
BAB II LANDASAN TEORI 2.1 Produk Cacat
9
4 BAB II LANDASAN TEORI 2.1 Produk Cacat Produk cacat atau rusak adalah produk yang dihasilkan dalam proses produksi, dimana produk yang dihasilkan tersebut tidak sesuai dengan standar mutu yang ditetapkan, tetapi secara ekonomis produk tersebut dapat diperbaiki dengan mengeluarkan biaya tertentu, tetapi biaya yang dikeluarkan cenderung lebih besar dari nilai jual setelah produk tersebut diperbaiki. Kecacatan produk ini pada umumnya diketahui setelah proses produk selesai (Nurlela, 2007). Produk cacat atau rusak merupakan produk yang mempunyai wujud produk selesai, tetapi dalam kondisi yang tidak sesuai dengan standar yang telah ditentukan oleh suatu perusahaan. Produk yang tidak sesuai dengan standar yang telah ditetapkan, tidak dapat langsung dijual tetapi harus diolah terlebih dahulu. Penurunan kecacatan produk dalam proses produksi akan berdampak pada penurunan biaya proses produksi (Kholil & Prasetyo, 2017). 2.2 Six Sigma Six Sigma adalah Salah satu metode yang dapat digunakan untuk mengurangi kecacatan pada suatu produk. Secara umum Six Sigma memiliki 2 pengertian, yaitu Six Sigma sebagai filosofi bagi perbaikan berkelanjutan dengan terus mereduksi produk cacat dan Six Sigma sebagai alat teknis dalam mengukur jumlah produk cacat per 1 juta produk yang dihasilkan. Six Sigma sebagai metode teknis memiliki orientasi pendekatan statistik terhadap perhitungan kecacatan suatu produk. Six Sigma mempunyai tujuan untuk memperbaiki sistem manajemen perusahaan atau instansi lain yang berkaitan dengan pelanggan. Hasil Six Sigma digunakan untuk memperbaiki proses produksi yang difokuskan pada usaha memperbaiki proses dan mengurangi produk gagal (Tannady, 2015). Six Sigma memiliki dua fungsi besar yaitu Six Sigma sebagai filosofi bagi manajemen perusahaan dan Six Sigma sebagai alat ukur bagi upaya organisasi untuk memperbaiki kualitas produk melalui perbaikan kualitas proses. Perbaikan kualitas proses tersebut akan menjadikan sumber daya yang ada pada suatu organisasi tidak
Transcript of BAB II LANDASAN TEORI 2.1 Produk Cacat

4
BAB II
LANDASAN TEORI
2.1 Produk Cacat
Produk cacat atau rusak adalah produk yang dihasilkan dalam proses produksi,
dimana produk yang dihasilkan tersebut tidak sesuai dengan standar mutu yang
ditetapkan, tetapi secara ekonomis produk tersebut dapat diperbaiki dengan
mengeluarkan biaya tertentu, tetapi biaya yang dikeluarkan cenderung lebih besar
dari nilai jual setelah produk tersebut diperbaiki. Kecacatan produk ini pada
umumnya diketahui setelah proses produk selesai (Nurlela, 2007).
Produk cacat atau rusak merupakan produk yang mempunyai wujud produk
selesai, tetapi dalam kondisi yang tidak sesuai dengan standar yang telah ditentukan
oleh suatu perusahaan. Produk yang tidak sesuai dengan standar yang telah
ditetapkan, tidak dapat langsung dijual tetapi harus diolah terlebih dahulu.
Penurunan kecacatan produk dalam proses produksi akan berdampak pada
penurunan biaya proses produksi (Kholil & Prasetyo, 2017).
2.2 Six Sigma
Six Sigma adalah Salah satu metode yang dapat digunakan untuk mengurangi
kecacatan pada suatu produk. Secara umum Six Sigma memiliki 2 pengertian, yaitu
Six Sigma sebagai filosofi bagi perbaikan berkelanjutan dengan terus mereduksi
produk cacat dan Six Sigma sebagai alat teknis dalam mengukur jumlah produk
cacat per 1 juta produk yang dihasilkan. Six Sigma sebagai metode teknis memiliki
orientasi pendekatan statistik terhadap perhitungan kecacatan suatu produk. Six
Sigma mempunyai tujuan untuk memperbaiki sistem manajemen perusahaan atau
instansi lain yang berkaitan dengan pelanggan. Hasil Six Sigma digunakan untuk
memperbaiki proses produksi yang difokuskan pada usaha memperbaiki proses dan
mengurangi produk gagal (Tannady, 2015).
