BAB II LANDASAN TEORI - thesis.binus.ac.idthesis.binus.ac.id/doc/Bab2/2008-2-00473-TI Bab 2.pdf ·...
30
BAB II LANDASAN TEORI 2.1 Perancangan Sistem Kerja Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk mendapatkan rancangan terbaik dari sistem kerja yang bersangkutan. Teknik- teknik dan prinsip-prinsip ini digunakan untuk mengatur komponen-komponen sistem kerja yang terdiri dari manusia dengan sifat dan kemampuannya, peralatan kerja, bahan serta lingkungan kerja sedemikian rupa sehingga dicapai tingkat efektifitas dan efisiensi yang tinggi bagi perusahaan serta aman, sehat dan nyaman bagi pekerja. (Sutalaksana, Iftikar Z. (2006). Teknik Perancangan Sistem Kerja) SISTEM KERJ A PERANCANGAN SISTEM KERJ A PEKERJA BAHAN MESIN/ PERALATAN LINGKUNGAN beberapa alternatif ALTERNATIFTERPILIH Gambar 2.1 bagan gambaran perancangan sistem kerja
Transcript of BAB II LANDASAN TEORI - thesis.binus.ac.idthesis.binus.ac.id/doc/Bab2/2008-2-00473-TI Bab 2.pdf ·...

BAB II
LANDASAN TEORI
2.1 Perancangan Sistem Kerja
Suatu ilmu yang terdiri dari teknik-teknik dan prinsip-prinsip untuk
mendapatkan rancangan terbaik dari sistem kerja yang bersangkutan. Teknik-
teknik dan prinsip-prinsip ini digunakan untuk mengatur komponen-komponen
sistem kerja yang terdiri dari manusia dengan sifat dan kemampuannya, peralatan
kerja, bahan serta lingkungan kerja sedemikian rupa sehingga dicapai tingkat
efektifitas dan efisiensi yang tinggi bagi perusahaan serta aman, sehat dan nyaman
bagi pekerja. (Sutalaksana, Iftikar Z. (2006). Teknik Perancangan Sistem Kerja)
SISTEM KERJA
PERANCANGAN SISTEM KERJA
PEKERJABAHANMESIN/
PERALATANLINGKUNGAN
beberapa alternatif ALTERNATIFTERPILIH
Gambar 2.1 bagan gambaran perancangan sistem kerja
Telah dikemukakan tadi bahwa perancangan sistem merupakan hasil
perpaduan antara teknik-teknik pengukuran waktu dan prinsip-prinsip studi
gerakan sebagaimana dikembangkan oleh para pemulanya, yaitu :
1. F.W. Taylor dengan pengukuran waktunya
Taylor sampai saat ini dipandang sebagai seorang yang memberikan
kontribusi besar dalam dunia ilmu pengetahuan, bukan hanya teknik
industri, tetapi juga ilmu manajemen. Taylor berpendapat bahwa pekerja-
pekerja tersebut memberikan hasil dibawah yang sebenarnya dapat
dihasilkan. Dari pengamatan-pengamatannya ia mempunyai dugaan kuat
bahwa yang menjadi penyebab terjadinya hal tersebut adalah pengaturan
jam kerja yang tidak baik. Setelah meyakinkan hal ini kepada
pimpinannya, Taylor mendapat izin dan dana untuk melakukan penelitian
mengenai pendapatnya.
Taylor menugaskan dua orang pekerja yang baik dan kuat yang
sebelumnya telah diberikan penjelasan bahwa tujuan penelitian bukanlah
untuk mengukur kekuatan maksimal yang didapat dihasilkan seseorang
selama hari kerja, melainkan untuk mengetahui seberapa besar tenaga
seorang pekerja harus dikeluarkan agar pekerja tersebut dapat memberikan
hasil sebanyak-banyaknya. Melalui kedua pekerjanya itu Taylor
berpendapat bahwa hasil kerja sangat dipengaruhi oleh lamanya waktu
bekerja, lamanya waktu istirahat dan frekuensi istirahat. Jadi bekerja 6 jam
dan istirahat 1 jam akan berbeda hasil yang dicapainya dengan bekerja 5
jam dan istirahat 1 jam atau 2 jam. Begitu pula akan lain hasilnya bila
bekerja 6 jam dengan istirahat 2 kali setengah jam.
2. F.B. Gilbreth dengan studi geraknya
Seorang lagi yang dipandang mempunyai peranan besar, khususnya
dalam pengembangan awal teknik tata cara kerja adalah Frank B. Gilbreth.
Gerakan-gerakan kerja yang dilakukan pekerja diamati dan diteliti antara
lain dengan menggunakan kamera-kamera film untuk merekamnya,
kemudian mempelajari hasilnya dengan kecepatan putar sangat lambat.
Dari penelitian-penelitian itu akhirnya Gilbreth mendapatkan suatu
prosedur untuk menganalisis gerakan kerja dan memperbaikinya. Prosedur
itu adalah membagi gerkan-gerakan kerja menjadi elemen-elemen gerakan
dasar yang merupakan bagian dari suatu gerakan.
