Cap. 1 Sistemas de Unión
36
1 RESISTENCIA DE MATERIALES II Una estructura o una máquina, en general puede concebirse como un conjunto de parte y componentes, móviles y/o fijas, que se combinan en forma ordenada para cumplir una función dada. Estas pueden ser: salvar un claro, como en los puentes; encerrar un espacio, como sucede en los distintos tipos de edificios; o contener un empuje, como en los muros de contención, estanques o silos y también transmitir un movimiento, como en los acopladores entre una máquina motriz y una conducida o cambiar la naturaleza del movimiento, como en un mecanismo biela-manivela. Estos elementos deben cumplir con la función a que están destinados con un grado de seguridad razonable y de manera que tengan un comportamiento adecuado a las condiciones normales de servicio. Además, deben satisfacer otros requisitos, tales como mantener el costo dentro de límites económicos y satisfacer determinadas exigencias estéticas. Visto de esta forma se puede deducir la complejidad del diseño de estructuras o equipos, basta hacerse las siguientes consultas: ¿Qué es la seguridad razonable? ¿Qué requisitos deben cumplir una estructura o máquina para considerar que su comportamiento sea satisfactorio en condiciones de servicio? ¿Qué es un costo aceptable? Éstas solo son algunas de las preguntas con las que se debe enfrentar el profesional que desea diseñar. La respuesta a ellas no siempre es única. La resistencia de materiales nos ayuda a plantear soluciones solo a una parte del problema global del diseño, esto es, el dimensionamiento de los elementos constitutivos de una estructura o maquinaria, aplicando un método analítico que permita determinar el efecto de las cargas aplicadas a cada elemento. Cualquier estructura o máquina es un todo continuo, pero para fines de análisis debemos dividirlo en distintos miembros, tales como elementos de máquinas como bielas, ejes, descansos, etc, o elementos de estructuras como vigas, columnas cables, pisos, etc. Después de hacer esta división, la determinación del efecto de las cargas en cada miembro se lleva acabo calculando las acciones internas producidas por esas cargas, o sea, las fuerzas axiales, las fuerzas cortantes, los momentos flexionantes y los momentos torcionantes en cada miembro, así como las deformaciones de cada elemento de la estructura o máquina completa. 1.- Sistemas de unión. El objetivo de conocer las características constructivas de las máquinas e instalaciones es poder identificar los principales elementos que la componen y la función que desempeñan en ella para que ésta preste el servicio con seguridad para las personas y el medio y, por supuesto, se extienda su vida útil en lo previsto, para la cual fue concebida. En forma muy simple, podríamos decir que las máquinas están compuestas principalmente de mecanismos los que forman parte de ella, que pueden dividirse en dos tipos: órganos de fijación y móviles. L.A.S. L.A.S.
-
Upload
manuel-jeraldo-chirino -
Category
Documents
-
view
13 -
download
0
description
Resumen que detalla distintos tipos e unión y los esfuerzos involucrados.
Transcript of Cap. 1 Sistemas de Unión
1
RESISTENCIA DE MATERIALES II
Una estructura o una máquina, en general puede concebirse como un conjunto de
parte y componentes, móviles y/o fijas, que se combinan en forma ordenada para cumplir
una función dada. Estas pueden ser: salvar un claro, como en los puentes; encerrar un
espacio, como sucede en los distintos tipos de edificios; o contener un empuje, como en los
muros de contención, estanques o silos y también transmitir un movimiento, como en los
acopladores entre una máquina motriz y una conducida o cambiar la naturaleza del
movimiento, como en un mecanismo biela-manivela.
Estos elementos deben cumplir con la función a que están destinados con un grado
de seguridad razonable y de manera que tengan un comportamiento adecuado a las
condiciones normales de servicio. Además, deben satisfacer otros requisitos, tales como
mantener el costo dentro de límites económicos y satisfacer determinadas exigencias
estéticas.
Visto de esta forma se puede deducir la complejidad del diseño de estructuras o
equipos, basta hacerse las siguientes consultas: ¿Qué es la seguridad razonable? ¿Qué
requisitos deben cumplir una estructura o máquina para considerar que su comportamiento
sea satisfactorio en condiciones de servicio? ¿Qué es un costo aceptable?
Éstas solo son algunas de las preguntas con las que se debe enfrentar el
profesional que desea diseñar. La respuesta a ellas no siempre es única.
La resistencia de materiales nos ayuda a plantear soluciones solo a una parte del
problema global del diseño, esto es, el dimensionamiento de los elementos constitutivos de
una estructura o maquinaria, aplicando un método analítico que permita determinar el
efecto de las cargas aplicadas a cada elemento. Cualquier estructura o máquina es un todo
continuo, pero para fines de análisis debemos dividirlo en distintos miembros, tales como
elementos de máquinas como bielas, ejes, descansos, etc, o elementos de estructuras como
vigas, columnas cables, pisos, etc. Después de hacer esta división, la determinación del
efecto de las cargas en cada miembro se lleva acabo calculando las acciones internas
producidas por esas cargas, o sea, las fuerzas axiales, las fuerzas cortantes, los momentos
flexionantes y los momentos torcionantes en cada miembro, así como las deformaciones de
cada elemento de la estructura o máquina completa.
1.- Sistemas de unión.
El objetivo de conocer las características constructivas de las máquinas e
instalaciones es poder identificar los principales elementos que la componen y la función
que desempeñan en ella para que ésta preste el servicio con seguridad para las personas y el
medio y, por supuesto, se extienda su vida útil en lo previsto, para la cual fue concebida.
En forma muy simple, podríamos decir que las máquinas están compuestas principalmente
de mecanismos los que forman parte de ella, que pueden dividirse en dos tipos: órganos de
fijación y móviles.
L.A.S.
L.A.S.

2
Órganos de fijación.
Destinados a fijar, limitar o evitar el movimiento de otros órganos. Por ejemplo un
tornillo y su tuerca, el disco de empuje de una turbina, una viga de un edificio, el block del
motor, bancada de máquina herramientas, el bastidor que sostiene alineadas ambas
máquinas motor y bomba.
Órganos Móviles.
Estos están destinados a la transmisión de movimientos. Pueden solo transmitirlo,
por ejemplo el acoplamiento entre un motor eléctrico y una bomba, el rotor del motor
eléctrico, los impulsores de la bomba, o también pueden cambiar la naturaleza de este
movimiento como el caso de un movimiento de rotación a uno de traslación o viceversa,
cambio en la velocidad, etc.
Fig. 1.- Diversos elementos de unión y su forma de empleo.
En ambos tipos de órganos nos encontramos con la necesidad de tener dos o más
piezas que requieran que no exista movimiento relativo entre ellas y para tal efecto se
deberán usar elementos de unión que cumplan esta función entre los cuales podemos
encontrar pernos, tuercas, tornillos de maquinaria, tornillos opresores, remaches, retenes de
resortes, pasadores, dispositivos de aseguramiento y chavetas o cuñas.
L.A.S.
L.A.S.

3
1.1.- Esfuerzos de diseño para el dimensionamiento de pasadores, de acuerdo a
solicitaciones mecánicas y materiales según aplicaciones.
En términos simple un esfuerzo (, ) es la intensidad con la que se aplica una
carga.
Se pueden caracterizar de la siguiente manera
= F / A
= F / A
Esfuerzos normales.
: Es la intensidad de la carga F, aplicada normal a la superficie A, genera un
esfuerzo normal.
Ahora según el sentido de aplicación de la carga (fuerza) F pueden ser:
a.- Esfuerzo de compresión, mostrado en la figura 2, donde se aprecia que el
vector fuerza esta en orientación normal a la superficie afectada A y en dirección saliendo
de ésta.
Fig. 2.- Carga F normal a la superficie A y saliendo de ella genera un esfuerzo de
tracción en el elemento.
b.- Esfuerzo de tracción, mostrado en la figura 3, donde se aprecia que el vector
fuerza esta en orientación normal a la superficie afectada A y en dirección entrando a ésta.
L.A.S.
L.A.S.

