CAPíTULOprofessorcesarcosta.com.br/upload/imagens_upload/Capítulo 1... · CONCEITOS BÁSICOS DE...
16
• • • - • • • • • SlIV1SOLOGIA EXERcíCIOS PROPOSTOS INTRODUÇÃO ELEMENTOS DE UMA MALHA DE CONTROLE 1.2.1- Processo Industrial 1.2.2- Variáveis de Processo 1.2.3- Malha de controle CAPíTULO 1 APÊNDICE A: Diagrama de Vazão Típico B: TypicalLetterCombinations - ISA Tf3RMINOLOGIA E SIMSOLOGIA 1:3.1- Range 1:3:2- Span ......... 1.3:3~Erro .• 1.3.4- .• Precisão" ... 1.3.5- ••Zona Morta .. 1.3.6- •. Sensibilidade 1.3.7- Histeresi? ... 1.3.8-·· Hepetibilidàde 1.3;9- ··Conformidade 1.3.10- Reproducibilidade 11.1: ~.>.: 1.2 , ~l~i 3- ~L:< 1.
-
Upload
truongthuy -
Category
Documents
-
view
221 -
download
0
Transcript of CAPíTULOprofessorcesarcosta.com.br/upload/imagens_upload/Capítulo 1... · CONCEITOS BÁSICOS DE...
•
•
•
•
• •
•
•
SlIV1SOLOGIA
EXERcíCIOS PROPOSTOS
INTRODUÇÃO
ELEMENTOS DE UMA MALHA DE CONTROLE1.2.1- Processo Industrial1.2.2- Variáveis de Processo1.2.3- Malha de controle
CAPíTULO 1
APÊNDICEA: Diagrama de Vazão TípicoB: TypicalLetterCombinations - ISA
Tf3RMINOLOGIA E SIMSOLOGIA1:3.1- Range1:3:2- Span
.........1.3:3~Erro .•1.3.4- .• Precisão"...1.3.5- ••Zona Morta ..1.3.6- •. Sensibilidade1.3.7- Histeresi? ...1.3.8-·· Hepetibilidàde1.3;9- ··Conformidade1.3.10- Reproducibilidade
11.1:~.>.: 1.2
,~l~i 3~L:< 1.
CONCEITOS BÁSICOS DE INSTRUMENTAÇÃO E CONTROLE 11.1- INTRODUÇÃO
Instrumentação é a ciência que aplica e desenvolvet~cnicas de medição, indicação, registro e controle deprocessos de fabricação, visando a otimização naeficiência desses processos.
O uso de instrumentos em processos industriais visa,além da otimização na eficiência destes processos, aobtenção de um produto de melhor qualidade com menorcusto, menor tempo e com quantidade reduzida de mãode obra.
A utilização de instrumentos nos permite:
a) Incrementar e controlar a qualidade do produto;b) Aumentar a produção e o rendimento;c) Obter e fomecer dados seguros da matéria prima e daquantidade produzida, além de ter em mãos dadosrelativos a economia dos processos.
Com o aparecimento e o desenvolvimento da máquina avapor no fim do século passado, o homem viu-seobrigado a desenvolver técnicas de medição. Com issosurgiram os primeiros instrumentos para indicar apressão de vapor nas caldeiras, conseguindo com issodiminuir o número de acidentes que ocorriam devido afrequentes explosões. No final dos anos trinta(aproximadamente 1938) começaram a surgir osprimeiros instrumentos de controle automático.
Com o advento da eletrônica dos semicondutores, noinício dos anos 50, surgiram os instrumentos eletrônicosanalógicos, sendo então os instrumentos pneumáticossubstituidos gradativamente pelos eletrônicos nosprocessos onde não existia o risco de explosão. Asindústrias estão optando cada vez mais pelaautomatização dos seus processos/plantas, adquirindosistemas eletrônicos microprocessados, tais como:Transmissores Inteligentes, Controladores MultiLoop, Controladores Lógicos Programáveis (CLP),Sistemas Fieldbus e os Softwares Supervisórios.
Entretanto, já se fabricam instrumentos eletrônicosintrínsicamente seguros, cujo risco de explosões é bemmenor. Isto nos faz crer que também nestas áreas degrandes riscos, os instrumentos eletrônicos tomemgradativamente, o lugar dos instrumentos pneumáticos(hoje, aplicados somente em sistemas de acionamento,tais como: atuadores, posicionadores, válvulas decontrole, elementos finais de controle, etc).
1.2- ELEMENTOS DE UMA MALHA DECONTROLE
SMAR - CENTRO DE TREINAMENTO
1.2.1 - PROCESSO INDUSTRIAL
Na ciência do controle automático, um processodenota uma' operação ou uma série deoperações sobre materiais sólidos ou fluídos, demodo a conseguir que estes materiais sejamcolocados em um estado de utilização maisconveniente. Os estados físicos e químicosdesses materiais não são alterados.
Geralmente, existem várias condições internase externas que afetam o desempenho de umprocesso. Estas condições são denominadas devariáveis de processo, tais como: temperatura,pressão, nível, vazão, volume, etc. O processopode ser controlado medindo-se a variável querepresenta o estado desejado e ajustandoautomaticamente as outras variáveis, demaneira a se conseguir um valor desejado paraa variável controlada. As condições ambientesdevem sempre serem incluídas na relação devariáveis do processo.
1.2.2 - VARIÁVEIS DE PROCESSO
• VARIÁVEL CONTROLADA
A variável controlada de um processodenominado como variável de processo (PV) éaquela que mais diretamente indica a forma ouo estado desejado do produto. Consideremos porexemplo, o sistema de aquecimento de águamostrado na figo 1. A finalidade do sistema éfornecer uma determinada vazão de águaaquecida. A variável mais indicativa desseobjetivo é a temperatura da água de saída doaquecedor, que deve ser então a variávelcontrolada.
• MEIO CONTROLADO
Meio Controlado é a e-nergia ou material noqual a variável é controlada. No processo acima,o meio controlado é a água na saída doprocesso, onde a variável controlada,temperatura, representa uma característicad'água.
• VARIÁVEL MANIPULADA
A variável manipulada do processo é aquelasobre a qual o controlador automático atua, nosentido de se manter a variável no valordesejado. A variável manipulada pode serqualquer variável do processo que causa umavariação rápida na variável controlada e que seja
- 1.1 -
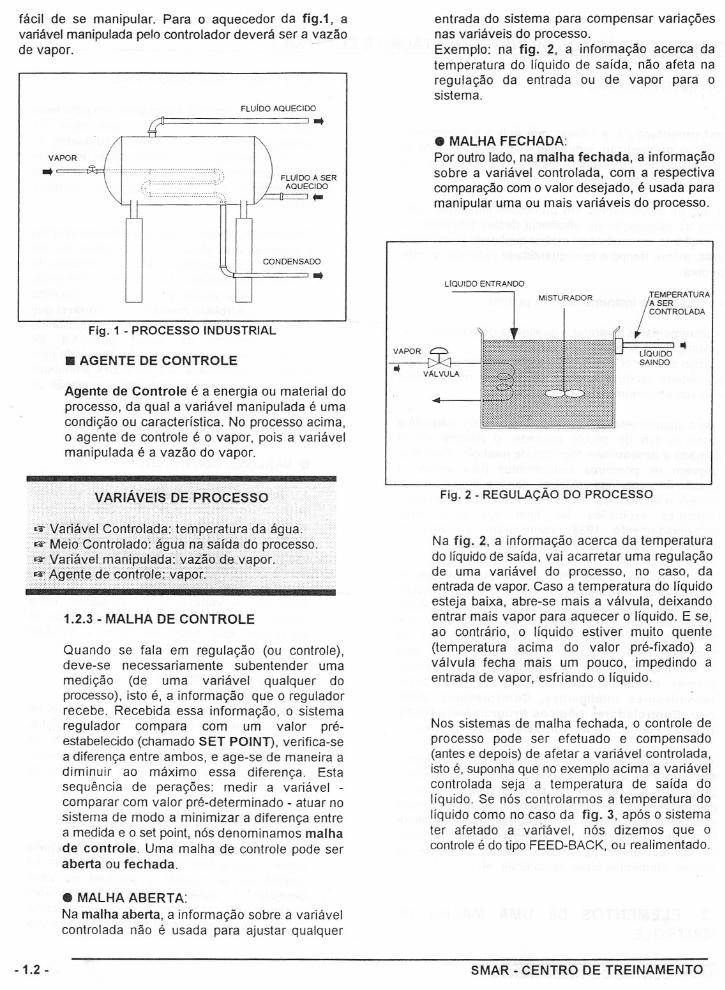
fácil de se manipular. Para o aquecedor da fig.1, avariável manipulada pelo controlador deverá ser a vazãode vapor. -
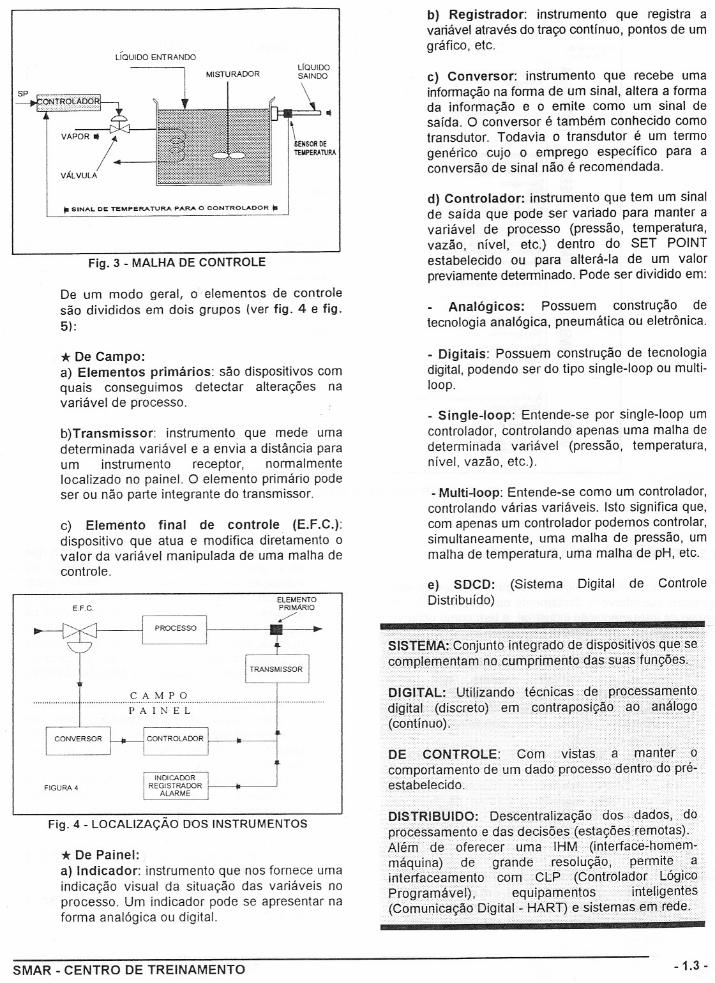
entrada do sistema para compensar variaçõesnas variáveis do processo.Exemplo: na figo 2, a informação acerca datemperatura do líquido de saída, não afeta naregulação da entrada ou de vapor para osistema.
