ASME Sec Viii Div2
284
ТЕХНИЧЕСКИЕ УСЛОВИЯ И ТРЕБОВАНИЯ ASME (АМЕРИКАНСКОГО ИНСТИТУТА ИНЖЕНЕРОВ- МЕХАНИКОВ), ПРЕДЪЯВЛЯЕМЫЕ К КОТЛАМ И СОСУДАМ ВЫСОКОГО ДАВЛЕНИЯ МЕЖДУНАРОДНЫЙ СТАНДАРТ ПРАВИЛА ПРОЕКТИРОВАНИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ АМЕРИКАНСКИЙ ИНСТИТУТ ИНЖЕНЕРОВ-МЕХАНИКОВ НЬЮ-ЙОРК, ШТАТ НЬЮ-ЙОРК VIII ГЛАВА 2 – Альтернативные правила Приложения 2002 1-ое июля 2002 г. КОМИТЕТ ASME (АМЕРИКАНСКОГО ИНСТИТУТА ИНЖЕНЕРОВ- МЕХАНИКОВ) ПО КОТЛАМ И СОСУДАМ ВЫСОКОГО ДАВЛЕНИЯ ПОДКОМИТЕТ ПО СОСУДАМ ВЫСОКОГО ДАВЛЕНИЯ
-
Upload
cenkturker -
Category
Documents
-
view
1.321 -
download
11
description
ASME Standard American Standard for Mechanical Engineers
Transcript of ASME Sec Viii Div2
ТЕХНИЧЕСКИЕ УСЛОВИЯ И ТРЕБОВАНИЯ ASME (АМЕРИКАНСКОГО ИНСТИТУТА ИНЖЕНЕРОВ-МЕХАНИКОВ), ПРЕДЪЯВЛЯЕМЫЕ К КОТЛАМ И СОСУДАМ ВЫСОКОГО ДАВЛЕНИЯ МЕЖДУНАРОДНЫЙ СТАНДАРТ
ПРАВИЛА ПРОЕКТИРОВАНИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ
АМЕРИКАНСКИЙ ИНСТИТУТ ИНЖЕНЕРОВ-МЕХАНИКОВ НЬЮ-ЙОРК, ШТАТ НЬЮ-ЙОРК
VIII ГЛАВА 2 – Альтернативные правила Приложения 2002 1-ое июля 2002 г. КОМИТЕТ ASME (АМЕРИКАНСКОГО ИНСТИТУТА ИНЖЕНЕРОВ-МЕХАНИКОВ) ПО КОТЛАМ И СОСУДАМ ВЫСОКОГО ДАВЛЕНИЯ ПОДКОМИТЕТ ПО СОСУДАМ ВЫСОКОГО ДАВЛЕНИЯ
Дата опубликования: 1-ое июля 2002 г.
Данный международный стандарт разработан согласно общепринятой методике, целью которой является определение соответствия критериям Американским Национальным Стандартам, и, следовательно, данный стандарт является Американским Национальным Стандартом. Комитет по Стандартам, одобривший данный стандарт, обеспечил равную возможность участия в разработке стандарта компетентных и заинтересованных сторон. Предложенный стандарт был предъявлен на общее обсуждение для внесения замечаний, предоставив этим возможность промышленным, научным и официальным кругам, а также общественности в целом, внести свою дополнительную лепту в окончательную разработку данного стандарта.
Американский Институт Инженеров-механиков не обладает полномочиями «утверждать», «оценивать» или «одобрять» никакие изделия, конструкции, оригинальные разработки и устройства, или производственные способы и методы.
Американский Институт Инженеров-механиков соблюдает нейтралитет в вопросе, касающемся юридической действительности любых прав из патента, отстаиваемых в отношении любых изделий, упоминаемых в данном документе, и не берет на себя никаких обязательств по страхованию любого, использующего данный стандарт, от ответственности за нарушение любого патента, и не принимает на себя никакой ответственности. Пользователи данного стандарта извещаются в прямой форме, что вопрос установления юридической действительности любых прав из патента и риск нарушения этих прав ложится под их полную ответственность.
Участие представителей федеральных органов и служб или аффилированных лиц, контролирующих производство, не должно пониматься, как официальное правительственное или промышленное одобрение данного стандарта.
Американский Институт Инженеров-механиков принимает на себя ответственность только за те трактовки данного документа, издаваемые в соответствии с установленными правилами и методиками, которые исключают трактовки данного документа отдельными лицами.
Сноски в настоящем документе является неотъемлемой частью данного Американского Стандарта.
Никакая часть данного документа не может воспроизводиться ни в какой форме, включая электронную информационно-поисковую систему и прочее, без предварительного на то разрешения издателя, которое оформляется в
письменной форме.
Номер регистрационной карточки по каталогу библиотеки Конгресса: 56-3934 Документ отпечатан в Соединенных Штатах Америки
Американский Институт Инженеров-механиков
Three Park Avenue, New York NY 10016-5990 (Нью-Йорк, штат Нью-Йорк)
Авторское право © 2002 АМЕРИКАНСКИЙ ИНСТИТУТ ИНЖЕНЕРОВ-МЕХАНИКОВ
Авторские права защищены
2001 ASME
ТЕХНИЧЕСКИЕ УСЛОВИЯ И ТРЕБОВАНИЯ ASME (АМЕРИКАНСКОГО ИНСТИТУТА ИНЖЕНЕРОВ-МЕХАНИКОВ), ПРЕДЪЯВЛЯЕМЫЕ К КОТЛАМ И
СОСУДАМ ВЫСОКОГО ДАВЛЕНИЯ А02 РАЗДЕЛЫ I Правила проектирования энергетических котлов II Материалы Часть А – Технические условия и требования, предъявляемые к черным металлам Часть В - Технические условия и требования, предъявляемые к цветным металлам Часть С - Технические условия и требования, предъявляемые к сварочным пруткам, электродам и присадочному металлу Часть D – Свойства III Подраздел NCA – Основные технические требования, изложенные в Главах 1 и 2 III Глава 1 Подраздел NB – Детали класса 1 Подраздел NC – Детали класса 2 Подраздел ND – Детали класса 3 Подраздел NE – Детали класса МС Подраздел NF – Опоры Подраздел NG – Опорные конструкции активной зоны Подраздел NH – Детали класса 1, подлежащие эксплуатации в условиях повышенных температурных режимов Приложения III Глава 2 – Технические условия и требования, предъявляемые к бетонным защитным оболочкам III Глава 3 – Системы локализации аварии для хранения и транспортной упаковки отработанного ядерного топлива и высокорадиоактивных материалов и отходов IV Правила проектирования отопительных котлов V Неразрушающий контроль VI Рекомендуемые правила технического обслуживания и эксплуатации отопительных котлов VII Рекомендуемые правила технического обслуживания энергетических котлов VIII Правила проектирования сосудов высокого давления Глава 1 Глава 2 – Альтернативные правила Глава 3 – Альтернативные правила проектирования сосудов высокого давления IX Проверка (испытание) сварного и паяного шва на соответствие техническим условиям X Армированные волокном пластмассовые сосуды высокого давления XI Правила технического контроля в процессе эксплуатации деталей и узлов ядерной энергетической установки
ПРИЛОЖЕНИЯ Цветные Приложения, содержащие дополнения и поправки к отдельным Разделам данного Стандарта, издаются ежегодно и автоматически отсылаются заказчикам соответствующих Разделов вплоть до очередного переиздания данного Стандарта в 2004 году. Издание Стандарта 2001 г. представляет собой с бесшовным механическим скреплением листов, и, соответственно, Приложения тоже выпускаются в таком же формате с бесшовным механическим скреплением разъемных листов.
