標題:理學院科學學士學位學程班97學年度校內招生公告 · Web view國立交通大學跨領域雙學位「理學院科學學士學位學程」 10. 6. 學年度校內.

i
工學碩士學位 請求論文
ARENA를 이용한 유연성 회로 기판
생산공정 개선에 관한 연구
A Study of Flexible Printed Circuit Board Process Capability Improvement
Using ARENA 3.5 of Computer Simulation
2001 年 2 月
仁荷大學校 産業大學院
産 業 工 學 科
朴 炳 宣
工學碩士學位 請求論文

ii
ARENA를 이용한 유연성 회로 기판
생산공정 개선에 관한 연구
A Study of Flexible Printed Circuit Board Process Capability Improvement
Using ARENA 3.5 of Computer Simulation
2001 年 2 月
指導敎授 李 弘 喜
이 論文을 碩士學位 論文으로 提出함
仁荷大學校 産業大學院
産 業 工 學 科
朴 炳 宣
이 論文을 朴炳宣의 碩士學位 論文으로 認定함

iii
2001 年 2 月 日
主 審 ____________________________
副 審 ____________________________
委 員 ____________________________
요 약
본 연구는 Flexible Printed Circuit(FPC)를 생산하고 있는 SY 사의 합

iv
리적인 생산 시스템을 구현하는 것을 목적으로 하고 있다.
현재의 다품종 소량 생산 시스템을 모델링하고 시뮬레이션 실행결
과를 토대로 각 공정에서의 정체시간을 도출하여 보았으며, 이러한
정체시간을 바탕으로 다품종의 제품 투입 시 가장 효율적인 투입시
기 결정으로 인해 공정간의 유휴시간을 최소화하는 대안을 찾고자
하였으며, 생산량 대비 비용 분석을 통하여 합리적이며 효율적인
대안을 찾고자 하였다.
본 연구에서는 시뮬레이션 전용 언어인 ARENA 를 이용해 모델링
하였고 결과치는 대안별 생산량의 증감을 사용하여 결과치를 얻었
다.
소형화, 정밀화 되어가는 회로기판의 생산업체에 본 시뮬레이션
모델을 사용함으로써 생산 시스템의 개선, 생산성 향상 및 작업분
석을 통해 효율적인 생산 시스템의 구축 및 관리가 과학적이고 합
리적으로 이루어질 것으로 기대된다.
목 차

v
요 약 ----------------------------------iv
목 차 ----------------------------------v
1. 서론 --------------------------------1
1.1 연구의 목적 --------------------------1
1.2 연구의 방법 및 구성 --------------------1
2. 이론적 고찰 --------------------------3
2.1 시뮬레이션의 정의 ---------------------3
2.2 시스템의 정의 ------------------------3
2.3 모델의 정의 --------------------------4
2.4 시뮬레이션의 종류 ---------------------5
2.5 시뮬레이션의 분석방법론 ----------------8
2.6 ARENA의 개념 및 특성 -----------------10
2.7 네트워크 관리 기법 --------------------11
3. 사례회사의 해법 응용 -------------------12
3.1 회사소개 및 현황 ----------------------12
3.2 FPCB 의 생산 공정 ---------------------14
3.3 생산공정의 작업시간 --------------------16
3.4 시뮬레이션 모델링 ----------------------23
4. 시뮬레이션 모델의 결과 분석 -------------24
4.1 개선방안 ----------------------------24
4.2 현시스템의 생산량의 비교생산량의 비교------24
4.3 대안의 시뮬레이션 결과------------------25
4.4 시뮬레이션 모델의 타당성 검토-----------27

vi
4.5 생산량의 비교------------------------28
5. 결론 --------------------------------29
참 고 문 헌 -----------------------------30
부 록 ----------------------------------31
MODEL Frame ---------------------------31
EXPERIMENT Frame -----------------------37
1. 서 론
1.1 연구목적
소비자의 다양한 요구에 적합한 생산방식의 일종인 다품종소량

vii
생산방식에서 생산라인의 유연성은 생산일정계획 및 납기영역에
매우 중요한 부분으로 변해가고 있다. 특히 중소기업의 제조라인
은 계획화 된 모듈이 아니기 때문에 오늘날 급변하는 소비자의
기호변화에 대한 제품의 경쟁력을 강화하기위해 공정의 배치, 공
정진행순서, 최적투입 LOT 수량 및 준비비용을 최소화하여 생산성
을 높이는 것이 매우 중요하다.
생산성은 단위시간당 투입된 노동량, 투입설비, 직간접비용및 투
입 총자원에 대한 산출량으로 제조라인의 능률을 평가하고 있으며,
본 연구의 대상 업체인 SY 사와 같은 중소기업에서는 SYSTEM 의
구축이 미비한 가운데 1970 년대의 생산방식과 현시대의 요구수용
이라는 이중적인 문제를 노동성만으로 해결하고 있다.
이로써 투입된 노동량보다는 공정의 진행순서에 따른 병목현상
을 파악하여 생산일정 및 직간접비용의 절감을 꾀하기 위해
ARENA 시뮬레이션을 사용하여 최적 해를 찾아보고자 하였다.
1.2 연구방법 및 구성
본 연구에서는 월간 투입제품,투입수량,공정별 불량수량,출고수량
을 과거 자료를 가지고 제품별 월평균 생산량을 산출하였으며, 각
공정별 소요시간은 표준시간 관측 법을 사용하여 실측치의 평균을
사용하였다.
외주가공의 경우에는 소요시일을 소요시간으로 사용하였으며, 제
품별 공정경로를 지정하였으며, 우선순위를 두어 공정의 정체시간
을 최소화하고자 하였다.
본 연구에서 사용하는 컴퓨터 시뮬레이션 프로그램은 ARENA 3.1
를 사용하였으며, 30 일 기준으로 현재의 작업방법,시간과 주간과 잔
업 3 시간만 두었을 때의 병목현상을 관찰하여 네트워크를 사용하
여 생산일정계획을 수정하면서 작업을 진행하였다.

viii
2. 이론적 고찰
2.1 시뮬레이션의 정의
동사 simulate 의 사전적 정의는 “ … ..의 외형이나 특성을 본 뜨
거나 소유하는 것”으로 되어 있다. 성공적인 시뮬레이션의 핵심

ix
은 “외형이나 특성”이 아니고 시뮬레이션 모델의 운용 및 행태라
볼 수 있다. 이러한 관점에서 시뮬레이션을 정의하면 다음과 같
다.
“실제 시스템의 수리적 혹은 논리적인 모델을 설계해서 실제
시스템의 행태를 기술하고, 설명하고, 예측하기 위해 개발된 컴퓨
터 모델을 사용하여 실험을 수행하는 과정이다.
상기의 정의는 몇 가지 중요한 의미를 내포하고 있다. 첫째로
수리적 혹은 논리적인 모델이 요구된다는 점이다. “훌륭한” 모델
을 개발할 수 있는 능력이야말로 시뮬레이션 분석의 성공의 기본
이다. 두 번째는 그 모델을 효율적이고 효과적인 컴퓨터 프로그
램으로 표현할 수 있어야 한다. 또한 특성상 시뮬레이션 모델은
기술적(DESCRIPTIVE)이기 때문에 유용한 결과를 얻기 위해서는
잘 고안된 실험과정을 사용하여야 한다. 마지막으로 시뮬레이션
의 궁극적 목적은 시스템의 행태를 예측해서 의사결정자가 대안
평가를 하는데 지원하는 것이다.
2.2 시스템의 정의
시스템이란 존재하는 물체들, 즉 하나의 합리적인 목적을 성취
하기 위해 함께 활동하고 서로에게 영향을 미치는 인간이나 기계
의 집합으로 정의된다.(Schmldt And Taylor)
시스템은 그 특성에 따라 두 가지 서로 다른 형태, 즉 이산형
시스템(Discrete System)과 연속형 시스템(Continuous System)을 갖게
된다.
먼저 이산형 시스템이란 상태변수가 시간적으로 항상 셀 수 있
는 시점에서만 변화하는 시스템을 의미한다. 은행이 이산형 시스
템의 좋은 예가 되는데 그 이유는 상태변수 즉 창구직원의 수나
기다리는 고객의 수는 항상 고객이 새로 도착하거나 이미 도착한
고객이 서비스를 받고 떠나게 될 때 그 값이 변하게 되기 때문이
다.
연속형 시스템이란 상태변수의 값이 시간에 따라 계속적으로

