
AVALIAÇÃO DAS PROPRIEDADES REOLÓGICAS, …livros01.livrosgratis.com.br/cp069511.pdf ·...
120
AVALIAÇÃO DAS PROPRIEDADES REOLÓGICAS, MECÂNICAS E TÉRMICAS DO LDPE Al, PROVENIENTE DA RECICLAGEM DE EMBALAGENS LONGA VIDA, E DE SUA MISTURA COM HDPE Ana Beatriz Abreu Santa Marinha Tese em Ciência e Tecnologia de Polímeros, submetida ao Instituto de Macromoléculas Professora Eloisa Mano da Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários para a obtenção do grau de Doutor em Ciências, em Ciência e Tecnologia de Polímeros, sob orientação dos Professores Élen Beatriz Acordi Vasques Pacheco e Elisabeth Ermel da Costa Monteiro Rio de Janeiro 2008
Transcript of AVALIAÇÃO DAS PROPRIEDADES REOLÓGICAS, …livros01.livrosgratis.com.br/cp069511.pdf ·...

AVALIAÇÃO DAS PROPRIEDADES REOLÓGICAS, MECÂNICAS E TÉRMICAS DO LDPEAl, PROVENIENTE DA RECICLAGEM DE EMBALAGENS LONGA VIDA, E DE SUA
MISTURA COM HDPE
Ana Beatriz Abreu Santa Marinha
Tese em Ciência e Tecnologia de Polímeros, submetida ao Instituto de
Macromoléculas Professora Eloisa Mano da Universidade Federal do Rio de Janeiro,
como parte dos requisitos necessários para a obtenção do grau de Doutor em
Ciências, em Ciência e Tecnologia de Polímeros, sob orientação dos Professores Élen
Beatriz Acordi Vasques Pacheco e Elisabeth Ermel da Costa Monteiro
Rio de Janeiro 2008

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.


Santa Marinha, Ana Beatriz Abreu Avaliação das propriedades reológicas, mecânicas e térmicas do LDPEAl, proveniente da reciclagem de embalagens longa vida, e
de sua mistura com HDPE - Rio de Janeiro, 2008. Xi, 105 f.:il.
Tese de Doutorado (Mestrado em Ciência e Tecnologia de Polímeros) – Universidade Federal do Rio de Janeiro - UFRJ, Instituto de Macromoléculas Professora Eloisa Mano – IMA, 2008.
Orientadores: Élen Beatriz A.V. Pacheco Elisabeth Ermel da Costa Monteiro 1. Reciclagem. 2. Embalagem longa vida 3. Reologia. 4. Mistura. 5. Polímeros. I. Pacheco, Élen Beatriz A.V. (Orient.) II.Monteiro Elisabeth Ermel da Costa. Instituto de Macromoléculas
Esta Tese de Doutorado foi desenvolvida nos
Laboratórios do Instituto de Macromoléculas Professora
Eloisa Mano da Universidade Federal do Rio Janeiro,
com apoio do Conselho Nacional de Desenvolvimento
Científico e Tecnológico (CNPq).

Dedico esta Tese à meus pais, Roberto e Carmelita

AGRADECIMENTOS
À Deus que está sempre comigo.
À meus pais, Roberto e Carmelita, por todo o amor, compreensão, força nos
momentos difíceis.
A minha orientadora, Elen, que sempre me apoiou, incentivou e ajudou.
Aos meus amigos do trabalho Dani, Ju, Luizinho, Montse e Paula e a minha gerente
Dora por todo apoio e incentivo.
Aos meus amigos do Ministério Universidades Renovadas, Ana Carla, Daniele, Elza,
Fernanda, Jéferson, Jéssica, Lilia, Robson e Valerinha.
As minhas “abigas” de sempre Drika, Lilia, Renata e Simone.
Aos técnicos do IMA, em especial o Jairo, por me ajudar em muitas análises.

Resumo da Tese apresentada no Instituto de Macromoléculas Professora Eloisa Mano da Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários para a obtenção do grau de Doutor em Ciências (DSc), em Ciência e Tecnologia de Polímeros. AVALIAÇÃO DAS PROPRIEDADES REOLÓGICAS, MECÂNICAS E TÉRMICAS DO LDPEAl, PROVENIENTE DA RECICLAGEM DE EMBALAGENS LONGA VIDA, E DE
SUA MISTURA COM HDPE Ana Beatriz Abreu Santa Marinha
Orientadores: Élen Beatriz Acordi Vasques Pacheco Elisabeth Ermel Monteiro
Os materiais que compõem a embalagem longa vida são papel, polietileno e alumínio.
Uma pequena quantidade dessa embalagem é reciclada sendo a maioria
encaminhada para aterros no Brasil. A reciclagem dessa embalagem produz o
compósito de polietileno de baixa densidade e alumínio (LDPEAl). O objetivo dessa
tese foi caracterizar o LDPEAl e a sua mistura com dois tipos de HDPE (um utilizado
para extrusão e outro para injeção) para obtenção de artefatos de maior valor
agregado. A caracterização do LDPEAl foi realizada através de ensaios de calcinação,
de análise termogravimétrica e de microscopia eletrônica de varredura. O teor de
alumínio presente no compósito LDPEAl foi aproximadamente 4%. A presença da
carga não alterou significativamente a temperatura de fusão cristalina e a cristalinidade
do polietileno. Foi observado aumento no módulo de Young e decréscimo na
tenacidade em relação ao polietileno de baixa densidade virgem (LDPEv). As
propriedades reológicas não foram alteradas com a presença da carga. Foram
avaliadas as propriedades térmicas, mecânicas e reológicas das misturas obtidas. A
adição do HDPE e a presença da carga não alteraram significativamente as
temperaturas de fusão e cristalização das misturas. Entretanto, reduziu o grau de
cristalização. A presença do alumínio nas misturas com HDPE0,4 reduziu o
alongamento na ruptura. O alongamento na ruptura das misturas, com ou sem
alumínio, aumentou com a adição de HDPE5,0. As propriedades reológicas das
misturas foram intermediárias ao dos polímeros puros. De um modo geral, as
propriedades reológicas das misturas não foram alteradas com a presença do
alumínio.
Rio de Janeiro
2008

Abstract of the Thesis presented to Instituto de Macromoléculas Professora Eloisa Mano of Universidade Federal do Rio de Janeiro, as partial fullfilment of the requeriment for the Doctor degree in Science (DSc), Science and Technology of Polymers.
EVALUATION OF RHEOLOGICAL, MECHANICAL AND THERMAL PROPERTIES
OF LDPEAl FROM LONG LIFE PACKAGING RECYLING, AND OF ITS BLENDS WITH HDPE
Ana Beatriz Abreu Santa Marinha
Advisors: Élen Beatriz Acordi Vasques Pacheco
Elisabeth Ermel Monteiro
The long life packaging contains paper, polyethylene and aluminum for packaging of
food. A few part of total amount produced is recycled and another is discharged in
landfills in Brazil. The low density polyethylene and aluminum (LDPEAl) was obtained
from recycling this packaging. The presence of aluminum in the composite was
observed through morphological analysis. The aluminum content in the LDPEAl was
approximately 4%. The filler increased Young’s modulus, but reduced elongation at
break. The rheological properties were not influenced by the aluminum presence. The
LDPEAl was blended with two kinds of HDPE (HDPE0,4 and HDPE5,0), to verify the
possibility of obtaining products with added value. Thermal, mechanical and rheological
properties of the blends were evaluated. The melting and crystallization temperature
was not affected by the filler but decreased the melting enthalpy. The addition of
HDPE0,4 in LDPEv/HDPE and LDPEAl/HDPE blends, increased Young’s modulus. The
thermal, mechanical and rheological properties were evaluated. The addition of HDPE
and the filler did not change the melting and crystallization temperatures but decreased
the degree of crystallinity. The filler reduced the elongation at break in the
LDPEAl/HDPE0,4 blends. The elongation at break in the LDPEv/HDPE5,0 and
LDPEAl/HDPE5,0 blends increased with in the HDPE5,0 content. The rheological
properties of the blends were intermediate to ones of the pure polymers. In a general
way, the rheological properties were not modified by the aluminum presence.
Rio de Janeiro
2008

1. INTRODUÇÃO XI
2. OBJETIVOS XII
3. REVISÃO BIBLIOGRÁFICA XIII
3.1. ESTRUTURA DAS EMBALAGENS LONGA VIDA xiv
3.2. RECICLAGEM DAS EMBALAGENS LONGA VIDA xv
3.3. PROPRIEDADES REOLÓGICAS xvii
3.4. PROPRIEDADES MECÂNICAS xxix
3.5. PROPRIEDADES TÉRMICAS xxxiii
4. METODOLOGIA XXXVII
4.1 MATERIAIS E MÉTODOS xxxix
4.2. EQUIPAMENTOS xxxix
4.3. CARACTERIZAÇÃO DO COMPÓSITO LDPEAl xl 4.3.1. Determinação do teor de alumínio no compósito LDPEAl xl 4.3.2 . Avaliação da estabilidade térmica xli 4.3.3. Morfologia da matriz do compósito xli
4.4. OBTENÇÃO DAS MISTURAS xli
4.5. OBTENÇÃO DOS CORPOS DE PROVA xlii
4.6. ANÁLISE TÉRMICA xliii 4.6.1. Análise de calorimetria diferencial de varredura (DSC) xliii 4.6.2. Ensaio de temperatura de deformação sob carga (HDT) xliv
4.7. PROPRIEDADES MECÂNICAS xliv 4.7.1. Resistência à tração xliv 4.7.2. Resistência ao impacto xlv
4.8. PROPRIEDADES REOLÓGICAS xlv 4.8.1. Avaliação do índice de fluidez xlv 4.8.2. Reometria Capilar xlv 4.8.3. Reometria Placas Paralelas xlvi
5. RESULTADOS E DISCUSSÃO XLVI
5.1 CARACTERIZAÇÃO DO COMPÓSITO LDPEAl xlvii 5.1.1. Determinação do teor de alumínio no compósito LDPEAl xlvii 5.1.2 . Determinação da estabilidade térmica xlviii 5.1.3. Análise morfológica l
5.2. ANÁLISE TÉRMICA DAS MISTURAS LDPE/HDPE lii 5.2.1. Análise por meio de calorimetria diferencial de varredura (DSC) lii 5.2.2. Ensaio de temperatura de distorção ao calor sob carga (HDT) lxiv
5.3. PROPRIEDADES MECÂNICAS DAS MISTURAS LDPE/HDPE lxvi 5.3.1. Resistência à tração lxvii 5.3.2. Resistência ao impacto lxxvii
5.4. PROPRIEDADES REOLÓGICAS lxxx 5.4.1. Avaliação do índice de fluidez lxxx 5.4.2. Avaliação da energia de ativação lxxxii 5.4.3. Propriedades em regime permanente lxxxiv 5.4.4. Propriedades em regime oscilatório xciv 5.4.5. Propriedades em regime transiente cii
5. CONCLUSÕES CVII
6. SUGESTÕES CX
7. REFERÊNCIAS CXI

1. INTRODUÇÃO
As embalagens longa vida também conhecidas como embalagem Tetra Pak®
têm sido amplamente utilizadas para envase asséptico de alimentos após o processo
de pasteurização. Essa embalagem apresenta uma estrutura multicamada que impede
o contato com o meio externo, a entrada de luz, ar, bactérias e outros
microorganismos, que comprometem o tempo de prateleira do produto (VON,
Z.F.,2000).
As embalagens longa vida são descartáveis, após o consumo são enviadas
para aterros. Sendo que, no Brasil, em 2005, a taxa de reciclagem das embalagens
longa vida, foi da ordem de 23%, totalizando cerca de 40 mil toneladas (CEMPRE,
2007). Entretanto, poderiam servir como matéria-prima para a indústria de reciclagem
de papel e de plástico. Assim, a quantidade de papel recuperado seria em torno de 30
mil toneladas e do compósito LDPEAl seria de 10 mil toneladas por ano.
Geralmente os polímeros reciclados apresentam uma redução nas propriedades
mecânicas. Com o intuito de melhorar tais propriedades, pode-se misturar outros
polímeros virgens ou cargas ao produto reciclado. De um modo geral, a incorporação
de carga ao polímero tende a aumentar o módulo elástico, a temperatura de deflexão
térmica, resistência à fluência e a viscosidade do polímero fundido. Entretanto, reduz o
alongamento na ruptura, a resistência ao impacto e à tração. (NIELSEN, L.E, 1974,
OTTENBRITE, 1987)
Atualmente muitos compósitos poliméricos estão sendo usados para substituir
materiais tradicionais, cujas características não atendem às crescentes exigências do
mercado, como melhor desempenho, economia e durabilidade. Diante desta realidade
para suprir tais exigências, realizam-se pesquisas para obter novos compósitos. Estes
encontram aplicação na indústria automobilística, naval, civil e de eletrodomésticos.
Algumas indústrias de reciclagem buscam desenvolver compósitos com o objetivo de
melhorar as propriedades dos produtos reciclados para serem inseridos no mercado
(JOHN,D., 1990).
Um dos materiais obtido da reciclagem de embalagem longa vida é uma mistura
de polietileno de baixa densidade (LDPE) e alumínio (Al). O metal está incorporado na
matriz do polímero, formando um compósito (LDPEAl). A separação do polietileno do
alumínio é um processo caro e não apresenta larga escala de produção. Dessa forma,
a utilização do LDPEAl, sob a forma de compósito, passa a ser uma opção
economicamente viável. Atualmente esse compósito está sendo utilizado em
produtos de baixa qualidade técnica, como em vaso de planta, brinquedos, suporte de
papel e outros (VON, Z.F.,2000).
As propriedades reológicas dos compósitos poliméricos são alteradas em
relação ao polímero puro, sendo geralmente observado um aumento na viscosidade
em função do aumento de teor de carga (Vinogradov, 1980, Nielsen, L.E., 1977). A
presença de carga modifica também as propriedades viscoelásticas, como módulo de
armazenamento e de perda. (VINOGRADOV, 1980, ROHN, C.L., 1995).
É importante ressaltar que não foram encontrados na literatura estudos
reológicos do compósito polietileno e alumínio e nem de misturas de polietileno de
baixa densidade (LDPE) com polietileno de alta densidade (HDPE) e alumínio.
Estudos reologicos do composito LDPEAl e de sua mistura com HDPE podem levar a
sugestões de aplicações mais nobres para esse material reciclado.
Estudos reológicos são necessários para especificar as condições ótimas de
processamento para os compósitos poliméricos, especificamente para polietilenos e
alumínio. Obtém-se, assim, produtos com melhores propriedades e amplia-se a
aplicação do compósito LDPEAl.
2. OBJETIVOS
O objetivo geral da Tese foi avaliar as propriedades do compósito LDPEAl e a
sua mistura com dois diferentes tipos de HDPE, estudo ainda não publicado em algum
jornal ou livro científico. Espera-se que a partir desse trabalho viabilize-se a obtenção
de produtos com propriedades mais nobres que as usuais do LDPEAl, o que tornará a
reciclagem de embalagens longa vida economicamente mais atrativa.

Os objetivos específicos para o desenvolvimento da pesquisa foram:
Avaliar a morfologia e a quantidade de alumínio presente no LDPEAl;
Estudar as propriedades térmicas, mecânicas e reológicas do compósito e das
misturas de LDPEv/HDPE e LDPEAl/HDPE;
Avaliar a influência do alumínio no LDPEAl e nas misturas de LDPE/HDPE;
Avaliar a influência da presença de HDPE com MFI bem distintos nas misturas
LDPEv/HDPE e LDPEAl/HDPE;
Viabilizar a obtenção de um material com melhores propriedades que a do
LDPEAl com a adição de HDPE;
3. REVISÃO BIBLIOGRÁFICA Os estudos realizados com o material proveniente da reciclagem de
embalagens longa vida, compósito LDPEAl, são ainda escassos. Foram encontradas
duas dissertações de mestrado (LOPES, C.M.A., 2003, CERQUEIRA, M.H.,2006) e
um artigo (Paula,M.M.S., 2005) que apresentam resultados sobre esse material
reciclado.
No estudo realizado por Lopes (2003) foram avaliadas as propriedades
térmicas, mecânicas e dinâmico-mecânicas da mistura do compósito LDPEAl com
poli(tereftalato de etileno) nas seguintes proporções 30, 50 e 70% de PET.
Cerqueira (2006) estudou a adição de fibras celulósicas e anidrido maleico ao
compósito LDPEAl. O anidrido maleico foi utilizado como agente compatibilizante. As
composições do compósito LDPEAl/anidrido maleico/fibra celulósica estudadas foram:
87/3/10, 77/3/20, 67/3/30 e 80/0/20. Foram realizadas caracterizações térmica e
mecânica, análise de microscopia eletrônica de varredura e espetroscopia de
infravermelho (CERQUEIRA, M.H.,2006).

Paula (2005) misturou o compósito LDPEAl com LDPE/HDPE provenientes do
lixo. Para tal foi utilizado HDPE e LDPE proveniente da coleta no campus da
Universidade do Extremo Sul de Santa Catarina. Como esse material foi proveniente
de uma coleta do lixo não foi realizada prévia separação entre HDPE e o LDPE, ou
seja, estas poliolefinas foram misturadas sem proporção definida. Assim as
proporções da mistura LDPE/HDPE com LDPEAl foram: 80/20, 70/30, 60/40, 50/50,
40/60, 30/70, 20/80%. Foram avaliadas a morfologia, as propriedades mecânicas e
térmicas. (PAULA,M.M.S., 2005).
Vale a pena ressaltar que todos os trabalhos encontrados sobre a utilização do
compósito LDPEAl são oriundos do Brasil. Não foi encontrado artigo internacional
sobre o assunto.
3.1. ESTRUTURA DAS EMBALAGENS LONGA VIDA
A Figura 1 apresenta a estrutura da embalagem longa vida, que é composta de
75% de papel, 20% de polietileno e 5% de alumínio (VON, F., 2000). Considerando só
a porção LDPE e alumínio, 80% em massa dessa porção é composta de LDPE e 20%
de alumínio.
A camada de papel confere a embalagem estabilidade dimensional, rigidez e é
onde ocorre a impressão (CERQUEIRA, M. H., 2000). O filme de polietileno é utilizado
para isolar o papel da umidade, impedir o contato do alimento envasado com o
alumínio e como elemento de adesão entre as camadas de papel e alumínio. O
alumínio é disposto entre duas camadas de polietileno e atua como barreira impedindo
a entrada de luz, ar, oxigênio e a troca de aromas entre o produto envasado e
ambiente externo (NEVES, F., 2000).

Figura 1. Estrutura da embalagem longa vida Tetra Pak ® (VON, Z.F., 2000)
3.2. RECICLAGEM DAS EMBALAGENS LONGA VIDA
A estrutura multicamada, com diferentes materiais, das embalagens longa vida
dificulta a sua reciclagem que exige duas etapas. A primeira é a retirada do papel e a
seguinte é o processamento do compósito polietileno/alumínio. As embalagens longa
vida servem de matéria-prima para a indústria de papel e de transformação de
plástico.
A reciclagem das embalagens inservíveis pré-consumo (aparas e rebarbas da
fabricação) e pós-consumo começa com a retirada da camada de papel na indústria
de reciclagem de papel, no hidrapulper. Esse equipamento é dotado de hélices não
cortantes, o qual se assemelha a um grande liquidificador. A agitação mecânica das
embalagens (Figura 2) na presença de água favorece a hidratação das fibras de papel
que se desprendem das camadas de polietileno, ficando suspensas e, então, são
retiradas por bombeamento. O polietileno e o alumínio são retirados pela saída lateral
do hidrapulper, por gravidade e passam por um processo de separação das fibras
residuais através de lavagem (VON, Z.F., 2000).

Figura 2. Embalagens longa vida no hidrapulper : a) início da desagregação do papel,
b) sobras de filme de polietileno e alumínio após retirada do papel (Von, Z.F., 2000)
As fibras celulósicas retiradas no hidrapulper são encaminhadas para à
produção de papelão ondulado, papel cartão, embalagens para ovos, palmilhas para
sapatos e outros (CERQUEIRA, M. H., 2000). Cada tonelada de embalagem cartonada
reciclada gera aproximadamente 680 quilos de papel Kraft (CEMPRE, 2007).
Após a retirada das fibras de papel, o polietileno e o alumínio são prensados e
enviados para os recicladores de plásticos. O polietileno e o alumínio serão
beneficiados na segunda etapa da reciclagem, servindo de matéria-prima para a
indústria de fabricação de telhas e chapas, e para os produtores de pellets (NEVES,
F., 2000).
Na fabricação de chapas e telhas, são utilizados os filmes de polietileno e
alumínio com cerca de 5 a 10% de papel, que são triturados em fragmentos menores
em moinho de facas. Esse processo consiste em fundir o material sob pressão no
molde (160 - 200ºC) e com resfriamento posterior (Von, Z.F., 2000).
Os produtores de pellets eliminam por completo a presença de fibras de papel,
exigindo uma segunda desagregação das fibras de papel restantes. Essa
desagregação é realizada também em água em equipamento contendo rotor não
cortante operando acima de 100 rpm e a separação ocorre em peneira perfurada e
rotatória (CERQUEIRA, M. H., 2000). Após a lavagem para a retirada do papel
restante, o material é levado para o aglutinador que tem a finalidade de retirar a
umidade residual e aumentar a sua densidade aparente facilitando, assim, a extrusão
posterior.
O processo de aglutinação consiste em tratamento mecânico-térmico, no qual
os filmes de polietileno e alumínio são agitados por um rotor até atingir a temperatura
próximo da fusão. O material, inicialmente sob a forma de filme, adquire a aparência
de grumos. Esse processo permite a dispersão do alumínio, garantindo, assim, uma
boa homogeneidade do compósito (Cerqueira, M. H., 2000) O material aglutinado será,
então, extrusado obtendo-se pellets que são matéria-prima para o processo de injeção
ou extrusão (NEVES, F., 2000).
Outra forma de reciclagem das embalagens longa vida é através da tecnologia
de plasma. Antes de enviar o material para a reciclagem é necessário retirar as fibras
de papel. Este sistema utiliza energia elétrica para produzir um jato de plasma a
15.000°C para aquecer o compósito LDPEAl. Assim o LDPE é degradado e o alumínio
é recuperado (ALCOA, 2005).
A unidade instalada de recuperação por tecnologia de plasma em São Paulo,
Brasil, tem capacidade para processar 8.000 toneladas por ano do compósito LDPEAl.
Isto equivale à reciclagem de 32.000 toneladas de embalagens longa vida (ALCOA,
2005).
3.3. PROPRIEDADES REOLÓGICAS
O processamento de qualquer polímero requer o conhecimento da deformação
e do escoamento do material fundido, e para tal, faz-se necessário conhecer suas
propriedades reológicas. A reologia é o estudo da deformação e do escoamento de
matéria quando o material é submetido a uma tensão qualquer com o tempo (ROHN,
C.L. 1995; CARREAU, P.J.1997; DEALY, J.M. 1989). A resposta à tensão aplicada é
uma deformação que pode ser instantânea ou se processar com o tempo (Prentice, P.,
1995) e a resistência à deformação é a viscosidade (BRETAS, R.E.S., 2000).
A aplicação de uma tensão de cisalhamento numa macromolécula propicia o
deslizamento das moléculas umas sobre as outras na direção da força aplicada devido

a uma força de arraste. Essa força aplicada influencia diretamente na viscosidade,
sendo então dependente da taxa de deformação aplicada (ROHN, C.L.1995; DEALY,
J.M.,1989).
A equação geral da reologia é representada pela Equação 1 (LIANG, J. Z,
2002).
,...)c,P,t,T,(F= γη & Equação 1
em que:
η é o coeficiente de viscosidade;
F é função dos seguintes parâmetros: γ& é a taxa de cisalhamento, T é a temperatura,
t é o tempo, P é a pressão, c é a concentração da carga.
Um material é um sólido elástico que obedece à lei de Hooke quando é
submetido a uma tensão, resultando uma deformação instantânea diretamente
proporcional, que desaparece quando a tensão é retirada (CARREAU, P.J.,1997).
O material é um fluido newtoniano quando a sua resistência é proporcional à
taxa de cisalhamento. O coeficiente de viscosidade é a medida da resistência interna
que o fluido oferece ao escoamento e é definido como a razão entre a tensão de
cisalhamento (τ ) e a taxa de cisalhamento (γ& ), conforme apresentado na Equação 2
(PRENTICE, P., 1995; DEALY, J.M. 1989).
γτη&
= Equação 2
Essa definição possui analogia com a lei de Hooke para sólidos ideais, sendo
expressa pela Equação 3. Quando sujeito a forças cisalhantes, o bloco de material
sólido sofre uma deformação finita caracterizada pelo ângulo de deformação γ
(DEALY, J.M. 1989).
γτ .G= Equação 3
Em um fluido, a força cisalhante aplicada o deforma de maneira contínua e
irreversível não obtendo um ângulo de deformação característico, mas sim uma taxa
de deformação (dtdγ ) de acordo com a Equação 4 (Prentice, P., 1995).
dtdγητ = Equação 4
Os fluidos podem ser classificados como dependentes e independentes do
tempo de atuação da tensão de cisalhamento. Os fluidos independentes do tempo
são denominados de newtonianos, pseudoplásticos, dilatantes (ROHN, C.L.1995).
Os fluidos viscosos ideais seguem a Lei de Newton, nos quais as deformações
são permanentes e a tensão é diretamente proporcional à velocidade de deformação
(CARREAU, P.J.,1997; DEALY, J.M.,1989), apresentada pela Equação 5. O
comportamento do fluido Newtoniano é descrito pela viscosidade que é obtida pelo
coeficiente de proporcionalidade entre a taxa e a tensão de cisalhamento, ou seja, a
viscosidade é independente da taxa de cisalhamento e dependente apenas das
condições de temperatura e pressão (BRETAS, R.E.S, 2000).
γητ &⋅= Equação 5
Os fluidos que não obedecem à lei de Newton (pseudoplásticos, dilatantes e
binghanianos) são chamados de fluidos não-newtonianos e não apresentam uma
simples relação entre a taxa e a tensão de deformação (ROHN, C.L.1995)
Na curva de viscosidade versus taxa de cisalhamento, para fluidos não-
newtonianos, a região com altas taxas de cisalhamento é chamada de região de lei
das potências. Nessa região a viscosidade aumenta ou decresce rapidamente com a
taxa de cisalhamento (PRENTICE, P., 1995) e pode ser calculada pela Equação 6.
nK γτ &.= Equação 6
em que:
K é o índice de consistência do material;
n é o índice de comportamento.
Os fluidos pseudoplásticos são caracterizados pelo valor de “n” inferior à
unidade, os fluidos dilatantes pelo valor de n maior do que a unidade e para os fluidos
ideais n é igual a um (BRETAS, R.E.S., 2000).
Os polímeros fundidos exibem um comportamento parcialmente elástico e
parcialmente viscoso sendo então classificados como viscoelásticos. Para descrever o
comportamento desses materiais, a viscosidade já não é suficiente sendo necessário
realizar a caracterização reológica a fim de obter uma função que descreva a
dependência da viscosidade com a taxa de cisalhamento (DEALY, J.M.,1989). A
Equação 7 mostra a relação entre a tensão e a taxa de cisalhamento para um
escoamento cisalhante, na qual a viscosidade depende da taxa de cisalhamento
(ROHN, C.L.1995).
γγητ && ⋅= )( Equação 7
O estudo da reologia esclarece alguns problemas encontrados no
processamento dos materiais poliméricos permitindo conhecer e prever as condições
de processamento (DEALY, J.M.,1989; BRETAS, R.E.S., 2000). Através da reologia
dos polímeros pode-se prever as condições ótimas de processamento como também
informações sobre o mecanismo de escoamento, morfologia e propriedades
mecânicas (BRETAS, R.E.S., 2000).
No processamento de polímeros, as propriedades reológicas dependem dos
parâmetros operacionais, tais como, temperatura, vazão, pressão e estruturais como
massa molar e distribuição de massa molar. Em baixas taxas de cisalhamento, a
viscosidade é mais afetada pela massa molar, enquanto que em elevadas taxas de
cisalhamento é a distribuição de massa molar e a quantidade de ramificações
(BRETAS, R.E.S., 2000).
Geralmente os polímeros fundidos apresentam comportamento newtoniano
quando escoam em taxas de cisalhamento muito baixas ou extremamente elevadas.
Observa-se que a viscosidade decresce à medida que a taxa de cisalhamento
aumenta, sendo este comportamento típico dos polímeros fundidos (ROHN, C.L.1995;
CARREAU, P.J.,1997; DEALY, J.M.,1989; BRETAS, R.E.S., 2000; PRENTICE, P.,
1995).
O tempo de relaxação de tensão do fluido polimérico, após uma tensão ou
deformação, é dependente da intensidade e duração de emaranhados das cadeias. A
elevada massa molar e distribuição de massa molar e a polidispersão irão influenciar
na quantidade de possíveis emaranhados que as moléculas poliméricas irão formar.
Elas podem adquirir inúmeras conformações levando ao emaranhamento e
desemaranhamento das cadeias, formando entre si laços e nós temporários, pois
estão em contínuo movimento. As cadeias tendem a voltar ao estado de equilíbrio, ou
seja, a conformação de cadeias aleatórias (ROHN, C.L.1995; DEALY, Y, J.M.,1989)
A força de arraste imposta a uma macromolécula proporciona inúmeras
conformações variadas surgindo laços ou nós temporários (entrelaçamento
temporários). A formação desses entrelaçamentos não é estática nem permanente
mas um processo dinâmico, pois as moléculas, devido ao escoamento de arraste,
estão em contínuo movimento, sendo continuamente formados e desfeitos (ROHN,
C.L.1995; CARREAU, P.J.,1997).
A viscosidade e as propriedades viscoelásticas dos polímeros fundidos podem
ser estudadas através dos regimes: permanente (taxa de cisalhamento e elongação),
oscilatório e transiente.
Regime permanente
O regime permanente de cisalhamento é verificado quando o polímero fundido é
submetido a um escoamento de cisalhamento simples. As propriedades reológicas
obtidas neste regime não são dependentes do tempo (BRETAS E.S.R., 2000, DEALY
J.K., 1989, CARREAU, P.J., 1997).

Neste regime, a taxa de cisalhamento é constante, sendo possível o cálculo da
viscosidade do fundido. Assim, pode-se calcular a viscosidade em regime permanente
de cisalhamento ( )γη & e a primeira e segunda diferença de tensões normais (Bretas
E.S.R., 2000, Dealy J.K., 1989).
Regime oscilatório ou dinâmico
Neste regime, aplica-se uma deformação oscilatória, senoidal ou de outra forma
de onda que resulta em uma tensão de cisalhamento. A amplitude de tensão de
cisalhamento aplicada deve ser pequena para assegurar que todas as medidas estão
dentro do regime de viscoelasticidade linear. No regime oscilatório, são obtidas as
propriedades viscoelásticas lineares G’, G”, η’ e η” (ROHN, C.L.1995; CARREAU,
P.J.,1997; DEALY, J.M.,1989), definidas a seguir.
A relação entre a tensão e a taxa de cisalhamento é o módulo complexo em
cisalhamento (G*) que apresenta uma componente em fase com a deformação (G’) e
outro fora de fase com a deformação (G”) (ROHN, C.L.1995; CARREAU, P.J.,1997;
DEALY, J.M.,1989).
A componente em fase com a deformação (G’) é o módulo de armazenamento
em cisalhamento e está associado à contribuição elástica ou armazenamento de
energia em cada ciclo. A outra componente é o módulo de perda em cisalhamento e
está associada à contribuição viscosa ou dissipação de energia em cada ciclo. Estas
propriedades permitem conhecer a influência da parte elástica e viscosa do material
nas freqüências estudadas. O coeficiente de amortecimento é a razão entre G” e G’
chamado de tangente do ângulo de fase δ (ROHN, C.L.1995; DEALY, J.M.,1989).
A viscosidade complexa (η*) é também obtida pela relação entre a tensão e a
taxa de cisalhamento, sendo que η* = η’ – iη”. A viscosidade dinâmica (η’) está
relacionada à contribuição viscosa ou à dissipação de energia em cada ciclo e a
viscosidade imaginária (η”) à contribuição elástica ou armazenamento de energia
(ROHN, C.L.1995; DEALY, J.M.,1989).
A viscosidade em regime permanente é dependente da temperatura, pressão e
massa molar (PRENTICE, P., 1995, NIELSEN, L.E., 1980, BRETAS E.S.R., 2000,
DEALY J.K., 1989). A viscosidade decresce com o aumento da temperatura. Assim
pode-se ajustar a equação de Arrhenius para calcular a energia de ativação para
polímeros fundidos (Equação 8). Nos polímeros fundidos, a energia de ativação é a
energia necessária para iniciar o escoamento (PRENTICE, P., 1995, NIELSEN, L.E.,
1980, ROHN, 1995, VEJA, J.F., 1996; LOHSE, D.J., 2002; GUERRINI, L.M., 2004).
RT/Eo
aAe=η Equação 8
em que:
oη é viscosidade zero;
Ea é a energia de ativação;
A é uma constante de viscosidade;
R é a constante universal dos gases;
T é temperatura absoluta.
A energia de ativação é dependente da rigidez da cadeia e do tamanho das
ramificações dos polímeros (STADLER, 2007). O aumento do tamanho das
ramificações elevam a energia de ativação. Nos polietilenos, as ramificações curtas
são responsáveis pelo aumento, em torno, de 5 KJ/mol e as ramificações longas
aumentam a energia de ativação, em média, em 30 KJ/mol. Este efeito está
apresentado na Tabela 1 (ROHN, C.L.1995).
A energia de ativação é dependente também do teor de carga nos compósitos
poliméricos. A adição de carga proporciona aumento na viscosidade e
conseqüentemente eleva a energia de ativação (PRAGUE, C., 1985).
Misturas poliméricas são amplamente utilizadas com o intuito de obter novos
materiais ou modificar propriedades de um determinado polímero. Essa modificação,
muitas vezes, representa um baixo custo em relação à síntese de um novo
material (UTRACKI, L.A., 1989).