ТРАКТОВКИ Американский Институт Инженеров-механиков публикует письменные ответы на запросы, касающиеся трактовки технических аспектов данного Стандарта. Трактовки по каждому отдельному Разделу публикуются отдельно и включаются в данные Разделы в качестве части обновлений и дополнений к данному Разделу. Трактовки публикуются через каждые полгода (в июле и декабре) вплоть до переиздания Стандарта в 2004 году. Трактовки Раздела III, Глав 1 и 2 включаются в Подраздел NCA вместе с обновлениями и дополнениями.
ПОЛОЖЕНИЯ СТАНДАРТА Комитет по Котлам и Сосудам Высокого Давления регулярно собирается для того, чтобы рассмотреть предложенные дополнения и поправки к данному Стандарту и сформулировать Положения для разъяснения целей и назначения существующих технических требований, или для установления, в случае крайней необходимости, правил и норм в отношении материалов и конструкций, не охваченных данным Стандартом. Утвержденные Положения появляются в соответствующем томе Положения Стандарта 2001: (1) Котлы и Сосуды Высокого Давления и (2) Ядерные Компоненты. Дополнения автоматически рассылаются заказчикам Положений Стандарта вплоть до его переиздания в 2004 году.
xiii
ПЕРСОНАЛ Подкомитетов, Подгрупп и Рабочих Групп Комитета по Котлам и Сосудам Высокого Давления Американского Института Инженеров-механиков
По состоянию на 1 января 2002 г.
ГЛАВНЫЙ КОМИТЕТ
CОГЛАСИТЕЛЬНАЯ ГРУППА ПО МОРСКОМУ ОБОРУДОВАНИЮ
Г.Г. Карчер (G.G. Karcher), Председатель
W.M.Lundy Дж.Тиратто (J.Tiratto), Председатель
ДЖ.Л.Джоунс (J.L.Jones)
Дж.Г.Фелдштейн (J.G. Feldstein), Вице-Председатель
Дж.Р.Мак-кей (J.R. MacKay)
Л.В.Даутвейт (L.W.Douthwaite)
Дж.С. Брцушкиевич (J.S.Brzuszkievicz), Секретарь
Т.Г.Мак-карти (T.G.McCarty) СОГЛАСИТЕЛЬНЫЙ КОМИТЕТ
Р.В.Барнс (R.W. Barnes) У.Р.Миллер (U.R. Miller) Д.А.Доуин (D.A.Douin) –Иллинойс (Председатель)
С.Катц (S.Katz) - Британская Колумбия, Канада
Д.Л.Бергер (D.L. Berger) М.Д.Бернштейн (M.D. Bernstein)
Р.А.Моен (R.A. Moen) П.А.Мулви (P.A.Molvie)
Р.Д.Ритц (R.D.Reetz) - Северная Дакота (Вице-Председатель)
М.Котб (M.Kotb) – Квебек, Канада К.Т.Лау (K.NT.Lau) – Альберта, Канада
М.Н.Бресслер (M.N. Bressler)
К.К.Нили (C.C. Neely) Д.Е.Таннер (D.E.Tanner) – Огайо (Секретарь)
Дж.Лемаер (J.Lemire) - Калифорния
Д.А.Канонико (D.A. Canonico)
Т.П.Пастэр (T.P. Pastor) Р.Дж.Абен (R.J.Aben, Jr.) - Мичиган
К.Лундине (C.Lundine) - Орегон
Ф.К.Черни (F.C. Cherny) Д.А.Доуин (D.A. Douin)
К.Дж.Пипер (C.J. Pieper) Р.Ф.Риди (R.F Reedy)
Дж.Т.Амато (J.T.Amato) – Миннесота
С.Е.Лионс (S.E.Lyons) – Арканзас М.А.Малек (M.A.Malek) - Флорида
Р.Е.Фейгель (R.E. Feigel) Р.Е.Гимпл (R.E. Gimple)
Б.В.Робертс (B.W. Roberts) Ф.Дж.Шааф (F.J. Schaaf, Jr.)
Е.А.Андерсон (E.FA.Anderson) – Чикаго, Иллинойс
К.Ф.Манкел (C.F.Mankel) –Аляска Р.Д.Марвин II (R.D.Marvin II) -
М.Гоулд (M. Gold) О.Ф.Хедден (O.F. Hedden)
А.Селц (A. Selz) Д.Е.Таннер (D.E. Tanner)
М.М.Барбер (M.M.Barber) - Мичиган
Вашингтон И.В.Молт (I.W.Mault) – Манитоба,
Д.Ф.Лэндерс (D.F. Landers) Р.Барлетт (R.Barlett) - Аризона Канада ИСПОЛНИТЕЛЬНЫЙ КОМИТЕТ (ГЛАВНЫЙ КОМИТЕТ)
Ф.П.Бартон (F.P.Barton) - Вирджиния
Х.Т.Мак-еуэн (H.T.McEwen) – Миссисипи
Дж.Г.Фелдштейн (J.G. Feldstein), Председатель
М.Гоулд (M. Gold) В.К.Бригэм (W.K.Brigham) - Нью-Гемпшир
А.В.Мейринг (A.W.Meiring) - Индиана
Г.Г. Карчер (G.G. Karcher), Вице-Председатель
Дж.Р.Мак-кей (J.R. MacKay)
Д.Е.Бёрнс (D.E.Burns) - Небраска
Р.Майл (R.Mile) – Онтарио, Канада М.Ф.Муни (M.F.Mooney) -
Дж.С. Брцушкиевич Т.П.Пастэр (T.P. Pastor) Дж.Х.Бёрпи (J.H.Burpee) - Мэн Массачусетс (J.S.Brzuszkievicz), Секретарь К.Касл (C.Castle) - Новая
Шотландия Й.Нагпол (Y.Nagpaul) – Гавайи Дж.Д.Пейтон (J.D.Payton) -
Р.В.Барнс (R.W. Barnes) Д.А.Канонико (D.A. Canonico)
А.Селц (A. Selz) А.Дж.Спенсер (A.J.Spencer)
Р.Р.Кейт (R.R.Cate) – Луизиана Л.Чейз (L.Chase) – Северо-западные Территории, Канада
Пенсильвания М.Р.Петерсон (M.R.Peterson) – Аляска
Р.Е.Гимпл (R.E. Gimple) Д.Е.Таннер (D.E.Tanner) Р.А.Кумс (R.A.Coomes) – Кентукки
Х.Д.Пфафф (H.D.Pfaff) – Южная Дакота
ПОЧЕТНЫЕ ЧЛЕНЫ (ГЛАВНЫЙ КОМИТЕТ)
Дж.Коркоран (J.Corcoran) - Коннектикут
Д.К.Прайс (D.C.Price) – Территория Юкон, Канада
Р.Д.Боннер (R.D.Bonner) Р.Дж.Боснак (R.J.Bosnak)
Р.К.Гриффин (R.C.Griffin) Е.Дж.Хемзи (E.J.Hemzy)
Д.Истмэн (D.Eastman) – Ньюфаундленд и Лабрадор, Канада
Р.С.Пусек (R.C.Pucek) – Висконсин Д.Е.Росс (D.E.Ross) - Нью-Брансуик, Канада
Г.Байног (G.Bynog) М.Х. Джавэд (M.H.Jawad) Г.Л.Ебейер (G.L.Ebeyer) – Новый Орлеан, Луизиана
М.Шафф (M.Shuff) – Западная Виргиния
Х.М.Канавэн (H.M.Canavan) Дж.Е.Латтэн (J.E.Lattan) Дж.Дж.Енгелкинг (J.J.Engelking) - Мэриленд
Н.Сёртис (N.Surtees) – Саскачеван, Канада
Р.Дж.Сеплюч (R.J.Cepluch) Дж.ЛеКофф (J.LeCoff) Е.Евмретт (E.Everett) - Джорджия
М.Р.Тот (M.R.Toth) - Теннесси
Л.Дж.Чокки (L.J.Chockie) Ф.Н.Мошини (F.N.Moschini) П.К.Хаккфорд (P.C.Hackford - Юта
М.Дж.Верхаген (M.J.Verhagen) - Висконсин
В.Е.Купер (W.E.Cooper) В.Д.Доти (W.D.Doty)
В.Е.Сомерс (W.E.Somers) Л.П.Зик (L.P.Zick,Jr.)