2.2 Peta-peta Kerja
Ada 5 langkah sistematis untuk memecahkan suatu masalah, yaitu :
1. Pendefinisian masalah, merupakan langkah pertama, tujuan yang akan
dicapai dinyatakan secara umum. Artinya, ditentukan dahulu kriteria-
kriterianya, hasil yang diinginkan, waktu yang tersedia, dan lain-lain.
2. Penganalisisan masalah, berdasarkan fakta-fakta yang ada, dibuat
spesifikasi dan batasan-batasannya, menyajikan fakta-fakta yang
sistematis, melakukan pengujian kembali atas persoalan dan kriteria-
kriterianya.
3. Pencarian alternatif-alternatif. Berdasarkan kriteria-kriteria dan
batasan-batasan yang telah ditentukan, disusun sebagai alternatif
pemecahan persoalan yang masih harus dipilih.
4. Mengevaluasi alternatif-alternatif yang diusulkan. Alternatif-alternatif
yang diperoleh pada langkah 3, dipilih yang paling baik dengan
menggunakan prinsip-prinsip dan teknik-teknik yang dapat
dipertanggungjawabkan secara ilmiah.
5. Pengambilan keputusan. Memilih satu alternatif dari berbagai alternatif
yang ada, merupakan keputusan yang harus dilaksanakan.
2.2.1 Definisi peta kerja
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara
sistematis dan jelas (biasanya kerja produksi). Lewat peta-peta ini kita dapat
melihat semua langkah atau kejadian yang dialami oleh suatu benda kerja dari
mulai masuk kepabrik; kemudian menggambarkan semua langkah yang
dialaminya, seperti : transportasi, opersi mesin, pemeriksaan dan perakitan;
sampai akhirnya menjadi produk jadi, baik produk lengkap atau merupakan
bagian dari suatu produk lengkap. (Sutalaksana, Iftikar Z. (2006). Teknik Perancangan
Sistem Kerja)
2.2.2 Lambang-lambang yang digunakan
Menurut catatan sejarah, peta-peta kerja yang ada sekarang ini
dikembangkan oleh Gilbreth. Pada saat itu, untuk membuat suatu peta kerja,
Gilbreth mengusulkan 40 buah lambang yang bisa dipakai. Pada tahun berikutnya
jumlah lambnag tersebut disederhanakan sehingga hanya tinggal 4 macam saja.
Namun pada tahun 1947 American Socieety of Mechanical Engineers (ASME)
membuat standar lambang-lambang yang terdiri atas 5 macam lambang yang
merupakan modifikasi dari yang telah dikembangkan sebelumnya oleh Gilbreth.
Operasi
Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan
sifat, baik fisik maupun kimiawi. Mengambil informasi maupun memberikan
informasi pada suatu keadaan juga termasuk operasi. Operasi juga merupakan
kegiatan yang paling banyak terjadi dalam suatu proses. Dan biasanya terjadi pada
suatu mesin atau sistem kerja.
Pemeriksaan
Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan
mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas. Lambnag ini
digunakan jika kita melakukan pemeriksaan terhadap suatu objek atau
membandingkan objek tertentu dengan suatu standar. Suatu pemeriksaan tidak
memjuruskan bahan kearah menjadi suatu barang jadi, contohnya : mengukur
dimensi benda, memeriksa warna benda dan kelengkapan benda.

Transportasi
Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja atau
perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari
suatu operasi. Suatu pergerakan yang merupakan bagian dari operasi atau
disebabkan oleh petugas pada tempat bekerja sewaktu operasi atau pemeriksaan
berlangsung, bukanlah merupakan transportasi. Contohnya : benda kerja atau
bahan baku diangkut oleh material handling untuk diproses.
Menunggu
Proses menunggu terjadi apabila benda kerja, pekerja ataupun
perlengkapan tidak mengalami kegiatan apa-apa selain menunggu (biasanya
sebentar) contohnya : objek menunggu diperiksa atau diproses.
Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka
waktu yang cukup lama. Jika benda kerja tersebut akan diambil kembali biasanya
memerlukan suatu prosedur perizinan tertentu. Lambang ini digunakan untuk
menyatakan suatu objek yang mengalami penyimpanan permanen, yaitu ditahan
atau dilindungi terhadap pengeluaran tanpa izin tertentu. Contohnya : bahan baku
atau barang jadi disimpan dalam gudang.

Aktivitas gabungan
Kegiatan ini terjadi apabila antara aktivitas operasi dan pemeriksaan
dilakukan bersamaan atau dilakukan pada suatu tempat kerja.

2.2.3 Macam-macam peta kerja
Pada dasarnya peta-peta bisa dibagi dalam dua kelompok besar
berdasarkan kegiatannya, yaitu :
1. Peta-peta kerja yang digunakan untuk menganalisis kegiatan kerja
keseluruhan. Yang termasuk peta kerja keseluruhan adalah :
• Peta proses operasi
Menggambarkan langkah-langkah operasi dan pemeriksaan
yang dialami bahan (atau bahan-bahan) dalam urutan-
urutannya sejak awal sampai menjadi produk jadi utuh
maupun sebagai bagian setengah jadi.