• AGENTE DE CONTROLE
Agente de Controle é a energia ou material doprocesso, da qual a variável manipulada é umacondição ou característica. No processo acima,o agente de controle é o vapor, pois a variávelmanipulada é a vazão do vapor.
LIQUIDOSAINDO
/TEMPERATURA
A SERCONTROLADA
••
MISTURADOR
LIQUIDO ENTRANDO
• MALHA FECHADA:
Por outro lado, na malha fechada, a informaçãosobre a variável controlada, com a respectivacomparação com o valor desejado, é usada paramanipular uma ou mais variáveis do processo.
VAPOR
FLUiDO A SERAQUECIDO•
CONDENSADO
••
FLUiDO AQUECIDO
••
Fig. 1 - PROCESSO INDUSTRIAL
VAPOR
••
••••••••••••• n ••••••. ' - _, .. n._ _ .. . .. . - , - .. . .. . .. - , - .'/ ,··\.JARIÁ\/ÊISÓÊPRÔCESSO.- -.--,. ,. -,- .•• 0'- . .•••.• ••.•. _ . " .••...• .••••.. __ ••• ,_ . , ••••... •• , , ,_,_ •• _ ••••••.•. " •. __ ..•••• _u •. _ .',. d._ .' ... _, ..... _, '.".'. _, __n., .•••.• _ .•• ' ••••• ,' - •• "_u __ . o ••• "' 0"'0' ._'_ •...••••• ••. --- . - .. _---,. ,_ .. -- .... ' _---, .. -- .. ' .. --- ,. ------- .... -.-_ _--- ...•.... _--- --.-.- -- .. --.- _ .. -- .. -- --- -- ---- - .. "-.",,. ,,--- ..
• " __ o "_,, •• __ ••••••••••• __ o ." •• ,,_ •••••• __ o - •. " -- " " -- - -- .... -.- .. --" .- - -- -- .. "" " -" .. - - .. "" .. ,,-. - .. -- - .
~\(élria\rf:)I•••C()ntrôlàqª:tef1jp~iflÍÜra.··da.··ág4a .•·....·.·.~iMêiÔGohtr()lád o:.·ªgÚãrláêª(dà(jô·.processó,~Yê~íªY~tir1~6iPYI~ªª;Yê?§9.:ª~.yêp9r>u..,..•...........$Ag~i1t~(:f.~cqhtr9Ie:iV~p()n,;·.····»··· ........................... " - ----.- ---- .. -.--- - --- - ----- _,
1.2.3 - MALHA DE CONTROLE
Quando se fala em regulação (ou controle),deve-se necessariamente subentender umamedição (de uma variável qualquer doprocesso), isto é, a informação que o reguladorrecebe. Recebida essa informação, o sistemaregulador compara com um valor préestabelecido (chamado SET POINT), verifica-sea diferença entre ambos, e age-se de maneira adiminuir ao máximo essa diferença. Estasequência de perações: medir a variável comparar com valor pré-determinado - atuar nosistema de modo a minimizar a diferença entrea medida e o set point, nós denominamos malhade controle. Uma malha de controle pode seraberta ou fechada .
Fig. 2 - REGULAÇÃO DO PROCESSO
Na figo 2, a informação acerca da temperaturado líquido de saída, vai acarretar uma regulaçãode uma variável do processo, no caso, daentrada de vapor. Caso a temperatura do líquidoesteja baixa, abre-se mais a válvula, deíxandoentrar mais vapor para aquecer o líquido. E se,ao contrário, o líquido estiver muito quente(temperatura acima do valor pré-fixado) aválvula fecha mais um pouco, impedindo aentrada de vapor, esfriando o líquido.
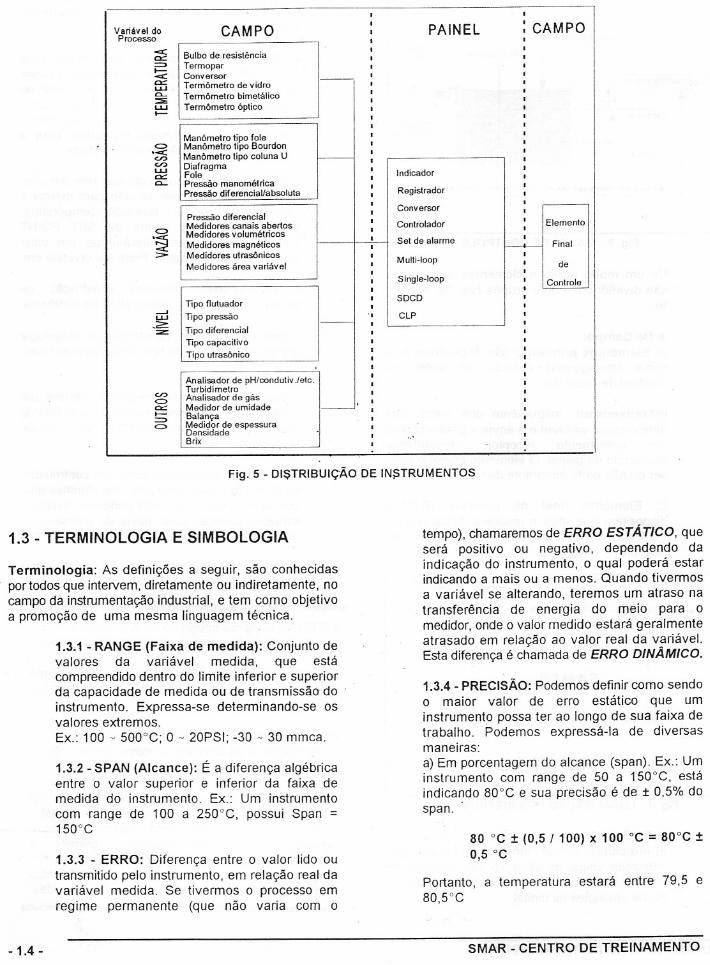
Nos sistemas de malha fechada, o controle deprocesso pode ser efetuado e compensado(antes e depois) de afetar a variável controlada,isto é, suponha que no exemplo acima a variávelcontrolada seja a temperatura de saída dolíquido. Se nós controlarmos a temperatura dolíquido como no caso da figo 3, após o sistemater afetado a variável, nós dizemos que ocontrole é do tipo FEED-BACK, ou realimentado.
• MALHA ABERTA:
Na malha aberta, a informação sobre a variávelcontrolada não é usada para ajustar qualquer
- 1.2 - SMAR - CENTRO DE TREINAMENTO
LíQUIDO ENTRANDO
b) Registrador: instrumento que registra avariável através do traço contínuo, pontos de umgráfico, etc.
••
MISTURADOR
•• SINAL DE TEMPERATURA PARA O CONTROLADOR ••
Fig. 3 - MALHA DE CONTROLE
UQUIDOSAINDO
\,1==
\SENSOR DE
TEMPERATURA
c) Conversor: instrumento que recebe umainformação na forma de um sinal, altera a formada informação e o emite como um sinal desaída. O conversor é também conhecido comotransdutor. Todavia o transdutor é um termogenérico cujo o emprego específico para aconversão de sinal não é recomendada.
d) Controlador: instrumento que tem um sinalde saída que pode ser variado para manter avariável de processo (pressão, temperatura,vazão, nível, etc.) dentro do SET POINTestabelecido ou para alterá-Ia de um valorpreviamente determinado. Pode ser dividido em:
De um modo geral, o elementos de controlesão divididos em dois grupos (ver figo 4 e figo5):
Analógicos: Possuem construção detecnologia analógica, pneumática ou eletrônica.
