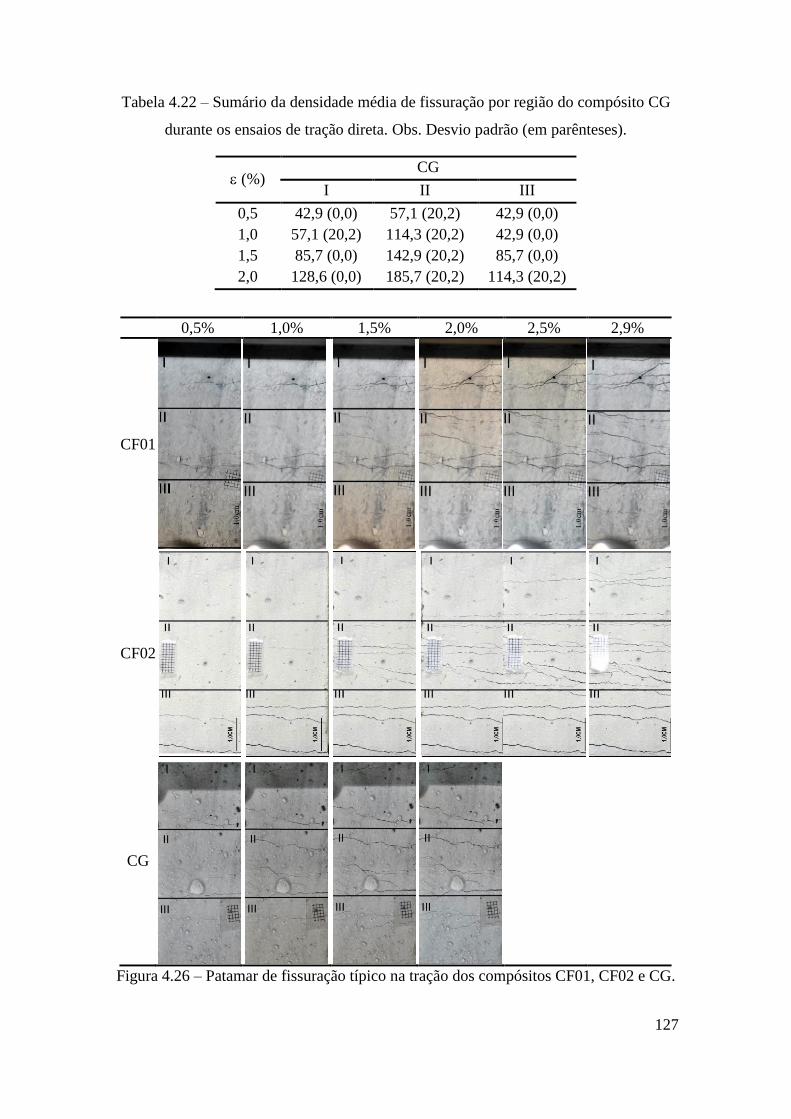
127
Tabela 4.22 – Sumário da densidade média de fissuração por região do compósito CG
durante os ensaios de tração direta. Obs. Desvio padrão (em parênteses).
(%) CG
I II III
0,5 42,9 (0,0) 57,1 (20,2) 42,9 (0,0)
1,0 57,1 (20,2) 114,3 (20,2) 42,9 (0,0)
1,5 85,7 (0,0) 142,9 (20,2) 85,7 (0,0)
2,0 128,6 (0,0) 185,7 (20,2) 114,3 (20,2)
0,5% 1,0% 1,5% 2,0% 2,5% 2,9%
CF01
CF02
CG
Figura 4.26 – Patamar de fissuração típico na tração dos compósitos CF01, CF02 e CG.
128
44..66 RREESSUUMMOO DDOO CCAAPPÍÍTTUULLOO 44
Neste trabalho, oito formulações de SHCC foram desenvolvidas. Todas as misturas
estudadas utilizavam em sua composição materiais (com exceção da fibra) produzidos
no Brasil. As variáveis estudadas foram teor de cinza volante, teor de areia e tamanho
do grão de areia.
Como pode ser visto, a partir dos resultados encontrados experimentalmente, todas as
misturas apresentaram comportamento de enrijecimento pós-fissuração quando
submetidos a esforços de tração direta (strain hardening) e flexão (deflection
hardening) juntamente com a formação de múltiplas micro-fissuras. Com destaque
especial para as misturas produzidas com areia de granulometria mais fina e altos teores
de cinza volante (1,2 vezes o teor de cimento), as quais apresentaram melhor
desempenho na tração direta, bem como na flexão e compressão.
O aumento do teor de areia melhorou como esperado a resistência à compressão e
módulo de elasticidade dos compósitos. Entretanto este aumento influência de forma
negativa o comportamento dúctil com redução da capacidade de deformação na tração.
No entanto, este efeito pode ser anulado com a introdução de cinza volante nas misturas.
A qual mostrou grandes benefícios em termo de aumento da capacidade de deformação
e máxima tensão pós-fissuração dos compósitos quando submetidos a esforços de tração
direta.
A capacidade de deformação média dos compósitos variou entre 1,0% e 3,0%, o qual é
de 100 a 300 vezes maior que a deformação na tração de um concreto comum sem
fibras e tensão máxima de tração entre 2,5 e 5,0MPa. Sob esforços de tração os
compósitos apresentaram um patamar de fissuração típico para estes tipos de
compósitos com densidade de fissuração média de até 186 fissuras por metro e com
abertura média inferior a 70µε.
Quando submetidos a esforços de flexão os compósitos produzidos também
apresentaram um comportamento bastante dúctil com deslocamento médio no meio do
vão entre 11 mm e 25 mm e tensão máxima entre 6,5 MPa e 10,5 MPa. O patamar de
fissuração dos compósitos foi caracterizado por apresentar múltiplas fissuras com
densidade média de até 230 fissuras por metro. Os compósitos também apresentaram
129
boa resistência à compressão, entre 25 MPa e 37MPa e módulo de elasticidade entre
15GPa e 21GPa.
Os diferentes tamanhos máximos de grão de areia utilizados (0,212mm e 1,180mm) nas
matrizes mostraram que as diferenças nos tamanhos do grão influenciam mais a
capacidade de deformação que a tensão do material, tendo em vista que o tamanho do
agregado influência diretamente na energia de fratura do material e propriedades de
interface fibra-matriz. Por exemplo, o compósito CG, produzido com agregado mais
grosso, apresentou, sob cargas de tração direta, capacidade de deformação em torno de
0,70 vezes a capacidade de deformação do compósito produzido com agregado mais
fino (CF01), entretanto, o valor da tensão máxima pós-fissuração não foi fortemente
alterado. Na flexão, no entanto, o deslocamento máximo do compósito CG é
equivalente a 0,48 vezes o deslocamento do compósito CF01 e a tensão máxima igual a
0,67 vezes a tensão máxima do compósito CF01.
A diferença de comportamento encontrada entre as diferentes misturas produzidas tem
relação direta com os materiais utilizados e as respectivas proporções, o que confirma a
teoria utilizada para o desenvolvimento de compósitos do tipo SHCC (ver item 2.2.1.1).
Contudo, estas diferenças de comportamento não inviabilizam a utilização dos
compósitos produzidos, uma vez que os compósitos apresentaram um bom
comportamento mecânico.
Dentre os compósitos produzidos, o compósito CF01, produzido com agregado mais
fino, foi o que obteve melhor desempenho entre todos os compósitos produzidos. Este
compósito apresentou valores de resistência à compressão igual a 36,3MPa, módulo de
elasticidade igual a 19 GPa. Na flexão o deslocamento máximo no meio do vão foi igual
a 24,2 mm e tensão máxima igual a 10,2 MPa. Com relação à tração direta, o compósito
apresentou capacidade de deformação aproximadamente igual a 3% e tensão máxima
igual a 2,9 MPa. Devido ao excelente desempenho deste compósito (CF01), ele foi
escolhido para os estudos subseqüentes realizados neste trabalho.
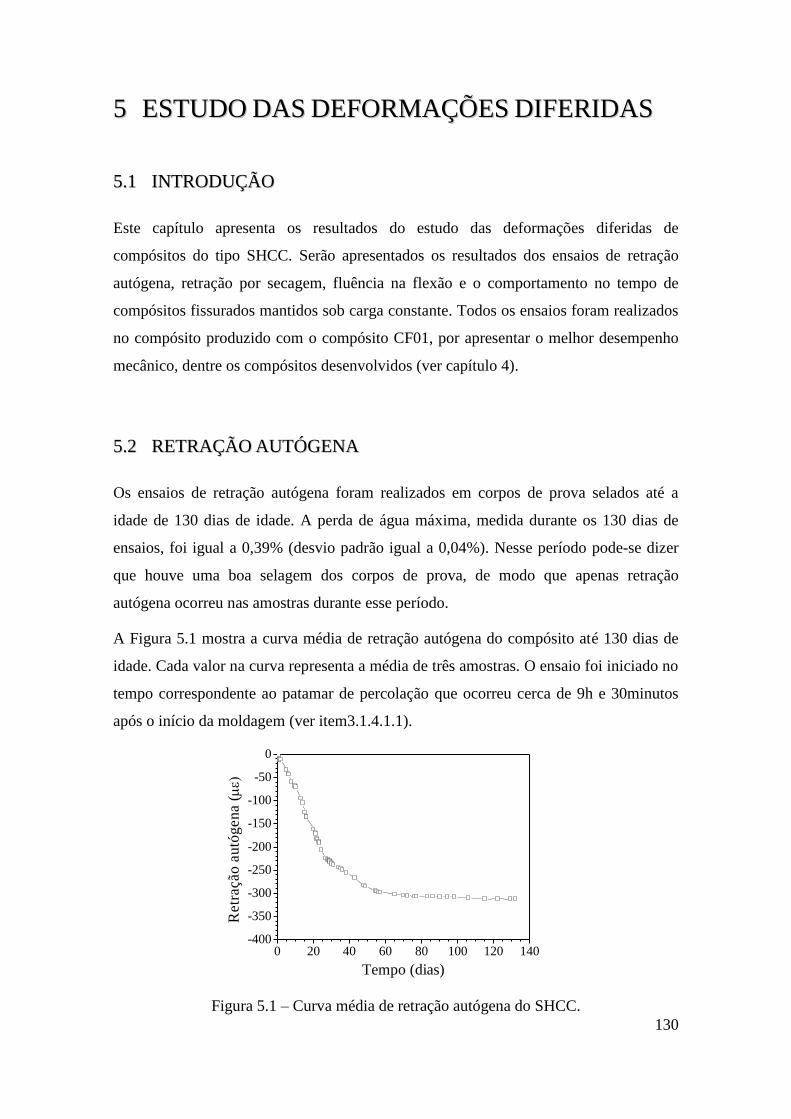
130
55 EESSTTUUDDOO DDAASS DDEEFFOORRMMAAÇÇÕÕEESS DDIIFFEERRIIDDAASS
55..11 IINNTTRROODDUUÇÇÃÃOO
Este capítulo apresenta os resultados do estudo das deformações diferidas de
compósitos do tipo SHCC. Serão apresentados os resultados dos ensaios de retração
autógena, retração por secagem, fluência na flexão e o comportamento no tempo de
compósitos fissurados mantidos sob carga constante. Todos os ensaios foram realizados
no compósito produzido com o compósito CF01, por apresentar o melhor desempenho
mecânico, dentre os compósitos desenvolvidos (ver capítulo 4).
55..22 RREETTRRAAÇÇÃÃOO AAUUTTÓÓGGEENNAA
Os ensaios de retração autógena foram realizados em corpos de prova selados até a
idade de 130 dias de idade. A perda de água máxima, medida durante os 130 dias de
ensaios, foi igual a 0,39% (desvio padrão igual a 0,04%). Nesse período pode-se dizer
que houve uma boa selagem dos corpos de prova, de modo que apenas retração
autógena ocorreu nas amostras durante esse período.
A Figura 5.1 mostra a curva média de retração autógena do compósito até 130 dias de
idade. Cada valor na curva representa a média de três amostras. O ensaio foi iniciado no
tempo correspondente ao patamar de percolação que ocorreu cerca de 9h e 30minutos
após o início da moldagem (ver item3.1.4.1.1).
Figura 5.1 – Curva média de retração autógena do SHCC.
0 20 40 60 80 100 120 140-400
-350
-300
-250
-200
-150
-100
-50
0
Retr
ação
au
tóg
en
a (
Tempo (dias)
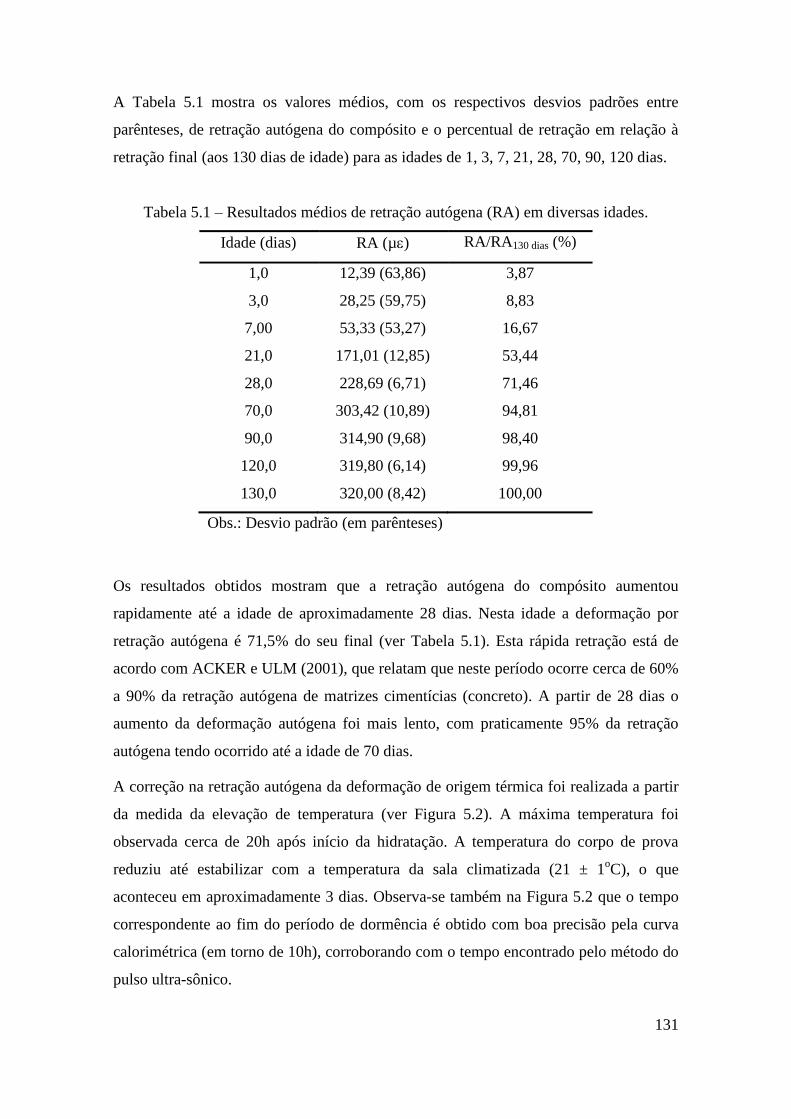
131
A Tabela 5.1 mostra os valores médios, com os respectivos desvios padrões entre
parênteses, de retração autógena do compósito e o percentual de retração em relação à
retração final (aos 130 dias de idade) para as idades de 1, 3, 7, 21, 28, 70, 90, 120 dias.
Tabela 5.1 – Resultados médios de retração autógena (RA) em diversas idades.
Idade (dias) RA (µ) RA/RA130 dias (%)
1,0 12,39 (63,86) 3,87
3,0 28,25 (59,75) 8,83
7,00 53,33 (53,27) 16,67
21,0 171,01 (12,85) 53,44
28,0 228,69 (6,71) 71,46
70,0 303,42 (10,89) 94,81
90,0 314,90 (9,68) 98,40
120,0 319,80 (6,14) 99,96
130,0 320,00 (8,42) 100,00
Obs.: Desvio padrão (em parênteses)
Os resultados obtidos mostram que a retração autógena do compósito aumentou
rapidamente até a idade de aproximadamente 28 dias. Nesta idade a deformação por
retração autógena é 71,5% do seu final (ver Tabela 5.1). Esta rápida retração está de
acordo com ACKER e ULM (2001), que relatam que neste período ocorre cerca de 60%
a 90% da retração autógena de matrizes cimentícias (concreto). A partir de 28 dias o
aumento da deformação autógena foi mais lento, com praticamente 95% da retração
autógena tendo ocorrido até a idade de 70 dias.
A correção na retração autógena da deformação de origem térmica foi realizada a partir
da medida da elevação de temperatura (ver Figura 5.2). A máxima temperatura foi
observada cerca de 20h após início da hidratação. A temperatura do corpo de prova
reduziu até estabilizar com a temperatura da sala climatizada (21 ± 1oC), o que
aconteceu em aproximadamente 3 dias. Observa-se também na Figura 5.2 que o tempo
correspondente ao fim do período de dormência é obtido com boa precisão pela curva
calorimétrica (em torno de 10h), corroborando com o tempo encontrado pelo método do
pulso ultra-sônico.
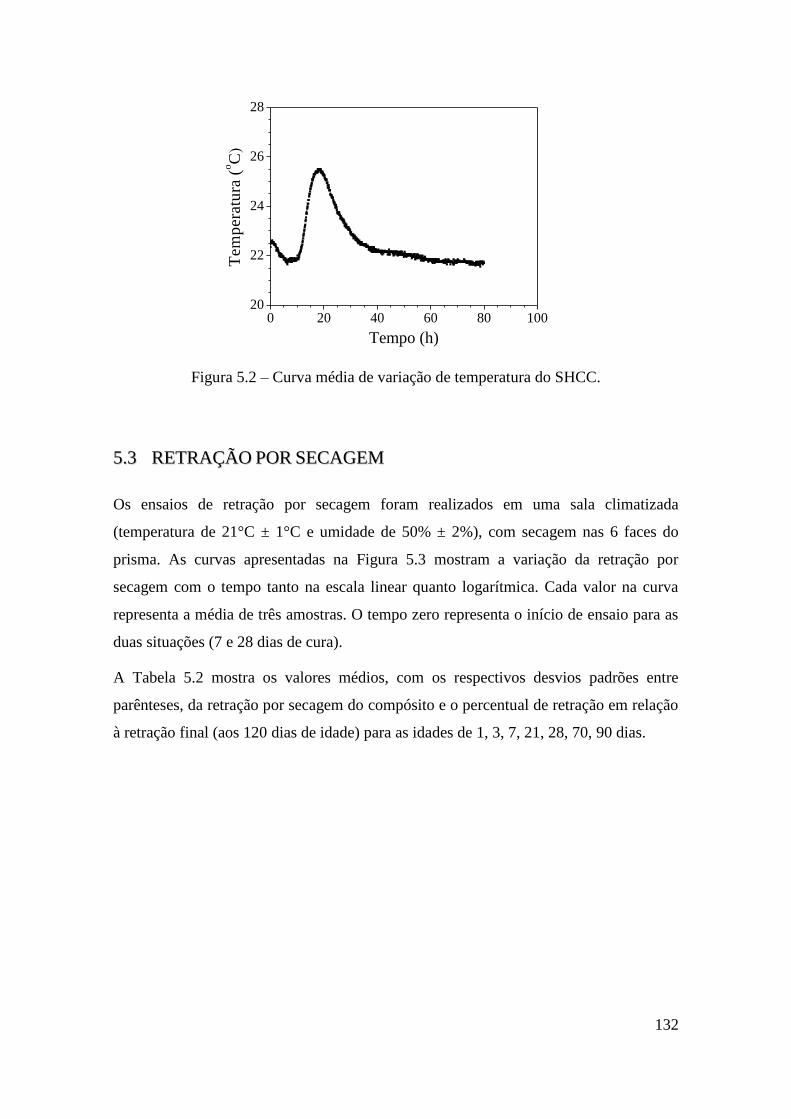
132
Figura 5.2 – Curva média de variação de temperatura do SHCC.
55..33 RREETTRRAAÇÇÃÃOO PPOORR SSEECCAAGGEEMM
Os ensaios de retração por secagem foram realizados em uma sala climatizada
(temperatura de 21°C ± 1°C e umidade de 50% ± 2%), com secagem nas 6 faces do
prisma. As curvas apresentadas na Figura 5.3 mostram a variação da retração por
secagem com o tempo tanto na escala linear quanto logarítmica. Cada valor na curva
representa a média de três amostras. O tempo zero representa o início de ensaio para as
duas situações (7 e 28 dias de cura).
A Tabela 5.2 mostra os valores médios, com os respectivos desvios padrões entre
parênteses, da retração por secagem do compósito e o percentual de retração em relação
à retração final (aos 120 dias de idade) para as idades de 1, 3, 7, 21, 28, 70, 90 dias.
0 20 40 60 80 10020
22
24
26
28
Tem
pera
tura
(oC
Tempo (h)
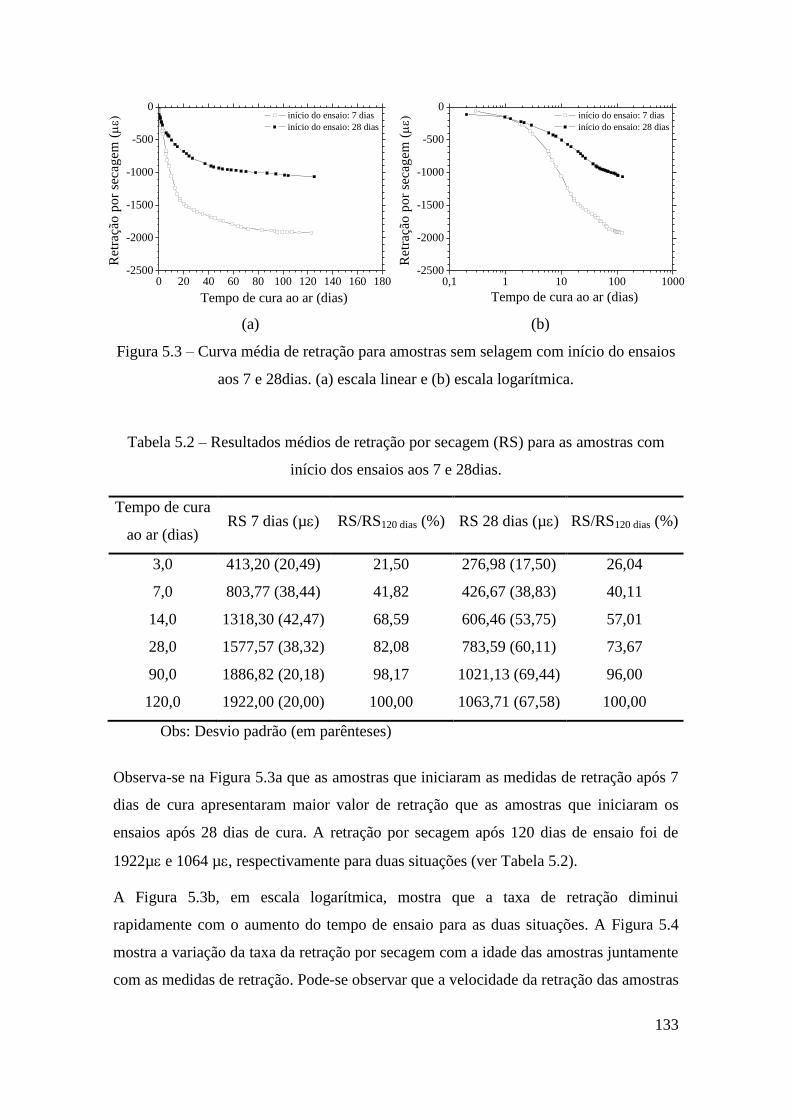
133
(a) (b)
Figura 5.3 – Curva média de retração para amostras sem selagem com início do ensaios
aos 7 e 28dias. (a) escala linear e (b) escala logarítmica.
Tabela 5.2 – Resultados médios de retração por secagem (RS) para as amostras com
início dos ensaios aos 7 e 28dias.
Tempo de cura
ao ar (dias) RS 7 dias (µ) RS/RS120 dias (%) RS 28 dias (µ) RS/RS120 dias (%)
3,0 413,20 (20,49) 21,50 276,98 (17,50) 26,04
7,0 803,77 (38,44) 41,82 426,67 (38,83) 40,11
14,0 1318,30 (42,47) 68,59 606,46 (53,75) 57,01
28,0 1577,57 (38,32) 82,08 783,59 (60,11) 73,67
90,0 1886,82 (20,18) 98,17 1021,13 (69,44) 96,00
120,0 1922,00 (20,00) 100,00 1063,71 (67,58) 100,00
Obs: Desvio padrão (em parênteses)
Observa-se na Figura 5.3a que as amostras que iniciaram as medidas de retração após 7
dias de cura apresentaram maior valor de retração que as amostras que iniciaram os
ensaios após 28 dias de cura. A retração por secagem após 120 dias de ensaio foi de
1922µ e 1064 µ, respectivamente para duas situações (ver Tabela 5.2).
A Figura 5.3b, em escala logarítmica, mostra que a taxa de retração diminui
rapidamente com o aumento do tempo de ensaio para as duas situações. A Figura 5.4
mostra a variação da taxa da retração por secagem com a idade das amostras juntamente
com as medidas de retração. Pode-se observar que a velocidade da retração das amostras
0 20 40 60 80 100 120 140 160 180-2500
-2000
-1500
-1000
-500
0
Tempo de cura ao ar (dias)
início do ensaio: 7 dias
início do ensaio: 28 dias
Ret
raçã
o p
or
seca
gem
(
0,1 1 10 100 1000-2500
-2000
-1500
-1000
-500
0 início do ensaio: 7 dias
início do ensaio: 28 dias
Ret
raçã
o p
or
seca
gem
(
Tempo de cura ao ar (dias)
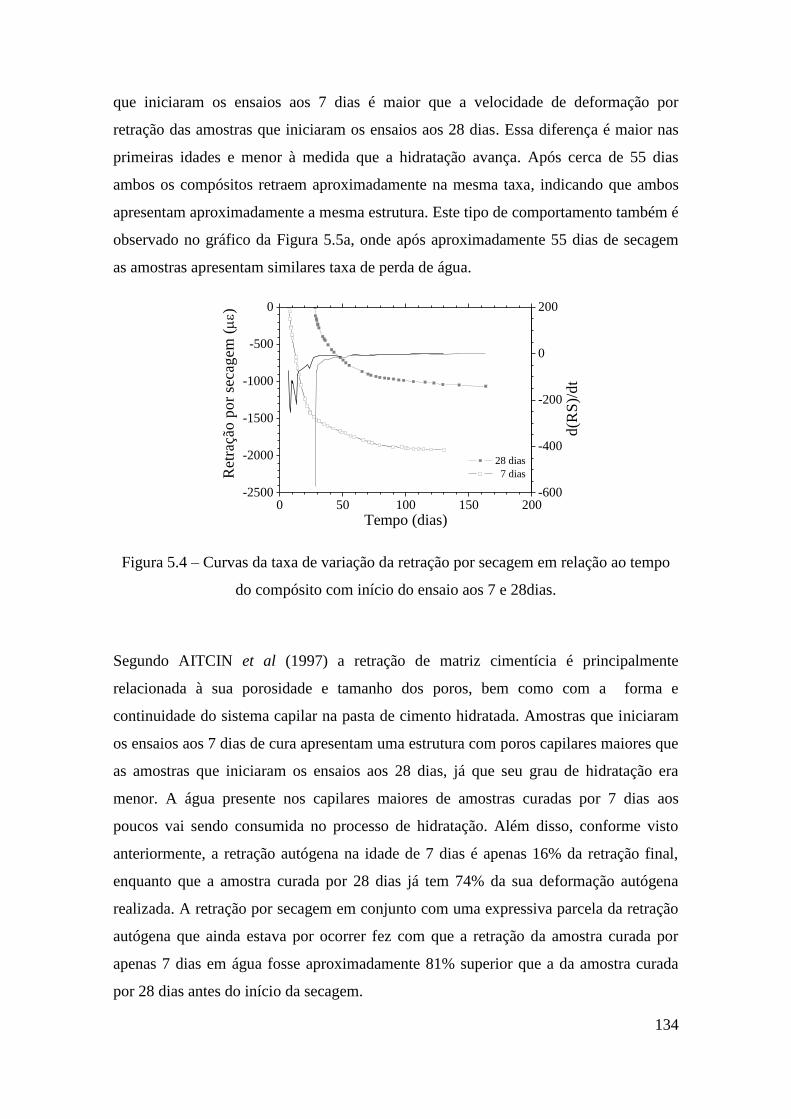
134
que iniciaram os ensaios aos 7 dias é maior que a velocidade de deformação por
retração das amostras que iniciaram os ensaios aos 28 dias. Essa diferença é maior nas
primeiras idades e menor à medida que a hidratação avança. Após cerca de 55 dias
ambos os compósitos retraem aproximadamente na mesma taxa, indicando que ambos
apresentam aproximadamente a mesma estrutura. Este tipo de comportamento também é
observado no gráfico da Figura 5.5a, onde após aproximadamente 55 dias de secagem
as amostras apresentam similares taxa de perda de água.
Figura 5.4 – Curvas da taxa de variação da retração por secagem em relação ao tempo
do compósito com início do ensaio aos 7 e 28dias.
Segundo AITCIN et al (1997) a retração de matriz cimentícia é principalmente
relacionada à sua porosidade e tamanho dos poros, bem como com a forma e
continuidade do sistema capilar na pasta de cimento hidratada. Amostras que iniciaram
os ensaios aos 7 dias de cura apresentam uma estrutura com poros capilares maiores que
as amostras que iniciaram os ensaios aos 28 dias, já que seu grau de hidratação era
menor. A água presente nos capilares maiores de amostras curadas por 7 dias aos
poucos vai sendo consumida no processo de hidratação. Além disso, conforme visto
anteriormente, a retração autógena na idade de 7 dias é apenas 16% da retração final,
enquanto que a amostra curada por 28 dias já tem 74% da sua deformação autógena
realizada. A retração por secagem em conjunto com uma expressiva parcela da retração
autógena que ainda estava por ocorrer fez com que a retração da amostra curada por
apenas 7 dias em água fosse aproximadamente 81% superior que a da amostra curada
por 28 dias antes do início da secagem.
0 50 100 150 200-2500
-2000
-1500
-1000
-500
0
Ret
raçã
o p
or
seca
gem
()
Tempo (dias)
28 dias
7 dias
-600
-400
-200
0
200
d(R
S)/
dt
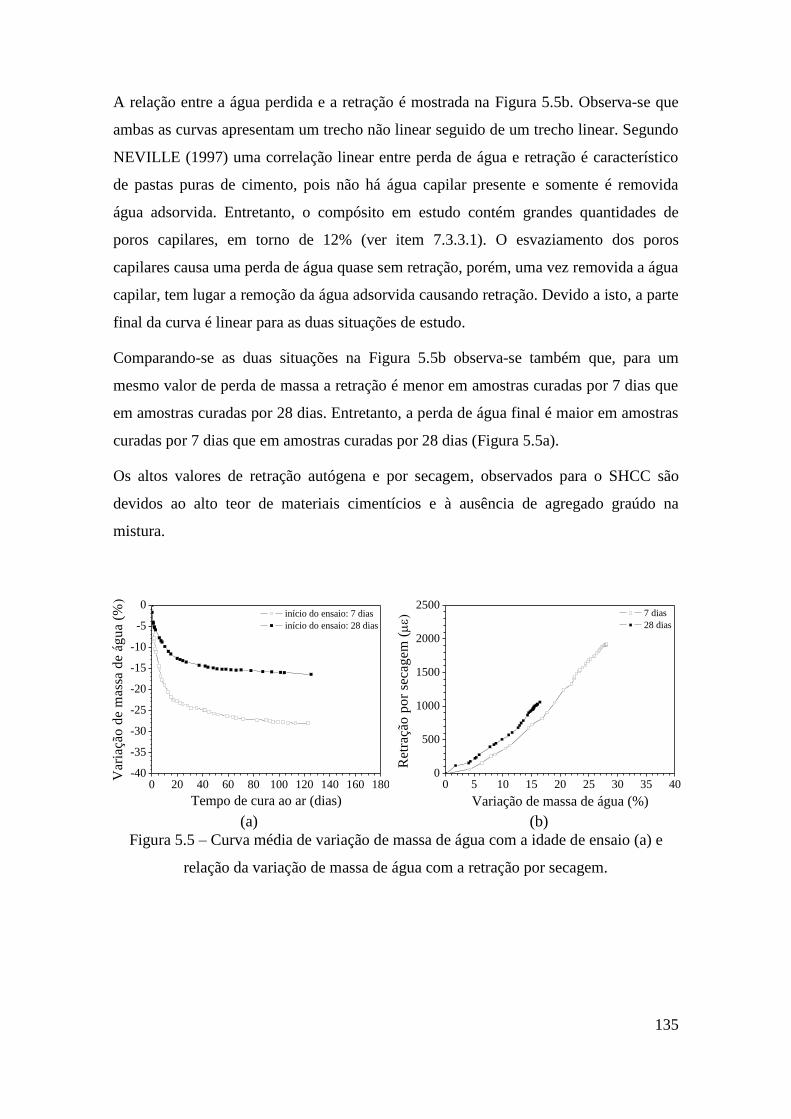
135
A relação entre a água perdida e a retração é mostrada na Figura 5.5b. Observa-se que
ambas as curvas apresentam um trecho não linear seguido de um trecho linear. Segundo
NEVILLE (1997) uma correlação linear entre perda de água e retração é característico
de pastas puras de cimento, pois não há água capilar presente e somente é removida
água adsorvida. Entretanto, o compósito em estudo contém grandes quantidades de
poros capilares, em torno de 12% (ver item 7.3.3.1). O esvaziamento dos poros
capilares causa uma perda de água quase sem retração, porém, uma vez removida a água
capilar, tem lugar a remoção da água adsorvida causando retração. Devido a isto, a parte
final da curva é linear para as duas situações de estudo.
Comparando-se as duas situações na Figura 5.5b observa-se também que, para um
mesmo valor de perda de massa a retração é menor em amostras curadas por 7 dias que
em amostras curadas por 28 dias. Entretanto, a perda de água final é maior em amostras
curadas por 7 dias que em amostras curadas por 28 dias (Figura 5.5a).
Os altos valores de retração autógena e por secagem, observados para o SHCC são
devidos ao alto teor de materiais cimentícios e à ausência de agregado graúdo na
mistura.
(a) (b)
Figura 5.5 – Curva média de variação de massa de água com a idade de ensaio (a) e
relação da variação de massa de água com a retração por secagem.
0 20 40 60 80 100 120 140 160 180-40
-35
-30
-25
-20
-15
-10
-5
0 início do ensaio: 7 dias
início do ensaio: 28 dias
Vari
ação
de m
ass
a d
e á
gu
a (
%
Tempo de cura ao ar (dias)
0 5 10 15 20 25 30 35 400
500
1000
1500
2000
2500 7 dias
28 dias
Ret
raçã
o p
or
seca
gem
(
Variação de massa de água (%)
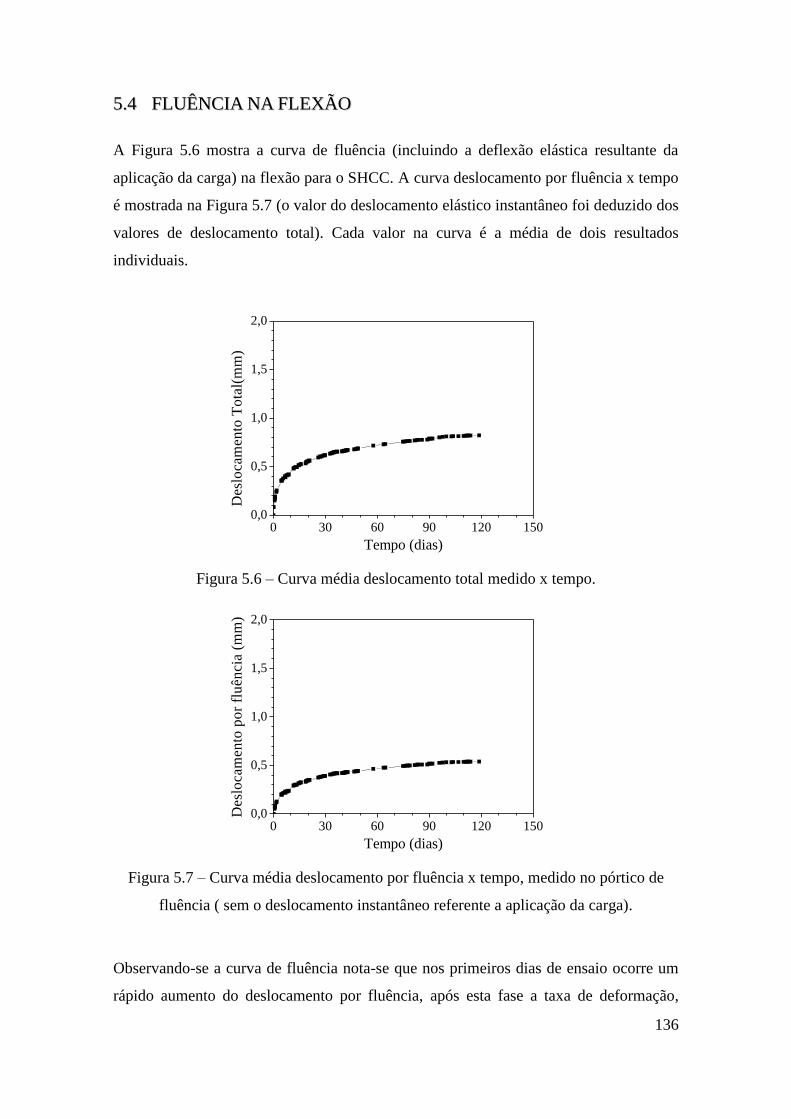
136
55..44 FFLLUUÊÊNNCCIIAA NNAA FFLLEEXXÃÃOO
A Figura 5.6 mostra a curva de fluência (incluindo a deflexão elástica resultante da
aplicação da carga) na flexão para o SHCC. A curva deslocamento por fluência x tempo
é mostrada na Figura 5.7 (o valor do deslocamento elástico instantâneo foi deduzido dos
valores de deslocamento total). Cada valor na curva é a média de dois resultados
individuais.
