Atölye Raporu
106
FREZELEME Frezeleme, çok sayıda kesme kenarına sahip dönen bir kesici takım ile iş parçası arasında bağıl hareketle talaş kaldırma işlemidir. Frezeleme işleminin karakteristik özelliği kesici takımın her bir kesici dişinin ayrı ayrı küçük parçalar halinde talaş kaldırmasıdır. FREZE MAKİNELERİ MİLLE ÇALIŞANLAR LİNEAR MOTORLA ÇALIŞANLAR -FZ 22W -DMC 75V -MH 600U -DMC 75V (5 eksenli) -MH 600E -DMC 64V -HAAS VF-2 -TAKSAN TMC 700V -DMU 200P (Deckel Maho) -HURON KX30 Kullanılan kesici uçlar; Punta: Noktalama yapar. Matkap: Delme işlemini yapar. 1
-
Upload
ceyda-yavas -
Category
Documents
-
view
1.311 -
download
1
Transcript of Atölye Raporu

FREZELEME
Frezeleme, çok sayıda kesme kenarına sahip dönen bir kesici takım ile iş parçası arasında
bağıl hareketle talaş kaldırma işlemidir. Frezeleme işleminin karakteristik özelliği kesici
takımın her bir kesici dişinin ayrı ayrı küçük parçalar halinde talaş kaldırmasıdır.
FREZE MAKİNELERİ
MİLLE ÇALIŞANLAR LİNEAR MOTORLA ÇALIŞANLAR
-FZ 22W -DMC 75V
-MH 600U -DMC 75V (5 eksenli)
-MH 600E -DMC 64V
-HAAS VF-2
-TAKSAN TMC 700V
-DMU 200P (Deckel Maho)
-HURON KX30
Kullanılan kesici uçlar;
Punta: Noktalama yapar.
Matkap: Delme işlemini yapar.
Frezeler: Yüzey işlemleri ( Düz alandan talaş kaldırılır.)
Kılavuz: Delinen matkaplara diş çekmek için kullanılır.
Rayba: Çok hassas delik işlemek için, esnekliği daha az.
Talaşı atmak ve çakıyı soğutmak için kullanılan sıvı 22-25 derece arasında olmalıdır.
Mengene: Bağlama aparatı
Freze Bıçaklarının Gereçleri
-Freze bıçaklarının üç temel tip yapısı vardır. Bunlar;
-Tek parça
-Takma bıçaklı
-Döndürülebilir takma uçlu
1

FZ22 W CNC DİK İŞLEME MERKEZİ
Üretici: Chiron/Almanya
İşlemler: Frezeleme, Diş çekme
Tezgah Özellikleri
o Dikey işleme merkezi
o Aynı anda 3 eksen kontrolü
o 36 takımlı otomatik magazin
o Maksimum eksen kursu
o X:630mm y:400mm z:425mm
o Hassasiyeti 10 mikron
o Döner tablalı bir makinadır. Seri imalatta kullanılabilir.
o Pinomatik sistemle çalışıyor (Pinomatik: Hava ile çalışan sistem)
o Talaşı atmak ve çakıyı soğutmak için özel bir yağ ve suyun karışımı olan CF2000
Blazer yağı kullanılır.
MC 600 CNC DİK İŞLEME MERKEZİ
Üretici: Deckel Maho
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgah Özellikleri
o Yatay ve dikey işleme merkezi
o Aynı anda 4 eksen kontrolü
o Beş yüzden işlem yapabilme
o 78 takımlı otomatik magazin
o Otomatik eksen kursu
o X:660mm y:500mm z:600mm
o Hassasiyeti: 6 mikron
2

o Kontrol ünitesi sinumerik. Bilgisayara bağlı çalışabiliyor.
o Hem hidrolik hem de pinomatik sistemle çalışabiliyor. (Hdrolik sistem: basınçlı
yağ yardımıyla pistonlar hareket ediyor.)
o Soğutma ısısı klimalı çalışıyor. Sıcaklık istenilen derecede sabit tutulabiliyor.
o Elektronik ölçüm yapabilen probe bulunur.
o Hareketli tablada demir malzeme genelde kullanılmaz. Çünkümalzemeyi kesmek
için daha çok güç harcanır ve tezgah oynar, yıpranır. Alüminyum için daha
uygundur.
MH 600E CNC İŞLEME MERKEZİ
Üretici: Deckel Maho/ Almanya
Yılı:1994
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgah Özellikleri
o SK40, 5000 rpm iş mili
o 700*450*400 mm eksen hareketleri
o Dikey ya da yatay işleme merkezi olarak çalışma
o 20 takımlı otomatik takım magazini
o Philips CNC 532 kontrol sistemi
3

HAAS VF-2 YÜKSEK HIZ
CNC DİK İŞLEME MERKEZİ
Üretici: HAAS / Amerika
Yılı:2005
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgâh Özellikleri
o BT40 15000 rpm iş mili
o 762*406*500 mm eksen hareketleri
o HAAS motorla 68030 kontrol sistemi
o Grafit, toz emme ve tezgah içi pozitif basınç
o 20 takımlı otomatik magazin
o Eş zamanlı 4 eksen takılabilme özelliği
o Hassas yüzey için hava üfleme özelliği
o Tüm eksenlerde JIS’a göre ±5,1 mikron pozisyonlama hassasiyeti
TAKSAN TMC 700V
CNC DİK İŞLEME MERKEZİ
Üretici: Taksan /Türkiye
Yılı: 1999
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgah Özellikleri
o BT40, 6000 rpm iş mili
o Eksen hareketleri x:700 y:450 z:550 mm
o Siemens sinumerik 8100 kontrol sistemi
4

o 16 takımlı otomatik magazin
o ±0,03 hassasiyetle çalışabilir.
o Diş çekme için kullanılmıyor.
C.B FERRARI A-17
CNC DİK İŞLEME MERKEZİ
Üretici: C.B Ferrari / İtalya
Yılı: 1996
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgah Özellikleri
o SK 40, 5000 rpm iş mili
o Eş zamanlı 5 eksen hareket edebilme (0,001 skalalı divizör ve 180 derece döner kafa)
o 700*450*400 mm eksen hareketleri
o CNC ELEKSA E500 kontrol sistemi
o 21 takımlı otomatik magazin
o 40000 rpm yüksek hız ek kafa opsiyonu
DMU 200P
YÜKSEK HIZ CNC İŞLEME MERKEZİ
Üretici: DMG/ Almanya
Yılı: 2003
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgah Özellikleri
5

o HSK A-63, 18000 rpm iş mili
o 1800*2000*1100 mm eksen hareketleri
o Eş zamanlı 5 eksende çalışabilme (360 derece dönen 0,001 skalalı döner tabla, 90
derece dönebilen 0,001 skalalı döner kafa)
o Heidenhain iTNC 530 kontrol sistemi
o Renishaw MP10 otomatik dijital probe
o 60 takımlı otomatik magazin
o 0,001 mikron ölçüm sistemi kararlılığı
o 5000 kg’a kadar parça bağlayabilme
o Tüm eksenlerde VDI/DGQ 3441’e göre 8 mikron pozisyonlama hassasiyeti
HURON KX30
YÜKSEK HIZ CNC DİK İŞLEME MERKEZİ
Üretici: HURON/ Fransa
Yılı: 2005
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgah Özellikleri
o HSK A-63, 18000 rpm iş mili
o 1800*1000*550 mm eksen hareketleri
o Sinumerik 840D kontrol sistemi
o MH otomatik dijital probe
o 20 takımlı otomatik magazin
o İş mili titreşim sensörü, köprü tipi eksenler
o Hassas yüzey için hava üfleme ve mikro sprey özellikleri
o VDI/DGQ 3441’e göre x’de 4 y’de 1.8 z’de 1.3 mikron pozisyonlama hassasiyeti
6

DMC 64V YÜKSEK HIZ
CNC DİK İŞLEME MERKEZİ
Üretici: DMC/Almanya
Yılı: 2007
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgah Özellikleri
o 18000 rpm iş mili
o 640*600*500 mm eksen hareketleri
o Sinumerik kontrol sistemi
o Otomatik dijital probe
o 20 takımlı otomatik magazin
o Hassas yüzey için hava üfleme ve mikro sprey özellikleri
DMC 75V YÜKSEK HIZ
CNC DİK İŞLEMEM MERKEZİ
Üretici: DMG/Almanya
Yılı: 2005
İşlemler: Frezeleme, Delik delme, Diş çekme
Tezgah Özellikleri
o HSK A-63, 18000 rpm iş mili
o 750*600*560 mm eksen hareketleri
o Heidenhain ITNC 530 kontrol sistemi
7

o Renishaw MP10 otomatik dijital probe
o 30 takımlı otomatik magazin
o Tüm eksenlerde lineer motor teknolojisi
o 300m/dak ilerleme, 2g ivmelenme kapasitesi
o Hassas yüzey için hava üfleme ve mikro sprey özellikleri
o Hassasiyet, hız ve yüzey kaliteleri için aplikasyon döngüleri
o Tüm eksenlerde VDI/DGQ 3441’e göre 5 mikron pozisyonlama hassasiyeti
MALZEMENİN ÜRETİMİNDEKİ AŞAMALAR
1. Sıfır noktası 93,5*139,4*61 ölçülerindeki malzemenin merkezi kabul edilerek
frezeleme tezgahlarından 3 eksenli DMC 75V kullanılarak mengeneye yerleştirilir.
Talaş kaldırma işlemleriyle malzemenin kabaca şekli oluşturulur. (x:86 y:130 z:54)
şekil
2. Daha sonra malzeme 5 eksenli DMC 75V freze tezgahına dik şekilde konularak iç
yüzey işlenir. Tablanın dönmesiyle diğer iç yüzey simetrik şekilde işlenir. (Spindle’ın
90 derece hareket etmesinden yararlanılarak.) Spindle konumunu değiştirmeden 90
derecede kalarak iç yüzeylerdeki delikler delinir ve üstünden kılavuz geçilerek dişler
oluşturulur. 4 tane M3*1,5D helicoil delikler delinir.
3. Magazini değiştirilerek baş 76,5 drece döndürülür. Döner tabla hareketiyle dört yüzey
de işlenir. 45 derecelik pah kırmak için de baş 45 derece konumuna getirilir. Tabla
dönüşüyle parçanın yeri değiştirilmeden iki yüzey de işlenir.
4. Son olarak parça çıkartılıp tersten mengeneye yerleştirilir. Baş dikey konuma
getirilerek 8*Ø6,4 ± 0.1 hassasiyetinde olacak şekilde 6,4’lük matkapla delikler açılır.
Köşelere R4 olacak şekilde pah kırılır.
NOT:
3 ve 5 eksenli tezgahların kullanılmasındaki amaç: Aynı anda iki makinede de üretim
yapılacağından zaman tasarrufu sağlar.
8

5 eksenli tezgahı kullanmadaki amaç: Teknolojik olarak gelişmiş olması. Parçanın
yerini değiştirmeden baş ve tablanın dönme özelliğinden yararlanarak ölçülerin daha
hassas olmasını sağlamak ve malzemeyi hızlı işlemek.
Dezavantaj: istenilen toleranslar yüksek olduğu için hassas bir makinede işlemek
gereli olmayabilir. Sadece 3 eksenli makineleri kullanarak çok daha uzun sürede,
parçanın yerini daha sık değiştirerek de yapmak mümkündür.
SEÇİM VE UYGULAMA METODU
1-İşleme tipi tanımlanır;
- Yüzey frezeleme
- 90 derece kenar ferzeleme
- Profil frezeleme
- Kanal frezeleme
Verimlilik, güvenirlilik ve kalite açısından en uygun takım seçilir.
2- Malzeme tanımlanır;
- Çelikler
- Paslanmaz çelikler
- Dökme demirler
- Alüminyum
- Isıl dirençli ve titanyum alaşımlar
- Sertleştirilmiş malzemeler
- Bakır ve bakır alaşımları
- Grafit
3- Freze tasarımı seçilir;
Uygulama için hangi freze tasarımının en verimli olacağına karar verilir.
4- Freze seçilir;
- Freze ağız sayısı ve montaj tipi seçilir.
- Kullanma mesafesinin uzun olduğu ve rijit olmayan koşullar için seyrek ağızlı (2 ve 3
ağızlı) bir freze seçilir.
9

- Kısa talaş oluşturan malzemelerde sık ağızlı bir freze kullanılır. Sert malzemelerde yüzeyi
ve ölçüyü daha iyi çıkartmak için sık ağızlı freze kullanılır. Sık ağızlı freze kullanılması aynı
zamanda takım ömrünün daha fazla olması ve yüzeyin parlak çıkmasını da sağlar.
5- Kesici uç seçilir;
Geometri L : Hafif
Düşük kesme kuvveti / Tezgah gücü gerektiren hafif talaş işlemleri için
Geometri M : Orta
Karma üretim için ilk tercih
Geometri H : Kaba
Kaba operasyonlar, dövme, cüruflu yüzey ve titreşimler için
Yüksek verimlilik için kesici uç kalitesi seçilir. Alüminyum ve çelik için ayrı kesici uçlar
kullanılır. Yumuşak malzemelerin çakısının açısı daha fazladır. Kesici ucu bozmamak ve
kaliteli yüzey elde etmek için en uygun kesici uç seçilmelidir.
10