Дж.Б.Ханрэт (J.B.Hanrath) – Северная Каролина
М.Вашингтон (M.Washington) – Нью-Джерси
Дж.Р.Фарр (J.R.Farr) Дж.Б.Харлэн (J.B.Harlan) - Делавэр
Р.Б. Уэст (R.B.West) - Айова
КОМИТЕТ ПО НАГРАДАМ И ПРЕМИЯМ М.Л.Холлоуэй (M.L.Holloway) - Оклахома
М.Дж.Уил (M.J.Wheel) - Вермонт
Дж.Р.Мак-кей (J.R.MacKay), Председатель
М.Гоулд (M. Gold) К.Хайнс (K.Hynes) - Остров Принца Эдуарда, Канада
Р.К.Уайт (R.K.White) – Нью-Йорк
А.Дж.Спенсер (A.J.Spencer), Вице-Председатель
Е.Ф.Грегор (E.F.Gregor) Д.Т.Джаггер (D.T.Jagger) - Огайо
Т.Ф.Уиккэм (T.F.Wickham) - Род-Айленд
(G.Moino), Секретарь Ф.П.Бартон (F.P.Barton)
М.Х. Джавэд (M.H.Jawad) Д.П.Джоунс (D.P.Jones)
Д.Дж.Дженкинс (D.J.Jenkins) - Канзас
К.С.Уитерс (C.S.Withers) - Колорадо
М.Д.Бернштейн (M.D. Bernstein)
Т.П.Пастэр (T.P. Pastor) МЕЖДУНАРОДНАЯ КОНТРОЛЬНАЯ ГРУППА
Дж.Г.Фелдштейн (J.G. Feldstein)
К.Дж.Пипер (С.J.Pieper) В.Феликс (V.Felix) П. Уильямсон (P.Williamson)
Л.С. Ханг (L.S.Hung)
xiv
ПОДКОМИТЕТ ПО ЭНЕРГЕТИЧЕСКИМ КОТЛАМ (SC I) ПОДКОМИТЕТ ПО МАТЕРИАЛАМ (SC II)
Дж.Р.Мак-кей (J. R. MacKay), Председатель М.Д.Бернштейн (M. D. Bernstein), Вице-Председатель Дж.Н.Ших (J. N. Shih), Секретарь Д.Л.Бергер (D. L. Berger) Е.Эверетт (E. Everett) Ф.Р.Герети (F. R. Gerety) Дж.Хэйнсвот (J. Hainsworth) Т.Е.Хансен (T. E. Hansen) Дж.С.Хантер (J. S. Hunter) С.Ф.Джиэрингс (C. F.Jeerings) Х.Лоренц (H. Lorenz) В.Л.Лоури (W. L. Lowry) Т.С.Мак-гоф (T. C. McGough)
Р.Е.Мак-лафлин (R.E.McLaughlin) П.А.Молви (P. A. Molvie) Д.К.Пэрриш (D. K. Parrish) Дж.Т.Пиллоу (J. T. Pillow) Р.Г.Преснэк (R. G. Presnak) Б.В.Робертс (B. W. Roberts) Р.Д.Шулер (R. D.Schueler, Jr.) Дж.М.Тэнзош (J. M. Tanzosh) Р.В.Уилгосински (R.V.Wielgoszinski) Д.Н.Френч (D. N. French), Почетный Член Р.Л.Уильямс (R. L. Williams), Почетный член
М.Гоулд (M. Gold), Председатель Р.А.Моен (R. A. Moen), Вице-Председатель Н.Лобо (N. Lobo), Секретарь Д.С.Агаруол (D. C. Agarwal) В.Р.Эблетт (W. R. Apblett, Jr.) М.Н.Бресслер (M. N.Bressler) Дж. Кэмерон (J. Cameron) Д.А.Кэнонико (D. A.Canonico) В.Д.Доути (W. D. Doty) А.Фьюджио (A. Fujio) Д.В.Гэнди (D. W. Gandy) М.Х.Гилки (M. H. Gilkey) ДЖ.Дж.Хегер (J. J. Heger) Дж.Ф.Генри (J. F. Henry) К.Л.Гоффманн (C.L.Hoffmann) Г.К. Хсу (G. C. Hsu)
Ф.Масуяма (F. Masuyama) Дж.Р.Морер (J. R. Maurer) Р.К. Нанстэд (R. K. Nanstad) М.Л.Нейяп (M. L. Nayyar) Е.Г.Низбетт (E. G. Nisbett) Дж.Т.Парсонс (J. T. Parsons) Д.В.Раой (D. W. Rahoi) Б.В. Робертс (B. W. Roberts) Р.Р.Сили (R. R. Seeley) Е.Шапмро (E. Shapiro) С.Е.Спейдер (C.E.Spaeder,Jr.) Р.В. Свиндмэн (R.W.Swindeman) Дж.М.Танзош (J. M. Tanzosh) Б.Е.Тёргуд (B. E. Thurgood) Дж.С.Вейллэнт (J. C. Vaillant) Р.С.Векхио (R. S. Vecchio)
Подгруппа по Проектированию (SC I) Почетные Члены (SC II) П.А.Молви ( P. A. Molvie), Председатель М.Д.Бернштейн (M.D.Bernstein) М.Л.Коутс (M. L. Coats) Дж.Д.Фишберн (J.D.Fishburn) С.Ф.Джиэрингс (C. F.Jeerings)
Дж.С.Лайт (J. C. Light) Р.Д.Шулер (R. D.Schueler, Jr.) Дж.Л.Сигл (J. L. Seigle) Н.Сертис (N. Surtees) Р.В.Уилгосински (R.V.Wielgoszinski)
А.П.Эхрендт (A. P. Ahrendt) П.Р.Диршерл (Р.R. Dirscherl)
В.Д.Эдсол (W. D. Edsall) А.В.Зьютен (A. W. Zeuthen)
Подгруппа по Производству и Контролю (SC I) Подгруппа по Внешнему Давлению (SC II и SC - D) Д.Л.Бергер (D. L. Berger), Председатель Р.Е.Мак-лафлин (R.E.McLaughlin), Секретарь Дж.Хейнсвот (J. Hainsworth) Т.Е.Хансен (T. E. Hansen) Дж.М.Лионс (J. M. Lyons)
Т.С.Мак-гоф (T. C. McGough) С.К.Петитгоут (S. C.Petitgout) Дж.Т.Пиллоу (J. T. Pillow) Р.Д.Шулер (R. D.Schueler, Jr.) Р.В.Уилгосински (R.V.Wielgoszinski)
Р.В.Микитка (R. W. Mikitka), Председатель Б.К.Морлок (B. R. Morelock), Секретарь Д.С.Агаруол (D. C. Agarwal) Д.Дж.Грин (D. J. Green) Д.С.Гриффин (D. S. Griffin) М.Кэтчер (M. Katcher)