Figura 5.6 – Curva média deslocamento total medido x tempo.
Figura 5.7 – Curva média deslocamento por fluência x tempo, medido no pórtico de
fluência ( sem o deslocamento instantâneo referente a aplicação da carga).
Observando-se a curva de fluência nota-se que nos primeiros dias de ensaio ocorre um
rápido aumento do deslocamento por fluência, após esta fase a taxa de deformação,
0 30 60 90 120 1500,0
0,5
1,0
1,5
2,0
Desl
ocam
en
to T
ota
l(m
m)
Tempo (dias)
0 30 60 90 120 1500,0
0,5
1,0
1,5
2,0
Desl
ocam
en
to p
or
flu
ên
cia
(m
m)
Tempo (dias)
137
mensurada pela inclinação da curva deslocamento x tempo, torna-se menor,
principalmente após cerca de 90 dias quando praticamente toda a fluência está
completa. Aos 118 dias, data da última leitura, o valor médio de deslocamento por
fluência é igual a 0,53 mm e o deslocamento específico (deslocamento por
fluência/tensão aplicada) é igual a 0,16 mm/MPa.
A Figura 5.8 ilustra a face inferior (tracionada) de uma amostra após 118 dias de ensaio.
É possível observar a ausência de fissuras visíveis na amostra.
Figura 5.8 – Fotografia da face inferior de uma das amostras utilizadas no ensaio de
fluência.
55..55 CCOOMMPPOORRTTAAMMEENNTTOO DDOO PPAADDRRÃÃOO DDEE FFIISSSSUURRAASS DDOO SSHHCCCC SSOOBB
CCAARRGGAA CCOONNSSTTAANNTTEE
Os ensaios foram iniciados aos 38 dias de idade em placas fissuradas até a primeira
fissura (PF-1F) e em placas fissuradas até 10mm (PF-10mm) de deslocamento no meio
do vão. Os ensaios foram realizados em duas amostras para cada situação. A Tabela 5.3
descreve o nível de fissuração das amostras e os valores das tensões utilizadas na
realização do ensaio.
A Figura 5.9 mostra as curvas de carregamento e descarregamento, realizadas nas
amostras na prensa de ensaios mecânicos para impor o nível desejado de fissuração nas
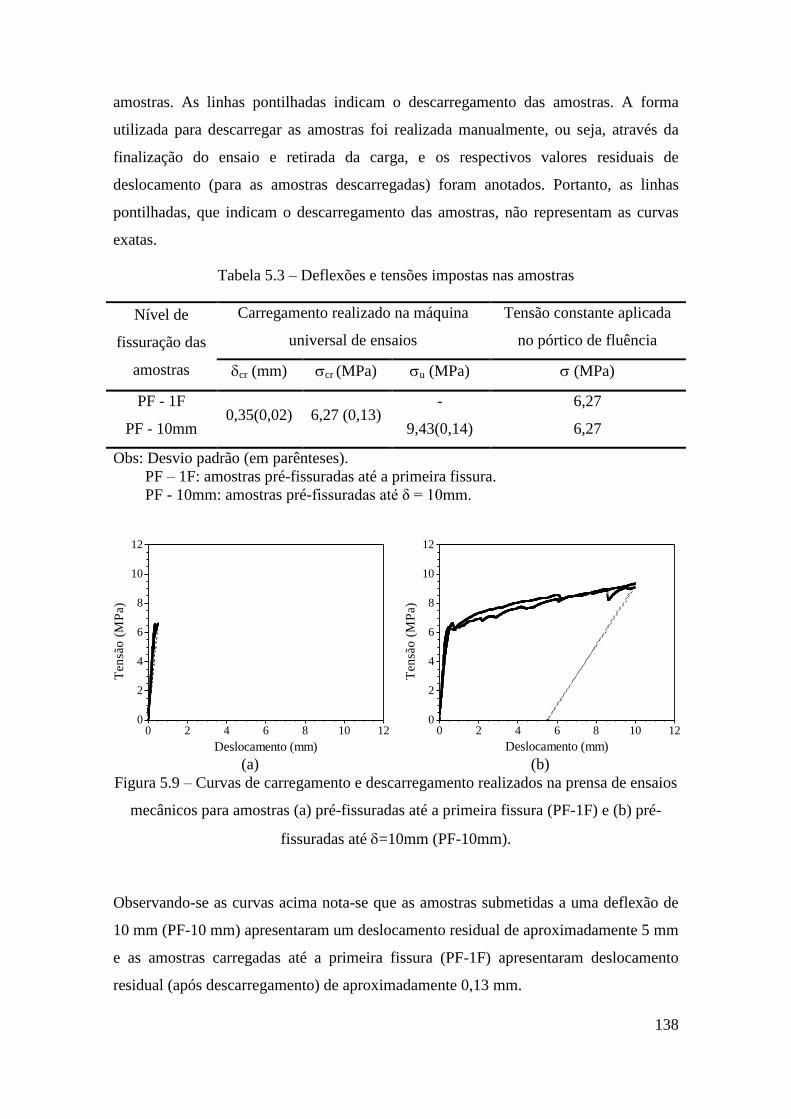
138
amostras. As linhas pontilhadas indicam o descarregamento das amostras. A forma
utilizada para descarregar as amostras foi realizada manualmente, ou seja, através da
finalização do ensaio e retirada da carga, e os respectivos valores residuais de
deslocamento (para as amostras descarregadas) foram anotados. Portanto, as linhas
pontilhadas, que indicam o descarregamento das amostras, não representam as curvas
exatas.
Tabela 5.3 – Deflexões e tensões impostas nas amostras
Nível de
fissuração das
amostras
Carregamento realizado na máquina
universal de ensaios
Tensão constante aplicada
no pórtico de fluência
cr (mm) cr (MPa) u (MPa) (MPa)
PF - 1F 0,35(0,02) 6,27 (0,13)
- 6,27
PF - 10mm 9,43(0,14) 6,27
Obs: Desvio padrão (em parênteses).
PF – 1F: amostras pré-fissuradas até a primeira fissura.
PF - 10mm: amostras pré-fissuradas até δ 10mm.
(a) (b)
Figura 5.9 – Curvas de carregamento e descarregamento realizados na prensa de ensaios
mecânicos para amostras (a) pré-fissuradas até a primeira fissura (PF-1F) e (b) pré-
fissuradas até =10mm (PF-10mm).
Observando-se as curvas acima nota-se que as amostras submetidas a uma deflexão de
10 mm (PF-10 mm) apresentaram um deslocamento residual de aproximadamente 5 mm
e as amostras carregadas até a primeira fissura (PF-1F) apresentaram deslocamento
residual (após descarregamento) de aproximadamente 0,13 mm.
0 2 4 6 8 10 120
2
4
6
8
10
12
Ten
são
(M
Pa)
Deslocamento (mm)
0 2 4 6 8 10 120
2
4
6
8
10
12
Ten
são
(M
Pa)
Deslocamento (mm)
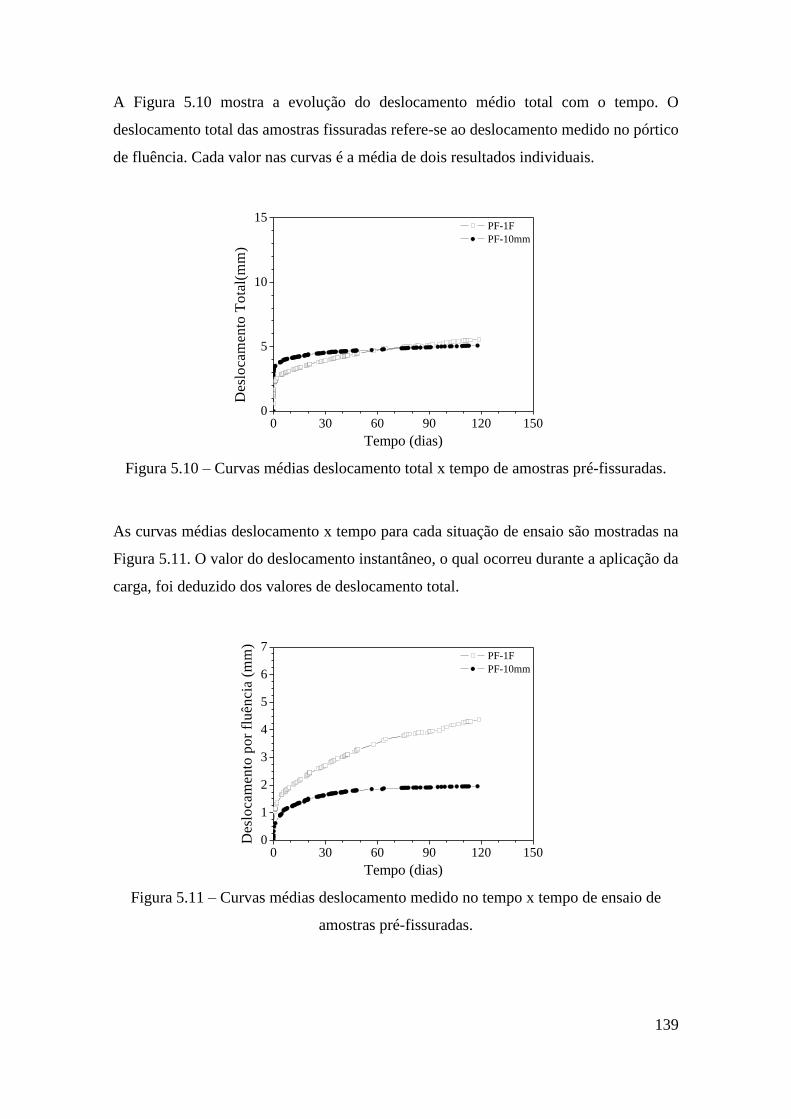
139
A Figura 5.10 mostra a evolução do deslocamento médio total com o tempo. O
deslocamento total das amostras fissuradas refere-se ao deslocamento medido no pórtico
de fluência. Cada valor nas curvas é a média de dois resultados individuais.
Figura 5.10 – Curvas médias deslocamento total x tempo de amostras pré-fissuradas.
As curvas médias deslocamento x tempo para cada situação de ensaio são mostradas na
Figura 5.11. O valor do deslocamento instantâneo, o qual ocorreu durante a aplicação da
carga, foi deduzido dos valores de deslocamento total.
Figura 5.11 – Curvas médias deslocamento medido no tempo x tempo de ensaio de
amostras pré-fissuradas.
0 30 60 90 120 1500
5
10
15
Desl
ocam
en
to T
ota
l(m
m)
Tempo (dias)
PF-1F
PF-10mm
0 30 60 90 120 1500
1
2
3
4
5
6
7
Desl
ocam
en
to p
or
flu
ên
cia
(m
m)
Tempo (dias)
PF-1F
PF-10mm
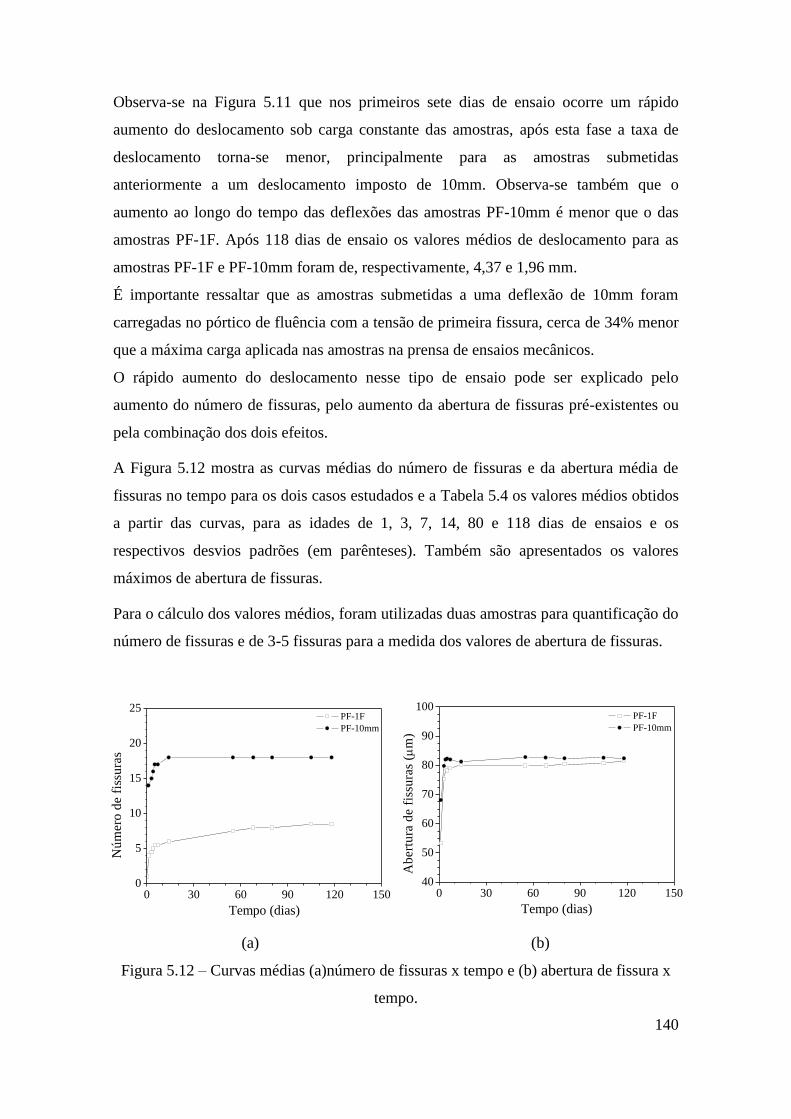
140
Observa-se na Figura 5.11 que nos primeiros sete dias de ensaio ocorre um rápido
aumento do deslocamento sob carga constante das amostras, após esta fase a taxa de
deslocamento torna-se menor, principalmente para as amostras submetidas
anteriormente a um deslocamento imposto de 10mm. Observa-se também que o
aumento ao longo do tempo das deflexões das amostras PF-10mm é menor que o das
amostras PF-1F. Após 118 dias de ensaio os valores médios de deslocamento para as
amostras PF-1F e PF-10mm foram de, respectivamente, 4,37 e 1,96 mm.
É importante ressaltar que as amostras submetidas a uma deflexão de 10mm foram
carregadas no pórtico de fluência com a tensão de primeira fissura, cerca de 34% menor
que a máxima carga aplicada nas amostras na prensa de ensaios mecânicos.
O rápido aumento do deslocamento nesse tipo de ensaio pode ser explicado pelo
aumento do número de fissuras, pelo aumento da abertura de fissuras pré-existentes ou
pela combinação dos dois efeitos.
A Figura 5.12 mostra as curvas médias do número de fissuras e da abertura média de
fissuras no tempo para os dois casos estudados e a Tabela 5.4 os valores médios obtidos
a partir das curvas, para as idades de 1, 3, 7, 14, 80 e 118 dias de ensaios e os
respectivos desvios padrões (em parênteses). Também são apresentados os valores
máximos de abertura de fissuras.
Para o cálculo dos valores médios, foram utilizadas duas amostras para quantificação do
número de fissuras e de 3-5 fissuras para a medida dos valores de abertura de fissuras.
(a) (b)
Figura 5.12 – Curvas médias (a)número de fissuras x tempo e (b) abertura de fissura x
tempo.
0 30 60 90 120 1500
5
10
15
20
25
Nú
mero
de f
issu
ras
Tempo (dias)
PF-1F
PF-10mm
0 30 60 90 120 15040
50
60
70
80
90
100
Ab
ert
ura
de f
issu
ras
(m
)
Tempo (dias)
PF-1F
PF-10mm

141
Observando-se as curvas e os valores da Tabela 5.4 nota-se que a maior taxa de
formação de novas fissuras ocorreu nos primeiros 7 dias. Nota-se também que a
abertura de fissuras é mais expressiva nesse período, praticamente não aumentando
posteriormente. Até 7 dias de ensaio, aproximadamente 65% do número de fissuras aos
118 dias foram formadas em PF-1F e 94% em PF-10mm. Este tipo de comportamento
pode ser a causa, ou uma das causas, do aumento de deslocamento observado nas curvas
da Figura 5.11, as quais também apresentaram maior taxa de aumento de deslocamento
no tempo nos primeiros 7 dias. Comportamento similar, ao encontrado nesta pesquisa,
foi observado também por BOSHOFF et al (2009) para amostras submetidas a tração
direta.
Tabela 5.4 – Resultados médios do número de fissuras e abertura de fissuras para
diversos tempos de ensaio.
Tempo de
ensaio (dias)
Número médio de
fissuras
Abertura de fissuras (µm)
Valores médios Valores máximos
PF-1F PF-10mm PF-1F PF-10mm PF-1F PF-10mm
0 1,0 (0,0) 14,0 (0,0) - - - -
1 4,0 (1,4) 14,0 (0,0) 53,3 (5,3) 68,1 (12,7) 64 75
3 4,5 (0,7) 15,0 (0,0) 74,0 (4,0) 79,8 (10,0) 81 91
7 5,5 (0,7) 17,0 (0,7) 79,1 (5,1) 82,0 (5,1) 81 91
14 6,0 (0,0) 18,0 (0,0) 80,0 (5,3) 82,3(15,6) 82 92
80 8,0 (1,4) 18,0 (0,0) 80,4 (15,0) 82,4 (2,6) 82 92
118 8,5 (0,7) 18,0 (0,7) 81,3 (7,8) 82,6 (2,9) 86 92
Obs: Desvio padrão (em parênteses).
Os valores da Tabela 5.4, mostraram também que, as amostras PF-1F apresentaram um
maior número de fissuras formadas sob carga constante, que as amostras PF-10mm. O
número de fissuras formadas aos 118 dias de carga constante foi aproximadamente 8
fissuras em PF-1, enquanto somente 4 fissuras foram formadas em PF-10mm.
Com relação à abertura de fissuras, notou-se que, embora as amostras PF-10mm mesmo
apresentando quase três vezes o número de fissuras que as amostras PF-1F, ambas
apresentaram semelhantes valores de abertura média de fissuras (entre 80 e 83mm) após
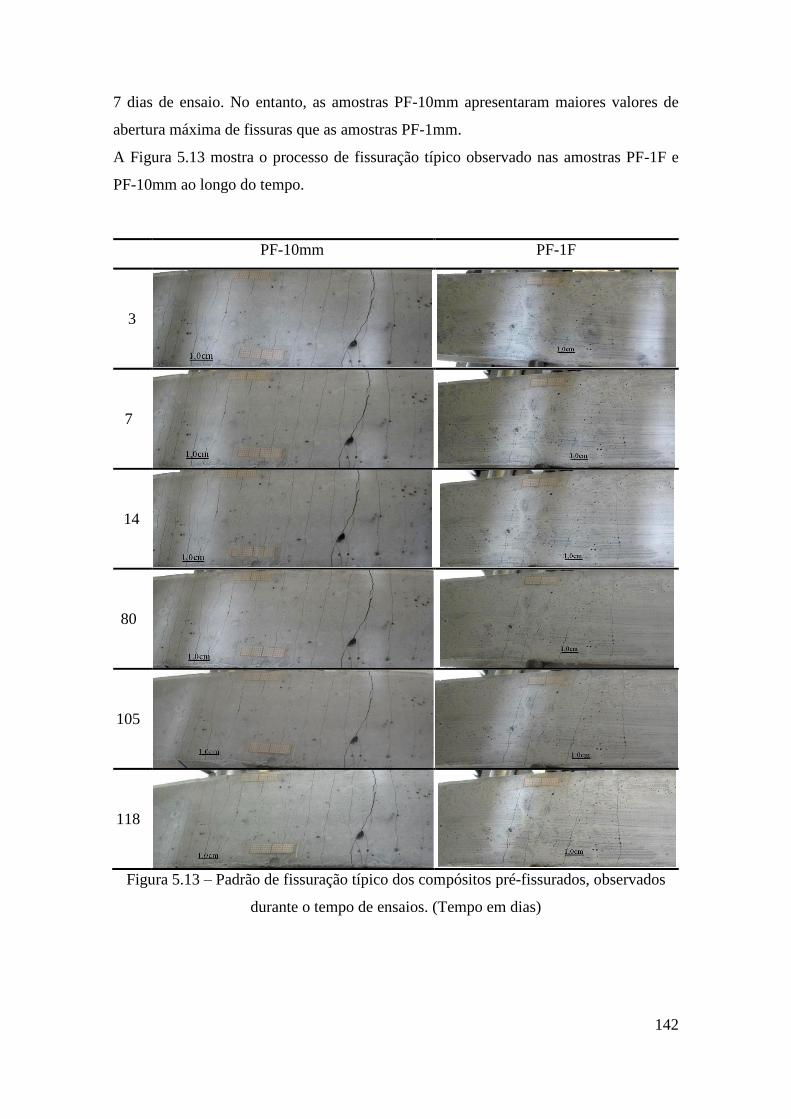
142
7 dias de ensaio. No entanto, as amostras PF-10mm apresentaram maiores valores de
abertura máxima de fissuras que as amostras PF-1mm.
A Figura 5.13 mostra o processo de fissuração típico observado nas amostras PF-1F e
PF-10mm ao longo do tempo.
PF-10mm PF-1F
3
7
14
80
105
118
Figura 5.13 – Padrão de fissuração típico dos compósitos pré-fissurados, observados
durante o tempo de ensaios. (Tempo em dias)
143
55..66 RREESSUUMMOO DDOO CCAAPPÍÍTTUULLOO 55
Este capítulo tratou do estudo das deformações diferidas no tempo de compósitos do
tipo SHCC. Foram estudados os comportamentos de retração autógena, retração por
secagem, fluência na flexão e análise do padrão de fissuras de SHCC sob carga
constante. A partir dos resultados encontrados, as seguintes conclusões puderam ser
tiradas.
A retração autógena do compósito aumentou rapidamente até a idade de
aproximadamente 28 dias em virtude da reação de hidratação. A partir de 28 dias, o
aumento da deformação autógena foi mais lento, com praticamente 95% da retração
autógena tendo ocorrido até a idade de 70 dias. Quando comparado a retração autógena
de um concreto convencional feito com brita e altos valores de materiais cimentícios, o
valor obtido de retração autógena (cerca de 320µ ou 0,032%) neste trabalho não foi tão
elevado.
Com relação à retração por secagem, o alto teor de materiais cimentícios e a ausência de
agregado graúdo em compósitos SHCC fizeram com que este tipo de compósito
apresente maiores valores de retração por secagem (cerca de 1900µ ou 0,19% para
amostras curadas por 7 dias e cerca de 1060µ ou 0,106%, para amostras curadas por 28
dias), que valores comumente encontrados em concretos convencionais. Entretanto,
estes valores não comprometem o material, devido à alta capacidade de deformação que
o mesmo possui.
A retração por secagem em conjunto com uma expressiva parcela da retração autógena
que ainda estava por ocorrer fez com que a retração medida após sete dias de cura em
água fosse aproximadamente 81% superior que a retração de amostras após 28 dias de
cura.
Com relação aos ensaios de fluência, foi observado que a fluência de SHCC aumenta
rapidamente nos primeiros dias, após esta fase a taxa de deformação torna-se menor,
principalmente após cerca de 90 dias quando praticamente toda a fluência está
completa. Aos 118 dias, data da última leitura, o valor médio de deslocamento por
fluência foi igual a 0,53 mm.
Comportamento semelhante foi observado em amostras pré-fissuradas. Nos primeiros
sete dias de ensaio ocorreu um rápido aumento do deslocamento sob carga constante das
amostras fissuradas, devido ao aumento do número de fissuras, aumento da abertura de

144
fissuras pré-existentes ou pela combinação dos dois efeitos. Após esta fase a taxa de
deslocamento tornou-se menor, principalmente para as amostras submetidas
anteriormente a um deslocamento imposto de 10mm, a qual apresentou um
comportamento mais estável que as amostras pré-fissuradas até a primeira fissura. É
importante ressaltar que as amostras submetidas a uma deflexão de 10mm foram
carregadas no pórtico de fluência com a tensão de primeira fissura, cerca de 34% menor
que a máxima carga aplicada nas amostras na prensa de ensaios mecânicos.

145
66 PPRROOPPRRIIEEDDAADDEESS TTÉÉRRMMIICCAASS
66..11 IINNTTRROODDUUÇÇÃÃOO
Este capítulo apresenta os resultados do estudo das propriedades térmicas do compósito:
calor específico, difusividade térmica, condutividade térmica, coeficiente de dilatação
térmica e a elevação adiabática da temperatura. Todos os ensaios foram realizados no
compósito produzido com a mistura CF01, por apresentar o melhor desempenho
mecânico, dentre os compósitos desenvolvidos (ver capítulo 4).
66..22 CCAALLOORR EESSPPEECCÍÍFFIICCOO
Calor específico é a quantidade de calor que cada grama de uma substância necessita
trocar para variar sua temperatura em 1ºC. Quanto menor o calor específico de uma
substância, mais facilmente ela pode sofrer variações em sua temperatura. Assim, o
calor específico é uma propriedade que influencia a capacidade de ―armazenamento‖ de
calor de um material.
O ensaio de calor específico foi realizado no compósito na condição de saturado com
superfície seca (SSS). A partir dos resultados encontrados foram obtidos valores para a
condição de 20% de saturação do corpo de prova. A Figura 6.1 ilustra as variações dos
valores de calor específico do compósito com a temperatura de ensaio para as duas
condições de estudo. Os valores representados nas curvas foram obtidos do ensaio
realizado em dois corpos de provas nas temperaturas variando entre 29°C e 65°C.
Através dos dados foram ajustadas curvas lineares para a obtenção do valor do calor
específico nas temperaturas iguais a 25°C, 40°C e 55°C para as condições SSS e 20%
de saturação. Os valores obtidos estão representados na Tabela 6.1.
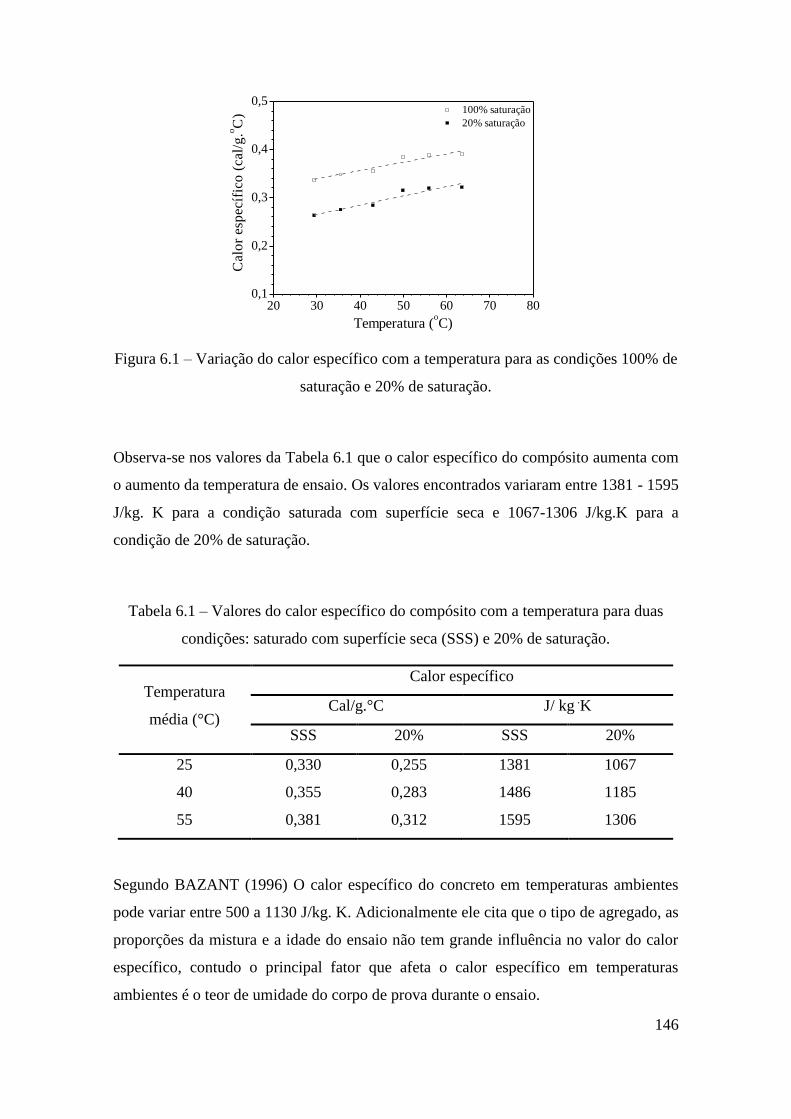
146
Figura 6.1 – Variação do calor específico com a temperatura para as condições 100% de
saturação e 20% de saturação.
Observa-se nos valores da Tabela 6.1 que o calor específico do compósito aumenta com
o aumento da temperatura de ensaio. Os valores encontrados variaram entre 1381 - 1595
J/kg. K para a condição saturada com superfície seca e 1067-1306 J/kg.K para a
condição de 20% de saturação.
Tabela 6.1 – Valores do calor específico do compósito com a temperatura para duas
condições: saturado com superfície seca (SSS) e 20% de saturação.
Temperatura
média (°C)
Calor específico
Cal/g.°C J/ kg .K
SSS 20% SSS 20%
25 0,330 0,255 1381 1067
40 0,355 0,283 1486 1185
55 0,381 0,312 1595 1306
Segundo BAZANT (1996) O calor específico do concreto em temperaturas ambientes
pode variar entre 500 a 1130 J/kg. K. Adicionalmente ele cita que o tipo de agregado, as
proporções da mistura e a idade do ensaio não tem grande influência no valor do calor
específico, contudo o principal fator que afeta o calor específico em temperaturas
ambientes é o teor de umidade do corpo de prova durante o ensaio.
20 30 40 50 60 70 800,1
0,2
0,3
0,4
0,5 100% saturação
20% saturação
Cal
or
esp
ecíf
ico
(ca
l/g
.oC
)
Temperatura (oC)
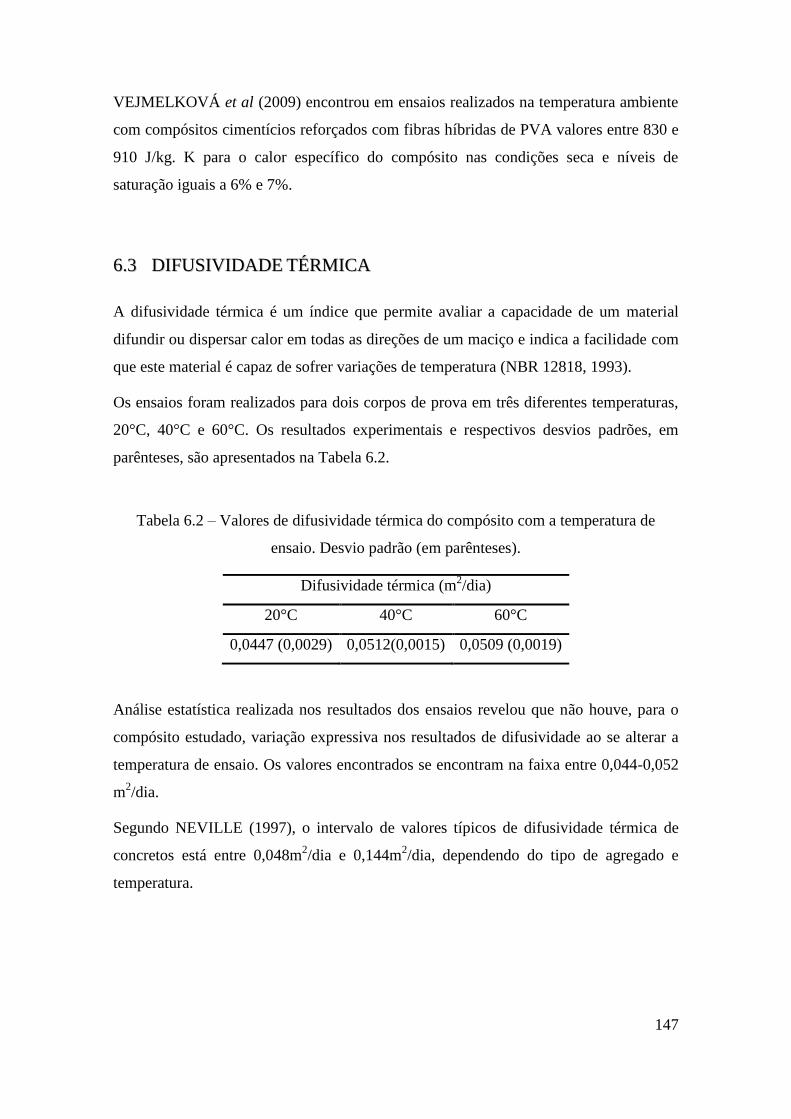
147
VEJMELKOVÁ et al (2009) encontrou em ensaios realizados na temperatura ambiente
com compósitos cimentícios reforçados com fibras híbridas de PVA valores entre 830 e
910 J/kg. K para o calor específico do compósito nas condições seca e níveis de
saturação iguais a 6% e 7%.
66..33 DDIIFFUUSSIIVVIIDDAADDEE TTÉÉRRMMIICCAA
A difusividade térmica é um índice que permite avaliar a capacidade de um material
difundir ou dispersar calor em todas as direções de um maciço e indica a facilidade com
que este material é capaz de sofrer variações de temperatura (NBR 12818, 1993).
Os ensaios foram realizados para dois corpos de prova em três diferentes temperaturas,
20°C, 40°C e 60°C. Os resultados experimentais e respectivos desvios padrões, em
parênteses, são apresentados na Tabela 6.2.
Tabela 6.2 – Valores de difusividade térmica do compósito com a temperatura de
ensaio. Desvio padrão (em parênteses).
Difusividade térmica (m2/dia)
20°C 40°C 60°C
0,0447 (0,0029) 0,0512(0,0015) 0,0509 (0,0019)
Análise estatística realizada nos resultados dos ensaios revelou que não houve, para o
compósito estudado, variação expressiva nos resultados de difusividade ao se alterar a
temperatura de ensaio. Os valores encontrados se encontram na faixa entre 0,044-0,052
m2/dia.
Segundo NEVILLE (1997), o intervalo de valores típicos de difusividade térmica de
concretos está entre 0,048m2/dia e 0,144m
2/dia, dependendo do tipo de agregado e
temperatura.
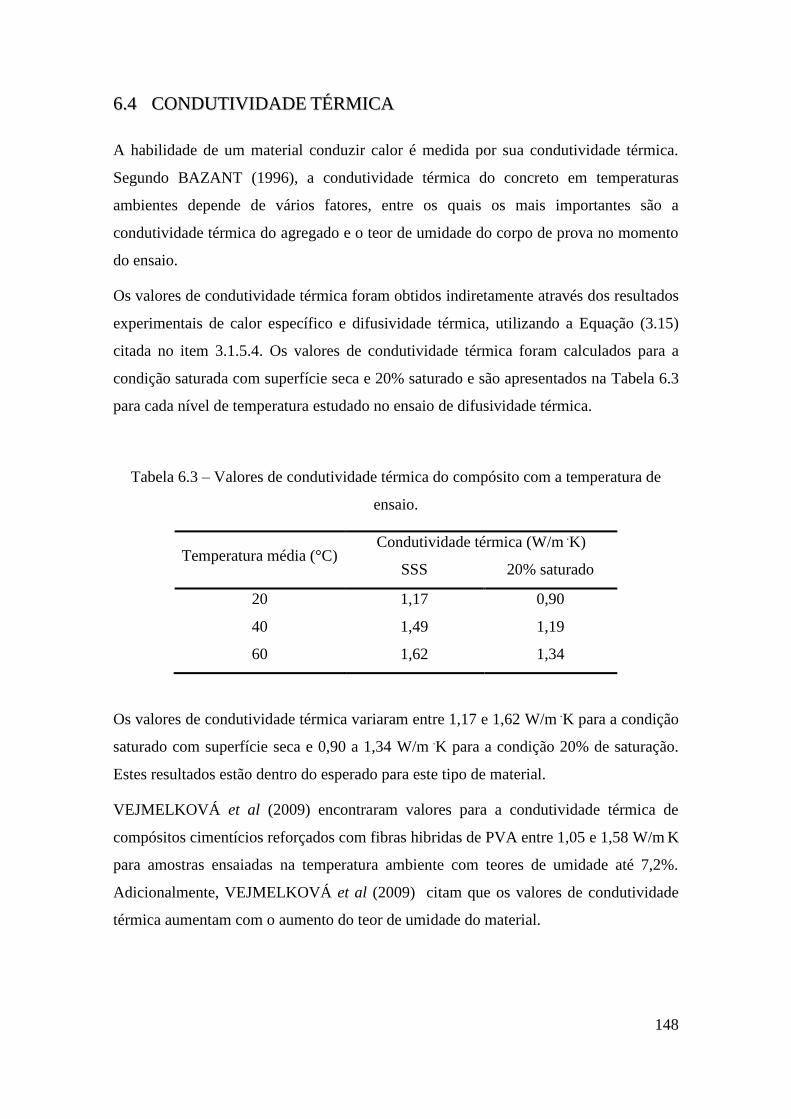
148
66..44 CCOONNDDUUTTIIVVIIDDAADDEE TTÉÉRRMMIICCAA
A habilidade de um material conduzir calor é medida por sua condutividade térmica.
Segundo BAZANT (1996), a condutividade térmica do concreto em temperaturas
ambientes depende de vários fatores, entre os quais os mais importantes são a
condutividade térmica do agregado e o teor de umidade do corpo de prova no momento
do ensaio.
Os valores de condutividade térmica foram obtidos indiretamente através dos resultados
experimentais de calor específico e difusividade térmica, utilizando a Equação (3.15)
citada no item 3.1.5.4. Os valores de condutividade térmica foram calculados para a
condição saturada com superfície seca e 20% saturado e são apresentados na Tabela 6.3
para cada nível de temperatura estudado no ensaio de difusividade térmica.
Tabela 6.3 – Valores de condutividade térmica do compósito com a temperatura de
ensaio.
Temperatura média (°C) Condutividade térmica (W/m
.K)
SSS 20% saturado
20 1,17 0,90
40 1,49 1,19
60 1,62 1,34
Os valores de condutividade térmica variaram entre 1,17 e 1,62 W/m .K para a condição
saturado com superfície seca e 0,90 a 1,34 W/m .K para a condição 20% de saturação.
