Bab 27B Pengelasan Fusi

of 60
-
Upload
aqil-athoillah -
Category
Documents
-
view
221 -
download
0
Transcript of Bab 27B Pengelasan Fusi
-
7/23/2019 Bab 27B Pengelasan Fusi
1/60
PengelasanPengelasan FusiFusi
((Fusion WeldingFusion Welding))Ir. Tri Prakosa, M. En .
ProsesProses ManufakturManufaktur II,II,FebruariFebruari 20112011
-
7/23/2019 Bab 27B Pengelasan Fusi
2/60
Fusion WeldingFusion Welding
1. Oxyfuel Gas Welding2. Arc-Welding Processes: Consumable
Electrode3. Arc-Welding Processes: Nonconsumable
Thermit Welding Electrom Beam Welding
Laser Beam Welding
-
7/23/2019 Bab 27B Pengelasan Fusi
3/60
OXYFUELOXYFUEL GAS WELDINGGAS WELDING
3
-
7/23/2019 Bab 27B Pengelasan Fusi
4/60
OxyfuelOxyfuel gas welding /OFWgas welding /OFW
Developed in the early 1900s, this processutilizes the heat generated by the combustion ofacetylene gas (C2H2) in a mixture with oxygen.
The heat is generated in accordance with the
.combustion process, which occurs in the innercore of the flame, is
4
C2H2 + O2 2CO + H2 + Heat
-
7/23/2019 Bab 27B Pengelasan Fusi
5/60
OxyfuelOxyfuel gas welding /OFWgas welding /OFW
This reaction dissociates the acetylene into
carbon monoxide and hydrogen and producesabout 1/3 of the total heat generated in the flame.The second reaction is:
5
which results in burning of the hydrogen andcombustion of the carbon monoxide, producingabout 2/3 of the total heat.
2CO + H2 + 1.502 2C02 + H2O + heat
-
7/23/2019 Bab 27B Pengelasan Fusi
6/60
Types of flamesTypes of flames
The proportions of acetylene and oxygen in thegas mixture are an important factor in oxyfuel gas
welding.
At a ratio of 1 : 1, that is, when there is no excess
6
a) Neutral Flame
-
7/23/2019 Bab 27B Pengelasan Fusi
7/60
Types of flamesTypes of flames
With a greater oxygen supply, it becomes anoxidizing flame. This flame is harmful, especially
for steels, because it oxidizes the steel. Only incopper and copper-base alloys is an oxidizingflame desirable because a thin protective layer of
slag forms over the molten metal.
7
b) Oxidizing Flame
-
7/23/2019 Bab 27B Pengelasan Fusi
8/60
Types of flamesTypes of flames
If the supply of oxygen is lowered, it becomes areducing or carburizing flame. The temperature of a
reducing, or excess-acetylene, flame is lower.
Hence it is suitable for applications requiring low, , ,
hardening.
8
c) Carburizing Flame
-
7/23/2019 Bab 27B Pengelasan Fusi
9/60
Filler metalsFiller metals
Filler metals are used to supply additional material
to the weld zone during welding. They are available as rods or wire, and are made of
metals compatible with those to be welded.
These consumable filler rods may be bare, or theymay be coated with flux.
The purpose of the flux is to retard oxidation of thesurfaces of the parts being welded, by generating agaseous shield around the weld zone.
9
-
7/23/2019 Bab 27B Pengelasan Fusi
10/60
Filler metalsFiller metals
The flux also helps dissolve and remove oxides and
other substances from the workpiece, resulting in astronger joint.
The slag developed protects the molten puddle of
metal against oxidation as it cools.
10
-
7/23/2019 Bab 27B Pengelasan Fusi
11/60
Welding Torch yang digunakan padaWelding Torch yang digunakan pada
Pengelasan OxyacetylenePengelasan Oxyacetylene
(a) Gambar umum dan
(b) Penampang torch yangdigunakan padapengelasan oxyacetylene.