Fig. 4 - LOCALIZAÇÃO DOS INSTRUMENTOS
c) Elemento final de controle (E.F.C.):dispositivo que atua e modifica diretamento ovalor da variável manipulada de uma malha decontrole.
. - --- -- . -- ." ... --- ---- .. -- ". -.- -.--.- ----.- ... ',-.--'."---'-',',-.-".... " .. --- - ... - - --- -- .. ,,-- --- --- --- ---- .. " .•• -- ••• ------- --. -- ••• --- ------- o ,, • ,,_ •••.... .. ". " - -- --
DIS....•.T.·•.· ·.R.·..· ·.IBU.···..•..I..D0 :..' .·.D.8S.·c..•êntr.a.•.•.liz.··.a.<;;a.-o.••..··•..·.••.•••..d.·..·•..os·••..·.•..••.•..d.·•..·..a..·.d.•·.·o.s.·.·•...'...•..•..•••.••.·•.d·..•.o.••..·•processarnento .edasdecisões(estªçõesremotªs).Alél11deoferecer ••••••••um aIHM(i[lterfac~-hornern111ª9 uina) •••.••·.•.de •. gran de ..••••resoluçêO,i perrnite>ªillte[faceªmento' .com •..••••CLPd(COntrolad()c[ÓgiCO .•.•••Pr()gramáVe 1),e9 uiparnentos intelig~ntes <
(Col11unicaçãpDigitat-· HAR"T)~.sistemas~mrede ;d.
e) SDCD: (Sistema Digital de ControleDistribuído)
- Digitais: Possuem construção de tecnologiadigital, podendo ser do tipo single-Ioop ou multiloop.
- Single-Ioop: Entende-se por single-loop umcontrolador, controlando apenas uma malha dedeterminada variável (pressão, temperatura,nível, vazão, etc.).
- Multi-Ioop: Entende-se como um controlador,controlando várias variáveis. Isto significa que,com apenas um controlador podemos controlar,simultaneamente, uma malha de pressão, ummalha de temperatura, uma malha de pH, etc.
•••• __ . .d .•..•..•. ••• .•••••••• " .. __ " •• " •••• __ " •••• -.- •..•.•••• " •• - ..•••••. -- . --- .. -----.-- -.---_._--_ -- -- - .. ----.- -.--,-- ---- - -.------ , - ............ - - .-------- ---.-- -.--_ "., .-------- .. , .. -- -_ .. _---" --" " .. --.-------- .- .. - ------------- -.- -.- ..........•. --- .........•... - .. - ----.-- - ... " ------- ---- ---. -- -" .-- --.-------- " .. --- .. -- --- .. ---- --_ --- .. --- -- ------ --- .. -- -.----- .. --- --------" .. " .. - ".
·····sISTêMA:.conjÜntOi{1têgfãdô •••dêgiSPQSitiyQS••qÜe.sed
·.CornplêrneOtarri··.nocLJrn.pdrn~htQd.ª~ ••.sllasfllriç:9ê$ .••·••••••.•.. - ------- ------ - ------- --."-- .. - .. ----- - .-- ----- -- .. ---- , .••--••--o-•o•__•••••--------••,---------.,,------•• . . . - --------- ... -----_ .. - .. -- -- .. -------" .
•••------__o,,-•--••,,--.,,"---••---------•----"•••"" .. -------- ... ----. ----. -- --- " ... ---,,-- ....•••,,----------,,--_••----------••"",,--__o••",,••-••••••••.. .. - - - .. - - - - - - - - - . -. , .' ., - - - .. - - - - -'. - - - - . - - - - - .. .. - -------- .. -.----_ ---.-.-- ..... -."'---"-" .... ----_ -.-----.-_.
---,,------."•••----••"•••••••••••o."..".••••••'-'-"'-- ,,--- "," .. ---- ... --------. -- .. -- - -- _" .--------" ..... " .... ------ .. - ... -' ... - ------------ .. --- . --- ,,---. -- --- -------- - ,,--------- ----- -- " ... - -- -- - .. --- ---- --.". ----- ---------,,-,,----,,--.
[).IGITAl:HUtiHzando •••d.t~çnIçª$ •••••••de •••pr9cês:;~rn§nto ••djgItêL(cjiscreto) ."emçoptra ppSiçãOª()ªQ~ܺgO(contínUo) .. ' .. ' .
." --- .
DE .·.CONTROLE: .... Corn •.•'.'vistas<arl1antêr<p'C()fTlPorfamento' deu md ado processodentrodOp~é->estabelecido .. '
ELEMENTOPRIMÁRIO/,E.F.C.
* De Painel:
a) Indicador: instrumento que nos fornece umaindicação visual da situação das variáveis noprocesso. Um indicador pode se apresentar naforma analógica ou digital.
b)Transmissor: instrumento que mede umadeterminada variável e a envia a distância paraum instrumento receptor, normalmentelocalizado no painel. O elemento primário podeser ou não parte integrante do transmissor.
* De Campo:a) Elementos primários: são dispositivos comquais conseguimos detectar alterações navariável de processo.
CAMPO····· .. ·1•. · .... "· .. ·· .... ······ .. ···"· .... ·· .... ···" .• ,,,,···
PAINEL
FIGURA 4
~---I PROCESSO f
SMAR - CENTRO DE TREINAMENTO - 1.3 -
Variável doProcesso
CAMPO PAINEL CAMPO
Termômetro de vidro---
I I
Termômetro bimetálico
II
Termômetro áptico
III
II
II
I
Manômetro tipo fole
II
Manômetro tipo Bourdon
I,Manômetro tipo coluna U
I,Diafragma
,,I
IFole I
IndicadorIPressão manométrica Pressão diferencial/absoluta
,Registrador
II
I, Conversor
I
Pressão diferencial
,,Medidores canais abertos
,Controlador
•Elemento
Medidores volumétricos
,I
Medidores magnéticos
,Set de alarme
II
Final
Medidores utrasônicos
IMulti-IoopI
Medidores área variável
IIde,I
, Single-Ioop IControleII
Tipo f1utuador
•SOCO I,I
Tipo pressão
.,CLP ,Tipo diferencial
III
ITipo capacitivo
••
Tipo utrasônico
I•
II
,I
Analisador de pH/condutiv.letc.
,I
Turbidimetro
,I
Analisador de gás
,I,
IMedidor de umidade IIBalança
•I
Medidor de espessura·I
Densidade Brix
I'.' II
I~ I Bulbo de resistência~ Termopar-< Conversore:::LUa...~LUI--
--'LU
.;Z:=
Fig.5 - DI$TRIBUIÇ'ÃO DE IN~TRUMENTOS
1.3 - TERMINOLOGIA E SIMBOLOGIA
Terminologia: As definições a seguir, são conhecidaspor todos que intervem, diretamente ou indiretamente, nocampo da instrumentação industrial, e tem como objetivoa promoção de uma mesma linguagem técnica.
1.3.1 - RANGE (Faixa de medida): Conjunto devalores da variável medida, -que estácompreendido dentro do limite inferior e superiorda capacidade de medida ou de transmissão doinstrumento. Expressa-se determinando-se osvalores extremos.Ex.: 100 - 500oe; O - 20PSI; -30 - 30 mmca.
1.3.2 - SPAN (Alcance): É a diferença algébricaentre o valor superior e inferior da faixa demedida do instrumento. Ex.: Um instrumento
com range de 100 a 250oe, possui Span =1500e
1.3.3 - ERRO: Diferença entre o valor lido outransmitido pelo instrumento, em relação real davariável medida. Se tivermos o processo emregime permanente (que não varia com o
tempo), chamaremos de ERRO ESTÁTICO, queserá positivo ou negativo, dependendo daindicação do instrumento, o qual poderá estarindicando a mais ou a menos. Quando tivermosa variável se alterando, teremos um atraso natransferência de energia do meio para omedidor, onde o valor medido estará geralmenteatrasado em relação ao valor real da variável.Esta diferença é chamada de ERRO DINÂMICO.
1.3.4 - PRECISÃO: Podemos definir como sendoo maior valor de erro estático que uminstrumento possa ter ao longo de sua faixa detrabalho. Podemos expressá-Ia de diversasmaneiras:
a) Em porcentagem do alcance (span). Ex.: Uminstrumento com range de 50 a 1S0oe, estáindicando 800e e sua precisão é de ± 0,5% dospan.
80°C ± (0,5 /100) x 100°C = 80°C ±0,5°C
Portanto, a temperatura estará entre 79,5 e80,Soe
- 1.4 - SMAR - CENTRO DE TREINAMENTO
Sensibilidade = (50/500 cm) 1°C = 0,1 cm/oC
Ex.: Um termômetro de vidro com range de Oa500°C, possui uma escala de leitura de 50 em.