x
변하는 시스템을 말한다. 하늘을 향해 날아가는 비행기는 연속형
시스템의 좋은 예가 될 수 있는데 그 이유는 비행기의 속도나 위
치 등과 같은 상태변수의 값은 시간에 따라 계속적으로 변하기
때문이다. 실제에 있어서는 한 시스템이 전적으로 이산형이거나
연속형인 경우에는 매우 드물다. 그러나 상태변수의 값이 이산형
과 연속형 중 어느 쪽으로 기울여졌는가에 따라 이산형 또는 연
속형이라고 정의할 수 있다.
2.3 모델의 정의
1) 정의
모델링의 영역은 시뮬레이션의 성공여부에 가장 중요한 역
할을 보이고 있다. 모델은 실제시스템의 필수적인 사항만을
포함하게 된다. 시스템 행태에 크게 기여하지 않는 부분들은
시스템의 입.출력간의 관계만을 모호하게 만들기 때문에 과
감히 제거해야 한다. 여기에서 모델의 현실성(Realism)문제가
제기된다. 그것은 모델의 목표에 따라 달라지게 된다. 모델은
진위의 문제가 아니고 의도하는 분석 목적에 유용한가 혹은
적합한가의 문제이다.
모델은 크게 아이콘 모델, 상자(Analog)모델, 상징(Symbolic)
모델로 구분된다. 아이콘 모델은 지구나 태양계 행성의 모델
같이 실제 시스템을 물리적으로 본 뜬 것이다. 상자모델은
파이프에서 물의 흐름이 전선에서 전류의 흐름을 본뜬 것처
럼 행태면에서 실제 시스템을 모방한 것이다. 상징 모델은
실제 시스템과 물리적 혹은 유사한 관계성이 없고 논리적인
관계를 갖는다. 상징모델은 직관적인 것에서부터 언어적인
것, 논리적인 것, 수리적인 것 등이 있다. 시뮬레이션 모델은
컴퓨터에서 실행되기 때문에 논리적인 수준의 상징 모델이라
볼 수 있다.
2) 기능
어떤 물체나 시스템 또는 개념을 모델을 이용해 표현하려

xi
는 생각은 매우 일반적인 것으로 모델이 성취하고자 하는 모
든 기능을 분류하는 것은 쉽지 않다.
모델을 이용하는 목적에 따라 서술하면 다음과 같다.
- 개념에 대한 이해를 쉽게 하기 위해
- 의사소통을 쉽게 하기 위해
- 훈련과 교육을 목적으로
- 예측을 하기 위한 도구로
- 실험하는 것을 돕기 위해
어떤 개념을 이해하는 수단으로서 모델의 유용성은 분명한
것이다. 모델은 불분명한 개념을 체계화 시키고 모순되는 것
을 검출하는 방법에 도움을 줄 수 있다.
2.4 시뮬레이션의 종류
1) 이산사건 시뮬레이션
이산적 시뮬레이션은 종속변수의 값이 시뮬레이션을 진행
되는 시간의 특정한 시점에서만 이산적으로 변하게 될 때 발
생한다. 이러한 이산적 모델에서 시간을 가리키는 독립변수
는 종속변수의 값이 시뮬레이션 분석이 진행되는 시간 중 특
정한 시점에서만 변하는가 아니면 어느 시점이던 상관하지
않고 존속변수의 값이 변할 수 있는가에 따라 이산적 혹은
연속적 변수가 된다.
일반적으로 이산적 모델에 있어 존속변수의 값은 고객이
도착하거나 떠난 시간을 의미하는 사건이 발생한 후 또 다른
사건이 발생할 때까지의 사이시간동안에는 변하지 않는다.
이산적 시뮬레이션 모델에서 종속변수의 값이 변하는 모습을
그래프로 표시하면 다음과 같다. 종 속 변 수 의 값

xii
시 간 그림 1. 이산적 시뮬레이션에서 종속변수 값의 변화
2) 연속형 시뮬레이션
연속 시뮬레이션에서 모델의 종속변수는 시뮬레이션 시간
동안 계속해서 그 값이 변화할 수 있다. 계속적 모델은 존속
변수의 값이 시뮬레이션이 진행되는 시간 중 어느 시점에서
든지 종속변수의 값을 읽을 수 있는가에 따라 시간 개념상
이산적이다 혹은 연속적이다 라고 할 수 있다. 연속형 시뮬
레이션 모델에서 존속변수 값의 변화를 그래프로 표시하면
다음과 같다. 종 속 변 수 의 값 시간
그림 2. 연속적 시뮬레이션에서 종속 변수 값의 변화
3) 이산-연속 혼합형 시뮬레이션
현재 세계의 어떤 시스템들은 완전히 이산적인 것도 아니
고 연속적인 것도 아니다. 종종 양쪽 측면에 관련된 모델을
구성할 필요성이 발생한다. 이러한 시뮬레이션을 이산-연속
혼합형 시뮬레이션(combined discrete-continuous simulation)이라
한다. 이산적으로 변화하고 연속으로 변화하는 상태 변수들

xiii
사이에서 일어날 수 있는 3 가지 형태의 기본적인 상호작용
(interaction)을 다음과 같이 기술할 수 있다.
- 이산사건(discrete event)은 연속상태변수의 값을 이산적으로
변화시킬 수도 있다.
- 이산사건은 어떤 특정시점에서 연속상태변수를 변화시키는
요인을 발생시킬 수도 있다.
- 임계 값(critical value)에 도달하는 연속상태변수는 이 때 이
산사건을 파생시킬 수도 있다.
혼합형의 시뮬레이션 모델에서 종속변수 값의 변화를 그래
프로 나타내면 다음과 같다. 종 속 변 수 의 값 시 간 그림 3. 혼합형 시뮬레이션에서 종속변수 값의 변화
4) 몬테카를로 시뮬레이션
몬테카를로 시뮬레이션은 균일분포 U(0,1) 확률변수를 사용
하여 시간의 경과가 중요하지 않은 확률적 또는 확정적 문제
들을 해결하기 위해 사용된다. 그러므로 몬테카를로 시뮬레
이션은 동적(Dynamic)이라기 보다는 정적(Static)이다.
어떤 저자들은 확률변수를 포함하는 모든 시뮬레이션을 몬
테카를로 시뮬레이션이라고 정의하기도 한다.

xiv
몬테카를로 시뮬레이션이라는 이름은 2 차 세계대전 중에
기원 된 것으로 이방식은 원자탄의 개발에 관련된 문제들에
적용되었다. 몬테카를로 시뮬레이션은 해석적으로 다룰 수
없는 통계학적 문제들을 푸는데 사용된다.
예를 들면 임계 값(critical value)이나 새로운 가설의 검정력
을 추정하기 위해 적용되어 왔다.
2.5 시뮬레이션의 분석 방법론
1) 시뮬레이션의 장단점
(1)시뮬레이션의 장점
- 직접적인 실험으로 인한 시스템의 운용 방해를 막을 수
있다.
- 여러 번의 실험이 반복될 때 시간과 비용이 절감된다.
- 여러 가지 대안을 쉽게 실험할 수 있다.
- 수학적 공식을 이용하여 주어진 문제를 완벽하게 구성
할 수 없을 때 쉽게 적용할 수 있다.
- 시뮬레이션을 통한 교육이나 훈련이 가능하다.
(2)시뮬레이션의 단점
- 효과적인 시뮬레이션 모형의 개발에는 많은 경험과 노
력이 필요하다.
- 시뮬레이션에 내재된 여러 가지 문제들을 올바르게 해결
하지 않으면 잘못된 결과를 야기시킬 수도 있다.
2) 시뮬레이션의 응용절차
시뮬레이션은 기술적 모델링 기법이다. 그래서 시뮬레이
션은 선형계획법과 같은 최적화 모델의 필수 요소인 문제
형성 및 해법단계를 명백하게 제시하지 못한다. 따라서 시