11
Pertama kali katup acetylene dibuka; gasdinyalakan dengan korek api atau penyala;kemudian katup oksigen dibuka dan nyala diatur.
-
7/23/2019 Bab 27B Pengelasan Fusi
12/60
High Pressure Gas Cylinders yangHigh Pressure Gas Cylinders yang
Digunakan pada Pengelasan OxyacetyleneDigunakan pada Pengelasan Oxyacetylene(c) Peralatan dasar yang
digunakan pada oxyfuel-
gas welding.
Untuk memastikan
12
semua ulir padasambungan acetyleneadalah ulir kiri,sedangkan pada oksigenadalah ulir kanan.
Tabung oksigen
biasanya dicat merah,sedangkan tabungacetylene dicat hijau.
-
7/23/2019 Bab 27B Pengelasan Fusi
13/60
ARCARC--WELDING PROCESSES:WELDING PROCESSES:CONSUMABLE ELECTRODECONSUMABLE ELECTRODE
13
-
7/23/2019 Bab 27B Pengelasan Fusi
14/60
Shielded metalShielded metal--arc welding (SMAW)arc welding (SMAW)
(Las(Las BusurBusur ListrikListrik)) Shielded metal-arc welding (SMAW) is one of the
oldest, simplest, and most versatile joiningprocesses.
Currently, about 50% of all industrial and
maintenance welding is performed by this process. The electric arc is generated by touching the tip of a
coated electrode against the workpiece and then
withdrawing it quickly to a distance sufficient tomaintain the arc.
14
-
7/23/2019 Bab 27B Pengelasan Fusi
15/60
LasLas BusurBusur ListrikListrik ((ShieldedShielded
MetalMetal-- Arc Welding/SMAW)Arc Welding/SMAW)Ilustrasi skematik prosespengelasan dengan elektroda
terselubung (shielded metal-arc welding). Sekitar 50%operasi di industri ukuranbesar men unaan roses ini.
15
Ilustrasi skematik operasishielded metal-arc welding
(dikenal juga sebagai stickwelding, karena bentukelektroda berupa batang).
-
7/23/2019 Bab 27B Pengelasan Fusi
16/60
LasLas BusurBusur RendamRendam
Submerged arc welding/SAW)Submerged arc welding/SAW) In submerged arc welding (SAW), the weld arc is
shielded by granular flux, consisting of lime, silica,manganese oxide, calcium fluoride, and otherelements.
The flux is fed into the weld zone by gravity flowthrough a nozzle. See the following figure.
16
-
7/23/2019 Bab 27B Pengelasan Fusi
17/60
LasLas BusurBusur RendamRendam ((SubmergedSubmerged--
Arc Welding/SAW)Arc Welding/SAW)
17
Ilustrasi Skematik Las Busur Rendam (submerged-arc welding)dan peralatannya. Flux yang tidak terproses, akan digunakankembali. Sumber: American Welding Society.
-
7/23/2019 Bab 27B Pengelasan Fusi
18/60
Gas metalGas metal--arc weldingarc welding/GMAW/GMAW
In gas metal-arcwelding (GMAW),
the weld area isshielded by anexternal source,
such as argon,helium, carbondioxide, or variousother gas mixtures
18
Ilustrasi Skematik proses pengelasan busurlogam-gas (gas metal-arc welding), dahulusering disebut dengan pengelasan MIG (metalinert gas).
-
7/23/2019 Bab 27B Pengelasan Fusi
19/60
Gas metalGas metal--arc weldingarc welding/GMAW/GMAW
Peralatan dasar
yang digunakanpada operasigas metal- arc
The consumable bare wire is fed automaticallythrough a nozzle into the weld arc.
19
.
Sumber:AmericanWelding Society.
-
7/23/2019 Bab 27B Pengelasan Fusi
20/60
Gas metalGas metal--arc weldingarc welding/GMAW/GMAW
In spray transfer, small droplets of molten metal
from the electrode are transferred to the weld areaat rates of several hundred droplets per second.