Six Sigma memiliki dua fungsi besar yaitu Six Sigma sebagai filosofi bagi
manajemen perusahaan dan Six Sigma sebagai alat ukur bagi upaya organisasi untuk
memperbaiki kualitas produk melalui perbaikan kualitas proses. Perbaikan kualitas
proses tersebut akan menjadikan sumber daya yang ada pada suatu organisasi tidak

5
dialokasikan untuk memperbaiki buruknya kualitas produk akhir yang dihasilkan,
sehingga sumber daya dapat lebih produktif dalam menghasilkan produk.
Hal tersebut akan berakibat baik terhadap nama organisasi di mata pasar.
Perspektif baik yang dimaksud yaitu baik secara kualitas dan kuantitas. Kualitas
dianggap baik karena pada tataran proses organisasi telah berhasil mengurangi
kecacatan produk. Kuantitas dianggap baik, karena menggunakan dimensi
realibilitas yang artinya ketika konsumen memiliki kepercayaan terhadap produk
yang dihasilkannya dan memiliki “interest” yang baik dan tinggi untuk membeli
produk tersebut di pasar.
Six Sigma banyak digunakan oleh perusahaan dan organisasi dengan
mengedepankan konsep bahwa hanya akan ada 3.4 kecacatan produk untuk setiap
1 (satu) juta produk yang diproduksi. Six Sigma pertama kali digunakan oleh
pabrikan alat komunikasi Motorlla dalam upaya untuk terus mengurangi kecacatan
produk, yang kemudian mulai banyak digunakan oleh beberapa perusahaan besar
seperti General Electric, Ford dan Honeywell. Terdapat pendekatan yang
digunakan dalam pendekatan metode Six Sigma yaitu Six Sigma - DMAIC (Define,
Measure, Analyze, Improve, Control) (Tannady, 2015).
2.3 DMAIC
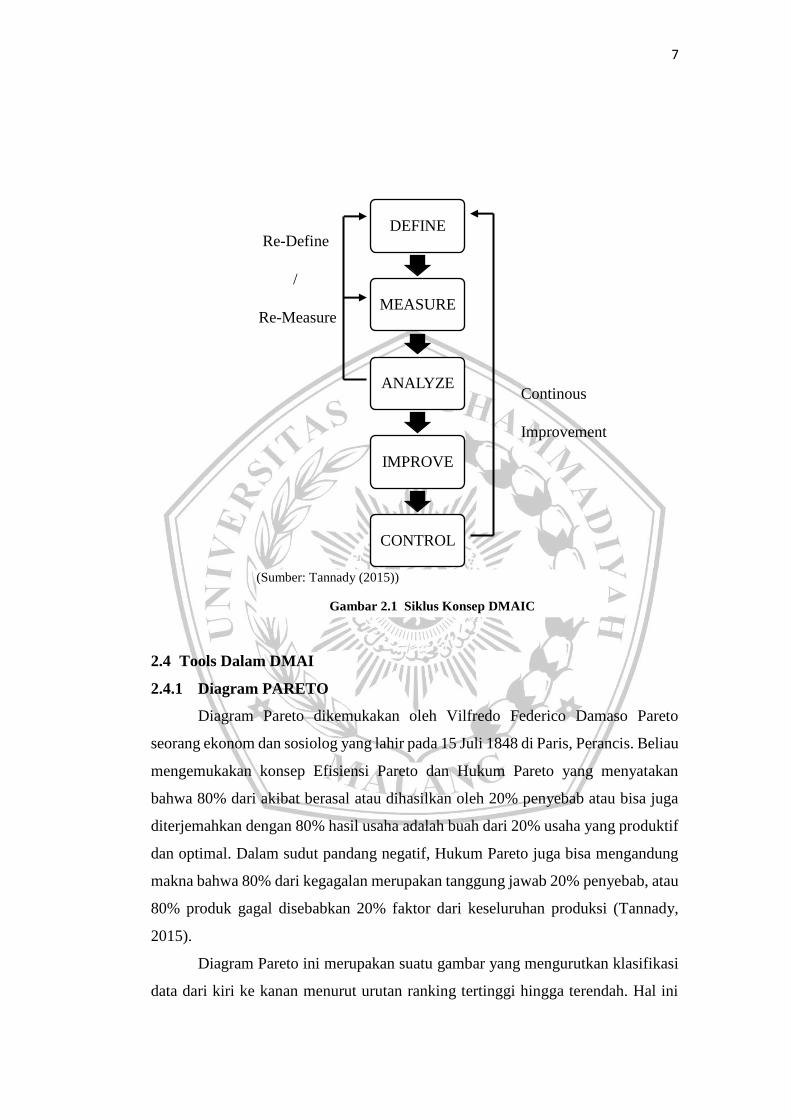
Konsep DMAIC (Define, Measure, Analyze, Improve, Control) merupakan
metode yang paling umum digunakan untuk mengukur penerapan Six Sigma di
dalam sebuah organisasi. Secara umum metodelogi implementasi konsep DMAIC
dapat dilihat pada gambar 2.1. DMAIC dimulai dengan tahapan proses Define
(Identifikasi), Measure (Pengukuran), Analyze (Analisa), Improve (Perbaikan) dan
yang terakhir adalah Control (Pengendalian). Setiap kegiatan improvisasi yang
dapat dijadikan best practice akan distandarisasi agar dapat digunakan sebagai
pedoman pada kerja berikutnya. Standarisasi inilah yang kemudian sering
ditambahkan ke dalam konsep DMAIC tersebut. Menurut Tannady (2015),
menjelaskan konsep tersebut secara detail sebagai berikut.