xv
뮬레이션을 응용해서 성공적인 결과를 얻기 위해서는 시뮬
레이션 모델의 개발 및 이용절차를 상세하게 규정하여야
한다.
시뮬레이션의 일반적인 과정은 다음과 같다.
그림 4. 시뮬레이션 절차
2.6 ARENA의 개요 및 특성
1) ARENA의 개요
ARENA 는 연속형,이산형 혹은 이산-연속 혼합형 시스템을
위한 강력한 일반 목적의 시뮬레이션 언어이다. ARENA 는 시
뮬레이션 문제를 모델체계(model frame)와 실험체계(experiment
frame)의 2 개의 논리적인 모델링 구조로 구성된다. 이런 구조는
시뮬레이션 결과의 실행
모델 실험 및 최적화
모델 검증 및 타당성
모델 검증 및 타당성
자료 수집 및 분석
문제 형성

xvi
Zeigler 에 의해 개발된 시스템에 관한 이론적 배경에 근본을 두
고 있으며, 이런 모델은 시스템의 물리적 요소와 그들 상호간
의 논리적인 관계를 묘사한다.
실험체계는 모델이 실행되는 실험조건을 규정하고 있으며 모
델체계는 모델이 실행되는 흐름을 결정한다.
모델체계와 실험체계가 한 번 정의되면 이것은 linker 에 의해
서 연결되어져 ARENA에 의해 실행된다.
2) ARENA의 특성
ARENA의 특성을 나열하면 다음과 같다.
(1)제조과정을 다루는 시스템의 모형화 하는 것을 단순화시키
고 향상시킬 수 있는 특수목적의 구성
(2))일단 개발된 모델은 추가적인 수정 없이 대형컴퓨터, 미
니컴퓨터, 그리고 개인용 컴퓨터에서 자유롭게 이용할 수
있는 호환성
(3)모델을 구축하거나 실험계획을 정하고 모델의 분석결과를
제시하는데 이용할 수 있는 대화적인 그래픽 기능
(4)시뮬레이션 실행의 추적과 통제를 대화식으로 수행할 수
있는 오류 제거장치
(5)모형화가 진행되고 있는 시스템에 대한 실시간 고해상도
컬러에 의한 동화(Animation)를 제공할 수 있는 Cinema 시
스템
(6)다른 분석기법과의 통합이나 지능적인 공유를 쉽게 하는
모듈형식의 구조
2.7 네트워크 관리 기법
1) 정 의
특정 목표를 일정기간 내에 효율적으로 수행하기 위하여
필요한 모든 활동을 계획하고 이를 실행 및 통제하는 것
이다.

xvii
2) 범 위
-시간 : 모든 활동의 시작시기와 완료시기를 파악하여
자원을 주요활동(Critical Activities) 위주로 배분
-자원 : 필요인력과 장비를 점검하여 효율적인 배분을 통
하여 완료시기를 단축
-비용 : 소요 비용의 최소화로 자원의 효율적인 배분과
밀접한 연관성 있슴.
3) 계획수립의 과정
: 필요한 활동을 파악하고
수행순서를 결정
: 필요한 인원, 시간, 자금, 설비 및 장비,
원자재 파악
: 각 활동의 수행시작시기 및
완료시기 결정
: 적절한 진행을 위해 통제 및
이상 발생시를 대비한 계획
그림 5. 네트워크 계획 수립의 과정
4) 네트워크의 작성
3. 사례회사의 현황 및 해법
3.1 회사소개 및 제품개요
1) 회사소개
본 연구의 대상 업체인 SY 사는 1989 年에 설립되었으며, 현
재 경기도에 위치하고 있고 종업원수는 약 100 명에 달하고 있
정 의
자 원 계 획
일 정 계 획
통 제

xviii
으며 설비증축 및 부지이전을 검토하고 있다.
제조 Item은 FPCB(Flexible Printed Circuit Board)로 연간 매출
액은 100 억원에 달하며 이중 60%는 CD-ROM, 10%는 해외 수
출, 10%는 휴대용 전화기 및 VIDEO CAMERA, 그 외로 가전
제품용으로 납품하고 있다.
본 연구는 향후 사업성 및 사용범위가 확대 되어질 것이라
판단되는 FPCB 의 생산공정을 연구대상으로 하였다.
2) 제품개요
(1) FPCB(Flexible Printed Circuit Board)의 개념
FPCB 는 최초로 유럽에서 군사용과 항공 우주용으로 사용되
었으며, 현재는 전화기, 카메라, 자동차, 컴퓨터 주변기기 등 민
생용 분야에서도 널리 쓰이고 있으며 오늘날의 시장동향도 이
와 같이 민생 기기용과 産業 기기용으로 크게 구분되고 있다.
일본에서는 일찍부터 대량생산체제의 구축으로 민생용을 주
도하고 있으며 최근에는 첨단 産業 기기용에도 그 범위를 넓혀
가고 있다.
FPCB(Flexible Printed Circuit Board)란 기존의 PCB 에 비해 대
단히 유연하며 두께나 무게, 부피에서 매우 우수한 물성을 지
닌 유연성 인쇄회로 기판을 말한다.
구 분 군사용 및 産業 기기용 민생용 생産지 미국 및 유럽 일본 및 동남 아시아 생산량 다품종 소량 생산 다품종 대량 생산 구 분 군사용 및 産業 기기용 민생용 가 격 비싸다 저렴하다
특 징
SPEC.이 까다롭고(Military) 수작업이 많다
SPEC.이 Loose 하고 자동화 공정으로
대량생산이 용이하다
용 도 인공위성, 군사장비, 첨단의
료기기,우주선,비행기 등 첨단 産業용
컴퓨터 및 주변기기,카메라,비디오,자동차 등
민생 가전용

xix
표 1. FPCB(Flexible Printed Circuit Board)의 용도별 구분비교
(2) FPCB 의 장단점
FPCB(Flexible Printed Circuit Board)의 장점은 유연성에 있다.
이는 굴곡사용이 가능하며 단독으로 3 차원 배선을 형성할 수
있으며, 얇고 가벼우며 배선의 밀도가 높아 소형 경량화 제품
에는 필수적이다. 반면에, 단점은 Handling 이 매우 어려우며 생
산장비 및 생산비용 등 초기 투자비용이 크다는 것이다. 장 점 단 점
-내 굴곡성이 좋다 -도체에 응력이 작용하기 쉽다 -얇고 가볍다 -흠이 나기 쉽고 취급이 불편
하다 -설계의 자유도가 크고 3 차원 배선이 가능하다
-응력이 집중되면 수명이 짧아 진다
-고밀도 배선이 가능하다 -기계적 강도가 작다 -조립이 용이하다 -접착강도가 낮다 -신뢰성이 높다 -구조가 복잡하며, 가공공정이
길다 -연속생산방식이 가능하다 -설계가 어렵다 -수리가 곤란하다 -크기의 안전성이 나쁘다 -가격이 비싸다 표 2. FPCB(Flexible Printed Circuit Board)의 장단점
(3) FPCB(Flexible Printed Circuit Board)의 구조
일반적으로 FPCB 는 단면(Single Side)과 양면(Double Side) 및
양면 노출형(Double Access)으로 구분하며 도체와 절연체의 구
조에 의하여 구분된다.
단 면 양 면 양면 노출형