4
Fig. 3.- Carga F normal a la superficie A y entrando a ella genera un esfuerzo de
compresión en el elemento.
Esfuerzo cortante.
: es la intensidad de la carga F, aplicada tangente a la superficie A, genera un
esfuerzo cortante.
Esfuerzo de corte, mostrado en la figura 4, donde se aprecia que el vector fuerza
esta en orientación tangente a la superficie afectada A .
Fig. 4.- Carga F tangente a la superficie A genera un esfuerzo de corte en el
elemento.
L.A.S.
L.A.S.

5
Resistencia.
En los materiales, la resistencia es una propiedad de ellos o de un elemento
mecánico. Esta resistencia (S) dependerá de la clase, proceso y tratamiento del material.
Para interpretar este concepto consideremos el siguiente ejemplo: una partida de
1.000 pasadores, es posible asociarle una resistencia Si al i-ésimo pasador. No obstante, el
esfuerzo ( y/o ) en este pasador es cero hasta que se monte en un dispositivo o máquina.
Una vez montado en la máquina se le aplicarán fuerzas externas al pasador las cuales
originarán esfuerzos cuya magnitud dependerán de la forma del pasador y serán
independientes del material y procesamiento con el que fue fabricado. Si se desmonta el
pasador de la máquina, sin que este hubiese sufrido daño, el esfuerzo ( y/o ) vuelve a ser
cero, pero su resistencia (Si) seguirá siendo una de las propiedades de dicho elemento.
En el diseño de elementos mecánicos es muy importante la consideración del
factor de seguridad que es un concepto que nos permite evaluar la condición de seguridad
que tendrá un elemento diseñado para trabajar en condiciones determinadas. Consideremos
un elemento mecánico cualquiera que es sometido a alguna condición que determina una
acción que designaremos como R. El término R es lo bastante genérico como para asociarlo
a una fuerza, momento de flexión o de torsión, una pendiente, una deflexión o alguna clase
de deformación o distorsión. Si R aumenta finalmente podrá llegar a ser tan grande que
cualquier pequeño aumento adicional alteraría permanentemente la capacidad del elemento
para realizar su función apropiada. Si designamos es valor último o límite de R como Ru,
entonces el factor de seguridad se define como:
n = Ru/R
Esta relación nos dice que cuando el esfuerzo ( y/o ) se hace igual a la
resistencia (S) entonces n=1 y ya no hay ninguna seguridad en la función del elemento. Es
frecuente el uso del término margen de seguridad, que se define como:
m = n - 1
Se debe tener en cuenta que la resistencia de un elemento es una propiedad que
varia estadísticamente y el esfuerzo también es variable. Esta es la razón de que, no
obstante, elegimos factores de seguridad n > 1 no excluye la falla o ruptura. Debido a esta
correlación entre el grado de peligro y el factor de seguridad n algunos autores prefieren
emplear el término “factor de diseño”.
La mayor utilidad del factor de seguridad se tiene cuando se compara el esfuerzo
con la resistencia a fin de evaluar el grado de seguridad. Hay dos factores, que
generalmente no están relacionados, pero con el factor de seguridad se incluyen en el
análisis.
L.A.S.
L.A.S.
6
a.- Cuando han de ser fabricadas muchas piezas a partir de diversas existencias de
materiales, ocurrirá una variación en la resistencia de las diferentes piezas por una variedad
de razones, como el procesamiento, el trabajo en caliente o frío y la configuración
geométrica.
b.- Cuando una pieza ha de ser ensamblada, por ejemplo en una cierta máquina y
ésta es adquirida por el usuario último, habrá una variación en la carga que experimentará
la pieza y, en consecuencia, los esfuerzos incluidos por tal acción, sobre lo cual el
fabricante y el diseñador no tienen control.
En resumen el factor de seguridad es utilizado en ingeniería de diseño para
considerar las incertidumbres que puedan ocurrir cuando las cargas reales actúen sobre un
elemento diseñado y construido.
Hay tres circunstancias en que se empleará un factor de seguridad en ingeniería.
Estos casos dependen de si un factor de seguridad se determina como una sola cantidad, o
bien, se establece como un conjunto de componentes.
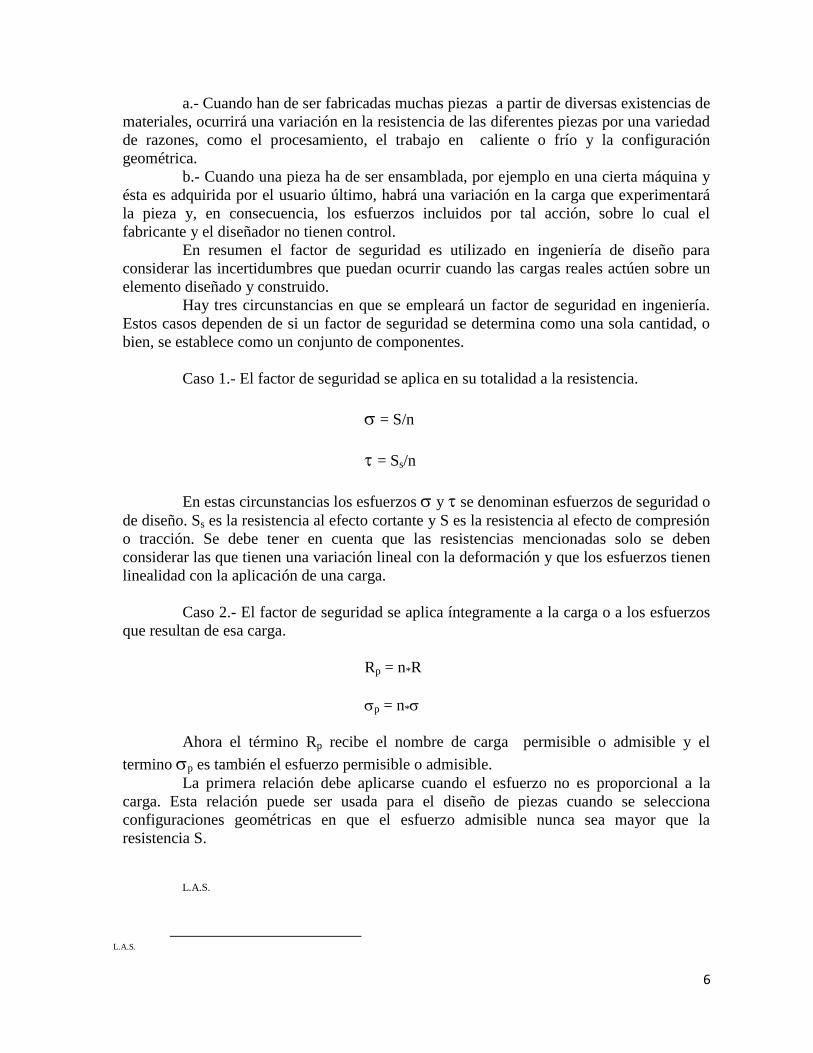
Caso 1.- El factor de seguridad se aplica en su totalidad a la resistencia.
= S/n
= Ss/n
En estas circunstancias los esfuerzos y se denominan esfuerzos de seguridad o
de diseño. Ss es la resistencia al efecto cortante y S es la resistencia al efecto de compresión
o tracción. Se debe tener en cuenta que las resistencias mencionadas solo se deben
considerar las que tienen una variación lineal con la deformación y que los esfuerzos tienen
linealidad con la aplicación de una carga.
Caso 2.- El factor de seguridad se aplica íntegramente a la carga o a los esfuerzos
que resultan de esa carga.
Rp = n*R
p = n*
Ahora el término Rp recibe el nombre de carga permisible o admisible y el
termino p es también el esfuerzo permisible o admisible.
La primera relación debe aplicarse cuando el esfuerzo no es proporcional a la
carga. Esta relación puede ser usada para el diseño de piezas cuando se selecciona
configuraciones geométricas en que el esfuerzo admisible nunca sea mayor que la
resistencia S.
L.A.S.
L.A.S.