HISTERESIS
ENTRADA (0C)
200
CARACTERISTICA
\9"'~~'"
Fig.6 - HISTERESIS
°
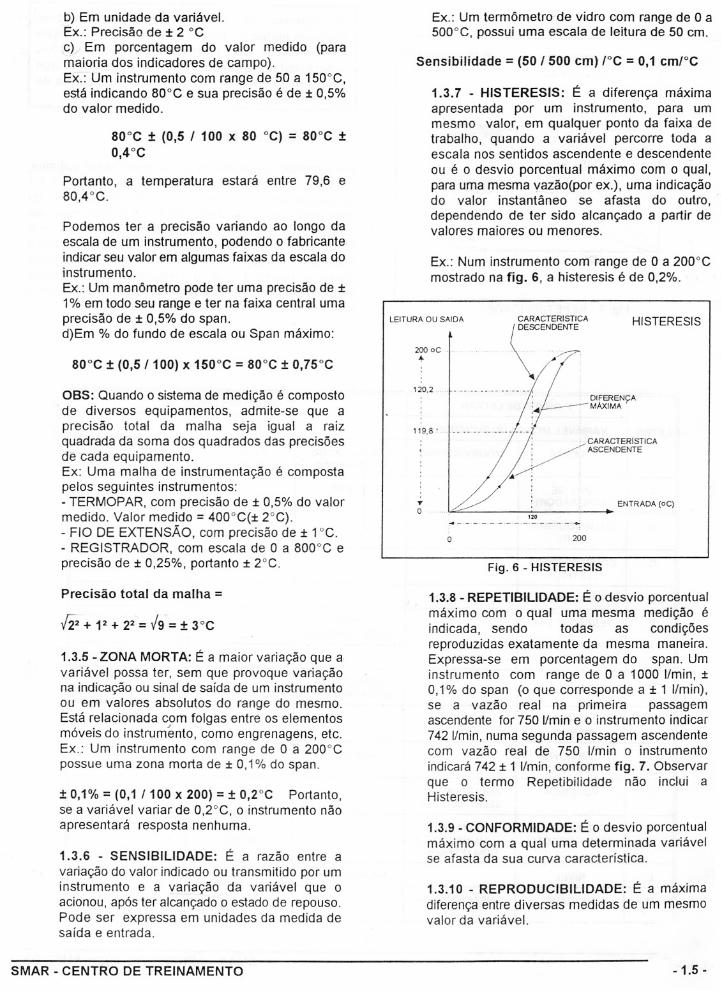
Ex.: Num instrumento com range de O a 200°Cmostrado na figo 6, a histeresis é de 0,2%.
1.3.7 - HISTERESIS: É a diferença máximaapresentada por um instrumento, para ummesmo valor, em qualquer ponto da faixa detrabalho, quando a variável percorre toda aescala nos sentidos ascendente e descendente
ou é o desvio porcentual máximo com o qual,para uma mesma yazão(por ex.), uma indicaçãodo valor instantâneo se afasta do outro,dependendo de ter sido alcançado a partir devalores maiores ou menores.
200 oC'"
.• . 120 - . .......,
119,8 .
120,2
LEITURA OU SAlDA
b) Em unidade da variável.Ex.: Precisão de ± 2 °ec) Em porcentagem do valor medido (paramaioria dos indicadores de campo).Ex.: Um instrumento com range de 50 a 150°C,está indicando 80°C e sua precisão é de ± 0,5%do valor medido.
Portanto, a temperatura estará entre 79,6 e80,4°e.
Podemos ter a precisão variando ao longo daescala de um instrumento, podendo o fabricanteindicar seu valor em algumas faixas da escala doinstrumento.
Ex.: Um manômetro pode ter uma precisão de ±1% em todo seu range e ter na faixa central umaprecisão de ± 0,5% do span.d)Em % do fundo de escala ou Span máximo:
OBS: Quando o sistema de medição é compostode diversos equipamentos, admite-se que aprecisão total da malha seja igual a raizquadrada da soma dos quadrados das precisõesde cada equipamento.Ex: Uma malha de instrumentação é compostapelos seguintes instrumentos:- TERMOPAR, com precisão de ± 0,5% do valormedido. Valor medido = 400°C(± 2°C) .- FIO DE EXTENSÃO, com precisão de ± 1°C.- REGISTRADOR, com escala de O a 800°C eprecisão de ± 0,25%, portanto ± 2°C.
80°C ± (0,5 I 100 x 80°C) = 80°C ±O,4°C
Precisão total da malha =
1.3.5 -ZONA MORTA: É a maior variação que avariável possa ter, sem que provoque variaçãona indicação ou sinal de saída de um instrumentoou em valores absolutos do range do mesmo.Está relacionada com folgas entre os elementosmóveis do instrumento, como engrenagens, etc.Ex.: Um instrumento com range de O a 200°Cpossue uma zona morta de ± 0,1% do span.
± 0,1% = (0,1/100 x 200) = ± O,2°C Portanto,se a variável variar de 0,2°e, o instrumento nãoapresentará resposta nenhuma.
1.3.6 - SENSIBILIDADE: É a razão entre a
variação do valor indicado ou transmitido por uminstrumento e a '{ariação da variável que oacionou, após ter alcançado o estado de repouso.Pode ser expressa em unidades da medida desaída e entrada.
1.3.8 - REPETIBILlDADE: É o desvio porcentualmáximo com o qual uma mesma medição éindicada, sendo todas as condiçõesreproduzidas exatamente da mesma maneira.Expressa-se em porcentagem do span. Uminstrumento com range de O a 1000 IImin, ±0,1% do span (o que corresponde a ± 1 IImin),se a vazão real na primeira passagemascendente for 750 IImin e o instrumento indicar
742 IImin, numa segunda passagem ascendentecom vazão real de 750 IImin o instrumentoindicará 742 ± 1 I/min, conforme figo 7. Observarque o termo Repetibilidade não inclui aHisteresis.
1.3.9 - CONFORMIDADE: É o desvio porcentualmáximo com a qual uma determinada variávelse afasta da sua curva característica.
1.3.10 - REPRODUeIBILlDADE: É a máxima
diferença entre diversas medidas de um mesmovalor da variável.
SMAR - CENTRO DE TREINAMENTO - 1.5 -
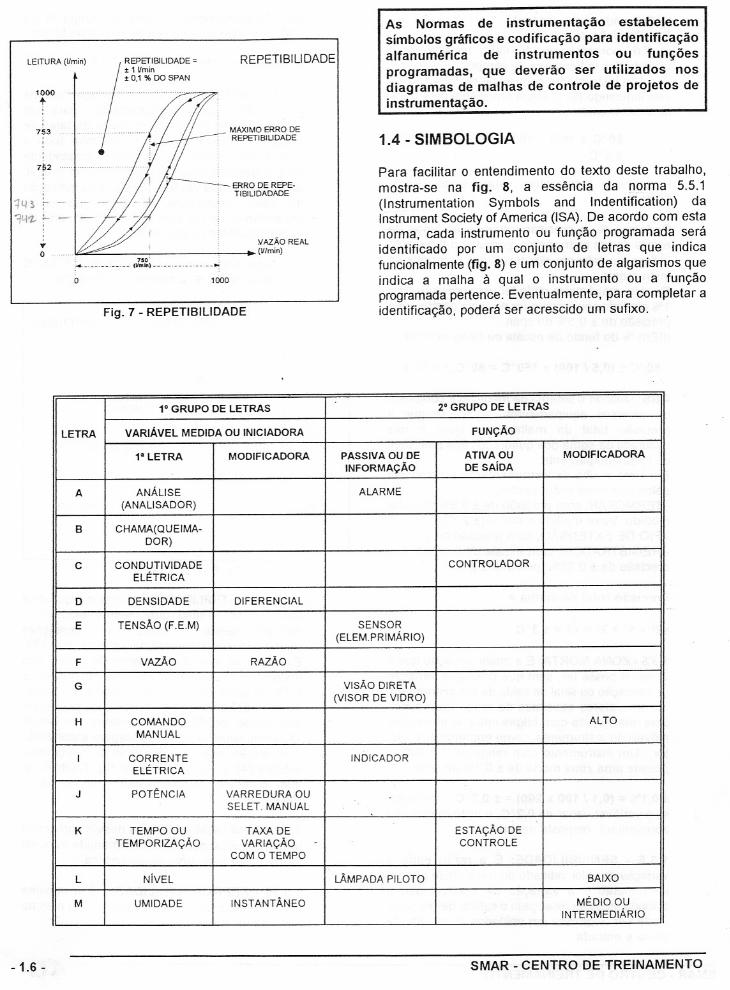
Fig. 7 - REPETIBILlDADE
LEITURA (IImin)
: 750·:-c- -.--.- - .----- (Vmln) u_n. __ • __ • __ .u ~
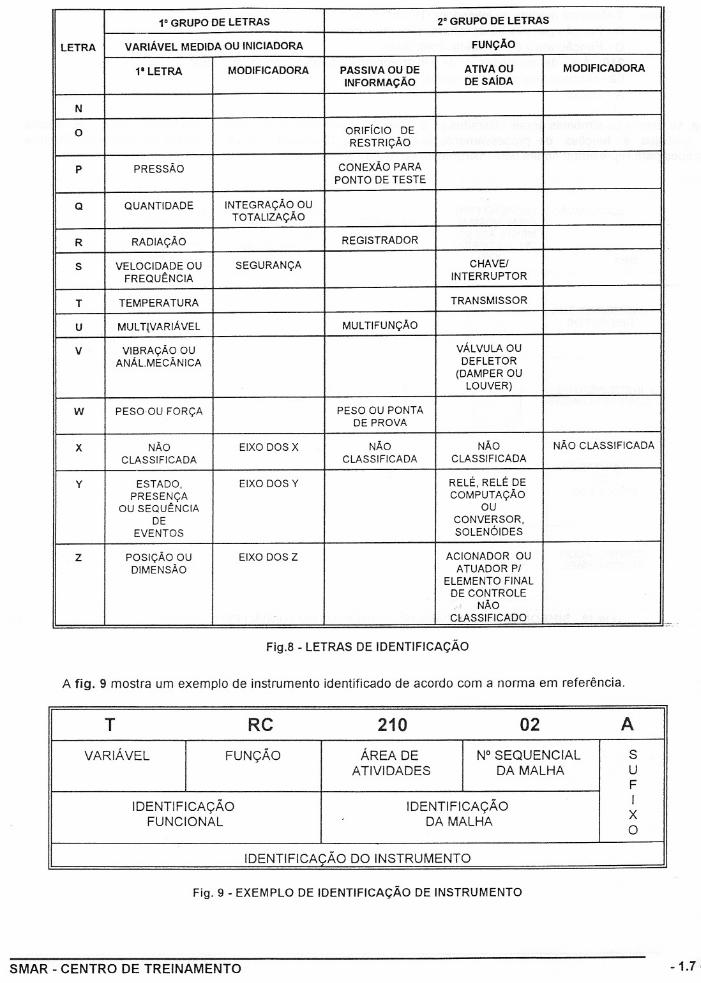
As Normas de instrumentação estabelecemsímbolos gráficos e codificação para identificaçãoalfanumérica de instrumentos ou funçõesprogramadas, que deverão ser utilizados nosdiagramas de malhas de controle de projetos deinstrumentação.