Estes resultados estão dentro do esperado para este tipo de material.
VEJMELKOVÁ et al (2009) encontraram valores para a condutividade térmica de
compósitos cimentícios reforçados com fibras hibridas de PVA entre 1,05 e 1,58 W/m K
para amostras ensaiadas na temperatura ambiente com teores de umidade até 7,2%.
Adicionalmente, VEJMELKOVÁ et al (2009) citam que os valores de condutividade
térmica aumentam com o aumento do teor de umidade do material.

149
66..55 CCOOEEFFIICCIIEENNTTEE DDEE DDIILLAATTAAÇÇÃÃOO TTÉÉRRMMIICCAA
O ensaio para a determinação do coeficiente de dilatação térmica fornece a relação entre
a variação linear por unidade de comprimento e a variação de temperatura que a
provocou. Os ensaios foram realizados em dois corpos de prova aos 28 dias de idade
utilizando-se três diferentes temperaturas (20°C, 40°C e 4°C). Os resultados dos ensaios
permitiram a obtenção dos valores médios do coeficiente de dilatação térmica do
compósito. Os valores obtidos e respectivos desvios padrões estão apresentados na
Tabela 6.4.
Tabela 6.4 – Valores do coeficiente de dilatação térmica do compósito para três
diferentes temperaturas de ensaio. Desvio padrão (em parênteses).
Coeficiente de dilatação térmica (x10-6
°C-1
)
20°C - 40°C 40°C - 20°C 20°C - 4°C 4°C - 20°C médio
10,35 (2,80) 12,66(1,59) 9,38 (0,74) 13,68 (0,007) 11,52 (1,99)
Os resultados obtidos, apresentados na Tabela 6.4, foram considerados estatisticamente
iguais, com um valor médio de coeficiente de dilatação térmica igual a 11,52x10-6
/°C, o
qual está muito próximo de valores de materiais cimentícios encontrados na literatura
(BAZANT, KAPLAN, 1996).
66..66 EELLEEVVAAÇÇÃÃOO AADDIIAABBÁÁTTIICCAA DDAA TTEEMMPPEERRAATTUURRAA
O ensaio de elevação adiabática mede a elevação da temperatura gerada pela hidratação,
sem que haja troca de calor entre o corpo de prova e o ambiente. A Figura 6.2 apresenta
as curvas de elevação adiabática da temperatura do compósito até 21 dias de idade. Os
resultados de elevação adiabática, coeficiente de elevação adiabática e fluxo de
liberação de calor estão sumarizados na Tabela 6.5. O valor de elevação adiabática
refere-se à amplitude máxima de temperatura obtida para o material, o valor do
coeficiente de elevação adiabática foi calculado dividindo-se a elevação adiabática pela
quantidade de material cimentício. O fluxo de liberação de calor na primeira hora de
ensaio refere-se a elevação adiabática da temperatura com 1h de ensaio.
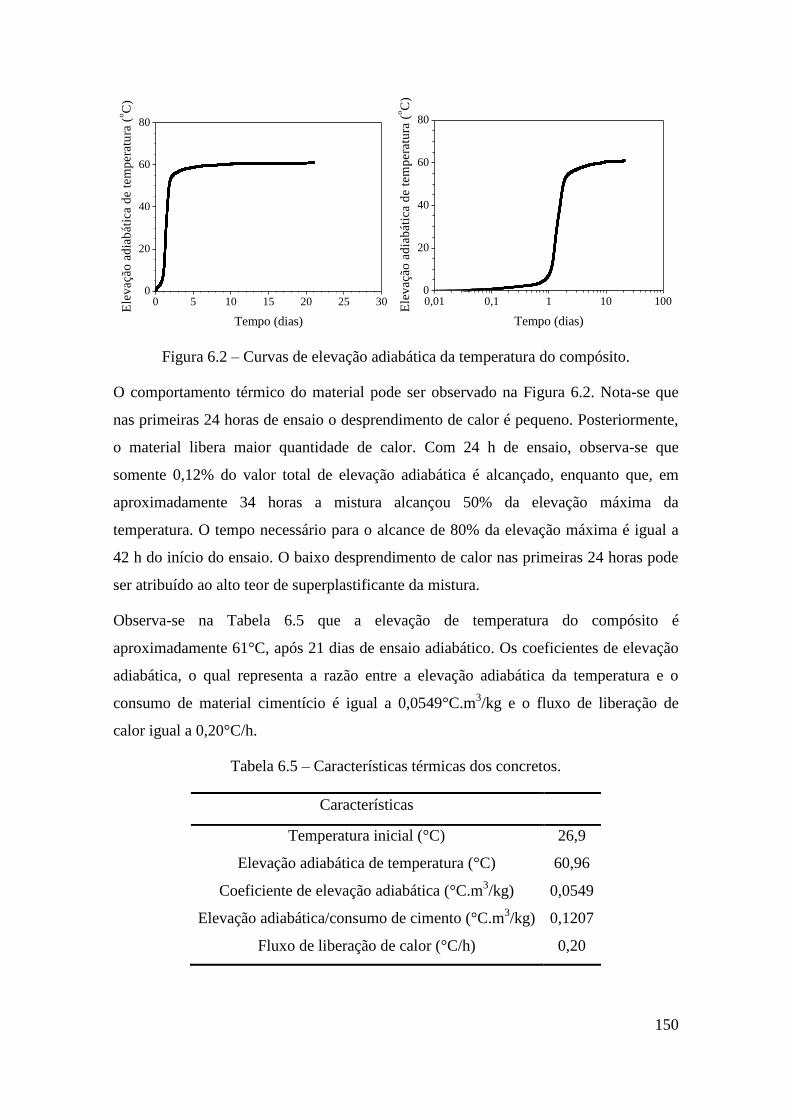
150
Figura 6.2 – Curvas de elevação adiabática da temperatura do compósito.
O comportamento térmico do material pode ser observado na Figura 6.2. Nota-se que
nas primeiras 24 horas de ensaio o desprendimento de calor é pequeno. Posteriormente,
o material libera maior quantidade de calor. Com 24 h de ensaio, observa-se que
somente 0,12% do valor total de elevação adiabática é alcançado, enquanto que, em
aproximadamente 34 horas a mistura alcançou 50% da elevação máxima da
temperatura. O tempo necessário para o alcance de 80% da elevação máxima é igual a
42 h do início do ensaio. O baixo desprendimento de calor nas primeiras 24 horas pode
ser atribuído ao alto teor de superplastificante da mistura.
Observa-se na Tabela 6.5 que a elevação de temperatura do compósito é
aproximadamente 61°C, após 21 dias de ensaio adiabático. Os coeficientes de elevação
adiabática, o qual representa a razão entre a elevação adiabática da temperatura e o
consumo de material cimentício é igual a 0,0549°C.m3/kg e o fluxo de liberação de
calor igual a 0,20°C/h.
Tabela 6.5 – Características térmicas dos concretos.
Características
Temperatura inicial (°C) 26,9
Elevação adiabática de temperatura (°C) 60,96
Coeficiente de elevação adiabática (°C.m3/kg) 0,0549
Elevação adiabática/consumo de cimento (°C.m3/kg) 0,1207
Fluxo de liberação de calor (°C/h) 0,20
0 5 10 15 20 25 300
20
40
60
80
Ele
vação
ad
iab
áti
ca d
e t
em
pera
tura
(oC
)
Tempo (dias)
0,01 0,1 1 10 1000
20
40
60
80
Ele
vação
ad
iab
áti
ca d
e t
em
pera
tura
(oC
)
Tempo (dias)
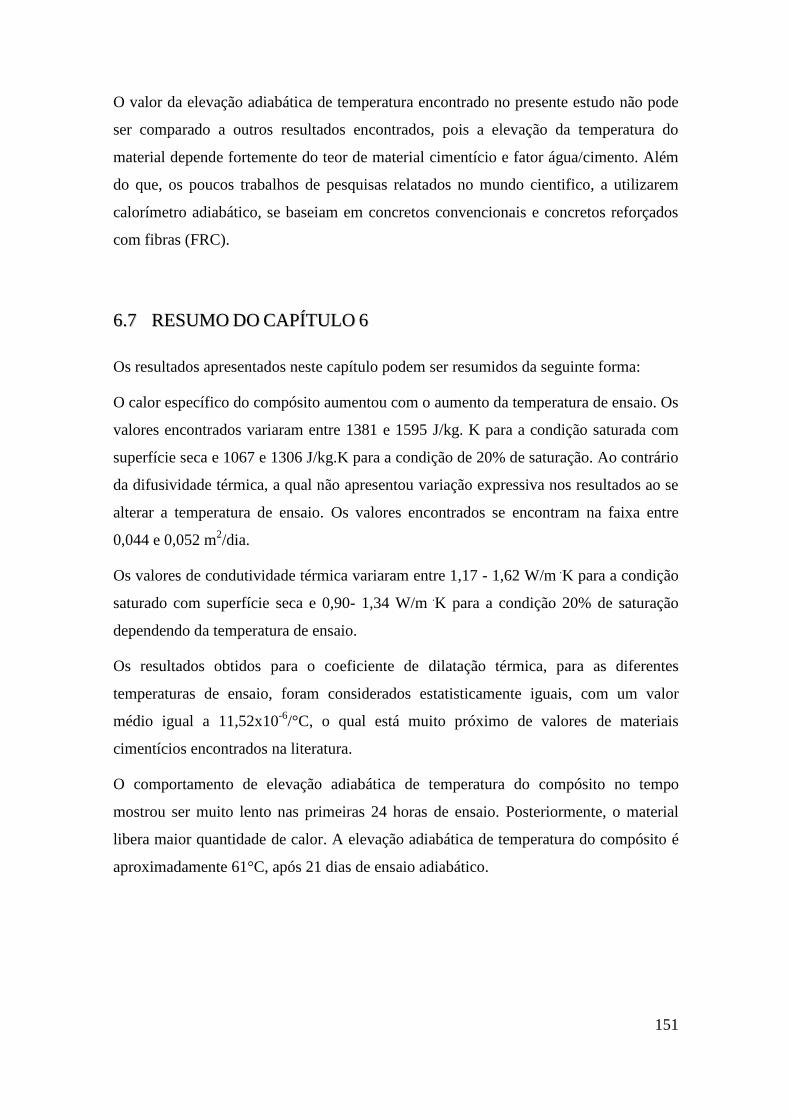
151
O valor da elevação adiabática de temperatura encontrado no presente estudo não pode
ser comparado a outros resultados encontrados, pois a elevação da temperatura do
material depende fortemente do teor de material cimentício e fator água/cimento. Além
do que, os poucos trabalhos de pesquisas relatados no mundo cientifico, a utilizarem
calorímetro adiabático, se baseiam em concretos convencionais e concretos reforçados
com fibras (FRC).
66..77 RREESSUUMMOO DDOO CCAAPPÍÍTTUULLOO 66
Os resultados apresentados neste capítulo podem ser resumidos da seguinte forma:
O calor específico do compósito aumentou com o aumento da temperatura de ensaio. Os
valores encontrados variaram entre 1381 e 1595 J/kg. K para a condição saturada com
superfície seca e 1067 e 1306 J/kg.K para a condição de 20% de saturação. Ao contrário
da difusividade térmica, a qual não apresentou variação expressiva nos resultados ao se
alterar a temperatura de ensaio. Os valores encontrados se encontram na faixa entre
0,044 e 0,052 m2/dia.
Os valores de condutividade térmica variaram entre 1,17 - 1,62 W/m .K para a condição
saturado com superfície seca e 0,90- 1,34 W/m .K para a condição 20% de saturação
dependendo da temperatura de ensaio.
Os resultados obtidos para o coeficiente de dilatação térmica, para as diferentes
temperaturas de ensaio, foram considerados estatisticamente iguais, com um valor
médio igual a 11,52x10-6
/°C, o qual está muito próximo de valores de materiais
cimentícios encontrados na literatura.
O comportamento de elevação adiabática de temperatura do compósito no tempo
mostrou ser muito lento nas primeiras 24 horas de ensaio. Posteriormente, o material
libera maior quantidade de calor. A elevação adiabática de temperatura do compósito é
aproximadamente 61°C, após 21 dias de ensaio adiabático.
152
77 EESSTTAABBIILLIIDDAADDEE TTÉÉRRMMIICCAA DDAA FFIIBBRRAA DDEE PPVVAA
EE DDEE CCOOMMPPÓÓSSIITTOOSS DDOO TTIIPPOO SSHHCCCC
77..11 IINNTTRROODDUUÇÇÃÃOO
Este capítulo trata do estudo da degradação de origem térmica da fibra de PVA e de
compósitos do tipo SHCC reforçados com esse tipo de fibra. Os estudos foram
realizados no compósito desenvolvido com a mistura CF01. Este compósito foi
escolhido, para este estudo, por apresentar o melhor desempenho mecânico, dentre os
compósitos desenvolvidos (ver capítulo 4).
77..22 EESSTTAABBIILLIIDDAADDEE TTÉÉRRMMIICCAA DDAA FFIIBBRRAA DDEE PPVVAA
77..22..11 AANNÁÁLLIISSEE PPOORR TTGG//DDTTGG EE DDSSCC DDAA FFIIBBRRAA DDEE PPVVAA
As curvas de TG/DTG e DSC da fibra de PVA são apresentadas na Figura 7.1. A curva
de TG mostra a perda de massa com a temperatura da fibra, enquanto a de DTG a taxa
de variação da sua perda de massa. A partir da curva de DSC é possível observar
fenômenos associados à troca de energia do sistema, como ponto de fusão do material.
(a) (b)
Figura 7.1 – Análise térmica realizada na fibra de PVA. (a) curvas de TG/DTG e
(b) curva de DSC.
0 200 400 600 800 10000
20
40
60
80
100
-10
-8
-6
-4
-2
0
2
DTG
TG
(%
)
Temperatura (ºC)
TG
370ºC
DT
G (
%/m
in)
Temperatura de
decomposição:
256ºC
0 100 200 300 400 500 600-30
-20
-10
0
10
20
258ºC
Tg: 220ºC
356ºC
DS
C (
mW
)
Temperatura (ºC)
TF:240ºC
En
do
153
É possível observar na Figura 7.1a que o processo de decomposição da fibra ocorre em
dois estágios. No primeiro observam-se, inicialmente, perdas de massa em virtude da
eliminação da água livre da amostra (até 110°C) acompanhada pela evaporação de
alguns produtos voláteis até a temperatura de aproximadamente 250°C. Até esta
temperatura os produtos responsáveis pela perda de massa são a água, e menores
quantidades de dióxido de carbono, monóxido de carbono, acetona e etanol
(TSUCHIYA, SUMI 1969, DAUDE et al, 1996). Ainda neste estágio ocorre o início do
amolecimento (220°C) e fusão da fibra (240°C), como mostra o pico endotérmico na
curva de DSC (Figura 7.1b).
O segundo estágio é caracterizado pelo início do processo de degradação da fibra. Esse
estágio se inicia a uma temperatura de aproximadamente 256°C e vai até a temperatura
de 370°C (Figura 7.1a). No segundo estágio os materiais não degradados no primeiro
estágio são degradados para produzir carbono e hidrocarbonetos com aparecimento do
pico na temperatura de 356°C, como mostra a curva de DSC (Figura 7.1b). Na
temperatura de 500°C a perda de massa observada é de aproximadamente 73% da massa
inicial. Após esta fase, a perda é mínima. A perda de massa total da amostra ao fim da
análise (750ºC) foi igual a 74,42% da massa inicial da fibra.
O DSC da fibra de PVA, mostrado na Figura 7.1b, apresenta um discreto pico
endotérmico entre 60ºC – 110ºC referente à perda de água livre presente na fibra e
outros dois picos endotérmicos maiores em 240°C, referente ao processo de fusão e
início do processo de degradação (256°C) e o segundo em 356ºC, devido ao processo de
decomposição da fibra.
As Figuras 7.2 a 7.8 apresentam imagens por microscopia e por fotografias com câmera
digital da fibra de PVA antes e após exposição a diferentes níveis de temperaturas.
Observam-se alterações visuais nas fibras com o aquecimento. Estas alterações
praticamente não são visíveis até a temperatura de 110ºC (ver Figura 7.4). A partir da
temperatura de 145ºC uma alteração na cor da fibra é visível (ver Figura 7.5 e Figura
7.6). A partir de 220ºC, as mudanças são mais acentuadas e ocorrem alterações na cor e
textura (ver Figura 7.7). Para a temperatura de 250ºC, além das mudanças na cor e
textura, ocorrem também mudanças na forma dos fios (ver Figura 7.8), indicando
realmente que a fibra atingiu o seu ponto de fusão.
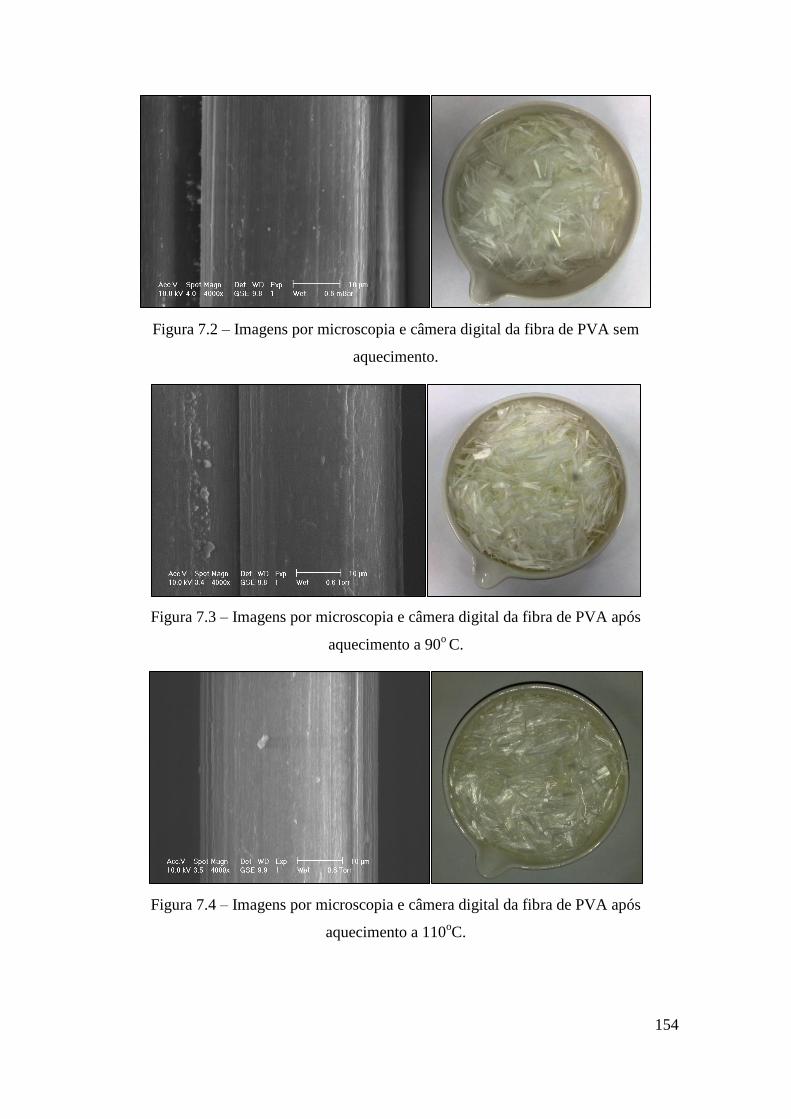
154
Figura 7.2 – Imagens por microscopia e câmera digital da fibra de PVA sem
aquecimento.
Figura 7.3 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 90o C.
Figura 7.4 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 110oC.
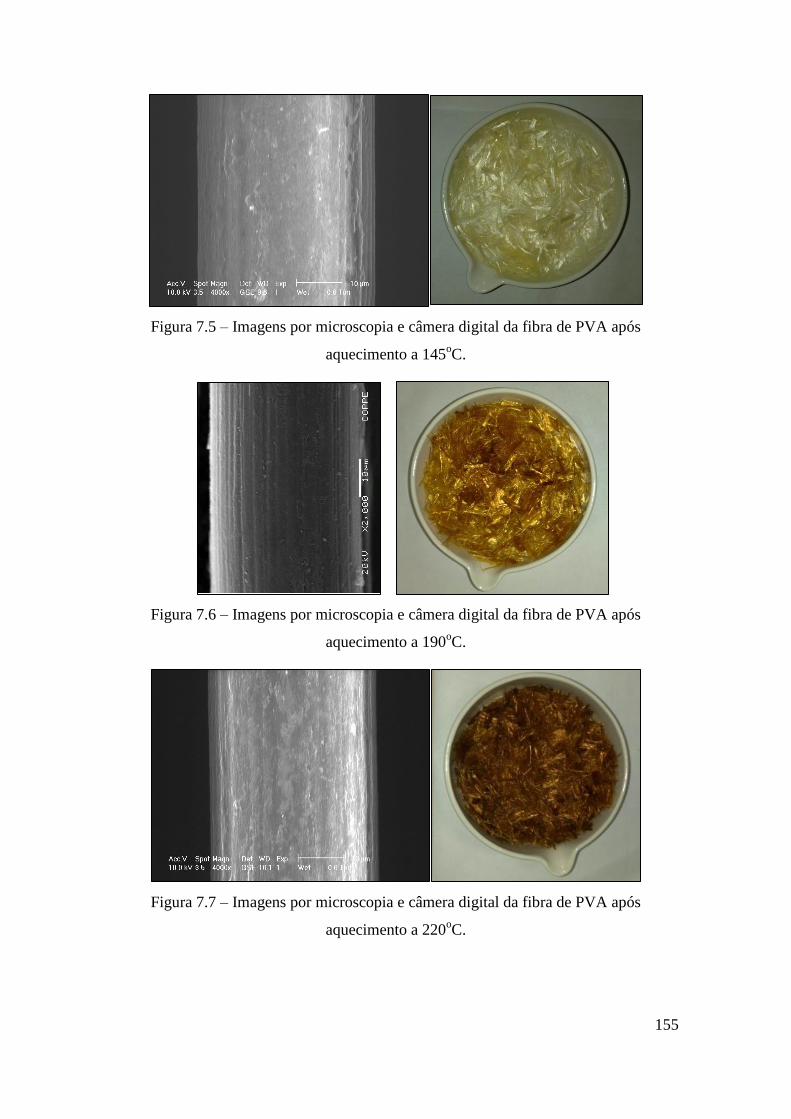
155
Figura 7.5 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 145oC.
Figura 7.6 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 190oC.
Figura 7.7 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 220oC.
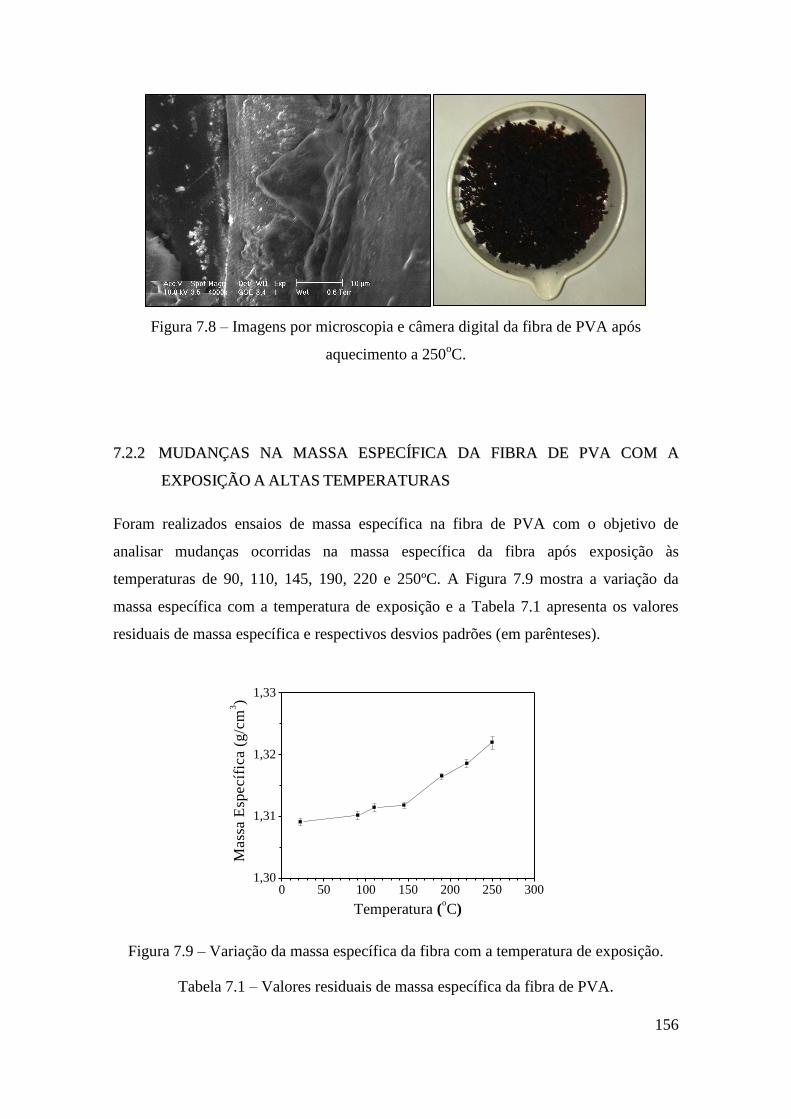
156
Figura 7.8 – Imagens por microscopia e câmera digital da fibra de PVA após
aquecimento a 250oC.
77..22..22 MMUUDDAANNÇÇAASS NNAA MMAASSSSAA EESSPPEECCÍÍFFIICCAA DDAA FFIIBBRRAA DDEE PPVVAA CCOOMM AA
EEXXPPOOSSIIÇÇÃÃOO AA AALLTTAASS TTEEMMPPEERRAATTUURRAASS
Foram realizados ensaios de massa específica na fibra de PVA com o objetivo de
analisar mudanças ocorridas na massa específica da fibra após exposição às
temperaturas de 90, 110, 145, 190, 220 e 250ºC. A Figura 7.9 mostra a variação da
massa específica com a temperatura de exposição e a Tabela 7.1 apresenta os valores
residuais de massa específica e respectivos desvios padrões (em parênteses).
Figura 7.9 – Variação da massa específica da fibra com a temperatura de exposição.
Tabela 7.1 – Valores residuais de massa específica da fibra de PVA.
0 50 100 150 200 250 3001,30
1,31
1,32
1,33
Mass
a E
specíf
ica (
g/c
m3)
Temperatura (oC)
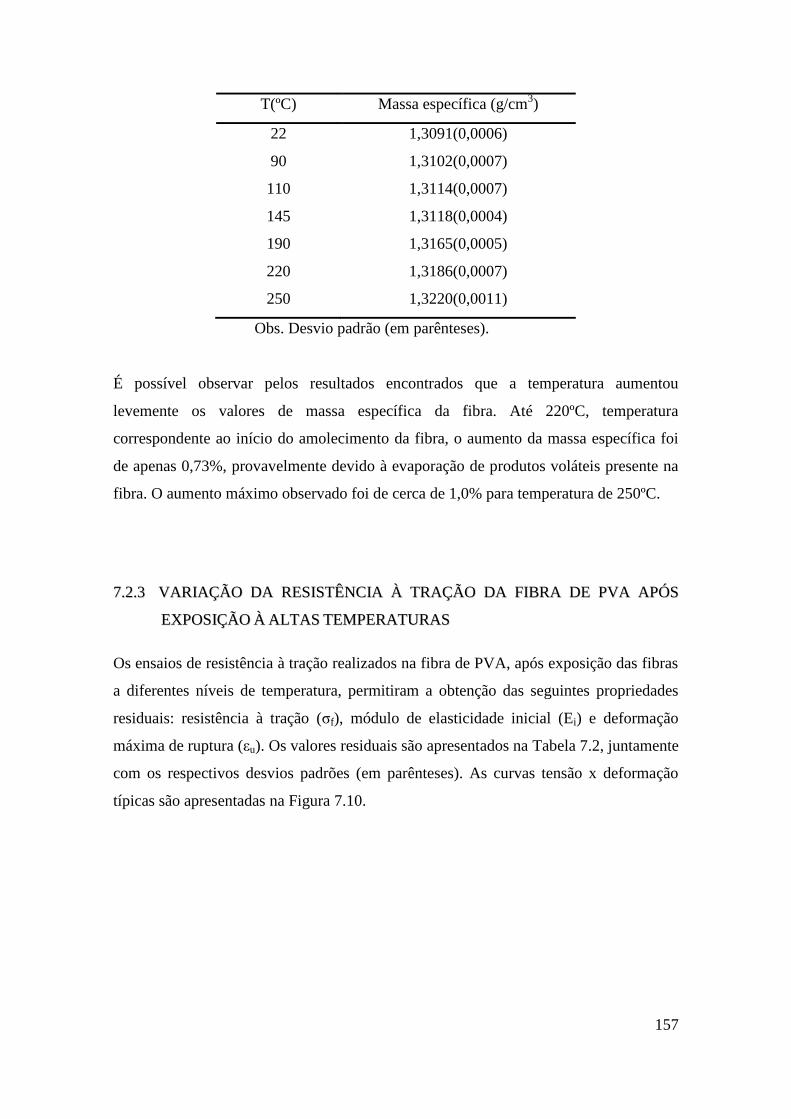
157
T(ºC) Massa específica (g/cm3)
22 1,3091(0,0006)
90 1,3102(0,0007)
110 1,3114(0,0007)
145 1,3118(0,0004)
190 1,3165(0,0005)
220 1,3186(0,0007)
250 1,3220(0,0011)
Obs. Desvio padrão (em parênteses).
É possível observar pelos resultados encontrados que a temperatura aumentou
levemente os valores de massa específica da fibra. Até 220ºC, temperatura
correspondente ao início do amolecimento da fibra, o aumento da massa específica foi
de apenas 0,73%, provavelmente devido à evaporação de produtos voláteis presente na
fibra. O aumento máximo observado foi de cerca de 1,0% para temperatura de 250ºC.
77..22..33 VVAARRIIAAÇÇÃÃOO DDAA RREESSIISSTTÊÊNNCCIIAA ÀÀ TTRRAAÇÇÃÃOO DDAA FFIIBBRRAA DDEE PPVVAA AAPPÓÓSS
EEXXPPOOSSIIÇÇÃÃOO ÀÀ AALLTTAASS TTEEMMPPEERRAATTUURRAASS
Os ensaios de resistência à tração realizados na fibra de PVA, após exposição das fibras
a diferentes níveis de temperatura, permitiram a obtenção das seguintes propriedades
residuais: resistência à tração (ζf), módulo de elasticidade inicial (Ei) e deformação
máxima de ruptura (εu). Os valores residuais são apresentados na Tabela 7.2, juntamente
com os respectivos desvios padrões (em parênteses). As curvas tensão x deformação
típicas são apresentadas na Figura 7.10.
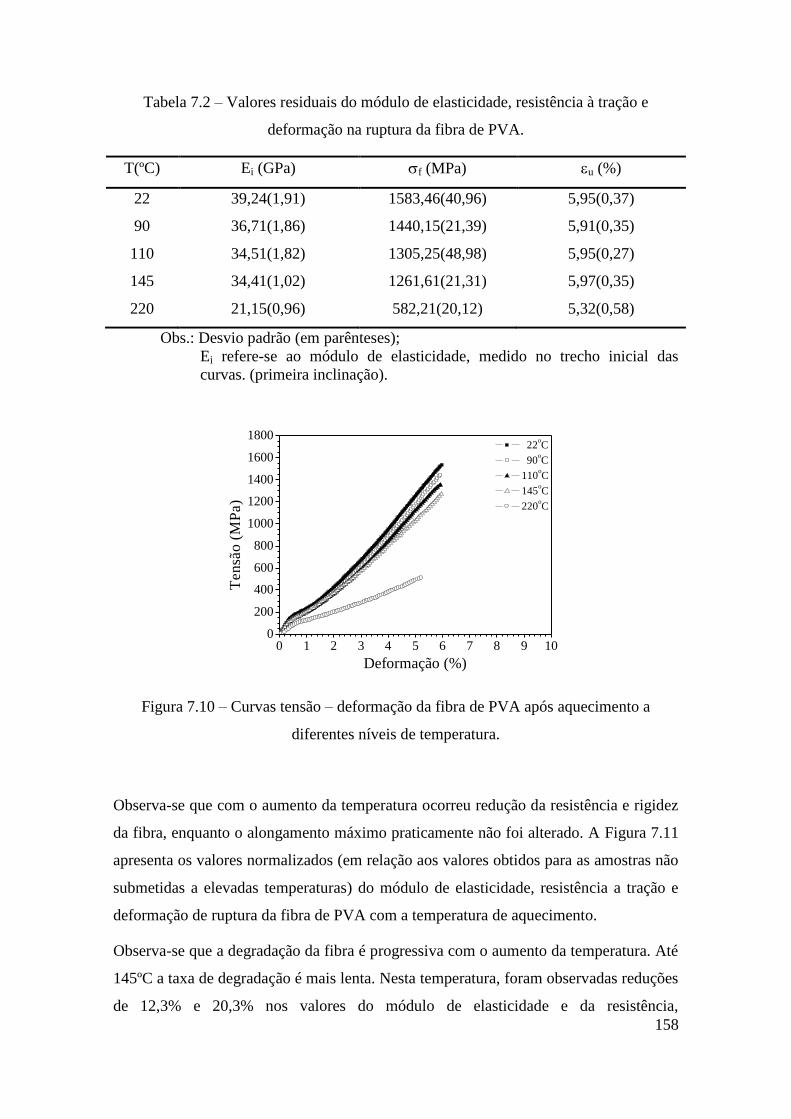
158
Tabela 7.2 – Valores residuais do módulo de elasticidade, resistência à tração e
deformação na ruptura da fibra de PVA.
T(ºC) Ei (GPa) f (MPa) u (%)
22 39,24(1,91) 1583,46(40,96) 5,95(0,37)
90 36,71(1,86) 1440,15(21,39) 5,91(0,35)
110 34,51(1,82) 1305,25(48,98) 5,95(0,27)
145 34,41(1,02) 1261,61(21,31) 5,97(0,35)
220 21,15(0,96) 582,21(20,12) 5,32(0,58)
Obs.: Desvio padrão (em parênteses);
Ei refere-se ao módulo de elasticidade, medido no trecho inicial das
curvas. (primeira inclinação).
Figura 7.10 – Curvas tensão – deformação da fibra de PVA após aquecimento a
diferentes níveis de temperatura.
Observa-se que com o aumento da temperatura ocorreu redução da resistência e rigidez
da fibra, enquanto o alongamento máximo praticamente não foi alterado. A Figura 7.11
apresenta os valores normalizados (em relação aos valores obtidos para as amostras não
submetidas a elevadas temperaturas) do módulo de elasticidade, resistência a tração e
deformação de ruptura da fibra de PVA com a temperatura de aquecimento.
Observa-se que a degradação da fibra é progressiva com o aumento da temperatura. Até
145ºC a taxa de degradação é mais lenta. Nesta temperatura, foram observadas reduções
de 12,3% e 20,3% nos valores do módulo de elasticidade e da resistência,
0 1 2 3 4 5 6 7 8 9 100
200
400
600
800
1000
1200
1400
1600
1800 22
oC
90oC
110oC
145oC
220oC
Ten
são
(M
Pa)
Deformação (%)
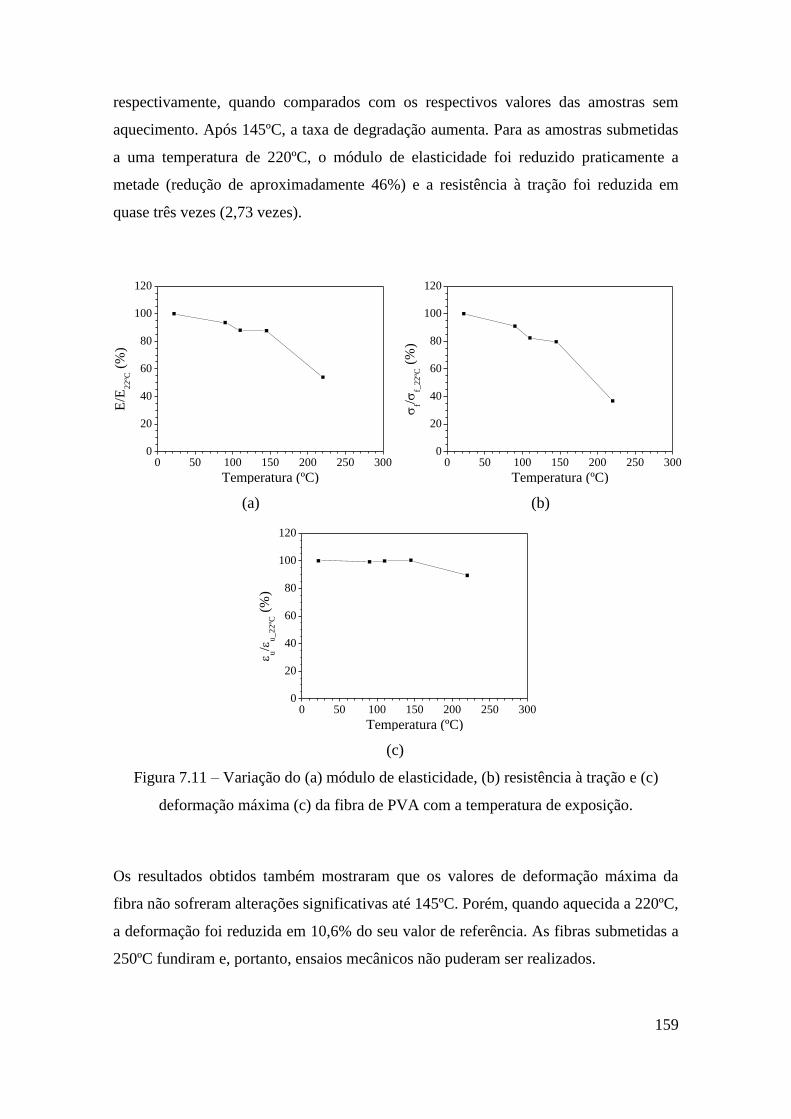
159
respectivamente, quando comparados com os respectivos valores das amostras sem
aquecimento. Após 145ºC, a taxa de degradação aumenta. Para as amostras submetidas
a uma temperatura de 220ºC, o módulo de elasticidade foi reduzido praticamente a
metade (redução de aproximadamente 46%) e a resistência à tração foi reduzida em
quase três vezes (2,73 vezes).
