BLAISE Laurent - perso.mines-albi.frperso.mines-albi.fr/~journeau/Rapports/RT/RT Didier GR… ·...
27
GOSSARD Didier IFI 2007 STAGE DE DEUXIEME ANNEE : MAITRISE DE LA CONSOMMATION ENERGETIQUE D’UNE SUCRERIE Sucrerie de Bois-Rouge
Transcript of BLAISE Laurent - perso.mines-albi.frperso.mines-albi.fr/~journeau/Rapports/RT/RT Didier GR… ·...
GOSSARD DidierIFI 2007
STAGE DE DEUXIEME ANNEE :
MAITRISE DE LA CONSOMMATION ENERGETIQUE
D’UNE SUCRERIE
Sucrerie de Bois-Rouge
2 chemin de Bois-Rouge
CP 1017 Cambuston
97 440 St André RÉUNIONTel : 02 62 58 83 30 Fax : 02 62 58 83 31
2

SOMMAIRE
Sommaire....................................................................................................................................3
Remerciements...........................................................................................................................5
Abstract ......................................................................................................................................6
Emploi du temps.........................................................................................................................7
Résumé des tâches effectuées....................................................................................................8
Introduction..............................................................................................................................10
I. Présentation de l’entreprise...............................................................................................11A. L’île de la Réunion...................................................................................................................11
1. Le cadre socio économique..................................................................................................................112. Le cadre environnemental : les préoccupations locales.......................................................................11
B. La Sucrerie de Bois-Rouge.....................................................................................................121. Plus d’un siècle d’histoire....................................................................................................................132. Le Site de Bois-Rouge : un complexe industriel de pointe..................................................................133. Un savoir-faire maîtrisé.......................................................................................................................14
C. Le Sucre....................................................................................................................................161. Dans le monde......................................................................................................................................162. À la Réunion........................................................................................................................................173. Un processus complexe........................................................................................................................17
II. Travaux réalisés.................................................................................................................21A. Mission sécurité.......................................................................................................................21
1. L’étude des accidents de travail .........................................................................................................212. L’évaluation des risques professionnels..............................................................................................223. La sensibilisation et la formation.........................................................................................................274. La lutte anti-incendie...........................................................................................................................285. Les produits chimiques........................................................................................................................286. La signalétique : panneaux et pictogrammes.......................................................................................287. Le plan de prévention...........................................................................................................................288. Le plan d’évacuation............................................................................................................................29
B. Mission environnement...........................................................................................................301. Problématique environnementale.........................................................................................................302. Analyse des effluents...........................................................................................................................313. Valorisation des déchets industriels spéciaux......................................................................................324. Réduction du taux de pollution à la source..........................................................................................325. Station d’épuration...............................................................................................................................32
III.Impressions personnelles...................................................................................................33A. Ma première mission dans le domaine de l’énergétique......................................................33
B. L’exploitation de la canne à sucre une activité favorable au développement durable………..34
Conclusion................................................................................................................................37
Glossaire...................................................................................................................................38
Bibliographie............................................................................................................................39
3

Annexe 1 : Organigramme......................................................................................................41
Annexe 2 : Schéma du shredder..............................................................................................42
Annexe 3 : Le processus sucrier..............................................................................................43
Annexe 4 : Bulletin sécurité....................................................................................................44
Annexe 5 : Rapport AT............................................................................................................46
Annexe 6 : Fiche de formation................................................................................................48
Annexe 7 : Modèle de document unique.................................................................................50
Annexe 8 : Procédures d’utilisation des extincteurs et ria.....................................................53
Annexe 9 : Fiche produits chimiques......................................................................................55
Annexe 10 : Plan de prévention..............................................................................................56
Annexe 11 : Fiche de notification...........................................................................................60
Annexe 12 : Charte déchets......................................................................................................61
4
REMERCIEMENTS
Je tiens tout d’abord à remercier M.Hoareau, mon parrain de stage, pour son soutien durant le déroulement de ce stage. J’aimerai également remercier M.Pony directeur de l’usine de m’y avoir accueilli pour cette expérience professionnelle et pour son dynamisme exemplaire malgré son emploi du temps surchargé. Je tiens enfin à remercier l’ensemble du personnel de la sucrerie Bois-Rouge pour sa gentillesse, sa sympathie et son bon accueil. Mes remerciements les plus amicaux sont destinés à M.De Cremoux et M.Blaise, brillants ingénieurs thermiciens, pour l’aide et les conseils éclairés qu’ils ont pu m’apporter durant l’exécution de mon travail.
5

Abstract
6
EMPLOI DU TEMPS
Mon stage à la Sucrerie de Bois Rouge s’est déroulé du 02 mai 2005 au 12 août 2005.
La sucrerie fonctionne de façon saisonnière :
La campagneLa campagne : période de production, correspondant à la période de récolte de la canne. Elle dure en moyenne 6 mois (juillet à décembre), suivant la pluviométrie et le soleil. Durant cette période, la sucrerie fonctionne 24 heures sur 24. Le personnel de production (opérateurs) travaille en 46h :
o De 6h à 12ho De 12h à 18ho De 18h à 24ho De 24h à 6h
L’encadrement de production travaille en 38h : o De 6h à 14ho De 14h à 22ho De 22h à 6h
L’inter campagneL’inter campagne : de janvier à juin, période de maintenance de l’usine pour préparer la saison suivante. L’usine fonctionne de jour uniquement. Le personnel de maintenance (personnel de production de la période de campagne) et l’encadrement technique (chaque encadrant à la responsabilité d’un secteur de l’usine) travaillent en journée : 7h à 12h et de 13h à 16h15.
La sucrerie emploie 250 personnes, dont 100 saisonniers durant la campagne.