FREZE TEZGAHLARININ İŞLEYİŞİ
Tasarlanan parçaların Cad resmi, üretilecek parça için en uygun tezgâha gelir. Ham
malzeme boyutları belirlendikten sonra malzeme ambardan alınarak istenilen ölçülerde
kesilir. Ham malzeme boyutları belirlenirken değişik parametrelere dikkate alınır. Bunlar;
malzemenin cinsi, ısıl işlem görmesi, işlenilen formu ve en önemlisi malzemenin fire
vermeden verimli bir şekilde kullanılmasıdır. Dolayısıyla her parçaya göre değişik değerler
belirlenir. (0,2 – 8 mm arası)
Tezgaha gelen bilgisayar destekli üretim formu Cad CAM’den hazır programın
geldiğini gösterir. Bu formun üzerinde malzemenin cinsi, çerçeve boyutları, ham malzeme
boyutları, yapılacak tezgah, takım sayısı ve numaraları, kullanılacak takımlar ve sırası,
malzemenin ortalama işlenme süresi, malzemenin bağlama şekli, belirlenen x,y,z referans
noktaları ve yapılması gereken işlemler sırasıyla belirtilmiştir. Tezgaha gelen malzeme
yapılacak işlemler göz önünde bulundurularak mengeneye uygun bir şekilde bağlanır.
Öncelikle yüzeyin temizlenmesi isteniyorsa 0,1- 0,7mm arası talaş kaldırılarak yüzeyler
temizlenir. İstenmiyorsa tezgah özelliğine göre otomatik veya manual probe’larla yüzey
düzlemselliği sağlanır. Belirlenmiş referans noktası x,y,z alınır. Takımlar kontrol edilir,
gerekliyse numaraları değiştirilir ve program çalıştırılır.
Üretilen ilk parçanın ölçüleri manual veya parçanın hassasiyetine göre CMM’de
kontrol edilir. Tolerans dışına çıkmış kısımlar veya yapılması gereken değişiklikler varsa
düzeltilir. Programda gerekli değişiklikler yapılır. Tüm ölçüler uygunsa parçanın istenilen
sayıda üretimine devam edilir.
11

4 ve 5 eksenli freze tezgahlarına gelen parçalar genellikle daha hassas parçalardır.
Parça yerinden oynatılmadan yan yüzeyler tabla hareketi (5 eksenliler için) ve spindle’ın
oynatılmasıyla kolayca işlenir.
FREZE TEZGAHLARINDA KULLANILAN KESİCİ TAKIMLAR
1- PARMAK FREZE (FREZE ÇAKISI)
HSS (Yüksek hız çeliği ): Sulandırılmamış yumuşak malzemeler için kullanılır.
KARBÜR (Elmas – Solid karbür):Yumuşak, sert her türlü malzeme için kullanılır.
Titanyum kaplı karbür freze: Yumuşak ve sert malzemelerde kullanılır.
Kaplamasından dolayı daha dayanıklıdır.
Parmak ferzeler metal yüzeylerin işlenmesinde ve delinmesinde kullanılır. Parmak frezeler
2-3-4 ağızlı ve kaba talaş kaldırma olarak sınıflandırılır. Kendi aralarında ise kısa, uzun,
ekstra uzun olarak çeşitlendirilir. 2 ve 3 ağızlı freze çakıları alüminyum gibi yumuşak
malzemelerde kör ve köşe yüzeylerden talaş kaldırmada kul1anılırken 4 ağızlı freze çakıları
ise sert malzemelerde ve daha temiz yüzey çıkarmada kullanılır. Parmak ferzede 1- 25 mm
aralığındaki çaplar kullanılır.
2-MATKAPLAR
HSS (Yüksek hız çeliği ): Sulandırılmamış yumuşak malzemeler için kullanılır
KARBÜR (Elmas – Solid karbür):Yumuşak, sert her türlü malzeme için kullanılır.
Titanyum kaplı matkap: Yumuşak ve sert malzemelerde kullanılır. Kaplamasından
dolayı daha dayanıklıdır.
Matkaplar metal yüzeylerin delinmesinde kullanılır. Uzun ,kısa , sağ ve sol matkaplar olarak
sınıflandırılır. Sol matkaplarda tornada otomat tezgâhlarında kullanılır.
3-TESTERE FREZE
12

HSS (Yüksek hız çeliği ):Sulandırılmamış yumuşak malzemeler için kullanılır.
KARBÜR (Elmas – Solid karbür):Yumuşak, sert her türlü malzeme için kullanılır.
Metal yüzeylere kanal açmada kullanılır. Kullanım aralığı çap 30 ile 160 mm arasındadır.
4-MAKİNA RAYBALARI
HSS (Yüksek hız çeliği): Sulandırılmamış yumuşak malzemeler için kullanılır.
Raybalar delinmiş deliklerin daha hassas, temiz yüzeyli ve prüzsüz çıkmasını sağlar. Raybalar
düşük devir ve ilerleme ile daha az talaş alarak geçer. Makine raybaları çap 1,19 – 21 mm
aralığında kullanılır.
5-KILAVUZ
HSS (Yüksek hız çeliği ): Sulandırılmamış yumuşak malzemeler için kullanılır.
Deliklerde diş çekmede kullanılır. Ezme, metrik, whitworth, helicoil olmak üzere
sınıflandırılır. M1,4 – M45 aralığında kullanılır.
6- KATER UÇLARI (INSERT)
Torna ve freze tezgahlarında kullanılır. Talaş alma amaçlı kullanılır. Yumuşak ve sert
malzemeler için ayrı kater uçları vardır. Kesici kater uçları bozulduğunda değiştirilip yerine
yenisi takılabilir. Takım tutucu atılmaz. Fakat parmak frezeler daha çabuk yıpranır ve takım
bileme tezgahında bilense bile eski randımanını tam olarak vermez.
7-T FREZELER
Kanal açmada kullanılır.
13

KESİCİ TAKIMLARIN TAKIM TUTUCUYA BAĞLANMASI
1-SANDVIK
Sandvık’de pens, yağ basıncı ile sıkıştırılıp açılarak kesici uçlar sabitlenir. Basınç ayarı pens
açılırken 800 sıkarken ise 500 bara getirilerek yapılır.
2-TRIBOS
Tribos’da pens, hava basıncı ile sıkıştırılıp açılarak kesici uçlar sabitlenir. Basılan hava
sıkmaya değil pensi açmaya yarar. Her pense üzerlerinde yazan farklı barlar uygulanır.
3-SHRINK
Shrink’de pens, belirli miktarda ısı verilerek sıkıştırılır veya açılır. Böylece kesici uçlar
sabitlenir. Her çap için farklı sürelerde ısı verilir; küçük çaplarda daha azken büyük çaplarda
bu süre uzar. Kullanılan kesici uçlar elmastır. Yumuşak çakılarda bu sistem kullanılmaz;
çünkü ısı verildiğinde çakı adaptöre yapışır. Isınan kesici uç ve adaptör; ısıyı çeken ve çabuk
soğuyan özel bir malzemenin içinde soğutulur.
TAKIMIN BALANCE AYARI
Balance ayarı, tezgahın kafasını ve kesici takımı bozmamak için malzeme işlenirken oluşacak
titreşimi belirli bir ayarda tutmaya yarar. Hassas işlerde mutlaka balance ayarı yapılmalıdır.
Takım önce dijital tartıda tartılır. Daha sonra Zoller Tool Balance ölçüm makinasına değerler
girilerek takımın dengesi kontrol edilir. Tezgâhlarda genellikle 6000 devirin üstüne çıkılacağı
14

zaman balance ölçümü yapılır. Ölçüm göstergelerinde G≤16 olduğu durumlar takımın balance
kalitesinin iyi olduğunu gösterir. Balance ayarı bozuk olduğunda ise ekranda takımın ancak
düşük devirlerde çalıştırılabileceği görülür (0–1000 devir arası). Kesici takım ve adaptör
tekrar temizlendiğinde ve hassas bir şekilde kesici adaptörden çıkartılıp tekrar takıldığında
değerler yeniden kontrol edilir. Yapılan işlem sonrasında devir sayısında az da olsa artış
beklenir. Bu artış maksimum 2000 devire kadardır. Bu durumda takım ya uygun görülen
devirde çalıştırılmalı; ya da devir sayısının 18000’lere ( maksimum devir sayısı) kadar çıkması
isteniyorsa balance ölçerin gösterdiği yerden takıma istenilen boyda delik delinerek dengesi
sağlanmalıdır.
TORNALAMA
Tornalama, genellikle bir torna tezgahında, dönen bir iş parçası üzerinden kesici
takımın hareketi ile dış yüzeyden talaş kaldırma işlemidir. Delik tornalama ise aynı işlemin
delik iç yüzeyine uygulanmasıdır.
Genellikle, bazı diğer talaş kaldırma işlemleri tornalama ile birlikte yapılır. Bunlar;
alın tornalama, delme, delik tornalama, raybalama, kılavuz çekme, vida açma, pah kırma ve
tırtıl çekme işlemleridir.
Tornalama işlemi iki biçimde yapılabilir. Bunlardan birincisinde parça aynaya
bağlanıp punta ile desteklenir. Uzun parçalar bu biçimde bağlanır. Diğerlerinde ise parça
punta ile desteklenmeden doğrudan aynaya tutturulur. Takoz şeklinde kısa parçalar bu şekilde
bağlanır.
Genel Özellikleri
1. Tornalarda iş parçası ayna veya pens sistemi ile bağlanır.
2. Delik içine diş çekilecekse bu işlem ya kılavuz ya da özel diş çekme kalemleri ile
yapılır.
3. Dış çapa diş çekilecekse bu işlem ya pafta ile ya da özel diş kalemleri ile yapılır.
15

SCHAUBLIN 102 CNC
Üretici: İsveç
İşlemler: Tornalama, Pafta çekme, Delme, Diş çekme
Tezgah Özellikleri
o 2 eksenli hareket (x ve z)
o Soğutma ve talaşları temizlemede bor yağı yerine makine yağı kullanılıyor.
o Pinomatik ve hidrolik sistemle çalışıyor.
o Küçük parçaları işlemede kullanılıyor.
o Pafta çekme (dışa kılavuz çekme), tırtıl çekme, kanal açma özelliklerine sahip
o Malzeme boyutu ve cinsine göre kullanılacak aparat değişir. Küçük çaptaki diş
çekmeler için özel diş çekme kalemler ya da kılavuz kullanılır(Delik içine). Büyük
çaptaki diş çekmelerde vida kalemi kullanılır.(Dış çapa)
Pantoğraf: özel durumlar için alın açmada kullanılır.
SCHAUBLIN 150
Üretici: İsveç
İşlemler: Tornalama, Tırtıl çekme, Delme, Diş çekme
16

Tezgah Özellikleri
o 3000 devire kadar çıkabilme özelliği
o ±0,01 hassasiyetle çalışır.
o 2 eksenli hareket özelliği
o Dijital göstergeye sahip
o Merkezden kaçık işler bu tezgahta işlenmiyor.
TRAUB STROHM OTOMAT
Üretici: Almanya
Yılı: 1980
İşlemler: Tornalama, Pafta çekme, Delme, Diş çekme,.Tırtıl açma, Kanal açma, Kılavuz
çekme
Tezgah Özellikleri
o Mekanik sistemle çalışır
o 2 eksenli hareket özelliği
o Ağırlıkla çalışıyor.
o Parça kamlı sistemle işleniyor.
o Çok eski olmasına rağmen diğer torna tezgahlarından çok daha hızlı çalışıyor.
CNC TORNA
SUPER QUİCK TURN 10MS
Üretici: Mazak/ Japonya
İşlemler: Tornalama, Frezeleme, Delme, Diş çekme
17

Tezgah Özellikleri
o Tornalama ve C ekseni ile frezeleme (yalnız 1. aynada)
o 2. ayna ile arka yüz işleme
o Otomatik takım aşınması ölçme
o Çubuk yükleme magazini
o Maksimum çubuk çapı: 42mm
o Maksimum tornalama çapı: 230mm
o Maksimum tornalama boyu: 305mm
o Hassasiyeti: ±0,02 mm
CNC TORNA TNC 65 EGY
Üretici: Traub/ Almanya
İşlemler: Tornalama, Frezeleme, Delme, Diş çekme
Tezgah Özellikleri
o Tornalama +C ve Y ekseni ile frezeleme
o Toplam 6, aynı anda 4 eksen
o 2 ayna ile ön ve arkadan işlem
o Otomatik çubuk yükleme
o Kesme yağı sıcaklık kontrolü
o Maksimum çubuk çapı: 65 mm
o Maksimum tornalama çapı: 190 mm
o Maksimum tornalama boyu: 450 mm
o Hassasiyeti:±0,01
o Çok radyuslu kesme takımı kaba işte, az radyuslu kesme takımı ise ince işte kullanılır.
18

SCHAUBLIN 102-CNC’DE TORNALAMA İŞLEMİ
Schaublin 102-CNC torna tezgahına gelen parçalar, genelde boyu 3 metreye kadar
olan uzun malzemelerden üretilir. Parçalar salgı yapmasın diye malzeme üç kollu sistemle
yataklanır. Tezgahtaki pens değiştirilir ve malzeme tezgaha yerleştirilir.
Program başlangıcında malzeme tanımlanır. Üretilecek parçanın maksimum çapı,
çıkacağı en yüksek devir sayısı belirtilir. Finishe bırakılan çaptaki ve boydaki miktarlar
manual şekilde ayarlanır. Malzemeyi itici sistem pinomatik olarak çalışmaktadır. Dayama
olarak ise kesme kaleminin ters yüzeyi kullanılır.
Öncelikle alın silmeden başlanır. Kaba kalemin kesme hızı, ilerlemesi, talaş derinliği
ve seçilen kalem belirlenir. Ardından dış tornalama için aynı değerler belirtilir. Böylece kaba
kalemle alın silinir ve tornalama işlemi biter. Daha sonra finish işlemi yapılır. X’in ve Z’nin
başlangıç ve bitiş noktaları, ilerlemesi girilir ve son olarak alın silinir. Dış çap tornalama
yapılır. Kanal açma varsa; açılacak kanal, kanal kaleminden büyükse kalemin genişliğine
göre program manual olarak yazılır
Alına delik delinecekse matkabın kalınlığı, çapı, girme miktarı, ilerlemesi,
kullanılacak takım, başlangıç ve bitiş noktaları belirtilir.
Kılavuz veya pafta çekilecekse genelde metrik ölçüler istenir. Adımı, kesme hızı,
kullanılacak takım Z’deki başlangıç ve bitiş noktaları belirtilir.
19