The transfer is spatter-free and very stable.
High dc current and voltages and large diameterelectrodes are used, with argon or argon-rich gasmixtures used as the shielding gas.
20
-
7/23/2019 Bab 27B Pengelasan Fusi
21/60
Gas metalGas metal--arc weldingarc welding/GMAW/GMAW
The average current required in this process can be
reduced by pulsed arcs, which are high-amplitudepulses superimposed over a low, steady current,and the process can be used in all welding
.
In globular transfer, CO2 rich gases are utilized, andglobules propelled by the forces of the electric arc
transfer the metal, resulting in considerable spatter.
21
-
7/23/2019 Bab 27B Pengelasan Fusi
22/60
Gas metalGas metal--arc weldingarc welding/GMAW/GMAW
High welding currents are used, with greater weldpenetration and welding speed than in spraytransfer.
Heavier sections are commonly joined by this
method. In short circuiting, the metal is transferred in
individual droplets, at rates of more than 50 per
second, as the electrode tip touches the moltenweld metal and short circuits.
22
-
7/23/2019 Bab 27B Pengelasan Fusi
23/60
FluxFlux--cored arc welding /FCAWcored arc welding /FCAW
The flux-cored arc welding (FCAW) process is similar togas metal-arc welding, with the exception that the
electrode is tubular in shape and is filled with flux (hencethe term flux cored).
23
Iustrasi skematikproses pengelasanbusur - dengan intiflux (flux-cored arc-welding). Operasi
ini mirip dengan gasmetal-arc welding.
-
7/23/2019 Bab 27B Pengelasan Fusi
24/60
FluxFlux--cored arc welding /FCAWcored arc welding /FCAW
Cored electrodes produce a more stable arc,improve weld contour, and improve the mechanicalproperties of the weld metal.
The flux in these electrodes is much more flexible
than the brittle coating used on SMAW electrodes. Thus the tubular electrode can be provided in long
coiled lengths.
The electrodes are usually 0.5-4 mm (0.020-0.15in.) in diameter.
24
-
7/23/2019 Bab 27B Pengelasan Fusi
25/60
FluxFlux--cored arc welding /FCAWcored arc welding /FCAW
The power required is about 20 kW.
Self-shielded cored electrodes are also available. These electrodes do not require external gas
shield the weld area against the surroundingatmosphere.
25
-
7/23/2019 Bab 27B Pengelasan Fusi
26/60
FluxFlux--cored arc welding /FCAWcored arc welding /FCAW
Small-diameter electrodes have made welding ofthinner materials not only possible but often
desirable.
Also, small-diameter electrodes make it relativelyy w u , ux
chemistry enables welding of many base metals.
26
-
7/23/2019 Bab 27B Pengelasan Fusi
27/60
ElectrogasElectrogas welding /EGWwelding /EGW
Electrogas welding(EGW) is used primarilyfor welding the edges of
sections vertically inone pass with thepieces placed edge to
.
27
Ilustrasi skematik proses pengelasan electrogas.Sumber:American Welding Society.
It is classified as amachine welding
process because itrequires specialequipment
-
7/23/2019 Bab 27B Pengelasan Fusi
28/60
ElectrogasElectrogas welding /EGWwelding /EGW
The weld metal is deposited into a weld cavitybetween the two pieces to be joined.
The space is enclosed by two water-cooled copperdams (shoes) to prevent the molten slag from
running off. Mechanical drives move the shoes upward.
Circumferential welds such as on pipes are also
possible, with the workpiece rotating.
28
-
7/23/2019 Bab 27B Pengelasan Fusi
29/60
ElectrogasElectrogas welding /EGWwelding /EGW
Single or multiple electrodes are fed through aconduit and a continuous arc is maintained, usingflux-cored electrodes at up to 750 A, or solidelectrodes at 400 A.
Power requirements are about 20 kW. Shielding is by inert gas, such as CO2, Ar, or He,
depending on the type of material being welded.