xx
주) 절연체(Polyimide)
접착제(Adhesive)
도 체(Copper)
그림 7. FPCB 의 구조
3.2 FPCB(Flexible Printed Circuit Board)의 생산공정
본 연구의 대상인 FPCB(Flexible Printed Circuit Board)의 공정은
생산 TYPE별로 19 에서 24 개의 공정을 통과한다.
다음은 24 개의 전체 공정에 대한 설명과 작업방법, 소요인원에
대한 세부 사항이다. NO 공정명 공 정 설 명 작 업 방 법 소요설비 인원 1 DRY
FILM 밀착
원재료에 DRY FILM 을 밀착하여 온도와 압력조건으
로 감싸는 공정
-라미네이터 사
용 라미네이
터 1
2 C N C Thought Hole 및 부품 삽입 Hole 가공
-Drill Data -Thought Hole 가
공은 단면 제외 -보강판작업포함
NC Machine
2
3 동도금 절연체에 도체를 융착하는 공정
-무전해 공정 -전해 공정 -양면에만 사용
-무전해 Line -전해Line
3
NO 공정명 공 정 설 명 작 업 방 법 소요설비 인원 4 노광 사진촬영방법에 의
해 회로를 형성하
는 공정
-Master Film -노광기 사용
노광기 1
5 현상 회로(감광 받은 부위) 이외의 부분 DRY FILM 제거하
는 공정
-현상기 사용 -현상기 -약품
1
6 부식 현상된 원재료에서 DRY FILM 과 노출
-부식 Line 사용 -부식기 -수세기
2

xxi
된 동 제거 공정 -건조기 7 인쇄 1 회로표면에 절연잉
크 도포하는 공정 -인쇄기 사용 -제판 사용
-인쇄기 -UV 건
조기
2
8 인쇄 2 절연된 회로에 단
열잉크 도포하는 공정
-인쇄기 사용 -제판 사용
-인쇄기 -IR 건조
기
2
9 가 접 회로보호를 위해 절연체를 가 접착
하는 공정
-단면 한 장 -양면 두 장
5
10 H / P 가 접착된 반제품
을 온도와 압력으
로 압착 시키는 공정
-적층 -초압, 본압 -냉각
-HOT PRESS -COOL PRESS
3
11 도금 1 반제품 중 접점부
위 Sn/Pb 도금하는 공정
-전처리 -도금 Line -후처리및건조
-도금 Line
3
12 도금 2 반제품 중 접점부
위 Au/Ni 도금하는 공정
-정면작업,전처리 -도금 Line -후처리 및 건조
-도금 Line -외주작
업
3 (외주)
13 프레스 1
반제품 또는 원재
료에서 콘넥터 및 접점부 위 宣 가공
하는 공정
-프레스 사용 -금형 1착 -프레스
1
14 프레스 2
반제품의 외곽부위
를 금형을 이용해 Punching 하는 공정
-프레스 사용 -금형 1착 -프레스
1
NO 공정명 공 정 설 명 작 업 방 법 소요설비 인원 15
TAPE 반제품 전면 또는 배면에 접착제 부
착공정
TAPE 지시선
에 의해 부착 1
16 B.B.T.
회로의 통전성 확
인하는 공정 B.B.T.기 -B.B.T.기
-Fixture 1
17 S.M.T
제품에 부품 실장
하는 공정 S.M.T Line -Solder
Printer -Reflow기
4

xxii
-Chip Mounting
18 검사 1
반제품 상태에서 불량 Checking 하는 공정
확대경 1
19 검사 2
완제품 상태에서 불량 Checking 하는 공정
확대경 1
20 수입
검사 Sampling Testing -계수 조정형
-보통검사 -일반 2 수준
확대경 1
21 출하
검사 Sampling Testing -계수 조정형
-보통검사 -일반 2 수준
확대경 1
22 포장 및 보관
출하검사 완료된 제품 포장 및 보관 공정
-Item 별 포장사
양에 따름 -비닐 팩 -CASE -TRAY -종이 BOX
1
표 3. FPCB 의 생산공정
3.3 생산공정의 작업시간
1) 작업 시간
본 연구의 대상인 SY 사의 5 월부터 8 월까지의 생산일정에
따라 작업이 실제로 이루어지고 있는 LOT 당 평균작업시간과
제품 TYPE 별 진행경로를 기준으로 하였으며, SY 사는 평일 주
야 2 교대, 일요일은 주간근무만 하는 것으로 구분하였다.
구 분 기본 시간 휴식시간 연장근무시간 실작업시간
평일 주간 08:30~17:30 90 분 18:00~21:00 600
토요
일 주간 08:30~12:30 75 분 13:30~17:30 525
표 4. SY 사의 작업시간
2) 각 공정별 작업시간

xxiii
(1) 생산 공정의 작업시간 측정
어떤 시스템의 효율적인 운영을 위해서는 대상시스템에서
수행되는 활동들의 정상적인 소요시간, 즉 표준시간이 기초
자료로서 반드시 필요하다.
표준시간 산출 법은 기본적으로 관찰을 통한 직접측정법과
사전측정값을 토대로 추정하는 간접측정법 2 가지 방법으로
분류 할 수 있다.
본 연구에서는 간접측정법의 시간연구법 중 Stop Watch 법
을 사용하여 측정하였다.
각 공정마다 가공시간을 30 회씩 측정하여 SY 사의 공정표
준시간을 참고로 시뮬레이션의 입력자료로 활용하였다.
(2) 생산공정별 작업시간
SY 사는 장치산업의 일종으로서 설비의 의존율이 70%이상
이며, 각 공정의 설비는 Uniform 분포를 따르며, 수 공정은
학습곡선에 의해 삼각분포를 따르는 것으로 적용하여 본 연
구를 수행하였다.
각 공정을 소 LOT(100PNL 기준)로 표준시간을 산출하였으
며 각 TYPE 별 진행경로 및 각 공정별 표준시간은 다음과
같다.
3) TYPE별 진행경로
(1) 단면(Single)

xxiv
그림 6. 단면(Singie) FPC
범례 : 재단 노광 현상 부식 가접 인쇄 1
인쇄 2 H/P 도금 1 도금 2 검사 1 검사 2
프레스 1 프레스 2 TAPE B.B.T.
수입검사,출하검사 포장및보관
(2) 양면(Double)

xxv
그림 6. 양면(Double) FPC
범례 : 재단 노광 현상 부식 가접 인쇄 1
인쇄 2 H/P 도금 1 도금 2 검사 1 검사 2
프레스 1 프레스 2 TAPE B.B.T.
수입검사,출하검사 포장및보관 CNC 동도금
(3) 양면 노출
1
2
1
2
3 4

xxvi
그림 7. 양면(Double) FPC
범례 : 재단 노광 현상 부식 가접 인쇄 1
H/P 도금 1 CNC 검사 1 검사 2
프레스 1 프레스 2 TAPE B.B.T.
수입검사,출하검사 포장및보관
4) 각 공정별 표준시간
( 단위 : 분 ) 동 박(CCL)
단면(Single) 양면
(Double) 양면
노출
COVER LAY
보
강
판 구 분
S-1 S-2 S-3 D-1 D-2 DA C-1 C-2 B-1
DRY FILM밀착
15 15 15 18 18 15 14 14
C N C 115 115 60 160 동 도 금 135 135 노 광 45 45 45 110 110 55 현 상 15 15 15 21 21 15 부 식 30 30 30 37 37 30

xxvii
인 쇄 1 45 인 쇄 2 60 60 60 60 가 접 55 55 135 135 55 H / P 120 120 120 120 120 도 금 1 40 40 40 50 50 40 도 금 2 75 75 검 사 1 135 135 135 170 170 150 검 사 2 180 180 180 200 200 180
프레스 1 48 48 48 48 48 48 48 48 48
프레스 2 60 60 60 60 60 60 60 S M T 90 수입검사 70 70 70 70 70 70 70 70 70 T A P E 105 105 105 105 105 105 B. B. T. 65 65 65 97 97 75
출하 검사 90 90 90 90 90 90
포장및보관 55 55 55 55 55 55
표 5. FPCB 생산시 SY 사의 표준작업시간(1LOT=100PNL)
5) 시뮬레이션 흐름도
전술한 바와 같이 생산공정의 기초 자료들과 각 TYPE 별 진행경
로를 이용하여 현재의 시스템을 시뮬레이션 하기 위한 흐름도(Flow
Chart)는 다음과 같다.
동 박( CCL ) COVERLAY 보강판
개 체 발 생 개 체 발 생 개체 발생 속 성 부 여 속 성 부 여 속성 부여 S1 S2 S3 D1 D2 DA 단면 양면(노출) 보강판
35% 15% 10 %
20% 15% 5% 60% 40% 100%
재 단 C N C C N C 프레스 1 동 도 금 프레스 2

xxviii
DRY FILM 밀착 노 광 프레스 1 현 상 부 식
인 쇄 1 가 접
인 쇄 2 H / P 납 도 금 포장 및 보관 금 도 금 검 사 2 T A P E 프 레 스 2 프 레 스 1 검 사 1 B. B. T.
그림 8. 시뮬레이션 흐름도
3.4 시뮬레이션 모델링
시뮬레이션의 실행횟수는 신뢰할 수 있는 결과치를 얻기 위해서
각 TYPE 별 10 회씩 실행하였다. 또한 초기에 150 분의 준비작업시
간을 주어 공정이 안정상태에 이르게 한 후 실행기간 1 개월, 즉 30
일로 가정한 후 실제 평균작업시간에 의해 실행하였다.
모델 구축시의 가정은 다음과 같다.
¨ 시뮬레이션으로 실행하는 동안 기계의 고장률은 0 이다.
¨시뮬레이션으로 실행하는 동안 각공정의 불량률은 다음
표와 같다.
¨각 공정의 작업자들은 실험횟수에 관계없이 동일한 효율
로 작업을 수행한다.
¨각 TYPE에서의 공정별 소요시간은 일정하다.