(a) (b)
(c)
Figura 7.11 – Variação do (a) módulo de elasticidade, (b) resistência à tração e (c)
deformação máxima (c) da fibra de PVA com a temperatura de exposição.
Os resultados obtidos também mostraram que os valores de deformação máxima da
fibra não sofreram alterações significativas até 145ºC. Porém, quando aquecida a 220ºC,
a deformação foi reduzida em 10,6% do seu valor de referência. As fibras submetidas a
250ºC fundiram e, portanto, ensaios mecânicos não puderam ser realizados.
0 50 100 150 200 250 3000
20
40
60
80
100
120
E/E
22
ºC (
%)
Temperatura (ºC)
0 50 100 150 200 250 3000
20
40
60
80
100
120
f/
f_2
2ºC
(%
)
Temperatura (ºC)
0 50 100 150 200 250 3000
20
40
60
80
100
120
u/
u_
22
ºC (
%)
Temperatura (ºC)
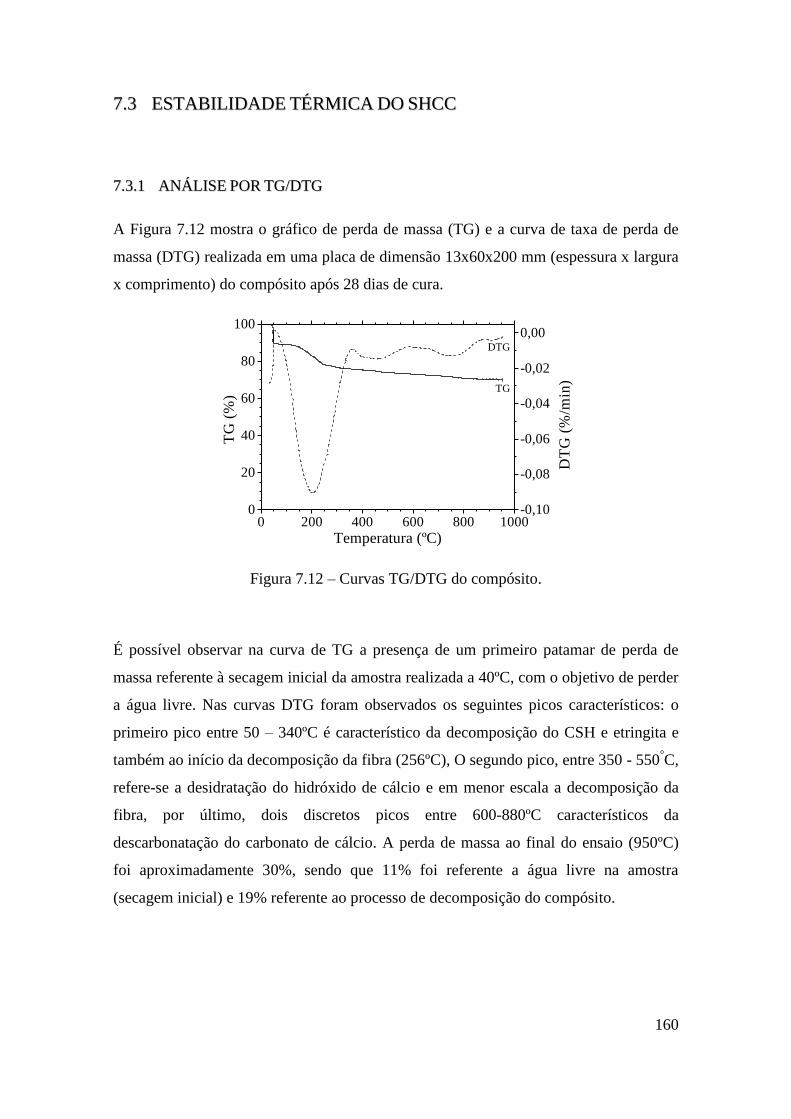
160
77..33 EESSTTAABBIILLIIDDAADDEE TTÉÉRRMMIICCAA DDOO SSHHCCCC
77..33..11 AANNÁÁLLIISSEE PPOORR TTGG//DDTTGG
A Figura 7.12 mostra o gráfico de perda de massa (TG) e a curva de taxa de perda de
massa (DTG) realizada em uma placa de dimensão 13x60x200 mm (espessura x largura
x comprimento) do compósito após 28 dias de cura.
Figura 7.12 – Curvas TG/DTG do compósito.
É possível observar na curva de TG a presença de um primeiro patamar de perda de
massa referente à secagem inicial da amostra realizada a 40ºC, com o objetivo de perder
a água livre. Nas curvas DTG foram observados os seguintes picos característicos: o
primeiro pico entre 50 – 340ºC é característico da decomposição do CSH e etringita e
também ao início da decomposição da fibra (256ºC), O segundo pico, entre 350 - 550°C,
refere-se a desidratação do hidróxido de cálcio e em menor escala a decomposição da
fibra, por último, dois discretos picos entre 600-880ºC característicos da
descarbonatação do carbonato de cálcio. A perda de massa ao final do ensaio (950ºC)
foi aproximadamente 30%, sendo que 11% foi referente a água livre na amostra
(secagem inicial) e 19% referente ao processo de decomposição do compósito.
0 200 400 600 800 10000
20
40
60
80
100
TG
(%
)
Temperatura (ºC)
-0,10
-0,08
-0,06
-0,04
-0,02
0,00
DT
G (
%/m
in)
TG
DTG
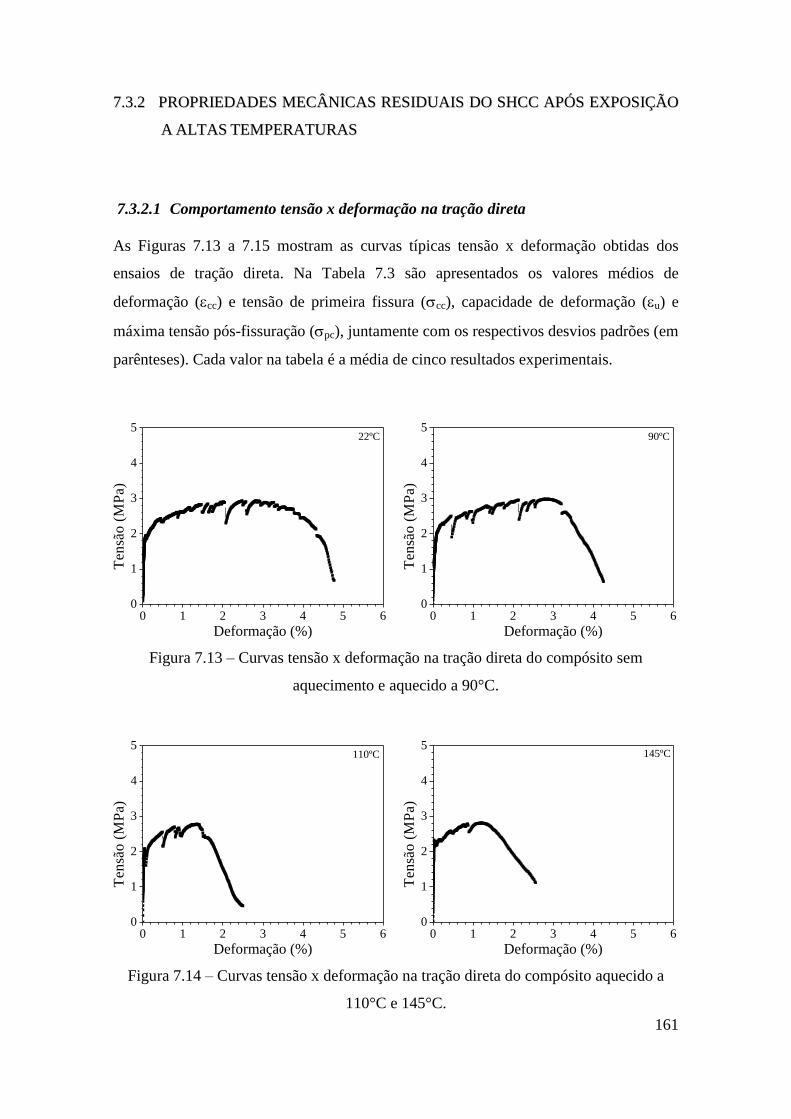
161
77..33..22 PPRROOPPRRIIEEDDAADDEESS MMEECCÂÂNNIICCAASS RREESSIIDDUUAAIISS DDOO SSHHCCCC AAPPÓÓSS EEXXPPOOSSIIÇÇÃÃOO
AA AALLTTAASS TTEEMMPPEERRAATTUURRAASS
7.3.2.1 Comportamento tensão x deformação na tração direta
As Figuras 7.13 a 7.15 mostram as curvas típicas tensão x deformação obtidas dos
ensaios de tração direta. Na Tabela 7.3 são apresentados os valores médios de
deformação (cc) e tensão de primeira fissura (cc), capacidade de deformação (u) e
máxima tensão pós-fissuração (pc), juntamente com os respectivos desvios padrões (em
parênteses). Cada valor na tabela é a média de cinco resultados experimentais.
Figura 7.13 – Curvas tensão x deformação na tração direta do compósito sem
aquecimento e aquecido a 90°C.
Figura 7.14 – Curvas tensão x deformação na tração direta do compósito aquecido a
110°C e 145°C.
0 1 2 3 4 5 60
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)
22ºC
0 1 2 3 4 5 60
1
2
3
4
5
T
ensã
o (
MP
a)
Deformação (%)
90ºC
0 1 2 3 4 5 60
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)
110ºC
0 1 2 3 4 5 60
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)
145ºC
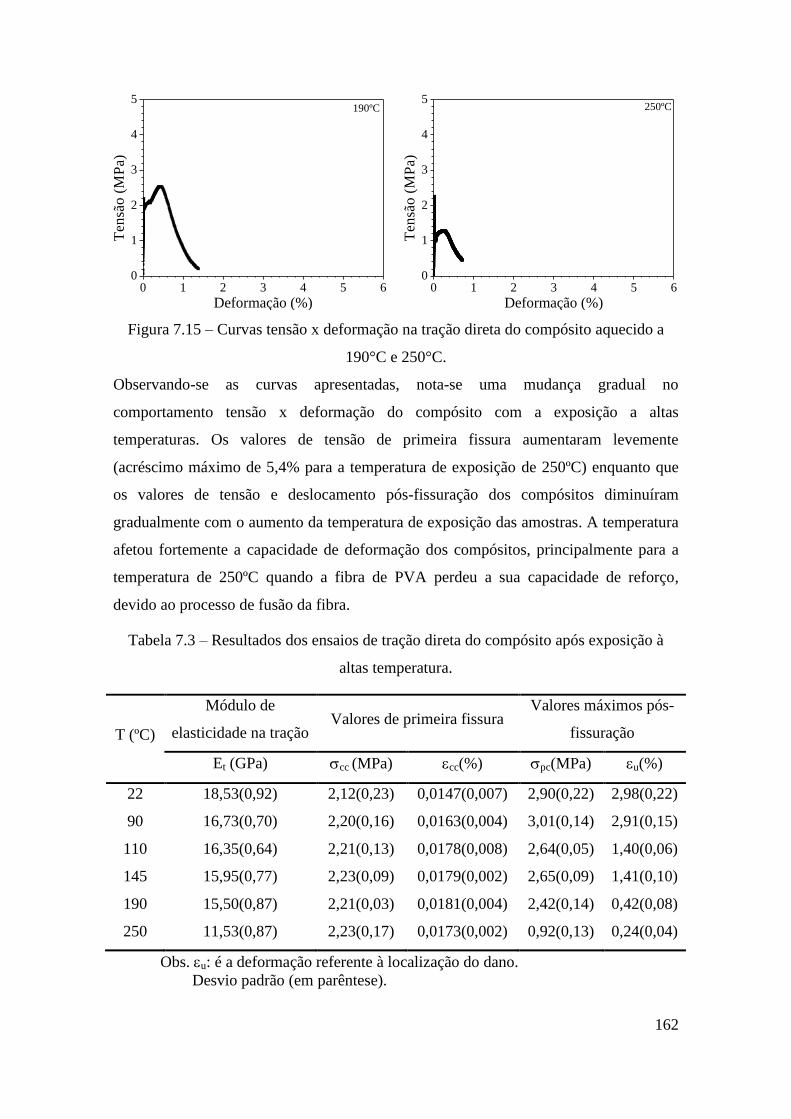
162
Figura 7.15 – Curvas tensão x deformação na tração direta do compósito aquecido a
190°C e 250°C.
Observando-se as curvas apresentadas, nota-se uma mudança gradual no
comportamento tensão x deformação do compósito com a exposição a altas
temperaturas. Os valores de tensão de primeira fissura aumentaram levemente
(acréscimo máximo de 5,4% para a temperatura de exposição de 250ºC) enquanto que
os valores de tensão e deslocamento pós-fissuração dos compósitos diminuíram
gradualmente com o aumento da temperatura de exposição das amostras. A temperatura
afetou fortemente a capacidade de deformação dos compósitos, principalmente para a
temperatura de 250ºC quando a fibra de PVA perdeu a sua capacidade de reforço,
devido ao processo de fusão da fibra.
Tabela 7.3 – Resultados dos ensaios de tração direta do compósito após exposição à
altas temperatura.
T (ºC)
Módulo de
elasticidade na tração Valores de primeira fissura
Valores máximos pós-
fissuração
Et (GPa) cc (MPa) cc(%) pc(MPa) u(%)
22 18,53(0,92) 2,12(0,23) 0,0147(0,007) 2,90(0,22) 2,98(0,22)
90 16,73(0,70) 2,20(0,16) 0,0163(0,004) 3,01(0,14) 2,91(0,15)
110 16,35(0,64) 2,21(0,13) 0,0178(0,008) 2,64(0,05) 1,40(0,06)
145 15,95(0,77) 2,23(0,09) 0,0179(0,002) 2,65(0,09) 1,41(0,10)
190 15,50(0,87) 2,21(0,03) 0,0181(0,004) 2,42(0,14) 0,42(0,08)
250 11,53(0,87) 2,23(0,17) 0,0173(0,002) 0,92(0,13) 0,24(0,04)
Obs. u: é a deformação referente à localização do dano.
Desvio padrão (em parêntese).
0 1 2 3 4 5 60
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)
190ºC
0 1 2 3 4 5 60
1
2
3
4
5
Ten
são
(M
Pa)
Deformação (%)
250ºC
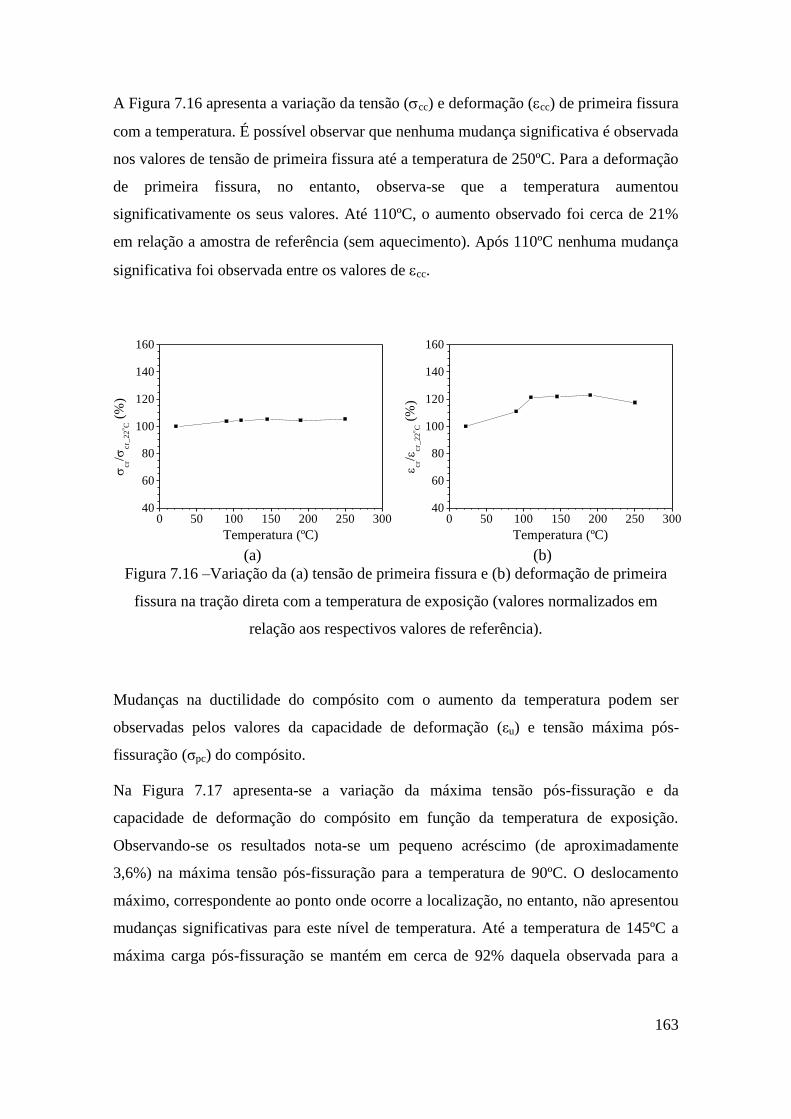
163
A Figura 7.16 apresenta a variação da tensão (cc) e deformação (cc) de primeira fissura
com a temperatura. É possível observar que nenhuma mudança significativa é observada
nos valores de tensão de primeira fissura até a temperatura de 250ºC. Para a deformação
de primeira fissura, no entanto, observa-se que a temperatura aumentou
significativamente os seus valores. Até 110ºC, o aumento observado foi cerca de 21%
em relação a amostra de referência (sem aquecimento). Após 110ºC nenhuma mudança
significativa foi observada entre os valores de cc.
(a) (b)
Figura 7.16 –Variação da (a) tensão de primeira fissura e (b) deformação de primeira
fissura na tração direta com a temperatura de exposição (valores normalizados em
relação aos respectivos valores de referência).
Mudanças na ductilidade do compósito com o aumento da temperatura podem ser
observadas pelos valores da capacidade de deformação (εu) e tensão máxima pós-
fissuração (ζpc) do compósito.
Na Figura 7.17 apresenta-se a variação da máxima tensão pós-fissuração e da
capacidade de deformação do compósito em função da temperatura de exposição.
Observando-se os resultados nota-se um pequeno acréscimo (de aproximadamente
3,6%) na máxima tensão pós-fissuração para a temperatura de 90ºC. O deslocamento
máximo, correspondente ao ponto onde ocorre a localização, no entanto, não apresentou
mudanças significativas para este nível de temperatura. Até a temperatura de 145ºC a
máxima carga pós-fissuração se mantém em cerca de 92% daquela observada para a
0 50 100 150 200 250 30040
60
80
100
120
140
160
cr/
cr_
22
oC (
%)
Temperatura (ºC)
0 50 100 150 200 250 30040
60
80
100
120
140
160
cr/
cr_
22
oC (
%)
Temperatura (ºC)
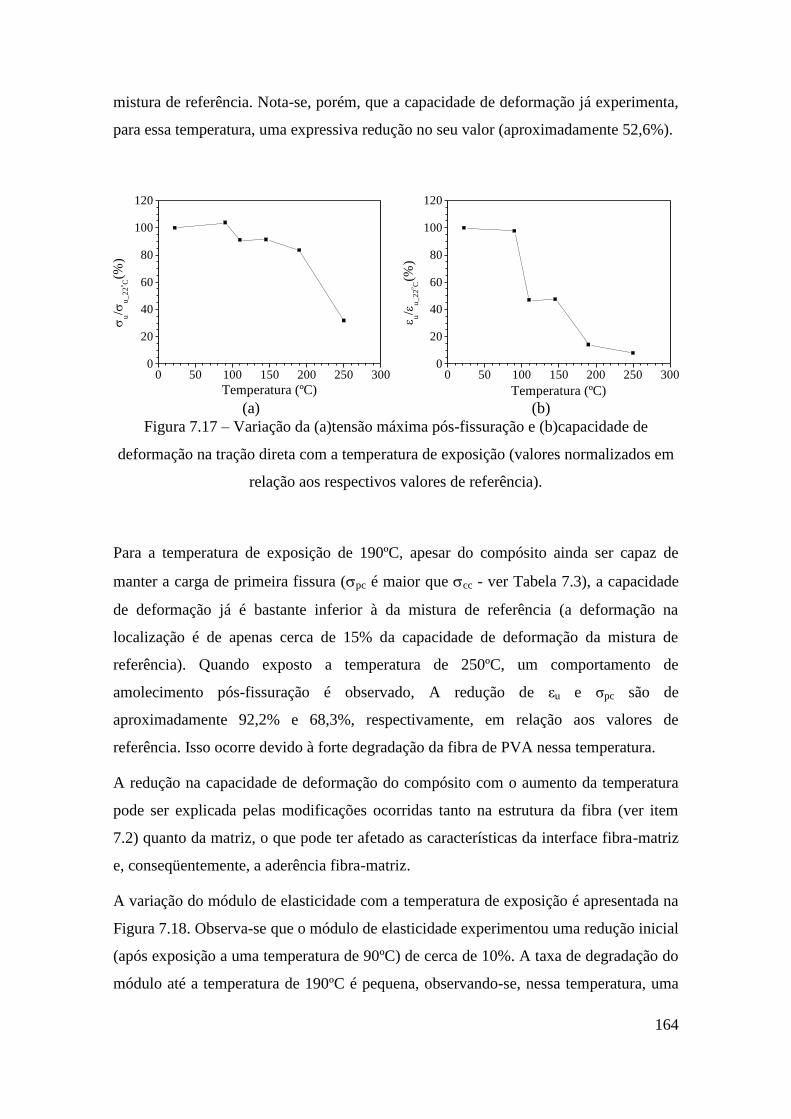
164
mistura de referência. Nota-se, porém, que a capacidade de deformação já experimenta,
para essa temperatura, uma expressiva redução no seu valor (aproximadamente 52,6%).
(a) (b)
Figura 7.17 – Variação da (a)tensão máxima pós-fissuração e (b)capacidade de
deformação na tração direta com a temperatura de exposição (valores normalizados em
relação aos respectivos valores de referência).
Para a temperatura de exposição de 190ºC, apesar do compósito ainda ser capaz de
manter a carga de primeira fissura (pc é maior que cc - ver Tabela 7.3), a capacidade
de deformação já é bastante inferior à da mistura de referência (a deformação na
localização é de apenas cerca de 15% da capacidade de deformação da mistura de
referência). Quando exposto a temperatura de 250ºC, um comportamento de
amolecimento pós-fissuração é observado, A redução de εu e ζpc são de
aproximadamente 92,2% e 68,3%, respectivamente, em relação aos valores de
referência. Isso ocorre devido à forte degradação da fibra de PVA nessa temperatura.
A redução na capacidade de deformação do compósito com o aumento da temperatura
pode ser explicada pelas modificações ocorridas tanto na estrutura da fibra (ver item
7.2) quanto da matriz, o que pode ter afetado as características da interface fibra-matriz
e, conseqüentemente, a aderência fibra-matriz.
A variação do módulo de elasticidade com a temperatura de exposição é apresentada na
Figura 7.18. Observa-se que o módulo de elasticidade experimentou uma redução inicial
(após exposição a uma temperatura de 90ºC) de cerca de 10%. A taxa de degradação do
módulo até a temperatura de 190ºC é pequena, observando-se, nessa temperatura, uma
0 50 100 150 200 250 3000
20
40
60
80
100
120
u/
u_
22
oC(%
)
Temperatura (ºC)
0 50 100 150 200 250 3000
20
40
60
80
100
120
u/
u_
22
oC(%
)
Temperatura (ºC)
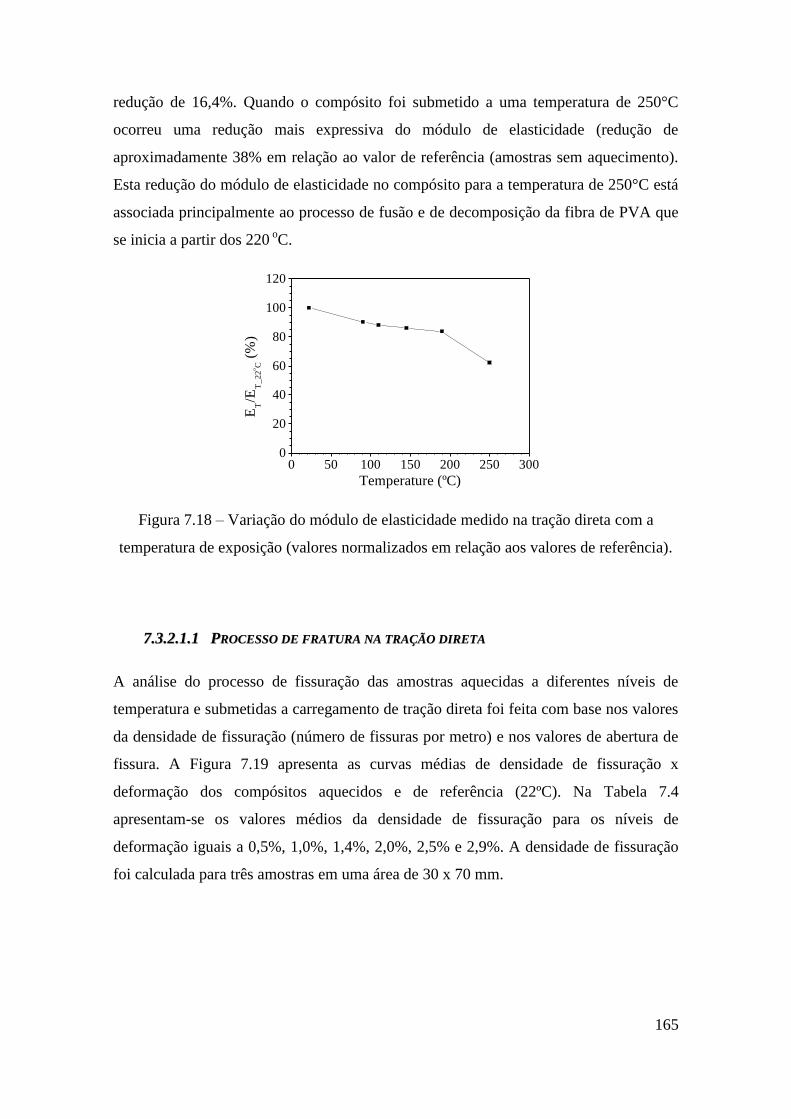
165
redução de 16,4%. Quando o compósito foi submetido a uma temperatura de 250°C
ocorreu uma redução mais expressiva do módulo de elasticidade (redução de
aproximadamente 38% em relação ao valor de referência (amostras sem aquecimento).
Esta redução do módulo de elasticidade no compósito para a temperatura de 250°C está
associada principalmente ao processo de fusão e de decomposição da fibra de PVA que
se inicia a partir dos 220 oC.
Figura 7.18 – Variação do módulo de elasticidade medido na tração direta com a
temperatura de exposição (valores normalizados em relação aos valores de referência).
77..33..22..11..11 PPRROOCCEESSSSOO DDEE FFRRAATTUURRAA NNAA TTRRAAÇÇÃÃOO DDIIRREETTAA
A análise do processo de fissuração das amostras aquecidas a diferentes níveis de
temperatura e submetidas a carregamento de tração direta foi feita com base nos valores
da densidade de fissuração (número de fissuras por metro) e nos valores de abertura de
fissura. A Figura 7.19 apresenta as curvas médias de densidade de fissuração x
deformação dos compósitos aquecidos e de referência (22ºC). Na Tabela 7.4
apresentam-se os valores médios da densidade de fissuração para os níveis de
deformação iguais a 0,5%, 1,0%, 1,4%, 2,0%, 2,5% e 2,9%. A densidade de fissuração
foi calculada para três amostras em uma área de 30 x 70 mm.
0 50 100 150 200 250 3000
20
40
60
80
100
120
ET/E
T_
22
oC (
%)
Temperature (ºC)
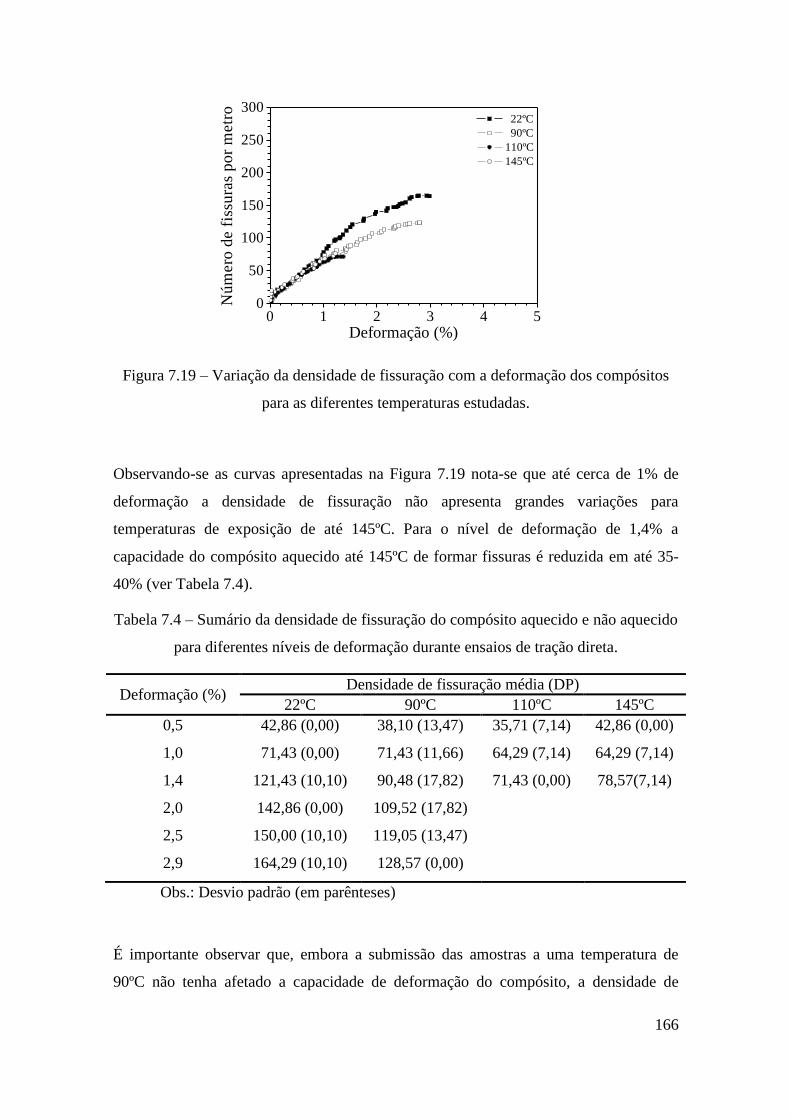
166
Figura 7.19 – Variação da densidade de fissuração com a deformação dos compósitos
para as diferentes temperaturas estudadas.
Observando-se as curvas apresentadas na Figura 7.19 nota-se que até cerca de 1% de
deformação a densidade de fissuração não apresenta grandes variações para
temperaturas de exposição de até 145ºC. Para o nível de deformação de 1,4% a
capacidade do compósito aquecido até 145ºC de formar fissuras é reduzida em até 35-
40% (ver Tabela 7.4).
Tabela 7.4 – Sumário da densidade de fissuração do compósito aquecido e não aquecido
para diferentes níveis de deformação durante ensaios de tração direta.
Deformação (%) Densidade de fissuração média (DP)
22ºC 90ºC 110ºC 145ºC
0,5 42,86 (0,00) 38,10 (13,47) 35,71 (7,14) 42,86 (0,00)
1,0 71,43 (0,00) 71,43 (11,66) 64,29 (7,14) 64,29 (7,14)
1,4 121,43 (10,10) 90,48 (17,82) 71,43 (0,00) 78,57(7,14)
2,0 142,86 (0,00) 109,52 (17,82)
2,5 150,00 (10,10) 119,05 (13,47)
2,9 164,29 (10,10) 128,57 (0,00)
Obs.: Desvio padrão (em parênteses)
É importante observar que, embora a submissão das amostras a uma temperatura de
90ºC não tenha afetado a capacidade de deformação do compósito, a densidade de
0 1 2 3 4 50
50
100
150
200
250
300
22ºC
90ºC
110ºC
145ºC
Nú
mero
de f
issu
ras
po
r m
etr
o
Deformação (%)
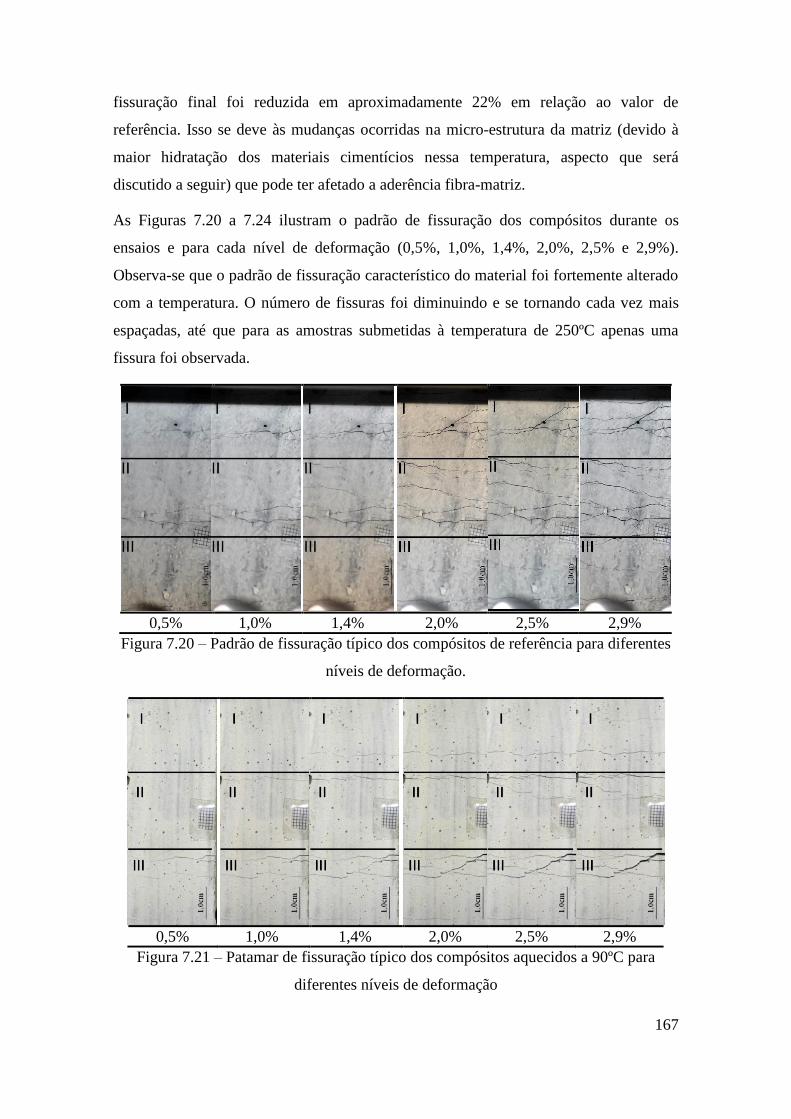
167
fissuração final foi reduzida em aproximadamente 22% em relação ao valor de
referência. Isso se deve às mudanças ocorridas na micro-estrutura da matriz (devido à
maior hidratação dos materiais cimentícios nessa temperatura, aspecto que será
discutido a seguir) que pode ter afetado a aderência fibra-matriz.
As Figuras 7.20 a 7.24 ilustram o padrão de fissuração dos compósitos durante os
ensaios e para cada nível de deformação (0,5%, 1,0%, 1,4%, 2,0%, 2,5% e 2,9%).
Observa-se que o padrão de fissuração característico do material foi fortemente alterado
com a temperatura. O número de fissuras foi diminuindo e se tornando cada vez mais
espaçadas, até que para as amostras submetidas à temperatura de 250ºC apenas uma
fissura foi observada.
0,5% 1,0% 1,4% 2,0% 2,5% 2,9%
Figura 7.20 – Padrão de fissuração típico dos compósitos de referência para diferentes
níveis de deformação.
0,5% 1,0% 1,4% 2,0% 2,5% 2,9%
Figura 7.21 – Patamar de fissuração típico dos compósitos aquecidos a 90ºC para
diferentes níveis de deformação
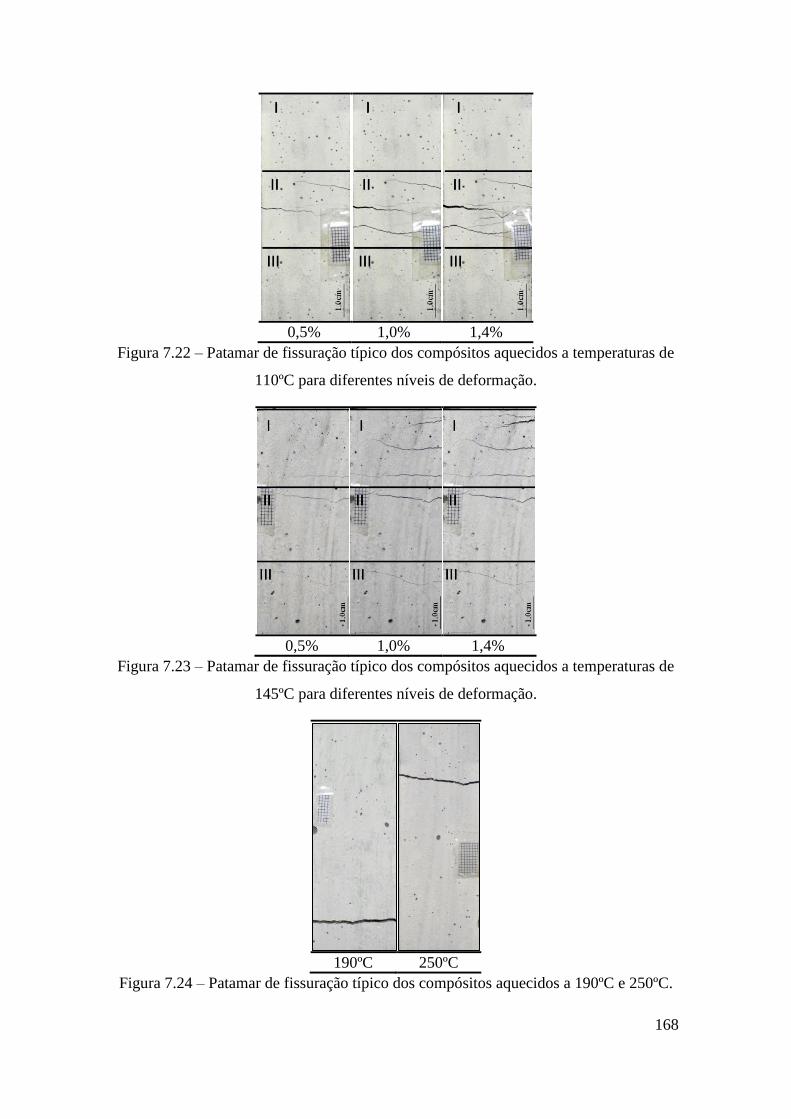
168
0,5% 1,0% 1,4%
Figura 7.22 – Patamar de fissuração típico dos compósitos aquecidos a temperaturas de
110ºC para diferentes níveis de deformação.