Parçanın kesme işleminde, parçanın tam boyu x ve z’nin başlangıç ve bitiş noktaları
belirtilir. Son olarak M9’la soğutma sıvısı kapatılır. M5 ile fener mili durdurulur ve program
sonlandırılır. İlk deneme sonrasında yapılması gereken bir değişiklik varsa düzeltilir, yoksa
program çalıştırılır ve malzeme kontrollü bir şekilde işlenir.
SCHAUBLIN 150’DE TORNALAMA İŞLEMİ
Tornalama işlemi iki biçimde yapılabilir. Bunlardan birincisinde parça aynaya
bağlanıp punta ile desteklenir. (Uzun parçalar bu şekilde bağlanır) Diğerinde ise parça punta
ile desteklenmeden doğrudan aynaya tutturulur. (Takoz şeklinde kısa parçalar bu şekilde
bağlanır)
Schaublin 150 torna tezgahına gelen parçalar, yüzey kalitesi düzgün olması isteniyorsa
parçanın istenilen maksimum çapından 1-3 mm kalın malzeme kullanılması gerekir. Parça
boyutlarına göre ayna veya pense bağlanır. 1-24 arasındaki çaplar genellikle pense
bağlanırken daha büyük çaptakiler aynaya bağlanır.
Parçanın öncelikle alnı temizlenir. Sonrasında boyu, çap kısmı normal boyutlardan
0,3-0,5 mm kalın olacak şekilde alınır. Daha sonra alın ve çaplar istenilen boyutlara gelene
kadar temizlenir.
Parçada açılacak delikler varsa punta matkabıyla alına punta açılır. İstenilen çapın
boyutlarından 0,3-0,6 mm küçük bir matkapla ilk delik açılır. Daha sonra deliğin istenilen çap
büyüklüğündeki bir matkapla tekrar deliğe girilir ve tam ölçüsü alınır.
Eğer iç diş çekilmek istenirse kılavuzla çekilir. (Diş çekilecekse M8, M10, M12 ...
şeklinde gösterilir. Standart dışı adım verilecekse M8*1 , M10*1,5 , M12*1,5 şeklinde
gösterilir. Standart adımları M8*1,25 ve M10*1,5 M12*1,75’dir.)
20

İç diş çekmek için : -Kılavuz
-Diş kalemi (Standart dışı adım veya daha büyük çaplarda)
Dış diş çekmek için: -Pafta (M4 – M5 ‘ler için)
- Diş kalemi (Daha büyük çaplarda)
MAZAK SUPER QUICK TURN 10MS’DE TORNALAMA İŞLEMİ
Super Quick Turn 10 MS torna tezgahına gelen parçalar, genelde boyu 1 metreye
kadar olan uzun malzemelerden üretilir. Parçalar salgı yapmasın diye her malzemeye uygun
bir kovan takılır. Pens değiştirilir ve malzeme tezgaha yerleştirilir.
Program başlangıcında malzeme tanımlanır. Üretilecek parçanın maksimum çapı,
çıkacağı en yüksek devir sayısı, varsa delik çapı, delik boyu, finishe bırakılan çaptaki ve
boydaki miktarlar (Bunlar genellikle X:0,2 Z:0,1 ), çalışma yüzü, eksen yük değerleri girilir.
(Aşırı zorlamada tezgahın durması için) M69 parça itici çağrılır ve dayama programı yazılır.
Parça boyu, 20 mm emniyet mesafesi belirlenir. M8 ile soğutma sıvısı açılır.
Öncelikle alın silmeden başlanır. Kaba kalemin kesme hızı, ilerlemesi, talaş derinliği
ve seçilen kalem belirlenir. Ardından dış tornalama için aynı değerler belirtilir. Böylece kaba
kalemle alın silinir ve tornalama işlemi biter. Daha sonra finish işlemi yapılır. X’in ve Z’nin
başlangıç ve bitiş noktaları, ilerlemesi girilir ve son olarak alın silinir. Dış çap tornalama
yapılır.
Yan delik delinecekse, tezgaha ait, döner takıma uygun çapta matkap yerleştirilir.
Parçanın x ve z değerleri, ilerlemesi belirtilir.
Frezeleme yapılacaksa, tezgaha ait döner takımlara uygun çapta freze takılır.
Frezenin çapı, gireceği derinlik ve ilerlemeler belirtilir. Yapılacak şeklin ölçüleri verilir.
21

Kanal açma varsa; kanal kaleminin genişliği, kanal genişliği, talaş derinliği, başlama
noktası, kanal boyu ve kanal çapı programa girilir. İstenilen düz, pahlı, ya da boşaltıp pah
kırma şekli belirtilir.
Alına delik delinecekse matkabın kalınlığı, çapı, girme miktarı, ilerlemesi,
kullanılacak takım, başlangıç ve bitiş noktaları belirtilir.
Kılavuz çekilecekse genelde metrik ölçüler istenir. Adımı, kesme hızı, kullanılacak
takım Z’deki başlangıç ve bitiş noktaları belirtilir.
Parçanın kesme işleminde ise kesme türü, kesme kalem genişliği, parçanın tam boyu
x ve z’nin başlangıç ve bitiş noktaları belirtilir. Son olarak M9’la soğutma sıvısı kapatılır. M5
ile fener mili durdurulur ve program sonlandırılır. Parça işlenmeden önce similasyon kontrolu
yapılır. Yapılması gereken bir değişiklik varsa düzeltilir, yoksa program çalıştırılır ve
malzeme kontrollü bir şekilde işlenir.
TRAUB CNC TNC 65 EGY ‘DE TORNALAMA İŞLEMİ
CNC TNC 65 EGY torna tezgahına gelen parçalar, genelde boyu 1 metreye kadar olan
uzun malzemelerden üretilir. Parçalar salgı yapmasın diye her malzemeye uygun bir kovan
takılır. Pens değiştirilir ve malzeme tezgaha yerleştirilir.
Program başlangıcında malzeme tanımlanır. Üretilecek parçanın maksimum çapı,
çıkacağı en yüksek devir sayısı, varsa delik çapı, delik boyu, finishe bırakılan çaptaki ve
boydaki miktarlar (Bunlar genellikle X:0,2 Z:0,1 ), çalışma yüzü, eksen yük değerleri girilir.
(Aşırı zorlamada tezgahın durması için) . 15 mm güvenlik mesafesi bırakılır. Dayama
makrosu çağrılır. M8 ile soğutma sıvısı açılır.
Öncelikle alın silmeden başlanır. Kaba kalemin kesme hızı, ilerlemesi, talaş derinliği
ve seçilen kalem belirlenir. Ardından dış tornalama için aynı değerler belitilir. Böylece kaba
kalemle alın silinir ve tornalama işlemi biter. Daha sonra finish işlemi yapılır. X’in ve Z’nin
başlangıç ve bitiş noktaları, ilerlemesi girilir ve son olarak alın silinir. Dış çap tornalama
yapılır. Kanal açma varsa; kanal kaleminin genişliği, kanal genişliği, talaş derinliği, başlama
noktası, kanal boyu ve kanal çapı programa girilir. İstenilen düz, pahlı, ya da boşaltıp pah
kırma şekli belirtilir.
Alına delik delinecekse matkabın kalınlığı, girme miktarı, ilerlemesi, kullanılacak
takım, başlangıç ve bitiş noktaları belirtilir.
22

Yan delik delinecekse, tezgaha ait döner takıma uygun çapta matkap yerleştirilir.
Parçanın x ve z değerleri, ilerlemesi belirtilir.
Frezeleme yapılacaksa, tezgaha ait döner takımlara uygun çapta freze takılır.
Frezenin çapı, gireceği derinlik ve ilerlemeler belirtilir. Yapılacak şeklin ölçüleri verilir.
Kılavuz çekilecekse genelde metrik ölçüler istenir. Adımı, kesme hızı, kullanılacak
takım Z’deki başlangıç ve bitiş noktaları belirtilir.
Parçanın kesme işleminde ise kesme türü, kesme kalem genişliği, parçanın tam boyu
x ve z’nin başlangıç ve bitiş noktaları belirtilir. Tezgâhın 6 eksenli olması özelliğinden
yararlanarak V ekseni yardımıyla 2. ayna 1. aynaya yaklaşarak parçayı sıkar. İki ayna da aynı
hızda ve aynı yönde döner. Daha sonra kesme kalemi parçayı uygun boyda keser ve ikinci
aynada yapılması gereken işlemler devam eder.
Son olarak M9’la soğutma sıvısı kapatılır. M5 ile fener mili durdurulur ve program
sonlandırılır. Parça işlenmeden önce simülasyon kontrolü yapılır. Yapılması gereken bir
değişiklik varsa düzeltilir, yoksa program çalıştırılır ve malzeme kontrollü bir şekilde işlenir.
COAXIAL KONNEKTÖR ADAPTÖR TIRTILI ÜRETİMİNDEKİ AŞAMALAR
1. Prototip üretim olduğu için 1m boyundaki paslanmaz çelik malzeme, dış çapı hazır ise
malzemenin başından 0,2 sonundan 3 mm boşluk bırakacak şekilde CNC Torna TNC
65EGY tezgahına yerleştirilir. Değilse de malzeme önce yüzey boyutlarında işlenir.
(Ø25,4) 3mm boşluktaki amaç kesici takımın kalınlığının 3 mm olmasıdır.
2. İkinci olarak 80 derece R 0,8’lik kaba talaş kalemiyle de üstünden geçilir, yüzey
pürüzsüzleştirilir. Daha sonra ¾ -16 UNF -2A standartlarında diş kalemiyle dış diş
çekilir ve aynı diş kalemiyle 2,7mm’lik boşluk da işlenir.
3. İç deliği delmek için önce puntayla yer belirlenir ve noktalama işlemi yapılır. Sonra
Ø10’luk bir matkapla malzeme boyunca delik delinir.(13,3mm) iç vida kalemiyle diş
çekilir.
23

4. Son olarak ince freze ucuyla (çapı 1’lik çakı ) baştaki kıvrımlar verilir. Arkadaki
kıvrımları ise dış vida kalemiyle çekilir.(çap 5’lik freze ucuyla) bütün işlemler bittiği
için 3mm kalınlığındaki kesici uçla malzeme kesilir ve işlemler biter.
EREZYON MAKİNELERİ
TEL EREZYON DALMA EREZYON
-Delik Delme Tezgahı -Sodick AQ55L Dalma Erezyon
-Robofil 200 Tel Erezyon -Roboform 40 Dalma
-Robofil 510 Tel Erezyon -Charmilles Form 2-LC ZNC Erezyon
Erezyon makineleri; ısıl işlem görmüş, su verilmiş metal parçaları, alüminyum, bakır
ve pirincin işlenmesinde kullanılır.
Atölyede kullanım amacı:
Alüminyum, plastik, silikon ve kesme kalıpların yapımında
Prototip malzemelerin yapımında
24

HD8
DELİK DELME TEZGAHI
Üretici: Charmilles/ İsviçre
Yılı:1998
İşlemler: Delik delme
Tezgah Özellikleri
o 350*250*350mm eksen hareketleri
o 0,3-3 mm arası standart elektrot çapı
o 600*300mm tabla ölçüleri
o Maksimum parça yüksekliği 300mm
o Maksimum parça ağırlığı 500 kg
Kullanım Amacı:
25

Tel erezyon makinelerinde işlenmeden önce ön delik oluşturmak.
Kullanılan elektrot: Bakır + pirinç
(Bakırın iletkenliği yüksek, pirinç ise çok daha dayanıklı bir malzeme)
ROBOFİL 200 CNC TEL EREZYON
Üretici: Charmilles/ İsviçre
Yılı:1990
İşlemler: Tel erezyon
Tezgah Özellikleri
o Eş zamanlı 4 eksende kesim yapabilme
o 900*520*150mm’ye kadar parça kesebilme
o 500 kg’a kadar parça bağlayabilme
o X-Y eksenlerinde 320*220 U-V eksenlerinde 100*100 mm eksen hareketleri
o JIS’a göre 4 mikron pozisyonlama hassasiyeti
o 15 mm/s ilerleme kapasitesi
o Düzgün ısınmaya ulaşma zamanı 3 saatten az
o Ra 1,0 mikrona kadar yüzey kalitesi elde edebilme
Robofil 200 tel erezyon cihazı;
Su haznesi
Dielektrik sıvısı
Tel haznesi
Tezgah içi
Dielektrik sıvısı
Tel bölümlerinden oluşur.
Çalışma prensipleri
1- Dielektrik su seviyesi yeterli olmalı
2- Parça tamamen suyun içerisine girer. Bundaki amaç;
26

Malzemeyi soğutmak
Elektrik yalıtımını sağlamak
Çapağı atmak
3- Kalın malzemelerde telin tansiyonu yüksek olurken ince malzemelerde daha düşük olur.
Bakır ve pirinç malzemeyi kıyasladığımızda ise bakır malzemenin tansiyonu pirinç
malzemede kullanılacak telin tansiyonundan düşüktür. Bu da malzemenin kalınlığı ve cinsine
göre telin gerginliğinin değişmesi gerektiğini gösterir.
ROBOFIL 510 CNC TEL EREZYON
Üretici: Charmilles/ İsviçre
Yılı: 1997
İşlemler: Tel Erezyon
Tezgah Özellikleri
o Eş zamanlı 4 eksende kesim yapabilme
o 30 dereceye kadar açılı parça kesebilme
o 2000kg’a kadar parça bağlayabilme
o X-Y ve U-V eksenlerinde 700*400 eksenlerinde milimetrik eksen hareketleri
o JIS’a göre 1 mikron pozisyonlama hassasiyeti
o 15mm/s ilerleme kapasitesi
o 0,1 mm’den 0,3mm çapa kadar tel bağlayabilme
o Düzgün ısınmaya ulaşma zamanı 3 saatten az
o Ra 0,4 mikrona kadar yüzey kalitesi elde edebilme
Bütün olarak incelendiğinde ;
Filitre ünitesi
Ekran
Su haznesi
Üst ve alt kafa
Tel haznesi
27