On distingue cinq services principaux dans la sucrerie :Le service maintenanceLe service productionLe service électrique Le service régulation Le service qualité
Ainsi que les services administratifs suivants :Le service financier Le service achatLe département des ressources humaines (Cf annexe 1 : Organigramme)
Etant donné la nature de mon travail et la disponibilité du personnel encadrant (direction, service qualité, responsables de secteur…), généralement disponible à partir de 16h, nos horaires de travail ont été décidés d’un commun accord avec la direction des ressources humaines ; à savoir du lundi au vendredi et de 8h à 17h en moyenne avec 1h de pause déjeuner. En effet, il était courant de finir plus tard afin de réaliser des réunions ou de s’entretenir avec les responsables.
7
Résumé des tâches effectuées
- Réalisation d’un bilan thermique de la sucrerie
- Rédaction de procédures pour la réalisation d’un bilan thermique
- Création d’un document Excel permettant l’établissement du bilan à partir de la saisie des
données requises
- Analyse du bilan et recherche des sources d’économies potentielles
- Etude technique des différentes économies de vapeur, réalisation de bilans théoriques et
détermination quantitatives des économies de vapeur
- Etude sur le projet « réchauffage du jus avec basses calories »
- Etude et chiffrage des projets d’économie d’énergie
- Calcul du temps de retour sur investissement et aide à la prise de décision d’investissements
- Dimensionnement des réchauffeurs nécessaires à l’augmentation de capacité de la sucrerie
- Mise en place d’un plan d’investissement pour 2006 en rapport avec la réduction de la
consommation vapeur de la sucrerie
8
INTRODUCTION
Ma mission de stage consiste donc dans un premier temps de réaliser un bilan thermique
de la sucrerie et de rédiger les procédures correspondantes Analyse des bilans et recherche
des sources d’économies potentielles
- Etude technique des différentes économies de vapeur, réalisation de bilans théoriques
et détermination quantitatives des économies de vapeur
- Etude sur le projet de réchauffage du jus avec basses calories
- Etude et chiffrage des projets d’économie d’énergie
- Calcul du temps de retour sur investissement et aide à la prise de décision
d’investissements
- Dimensionnement des réchauffeurs nécessaire à l’augmentation de capacité de la
sucrerie
- avec pour objectif final la mise en place d’un plan d’investissement pour 2006 en
rapport avec la réduction de la consommation vapeur de la sucrerie
Tout d’abord, je vais vous présenter succinctement la sucrerie Bois-Rouge à travers sa situation, son organisation et la présentation Dans une seconde partie, j’expliciterai clairement le fonctionnement des machines sur lesquelles j’ai travaillé ainsi que le rôle de conducteur de machines d’extrusion soufflage que j’ai exercé durant trois mois. Je terminerai ce rapport en développant plusieurs points tels que la qualité et la sécurité qui s’avèrent indispensables au bon fonctionnement de l’entreprise. J’y exprimerai également quels sont les enseignements personnels que j’ai pu en retirer notamment sur le plan des relations humaines.
9
Présentation de l’activité, de l’entreprise et du process :
La filière industrielle du sucre au niveau national et Réunionnais:
La France est le septième producteur mondial et le premier producteur européen de sucre avec une production de 4 millions de tonnes. L’avenir s’annonce bien, à en croire les experts prévoyant une augmentation de la consommation de sucre mondialement : en 2010, la demande en sucre devrait s’élever à 150 millions de tonnes. Cependant la remise en question de l’Organisation Communautaire des Marchés (OCM) au niveau des quotas et des prix d’achat du sucre garantis par l’ Union Européenne aux industriels de la branche noirci un peu leur devenir notamment aux niveaux des Départements d’Outre Mer (DOM). Avec ses 240 000 tonnes de sucre, la filière canne à sucre Réunionnaise représente avec la filière Martiniquaise et Guadeloupéenne environ 6 % de la production française.La Réunion est la première zone de production de sucre de canne en France.
L’histoire de la Réunion s’est construite autour de la canne à sucre. La structure de la société réunionnaise actuelle, le métissage de la population, l’art et les traditions découlent de plus de trois siècles d’histoire commune avec ce roseau vert.
Aujourd’hui, la canne emploie directement et indirectement entre 10 000 et 15 000 personnes. Elle maintient une activité rurale sur l’ensemble de l’île et permet à de nombreux planteurs de se tourner, en complément de la canne, vers la culture d’autres produits qui peuvent difficilement être traités en monoculture.
La filière canne-sucre n’est pas seulement une filière agricole importante, cette culture est le pivot de l’aménagement du territoire, elle a un impact très fort sur l’environnement. Elle joue un rôle déterminant en maintenant, même sur le littoral de l’île, des coupures d’urbanisation. Elle contribue également au désenclavement de certaines parties du territoire.A la Réunion, la filière de la canne à sucre représente 9% du PIB du département soit plus d’un milliard d’euros et 50 % de la production agricole finale. Elle fait vivre 7 500 exploitants agricoles et près de 20 000 personnes, de la production à la transformation.