Gambar 2.2 prinsip pembuatan peta proses operasi
Ket :
W = Waktu yang dibutuhkan untuk suatu operasi
O-N = Nomor urut untuk kegiatan operasi tersebut
I-N = Nomor urut untuk kegiatan pemeriksaan tersebut
M = Menunjukan mesin atau tempat dimana kegiatan
tersebut di laksanakan.

• Peta aliran proses
Suatu diagram yang menunjukan urutan-urutan dari
operasi, pemeriksaan, transportasi, menunggu dan
penyimpanan yang terjadi selama satu proses atau prosedur
berlangsung. Macam-macam peta aliran proses :
a. Peta aliran proses tipe bahan,
menggambarkan kejadian yang dialami oleh
bahan.
b. Peta aliran proses tipe orang, suatu peta yang
menggambarkan suatu proses dalam bentuk
aktivitas-aktivitas manusianya.
c. Peta aliran proses tipe kertas, aliran dari
kertas yang menjalani sekumpulan urutan
proses mengikuti suatu prosedur tertentu
secara bertahap.
• Peta proses kelompok kerja
Merupakan kumpulan dari beberapa peta aliran proses
dimana tiap peta aliran proses tersebut menunjukan satu
seri kerja dari seorang operator.
• Diagram alir
Merupakan suatu gambaran menurut skala, dari susunan
lantai dan gedung, yang menunjukan lokasi dari semua
aktivitas yang terjadi dalam peta aliran proses.
Aktivitasnya, yang berarti pergerakan suatu material atau
orang dari satu tempat ke tempat berikutnya. Arah aliran
digambarkan oleh anak panah kecil pada garis aliran
tersebut.
2. Peta-peta kerja yang digunakan untuk menganalisis kegiatan kerja
setempat. Yang termasuk peta kerja setempat adalah :
• Peta pekerja, dan mesin
• Peta tangan kanan–tangan kiri
2.3 Perancangan Tata letak
Definisi tata letak secara umum ditinjau dari sudut pandang produksi
adalah susunan fasilitas-fasilitas produksi untuk memperoleh efisiensi pada suatu
produksi. Perancangan tata letak meliputi pengaturan tata letak fasilitas-fasilitas
operasi dengan memanfaatkan area yang tersedia untuk penempatan mesin-mesin,
bahan-bahan, perlengkapan untuk operasi, personalia, dan semua peralatan serta
fasilitas yang digunakan dalam proses produksi. (Purnomo, Hari. Perencanaan dan
Perancangan Fasilitas)
Secara garis besar tujuan utama dari tata letak pabrik ialah mengatur area
kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi
aman, dan nyaman sehingga akan dapat menaikkan moral kerja dan kinerja dari
operator.
Tipe tata letak yang sesuai akan menjadikan efisiensi proses
manufakturing untuk jangka waktu yang cukup panjang. Tipe-tipe tata letak
secara umum adalah Product Layout dan Process Layout.
1. Tata Letak Fasilitas Berdasarkan Aliran Produksi (Product Layout atau
Production Line Product)
Product layout dapat didefinisikan sebagai metode atau cara
pengaturan dan penempatan semua fasilitas produksi yang diperlukan ke
dalam suatu departemen tertentu atau khusus. Suatu produk dapat dibuat/
diproduksi sampai selesai di dalam departemen tersebut. Bahan baku di
pindahkan dari satu stasiun kerja ke stasiun kerja lainnya di dalam departemen
tersebut, dan tidak perlu dipindah-pindahkan ke departemen lain. Dalam
product layout, mesin-mesin atau alat bantu disusun menurut urutan proses
dari suatu produk. Produk-produk bergerak secara terus menerus dalam suatu
garis perakitan. Product layout akan digunakan bila volume produksi cukup