Д.Л.Кёрл (D. L. Kurle) Е. Миклопоулос (E.Michalopoulos) Д.Надел (D. Nadel) Д.Ф.Шо (D. F. Shaw) С.Е.Спейдер (C.E.Spaeder,Jr.) С.Х.Стёрджен (C.H.Sturgeon)
Подгруппа по Общим Требованиям (SC I) Подгруппа по черным металлам (SC II) Р.Е.Мак-лафлин (R. E. McLaughlin), Председатель Дж.Хейнсвот (J. Hainsworth), Секретарь Д.Л.Бергер (D. L. Berger) М.Д.Бернштейн (M.D.Bernstein) Е.Эверетт (E. Everett) Ф.Р.Джерети (F. R. Gerety)
С.Ф.Джиэрингс (C. F.Jeerings) Дж.М.Лионс (J. M. Lyons) Т.С.Мак-гоф (T. C. McGough) Д.К.Пэрриш (D. K. Parrish) Дж.Т.Пиллоу (J. T. Pillow)
Е.Г. Нисбетт (E. G. Nisbett), Председатель К.Л. Эбер (K. L. Aber) А. Апплетон (A. Appleton) Р.М. Дейвисон (R. M. Davison) Б.М. Дингмэн (B. M. Dingman) Т. Грэхем (T. Graham) В.Н. Холлидей (W. N.Holliday) К.М. Хоттл (K. M. Hottle) Д. Джаниковский (D.Janikowski) Д.К. Краузе (D. C. Krouse)
Дж.Ф. Лонгенеккер (J.F.Longenecker) В.К. Мэк (W. C. Mack) Дж. Р.Маурер (J. R. Maurer) А.С. Мелилли (A. S. Melilli) К.Е. Орие (K. E. Orie) Е. Упитис (E. Upiti Р. Завируча (R. Zawierucha) А.В. Цьютен (A. W. Zeuthen) Р.Х. Цонг (R. H. Zong)
Подгруппа по материалам (SC I) Подгруппа по международным стандартам на материалы (SC II) Б.В. Робертс (B. W. Roberts), Председатель Жд.С. Хантер (J. S. Hunter), Секретарь К.К. Колеман (K. K. Coleman) К.Л. Хейес (K. L. Hayes) Дж. А. Генри (J. F. Henry)
Дж.П. Либрехт (J. P.Libbrecht) Ф. Масуяма (F. Masuyama) Дж.М. Танзош (J. M.Tanzosh) Х. Н. Тайтер (H. N. Titer, Jr)
Подгруппа по трубопроводам (SC I) Т.Е. Хансен (T. E. Hansen), Председатель Д.Л. Бергер (D. L. Berger) М.Д. Бернштейн (M.D.Bernstein) П.Д. Эдвардс (P. D. Edwards) В.Л. Лоури (W. L. Lowry)
(Т.К. Мак-гоф (T. C.McGough) Р.Г. Преснак (R. G. Presnak) М.В. Смит (M. W. Smith) Е.А. Уиттл (E. A. Whittle)
В.М. Ланди (W. M. Lundy), Секретарь Д.К. Агаруэл (D. C. Agarwal) Дж. Камерон (J. Cameron) В.Д. Доти (W. D. Doty) Д.М. Фрайер (D. M. Fryer) Дж.П. Гласпи (J. P. Glaspie) М. Гоулд (M. Gold) М. Хайгучи (M Higuchi)
Ф. Осуэйллер (F. Osweiller) Дж.Т. Парсонс (J. T. Parsons) Р.Д.Шюлер (R. D. Schueler, Jr.) Р.Р.Сили (R. R. Seeley) Р.К.Сойн (R. C. Soin) Е.А.Стин (E. A. Steen) Е. Юпитис (E. Upitis)
Рабочая группа по рекуперативным парогенераторам (SC I и SC VIII)
Дж.М. Лайэнс (J. M. Lyons) А.Л.Пламли (A. L. Plumley)
Д.В. Рейхой (D. W. Rahoi)
xv
Подгруппа по цветным сплавам (SC II) Подгруппа по системам локализации аварии для
транспортных контейнеров с отработанным ядерным топливом и высокоактивными отходами (SC III)
Д.В.Рейхой (D. W. Rahoi), Председатель
Л. Хибнер (L. Hibner) Г.М. Фостер (G. M. Foster), Председатель
Г.К. Мок (G. C. Mok)
Д.К. Агаруэл (D. C. Agarwal), Секретарь
Г.К.Хсу (G. C. Hsu) Г.Дж. Соловей (G. J. Solovey), Вице-Председатель
Т.Дж. Нейдер (T. J. Neider)
В.Р. Аблетт (W. R. Apblett, Jr.) М. Кэтчер (M. Katcher) Д.К. Мортон (D. K. Morton), Секретарь
Р.Е. Никелл (R. E. Nickell)
Х.Д. Бушфилд (H. D.Bushfield) А.Г. Кайэта (A. G. Kireta, Jr.) В.Х. Бортер (W. H. Borter) Т.Дж.О’Коннелл (T.J.O’Connell) Л.Г. Коффи (L. G. Coffee) Р. Киссел (R. Kissell) Дж. Т. Коннер (J. T. Conner) Т. Зегьюса (T. Saegusa) А. Коген (A. Cohen) Е. Шапиро (E. Shapiro) Е.Л. Фарроу (E. L. Farrow) Н.М. Симпсон (N. M. Simpson) М.Х. Гилки (M. H. Gilkey) Р.К. Сутерлин (R. C. Sutherlin) Дж.М. Флойд (J. M. Floyd) Р.Х. Смит (R. H. Smith) Б. Хьюэр (B. Heuer) Р. Завируча (R. Zawierucha) Д.Р. Хит (D. R. Heath) Дж.Д.Стевенсон (J.D.Stevenson) Подгруппа по прочности цветных сплавов (SC II) Р.С. Хилл (R. S. Hill III) К.Дж. Темас (C. J. Temus) К.Л.Гоффманн (C.L.Hoffmann), Председатель