1.4 - SIMBOLOGIA
Para facilitar o entendimento do texto deste trabalho,mostra-se na figo 8, a essência da norma 5.5.1(Instrumentation Symbols and Indentification) daInstrumentSocietyof America (ISA). De acordo com estanorma, cada instrumento ou função programada seráidentificado por um conjunto de letras que indicafuncionalmente(fig. 8) e um conjunto de algarismos queindica a malha à qual o instrumento ou a funçãoprogramadapertence. Eventualmente, para completar aidentificação, poderá ser acrescido um sufixo.
YAZÃO REAL
(V/min)
REPETIBILlOAOE
ERRO DE REPETIBILlDADADE
MAXIMO ERRO DEREPETIBILlDADE
1000o
.•.o
753
1000+
14:$ ~1/.-1'2- :-
1° GRUPO DE LETRAS 2° GRUPO DE LETRAS
LETRA
VARIÁVEL MEDIDA OU INICIADORA FUNÇÃO
l' LETRA
MODIFICADORAPASSIVA OU DEATIVA OUMODIFICADORA
INFORMAÇÃO
DE SAiDA
A
ANÁLISE ALARME
(ANALlSADOR)8
CHAMA(QUEIMA-DOR)
C
CONDUTIVIDADE CONTROLADOR
ELÉTRICAD
DENSIDADEDIFERENCIAL
E
TENSÃO (F.E.M) SENSOR(ELEM.PRIMÁRIO)
F
vAZÃo RAZÃO
G
VISÃO DIRETA
(VISOR DE VIDRO)H
COMANDO ALTO
MANUALI
CORRENTÉ INDICADORELÉTRICA
J
POTÊNCIAVARREDURA OUSELET. MANUAL
K
TEMPO OU TAXA DE ESTAÇÃO DE
TEMPORIZAÇÃOVARIAÇÃO CONTROLE
COM O TEMPOL
NivEL LÃMPADA PILOTOBAIXO
M
UMIDADEINSTANTÃNEO MÉDIO OUINTERMEDIÁRIO
- 1.6 - SMAR - CENTRO DE TREINAMENTO
1° GRUPO DE LETRAS 2° GRUPO DE LETRAS
LETRA
VARIÁVEL MEDIDA OU INICIADORA FUNÇÃO
1" LETRA
MODIFICADORAPASSIVA OU DEATIVA OUMODIFICADORA
INFORMAÇÃO
DE SAíDA
N O
ORIFíCIO DE
RESTRiÇÃOP
PRESSÃO CONEXÃO PARA
PONTO DE TESTEQ
QUANTIDADEINTEGRAÇÃO OU
TOTALlZAÇÃOR
RADIAÇÃO REGISTRADOR
S
VELOCIDADE OUSEGURANÇA CHAVEI
FREQUÊNCIA
INTERRUPTOR
T
TEMPERATURA TRANSMISSOR
U
MULT~VARIÁVEL MUL TIFUNÇÃO
V
VIBRAÇÃO OU VÁLVULA OU
ANÁL.MECÃNICA
DEFLETOR
(DAMPER OULOUVER)W
PESO OU FORÇA PESO OU PONTADE PROVA
X
NÃOEIXO DOS XNÃONÃONÃO CLASSIFICADA
CLASSIFICADA
CLASSIFICADACLASSIFICADA
y
ESTADO,EIXO DOS Y RELÉ, RELÉ DE
PRESENÇA
COMPUTAÇÃO
OU SEQUÊNCIA
OUDE
CONVERSO R,
EVENTOS
SOLENÓIDES
Z
POSiÇÃO OUEIXO DOS Z ACIONADOR OU
DIMENSÃOATUADO R PI
ELEMENTO FINALDE CONTROLENÃOClASSIFICADO-
Fig.8 - LETRAS DE IDENTIFICAÇÃO
A figo 9 mostra um exemplo de instrumento identificado de acordo com a norma em referêncía.
T RC21002A
VARIÁVEL
FUNÇÃOÁREA DEN° SEQUENCIALSATIVIDADES
DA MALHAUF
IDENTIFICAÇÃO
IDENTIFICAÇÃOI
FUNCIONAL
DA MALHAX
OIDENTIFICAÇÃO DO INSTRUMENTO
Fig. 9 - EXEMPLO DE IDENTIFICAÇÃO DE INSTRUMENTO
SMAR - CENTRO DE TREINAMENTO - 1.7 .