xxix
¨ 공정에 흐르는 제품은 모두 양산기준으로 한다.
¨ 외주작업시 운송시간 및 수단은 도착이후 투입시점으로 하였다.
4. 시뮬레이션 모델의 결과 분석
4.1. 개선 방안
1) 대안 1
현 생산 시스템을 모델링하여 분석한 결과 H/P 공정, 검사 1, 검
사 2, 수입검사, 출하검사에서 많은 부하가 걸리는 것으로 나타났
다.
현 상태에서 H/P 설비 1 대 추가와 검사인원 1.5 배 충원을 가정
해 보았다.
2) 대안 2
외주작업의 확대 및 근교 이동으로 운송시간을 줄여보았다.
4.2 현 시스템의 시뮬레이션 결과 단 면 양 면 구 분 횟 수
S-1 S-2 S-3 D-1 D-2 양면
노출 평 균
1 4569.1 3787.2 4399.4 4753.1 4557.8 4274.4 4390.17 공정처리 2 3235 4241.7 4893 4853 4854.4 4433.7 4418.47

xxx
3 3882.7 32369 4788.8 4454.9 4013.9 3693.1 4016.22
4 3733.5 3503.1 4024.4 4479.8 3872.2 4114.0 3954.5
5 2791.4 4109 4364.5 4317.9 4719.3 4523.7 4137.63
6 3690.1 4232.2 4313 4329.1 4514.6 4208.3 4214.55
7 3461 2727.3 3697.2 4688.9 3762.5 3417.7 3625.77
8 4114.2 4180.9 4097.4 4728.9 4805.7 4259.7 4364.47
9 3944.7 3416.8 4472.4 4593.4 4268.0 4628.0 4220.55
10 3212.4 3806 4181.8 4018.2 3757.8 3692.6 3778.13
처리
시간
(분)
평 균 3663.41 3726.81 4323.19 4521.72 4312.62 4124.52 4112.05
1 1050 600 1750 1550 5050 6950 16950 2 850 1100 1900 1250 5000 6600 16700 3 900 900 2050 1350 5400 6300 16900 4 700 950 2200 1350 4550 5900 15650 5 650 1100 1800 1200 5100 6350 16200 6 1450 650 1950 1200 5300 6500 17050 7 650 800 1950 1400 5900 6100 16800 8 1000 800 1600 1250 5300 6650 16600 9 850 950 1950 1300 4850 6300 16200 10 850 700 2250 1150 5550 7300 17800
생산
수량
평 균 895 855 1940 1300 5200 6495 16685
표 6. 시뮬레이션 결과
4.3 대안의 시뮬레이션 결과
1) 대안 1 의 시뮬레이션 결과 단 면 양 면 구 분 횟 수
S-1 S-2 S-3 D-1 D-2 양면
노출 평 균
1 2827.2 3013.1 3791.5 3734.3 3542.4 3046.5 3325.83
2 2870.7 2940.2 3517.5 4047.8 3921.6 3670.5 3494.72
3 2885.7 3338.3 4169.6 4877.8 3925.1 3781.0 3829.58
4 3421.1 3436.3 3879.5 4522.9 4559.5 4233.3 4008.77
5 4388.0 3857.4 4415.3 4531.4 5102.4 5770.4 4677.48
6 3464.8 3045.6 4203.3 4052.7 3819.0 4332.4 3819.63
7 3663.3 3779.8 4064.4 4233.6 4493.0 5380.4 4269.08
8 3247.9 3449.7 4643.7 5018.3 4713.5 4781.4 4309.08
공정
처리
시간(분)
9 3616.3 4339.1 4390.2 4059.3 4491.4 4823.2 4286.58

xxxi
10 2819.8 3676.2 5078.7 4989.1 4676.2 4820.8 4343.47
평 균 3320.48 3487.57 4215.37 4406.72 4324.41 4463.99 4036.42
1 400 900 2200 1600 5700 7000 17800
2 1300 1500 1900 1200 5100 7200 18200
3 1200 900 2500 1600 6500 5700 18400
4 400 900 2300 1800 6100 6200 17700
5 1000 700 2200 1100 4900 4800 15900
6 900 1000 2300 1100 5900 6700 16900
7 900 1000 1500 1100 4900 6000 16400
8 800 800 2300 1900 6700 5100 15800
9 1000 1000 2100 1500 6100 4700 17000
10 900 1400 1900 1700 5800 5600 17300
생산
수량
평 균 880 1100 2120 1460 5770 5900 17140
표 7. 대안 1 의 시뮬레이션 결과
2) 대안 2 의 시뮬레이션 결과
단 면 양 면 구 분 횟 수
S-1 S-2 S-3 D-1 D-2 양면
노출 평 균
1 3825.6 3593.3 4362.9 4081.4 4403.9 3612.9 3980.00
2 3179.8 3542.8 3700.6 3966.9 3930.6 3928.1 3708.13
3 3537.2 3686.4 4694.6 5551.3 4246.3 3854.5 4261.72
4 3525.3 2878.5 3879.5 5407.5 4035.7 4060.7 4181.38
5 2468.4 2889.4 4415.3 3796.4 3671.6 3456.3 3315.62
6 2483.3 2304.6 4203.3 3614.3 3562.1 2792.9 3042.10
7 2674.1 2985.7 4064.4 3536.5 3383.8 2958.5 3200.20
8 2369.7 3150.0 4643.7 4545.2 3483.1 3428.9 3562.73
9 2335.0 3127.1 4390.2 3821.5 3713.3 3319.7 3336.93
10 2408.3 2799.2 5078.7 3416.1 4143.7 3456.0 3355.17
공정
처리
시간(분)
평 균 2880.67 3095.7 4215.37 4173.71 3857.41 3486.850 3594.40
1 600 600 1900 1400 5600 6100 16200 2 800 700 2100 1300 5700 6900 17500 3 900 1200 2200 1100 5400 7400 18200
생산
수량
4 500 900 2400 1600 5500 7000 17900

xxxii
5 600 1300 2200 1300 6100 6500 18000 6 1400 1000 2100 1000 6200 7000 18700 7 1400 900 1600 1800 5700 6400 17800 8 900 800 2300 1900 5500 6800 18200 9 1100 1400 2200 1300 6300 6100 18400 10 1000 900 1800 1800 6000 7300 18800
평 균 920 970 2080 1450 5520 6750 17970
표 8. 대안 2 의 시뮬레이션 결과
4.4 시뮬레이션 모델의 타당성 검토
모델의 검증 및 타당성 문제는 개념적인 모델, 논리적인 모델,
컴퓨터 모델과 연관된다.
검증은 모델의 내부적인 일관성 문제를 다루며 타당성모델과 실
제시스템간의 일치여부를 다룬다.
출력수행도 값이 실제 시스템의 수행도 값과 적절하게 일치하면
타당성이 있다고 말할 수 있다.
외생 변수
실제 시스템 모 델
모 델
수행도 값
실제 시스템
수행도값 유사성
xxxiii
그림 9. 모델 타당성을 위한 방법
본 연구에서는 2 가지 대안별로 실행된 시뮬레이션 결과의 비
교분석을 통해 제시된 시뮬레이션 모델이 실제상황과 일치됨을
확인하였으며, 입력자료의 변화는 실험결과치를 통해 모델이 기
대하던 상황으로 실행됨을 확인 할 수 있었다.
4.5 생산량의 비교
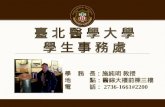
최종생산 제품에 대한 대안별 비교는 다음과 같다. 단 면 양 면 구 분
S-1 S-2 S-3 D-1 D-1 양면 노출
총 생산량
현 재 895 855 1940 1300 5200 6495 16685 대안 1 920 970 2080 1450 5800 6750 17970
대안 2 880 1010 2120 1460 5770 5900 17140
표 9. 대안 1,2 의 시뮬레이션 결과 비교
0
5000
10000
15000
20000
S-1
S-2
S-3
D-1
D-2 DA
총생
산량
현 재
대안1
대안2