Présentation de la Sucrerie Bois Rouge (SBR) :
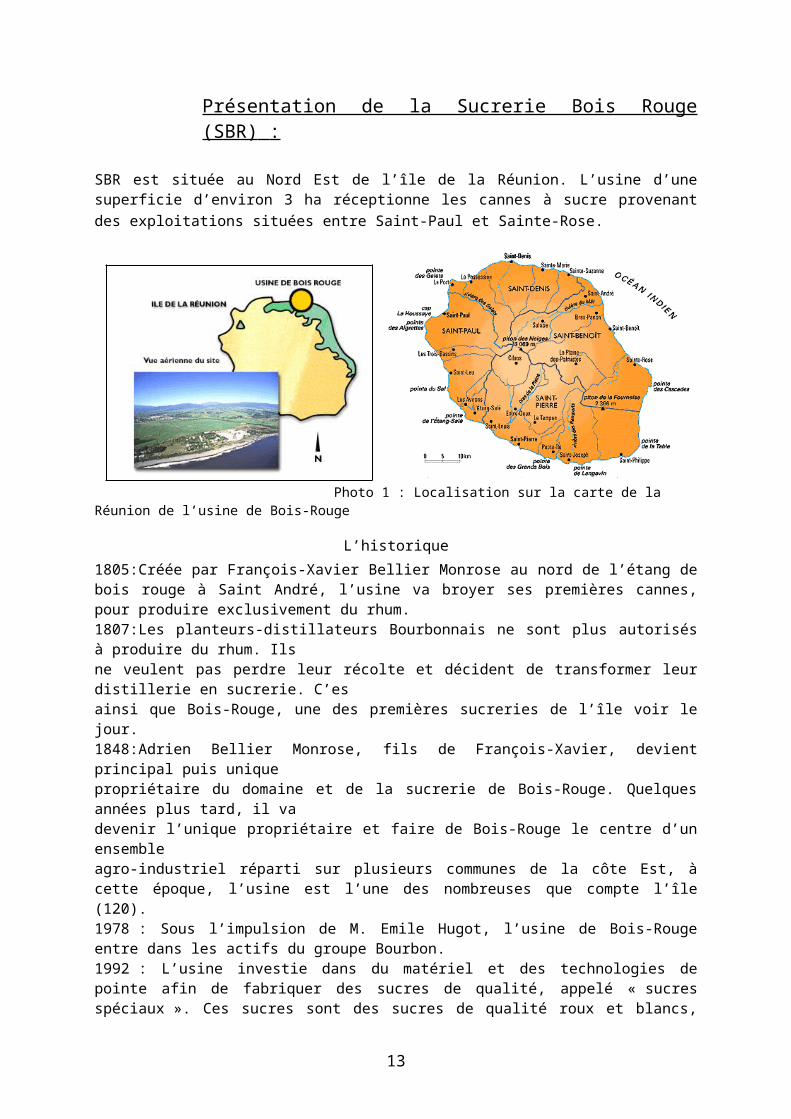
SBR est située au Nord Est de l’île de la Réunion. L’usine d’une superficie d’environ 3 ha réceptionne les cannes à sucre provenant des exploitations situées entre Saint-Paul et Sainte-Rose.
Photo 1 : Localisation sur la carte de la Réunion de l’usine de Bois-Rouge
10

L’historique1805:Créée par François-Xavier Bellier Monrose au nord de l’étang de bois rouge à Saint André, l’usine va broyer ses premières cannes, pour produire exclusivement du rhum.1807:Les planteurs-distillateurs Bourbonnais ne sont plus autorisés à produire du rhum. Ilsne veulent pas perdre leur récolte et décident de transformer leur distillerie en sucrerie. C’esainsi que Bois-Rouge, une des premières sucreries de l’île voir le jour.1848:Adrien Bellier Monrose, fils de François-Xavier, devient principal puis uniquepropriétaire du domaine et de la sucrerie de Bois-Rouge. Quelques années plus tard, il vadevenir l’unique propriétaire et faire de Bois-Rouge le centre d’un ensembleagro-industriel réparti sur plusieurs communes de la côte Est, à cette époque, l’usine est l’une des nombreuses que compte l’île (120).1978 : Sous l’impulsion de M. Emile Hugot, l’usine de Bois-Rouge entre dans les actifs du groupe Bourbon.1992 : L’usine investie dans du matériel et des technologies de pointe afin de fabriquer des sucres de qualité, appelé « sucres spéciaux ». Ces sucres sont des sucres de qualité roux et blancs, consommables dès leur production, qui se caractérisent par un taux d’humidité faible, une maîtrise des paramètres physico-chimiques et bactériologiques.1996 : Face à divers problèmes économiques, la filière canne à sucre adopte une stratégie de restructuration : la Réunion ne compte plus que deux sucreries Bois-Rouge et Le Gol près de Saint-Pierre. Le Groupe Bourbon et Sucrière de la Réunion décide alors de s’allier : à compter de la campagne de 1996, Sucrerie de Bois-Rouge et du Gol deviennent des plates-formes industrielles commune aux deux sociétés. 2001 : Sucrerie de Bois-Rouge rejoint le groupe coopératif Union SDA qui est devient Tereos en 2004 en s’alliant avec Béghin-Say. Tereos est un des principaux spécialistes des sucres, alcools et céréales en europe avec un chiffre d’affaire d’environ 1,7 milliard d’euros en 2004.
Bois-Rouge : un complexe pluri-industriel
Le site industriel de Bois-Rouge regroupe aujourd’hui trois industries : La sucrerie : La Sucrerie de Bois-Rouge (SBR) est située au Nord Est de l'île de la Réunion et réceptionne les cannes à sucre provenant des exploitations d'une large partie de l'île, de Saint Paul à Sainte Rose. Elle est l’une des deux dernières sucrerie de l'île de La Réunion (la seconde étant la sucrerie du Gol situé à Saint-Louis au sud-ouest de l'île).D'une capacité de broyage d'environ 8000 tonnes par jour, la sucrerie traite 1 million de tonnes de canne, récoltée sur 13 000 hectares par 1 700 planteurs, et fabrique 107 000 tonnes de sucre (chiffre 2004). Ce sucre est ensuite envoyé à la société Eurocanne qui conditionne et expédie les sucres vers la métropole et l'Union Européenne.