Onde: T-Variável medida ou iniciadora: Temperatura;R - Função passiva ou de informação: registrador;C - Função ativa ou de saída: controlador;210 - Área de atividades, onde o instrumento ou função programada atua;02 - Número sequencial da malha;A - Sufixo.
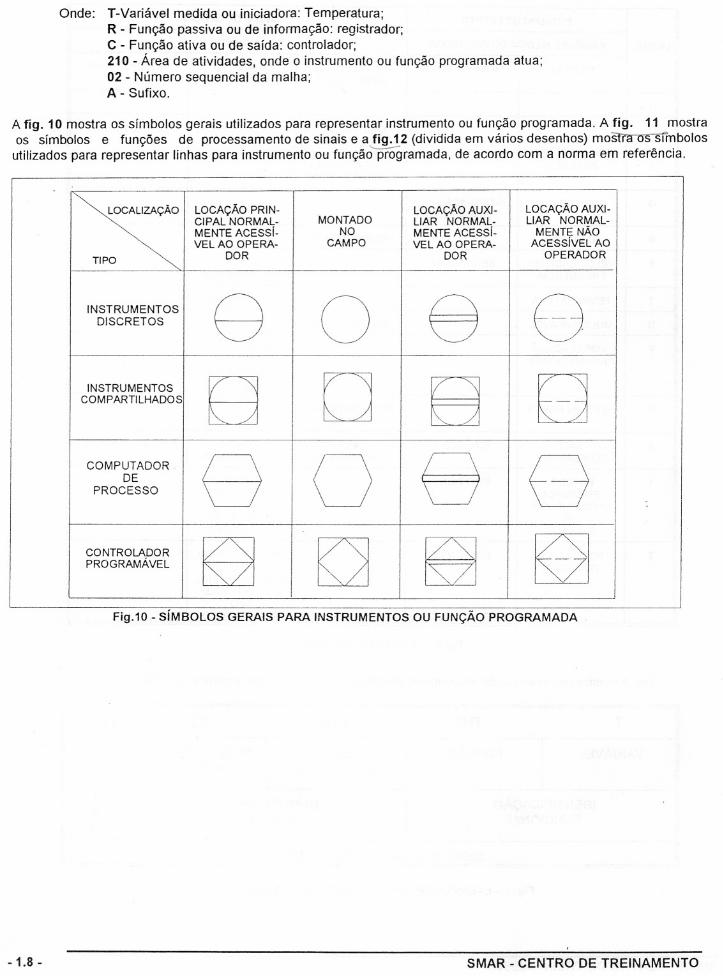
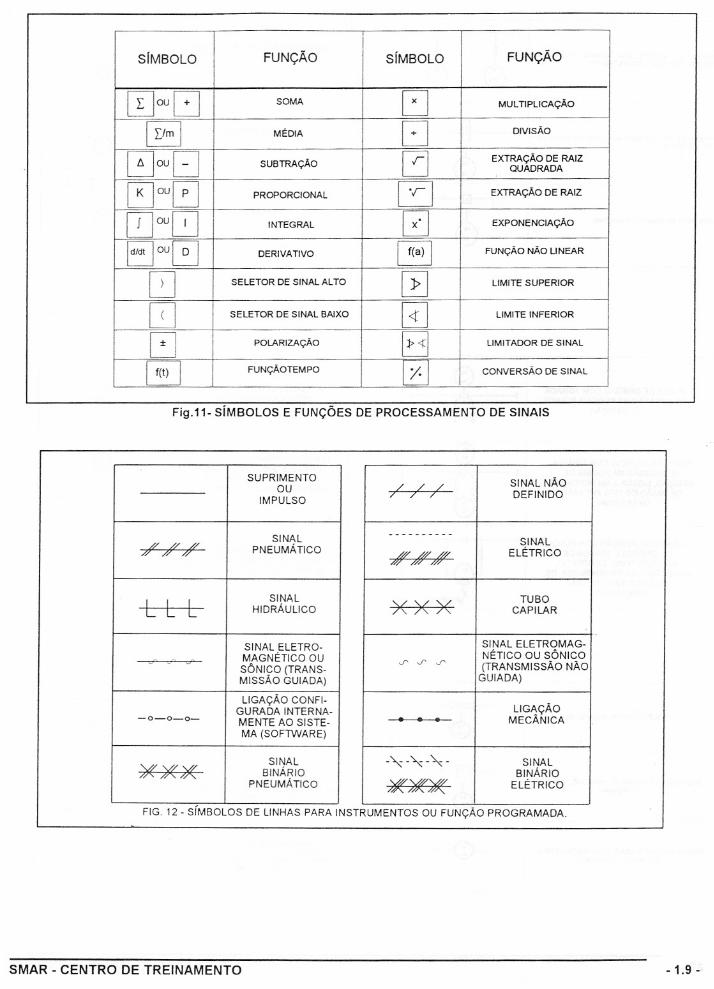
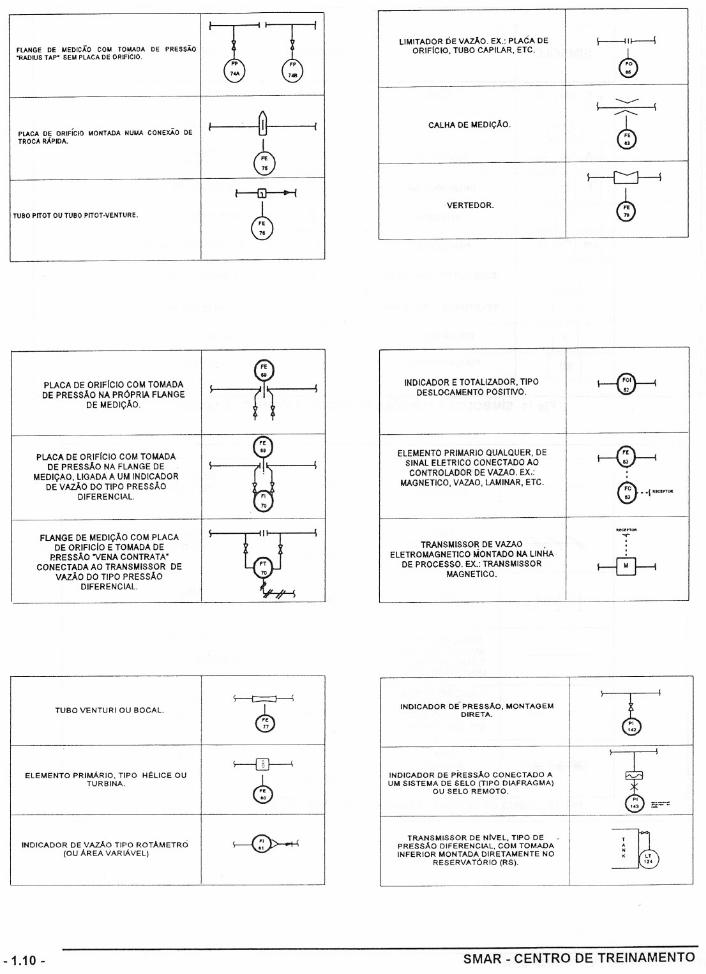
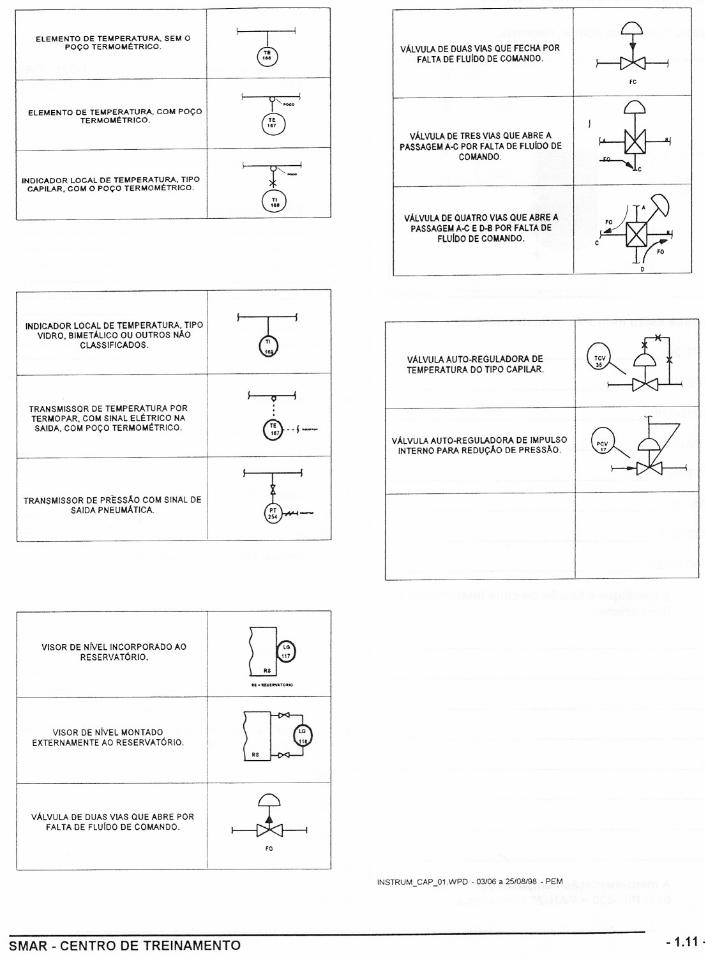
A figo 10 mostra os símbolos gerais utilizados para representar instrumento ou função programada. A figo 11 mostraos símbolos e funções de processamento de sinais e a fig.12 (dividida em vários desenhos) moStra os simbolos~
utilizados para representar linhas para instrumento ou função programada, de acordo com a norma em referência.
~
LOCAÇÃO PRIN-LOCAÇÃO AUXI-LOCAÇÃO AUXI-
CIPAL NORMAL-
MONTADOL1AR NORMAL-L1AR NORMAL-MENTE ACEssí-
NOMENTE ACEssí-MENTE NÃOVEL AO OPERA-
CAMPOVEL AO OPERA-ACEssíVEL AO
TIPO
DOR DOROPERADOR
INSTRUMENTOS
8()8(~DISCRETOS,
INSTRUMENTOS
BoEGCOMPARTILHADOSII
ICOMPUTADOR 8O8\1DEPROCESSO
I
CONTROLADOR~U~[]PROGRAMÁVEL
Fig.10 - SíMBOLOS GERAIS PARA INSTRUMENTOS OU FUNÇÃO PROGRAMADA
- 1.8 - SMAR - CENTRO DE TREINAMENTO
SíMBOLO FUNÇÃOSíMBOLOFUNÇÃO
[IJ0U8
SOMA[]MULTIPLICAÇÃO
I I/m I
MÉDIA[]DIVISÃO
GOU[]
SUBTRAÇÃO~EXTRAÇÃO DE RAIZQUADRADA
~OU0
PROPORCIONAL0EXTRAÇÃO DE RAIZ
[TI OU e]INTEGRAL0EXPONENCIAÇÃO
aOU0
DERIVATIVO~FUNÇÃO NÃO LINEAR
DSELETOR DE SINAL ALTO0LIMITE SUPERIOR
LJSELETOR DE SINAL BAIXO8JLIMITE INFERIOR0 POLARIZAÇÃOaL1MITADOR DE SINAL
~
FUNÇÃOTEMPO[;;. ]CONVERSÃO DE SINAL
Fig.11- SíMBOLOS E FUNÇÕES DE PROCESSAMENTO DE SINAIS
SUPRIMENTOOUIMPULSO
SINAL
ff // ff PNEUMÁTICOff // //
+++
SINAL
HIDRÁULICO
SINAL ELETRO-
~, -~ ~- MAGNÉTICO OU
SÔNIÇO (TRANS-MISSAO GUIADA)LIGAÇÃO CONFI-
GURADA INTERNA--0-0-0- MENTE AO SISTE-
MA (SOFTWARE)
XXX
SINAL
BINÁRIOPNEUMÁTICO / // SINAL NÃO
/// DEFINIDO
----------
SINAL~//ELÉTRICO
)( )( X
TUBO
CAPILAR
SINAL ELETROMAG-
NÉTICO OU SÔNICOJ' ....r J' (TRANSMISSÃO NÃOGUIADA)
L1G~ÇÃO
••• MECANICA
-"'-"'-~-
SINALBINÁRIO~')K~
ELÉTRICO
FIG. 12 - SíMBOLOS DE LINHAS PARA INSTRUMENTOS OU FUNÇÃO PROGRAMADA.
SMAR - CENTRO DE TREINAMENTO - 1.9 -
FLANGE DE t.4EDICÃO COt.4 TOt.IADA DE PRESSÃO
-RAOIUS TAp· SEM PLACA DE ORlFicIO. TT74A 148
PLACA DE ORIFíCIO MONTADA NUUA CONEXÃO DE
I0ITROCA RÁPIDA.
I
Q!----{i)--+-1
TUBO PITOT OU TUBO PITOT.vENTURE. cb"lIMITADOR DE vAZAo. EX.: PLAéA DE ~ If-------l
ORIFlclO, TUBO CAPILAR, ETe.
cb
\
------\---
CALHA DE MEDiÇÃO. 6l----[:::J--1
VERTEDOR.
cb
PLACA DE ORIFlclO COM TOMADADE PRESSÃO NA PRÓPRIA FLANGE
DE MEDiÇÃO.