The gas may be provided from an external source,or it may be produced from a flux-cored electrode,or both.
29
-
7/23/2019 Bab 27B Pengelasan Fusi
30/60
ElectroslagElectroslag welding /ESWwelding /ESW
Developed in the1950s,
electroslagwelding (ESW)and its
applications aresimilar toelectrogaswelding.
30
Peralatan yang digunakan untuk operasi pengelasanelectroslag. Sumber: American Welding Society.
-
7/23/2019 Bab 27B Pengelasan Fusi
31/60
ElectroslagElectroslag welding /ESWwelding /ESW
The main difference is that the arc is startedbetween the electrode tip and the bottom of the
part to be welded. Flux is added and melted by the heat of the arc.
electrode, the arc is extinguished.
Energy is supplied continuously through the
electrical resistance of the molten slag.
31
-
7/23/2019 Bab 27B Pengelasan Fusi
32/60
ElectroslagElectroslag welding /ESWwelding /ESW
Thus because the arc is extinguished, ESW is notstrictly an arc welding process.
Single or multiple solid as well as flux-coredelectrodes may be used.
The guide may be non-consumable (conventionalmethod) or consumable.
32
-
7/23/2019 Bab 27B Pengelasan Fusi
33/60
ARCARC--WELDING PROCESSES:WELDING PROCESSES:NONCONSUMABLENONCONSUMABLE ELECTRODEELECTRODE
33
-
7/23/2019 Bab 27B Pengelasan Fusi
34/60
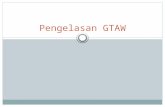
Gas tungstenGas tungsten--arc welding /GTAWarc welding /GTAW
In gas tungsten-arcwelding (GTAW),the filler metal issupplied from a
.
34
Proses pengelasan busur - gas tungsten, dahulu dikenalsebagai pengelasan TIG (tungsten inert gas).
-
7/23/2019 Bab 27B Pengelasan Fusi
35/60
Gas tungstenGas tungsten--arc welding /GTAWarc welding /GTAW
Because the tungsten electrode is not consumed inthis operation, a constant and stable arc gap ismaintained at a constant current level.
The filler metals are similar to the metals to be
welded, and flux is not used. The shielding gas is usually Ar or He, or a mixture of
the two.
Welding with GTAW may be done without fillermetals, as in welding close-fit joints.
35
-
7/23/2019 Bab 27B Pengelasan Fusi
36/60
Gas tungstenGas tungsten--arc welding /GTAWarc welding /GTAW
The power supply is either dc at 200 A, or ac at500 A, depending on the metals to be welded.
36
Perlengkapan untuk operasi pengelasan busur - gas tungsten. Sumber: American WeldingSociety.
-
7/23/2019 Bab 27B Pengelasan Fusi
37/60
Gas tungstenGas tungsten--arc welding /GTAWarc welding /GTAW
In general, ac is preferred for aluminum andmagnesium because the cleaning action of ac
removes oxides and improves weld quality.
Thorium or zirconium may be used in the tungsten
characteristics.
Power requirements range from 8 kW to 20 kW.
Contamination of the tungsten electrode by themolten metal can be a significant problem,particularly in critical applications, as it can cause
discontinuities in the weld.37
-
7/23/2019 Bab 27B Pengelasan Fusi
38/60
Gas tungstenGas tungsten--arc welding /GTAWarc welding /GTAW
Thus contact of the electrode with the molten metalpool should be avoided.
38
-
7/23/2019 Bab 27B Pengelasan Fusi
39/60
Atomic hydrogen welding /AHWAtomic hydrogen welding /AHW
Atomic hydrogen welding (AHW) uses an arc in ashielding atmosphere of hydrogen.
The arc is between two tungsten or carbonelectrodes.
Thus the workpiece is not part of the electricalcircuit, as it is in GTAW.
The hydrogen gas also cools the electrodes.