Une distillerie : une activité de distillerie à partir des mélasses de la sucrerie (34 000 tonnes de mélasse chaque campagne) complète le dispositif industriel de Bois-Rouge. Transférée en novembre 1992, la Distillerie de Savanna élabore l’intégralité de la gamme des rhums qu’ils soient traditionnels de sucrerie ou agricole, léger, maturé, vieilli ou encore grand arôme. Elle produit annuellement 46 000 hlap (hectolitres d’alcool pur), pour les besoins du marché local et l’exportation vers l’Europe.
Une centrale thermique mixte bagasse-charbon (CTBR): Développée par charbonnages de France, en partenariat avec Sucrerie de Bois-Rouge et E.D.F en 1992, la CTBR absorbe l’intégralité de la bagasse issue du traitement de la canne par la sucrerie ( environ 250 000 tonnes par campagne) et l’alimente en vapeur d’eau et électricité. Elle couvre 22 % des besoins en énergie électrique de l’île.
L’association de ces trois unités permet à la Sucrerie de Bois-Rouge de valoriser l’intégralité des coproduits du traitement de la canne.
11
Les types de sucres produits par SBR
La Sucrerie de Bois-Rouge produit du sucre brut (non raffiné) mais également des sucres de qualité. Le sucre brut, ou « sucre vrac » (roux), est produit en avant de l’usine, puis stocké dans des silos. Une partie de ce sucre est ensuite raffinée en arrière de l’usine, à l’ASS (Atelier des Sucres Spéciaux) pour obtenir toute une gamme de sucres aux teintes et granulométries diverses : le sucre blanc raffiné, produit par une refonte et une décoloration au SO2 du sucre roux puis une recristallisation et cinq sucre « colorés » (Blond de Roux, Ambré de Roux, Roux de Roux et Roux Intense, du plus clair au plus foncé). L’usine est ainsi la seule à produire du sucre blanc sur l’île. La production de ce sucre affiné représente environ 55 % de la production.
III – Les étapes de la fabrication du sucre ( voir schéma en annexe) :
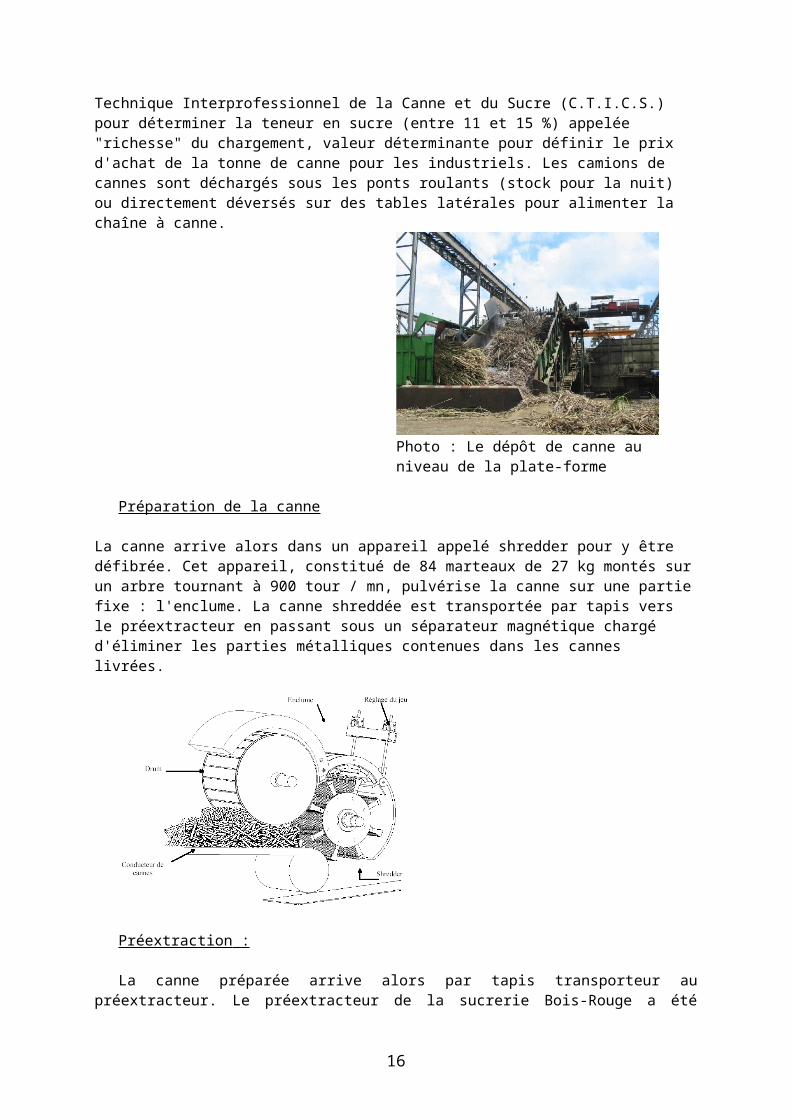
Réception de la canne :Les chargements de cannes longues ou tronçonnées livrés dans la journée par les planteurs sont pesés et échantillonnés par le Centre Technique Interprofessionnel de la Canne et du Sucre (C.T.I.C.S.) pour déterminer la teneur en sucre (entre 11 et 15 %) appelée "richesse" du chargement, valeur déterminante pour définir le prix d'achat de la tonne de canne pour les industriels. Les camions de cannes sont déchargés sous les ponts roulants (stock pour la nuit) ou directement déversés sur des tables latérales pour alimenter la chaîne à canne.