0,5% 1,0% 1,4%
Figura 7.23 – Patamar de fissuração típico dos compósitos aquecidos a temperaturas de
145ºC para diferentes níveis de deformação.
190ºC 250ºC
Figura 7.24 – Patamar de fissuração típico dos compósitos aquecidos a 190ºC e 250ºC.
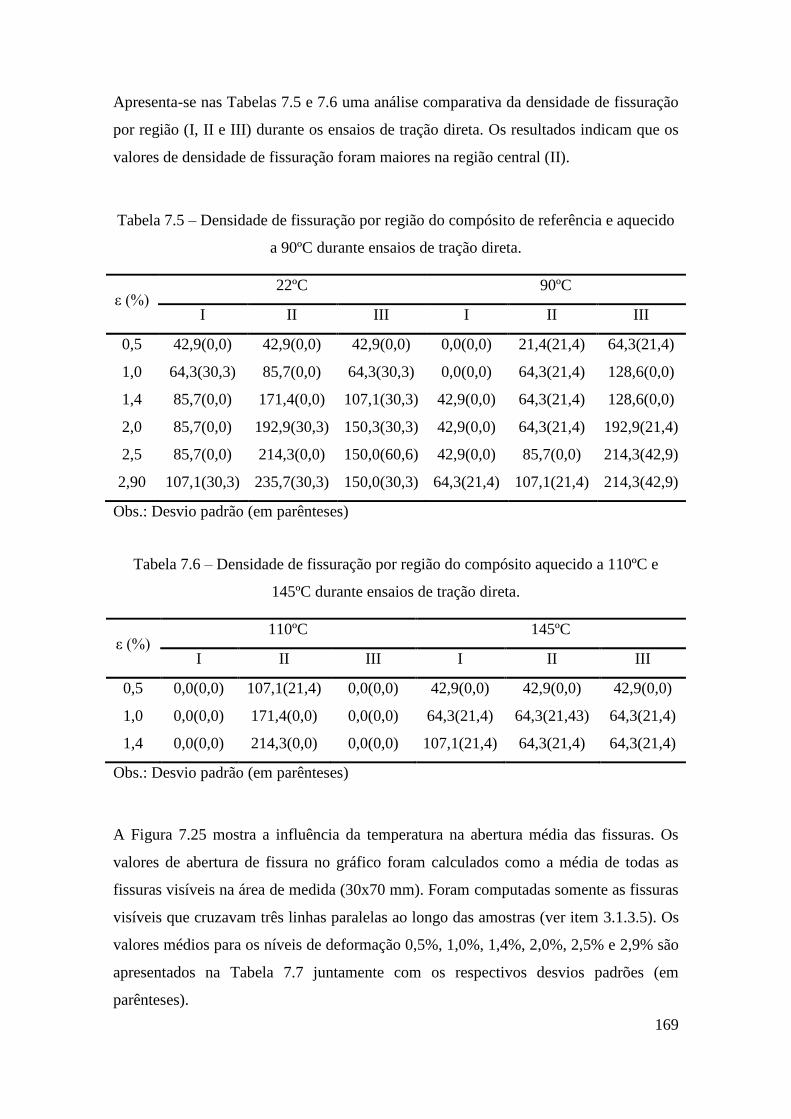
169
Apresenta-se nas Tabelas 7.5 e 7.6 uma análise comparativa da densidade de fissuração
por região (I, II e III) durante os ensaios de tração direta. Os resultados indicam que os
valores de densidade de fissuração foram maiores na região central (II).
Tabela 7.5 – Densidade de fissuração por região do compósito de referência e aquecido
a 90ºC durante ensaios de tração direta.
ε (%) 22ºC 90ºC
I II III I II III
0,5 42,9(0,0) 42,9(0,0) 42,9(0,0) 0,0(0,0) 21,4(21,4) 64,3(21,4)
1,0 64,3(30,3) 85,7(0,0) 64,3(30,3) 0,0(0,0) 64,3(21,4) 128,6(0,0)
1,4 85,7(0,0) 171,4(0,0) 107,1(30,3) 42,9(0,0) 64,3(21,4) 128,6(0,0)
2,0 85,7(0,0) 192,9(30,3) 150,3(30,3) 42,9(0,0) 64,3(21,4) 192,9(21,4)
2,5 85,7(0,0) 214,3(0,0) 150,0(60,6) 42,9(0,0) 85,7(0,0) 214,3(42,9)
2,90 107,1(30,3) 235,7(30,3) 150,0(30,3) 64,3(21,4) 107,1(21,4) 214,3(42,9)
Obs.: Desvio padrão (em parênteses)
Tabela 7.6 – Densidade de fissuração por região do compósito aquecido a 110ºC e
145ºC durante ensaios de tração direta.
ε (%) 110ºC 145ºC
I II III I II III
0,5 0,0(0,0) 107,1(21,4) 0,0(0,0) 42,9(0,0) 42,9(0,0) 42,9(0,0)
1,0 0,0(0,0) 171,4(0,0) 0,0(0,0) 64,3(21,4) 64,3(21,43) 64,3(21,4)
1,4 0,0(0,0) 214,3(0,0) 0,0(0,0) 107,1(21,4) 64,3(21,4) 64,3(21,4)
Obs.: Desvio padrão (em parênteses)
A Figura 7.25 mostra a influência da temperatura na abertura média das fissuras. Os
valores de abertura de fissura no gráfico foram calculados como a média de todas as
fissuras visíveis na área de medida (30x70 mm). Foram computadas somente as fissuras
visíveis que cruzavam três linhas paralelas ao longo das amostras (ver item 3.1.3.5). Os
valores médios para os níveis de deformação 0,5%, 1,0%, 1,4%, 2,0%, 2,5% e 2,9% são
apresentados na Tabela 7.7 juntamente com os respectivos desvios padrões (em
parênteses).
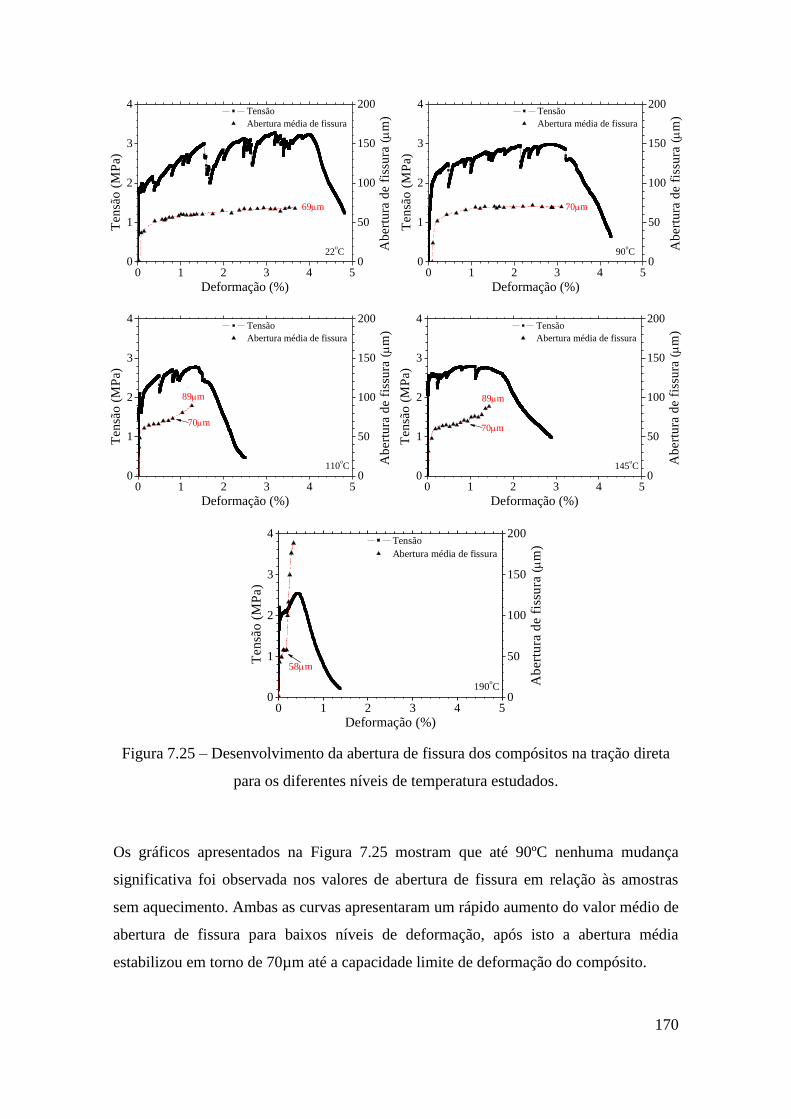
170
Figura 7.25 – Desenvolvimento da abertura de fissura dos compósitos na tração direta
para os diferentes níveis de temperatura estudados.
Os gráficos apresentados na Figura 7.25 mostram que até 90ºC nenhuma mudança
significativa foi observada nos valores de abertura de fissura em relação às amostras
sem aquecimento. Ambas as curvas apresentaram um rápido aumento do valor médio de
abertura de fissura para baixos níveis de deformação, após isto a abertura média
estabilizou em torno de 70µm até a capacidade limite de deformação do compósito.
0 1 2 3 4 50
1
2
3
4T
en
são
(M
Pa)
Deformação (%)
Tensão
0
50
100
150
200
Abertura média de fissura
Ab
ert
ura
de f
issu
ra (
m)
22oC
69m
0 1 2 3 4 50
1
2
3
4
Ten
são
(M
Pa)
Deformação (%)
Tensão
0
50
100
150
200
70m
Abertura média de fissura
Ab
ert
ura
de f
issu
ra (
m)
90oC
0 1 2 3 4 50
1
2
3
4
Ten
são
(M
Pa)
Deformação (%)
Tensão
0
50
100
150
200
89m
70m
Abertura média de fissura
Ab
ert
ura
de f
issu
ra (
m)
110oC
0 1 2 3 4 50
1
2
3
4
Ten
são
(M
Pa)
Deformação (%)
Tensão
0
50
100
150
200
Abertura média de fissura
Ab
ert
ura
de f
issu
ra (
m)
145oC
70m
89m
0 1 2 3 4 50
1
2
3
4
Ten
são
(M
Pa)
Deformação (%)
Tensão
0
50
100
150
200
Abertura média de fissura
Ab
ert
ura
de f
issu
ra (
m)
190oC
58m
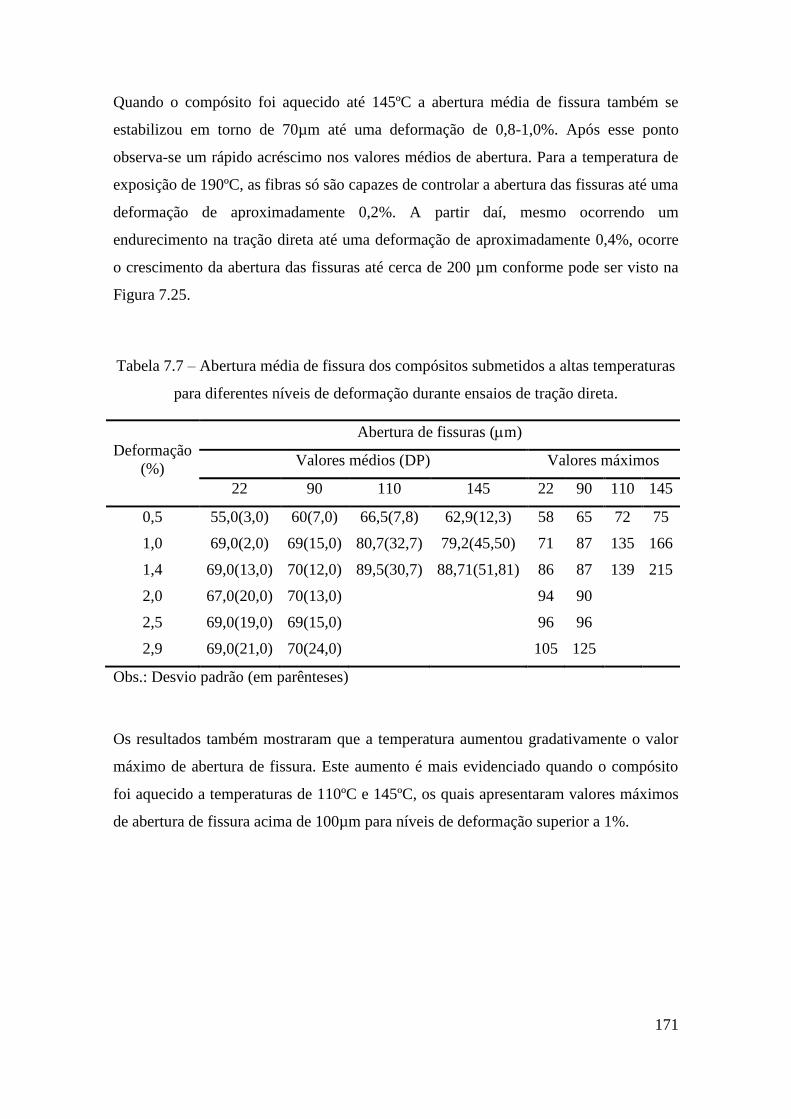
171
Quando o compósito foi aquecido até 145ºC a abertura média de fissura também se
estabilizou em torno de 70µm até uma deformação de 0,8-1,0%. Após esse ponto
observa-se um rápido acréscimo nos valores médios de abertura. Para a temperatura de
exposição de 190ºC, as fibras só são capazes de controlar a abertura das fissuras até uma
deformação de aproximadamente 0,2%. A partir daí, mesmo ocorrendo um
endurecimento na tração direta até uma deformação de aproximadamente 0,4%, ocorre
o crescimento da abertura das fissuras até cerca de 200 µm conforme pode ser visto na
Figura 7.25.
Tabela 7.7 – Abertura média de fissura dos compósitos submetidos a altas temperaturas
para diferentes níveis de deformação durante ensaios de tração direta.
Deformação
(%)
Abertura de fissuras (m)
Valores médios (DP) Valores máximos
22 90 110 145 22 90 110 145
0,5 55,0(3,0) 60(7,0) 66,5(7,8) 62,9(12,3) 58 65 72 75
1,0 69,0(2,0) 69(15,0) 80,7(32,7) 79,2(45,50) 71 87 135 166
1,4 69,0(13,0) 70(12,0) 89,5(30,7) 88,71(51,81) 86 87 139 215
2,0 67,0(20,0) 70(13,0) 94 90
2,5 69,0(19,0) 69(15,0) 96 96
2,9 69,0(21,0) 70(24,0) 105 125
Obs.: Desvio padrão (em parênteses)
Os resultados também mostraram que a temperatura aumentou gradativamente o valor
máximo de abertura de fissura. Este aumento é mais evidenciado quando o compósito
foi aquecido a temperaturas de 110ºC e 145ºC, os quais apresentaram valores máximos
de abertura de fissura acima de 100µm para níveis de deformação superior a 1%.
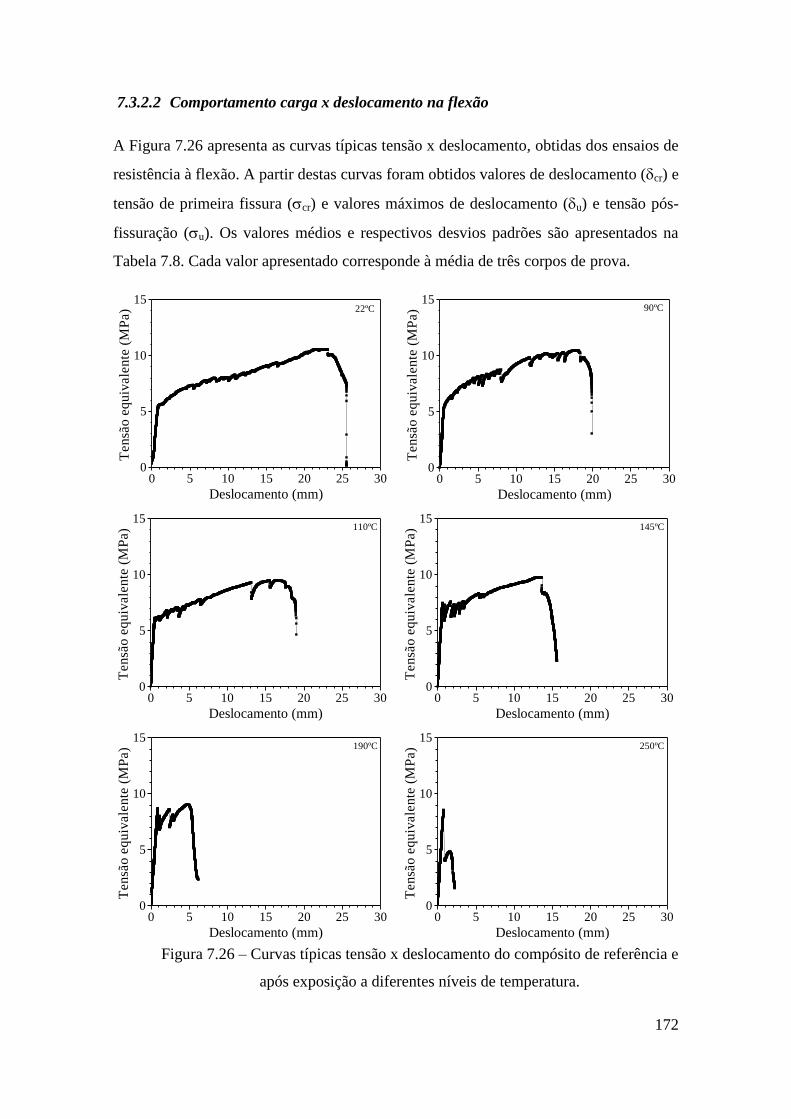
172
7.3.2.2 Comportamento carga x deslocamento na flexão
A Figura 7.26 apresenta as curvas típicas tensão x deslocamento, obtidas dos ensaios de
resistência à flexão. A partir destas curvas foram obtidos valores de deslocamento (cr) e
tensão de primeira fissura (cr) e valores máximos de deslocamento (u) e tensão pós-
fissuração (u). Os valores médios e respectivos desvios padrões são apresentados na
Tabela 7.8. Cada valor apresentado corresponde à média de três corpos de prova.
Figura 7.26 – Curvas típicas tensão x deslocamento do compósito de referência e
após exposição a diferentes níveis de temperatura.
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
22ºC
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
90ºC
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
110ºC
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
145ºC
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
190ºC
0 5 10 15 20 25 300
5
10
15
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
250ºC

173
Observando-se as curvas apresentadas, nota-se uma mudança gradual no
comportamento tensão x deslocamento do compósito com a exposição a altas
temperaturas. Os valores de tensão de primeira fissura aumentaram enquanto que os
valores de tensão e deslocamento pós-fissuração dos compósitos diminuíram com o
aumento da temperatura de exposição das amostras. A temperatura afetou fortemente a
capacidade de deflexão dos compósitos, principalmente para a temperatura de 250ºC
quando a fibra de PVA perdeu a sua capacidade de reforço.
Tabela 7.8 – Resultados experimentais dos ensaios de flexão antes e após exposição a
altas temperaturas.
T (°C) Primeira fissura Valores máximos pós-fissuração
cr (MPa) cr (mm) u (MPa) u (mm)
22 5,61(0,21) 0,455(0,070) 10,25(0,29) 24,20(1,06)
90 5,67(0,37) 0,523(0,046) 10,63(0,14) 18,33(1,53)
110 6,11(0,03) 0,574(0,038) 9,35(0,43) 17,49(1,04)
145 7,70(0,26) 0,641(0,013) 9,32(0,36) 13,53(0,50)
190 8,47(0,45) 0,793(0,091) 8,61(0,83) 3,90(0,79)
250 8,48(0,37) 0,770(0,053) 5,74(0,97) 1,46(0,10)
Obs: u se refere ao deslocamento no ponto de localização do dano.
Desvio padrão (entre parênteses).
A Figura 7.27 mostra a relação da tensão e deslocamento de primeira fissura com a
temperatura de exposição. É possível observar que, até 90ºC, nenhuma mudança
significativa é observada nos valores de primeira fissura. Após 110ºC, já são cerca de
9% e de 26% o aumento da tensão e deslocamento de primeira fissura, respectivamente.
Para a temperatura de 145ºC, os valores de tensão e deslocamento de primeira fissura
(propriedades dominadas pela matriz) aumentaram, respectivamente, 37% e 41%, em
relação aos respectivos valores de referência. O aumento continuou até a temperatura de
190ºC quando a tensão e o deslocamento de primeira fissura foram 51% e 74% maiores
que os valores de referência, respectivamente. Para a temperatura de 250ºC o compósito
não apresentou alterações significativas nos valores de tensão e deslocamento de
primeira fissura, já observados para as amostras submetidas à temperatura de 190ºC.
174
(a) (b)
Figura 7.27 – Variação da (a) tensão de primeira fissura e (b) deslocamento de primeira
fissura com a temperatura, na flexão (valores normalizados em relação aos valores de
referência).
A Figura 7.28 apresenta uma correlação dos valores de tensão máxima pós-fissuração e
deslocamento máximo (valor de deslocamento medido no ponto onde ocorre a
localização do dano) em função da temperatura de exposição. Observando-se os
gráficos notou-se um pequeno acréscimo (de cerca de 4%) na máxima tensão pós-
fissuração para a temperatura de 90ºC. O deslocamento máximo, no entanto, já
experimenta uma redução de aproximadamente 24%. Até a temperatura de 145ºC a
máxima tensão pós-fissuração se manteve em cerca de 90% daquela observada para a
amostra de referência (sem aquecimento). Nota-se, porém, que o valor de deslocamento
máximo já experimenta, para essa temperatura, uma expressiva redução no seu valor, já
que apenas cerca de 56% do deslocamento máximo do compósito sem aquecimento se
mantém.
Para a temperatura de exposição de 190ºC, apesar do compósito ainda ser capaz de
manter a carga de primeira fissura (u é maior que cr - ver Tabela 7.8), a capacidade de
deflexão já é bastante inferior à da mistura de referência (o deslocamento na localização
é cerca de 1/6 do valor do compósito sem aquecimento). Quando exposto a temperatura
de 250ºC, um comportamento de amolecimento pós-fissuração é observado, com a
formação de uma única fissura. Isso ocorre devido à forte degradação da fibra de PVA.
0 50 100 150 200 250 30050
100
150
200
250
300
cr/
cr_
22
ºC (
%)
Temperatura (ºC)
0 50 100 150 200 250 30050
100
150
200
250
300
cr/
cr2
2ºC
(%
)
Temperatura (ºC)

175
(a) (b)
Figura 7.28 – Variação da (a) tensão máxima pós-fissuração e (b) deslocamento
máximo na flexão com a temperatura de exposição (valores normalizados em relação
aos valores de referência).
A redução da capacidade de deflexão do compósito na flexão é bastante similar ao
observado na tração direta, sendo o comportamento pós-fissuração do compósito
governado pela integridade da fibra e pelas características da interface fibra-matriz.
77..33..22..22..11 PPRROOCCEESSSSOO DDEE FFRRAATTUURRAA NNAA FFLLEEXXÃÃOO
Para a análise da influência da temperatura no processo de fratura do compósito, foi
calculada a densidade de fissuração em cada amostra exposta a diferentes níveis de
temperatura. A densidade de fissuração é calculada como o número de fissuras visíveis
por metro e, neste estudo, ela foi calculada para o terço central (85mm) do vão da
amostra (região II). A Figura 7.29 apresenta a relação da densidade de fissuração com o
nível de deslocamento para os vários níveis de temperatura estudados. O cálculo da
densidade foi feita para três amostras.
0 50 100 150 200 250 30020
40
60
80
100
120
u/
u_
22
ºC (
%)
Temperatura (ºC)
0 50 100 150 200 250 3000
20
40
60
80
100
120
u/
u_
22
ºC (
%)
Temperatura (ºC)
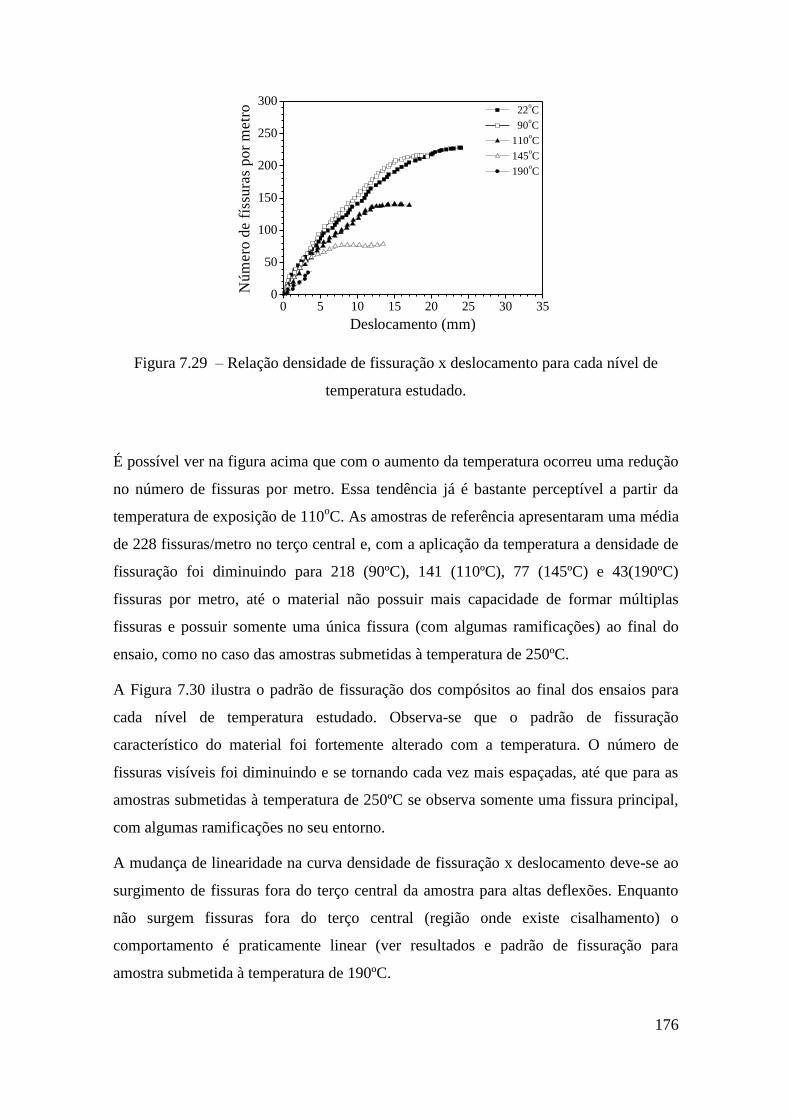
176
Figura 7.29 – Relação densidade de fissuração x deslocamento para cada nível de
temperatura estudado.
É possível ver na figura acima que com o aumento da temperatura ocorreu uma redução
no número de fissuras por metro. Essa tendência já é bastante perceptível a partir da
temperatura de exposição de 110oC. As amostras de referência apresentaram uma média
de 228 fissuras/metro no terço central e, com a aplicação da temperatura a densidade de
fissuração foi diminuindo para 218 (90ºC), 141 (110ºC), 77 (145ºC) e 43(190ºC)
fissuras por metro, até o material não possuir mais capacidade de formar múltiplas
fissuras e possuir somente uma única fissura (com algumas ramificações) ao final do
ensaio, como no caso das amostras submetidas à temperatura de 250ºC.
A Figura 7.30 ilustra o padrão de fissuração dos compósitos ao final dos ensaios para
cada nível de temperatura estudado. Observa-se que o padrão de fissuração
característico do material foi fortemente alterado com a temperatura. O número de
fissuras visíveis foi diminuindo e se tornando cada vez mais espaçadas, até que para as
amostras submetidas à temperatura de 250ºC se observa somente uma fissura principal,
com algumas ramificações no seu entorno.
A mudança de linearidade na curva densidade de fissuração x deslocamento deve-se ao
surgimento de fissuras fora do terço central da amostra para altas deflexões. Enquanto
não surgem fissuras fora do terço central (região onde existe cisalhamento) o
comportamento é praticamente linear (ver resultados e padrão de fissuração para
amostra submetida à temperatura de 190ºC.
0 5 10 15 20 25 30 350
50
100
150
200
250
300
Nú
mero
de f
íssu
ras
po
r m
etr
o
Deslocamento (mm)
22oC
90oC
110oC
145oC
190oC
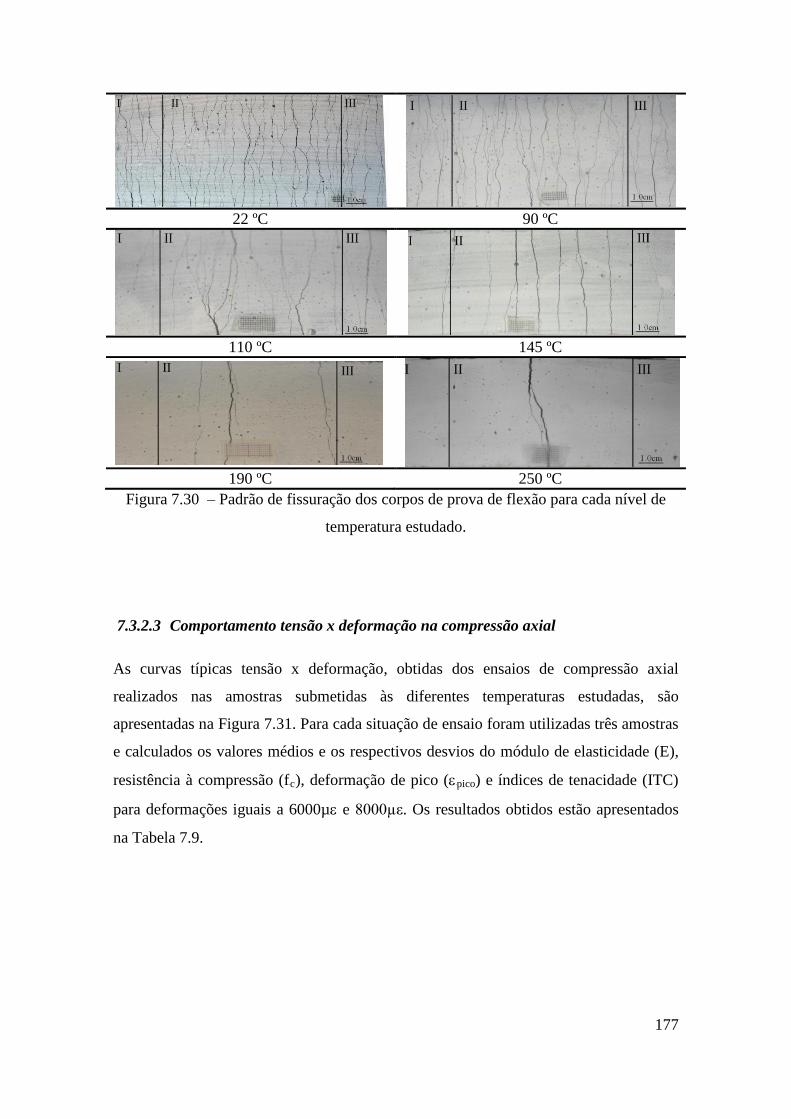
177
22 ºC 90 ºC
110 ºC 145 ºC
190 ºC 250 ºC
Figura 7.30 – Padrão de fissuração dos corpos de prova de flexão para cada nível de
temperatura estudado.
7.3.2.3 Comportamento tensão x deformação na compressão axial
As curvas típicas tensão x deformação, obtidas dos ensaios de compressão axial
realizados nas amostras submetidas às diferentes temperaturas estudadas, são
apresentadas na Figura 7.31. Para cada situação de ensaio foram utilizadas três amostras
e calculados os valores médios e os respectivos desvios do módulo de elasticidade (E),
resistência à compressão (fBc)), deformação de pico (Bpico) e índices de tenacidade (ITC)
para deformações iguais a 6000µ e 8000µε. Os resultados obtidos estão apresentados
na Tabela 7.9.
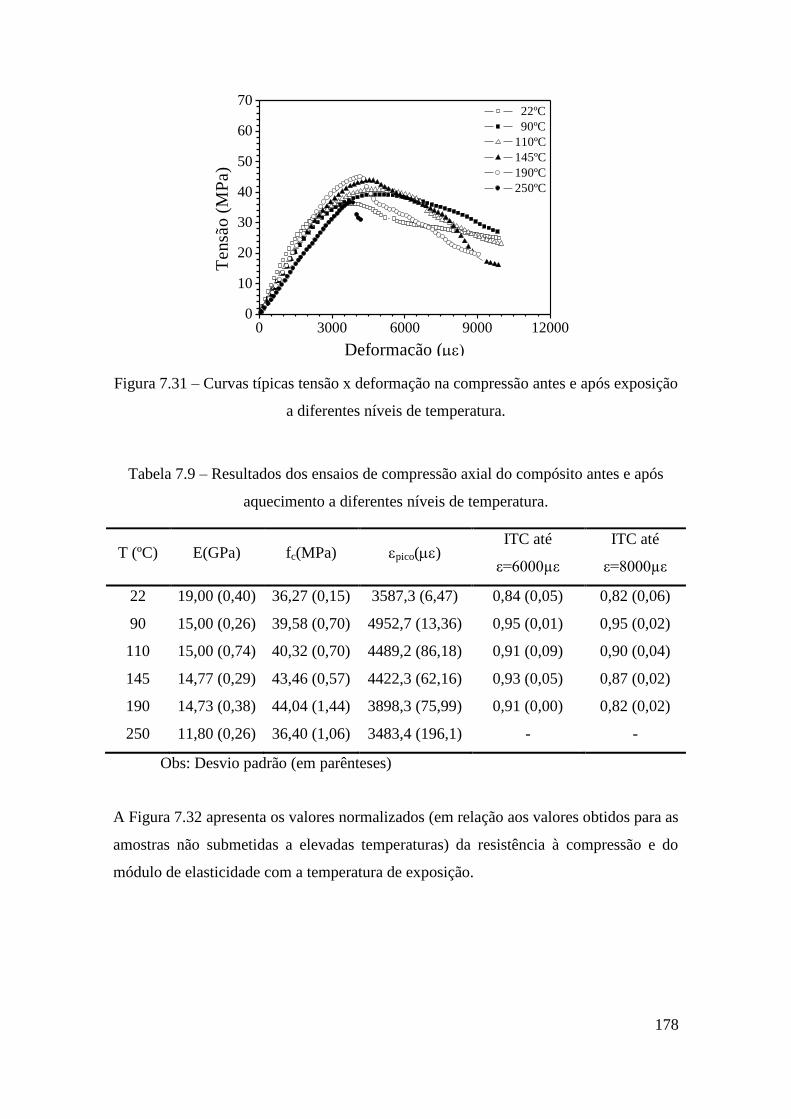
178
Figura 7.31 – Curvas típicas tensão x deformação na compressão antes e após exposição
a diferentes níveis de temperatura.
Tabela 7.9 – Resultados dos ensaios de compressão axial do compósito antes e após
aquecimento a diferentes níveis de temperatura.
T (ºC) E(GPa) fc(MPa) pico() ITC até
ε 6000µε
ITC até
ε 8000µε
22 19,00 (0,40) 36,27 (0,15) 3587,3 (6,47) 0,84 (0,05) 0,82 (0,06)
90 15,00 (0,26) 39,58 (0,70) 4952,7 (13,36) 0,95 (0,01) 0,95 (0,02)
110 15,00 (0,74) 40,32 (0,70) 4489,2 (86,18) 0,91 (0,09) 0,90 (0,04)
145 14,77 (0,29) 43,46 (0,57) 4422,3 (62,16) 0,93 (0,05) 0,87 (0,02)
190 14,73 (0,38) 44,04 (1,44) 3898,3 (75,99) 0,91 (0,00) 0,82 (0,02)
250 11,80 (0,26) 36,40 (1,06) 3483,4 (196,1) - -
Obs: Desvio padrão (em parênteses)
A Figura 7.32 apresenta os valores normalizados (em relação aos valores obtidos para as
amostras não submetidas a elevadas temperaturas) da resistência à compressão e do
módulo de elasticidade com a temperatura de exposição.