Tabela 1. Energia de ativação dos polietilenos (ROHN, C.L.1995)
Polímero Energia de Ativação (KJ/mol)
HDPE 25
LLDPE 30 LDPE (com ramificações longas) 55
As propriedades das misturas, de um modo geral, dependem da composição,
da microestrutura e da interação entre os componentes poliméricos, comportamento
reológico e das condições de processamento (CARREAU, P.J.,1997).
As propriedades reológicas de misturas de polímeros dependem tanto da
natureza do polímero quanto da interação entre eles (ROHN, C.L.,1995, GARCIA-
REJON, A., 1987).
Liang (1997) avaliou a dependência viscosidade aparente da misturas de LDPE
com dois tipos de LLDPE. Os valores de MFI para LDPE, LLDPE1e LLDPE2 foram 4,
1 e 50 g/10min, respectivamente. Foram realizadas as seguintes misturas
LDP/LLDPE1: 100/0, 70/30, 50/50, 30/70, 0/100 e LDPE/LLDPE2: 100/0, 80/20, 60/40,
40/60, 20/80, 0/100. Foi observado que para as misturas LDPE/LLDPE1 os valores de
viscosidade do LDPE aumentaram com o aumento da quantidade de LLDPE1, ou
seja, com o polímero de menor MFI. A viscosidade da mistura LDPE/LLDPE1 30/70
apresentou valores de viscosidade superiores ao LLDPE. Comportamento contrário foi
observado para a mistura LDPE/LLDPE2 em que os valores de viscosidade do LDPE
reduziram com o aumento da quantidade de LLDPE2 (LIANG, J.Z., 1997).
Liu (2002) estudou a reologia das misturas LLDPE/HDPE: 80/20, 60/40, 40/60 e
20/80 e LLDPE/LDPE: 80/20, 60/40, 40/60 e 20/80. Os valores de MFI do LDPE,
LLDPE e do HDPE foram, 7,1 g/10min, 1,7 g/10min e 2,2 g/10min, respectivamente.
Foi observado decréscimo gradual na viscosidade das misturas LLDPE/HDPE com
aumento na quantidade de LLDPE. A viscosidade do LLDPE, em baixas taxas de
cisalhamento, foi a menor em relação às misturas e ao HDPE. Contudo, com o
aumento da taxa de cisalhamento esse comportamento inverteu. Hameed (2002)
também estudou as misturas LLDPE/HDPE e observou o mesmo comportamento para
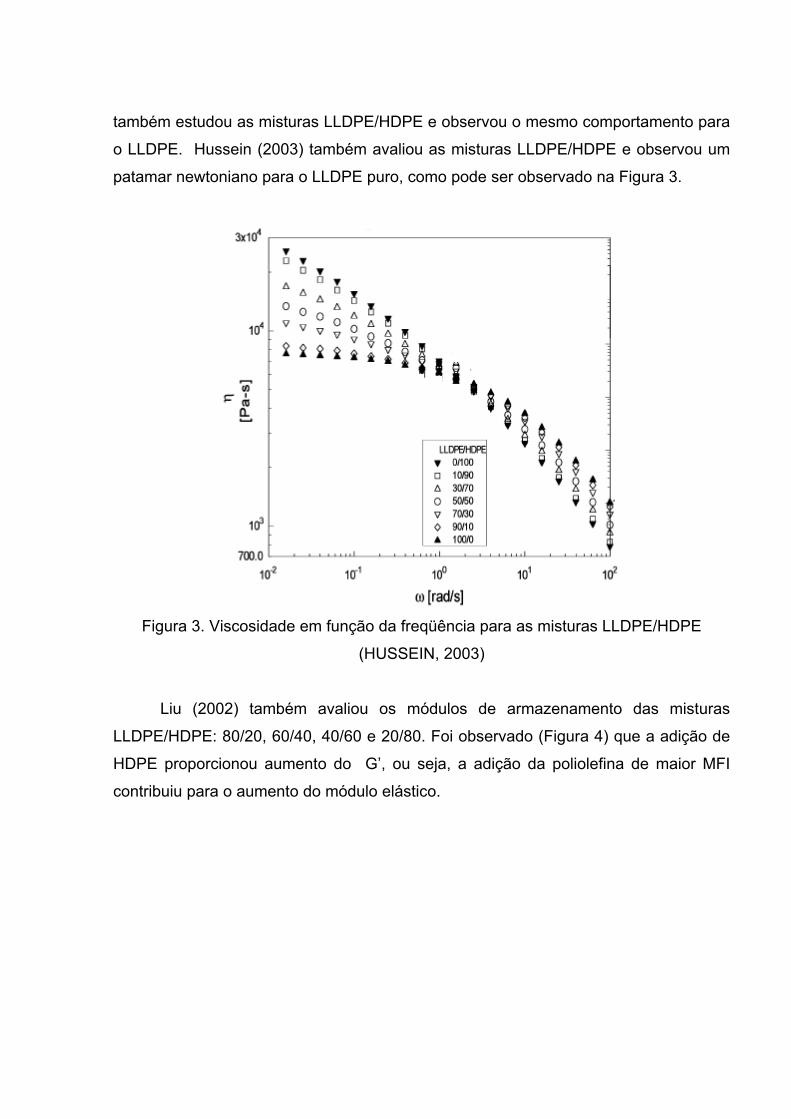
o LLDPE. Hussein (2003) também avaliou as misturas LLDPE/HDPE e observou um
patamar newtoniano para o LLDPE puro, como pode ser observado na Figura 3.
Figura 3. Viscosidade em função da freqüência para as misturas LLDPE/HDPE
(HUSSEIN, 2003)
Liu (2002) também avaliou os módulos de armazenamento das misturas
LLDPE/HDPE: 80/20, 60/40, 40/60 e 20/80. Foi observado (Figura 4) que a adição de
HDPE proporcionou aumento do G’, ou seja, a adição da poliolefina de maior MFI
contribuiu para o aumento do módulo elástico.

Figura 4. Módulo de armazenamento em função da freqüência para as misturas
LLDPE/HDPE (LIU,C., 2002).
Xu (2002) avaliou os módulos de armazenamento e de perda em função da
freqüência angular da mistura LLDPE/LDPE que estão nas Figuras 5 e 6,
respectivamente. O módulo de armazenamento e o de perda das misturas diminuíram
com a adição de LDPE no LLDPE. A redução da elasticidade proporciona estabilidade
do escoamento melhorando assim a processabilidade do LLDPE (XU, J., 2002).
Foi estudado também o módulo de relaxação dessas misturas (Figura 7). A
adição do LDPE proporcionou a redução da taxa de relaxação das misturas em
relação ao LLDPE. Para o processamento de polímeros é necessária taxa de
relaxação lenta, pois com taxa de relaxação rápida a tendência é ocorrer o
encolhimento do extrusado (XU, J., 2002).

Figura 5. Módulo de armazenamento das misturas LLDPE/LDPE (XU, J., 2002)
Figura 6. Módulo de perda das misturas LLDPE/LDPE (XU, J., 2002)

Figura 7. Módulo de relaxação das misturas LLDPE/LDPE (XU, J., 2002)
A presença de carga na matriz polimérica interfere na viscosidade do polímero
fundido (NIELSEN, L.E., 1977, AUSIAS, G., 1992, BOMAL, Y, 1996). A dependência
da viscosidade com o teor de carga é diretamente proporcional à quantidade de carga.
Assim, o aumento da quantidade de carga eleva a viscosidade do polímero. Este
comportamento é mais nítido na região Newtoniana do que na região com elevadas
taxas de cisalhamento (VINOGRADOV, G.V., 1980). A viscosidade dos polímeros
também é dependente da forma e tamanho das partículas da carga (LEONOV, A.T.,
1990).
A inclusão de carga em polímeros também influência nas propriedades
viscoelásticas. A adição de carga na matriz polimérica aumenta o módulo elástico
(VINOGRADOV, G.V., 1980).
O comportamento da viscosidade em função da quantidade de carga foi
estudado para o compósito HDPE e CaCO3. A presença de carga aumentou a
viscosidade do compósito em relação ao polímero puro. O aumento da taxa de
cisalhamento conduziu ao decréscimo da viscosidade do compósito mostrando, assim,

que a carga não afetou o comportamento pseudoplástico do polímero (SOUSA, P. S.
B, 1989).
Kwon (2002) avaliou a reologia dos compósitos HDPE/CaCO3, LLDPE/CaCO3 e
LDPE/CaCO3 e observou aumento na viscosidade complexa, no módulo de
armazenamento e no módulo de perda. Isto pode ser explicado pela pesquisa
realizada por Osman (2005) que estudou o compósito HDPE/CaCO3. Esse compósito
apresentou aglomeração da carga na matriz polimérica proporcionando aumento do o
módulo de armazenamento.
3.4. PROPRIEDADES MECÂNICAS
A adição de determinados polímeros em outros é utilizada para melhorar
propriedades, ou seja, para ampliar o campo de aplicação. Um exemplo é a mistura
LDPE/HDPE. O HDPE é adicionado ao LDPE para melhorar as propriedades
mecânicas e a processabilidade do LDPE puro. As propriedades das misturas são
dependentes da miscibilidade e da segregação de fases, como também de
características da microestrutura como massa molar, distribuição de massa molar, teor
de ramificação e da morfologia (Minick, J., 1995, Utracki, L.A., 1989).
A incorporação de cargas inorgânicas em polímeros fundidos altera
sensivelmente as suas propriedades mecânicas. Geralmente, algumas propriedades
mecânicas são melhoradas, como o aumento do módulo elástico que resulta em um
produto final com maior utilidade e menor custo. Contudo, reduz o alongamento e a
tensão na ruptura (Sousa, P.S.B.,1989; Chartoff, R.P.,1980; Haworth, B.,2001; Liang,
J., 1997; Suwanprateeb, J, 2000, Nielsen, L.E., 1974).
Foi estudado um compósito de polietileno de alta densidade (HDPE) com zinco
em pó. O aumento da quantidade da carga reduziu significativamente a tensão na
ruptura, conforme apresentado na Figura 8. Este comportamento foi explicado através
do estudo da morfologia em microscopio ótico. Em baixos teores de carga (em torno
de 4%), as partículas se encontraram dispersas na matriz polimérica. Com o aumento
da quantidade de carga, entre 4 e 16%, verificou-se a formação de aglomerados de
carga e, ainda, a existência de partículas dispersas. Entretanto, quando o teor de

zinco foi superior a 16%, praticamente todas as partículas de carga estavam
aglomeradas. A aglomeração de cargas proporcionou a interação metal-metal ao
invés de polímero-metal. Esse fato tornou a adesão da carga na matriz mais fraca e
resultou em um decréscimo da tensão na ruptura (Rusu, M., 2001). Esse
comportamento também foi observado por Nurazrrena (2006).
Figura 8. Curva tensão deformação para o compósito HDPE e zinco nas quantidades
de carga: 1) 0%, 2) 4%, 3) 8%, 4) 12%, 5) 16%, 6) 20% (Rusu, M., 2001)
O módulo elástico e a tensão na ruptura do compósito HDPE e alumínio foram
avaliados por Tavman (1996). A carga metálica usada foi na forma de pó fino, esférica
com tamanhos de partículas em torno de 40 - 80 μm. Foi observado decréscimo
gradual na resistência tênsil com o aumento do teor da carga O valor da resistência à
tração do compósito com 50% do metal foi 25% do valor do HDPE puro.
Nurazrrena (2006) avaliou a propriedade tênsil de compósitos de HDPE com
alumínio, cobre e ferrro. A distribuição de tamanho de partículas do alumínio usado foi
de 10-100 μm, do cobre foi de 10-50 μm e do ferro de 2,38-68,3 μm. As frações de
carga usadas foram de 10, 20, 30, 40 e 50%. A Figura 9 apresenta o alongamento na
ruptura de todos os compósitos. Foi observado menor alongamento na ruptura para o
compósito HDPE e alumínio em relação aos outros compósitos. Entretanto, na Figura
10 pode-se observar que o alumínio, dentre as outras cargas, elevou o módulo de
Young do HDPE.
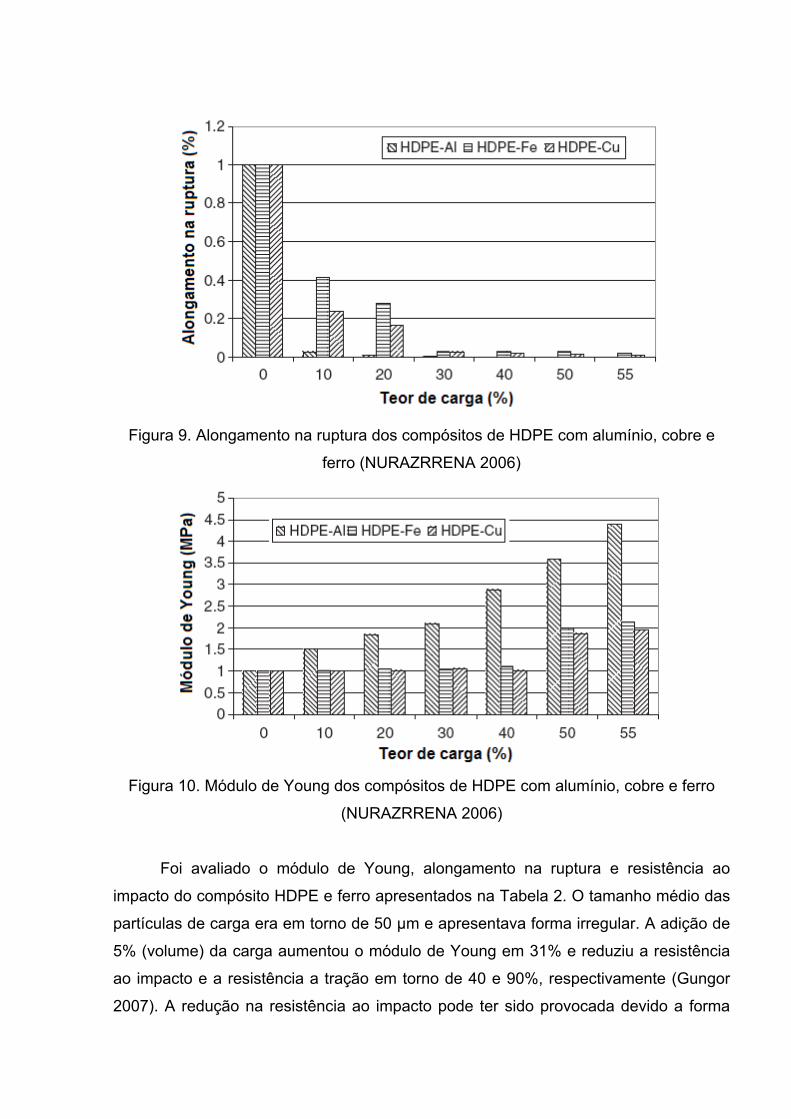
Figura 9. Alongamento na ruptura dos compósitos de HDPE com alumínio, cobre e
ferro (NURAZRRENA 2006)
Figura 10. Módulo de Young dos compósitos de HDPE com alumínio, cobre e ferro
(NURAZRRENA 2006)
Foi avaliado o módulo de Young, alongamento na ruptura e resistência ao
impacto do compósito HDPE e ferro apresentados na Tabela 2. O tamanho médio das
partículas de carga era em torno de 50 μm e apresentava forma irregular. A adição de
5% (volume) da carga aumentou o módulo de Young em 31% e reduziu a resistência
ao impacto e a resistência a tração em torno de 40 e 90%, respectivamente (Gungor
2007). A redução na resistência ao impacto pode ter sido provocada devido a forma
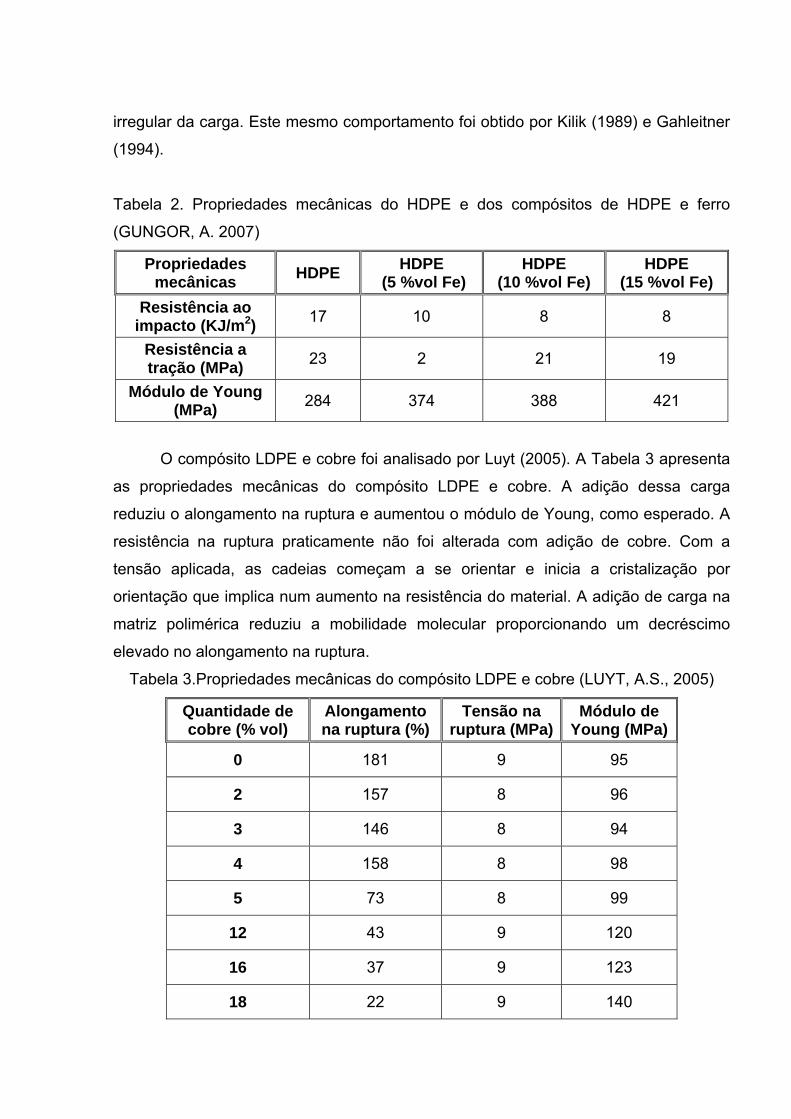
irregular da carga. Este mesmo comportamento foi obtido por Kilik (1989) e Gahleitner
(1994).
Tabela 2. Propriedades mecânicas do HDPE e dos compósitos de HDPE e ferro
(GUNGOR, A. 2007)
Propriedades mecânicas HDPE HDPE
(5 %vol Fe) HDPE
(10 %vol Fe) HDPE
(15 %vol Fe) Resistência ao
impacto (KJ/m2) 17 10 8 8
Resistência a tração (MPa) 23 2 21 19
Módulo de Young (MPa) 284 374 388 421
O compósito LDPE e cobre foi analisado por Luyt (2005). A Tabela 3 apresenta
as propriedades mecânicas do compósito LDPE e cobre. A adição dessa carga
reduziu o alongamento na ruptura e aumentou o módulo de Young, como esperado. A
resistência na ruptura praticamente não foi alterada com adição de cobre. Com a
tensão aplicada, as cadeias começam a se orientar e inicia a cristalização por
orientação que implica num aumento na resistência do material. A adição de carga na
matriz polimérica reduziu a mobilidade molecular proporcionando um decréscimo
elevado no alongamento na ruptura.
Tabela 3.Propriedades mecânicas do compósito LDPE e cobre (LUYT, A.S., 2005)
Quantidade de cobre (% vol)
Alongamento na ruptura (%)
Tensão na ruptura (MPa)
Módulo de Young (MPa)
0 181 9 95
2 157 8 96
3 146 8 94
4 158 8 98
5 73 8 99
12 43 9 120
16 37 9 123
18 22 9 140
O estudo das propriedades mecânicas do compósito HDPE e cobre foi
realizado por Tavman (1997). A carga metálica usada era em pó com tamanho de
partículas em torno de 15-40 μm. Foi observado, como esperado, que com aumento
do teor de cobre o módulo elástico aumentou e o alongamento a ruptura e na
resistência a tração reduziram. Com 18% de cobre a redução na resistência à tração
foi de 25% em relação ao HDPE puro.
Vale ressaltar que em nenhum desses trabalhos, nos quais foram estudadas as
propriedades mecânicas, foram avaliadas as propriedades reológicas dos compósitos.
3.5.. PROPRIEDADES TÉRMICAS
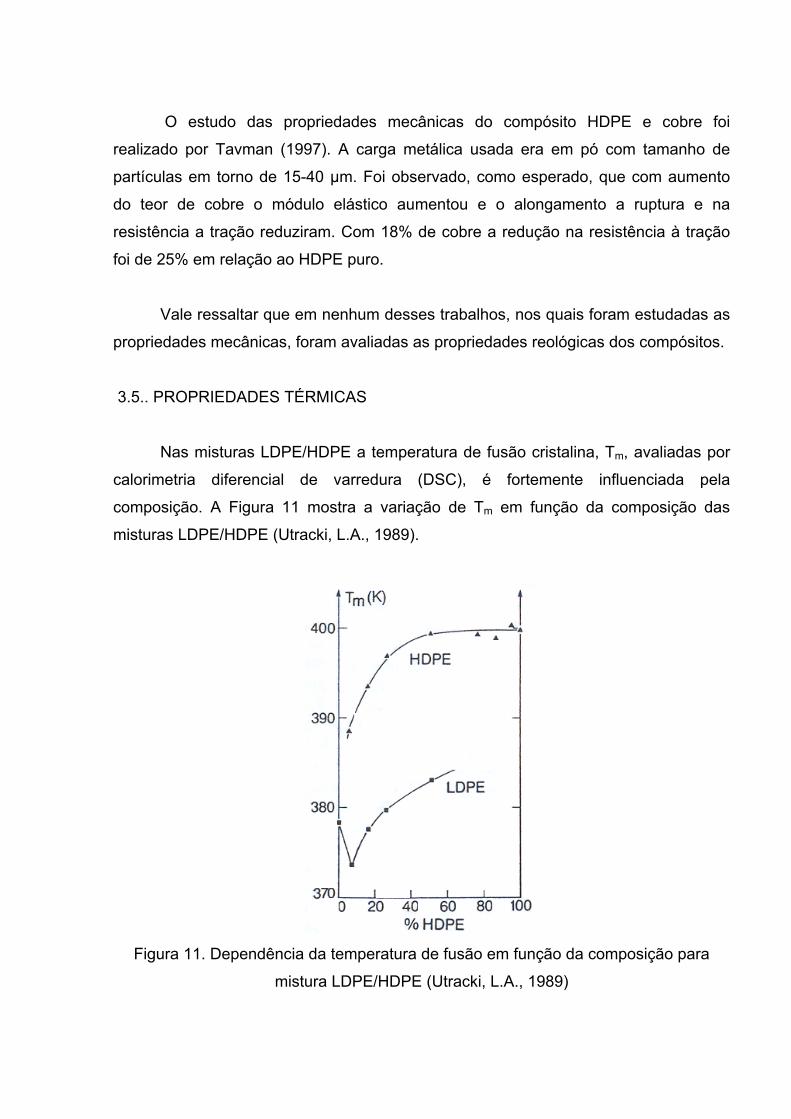
Nas misturas LDPE/HDPE a temperatura de fusão cristalina, Tm, avaliadas por
calorimetria diferencial de varredura (DSC), é fortemente influenciada pela
composição. A Figura 11 mostra a variação de Tm em função da composição das
misturas LDPE/HDPE (Utracki, L.A., 1989).
Figura 11. Dependência da temperatura de fusão em função da composição para
mistura LDPE/HDPE (Utracki, L.A., 1989)
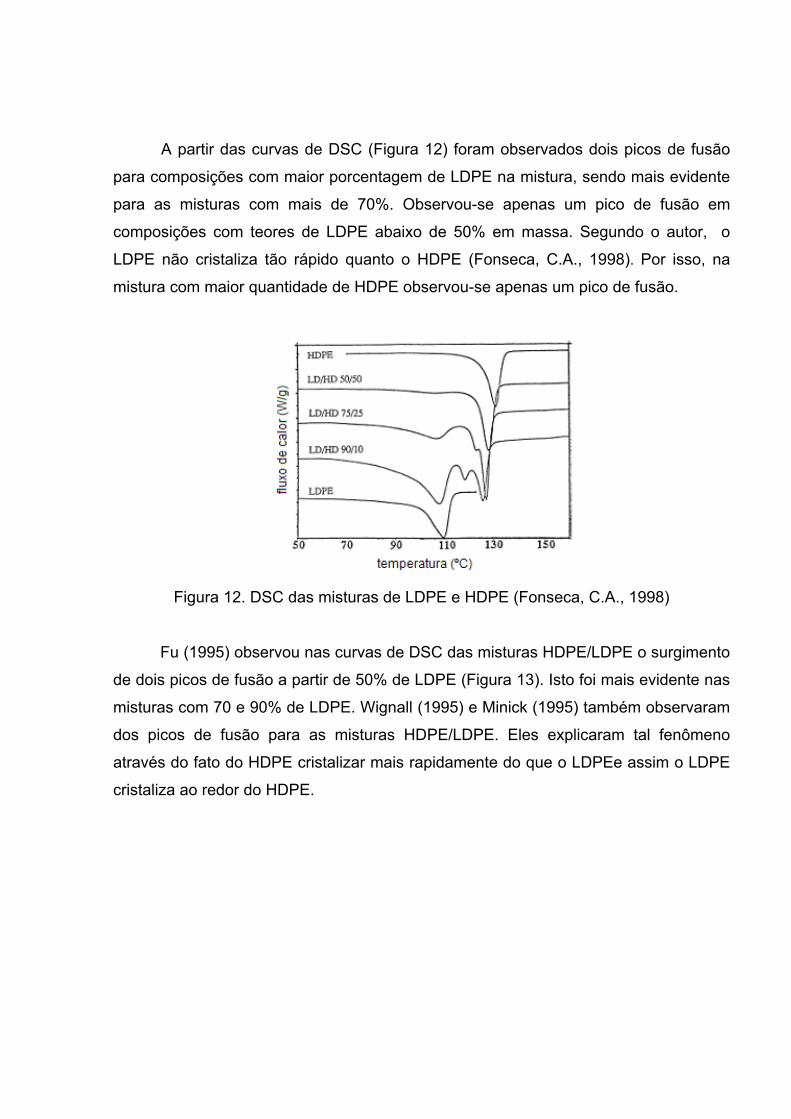
A partir das curvas de DSC (Figura 12) foram observados dois picos de fusão
para composições com maior porcentagem de LDPE na mistura, sendo mais evidente
para as misturas com mais de 70%. Observou-se apenas um pico de fusão em
composições com teores de LDPE abaixo de 50% em massa. Segundo o autor, o
LDPE não cristaliza tão rápido quanto o HDPE (Fonseca, C.A., 1998). Por isso, na
mistura com maior quantidade de HDPE observou-se apenas um pico de fusão.
Figura 12. DSC das misturas de LDPE e HDPE (Fonseca, C.A., 1998)
Fu (1995) observou nas curvas de DSC das misturas HDPE/LDPE o surgimento
de dois picos de fusão a partir de 50% de LDPE (Figura 13). Isto foi mais evidente nas
misturas com 70 e 90% de LDPE. Wignall (1995) e Minick (1995) também observaram
dos picos de fusão para as misturas HDPE/LDPE. Eles explicaram tal fenômeno
através do fato do HDPE cristalizar mais rapidamente do que o LDPEe assim o LDPE
cristaliza ao redor do HDPE.