tinggi dan variasi produk tidak banyak dan sangat sesuai untuk produksi yang
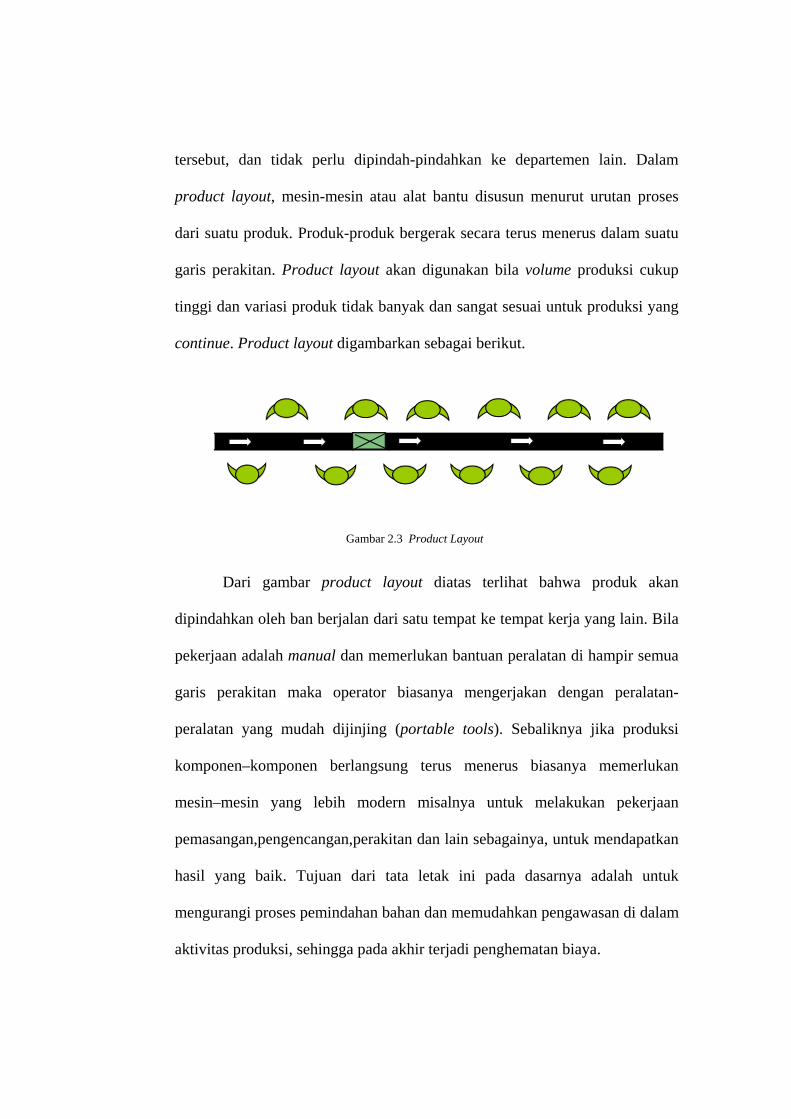
continue. Product layout digambarkan sebagai berikut.
Gambar 2.3 Product Layout
Dari gambar product layout diatas terlihat bahwa produk akan
dipindahkan oleh ban berjalan dari satu tempat ke tempat kerja yang lain. Bila
pekerjaan adalah manual dan memerlukan bantuan peralatan di hampir semua
garis perakitan maka operator biasanya mengerjakan dengan peralatan-
peralatan yang mudah dijinjing (portable tools). Sebaliknya jika produksi
komponen–komponen berlangsung terus menerus biasanya memerlukan
mesin–mesin yang lebih modern misalnya untuk melakukan pekerjaan
pemasangan,pengencangan,perakitan dan lain sebagainya, untuk mendapatkan
hasil yang baik. Tujuan dari tata letak ini pada dasarnya adalah untuk
mengurangi proses pemindahan bahan dan memudahkan pengawasan di dalam
aktivitas produksi, sehingga pada akhir terjadi penghematan biaya.

2. Tata letak fasilitas berdasarkan fungsi atau macam proses (process layout)
Dalam Process / functional Layout semua operasi dengan sifat yang
sama dikelompokkan dalam departemen yang sama pada suatu pabrik /
industri. Mesin, peralatan yang mempunyai fungsi yang sama dikelompokkan
menjadi satu, misalnya semua mesin bubut dijadikan satu departemen, mesin
bor dijadikan satu departemen dan mill dijadikan satu departemen. Dengan
kata lain, material dipindah menujun departemen – departemen sesuai dengan
urutan proses yang dilakukan.
Process layout dilakukan bila volume produksi kecil, dan terutama
untuk jenis produk yang tidak standart, biasanya berdasarkan order. Kondisi
ini disebut sebagai “job shop”. Tata letak tipe process layout banyak dijumpai
pada sektor industri manufacturing maupun jasa.
Kelebihan atau keuntungan menggunakan layout tipe ini antara lain
adalah, total investasi yang rendah karena digunakan mesin yang umum
(general purpose). Tenaga kerja dan fasilitas produksi lebih fleksibel karena
sanggup mengerjakan berbagai macam jeni dan model produk. Pengendalian
dan pengawasan lebih mudah dan lebih baik, khususnya untuk pekerjaan yang
sulit dan memerlukan ketelitian tinggi dan yang terakhir ialah mudah untuk
mengatasi breakdown daripada mesin, yaitu dengan cara memindahkannya ke
mesin yang lain dan tidak menimbulkan hambatan-hambatan dalam proses
produksi.

Sedangkan sisi kelemahannya adalah terjadinya aktivitas perpindahan
material, karena tata letak mesin tergantung pada macam proses atau fungsi
kerjanya dan tidak tergantung pada urutan proses produksi. Juga memerlukan
penambahan space area untuk work in process storage.
2.4 Lini Produksi
Penempatan-penempatan area kerja dimana operasi-operasi diatur secara
berurutan dan meterial bergerak secara continue melalui operasi yang terangkai
seimbang. Menurut kareteristik proses produksinya lini produksi dibagi dua :
• Lini fabrikasi, merupakan lintasan produksi yang terdiri atas sejumlah
operasi pekerjaan yang bersifat membentuk atau mengubah bentuk benda
kerja.
• Lini perakitan, merupakan lintasan produksi yang terdiri atas sejumlah
operasi perakitan yang di kerjakan pada beberapa stasiun kerja dan di
gabungkan menjadi benda Assembly atau Subassembly.