0 3000 6000 9000 120000
10
20
30
40
50
60
70
Ten
são
(M
Pa)
Deformação (
22ºC
90ºC
110ºC
145ºC
190ºC
250ºC
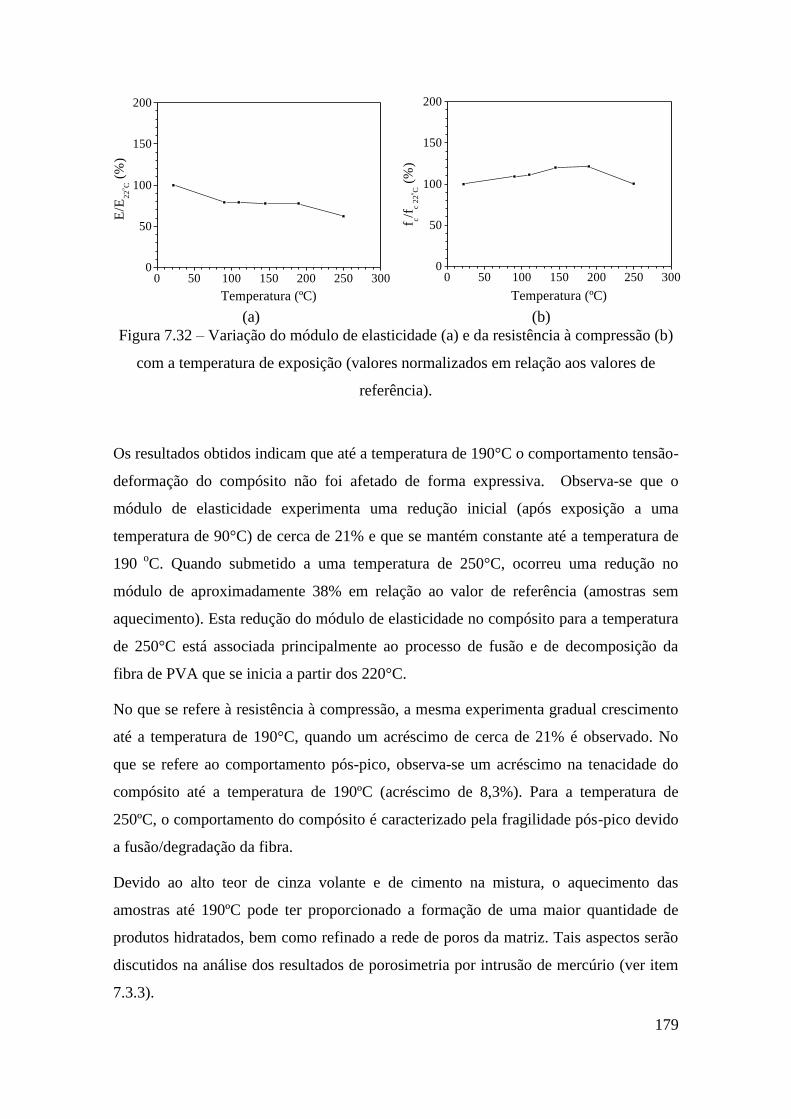
179
(a) (b)
Figura 7.32 – Variação do módulo de elasticidade (a) e da resistência à compressão (b)
com a temperatura de exposição (valores normalizados em relação aos valores de
referência).
Os resultados obtidos indicam que até a temperatura de 190°C o comportamento tensão-
deformação do compósito não foi afetado de forma expressiva. Observa-se que o
módulo de elasticidade experimenta uma redução inicial (após exposição a uma
temperatura de 90°C) de cerca de 21% e que se mantém constante até a temperatura de
190 o
C. Quando submetido a uma temperatura de 250°C, ocorreu uma redução no
módulo de aproximadamente 38% em relação ao valor de referência (amostras sem
aquecimento). Esta redução do módulo de elasticidade no compósito para a temperatura
de 250°C está associada principalmente ao processo de fusão e de decomposição da
fibra de PVA que se inicia a partir dos 220°C.
No que se refere à resistência à compressão, a mesma experimenta gradual crescimento
até a temperatura de 190°C, quando um acréscimo de cerca de 21% é observado. No
que se refere ao comportamento pós-pico, observa-se um acréscimo na tenacidade do
compósito até a temperatura de 190ºC (acréscimo de 8,3%). Para a temperatura de
250ºC, o comportamento do compósito é caracterizado pela fragilidade pós-pico devido
a fusão/degradação da fibra.
Devido ao alto teor de cinza volante e de cimento na mistura, o aquecimento das
amostras até 190ºC pode ter proporcionado a formação de uma maior quantidade de
produtos hidratados, bem como refinado a rede de poros da matriz. Tais aspectos serão
discutidos na análise dos resultados de porosimetria por intrusão de mercúrio (ver item
7.3.3).
0 50 100 150 200 250 3000
50
100
150
200
E/E
22
oC (
%)
Temperatura (ºC)
0 50 100 150 200 250 3000
50
100
150
200
f c/f
c 2
2oC (
%)
Temperatura (ºC)
180
A Figura 7.33 apresenta o modo de ruptura dos corpos de prova após o ensaio de
compressão axial. Observa-se que o modo de ruptura das amostras é
predominantemente colunar para todas as situações.
22ºC 90ºC 110ºC 145ºC 190ºC 250ºC
Figura 7.33 – Modo de ruptura típico do compósito após os ensaios de compressão.
77..33..33 AANNÁÁLLIISSEE MMIICCRROO--EESSTTRRUUTTUURRAALL DDOO SSHHCCCC
7.3.3.1 Variação na estrutura de poros do SHCC com o aumento da temperatura
A influência da temperatura na distribuição de tamanho de poros do compósito foi
estudada através de porosimetria por intrusão de mercúrio. A análise foi realizada na
amostra de referencia e em amostras submetidas às temperaturas de 90, 110, 145, 190 e
250°C. A Figura 7.34 apresenta as variações do volume de poros acumulado e sua
distribuição para diferentes níveis de temperatura e a Figura 7.35 as curvas do volume
de intrusão incremental, a qual indica a existência de rede porosa interconectada para as
análises realizadas.
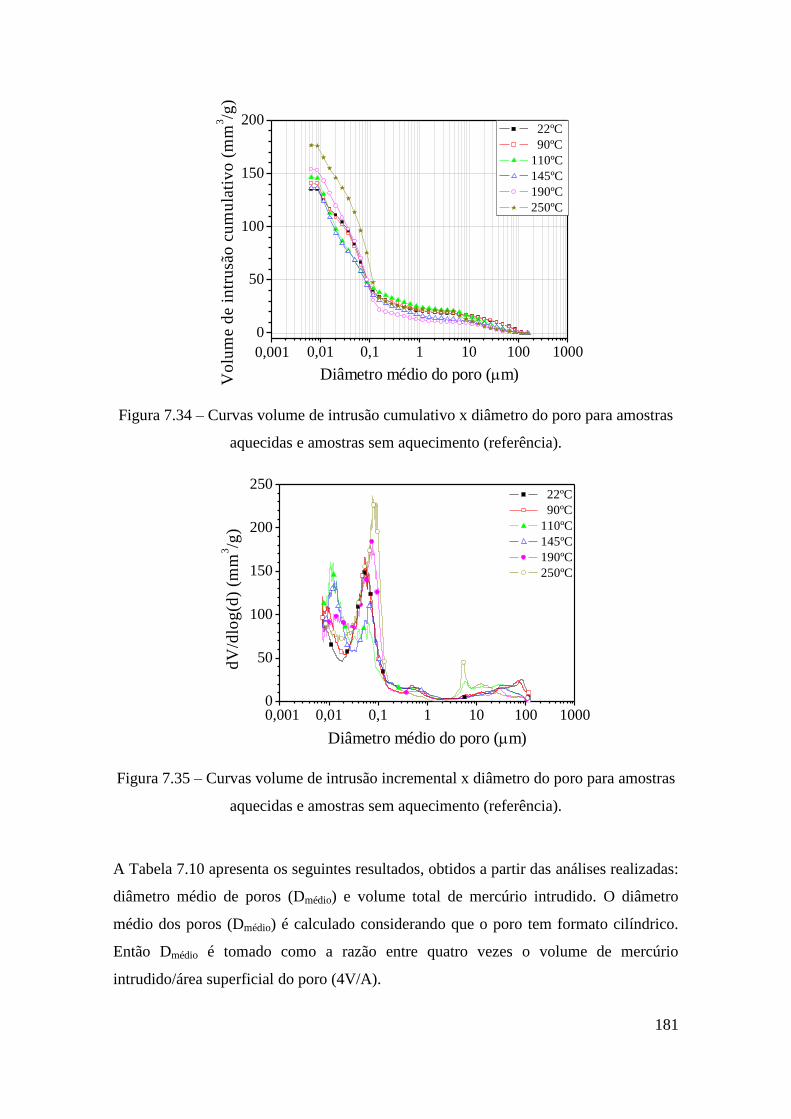
181
Figura 7.34 – Curvas volume de intrusão cumulativo x diâmetro do poro para amostras
aquecidas e amostras sem aquecimento (referência).
Figura 7.35 – Curvas volume de intrusão incremental x diâmetro do poro para amostras
aquecidas e amostras sem aquecimento (referência).
A Tabela 7.10 apresenta os seguintes resultados, obtidos a partir das análises realizadas:
diâmetro médio de poros (Dmédio) e volume total de mercúrio intrudido. O diâmetro
médio dos poros (Dmédio) é calculado considerando que o poro tem formato cilíndrico.
Então Dmédio é tomado como a razão entre quatro vezes o volume de mercúrio
intrudido/área superficial do poro (4V/A).
1E-3 0,01 0,1 1 10 100 1000
0
50
100
150
200
0,001
Vo
lum
e d
e i
ntr
usã
o c
um
ula
tiv
o (
mm
3/g
)
Diâmetro médio do poro (m)
22ºC
90ºC
110ºC
145ºC
190ºC
250ºC
1E-3 0,01 0,1 1 10 100 10000
50
100
150
200
250
0,001
dV
/dlo
g(d
) (m
m3/g
)
Diâmetro médio do poro (m)
22ºC
90ºC
110ºC
145ºC
190ºC
250ºC
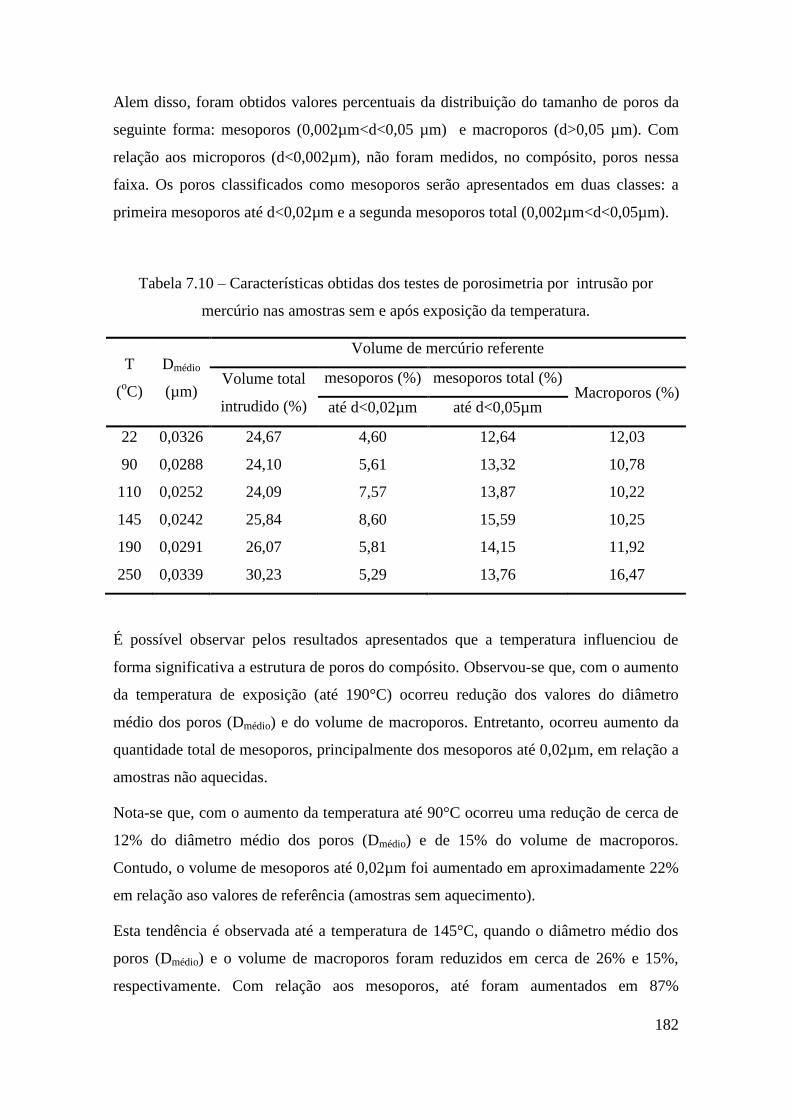
182
Alem disso, foram obtidos valores percentuais da distribuição do tamanho de poros da
seguinte forma: mesoporos (0,002µm<d<0,05 µm) e macroporos (d>0,05 µm). Com
relação aos microporos (d<0,002µm), não foram medidos, no compósito, poros nessa
faixa. Os poros classificados como mesoporos serão apresentados em duas classes: a
primeira mesoporos até d<0,02µm e a segunda mesoporos total (0,002µm<d<0,05µm).
Tabela 7.10 – Características obtidas dos testes de porosimetria por intrusão por
mercúrio nas amostras sem e após exposição da temperatura.
T
(oC)
Dmédio
(µm)
Volume de mercúrio referente
Volume total
intrudido (%)
mesoporos (%) mesoporos total (%) Macroporos (%)
até d<0,02µm até d<0,05µm
22 0,0326 24,67 4,60 12,64 12,03
90 0,0288 24,10 5,61 13,32 10,78
110 0,0252 24,09 7,57 13,87 10,22
145 0,0242 25,84 8,60 15,59 10,25
190 0,0291 26,07 5,81 14,15 11,92
250 0,0339 30,23 5,29 13,76 16,47
É possível observar pelos resultados apresentados que a temperatura influenciou de
forma significativa a estrutura de poros do compósito. Observou-se que, com o aumento
da temperatura de exposição (até 190°C) ocorreu redução dos valores do diâmetro
médio dos poros (Dmédio) e do volume de macroporos. Entretanto, ocorreu aumento da
quantidade total de mesoporos, principalmente dos mesoporos até 0,02µm, em relação a
amostras não aquecidas.
Nota-se que, com o aumento da temperatura até 90°C ocorreu uma redução de cerca de
12% do diâmetro médio dos poros (Dmédio) e de 15% do volume de macroporos.
Contudo, o volume de mesoporos até 0,02µm foi aumentado em aproximadamente 22%
em relação aso valores de referência (amostras sem aquecimento).
Esta tendência é observada até a temperatura de 145°C, quando o diâmetro médio dos
poros (Dmédio) e o volume de macroporos foram reduzidos em cerca de 26% e 15%,
respectivamente. Com relação aos mesoporos, até foram aumentados em 87%

183
(mesoporos 0,02µm) e 23% (mesoporos total-até 0,05 µm) em relação aos valores de
referência (sem aquecimento).
Para temperaturas acima de 190°C, o processo de deterioração das amostras já começa
a ser evidenciado. Em 190°C, ocorre um leve aumento do Dmédio e reduções dos volumes
de mesoporos em relação aos respectivos valores em 145°C. Entretanto, este aumento
observado no Dmédio, ainda é menor que o respectivo valor de referência (sem
aquecimento). Indicando que nesta temperatura, o compósito ainda apresenta uma
estrutura de poros mais refinada que a referência. Com relação ao volume de
macroporos, nenhuma mudança significativa foi observada em comparação ao valor da
amostra de referência.
Quando exposto a temperatura de 250ºC, o Dmédio e o volume de macroporos
aumentaram cerca de 9% e 39%, respectivamente em relação aos valores de referência.
O aumento de Dmédio e do volume de macroporos em 250ºC é devido ao forte processo
de degradação e fusão da fibra de PVA para este nível de temperatura. O qual altera a
estrutura de poros do compósito.
Devido ao alto teor de cinza volante e de cimento na mistura, o aquecimento das
amostras até 190ºC pode ter proporcionado a formação de uma maior quantidade de
produtos hidratados, os quais podem ter sido depositados em poros existentes da matriz.
Isto justifica o refinamento da rede de poros da matriz, tendo em vista a redução do
diâmetro médio (Dmédio) dos poros e também pelo expressivo aumento dos mesoporos,
principalmente os poros com diâmetros menores que 0,02µm, em contraste com a
redução dos poros com d > 0,05µm (macroporos).
7.3.3.2 Análise microscópica da superfície de fratura com o aumento da
temperatura
As Figuras 7.36 a 7.41 mostram análises microscópicas realizadas na superfície de
fratura das amostras após os ensaios de tração direta. Uma maior densificação da matriz
é observada até a temperatura de 190ºC. Não se nota variações significativas na
superfície da fibra até a temperatura de 145ºC. Para a temperatura de 190ºC a textura da
fibra parece um pouco mais lisa, como se tivesse perdido parte do seu tratamento
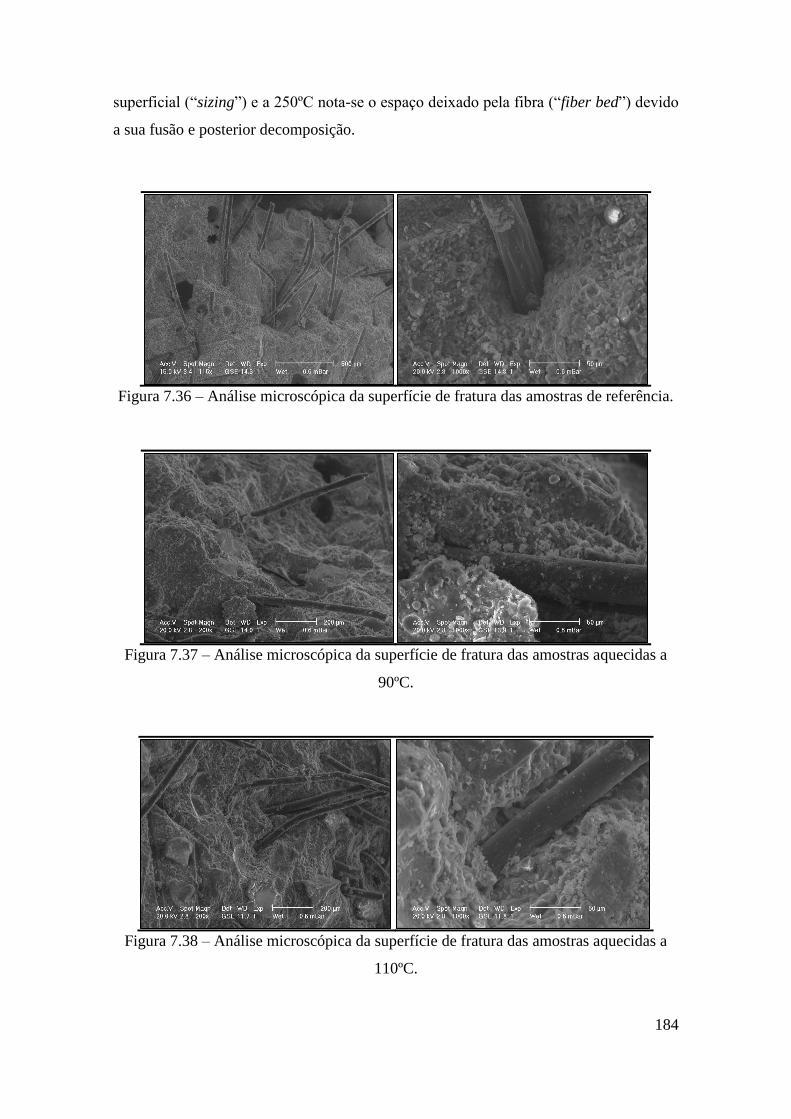
184
superficial (―sizing‖) e a 250ºC nota-se o espaço deixado pela fibra (―fiber bed‖) devido
a sua fusão e posterior decomposição.
Figura 7.36 – Análise microscópica da superfície de fratura das amostras de referência.
Figura 7.37 – Análise microscópica da superfície de fratura das amostras aquecidas a
90ºC.
Figura 7.38 – Análise microscópica da superfície de fratura das amostras aquecidas a
110ºC.
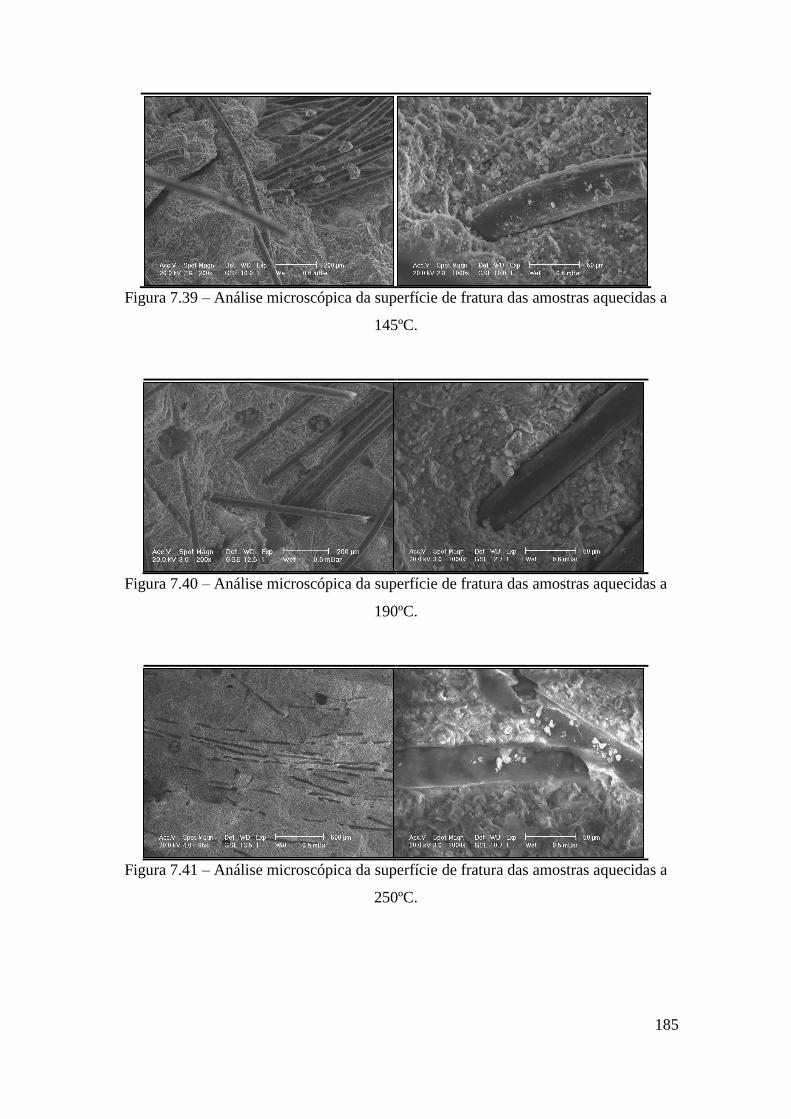
185
Figura 7.39 – Análise microscópica da superfície de fratura das amostras aquecidas a
145ºC.
Figura 7.40 – Análise microscópica da superfície de fratura das amostras aquecidas a
190ºC.
Figura 7.41 – Análise microscópica da superfície de fratura das amostras aquecidas a
250ºC.
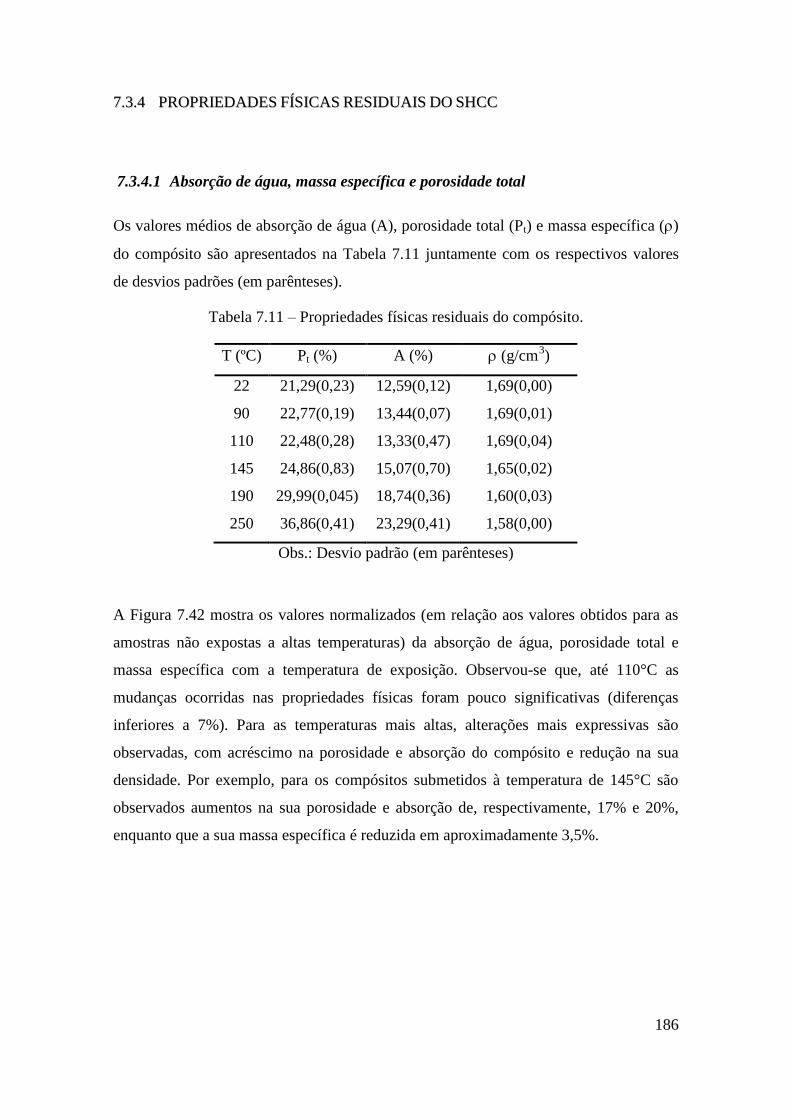
186
77..33..44 PPRROOPPRRIIEEDDAADDEESS FFÍÍSSIICCAASS RREESSIIDDUUAAIISS DDOO SSHHCCCC
7.3.4.1 Absorção de água, massa específica e porosidade total
Os valores médios de absorção de água (A), porosidade total (Pt) e massa específica ()
do compósito são apresentados na Tabela 7.11 juntamente com os respectivos valores
de desvios padrões (em parênteses).
Tabela 7.11 – Propriedades físicas residuais do compósito.
T (ºC) Pt (%) A (%) (g/cmP
3)
22 21,29(0,23) 12,59(0,12) 1,69(0,00)
90 22,77(0,19) 13,44(0,07) 1,69(0,01)
110 22,48(0,28) 13,33(0,47) 1,69(0,04)
145 24,86(0,83) 15,07(0,70) 1,65(0,02)
190 29,99(0,045) 18,74(0,36) 1,60(0,03)
250 36,86(0,41) 23,29(0,41) 1,58(0,00)
Obs.: Desvio padrão (em parênteses)
A Figura 7.42 mostra os valores normalizados (em relação aos valores obtidos para as
amostras não expostas a altas temperaturas) da absorção de água, porosidade total e
massa específica com a temperatura de exposição. Observou-se que, até 110°C as
mudanças ocorridas nas propriedades físicas foram pouco significativas (diferenças
inferiores a 7%). Para as temperaturas mais altas, alterações mais expressivas são
observadas, com acréscimo na porosidade e absorção do compósito e redução na sua
densidade. Por exemplo, para os compósitos submetidos à temperatura de 145°C são
observados aumentos na sua porosidade e absorção de, respectivamente, 17% e 20%,
enquanto que a sua massa específica é reduzida em aproximadamente 3,5%.
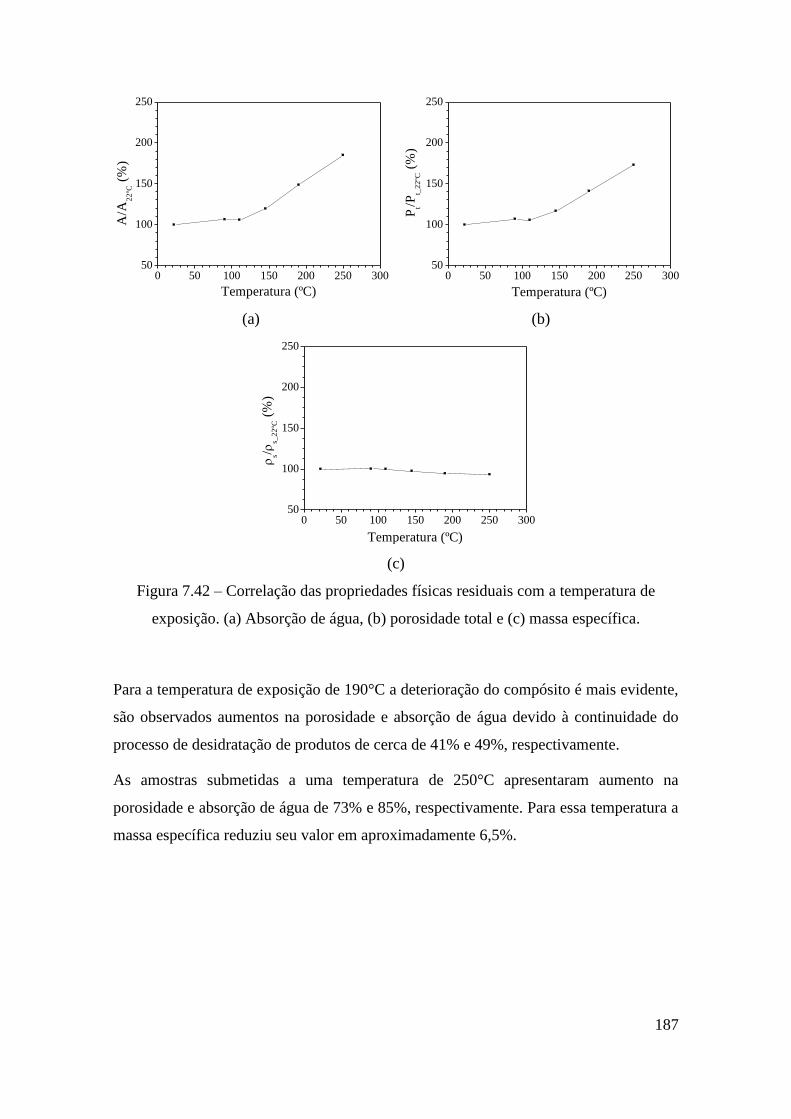
187
(a) (b)
(c)
Figura 7.42 – Correlação das propriedades físicas residuais com a temperatura de
exposição. (a) Absorção de água, (b) porosidade total e (c) massa específica.
Para a temperatura de exposição de 190°C a deterioração do compósito é mais evidente,
são observados aumentos na porosidade e absorção de água devido à continuidade do
processo de desidratação de produtos de cerca de 41% e 49%, respectivamente.
As amostras submetidas a uma temperatura de 250°C apresentaram aumento na
porosidade e absorção de água de 73% e 85%, respectivamente. Para essa temperatura a
massa específica reduziu seu valor em aproximadamente 6,5%.
0 50 100 150 200 250 30050
100
150
200
250
A/A
22
ºC (
%)
Temperatura (ºC)
0 50 100 150 200 250 30050
100
150
200
250
Pt/P
t_2
2ºC
(%
)
Temperatura (ºC)
0 50 100 150 200 250 30050
100
150
200
250
s/
s_2
2ºC
(%
)
Temperatura (ºC)
188
77..44 EESSTTAABBIILLIIDDAADDEE TTÉÉRRMMIICCAA DDAA MMAATTRRIIZZ
A estabilidade térmica da matriz foi estudada para que se pudesse entender melhor o
comportamento do compósito como um todo. Para tanto, foram determinadas as
propriedades físicas e mecânicas da mesma após exposição às temperaturas de 90, 110,
145, 190 e 250°C
77..44..11 PPRROOPPRRIIEEDDAADDEESS MMEECCÂÂNNIICCAASS RREESSIIDDUUAAIISS
7.4.1.1 Comportamento carga x deslocamento na flexão
As Figuras 7.43 a 7.45 apresentam as curvas típicas tensão x deslocamento, obtidas a
partir dos resultados dos ensaios de flexão realizados na matriz. A partir destas curvas
foram obtidos valores de deslocamento (BcrB) e tensão de primeira fissura (BcrB) e valores
máximos de deslocamento (BuB) e tensão pós-fissuração (BuB). Os valores médios e
respectivos desvios padrões são apresentados na Tabela 7.12. Cada valor apresentado
foi obtido pela média de três corpos de prova.
Figura 7.43 – Curvas típicas tensão x deslocamento da matriz para amostras sem
aquecimento e aquecida a 90°C.
0 5 10 15 20 25 300
5
10
1522ºC
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
0 5 10 15 20 25 300
5
10
1590ºC
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
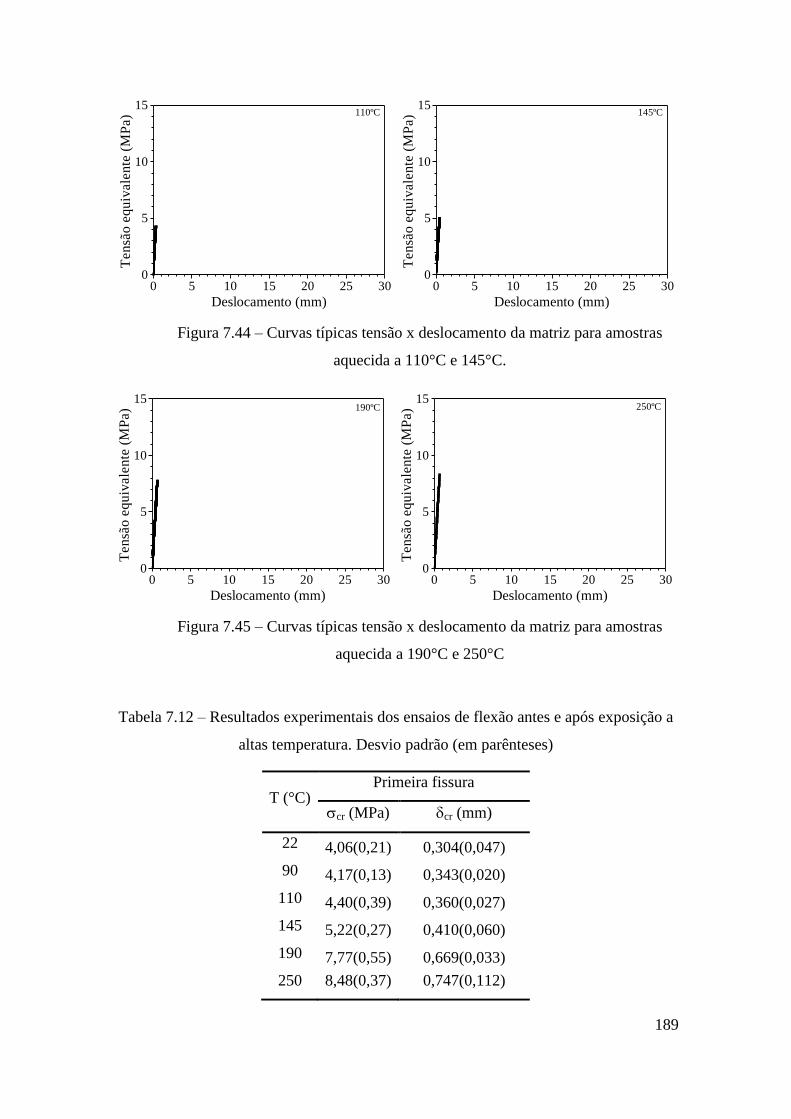
189
Figura 7.44 – Curvas típicas tensão x deslocamento da matriz para amostras
aquecida a 110°C e 145°C.
Figura 7.45 – Curvas típicas tensão x deslocamento da matriz para amostras
aquecida a 190°C e 250°C
Tabela 7.12 – Resultados experimentais dos ensaios de flexão antes e após exposição a
altas temperatura. Desvio padrão (em parênteses)
T (°C) Primeira fissura
cr (MPa) cr (mm)
22 4,06(0,21) 0,304(0,047)
90 4,17(0,13) 0,343(0,020)
110 4,40(0,39) 0,360(0,027)
145 5,22(0,27) 0,410(0,060)
190 7,77(0,55) 0,669(0,033)
250 8,48(0,37) 0,747(0,112)
0 5 10 15 20 25 300
5
10
15110ºC
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
0 5 10 15 20 25 300
5
10
15145ºC
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
0 5 10 15 20 25 300
5
10
15190ºC
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
0 5 10 15 20 25 300
5
10
15250ºC
Ten
são
eq
uiv
ale
nte
(M
Pa)
Deslocamento (mm)
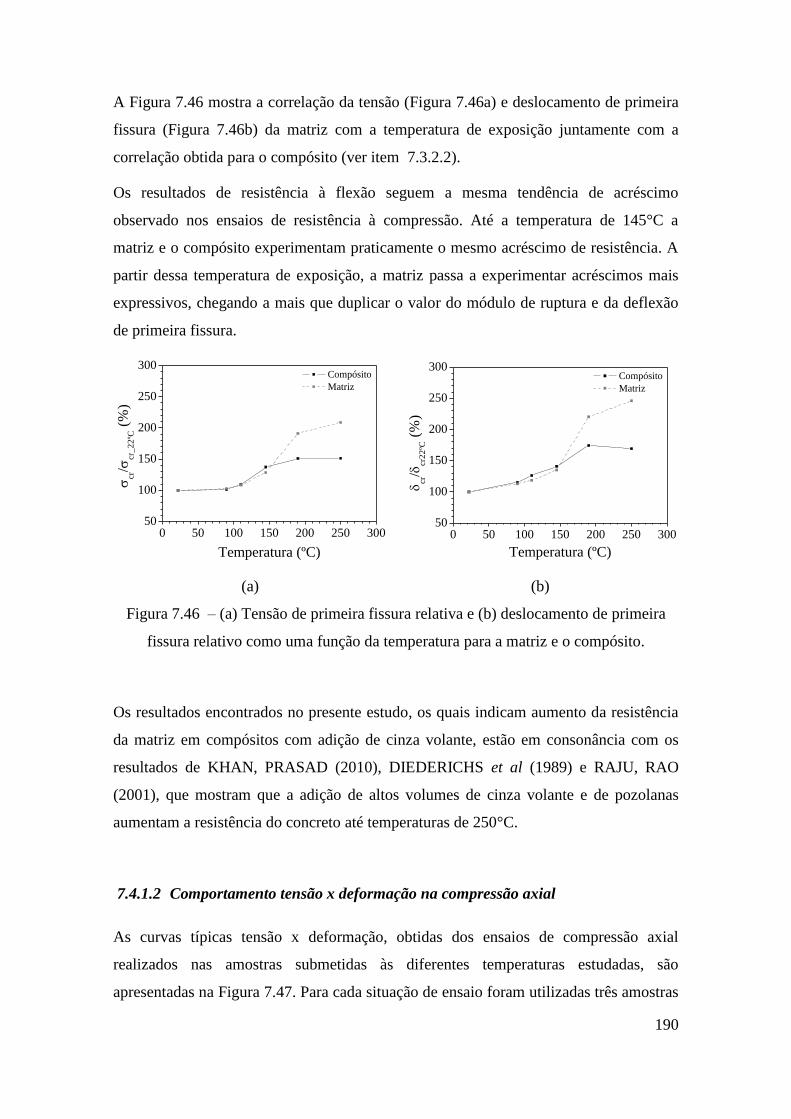
190
A Figura 7.46 mostra a correlação da tensão (Figura 7.46a) e deslocamento de primeira
fissura (Figura 7.46b) da matriz com a temperatura de exposição juntamente com a
correlação obtida para o compósito (ver item 7.3.2.2).