Figura 13. DSC das misturas HDPE/LDPE (Fu, Q., 2003)
A mistura HDPE/LDPE foi avaliada por Munaro (2007) através da análise de
DSC. Foi observado que com apenas 10% de LDPE houve redução na intensidade do
pico do HDPE na curva de DSC indicando redução no grau de cristalinidade. Na
mistura com 90% de LDPE foram observados três picos de fusão o que foi atribuído a
presença de três tipos de cristais formados pelos componentes separados ou devido á
co-cristalização (Munaro, M., 2007, Wu, T., 2005, Arnal, M.L., 2001).
Rusu (2001) estudou o compósito HDPE e zinco. A carga (20%) propiciou maior
estabilidade térmica ao polímero, pois a temperatura de degradação do compósito foi
73ºC maior em relação a do polímero puro. A cristalinidade e a temperatura de fusão
não foram alteradas significativamente com a adição dessa quantidade de carga. O
grau de cristalinidade do compósito foi de 64% e para o polímero puro foi de 62%..
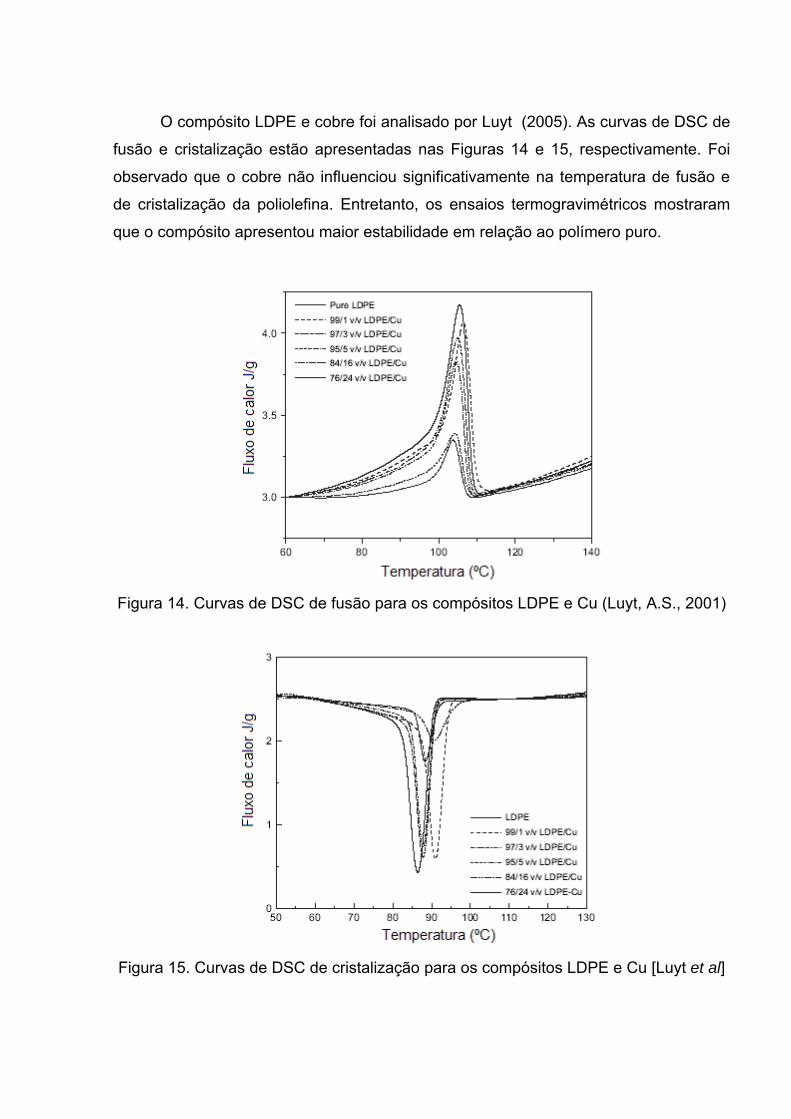
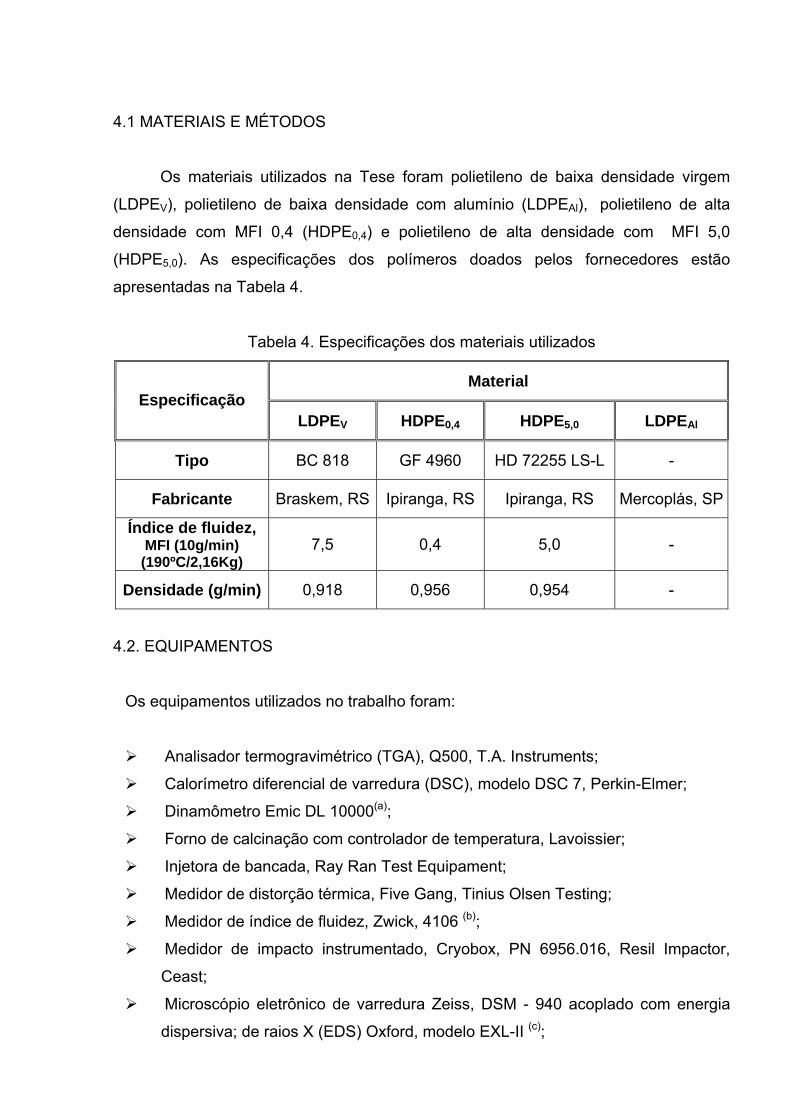
O compósito LDPE e cobre foi analisado por Luyt (2005). As curvas de DSC de
fusão e cristalização estão apresentadas nas Figuras 14 e 15, respectivamente. Foi
observado que o cobre não influenciou significativamente na temperatura de fusão e
de cristalização da poliolefina. Entretanto, os ensaios termogravimétricos mostraram
que o compósito apresentou maior estabilidade em relação ao polímero puro.
Figura 14. Curvas de DSC de fusão para os compósitos LDPE e Cu (Luyt, A.S., 2001)
Figura 15. Curvas de DSC de cristalização para os compósitos LDPE e Cu [Luyt et al]

Foram avaliadas por Gungor (2006) as propriedades térmicas do compósito
HDPE e ferro. O tamanho das partículas da carga metálica era em torno de 50 μm
com forma irregular. Foram usados 5, 10 e 15 % em volume de ferro. No compósito
com 10% de carga foi observado um aumento em torno de 30°C na Tm em relação ao
HDPE puro. Entretanto, no compósito com 15% de ferro, a Tm praticamente foi a
mesma do HDPE puro. Foi observado um aumento de 18% na temperatura de
distorção ao calor no compósito com 15% de ferro. Isto pode estar relacionado com o
aumento de 48% no módulo elástico deste compósito.
4. METODOLOGIA
O desenvolvimento dessa Tese foi realizado em duas etapas. A primeira
consistiu em caracterizar o compósito LDPEAl quanto ao teor de alumínio, à
estabilidade térmica e à distribuição do alumínio na matriz polimérica. As misturas dos
polímeros e as suas caracterizações térmica, mecância e reológica foram realizadas
na segunda etapa do trabalho. A Figura 16 mostra detalhadamente as etapas que
foram executadas.

Figura 16. Esquema da metodologia de estudo usada na Tese
LDPEAl LDPEV HDPE0,4 HDPE5,0
LDPEv/HDPE0,4 0/100 25/75 50/50 75/25 100/0
LDPEv/HDPE5,0 0/100 25/75 50/50 75/25 100/0
LDPEAl/HDPE0,4 0/100 25/75 50/50 75/25 100/0
LDPEAl/HDPE5,0 0/100 25/75 50/50 75/25 100/0
Reologia em regime
transiente
Reologia em regime
oscilatório
Resistência ao impacto
DSC
Resistência à tração
HDT
MFI
TGA MEV
Calcinação
LDPEAl
Caracterização do compósito LDPEAl
Obtenção e caracterização das misturas
Reologia em regime
permanente (baixas taxas de cisalhamento) Reologia em
regime permanente
(altas taxas de cisalhamento
Pr
imei
ra e
tapa
Se
gund
a et
apa
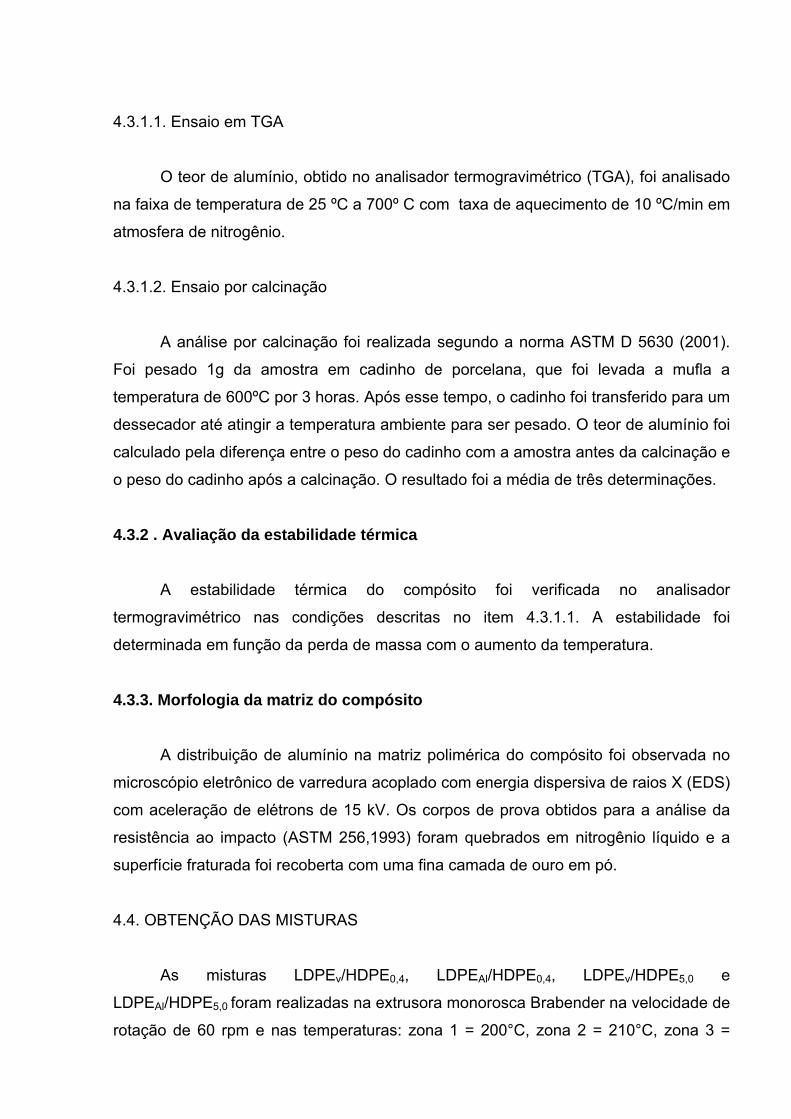
4.1 MATERIAIS E MÉTODOS
Os materiais utilizados na Tese foram polietileno de baixa densidade virgem
(LDPEV), polietileno de baixa densidade com alumínio (LDPEAl), polietileno de alta
densidade com MFI 0,4 (HDPE0,4) e polietileno de alta densidade com MFI 5,0
(HDPE5,0). As especificações dos polímeros doados pelos fornecedores estão
apresentadas na Tabela 4.
Tabela 4. Especificações dos materiais utilizados
Material Especificação
LDPEV HDPE0,4 HDPE5,0 LDPEAl
Tipo BC 818 GF 4960 HD 72255 LS-L -
Fabricante Braskem, RS Ipiranga, RS Ipiranga, RS Mercoplás, SP
Índice de fluidez, MFI (10g/min) (190ºC/2,16Kg)
7,5 0,4 5,0 -
Densidade (g/min) 0,918 0,956 0,954 -
4.2. EQUIPAMENTOS
Os equipamentos utilizados no trabalho foram:
Analisador termogravimétrico (TGA), Q500, T.A. Instruments;
Calorímetro diferencial de varredura (DSC), modelo DSC 7, Perkin-Elmer;
Dinamômetro Emic DL 10000(a);
Forno de calcinação com controlador de temperatura, Lavoissier;
Injetora de bancada, Ray Ran Test Equipament;
Medidor de distorção térmica, Five Gang, Tinius Olsen Testing;
Medidor de índice de fluidez, Zwick, 4106 (b);
Medidor de impacto instrumentado, Cryobox, PN 6956.016, Resil Impactor,
Ceast;
Microscópio eletrônico de varredura Zeiss, DSM - 940 acoplado com energia
dispersiva; de raios X (EDS) Oxford, modelo EXL-II (c);

Plastógrafo Brabender modelo GN F106/2, parafuso com L/D = 25 e D = 19
mm; calha de refrigeração de 2 m conectado a um granulador com faca
rotativa100;
Prensa hidráulica de bancada Fred S. Carver, modelo B & C, 10900 kg (24000
lb), prato 15x15 cm2, com resistência elétrica;
Prensa hidráulica de bancada Fred S. Carver, modelo B & C, 10900 kg (24000
lb), prato 20x20 cm2, com circulação de água;
Reômetro capilar HAAKE, Rhecord 9000;
Reômetro de placas paralelas, modelo MCR 301 Anton Parr (d).
A maioria dos equipamentos estão localizados no IMA/UFRJ com exceção
daqueles identificados como:
(a) Laboratório de ensaios mecânicos DE/4 / IME;
(b) Escola de Química
(c) Programa de Engenharia Metalúrgica e Materiais/COPPE, Universidade Federal
do Rio de Janeiro, RJ;
(d) Emprestado ao IMA pela empresa Polimate LTDA.
4.3. CARACTERIZAÇÃO DO COMPÓSITO LDPEAl
Foram avaliadas a quantidade e a distribuição do alumínio na matriz polimérica
e a estabilidade térmica do compósito. Foi utilizado o LDPEv para comparação dos
resultados.
4.3.1. Determinação do teor de alumínio no compósito LDPEAl
O teor de alumínio no compósito LDPEAl foi estimado por termogravimetria e por
calcinação. As análises foram realizadas no compósito e no polímero puro para
comparação de resultados.
4.3.1.1. Ensaio em TGA
O teor de alumínio, obtido no analisador termogravimétrico (TGA), foi analisado
na faixa de temperatura de 25 ºC a 700º C com taxa de aquecimento de 10 ºC/min em
atmosfera de nitrogênio.
4.3.1.2. Ensaio por calcinação
A análise por calcinação foi realizada segundo a norma ASTM D 5630 (2001).
Foi pesado 1g da amostra em cadinho de porcelana, que foi levada a mufla a
temperatura de 600ºC por 3 horas. Após esse tempo, o cadinho foi transferido para um
dessecador até atingir a temperatura ambiente para ser pesado. O teor de alumínio foi
calculado pela diferença entre o peso do cadinho com a amostra antes da calcinação e
o peso do cadinho após a calcinação. O resultado foi a média de três determinações.
4.3.2 . Avaliação da estabilidade térmica
A estabilidade térmica do compósito foi verificada no analisador
termogravimétrico nas condições descritas no item 4.3.1.1. A estabilidade foi
determinada em função da perda de massa com o aumento da temperatura.
4.3.3. Morfologia da matriz do compósito
A distribuição de alumínio na matriz polimérica do compósito foi observada no
microscópio eletrônico de varredura acoplado com energia dispersiva de raios X (EDS)
com aceleração de elétrons de 15 kV. Os corpos de prova obtidos para a análise da
resistência ao impacto (ASTM 256,1993) foram quebrados em nitrogênio líquido e a
superfície fraturada foi recoberta com uma fina camada de ouro em pó.
4.4. OBTENÇÃO DAS MISTURAS
As misturas LDPEv/HDPE0,4, LDPEAl/HDPE0,4, LDPEv/HDPE5,0 e
LDPEAl/HDPE5,0 foram realizadas na extrusora monorosca Brabender na velocidade de
rotação de 60 rpm e nas temperaturas: zona 1 = 200°C, zona 2 = 210°C, zona 3 =

220°C e zona 4 = 230°C. Os polímeros puros também foram processados na extrusora
nas mesmas condições das misturas.
As amostras puras e as misturas foram caracterizadas quanto às propriedades
térmicas, mecânicas e reológicas.
4.5. OBTENÇÃO DOS CORPOS DE PROVA
Os corpos de prova foram confeccionados de duas formas: por moldagem por
compressão e por injeção.
4.5.1. Por prensagem
As amostras para os testes de reologia no reômetro de placas paralelas
foram obtidas na prensa e cortadas na forma de circunferência com diâmetro igual a
2,5 cm.
Placas das misturas poliméricas, com área igual a 15x15 cm, foram obtidas à
temperatura de 220 ºC e a força aplicada foi em torno de 4500kg (10.000lb) em
processo de prensagem. Na placa metálica da prensa foi colocado um conjunto
consistindo de placa metálica, papel lata, espaçador quadrado de alumínio vazado
com aproximadamente 1 mm de espessura, polímero na área limitada pelo espaçador.
Sobre essas amostras de polímero foram adicionadas outra placa de papel lata, e,
sobre ela, outra placa metálica. Após 3 minutos sob pressão e calor, a carga foi
removida e o conjunto colocado imediatamente em outra prensa com circulação de
água a temperatura ambiente, na mesma pressão, por 10 minutos para resfriamento.
4.5.2. Por injeção
Os corpos de prova para os ensaios mecânicos foram obtidos por injeção nas
seguintes condições:
Temperatura do canhão: 230°C
Temperatura do molde: 40ºC
Pressão de injeção: 9 bar
Tempo de resfriamento do artefato no molde: aproximadamente 1 minuto
Os corpos de prova para o ensaio de tração (tipo IV) foram conformados
segundo a norma ASTM D 638 (1991) e para o ensaio de impacto, segundo norma
ASTM D 256 (1993).
Utilizou-se para as análises morfológicas e para o ensaio de deformação
térmica (HDT) corpos de prova conformados da mesma forma que aqueles btidos para
a resistência ao impacto.
4.6. ANÁLISE TÉRMICA
Os ensaios para caracterização térmica dos polímeros puros e das misturas
foram realizados por DSC e HDT.
4.6.1. Análise de calorimetria diferencial de varredura (DSC)
A análise térmica foi realizada em calorímetro diferencial de varredura sob
atmosfera de nitrogênio para avaliar as temperaturas de fusão e de cristalização, a
entalpia de fusão e o grau de cristalinidade. Foram realizados dois ciclos de
aquecimento e um resfriamento ambos com taxa de aquecimento e resfriamento de 10
ºC/min. O primeiro aquecimento começou na temperatura ambiente e alcançou 180
ºC, seu objetivo foi eliminar a história térmica oriunda do processamento. Depois, a
amostra foi resfriada até temperatura ambiente e imediatamente foi reaquecida a 180
ºC. A temperatura de cristalização foi obtida quando a amostra foi resfriada de 180 °C
até a temperatura ambiente. As temperaturas de fusão cristalina e a entalpia de fusão
cristalina foram determinadas a partir da segunda curva de aquecimento.
O grau de cristalinidade está relacionado com a entalpia de fusão (ΔHf). O
cálculo foi realizado usando o valor de 293J/g como a entalpia de fusão do polietileno
100% cristalino (Fu, Q.,2003).
A Equação 9 utilizada para calcular o grau de cristalinidade considera a entalpia
de fusão da mistura e a entalpia de fusão do polietileno 100% cristalino (Rusu, M.,
2001).
Xc = (ΔHfa / ΔHf
100) x 100 Equação 9
Em que:
Xc = grau de cristalinidade (%);
ΔHfa = entalpia de fusão da amostra (J/g);
ΔHf100 = entalpia de fusão do polietileno 100% cristalino.
4.6.2. Ensaio de temperatura de deformação sob carga (HDT)
A análise foi realizada de acordo com a norma ASTM D 648 (1993) com peso
aplicado de 180g, taxa de aquecimento de 120ºC/h e temperatura inicial igual a 35ºC.
O término do ensaio foi com deflexão de 3 mm. As dimensões dos corpos de prova
utilizados foram as mesmas dos corpos de prova obtidos para o ensaio de resistência
ao impacto.
4.7. PROPRIEDADES MECÂNICAS
4.7.1. Resistência à tração
A resistência à tração foi medida nas seguintes condições ambientes: 22ºC e
61% de umidade relativa. A velocidade de estiramento do ensaio no dinamômetro foi
10 mm/min de acordo com a norma ASTM D 638 (1991). As propriedades avaliadas
foram módulo, alongamento na ruptura e tensão máxima.

4.7.2. Resistência ao impacto
Corpos de prova com entalhe foram ensaiados segundo a norma ASTM 256
(1993) através do método IZOD. Foi usado martelo de 5,5 J e velocidade do martelo
de 3,46 m/s.
4.8. PROPRIEDADES REOLÓGICAS
As técnicas utilizadas para a avaliação das propriedades reológicas foram
reometria capilar e de placas paralelas (Dealy, J.M., 1989, Bretas, R.E.S., 2000). Os
reômetros utilizados nesses ensaios possuem geometria controlável, nos quais as
tensões ou as deformações que os materiais sofrem foram sempre as mesmas,
independentemente do tipo de material a ser usado (Prentice, P., 1995). Também
foram realizados ensaios de índice de fluidez.
4.8.1. Avaliação do índice de fluidez
A determinação do índice de fluidez (MFI) foi realizada em todas as amostras
conforme a norma ASTM D 1238 (1993) na condição E, massa de 2,16 kg na
temperatura de 190 ºC. O cálculo do MFI estimado foi realizado pela regra das
misturas.
4.8.2. Reometria Capilar
A viscosidade em altas taxas de cisalhamento foi obtida no reômetro capilar
equipado com capilar de razão L/D = 40 a 230°C. Foram obtidos os valores de tensão
de cisalhamento aparente (τa), taxa de cisalhamento real (.γ ) e viscosidade (η). A
correção de Rabinowitsch foi usada para corrigir a taxa de cisalhamento.

4.8.3. Reometria Placas Paralelas
A viscosidade foi determinada no reômetro Anton Paar acoplado com geometria
de placas paralelas de diâmetro igual a 25 mm a 190 ºC:
em regime permanente de cisalhamento em altas e baixas taxas de
cisalhamento;
em regime oscilatório;
em regime transiente.
Foram obtidos viscosidade, módulos elástico (G’) e de perda (G”), viscosidade
complexa ( *η ) e módulo de relaxação de tensão.
A energia de ativação foi calculada a partir dos valores de viscosidade zero (ηo)
utilizando a equação de Arrehnius RT/Eo
aAe=η (Rohn, C.L., 1995). Os valores de
viscosidade zero foram obtidos nas seguintes temperaturas: 190, 210 e 230ºC.
5. RESULTADOS E DISCUSSÃO
A reciclagem mecânica, no Brasil, de embalagens longa vida pós-consumo
produz um compósito de LDPE com alumínio (LDPEAl), que foi utilizado como matéria-
prima nessa Tese.
Primeiramente, foram realizadas análises para caracterizar esse compósito
LDPEAl quanto ao teor de alumínio, à estabilidade térmica e à morfologia.
Na segunda etapa foram realizadas as misturas LDPEv/HDPE0,4,
LDPEAl/HDPE0,4, LDPEv/HDPE5,0 e LDPEAl/HDPE5,0 que foram submetidas às análises
térmicas, mecânicas e reológicas.

5.1 CARACTERIZAÇÃO DO COMPÓSITO LDPEAl
Avaliou-se a quantidade de alumínio, a estabilidade térmica e a morfologia do
LDPEAl e comparou-se os resultados dessas análises com os do polietileno puro a fim
de caracterizar o compósito inicial.
5.1.1. Determinação do teor de alumínio no compósito LDPEAl
Foi estimada a quantidade de alumínio presente no LDPEv e no LDPEAl através
de ensaios de TGA e de calcinação.
A Tabela 5 mostra resultados da análise de TGA para o LDPEv e o LDPEAl. A
porcentagem de massa residual do LDPEv, obtida pela análise termogravimétrica em
temperatura de até 600 ºC, foi 0,05%. A quantidade de resíduo gerada no LDPEAl foi
em torno de 4%.
Desconsiderando a porcentagem residual do polímero virgem (0,05%), tem-se
que a porcentagem de alumínio no LDPEAl é de 3,95%, ou seja, aproximadamente 4%.
Tabela 5. Resultados da análise de TGA para LDPEv e LDPEAl
Amostras Massa inicial (mg) Massa perdida (mg) Massa residual (%)
LDPEv 22,08 22,07 0,05 LDPEAl 16,93 16,23 4,00
O outro teste utilizado a fim de estimar a quantidade de alumínio no LDPEAl foi o
de calcinação. A Tabela 6 apresenta os valores de três repetições dessas análises de
calcinação. O valor final obtido foi a mediana das repetições. Através dessa análise, o
teor estimado de alumínio foi de 3%.
Como o ensaio de calcinação foi realizado em atmosfera oxidante
provavelmente foi gerado óxido de alumínio.