7
Caso 3.- Un factor de seguridad total o global puede descomponerse en varios
componentes, y se utilizarán factores individuales para la resistencia y para las cargas, o
bien, para los esfuerzos producidos por esas cargas. Así entonces si hay dos de ellas, por
ejemplo, entonces el factor total de seguridad es:
n = ns*n1*n2
Donde ns tiene en cuenta todas las variaciones o incertidumbres referentes a la
resistencia, n1corresponde a toda la incertidumbre de la carga 1 y n2 corresponde a toda la
incertidumbre que concierne a la carga 2.
1.3.- Descripción de la función de los pasadores y chavetas en elementos
mecánicos, según solicitaciones mecánicas.
Estos elemento son usados normalmente para fijar piezas como engranajes,
poleas e impulsores a sus ejes, de modo que se pueda transmitir momento de torsión. Un
pasador puede tener la doble función de transmitir momento de torsión y de impedir el
movimiento axial relativo de las piezas ensambladas. Dicho movimiento también puede
evitarse con un ajuste a presión o por contracción, tornillos opresores, retenes o pasadores
de patas (chavetas). En la figura 1 se muestran diversos tipos de dispositivos y de los
métodos para emplearlos.
Fig. 5.- Chaveta de cuña con talón (a) y chaveta Woodruff (b).
L.A.S.
L.A.S.

8
En la figura 5 se aprecia que la chaveta o cuña de talón es ahusada, de modo que
una vez colocada firmemente también impide el movimiento axial relativo, pero solo es
segura en un solo sentido. Su talón o cabeza permite extraerla sin llegar al otro extremo,
pero como sobresale resulta peligrosa para elemento rotatorios. La chaveta Wooddruff es
de utilidad general y, especialmente, cuando se ha de montar una rueda contra el hombro o
escalón de un eje puesto que no se necesita hacer la ranura en la región de esfuerzo
concentrado de escalón.
Una aplicación de la chaveta Wooddruff es la que se muestra en la figura 6, donde
se aprecia dos descansos de uno de los ejes de un compresor centrífugo de tres etapas, la
chaveta es usada para fijar los descansos a la carcasa del multiplicador de velocidad del
compresor, la que es partida, para facilidad de mantenimiento.
Como practica general, se elije una chaveta cuyo tamaño sea de un cuarto del
diámetro del eje. Entonces se ajusta la longitud de la pieza, según la longitud del cubo de la
pieza montada y la resistencia requerida. A veces es necesario utilizar dos chavetas para
obtener la resistencia requerida.
Fig. 6.- Aplicación de la chaveta Woodruff para fijar un descanso a la carcasa de
un multiplicador.
L.A.S.
L.A.S.
9
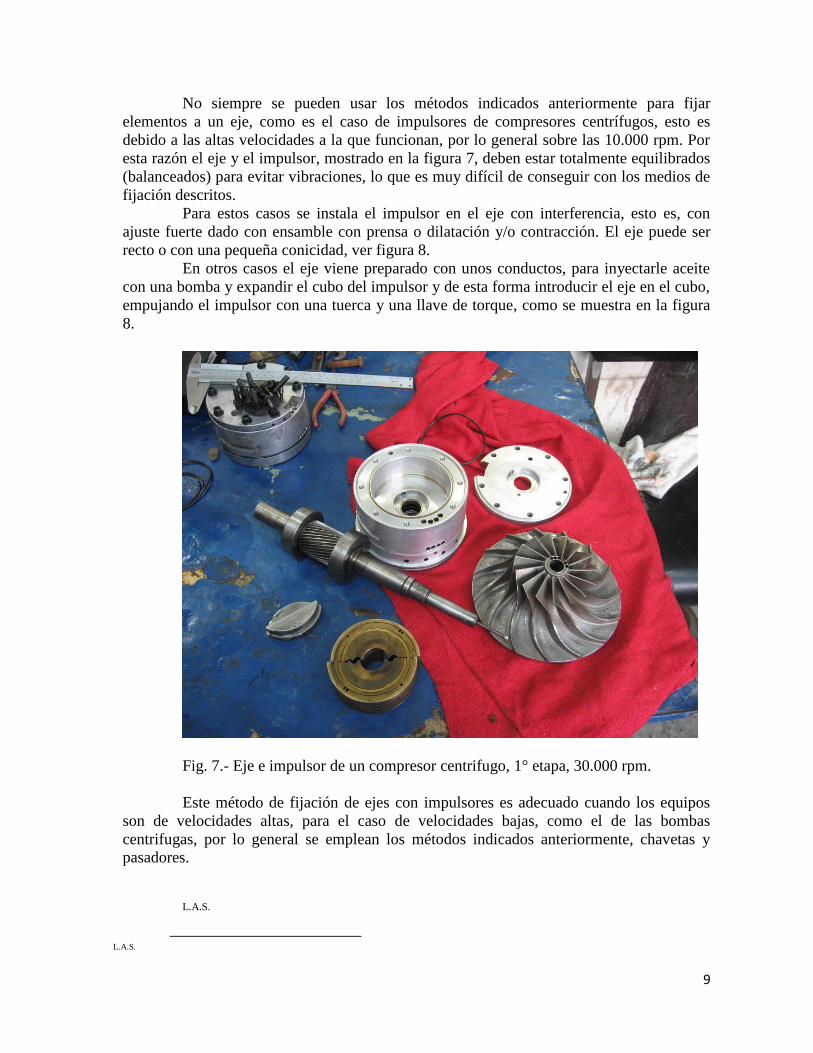
No siempre se pueden usar los métodos indicados anteriormente para fijar
elementos a un eje, como es el caso de impulsores de compresores centrífugos, esto es
debido a las altas velocidades a la que funcionan, por lo general sobre las 10.000 rpm. Por
esta razón el eje y el impulsor, mostrado en la figura 7, deben estar totalmente equilibrados
(balanceados) para evitar vibraciones, lo que es muy difícil de conseguir con los medios de
fijación descritos.
Para estos casos se instala el impulsor en el eje con interferencia, esto es, con
ajuste fuerte dado con ensamble con prensa o dilatación y/o contracción. El eje puede ser
recto o con una pequeña conicidad, ver figura 8.
En otros casos el eje viene preparado con unos conductos, para inyectarle aceite
con una bomba y expandir el cubo del impulsor y de esta forma introducir el eje en el cubo,
empujando el impulsor con una tuerca y una llave de torque, como se muestra en la figura
8.
Fig. 7.- Eje e impulsor de un compresor centrifugo, 1° etapa, 30.000 rpm.
Este método de fijación de ejes con impulsores es adecuado cuando los equipos
son de velocidades altas, para el caso de velocidades bajas, como el de las bombas
centrifugas, por lo general se emplean los métodos indicados anteriormente, chavetas y
pasadores.
L.A.S.
L.A.S.