xxxiv
그림 10. 대안 1.2 의 비교
표 9.와 그림 10.에서 나타나듯이 대안 1 이 현 생산 시스템보다 생
산량적인 면에서 우월하다는 것을 보여준다.
TYPE별로 보면 S-2, D-1, D-2, DA 에서 대안 1 이 가장 많은 생산량
을 보이고 있다.
5. 결론
본 연구에서는 SY 사의 Flexible Printed Circuit Board 의 생산공정을
각 공정별 표준시간을 기준으로 시뮬레이션 모델링을 통해 갓 공정
중 병목현상을 일으키는 공정(본 연구에서는 시뮬레이션 실행결과
공정소요시간이 긴 것을 대상으로 했슴)을 찾아내어 네트워크 구조
로 TYPE별 생산공정을 비교해 보았다.
현재의 생산시스템을 모델링하여 수주받은 출고량 대비 불량을 감
안한 생산수량을 일정계획에 의해 생산하기 의해 외주업체의 효과
적 운용에 대한 이해를 돕고자 하였다.
현재의 생산시스템을 공정별 표준화하여 시뮬레이션 하였고 현재
보유중인 설비 및 외부 의존 공정에 대한 적절한 외주업체 수 및
향후 증가 추세에 있는 TYPE 에 대한 공정별 대비책도 마련 하고
자 하였다.
그러나, 기계 고장으로 인한 유휴시간 및 외주업체에서의 정체시
간과 운송시간의 변동을 고려하지 않았기 때문에 실제와는 차이가
있을 수 있다.
현재 SY 사에서 진행되고 있는 설비 투자계획이 종료된 후 동일
한 방법으로 시뮬레이션을 수행하여 보아야 할것으로 본다.

xxxv
참 고 문 헌
1) 문일경,윤원영,조규갑,최원준, ARENA를 이용한 시뮬레이션,
교보문고,1999
2) 이진규, 공정 및 작업관리, 녹원출판사, 1994
3) 이명호, 생산 및 운영관리, 무역경영사, 1994
4) 박영홍, 시뮬레이션의 이해, 1996
5) 소 창 연 사, 플렉시블 기판의 기능 설계, 전자자료사. 1990
6) 박순 달,조규갑,박 양병, 産업공학개론, 희중당, 1988
7) S.R.Jernigan, S.Ramaswamy, and K.S.Barbr, “A Distributed Search and
Simulation Method for Job Flow Scheduling”, SIMULATION, Vol.68,
No.6, 1997
8) Y.H. Tao, and B.L.Nelson, “Computer Assisted Simulation Analysis”,
IIE Transaction, Vol.29, 1997

xxxvi
부 록
MODEL FRAME
1$ CREATE, 1:EXPO(25,8,4);
2$ $ASSIGN:
NS=DISC(0.05,SINGLE,0.35,DOUBLE,0.75,DOUACC,0.8,OTHER1,0.91,
OTHER2,1.0,OTHER3,4):MARK(ARRYIME);
3$ ROUTE: 0.0,SEQ;
4$ CREATE, , 1:EXPO(25,8,4);
5$ $ASSIGN: NS=DISC(0.45,SS,1.0,DA,6);
6$ ROUTE: 0.0,SEQ;
7$ STATION, DRY FILM CUT;
8$ QUEUE, DRY FILM CUT ;
9$ SEIZE, 1: MACHINE1,1;
10$ DELAY: OPTIME;
11$ RELEASE: MACHINE1,1;
12$ ROUTE: 1,SEQ;

xxxvii
13$ STATION, CNC;
14$ QUEUE, CNCQ;
15$ SEIZE, 1: MACHINE2,1;
16$ DELAY: OPTIME;
17$ RELEASE: MACHINE2,1;
18$ ROUTE: 1,SEQ;
19$ STATION, COPPER PLATE;
20$ QUEUE, COPPERPLATEQ;
21$ SEIZE, 1: MACHINE3,1;
22$ DELAY: OPTIME;
23$ RELEASE: MACHINE3,1;
24$ ROUTE: 1,SEQ;
25$ STATION, EXPLOSER;
26$ QUEUE, EXPLOSERQ;
27$ SEIZE, 1: MACHINE4,1;
28$ DELAY: OPTIME;
29$ RELEASE: MACHINE4,1;
30$ ROUTE: 2,SEQ;
31$ STATION, LAMINATOR;
32$ QUEUE, LAMINATOR ;
33$ SEIZE, 1: MACHINE4,1;
34$ DELAY: OPTIME;
35$ RELEASE: MACHINE4,1;
36$ ROUTE: 0.5,SEQ;
37$ STATION, CAMERA;
38$ QUEUE, CAMERAQ;

xxxviii
39$ SEIZE, 1: MACHINE5,1;
40$ DELAY: OPTIME;
41$ RELEASE: MACHINE5,1;
42$ ROUTE: 0.5,SEQ;
43$ STATION, ETCHING;
44$ QUEUE, ETCHINGQ;
45$ SEIZE, 1: MACHINE6,1;
46$ DELAY: OPTIME;
47$ RELEASE: MACHINE6,1;
48$ ROUTE: 1,SEQ;
49$ STATION, MIDINSPECT;
50$ QUEUE, MIDINSPECTQ;
51$ SEIZE, 1: WORKER2,1;
52$ DELAY: OPTIME;
53$ RELEASE: WORKER2,1;
54$ ROUTE: 0.5,SEQ;
55$ STATION, ATTACH;
ATT QUEUE, ATTQ; DETACH;
56$ STATION, HOTPRESS;
57$ QUEUE, HOTPRESSQ;
58$ GROUP: 2,LAST;
59$ SEIZE, 1: MACHINE7,1;
60$ DELAY: OPTIME;
61$ RELEASE: MACHINE7,1;
62$ SPLIT:;
63$ ROUTE: 0.5,SEQ;