Tezgah içi
Tel bölümlerinden oluşur.
Çalışma prensipleri
- Filitre basıncı 3-5 barın altında olmalı.
- Deiyonizasyon durumunun 14 dereceyi geçmemesi gerekir.
- Dielektrik su seviyesi yeterli olmalı.
- Tel gerginliği ve tel dekliği uygun olmalı.
Robofil 510 Tel Erezyon Cihazının çalışma parametreleri:
Parçanın sıcaklığı 21-22 derece olmalı.
Tezgah sertliği (telin tansiyonu) malzemeye uygun olmalı.
Oda sıcaklığı sabit olmalı.
Suyun sıcaklığı 19-20 derece olmalı.
Alınan suyun saf su olması gerekir.
AQ 55L CNC DALMA EREZYON TEZGAHI
Üretici: Sodick/ Japonya
Yılı: 2005
İşlemler: Dalma erezyon
Tezgah Özellikleri
o Tüm eksenlerde lineer motor teknolojisi
o 550*400*350 mm eksen hareketleri
o 36mm/s ilerleme, 2g ivmelenme kapasitesi
o İleri teknoloji ark kontrol sistemi
o Isıl genleşmelere karşı, tabla ve z ekseninde seramik parçalar
o QVIC-3 ve LN Assist programları ile otomatik programlama
o Maksimum parça ağırlığı 1000 kg
o Kullanılan elektrot grafit ya da bakırdan oluşur.
28

ROBOFORM 40 CNC DALMA EREZYON TEZGAHI
Üretici: Charmilles/ İsviçre
Yılı: 1994
İşlemler: Dalma erezyon
Tezgah Özellikleri
o 500*400*450 mm’ye kadar eksen hareketleri
o Otomatik parametre optimizasyonu
o Program expert yazılımı ile otomatik programlama
o Maksimum parça ağırlığı: 1000 kg
o Maksimum elektrot ağırlığı: 100 kg
o Tablanın ölçüleri 700*500 mm
o 15 mm/s ilerleme kapasitesi
o Tank kapasitesi 4151
o JIS’a göre 1 mikron pozisyonlama hassasiyeti, C ekseninde 0,001 derece dönme
hassasiyeti.
FORM 2LC ZNC DALMA EREZYON TEZGAHI
Üretici: Charmilles/ İsviçre
Yılı: 1997
İşlemler: Dalma erezyonu
Tezgah Özellikleri
o 300*200*300 mm eksen hareketleri
o Maksimum elektrot ağırlığı 60 kg
o Maksimum parça ağırlığı 500 kg
o Tablanın ölçüleri 500*350 mm
o Tank kapasitesi2801
29

TEL VE DALMA EREZYON ARASINDAKİ FARKLAR
TEL EREZYON
Tel kullanılır.
Soğutma ve yalıtım için kullanılan sıvı saf sudur.
Mil kullanılır.
Tel erezyonda malzemede boylu boyunca bir kesme,delme yapılabilir. Fakat belirli
bir yere kadar delme (oyuk) yapılmaz.
Genel olarak erezyon makineleri hassas makineler olmasına rağmen dalma erezyonlar
tel erezyondan hassastır.
30

DALMA EREZYON
Tel yerine elektrot kullanılır.
Soğutma ve yalıtım için kullanılan sıvı petrofer (uçak benziniyle normal benzin
arasındaki sıvı)’dır.
Mil kullanılan bazı dalma erezyonlar dışında mıknatıs özelliği olan daha teknolojik
dalma erezyonlar da mevcuttur.
Dalma erezyonda ise boylu boyunca bir kesme, delme yapılabilir. Fakat zaman kaybı
yaratacağından tercih edilmez. Daha çok elektrot yardımıyla oyuk oluşturmada
kullanılır.
DALMA EREZYON TEZGAHININ ÇALIŞMA SİSTEMİ
1-Tezgaha gelen parçanın imalat resmine bakılarak parça resme göre bağlanır. (Uygun
aparatlar ve yükseklikler seçilir.) Daha sonra parçanın kompratörlemesi yapılır.
Kompratörlemede üst yüzey düzlemselliği 0,01 in içinde, parçanın dönüklüğü ise 0,002’nin
içinde olmalıdır.
NOT: Gireceğimiz yüzeyin altında boşaltma varsa bu kısım başta gelecek şekilde bağlanır.
2-Daha sonra üst kafaya yine gireceğimiz yüzeye ve resme uygun vaziyette elektrot bağlanır.
Elektrotun üzerinde bulunan açılara ve formlara dikkat edilerek kompratörleme yüzeyi seçilir
ve ona göre kompratörleme yapılır. Elektrot kompratörlemesi tüm yüzeylerde 0,002’nin
içinde olmalıdır.
31

3-Resim üzerinde belirtilen noktalardan referansları alınarak merkezleme yapılır. Z’si tezgaha
tanıtılır.
4-Parçanın programlaması yapılır.
5-Bulunacağı yerin konumuna göre üst ve yan flaşlamalar en uygun konumda yapılır.
6-İş bittikten sonra ise kumpas, mikrometre ve kompratörle ölçü kontrolleri yapılır.
TEL EREZYON TEZGAHININ ÇALIŞMA SİSTEMİ
1- Tezgah konumuna ve wire resmine göre parça düzgün bağlama aparatları seçilerek
tezgaha uygun konumda bağlanır.
2- Parçanın kompratörlemesi yapılır. Paraçanın üst yüzey düzlemselliği 0,01’in içinde,
dönüklüğü ise 0,002 nin içinde olması gerekir.
3- Kompratörleme yapıldıktan sonra tezgahın kesim ve normal saatleri sıfırlanır.
Bulunduğu nokta hafızaya alınır.
4- Resim üzerinde belirtilen referans noktasına göre parçanın sıfrlaması yapılır. (x,y
koordinatları)
5- Seçilen CAM programına göre program alınır ve tezgaha yüklenir.
6- Kullanılacak TEC ve WIRE tabloları aktiflenir.Aluminyum, bakır ve sert malzemeler
için farklı akım miktarları verlir.
32

7- CMD programı kontrol edilir.
E : Önce parçanın kaba dış yüzeyi alınır. Daha sonra akım değiştirilerek hasas bir
şekilde ince ayrıntısı alınır.
H: Parçanın yüksekliğine göre teldeki akım ayarlanır.
CLE: 0,04 kaba kesimden ince kesime bırakılan pay miktarı.
8- Program ekrana çizdirilir.
9- Parça kesilmeden programın doğruluğu kontrol edilir.( offset, E,H,parça sıfırı, açısı,
stopları)
10- İş parçası tamamen kesime hazır hale gelir.
TAŞLAMA
YÜZEY TAŞLAMA SİLİNDİRİK TAŞLAMA TAKIM BİLEME
-Brand -Jones-Shipman -S11
-MB100 -SO
-HARO
Taşlamanın amacı:
Malzemeyi istenilen ölçüye getirmek
Temiz pürüzsüz yüzey elde etmek
33

Taşlamada malzeme istenilen son ölçülere getirildiği için ölçüm hassasiyeti çok önemlidir.
Ölçümde daha çok mikrometreler kullanılır. Kompratör ise yüzeylerin birbirine 90 derece
dikliğini ayarlamak için kullanılır.
Not: Alüminyum ve sac parçalar taşlanmazlar.
BRAND
YÜZEY TAŞLAMA TEZGAHI
Üretici: Almanya
Yılı: 1982
İşlemler: Taşlama
Tezgah Özellikleri
o 300*600*450 mm parça taşlama kapasitesi
o Talaşı atmak ve malzemeyi soğutmak için kullanılan sıvı: su +mulkan 400 kimyasalı
o 0,002 hassasiyete sahip
o Mekanik ve hidrolik çalışma sistemi
34

o Taşlama işleminde ince taneli kum taş kullanılıyor.
o 1700 devirde çalışma kapasitesi
MB 100
CNC TAŞLAMA TEZGAHI
Üretici: Favretto/ İtalya
Yılı: 2000
İşlemler: Taşlama
Tezgah Özellikleri
o 1200*600*550 mm parça taşıma kapasitesi
o 406*152,4˚100 taş tekerinin çapı
o 1400 rpm’e kadar teker hızı
o Sinumerik 810D kontrol sistemi
o Otomatik taş bileme(elmaslama)
o Bileme sonrası otomatik devir ayarı
o Açılı yüzeyleri taşlayabilme
o 975kg’a kadar parça işleyebilme
o Ra 0,1 mikrona kadar yüzey kalitesi elde edebilme
o 1000*400*500 mm eksen hareketleri
o Taşın parça üzerinde talaş kaldırması parçanın özelliklerine göre değişir. Parça ısıl
işlem görmüşse, sertse, boyutları da büyükse daha az talaş kaldırır.
o İri taneli kum taş kullanılır.
o Elektrikli mıknatıs sistemiyle parça sabitleme yapılır.
o Talaş kaldırma işleminde parçanın boyutlarına göre taşın yüzeyi bozuluyor. Onu da
düzeltmek için elmaslama işlemi yapılıyor.
o Parçanın yüzeyinde elmaslama yapıldıktan sonra son 0,01- 0,02 talaş kalınca yüzeyin
daha temiz elde edilebilmesi için taşın y ekseninde ilerlemesi azaltılarak yüzeyin temiz
çıkması sağlanıyor.
35

HARO
YÜZEY TAŞLAMA TEZGAHI
Üretici: İsveç
İşlemler: Taşlama
Tezgah Özellikleri
o 140*300*200 mm parça taşlama kapasitesi
o Mekanik sistemle çalışıyor. Baş ve gövde hareketi mille yapılıyor.
o Daha çok küçük parçaları işlemede kullanılır.
o 1700 sabit devirde çalışma kapasitesi
o Soğutma sıvısı kullanılmıyor.
o İnce taneli kum taş kullanılır.
o Taşlama kafasıyla açı verilebilir.
JONES-SHIPMAN
Üretici: İngiltere
İşlemler: Silindirik Taşlama
Tezgah Özellikleri
o Mekanik+hidrolik çalışma sistemi
o 15˚’ye kadar açılı işleme yapabilme kapasitesi
o 0,002 hassasiyete sahip
36

o İnce taneli kum taş kullanılır.
o Dış çap ve delik taşlamada kullanılır.
o Taşlanacak parçanın kaymasını engellemek için parça puntayla ayna arasına
sıkıştırılır.
o Yüzey taşlamadan farklı olarak parça aynaya bağlanıp taşın ters istikametine
dönüyor.
o Soğutma sıvısı olarak: su + yağ karışımı kimyasal kullanılıyor.
Kullanıldığı yerler:
Burç
Zımba
Kesiciler
Direkler
S11 TAKIM BİLEME TEZGAHI
Üretici: Almanya
Yılı:1987
İşlemler: Kesici takımları bileme (helis bileme, radyus bileme)
Tezgah Özellikleri
o Disk çapı 100-125 mm arasındaki taşlar kullanılıyor.
o 10000 devire kadar kullanım kapasitesi
37

o 4 eksende hareket edebilme özelliği: tabla hareketi, taşın bağlandığı kısım, gövde
hareketi, aparatların bağlandığı ana tabla
o Mekanik sistemle çalışıyor.
o Disk çaplarına göre devir sayısı değişiyor.
o Elmas takımları taşlamada elmas taşları kullanılırken daha yumuşak takımlar için kum
taşlar kullanılıyor.
SO TAKIM BİLEME TEZGAHI
Üretici: Almanya
İşlemler: Pantoğraf bileme, çakı bileme, matkap bileme
Tezgah Özellikleri
Disk çapı 100 olan taşlar kullanılabilir. (elmas ve yumuşak taşlar)
Taşlamada kullanılan baş sabit, devir sabt
Mil üzerinde hareket eden aparat kullanılıyor.
Pantoğraf: Standart dışı özel çakılar
BRAND, CNC MB100 VE HARO’NUN ÇALIŞMA SİSTEMİ
Malzeme ısıl işlemden geçip taşlamaya geldikten sonra üzerindeki cüruf zımparayla
alınır. Daha sonra talaş kaldırma miktarını belirlemek için mikrometreyle ölçüm yapılır ve
parça tablaya yatırılır.
Parçanın alt ve üst yüzeyinden talaş kaldırılacaksa ilk başta ölçülen talaş miktarının
ortalama olarak yarısı üst yüzeyden alınır. Üst taşlama işlemi bittikten sonra parçanın
boyutları tekrar ölçülür. Bundaki amaç yüzeylerden biri daha pürüzsüz olduğu için daha
sağlıklı bir ölçüm elde etmektir. İstenilen ölçüme göre kaldırılacak talaş miktarı
38

mikrometreyle ölçülerek tekrar belirlenir. Tablaya yerleştirilerek kompratörle yüzeyler 90
derece olacak şekilde ayarlama yapılır ve taşlama işlemi başlatılır.
NOT 1: Eğer parçanın yüzeyi prüzlüyse ve tek yüzeyden talaş kaldırılacaksa; bütün yüzey
kompratörle gezilir. En yüksek noktası neresiyse o nokta referans olarak alınır.
NOT 2: Eğer tüm yüzeylerden talaş kaldırılacaksa önce geniş yüzeylerden başlanır.
Taşlanmış yüzeyden kompratörlenerek tüm yüzeylerin birbirine 90 derece olması sağlanır.
NOT 3: Parça çok büyükse ve mengeneye bağlanamıyorsa mıknatısa değen yüzey az ise
parçanın kayması önlenmiş olur.
NOT 4: Kanal taşlama yapılacaksa üst yüzey taşlanır. Derinlik mikrometresiyle ölçülerek
istenilen ölçü elde edilir.
JONES SHIPMAN
SİLİNDİRİK TAŞLAMANIN ÇALIŞMA SİSTEMİ
Tezgah mekanik ve hidrolik sistemle çalışır. Tornadan gelen ısıl işlem görmüş silindir
parçaların istenilen ölçüye gelmesi ve yüzeyin prüzsüzleştirmesinde kullanılır.
Tornadan gelen parça yalnız aynaya veya parçanın durumuna göre ayna ile punta
arasına konularak bağlanır. Uzun parçaların taşlaması sırasında parçanın kaymaması için
parça ayna ile punta arasına sıkıştırılır. Kısa parçalar içinse aynayla sabitlemek yeterlidir.
39