Photo : Le dépôt de canne au niveau de la plate-forme
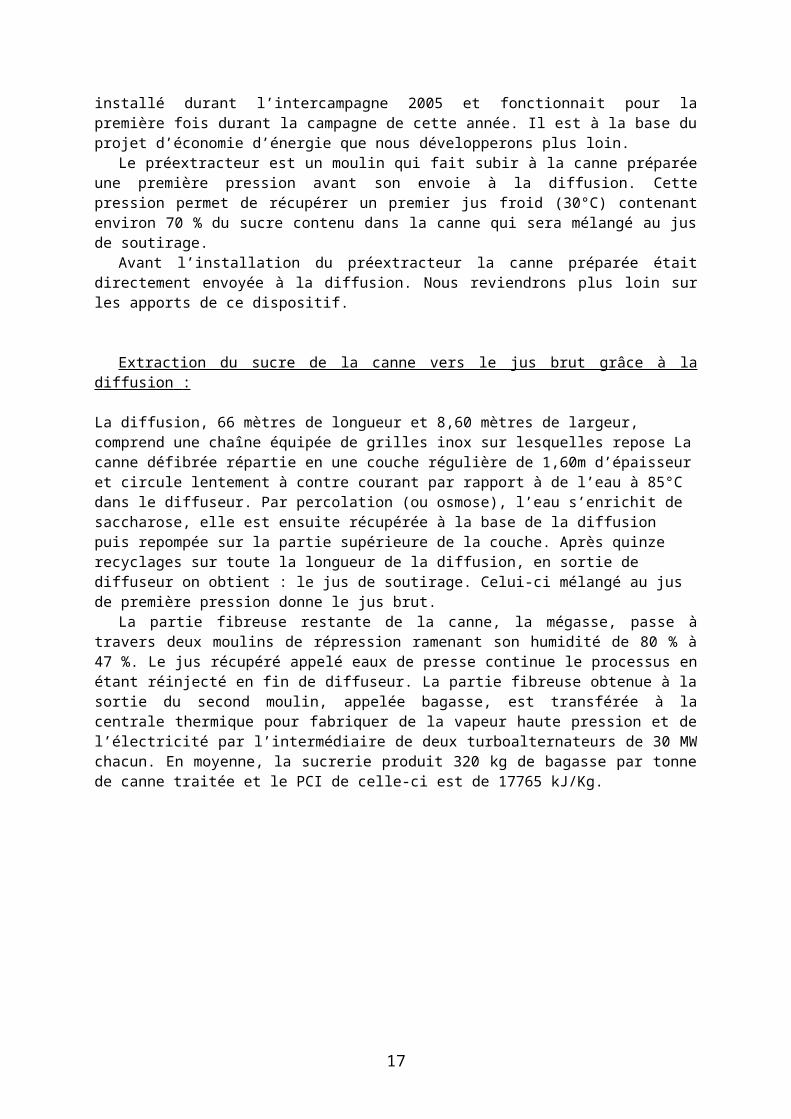
Préparation de la canne
La canne arrive alors dans un appareil appelé shredder pour y être défibrée. Cet appareil, constitué de 84 marteaux de 27 kg montés sur un arbre tournant à 900 tour / mn, pulvérise la canne sur une partie
12
fixe : l'enclume. La canne shreddée est transportée par tapis vers le préextracteur en passant sous un séparateur magnétique chargé d'éliminer les parties métalliques contenues dans les cannes livrées.
Préextraction :
La canne préparée arrive alors par tapis transporteur au préextracteur. Le préextracteur de la sucrerie Bois-Rouge a été installé durant l’intercampagne 2005 et fonctionnait pour la première fois durant la campagne de cette année. Il est à la base du projet d’économie d’énergie que nous développerons plus loin.
Le préextracteur est un moulin qui fait subir à la canne préparée une première pression avant son envoie à la diffusion. Cette pression permet de récupérer un premier jus froid (30°C) contenant environ 70 % du sucre contenu dans la canne qui sera mélangé au jus de soutirage.
Avant l’installation du préextracteur la canne préparée était directement envoyée à la diffusion. Nous reviendrons plus loin sur les apports de ce dispositif.
Extraction du sucre de la canne vers le jus brut grâce à la diffusion :
La diffusion, 66 mètres de longueur et 8,60 mètres de largeur, comprend une chaîne équipée de grilles inox sur lesquelles repose La canne défibrée répartie en une couche régulière de 1,60m d’épaisseur et circule lentement à contre courant par rapport à de l’eau à 85°C dans le diffuseur. Par percolation (ou osmose), l’eau s’enrichit de saccharose, elle est ensuite récupérée à la base de la diffusion puis repompée sur la partie supérieure de la couche. Après quinze recyclages sur toute la longueur de la diffusion, en sortie de diffuseur on obtient : le jus de soutirage. Celui-ci mélangé au jus de première pression donne le jus brut.
La partie fibreuse restante de la canne, la mégasse, passe à travers deux moulins de répression ramenant son humidité de 80 % à 47 %. Le jus récupéré appelé eaux de presse continue le processus en étant réinjecté en fin de diffuseur. La partie fibreuse obtenue à la sortie du second moulin, appelée bagasse, est transférée à la centrale thermique pour fabriquer de la vapeur haute pression et de l’électricité par l’intermédiaire de deux turboalternateurs de 30 MW chacun. En moyenne, la sucrerie produit 320 kg de bagasse par tonne de canne traitée et le PCI de celle-ci est de 17765 kJ/Kg.