xxxix
64$ STATION, COOLING;
65$ QUEUE, COOLINGQ;
66$ GROUP: 2,LAST;
67$ SEIZE, 1: MACHINE8,1;
68$ DELAY: OPTIME;
69$ RELEASE: MACHINE8,1;
70$ SPLIT:;
71$ ROUTE: 2,SEQ;
72$ STATION, GOLDMASK;
73$ QUEUE, GOLDMASKQ;
74$ SEIZE, 1: MACHINE9,1;
75$ DELAY: OPTIME;
76$ RELEASE: MACHINE9,1;
77$ ROUTE: 0.0,SEQ;
78$ STATION, GOLDPLATE;
79$ QUEUE, GOLDPLATEQ;
80$ SEIZE, 1: OUTWORKER1,1;
81$ DELAY: OPTIME;
82$ RELEASE: OUTWORKER1,1;
83$ ROUTE: 0.0,SEQ;
84$ STATION, SNMASK;
85$ QUEUE, SNMASKQ;
86$ SEIZE, 1: MACHINE10,1;
87$ DELAY: OPTIME;
88$ RELEASE: MACHINE10,1;
89$ ROUTE: 2,SEQ;
90$ STATION, SNPLATE;
xl
91$ QUEUE, SNPLATEQ;
92$ SEIZE, 1: MACHINE11,1;
93$ DELAY: OPTIME;
94$ RELEASE: MACHINE11,1;
95$ ROUTE: 2,SEQ;
96$ STATION, GUIDEPUNCH;
97$ QUEUE, GUIDEPUNCHQ;
98$ SEIZE, 1: MACHINE12,1;
99$ DELAY: OPTIME;
100$ RELEASE: MACHINE12,1;
101$ ROUTE: 2,SEQ;
102$ STATION, B.B.T.;
103$ QUEUE, B.B.T.Q;
104$ SEIZE, 1: OUTWORKER2,1;
105$ DELAY: OPTIME;
106$ RELEASE: OUTWORKER2,1;
107$ ROUTE: 1,SEQ;
108$ STATION, TAPING;
109$ QUEUE, TAPINGQ;
110$ SEIZE, 1: WORKER4,1;
111$ DELAY: OPTIME;
112$ RELEASE: WORKER4,1;
113$ ROUTE: 2,SEQ;
114$ STATION, OUTPUNCH;
115$ QUEUE, OUTPUNCHQ;
116$ SEIZE, 1: MACHINE13,1;
117$ DELAY: OPTIME;
xli
118$ RELEASE: MACHINE13,1;
119$ ROUTE: 2,SEQ;
120$ STATION, FINALINSPECT;
121$ QUEUE, FINALINSPECTQ;
122$ SEIZE, 1: WORKER5,1;
123$ DELAY: OPTIME;
124$ RELEASE: WORKER5,1;
125$ ROUTE: 0.0,SEQ;
126$ STATION, DONE;
127$ TALLY: NS,INT(ARRTIME).1;
128$ COUNT: NS,1;
129$ DISPOSE;
130$ STATION, CL;
CL QUEUE, CLQ:DETACH;
MATCH,: CL: ATT,ATT2;
ATT2 QUEUE, ATTACHQ;
131$ SEIZE, 1: WORKER3,1;
132$ DELAY: OPTIME;
133$ RELEASE: WORKER3,1;
134$ ROUTE: 2,SEQ;

xlii
EXPERIMENT FRAME
BEGIN, YES,NO;
ATRIBUTES: OVERALL: ARRTIME: JOB: OPTIME;
QUEUES: NONEDPLATEQ,FirstInFirstOut: EDPLATEQ, FirstInFirstOut:
CAMERCAQ, FirstInFirstOut: FINALINSPECTQ, FirstInFirstOut:
CLQ, FirstInFirstOut: TAPINGQ, FirstInFirstOut:
ETCHINGQ, FirstInFirstOut: ATTACHQ, FirstInFirstOut:
GOLDPLATEQ, FirstInFirstOut: UIDEPUNCHQ, FirstInFirstOut:
DNCQ, FirstInFirstOut: MIDINSPECTQ, FirstInFirstOut:
LAMINATORQ, FirstInFirstOut: SNPLATEQ, FirstInFirstOut:
SNMASKQ, FirstInFirstOut: B.B.T.Q, FirstInFirstOut:
CUTQ, FirstInFirstOut: HOTPRESSQ, FirstInFirstOut:
COOLINGQ, FirstInFirstOut: GOLDMASKQ, FirstInFirstOut:
ATTQ, FirstInFirstOut: OUTPUNCHQ, FirstInFirstOut:
RESOURCES MACHINE8,Capacity(2,),-,Stationary:
MACHINE13,Capacity(3,),-,Stationary:
MACHINE9,Capacity(1,),-,Stationary:

xliii
WORKER1,Capacity(2,),-,Stationary:
WORKER2,Capacity(3,),-,Stationary:
OUTWORK1,Capacity(1,),-,Stationary:
MACHINE1,Capacity(2,),-,Stationary:
WORKER3,Capacity(3,),-,Stationary:
OUTWORK2,Capacity(1,),-,Stationary:
MACHINE2,Capacity(1,),-,Stationary:
WORKER4,Capacity(1,),-,Stationary:
MACHINE3,Capacity(1,),-,Stationary:
WORKER5,Capacity(7,),-,Stationary:
MACHINE4,Capacity(2,),-,Stationary:
MACHINE10,Capacity(1,),-,Stationary:
MACHINE5,Capacity(3,),-,Stationary:
MACHINE11,Capacity(1,),-,Stationary:
MACHINE6,Capacity(1,),-,Stationary:
MACHINE12,Capacity(3,),-,Stationary:
MACHINE7,Capacity(2,),-,Stationary:
STATION: EDPLATE: HOTPRESS: GOLDMASK: SNPLATE:
TAPING: GOLDPLATE: DONE: COOLING:
ATTACH: DNCl OUTPUNCH: CAMERA:
ETCHING: CL: LAMINATOR: SNMASK:
FINALINSPECT: CUTTING: NONEDPLATE:
MIDINSPECT: GUIDEPUNCH: B.B.T.:
SEQUENCES
1.SINGLE,
CUTTING,OPTIME=TRIA(9.8,10,10.2,3)&LAMINATOR,OPTIME=TRIA(35,37,39,6)&C
AMERA,OPTIME=TRIA(40,42,44,2)&ETCHING,OPTIME=UNIF(35,37,5)&MIDINSPEC
T,OPTIME=TRIA(40,45,50,4)&ATTACH,OPTIME=TRIA(40,45,50,9)&HOTPRESS,OPTI

xliv
ME=UNIF(70,75,4)&COOLING,OPTIME=UNIF(40,45,6)&SNPLATE,OPTIME=TRIA(30,
35,40,7)&GUIDEPUNCH,OPTIME=TRIA(170,180.4,190,6)&OUTPUNCH,OPTIME=TRI
A(63,65,67,4)&FINALINSPECT,OPTIME=TRIA(190,205,220,7)&DONE:
2, DOUBLE,
CUTTING,OPTIME=TRIA(9.8,10,10.2,5)&DNC,OPTIME=TRIA(63,65,67,2)&NONEDPL
ATE,OPTIME=TRIA(65,70,75,6)&EDPLATE,OPTIME=TRIA(75,80,85,5)&
LAMINATOR,OPTIME=TRIA(35,37,39,5)&CAMERA,OPTIME=TRIA(40,50,60,5)&ETC
HING,OPTIME=UNIF(35,37,3)&MIDINSPECT,OPTIME=TRIA(60,65,70,5)&ATTACH,O
PTIME=TRIA(70,80,90,6)&HOTPRESS,OPTIME=UNIF(70,75,8)&
COOLING,OPTIME=UNIF(40,45,5)&SNPLATE,OPTIME=TRIA(30,35,40,8)&
GUIDEPUNCH,OPTIME=TRIA(98,106,118,4)&OUTPUNCH,OPTIME=TRIA(50,52,54,7)
&FINALINSPECT,OPTIME=TRIA(295,310,320,7)&DONE:
3. DOUACC,
CUTTING,OPTIME=UNIF(12.6,13,6)&DNC,OPTIME=TRIA(40,42,44,9)&ATTACH,OPT
IME=TRIA(40,45,50,8)&HOTPRESS,OPTIME=UNIF(70,75,8)&COOLING,OPTIME=UN
IF(300,35,8)&NONEDPLATE,OPTIME=TRIA(65,70,75,6)&LAMINATOR,OPTIME=TRI
A(35,37,39,5)&CAMERA,OPTIME=TRIA(42,45,48,6)&ETCHING,OPTIME=UNIF(40,43,
4)&MIDINSPECT,OPTIME=TRIA(50,55,60,3)&ATTACH,OPTIME=TRIA(40,45,50,5)&H
OTPRESS,OPTIME=UNIF(70,75,7)&COOLING,OPTIME=UNIF(40,45,7)&SNPLATE,OP
TIME=TRIA(30,35,40,7)&OUTPUNCH,OPTIME=TRIA(40,42,44,6)&FINALINSPECT,O
PTIME=TRIA(245,255,265,1)&DONE:
4. OTHER1,
CUTTING,
OPTIME=TRIA(9.8,10,10.2,3)&LAMINATOR,OPTIME=TRIA(35,37,39,8)&CAMERA,O
PTIME=TRIA(40,42,44,5)&ETCHING,OPTIME=UNIF(35,37,8)&MIDINSPECT,OPTIME
=TRIA(37,40,43,9)&ATTACH,OPTIME=TRIA(40,45,50,3)&HOTPRESS,OPTIME=UNIF(
70,75,8)&COOLING,OPTIME=UNIF(40,45,4)&SNPLATE,OPTIME=TRIA(30,35,40,10)&
GUIDEPUNCH,OPTIME=TRIA(172,180.4,190,7)&