Puntayla ayna arasında taşlanacak işler genellikle kendini merkezler. Kompratörlemeye gerek
yoktur. Yalnız aynayla bağlanacak işler salgılı dönebilir. Bu tür parçalar kompratörle
sıfırlanarak taşlama yapılır.
Taşlama sırasında ısınmayı önlemek ve yüzey kalitesinin daha temiz çıkmasını
sağlamak için soğutma sıvısı olarak normal su ve mulkan 400 kimyasalın karışımı kullanılır.
Zamanla deforme olan ince taneli kum taşın yüzeyi elmaslanarak (bilenerek) düzeltilir.
Bundaki amaç daha temiz yüzey elde etmektir.
Taşlama işlemi bittiğinde ölçü alma aleti olarak iç delik için sentikatör, dış delik içinse
mikrometre kullanılır.
JONES SHIPMAN SİLİNDİRİK TAŞLAMADA TAŞLANABİLECEK ÇAPLAR
En büyük dış çap: Bağlama yeri varsa 250 mm
En büyük delik:200 mm
En büyük delik boyu: 90 mm -110 mm olabilir.
En uzun dış çap boyu:450 mm
GEÇMELER
Sıkı geçme :Delik ve mil çapı aynı olacak (+0 , -0,005 olabiir )
Çakma geçme: mil çapı delik çapından +0,005 +0,01 büyük olabilir.
Tatlı sıkı geçme: mil çapı delik çapından -0,02 küçük olacak
Kaygan geçme: mil çapı delik çapından -0,03 0,05 arası küçük olacak
40

S11 TAKIM BİLEME TEZGAHININ ÇALIŞMA SİSTEMİ
2 ağızlı, 4 ağızlı çakılar; helislerin, taban kesici ağızların bilenmesi, pantoğraf bileme,
torna kalemi bileme, zımbaların bilenmesi gibi işler S11 Takım Bileme Tezgahında
yapılabilir. Bu tezgahta elmas ve HSS olmak üzere 2 çeşit disk kullanılır. Elmas diskler sert,
HSS diskler ise yumuşak malzemeler için kullanılır.
Bir freze çakısı bilenirken önce pensle tezgaha bağlanır. Alın kısmı deforme olan
kısım geçinceye kadar bilenir.6 derece kesme açısı vererek bilenir. Daha sonra yine aynı
41

ağızla 16 derece boşluk açısı verilerek bilenir. Tornadan gelen kalemler içinse; kalem küçükse
dayanımı dayanımı yüksek tutmak için boşluk açısı da küçük tutulur.
Çakılara ve pantoğraflara radyus aparatıyla radyus verilir. Tezgahın üzerine monte
edilen işlerin optikle ölçümlerini görebiliyoruz.
TAKIMHANE
1. KESİCİ TAKIMLAR
2. PLASTİK VE KESME KALIP YEDEK PARÇALARI
42

3. EL ALETLERİ
4. MASTARLAR
5. ÇAPAK TEMİZLEYİCİLER
6. KORUYUCU SAĞLIK MALZEMELERİ
1. KESİCİ TAKIMLAR
Parmak fereze
Matkaplar
Testere frezeler
Pafta
Makine ve el raybaları
Kılavuz
43

Tırtıl
Kater uçları (torna ve freze için ayrı uçlar)
T frezeler
Kanal frezeler
2. PLASTİK VE KESME KALIP YEDEK PARÇALARI
İticiler
Yaylar
Civatalar
Konik kilitleme
Setsukurlar
Kanca (mapa)
Rekorlar
Maça ve itici sistemler
Merkezleme pimi
Flanş
Yolluk
3. EL ALETLERİ
Açıkağızlı anahtar
Yıldız anahtar
Tornavidalar
Fort penser
Pense
Karga burun
44

Yan keski
Boru anahtarlar
Segman pensesi
Sac makası
Kerpeten
Ayarlı pense
Kurbağacık
Keski
Çelik pergel
Allen anahtarı
Lokma takımı
Pop perçin tabancası
Çekiç
Plastik tokmak
İşkence
Şerit metre
Çelik cetvel
Kontrol kalemi
4. MASTARLAR
Halka tampon mastar
Silindirik mastar
Vida tampon mastar
45

5. ÇAPAK TEMİZLEYİCİLER
Zımpara
-Disk zımpara
-Bant zımpara
-Tabaka zımpara
-Kapsül zımpara
Keçe
Eğeler
-Lama eğe
-Balık sırtı eğe
-Üçgen eğe
-Yuvarlak eğe
-Kare eğe
6. KORUYUCU SAĞLIK MALZEMELERİ
Kulaklık
Maske
Eldiven
Gözlük
BYSPEED 3015 CNC LAZER
Üretici: Bystronic/İsviçre
Yılı: 2003
İşlemler: Lazer ışını ile levha kesimi
Byspeed 3015 CNC lazer tezgahı için gereken sarf malzemeleri:
46

Lens 7,5
Lens 5
Motorex Proweld 264
Vakum pompası yağı
Nozıl tutucu
Seramik ring
Toz ünitesi filtresi
Filtre değiştirme paketi
Motorex Gearsynth 220
Lens temizleme seti
Eksen temizleme kağıdı
Tezgah Özellikleri
4000 W lazer gücüne sahip
3000*1500 mm eksen hareketleri
169 m/dak maksimum birleşik pozisyonlama hızı
3g ivme kapasitesi
1. Prinç, bakır ve fosfor bronzum kesiminde hem O2 hem de N2 gazları
kullanılabilir.
2. Alüminyumun kesiminde sadece N2 gazı kullanılır.
3. Paslanmaz çelik türü malzemelerde sadece N2 gazı kullanılır.
4. Çelik- demir alaşımlarında (DKP) hem O2 hem de N2 gazları kullanılabilir.
CNC Lazer’in kullanımındaki parametreler:
Çevre sıcaklığı 15˚ - 35˚ C olmalıdır.
Direk güneş ışığına maruz kalmamalıdır.
Malzemelerin kalınlık ve cinsleri önemlidir.
Gazın kalitesi
Mercek temizliği
Merkezleme (Tezgaha zarar verme engellenir.)
47

Üretilen malzemenin kalitesini artırmak için;
Çalışma hızı düşürülebilir.
Gaz basıncı değiştirilebilir.
Lazer ışınlarının iş üzerindeki ilk temas gücünü düşürerek deformasyon
engellenebilir.
Mercek merkezlemesi düzgün yapılmalıdır.
ÜNİTELER
Elektrik Üretim Ünitesi
Lazer Ünitesi
Soğutma Ünitesi
Filtre Ünitesi
Kesme Ünitesi
Taşıma Ünitesi (vakumlu)
Güvenlik Ünitesi
Çalışma prensipleri
- Kesilebilecek bazı malzemeler ve maksimum kalınlıkları:
Çelik
Paslanmaz çelik
Alüminyum
Bakır ve alaşımları
- Malzemelerin kalınlığı ve cinsine göre lazer ışınları, mercek ve uç ayarlanır.
48

- Elektrik ünitesinden güç alınarak Azot, Helyum, Karbondioksit gazlarının birleşimiyle lazer
oluşumu sağlanır.
- Malzeme kesilirken harcanan güç ise azot ve oksijen gazları tarafından sağlanır.
Alternatif tezgah olabilecek Punch Pres ile karşılaştırıldığında;
CNC Lazer teknolojik olarak daha gelişmiştir.
Zaman tasarrufu sağlar. Punch press’de tezgah üzerinde18 adet zımbaların bağlanması
için manuel kafa vardır.
Her bir kafaya istenilen zımbalar bağlanır, kesim yapılır. Üretime uygun olup olmadığı
kontrol edilir. Bu da CNC lazer’le arasında çok büyük zaman farkı olduğunu gösterir.
CNC lazer ile kalın malzemelerin kesimi yapılabilir. Punch press’de ise 5mm’den
fazlası kesilemez.
Punch press’de işçilik emirleri çok daha fazladır.
Gerek kalite gerek zaman yönüyle de CNC lazer çok daha verimlidir.
Dezavantajları:
Tezgah kullanımında belirtilmeyen kalınlıktaki plakaların dışına çıkılmaz.
Küçük çaplı ve çok sayıda delik delme işlemlerinde Punch Press tezgahları daha hızlı
ve verimlidir.
CNC LVD ABKANT
Üretici: Belçika
Yılı: 2007
İşlemler: Sac Metal Büküm
Tezgah Özellikleri
o 80 ton bükme kuvveti, 2,5 metre bükme uzunluğu
o 400 mm çene açıklığı, 200 mm strok
49

o Cadman –CNC kontrol sistemi
o CNC bombeleme
o Easy – Form Lazer açı ölçme sistemi
o Servo kontrolü 5 eksen: X-R-Z1-Z2-Y
o Hidrolik eksenler:Y1-Y2
o 130 mm/s yaklaşma ve 10 mm/s bükme hızı
o C-Frame gövde yapısı
ABKANT’IN ÇALIŞMA SİSTEMİ
Abkant tezgahına gelen malzemelerin öncelikle cinsi, boyu, kalınlığı, bükme açıları,
seti (Bükme için kullanılacak uygun punch ve die) programa girilir. Büküm şekline göre
bıçakların boyları ayarlanır. Tezgah otomatik olarak malzemeye uygulanacak kuvveti belirler.
Belirli bir kalınlıktaki malzeme için die’ın genişliği “V” küçüldükçe ve malzeme uzunluğu
arttıkça uygulanan basınç artar. Yumuşak malzemelerin daha sünek olması ise uygulanan
basınç miktarını azaltır.
Abkant’da malzemenin istenilen hassasiyette bükülmesi için easy form lazer sistemi
bulunur. Eğer malzeme die’ın arkasından lazerin görebileceği uzunlukta çıkıyorsa; ki bu
50

uzaklık 15mm’den fazla olmalı, programda easy form bölümü seçilir. Easy Form Lazer
cihazı lazerle malzemeyi tarar, punch’ın ineceği derinliği ayarlar. Bu sistem malzemenin
bükülme açısını ayarlayarak açının tam çıkmasını sağlar.
Tezgaha gelen malzemenin kalınğı 0,5mm ile 10mm arasında olmalıdır.
Malzemenin cins, sertlik ve yumuşaklığına göre bükme esnasındaki uzama (sünme)
miktarı değişir. Radius büyüdükçe malzemenin boyunun kısaltılması gerekir.
Eğer büküm yerinde delik varsa, deliğin şeklini bozmamak için önce küçük ön delik açılır.
Bükümden sonra istenilen boyutta matkapla delik uygun ölçülere getirilir.
CNC LVD Abkant’ın özel ezme bıçağı da vardır. Ezme sırasında bıçak malzemeyi
önce 30 dereceye kadar büker, daha sonra tekrar ezerek malzemenin bükülen kısımlarını
birbirine yapıştırır. Ucu keskin olan punchlar malzemeyi daha kapalı büker. Malzemenin
kalınlığı arttıkça kullanılacak punchın oluşturacağı radius miktarı da artar.
Isıl işlem görmüş ve sertleştirilmiş malzemelere bükme yapılmaz.
GRINDING MASTER 3000
Grinding Master 3000 tezgahı zımpara ve çapak alma işlemlerinde kullanılır. Buraya
daha çok CNC lazer tezgahından, nadiren de frezeden işlenmiş parçalar gelir.
Parçalar boyutlarına göre uygun aparat seçilerek ya da zımpara ve keçeden
etkilenmeyecek boyutlarda büyüklüğe sahipse, aparata gerek duymadan tezgaha yerleştirilir.
Tezgahın alabileceği parçanın maksimum yüksekliği 39,3 mm, maksimum genişliği ise 870
mm dir.
51

İşlem sırasında parçalar vakum sistemiyle tezgaha tutunur. Zımparalama işleminde
parçalar hadde yönünde yerleştirilir. Aksi durumda parça zımparalamadan sonraki büküm
işleminde kırılır.
Malzemelerin kalınlığına ve cinsine göre kullanılan zımpara ve keçeler değiştirilir.
Atölyede Grinding Master 3000’de en çok kullanılan zımpara çeşidi tüm alüminyum
malzemelerde tercih edilen 180 numaralı orta kalınlıktaki zımparadır.
Kullanılan zımpara çeşitleri;
- 80 numaralı en kalın zımpara, daha çok bakır malzemelerde kullanılır.
- 120 numaralı zımpara 80 numaralı zımparadan daha incedir.
- 180 numaralı en çok tercih edilen orta kalınlıktaki zımpara
- 220 numaralı ince zımpara, yumuşak malzemeler için kullanılıyor.
80,120 ve 220 numaralı zımparalar isteğe bağlı olarak kullanılır. Tezgahtaki sabit
zımpara 180 numaralı olandır.
Kullanılan keçe çeşitleri;
- Sarı keçe en kalın olanıdır. DKP ve paslanmaz çelikte kullanılır.
- Kırmızı keçe orta kalınlıktadır. DKP malzemelerde kullanılır. (Atölyede
nadiren kullanılır.)
- Mavi keçe kırmızıdan daha incedir. Tüm alüminyum malzemelerde parça ince
de kalın da olsa kullanılır.
- Açık mavi keçe en inceleridir. Alüminyum malzemeler için sadece parlatmada
kullanıdır.
Kalın keçe çapakları temizlerken yüzeyden de 0,001 mm talaş alır. Orta boy keçe,
çapak almanın yanında 0,001mm’den az da olsa talaş alır. İnce keçeler ise sadece çapak alır.
Zımpara yüzeyden 0,03 mm’e kadar talaş alabilir.
Tezgah suyu açılmadan çalışmaz. Talaşlar temizlendikten sonra filtreleme ünitesi suyu
temizlemek için devreye girer.
Tezgahta parçaları kurutmak için vakum sistemi vardır. Zımparalama ya da çapak
alma işlemi bittikten sonra tezgahın arka tarafındaki kurutma sistemi sıcak hava sağlayarak
devreye girer. Kurutmadan sonra işlem bitmiş demektir. Son olarak genel kontrol için parçalar
tesviyeye gider.
52