10
Fig. 8.- Método de expansión del cubo de un impulsor para fijarlo a un eje.
1.4.- Identifica los materiales para pasadores según su aplicación.
La selección de un material en el caso de un elemento estructural o de maquinaria
es una de las decisiones que debe llevar a cabo el ingeniero de diseño.
Esta suele hacerse antes de que se determine las dimensiones de una pieza.
Después de elegir el material y el proceso, que están estrechamente relacionados, el
diseñador podrá fijar las dimensiones del elemento en estudio, de modo que los esfuerzos y
deformaciones tengan valores razonables y satisfactorios en comparación con las
propiedades relacionadas con la falla.
A pesar de la importancia del esfuerzo y la deformación de las partes mecánicas,
la selección de un material no siempre se basa en estos factores. En muchos casos se tienen
piezas que no experimentan carga alguna y deben diseñarse solo para complementar un
diseño. A menudo deben diseñarse elementos que deben resistir la corrosión. En otras
ocasiones los efectos de la temperatura son más importantes que los esfuerzos de
deformación.
Fig. 8.- Probeta típica para ensayo de tensión.
L.A.S.
L.A.S.
11
El ensayo normal a la tensión se usa para obtener una variedad de características
que se emplean en el diseño de los elementos de máquinas o estructuras. Para determinar
estas características suele emplearse una probeta, como la mostrada en la figura 8, donde
las dimensiones lo y do están calibradas.
Luego la muestra de material se monta en la máquina de ensayo y se carga
lentamente a tensión, observando a la vez los valores de carga aplicada y la deformación,
los que se van imprimiendo en el sistema de coordenadas de la figura 9 obteniéndose así
entonces la curva mostrada en ésta figura.
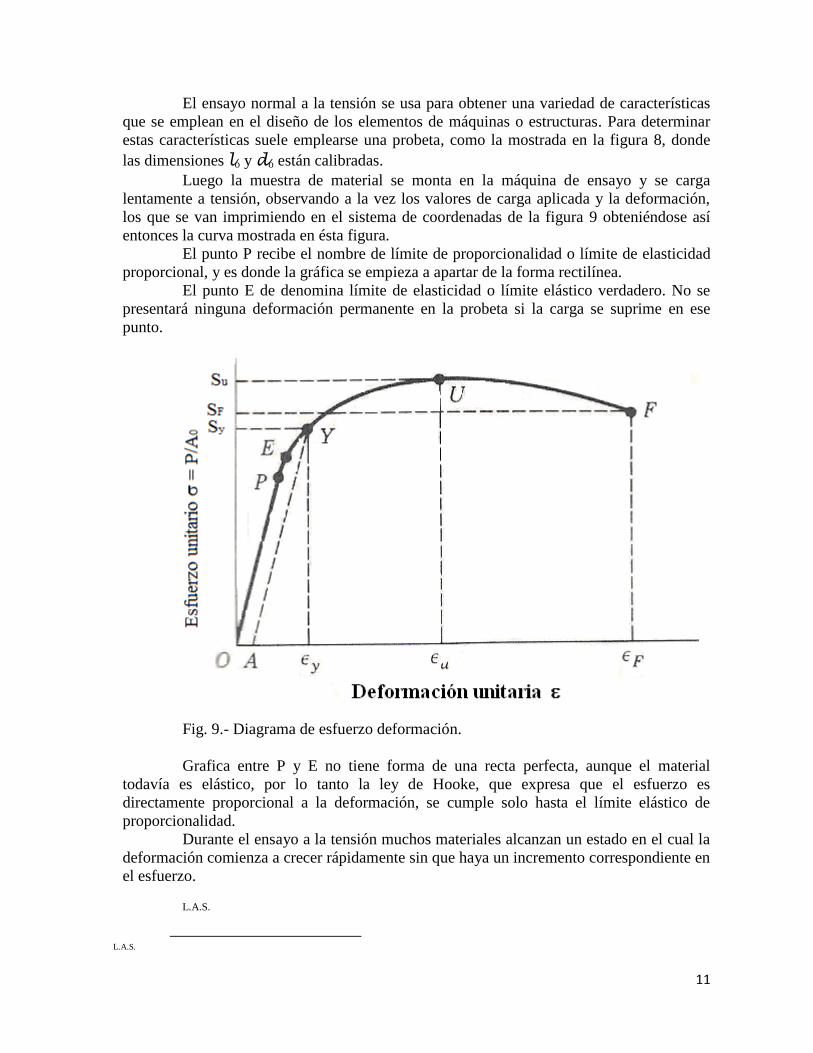
El punto P recibe el nombre de límite de proporcionalidad o límite de elasticidad
proporcional, y es donde la gráfica se empieza a apartar de la forma rectilínea.
El punto E de denomina límite de elasticidad o límite elástico verdadero. No se
presentará ninguna deformación permanente en la probeta si la carga se suprime en ese
punto.
Fig. 9.- Diagrama de esfuerzo deformación.
Grafica entre P y E no tiene forma de una recta perfecta, aunque el material
todavía es elástico, por lo tanto la ley de Hooke, que expresa que el esfuerzo es
directamente proporcional a la deformación, se cumple solo hasta el límite elástico de
proporcionalidad.
Durante el ensayo a la tensión muchos materiales alcanzan un estado en el cual la
deformación comienza a crecer rápidamente sin que haya un incremento correspondiente en
el esfuerzo.
L.A.S.
L.A.S.

12
Fig. 10.- Elemento bidimensional en estado de esfuerzo.
Tal punto recibe el nombre de límite elástico aparente, o punto de cedencia yield.
No todos los materiales presentan este punto que sea fácil de determinar. Por tal motivo se
define la resistencia a la cedencia Sy mediante el método del corrimiento paralelo, indicado
también en la figura 9. Tal esfuerzo o resistencia corresponde a un valor definido de
deformación permanente, por lo general de 0,2 a 0,5% de la longitud calibrada original.
La llamada última resistencia, a la tensión, Su o Sut corresponde al punto U y es
el valor máximo de esfuerzo que se alcanza en el diagrama esfuerzo deformación.
Algunos materiales muestran una tendencia decreciente en el esfuerzo después
llegar al punto de valor máximo.
Con este procedimiento se pueden analizar distintos tipos de materiales y los
valores se tabulan a fin de proporcionar la información de resistencia requerida para el
diseño.
1.5.- Teorías de fallas.
En general al diseñar elementos mecánicos se debe estar seguro que los esfuerzos
no sobrepasen la resistencia del material o se debe saber el esfuerzo que lo sobrepasara, en
el caso que se esté diseñando un fusible.
.- Si el material que se empleará es dúctil, entonces interesa mucho la resistencia a
la fluencia o cedencia (Sy), ya que una deformación permanente sería considerada como
falla. En este tipo de materiales la resistencia a la fluencia a la compresión (Syc) y a la
tracción (Syt) son muy parecidas.
L.A.S.
L.A.S.

13
Fig. 11.- Circulo de Mohr a) para tensión simple b) para torsión pura.
.- Los materiales quebradizos o frágiles, como los hierros colados no poseen un
punto de fluencia, por lo tanto debe utilizarse la resistencia última (Su) como criterio de
falla, no obstante debe recordarse que la resistencia última a la compresión es mucho
mayor que a la tensión.
Tabla 1.- Propiedades generales de materiales.
Los valores de las resistencias de los materiales se muestran en la tabla 1, estos
son valores generales para diferentes materiales. En la tabla 2 se indican valores de
resistencia mas específicos para aceros.
L.A.S.
L.A.S.