A partir dos resultados de TGA e calcinação pode-se concluir que o teor de
alumínio presente no LDPEAl foi da ordem de 3 a 4% em massa.
Tabela 6. Resultados da análise de calcinação de LDPEv e LDPEAl
LDPEv LDPEAl
Análise Massa inicial
(g)
Massa residual
(g)
Massa residual
(%m)
Massa inicial
(g)
Massa residual
(g)
Massa residual
(%m) 1 1,000 0,002 0,20 1,000 0,021 2,10 2 1,000 0,002 0,20 1,000 0,032 3,20 3 1,000 0,003 0,30 1,000 0,030 3,00
Mediana 1,000 0,0023 ± 0,0006
0,23± 0,0577 1,000 0,0277±
0,0059 2,77 ± 0,5859
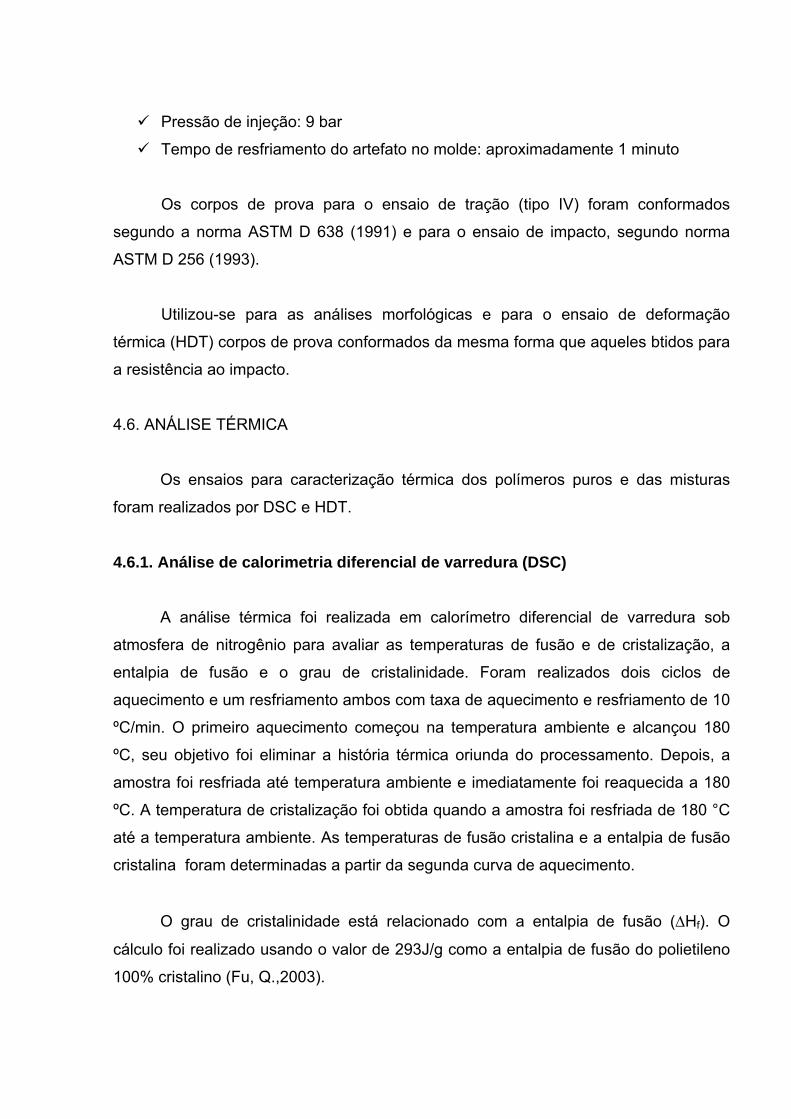
5.1.2 . Determinação da estabilidade térmica
A Figura 17 apresenta as curvas termogravimétricas do LDPEv e LDPEAl que
mostram as temperaturas de início de degradação que foram 439 ºC e 456 ºC,
respectivamente. A presença de alumínio na matriz do polímero aumentou a
temperatura de início de degradação, proporcionando maior estabilidade térmica ao
LDPEAl. Este comportamento foi observado por Luyt et al. (2005) no compósito de
LDPE com 4% de cobre, cuja temperatura de degradação aumentou cerca de 50°C
em relação ao polímero puro. Rusu et al. (2001) também verificou um aumento na
temperatura de degradação térmica, na ordem de 74ºC para o compósito HDPE com
20% de zinco em relação ao HDPE puro.
0
20
40
60
80
100
120
0 100 200 300 400 500 600 700Temperatura (°C)
Perd
a de
mas
sa (%
)
LDPEv
LDPEAl
Figura 17. Curvas de TGA de LDPEv e LDPEAl
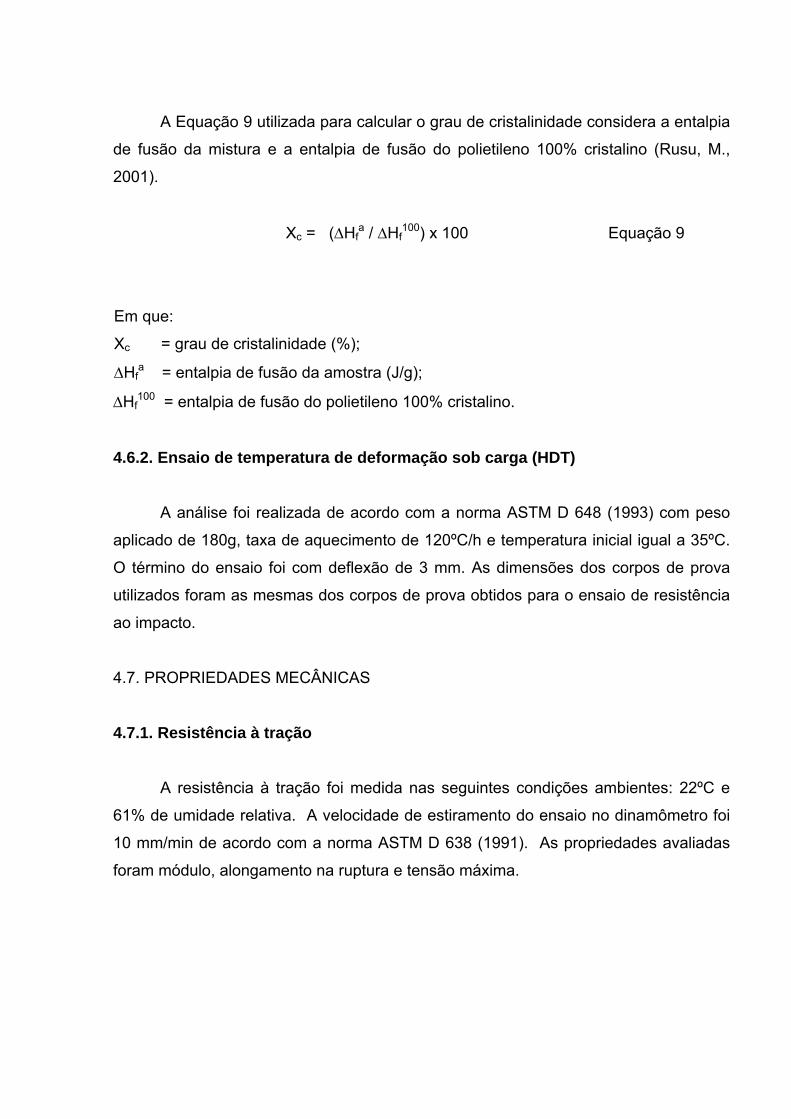
As curvas de derivada da perda de massa em função da temperatura estão
apresentadas na Figura 18. O LDPEv e o LDPEAl apresentaram somente uma etapa na
degradação térmica. Para o LDPEv, a velocidade máxima de decomposição ocorreu
na temperatura de 477°C. Essa temperatura foi praticamente a mesma para o LDPEAl,
como esperado, 480°C.
0
0,5
1
1,5
2
2,5
3
0 100 200 300 400 500 600 700 800
Temperatura (°C)
Der
ivad
a da
per
da d
e m
assa
(%/°C
)
LDPEv
LDPEAl
Figura 18. Derivada da perda de massa do LDPEv e LDPEAl
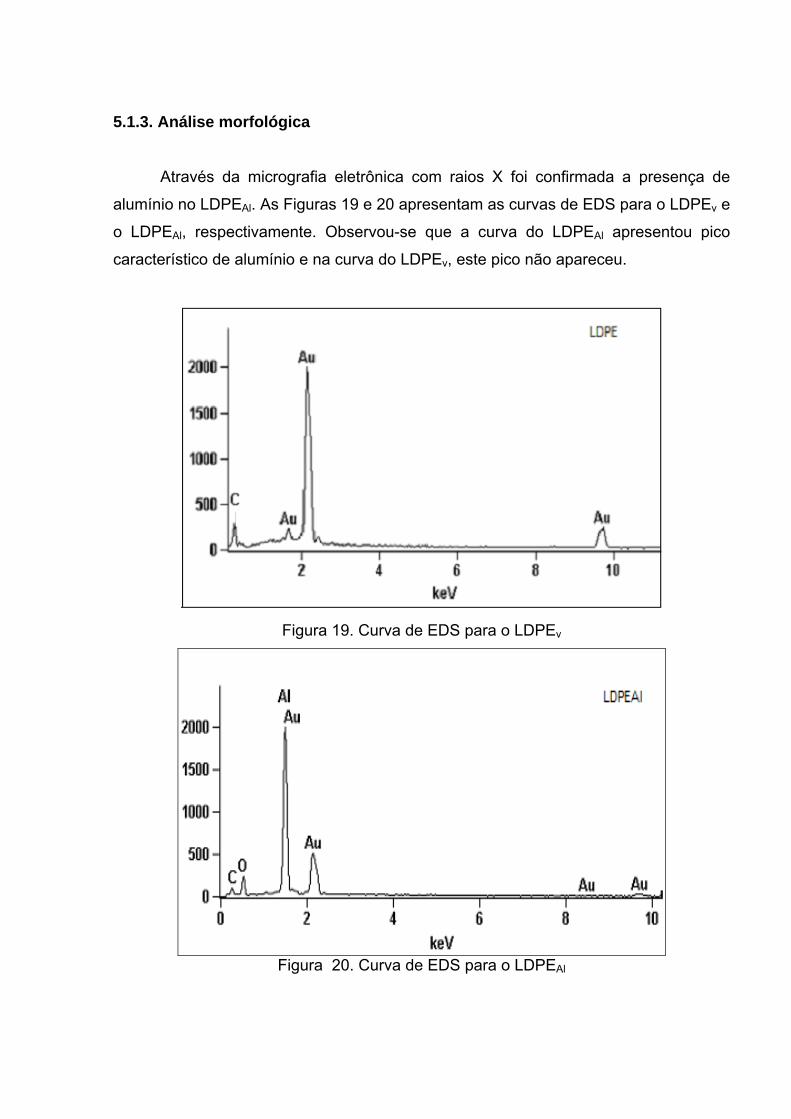
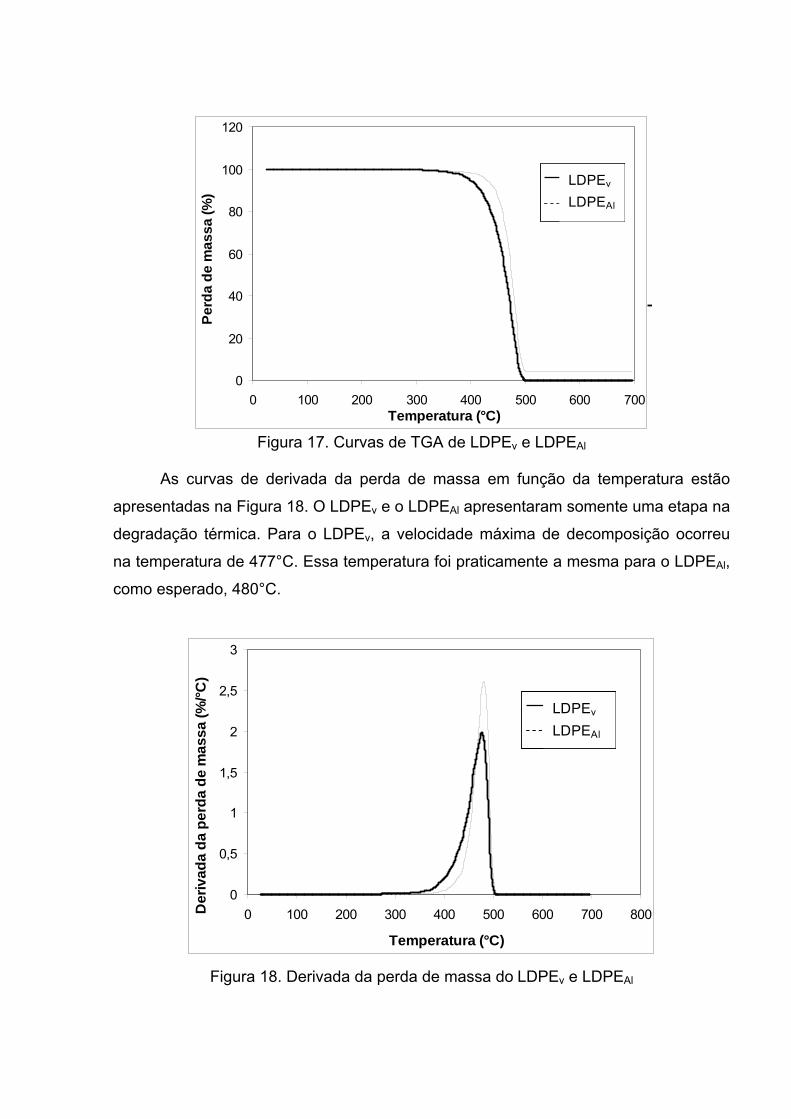
5.1.3. Análise morfológica
Através da micrografia eletrônica com raios X foi confirmada a presença de
alumínio no LDPEAl. As Figuras 19 e 20 apresentam as curvas de EDS para o LDPEv e
o LDPEAl, respectivamente. Observou-se que a curva do LDPEAl apresentou pico
característico de alumínio e na curva do LDPEv, este pico não apareceu.
Figura 19. Curva de EDS para o LDPEv
Figura 20. Curva de EDS para o LDPEAl
As Figuras 19 e 20 apresentaram picos referentes ao ouro e carbono, que
foram em resposta à cobertura de ouro em pó na amostra para a análise de MEV e do
elemento constituinte do polietileno (carbono), respectivamente. Provavelmente, a
presença de oxigênio na amostra LDPEAl (Figura 18) pode estar relacionada a
formação de óxido de alumínio (Al2O3), comum no alumínio metálico (VOGEL, A.,
1981).
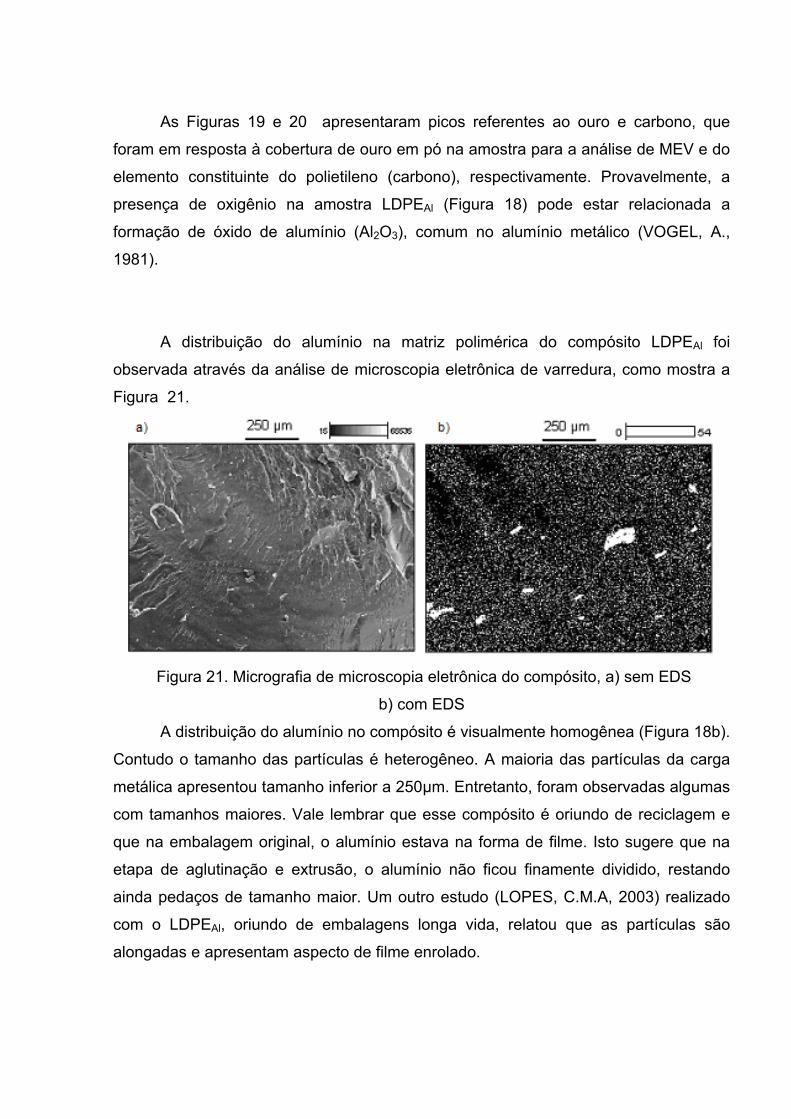
A distribuição do alumínio na matriz polimérica do compósito LDPEAl foi
observada através da análise de microscopia eletrônica de varredura, como mostra a
Figura 21.
Figura 21. Micrografia de microscopia eletrônica do compósito, a) sem EDS
b) com EDS
A distribuição do alumínio no compósito é visualmente homogênea (Figura 18b).
Contudo o tamanho das partículas é heterogêneo. A maioria das partículas da carga
metálica apresentou tamanho inferior a 250μm. Entretanto, foram observadas algumas
com tamanhos maiores. Vale lembrar que esse compósito é oriundo de reciclagem e
que na embalagem original, o alumínio estava na forma de filme. Isto sugere que na
etapa de aglutinação e extrusão, o alumínio não ficou finamente dividido, restando
ainda pedaços de tamanho maior. Um outro estudo (LOPES, C.M.A, 2003) realizado
com o LDPEAl, oriundo de embalagens longa vida, relatou que as partículas são
alongadas e apresentam aspecto de filme enrolado.
5.2. ANÁLISE TÉRMICA DAS MISTURAS LDPE/HDPE
As propriedades térmicas avaliadas para as misturas LDPEv/HDPE0,4,
LDPEAl/HDPE0,4 LDPEv/HDPE5,0 e LDPEAl/HDPE5,0 foram as temperaturas de fusão
cristalina e cristalização no resfriamento, o calor de fusão cristalina, o grau de
cristalinidade e a temperatura de distorção ao calor.
5.2.1. Análise por meio de calorimetria diferencial de varredura (DSC)
O calor de fusão no segundo aquecimento referente ao pico endotérmico
(observando a curva da esquerda para a direita) de LDPEv ou ao de LDPEAl foi
denominado nessa Tese de ΔHf1 e aquele referente ao pico endotérmico do HDPE foi
denominado ΔHf2. A Tm1 é a temperatura de fusão cristalina referente ao LDPEv ou ao
LDPEAl. A Tm2 é a temperatura de fusão cristalina referente ao polietileno de alta
densidade. O grau de cristalinidade referente ao LDPEv ou LDPEAl é o Xc1 e ao
HDPE0,4 ou HDPE5,0 é o Xc2.
No resfriamento, também foram observados dois picos. O pico exotérmico
referente à temperatura de cristalização no resfriamento do polietileno de baixa
densidade, foi denominado aqui por Tcc1. O pico exotérmico referente ao polietileno de
alta densidade foi o Tcc2.
O registro de dois picos de fusão nas misturas LDPE/HDPE também foi
constatado por alguns autores (FU, Q., 2003, FONSECA, C.A., 1998, MUNARO, M.,
2007, WIGNALL,G.D., 1995, LIU, A.S., 2005) tendo início com quantidade de LDPE
igual a 50% de LDPE e sendo mais notório com o aumento da quantidade de LDPE
(FU, Q. 2003). Este efeito sugere que um polímero prejudica a cristalização do outro.
As ramificações longas do LDPE podem prejudicar a formação de cristais do HDPE.
Entretanto, o HDPE, que possui cadeia linear, cristaliza mais rápido do que o LDPE
podendo dificultar a cristalização posterior do LDPE. Os cristais de HDPE, devido à
sua estrutura linear, são mais perfeitos do que os do LDPE.

A Tabela 7 apresenta os valores de temperaturas de fusão cristalina e
cristalização no resfriamento, entalpia de fusão cristalina e grau de cristalinidade do
LDPEv e do LDPEAl. As temperaturas de fusão cristalina e de cristalização do LDPEAl
praticamente não sofreram alterações em relação ao polietileno puro. Entretanto, a
entalpia de fusão cristalina do LDPEAl reduziu 15% em relação ao LDPEv, indicando
redução do grau de cristalinidade.
A presença do alumínio com forma e tamanho irregular no LDPEAl pode ter
prejudicado a cristalização do polímero. Luyt et al. (2005) observou o mesmo
comportamento na cristalização para o compósito LDPE e cobre em pó, sendo que a
forma e o tamanho dessa carga eram homogêneos. A presença de cobre na massa
polimérica não proporcionou mudança significativa na entalpia de fusão cristalina e
nem na temperatura de fusão em relação ao polietileno puro.
Tabela 7. Temperaturas de fusão cristalina e cristalização no resfriamento, entalpia de
fusão cristalina e grau de cristalinidade do LDPEv e do LDPEAl
Tm (ºC) Tcc (ºC) ΔHf (J/g) Xc (%) Amostras
Tm1 Tm2 Tcc1 Tcc2
ΔHf1 ΔHf2 Xc1 Xc2
LDPEv 107 - 89 - 80 - 30 -
LDPEAl 105 - 91 - 68 - 25 -
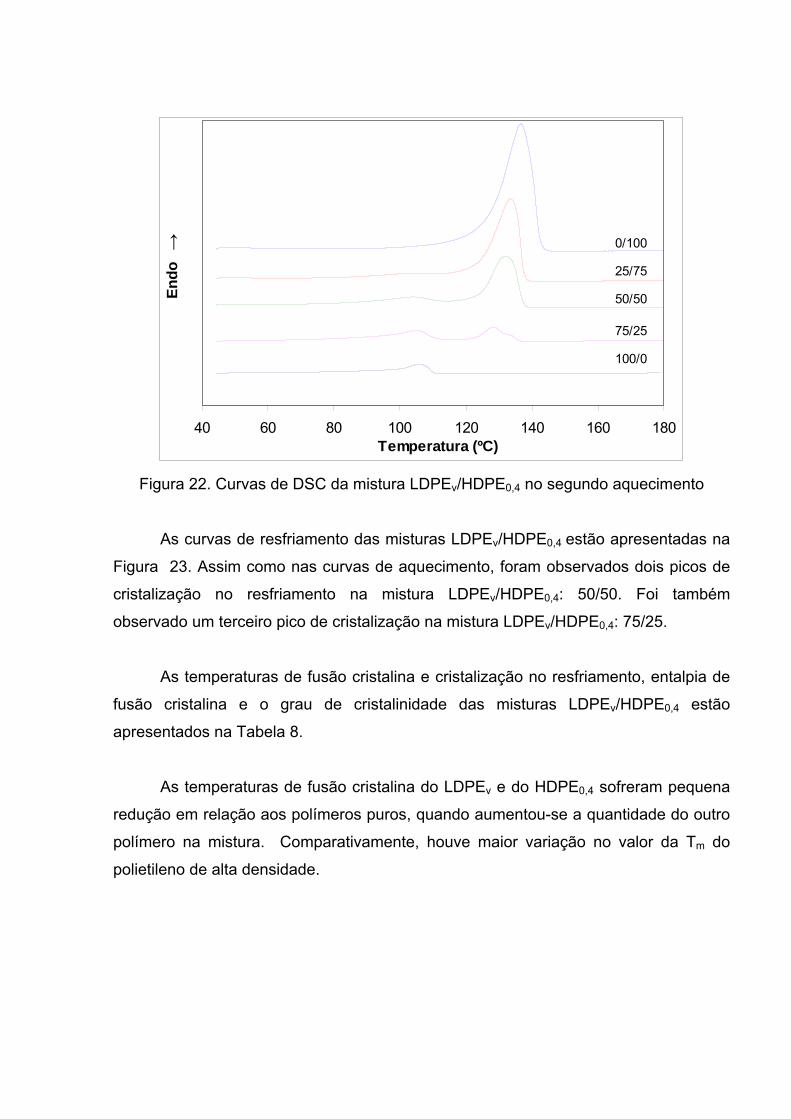
A Figura 22 apresenta as curvas de DSC no segundo aquecimento das misturas
LDPEv/HDPE0,4. Estes registros apresentam linha base larga o que pode afetar a
leitura das temperaturas de fusão e a determinação das áreas sob as curvas. Na
mistura LDPEv/HDPE0,4: 50/50, foi observado dois picos de fusão, ressaltando que o
primeiro pico dessa segunda mistura apresentou-se bastante suave. Entretanto, na
mistura LDPEv/HDPE0,4: 25/75, o primeiro pico de fusão praticamente não apareceu. A
mistura LDPEv/HDPE0,4: 75/25 apresentou três picos de fusão sugerindo a formação
de um terceiro tipo de cristal formado pela presença de LDPE. Este terceiro pico
também foi observado nos estudos realizados por Munaro (1998) com a mistura
LDPE/HDPE : 90/10 e atribuído a formação de co-cristais.
40 60 80 100 120 140 160 180Temperatura (ºC)
Endo
0/100↑
100/0
75/25
50/50
25/75
Figura 22. Curvas de DSC da mistura LDPEv/HDPE0,4 no segundo aquecimento
As curvas de resfriamento das misturas LDPEv/HDPE0,4 estão apresentadas na
Figura 23. Assim como nas curvas de aquecimento, foram observados dois picos de
cristalização no resfriamento na mistura LDPEv/HDPE0,4: 50/50. Foi também
observado um terceiro pico de cristalização na mistura LDPEv/HDPE0,4: 75/25.
As temperaturas de fusão cristalina e cristalização no resfriamento, entalpia de
fusão cristalina e o grau de cristalinidade das misturas LDPEv/HDPE0,4 estão
apresentados na Tabela 8.
As temperaturas de fusão cristalina do LDPEv e do HDPE0,4 sofreram pequena
redução em relação aos polímeros puros, quando aumentou-se a quantidade do outro
polímero na mistura. Comparativamente, houve maior variação no valor da Tm do
polietileno de alta densidade.

40 60 80 100 120 140 160 180Temperatura (ºC)
Endo
↑
0/100
25/75
100/0
75/25
50/50
Figura 23. Curvas de DSC da mistura LDPEv/HDPE0,4 no resfriamento
Observou-se também que não houve variações significativas no Tcc tanto para o
LDPE quanto para o HDPE.
Entretanto, as entalpias de fusão cristalina referente a cada polímero em
separado (ΔHf1 e ΔHf
2) sofreram diminuição significativa comparadas ao polímero puro.
Conseqüentemente, esse decréscimo afetou o grau de cristalização, que será
detalhado na Tabela 9.
Tabela 8. Temperaturas de fusão cristalina e cristalização no resfriamento, entalpia de
fusão cristalina e grau de cristalinidade das misturas LDPEv/HDPE0,4
Tm (ºC) Tcc (ºC) ΔHf (J/g) Xc (%) LDPEv / HDPE0,4
Tm1 Tm
2 Tcc1 Tcc
2 ΔHf1 ΔHf
2 Xc1 Xc
2
100/0 107 - 90 - 80 - 30 -
75/25 105 128 91 114 69 41 24 14
50/50 104 132 91 116 36 102 12 35
25/75 - 133 - 116 - 143 - 53
0/100 - 137 - 116 - 201 - 74

A Tabela 9 mostra o nível de redução do grau de cristalinidade dos polímeros
LDPEv e do HDPE0,4 estimado na mistura LDPEv / HDPE0,4 em relação aos polímeros
puros. A redução do grau de cristalinidade foi calculada usando o valor do polímero
puro como referência, que foi aplicada apenas como um parâmetro de comparação
para poder perceber quanto o LDPE foi afetado pelo HDPE e pelo alumínio.
Tabela 9. Redução do grau de cristalinidade do LDPEv e do HDPE0,4
na mistura LDPEv / HDPE0,4
Xc (%) Redução do Xc (%) LDPEv /
HDPE0,4 Xc
1 Xc2 *RedXc
1 *RedXc2
100/0 30 - - - 75/25 24 14 20 81 50/50 12 35 60 53 25/75 - 53 - 29 0/100 - 74 - -
*RedXcn é a porcentagem de redução do grau de cristalização
em relação ao polímero puro. Se n=1, a redução é referente ao LDPE, se n=2, referente ao HDPE.
O grau de cristalinidade do LDPEv na mistura LDPEv/HDPE0,4: 75/25 reduziu
20% em relação ao polímero puro. O grau de cristalinidade do HDPE0,4 (comparado ao
polímero puro) nessa mistura foi mais afetado, apresentou uma redução de 81%.
A formação dos cristais do LDPEv na mistura LDPEv/HDPE0,4: 25/75 foi muito
prejudicada pela presença do HDPE0,4, não permitindo a sua detecção pelo DSC, nas
condições de realização dessa análise.
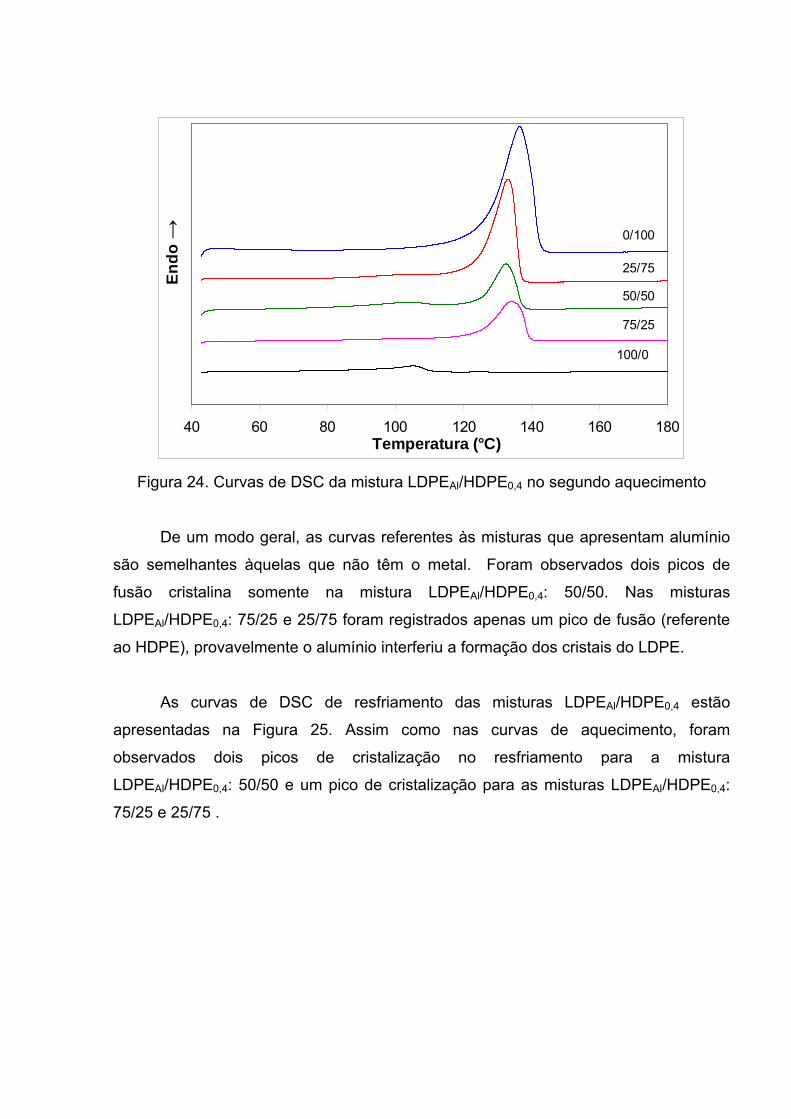
A Figura 24 apresenta as curvas DSC do segundo aquecimento para as
misturas LDPEAl/HDPE0,4.
40 60 80 100 120 140 160 180Temperatura (°C)
Endo
0/100↑
25/75
50/50
75/25
100/0
Figura 24. Curvas de DSC da mistura LDPEAl/HDPE0,4 no segundo aquecimento
De um modo geral, as curvas referentes às misturas que apresentam alumínio
são semelhantes àquelas que não têm o metal. Foram observados dois picos de
fusão cristalina somente na mistura LDPEAl/HDPE0,4: 50/50. Nas misturas
LDPEAl/HDPE0,4: 75/25 e 25/75 foram registrados apenas um pico de fusão (referente
ao HDPE), provavelmente o alumínio interferiu a formação dos cristais do LDPE.
As curvas de DSC de resfriamento das misturas LDPEAl/HDPE0,4 estão
apresentadas na Figura 25. Assim como nas curvas de aquecimento, foram
observados dois picos de cristalização no resfriamento para a mistura
LDPEAl/HDPE0,4: 50/50 e um pico de cristalização para as misturas LDPEAl/HDPE0,4:
75/25 e 25/75 .

40 60 80 100 120 140 160 180Temperatura (ºC)
Endo
↑
100/0
75/25
50/50
25/75
0/100
Figura 25. Curvas de DSC da mistura LDPEAl/HDPE0,4 no resfriamento
A Tabela 10 mostra as temperaturas de fusão cristalina e cristalização no
resfriamento, a entalpia de fusão cristalina e o grau de cristalinidade das misturas
LDPEAl/HDPE0,4.
Tabela 10. Temperaturas de fusão cristalina e cristalização no resfriamento, entalpia
de fusão cristalina e grau de cristalinidade das misturas LDPEAl /HDPE0,4
Tm (ºC) Tcc (ºC) ΔHf (J/g) Xc (%) LDPEAl / HDPE0,4
Tm1 Tm
2 Tcc1 Tcc
2 ΔHf1 ΔHf
2 Xc1 Xc
2
100/0 105 - 91 - 68 - 25 -
75/25 - 134 - 116 - 161 - 60
50/50 103 133 92 116 31 95 11 33
25/75 - 133 - 117 - 173 - 64
0/100 - 137 - 116 - 201 - 74
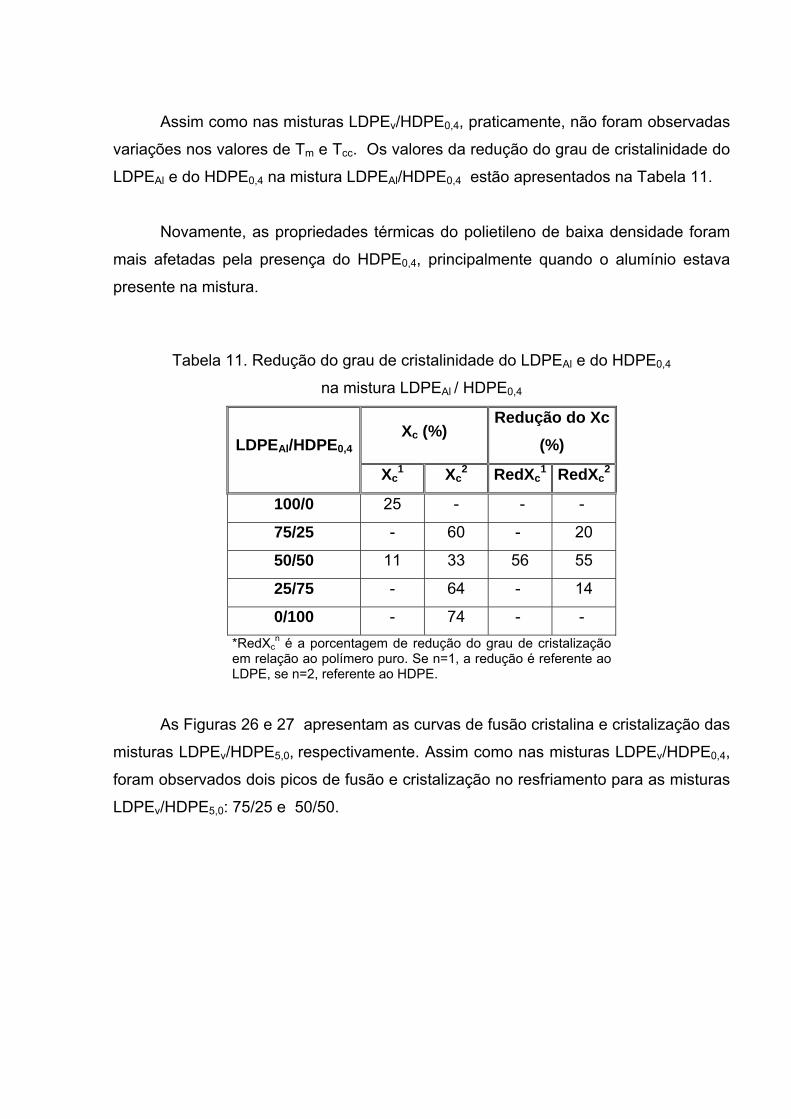
Assim como nas misturas LDPEv/HDPE0,4, praticamente, não foram observadas
variações nos valores de Tm e Tcc. Os valores da redução do grau de cristalinidade do
LDPEAl e do HDPE0,4 na mistura LDPEAl/HDPE0,4 estão apresentados na Tabela 11.
Novamente, as propriedades térmicas do polietileno de baixa densidade foram
mais afetadas pela presença do HDPE0,4, principalmente quando o alumínio estava
presente na mistura.
Tabela 11. Redução do grau de cristalinidade do LDPEAl e do HDPE0,4
na mistura LDPEAl / HDPE0,4
Xc (%) Redução do Xc
(%) LDPEAl/HDPE0,4
Xc1 Xc
2 RedXc1 RedXc
2
100/0 25 - - -
75/25 - 60 - 20
50/50 11 33 56 55
25/75 - 64 - 14
0/100 - 74 - - *RedXc
n é a porcentagem de redução do grau de cristalização em relação ao polímero puro. Se n=1, a redução é referente ao LDPE, se n=2, referente ao HDPE.
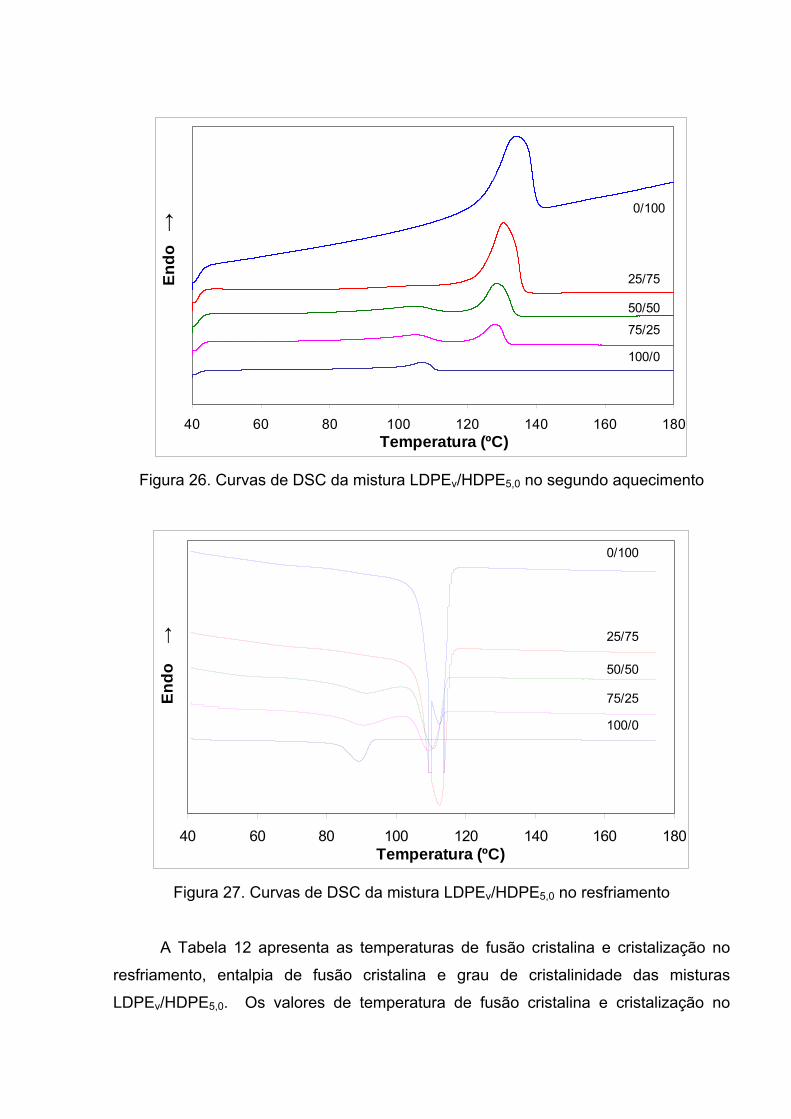
As Figuras 26 e 27 apresentam as curvas de fusão cristalina e cristalização das
misturas LDPEv/HDPE5,0, respectivamente. Assim como nas misturas LDPEv/HDPE0,4,
foram observados dois picos de fusão e cristalização no resfriamento para as misturas
LDPEv/HDPE5,0: 75/25 e 50/50.
40 60 80 100 120 140 160 180Temperatura (ºC)
Endo
↑
100/0
0/100
50/50
75/25
25/75
Figura 26. Curvas de DSC da mistura LDPEv/HDPE5,0 no segundo aquecimento
40 60 80 100 120 140 160 180Temperatura (ºC)
Endo
↑
0/100
25/75
50/50
75/25
100/0
Figura 27. Curvas de DSC da mistura LDPEv/HDPE5,0 no resfriamento
A Tabela 12 apresenta as temperaturas de fusão cristalina e cristalização no
resfriamento, entalpia de fusão cristalina e grau de cristalinidade das misturas
LDPEv/HDPE5,0. Os valores de temperatura de fusão cristalina e cristalização no