39
-
7/23/2019 Bab 27B Pengelasan Fusi
40/60
Atomic Hydrogen Welding TorchAtomic Hydrogen Welding Torch
40
Sumber: http://www.gbwelding.com/data/welding_processes/ahw.htm
-
7/23/2019 Bab 27B Pengelasan Fusi
41/60
Atomic hydrogen weldingAtomic hydrogen welding
41
Sumber: http://www.gbwelding.com/data/welding_processes/ahw.htm
-
7/23/2019 Bab 27B Pengelasan Fusi
42/60
PlasmaPlasma--arc welding /PAWarc welding /PAW
In plasma-arc welding (PAW), developed in the1960s, a concentrated plasma arc is produced andaimed at the weld area.
The arc is stable and reaches temperatures as high
as 33,000
C (60,000
F). A plasma is ionized hot gas, composed of nearly
equal numbers of electrons and ions.
The plasma is initiated between the tungstenelectrode and the orifice, using a low-current pilotarc.
42
-
7/23/2019 Bab 27B Pengelasan Fusi
43/60
PlasmaPlasma--arc welding /PAWarc welding /PAW
Unlike other processes, the plasma arc isconcentrated because it is forced through arelatively small orifice.
Operating currents are usually below 100 A, but
they can be higher for special applications. When a filler metal is used, it is fed into the arc, as
in GTAW.
Arc and weld-zone shielding is supplied through anouter shielding ring by gases such as Ar, He, ormixtures.
43
ll ldi /ldi /
-
7/23/2019 Bab 27B Pengelasan Fusi
44/60
PlasmaPlasma--arc welding /PAWarc welding /PAW
There are two methods of plasma-arc welding.
In the transferred-arc method (Figure a), the
{ Transferred-arc method
{ Nontransferred method
44
circuit. The arc thus transfers from the electrode to the
workpiece-hence the term transferred.
PlPl A W ldi /PAWA W ldi /PAW
-
7/23/2019 Bab 27B Pengelasan Fusi
45/60
PlasmaPlasma--Arc Welding /PAWArc Welding /PAW
45
Dua jenis proses pengelasan busur plasma: (a) transferred,(b) nontransferred. Lasan yang dalam dan sempit dapatdilakukan dengan proses ini, dengan kecepatan pengelasanyang tinggi.
PlPl ldi /PAWldi /PAW
-
7/23/2019 Bab 27B Pengelasan Fusi
46/60
PlasmaPlasma--arc welding /PAWarc welding /PAW
In the nontransferred method (Figure b), the arc isbetween the electrode and the nozzle, and the heatis carried to the workpiece by the plasma gas.
The thermal transfer mechanism is similar to that for
oxyfuel flame.
46
-
7/23/2019 Bab 27B Pengelasan Fusi
47/60
THERMITTHERMIT WELDINGWELDING
47
Th itTh it ldildi
-
7/23/2019 Bab 27B Pengelasan Fusi
48/60
ThermitThermit weldingwelding
Thermit welding (TW) gets its name from thermite,which is based on the word therm meaning heat; the
word Thermit is a registered trademark.
The process involves exothermic (heat producing)reactions between metal oxides and metallicreducing agents.
The heat of the reaction is then utilized in welding.
This process dates back to the early 1900s.
48
ThermitThermit weldingwelding
-
7/23/2019 Bab 27B Pengelasan Fusi
49/60
ThermitThermit weldingwelding
The most common mixture of materials used inwelding steel and cast iron is finely divided
particles of iron oxide (Fe3O4), aluminum oxide(Al203), iron, and aluminum.
Th i r i n r :
49
Fe3O4 + 2Al 94Fe + Al2O3 + heat3 FeO + 2Al 3 Fe + Al2O3 + heatFe
3O
4+ 2Al 2 Fe + Al
2O
3+ heat
ThermitThermit weldingwelding
-
7/23/2019 Bab 27B Pengelasan Fusi
50/60
ThermitThermit weldingwelding
This nonexplosive mixture produces a maximumtheoretical temperature of 3200 C (5800 F) within
less than a minute.