Beberapa keuntungan yang dapat diperoleh dari perencanaan ini produksi
yang baik adalah sebagai berikut :
Jarak perpindahan material yang minim diperoleh dengan mengatur susunan dan
tempat kerja
• Aliran benda kerja ( material ), mencakup gerakan dari benda kerja yang
continue, alirannya di ukur dengan kecepatan produksi dan bukan jumlah
spesifik.
• Pembagian tugas terbagi secara merata yang disesuaikan dengan keahlian
masing-masing pekerja sehingga pemanfaatan tenaga kerja yang lebih
efisien.
• Pengerjaan operasi yang serentak (simultan) yaitu setiap operasi
dikerjakan pada saat yang sama diseluruh lintasan produksi

• Operasi unit, lintasan di maksudkan sebagai penghasil unit tunggal, satu
seri operasi atau grup pekerja ditugaskan untuk suatu produk. Seluruh
lintasan merupakan satu unit produksi
• Gerakan benda kerja tetap sesuai dengan set-up dari lintasan dan bersifat
tetap
• Proses memerlukan waktu yang minimum. (Baroto, Teguh. (2002). Perencanaan
dan Pengendalian Produksi)
2.5 Material Handling
Masalah utama dalam produksi di tinjau dari segi kegiatan/proses produksi
adalah bergeraknya material dari satu tingkat ke tingkat proses produksi
berikutnya. Hal ini terlihat sejak material diterima ditempat penerimaan,
kemudian dipindahkan ketempat pemeriksaan dan selanjutnya disimpan digudang.
(Purnomo, Hari. Perencanaan dan Perancangan Fasilitas)
Terdapat banyak definisi atau pengertian yang diberikan untuk material
handling. Berikut ada dua definisi secara umum :
1. Material handling adalah seni dan ilmu pengetahuan dari perpindahan,
penyimpanan, perlindungan, dan pengawasan material.
2. Material handling mempunyai arti penanganan material dalam jumlah
yang tepat dari material yang sesuai dalam kondisi yang baik pada tempat
yang cocok, pada waktu yang tepat dalam posisi yang benar, dalam urutan
yang sesuai dan biaya yang murah dengan metode yang benar.
Semua peralatan material handling di klasifikasikan kedalam tiga tipe