Ф. Масуяма (F. Masuyama) В.Х.Лэйк (W. H. Lake) П. Турула (P. Turula)
Дж.М. Танзош (J. M. Tanzosh), Секретарь
Р.А.Моэн (R. A. Moen) Х.В. .Ли ( H. W. Lee) С. Юкава (S. Yukawa)
В.Р. Аблетт (W. R. Apblett, Jr.) Д.В. Рейхой ( D. W. Rahoi) П.Е.Мак-Коннелл (P.E.McConnell) Д.А. Канонико (D.A.Canonico) Б.В. Робертс (B. W. Roberts) Подгруппа по проектированию (SC III) К.К. Коулман (K. K. Coleman) Р.Р. Сили (R. R. Seeley) Р.П. Дюблер (R. P. Deubler),
Председатель Р.С. Хилл (R. S. Hill III)
А. Фьюджио (A. Fujio) К.Е.Спейдер (C.E.Spaeder, Jr.) Е.Б. Бранч (E. B. Branch), Вице-Председатель
К.И. Джеттер (R. I. Jetter)
М. Гоулд (M. Gold) Р.В.Свиндеман (R.W.Swindeman) А.Н. Нгуйен (A. N. Nguyen), Секретарь
Х. Кобаяши (H. Kobayashi)
Дж.Дж.Хегер (J. J. Heger) Б.Е.Тёргуд (B. E. Thurgood) Т.М. Адамс (T. M. Adams) Дж.Т. Лэнд (J. T. Land) С. Киномьюэра (S. Kinomura) Т.П. Вассало (T. P. Vassallo) Й. Асада (Y. Asada) Д.Ф. Лэндерс (D. F. Landers) Подгруппа по прочности сварных швов (SC II и SC IX) Р.В. Барнс (R. W. Barnes) В.Н. Мак-лин (W. N. McLean)
Дж.М. Танзош (J.M. Tanzosh), Председатель
Дж.Ф. Генри (J. F. Henry) М.Н. Бресслер (M. N. Bressler) Дж.К.Миничелло (J.C.Minichiello)
К.К. Коулмэн (K. K. Coleman) Д.В. Рейхой (D. W. Rahoi) К.В. Бруни (C. W. Bruny) В.З. Новак (W. Z. Novak) В.Д. Доти (W. D. Doty) К.Е.Спейдер (C.E.Spaeder, Jr.) Д.Л. Калдуэлл (D. L. Caldwell) Е.К.Роудэбог (E.C.Rodabaugh) К.Л. Хейес (K. L. Hayes) В.Дж. Сперкоу (W. J. Sperko) Дж.Р. Коул (J. R. Cole) И. Сейтоу (I. Saito) Подгруппа по ударной вязкости (SC II и VIII) Р.Е. Корнман (R. E. Cornman, Jr.) Дж.Р.Сантангело (J.R.Santangelo) В.С. Джейкобс (W. S. Jacobs), Председатель
К.К. Нили (C. C. Neely) А.А.Дерменджан (A.A.Dermenjian) Г.К. Слагис (G. C. Slagis)
Дж. Л. Арнольд (J. L. Arnold) Т.Т. Филлипс (T. T. Phillips) Д.Х. Хэнрат (D. H. Hanrath) Дж.Д.Стевенсон (J.D.Stevenson) Р. Дж. Бейзил (R. J. Basile) М.Д. Рейнэ (M. D. Rana) Р.В. Хопт (R. W. Haupt) К.Р. Вичмэн (K. R. Wichman) Дж. Камерон (J. Cameron) Р.Р. Сили (R. R. Seeley) Рабочая группа по управлению / координации (SG-D) (SC
III) В.Д. Доти (W. D. Doty) Дж.В. Строукс (J. W. Stokes) Е.Б. Бранч (E. B. Branch),
Председатель Д.Ф. Лэндерс (D. F. Landers)
Х.Е. Гордон (H. E. Gordon) Е. Юпитис (E. Upitis) Р.В. Барнс (R. W. Barnes), Вице-Председатель
В.Н. Мак-лин (W. N. McLean)
Г.Б. Комора (G. B. Komora) Р.С. Вехио (R. S. Vecchio) Р.С. Хилл (R. S. Hill III), Секретарь Д.Б. Никкерсон (D. B. Nickerson) К. Мохтейриэн (K. Mokhtarian) С. Юкауа (S. Yukawa) К.В. Бруни (C. W. Bruny) В.З. Новак (W. Z. Novak) ПОДКОМИТЕТ ПО АТОМНОЙ ЭНЕРГИИ (SC III) Р.П. Дюблер (R. P. Deubler) Дж.Р.Сантангело (J.R.Santangelo) Р.В. Барнс (R. W. Barnes), Председатель
Р.С. Хилл (R. S. Hill III) ДЖ.Т. Лэнд (J. T. Land)
Р.М. Джесси (R. M. Jessee), Вице-Председатель
К.Л.Гоффманн (C.L.Hoffmann) Рабочая группа по креплениям и опорам (SG-D) (SC III) К.А. Санна (C. A. Sanna), Секретарь
К.-Х. Хсу (K.-H. Hsu) Р.Дж.Мастерсон (R.J.Masterson), Председатель
Дж. К. Хеннарт (J. C. Hennart)
Й. Асада (Y. Asada) К.К. Ким (C. C. Kim) Р.М. Дулин (R. M. Dulin, Jr.), Секретарь
А.Н. Нгуйен (A. N. Nguyen)
В.Х. Бортер (W. H. Borter) Д.Ф. Лэндерс (D. F. Landers) Ю.К.Бандьёпадхья (U.S.Bandyopadhyay)
П.Р. Олсон (P. R. Olson)
Е.Б. Бранч (E. B. Branch) В.К.ЛаРочелле (W.C.LaRochelle) Ф. Дж. Бёрч (F. J. Birch) И. Сейтоу (I. Saito) М.Н. Бресслер (M. N. Bressler) Е.А. Мейхью (E. A. Mayhew) Дж.Р. Коул (J. R. Cole) Дж.Р. Стинсон (J. R. Stinson) Ф.К.Черни (F. C. Cherny) W. N. McLean Р.П. Дюблер (R. P. Deubler) Д.В Уолш (D. V. Walshe) Р.Е. Корнман ( R. E. Cornman, Jr.)