14
Analicemos ahora el elemento mostrado en la figura 10, en esfuerzo
bidimensional y trataremos de identificar como relacionamos un estado de esfuerzo, como
el mostrado en la figura 10, con una sola resistencia, como la de fluencia a la tensión, a fin
de lograr seguridad.
Fig. 12.- Estado de esfuerzo.
1.5.1.- Teoría del esfuerzo normal máximo.
Solo se mencionará ya que esta teoría solo tiene interés histórico, debido a su
inexactitud, puesto que sus predicciones no concuerdan con la experimentación, dando a
veces resultados inseguros.
Establece que la falla suele ocurrir siempre que el esfuerzo principal mayor sea
igual a la resistencia.
1.5.2.- Teoría del esfuerzo cortante máximo.
Ésta da siempre resultados seguros con respecto a los obtenidos en los ensayos,
por esta razón es empleada en muchos reglamentos de diseño.
Se emplea únicamente para predecir fluencia, luego es aplicable a materiales
dúctiles.
Ésta afirma que la fluencia se inicia, siempre que en un elemento mecánico, el
esfuerzo cortante máximo se vuelve igual al esfuerzo cortante máximo en una probeta a
tención, cuando ese espécimen empieza a ceder.
En la figura 11 a) se muestra el círculo de Mohr para la prueba de tención simple.
El esfuerzo cortante máximo es:
max = 1/2
max = S/2
En la figura 11 b) se muestra el círculo de Mohr para la prueba de torsión pura. El
esfuerzo cortante máximo es:
max = (1 - 3)/2 L.A.S.
L.A.S.

15
Tabla 2.- Propiedades de los aceros (HR laminado en caliente, CD estirado en
frio).
L.A.S.
L.A.S.

16
Tabla 2.- Propiedades de los aceros (continuación).
Ya que los esfuerzos principales se han considerado en el orden 1> 2 >3.
Por lo tanto la teoría del esfuerzo cortante máximo predice que la falla se producirá cuando:
max = Sy/2
(1 - 3) = Sy
Esta teoría también establece que la resistencia de fluencia al cortante está dada
por la siguiente relación:
Ssy = 0,5*Sy
1.5.3.- Teoría de la energía de distorsión.
También llamada teoría de la energía cortante o teoría de von Mises-Hencky,
también es muy conveniente para materiales dúctiles.
En la figura 12 se muestra un elemento en el que actúan esfuerzos tales que 1>
2 >3.
Se define un esfuerzo medio como:
med = (1 + 2 + 3)/3
L.A.S.
L.A.S.

17
Analizando el trabajo efectuado en una de las direcciones principales del cubo
unitario y la energía total de deformación, se obtiene el siguiente criterio:
2*Sy 2 = (1 - 2)
2 + (2 - 3)
2 + (3 - 1)
2
Este define el inicio de la fluencia, para un estado de fluencia triaxial. Si 1, 2 o
3 es cero, el estado de esfuerzo es biaxial.
Sea entonces A el mayor de los dos esfuerzos distintos de cero, y B, el menor
la ecuación anterior se reduce a:
Sy2 = A
2 -A*B + B
2
Para casos de torsión pura
B = -A
= A
Luego
Ssy = 0,577*Sy
Fig. 13.- Chaveteros
L.A.S.
L.A.S.

18
1.6.- Realiza cálculos de pasadores, según métodos de falla
Para determinar la resistencia de de una cuña o chaveta se considera que las
fuerzas se distribuyen en manera uniforme en todo el largo de la pieza. Probablemente esta
hipótesis no se verifica en toda su totalidad puesto que la rigidez torsional del eje, por lo
general será menor que la del cubo, produciendo fuerzas de gran magnitud en un extremo
de la cuña y fuerzas pequeñas en el otro.
Esta distribución puede ser aun más complicada por el efecto rigidizante de los
rallos o del alma de la parte media del cubo. Los factores geométricos de concentración del
esfuerzo correspondientes a ranuras de chavetas (chaveteros o cuñeros), cuando el eje
trabaja en flexión son 1,79 para un chavetero fresado en los extremos, como se muestra en
la figura 13.
Fig. 14.- Nomenclatura de la rosca de tornillo.
1.7.- Uniones por tornillos.
Son uno de los elemento de unión más comunes que encontramos en las máquinas
e instalaciones. Una de las ventajas de este tipo de unión es que se puede desmontar.
L.A.S.
L.A.S.
19
La denominación que se da a los sujetadores roscados depende de la función para
la que fueron hechos y no como se emplean realmente en casos específicos. Así podemos
distinguir entre un tornillo y un perno.
Tornillo.- es aquel elemento roscado cuya función primaria es quedar instalado
dentro de un agujero, también roscado, de una pieza. En este caso el tornillo debe apretarse
aplicando un par de torsión en su cabeza.
Perno.- es aquel elemento roscado diseñado para ser instalado con una tuerca. En
este caso el apriete se da aplicando el par de torsión a la tuerca.
La nomenclatura usada para las roscas de tornillo, mostradas en la figura 14, se
explica de la siguiente manera:
p: paso, es la distancia que hay entre dos hilos adyacentes, medida paralelamente
al eje de la rosca.
N: número de hilos por pulgada.
d: es el diámetro externo de la rosca.
dm: es el diámetro medio de la rosca.
dr: es el diámetro menor de la rosca.
l: avance, no indicado, es la distancia que se desplaza la tuerca paralelamente al
eje de la rosca de un tornillo, cuando se le da una vuelta.
n: es el número de filetes. En el caso de una rosca simple (de un solo filete) como
el de la figura 14 el avance es igual al paso.
2 : es el ángulo de la rosca.
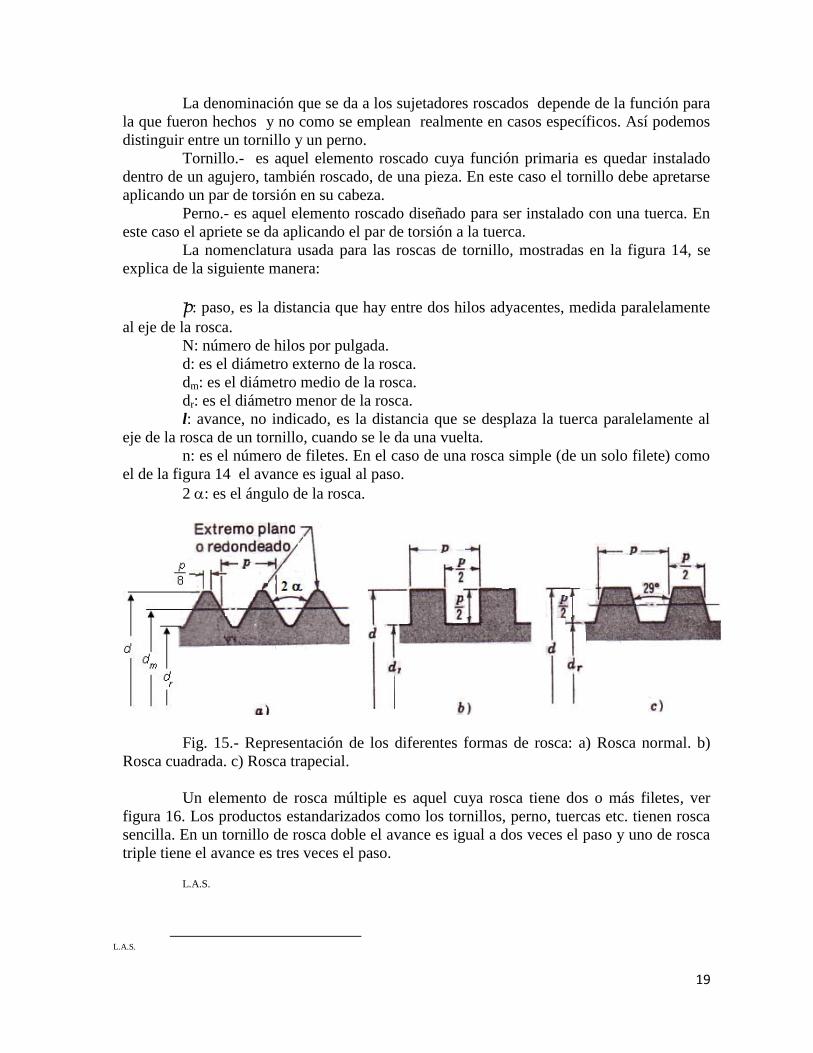
Fig. 15.- Representación de los diferentes formas de rosca: a) Rosca normal. b)
Rosca cuadrada. c) Rosca trapecial.
Un elemento de rosca múltiple es aquel cuya rosca tiene dos o más filetes, ver
figura 16. Los productos estandarizados como los tornillos, perno, tuercas etc. tienen rosca
sencilla. En un tornillo de rosca doble el avance es igual a dos veces el paso y uno de rosca
triple tiene el avance es tres veces el paso.
L.A.S.
L.A.S.