Os resultados de resistência à flexão seguem a mesma tendência de acréscimo
observado nos ensaios de resistência à compressão. Até a temperatura de 145°C a
matriz e o compósito experimentam praticamente o mesmo acréscimo de resistência. A
partir dessa temperatura de exposição, a matriz passa a experimentar acréscimos mais
expressivos, chegando a mais que duplicar o valor do módulo de ruptura e da deflexão
de primeira fissura.
(a) (b)
Figura 7.46 – (a) Tensão de primeira fissura relativa e (b) deslocamento de primeira
fissura relativo como uma função da temperatura para a matriz e o compósito.
Os resultados encontrados no presente estudo, os quais indicam aumento da resistência
da matriz em compósitos com adição de cinza volante, estão em consonância com os
resultados de KHAN, PRASAD (2010), DIEDERICHS et al (1989) e RAJU, RAO
(2001), que mostram que a adição de altos volumes de cinza volante e de pozolanas
aumentam a resistência do concreto até temperaturas de 250°C.
7.4.1.2 Comportamento tensão x deformação na compressão axial
As curvas típicas tensão x deformação, obtidas dos ensaios de compressão axial
realizados nas amostras submetidas às diferentes temperaturas estudadas, são
apresentadas na Figura 7.47. Para cada situação de ensaio foram utilizadas três amostras
0 50 100 150 200 250 30050
100
150
200
250
300 Compósito
Matriz
cr/
cr_
22
ºC (
%)
Temperatura (ºC)
0 50 100 150 200 250 30050
100
150
200
250
300 Compósito
Matriz
cr/
cr2
2ºC
(%
)
Temperatura (ºC)
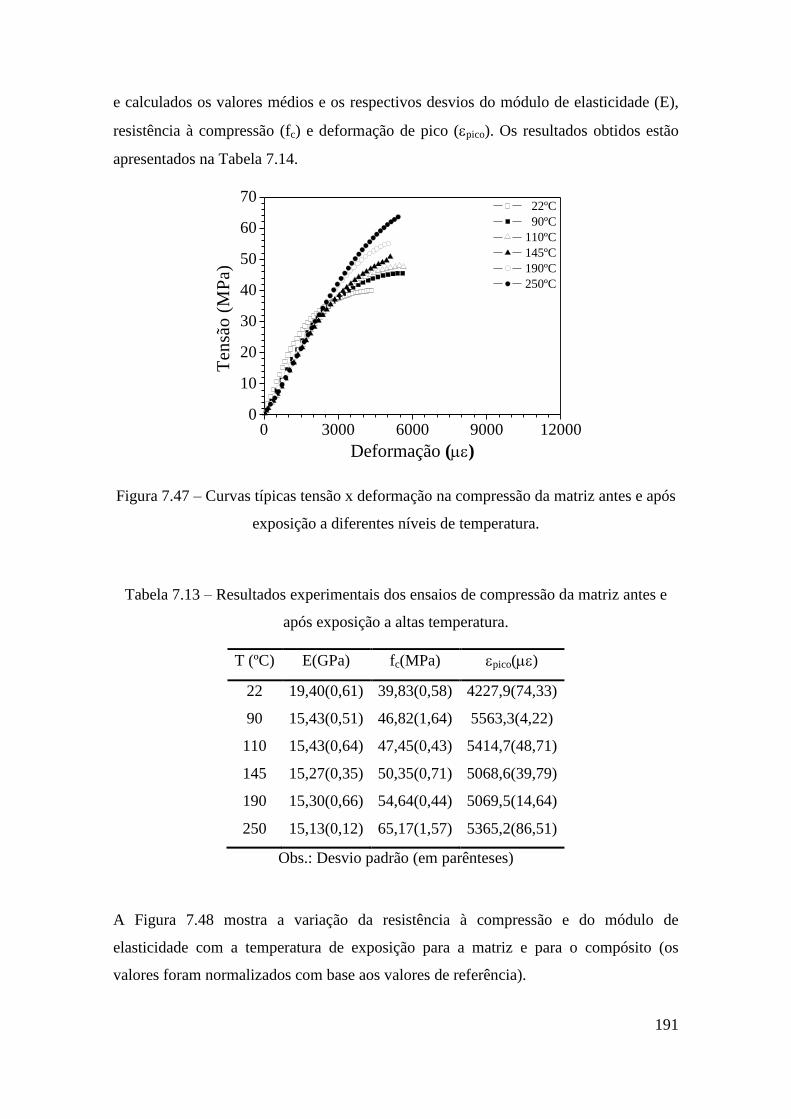
191
e calculados os valores médios e os respectivos desvios do módulo de elasticidade (E),
resistência à compressão (fc) e deformação de pico (pico). Os resultados obtidos estão
apresentados na Tabela 7.14.
Figura 7.47 – Curvas típicas tensão x deformação na compressão da matriz antes e após
exposição a diferentes níveis de temperatura.
Tabela 7.13 – Resultados experimentais dos ensaios de compressão da matriz antes e
após exposição a altas temperatura.
T (ºC) E(GPa) fc(MPa) pico()
22 19,40(0,61) 39,83(0,58) 4227,9(74,33)
90 15,43(0,51) 46,82(1,64) 5563,3(4,22)
110 15,43(0,64) 47,45(0,43) 5414,7(48,71)
145 15,27(0,35) 50,35(0,71) 5068,6(39,79)
190 15,30(0,66) 54,64(0,44) 5069,5(14,64)
250 15,13(0,12) 65,17(1,57) 5365,2(86,51)
Obs.: Desvio padrão (em parênteses)
A Figura 7.48 mostra a variação da resistência à compressão e do módulo de
elasticidade com a temperatura de exposição para a matriz e para o compósito (os
valores foram normalizados com base aos valores de referência).
0 3000 6000 9000 120000
10
20
30
40
50
60
70
Ten
são
(M
Pa)
Deformação ()
22ºC
90ºC
110ºC
145ºC
190ºC
250ºC
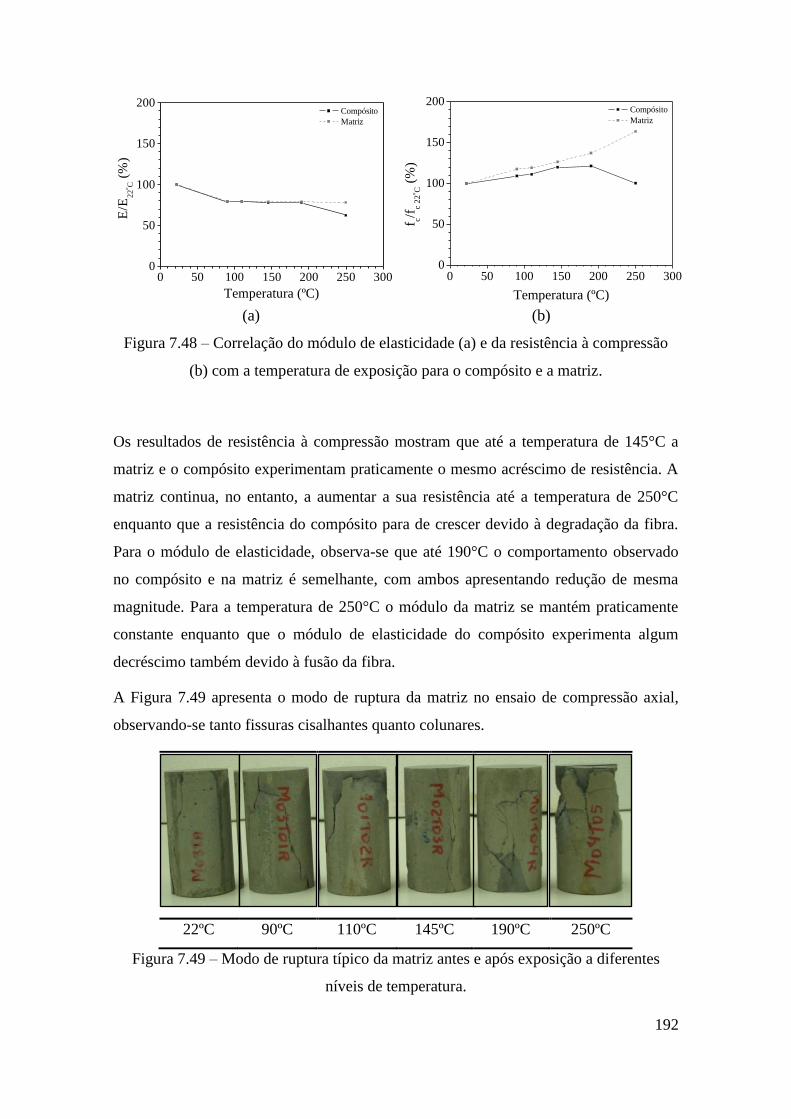
192
(a) (b)
Figura 7.48 – Correlação do módulo de elasticidade (a) e da resistência à compressão
(b) com a temperatura de exposição para o compósito e a matriz.
Os resultados de resistência à compressão mostram que até a temperatura de 145°C a
matriz e o compósito experimentam praticamente o mesmo acréscimo de resistência. A
matriz continua, no entanto, a aumentar a sua resistência até a temperatura de 250°C
enquanto que a resistência do compósito para de crescer devido à degradação da fibra.
Para o módulo de elasticidade, observa-se que até 190°C o comportamento observado
no compósito e na matriz é semelhante, com ambos apresentando redução de mesma
magnitude. Para a temperatura de 250°C o módulo da matriz se mantém praticamente
constante enquanto que o módulo de elasticidade do compósito experimenta algum
decréscimo também devido à fusão da fibra.
A Figura 7.49 apresenta o modo de ruptura da matriz no ensaio de compressão axial,
observando-se tanto fissuras cisalhantes quanto colunares.
22ºC 90ºC 110ºC 145ºC 190ºC 250ºC
Figura 7.49 – Modo de ruptura típico da matriz antes e após exposição a diferentes
níveis de temperatura.
0 50 100 150 200 250 3000
50
100
150
200 Compósito
Matriz
E/E
22
oC (
%)
Temperatura (ºC)
0 50 100 150 200 250 3000
50
100
150
200 Compósito
Matriz
f c/fc
22
oC (
%)
Temperatura (ºC)

193
77..44..22 PPRROOPPRRIIEEDDAADDEESS FFÍÍSSIICCAASS RREESSIIDDUUAAIISS
7.4.2.1 Absorção de água, massa específica e porosidade total
Os valores médios obtidos nos ensaios de absorção de água (A), porosidade total (Pt) e
massa específica () da matriz, sem aquecimento e aquecida a diferentes níveis de
temperatura, são apresentados na Tabela 7.14 juntamente com os respectivos valores de
desvios padrões (em parênteses).
Tabela 7.14 – Propriedades físicas da matriz antes e após exposição a altas temperatura .
T (°C) Pt (%) A (%) (g/cmP
3P)
22 18,59(0,07) 10,49(0,00) 1,77(0,01)
90 18,51(0,27) 10,54(0,16) 1,76(0,01)
110 18,44(0,29) 10,44(0,19) 1,76(0,01)
145 22,18(0,41) 12,94(0,31) 1,71(0,01)
190 23,62(0,18) 13,81(0,18) 1,71(0,01)
250 29,67(0,15) 18,32(0,14) 1,62(0,01)
Obs.: Desvio padrão (em parênteses)
Os resultados obtidos indicaram que semelhantemente ao compósito, a temperatura
também influenciou significativamente as propriedades físicas da matriz.
A Figura 7.50 mostra a correlação entre os valores normalizados (com base aos valores
sem aquecimento) da absorção de água, porosidade total e massa específica com a
temperatura de exposição. Pode-se observar que, até 110°C nenhuma mudança
significativa foi observada nas propriedades da matriz.
A partir de 110°C, começam a ocorrer mudanças na microestrutura devido à evaporação
da água quimicamente aderida, o que aumenta a porosidade total e absorção de água da
matriz. Este aumento é progressivo até 250°C quando a porosidade e a absorção de água
aumentaram em torno de 60% e 75%, enquanto a massa específica reduziu em
aproximadamente 9%.
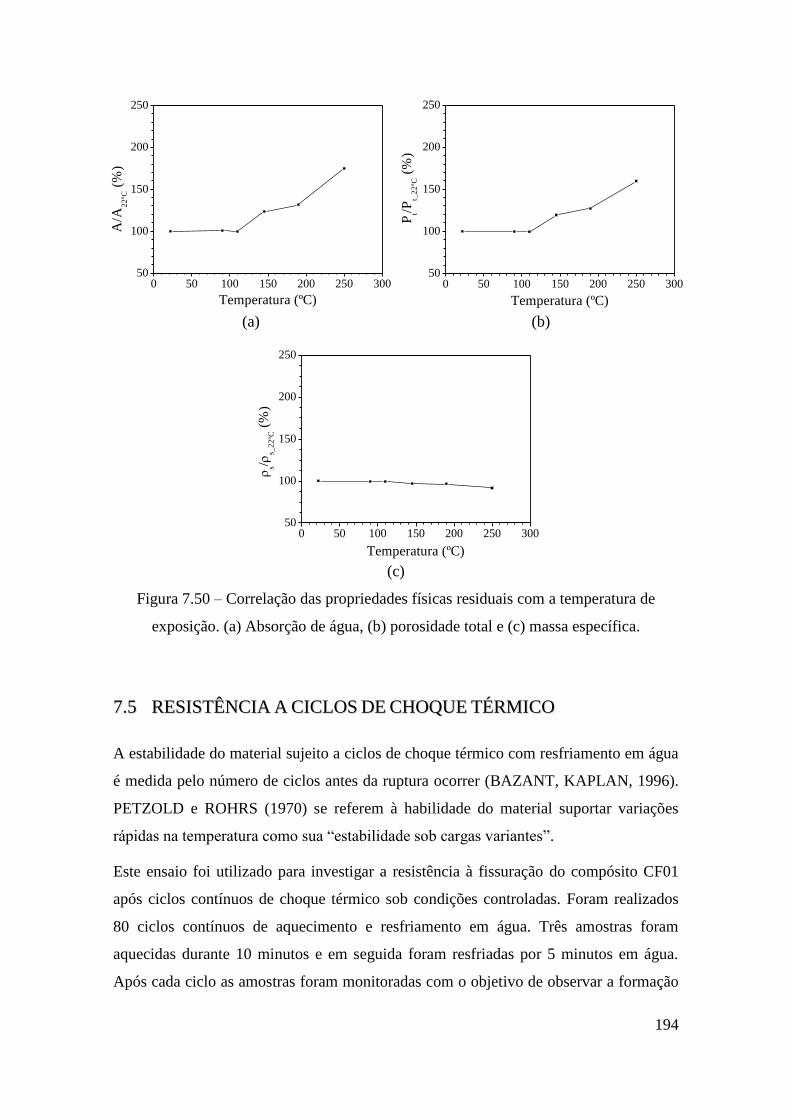
194
(a) (b)
(c)
Figura 7.50 – Correlação das propriedades físicas residuais com a temperatura de
exposição. (a) Absorção de água, (b) porosidade total e (c) massa específica.
77..55 RREESSIISSTTÊÊNNCCIIAA AA CCIICCLLOOSS DDEE CCHHOOQQUUEE TTÉÉRRMMIICCOO
A estabilidade do material sujeito a ciclos de choque térmico com resfriamento em água
é medida pelo número de ciclos antes da ruptura ocorrer (BAZANT, KAPLAN, 1996).
PETZOLD e ROHRS (1970) se referem à habilidade do material suportar variações
rápidas na temperatura como sua ―estabilidade sob cargas variantes‖.
Este ensaio foi utilizado para investigar a resistência à fissuração do compósito CF01
após ciclos contínuos de choque térmico sob condições controladas. Foram realizados
80 ciclos contínuos de aquecimento e resfriamento em água. Três amostras foram
aquecidas durante 10 minutos e em seguida foram resfriadas por 5 minutos em água.
Após cada ciclo as amostras foram monitoradas com o objetivo de observar a formação
0 50 100 150 200 250 30050
100
150
200
250
A/A
22
ºC (
%)
Temperatura (ºC)
0 50 100 150 200 250 30050
100
150
200
250
Pt/P
t_2
2ºC
(%
)
Temperatura (ºC)
0 50 100 150 200 250 30050
100
150
200
250
s/
s_2
2ºC
(%
)
Temperatura (ºC)
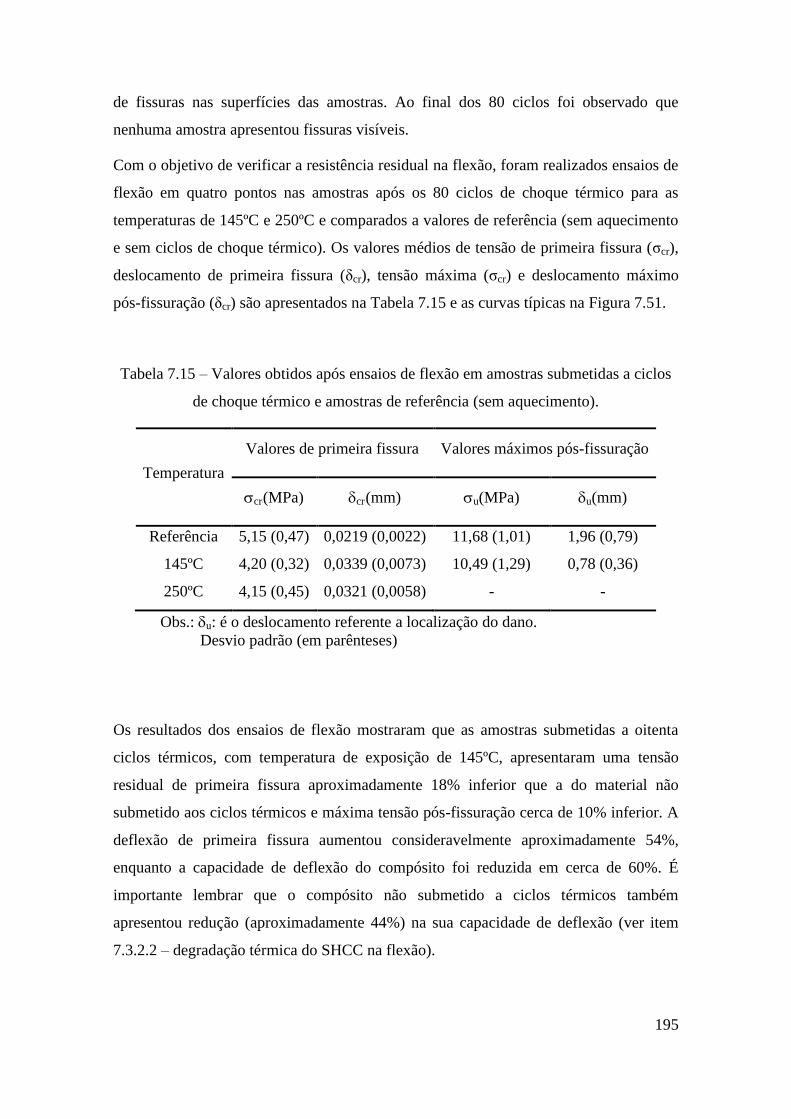
195
de fissuras nas superfícies das amostras. Ao final dos 80 ciclos foi observado que
nenhuma amostra apresentou fissuras visíveis.
Com o objetivo de verificar a resistência residual na flexão, foram realizados ensaios de
flexão em quatro pontos nas amostras após os 80 ciclos de choque térmico para as
temperaturas de 145ºC e 250ºC e comparados a valores de referência (sem aquecimento
e sem ciclos de choque térmico). Os valores médios de tensão de primeira fissura (ζcr),
deslocamento de primeira fissura (δcr), tensão máxima (ζcr) e deslocamento máximo
pós-fissuração (δcr) são apresentados na Tabela 7.15 e as curvas típicas na Figura 7.51.
Tabela 7.15 – Valores obtidos após ensaios de flexão em amostras submetidas a ciclos
de choque térmico e amostras de referência (sem aquecimento).
Temperatura
Valores de primeira fissura Valores máximos pós-fissuração
crB(MPa) crB(mm) u(MPa) u(mm)
Referência 5,15 (0,47) 0,0219 (0,0022) 11,68 (1,01) 1,96 (0,79)
145ºC 4,20 (0,32) 0,0339 (0,0073) 10,49 (1,29) 0,78 (0,36)
250ºC 4,15 (0,45) 0,0321 (0,0058) - -
Obs.: u: é o deslocamento referente a localização do dano.
Desvio padrão (em parênteses)
Os resultados dos ensaios de flexão mostraram que as amostras submetidas a oitenta
ciclos térmicos, com temperatura de exposição de 145ºC, apresentaram uma tensão
residual de primeira fissura aproximadamente 18% inferior que a do material não
submetido aos ciclos térmicos e máxima tensão pós-fissuração cerca de 10% inferior. A
deflexão de primeira fissura aumentou consideravelmente aproximadamente 54%,
enquanto a capacidade de deflexão do compósito foi reduzida em cerca de 60%. É
importante lembrar que o compósito não submetido a ciclos térmicos também
apresentou redução (aproximadamente 44%) na sua capacidade de deflexão (ver item
7.3.2.2 – degradação térmica do SHCC na flexão).
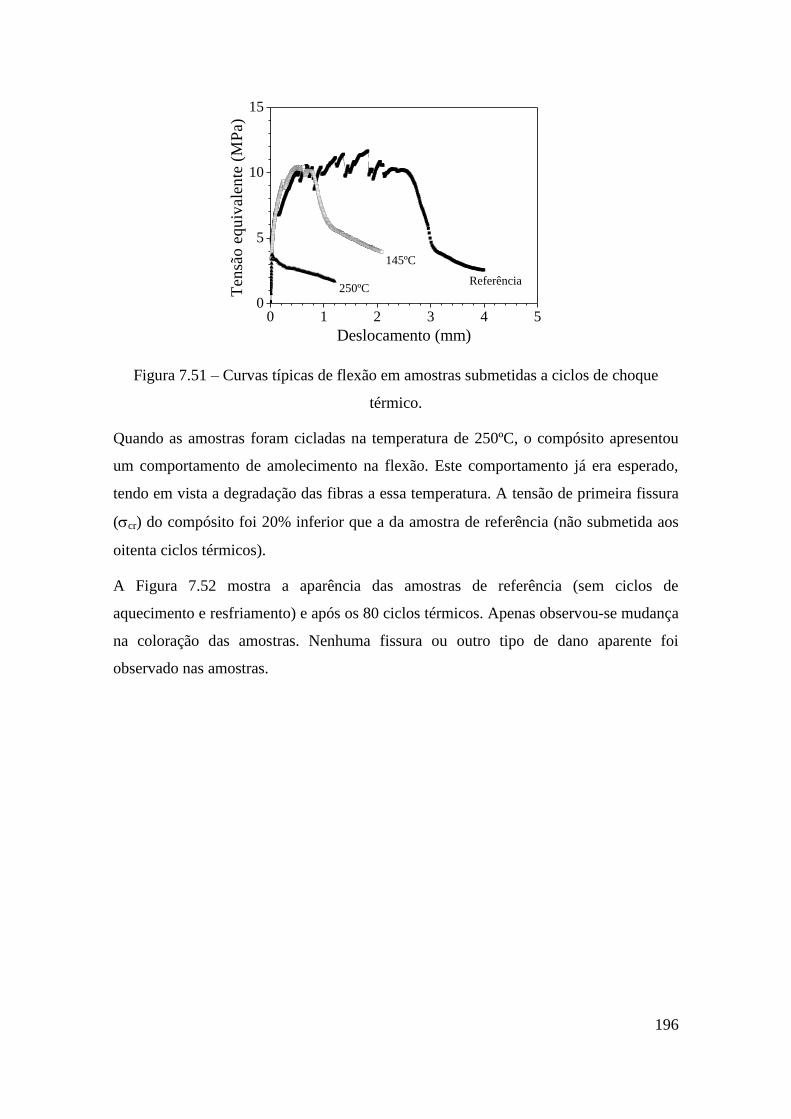
196
Figura 7.51 – Curvas típicas de flexão em amostras submetidas a ciclos de choque
térmico.
Quando as amostras foram cicladas na temperatura de 250ºC, o compósito apresentou
um comportamento de amolecimento na flexão. Este comportamento já era esperado,
tendo em vista a degradação das fibras a essa temperatura. A tensão de primeira fissura
(cr) do compósito foi 20% inferior que a da amostra de referência (não submetida aos
oitenta ciclos térmicos).
A Figura 7.52 mostra a aparência das amostras de referência (sem ciclos de
aquecimento e resfriamento) e após os 80 ciclos térmicos. Apenas observou-se mudança
na coloração das amostras. Nenhuma fissura ou outro tipo de dano aparente foi
observado nas amostras.
0 1 2 3 4 50
5
10
15
250ºCReferência
Ten
são
eq
uiv
alen
te (
MP
a)
Deslocamento (mm)
145ºC
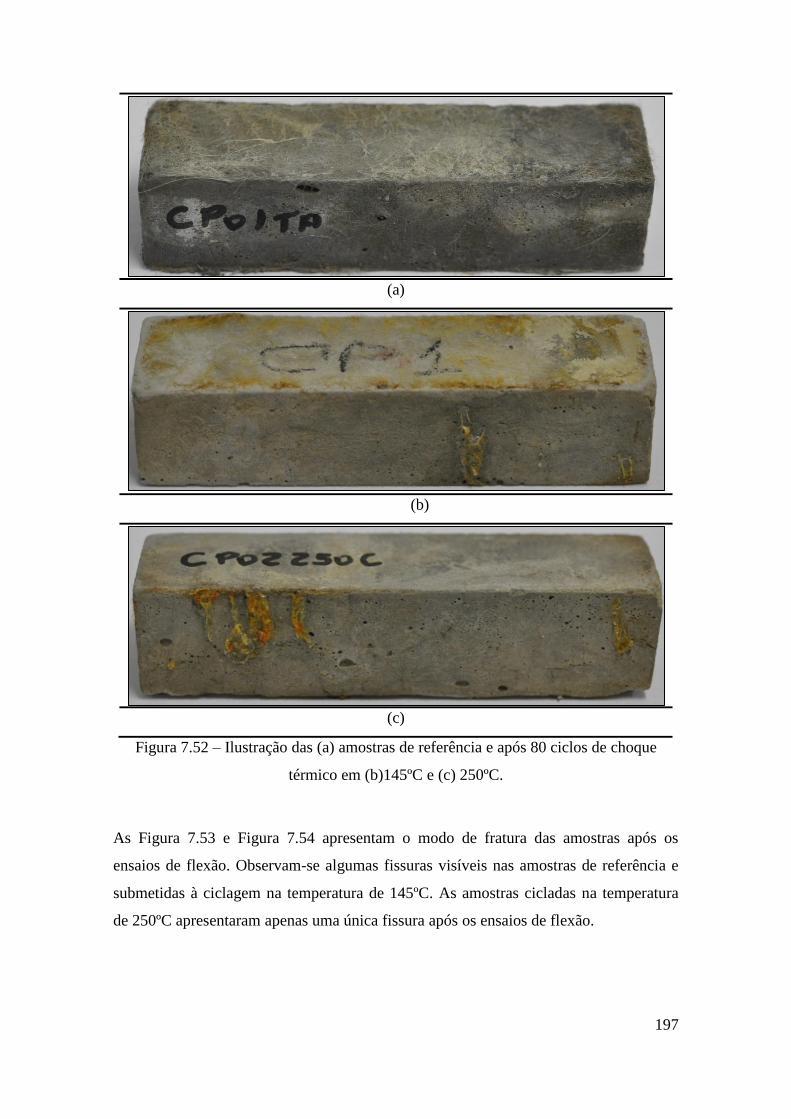
197
(a)
(b)
(c)
Figura 7.52 – Ilustração das (a) amostras de referência e após 80 ciclos de choque
térmico em (b)145ºC e (c) 250ºC.
As Figura 7.53 e Figura 7.54 apresentam o modo de fratura das amostras após os
ensaios de flexão. Observam-se algumas fissuras visíveis nas amostras de referência e
submetidas à ciclagem na temperatura de 145ºC. As amostras cicladas na temperatura
de 250ºC apresentaram apenas uma única fissura após os ensaios de flexão.
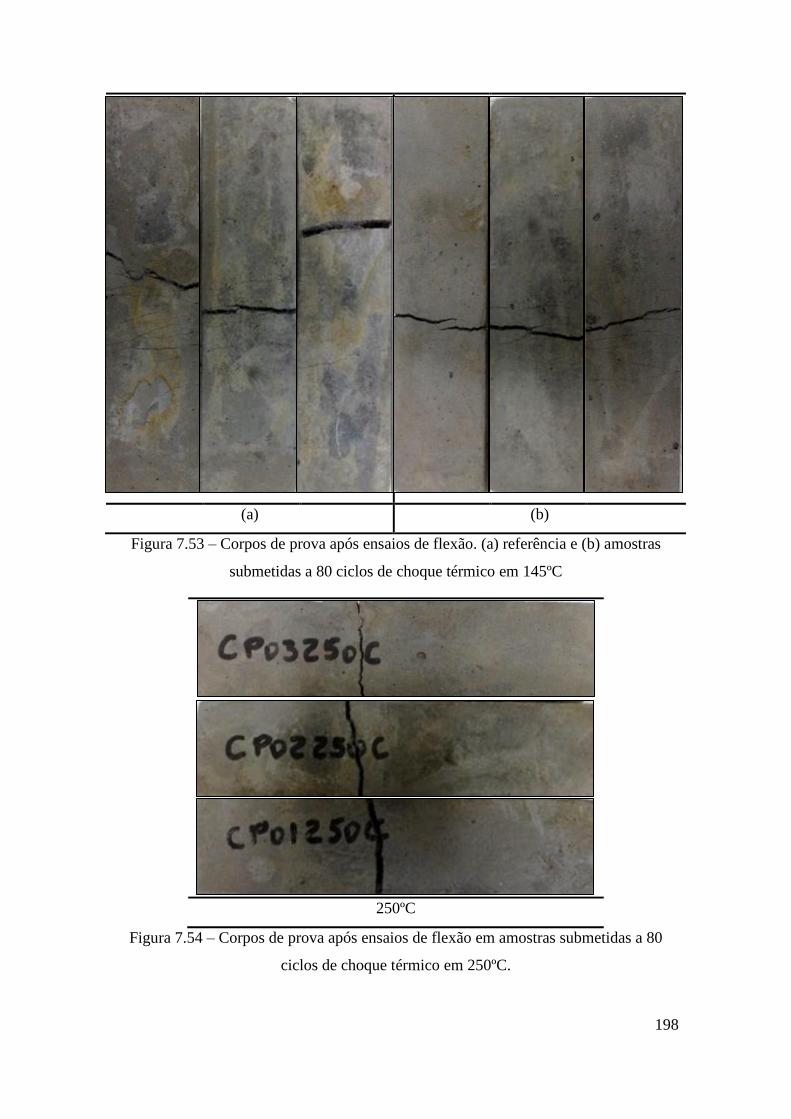
198
(a) (b)
Figura 7.53 – Corpos de prova após ensaios de flexão. (a) referência e (b) amostras
submetidas a 80 ciclos de choque térmico em 145ºC
250ºC
Figura 7.54 – Corpos de prova após ensaios de flexão em amostras submetidas a 80
ciclos de choque térmico em 250ºC.
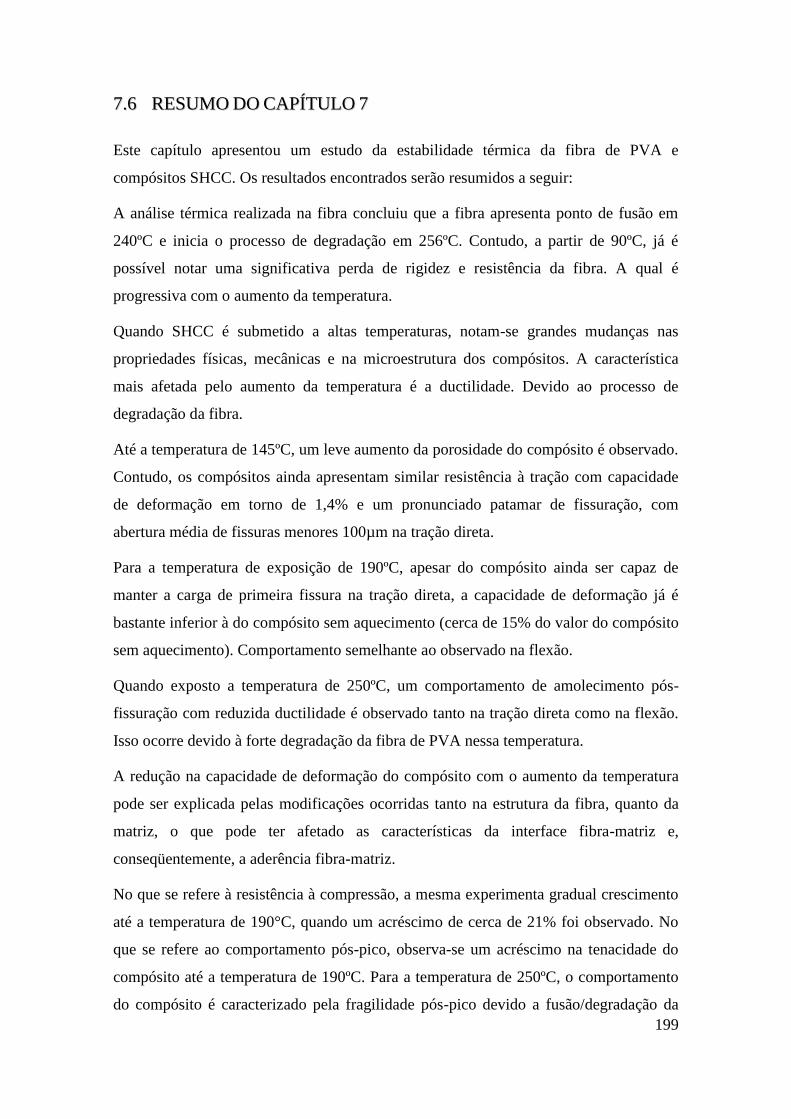
199
77..66 RREESSUUMMOO DDOO CCAAPPÍÍTTUULLOO 77
Este capítulo apresentou um estudo da estabilidade térmica da fibra de PVA e
compósitos SHCC. Os resultados encontrados serão resumidos a seguir:
A análise térmica realizada na fibra concluiu que a fibra apresenta ponto de fusão em
240ºC e inicia o processo de degradação em 256ºC. Contudo, a partir de 90ºC, já é
possível notar uma significativa perda de rigidez e resistência da fibra. A qual é
progressiva com o aumento da temperatura.
Quando SHCC é submetido a altas temperaturas, notam-se grandes mudanças nas
propriedades físicas, mecânicas e na microestrutura dos compósitos. A característica
mais afetada pelo aumento da temperatura é a ductilidade. Devido ao processo de
degradação da fibra.
Até a temperatura de 145ºC, um leve aumento da porosidade do compósito é observado.
Contudo, os compósitos ainda apresentam similar resistência à tração com capacidade
de deformação em torno de 1,4% e um pronunciado patamar de fissuração, com
abertura média de fissuras menores 100µm na tração direta.
Para a temperatura de exposição de 190ºC, apesar do compósito ainda ser capaz de
manter a carga de primeira fissura na tração direta, a capacidade de deformação já é
bastante inferior à do compósito sem aquecimento (cerca de 15% do valor do compósito
sem aquecimento). Comportamento semelhante ao observado na flexão.
Quando exposto a temperatura de 250ºC, um comportamento de amolecimento pós-
fissuração com reduzida ductilidade é observado tanto na tração direta como na flexão.
Isso ocorre devido à forte degradação da fibra de PVA nessa temperatura.
A redução na capacidade de deformação do compósito com o aumento da temperatura
pode ser explicada pelas modificações ocorridas tanto na estrutura da fibra, quanto da
matriz, o que pode ter afetado as características da interface fibra-matriz e,
conseqüentemente, a aderência fibra-matriz.
No que se refere à resistência à compressão, a mesma experimenta gradual crescimento
até a temperatura de 190°C, quando um acréscimo de cerca de 21% foi observado. No
que se refere ao comportamento pós-pico, observa-se um acréscimo na tenacidade do
compósito até a temperatura de 190ºC. Para a temperatura de 250ºC, o comportamento
do compósito é caracterizado pela fragilidade pós-pico devido a fusão/degradação da
200
fibra. No entanto, o módulo de elasticidade teve uma clara redução com o aumento da
temperatura.
Devido ao alto teor de cinza volante e de cimento na mistura, o aquecimento das
amostras até 190ºC ocasionou um refinamento da rede poros da matriz, o que pode ter
sido proporcionado pela formação de uma maior quantidade de produtos hidratados.
Os compósitos estudados apresentaram boa resistência à fissuração até 80 ciclos de
choque térmico com 10 minutos de exposição. Porém, o comportamento na flexão foi
bastante influenciado após os 80 ciclos de aquecimento e resfriamentos. A propriedade
mais influenciada pelos ciclos de choque térmico foi à capacidade de deflexão das
amostras. Quando as amostras foram aquecidas a 250ºC o compósito perdeu a
capacidade de deflexão pós-fissuração apresentando uma ruptura mais frágil.