In practice, however, this temperature is only about2200-2400 C (4000-4350 F).
The mixture may also contain other materials toimpart special properties to the weld.
50
ThermitThermit weldingwelding
-
7/23/2019 Bab 27B Pengelasan Fusi
51/60
ThermitThermit weldingwelding
The reaction is started by applying a magnesiumfuse to special compounds of peroxides,chlorates, or chromates, known as oxidizingagents, with an ignition temperature of about1200 C (2200 F).
Welding copper, brasses, and bronzes, andcopper alloys to steels, involves the followingreactions:
51
3CuO + 2Al 3Cu + Al2O3 + heat3Cu2O + 2Al 6Cu + Al2O3 + heat
ThermitThermit weldingwelding
-
7/23/2019 Bab 27B Pengelasan Fusi
52/60
ThermitThermit weldingwelding
Oxides of copper, nickel, chromium, andmanganese are also used in Thermit welding,
resulting in temperatures ranging up to 5000 C(9000 F).
52
-
7/23/2019 Bab 27B Pengelasan Fusi
53/60
ELECTRONELECTRON--BEAM WELDINGBEAM WELDING
53
ElectronElectron--Beam Welding /EBWBeam Welding /EBW
-
7/23/2019 Bab 27B Pengelasan Fusi
54/60
ElectronElectron--Beam Welding /EBWBeam Welding /EBW
In electron-beam welding (EBW), heat is generatedby high-velocity narrow-beam electrons.
The kinetic energy of the electrons is converted intoheat as they strike the workpiece.
This process requires special equipment to focusthe beam on the workpiece in a vacuum.
The higher the vacuum, the more the beam
penetrates and the greater the depth-to-width ratiois.
54
ElectronElectron--Beam Welding /EBWBeam Welding /EBW
-
7/23/2019 Bab 27B Pengelasan Fusi
55/60
ElectronElectron--Beam Welding /EBWBeam Welding /EBW
Almost any metal can be welded by EBW, withworkpiece thicknesses ranging from foil to plate.
The intense energy is also capable of producingholes in the workpiece.
enera y, no s e ng gas, ux, or er meta srequired. Capacities of electron beam guns range to100 kW.
Developed in the 1960s, EBW has the capability tomake high-quality welds that are almost parallelsided, are deep and narrow, and have small HAZ(heat-affected zones).
55
-
7/23/2019 Bab 27B Pengelasan Fusi
56/60
LASERLASER--BEAM WELDINGBEAM WELDING
56
LaserLaser--Beam Welding /LBWBeam Welding /LBW
-
7/23/2019 Bab 27B Pengelasan Fusi
57/60
LaserLaser Beam Welding /LBWBeam Welding /LBW
Laser-beam welding (LBW) utilizes a high-powerlaser beam as the source of heat to produce a
fusion weld.
Because the beam can be focused to a very smallarea, it has high-energy density and, therefore, hasdeep penetrating capability.
The beam can be directed, shaped, and focused
precisely on the workpiece.
57
LaserLaser--Beam Welding /LBWBeam Welding /LBW
-
7/23/2019 Bab 27B Pengelasan Fusi
58/60
LaserLaser Beam Welding /LBWBeam Welding /LBW
Consequently, this process is particularly suitablefor welding deep and narrow joints, with depth-to-
width ratios typically ranging from 4 to 10.
The laser beam may be pulsed (milliseconds) forapplications such as spot welding of thin materials,with power levels up to 100 kW.
Continuous multi-kW laser systems are used for
deep welds on thick sections.
58
ContohContoh PengelasanPengelasan dengandengan LaserLaser
-
7/23/2019 Bab 27B Pengelasan Fusi
59/60
gg gg
59
Pengelasan Laserpada pisau cukur.
-
7/23/2019 Bab 27B Pengelasan Fusi
60/60