20
Todas las roscas a que se haga referencia serán de formación a la derecha a menos
que se indique otra cosa.
En la figura 15 se representa la configuración geométrica de las tres roscas
estándar, generalmente más usadas. Estas se construyen normalizadas en tres tipos: rosca
Whitworth (BS) todas las dimensiones en pulgadas, rosca American National o Unificada
(UN) todas las dimensiones en pulgadas y rosca Métrica (M) todas las dimensiones en
milímetros.
El ángulo de la rosca es de 60° para el unificado y métrico y 55° para el
Whitworth y las crestas de los hilos pueden ser planas o redondeadas.
De la figura 14 entonces se define
p = 1/N
d = dr + p
l = n * p
Fig. 16.- Representación del número de filetes de una rosca. Superior rosca de un
filete, inferior rosca de dos filetes.
Las tablas 3 y 4 son adecuadas para la especificación de piezas roscadas. El
tamaño de la rosca es definido por el paso p, en las medidas milimétricas y por el número
de hilos por pulgada n, en el sistema unificado.
En la tabla 4 se muestra que los tornillos cuyo tamaño es menor que ¼ de pulgada
de diámetro tiene designación numérica de calibre. En la segunda columna de ésta tabla se
indica que, por ejemplo, para un tornillo del N° 6 tiene un diámetro nominal de 0,1380
pulgadas. L.A.S.
L.A.S.

21
Tabla 3.- Diámetros y áreas de roscas métricas de paso fino y de paso basto (todas
las dimensiones están en milímetros).
Haciendo un gran número de pruebas de tensión de varillas roscadas se ha podido
determinar que una varilla sin roscar, cuyo diámetro es igual a la media o promedio de los
diámetros de paso y menor, tendrá la misma resistencia a la tensión que la varilla roscada.
El área transversal del elemento sin roscar se llama área de esfuerzo de tensión,
At, de la varilla roscada, en ambas tablas se listan estos valores de At.
Dos series principales de roscas del tipo Unificado son de uso común: UN y
UNR. La diferencia entre ellas es simplemente que un radio de raíz se debe utilizar en la
serie UNR. Debido a la reducción en los factores de concentración de esfuerzo, la serie
UNR tiene más altas resistencias a la fatiga. La roscas de tipo unificado se especifican
enunciando el diámetro nominal, el numero de hilos por pulgadas, y la designación de la
serie, por ejemplo: 3/8- 16 UNC (o F) o 0,375- 16 UNC (o F).
L.A.S.
L.A.S.

22
Tabla 4.- Características de roscas unificadas UNC y UNF.
Las tablas 3 y 4, donde se muestran las características de las roscas normalizadas
milimétricas y Unificada respectivamente, se construyen usando las siguientes relaciones:
dr = d - 1,226869 * p
dm = d - 0,649519 * p
Ahora, para especificar las roscas métricas se expresan el diámetro y el paso en
milímetros, en éste orden. Por lo tanto, M20 x 2,5 es una rosca que tiene un diámetro
mayor nominal de 20 mm y un paso de 2,5 mm, la letra M que precede al diámetro es el
distintivo de la designación métrica.
Las roscas mostradas en la figura 15 b y c, esto es, cuadrada y Acme son
utilizadas en tornillos para transmisión de fuerzas o potencia. Debido a que cada aplicación
de éstos tipos de roscas es especial, no se requiere que este establecida una norma o un
estándar que relacionen el diámetro con el número de hilos por pulgada.
L.A.S.
L.A.S.

23
Una variante en las roscas cuadradas es, por ejemplo, modificarla recortando el
espacio entre filetes para tener un ángulo de rosca de 10 a 15°. En el caso de las Roscas
Acme se modifica dándole formas achatadas y haciendo los dientes más cortos, con lo que
se obtiene un diámetro menor más grande y, en consecuencia, puede usarse un tornillo más
fuerte.
1.8.- Mecánica de los tornillos de fuerza.
Éstos son dispositivos usados en las maquinarias destinadas a convertir un
movimiento angular en movimiento lineal y transmitir así fuerza. Generalmente usados en
husillos o tornillos de avance de tornos y para tornillos de bancos, prensas y gatos. En la
figura 17 se muestra una aplicación de tornillos de fuerza en una prensa mecánica
accionada por un motor eléctrico. Al funcionar se aplica un par de torsión T a los extremos
superiores de los tornillos mediante un sistema de engranajes, haciendo bajar la cabeza de
la prensa y aplicándola contra la carga.
Fig. 17.- Prensa operada por tornillos de potencia.
En la figura 18 se representa un tornillo de fuerza de rosca cuadrada de un solo
filete, n=1, que tiene un diámetro medio dm, un paso p, un ángulo de hélice este ángulo
es el formado por línea perpendicular al eje de simetría del perno y el filete ; soporta una
carga axial de compresión F. Se trata de hallar la expresión matemática del par de torsión
que se requiere para levantar esa carga y la expresión correspondiente para bajarla.
L.A.S.
L.A.S.

24
Fig. 18.- Tornillos de fuerza.
Si se desarrolla el filete de la rosca del tornillo sobre un plano, como se indica en
la figura 19, esto corresponde exactamente a la longitud de una vuelta. El borde del filete
formará la hipotenusa de un triángulo rectángulo, cuya base sería la longitud de la
circunferencia correspondiente al diámetro medio de la rosca, dm, y cuya altura es el
avance, l. El ángulo , mostrado en las figuras 18 y 19 es el ángulo de hélice de la rosca.
Figura 19.- Representación del diagrama de fuerzas, a) subir, b) bajar.
La fuerza F es la suma de todas las fuerzas axiales elementales que actúan sobre
el área normal de la rosca. Entonces para elevar la carga se debe aplicar una fuerza P hacia
la derecha, en la figura 19 a); para bajarla se debe aplicar esta fuerza P hacia la izquierda,
en la figura 19 b).
La fuerza de fricción o rozamiento es igual al producto del coeficiente de fricción
por la fuerza normal N y se manifiesta cuando se aplica la fuerza P, oponiéndose al
movimiento.
L.A.S.
L.A.S.