6
2.3.1 Define (Identifikasi)
Define merupakan tahap identifikasi awal, dimana pada tahapan ini
organisasi haruslah akurat dan jeli dalam melihat suatu dampak dari permasalahan
yang timbul.
2.3.2 Measure (Pengukuran)
Pengukuran terhadap kualitas produk akhir dari exciting process merupakan
parameter bagaimana manilai kapabilitas proses yang berjalan saat ini.
2.3.3 Analyze (Analisa)
Tahap analyze pada DMAIC berfungsi untuk memberikan masukan atas
priorotas dalam upaya penanggulangan penyebab masalah, memperlihatkan
dampak dari kegagalan proses dan produk akhir terhadap konsumen, menguraikan
penyebab kegagalan hingga sampai akar permasalahan dan memberikan sebuah
masukan.
2.3.4 Improve (Perbaikan)
Proses yang dikerjakan pada tahapan ini adalah melakukan berbagai upaya
untuk mengeliminasi berbagai penyebab kecacatan produk atau kegagalan proses.
Sering kali alat atau tool yang digunakan pada tahap ini tidak baku, yang artinya
bahwa setiap anggota tim memiliki ide dan gagasan tetntang cara improvisasi,
namun cara yang paling konvensional adalah dengan test and trial.
2.3.5 Control (Pengendalian)
Tahap pengendalian memiliki fungsi supervisi atau pengawasan dan
monitoring terhadap rencana perbaikan yang telah dirancang dan dijadwakan,
dengan kata lain proses improvment sedang dimaintain pada tahap ini. Tim bertugas
memastikan bahwa proses yang tengah berlangsung termasuk langkah-langkah
improvisasinya adalah berada pada range yang ditetapkan atau tidak keluar dari
bats-batas toleransi kualitas.
7
Re-Define
/
Re-Measure
Continous
Improvement
2.4 Tools Dalam DMAI
2.4.1 Diagram PARETO
Diagram Pareto dikemukakan oleh Vilfredo Federico Damaso Pareto
seorang ekonom dan sosiolog yang lahir pada 15 Juli 1848 di Paris, Perancis. Beliau
mengemukakan konsep Efisiensi Pareto dan Hukum Pareto yang menyatakan
bahwa 80% dari akibat berasal atau dihasilkan oleh 20% penyebab atau bisa juga
diterjemahkan dengan 80% hasil usaha adalah buah dari 20% usaha yang produktif
dan optimal. Dalam sudut pandang negatif, Hukum Pareto juga bisa mengandung
makna bahwa 80% dari kegagalan merupakan tanggung jawab 20% penyebab, atau
80% produk gagal disebabkan 20% faktor dari keseluruhan produksi (Tannady,
2015).
Diagram Pareto ini merupakan suatu gambar yang mengurutkan klasifikasi
data dari kiri ke kanan menurut urutan ranking tertinggi hingga terendah. Hal ini
DEFINE
MEASURE
ANALYZE
IMPROVE
CONTROL
(Sumber: Tannady (2015))
Gambar 2.1 Siklus Konsep DMAIC

8
dapat membantu menemukan permasalahan yang terpenting untuk segera
diselesaikan (ranking tertinggi) sampai dengan yang tidak harus segera diselesaikan
(ranking terendah). Penyusunan Digram Pareto :
1. Menentukan metode atau arti dari pengklasifikasi data, misalnya berdasarkan
masalah, penyebab jenis ketidaksesuaian, dan sebagainya.