PLACA DE ORIFlclO COM TOMADADE PRESSÃO NA FLANGE DE
MEDIÇAO, LIGADA A UM INDICADORDE vl>ZÁo DO TIPO PRESSÃO
DIFERENCIAL.
FLANGE DE MEDiÇÃO COM PLACADE ORIFIClo E TOMADA DE
~RESSÃO "VENA CONTRATA'CONECTADA AO TRANSMISSOR DE
vl>ZÁo DO TIPO PRESSÃODIFERENCIAL.
INDICADOR E TOTALlZADOR, TIPO ~DESLOCAMENTO POSITIVO.
"
ELEMENTO PRIMARIO QUALQUER, DE
~SINAL ElETRICO CONECTADO AO CONTROLADOR DE VAZAO. EX,:MAGNETICO, VAZAO, LAMINAR, ETC. @a3 .•.• t·!Ctnoa
lIteQ!"HOfI.
..,..TRANSMISSOR DE VAZAO . ELETROMAGNETICO MONTADO NA LINHA
~DE PROCESSO. EX.: TRANSMISSOR MAGNETICO.
~TUBO VENTURI OU BOCAL. G77
~
ELEMENTO PRIMÁRIO, TIPO H~lICE OUTURBINA. @"
INDICADOR DE vAZAo TIPO ROTÁMETRci
~(OU ÁREA VARIÁVEL)
..INDICADOR DE~PRESsAo, MONTAGEM
DIRETA.
INDICADOR DE PRESsAo CDNECTADO AUM SISTEMA DE SELO (TIPO DIAFRAGMA)
OU SELO REMOTO.
TRANSMISSOR DE NIvEL, TIPO DEPRESSÃO DIFERENCIAL, COM TOMADAINFERIOR MONTADA DIRETAMENTE NO
RESERVATÓRIO (RS).
T,."I~,"'"
-1.10- SMAR - CENTRO DE TREINAMENTO
ELEMENTO DE TEMPERATURA. SEM O ~POÇO TERMOMÉTRICO. ®
I
Y"-I
ELEMENTO DE TEMPERATURA. COM POÇOTERMOMÉTRICO. ®'"
I
r-I
INDICADOR LOCAL DE TEMPERATURA. TIPOCAPILAR. COM O POÇO TERMOMÉTRICO. @,..
INDICADOR LOCAL DE TEMPERATURA, TIPO TVIDRO, BIMETÁLlCO OU OUTROS NAoCLASSIFICADOS.
j
QI
TRANSMISSOR DE TEMPERATURA POR TERMO PAR, COM SINAL ELÉTRICO NASAlDA, COM POÇO TERMO MÉTRICO. @--l--'"
TRANSMISSOR DE PRESsAo COM SINAL DE
SAlDA PNEUMÁTICA. T-'"
VISOR DE NrvEL INCORPORADO AO [)RESERVATÓRIO.
117
••U.!lUl""ATOllO
VISaR DE NlvEL MONTADO
DJEXTERNAMENTE AO RESERVATÓRIO.
"I
.s
VÁLVULA DE DUAS VIAS QUE ABRE POR
~FALTA DE FLUiDO DE COMANDO.
'o
SMAR - CENTRO DE TREINAMENTO
VÁLVULA DE DUAS VIAS QUE fECHA POR ~FALTA DE FLUiDO DE COMANDO.
fC
VÁLVULA DE TRES VIAS QUE ABRE A
J~PASSAGEM A-C POR FALTA DE FLUiDO DE
COMANDO.
VÁLVULA DE QUATRO VIAS QUE ABRE A
~PASSAGEM A-C E D-Il POR FALTA DE
FLUiDO DE COMANDO.
c y::o
VÁLVULA AUTO-REGULADORA DE
~TEMPERATURA DO TIPO CAPILAR.
VÁLVULA AUTO-REGULADORA DE IMPULSO
~INTERNO PARA REDUçAo DE PRESsAo.
INSTRUM_CAP _01WPO - 03/06 a 25/08/98 - PEM
- 1.11 -
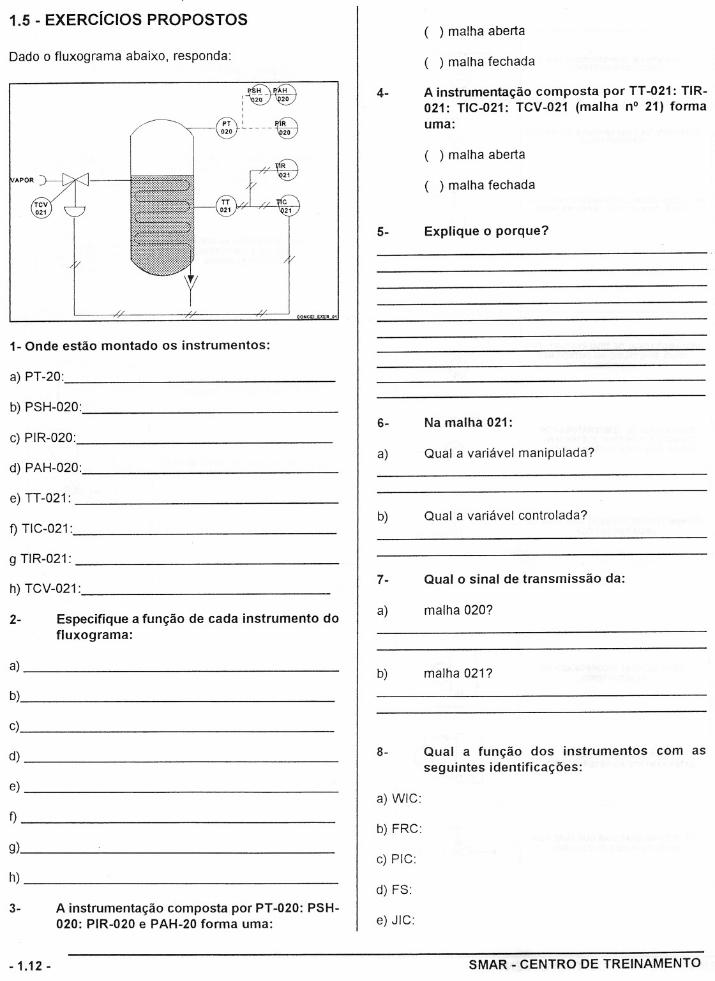
1.5 - EXERCíCIOS PROPOSTOS
Dado o fluxograma abaixo, responda:
) malha aberta
) malha fechada
APO~
TCV021
.......................li::i:::::;:::;:::::::;:::::;:::::;::::'}
t.::::l:·:.:::;:·:;:::·:;:::ll::;:i::[j:, , ..-- ..,•...•............................•...•....•.•.•.•..................•...................................................
COHCEI_EXEII._01
4-
5-
A instrumentação composta por TT -021: TIR021: TIC-021: TCV -021 (malha n° 21) formauma:
) malha aberta
) malha fechada
Explique o porque?
1- Onde estão montado os instrumentos:
a) PT-20: _
b) PSH-020: _
c) PIR-020: _
d) PAH-020: _
6- Na malha 021:
a) Qual a variável manipulada?
e) TT-021: -------------f) TIC-021 : _
g TIR-021: _
h) TCV-021 : _
b)
7-
Qual a variável controlada?
Qual o sinal de transmissão da:
2- Especifique a função de cada instrumento dofluxograma:
a) malha 0207
a) _
b) _
c) _
d) _
e) _
f) _
g)---------------h) _
b)
8-
a) WIC:
b) FRC:
c) PIC:
d) FS:
malha 0217
Qual a função dos instrumentos com asseguintes identificações:
3-
-1.12-
A instrumentação composta por PT -020: PSH020: PIR-020 e PAH-20 forma uma: e) JIC:
SMAR - CENTRO DE TREINAMENTO
f) AE:
g) FALL:
h) AIT:
i) ZR:
j) PIT:
I) FY (/):
m) FOI:
n) TSH:
o) LSHH:
p) TE:
9- Um instrumento com range de O a 230°C, estáindicando 200°C e sua precisão é de ± 0,5%do span. Entre quais valores poderá estarcompreendida a temperatura real?
R.: oC e____________ 0 C
10- Um instrumento com range de O a 50 IIminestá indicando 12 I/min e sua precisão é de ±0,25 % do span. Entre quais valores poderáestarcompreendida a vazão real?
R.: I/min e, IImin
SMAR - CENTRO DE TREINAMENTO - 1.13 .