25
El sistema está en equilibrio bajo la acción de éstas fuerzas. Entonces, para elevar
la carga se tiene:
FH = 0
P - N*cos - N*sen = 0
N = P/(sen+ cos)
FV = 0
N*cos - F - N*sen = 0
N = F /(cos - sen)
Igualando las ecuaciones obtenidas con las sumatorias de fuerzas horizontales y
verticales, se tiene:
P = F(sencos)/(cos - *sen
Multiplicando esta expresión por (1/cos)/(1/cos) se tiene
P = F*(tg)/( - *tg
Pero de la figura 19 a) de tiene
tg = l/(*dm)
Reemplazando se tiene
P = F*(l/(*dm) )/(1 - *l/(*dm
P = F*[(1/*dm)*(l *dm)]/ [(1/*dm)*(*dm - *l
P = F*(l *dm)/(*dm - *l
Si se observa la figura 18 y 19 se puede calcular el momento de torsión T como
T = P*(dm/2)
L.A.S.
L.A.S.

26
Luego, el par o momento de torsión para subir la carga y vencer el rozamiento
será:
T = F *(dm/2) *(l *dm)/(*dm - *l
Trabajando de la misma manera en la figura 19 b) obtendremos el par o momento
de torsión para bajar la carga y vencer el roce:
T = F*(dm/2)*(*dm - l)/(*dm + *l
Este es el momento requerido para vencer parte de la fricción producida al bajar
la carga. En casos específicos, donde el avance es grande o la fricción es baja sucederá que
la carga baja por si sola, haciendo que el tornillo gire sin ninguna acción externa. En estos
casos el par de torsión T de la ecuación anterior es cero o negativa.
Por el contrario, cuando se obtiene un momento positivo se dice que el tornillo es
autoasegurante.
La condición para que el tornillo sea autoasegurante es:
*dml
Multiplicando esta desigualdad por 1/*dm se tiene
l / *dm
Reemplazando en ésta la ecuación: tg = l/(*dm)
tg
Esta desigualdad establece que el autoaseguramiento se obtiene siempre que el
coeficiente de fricción de la rosca sea mayor que la tangente del ángulo de hélice.
Una expresión de la eficiencia se puede obtener para evaluar los tornillos de
potencia, a partir de la condición cuando no hay roce, esto es:
= 0
Entonces el momento de torsión es:
T0 = F* l / 2*
Este momento de torsión es solo para elevar la carga ya que se elimino el roce. Se
define entonces la eficiencia del tornillo como:
e = T0 / T L.A.S.
L.A.S.

27
e = (F*l)/( 2*
Figura 20.- Casos en que se aumenta la fuerza normal.
El desarrollo de las ecuaciones anteriores se realizo para tornillo de rosca
cuadrada donde las cargas normales son paralelas al eje de simetría del tornillo. Hay dos
casos donde se deben considerar un aumento de la fuerza normal.
El primero es cuando se usa una rosca que no es cuadrada, esto es, roscas Acme y
Unificadas donde la carga normal queda inclinada con respecto al eje, debido al ángulo de
la misma, 2, y al ángulo de la hélice, . Como los ángulos de hélices son pequeños, esta
inclinación puede despreciarse y considerar solo el efecto del ángulo de la rosca, como se
muestra en la figura 20 a). El efecto del ángulo es aumentar la fuerza de fricción debido a
la acción de cuña de los hilos. Luego los términos en que interviene la fricción en la
ecuación 6 deben dividirse entre cos. Luego para subir la carga o para apretar un tornillo
o un perno, se tiene:
T = (F*dm/2)*[(l +*dm*sec)/(*dm - *l*sec
Cuando se usa ésta expresión se debe tener en cuenta que se ha despreciado el
efecto del ángulo de la hélice, por lo tanto es una aproximación. En el caso de tornillos de
fuerza, la rosca Acme no es tan eficiente como la rosca cuadrada debido al rozamiento
extra ocasionado por la acción de cuña, no obstante, se prefiere por la facilidad de
fabricación a maquina y además permite el empleo de una tuerca partida que sirve para
compensar el desgaste.
El segundo caso a considerar, de aumento de la carga normal, es cuando se debe
considerar que hay que aplicar una tercera componente de torsión en las aplicaciones del
tornillo de potencia. Cuando el tornillo se carga axialmente, para evitar el desplazamiento
de éste, se debe emplear un cojinete de empuje o de collarín entre los elementos
estacionarios y rotatorios a fin de soportar la componente axial. L.A.S.
L.A.S.

28
En la figura 20 b) y c) se muestra una disposición típica de éste tipo, en el que se
supone que la carga esta concentrada en el diámetro medio dc. Si el coeficiente de rose
entre el collarín y la estacionaria es c, el par de torsión requerido se calcula a partir de la
figura 20 b) y 20 c), se tiene:
T = fr*dc/2 + fr*dc/2
Pero la fuerza de roce es:
fr = c*F/2
Reemplazando en la anterior se tiene
T = c*F *dc/2
Figura 21.- Casos en que el perno no está totalmente dentro de la tuerca.
1.8.1.- Esfuerzos en la rosca.
En la figura 20 se aprecia que se transmite una fuerza F a una tuerca a través de
un tornillo de rosca cuadrada. Se pueden determinar los esfuerzos producidos en la rosca
del la tuerca y en la rosca del tornillo, los cuales podrán ocasionar la falla en ellos.
L.A.S.
L.A.S.

29
1.8.1.1.- Esfuerzo de corte.
Suponiendo que la carga esta distribuida uniformemente a lo largo de la longitud h,
que puede ser la altura de la tuerca como se muestra en la figura 20 cuando el tornillo la
atraviesa completamente, o parte de ella como se muestra en la figura 21, en general
corresponde a la longitud de tornillo y tuerca que tienen sus hilos en contacto; y que los
hilos de la rosca del tornillo fallaran por esfuerzo cortante sobre el diámetro menor,
entonces el esfuerzo cortante medio en la rosca se calcula como sigue. Se determina el área
sometida a esfuerzo; el diámetro donde se manifiesta el esfuerzo de corte en el tornillo es el
diámetro menor dr. Para una rosca cuadrada, la longitud efectiva del tornillo, sometido al
esfuerzo de corte es h/2, por lo tanto el área afectada por el esfuerzo será: A = *dr*(h/2)
Luego el esfuerzo de corte en el tornillo es:
= F/A
= 2*F/*dr*h
Los hilos de la tuerca estarán sometidos a un esfuerzo de corte en su diámetro
mayor, esto es
= 2*F/*d*h
Se debe tener en cuenta que estos son esfuerzos medios debido a la suposición de
que las roscas comparten equitativamente las cargas. Existen muchos casos en los que ésta
suposición es errónea, por lo tanto, deben utilizarse factores grandes de seguridad, mayores
que 2, cuando las dos ecuaciones anteriores son usadas para diseño.
1.8.1.2.- Esfuerzo de compresión.
Para el esfuerzo de compresión también se ha supuesto que la carga esta
distribuida uniformemente sobre la cara de las roscas. En este caso el área afectada para una
rosca es
A = *(d2 –d
2r)/4
De la figura 18 se puede concluir que el área total afectada por el esfuerzo de
compresión en el ancho h de la tuerca es
At = A*(h/p)
L.A.S.
L.A.S.