2. Menetukan satuan yang digunakan untuk membuat urutan karakteristik-
karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat rangking kategori data tersebut dari yang
terbesar hingga yang terkecil.
5. Menghitung frekuensi kumulatif atau presentase kumulatif yang digunakan.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relatif
masing-masing masalah. Mengidentifikasi beberapa hal yang penting untuk
mendapat perhatian.
(Sumber: Putri dkk (2018))
Gambar 2.2 Contoh Diagram Pareto
2.4.2 Control Chart, Nilai DPMO, dan Level Sigma
a. Control Chart
Control Chart digunakan untuk mengatasi masalah pada kecacatan
produk, sehingga suatu perusahaan dapat mengetahui penyebab dan segera
mengatasinya agar menghasilkan peningkatan kualitas dalam jangka

9
panjang. Menurut Putri (2010), penyelesaian pada Control Chart ini melalui
4 tahapan:
1. Menetapkan Karakteristik Kualitas.
Pada tahap ini suatu produk dapat dinyatakan cacat maka kriteria
kecacatan tersebut harus diketahui. Adapun cara mengetahuinya yaitu
menggunkan CTQ (Critical to Quality) atau karakteristik kualitas yang
mana berkaitan langsung dengan dengan kebutuhan spesifik pada
situasi dan kondisi dari setiap perusahaan.
2. Pembuatan Control Chart �̅�
Pada tahap ini masih dilakukan tahap perhitungan, adapun rumus untuk
pembuatan control chart �̅� yaitu:
menghitung nilai
�̅� = 𝐶𝐿 =∑ 𝐽𝑢𝑚𝑙𝑎ℎ 𝐾𝑒𝑐𝑎𝑐𝑎𝑡𝑎𝑛
∑ 𝐽𝑢𝑚𝑙𝑎ℎ (𝑛) (1)
menghitung nilai UCL dan LCL
𝑈𝐶𝐿 = 𝑃 ̅ + 3√�̅�(1− �̅�)
𝑛 (1)
𝐿𝐶𝐿 = 𝑃 ̅ − 3√�̅�(1− �̅�)
𝑛 (1)
(Sumber: Polomarto (2013) )
Gambar 2.3 Contoh Control Chart
151413121110987654321
0.055
0.050
0.045
0.040
0.035
0.030
Sample
Pro
po
rtio
n
_P=0.03924
UCL=0.04499
LCL=0.033501
1
1
1
1
P Chart of Jumlah Kecacatan
Tests are performed with unequal sample sizes.

10
3. Perhitungan Nilai DPMO dan Sigma Level.
Jika pada proses produksi sudah dalam keadaan terkendali, maka dapat
dilanjutkan tahap menghitung Nilai DPMO dan Sigma Level.
b. Nilai DPMO dan Level Sigma
Six Sigma sebagai sistem pengukuran menggunakan Defect per Million
Oppurtunities (DPMO) sebagai satuan pengukuran. DPMO merupakan
ukuran yang baik bagi kualitas produk ataupun proses, karena berkoneksi
langsung dengan kegagalan, biaya dan waktu yang terbuang. Salah satu
rumus menentukan nilai DPMO adalah :
DPMO = Jumlah Unit Kecacatan Produk
Jumlah Unit Inspeksi x CTQ x 1.000.000 (1)
Menurut Putri (2010), pada program peningkatan kualitas Six Sigma,
pada perhitungan Sigma Level dapat dilakukan dengan beberapa metode.
Adapun metode tersebut adalah sebagai berikut:
Dengan menggunakan Microsoft Excel, maka perhitungan Sigma Level
dapat dilakukan dengan menggunakan rumus :
Normsinv = (1.000.000 – DPMO/1.000.000) + 1.5) (1)
Menggunakan tabel konversi nilai DPMO ke nilai Sigma berdasarkan
konsep Motorola oleh Vincent Gaspersz.
Tabel 2.1 Hubungan Level Sigma dan DPMO
Sigma Parts per Million
6 Sigma 3,4 defects per million
5 Sigma 233 defects per million
4 Sigma 6.210 defects per million
3 Sigma 66.807 defects per million
2 Sigma 308.537 defects per million
1 Sigma 690.000 defects per million

11
2.4.3 5 Whys Analyze
Metode 5 Whys Analyze diguankan untuk mencari sumber permasalahan.