utama yaitu :
1. Conveyor, adalah alat yang digunakan untuk memindahkan material
secara continue dengan jalur yang tetap.
2. Cranes dan Hoists, adalah peralatan diatas yang digunakan untuk
memindahkan beban secara terputus-putus dengan area terbatas.
3. Trucks, adalah alat yang digerakan dengan tangan atau mesin dan dapat
memindahkan material dengan berbagai macam jalur yang ada. Yang
termasuk dalam kelompok truk antara lain : forklift, hand truck, trailer
trains, baterai car, dan sebagainya

2.6 Tipe-tipe pola aliran bahan
Dalam sebuah proses produksi, terdapat aliran material dari tiap-tiap
proses. Terdapat beberapa pola aliran bahan, yaitu :
1. Straight Line (pola aliran bahan garis lurus)
Pada umumnya pola aliran ini di gunakan untuk proses produksi yang
pendek dan relatif sederhana, dan terdiri atas beberapa komponen.
1 2 3 4 5
Gambar 2.4 pola aliran garis lurus
2. Serpentine (pola aliran bahan zig-zag)
Pola ini biasanya digunakan bila aliran proses produksi lebih panjang
dari pada luas area. Pada pola ini, arah aliran di arahkan membelok
sehingga menambah panjang garis aliran yang ada. Pola ini digunakan
untuk mengatasi keterbatasan area.
gambar 2.5 pola aliran zig-zag
1 4
6
5
3 2
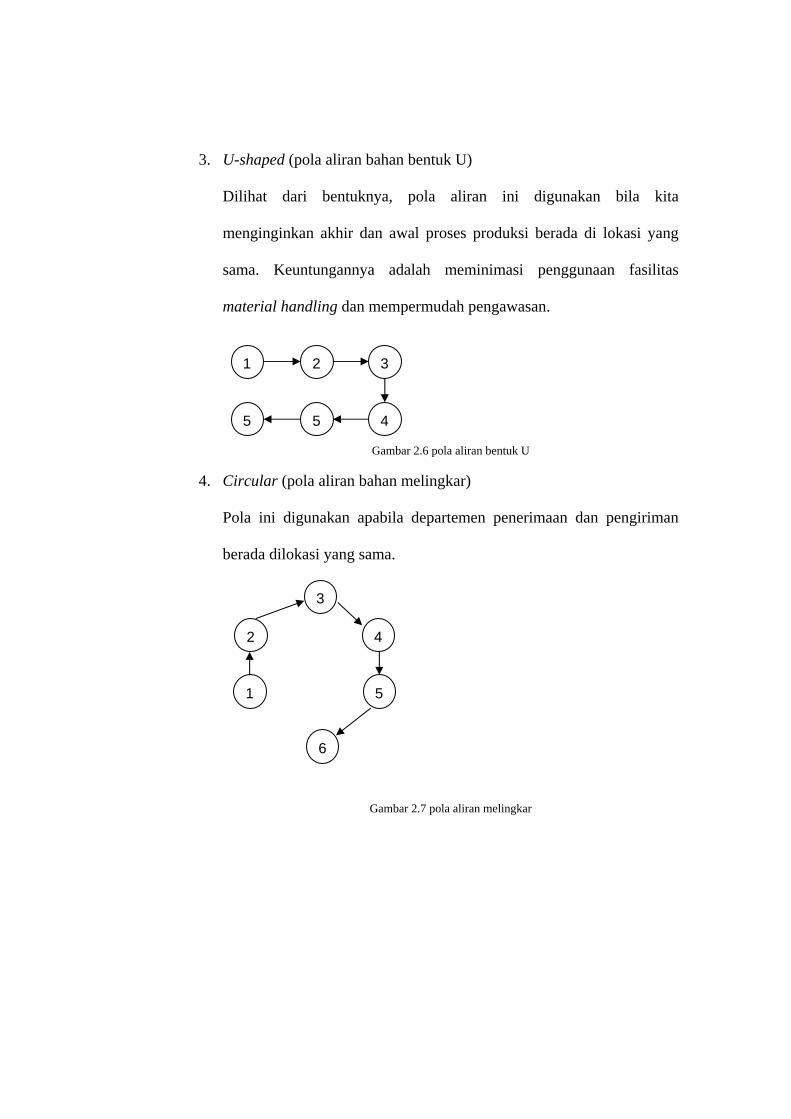
3. U-shaped (pola aliran bahan bentuk U)
Dilihat dari bentuknya, pola aliran ini digunakan bila kita
menginginkan akhir dan awal proses produksi berada di lokasi yang
sama. Keuntungannya adalah meminimasi penggunaan fasilitas
material handling dan mempermudah pengawasan.
Gambar 2.6 pola aliran bentuk U
4
1 2
5 5
3
4. Circular (pola aliran bahan melingkar)
Pola ini digunakan apabila departemen penerimaan dan pengiriman
berada dilokasi yang sama.
Gambar 2.7 pola aliran melingkar
2
3
1
4
5
6
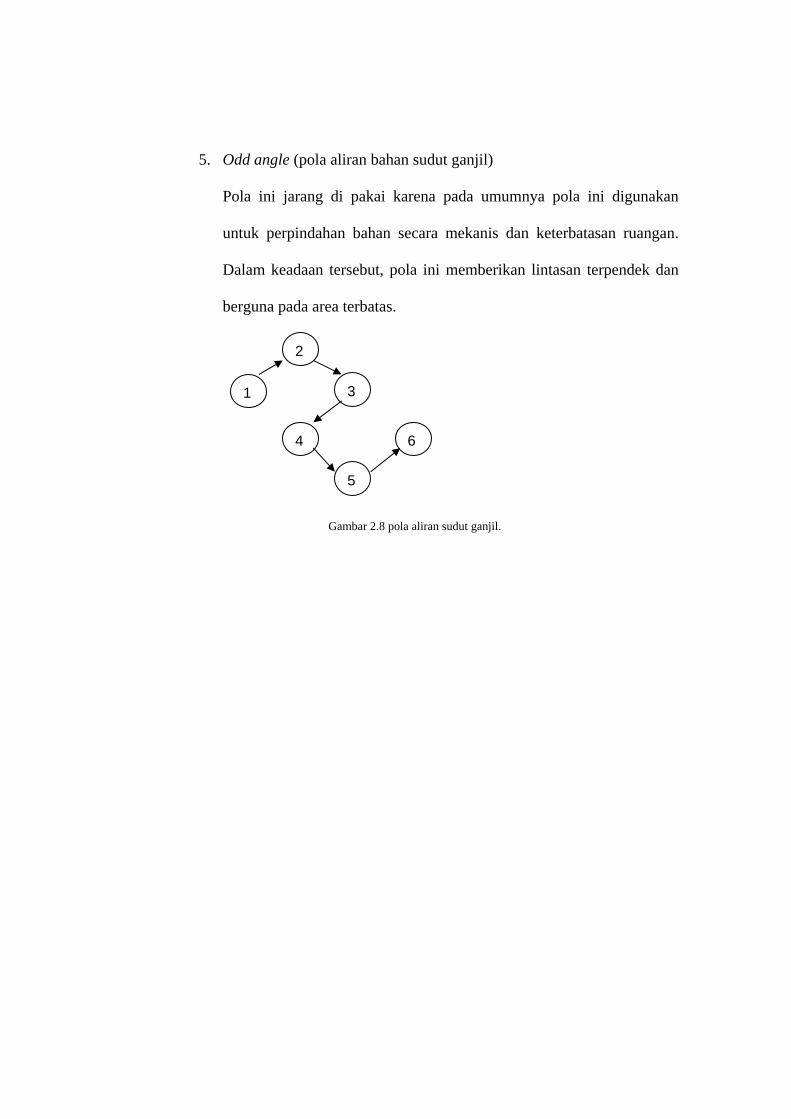
5. Odd angle (pola aliran bahan sudut ganjil)
Pola ini jarang di pakai karena pada umumnya pola ini digunakan
untuk perpindahan bahan secara mekanis dan keterbatasan ruangan.