Р.А. Моэн (R. A. Moen) Дж.К.Финнеран (J.C.Finneran, Jr.) К.-И. Ву (C.-I. Wu)
Р.П. Дюблер (R. P. Deubler) Д.Б.Никкерсон (D.B.Nickerson) Рабочая группа по опорным конструкциям активной зоны (SG-D) (SC III)
В.Д. Доти (W. D. Doty) Р.Ф. Риди (R. F. Reedy) Дж.Т. Лэнд (J. T. Land), Председатель
Дж.Ф. Маллули (J. F. Mullooly)
Ф.Р. Дрэгос (F. R. Drahos) Б.Б. Скотт (B. B. Scott) Б.А. Эрлер (B. A. Erler) Дж.Д.Стевенсон (J.D.Stevenson) Г.М. Фостер (G. M. Foster) К.Р. Вичмэн (K. R. Wichman) Д.Х. Хэнрат (D. H. Hanrath)
xvi
Рабочая группа по режимам динамической нагрузки и
перегрузки (SG-D) (SC III) Специальная рабочая группа по правилам сейсмобезопасной
прокладки трубопроводов (SG-D) (SC III) Д.Л. Кэлдуэлл (D. L. Caldwell), Председатель П.Л.Андерсон (P.L.Anderson), Секретарь М.К. Ау-Янг (M. K. Au-Yang) Р.Д.Блевинс (R. D. Blevins) П.Й.Чен (P.-Y. Chen) А. Хэджан (A. Hadjian)
В.С. ЛаПей (W. S. LaPay) Х. Локкерт (H. Lockert) А.Е. Мелиги (A. E. Meligi) П.Р. Олсон (P. R. Olson) Р.Ф. Перри (R. F. Perry)
Ед.Б. Бранч (E. B. Branch), Председатель Т.М.Адамс (T. M. Adams) Г.А. Антаки (G. A. Antaki) К. Хейзгауа (K. Hasegawa) Т. Изогей (T. Isogai) Х. Кобаяши (H. Kobayashi)
В. Мэцен (V. Matzen) Дж.К.Миничелло (J.C.Minichiello) М.С. Силлс (M. S. Sills) Й. Юрейб (Y. Urabe) Е. А. Уэйз (E. A. Wais) Т. Ямазаки (T. Yamazaki)
Рабочая группа по трубопроводам (SG-D) (SC III) Подгруппа по общим техническим требованиям и условиям (SC III и SC 3С)
Дж.Р. Коул (J. R. Cole), Председатель П. Хёршберг (P. Hirschberg), Секретарь Т.М. Адамс (T. M. Adams) Г.А.Антаки (G. A. Antaki) Дж.Т. Коннер (J. T. Conner) А.Б. Гликштейн (A.B.Glickstein) Р.Дж. Гёрдэл (R. J. Gurdal) Р.В. Хопт (R. W. Haupt) Дж.К. Хеннарт (J. C. Hennart) Р.С. Хилл (R. S. Hill III) Р.Д. Хуквей (R. D. Hookway) Р.Б.Дженкинс (R. B. Jenkins) Д.Ф. Лэндерс (D. F. Landers) К.А. Мэноли (K. A. Manoly)
Дж.Ф. Мак-кейб (J. F. McCabe) Дж. К. Миничелло (J. C. Minichiello) С.Е.Мур (S. E. Moore) А.Н. Нгуйен (A. N. Nguyen) О.О.Оямада (O. O. Oyamada) Р.Д.Пател (R. D. Patel) Е.К. Роудебог (E. C. Rodabaugh) Дж.Р. Сантангело (J. R. Santangelo) М.С. Силлс (M. S. Sills) Г.К. Слэгис (G. C. Slagis) В.К. Верма (V. K. Verma) Е.А. Вейс (E. A. Wais) К.-И. Ву (C.-I. Wu)
В.К. ЛаРочелле (W. C. LaRochelle), Председатель А.Апплетон (A. Appleton) Б.Х. Берг (B. H. Berg) К. Лизотте (C. Lizotte) Е.А. Мейхью (E. A. Mayhew) Р.П. Мак-интайе (R. P. McIntyre) М.Дж. Мейер (M. J. Meyer)
Р. Майл (R. Mile) М.Р.Миник (M. R. Minick) Б.Б. Скотт (B. B. Scot)t Х.К. Шарма (H. K. Sharma) Д.М. Виккери (D. M. Vickery) Д.В. Волш (D. V. Walshe)
Рабочая группа по насосам (SG-D) (SC III) Подгруппа по материалам, продукции и экспертизе (SC III)
Р.Е.Корнмэн (R. E. Cornman, Jr.), Председатель Х.Л. Врэммер (H. L. Brammer) А.А.Фрейзер (A. A. Fraser) М. Хайгучи (M. Higuchi) Г.Р. Джоунс (G. R. Jones) Дж. В. Ливитт (J. W. Leavitt)
Дж.Е. Ливингстон (J. E. Livingston) Д.Б. Никкерсон (D. B. Nickerson) Р.А. Шусслер (R. A. Schussler) Д.Б.Спенсер (D. B. Spencer, Jr.) Х. Тафарроди (H. Tafarrodi) Г.К. Вагазия (G. K. Vaghasia)
К.Л. Гоффманн (C. L. Hoffmann), Председатель Г.П.Милли (G. P. Milley), Секретарь Б.Х. Берг (B. H. Berg) В.Х. Бортер (W. H. Borter) Д.М. Дойл (D. M. Doyle) Ф.Р. Драгос (F. R. Drahos) Г.М. Фостер (G. M. Foster) Г.Б.Георгиев (G. B. Georgiev) Дж.Е. Харрис (J. E. Harris) Р.М. Джесси (R. M. Jessee)
К.К. Ким (C. C. Kim) Р.А.Моэн (R. A. Moen) Х. Мьюэреками (H. Murakami) К.Дж. Пипер (C. J. Pieper) Н.М. Симпсон (N. M. Simpson) Р.К. Сойн (R. C. Soin) В.Дж. Сперко (W. J. Sperko) К.Б. Стаки (K. B. Stuckey) С. Юкава (S. Yukawa)
Рабочая группа по клапанам (SG-D) (SC III) Подгруппа по разгрузке давления (SC III) В.Н. Мак-лин (W. N. McLean), Председатель R. R. Brodin Р. Коестер (R. Koester) Дж.Д. Пейдж (J. D. Page)
С.Н. Шилдс (S. N. Shields) Х.Р.Сондереггер (H. R. Sonderegger) Дж. К. (Цаковинс (J. C. Tsacoyeanes) Р.Г. Висалли (R. G. Visalli)
С.Ф.Харрисон (S. F. Harrison, Jr.), Председатель Ф.К. Черни (F. C. Cherny) Е.М. Петроски (E. M. Petrosky)
А.Л. Сеглин (A. L. Szeglin) Д.Г. Тиболт (D. G. Thibault)
Рабочая группа по резервуарам / сосудам (SG-D) (SC III)
Специальная рабочая группа по редактированию и рецензированию (SC III)