Açılım Hesabı:
Açılım hesabı yapılırken büküm payı, iş parçası kalınlığı ve büküm sonrası kenar
uzunlukları kullanılır. Hesaplanan açılım boyuna göre parçanın hangi ölçülerde kesileceği
belirlenir.
Açılım boyunun hesabında kullanılan formül:
A.B= L1+L2+Ln+1-2n*t + n*B.P
A.B: Açılım boyu
L1 : Bükülecek kenarlardan ilkinin dıştan dışa ölçüsü
53

L2 : Bükülecek kenarlardan ikincisinin dıştan dışa ölçüsü
n : Büküm sayısı
t : İş parçasının kalınlığı
B.P: Büküm payı
Parçanın alt kısmındaki iki bükümlü yer için:
39,5+20- 4*2 + 2*0,5 = 52,5
Parçanın üst kısmındaki üç bükümlü yer için:
16+20+10+5,5- 6*2 + 3*1,5 = 41
Teorik değerlerle pratikteki değerleri karşılaştırdığımızda;
Öncelikle tabloda belirtilen malzeme kalınlığı, radius ve büküm paylarına göre açılım hesabı
yapılır. Yapılan bu hesaplamada alt ölçünün 52,5 olması gerektiği belirlenir. Ölçünün
doğruluğunu denemek için CNC LVD Abkant’a deneme amaçlı kesilen parçalar gönderilir.
Deneme sonucunda ise bu değerin 52,3 olması gerektiği görülür; ki bu da pratikteki değerdir.
Büküm öncesinde CNC lazer’de kesilen parçalar yine bu ölçüye göre değiştirilir. Yapılan bu
değişiklik, başka bir deyişle pratikle teorik arasındaki fark, malzemenin cinsi ve iç yapısından
kaynaklanmaktatır.
Bükümde ise parçalar toleransları içinde olmak şartıyla farklı değerler almıştır. Buna
örnek olarak 35,5+0,5 olması istenilen ölçü 35,6 35,7 ... gibi değişik değerler almıştır. 10,0±1
olması gereken kısım yine toleranslar dahilinde 9,7 9,8... değerlerini almıştır.
KALIP TOPLAMA
1) KESME KALIBI
2) PLASTİK KALIBI
3) ALÜMİNYUM KALIBI
4) SLİKON KALIBI
54

5) MÜHRE KALIBI
6) MUM KALIBI
1) KESME KALIBI (ARDIŞIK KALIP)
Sac metal parçaları kesme, bükme, düzeltme ve şişirme işlemlerinin hepsi ardışık
kesme kalıbında yapılır. Kalıp egzantrik pres tezgâhına yerleştirilerek çalıştırılır. Parçaların
istenilen ölçülerde ve çapaksız olup olmadığı kontrol edilir. Parça toleransları içinde uygun
ölçülere ve çapaksız hale getirilene kadar kalıp açılarak gerekli düzeltmeler yapılır.
Alüminyum, çelik, pirinç, fosfor-bronz, bakır-berilyum ve DKP(sac) malzemelerin
hepsi kesme kalıbında işlenebilir.
Kesme kalıbında bulunan plakaların üstten alta doğru sıralaması:
o Sap tutucu plaka
o Kalıp üst plakası
o Baskı plakası
o Zımba tutucu plaka
o Sıyırıcı tutucu plaka
o Sıyırıcı plaka
o Yan kayıt plaka
o Dişi plaka
o Kalıp alt plakası
o Alt takoz
Kesme kalıbının içinde bulunan bağlayıcı, kesici ve merkezleyici parçalar şunlardır:
1. Ön delik zımbası : Malzemeyi merkezlemek için gerekli olan ön deliği deler.
2. Pilot pimler : Şeridin oynamasını engelleyerek merkezleme yapar.
3. Yaylar: Kalıbın çalışma mesafesi kadar kalıbı indirip kaldırır. Parçaya baskı
uygulayarak sıkışmasını sağlar. Böylece parçanın kayması engellenir. Yaylar sertlik
derecesine göre sınıflandırılabilir.
55

Yeşil → mavi → kırmızı → sarı (→Sertliğin artış yönü)
4. Sütun ve Burçlar (Merkezleme mili): Kalıbın çalışma mesafesini belirler.
5. Delme zımbası: Parçayı istenilen şekle göre deler.
6. Kesme zımbası: Parça formuna göre malzemenin kenarlarını keserek işlemi
sonlandırır.
7. Şişirme ve çökertme zımbaları: Parçanın istenilen kısımlarına şişirme ve çökeltme
yapar.
2) PLASTİK KALIBI
Dişi ve erkek kısım olmak üzere iki bölümden oluşur.
Dişi kısımda;
o Merkezleme milleri
o Üst tespit plakası
o Dişi maça plaka
bulunur.
Üst tespit plakası enjeksiyon tezgahına bağlanan kısımdır. Takma maçanın düşmesini
engeller. Üst tespit plakası üzerinde bulunan flanş ise malzemenin içinden geçtiği yolluğu
tezgah memesine merkezler. Malzemelerin enjeksiyonu genellikle dişi kısımdan yapılır.
Erkek kısımda sırasıyla;
o Alt tespit plakası: Alt tespit plakası itici grubu sabitleyerek boyunu ayarlar.
o Sütun plakaları: Sütun plakaları iticilerin çalışma boyunu ayarlar.
o İtici destek plakası: İtici destek plakası iticilerin düşmesini engeller.
o İtici plaka: İticileri geri iten ve malzemeyi iten iticilerin takıldığı plaka
o Erkek maça destek plakası: Maçaların geri kaçmasını engeller.
o Erkek maça plaka
Cıvata grubu ise kalıbı bağlama işleminde kullanılır.
Parçanın yan detayları varsa yardımcı kamlarla istenilen şekil verilir.
56

3) ALÜMİNYUM KALIBI
Sabit çekirdek ve hareketli çekirdek olmak üzere iki kısımdan oluşur.
Sabit çekirdek tek parçadan oluşur. İçerisinde;
o Yolluk
o Takma maça
o Merkezleme milleri
bulunur.
Hareketli çekirdeğin içinde ise erkek maça vardır.
o Sütun plakası
o İtici plaka
o İtici destek plaka
o Alt plaka’dan oluşur.
Sütun plakası parçanın itme mesafesini belirler. Sütun plakaların arasında iticilerin
çalışma boşluğu bulunur. İtici plaka itici grubu tutan plakadır. İtici destek plakası ise iticinin
düşmesini engeller. Alt plakada ise stoplamalar bulunur. Bunlar kalıbın belirli bir mesafeden
sonra aşağı inmesini engeller. Aynı zamanda itici grubunu merkezleme milleri de alt plakada
bulunur.
Malzemenin yan yüzey detayları olduğunda, yardımcı pistonlar yandaki maçaların ileri geri
çıkmasını sağlar. Bu şekilde istenilen form elde edilir.
4) SİLİKON KALIBI
Silikon kalıbı sadece erkek ve dişi parçadan oluşur. İçerisinde parçayı sabitlemek için
merkezleme milleri bulunur. Kalıp yumuşak malzemeden oluşur.
5) MÜHRE KALIBI
Mühre kalıbı tek, iki veya üç parçadan oluşur. Malzeme erime derecesine ulaşmayacak bir
sıcaklıkta (sert hamur) kalıba girer ve istenilen formu alıp soğutularak çıkar.
57

6) MUM KALIBI
Plastik kalıpla benzer sistemde çalışır. Mum malzeme istenilen şekilde basıldıktan
sonra üzerine seramik kaplama yapılır. Daha sonra seramik malzeme fırına atılır ve içindeki
mum eriyerek çıkar. Böylece kalıbın şeklini alan seramik bir form oluşur. İçi boş seramik
formun içine tekardan çelik malzeme doldurulur. Yeterli soğuma gerçekleştikten sonra dıştaki
seramik kırılır ve çelik parça üretilmiş olur.
KESİCİ TAKIMLAR
Uzay 540 Yatay Testere:
58

Her türlü çelik, demir, bakır, Al ve alaşımları, pirinç, bronz ve yüksek ısıya dayanıklı
nikel bu testerede kesilir. Kesilecek malzemenin boyutları yüksekliği 500mm, genişliği ise
700mm ile sınırlıdır. Malzeme istendiğinde genellikle bu ölçülere dikkat edilir. Malzemenin
genişliği 700mm’den fazla ise el testeresinde uygun boyutlara gelinceye kadar kesilir, daha
sonra Uzay 540 yatay testerede istenilen ölçülere getirilir. Kesme sıvısı olarak malzemeyi
soğutmak ve çapakları atmak için bor yağı kullanılır.
El Testeresi:
Alüminyum gibi yumuşak malzemelerin hepsi el testeresinde uygun aparat yardımıyla
kesilebilir.
Kaltenbach:
Alüminyum malzemelerin kesiminde kullanılır.
El Kesme Taşı:
Sert malzemelerde ve profil kesimlerinde kullanılır. Taşın dönmesi 2800 devirlere
kadar çıkar.
TESVİYE
Tesviye işlemleri üretilen parçaları istenilen ölçüye getirmek ve yüzey kalitesi elde
etmek için yapılır. Tesviyede kullanılan el aletleri zımpara, keçe, eğe ve raspadır.
59

1. ACIERA Tezgahları
Bu tezgahlarda frezede çekilmeyen dişler, küçük çaplı matkap işleri; ya da frezede işlenmiş
fakat çapaklı kalan, düzgün açılmamış delikler ve dişler kontrol edilip gerekli düzeltmeler
yapılır.
Bu tezgahlar;
ACIERA matkap, diş çekme, raybalama, fatura açma gibi işlerde kullanılır. Düşük devirlerde
çalışabildiği için büyük işlerde kullanılır.
ACIERA diş çekme tezgahı
ACIERA havşa ve fatura açma, diş çekme tezgahı
Havşa Fatura
2. BRANSON
Plastiğe ultrasonic yöntemle metal bir parçanın gömülmesini sağlar. Bu metal parçalar
genellikle insert ve kontakttır.
3. HELICOIL YAYLAR
Helicoil yaylar parçanın önceden delinip diş çekilen kısımlarına takılır. Kilitli ve
normal yaylar olmak üzere iki çeşittir. Kilitli yayların amacı vidaların açılmasını önlemektir.
Normal yaylar da çentikli ve çentiksiz takma yay olmak üzere ikiye ayrılır. Deliklerin
içerisine yay takılacağı için bu kısımlar istenilen çaptan belirli standartlar içinde büyük
delinir.
Helicoil yaylar bozulduğunda çıkartılıp yerine yenisi takılabilir. Parçanın bu şekilde
dayanıklılığı artar ve ömrü uzamış olur.
Helicoil yaylar genellikle alüminyum ve plastik malzemelerde kullanılır.
4. PUNTALAMA
Aynı cinsten iki metalin ısı etkisi altında basınçla birleştirilmesine punta kaynağı
denir.
60

Artı ve eksi kutuplar arasından, her malzemeye göre şiddeti ve miktarı değişen akım
geçerek puntalama yapılır. Tek noktadan akım geçtiğinde parçanın az bir kısmı ısıdan
etkilendiği için malzeme deforme edilmeden birleştirme yapılır. Atölyedeki Mistaş
Alüminyum punta kaynağı minimum 2mm’den 4mm’ye kadar puntalama yapar.
5. PERÇİNLEME
Perçinleme iki parçanın birbirine birleştirilirken, üçüncü bir parçanın ezilmesiyle
yapılan işlemdir.
Başlıca perçin çeşitleri;
-Yarım yuvarlak başlı perçin
-Havşalı perçin
-Mercimek başlı perçin
-Boru perçin
-Perçin somun (Alüminyum parçalarda)
-Pop perçin
Perçinler kullanıldığı yere göre çelik, pirinç, bakır veya alüminyumdan yapılır.
Aşırı titreşime maruz kalan yerlerde vidalı birleştirme düşünülmez, kaynaklı
birleştirme yapılabilir. Fakat kaynaktan oluşan deformasyon da istenmiyorsa bu tür işlerde
perçinli birleştirme yapılır.
KAYNAK
Kaynak, iki malzemeyi birbirine birleştirme yöntemlerinden biridir. Bu yöntemde
genellikle çalışma parçalarının kaynak yapılacak kısmı eritilir ve bu kısma dolgu malzemesi
eklenir, daha sonra parça soğutularak sertleşmesi sağlanır, bazı hallerde ısı ile birleştirme
işlemi basınç altında yapılır. Bu yöntem lehim ve sert lehim ile farklılık gösterir, lehim ve sert
61

lehim yöntemlerinde birleştirme düşük erime noktalarında ve çalışma parçaları erimeden
oluşur.
Kaynak için gaz alevi, elektrik arkı, lazer, elektron ışını, sürtme, ultrases dalgaları gibi
birçok farklı enerji kaynakları kullanılabilir
Atölyede kullanılan Lincoln Precision TIG 375’de yapılan kaynak türlerini argon
kaynağı ve elektrik ark kaynağı kaynağı olarak ayırabiliriz. Lincoln’da kaynak yapılırken
argon gazı kullanılır. Argon gazı kaynak yapılacak olan yüzeyi temizler ve elektrik arkının tek
noktada toplanmasını sağlar. Oluşan elektrik arkı sayesinde ısı elde edilir ve bu ısı ile kaynak
yapılacak metaller erir. Alüminyum işlerinde sadece argon kaynağı kullanılır. Elektrik ark
kaynağında ise DKP, paslanmaz çelik ve diğer çelik türleri kaynak yapılır.
Kaynak yapımında parçalar önce istenilen şekilde monte edilip puntalama yöntemiyle
sabitlenir. İstenilen ölçülerle uygunluğu kontrol edilir. Daha sonra boydan boya kaynak
yapılır. Kaynak yapımında en çok ortaya çıkan sorun deformasyon ve çekmelerdir.
Kaynak yapılırken her malzemenin cinsine uygun bir tel eritilerek birleştirme yapılır.
Bu tellerin kalınlığı 0,5 ile 3 mm arasındadır. Kaynakta dolgu yapılacak yer büyükse kalın,
değilse ince tel kullanılır.
Alüminyum, bakır, veya pirinç türü malzemelere kaynak yapılacaksa makinanın akım
seçme kutbundan aletrnatif akım (AC) kutbu seçilerek kaynak yapılır. DKP, inox ve her türlü
çelikte ise doğru akım (DC) kullanılır.
Kaynak yapılan yerde çatlak olup olmadığını anlamak için gerekiyorsa testler yapılır.
Bunlar penetrant, röntgen v.b testlerdir.
Şekil-1 Isıdan etkilenmiş bölge
Referans: wikipedia
GEOMETRİ
62