Dalam keadaan tersebut, pola ini memberikan lintasan terpendek dan
berguna pada area terbatas.
2
3
5
4 6
1
Gambar 2.8 pola aliran sudut ganjil.
2.7 Penyesuaian dan kelonggaran
Setelah waktu siklus didapatkan, diselesaikan dengan penentuan waktu
baku terlebih dahulu dengan menghitung waktu normal :
Wn = Ws x p
Dan kemudian menghitung waktu baku Wn dengan :
Wb = Wn ( 1+1)
Dimana p adalah penyesuaian dan 1 adalah kelonggaran yang diberikan.
2.7.1 Penyesuaian
Setelah pengukuran waktu berlangsung, pengukuran harus mengamati
kewajaran kerja yang ditunjukan operator. Ketidakwajaran dapat saja terjadi
misalnya bekerja tanpa kesungguhan, sangat cepat seolah diburu waktu, atau
karena menjumpai kesulitan-kesulitan seperti kondisi ruangan yang buruk.
Andaikata ada ketidakwajaran, maka pengukur harus mengetahuinya dan
menilai seberapa jauh hal itu terjadi. Penilaian perlu diadakan karean berdasarkan
hal inilah penyesuaian dilakukan.
Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata
atau waktu elemen rata-rata dengan suatu harga p yang disebut faktor
penyesuaian. Besarnya harga p tentunya sedemikian rupa sehingga hasil perkalian
yang diperoleh mencerminkan waktu yang sewajarnya atau waktu yang normal.

2.7.1.1 Konsep tentang bekerja wajar
Biasanya, melalui pengamatan seorang pengukur dapat melihat cara kerja
operator. Dalam kehidupan sehari-hari pun hal ini sering bisa kita rasakan, yaitu
bila di suatu waktu melihat seseorang yang sedang bekerja. Dalam waktu yang
tidak terlampau lama. Untuk memudahkan pemilihan konsep wajar, seorang
pengukur dapat mempelajari cara kerja seorang operator yang dianggap normal,
yaitu : jika seorang operator yang dianggap berpengalaman, bekerja tanpa usaha-
usaha yang berlebihan sepanjang hari kerja, menguasai cara kerja yang ditetapkan,
dan menunjukan kesungguhan dalam menjalankan pekerjaannya
2.7.1.2. Beberapa cara menentukan faktor penyesuaian
Cara pertama adalah cara presentase yang merupakan cara yang paling
awal digunakan dalam melakukan penyesuaian. Disini besarnya faktor
penyesuaian sepenuhnya ditentukan oleh pengukur melalui pengamatannya
selama pengukuran dia menentukan harga p yang menurut pendapatnya akan
menghasilkan waktu normal bila harga ini dikalikan dengan waktu siklus.
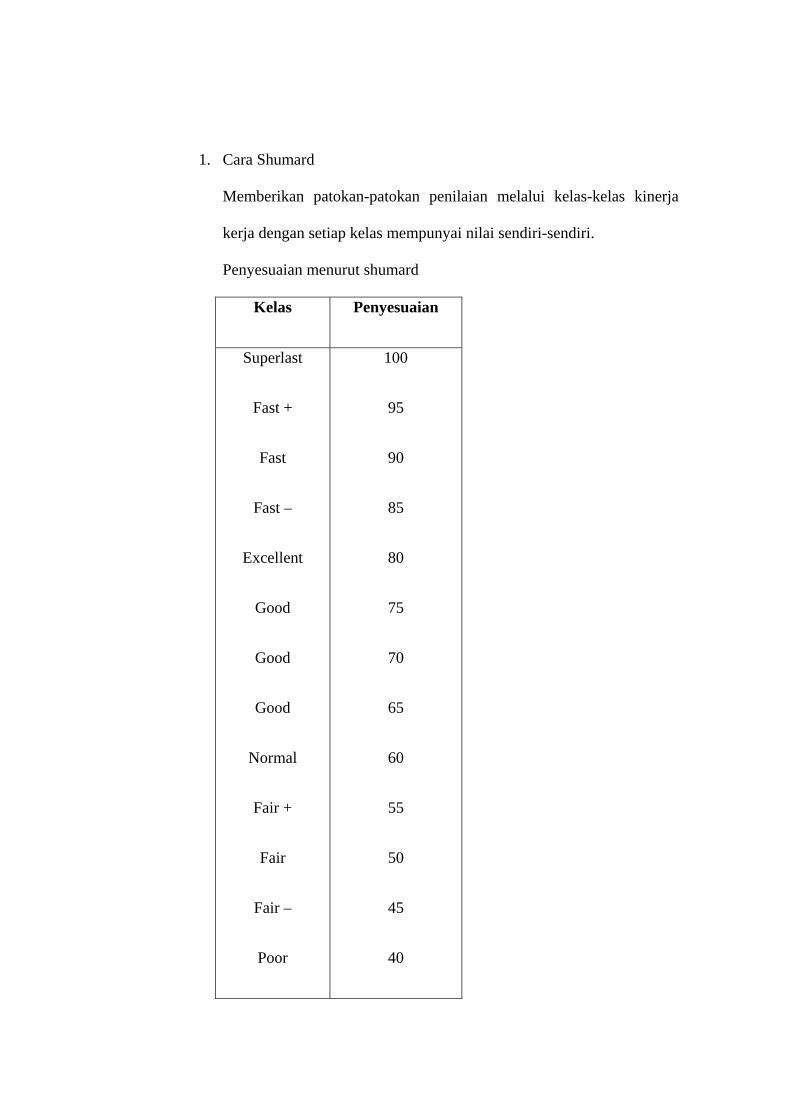
1. Cara Shumard
Memberikan patokan-patokan penilaian melalui kelas-kelas kinerja
kerja dengan setiap kelas mempunyai nilai sendiri-sendiri.