К.В. Бруни (C. W. Bruny), Председатель Г.Д.Купер (G. D. Cooper) Д.Х. Хэнрат (D. H. Hanrath) М. Хартцмэн (M. Hartzman) В.Дж. Хейлкер (W. J. Heilker) А. Калнинс (A. Kalnins) М. Хан (M. Khan)
К.А. Мэнули (K. A. Manoly) Д.Е. Мэтьюс (D. E. Matthews) Г.К.Миллер (G. K. Miller) В.З.Новак (W. Z. Novak) Е. Пеллинг (E. Pelling) Х.С. Торнтон (H. S. Thornton)
Р.Ф. Риди (R. F. Reedy), Председатель В.Х.Бортер (W. H. Borter) М.Н. Бресслер (M. N. Bressler) Д.Л. Кэлдуэлл (D. L. Caldwell) Р.П. Дюблер (R. P. Deubler)
Б.А. Эрлер (B. A. Erler) Д.Х. Хэнрат (D. H. Hanrath) В.К. ЛаРочелле (W. C. LaRochelle) Дж.Д. Стевенсон (J. D. Stevenson)
Специальная рабочая группа по аспектам влияния внешних условий (SG-D) (SC III)
СОВМЕСТНЫЙ КОМИТЕТ АМЕРИКАНСКОГО ИНСТИТУТА БЕТОНА И АМЕРИКАНСКОГО ИНСТИТУТА ИНЖЕНЕРОВ-МЕХАНИКОВ ПО ЖЕЛЕЗОБЕТОННЫМ КОНСТРУКЦИЯМ /
ЭЛЕМЕНТАМ, ПРЕДНАЗНАЧЕННЫМ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ АТОМНОЙ ЭНЕРГЕТИКИ
(SC 3С) В.З. Новак (W. Z. Novak), Председатель Й. Асада (Y. Asada) В.Дж. Хейлкер (W. J. Heilker) Р.С. Хилл (R. S. Hill III)
К.Л.Гоффманн (C. L. Hoffmann) Р.А.Моэн (R. A. Moen) С. Юкава (S. Yukawa)
М.Ф.Гессхеймер (M. F. Hessheimer), Председатель С.Дж. Росси (S. J. Rossi), Секретарь Дж.П. Аллен (J. P. Allen III) Дж.Ф. Артузо (J. F. Artuso) Р.М.Аттар (R. M. Attar) А.К. Эберхардт (A. C. Eberhard)t Б.А. Эрлер (B. A. Erler) Дж. Гьютайэррец (J. Gutierrez) Д.Дж. Хаавик (D. J. Haavik)
Т.К. Инмэн (T. C. Inman) Д.К. Дженг (D. C. Jeng) Т.Е. Джонсон (T. E. Johnson) Н.-Х. Ли (N.-H. Lee) С.Ф. Путмэн (S. F. Putman) Б.Б.Скотт (B. B. Scott) Р.Е. Шьюмейкер (R. E. Shewmaker) Дж. Д. Стевенсон (J. D. Stevenson) А.Й. Вонг (A. Y. Wong)
xvii
ПОДКОМИТЕТ ПО ОТОПИТЕЛЬНЫМ КОТЛАМ (SC-IV) Подгруппа по методам контроля качества поверхности (SC-V)
П.А. Молви (P. A. Molvie), Председатель С.В. Вурхиз (S. V. Voorhees), Вице-Председатель Г. Мойно (G. Moino), Секретарь Т.Л. Бидиокс (T. L. Bedeaux) В.Л.Гааг (W. L. Haag, Jr.) В.М. Хиддлстон (W. M. Hiddleston) Дж.Д. Гох (J. D. Hoh) Д.Х. Мейпс (D. H. Mapes) К.М. Мак-тейг (K. M. McTague)
К.Р.Москва (K. R. Moskwa) Р.И. Мулликэн (R. I. Mullican) Е.А.Нордстром (E. A. Nordstrom) Дж. Л. Сейгл (J. L. Seigle) Р.Х Вейджел (R. H. Weigel) Р.В. Вилгозинский (R. V. Wielgoszinski) Дж.И. Вудворт (J. I. Woodworth) Р.Б. Дугган (R. B. Duggan), Почетный Член
А.С. Бёркс (A. S. Birks), Председатель С.Дж. Акрин (S. J. Akrin) Т. Александр (T. Alexander) Н.Й. Фаранссо (N. Y. Faransso) Г.В. Гембри (G. W. Hembree)
Р.В.Крузик (R. W. Kruzic) Ф.Дж.Саттлер (F. J. Sattler) Е.Ф. Саммерс (E. F. Summers, Jr.) Р.Дж. Валдес (R. J. Valdes) М.Дж. Уил (M. J. Wheel)
Подгруппа по техническому обслуживанию и эксплуатации отопительных котлов (SC-IV)
Подгруппа по волюмометрическим методам (SC-V)
С.В. Вурхиз (S. V. Voorhees), Председатель Г. Мойно (G. Moino), Секретарь Т.Л. Бидиокс (T. L. Bedeaux) К.Дж. Гоуи (K. J. Hoey) Дж.Д. Гох (J. D. Hoh)
К.М. Мак-тейг (K. M. McTague) П.А. Молви (P. A. Molvie) Р. И. Ммулликкэн (R. I. Mullican) Т.Ф. Викхэм (T. F. Wickham)
Дж.Е. Бейти (J. E. Batey), Председатель С.Дж. Экрин (S. J. Akrin) Н.Й. Фаранссо (N. Y. Faransso) Г.В. Гембри (G. W. Hembree) Б. Келлерхол (B. Kellerhall) Е.К. Кицмэн (E. K. Kietzman) Ф.Б.Ковакс (F. B. Kovacs)
Р.В Круцик (R. W. Kruzic) Дж.Ф. Мэннинг (J. F. Manning) В.К. Мак-Гейги (W. C. McGaughey) Дж.Р. Митчелл (J. R. Mitchell) Ф.Дж. Сэттлер (F. J. Sattler) Е.Ф. Саммерс (E. F. Summers, Jr.) Дж.П. Суизи (J. P. Swezy)
Подгруппа по чугунным котлам (SC-IV) Рабочая группа по акустической эмиссии (SG-VM) (SC V) К.М. Мак-тейг (K. M. McTague), Председатель Т.Л. Бидиокс (T. L. Bedeaux) К.П. Мак-куигган (C. P. McQuiggan)
К.Р.Москва (K. R. Moskwa) Р.Х. Уэйгель (R. H. Weigel) Дж.И. Вудворт (J. I. Woodworth)
Дж. Е. Бейти (J. E. Batey) Дж.Ф. Мэннинг (J. F. Manning)
Дж.Р. Митчелл (J. R. Mitchell)
Подгруппа по водонагревателям (SC-IV) Рабочая группа по рентгенографии SG-VM) (SC V) В. Л. Гааг (W. L. Haag, Jr.), Председатель Т.Д.Гэнтт (T. D. Gantt) В.М. Хиддлстон (W. M. Hiddleston) Ф.М.Лукас (F. M. Lucas) К.М. Мак-тейг (K. M. McTague)
Р.И.Малликэн (R. I. Mullican) Д.Е.Тэннер (D. E. Tanner) М.А.Тейлор (M. A. Taylor) Т.Е. Трант (T. E. Trant)
Г.В. Гембри (G. W. Hembree), Председатель С.Дж. Экрин (S. J. Akrin) Т. Александер (T. Alexander) Дж.Е. Бейти (J. E. Batey) Н.Й. Фаранссо (N. Y. Faransso)