13

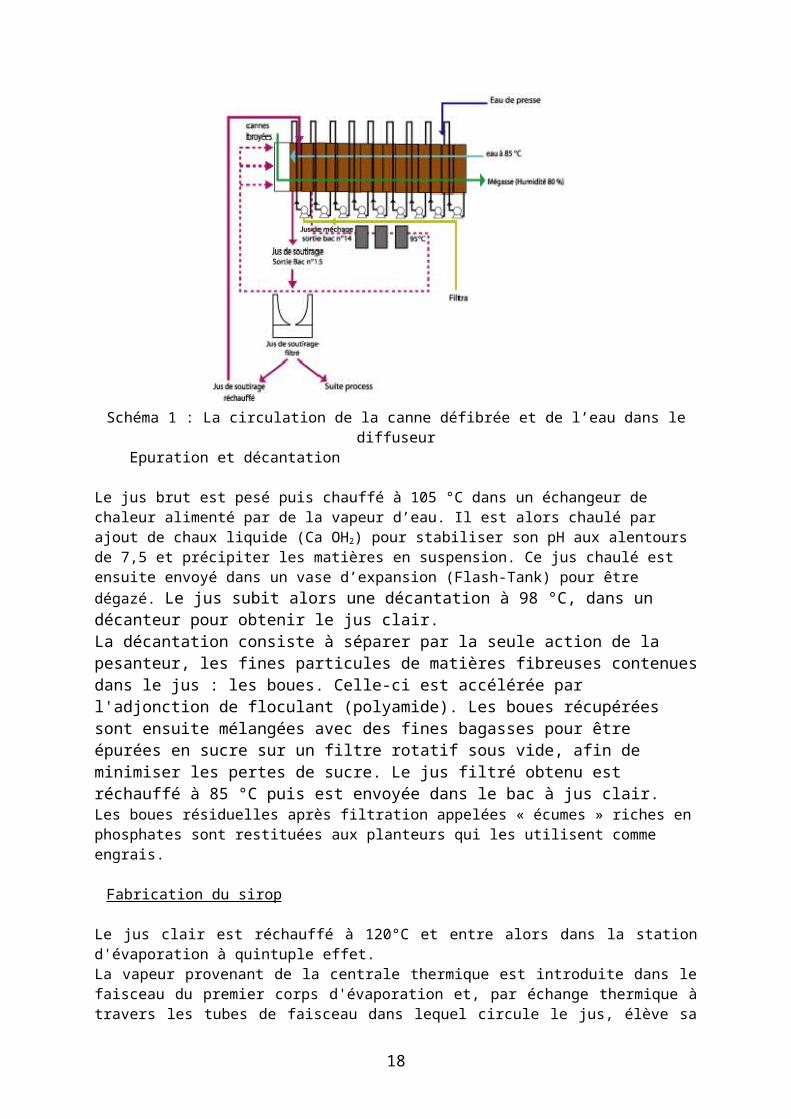
Schéma 1 : La circulation de la canne défibrée et de l’eau dans le diffuseur Epuration et décantation
Le jus brut est pesé puis chauffé à 105 °C dans un échangeur de chaleur alimenté par de la vapeur d’eau. Il est alors chaulé par ajout de chaux liquide (Ca OH2) pour stabiliser son pH aux alentours de 7,5 et précipiter les matières en suspension. Ce jus chaulé est ensuite envoyé dans un vase d’expansion (Flash-Tank) pour être dégazé. Le jus subit alors une décantation à 98 °C, dans un décanteur pour obtenir le jus clair. La décantation consiste à séparer par la seule action de la pesanteur, les fines particules de matières fibreuses contenues dans le jus : les boues. Celle-ci est accélérée par l'adjonction de floculant (polyamide). Les boues récupérées sont ensuite mélangées avec des fines bagasses pour être épurées en sucre sur un filtre rotatif sous vide, afin de minimiser les pertes de sucre. Le jus filtré obtenu est réchauffé à 85 °C puis est envoyée dans le bac à jus clair.Les boues résiduelles après filtration appelées « écumes » riches en phosphates sont restituées aux planteurs qui les utilisent comme engrais.
Fabrication du sirop
Le jus clair est réchauffé à 120°C et entre alors dans la station d'évaporation à quintuple effet.La vapeur provenant de la centrale thermique est introduite dans le faisceau du premier corps d'évaporation et, par échange thermique à travers les tubes de faisceau dans lequel circule le jus, élève sa température. L'eau contenue naturellement dans la canne et celle ajoutée au cours du processus est ainsi évaporée du jus. La vapeur émise par le jus clair après une surchauffe jouera le rôle de vapeur de chauffe dans les autres caisses. Celles-ci sont soumises à un vide de plus en plus prononcé d’une caisse à l’autre afin que dans chacune, la différence de température entre la vapeur du jus de la caisse précédente et le jus entrant soit suffisante afin d’évaporer celui-ci. Le jus est donc concentré au cours de ses passages successifs à travers les différents corps d'évaporation. On obtient alors en sortie d'évaporation : le sirop.
. Cristallisation
14

Le sirop est filtré pour éliminer toutes les fines particules de non-sucre ; la cuisson s'effectue alors dans un appareil à cuire appelé « Cuite Continue A ». Le cuiseur introduit une quantité de sirop : la concentration du sirop se fait à niveau constant et lorsque la sursaturation en sucre atteint la valeur voulue, il est procédé au grainage par ensemencement de cristaux de sucre qui engendre la formation rapide de nouveaux cristaux.
Après un temps de développement de ceux-ci, il est procédé à un apport continu de sirop vierge de façon à les grossir. Les cristaux de sucre se développent sous un vide et une pression vapeur constants.
Pendant la dernière phase de cuite, on procède à un serrage de la masse cuite par une concentration obtenue par le vide et la vapeur.Après obtention de la quantité et de la grosseur des cristaux de sucre recherchées, on "lâche" la cuite c'est-à-dire que l’on relâche le vide et expose l’appareil à la pression atmosphérique. À l’issue de cette première cuisson, on obtient la Masse Cuite A. On ouvre alors la vanne de vidange de l'appareil pour vider celle-ci dans les malaxeurs.
Malaxage et turbinage de la masse cuite A :
Le malaxage consiste à agiter la masse cuite sortie des appareils pour obtenir un épuisement optimum : le sucre encore contenu dans la liqueur-mère continue à se déposer sur les cristaux. Le malaxage agitant cette masse cuite modifie constamment les positions de la liqueur-mère et des cristaux pour favoriser leurs grossissements.