201
88 CCOONNCCLLUUSSÕÕEESS
Com base nos resultados experimentais obtidos e considerando as análises e discussões
apresentadas, pode-se chegar, às seguintes conclusões:
Desenvolvimento de compósitos do tipo SHCC
É possível desenvolver Compósitos Cimentícios Reforçados com Fibras de PVA do tipo
Strain Hardening (SHCC), utilizando na matriz materiais locais. Os compósitos
desenvolvidos, quando submetidos a carregamento de tração direta, foram
caracterizados por apresentarem uma fase linear elástica, até o surgimento da primeira
fissura. Após fissuração da matriz os compósitos mantiveram a capacidade portante,
apresentando um enrijecimento (strain hardening) com alta capacidade de deformação
(de até 300 vezes, a capacidade de um concreto comum sem reforço) e formação de
múltiplas microfissuras (com abertura média em torno de 70µm), as quais se portam de
forma estável e controlada, enquanto novas fissuras vão surgindo.
Devido à alta capacidade de deformação e controle de abertura de fissuras na tração
direta dos compósitos desenvolvidos, este tipo de material pode ser utilizado em
qualquer situação, onde a carga atuante é, principalmente, uma deformação imposta e
também, em estruturas onde o controle de fissuração seja o principal pré-requisito. Por
exemplo, SHCC pode ser utilizado como reparo e reforço de estruturas danificadas,
como pontes, viadutos, e como uso em estruturas expostas a agentes agressivos, onde o
controle da permeabilidade é o principal pré-requisito. Pois, como já foi citada
anteriormente, a permeabilidade não muda para abertura de fissuras até 100µm. Isto faz
com que este material possa ser utilizado com a finalidade de tornar uma estrutura mais
durável. Tendo em vista, o elevado custo de reparo de estruturas danificadas
anualmente.
Outra questão a ser informada, é o custo de preparo deste tipo de compósito. SHCC foi
produzido com materiais locais, na matriz, e utilizado, como reforço, fibras de PVA, as
quais são importadas e se torna o item mais dispendioso na fabricação do compósito.
Entretanto, com a utilização do compósito no sentido de tornar a estrutura mais durável,
menos dinheiro seria gasto no reparo de estruturas, o que justificaria a sua utilização.
202
Outra sugestão é o desenvolvimento de SHCC com outros tipos de fibras, produzidas no
Brasil, o que faria com que o custo da produção reduzisse bastante, tendo em vista as
facilidades no preparo e formas de utilização do compósito. Neste caso, são necessários
estudos minuciosos, pois o comportamento de SHCC depende muito dos materiais
utilizados.
Deformações dependentes do tempo
O comportamento de retração autógena e por secagem, provocadas pela retração do
compósito devido ao movimento da água presente nos mesmos, foram estudadas e
compreendidas, desta forma podem-se evitar possíveis problemas patológicos advindos
da fissuração provocada por tais deformações quando restritas.
Com relação aos ensaios de fluência, foi observado que a fluência de SHCC aumenta
rapidamente nos primeiros dias, após esta fase a taxa de deformação torna-se menor,
principalmente após cerca de 90 dias quando praticamente toda a fluência está
completa. Comportamento semelhante foi observado ao se analisar o comportamento no
tempo de amostras pré-fissuradas sob carregamento constante. Neste caso, a causa do
aumento de deslocamento, foi atribuída ao aumento brusco do número de fissuras,
aumento da abertura de fissuras pré-existentes, fluência da matriz ou pela combinação
de todos os efeitos.
Contudo, para uma melhor análise do comportamento deste compósito ao longo do
tempo, sob carga constante, são necessários estudos adicionais, principalmente
utilizando-se outros níveis de fissuração e carregamento. Isto se deve ao fato de que,
uma das principais características, deste tipo de compósito, é a de trabalhar muito bem,
mesmo no estado fissurado.
Propriedades Térmicas
As propriedades térmicas que são fundamentais para prever e evitar a possibilidade de
fissuração por deformações de origem térmica, particularmente em função do calor
gerado pela reação de hidratação também foram determinadas, podendo, desta forma
utilizar o compósito com segurança, permitindo um adequado controle da fissuração nas
primeiras idades do material.

203
Estabilidade Térmica de compósitos do tipo SHCC
Por fim, as metodologias utilizadas neste trabalho foram capazes de avaliar o
comportamento do compósito após exposição a diferentes níveis de aquecimento,
representando uma contribuição à sua aplicação em larga escala. Os estudos realizados
concluíram que a temperatura influência de forma bastante significativa o
comportamento típico deste tipo de compósito estudado. No entanto, ele pode ser
utilizado, com segurança, para os mesmos fins anteriormente citado, caso seja exposto a
níveis de temperaturas de até 145ºC, tendo em vista, que as mudanças ocorridas com a
exposição até este nível de temperatura não afetaram as características, que o classifica
como: strain hardening. Contudo, é viável que sejam feitos estudos adicionais do efeito
da temperatura na durabilidade ao longo do tempo deste tipo de compósito sob
influência da temperatura.
204
RREEFFEERRÊÊNNCCIIAASS BBIIBBLLIIOOGGRRÁÁFFIICCAASS
ACKER, P., ULM, F-J., 2001, ―Creep and shrinkage of concrete: physical origins and
practical measurements‖. Nuclear Engineering and Design, v. 203, pp. 143–158.
AITICIN, P.C., NEVILE, A.M. ACKER, P. 1997, ―Integrate View of Shrinkage
Deformation‖, Concrete International, 19 (9), pp. 35-41.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. 2003, ―Standard Test
Method for Scaling Resistance of Concrete Surfaces Exposed to Deicing Chemicals‖,
ASTM C672M.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. 2007, ―Standard Test
Method for Tensile Properties of Single Textile Fibers‖, ASTM D3822. 10p.
AMERICAN SOCIETY FOR TESTING AND MATERIALS. 2008, ―Standard Test
Method for Length Change of Hardened Hydraulic-Cement Mortar and Concrete‖,
ASTM C157M, 7p.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 1993, ―Concreto
endurecido - Determinação do calor específico‖, NBR 12817, Rio de Janeiro.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 1993, ―Concreto -
Determinação da difusividade térmica‖, NBR 12818, Rio de Janeiro.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 1993, ―Concreto e
argamassa - Determinação da elevação adiabática da temperatura‖, NBR 12819, Rio de
Janeiro.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 1996, ―Concreto
endurecido - Determinação da velocidade de propagação de onda ultra-sônica‖, NBR
NM 58, Rio de Janeiro, 13p.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 1997, ―Materiais
Refratários – Determinação da Resistência ao Choque Térmico com Resfriamento em
Água‖, NBR 13202.
205
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2000, ―Cimento Portland e
outros materiais em pó - Determinação da massa específica‖, NBR NM 23.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2003, ―Agregado miúdo -
Determinação da massa específica e massa específica aparente‖, NBR NM 52.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2003, ―Agregados -
Determinação da composição granulométrica‖, NBR NM 248.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2004, ―Cimento Portland –
Análise química – Determinação de perda ao fogo‖, NBR NM 18.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2005, ―Argamassa e
concreto endurecidos – Determinação da absorção de água por imersão – Índice de
vazios e massa específica‖, NBR 9778.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2005, ―Argamassa para
Assentamento e Revestimento de Paredes e Tetos – Preparo da mistura e determinação
do índice de consistência‖, NBR 13276. 3p.
AHMED, S. F.U., MIH SHI, H., 2007, ― Review on Durability Properties of Strain
Hardening Fiber Reinforced Cementitious Composites (SHFRCC)‖, Cement and
Concrete Research, nP
0P 29, pp. 365 – 376.
AHMED S.F.U., MIHASHI H., SUZUKI S., 2007, ―Experimental study on restrained
shrinkage: induced cracking of mortars with different toughness‖. In: Proc of fifth int
conf on concrete under severe conditions: CONSEC07, Environment and loading,
Tours, France, in press.
ANDRADE, W. P., 1997, Concretos: massa, estrutural, projetado e compactado com
rolo. Ensaios e propriedades. 1ª ed. São Paulo, PINI.
ANDRIOLO, F. R. 1984, Construções de concreto: manual de práticas, para controle e
execução. Ed. Pini, São Paulo.
AVESTON, J., COOPER, G. A., KELLY, A., 1971, ―Single and Multiple Fracture,‖ in
Properties of Fiber Composites, Proceedings of Conference of the National Physical
Laboratory, Guildford, U.K., IPC Science and Technology Press.
206
BACHE, H.H., 1987, ―Compact Reinforced Composite, Basic Principles‖. CBL Report
NP
oP. 41, Aalborg Portland, 87p.
BAZANT, P. Z., KAPLAN, M. F., 1996, Concrete at High Temperatures: Material,
properties and mathematical models. England. 412p.
BENTUR, A., MITCHELL, D., 2008, ―Material performance lessons‖. Original
Research Article. Cement and Concrete Research, Volume 38, Issue 2, February, pp.
259-272.
BENTZ, D. P., JENSEN, O. M., 2004, ―Mitigation strategies for autogenous shrinkage
cracking‖, Cement and Concrete Composites, v.26, n.6, pp.677-685.
BERARD, A., 1874, ― rtificial Stone,‖ U.S. Patent Nº157-903, 15, Dezembro.
BILLINGTON, S. L., ROUSE, M. 2003, ―Time - dependent response of highly ductile
fiber - reinforced cement-based composites‖, In: Proceedings of the BMC-7, Warsaw,
Poland, eds. A. M. Bramn, V. C. Li and I. M. Marshall, pp. 47-56.
BOSHOFF, W. P., 2007, Time-dependant behaviour of ECC, Thesis Dissertation,
University of Stellenbosch, South Africa.
BOSHOFF, W. P., VAN ZIJL, G. P. A. G. 2007, ―Time-dependant response of ECC:
characterization of creep and rate dependence‖, Cement and Concrete Research, vol.
37, Elsevier. pp. 725–734.
BOSHOFF, W. P., MECHTCHERINE, V., VAN ZIJL, G. P. A. G., 2009,
―Characterising the Time- Dependant Behaviour on the Single Fibre Level of SHCC:
Part 1: Mechanism of Fibre Pull-out Creep‖, Cement and. Concrete. Research. 39 (9).
pp. 779–786.
BUDIANSKY, B., CUI, Y. Q. L., 1994, ―On the Tensile-Strength of a Fiber-Reinforced
Ceramic Composite Containing a Crack-Like Flaw‖. Journal Mechanical Physical
Solids 42, pp. 1 - 19.
CARINO, N.J., CLIFTON, J. R., 1995, ―Prediction of Cracking in Reinforced Concrete
Structures‖. Report NISTIR 5634, April, Building and Fire Research Laboratory
National Institute of Standards and Technology Gaithersburg, MD 20899.
207
CHAN, S.Y.N., LUO, X., SUN, W. 2000, ―Compressive Strength and Pore Structure of
High Performance Concrete after Exposure to High Temperature up to 800 P
ºPC. Cement
and Concrete Research 30, pp. 247 – 251.
CHANVILLARD, G., RIGAUD, S., 2003, ―Complete Characterization of Tensile
Properties of Ductal UHPFRC According to the French Recommendations,‖ in: High
Performance Fiber Reinforced Cement Composites (HPFRCC-4), A.E. Naaman and
H.W. Reinhardt, Editors, RILEM Publications, Pro. 30, June 2003, pp. 95−113.
COSTA, C. N., FIGUEIREDO, A. D., SILV , V. P., 2002, ― spectos Tecnológicos
dos Concretos em ltas Temperaturas‖, In: Seminário Internacional NUTAU'2002 -
Seminário Internacional - Sustentabilidade, Arquitetura e Desenho Urbano, São Paulo.
COX, B. N., MARSHALL, D. B., THOULESS, M. D., 1989, ―Influence of Statistical
Fiber Strength Distribution on Matrix Cracking in Fiber Composites,‖ Acta Metallica,
Vol. 37, No. 7, pp. 1933−1943.
DIEDERICHS, U., JUMPPANEN, U. M., PENTTALA, V., 1989, ―Behavior of high
strength concrete at high temperatures‖. Report Nº 92, Department of Structural
Engineering, Helsiniki University of Technology.
FANTILLI A. P., MIHASHI H, VALLINI P, 2007, ―The role of HPFRCC in
compression on the post-peak response of structural members‖, In: Proceedings of the
5th International Rilem Workshop on High Performance Fiber reinforced Cement
Composites, Rilem Publications S.A.R.L. (FRA), HPFRCC 5, Mainz July, pp. 147-154.
FEDERATION INTERNATIONA DU BÉTON – FIB, 1999, Structural Concrete
Updated knowledge of the CEB/FIP model code 1990. Textbook on behavior: design
and performance. fib Bulletin, Lausanne, Switzerland, n.1-3.
FELDM N, R. F., BE UDOIN, J. J., 1991, ―Pretreatment of hardened hydrated
cement pastes for mercury intrusion measurements‖, Cement and Concrete Research, v.
21, n. 2-3, pp. 297-308.
FISCHER, G., WANG, S., LI, V. C., 2003, "Design of engineered cementitious
composites (ECC) for processing and workability requirements" proc. Int. symp. Brittle
Matrix Composites 7, Poland, pp.29-36.
208
FUKUYAMA, H., MATSUZAKI, Y., NAKANO, K. et al, 1999, ―Structural
performance of beam elements with PVA-ECC.‖ in: Proc. of High Performance Fiber
Reinforced Cement Composites 3 (HPFRCC 3), Ed. Reinhardt and A. Naaman,
Chapman & Hull, 531-542.
GARAS, V. Y., KAHN, L. F., KURTIS, K. E., 2008, ―Preliminary investigation of the
effect of steel fibers on the tensile creep and shrinkage of ultra-high performance
concrete‖. In: Creep, Shrinkage and Durability Mechanics of Concrete and Concrete
Structures, v. 1, pp. 741-744.
HANNANT, D. J., 1978, Fiber Cements and Fiber Concretes, J. Wiley, 215p.
HOMRICH, J. R., NAAMAN, A. E., 1987, ―Stress-Strain Properties of SIFCON in
Compression,‖ Fiber Reinforced Concrete: Properties and pplications, American
Concrete Institute, SP-105, Detroit, Michigan, pp. 283−304.
HORIKOSHI, T., OGAWA, A., SAITO T, HOSHIRO, H., 2005, ―Properties of PV
fibre as reinforcing materials for cementitious composites‖. In: Proc of Int workshop on
HPFRCC in structural applications, Honolulu, Hawaii, USA, May.
INTERNATIONAL UNION OF PURE AND APPLIED CHEMISTRY – IUPAC,
1976, Rules for the nomenclature of Organic Chemistry, Organic Chemistry Division
Commission on Nomenclature of Organic Chemistry, Section E: Stereochemistry
(Recommendations 1974). Collators: L. C. Cross and W. Klyne. Pure & Applied.
Chemistry. Vol. 45, pp. 11—30.
JAPAN SOCIETY OF CIVIL ENGINEERS-JSCE, 2008, Recommendations for Design
and Construction of High Performance Fiber Reinforced Cement Composites with
Multiple Fine Cracks (HPFRCC), Concrete Engineering Series 82.
JUN, P., MECHTCHERINE, V., 2009, ―Deformation behaviour of cracked Strain-
Hardening Cement-based Composites (SHCC) under sustained and repeated tensile
loading. Experiments and Modelling‖. In: Creep, Shrinkage and Durability Mechanics
of Concrete and Concrete Structures .CONCREEP-8, T. Tanabe et al. (eds.), Taylor &
Francis Group, London, pp. 487-493.
209
KABELE, P., KANAKUBO, T., 2007, ―Experimental and Numerical Investigation of
Shear Behavior of PVA-ECC in Structural Elements‖, In: Proceedings, Fifth
International RILEM Workshop on High Performance Fiber Reinforced Cement
Composites (HPFRCC 5), Reinhardt and Naaman, eds., pp. 137-146.
KALIFA, P., MENNEATEAU, F. D., QUEN RD, D., 2000, ―Spalling and pore
pressure in HPC at high temperatures‖, Cement and Concrete Research 30, pp. 1915-
1927.
K LIF , P., CHÈNE, G., G LLÉ, C., 2001, ―High temperature behaviour of HPC
with polypropylene fibers. From spalling to microstructure. Cement and Concrete
Research, 31, pp. 1487-1499.
KANDA, T., LI, V. C., 1998, "Multiple Cracking Sequence and Saturation in Fiber
Reinforced Cementitious Composites," Concrete Research and Technology, JCI, Vol. 9,
nº. 2, pp. 19-33.
KASPARKIEWICSZ, J., 1978, ―discussion‖, in: Proceedings of RILEM Symposium on
Testing and Test Methods of Fiber Cement Composites, Edited by N. Swamy, The
Construction Press, England, pp. 493−495.
KELLY, A., DAVIS, G. J., 1965, ―The Principles of Fiber Reinforcement of Metals,‖
Metallurgical Review, Vol. 10, No. 37.
KELLY, A., 1972, ―Reinforcement of Structural Materials by Long Strong Fibers,‖
ASM Symposium, Boston, Maio.
KESNER, K. E., BILLINGTON, S. L., DOUGLAS, K. S., 2003, ―Cyclic response of
highly ductile fiber-reinforced cement-based composites‖. ACI Material Journal. V.
100 nº 5, pp. 381-390.
KHAN. M. S, PRASAD, J., 2010, ―Fly ash concrete subjected to thermal cyclic loads‖.
Fatigue Fracture Engineering Materials Structure. 33, pp. 276–283.
KIM, Y. Y, KONG, H. J., LI, V. C., 2003, "Development of Sprayable Engineered
Cementitious Composites", In: Proceedings of the HPFRCC-4, Ann Arbor, MI, USA,
pp. 233-243.
210
KIM, Y. Y., G. FISCHER, Y. M. LIM et al, 2004, "Mechanical Performance of
Sprayed Engineered Cementitious Composite (ECC) Using Wet-mix Shotcreting
Process for Repair," ACI Materials Journal, Vol. 101, nº. 1, pp. 42-49.
KOJIMA, S.; SAKATA, N.; KANDA, T.; HIRAISHI, T., 2004. ―Application of Direct
Sprayed ECC for Retrofitting Damm Structure Surface – Application Mitaka Dam‖.
Concrete Journal, v. 42, n. 5, pp. 135 – 139.
KONG, H. J., BIKE, S., LI, V. C., 2003, "Constitutive Rheological Control to Develop
a Self-Consolidating Engineered Cementitious Composite Reinforced with Hydrophilic
Poly(vinyl alcohol) Fibers," Journal Cement and Concrete Composites, V.. 25, nº 3, pp.
333-341.
KRENCHEL, H., 1964. Fiber Reinforcement, Akademisk Forlag, Copenhagen,
Denmark, Eng. Translation.
LANKARD, D. R., 1985, ―Slurry Infiltrated Fiber Concrete (SIFCON): Properties and
pplications―, In Proceedings of Symposium on Very High Strength Based Materials,
Materials Research Society, Vol. 42, J.F. Young, Editor, Pittsburgh.
LANKARD, D. R., NEWELL, J. K., 1984, ―Preparation of Highly Reinforced Steel
Fiber Reinforced Concrete Composites,‖ In: Fiber Reinforced Concrete – International
Symposium, American Concrete Institute, SP-81, Detroit, pp. 277−306.
LEPECH, M, LI, V. C., 2005, ―Water permeability of cracked cementitious
composites‖. In: Proc of ICF, Torino, March.
LEPECH, M. D., LI, V. C., 2006, "Long Term Durability Performance of Engineered
Cementitious Composites", Journal of Restoration of Buildings and Monuments, Vol.
12, No. 2, pp119-132.
LI, V. C., 1992, ―Post-Crack Scaling Relations for Fiber Reinforced Cementitious
Composites‖, ASCE Journal of Materials in Civil Engineering, V. 4, nº1, pp. 41-57.
LI, V. C., LEUNG, C. K. Y., 1992, ―Steady State and Multiple Cracking Of Short
Random Fiber Composites‖, ASCE Journal of Engineering Mechanics, V. 118, nº 11,
pp. 2246-2264, 1992.
211
LI, V. C., WU, H. C., 1992, ―Conditions for Pseudo Strain-Hardening in Fiber
Reinforced Brittle Matrix Composites‖, Journal of Applied Mechanics, V. 45, nº 8, pp.
390-398.
LI, V. C., 1993, ―From Micromechanics to Structural Engineering—The Design of
Cementitious Composites for Civil Engineering pplications,‖ Journal of Structural
Mechanics and Earthquake Engineering, JSCE, V. 10, No. 2, pp. 37-48.
LI, V. C., MISHRA, D. K., NAAMAN, A. E. et al, 1994, "On the Shear Behavior of
Engineered Cementitious Composites," Journal of Advanced Cement Based Materials,
Vol. 1, No. 3, pp. 142-149.
LI, V. C., 1997, ―Damage tolerance of engineered cementitious composites.‖ in:
Advances in Fracture Research, In: Proc. 9th ICF Conference on Fracture, Sydney,
Australia, Ed. B.L. Karihaloo, Y.W. Mai, M.I. Ripley and R.O. Ritchie, Pub. Pergamon,
UK, 619-630.
LI, V. C., 1998, ―Engineered Cementitious Composites (ECC) – Tailored Composites
Through Micromechanical Modeling‖, In: Fiber Reinforced Concrete: Present and
Future. Eds: N. Banthia, A. Bentur, and A. Mufti, Canadian Society of Civil Engineers,
Montreal, 64-97.
LI, V. C., H.J. KONG, Y. W., CHAN, 1998, ―Development of Self-Compacting
Engineered Cementitious Composites,‖ In: Proceedings of International Workshop on
Self-Compacting Concrete, Kochi, Japan, 46-59.
LI, V. C., WANG, S. WU, C., 2001, "Tensile Strain-hardening Behavior of PVA-ECC,"
ACI Materials Journal, Vol. 98, nº. 6, Nov.-Dec., pp 483-492.
LI, V. C., 2003, "On Engineered Cementitious Composites (ECC). ―A Review of the
Material and its Applications‖, Journal Advanced Concrete Technology, Vol. 1,nº 3,
pp.215-230.
LI, V. C., FISCHER, G., KIM, Y. Y., LEPECH, M., et al, 2003, ―Durable Link Slabs
for Jointless Bridge Decks Based on Strain Hardening Cementitious Composites‖.
Report for Michigan Department of Transportation RC – 1438. November.
212
LI, V. C., 2004, "Strategies for High Performance Fiber Reinforced Cementitious
Composites Development", In: Proceedings of International Workshop on Advances in
Fiber Reinforced Concrete, Bergamo, Italy, pp 93-98.
LI, V. C., HORIKOSHI, T., OGAWA, A., TORIGOE, S., SAITO, T., 2004,
―Micromechanics based durability study of polyvinyl alcohol-engineered cementitious
composite‖. ACI Material Journal, May–June, pp.:242–248.
LI, V. C., ST NG, H., 2004, ―Elevating FRC Material Ductility to Infrastructure
Durability‖. In: 6th RILEM Symposium on Fiber-Reinforced Concretes (FRC), pp 171-
186.
LI, Z.; ZHOU, X., SHEN, B., 2004, ―Fiber cement extrudates with perlite subjected to
high temperatures‖. Journal of Materials in Civil Engineering, 16(3), pp. 221 – 229.
LI, M., LI, V. C., 2006, ―Behavior of ECC/Concrete Layered Repair System under
Drying Shrinkage Conditions‖. Journal for Restoration of Buildings and Monuments, v.
12, n. 2, p. 143 – 160.
LIMA, P. R. L., 2004, Análise teórica e experimental de compósitos reforçados com
fibras de sisal, Tese de doutorado, PEC/COPPE/UFRJ, Rio de janeiro.
LIN, Z., KANDA, T., LI, V. C., 1999, "On Interface Property Characterization and
Performance of Fiber Reinforced Cementitious Composites," Journal Concrete Science
and Engineering, RILEM, pp. 173-184.
LOUKILI, ., KHELIDJ, ., RICH RD, P., 1999, ―Hydration kinetics, change of
relative humidity, and autogenous shrinkage of ultra-high-concrete‖, Cement and
Concrete Research, v.29, pp. 577-584.
MAALEJ M, LI V. C, 1995, ―Introduction of strain-hardening engineered cementitious
composites‖ in design of reinforced concrete flexural members for improved durability.
ACI Structural Journal, V.2, pp. 167–76.
MAALEJ, M., HASHIDA, T., LI, V. C., 1995, ―Effect of fiber volume fraction on the
off-crack-plane fracture energy in strain-hardening engineered cementitious
composites‖. Journal American Ceramics Society. V.78, nº 12, pp. 3369-3375.
213
MAALEJ, M, AHMED S. F. U., PARAMASIVAM P., 2002, ―Corrosion durability and
structural response of functionally-graded concrete beams‖. Journal Advanced Concrete
Technology, V.1, pp. 307–16.
MAJUMDAR, A. J., 1968, ―Determining Bond Strength in Fiber Reinforced
Composites‖, Magazine of Concrete Research, Vol. 20.
MAJUMDAR, A. J., RYDER, J. F., 1968, ―Glass Fiber Reinforcement of Cement
Products,‖ Glass Technology, Vol. 9, No. 3, June, pp. 78−84.
MARSHALL, D., COX, B. N., 1988, ― J-integral Method For Calculating Steady-
State Matrix Cracking Stress in Composites‖, Mechanics of Materials, V. 7, pp. 127-
133.
MARTINOLA G, BAUML M. F., 2002, ―Optimizing ECC in order to prevent
shrinkage cracking‖, In: Proc of the JCI Int Workshop on Ductile Fiber Reinforced
Cementitious Composites (DFRCC) – Application and Evaluation (DRFCC-2002),
Takayama, Japan, pp.143–52.
METHA, P. K., MONTEIRO, P. J. M., 2008, Concreto — Estrutura, Propriedades e
Materiais. Ed. PINI. São Paulo.
MINAMI, K.; TAZAWA, E. I.; K GEY M ; S., W T N BE, Y., 1987, ―Effect of
Type of Aggregate on Mechanical Properties of Concrete Subjected to High
Temperature‖, Transections of the Japan Concrete Institute, JCI, Tokyo.
MINAMI, K.; TAZAWA, E. I.; TERANISHI, S., 1991, ―Effect of Microscopic Thermal
Stress on Mechanical Properties of Concrete Subjected to High Temperature‖, Concrete
Library of JSCE, N° 17. JSCE, Tokyo, June.
NAAMAN, A. E, 1972. A Statistical Theory of Strength for Fiber Reinforced Concrete,
Ph.D. Thesis, Massachusetts Institute of Technology, 196p.
NAAMAN, A. E., ARGON, A. F. MOAVENZADEH, 1973, ― Fracture Model for
Fiber Reinforced Cementitious Materials,‖ Cement and Concrete Research, Vol. 3, Nº
4, pp. 397−411.
214
NAAMAN, A. E., MOAVENZADEH, F., MCGARRY, F. J., 1974, ―Probabilistic
nalysis of Fiber Reinforced Concrete,‖ Journal of the Engineering Mechanic's
Division, ASCE, Vol. 100, Nº. EM2, pril, pp. 397−413.
NAAMAN, A. E., SHAH, S.P., 1979, ―Fracture and Multiple Cracking of Cementitious
Composites,‖ In Fracture Mechanics Applied to Brittle Materials, ASTM STP 678, Part
II, S.W. Frieman, Editor, (Note related symposium held in June 1978), pp. 183−201.
NAAMAN, A. E., 1987, ―High Performance Fiber Reinforced Cement Composites‖, In:
Proceedings of the IABSE Symposium on Concrete Structures for the Future, Paris,
France, September, pp. 371−376.
NAAMAN, A. E., 1987a, ― dvances in High Performance Fiber Reinforced Cement
Based Composites‖, In Proceedings of the International Symposium on Fiber
Reinforced Concrete, V.S. Parameswaran and T.S. Krishnamurti, Editors, Oxford IBH
Publishing Ltd., New Delhi, India, December, pp. 787−798.
NAAMAN, A. E., HOMRICH, J. R., 1989, ―Tensile Stress-Strain Properties of
SIFCON‖, ACI Materials Journal, Vol. 86, No. 3, 1989, pp. 244−251.
NAAMAN, A. E., 1992, ―SIFCON: ―Tailored Properties for Structural Performance‖,
In: High Performance Fiber Reinforced Cement Composite, RILEM Proceedings 15, E.
and FN SPON, London, pp. 18−38.
NAAMAN, A. E.. 2002, ―Toughness, ductility, surface energy and deflection-hardening
FRC composites‖, In: Proceedings of the JCI International Workshop on Ductile Fiber
Reinforced Cementitious Composites (DFRCC) – Application and Evaluation.
NAAMAN, A. E., REINHARDT, H. W., 2006, ―Proposed Classification of FRC
Composites Based on their Tensile Response‖ Materials and Structures, Vol. 39, page
547−555. lso In: Proceedings of symposium honoring S. Mindess, N. Banthia, Editor,
University of British Columbia, Canada, August 2005. Electronic proceedings, 13 pp.
NAAMAN, A. E., 2008, ―Development and Evolution of Tensile Strain-Hardening FRC
Composites,‖ In: Seventh RILEM International Symposium on Fibre Reinforced
Concrete: Design and Applications - BEFIB2008, Indian, v. 1, pp. 1-28.
215
NALLTHAMBI, P.; KARIHALOO, B.; HEATON, B., 1984, ―Effect of Specimen and
Crack Sizes, Water/Cement Ratio and Coarse Aggregate Texture upon Fracture
Toughness of Concrete‖, Magazine of Concrete Research, V. 36, No. 129, pp. 227-236.
NEVILLE, A., 1975, In: Proceedings of the RILEM International Symposium on Fiber
Reinforced Cement and Concrete, London, September.
NEVILLE, A. M., 1997, Propriedades do concreto, 2o ed. São Paulo: Editora Pini,
828pp.
NISHIDA, A. YAMAZAKI, N., 1995, ―Study on the properties of high strength
concrete with short polypropylene fiber for spalling resistance‖, In: Proceedings of the
International Conference on Concrete under Severe Conditions. CONSEC’95, Sapporo,
Japan, August, 1995, E&FN Spon, London, pp. 1141– 1150.
PELED, A.; CYR, M. F.; SHAH, S. P., 2000, ―High Content of Fly sh (Class F) in
Extruded Cementitious Composites,‖ ACI Materials Journal, V. 97, nº 5, Sept.-Oct., pp.
509-517.
PERDIKARIS, P. C., AND ROMEO, A., 1995, ―Size Effect on Fracture Energy of
Concrete and Stability Issues in Three-Point Bending Fracture Toughness Testing‖,
ACI Materials Journal, V. 92, No. 5, Sept.-Oct. pp. 483-496.
PETZOLD A., ROHRS M., 1970, Concrete for high temperatures, 2nd edn. Maclaren
and Sons Ltd, London
POON, C. S., SHUI, Z. H., LAM, L., 2004, ―Compressive behavior of fiber reinforced
high-performance concrete subjected to elevated temperatures‖, Cement and Concrete
Research, 34, pp. 2215–2222.
RAJU, P. M., RAO, J. A., 2001, ―Effect of temperature on residual compressive
strength of fly ash concrete‖. Indian Concrete Journal. pp. 347–351.
RILEM NDT 1, 1972, ―Testing of concrete by the ultrasonic pulse method‖.
RINALDI, Z., GRIMALDI, A., 2006, ―Influence of High Performance Fiber Reinforced
Concrete on the Ductility of Beam Elements Shear Behavior of PVA-ECC Beams‖, In:
Proceedings of the International RILEM Workshop on High Performance Fiber
216
Reinforced Cementitious Composites in Structural Applications. Hawaii, United States
of America, pp. 433-441.
RODRIGUES, C. S., 2004, Efeito da adição de cinza de casca de arroz no
comportamento de compósitos cimentícios reforçados por polpa de bambu. Tese de
D.Sc., Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, RJ, Brasil,
265p.
ROMUALDI, J. P., MANDEL, J. ., 1964, ―Tensile Strength of Concrete ffected by
Uniformly Distributed Closely Spaced Short Length of Wire Reinforcement‖, ACI
Journal, June.
ROMUALDI, J. P., 1969, ―Two Phase Concrete and Steel Materials,‖ U.S. Patent NP
oP.
3,439,094, Feb. 25.
ROSSI, CHANVILLARD, P. G., 2000, Editors, In: Proceedings of Fifth RILEM
Symposium on Fiber Reinforced Concretes (FRC), BEFIB 2000, September, Rilem
Publications, S.A.R.L., Cachan, France.
ROUSE, J. M, BILLINGTON SL 2007, ―Creep, Shrinkage, and Permeability of High-
Performance Fiber-reinforced Cement-based Composites,‖ ACI Materials Journal,
104(2), pp. 129-136.
SAHMARAN, M., LI V. C., 2007, ―De-icing Salt Scaling Resistance of Mechanically
Loaded Engineered Cementitious Composites‖, Cement and Concrete Research, Vol.
37, Nº 7, pp. 1035-1046.
SAHMARAN, M., LACHEMI, M., HOSSAIN, et al., 2009, "Influence of Aggregate
Type and Size on Ductility and Mechanical Properties of Engineered Cementitious
Composites", ACI Materials Journal, Title No.106-M36, pp.308-316.
SAHMARAN, M., LACHEMI, M. LI, V. C., 2010, ―Assessing Mechanical Properties
and Microstructure of Fire-Damaged Engineered Cementitious Composites‖. ACI
Materials Journal, V. 107, No. 3, May-June. pp. 297-304
217
SANCAK, E.,S RI, Y. D., SINSEK, O., 2008, ―Effects of Elevated Temperature on
Compressive Strength and Weight Loss of the Light – Weight Concrete with Sílica
Fume and Superplasticizer‖, Cement and Concrete Composites, V. 30. pp. 715 – 721.
SHAH, S. P., RANJAN, R. V., 1971, ―Fiber Reinforced Concrete Properties,‖ ACI
Journal, Vol. 68, NP
oP. 2, February, pp. 126−135.
SILVA, E. F., 2007, Variações dimensionais em concretos de alto desempenho
contendo aditivo redutor de retração, Tese de Doutorado, PEC-COPPE/UFRJ, Rio de
Janeiro.
SONG, G., VAN ZIJL, G. P. A. G., 2004, ―Tailoring ECC for commercial application‖.
Proceedings of 6tP
Rilem Symposium on Fibre reinforced Concrete (FRC), Varenna,
Italy, pp. 1391-1400.
SOROUSHIAN, P.; NAGI, M.; HSU, J., 1992, ―Optimization of the Use of Lightweight
ggregates in Carbon Fiber Reinforced Cement,‖ ACI Materials Journal, V. 89, No. 3,
May-June, pp. 267-276.
STANG, H., LI, V. C., 1999, ―Extrusion of ECC-material‖, In: Proc. of High
Performance Fiber Reinforced Cement Composites 3 (HPFRCC 3), Ed. H. Reinhardt
and A. Naaman, Chapman & Hull, pp.203-212.
SUN, W., CHEN, H., LUO, X., QI N, H., 2001, ―The effect of hybrid fibers and
expansive agent on the shrinkage and permeability of high-performance concrete‖,
Cement and Concrete Research, v.31, pp. 595-601.
SUTHIWARAPIRAK, P., MATSUMOTO, T., KANDA, T., 2002, "Flexural Fatigue
Failure Characteristics of an Engineered Cementitious Composite and Polymer Cement
Mortars", In: proceedings of JSCE, nº 718, pp. 121-134.
SWAMY, R. N., Editor, 1978, ―Testing and Test Methods of Fiber Cement
Composites,‖ In: RILEM Symposium Proceedings, Sheffield, The Construction Press,
England. 545p.
TAYLOR, H. F. W., 1997, Cement chemistry, 2 ed. London: Thomas Telford, 459p.
218
TJIPTOBROTO, P., HANSEN, W., 1993, ―Model for prediction of the elastic strain of
fiber reinforced composites containing high volume fractions of discontinuous fibers,‖
ACI Materials Journal, V. 90, No. 2, March− pril.
VEJMELKOVÁ, E., KONV LINK , P., P DEVĚT, P. et al. 2009. ―Mechanical,
Hygric and Thermal Properties of Cement-Based Composite with Hybrid Fiber
Reinforcement Subjected to High Temperatures‖, International Journal of
Thermophysics, V. 30 (4), pp. 1310-1322.
VELASCO, R. V.; TOLEDO FILHO, R. D. ; FAIRBAIRN, E. M. R.; LIMA, P. R. L.;
NEUMANN, R.. 2004, ―Spalling and stress-strain behaviour of polypropylene fibre
reinforced HPC after exposure to high temperatures‖. In: Sixth RILEM Symposium on
Fibre Reinforced Concrete BEFIB2004, 2004, Varenna, V. 1, pp. 699-708.
WANG, S., LI, V. C., 2005, "Polyvinyl Alcohol Fiber Reinforced Engineered
Cementitious Composites: Material Design and Performances", In: Proceedings of Int'l
workshop on HPFRCC in structural applications, Honolulu, Hawaii, USA, May pp. 23-
26, 20.
WANG, S., LI, V. C., 2007, "Engineered Cementitious Composites with High-volume
Fly Ash", ACI Material Journal, V. 104, nº. 3, May-June, pp. 233-241.
WEIMANN M. B., LI V. C., 2003, ―Hygral behaviour of engineered cementitious
composites (ECC)‖, International Journal Restoration Build Monuments, nP
0P 9,
V.5:pp.513–34.
WITTMANN, F., FURTWANGLER, K., MAO, X., 2005, ―Optimising material
properties by means of the instrumented ring test‖. In: Proc of Int workshop on
HPFRCC in structural applications, Honolulu, Hawaii, USA, May.
YANG, E.; LI, V. C., 2006. ―A Micromechanical Model for Fiber Cement Optimization
and Component Tailoring‖. In: 10th Int. Inorganic-Bonded Fiber Composite
Conference. Sao Paulo, SP.
YANG, E. H., YANG, Y., LI, V. C., 2007, "Use of High Volumes of Fly Ash to
Improve ECC Mechanical Properties and Material Greenness‖, ACI Materials Journal,
pp. 303–311.
219
ZHANG, B.; BICANIC, N.; PEARCE, C. J.; PHILLIPS, D. V., 2002, Relationship
between brittleness and moisture loss of concrete exposed to high temperatures. Cement
and Concrete Research, Vol. 32. Nº 2, pp. 363-371.
ZHANG, J., GONG, C., GUO, Z., et al, 2009. Engineered cementitious composite with
characteristic of low drying shrinkage. Cement and Concrete Research. Vol. 39, No 4.
pp. 303-312.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo


