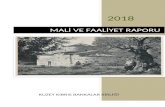
Şekil-2
Genel kaynak ekleme tipleri (1) Alın kaynağı, (2) V şeklinde kaynak ağzı açarak
ekleme, (3)Bindirmeli ekleme, (4) T şeklinde ekleme
Kaynak yapılacak parçalar, çeşitli şekillerde kaynak işlemi için geometrik olarak
hazırlanabilir. Beş temel kaynak ekleme tipi vardır; alın ekleme, bindirmeli ekleme, köşe
ekleme, kaynak ağzı ile ekleme ve T ekleme.
İŞ GÜVENLİĞİ
Kaynak ve kesme işlemleri sırasında oluşan ışınlar da sağlık açısından tehlike kaynağı
oluşturmaktadır. Kaynak yapılırken arktan kızıl ötesi, görülebilir ve ultraviyole ışınları yayılır.
Kızıl ötesi, görülebilir ışınlar göz kamaşmasına; ultraviyole ışınları konjoktivit, görme
sinirlerinin tahribatına ve deri yanmalarına neden olur.
Kaynak işlemi sırasında sıcak metal parçaların sıçraması ve deride olabilecek olumsuz
etkilenmeleri önelemek için deri eldiven, kaynak maskesi ve deri kaynak önlüğü kullanılması
zorunludur. Aksi takdirde gözlerde yanma, kanlanma, kızarma gibi sağlık sorunları; uzun
dönemde ise görme kayıpları, katarakt ortaya çıkmaktadır. Kızılötesi ışınlarda da deride
ısınma; uzun süreli maruziyet sonucu kızarma ve yanıklara sebep olur.
AMBAR
63

Ambarın görevi tezgahlara malzeme iletmek ve üretimin devamlılığını sağlamaktır.
Malzemeler ambara adet, kilo, pound, metre ve m2 şeklinde gelir. Aynı zamanda atölyede
yapılan kalıplar ve dökümler de istenildiğinde kullanılmak üzere ambarda tutulur.
AMBARDA BULUNAN MALZEMELER
o Lama
o Delrin
o Borular
o Profiller
o Levhalar
o Dökümler
o Al kalıbı
o Kesme kalıbı
o Plastik kalıbı
o Silikon kalıbı
o Mum kalıbı
o Mühre kalıbı
o Şase
o Kapak soğutucu
o Insert
o Pul yaylar
o Helicoil yaylar
o Somun
o Pim
o Piston
o Perçin
o Yay kontak
64

SAC METAL İŞLEME
SAC METAL PARÇALARIN İŞLEM SIRALARI:
1) Açılım Hazırlanması
2) Lazer (CAM) Programı Hazırlanması
3) Lazer Kesim
4) Havşalama , Helicoil takma , Diş açma
5) Tesviye ( Grinding Master )
6) Büküm
7) Kalite Kontrol
8) Kaplama
9) Montaj
10) Boya
AÇILIM HAZIRLANMASI
Büküm yapılmadan önce sac metal parçanın nerelerinden büküleceğini , bükümden
sonra elde edilmesi gereken ölçülerin dayama ölçülerini ve parça üzerindeki bükümlerin
sıralarının belirlenmesi işlemlerinin bütünü açılım planının hazırlanmasıdır.
Dayama ölçüleri iş parçası büküme girmeden önce açılım planında belirtilmesi
gereken önemli faktörlerdendir. Dayama ölçüsü üst bıçağın iş parçası üzerine bastığı çizgi ile
arka dayamaların uç noktası arasındaki mesafedir. İş parçası bükülmeden önce dayama
ölçüleri tezgahta kontrol edilir. Eğer parçanın bükümüne engel teşkil eden bir duruma
rastlanırsa büküm planında gereken değişiklik yapılır. Ayrıca dayama ölçüleri iş parçasının
bükümünden sonra elde edilmesi gereken ölçüler için parçanın nerelerden bükülmesi
gerektiğine dair ilk fikri verir. İş parçası belirtilen dayama ölçüsünde tezgah üzerindeki arka
dayamalara konumlandırılarak büküm işlemi gerçekleştirilir.
İş parçalarında birden fazla büküm olabilir. Bu bükümlerin belirli sıraya göre
gerçekleştirilmeleri gerekir. Bu sıraya uyulmazsa bükümü yapılan bir kenar diğer bükümlerin
yapılmasını engelleyebilir. Dolayısıyla bükülecek kenarlar en uygun sırayla, gerekiyorsa daha
sonra tamamlanacak şekilde, yarım bükümler yaparak, tezgahta işleme sokulmalıdırlar. Aksi
takdirde rastgele yapılan bükümler parçanın diğer bükümlerinin yapılmasına engel olabilir.
Bu belirlenen sıranın izlenmesi iş parçasının en kısa sürede, herhangi bir hata olmadan
işlenmesini sağlayacaktır.
65

LAZER (CAM) PROGRAMI HAZIRLANMASI
Açılımı hazırlanan iş parçasının teknik resmi DXF formatında kaydedilip lazer cam
programının hazırlandığı BYBASE ‘de tekrar açılır. CAM programın hazırlanış sırası:
1. ByBase programı içindeki ByPart modülü çalıştırılır.
2. Yeni sayfa açılır.(File/New)
3. DXF formatında kaydedilen teknik resim açılan yeni sayfaya “File/import/xxxxxx.dxf”
komutu yardımıyla çağırılır.
4. Açılan teknik resimde parçayı sınırlayan çerçevenin sol alt köşesi (0,0) konumuna taşınır.
Örneğin şekil-2’de daire içine alınmış nokta parçayı sınırlayan çerçevenin sol alt köşesidir.
ŞEKİL-1
5. Açılan resmi tek bir form haline getirmek için “Contour” komutu kullanılır.
“Contour” komutu seçilip tüm parça seçilir. Bu işlem yapıldıktan sonra iş parçası yeşil
renge dönüşür.
6. “Contour” işlemi yapıldıktan sonra iş parçası üzerindeki eleman niteliklerini belirleme
işlemine geçilir. Bu işlem iş parçası üzerindeki daire, değişik konturlardaki boşaltmalar
gibi elemanların kesim sırasında ayrı ayrı ele alınmalarını sağlar. “Define Element
Attributes” komutu ile eleman niteliği belirlenir ve “Set Element Attributes”
komutuyla belirlenen nitelik elemana atanır. “Define Element Attributes” komutu içinde
“Processmacro1” ve “Processmacro2” nitelikleri mevcuttur. “Processmacro1” çap
66

10mm’den küçük delikler için seçilir ve “Set Element Attributes” komutu ile ilgili
deliklere atanır.
“Processmacro2” iş parçası üzerindeki değişik konturlardaki boşaltmalar ve
10mm’den büyük delikler için seçilir ve “Set Element Attributes” komutu ile ilgili
boşaltmalara atanır. İş parçasının çevresinin kesiminde “Processmacro1” veya
“Processmacro2” kullanılmaz. Eğer bu iki nitelikten birisi “Define Element Attributes”
içinde işaretli ise bu işaret kaldırılır ve “Set Element Attributes” komutu ile parçanın
çevresi seçilir. Eleman nitelikleri atandıktan sonra parça mavi rengi alır.
NOT: İşaretlenmiş olan “Processmacro1” veya “Processmacro2” nitelikleri bir sonraki iş
parçası işlenirken de işaretli kalacaklardır. Dolayısıyla yeni iş parçasında “Set Element
Attributes” komutu kullanılmadan önce “Processmacro1” veya “Processmacro2”
niteliklerinin işaretli olup olmadığı kontrol edilmelidir.
7. Lazer kesim işlemi iş parçasına belirli bir uzaklıktan başlar ve önceden ayarlanabilen bir
yol izleyerek parçaya yaklaşır. İş parçası üzerindeki kesim işlemlerini yaptıktan sonra
parçadan uzaklaşır. Tüm bu kesim işlemine başlama uzaklığı, parçaya yaklaşma yolu,
parçayı kesmeye başladığı yer ve kesim işlemi bittikten sonra parçadan ayrılma şekli
“Define initial cut/end cut” ve “Set initial cut/end cut” komutlarıyla yapılır.
Eğer kesim yeri hatalı seçildiyse “Delete initial cut/end cut” komutu ile seçili yer
silinip yeni yer “Set initial cut/end cut” komutu ile belirlenir.
“Define initial cut/end cut” komutu altında “Initial cut type” menüsü altında parçaya
yaklaşma şekilleri mevcuttur. Bunlar şöyle sıralanabilir:
“Directly on the contour” : Kesilecek konturun üzerinden kesmeye başlar. İş
parçasına zarar verebileceği için pek tercih edilmez.
“Straight line at right angles on the contour” : İş parçası üzerinde kesimin
başlayacağı noktaya belli bir mesafeden dik olarak yaklaşmak için kullanılır.
Kesimlerde en sık kullanılan yaklaşma şeklidir.
“Straight line with arc on the contour” : İş parçasına yaklaşırken ilk olarak düz
bir yol kat edip parçaya yaklaştığında yay çizip kesme işlemine başlanır.
“Straight line tangentially on the contour” : İş parçası kesiminin başlayacağı
noktaya parçanın konturü üzerinden düz bir yol izleyerek yaklaşma
yöntemidir.
67

“Arc tangential to contour” : Kesme işleminin başlayacağı noktaya yay çizerek
yaklaşma yöntemidir. Parça üzerinde oluşabilecek izi en aza indirger.
“Define initial cut/end cut” komutu altında “End cut type” menüsü altında parçadan
ayrılma şekilleri mevcuttur. Bunlar şöyle sıralanabilir:
“Directly on the contour” : Lazerin kesilen konturun ilk kesim noktasına geri
dönmesi ve bu noktada z ekseninde yükselerek kesim işlemini bitirmesini
sağlamak için kullanılan komuttur. Lazerin konturdan ayrılması için en sık
kullanılan komuttur.
“Straight line at right angles on the contour” : Lazerin kesim işlemini
tamamlamasının ardından ilk kesim noktasına döndükten sonra kestiği
konturdan dik olarak belirlenen ölçüde uzaklaşıp kesme işlemini tamamlaması
işlemidir.
“Straight line with arc on the contour” : Lazerin kesim işlemini
tamamlamasının ardından kestiği konturdan ilk olarak yay çizip daha sonra düz
bir yol izleyip iş parçasından ayrılma şeklidir.
“Following the contour” : Lazer kesim işleminin son aşamasında kesim yaptığı
konturu takip ederek parçadan uzaklaşmasıdır.
“Arc tangential to contour” : Kesim işleminin tamamlanmasının ardından
kontur üzerinden yay çizerek ayrılma işlemidir.
NOT : Bazı durumlarda “Set initial cut/end cut” komutu seçilip ekranda beliren küçük kare
yardımıyla kesim noktası belirlendiğinde , program belirlenen yeri değil farklı bir noktayı
seçer bu durumda seçilen konturun kapalı olduğundan emin olunmalıdır.
8. Konturların kesim başlangıç noktaları belirlendikten sonra bu konturların kesim sıralarının
belirlenmesi gerekir. Bu işlem “Define Processing Sequence” , “Set Processing
Sequence” ve “Delete Processing Sequence” komutları yardımı ile yapılır.
“Define Processing Sequence” altında sıralı seçim ve rastgele seçim için kullanılan
komutlar vardır. Sıralı seçimde, iş parçasında ilk olarak içteki çaplar ve boşaltmalar seçilir.
Daha sonra iş parçasının dış konturu seçilir. Sıralı seçim yapılırken “Define Processing
Sequence” komutu altında “Path Optimized” seçili olmalıdır. “Path Optimized” seçildikten
sonra “Define Processing Sequence” komutundan çıkılır ve “Set Processing Sequence”
komutu seçilir. BYPART tarafından Otomatik veya Manuel seçim seçenekleri sunulur.
68