xlv
TAPING,OPTIME=TRIA(70,75,80,7)&OUTPUNCH,OPTIME=TRIA(49,52,55,6)&
FINALINSPECT,OPTIME=TRIA(225,235,250,1)&DONE:
5. OTHER2,
CUTTING,
OPTIME=TRIA(9.8,10,10.2,7)&LAMINATOR,OPTIME=TRIA(35,37,39,9)&CAMERA,O
PTIME=TRIA(40,42,44,7)&ETCHING,OPTIME=UNIF(35,37,2)&MIDINSPECT,OPTIME
=TRIA(37,40,43,8)&ATTACH,OPTIME=TRIA(40,45,50,5)&HOTPRESS,OPTIME=UNIF(
70,75,8)&COOLING,OPTIME=UNIF(40,45,9)&SNPLATE,OPTIME=TRIA(30,35,40,7)&
GUIDEPUNCH,OPTIME=TRIA(172,180.4,190,9)&B.B.T.,OPTIME=TRIA(190,200,215,7)
&TAPING,OPTIME=TRIA(70,75,80,1)&OUTPUNCH,OPTIME=TRIA(50,52,54,8)&FINA
LINSPECT,OPTIME=TRIA(220,235,250,2)&DONE:
6. OTHER3,
CUTTING,
OPTIME=TRIA(9.8,10,10.2,2)&LAMINATOR,OPTIME=TRIA(35,37,39,9)&CAMERA,O
PTIME=TRIA(40,42,44,8)&ETCHING,OPTIME=UNIF(35,37,10)&MIDINSPECT,OPTIM
E=TRIA(37,40,43,5)&ATTACH,OPTIME=TRIA(40,45,50,4)&HOTPRESS,OPTIME=UNI
F(70,75,8)&COOLING,OPTIME=UNIF(40,45,4)&GOLDMASK,OPTIME=TRIA(45,50,55
,8)&GOLDPLATE,OPTIME=TRIA(170,180,190,3)&SNMASK,OPTIME=TRIA(45,50,55,6
)&SNPLATE,OPTIME=TRIA(30,35,40,7)&GUIDEPUNCH,OPTIME=TRIA(172,180.4,190
,7)&B.B.T.,OPTIME=TRIA(200,210,225,9)&OUTPUNCH,OPTIME=TRIA(50,52,54,6)&F
INALINSPECT,OPTIME=TRIA(220,235,250,3)&DONE:
7. SS,
CUTTING,
OPTIME=TRIA(9.8,10,10.2,8)&OUTPUNCH,OPTIME=TRIA(34,37,40,9)&CL
8. DA,
CUTTING,
OPTIME=TRIA(13,13.2,13.4,4)&OUTPUNCH,OPTIME=TRIA(52,57,62,6)&CL
xlvi
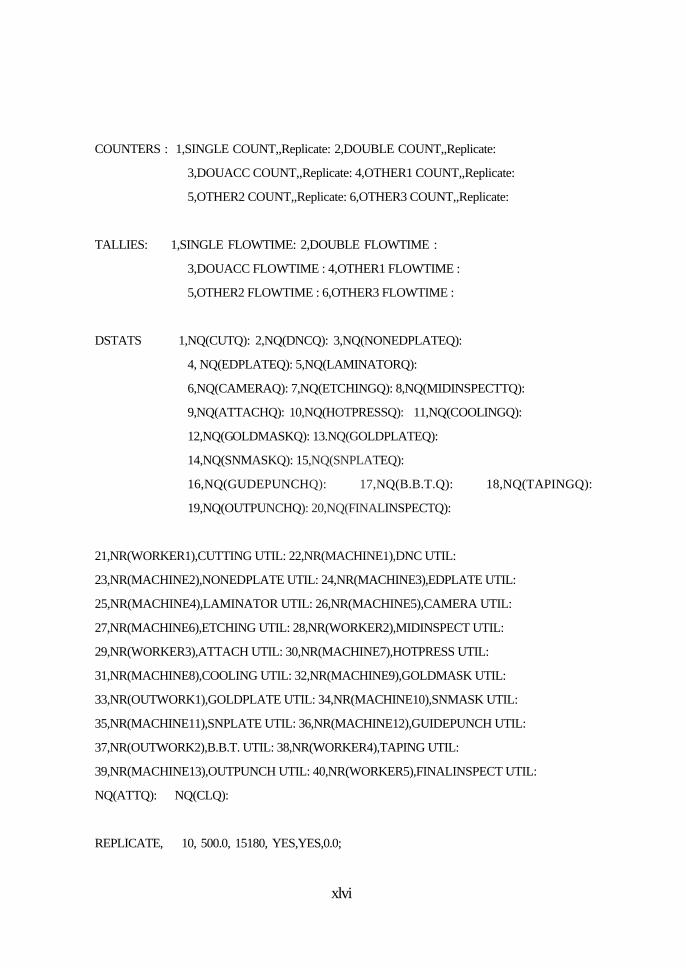
COUNTERS : 1,SINGLE COUNT,,Replicate: 2,DOUBLE COUNT,,Replicate:
3,DOUACC COUNT,,Replicate: 4,OTHER1 COUNT,,Replicate:
5,OTHER2 COUNT,,Replicate: 6,OTHER3 COUNT,,Replicate:
TALLIES: 1,SINGLE FLOWTIME: 2,DOUBLE FLOWTIME :
3,DOUACC FLOWTIME : 4,OTHER1 FLOWTIME :
5,OTHER2 FLOWTIME : 6,OTHER3 FLOWTIME :
DSTATS 1,NQ(CUTQ): 2,NQ(DNCQ): 3,NQ(NONEDPLATEQ):
4, NQ(EDPLATEQ): 5,NQ(LAMINATORQ):
6,NQ(CAMERAQ): 7,NQ(ETCHINGQ): 8,NQ(MIDINSPECTTQ):
9,NQ(ATTACHQ): 10,NQ(HOTPRESSQ): 11,NQ(COOLINGQ):
12,NQ(GOLDMASKQ): 13.NQ(GOLDPLATEQ):
14,NQ(SNMASKQ): 15,NQ(SNPLATEQ):
16,NQ(GUDEPUNCHQ): 17,NQ(B.B.T.Q): 18,NQ(TAPINGQ):
19,NQ(OUTPUNCHQ): 20,NQ(FINALINSPECTQ):
21,NR(WORKER1),CUTTING UTIL: 22,NR(MACHINE1),DNC UTIL:
23,NR(MACHINE2),NONEDPLATE UTIL: 24,NR(MACHINE3),EDPLATE UTIL:
25,NR(MACHINE4),LAMINATOR UTIL: 26,NR(MACHINE5),CAMERA UTIL:
27,NR(MACHINE6),ETCHING UTIL: 28,NR(WORKER2),MIDINSPECT UTIL:
29,NR(WORKER3),ATTACH UTIL: 30,NR(MACHINE7),HOTPRESS UTIL:
31,NR(MACHINE8),COOLING UTIL: 32,NR(MACHINE9),GOLDMASK UTIL:
33,NR(OUTWORK1),GOLDPLATE UTIL: 34,NR(MACHINE10),SNMASK UTIL:
35,NR(MACHINE11),SNPLATE UTIL: 36,NR(MACHINE12),GUIDEPUNCH UTIL:
37,NR(OUTWORK2),B.B.T. UTIL: 38,NR(WORKER4),TAPING UTIL:
39,NR(MACHINE13),OUTPUNCH UTIL: 40,NR(WORKER5),FINALINSPECT UTIL:
NQ(ATTQ): NQ(CLQ):
REPLICATE, 10, 500.0, 15180, YES,YES,0.0;

xlvii