Metode ini dilakukan dengan mengulang-ulang pertanyaan “mengapa”,
sampai ditemukan akar penyebab masalah yang diperbaiki. Masalah yang
dianalisis merupakan masalah yang diprioritaskan (Liker, 2005). Berikut
adalah tahapan dalam melakukan pencarian root cause menggunakan Five
Why Analysis (Andersen, Fagerhaug, & Beltz, 2009):
1. Tentukan titik awal (starting point) atau masalah yang sudah
diidentifikasi yang harus dianalisis lebih lanjut.
2. Gunakan brainstorming, dan pendekatan lainnya untuk
menemukan penyebab berikutnya (Andersen et al., 2009). Penelitian
ini juga dilakukan wawancara untuk mengetahui penyebab lebih
lanjut permasalahan karena penyebab awal telah ditemukan oleh
pihak inspektor dan telah dijabarkan dalam dokumen Rejection Tag
(RT) . Brainstorming merupakan cara yang baik untuk
menghasilkan ide bagus sebanyak mungkin terkait dengan topik yang
diberikan, yang bertujuan untuk membuat daftar masalah yang bisa
diperbaiki dan menghasilkan penyebab yang mungkin dari suatu
masalah (Andersen et al., 2009).
3. Tanyakan “Mengapa penyebab masalah ini terjadi? Untuk setiap
identifikasi penyebab.
4. Setiap jawaban baru, ajukan pertanyaan lagi dan lakukan
berulang-ulang sampai tidak ada jawaban baru. Hal tersebut akan
mengantarkan ke akar permasalahan atau Root Cause dari masalah.
Sebagai aturan baku, metode ini sering membutuhkan pertanyaan ‘why’
hingga 5 kali. Namun boleh jadi akan permasalahan baru ditemukan
setelah lebih dari lima kali bertanya atau kurang dari lima ‘why; yang
ditanyakan. (Syariefah, 2018)

12
2.4.4 5S
5S (seiri, seiton, seiso, seiketsu, shitsuke) merupakan lima langkah penataan
dan pemeliharaan tempat erja yang dikembangkan melalui upaya intensif dalam
bidang manufaktur. Bila diterjermahkan ke dalam bahasa Indonesia, lima langkah
pemeliharaan tempat kerja ini disebut sebagai 5R (Ringkas, Rapi, Resik, Rawat,
dan Rajin) dengan pengertian sebagai berikut (Nugraha dkk. 2015):
1. Seiri , membedakan antara yang diperlukan dan tak diperlukan di area kerja
dan menyingkirkan yang tak diperlukan. Membuat tempat kerja ringkas, yang
hanya menampung barang-barang yang diperlukan saja.
2. Seiton , segala sesuatu harus diletakkan sesuai posisi yang ditetapkan sehingga
siap digunakan pada saat diperlukan.
3. Seiso , menjaga kondisi mesin yang siap pakai dan dalam keadaan bersih.
Menciptakan kondisi tempat dan lingkungan kerja yang bersih. Pembersihan
bukan hanya sekedar membersihkan namun harus dipandang sebagi suatu
bentuk pemeriksaan. Pembersihan adalah suatu proses yang menganggap
setiap mesin atau alat penting karena memiliki tuntutan dan kemampuan
sendiri dan berusaha untuk merawatnya dengan baik.
4. Seiketsu , memperluas konsep kebersihan pada diri pribadi dan terus menerus
mempraktekan tiga langkah terdahulu. Selalu berusaha menjaga keadaan yang
sudah baik melalui standart. Seiketsu dimaksudkan agar masing-masing
individu dapat menerapkan secara kontinyu ketiga prinsip sebelumnya.
Pelaksanaan fase seiketsu ini akan membuat lingkungan selalu terjaga secara
terus menerus.
5. Shitsuke , membangun disiplin diri pribadi dan membiasakan diri untuk
menerapkan 5S melalui norma kerja dan standarisasi. Penekanannya adalah
untuk menciptakan tempat kerja dengan kebiasaan dan perilaku yang baik.
Mengajarkan setiap orang apa yang harus dilakukan dan memerintahkan setiap
orang untuk melaksanakannya, maka kebiasaan buruk akan terbuang dan
kebiasaan baik akan terbentuk.


