Le turbinage est la séparation de la liqueur-mère et des cristaux de sucre A appelé « sucre Vrac ». Cette opération se réalise dans une centrifuge, qui comporte un panier destiné à recevoir la masse cuite. Le panier tournant à 1 200 tr/mn environ est percé de trous et garni de tamis (diamètre de pore: 130 μm) qui servent à retenir le sucre tout en laissant passer "l'égout A".
Le "clairçage" (3 à 5 sec.) à l'eau chaude ou à la vapeur permet de laver et d'entraîner le film d'égout entourant les cristaux. Le sucre humide (env. 1 %) est récupéré sous les centrifugeuses par un transporteur à secousses.
Fabrication et malaxage de la masse cuite B et C : L’égout A est à nouveau traité dans une « Cuite Continue B ». Ce dernier est alimenté en égout A et en ensemencement. Après cuisson, on obtient « la masse cuite B ». Cette dernière va être également malaxée et turbinée (diamètre de pore du tamis : 90 μm). Le sucre B est réempaté (Magma B), puis envoyé soit à la cuite A soit à l’ASS. La fabrication de la masse cuite C dans une « cuite continue C » se fait grâce à l’égout B et un ensemencement. Cette cuite est malaxée dans des malaxeurs verticaux puis turbinée (diamètre de pore du tamis : 60 μm). Le sucre C formé est réempatté (Magma C) et refondu pour alimenté la « cuite continue A » ; l’égout C est appelée mélasse, elle est pesé et transféré aux distilleries de Savanna (2/3) et de la Rivière du Mât (1/3) où elle sera transformée en rhums.
Séchage et conditionnement
15
Pour faciliter la manutention, le stockage et avoir une bonne conservation du sucre en magasin, il faut diminuer le taux d'humidité du sucre entre 0,03 et 0,05 %.Un sécheur se compose : d'une partie séchante équipée de ventilateurs et réchauffeur d'air et d'une partie refroidissante. Le sucre sec pesé en sortie de sécheur traverse des barreaux aimantés pour éliminer toutes les particules métalliques. Un élévateur transporte le sucre dans les cellules de stockage. Celui-ci est ensuite chargé dans des camions étanches puis transporté, déchargé, et stocké dans le silo d'Eurocanne au Port avant d’être commercialisé localement ou exporté vers les pays de l’Union européenne, par le biais de la société de négoce Loiret & Haentjèns.. Il passera alors par des transporteurs à bande, où il sera tamisé pour avoir un produit homogène en couleur et en granulométrie suivant les besoins de la clientèle.
Le sucre sera conditionné en sachets de 1 kg, 2 kg pour la grande distribution ou 20, 25, 50 kg en sac papier et polypropylène ainsi qu'en "Big Bag" d'une tonne ou dans des conteneurs de 21 tonnes pour celui destiné à l'exportation.
16
f , Pc
1) Détermination de l’évaporation :
On rappel que l’on a noté Bxs i le brix du jus sortant de la caisse numéro i, le brix entrant dans la caisse d’indice i est donc Bxs i -1 pour les caisse 1, 2B, 2A, 3, 4 et 5 d’indice i respectifs 1,2,3,4,5 et 6. Le brix entrant dans la première caisse d’évaporation est évidemment Bxje. Une fois ces indices précisés, on peut alors définir l’évaporation ayant lieu dans la caisse d’indice i en kg par tonne de canne qui est donnée par la formule suivante :
Ei (kg/tc) = Dje * ( Bxje / 100 ) * { (100/ Bxs i -1 ) – (100/ Bxs i ) }
2) Détermination du retard à l’ébullition :
Le retard à l’ébullition pour les caisses d’indice i avec i ≠ 1 est donné en °C par l’expression suivante :
Ri (°C) = [ (Ts i + 84) * 1.38 * Bxs i ] / [ 100 * (100 - Bxs i ) ]
3) Détermination du flash de vapeur :
Afin de simplifier la formule de calcul du flash, nous nous servirons d’une grandeur intermédiaire homogène à des kcal / kg que nous appellerons X i. Il est à noter que nous calculerons également cette grandeur à l’entrée de la première caisse d’évaporation que nous noterons X 0.Nous définissons X i de la sorte :
Xi = ( Dje * Bxje / Bxs i ) * ( ( Ts i * ( 1 - ( 0,192 - 0,0009 * Ts i ) * Bxs i /100 ) ) -
( ( Ts i +1 + Ri +1 ) * ( 1- ( 0,192 - 0,0009 * ( Ts i +1 + Ri +1 ) ) * Bxs i +1 / 100 ) ) )
Nous pouvons alors définir le flash vapeur en kg / tc de chaque caisse d’évaporation d’indice i d’après la formule ci-dessus:
Fi = Xi -1 / ( 595.4 – 0.497 * Ts i - 0.0007 * ( Ts i ) ² )
4) Détermination du coefficient d’échange de chaque caisse:
Nous pouvons maintenant calculer le coefficient d’échange thermique Ki en kcal / (h.m².°C ) de chaque caisse d’indice i par la formule suivante :
Ki = { Dc * ( Ei – Fi ) * [ 595.4 – 0.503 * Ts i – 0.0007 * ( Ts i ) ² ] } / { (Te - Ts i – Ri) * Si }
17
5) Sommation des échappement:
La sommation des échappements est calculée de la manière suivante en kg/tc :
Echap ( kg/tc) = ( (E1 – F1) * ( Hvap jae 2/ 0 - Hvap jae 1/ 1 ) ) + Dvap jae 2/ 0
Ou en tonnes par heure :
Echap ( t/h) = Echap ( kg/tc) * Capacité ( tc/h) / 1000
18
Bilan des prélèvements
Le bilan des prélèvements consiste à répertorier tous les prélèvements de vapeur ayant lieu au niveau des différentes caisses d’évaporation pour alimenter les réchauffeurs, les postes de cuite, les ateliers de refonte, les postes de séchage...Nous quantifierons ces prélèvements et préciserons également l’évaporateur source et le ballon de retour de chacun.(Afin de prendre en compte les différentes pertes de vapeur, nous appliquerons à ces prélèvements un coefficient de 1,05.)