Otomatik seçeneği seçilirse program deliklerden ve boşaltmalardan başlayarak kesim
sırasını kendi atar.
Bu kesim sırasını belirleme işlemi sırasında seçtiği delik veya boşaltmanın hemen
bitişiğindeki konturden kesim sırası belirleme işlemine devam eder. Eğer manuel seçeneği
seçilirse programcı kesme sırasını kendi belirler. Rastgele seçimde “Random Optimized”
seçeneği “Define Processing Sequence” komutu altından seçilir. BYPART tarafından
Otomatik veya Manuel seçim seçenekleri sunulur. Otomatik seçeneği seçilirse program çap
ve boşaltmalardan başlayarak kesim sırasını kendi atar. Bu kesim sırasını belirleme işlemi
sırasında kontur seçimini program rastgele düzende yapar. Manuel seçeneğinde programcı
kesim sırasını kendi belirler.
NOT : Kesim sırası belirleme , üzerinde çok sayıda delik ve boşaltma bulunan parçaların
kesiminde büyük önem taşır. Çok sayıdaki delik ve boşaltma sıralı kesim ile kesilirse
kesilen bölgede malzeme aşırı ısınacağından bozulmalar olabilir. Dolayısıyla bu tür
parçalarda delik ve boşaltmaların kesim işlemi rastgele düzende yapılmalıdır.
NOT : “Set Processing Sequence” komutu ile kesim sırası belirlenmiş iş parçalarında
kesim sırasını değiştirmek istediğimizde “Delete Processing Sequence” komutunu
kullanıyoruz. Sildiğimiz kesim sırası yerine istediğimiz sırayı oluştururken tekrar “Set
Processing Sequence” komutunu kullanıyoruz. Bu komut seçildiğinde otomatik veya
manuel seçenekleri belirecektir. Manuel komutu seçildiğinde “Append” veya “Insert”
seçenekleri belirir . “Append” komutu yeni seçeceğimiz konturu daha önce seçtiğimiz
konturların sonuna ekleyeceksek kullanıyoruz. “Insert” komutu ise kesim sırasında aradan
sildiğimiz konturları tekrar aynı kesim sırasına dahil etmek için kullanılır.
9. BYPART’ta yapılan işlemler bitmiştir. Yapılanlar kaydedilir ve BYPART kapatılır.
10. İş parçasının kesileceği levha üzerine yerleştirilmesi, iş parçaları arasındaki kesme
sıralarının belirlenmesi ve kesim işlemi için CAM program hazırlanması işlemlerinin
yapılabilmesi için BYWORK çalıştırılır.
11. BYPART’ta yapılan parçayı çağırabilmek için “Working range” ikonu altında “Parts”
seçilmelidir. Daha sonra “Process” ikonu altındaki “Insert Part” seçilir. Çıkan liste
BYPART’ta hazırlanmış iş parçalarını göstermektedir. Çıkan menüde “OID” ikonuna
69

basılarak parçaları yapılış tarihine göre sıralarız. BYPART’ta yaptığımız parçayı bulup bu
listeyi kapatırız.
12. İş parçası seçiminden sonra iş parçasının yerleştirileceği levhanın tanımlanması
yapılmalıdır. “Working range” ikonu altından “Raw material” seçilir. “Process” ikonu
altından “User Def. Raw Material” seçilir. Bu komut seçildikten sonra iş parçasının
yapılacağı malzemeye göre kesileceği levhanın ebatları girilir.
Aluminyum: 1000x2000
DKP : 1200x2400
Pirinç : 600x2000
Üzerinde kesim yapılacak levhanın ölçüleri girildiğinde levha şekli ekranda belirir. Bu
levha daha sonra iş parçasının üzerine yerleştirileceği şablon olarak kullanılır.
13. Kesim yapılacak levhayı tanımladıktan sonra iş parçasını levha üzerine yerleştirme
işlemine geçilir. Yerleştirme işlemini yapmak için “Working range” ikonundan “Nest
Part” komutu seçilir. Açılan yeni sayfada önceden tanımlanmış olan iş parçasının
kesileceği levha ve açılan sayfanın sağ üst köşesinde BYPART’ta hazırlanmış olan iş
parçası gözükmektedir. Daha sonra açılan sayfada “Plan” ikonundan “New” komutu
seçilir ve açılan pencerede “Plan Designation” kısmına 1 yazılır ve pencereden çıkılır.
Sağ üst köşede bulunan iş parçası seçilir.
Seçilen parça sarı renk alır. “Nest” ikonu altındaki “Insert” komutu ile seçilen iş parçası
boyutları önceden tanımlanmış olan levha üzerine yerleştirilir. Daha önce iş parçasını
sınırlayan çerçevenin sol alt köşesinin (0,0) koordinatlarına getirilmesiden , “Insert”
komutunu kullanarak parçaları yerleştirme işleminde faydalanılır. İş parçası “Insert”
komutu seçildikten sonra (0,0) konumundan tutulup levha üzerine yerleştirilir. Levhaya
yerleştirilen parça kopyalanarak istenen sayıda levha üzerine konumlandırılması sağlanır.
NOT : Levha malzeme üzerine yerleştirilen iş parçaları levhanın sol kenarından 70 mm
uzaklaştırılmalıdır. İş parçalarının levhanın sol kenarına en yakın ucu bu kenardan 70 mm
uzak olmalıdır.
Bundan sonraki işlemde levha üzerine yerleştirilen iş parçalarının kesim sıraları
belirlenmelidir. “Plan” ikonunun altında “Set cutting sequence” komutu ile iş parçalarının
kesim sıraları belirlenir. Bu sıra belirlenirken şuna dikkat etmek gerekir ; kesim sırası iş
70

parçaları aşağıdan yukarı doğru seçilerek oluşturulur. En üstteki parça seçildiğinde
yandaki sıranın en alt parçasından devam edilir.
14. Son basamak olarak iş parçasının CAM programı hazırlanır. CAM programının
hazırlanabilmesi için “Working range” ikonundan “Postprocessor” komutu seçilir. Açılan
sayfada “Short name” kısmına parçanın adı yazılır. Daha sonra “Generate” ikonuna basılır.
“Generate” butonu yardımıyla iş parçasının CAM programı hazırlanmış olur. Hazırlanan
progaram “Lcc” ikonu altındaki “Export Current Plan” komutu yardımıyla program
dosyası diğer programların da bulunduğu, önceden belirlenmiş klasörün içine atılır. Son
işlem olarak hazırlanan program lazer tezgahına ait kısayol kullanılarak lazer tezgahının
bilgisayarında bulunan “işlenecekler” klasörünün içine atılır.
Referans: SAC_METAL_İŞLEME ASELSAN HC MTD
PROGRAMLAMA
Mekanik Tasarım Direktörlüğü’nde Pro Engineer programında tasarlanan parçalar
CAD resmi ile birlikte Mekanik Mühendislik Geliştirme bölümüne gelir.
Tasarlanan parçaların programı CAM’de hazırlanır. Program yapılırken malzemenin
cinsi, parçanın hassasiyeti, ölçüleri, tezgahların gücü ve kapasiteleri göz önünde bulundurulur.
Aynı zamanda atölyedeki tezgahların iş durumu da takip edilerek parçanın hangi tezgahta
işleneceği belirtilir. Parçanın tezgaha bağlanma şekli; mengene, aparatlar, yandan sıkıştırma
yöntemleri ve kullanılacak takımlar sırasıyla bilgisayar destekli üretim formunda belirtilerek
programı yapan kişi tarafından hazırlanır.
Program hazırlandıktan sonra Gouges check ve NC check’de programın doğruluğu
kontrol edilir. Gözden kaçabilecek detaylar da bu şekilde düzeltilmiş olur.
71

HIZLI PROTOTİP
FDM TITAN
HIZLI PROTOTİP CİHAZI
Üretici: Startasys/USA
Yılı: 2005
İşlemler: Hızlı Prototip
Tezgah Özellikleri
ABS, polycarbonate, polyphenylsulfore gibi gerçek mühendislik parçaları ile
fonksiyonel üretim
406*355*406 mm modelleme ölçüleri
Katman kalınlıkları: ABS-0,127 veya 0,254 mm
Polycarbonate-0,178 veya 0,254 mm
Polyphenylsulfore-0,254 mm
ABS parçalarda su ile destek malzemelerini ayrıştırabilme
127 mm’ye kadar olan parçalarda 0,127mm
127’den büyük ölçülerde her 1mm için 0,0381mm hassasiyet
Insight yazılımı ile etkin katman düzenleme
72

EDEN 350
HIZLI PROTOTİP CİHAZI
Üretici: Objet Geometries Ltd/İsrail
Yılı: 2005
İşlemler: Hızlı Prototip, 3-D printer
Tezgah Özellikleri
Full care 720 şeffaf, verablue verowhite opak, tangoblack tangogray kauçuk benzeri
esnek malzeme çeşitleri ile kavramsal model oluşturma
340*340*200 mm modelleme ölçüleri
0,016 mm katman kalınlığı
Geometri, parça yönü ve büyüklüğüne bağlı olarak 0,1-0,3 mm hassasiyet
X ve y eksenlerinde 600 dpi, z ekseninde 1600 dpi çözünürlük
Tüm malzemeler için tek bir destek malzemesi kullanımı
Malzeme çeşitleri arasında hızlı ve kolay geçiş imkanı
Basınçlı su ile kolay destek malzemesi kullanımı
Objet Studio yazılımı ile etkin katman düzenleme
SİLİKON KALIP HAZIRLANIŞI
73

Objet Hızlı Prototip Cihazın’dan çıkan master parçalara önce astar çekilir, arkasından
cilalama (Parçanın silikondan rahatça çıkması için) yapılır. Parça yüzeyi ne kadar düzgün
olursa kalıptan çıkacak kopyalar da o kadar düzgün olacaktır.
Master parçanın silikon kalıptan kolayca ayrılabilmesi için delik olan bölgelerin, ince
fakat yeterli dayanıma sahip bir bant kullanılarak kapatılması gerekir. Malzeme akışının
yapılacağı yolluk girişi her zaman master parçanın arka veya iç yüzeyine uygulanmalıdır.
Master parçanın en yüksek noktasına malzeme akışı anında silikon kalıbın içinde sıkışan
havanın tahliyesi için hava kaçış çubuğu uygulanmalıdır.
Silikon kalıbı oluşturabilmek için master parçaya uygun döküm kalıbı hazırlanmalıdır.
Master parçanın dış boyutlarına 3-4 cm daha eklenerek döküm kalıbının ölçüleri çıkartılır.
İçine 0,1 oranında katılaştırıcı eklenen silikon malzeme silikonun kabarması son bulana kadar
vakum altında MCP’de bekletilmelidir. Prototip malzeme döküm kalıbının içine havada
duracak şekilde yerleştirilir. Vakum cihazından alınan silikon yavaş ve sabit debide, önce
kalıbın altını dolduracak şekilde kalıba dökülür. Parçanın üstü kapatılana kadar alüminyum
kap doldurulur ve 40˚ C’lik fırında 8 saat küllenmeye (katılaşmaya) bırakılır.
Katılaşma sürecinin sonunda fırından çıkan silikon, döküm kalıbından ayrılır. Hava
kaçış çubukları ve yolluk dikkatlice çıkartılmalıdır. Daha sonra kalıp ayırma çizgisi takip
edilerek silikonun dış yüzeyine tükenmez kalem ile kesme yolu işaretlenmelidir. Alüminyum
kap açılarak içindeki silikon çizilerek parça silikon malzeme içinden çıkartılır. Kalıp, kesme
yolunun üzerinden kesin ve sivri uçlu bir bisturi ile açılmalıdır. Kesim işleminden sonra kalıp
baskıya hazır hale gelir.
SİLİKON KALIBIN BASKIYA HAZIRLANMASI
Kaliteli bir baskı için kalıbın temizliği çok önemlidir. Kalıbın içindeki en ufak toz, kir
basılacak parçayı bozabileceğinden, kalıp gereken şekilde temizlenmelidir. Basılan parçanın
silikonu etkilememesi ve parçanın kalıptan rahat ayrılabilmesi için kalıbın içine kalıp ayırıcı
sprey sıkmak gerekmektedir.
Spreyler sıkıldıktan sonra kalıp düzgün bir şekilde kapatılır. Yolluk girişlerinin ve
hava kaçış deliklerinin üzerine gelmeyecek ve kalıp deforme olmayacak şekilde sıkıca
bantlanır. Vakum altında ihtiyaca uygun reçine seçimi yapılır. Reçineler tartıldıktan sonra
kalıp vakum cihazının içine yerleştirilir. Hortum ve yolluk bağlantıları yapılır. Reçineler
74

kalıbın içine tamamen doluncaya kadar işlem devam eder. Kalıp vakum cihazından çıkartılıp
70˚C’lik fırında 45 dakika soğumaya bırakılır. Vakum altında döküm yapılarak elde edilen
parça kullanıma hazır hale gelir. Yeni parça için yukarıdaki işlemler sırasıyla tekrarlanır.
75

Termoset:geri dönüşü olmayan malzeme
Termoplastik : mum gibi erir yanmaz.
76

5-MAKİNA VE EL RAYBALARI
HSS (Yüksek hız çeliği )
Titanyum kaplı matkap
Raybalar delinmiş deliklerin daha temiz yüzeyli olarak çıkmasını sağlar. Makine rayblarında
çap 1,19 – 21 mm aralığında el raybalarında ise çap 3 – 24 mm aralığında kullanılır.
4- PAFTA
HSS (Yüksek hız çeliği )
Paftalar belirli çaptaki millere diş açmaya yarar. Tezgahta ve elde yapılabilir. M1 – M24
aralığında ve inç biriminde matkaplar olarak kullanılır.
6-TIRTIL
HSS (Yüksek hız çeliği )
Torna tezgâhlarında mil üzerine tırtıl çekmede kullanılır. Düz, sol, sağ, çapraz tırtıl olmak
üzere sınıflandırılır.
...................Kaynak yapılan yerde çatlak olup olmadığını anlamak için testler yapılır. Bunlar
penetrant ve röntgen testidir. Penetrant testinde yüzey kimyasal maddelerle temizlenir; yine
kimyasal kırmızı bir madde sürülerek bir saat kadar beklenir. Yüzey kırmızı madde silinenene
kadar tekrar temizlenir. Temizlenmiş yüzeye pudra yapısında bir sprey sıkılır. Eğer yüzyde
kırmızılıklar beliriyorsa kaynakta çatlaklar var demektir. Röntgen testi ise daha hassastır.
Daha çok uçaklarda kullanılır........................
77