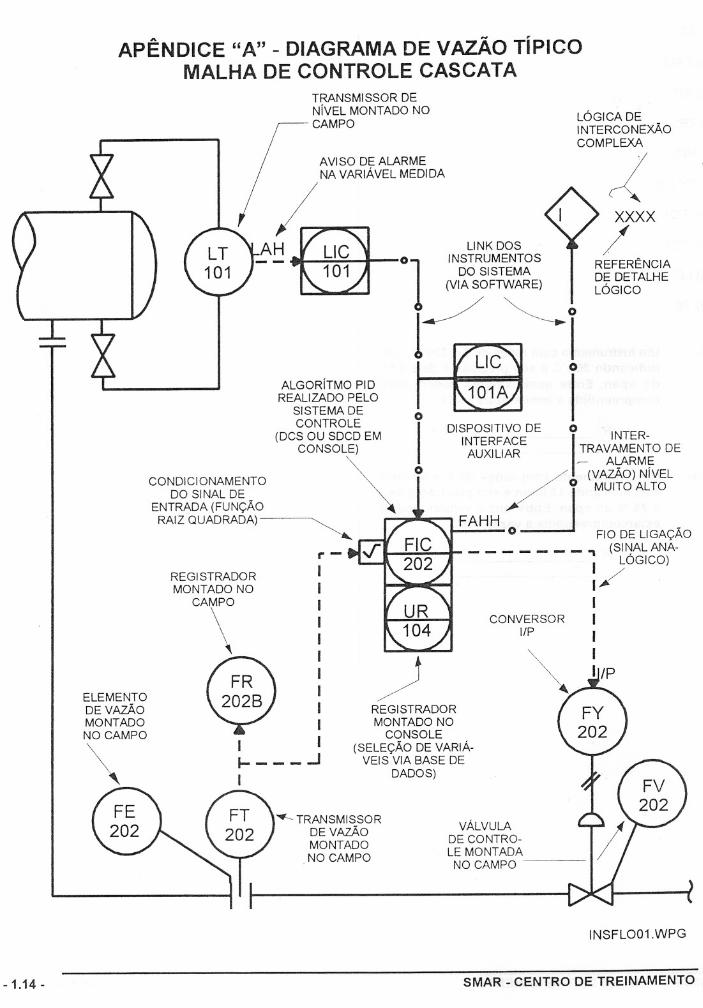
APÊNDICE "A" - DIAGRAMA DE vAZÃo TíPICOMALHA DE CONTROLE CASCATA
LÓGICA DEINTERCONEXÃOCOMPLEXA;
XXXX/REFERÊNCIADE DETALHELÓGICO
O
o
CONVERSORIIP
INTERTRAVAMENTO DE
ALARME
/ ~ (vAZÃO) NíVEL
/ I MUITOALTOFAHH ~O FIO DE LIGAÇÃO
_______ ., (SIf\!ALANA-
, LOGICO),/,,,,II/P
VÁLVULADE CONTROLE MONTADA
NO CAMPO
DISPOSITIVO DEINTERFACEAUXILIAR
REGISTRADORMONTADO NO
CONSOLE(SELEÇÃO DE VARIÁ
VEIS VIA BASE DEDADOS)
r-
TRANSMISSOR DENíVEL MONTADO NOCAMPO
~ TRANSMISSORDE vAZÃoMONTADONO CAMPO
REGISTRADOR IMONTADO NO ,
CA\ i
@'FR '
2028 i, IJ----.J,
ALGORíTMO PIOREALIZADO PELO
SISTEMA DE O
CONTROLE I(DCS OU SOCO EM
CONSOLE)
CONDICIONAMENTO ~ ODO SINAL DE
ENTRADA (FUNÇÃO
RAIZQUADRADA)~ •••
ELEMENTODE vAZÃoMONTADONO CAMPO\
INSFL001.WPG
-1.14- SMAR - CENTRO DE TREINAMENTO
C/l
s:~;:uI()mz-l;:uoom-l;:u!!!z~s:mz-lo
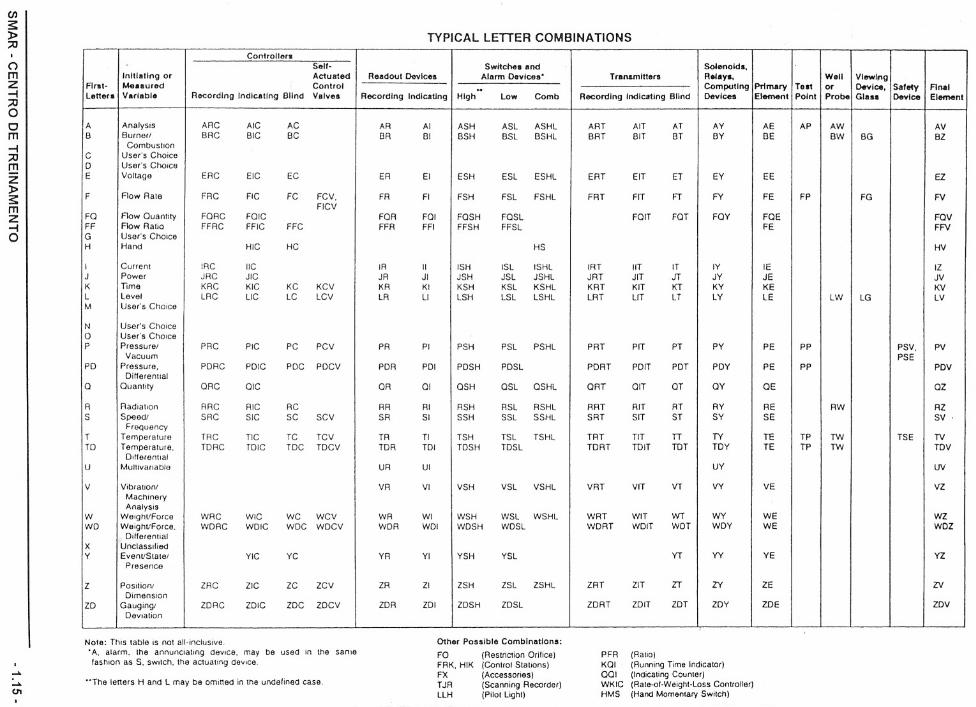
TYPICAL LETTER COMBINATIONSControllofl
Sell-Swlleh ••• andSolenolda,
Inlllollng orActuatedReadout o.,vlceaAlarm Oevlceo'TranamlltersRelaya,WellVI_I/lg
FI"l-Meaaured Conlrol- Compollng
prtmaryTe aIorDev Ice ,SaletyAnalLeltera
Varlable Recordlng Indlcatlng BllndValveaRecordlng IndlCAtlngHlghLowCombRecordlng Indlcatlng BllndDevlcesElementPolntProbeGlasaDevlceElement
A
AnalyslS ARCAICAC ARAIASHASLASHLARTAITATAYAEAPAW AVS
Burnert BRCBICSC BRBIBSHBSLBSHLBRTBITBTBYBE BWBG BlCombuslion C
User's ChoieeO
User's CholceE
Vollage ERCEICEC EREIESHESLESHLERTEITETEYEE EZ
F
Flow Rale FRCFICFCFCV, FRFIFSHFSLFSHL FRTFITFTFYFEFP FG FVFICV FO
Aow OuanlltyFORCFOIC FORFOIFOSHFOSL FOITFOTFOYFOE FOVFF
Flow Rallo FFRCFFICFFC FFRFFIFFSHFFSL FEFFVG
User's ChOlceH
Hand HICHC HS HV
I
Currem IRCIIC IR11ISHISLISHL IRTIITITIY IE IlJ
Power JRCJIC JRJIJSHJSLJSHL JRTJITJTJYJE JVK
Time KRCKICKCKCV KRKIKSHKSLKSHLKRTKITKTKYKE KVL
Levei LRCL1CLCLCV LRLILSHLSLLSHL LRTL1TLTLYLE LWLG LVM
User's Choice
N
User's ChoieeO
User's CholeeP
Pressurel PRCPICPCPCv PRPIPSHPSLPSHLPRTPITPTPYPEPP PSV,PVVacuum
PSEPO
Pressure, PORCPOICPOCPOCV PORPOIPOSHPOSL PORTPOITPOTPOYPEPP POVOiNerenlial O
OlJanlily ORCOIC OR01OSHOSLOSHLORTOITOTOYOE OZ
R
Radiatlon RRCRICRC RRRIRSHRSLRSHLRRTRITRTRYRE RW RZS
Speedl SRCSICSCSCV SRSISSHSSLSSHLSRTSITSTSYSE SVFroqlJency T
TemperaturaTRCTICTCTCV TRTITSHTSLTSHLTRTTITTTTVTETPTW TSETVTO
Temperatura, TORCTOICTOCTOCV TORTOITOSHTOSL TORTTOITTOTTOYTETPTW TOVDit1erentlal U
Mullivarlablo URUI UYUV
V
Vibrationl VRVIVSHVSLVSHLVRTVITVTVYVE VlMaehlnery AnalysisW
WelghvForceWRCWICWCWCV WRWIWSHWSLWSHLWRTWITWTWYWE WZWO
Weighl/Foree,WORCWOICWOCwoev WORWOIWOSHWOSL WORTWOITWOTWOYWE WOZOilferenllal X
UnclasslliedY
EvenVSlalel YICYC YRYIYSHYSL YTyyYE yzPresence
Z
Positiorv ZRellCzeZCV lRZIZSHZSLZSHl ZRTZITZTzy ZE ZVDimension ZO
Gauglngl ZORCZOICzoezoe V ZORZOIZOSHZOSL ZORTZOITZOTZOYZOE ZOVOavlation
...•.
...•.C1I
Note: This lable IS nol all·inclusive .•A, alarmo lhe annuncíat1ng devlce. may be used 10 the 58mB
lashion as S. sWltch, the actualing devlce.
"The leners H and L may be omined in lhe undelined case,
Olher Posslble Comblnatlons:
FO (ReslnClion Orilice)FRK, HIK (C<JntrolSlallons)FX (Accessones)TJR (Scanning Recorder)LLH (Pilol Lighl)
PFRKOI001WKICHMS
(Rallo)(Running Time Indiealor)(Indicaling Counler)(Rale-oI-Weighl'Loss Controller)(Hand Momenlary Switeh)