30
Por lo tanto el esfuerzo de compresión al que están sometidas las roscas en todo el
ancho de la tuerca es
= -F/At
= - 4*F*p/(h**(d2 –d
2r))
En este caso también hay que tener en cuenta que se ha desarrollado la última
ecuación en base a la suposición de carga distribuida uniformemente, esto indica que no se
ha tomado en cuenta la flexión en las roscas, por lo tanto también hay que emplear un
coeficiente de seguridad mayor que 2.
En la tabla 5 y 6 se muestran diferentes calidades de pernos, identificadas con un
grado que corresponde a una determinada resistencia. Usualmente se identificas los grados
de los pernos con una figura estampada en la cabeza de éstos, que también se indica en esta
tabla en la última columna.
Tabla 5.- Especificaciones y marcas de identificación para pernos y tornillos y
espárragos.
L.A.S.
L.A.S.

31
Tabla 5.- Esfuerzos permitidos en pernos dados por un fabricante.
L.A.S.
L.A.S.

32
1.9.- Uniones por soldadura.
A continuación se describe algunos tipos de soldadura.
La soldadura, autógena, es principalmente la unión entre dos o más piezas de
metal, llamada metal base, mediante la aplicación de calor, ocasionando una consolidación
local del metal de las piezas. El método más común de soldar miembros que resisten carga
implica fusión, derretimiento del metal, aplicando el calor de maneras diferentes; en la
soldadura por fusión, no se aplica presión entre las piezas.
Figura 22.- Soldadura al arco.
Las soldaduras por arco, gas y termita se clasifican como soldadura por fusión. El
método que mas se utiliza es el de soldadura por arco, consiste en derretimiento local,
progresivo y fluyente de los bordes adyacentes de las partes de metal base causada por las
altas temperaturas causada por un arco eléctrico que salta entre un electrodo o varilla de
metal y del metal base, figura 22. El material de soldadura en forma de varilla o electrodo
se funde junto a los metales bases adyacentes y al enfriarse se solidifica, uniendo así las
dos o más piezas como un material continuo.
Las dos clases principales de soldadura son con filete, o cordón, y a tope. Estos
dos tipos con los nombres de las diferentes partes de las soldaduras se representan en las
figura 23. Se debe advertir que la figura 23 es solo esquemática y son algo erróneos en
cuanto a las líneas de deslinde entre el metal base y el metal de soldadura depositado,
porque, como ya se dijo, en una junta satisfactoriamente soldada, el último consiste en una
capa metálica casi uniforme desde el metal base de un miembro al otro. Las áreas rayadas
indican la profundidad de fusión del material de soldadura con el metal base.
Un miembro como una junta soldada puede llenar su función de resistencia a
carga satisfactoriamente hasta que se alcance su carga máxima, aún cuando sea parte de una
estructura que deba comportarse elásticamente o tener deformaciones inelásticas pequeñas.
L.A.S.
L.A.S.

33
Fig. 23.- Diferentes tipos de uniones soldadas.
Este hecho surge de la condición de que tales juntas, por lo común, pueden ceder
relativamente poco en relación con los miembros primarios que ellas unen en la estructura,
debido a que solo una pequeña cantidad del material de la junta puede ceder (deformación
inelástica) a medida que la cedencia se esparce sobre las áreas con mayor esfuerzo cuando
la carga se aumenta desde su límite de elasticidad, en que se empieza la cedencia hasta la
carga máxima de la junta. Esto quiere decir, la deformación ineléstica empieza como
cedencia local y permanece principalmente localizada hasta que ocurre la ruptura o fractura
y, por tanto, influye muy poco en la deformación de los miembros primarios unidos por la
junta. Así la capacidad de resistencia de carga de tal junta se considera corrientemente que
es la carga máxima para la junta.
Para ilustrar la idea antes mencionada, se supondrá que se desea hallar la caga
máxima para la soldadura de filete que se representa en la figura 24 y 25.
1.9.1.- Carga de plasticidad completa en juntas soldadas.
Suponiendo que las dos placas de metal dúctil de la figura 24 a que están unidas
por soldaduras de filetes longitudinales están cargadas, como se indica, por la carga estática
central y directa P. Se quiere determinar la carga de plasticidad completa, Pp para esta junta.
Supongamos que los planos nn corten los filetes de soldadura según la sección
en que pase por la parte más angosta de cada soldadura y que la barra superior y la mitad
superior de cada soldadura se quiten, como se muestra en la figura 24b. El esfuerzo cortante
significativo se considera que se representa en la sección angosta. L.A.S.
L.A.S.

34
La carga P se trasmite a través de las secciones angostas por las fuerzas cortantes
de resistencia, como se muestra en la figura 24b. Los esfuerzos cortantes elásticos que
acompañan a esta carga no están uniformemente distribuidos sobre la longitud de la parte
angosta de la soldadura.
Este hecho se manifiesta por las ordenadas de la curva de la figura 24b en el plano
nn, donde la ordenada es la magnitud del esfuerzo cortante sobre el área angosta. En los
extremos de la soldadura, el esfuerzo cortante elástico, o de deformación elástica, tiene su
valor máximo y mucho mayor que la mitad de su longitud. Cuando el primer esfuerzo
cortante elástico máximo llegue al valor del punto de fluencia de cortadura y, la carga
correspondiente Py en la junta se llama carga límite de elasticidad. Pero como ya se indico
esta carga no representa la capacidad para soportar carga de la junta.
Fig. 24.- Cargas elásticas para una soldadura de filete.
Valor de la carga de plasticidad completa. Si la carga en la junta se incrementa
hasta un valor mayor que Py, el esfuerzo cortante en los extremos de la soldadura sólo
aumentará ligeramente, porque, en el punto de cedencia o fluencia de los metales usados
para tales soldaduras, los esfuerzos no crecen mucho cuando aparecen deformaciones
inelásticas adicionales, como se explico antes.
L.A.S.
L.A.S.

35
Pero en la mitad de la longitud de la soldadura, los esfuerzos cortantes elásticos
que están muy por debajo de del esfuerzo de punto de fluencia, y, continuará aumentando,
en soldaduras de longitud moderada, hasta que la distribución sea casi uniforme y
aproximadamente igual al valor de y, como se muestra en la figura 25a.
Cuando se logra esta distribución, la carga se llama de plasticidad completa y se
designa por Pp. Bajo estas condiciones, el esfuerzo cortante sobre la longitud total de la
longitud total de la soldadura se acerca a y, por tanto, podemos suponer que el esfuerzo
medio, med, es aproximadamente igual a y. La fuerza total de resistencia a la cortadura es,
por tanto, es
Pp = 2*at*y
Donde
at es el área angosta, (área de la sección en la parte angosta de uno de los filetes de
soldadura).
Hay que tener presente que Pp no representa la capacidad de la junta para soportar
carga.
Fig. 25.- Carga de plasticidad completa para una soldadura de filete.
L.A.S.
L.A.S.

36
1.9.2.- Carga máxima en soldadura de filete.
La carga máxima o de ruptura para la junta soldada de la figura 24a será, por lo
general mayor que la carga de plasticidad completa, debido a los incrementos del esfuerzo
de resistencia a la cortadura causada por el endurecimiento por deformación del metal en
las mayores deformaciones inelásticas que se producen antes de la ruptura. Puede
demostrarse de la misma manera que en el párrafo anterior, que la distribución de los
esfuerzos cortantes sobre la sección angosta de la soldadura que aparece justamente antes
de la ruptura de la junta, es aproximadamente la indicada en las ordenadas de la curva de la
figura 25b. El esfuerzo medio med, representado por esta curva de distribución es
aproximadamente igual a la resistencia máxima a la cortadura. Por lo tanto, la fuerza
máxima de resistencia a la cortadura es casi igual a:
Pu = 2*at*u
L.A.S.
L.A.S.