resfriamento praticamente não sofreram alterações. Contudo, o HDPE novamente
mostrou maior variação nos valores de Tm comparados aos do LDPE.
Tabela 12. Temperaturas de fusão cristalina e cristalização no resfriamento, entalpia
de fusão cristalina e grau de cristalinidade das misturas LDPEv / HDPE5,0
Tm (ºC) Tc (ºC) ΔHf (J/g) Xc (%) LDPEv / HDPE5,0
Tm1 Tm
2 Tc1 Tc
2 ΔHf1 ΔHf
2 Xc1 Xc
2
100/0 107 - 89 - 80 - 30 -
75/25 105 128 90 109 58 51 20 17
50/50 105 129 91 111 46 65 16 22
25/75 - 130 - 112 - 158 - 59
0/100 - 134 111 - 174 - 64
Os valores da redução do grau de cristalinidade do LDPEv e do HDPE5,0
na mistura LDPEv /HDPE5,0 estão apresentados na Tabela 13.
Na mistura LDPEv/HDPE5,0: 25/75, o grau de cristalinidade do LDPEv foi mais
afetado e a redução no grau de cristalinidade do HDPE5,0 foi muito inferior à esperada.
Comparando a redução do grau de cristalinidade do LDPEv e do HDPE5,0 na
mistura LDPEv /HDPE5,0: 50/50, observa-se uma maior interferência na cristalização
do HDPE.
Tabela 13. Redução do grau de cristalinidade do LDPEv e do HDPE5,0
na mistura LDPEv / HDPE5,0
Xc (%) Redução do Xc (%) LDPEv / HDPE5,0
Xc1 Xc
2 RedXc1 RedXc
2 100/0 30 - - - 75/25 20 17 33 73 50/50 16 22 47 66 25/75 - 59 - 8 0/100 - 64 - -
*RedXcn é a porcentagem de redução do grau de cristalização
em relação ao polímero puro. Se n=1, a redução é referente ao LDPE, se n=2, referente ao HDPE.
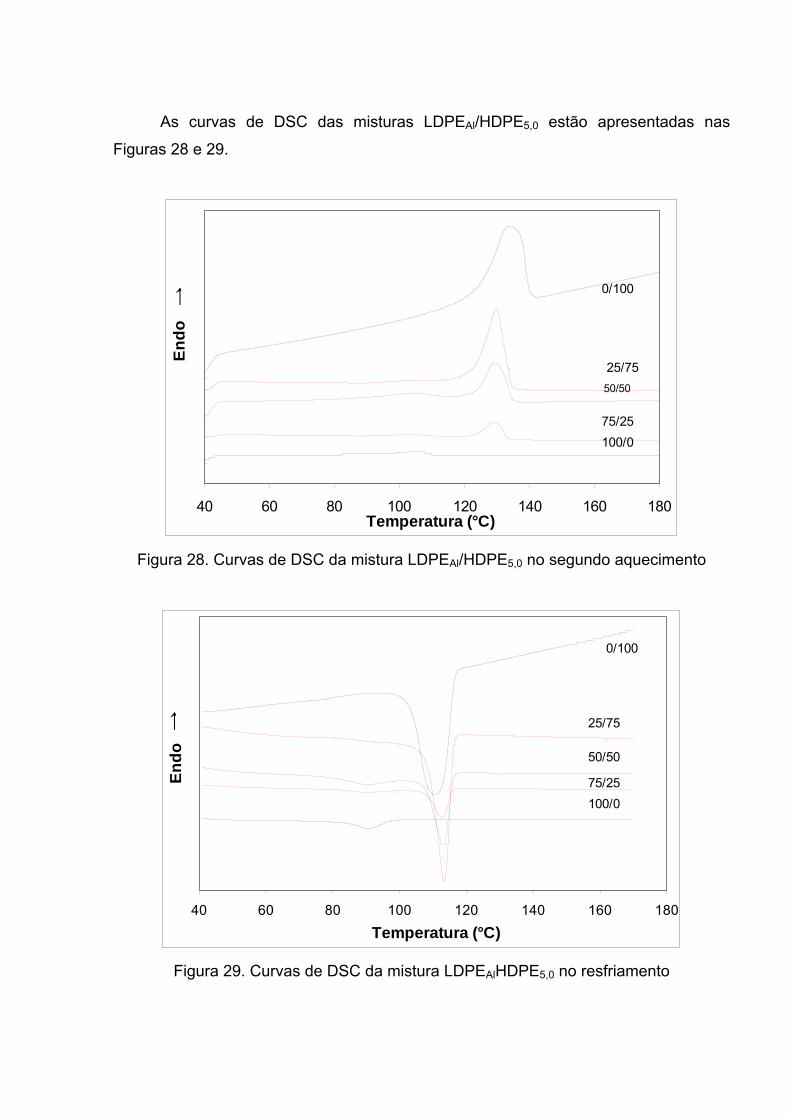
As curvas de DSC das misturas LDPEAl/HDPE5,0 estão apresentadas nas
Figuras 28 e 29.
40 60 80 100 120 140 160 180Temperatura (°C)
Endo
↑
100/075/25
50/50
25/75
0/100
Figura 28. Curvas de DSC da mistura LDPEAl/HDPE5,0 no segundo aquecimento
40 60 80 100 120 140 160 180Temperatura (°C)
Endo
↑
100/0
0/100
25/75
50/50
75/25
Figura 29. Curvas de DSC da mistura LDPEAlHDPE5,0 no resfriamento

As temperaturas de fusão cristalina e cristalização no resfriamento, entalpia de
fusão cristalina e grau de cristalinidade das misturas LDPEAl/HDPE5,0 estão
apresentadas na Tabela 14.
Tabela 14. Temperaturas de fusão cristalina e cristalização no resfriamento, entalpia
de fusão cristalina e grau de cristalinidade das misturas LDPEAl / HDPE5,0
Tm (ºC) Tc (ºC) ΔHf (J/g) Xc (%) LDPEAl / HDPE5,0
Tm1 Tm
2 Tc1 Tc
2 ΔHf1 ΔHf
2 Xc1 Xc
2
100/0 105 - 91 - 68 - 25 -
75/25 103 129 89 113 23 55 8 19
50/50 104 130 90 113 38 85 13 29
25/75 - 130 - 113 - 107 40
0/100 - 134 - 111 - 174 64
A Tabela 15 apresenta os valores da redução do grau de cristalinidade do
LDPEAl e do HDPE5,0 na mistura LDPEAl /HDPE5,0.
Comparando as misturas, com e sem alumínio, foi observado que na mistura
com 25% de HDPE5,0, a redução no grau de cristalinidade do LDPE foi maior na
mistura com alumínio. Este efeito sugere que além do HDPE5,0 interferir na
cristalização do LDPE o alumínio também contribuiu para aumentar essa redução.
Essa reduçãoacentuada no grau de cristalização também ocorreu na mistura
LDPEAl/ HDPE5,0: 25/75.
As curvas de DSC sugerem que esses resultados devem ser analisados com
cautela, porque as curvas de uma forma geral apresentam linha-base larga. Neste
caso a medida da área do pico, que fornce o valor do calor de fusão, torna-se mais
imprecisa devido à dificuldade de se estabelecer o início da fusão. Além disso, é
importante lembrar que a massa da amostra afeta a forma da curva e o registro da
temperatura de fusão como foi demonstrado por Richardson (1994).
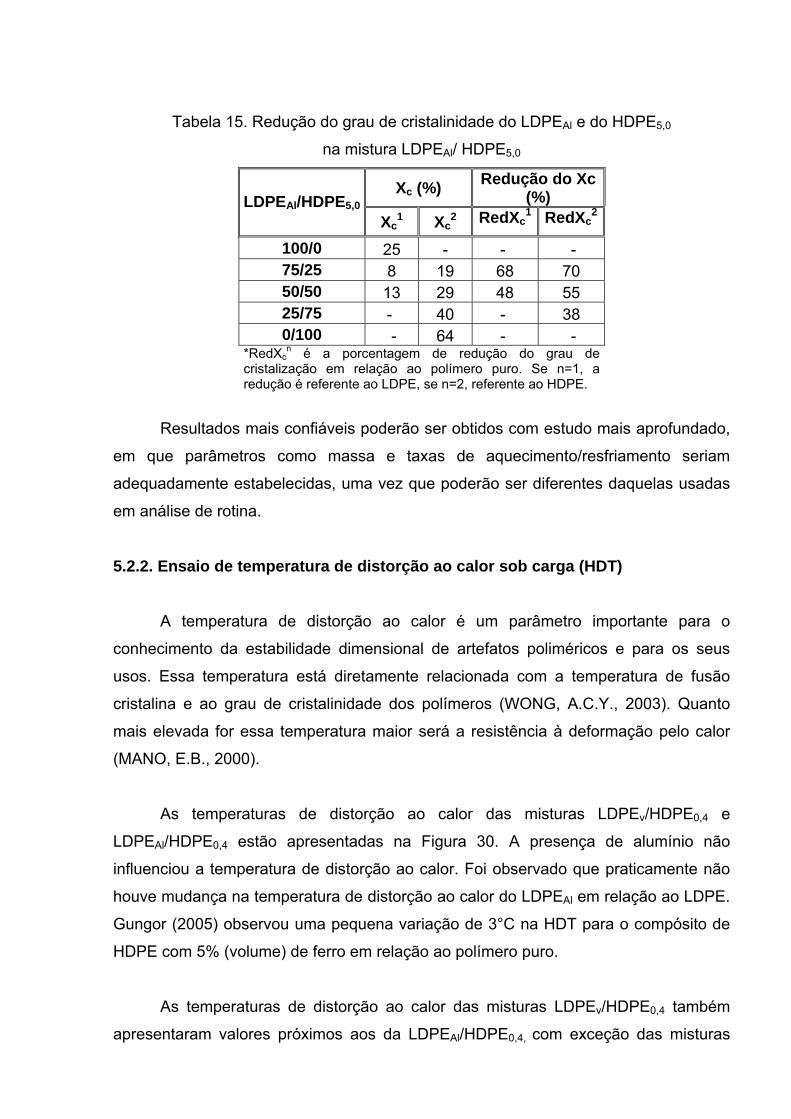
Tabela 15. Redução do grau de cristalinidade do LDPEAl e do HDPE5,0
na mistura LDPEAl/ HDPE5,0
Xc (%) Redução do Xc (%) LDPEAl/HDPE5,0
Xc1 Xc
2 RedXc1 RedXc
2
100/0 25 - - - 75/25 8 19 68 70 50/50 13 29 48 55 25/75 - 40 - 38 0/100 - 64 - -
*RedXcn é a porcentagem de redução do grau de
cristalização em relação ao polímero puro. Se n=1, a redução é referente ao LDPE, se n=2, referente ao HDPE.
Resultados mais confiáveis poderão ser obtidos com estudo mais aprofundado,
em que parâmetros como massa e taxas de aquecimento/resfriamento seriam
adequadamente estabelecidas, uma vez que poderão ser diferentes daquelas usadas
em análise de rotina.
5.2.2. Ensaio de temperatura de distorção ao calor sob carga (HDT)
A temperatura de distorção ao calor é um parâmetro importante para o
conhecimento da estabilidade dimensional de artefatos poliméricos e para os seus
usos. Essa temperatura está diretamente relacionada com a temperatura de fusão
cristalina e ao grau de cristalinidade dos polímeros (WONG, A.C.Y., 2003). Quanto
mais elevada for essa temperatura maior será a resistência à deformação pelo calor
(MANO, E.B., 2000).
As temperaturas de distorção ao calor das misturas LDPEv/HDPE0,4 e
LDPEAl/HDPE0,4 estão apresentadas na Figura 30. A presença de alumínio não
influenciou a temperatura de distorção ao calor. Foi observado que praticamente não
houve mudança na temperatura de distorção ao calor do LDPEAl em relação ao LDPE.
Gungor (2005) observou uma pequena variação de 3°C na HDT para o compósito de
HDPE com 5% (volume) de ferro em relação ao polímero puro.
As temperaturas de distorção ao calor das misturas LDPEv/HDPE0,4 também
apresentaram valores próximos aos da LDPEAl/HDPE0,4, com exceção das misturas

LDPEv/HDPE0,4: 25/75 e LDPEAl/HDPE0,4: 25/75. Não foi possível refazer a análise
dessas misturas que apresentam maior percentagem de HDPE, para confirmação dos
resultados.
Como informado acima, a temperatura de distorção está relacionada com a
temperatura de fusão cristalina e o grau de cristalinidade. Assim, os resultados de
HDT confirmam os resultados de DSC, que praticamente não houveram variações nos
valores de Tm dos polímeros nas misturas. Contudo, a análise de HDT não foi sensível
para avaliar as diferenças observadas no grau de cristalinidade por DSC.
35
45
55
65
75
85
0 25 50 75 100Quantidade de HDPE0,4 (%)
Tem
pera
tura
de
dist
orçã
o ao
ca
lor (
ºC)
LDPEv/HDPE0,4LDPEAl/HDPE0,4
Figura 30. Temperatura de distorção ao calor das misturas LDPEv/HDPE 0,4
e LDPEAl/HDPE 0,4 em função da quantidade de HDPE 0,4
A Figura 30 apresenta as temperaturas de distorção ao calor das misturas
LDPEv/HDPE5,0 e LDPEAl/HDPE5,0. Assim como nas misturas LDPEv/HDPE0,4 e
LDPEAl/HDPE0,4 os valores de temperatura de distorção ao calor das misturas com
LDPEv são próximas as das misturas com LDPEAl.
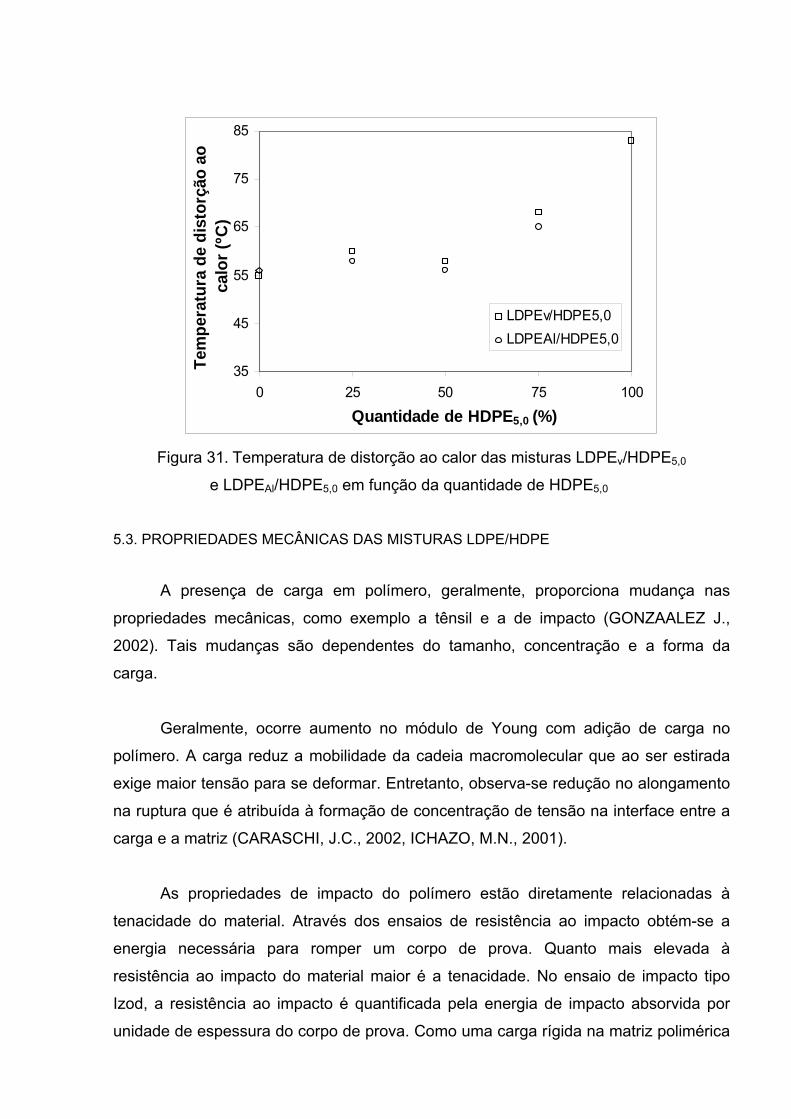
35
45
55
65
75
85
0 25 50 75 100
Quantidade de HDPE5,0 (%)
Tem
pera
tura
de
dist
orçã
o ao
ca
lor (
ºC)
LDPEv/HDPE5,0LDPEAl/HDPE5,0
Figura 31. Temperatura de distorção ao calor das misturas LDPEv/HDPE5,0
e LDPEAl/HDPE5,0 em função da quantidade de HDPE5,0
5.3. PROPRIEDADES MECÂNICAS DAS MISTURAS LDPE/HDPE
A presença de carga em polímero, geralmente, proporciona mudança nas
propriedades mecânicas, como exemplo a tênsil e a de impacto (GONZAALEZ J.,
2002). Tais mudanças são dependentes do tamanho, concentração e a forma da
carga.
Geralmente, ocorre aumento no módulo de Young com adição de carga no
polímero. A carga reduz a mobilidade da cadeia macromolecular que ao ser estirada
exige maior tensão para se deformar. Entretanto, observa-se redução no alongamento
na ruptura que é atribuída à formação de concentração de tensão na interface entre a
carga e a matriz (CARASCHI, J.C., 2002, ICHAZO, M.N., 2001).
As propriedades de impacto do polímero estão diretamente relacionadas à
tenacidade do material. Através dos ensaios de resistência ao impacto obtém-se a
energia necessária para romper um corpo de prova. Quanto mais elevada à
resistência ao impacto do material maior é a tenacidade. No ensaio de impacto tipo
Izod, a resistência ao impacto é quantificada pela energia de impacto absorvida por
unidade de espessura do corpo de prova. Como uma carga rígida na matriz polimérica

tende reduzir o alongamneto na ruptura conseqüentemente diminui a tenacidade do
material (JÚNIOR, E.K., 2003).
Existem dois tipos clássicos de morfologia de misturas poliméricas a morfologia
dispersa e a morfologia co-contínua. Na morfologia dispersa um polímero está
disperso na matriz contínua do outro polímero. O tamanho e tipo dos domínios
determinam as propriedades. Os tipos de morfologia dispersa podem ser esférica,
fibrilar e estrutura lamelar. O tipo esférica contribui para aumentar as propriedades de
impacto, a fibrilar para as propriedades mecânica e a estrutura lamelar para melhorar
as propriedades de barreira. A morfologia co-contínua ocorre quando os componentes
formam duas fases contínuas e a propriedade da mistura é o resultado da combinação
das características dos polímeros Estes tipos de morfologia são obtidos durante o
processamento e dependem da natureza dos constituintes (tensão interfacial, razões
de viscosidade e elasticidade), das frações volumétricas e das condições de
processamento. (GUIMARÃES, M.J.O.C., 2001). Isto requer um estudo complementar.
Nessa tese, a resistência tênsil e a resistência ao impacto foram avaliadas para
os polímeros puros: LDPEv, LDPEAl, HDPE0,4, HDPE5,0 e paras as misturas:
LDPEv/HDPE0,4, LDPEAl/HDPE0,4, LDPEv/HDPE5,0 e LDPEAl/HDPE5,0.
5.3.1. Resistência à tração
Foram avaliadas e discutidas as propriedades mecânicas sob o ângulo da
adição do HDPE no LDPE, pois, nesse trabalho, buscou-se melhorar as propriedades
do LDPEAl com a adição do HDPE.
A Figura 32 apresenta as curvas de tensão em função da deformação para o
LDPEv e o LDPEAl. O comportamento dos dois polietilenos quando submetidos à
tração são semelhantes, apesar do LDPEAl apresentar menor alongamento na ruptura
e maior módulo de Young.
A redução no alongamento na ruptura do LDPEAl foi de 45% em relação ao
LDPE puro. Esse efeito está relacionado com a presença da carga na matriz
polimérica que atua como ponto de concentração de tensão (NIELSEN, L.E., 1962)
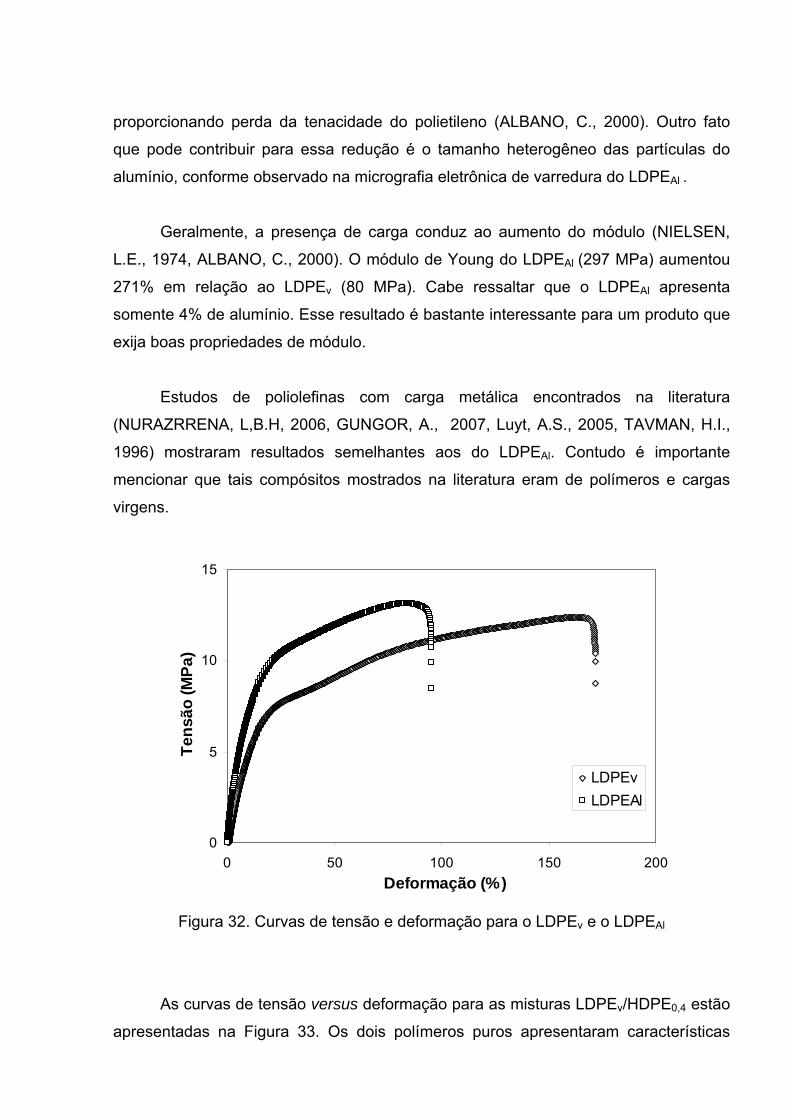
proporcionando perda da tenacidade do polietileno (ALBANO, C., 2000). Outro fato
que pode contribuir para essa redução é o tamanho heterogêneo das partículas do
alumínio, conforme observado na micrografia eletrônica de varredura do LDPEAl .
Geralmente, a presença de carga conduz ao aumento do módulo (NIELSEN,
L.E., 1974, ALBANO, C., 2000). O módulo de Young do LDPEAl (297 MPa) aumentou
271% em relação ao LDPEv (80 MPa). Cabe ressaltar que o LDPEAl apresenta
somente 4% de alumínio. Esse resultado é bastante interessante para um produto que
exija boas propriedades de módulo.
Estudos de poliolefinas com carga metálica encontrados na literatura
(NURAZRRENA, L,B.H, 2006, GUNGOR, A., 2007, Luyt, A.S., 2005, TAVMAN, H.I.,
1996) mostraram resultados semelhantes aos do LDPEAl. Contudo é importante
mencionar que tais compósitos mostrados na literatura eram de polímeros e cargas
virgens.
0
5
10
15
0 50 100 150 200Deformação (%)
Tens
ão (M
Pa)
LDPEvLDPEAl
Figura 32. Curvas de tensão e deformação para o LDPEv e o LDPEAl
As curvas de tensão versus deformação para as misturas LDPEv/HDPE0,4 estão
apresentadas na Figura 33. Os dois polímeros puros apresentaram características

mecânicas distintas. O LDPEv mostrou alongamento na ruptura mais elevado e menor
valor do módulo elástico em relação ao HDPE0,4, resultado esperado. De um modo
geral, as misturas apresentaram valores de módulo de Young e alongamento na
ruptura intermediários ao dos polímeros puros com exceção do alongamento na
ruptura da mistura na mistura LDPEv/HDPE0,4 50/50 que apresentou sinergia.
0
10
20
30
40
50
0 50 100 150 200 250 300 350Deformação (%)
Tens
ão (M
Pa)
100/075/2550/5025/750/100
Figura 33. Curvas de tensão versus deformação das misturas LDPEv/HDPE0,4
O aumento do módulo de Young na mistura LDPEv/HDPE0,4: 75/25 (590 MPa)
em relação ao LDPEv (80 MPa) puro foi de 638%. Este resultado é interessante do
ponto de vista prático, pois somente com a adição de 25% de HDPE0,4 à mistura, o
módulo elástico aumentou significantemente em relação ao LDPEv. O alongamento na
ruptura dessa mistura praticamente não alterou com a adição de HDPE0,4 em relação
ao do LDPEv (171 %).
A mistura LDPEv/HDPE0,4: 50/50 mostrou aumento tanto no módulo elástico
quanto no alongamento na ruptura. O acréscimo no alongamento na ruptura foi de
96% e no módulo elástico de 211% em relação ao LDPEv. Verifica-se que houve um
sinergismo no alongamento na ruptura para a mistura LDPEv/HDPE0,4: 50/50, o valor

do alongamento para a mistura foi maior que o dos polímeros puros. O alongamento
na ruptura do LDPEv foi de 171 % e seu módulo, 80 MPa. Os valores de alongamento
na ruptura e módulo para o HDPE0,4 foram 64% e 345 MPa, respectivamente.
O alongamento na ruptura da mistura LDPEv/HDPE0,4: 25/75 (162%) sofreu uma
redução não-significativa de 5% e um aumento considerável no módulo elástico (1063
MPa) de 1224% em relação ao LDPEv.
A Figura 34 apresenta as curvas de ensaio de tração das misturas
LDPEAl/HDPE0,4. Os valores do módulo e do alongamento na ruptura foram
intermediários aos dos polímeros puros com exceção do módulo de Young na mistura
LDPEAl/HDPE0,4: 25/75 e do alongamento da ruptura na mistura LDPEAl/HDPE0,4:
50/50.
0
10
20
30
40
50
0 50 100 150 200 250 300 350
Deformação (%)
Tens
ão (M
Pa)
100/075/2550/5025/750/100
Figura 34. Curvas de tensão versus deformação das misturas LDPEAl/HDPE0,4
A mistura LDPEAl/HDPE0,4: 50/50 apresentou maior valor de alongamento na
ruptura comparado aos polímeros puros e às outras composições, LDPEAl/HDPE0,4:
75/25 e 25/75. Foi observado novamente um sinergismo para a mistura em que os

polímeros apresentam a mesma composição mássica. Entretanto, comparando com a
mistura LDPEv/HDPE0,4: 50/50, verificou-se um menor alongamento na ruptura.
Provavelmente, a presença do alumínio influenciou nessa propriedade. O valor do
módulo de Young da mistura LDPEAl/HDPE0,4: 50/50 calculado foi 252 MPa e do
LDPEAl foi 292 MPa.
O valor do módulo elástico da mistura LDPEAl/HDPE0,4: 25/75 foi 1252 MPa,
enquanto que o do LDPEAl foi 292 MPa. A presença de 75% em massa de HDPE0,4
nessa mistura ocasionou um aumento no módulo de 328 % ao LDPEAl. É
interessante enfatizar que também houve um aumento significativo no módulo em
relação ao HDPE0,4 puro, de 262%. Entretanto, o alongamento na ruptura sofreu uma
forte redução, tornando a mistura menos tenaz.
O módulo elástico das misturas LDPEv/HDPE0,4: 75/25 e LDPEAl/HDPE0,4: 75/25
foram 590 MPa e 172 MPa, repectivamente. Esse resultado mostra que o alumínio
influenciou negativamente a propriedade.
A Figura 35 apresenta o alongamento na ruptura das misturas LDPEv/HDPE0,4 e
LDPEAl/HDPE0,4.
As misturas LDPEAl/HDPE0,4 sofreram redução no alongamento na ruptura em
relação às misturas LDPEv/HDPE0,4, como esperado. Essa redução nas misturas
LDPEAl/HDPE0,4: 25/75, LDPEAl/HDPE0,4: 50/50 e LDPEAl/HDPE0,4 : 75/25 foram de
30%, 61% e 87%, respectivamente, em relação às misturas LDPEv/HDPE0,4: 25/75,
LDPEv/HDPE0,4: 50/50 e LDPEv/HDPE0,4: 75/25.
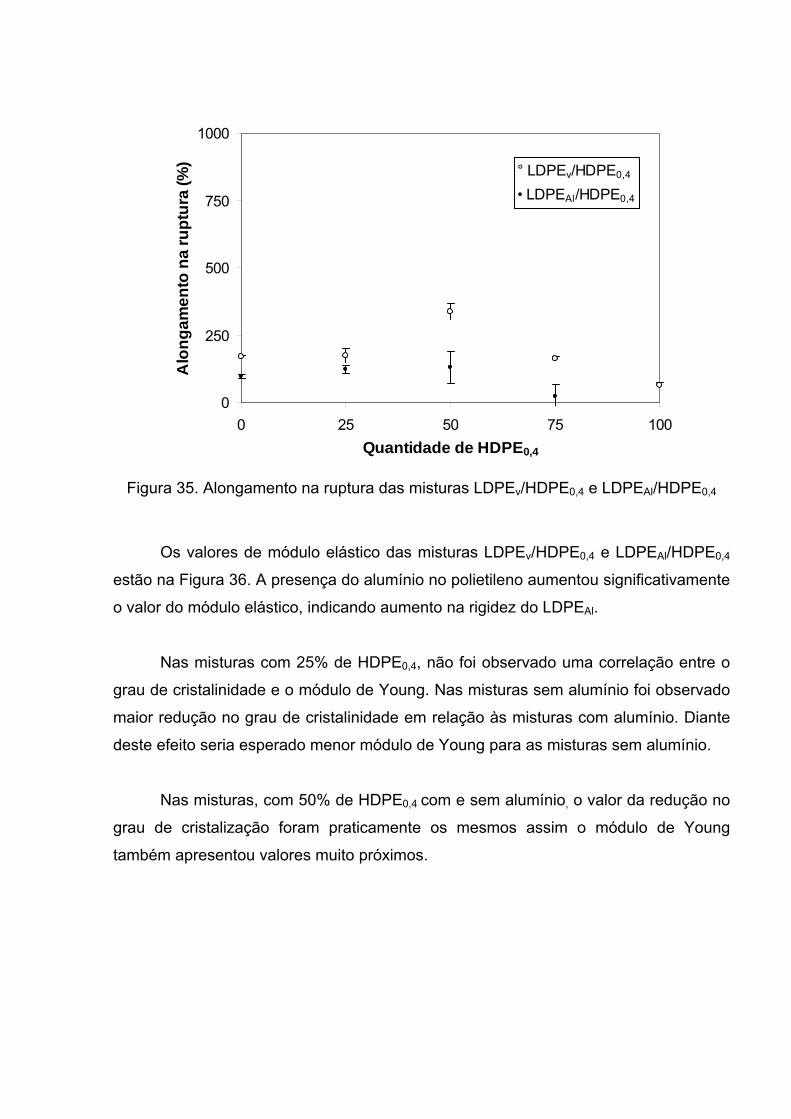
0
250
500
750
1000
0 25 50 75 100Quantidade de HDPE0,4
Alo
ngam
ento
na
rupt
ura
(%) ° LDPEv/HDPE0,4
• LDPEAl/HDPE0,4
Figura 35. Alongamento na ruptura das misturas LDPEv/HDPE0,4 e LDPEAl/HDPE0,4
Os valores de módulo elástico das misturas LDPEv/HDPE0,4 e LDPEAl/HDPE0,4
estão na Figura 36. A presença do alumínio no polietileno aumentou significativamente
o valor do módulo elástico, indicando aumento na rigidez do LDPEAl.
Nas misturas com 25% de HDPE0,4, não foi observado uma correlação entre o
grau de cristalinidade e o módulo de Young. Nas misturas sem alumínio foi observado
maior redução no grau de cristalinidade em relação às misturas com alumínio. Diante
deste efeito seria esperado menor módulo de Young para as misturas sem alumínio.
Nas misturas, com 50% de HDPE0,4 com e sem alumínio, o valor da redução no
grau de cristalização foram praticamente os mesmos assim o módulo de Young
também apresentou valores muito próximos.
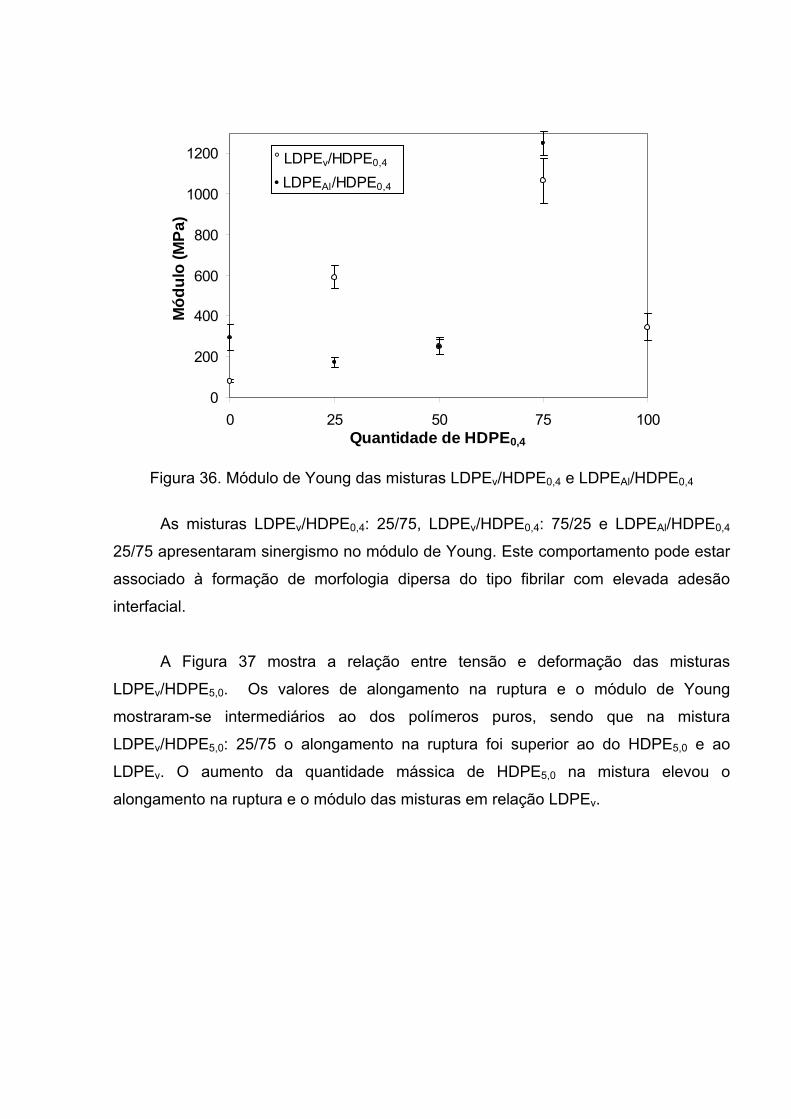
0
200
400
600
800
1000
1200
0 25 50 75 100Quantidade de HDPE0,4
Mód
ulo
(MPa
)° LDPEv/HDPE0,4
• LDPEAl/HDPE0,4
Figura 36. Módulo de Young das misturas LDPEv/HDPE0,4 e LDPEAl/HDPE0,4
As misturas LDPEv/HDPE0,4: 25/75, LDPEv/HDPE0,4: 75/25 e LDPEAl/HDPE0,4
25/75 apresentaram sinergismo no módulo de Young. Este comportamento pode estar
associado à formação de morfologia dipersa do tipo fibrilar com elevada adesão
interfacial.
A Figura 37 mostra a relação entre tensão e deformação das misturas
LDPEv/HDPE5,0. Os valores de alongamento na ruptura e o módulo de Young
mostraram-se intermediários ao dos polímeros puros, sendo que na mistura
LDPEv/HDPE5,0: 25/75 o alongamento na ruptura foi superior ao do HDPE5,0 e ao
LDPEv. O aumento da quantidade mássica de HDPE5,0 na mistura elevou o
alongamento na ruptura e o módulo das misturas em relação LDPEv.