Prélèvements à prendre en compte :
- Les 10 réchauffeurs- Refonte magma C - Refonte B - Refonte affinage - Séchage vrac - Séchage roux - Cuite CCA 1200 - Cuite R 300 - Cuite A 507 A510 - Cuites usine- Distillerie
19

Bilan des retours d’eau
Le bilan des retours d’eau consiste à lister et détailler les différents retours d’eau vers les ballons. Nous retrouverons les retours de chaque évaporateur ainsi que de chacun des postes usager de vapeur.Nous préciserons le débit ( en kg / tc ), la température, la chaleur latente, le flux thermique et le ballon de retour de chaque condensat.
Données nécessaires : - Bilan des prélèvements- Bilan évaporation- Bilan réchauffeurs- Condensats extrait en kg / tc
Calcul du débit de chaque effet :
Le débit de chacun des effets de l’évaporation est calculé en kg / tc de la manière suivante :
D = ( Evap – Flash ) * Hvap effet suivant / Hvap effet
Chaleur Latente :
Nous calculerons également la chaleur latente kcal / kg par la formule classique :
Hvap = 595.4 – 0.503 T – 0.0007 T ²
Flux thermique :
De plus, le flux thermique de chaque retour en Kcal / tc sera :
Φ = D ( kg / tc ) * T ( °C ) * C(h2o)
Avec C(h2o) : chaleur spécifique de l’eau en kcal / ( kg . °C ) ( égale à 1 ).
Calculs au niveau des ballons :
Nous ferons la somme de tous les retours entrant dans chaque ballon, de plus nous calculerons tour à tour les condensats et les flash en kg / tc associés à chaque ballon en commençant par le condensat du premier ballon et en notant que le Flash de celui-ci est nul.
20

Calcul du condensat vers le ballon suivant :
C = Σ retours vers ballon – Condensats extraits – Flash
Calcul du Flash :
Flash Ballon n = Condensat Ballon (n-1) * ( T°ballon n-1 - T°ballon n ) / Hvap temp n – T°C ballon n * C(h2o)
21
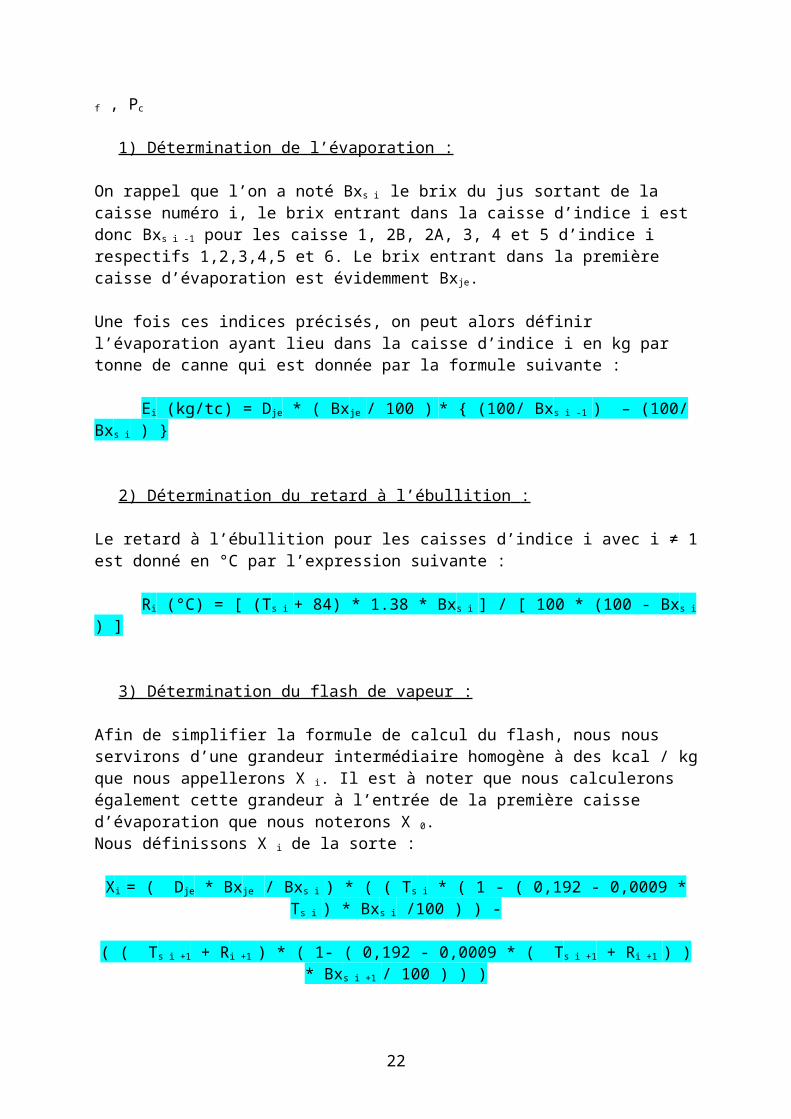
Schéma global récapitulatif
A partir de toutes les différentes données recueillies et calculées, nous pouvons maintenant établir un schéma global récapitulatif en complétant la feuille jointe.
22