Penyesuaian menurut shumard
Kelas Penyesuaian
Superlast
Fast +
Fast
Fast –
Excellent
Good
Good
Good
Normal
Fair +
Fair
Fair –
Poor
100
95
90
85
80
75
70
65
60
55
50
45
40
2. Cara Westinghouse
Cara ini mengarahkan penilaian kepada 4 faktor yang dianggap
menetukan kewajaran atau ketidakwajaran dalam pekerja yaitu :
1. Ketrampilan
Ketrampilan atau skill didefinisikan sebagai kemampuan mengikuti
cara kerja yang ditetapkan. Ketrampilan dibagi menjadi enam kelas
: super skill, excellent skill, good skill, avarage skill, fair skill, poor
skill.
2. Usaha
Untuk usaha atau effort cara westinghouse membagi juga kelas-
kelas dengan ciri-ciri tersendiri. Yang dimaksud usaha disini
adalah kesungguhan yang ditunjukan atau diberikan operator
ketika melakukan pekerjaanya. Berikut pembagian kelas untuk
usaha : super skill, excellent skill, good skill, avarage skill, fair
skill, poor skill.
3. Kondisi kerja
Yang dimaksud kondisi kerja atau condition pada cara
westinghouse adalah kondisi fisik lingkungannya seperti keadaan
pencahayaannya, suhu dan kebisingan ruangan.
4. konsistensi
faktor lain yang harus diperhatikan adalah konsistensi atau
consistency. Faktor ini perlu diperhatikan karena pada setiap
pengukuran waktu angka-angka yang dicatat tidak pernah

semuanya sama. Konsistensi dan kondisi kerja dibagi menjadi
enam kelas yaitu : perfect, excellent, good, avarage, fair, poor.
Penyesuaian menurut westinghouse
Faktor Kelas Lambang Penyesuaian
Ketrampilan
Usaha
Superskill
Excellent
Good
Avarage
Fair
Poor
Excessive
A1
A2
B1
B2
C1
C2
D
E1
E2
F1
F2
A1
A2
+ 0,15
+ 0,13
+ 0,11
+ 0,08
+ 0,06
+ 0,03
+0,00
- 0,05
- 0,10
- 0,16
- 0,22
+ 0,13
+ 0,12

Kondisi kerja
Konsistensi
Excellent
Good
Avarage
Fair
Poor
Ideal
Excellent
Good
Avarege
Fair
Poor
Ideal
Excellent
B1
B2
C1
C3
D1
E1
E2
F1
F2
A
B
C
D
E
F
A
B
+ 0,10
+ 0,08
+ 0,05
+ 0,02
0,00
- 0,04
- 0,08
- 0,12
- 0,17
+ 0,06
+ 0,04
+ 0,02
0,00
- 0,03
- 0,07
+ 0,04
+ 0,03

Good
Avarege
Fair
Poor
C
D
E
F
+ 0,01
0,00
- 0,02
- 0,04
Tabel 22. Penyesuaian westinghouse
Dalam menghitung faktor penyesuaian, bagi keadaan yang di anggap
wajar diberi harga p = 1, sedangkan terhadap penyimpangan dari keadaan
ini harga p nya ditambah dengan angka-angka yang sesuai dengan ke 4
faktor diatas.
2.7.2 Kelonggaran
Di dalam praktek banyak terjadi penetuan waktu baku yang dilakukan
hanya dengan menjalankan beberapa kali pengukuran dan menghitung rata-
ratanya. Kelonggaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi,
menghilangkan rasa fatigue, dan hambatan-hambatan yang tidak dapat
dihindarkan.
1. Kelonggaran untuk kebutuhan pribadi
Yang termasuk dalam kebutuhan pribadi disini adalah minum
sekedarnya, kekamar kecil, bercakap-cakap dengan teman sekerja.
2. Kelonggaran untuk menghilangkan rasa fatigue
Jika rasa fatigue telah datang dan pekerja harus bekerja untuk
menghasilkan performansi normalnya. Karena itulah kelonggaran
untuk melepaskan rasa lelah karena fatigue ini perlu ditambahkan.
3. Kelonggaran untuk hambatan-hambatan tak terhindarkan
Dalam melaksanakan pekerjaanya, pekerja tidak akan lepas dari
berbagai hambatan. Ada hambatan yang dapat dihindarkan seperti
mengobrol yang berlebihan dan mengangur dengan sengaja. Ada pula
hambatan yang tidak dapat dihindarkan karena berada diluar
kemampuan pekerja untuk mengendalikannya.