0
5
10
15
20
25
30
0 100 200 300 400 500 600 700 800 900Deformação (%)
Tens
ão (M
Pa)
100/075/2550/5025/750/100
Figura 37. Curvas de tensão versus deformação das misturas LDPEv/HDPE5,0
As curvas de tensão versus deformação das misturas LDPEAl/HDPE5,0 estão
apresentadas na Figura 38. Todas as misturas apresentaram valores intermediários de
alongamento na ruptura e módulo. O alongamento na ruptura e o módulo elástico das
misturas aumentaram significativamente com a adição de HDPE5,0. O aumento no
alongamento na ruptura em relação ao LDPEAl das misturas LDPEAl/HDPE5,0: 75/25
LDPEAl/HDPE5,0: 50/50 e LDPEAl/HDPE5,0: 25/75 foi 67%, 266% e 717%,
respectivamente. A elevação no módulo elástico das misturas LDPEAl/HDPE5,0: 75/25
LDPEAl/HDPE5,0: 50/50 e LDPEAl/HDPE5,0: 25/75 foi 48%, 24% e 4%, respectivamente
em relação ao LDPEAl.

0
5
10
15
20
25
30
0 100 200 300 400 500 600 700 800 900Deformação (%)
Tens
ão (M
Pa)
100/0
75/25
50/50
25/75
0/100
Figura 38. Curvas de tensão versus deformação das misturas LDPEAl/HDPE5,0
O alongamento na ruptura das misturas LDPEv/HDPE5,0 e LDPEAl/HDPE5,0
estão apresentados na Figura 39.
Os valores de alongamento na ruptura das misturas LDPEAl/HDPE5,0
praticamente não foram modificados pela presença de alumínio, ao contrário do que
foi observado para as misturas LDPEAl/HDPE0,4. Contudo, os valores do alongamento
foram menores para todas as misturas LDPEAl/HDPE5,0 ao comparar com as misturas
LDPEv/HDPE5,0.

0
250
500
750
1000
0 25 50 75 100Quantidade de HDPE5,0
Alo
ngam
ento
na
rupt
ura
(%) ° LDPEv/HDPE5,0
• LDPEAl/HDPE5,0
Figura 39. Alongamento na ruptura das misturas LDPEv/HDPE5,0 e LDPEAl/HDPE5,0
A Figura 40 apresenta o módulo elástico das misturas LDPEv/HDPE5,0 e
LDPEAl/HDPE5,0, cujos valores foram muito próximos.
Segundo Nielsen (1974) a presença de carga aumenta o módulo elástico do
polímero. Seria esperado que o módulo elástico das misturas LDPEAl/HDPE5,0 fossem
superiores ao das misturas sem a presença da carga metálica. Tal fato corrobora os
resultados das propriedades térmicas nos quais as reduções nos valores do grau de
cristalização do LDPEAl e do HDPE5,0, na mistura LDPEAl/HDPE5,0, são próximos aos
da mistura LDPEv/HDPE5,0. Assim o efeito da redução no grau de cristalização foi
superior ao efeito da presença de carga, reduzindo o módulo elástico.

0
200
400
600
800
1000
1200
0 25 50 75 100Quantidade de HDPE5,0
Mód
ulo
(MPa
)° LDPEv/HDPE5,0
• LDPEAl/HDPE5,0
Figura 40. Módulo de Young das misturas LDPEv/HDPE5,0 e LDPEAl/HDPE5,0
Através da Figura 40 pode-se supor que as misturas LDPEv/HDPE5,0 e
LDPEAl/HDPE5,0 apresentem morfologia dispersa do tipo fibrilar. É necessário
considerar que a mistura não é formada apenas por polímero, mas apresenta também
uma carga metálica.
5.3.2. Resistência ao impacto
Os valores de energia de impacto das misturas LDPEv/HDPE0,4 estão
apresentados na Tabela 16. O LDPEv e as misturas LDPEv/HDPE0,4: 75/25 e
LDPEv/HDPE0,4: 50/50 não romperam nas condições de ensaio. Esses resultados
corroboram os de alongamento na ruptura. De acordo com os resultados do ensaio de
tração, essas misturas apresentaram maiores valores de alongamento na ruptura, o
que torna o polímero mais tenaz.
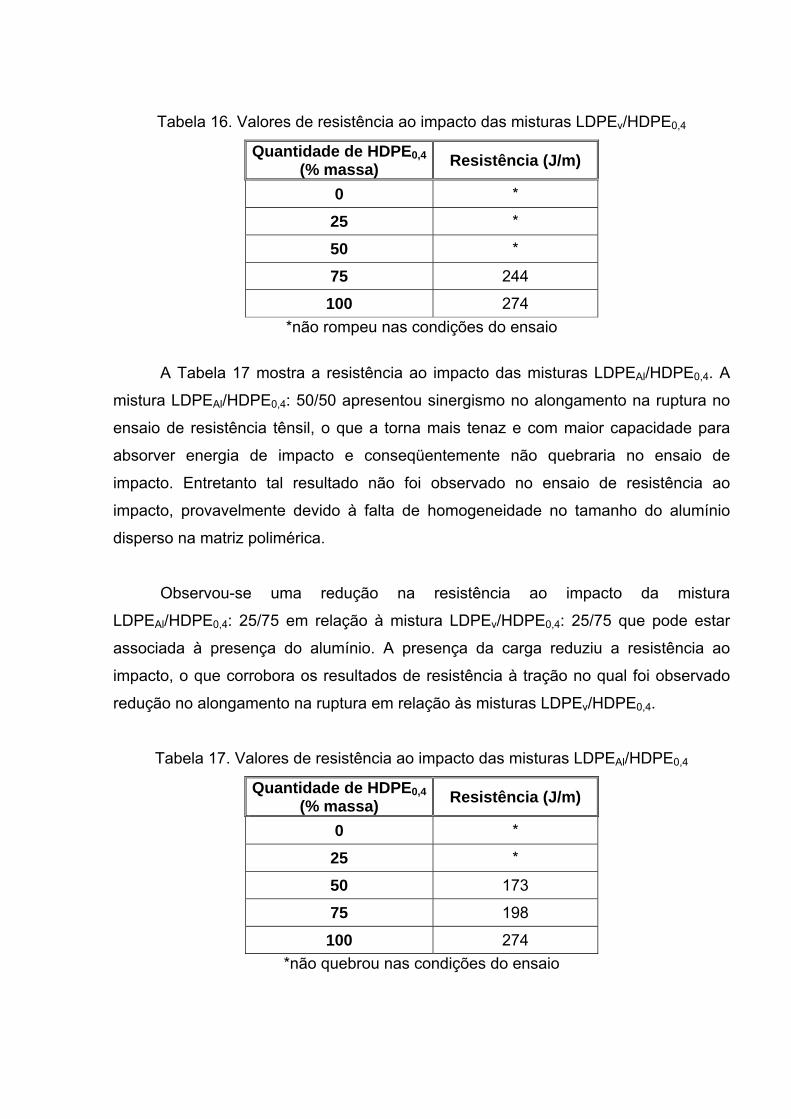
Tabela 16. Valores de resistência ao impacto das misturas LDPEv/HDPE0,4
Quantidade de HDPE0,4 (% massa) Resistência (J/m)
0 *
25 *
50 *
75 244
100 274 *não rompeu nas condições do ensaio
A Tabela 17 mostra a resistência ao impacto das misturas LDPEAl/HDPE0,4. A
mistura LDPEAl/HDPE0,4: 50/50 apresentou sinergismo no alongamento na ruptura no
ensaio de resistência tênsil, o que a torna mais tenaz e com maior capacidade para
absorver energia de impacto e conseqüentemente não quebraria no ensaio de
impacto. Entretanto tal resultado não foi observado no ensaio de resistência ao
impacto, provavelmente devido à falta de homogeneidade no tamanho do alumínio
disperso na matriz polimérica.
Observou-se uma redução na resistência ao impacto da mistura
LDPEAl/HDPE0,4: 25/75 em relação à mistura LDPEv/HDPE0,4: 25/75 que pode estar
associada à presença do alumínio. A presença da carga reduziu a resistência ao
impacto, o que corrobora os resultados de resistência à tração no qual foi observado
redução no alongamento na ruptura em relação às misturas LDPEv/HDPE0,4.
Tabela 17. Valores de resistência ao impacto das misturas LDPEAl/HDPE0,4
Quantidade de HDPE0,4 (% massa) Resistência (J/m)
0 *
25 *
50 173
75 198
100 274 *não quebrou nas condições do ensaio

A Tabela 18 apresenta os valores de resistência ao impacto das misturas
LDPEv/HDPE5,0. Foi observado que o HDPE5,0 tem menor resistência ao impacto do
que o HDPE0,4. A resistência ao impacto aumenta com o aumento do grau de
cristalinidade (NIELSEN, L.E., 1962). Isto corrobora os resultados de propriedades
térmicas, o HDPE5,0 apresentou menor grau de cristalinidade do que o HDPE0,4.
Tabela 18. Valores de resistência ao impacto das misturas LDPEv/HDPE5,0
Quantidade de HDPE5,0 (% massa) Resistência (J/m)
0 *
25 *
50 *
75 52
100 61 *não quebrou nas condições do ensaio
Os valores de resistência ao impacto das misturas LDPEAl/HDPE5,0 estão
apresentados na Tabela 19. Comparando as misturas LDPEv/HDPE5,0: 25/75 e
LDPEAl/HDPE5,0: 25/75, observou-se que praticamente os valores da resistência ao
impacto foram os mesmos. Assim como na mistura LDPEAl/HDPE0,4, a presença de
alumínio proporcionou redução no alongamento na ruptura, o que reduz a tenacidade
do polímero.
Tabela 19. Valores de resistência ao impacto das misturas LDPEAl /HDPE5,0
Quantidade de HDPE5,0 (% massa) Resistência (J/m)
0 *
25 *
50 12
75 51
100 61 *não quebrou nas condições do ensaio
As misturas LDPEv/HDPE5,0: 50/50 e LDPEAl/HDPE5,0: 50/50 apresentaram
valores de alongamento na ruptura muito próximos, e seria esperado o mesmo

comportamento na resistência ao impacto. Entretanto, a mistura com a carga metálica
proporcionou redução na capacidade de absorver energia de impacto da mistura.
5.4. PROPRIEDADES REOLÓGICAS
O estudo das propriedades reológicas de polímero fundido é uma importante
ferramenta para conhecer o seu comportamento em situações de escoamento. Na
obtenção de artefatos poliméricos, geralmente, são utilizados os processos de injeção
e extrusão. Tais equipamentos apresentam geometria complexa, nos quais os
polímeros ficam sujeitos a vários tipos de deformações e tensões que irão refletir na
morfologia e nas propriedades mecânicas (BRETAS, R.E.S., 2000, NAVARRO, R.F.,
1997, ROHN, C.L., 1995).
As propriedades reológicas dos polímeros puros, LDPEv, LDPEAl, HDPE0,4,
HDPE5,0 e das misturas LDPEv/HDPE0,4, LDPEAl/HDPE0,4 LDPEv/HDPE5,0 e
LDPEAl/HDPE5,0 foram caracterizadas através do índice de fluidez, energia de ativação
e propriedades em regime permanente, em regime oscilatório e em regime transiente.
5.4.1. Avaliação do índice de fluidez
O índice de fluidez reflete as propriedades reológicas que estão relacionadas
principalmente com a viscosidade dos materiais (BARRERA, M.A, 2006).
A Tabela 20 apresenta os valores de índice de fluidez estimados e obtidos
experimentalmente. O MFI foi estimado partir dos valores puros e das quantidades
mássicas presentes.
O índice de fluidez do LDPEAl sofreu uma redução em relação ao LDPEv,
provavelmente devido à presença do alumínio. A carga na matriz polimérica reduz a
mobilidade das cadeias (LUYT, A.S., 2006) proporcionando uma tensão extra no
escoamento (CARASCHI, J.C., 2002, ICHAZO, M.N., 2001) reduzindo o MFI do
LDPEAl em relação ao polímero puro.
A presença de HDPE0,4 proporcionou redução no valor de MFI de 66% para a
mistura LDPEv/HDPE0,4:75/25 em relação ao LDPE puro. Nas misturas
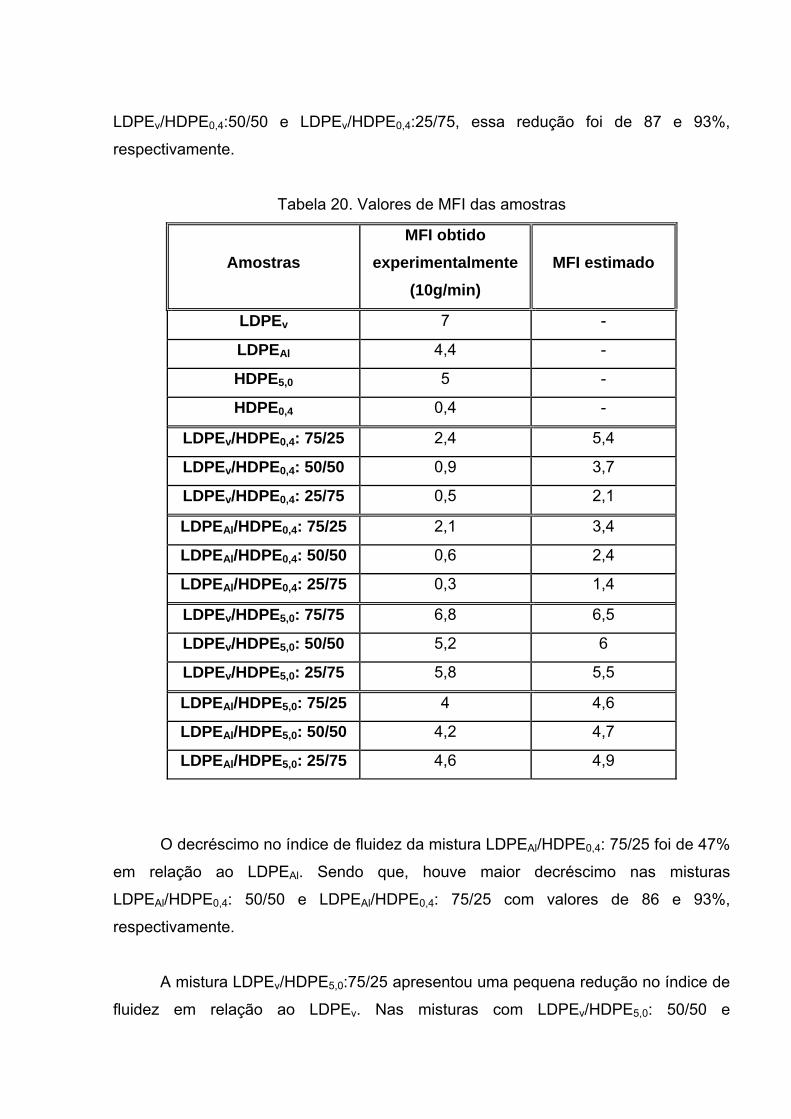
LDPEv/HDPE0,4:50/50 e LDPEv/HDPE0,4:25/75, essa redução foi de 87 e 93%,
respectivamente.
Tabela 20. Valores de MFI das amostras
Amostras MFI obtido
experimentalmente (10g/min)
MFI estimado
LDPEv 7 -
LDPEAl 4,4 -
HDPE5,0 5 -
HDPE0,4 0,4 -
LDPEv/HDPE0,4: 75/25 2,4 5,4
LDPEv/HDPE0,4: 50/50 0,9 3,7
LDPEv/HDPE0,4: 25/75 0,5 2,1
LDPEAl/HDPE0,4: 75/25 2,1 3,4
LDPEAl/HDPE0,4: 50/50 0,6 2,4
LDPEAl/HDPE0,4: 25/75 0,3 1,4
LDPEv/HDPE5,0: 75/75 6,8 6,5
LDPEv/HDPE5,0: 50/50 5,2 6
LDPEv/HDPE5,0: 25/75 5,8 5,5
LDPEAl/HDPE5,0: 75/25 4 4,6
LDPEAl/HDPE5,0: 50/50 4,2 4,7
LDPEAl/HDPE5,0: 25/75 4,6 4,9
O decréscimo no índice de fluidez da mistura LDPEAl/HDPE0,4: 75/25 foi de 47%
em relação ao LDPEAl. Sendo que, houve maior decréscimo nas misturas
LDPEAl/HDPE0,4: 50/50 e LDPEAl/HDPE0,4: 75/25 com valores de 86 e 93%,
respectivamente.
A mistura LDPEv/HDPE5,0:75/25 apresentou uma pequena redução no índice de
fluidez em relação ao LDPEv. Nas misturas com LDPEv/HDPE5,0: 50/50 e

LDPEv/HDPE5,0: 25/75 o decréscimo no índice de fluidez foi de 26 e 17%,
respectivamente. Já era esperado uma pequena variação nos valores de MFI dessas
misturas comparados aos dos polímeros puros, pois esses dois polímeros apresentam
MFIs mais próximos.
Nas misturas LDPEAl/HDPE5,0: 75/25 e LDPEAl/HDPE5,0: 50/50, a adição de
HDPE5,0 diminuiu o índice de fluidez em 9 e 5%, respectivamente, em relação ao
LDPEAl. Entretanto, na mistura com 75% de HDPE5,0, o índice de fluidez aumentou em
5% em relação ao LDPEAl.
O MFI das misturas LDPEv/HDPE0,4 e LDPEAl/HDPE0,4 sofreram maior
influência do HDPE do que do LDPE, pois apresentaram valores próximos ao do
HDPE. A presença do alumínio não influenciou de forma significativa o MFI das
misturas LDPEAl/HDPE0,4. A redução do MFI das misturas, em relação ao LDPE, foi
mais acentuada que o esperado, como também observado na mistura sem alumínio.
Assim como em LDPEv/HDPE0,4, os valores de MFI nas misturas
LDPEv/HDPE5,0 foram mais afetados pela presença do HDPE. Entretanto, não foi
observado o mesmo comportamento para as misturas LDPEAl/HDPE5,0 que pode estar
associado ao fato dos valores de MFI do LDPEAl e do HDPE5,0 serem próximos.
As misturas com HDPE0,4 apresentaram valores de MFI muito diferentes do MFI
estimado. Entretanto, os valores de MFI estimado para as misturas com HDPE5,0
apresentaram-se próximos.
5.4.2. Avaliação da energia de ativação A energia de ativação para os polímeros aumenta principalmente com o
aumento da rigidez da cadeia, com o aumento do tamanho das ramificações e com o
teor de ramificações longas (CARREAU, P.J., 1997, STADLER, F.J., 2007). Os
valores de energia de ativação para as amostras estão apresentadas na Tabela 21.
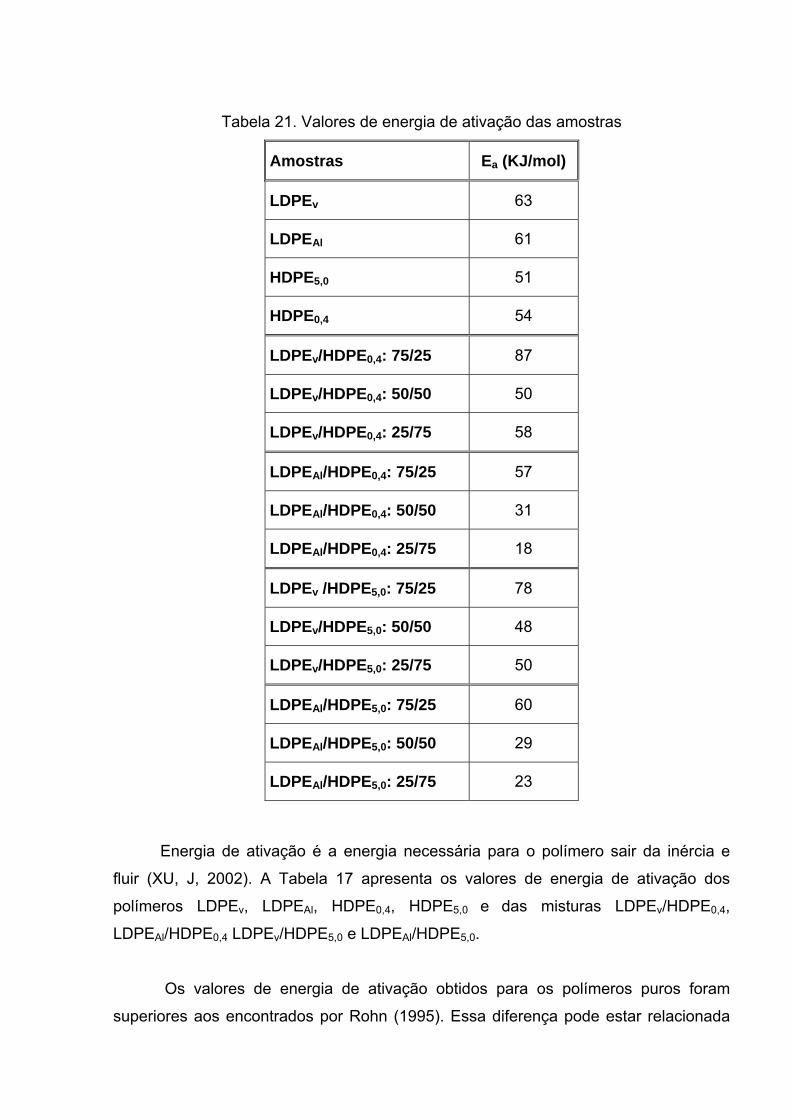
Tabela 21. Valores de energia de ativação das amostras
Amostras Ea (KJ/mol)
LDPEv 63
LDPEAl 61
HDPE5,0 51
HDPE0,4 54
LDPEv/HDPE0,4: 75/25 87
LDPEv/HDPE0,4: 50/50 50
LDPEv/HDPE0,4: 25/75 58
LDPEAl/HDPE0,4: 75/25 57
LDPEAl/HDPE0,4: 50/50 31
LDPEAl/HDPE0,4: 25/75 18
LDPEv /HDPE5,0: 75/25 78
LDPEv/HDPE5,0: 50/50 48
LDPEv/HDPE5,0: 25/75 50
LDPEAl/HDPE5,0: 75/25 60
LDPEAl/HDPE5,0: 50/50 29
LDPEAl/HDPE5,0: 25/75 23
Energia de ativação é a energia necessária para o polímero sair da inércia e
fluir (XU, J, 2002). A Tabela 17 apresenta os valores de energia de ativação dos
polímeros LDPEv, LDPEAl, HDPE0,4, HDPE5,0 e das misturas LDPEv/HDPE0,4,
LDPEAl/HDPE0,4 LDPEv/HDPE5,0 e LDPEAl/HDPE5,0.
Os valores de energia de ativação obtidos para os polímeros puros foram
superiores aos encontrados por Rohn (1995). Essa diferença pode estar relacionada

com o tamanho e o teor de ramificações longas. O estudo realizado por Stadler (2007)
mostrou essa dependência. Foi avaliada a energia de ativação para uma série de
polietilenos de baixa densidade e de alta densidade. Os HDPE avaliados por Stadler
possuíam ramificações com diferentes tamanhos (pequeno, médio, alto e muito alto).
Foi observado que no HDPE com tamanho de ramificação muito alto, o valor de
energia de ativação foi de 52 KJ/mol.
A energia de ativação do LDPEv praticamente não sofreu alteração em relação
ao LDPEAl. O LDPEv apresentou maior energia de ativação em relação ao HDPE0,4 e
ao HDPE5,0 possivelmente devido às suas ramificações mais longas (DEALY, J.M.,
1989) que, em repouso, apresentam maior emaranhamento, necessitando-se de maior
energia para iniciar o escoamento (GUERRINI, L.M., 2004).
Os valores de energia de ativação das misturas LDPEv/HDPE0,4: 75/25 e
LDPEv/HDPE5,0: 75/25 apresentaram sinergia. Foi observado um grande aumento na
energia de ativação para as misturas, nas quais o LDPE está em maior quantidade e
o alumínio não estava presente. A presença do aluminio proporcionou decréscimo
pronunciado na energia de ativação, que não foi tão significativo nas misturas que
apresentaram maior quantidade de LDPE. .
5.4.3. Propriedades em regime permanente
Foram obtidas as viscosidades em altas e baixas taxas de cisalhamento.
5.4.2.1. Viscosidade em altas taxas de cisalhamento
A reometria capilar permite estudar a reologia dos polímeros fundidos em altas
taxas de cisalhamento. O comportamento reológico, como função da taxa de
cisalhamento aplicada, é um parâmetro dominante da área de tecnologia de
polímeros, pois permite a otimização das condições de processamento dos materiais.
Isto também permite o melhor entendimento da relação quantitativa entre os fatores:
velocidade de produção, consumo de energia, geometria da máquina e as variáveis
operacionais como velocidade do parafuso, pressão e temperatura (PRENTICE, P,
1995).
Os processos de extrusão e injeção são largamente usados para obter artefatos
poliméricos e são realizados em altas taxas de cisalhamento. Portanto, é necessário
avaliar o comportamento, com relação à viscosidade, dos polímeros fundidos nessas
condições de processamento (ROHN, C.L., 1995).
Dentro da extrusora os polímeros fundidos são submetidos ao cisalhamento
provocado pela rosca e ao alongamento no início da matriz. Tais efeitos provocam o
surgimento de tensões normais proporcionando o fenômeno de “inchamento” do
extrusado. Na injetora o polímero fundido além de sofrer deformação por cisalhamento
também sofre cisalhamento dentro dos canais e cavidades do molde que provocam
tensões internas no moldado ou defeitos dimensionais nos artefatos (DEALY, J.M.,
1989, BRETAS, E.S.R., 2000).
Ao submeter um polímero à um escoamento cisalhante as moléculas tendem a
se deslizar umas sobre as outras na direção da força aplicada. Devido à natureza das
interações intermoleculares no estado fundido e a elevada massa molar, as
macromoléculas podem apresentar variadas conformações proporcionando
entrelaçamentos moleculares, ou seja, laços ou nós temporários. Este efeito é
dependente da taxa de deformação aplicada e influencia diretamente na viscosidade
polimérica (CARREAU, P.J., 1997, BRETAS, E.S.R., 2000). Outro fator que influencia
nas propriedades reológicas é o tamanho e a quantiadade de ramificações. Os
polímeros ramificados podem se entrelaçar e desentrelaçar através da cadeia principal
ou das ramificações longas gerando assim maior número de entrelaçamentos do que
em um polímero de cadeia linear.
As propriedades reológicas também podem ser influenciadas por impedimentos
topológicos em que as macromoléculas têm dificuldades para movimentar devido à
presença de moléculas vizinhas. Esse efeito é o “modelo da reptação” no qual a
movimentação das cadeias sob cisalhamento ocorre essencialmente ao longo do seu
comprimento (CARREAU,P.J., 1997). Polímeros sem ramificação ou com ramificações
mais curtas estão mais livres para se movimentar e os polímeros com ramificações
mais longas terão mais restrições.

O ensaio de reometria capilar foi realizado para LDPEv, LDPEAl, HDPE0,4,
HDPE5,0 e para as misturas LDPEv/HDPE0,4, LDPEAl/HDPE0,4, LDPEv/HDPE5,0 e
LDPEAl/HDPE5,0.
A Figura 41 mostra a viscosidade em função da taxa de cisalhamento do LDPEv
e do LDPEAl. Comparando-se os dois materiais, observou-se que tanto o fato do
LDPEAl ser um material reciclado quanto à presença do alumínio no polietileno não
interferiram na resistência ao escoamento. A carga tenderia a aumentar a viscosidade
enquanto que o polímero reciclado a reduziria. Diante deste resultado pode-se supor
que os dois efeitos se anularam.
10
100
1000
100 1000 10000
Taxa de cisalhamento (1/s)
Vis
cosi
dade
(Pa.
s)
LDPEvLDPEAl
Figura 41. Viscosidade em função da taxa de cisalhamento do LDPEv e do LDPEAl
A viscosidade em função da taxa de cisalhamento das misturas LDPEv/HDPE0,4
está apresentada na Figura 42. Observou-se que a adição do HDPE0,4 afetou a
resistência ao escoamento da mistura proporcionando elevação da viscosidade. O
HDPE0,4 possui menor valor de MFI o que pode pressupor maior tamanho da cadeia
polimérica em relação ao LDPEv. Assim os entrelaçamentos oriundos das ramificações
do LDPEv influenciaram menos na viscosidade.
As misturas apresentaram valores de viscosidade intermediários às dos
polímeros puros, contudo mais próximos dos valores do HDPE0,4 que os esperados.
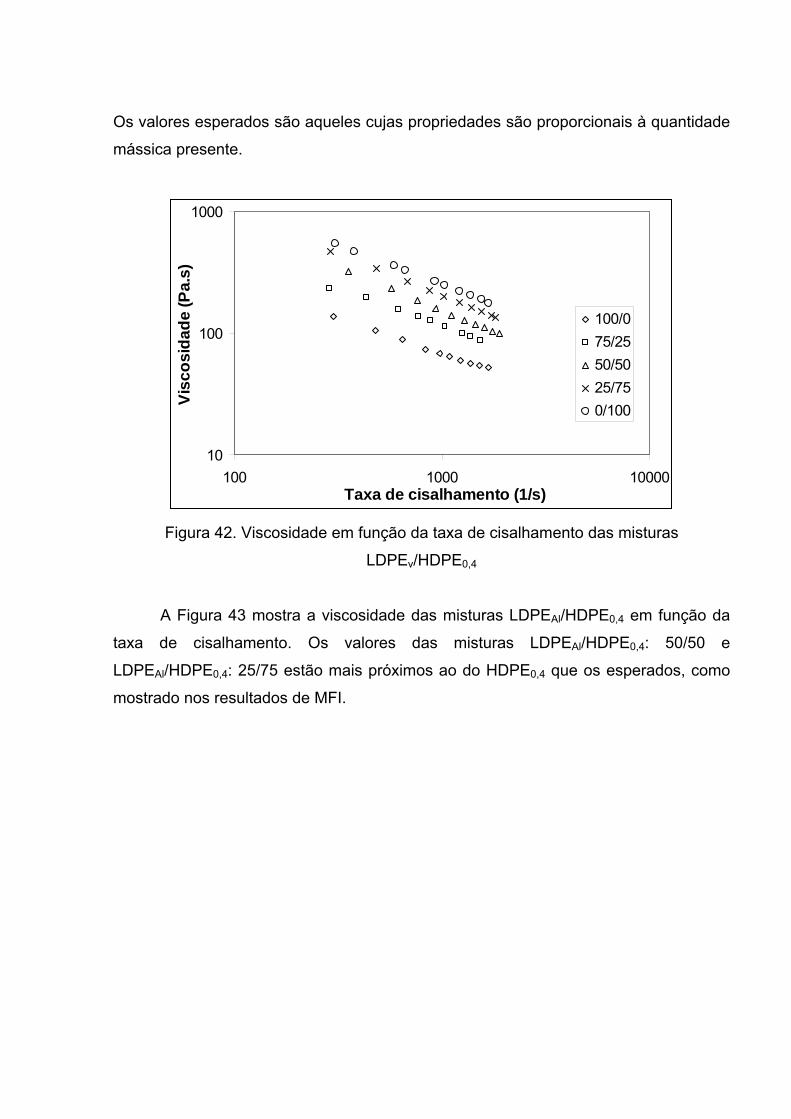
Os valores esperados são aqueles cujas propriedades são proporcionais à quantidade
mássica presente.
10
100
1000
100 1000 10000Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa.
s)
100/075/2550/5025/750/100
Figura 42. Viscosidade em função da taxa de cisalhamento das misturas
LDPEv/HDPE0,4
A Figura 43 mostra a viscosidade das misturas LDPEAl/HDPE0,4 em função da
taxa de cisalhamento. Os valores das misturas LDPEAl/HDPE0,4: 50/50 e
LDPEAl/HDPE0,4: 25/75 estão mais próximos ao do HDPE0,4 que os esperados, como
mostrado nos resultados de MFI.
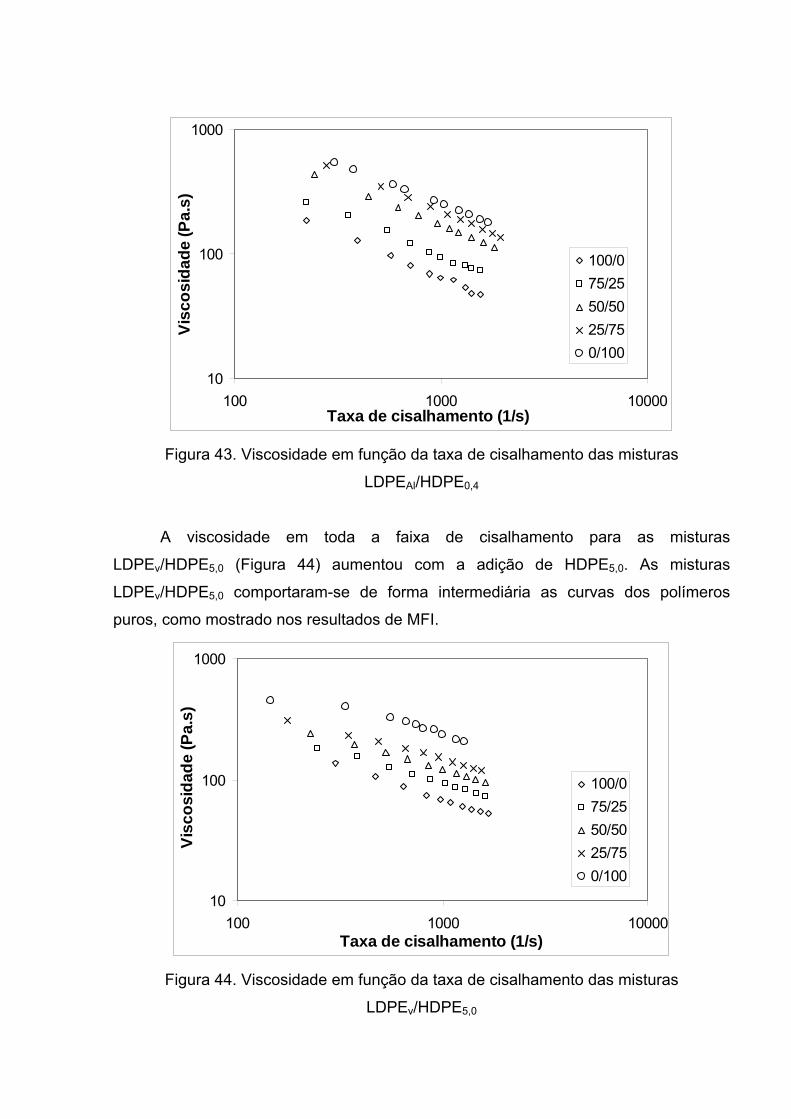
10
100
1000
100 1000 10000Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa.
s)
100/075/2550/5025/750/100
Figura 43. Viscosidade em função da taxa de cisalhamento das misturas
LDPEAl/HDPE0,4
A viscosidade em toda a faixa de cisalhamento para as misturas
LDPEv/HDPE5,0 (Figura 44) aumentou com a adição de HDPE5,0. As misturas
LDPEv/HDPE5,0 comportaram-se de forma intermediária as curvas dos polímeros
puros, como mostrado nos resultados de MFI.
10
100
1000
100 1000 10000Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa.
s)
100/075/2550/5025/750/100
Figura 44. Viscosidade em função da taxa de cisalhamento das misturas
LDPEv/HDPE5,0

A Figura 45 mostra a viscosidade em altas taxas de cisalhamento para as
misturas LDPEAl/HDPE5,0. Assim como nas misturas LDPEv/HDPE5,0 a resistência ao
escoamento aumentou com a porcentagem de HDPE5,0. Foi observado, como nas
misturas LDPEAl/HDPE0,4, que o alumínio não modificou o comportamento
pseudoplástico dos polímeros.
10
100
1000
100 1000 10000Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa.
s)
100/075/2550/5025/750/100
Figura 45. Viscosidade em função da taxa de cisalhamento das misturas
LDPEAl/HDPE5,0
As viscosidades das misturas LDPEv/HDPE0,4 e LDPEAl/HDPE0,4 foram mais
influenciadas pelo HDPE, pois tenderam a se aproximar mais da viscosidade do
HDPE. O mesmo efeito foi observado para os valores de MFI dessas misturas assim
pode-se supor que a massa molar influenciou mais na viscosidade do que as
ramificações longas do LDPE.
Nas misturas LDPEv/HDPE5,0 e LDPEAl/HDPE5,0, o comportamento da
viscosidade em função da taxa de cisalhamento foi intermediário a dos polímeros
puros. Vale ressaltar que os valores de MFI dessas misturas também apresentaram
valores intermediários aos dos polímeros puros.
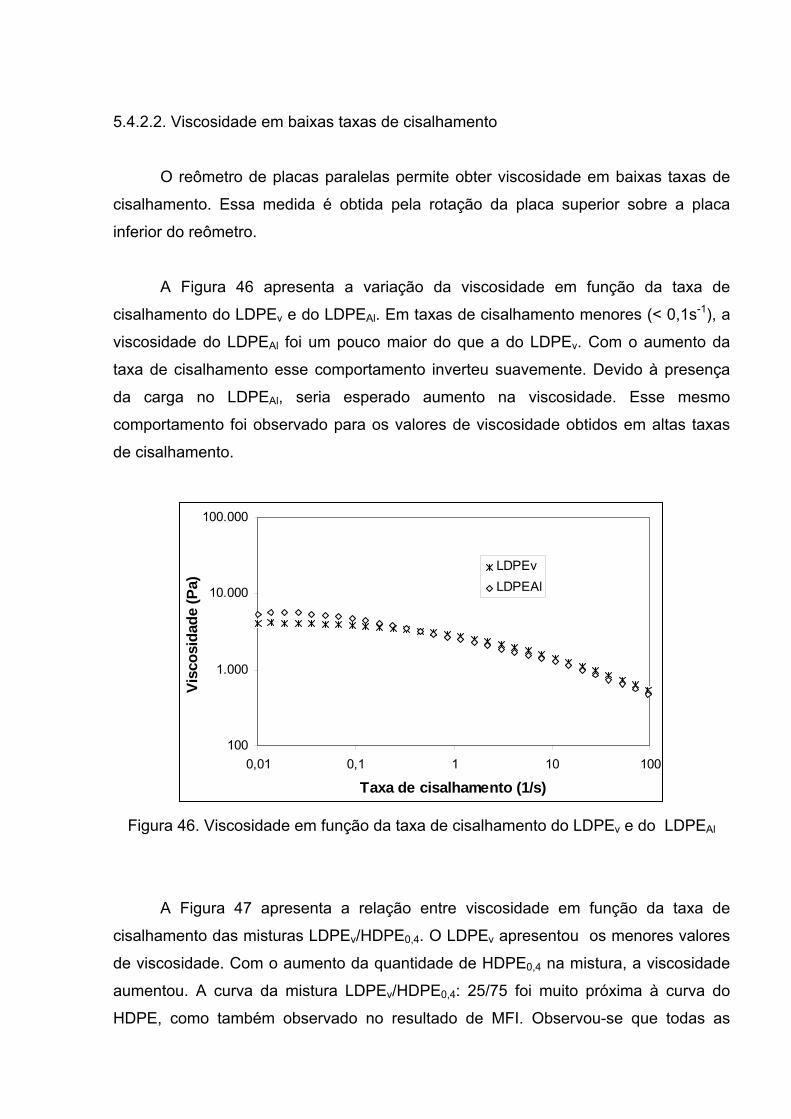
5.4.2.2. Viscosidade em baixas taxas de cisalhamento
O reômetro de placas paralelas permite obter viscosidade em baixas taxas de
cisalhamento. Essa medida é obtida pela rotação da placa superior sobre a placa
inferior do reômetro.
A Figura 46 apresenta a variação da viscosidade em função da taxa de
cisalhamento do LDPEv e do LDPEAl. Em taxas de cisalhamento menores (< 0,1s-1), a
viscosidade do LDPEAl foi um pouco maior do que a do LDPEv. Com o aumento da
taxa de cisalhamento esse comportamento inverteu suavemente. Devido à presença
da carga no LDPEAl, seria esperado aumento na viscosidade. Esse mesmo
comportamento foi observado para os valores de viscosidade obtidos em altas taxas
de cisalhamento.
100
1.000
10.000
100.000
0,01 0,1 1 10 100
Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa)
LDPEvLDPEAl
Figura 46. Viscosidade em função da taxa de cisalhamento do LDPEv e do LDPEAl
A Figura 47 apresenta a relação entre viscosidade em função da taxa de
cisalhamento das misturas LDPEv/HDPE0,4. O LDPEv apresentou os menores valores
de viscosidade. Com o aumento da quantidade de HDPE0,4 na mistura, a viscosidade
aumentou. A curva da mistura LDPEv/HDPE0,4: 25/75 foi muito próxima à curva do
HDPE, como também observado no resultado de MFI. Observou-se que todas as

misturas LDPEv/HDPE0,4 são influenciadas pelo HDPE. Isto sugere, assim como no
ensaio em altas taxas de cisalhamento, que a massa molar influencia mais na
viscosidade do que as ramificações.
100
1.000
10.000
100.000
0,01 0,1 1 10 100 1000Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa)
100/075/2550/5025/750/100
Figura 47. Viscosidade em função taxa de cisalhamento das misturas LDPEv/HDPE0,4
A relação entre viscosidade e taxa de cisalhamento das misturas
LDPEAl/HDPE0,4 (Figura 48) mostra que o aumento da quantidade de HDPE0,4 elevou
a resistência ao escoamento das misturas.
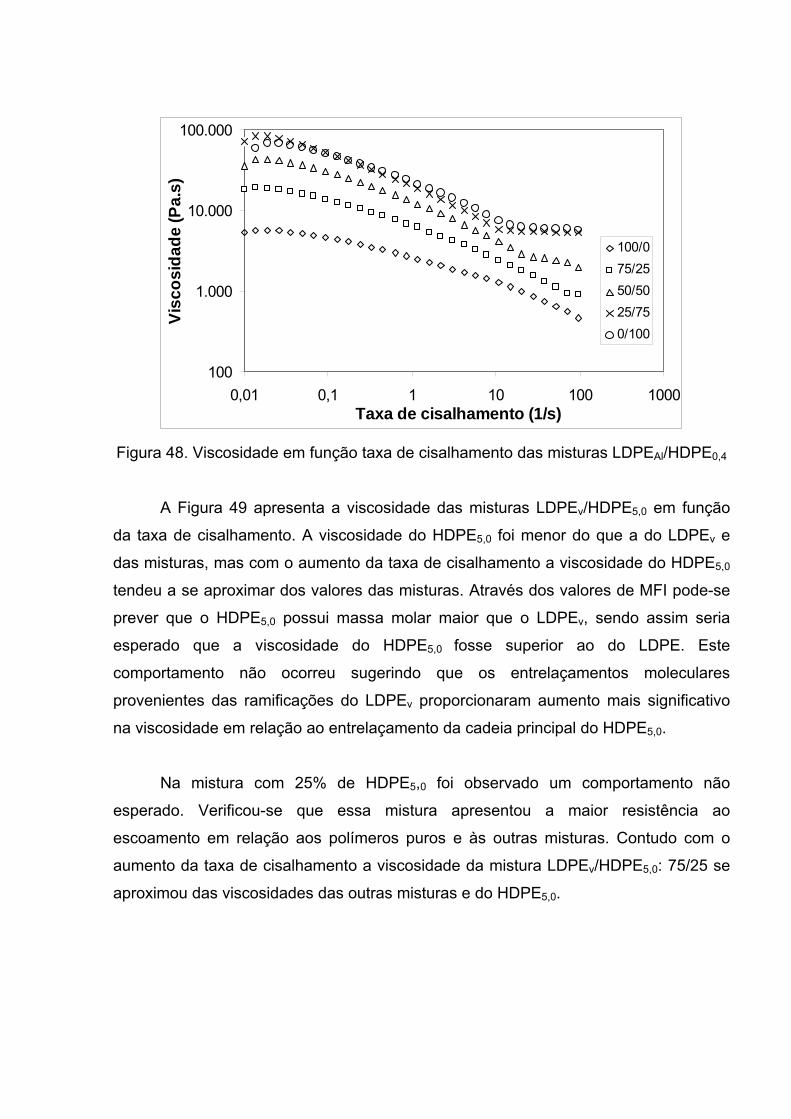
100
1.000
10.000
100.000
0,01 0,1 1 10 100 1000Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa.
s)
100/075/2550/5025/750/100
Figura 48. Viscosidade em função taxa de cisalhamento das misturas LDPEAl/HDPE0,4
A Figura 49 apresenta a viscosidade das misturas LDPEv/HDPE5,0 em função
da taxa de cisalhamento. A viscosidade do HDPE5,0 foi menor do que a do LDPEv e
das misturas, mas com o aumento da taxa de cisalhamento a viscosidade do HDPE5,0
tendeu a se aproximar dos valores das misturas. Através dos valores de MFI pode-se
prever que o HDPE5,0 possui massa molar maior que o LDPEv, sendo assim seria
esperado que a viscosidade do HDPE5,0 fosse superior ao do LDPE. Este
comportamento não ocorreu sugerindo que os entrelaçamentos moleculares
provenientes das ramificações do LDPEv proporcionaram aumento mais significativo
na viscosidade em relação ao entrelaçamento da cadeia principal do HDPE5,0.
Na mistura com 25% de HDPE5,0 foi observado um comportamento não
esperado. Verificou-se que essa mistura apresentou a maior resistência ao
escoamento em relação aos polímeros puros e às outras misturas. Contudo com o
aumento da taxa de cisalhamento a viscosidade da mistura LDPEv/HDPE5,0: 75/25 se
aproximou das viscosidades das outras misturas e do HDPE5,0.

100
1.000
10.000
0,01 0,1 1 10 100 1000Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa.
s)
100/075/2550/5025/750/100
Figura 49. Viscosidade em função taxa de cisalhamento das misturas LDPEv/HDPE5,0
A viscosidade em baixas taxas de cisalhamento das misturas LDPEAl/HDPE5,0
está apresentada na Figura 50. Assim como na mistura LDPEv/HDPE5.0: 75/25, foi
também observado sinergia na mistura LDPEAl/HDPE5,0: 75/25, mostrando que o
alumínio não interferiu nesse comportamento.
100
1.000
10.000
0,01 0,1 1 10 100 1000
Taxa de cisalhamento (1/s)
Visc
osid
ade
(Pa.
s)
100/075/2550/5075/250/100
Figura 50. Viscosidade em função taxa de cisalhamento das misturas LDPEAl/HDPE5,0

Os resultados obtidos mostraram que o alumínio não interferiu na reologia em
altas e baixas taxas de cisalhamento do LDPE e das misturas. Isto mostra que o
LDPEAl e as suas misturas podem ser processados nos mesmos equipamentos
usados para o LDPEv, o HDPE0,4 e o HDPE5,0.
5.4.4. Propriedades em regime oscilatório
Através da reometria de placas paralelas também se pode obter as
propriedades viscoelásticas dos polímeros fundidos. A amplitude de tensão é pequena
para assegurar que as medidas fiquem dentro do regime viscoelástico linear
(BRETAS, E.S.R., 2000).
Os movimentos das moléculas podem ser expressos como uma série de formas
ou modos característicos, que requerem vários graus de cooperação de longo e curto
alcances entre os segmentos das cadeias. Os segmentos que interagem a longa
distância contribuem principalmente para a resposta elástica do polímero fundido,
enquanto os de curto alcance contribuem para a resposta viscosa (BRETAS, R.E.S.,
2000, DEALY, J.M., 1990).
As propriedades viscoelásticas dos polímeros são importantes para o
conhecimento da contribuição viscosa e de armazenamento dos polímeros. O módulo
elástico está associado à contribuição elástica ou o armazenamento de energia e o
módulo de perda à contribuição viscosa e representa à perda de energia (DEALY,
J.M., 1999).
A Figura 51 mostra a dependência do módulo de armazenamento do LDPEv e
do LDPEAl em função da freqüência angular. O LDPEAl, em baixas freqüências,
apresentou ligeiro aumento na elasticidade em relação ao LDPEv. Entretanto, em altas
freqüências, o comportamento elástico dos dois materiais se igualam. Vale ressaltar
que, segundo a literatura, a presença de carga na matriz polimérica influencia nas
propriedades viscoelásticas dos polímeros (VINOGRADOV, G.V., 1980) sendo que
não foi observado aumento significativo no módulo elástico do LDPEAl com a presença
do alumínio.

1,E+00
1,E+02
1,E+04
1,E+06
0,1 1 10 100
Freqüência angular (rad/s)
Mód
ulo
de a
rmaz
enam
ento
(Pa)
LDPEvLDPEAl
Figura 51. Módulo de armazenamento em função freqüência angular
do LDPEv e do LDPEAl
Os módulos de perda em função da freqüência angular do LDPEv e do LDPEAl
estão apresentados na Figura 52. A contribuição viscosa de ambos os polímeros foi
praticamente à mesma. O alumínio não interferiu na dissipação de energia do
polietileno.
1,E+00
1,E+02
1,E+04
1,E+06
0,1 1 10 100Freqüência angular (rad/s)
Mód
ulo
de p
erda
(Pa)
LDPEvLDPEAl
Figura 52. Módulo de perda em função freqüência angular do
LDPEv e do LDPEAl

A Figura 53 apresenta o módulo de armazenamento em função da freqüência
angular das misturas LDPEv/HDPE0,4. A adição do HDPE0,4 aumentou o
comportamento elástico do LDPEv. Foi observado que os valores de módulo de
armazenamento das misturas tenderam a se aproximar mais do HDPE0,4. Entretanto,
os valores de módulo de armazenamento da mistura LDPEv/HDPE0,4: 25/75
praticamente foram os mesmos do HDPE0,4 puro. Com o aumento da freqüência
angular, a diferença entre os valores dos módulos tendeu a reduzir.
1,0E+00
1,0E+02
1,0E+04
1,0E+06
0,1 1 10 100Freqüência angular (rad/s)
Mód
ulo
de a
rmaz
enam
ento
(Pa)
100/075/2550/5025/750/100
Figura 53. Módulo de armazenamento em função da freqüência angular
das misturas LDPEv/HDPE0,4
O módulo de armazenamento em função da freqüência angular das misturas
LDPEAl/HDPE0,4 (Figura 54) aumentou com o aumento da quantidade de HDPE0,4. Em
baixas freqüências, os valores do módulo elástico das misturas LDPEAl/HDPE0,4: 50/50
e LDPEAl/HDPE0,4: 25/75 foram muito próximos ao do HDPE0,4.
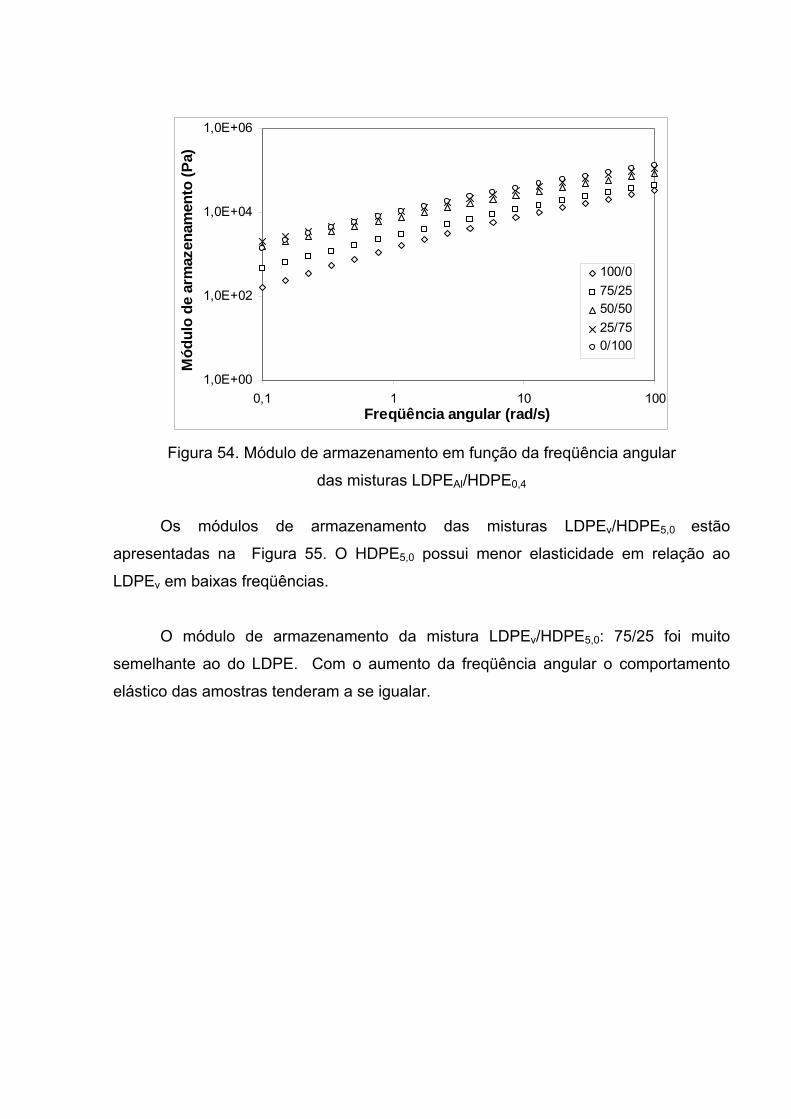
1,0E+00
1,0E+02
1,0E+04
1,0E+06
0,1 1 10 100Freqüência angular (rad/s)
Mód
ulo
de a
rmaz
enam
ento
(Pa)
100/075/2550/5025/750/100
Figura 54. Módulo de armazenamento em função da freqüência angular
das misturas LDPEAl/HDPE0,4
Os módulos de armazenamento das misturas LDPEv/HDPE5,0 estão
apresentadas na Figura 55. O HDPE5,0 possui menor elasticidade em relação ao
LDPEv em baixas freqüências.
O módulo de armazenamento da mistura LDPEv/HDPE5,0: 75/25 foi muito
semelhante ao do LDPE. Com o aumento da freqüência angular o comportamento
elástico das amostras tenderam a se igualar.

1,0E+00
1,0E+02
1,0E+04
1,0E+06
0,1 1 10 100Frenqüência Angular (rad/s)
Mód
ulo
de a
rmaz
enam
ento
(Pa)
100/075/2550/5025/750/100
Figura 55. Módulo de armazenamento em função da freqüência angular
das misturas LDPEv/HDPE5,0
A Figura 56 apresenta o módulo de armazenamento das misturas
LDPEAl/HDPE5,0. O HDPE5,0 possui elasticidade menor do que o LDPEAl. A
elasticidade das misturas aumentou com o aumento do LDPEAl. O comportamento
elástico das misturas LDPEAl/HDPE5,0 foi muito semelhante ao das misturas
LDPEv/HDPE5,0.

1,0E+00
1,0E+02
1,0E+04
1,0E+06
0,1 1 10 100Freqüência angular (rad/s)
Mód
ulo
de a
rmaz
enam
ento
(Pa)
100/075/2550/5025/750/100
Figura 56. Módulo de armazenamento em função da freqüência angular
das misturas LDPEAl/HDPE5,0
A Figura 57 apresenta o módulo de perda das misturas LDPEv/HDPE0,4. O
LDPEv apresentou menor perda de energia em relação às misturas e ao HDPE0,4.
Com o aumento da quantidade de HDPE0,4, o módulo de perda aumentou sendo que o
módulo da mistura LDPEv/HDPE0,4: 25/75 foi muito próximo ao do HDPE0,4.
1,0E+00
1,0E+02
1,0E+04
1,0E+06
0,1 1 10 100Freqüência angular (rad/s)
Mód
ulo
de p
erda
(Pa)
100/075/2550/5025/750/100
Figura 57. Módulo de perda em função da freqüência angular
das misturas LDPEv/HDPE0,4

O comportamento viscoso das misturas LDPEAl/HDPE0,4 está apresentado na
Figura 58. As misturas com LDPEAl/HDPE0,4: 50/50, LDPEAl/HDPE0,4: 25/75
apresentaram valores de módulo de perda muito próximos aos do HDPE0,4, possuindo
maior perda de energia.
1,0E+00
1,0E+02
1,0E+04
1,0E+06
0,1 1 10 100Freqüência angular (rad/s)
Mód
ulo
de p
erda
(Pa)
100/075/2550/5025/750/100
Figura 58. Módulo de perda em função da freqüência angular
das misturas LDPEAl/HDPE0,4
O módulo de perda das misturas LDPEv/HDPE5,0 está apresentada na Figura 59
O módulo de perda de todas as amostras foram muito próximo. Em baixas
freqüências, o comportamento viscoso do HDPE5,0 foi menor em relação aos demais
polímeros. Esse comportamento do HDPE5,0 inverteu com o aumento da freqüência.
A Figura 60 apresenta a dependência do módulo de perda das misturas
LDPEAl/HDPE5,0. A resposta viscosa das misturas e do LDPEAl foram praticamente
iguais, provavelmente em virtude dos polímeros apresentarem valores de MFI
próximos. O HDPE5,0, em baixas freqüências, apresentou módulo de perda
ligeiramente menor mas elevou com o aumento da freqüência.
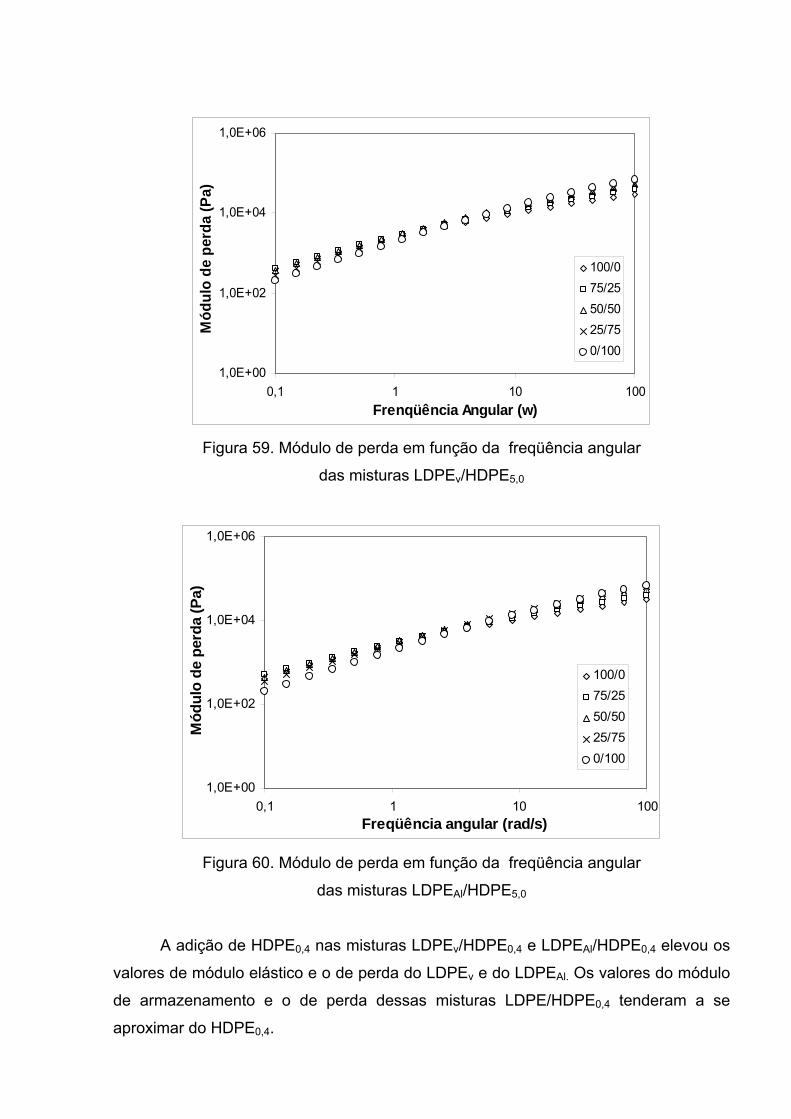
1,0E+00
1,0E+02
1,0E+04
1,0E+06
0,1 1 10 100Frenqüência Angular (w)
Mód
ulo
de p
erda
(Pa)
100/075/2550/5025/750/100
Figura 59. Módulo de perda em função da freqüência angular
das misturas LDPEv/HDPE5,0
1,0E+00
1,0E+02
1,0E+04
1,0E+06
0,1 1 10 100Freqüência angular (rad/s)
Mód
ulo
de p
erda
(Pa)
100/075/2550/5025/750/100
Figura 60. Módulo de perda em função da freqüência angular
das misturas LDPEAl/HDPE5,0
A adição de HDPE0,4 nas misturas LDPEv/HDPE0,4 e LDPEAl/HDPE0,4 elevou os
valores de módulo elástico e o de perda do LDPEv e do LDPEAl. Os valores do módulo
de armazenamento e o de perda dessas misturas LDPE/HDPE0,4 tenderam a se
aproximar do HDPE0,4.
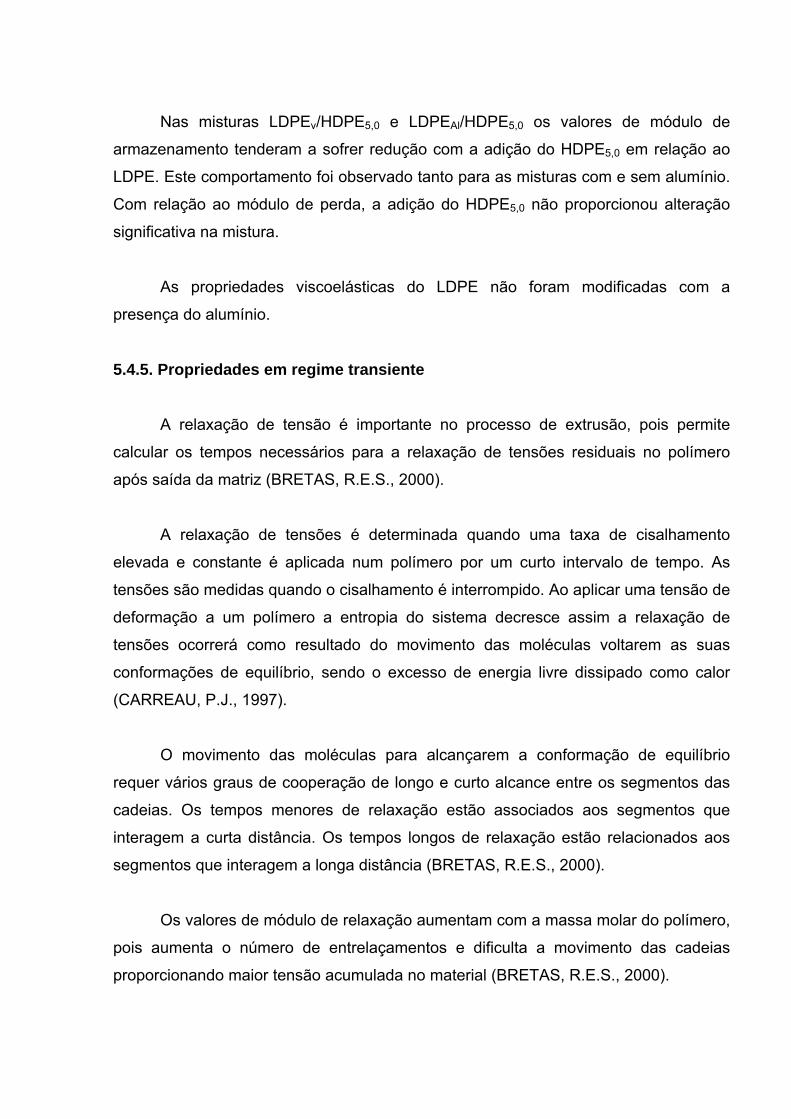
Nas misturas LDPEv/HDPE5,0 e LDPEAl/HDPE5,0 os valores de módulo de
armazenamento tenderam a sofrer redução com a adição do HDPE5,0 em relação ao
LDPE. Este comportamento foi observado tanto para as misturas com e sem alumínio.
Com relação ao módulo de perda, a adição do HDPE5,0 não proporcionou alteração
significativa na mistura.
As propriedades viscoelásticas do LDPE não foram modificadas com a
presença do alumínio.
5.4.5. Propriedades em regime transiente
A relaxação de tensão é importante no processo de extrusão, pois permite
calcular os tempos necessários para a relaxação de tensões residuais no polímero
após saída da matriz (BRETAS, R.E.S., 2000).
A relaxação de tensões é determinada quando uma taxa de cisalhamento
elevada e constante é aplicada num polímero por um curto intervalo de tempo. As
tensões são medidas quando o cisalhamento é interrompido. Ao aplicar uma tensão de
deformação a um polímero a entropia do sistema decresce assim a relaxação de
tensões ocorrerá como resultado do movimento das moléculas voltarem as suas
conformações de equilíbrio, sendo o excesso de energia livre dissipado como calor
(CARREAU, P.J., 1997).
O movimento das moléculas para alcançarem a conformação de equilíbrio
requer vários graus de cooperação de longo e curto alcance entre os segmentos das
cadeias. Os tempos menores de relaxação estão associados aos segmentos que
interagem a curta distância. Os tempos longos de relaxação estão relacionados aos
segmentos que interagem a longa distância (BRETAS, R.E.S., 2000).
Os valores de módulo de relaxação aumentam com a massa molar do polímero,
pois aumenta o número de entrelaçamentos e dificulta a movimento das cadeias
proporcionando maior tensão acumulada no material (BRETAS, R.E.S., 2000).
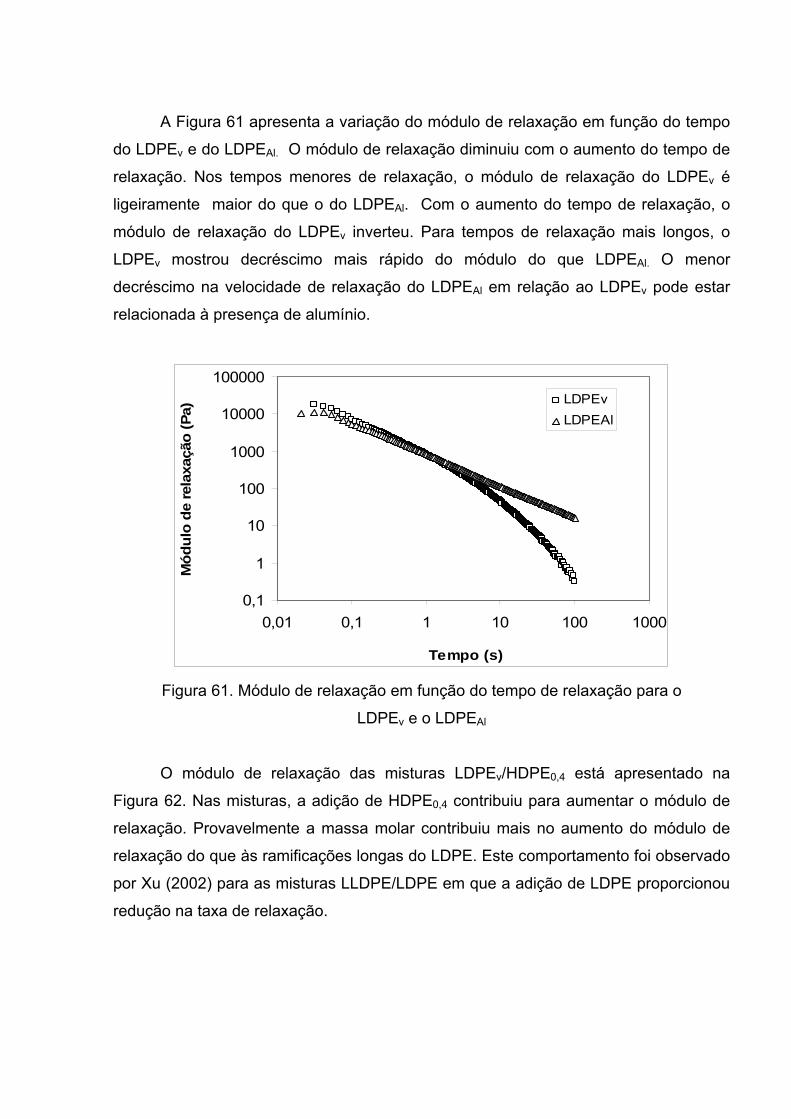
A Figura 61 apresenta a variação do módulo de relaxação em função do tempo
do LDPEv e do LDPEAl. O módulo de relaxação diminuiu com o aumento do tempo de
relaxação. Nos tempos menores de relaxação, o módulo de relaxação do LDPEv é
ligeiramente maior do que o do LDPEAl. Com o aumento do tempo de relaxação, o
módulo de relaxação do LDPEv inverteu. Para tempos de relaxação mais longos, o
LDPEv mostrou decréscimo mais rápido do módulo do que LDPEAl. O menor
decréscimo na velocidade de relaxação do LDPEAl em relação ao LDPEv pode estar
relacionada à presença de alumínio.
0,1
1
10
100
1000
10000
100000
0,01 0,1 1 10 100 1000
Tempo (s)
Mód
ulo
de re
laxa
ção
(Pa)
LDPEvLDPEAl
Figura 61. Módulo de relaxação em função do tempo de relaxação para o
LDPEv e o LDPEAl
O módulo de relaxação das misturas LDPEv/HDPE0,4 está apresentado na
Figura 62. Nas misturas, a adição de HDPE0,4 contribuiu para aumentar o módulo de
relaxação. Provavelmente a massa molar contribuiu mais no aumento do módulo de
relaxação do que às ramificações longas do LDPE. Este comportamento foi observado
por Xu (2002) para as misturas LLDPE/LDPE em que a adição de LDPE proporcionou
redução na taxa de relaxação.
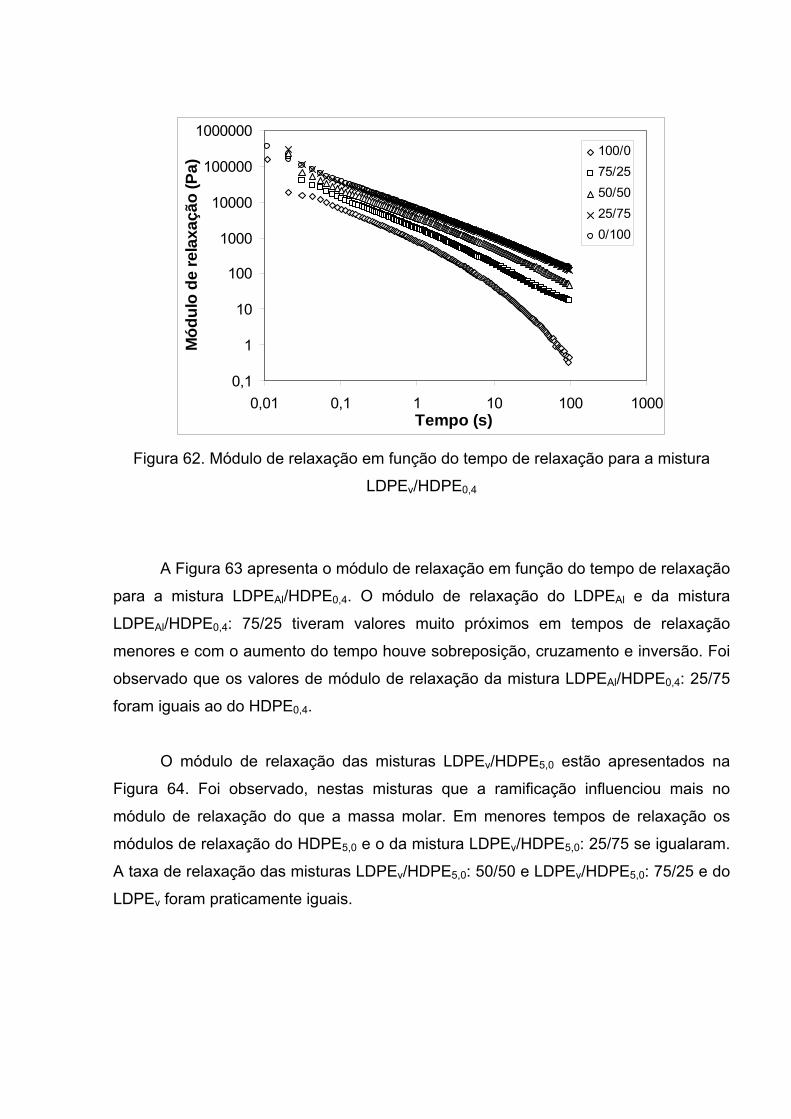
0,1
1
10
100
1000
10000
100000
1000000
0,01 0,1 1 10 100 1000Tempo (s)
Mód
ulo
de re
laxa
ção
(Pa)
100/075/2550/5025/750/100
Figura 62. Módulo de relaxação em função do tempo de relaxação para a mistura
LDPEv/HDPE0,4
A Figura 63 apresenta o módulo de relaxação em função do tempo de relaxação
para a mistura LDPEAl/HDPE0,4. O módulo de relaxação do LDPEAl e da mistura
LDPEAl/HDPE0,4: 75/25 tiveram valores muito próximos em tempos de relaxação
menores e com o aumento do tempo houve sobreposição, cruzamento e inversão. Foi
observado que os valores de módulo de relaxação da mistura LDPEAl/HDPE0,4: 25/75
foram iguais ao do HDPE0,4.
O módulo de relaxação das misturas LDPEv/HDPE5,0 estão apresentados na
Figura 64. Foi observado, nestas misturas que a ramificação influenciou mais no
módulo de relaxação do que a massa molar. Em menores tempos de relaxação os
módulos de relaxação do HDPE5,0 e o da mistura LDPEv/HDPE5,0: 25/75 se igualaram.
A taxa de relaxação das misturas LDPEv/HDPE5,0: 50/50 e LDPEv/HDPE5,0: 75/25 e do
LDPEv foram praticamente iguais.

0,1
1
10
100
1000
10000
100000
1000000
0,01 0,1 1 10 100 1000Tempo (s)
Mód
ulo
de re
laxa
ção
(Pa)
100/0
75/25
50/5025/75
0/100
Figura 63. Módulo de relaxação em função do tempo de relaxação para a mistura
LDPEAl/HDPE0,4
0,1
1
10
100
1000
10000
100000
1000000
0,01 0,1 1 10 100 1000
Tempo (s)
Mód
ulo
de re
laxa
ção
(Pa)
100/075/2550/5025/750/100
Figura 64. Módulo de relaxação em função do tempo de relaxação para a mistura
LDPEv/HDPE5,0
A Figura 65 apresenta o módulo de relaxação para a mistura LDPEAl/HDPE5,0.
Em tempos de relaxação curtos, as taxas de relaxação de todas as amostras são

muito próximas. Com o aumento do tempo de relaxação, o módulo de relaxação do
LDPEAl foi maior.
0,1
1
10
100
1000
10000
100000
1000000
0,01 0,1 1 10 100 1000Tempo (s)
Mód
ulo
de re
laxa
ção
(Pa)
100/075/2550/5025/750/100
Figura 65. Módulo de relaxação em função do tempo de relação para a mistura
LDPEAl/HDPE5,0
Nas misturas LDPEv/HDPE0,4 e LDPEAl/HDPE0,4 foi observado que o HDPE0,4
contribuiu para aumentar o módulo de relaxação. Este comportamento pode estar
relacionado ao fato do HDPE0,4 possuir maior massa molar e provavelmente maior
quantidade de segmentos que interagem a longas distâncias em relação ao LDPEv e
LDPEAl. Entretanto nas misturas com HDPE5,0 o comportamento foi inverso sugerindo
que as longas ramificações do LDPE interferem mais na relaxação de tensão. As
ramificações podem dificultar o movimento das cadeias voltarem à conformação de
equilíbrio.
Em tempos menores de relaxação o alumínio não interferiu na relaxação de
tesão do LDPE com o aumento do tempo foi observado aumento no módulo de
relaxação.
5. CONCLUSÕES
Foi possível observar pedaços de filme de alumínio, com formato heterogêneo,
distribuídos homogeamente na matriz polimérica por meio da análise de microscopia
eletrônica de varredura. A presença da carga metálica na matriz polimérica não afetou
de forma significativa a temperatura de fusão cristalina e a cristalinidade do polietileno.
A presença do alumínio no LDPE aumentou significativamente o módulo de
Young, tornando o polímero mais rígido. Entretanto, a carga não modificou a
resistência ao impacto do polímero. Assim o LDPEAl pode ser utilizado em aplicações
que solicitem material com maior rigidez e alta resistência ao impacto.
Observou-se que a presença do alumínio não modificou o comportamento
reológico do LDPE. Os valores de viscosidades em altas e baixas taxas de
cisalhamento do LDPEAl praticamente não sofreram alteração com a presença do
alumínio. Isto indica que o LDPEAl pode ser processado nas mesmas condições e
equipamentos que o LDPEv.
Os valores de módulo de armazenamento e os de perda do LDPEAl foram
praticamente os mesmos que os do LDPEv indicando que as propriedades
viscoelásticas do polietileno não foi alteradas.
O módulo de relaxação do LDPEAl, em tempos menores de relaxação, foi
ligeiramente inferior ao do LDPEv. Em tempos maiores de relaxação, a taxa de
decaimento do módulo de relaxação do LDPEAl é menor do que o do LDPEv. O
alumínio proporcionou redução na capacidade do LDPE relaxar após tensão aplicada.
As temperaturas de fusão e cristalização, as endotermas de fusão e o grau de
cristalização de todas as misturas diminuiram com a adição de HDPE e sendo
acentuada com a presença do alumínio.
As misturas LDPEAl/HDPE0,4 apresentaram valores de alongamento na ruptura
menores do que as misturas LDPEv/HDPE0,4. Provavelmente o alumínio contribuiu

para esse efeito reduzindo a mobilidade das cadeias. As misturas sem alumínio
apresentaram maior módulo de Young.
Nas misturas com 25% de HDPE0,4, não foi observado uma correlação entre o
grau de cristalinidade e o módulo de Young. Na mistura sem alumínio foi observada
maior redução no grau de cristalinidade em relação à mistura com alumínio. Nas
misturas, com 50% de HDPE0,4, com e sem alumínio, o valor da redução no grau de
cristalização foi praticamente o mesmo, consequentemente o módulo de Young
também apresentou valores muito próximos.
O alongamento na ruptura das misturas, com ou sem alumínio, apresentou
aumento com a adição do HDPE5,0. Os valores do módulo de Young das misturas com
alumínio e sem alumínio foram muito próximos. Este comportamento está de acordo
com os resultados do grau de cristalização. Entretanto seria esperado que a presença
da carga contribuísse para o aumento do módulo de Young.
Os valores de MFI experimental das misturas LDPE/HDPE0,4, com e sem
alumínio, tenderam a se aproximar do valor de MFI do HDPE0,4. Nas misturas com
HDPE5,0, os valores de MFI experimental foram muito próximos ao do MFI estimado. O
alumínio não interferiu nos valores de MFI das misturas.
A energia de ativação das misturas LDPEv/HDPE0,4 e LDPEv/HDPE5,0 com 75%
de LDPEv foram muito superiores a dos polímeros puros. Sendo assim tais misturas
apresentam maior resistência para escoar quando uma taxa de cisalhamento é
aplicada.
Os quatro tipos de misturas analisadas apresentaram valores de viscosidade,
em regime permanente de cisalhamento, intermediários aos dos polímeros puros. A
massa molar contribuiu para aumentar a viscosidade, em altas e baixas taxas de
cisalhamento, das misturas LDPE/HDPE0,4, com e sem alumínio. Nas misturas com
LDPE/HDPE5,0, com e sem alumínio, as longas ramificações do LDPE contribuíram
para aumentar a viscosidade. Pode-se sugerir que a extrusão dessas misturas pode
ser realizada nos mesmos equipamentos usados para os polímeros puros.

O módulo elástico e o de perda das misturas não foram alterados pela presença
do alumínio. A adição de HDPE0,4 contribuiu para aumentar as propriedades
viscoleásticas. Nas misturas LDPEv/HDPE5,0 a adição de HDPE5,0 proporcionou
redução no módulo elástico.
O módulo de relaxação das misturas LDPEv/HDPE0,4 e LDPEAl/HDPE0,4 aumentou com a adição do HDPE0,4. Isto sugere que a massa molar contribuiu para
aumentar o módulo de relaxação. Nas misturas com HDPE5,0 as ramificações longas
do LDPE proporcionaram aumento no módulo de relaxação.
6. SUGESTÕES
Avaliar a cristalinidade de todas as misturas por análise de raios X.
Avaliar a massa molar e a distribuião de massa molar por cromatografia de
permeação em gel.
Realizar cinética de cristalização por microscopia ótica para avaliar a
cristalização dos polietilenos.
Avaliar a morfologia das misturas LDPEAl/HDPE através de microscopia
eletrônica de varredura.
Avaliar o LDPEAl com resíduos de papel e realizar misturas com os HDPE
utilizados nessa Tese.
Realizar misturas do LDPEAl com HDPE reciclado, para avaliar as propriedades
mecânicas, térmicas e reológicas e compará-las com os dados obtidos nesta
Tese.
Realizar ensaios de reometria elongacional para todas as misturas para avaliar
a viscosidade elongacional.
Realizar o processo de extrusão sopro para obter embalagens das misturas
LDPEv/HDPE0,4, LDPEAl/HDPE0,4. LDPEv/HDPE5,0 e LDPEAl/HDPE5,0.
Avaliar a permeabilidade a solvente e dissipação de eletricidade estática das
misturas.
7. REFERÊNCIAS
ALBANO, C., et. al. Mechanical and morphological behavior of polyolefin blends in the
presence of CaCO3. Composite Strucures, v. 48, p49-58, 2000.
Arnal, M.L.; Sánchez, J.J.; Müller, A.J. Miscibility of linear and brnched polyethylene
blends y thermal fraction: use of the sucessive self-nucleation and annealing (SSA)
technique, Polymer, v. 42 p 6877-6890, 2001.
Standard Test Method for Tensile Properties of Plastics, ASTM D 638 (1991).
Standard Test Method for Determining the Pendulum Impact Resistence of Notched
Specimens of Plastics, ASTM 256 (1993)
Standard Test Method for Flow Rate of Thermoplastics by Extrusion Plastometer,
ASTM D 1238 (1993).
Standard Test Method for Ash Content in Plastics, ASTM D 5630 (1991).
AUSIAS, G., AGASSANT, J.F., VINCENT, M.rehology of short glass fiber reinforced
polypropylene. The Society of Rheology, p. 525-541, 1992.
Barrera, M.A, et. al. Melt Flow Index on High Molecular Weight polyethylene: A
comparative study of experiments and simulation. Journal of Materials Processing technology, v.174, 171-177 (2006)
BOMASL, Y., GODARD, P.Melt viscosity of calcium-carbonate-filled low density
polyethylene:influence of matrix-filler and particle-particle interactions. Polymer Engineering and Science, v. 36, p 237-243.
BRETAS, R.E.S., Reologia de polímeros fundidos. São Carlos: EdUFSCAR, 2000.
196 p.
CARREAU, P.J.; De Kee, C.R.D.; Chabra, R.P. Rheology of polymeric systems: principles and aplications. Munich:Viena:New York, Hanser-Gardner, 1997. 520 p.
CERQUEIRA, M.H. Processamento do compósito LDPE/Al proveniente da reciclagem de embalagens cartonadas e desenvolvimento de suas modificações com fibra de madeira. 2006, p. 96. Dissertação (Mestrado em Ciências),
Universidade Federal de São Carlos, São Carlos, São Paulo, 2006. Orientador: José
Augusto Agnelli.
CHARTOFF, R. P., ERIKSEN, E. H., “Rheological properties os amorphous polymers
containing platelet fillers”, In: “Polymer Composites: Proceeding”, 28th
Microsymposium.
COMPROMISSO EMPRESARIAL PARA RECICLAGEM, Fichas Técnicas. Disponível
em: http://www.cempre.org.br/fichas_tecnicas.php?lnk=ft_emp_longa_vida.php.
Acesso em: 16. out. 2007.
DEALY, J.M.; WISSBRUN, K.F. Melt Rheology and its role in plstics processing.
New York:Van Nostrand Reinhold,1989. 665 p.
FONSECA, C.A., HARRISON, I.R., (1998) An investigation of co-crystallization in
LDPE/HDPE blends using DSC and TREF. Thermochimica Acta, v. 313, 37-41.
FU, Q., MEN, Y., STROBL, G. Understanding of the tensile deformation in
HDPE/LDPE blends based on their crystal structure and phase morphology. Polymer, v. 44, 1927-1933. 2003
GAHLEITNER, M.; BERNREITNER, K.; NEIBL, W. Correlations between rheological
and mechanical properties of mineral filled polypropylene compounds, Journal of Apllied Polymer Science, v. 53, 283-289, 1994.
GARCIA-REJON, A., ALVARE, C. Mechanical and flow properties of high-density
polyethylene blends. Polymer Engineering and Science, v. 27, p 640- 646, 1987.
GUERRINI, L.M., PAULIN, P.L., BRETAS, R.E.S., Correlação entre as propriedades
reológicas, óticas e a morfologia de filmes soprados de LLDPE/LDPE. Polímeros:
Ciência e Tecnologia, v. 14, n. 1, p . 38 – 45, 2004.
GONZÁLEZ J., et. al. Effects of coupling agents on mechanical and morphological
behavior of the PP/HDPE blend with two different CaCO3. European Polymer Journal, v. 38, p. 2465–2475, 2002.
GUNGOR, A. The physical and mechanical properties of polymer composites filled with
Fe powder, Journal of applied Polymer Science, v. 99, 2438-2442, 2006.
______ Mechanical properties of iron powder filled high density polyethylene
composites. Materials and Design, v. 28, p. 1027-1030, 2007.
HAWORTH, B., RAYMOND, C.L., SUTHERLAND, I. Polyethylene and compounds
mineral fillers modified by acid coating . 2: Factors influencing mechanical properties.
Polymer Engineering and Science , v. 41, 1345-1363, 2001.
KILIK, R., DAVIES, R. Mechanical properties of adhesive filled with metal powders, Int.
J. Adhesives, v. 9, p. 224-227, 1989.
KWON, S., et al. Tensile property and interfacial dewettingin the calcite filled HDPE,
LDPE, and LLDPE composites. Polymer, v. 43, p. 6901-6909, 2002.
LENOV, A.I. On the rheology of filled polymers. The Society of Rehology, 1039-1068,
1990.
LOHSE, DJ., et. al. Well-defined, model long chain branched polyethylene. 2. Melt
rheological behavior, Macromolecules, v. 35, p. 30066-3075, 2002.
LOPES, C.M.A., Blendas de poli(tereftalato de etileno) e polietileno de baixa densidade contendo alumínio: um material proveniente de embalagens. 2003.
Tese (Doutorado em Ciências) – Instituto de Química, Universidade Estadual de
Campinas, Campinas, São Paulo, 2003. Orientador: Maria Isabel Felisberti.
LIANG, J.Z., LI, R.K.Y, TJONG, S.C. Morphology and tensile properties of glass bead
filled low density polyethylene composites, Polymer testing, v. 16, p. 529-548, 1997.
______, Ness, J.N. Sutidies on melt flow properties of low density and linear low
density polyethylene blends in capillary extrusion. Polymer testing, v. 16, p. 173-184,
1997.
______Characterisitcs of melt shear viscosity during extrusion of polymers. Polymer testing, v. 21, p. 307-311, 2002.
______ Characteristics of melt shear viscosity during extrusion of polymer. Polymer Testing, v. 21, p. 307-311, 2002.
LIU, C.; WANG, J.; HE, J. Rheological and thermal properties of m-LLDPE blends with
m-HDPE and LDPE. Polymer, v.43, p. 3811-3818, 2002.
Luyt, A.S., MOLEFI, J.A., KRUMP, H.Thermal, mechanical and eletrical properties of
copper powder filled low-density and linear low-density polyethylene composites,
Polymer Degradation and Stability, v. 91, p1629-1636, 2006.
MANO, E.B., Polímeros como Materiais de Engenharia, São Paulo, Edgar Blücher
LTDA, 2000, 197 p.
MARINHO, J.R.D., Macromoléculas e polímeros.
MINICK, J., MOET, A., BAER, E., Morphology of HDPE/LDPE blends with different
thermal histories. Polymer, v. 36, p. 1923-1932, 1995.
MORAWIEC, J., et.al. Preparation and properties of compatibilized LDPE/ organo-
modified montmorillonite nanocomposites, European Polymer Journal, v. 41, p. 1115-
1122, 2005.
MUNARO, M., AKCELRUD, L.C., Correlation between morphology and thermal-
mechanical properties of HDPE/LDPE blends, XI Internacional Macromolecular
Colloquium . In: 6th Internacional Symposium on Natural Polymers and Composites.
NIELSEN, L.E. Mechanical properties of polymer. Reinhold Publishing Corporation,
New York, Amsterdam, London, 1962.
______ Mechanical properties of polymers and composites New Yor, Marcel
Decker, Inc., 1974
______ Polymer rehology. New York, Marcel Decker, 1977.
OSMAN, M.A.; ATALLAH, A., Interparticle and particle-matrix interactions in
polyethylene reinforcemente and viscoelasticity, Polymer, v. 46, p. 9476-9788, 2005.
OTTENBRITE, R. Current Topics in Polymer Science, Rheology and Processing / Multiphase Systems, Hanser Publishers, Munich, Vienna, New York, 1987.
PAULA, M.M.S., et al. Characterization of aluminized polyethylene blends via
mechanical recycling. Materials Science and Engineering:A, v. 403, p. 37-41, 2005.
PÉREZ, R, ET. AL. Basic and applied rheology of m-LLDPE/LDPE blends: Miscibility
and processing features. Polymer, v. 46, p. 8045-8053, 2005.
PRENTICE, P. Rheology and its role in plastics processing – Rapra Review
Reports. Rapra Technology, 1995
RICHARDSON, M.J. DSC on polymers experimental conditions. In: MATHOT,
V.B.F.Calorimetry and thermal analysis of polymers. Hanser Publishers, Munich,
1994, p. 103.
ROHN, C.L. Analytical Polymer Rheology: structure-processing-property relationsships. Munich:Viena : New York, Hanser-Gardner,1995. 314 p.
RUN. R, GAO, J., Z. L. Nonisothermal crystallization and melting behavior of
mPE/LLDPE/LDPE ternary blends. Thermochimica Acta, v.429, p. 171–178, 2005
RUSU, M., SOFIAN, N., RUSU, D. Mechanical and thermal of zinc powder filled high
density polyethylene composites. Polymer Testing, v. 20, p. 409-417, 2001.
SOUSA, P. S. B.; Propriedades reológicas de termoplásticos carregados. 1989.
Dissertação de Mestrado, Centro de Ciência e Tecnologia, Universidade Federal de
São Carlos, 1989.
STADLER, F., J., KASCHTA, J., MÜNSTEDT, H. Thermorheological behavior of
various long-chain branched, Macromelecules,
SUWANPRATEEB, J. Calcium carbonate filled polyethylene: correlation of hardness
and yield stress. Composites Parte A: Applied science and manufacturing, v. 31, p.
353-359, 2000.
TAVMAN, I.H., Thermal and mechanical properties of aluminum powder filled hig-
density polyethylene composites. Journal of Applied Polymer Science, v. 62, p.
2161-21-67, 1996.
______ Thermal and mechanical properties of copper powder filled poly(ethylene)
composites. Powder Technology, v. 91, p. 63-61, 1997.
UTRACKI L.A. Polymer Alloys and blends: thermodynamics and rheology.
Munich, Vienna, New York: Hanser, 1989.
VEGA, J.F., et al. Comparison of the rheological properties of metallocene-catalyzed
and conventional high-density polyethylenes, Macromolecules, v. 29, p. 960-965,
1996
VINOGRADOV, C.V., Malkin, A.Y. Rheology of polymers. Mir Publishers Moscow,
Springer-Verlag, Berlin, Heidelberg, New York, 1980.
VOGEL, A.I. Química Analítica Qualitativa. Editora Mestre Jou, São Paulo, 1981.
665p.
VON Z. F., Neves, F.,Reciclagem do alumínio e polietileno presente nas embalagens
cartonadas Tetra Pak. Artigos Técnicos, Tetra Pak, 2000.
WIGNALL, G.D., et. al. Morphology of blends of linear and long-chain-branched
polyethylenes in the solid state: A study by SANS, SAXS and DSC. Macromolecules,
v. 28, 3156-3167, 1995.
WONG, A.C.Y. Heat deflection characteristics of polypropylene and polypropylene
/polyethylene binary systems, Composites: Part B, v. 34, p. 199–208, 2003.
WU, T.; Li, Y., Wu.; G., Crystalline structure and phase strucuture of mLLDPE/LDPE
blends, Polymer, v. 46, 3472-3480, 2005.
XU, J, et. al. Dynamic rheological behaviors os metallocene-based ethylene-butene
copolymers and their blends with low-density polyethylene. European Polymer Journal, v. 38, p. 365-375, 2002.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo


