Ф.Б.Ковакс (F. B. Kovacs) Р.В Круцик (R. W. Kruzic) Е.Ф. Саммерс (E. F. Summers, Jr.) Дж.П. Суизи (J. P. Swezy)
Подгруппа по сварным котлам (SC-IV) Рабочая группа по ультразвуковой технике SG-VM) (SC V)
Жд.Л. Сигл (J. L. Seigle), Председатель Т.Л. Бидиокс (T. L. Bedeaux) Б.Г.Френч (B. G. French) Д.Х. Мейпс (D. H. Mapes)
Е.А. Нордстром (E. A. Nordstrom) Р.П. Салливэн (R. P. Sullivan) Д.Е.Тэннер (D. E. Tanner) Р.В. Вилгозинский (R. V. Wielgoszinski)
Н.Й. Фаранссо (N. Y. Faransso) О.Ф.Гедден (O. F. Hedden) Б. Келлерхолл (B. Kellerhall) Е.К. Кицмэн (E. K. Kietzman)
Р.В. Крузик (R. W. Kruzic) Дж.Ф. Мэннинг (J. F. Manning) В.К. Мак-Гейги (W. C. McGaughey) Ф.Дж. Сэттлер (F. J. Sattler)
ПОДКОМИТЕТ ПО НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ (SC-V) ПОДКОМИТЕТ ПО СОСУДАМ ВЫСОКОГО ДАВЛЕНИЯ (SC VIII)
Т.Г, Мак-гарти (T. G. McCarty), Председатель Дж.Е. Бейти (J. E. Batey), Вице-Председатель Е.Х. Марадиага (E. H. Maradiaga), Секретарь С.Дж. Эркин (S. J. Akrin) А.С. Бёркс (A. S. Birks) Н.Й. Фаранссо (N. Y. Faransso) О.Ф. Хедден (O. F. Hedden) Г.В. Гембри (G. W. Hembree)
Ф.Б.Ковакс (F. B. Kovacs) Р.В Круцик (R. W. Kruzic) J. F. Manning В.К. Мак-Гейги (W. C. McGaughey) Р.Д.Мак-гуайэ (R. D. McGuire) Ф.Дж. Сэттлер (F. J. Sattler) Е.Ф. Саммерс (E. F. Summers, Jr.) М.Дж. Уил (M. J. Wheel)
Т.П. Пастор (T. P. Pastor), Chair К. Мохтэариэн (K. Mokhtarian), Вице-Председатель А.Дж. Роуби (A. J. Roby), Секретарь Р.Дж. Бейзайл (R. J. Basile) В. Богозиэн (V. Bogosian) Дж. Камерон (J. Cameron) Р.М. Эллиот (R. M. Elliott) Р.Е. Фейгель (R. E. Feigel) Дж.Г. Фелдштейн (J. G. Feldstein) Дж.П. Глэспи (J. P. Glaspie) М.Дж. Хаул (M. J. Houle) В.С. Джэкобс (W. S. Jacobs) Г.Г. Карчер (G. G. Karcher) Г.Б. Комора (G. B. Komora) К.Т. Лау (K. T. Lau)
Р.В. Микитка (R. W. Mikitka) У. Р. Миллер (U. R. Miller) К.К. Нили (C. C. Neely) М.Дж. Пишке (M. J. Pischke) М. Д.Рейнэ (M. D. Rana) С.К. Робертс (S. C. Roberts) К.Д. Роудери (C. D. Rodery) К.Дж. Шнейдер (K. J. Schneider) А. Селц (A. Selz) Дж.Р. Симс (J. R. Sims, Jr.) А.Дж. Спенсер (A. J. Spence)r Е.А. Стин (E. A. Steen) К.К. Тэм (K. K. Tam) Е.Л. Томас (E. L. Thomas, Jr.) Е. Юпитис (E. Upitis)
Подгруппа по общим требованиям / квалификации персонала и запросам (SC-V)
Р.Д. Мак-куире (R. D. McGuire), Председатель Дж.Е. Бейти (E. Batey) А.С. Бёркс (A. S. Birks) Н.Й. Фаранссо (N. Y. Faransso)
Г.В. Гембри (G. W. Hembree) Дж.Р. Мак-кей (J. R. MacKay) Дж.П. Суизи (J. P. Swezy)
xviii
Проектно-конструкторская подгруппа (SC VIII) Специальная рабочая группа по сосудам высокого давления (SC
VIII) У. Р. Миллер (U. R. Miller), Председатель Е.Р. Кноблок (R. E. Knoblock), Секретарь Р.Дж. Бейзайл (R. J. Basile) М.Р. Баумэн (M. R. Bauman) М.Р. Брич (M. R. Breach) С.М. Кэлдуэлл (S. M. Caldwel)l Дж.Р. Фарр (J. R. Farr) Дж.П. Глэспи (J. P. Glaspie) В.С. Джэкобс (W. S. Jacobs) Дж.Б. Комора (G. B. Komora) Р.В. Микитка (R. W. Mikitka)
К. Мохтэариан (K. Mokhtarian) Т.П. Пастор (T. P. Pastor) М.Д. Рейнэ (M. D. Rana) Г.Б. Ролз (G. B. Rawls, Jr.) К.Д. Роудери (C. D. Rodery) А.Селц (A. Selz) С.К. Шах (S. C. Shah) Дж.В. Стоукс (J. W. Stokes) К.К. Тэм (K. K. Tam) Е.Л. Томас (E. L. Thomas, Jr.)
Дж.Р. Симс (J. R. Sims, Jr.), Председатель П.А. Реддингтон (P. A. Reddington), Секретарь Л.П. Энтолффи (L. P. Antalffy) Дж.Е. Бэкстер (J. E. Baxter) Р.К. Бил (R. C. Biel) Д.Дж. Бёрнс (D. J. Burns) П.Н. Чаку (P. N. Chak Р.Д. Диксон (R. D. Dixon) Р.Е. Фейгел (R. E. Feigel) Д.М. Фрайер (D. M. Fryer) Дж.Л. Гекк (J. L. Heck, Jr.) В. Гиллер (W. Hiller) А.Х. Гонза (A. H. Honza) В.Т. Хванг (V. T. Hwang) М.М. Джеймс (M. M. James)
П. Джанссон (P. Jansson) Дж.А. Кэпп (J. A. Kapp) Дж. Келтйенс (J. Keltjens) Д.П. Кендолл (D. P. Kendall) А.К. Харе (A. K. Khare) С.К. Мордр (S. C. Mordre) Г.Дж. Мрац (G. J. Mraz) К.Д. Мёрфи (K. D. Murphy) С.Н. Пагей (S. N. Pagay) Е.Х. Перец (E. H. Perez) Д.Т. Петерс (D. T. Peters) Е.Д. Роулл (E. D. Roll) Дж.Ф. Салливэн (J. F. Sullivan) Ф.В. Татэр (F. W. Tatar)
Подгруппа по Производству и Контролю (SC VIII) ПОДКОМИТЕТ ПО СВАРКЕ (SC IX) К.Д. Роудери (C. D. Rodery), Председатель Е.А. Стин (E. A. Steen), Вице-Председатель Дж. Л. Арнольд (J. L. Arnold) В.Дж. Биз (W. J. Bees) Х.Е. Гордон (H. E. Gordon) М.Х.Хаул (M. J. Houle) В.С. Джэкобс (W. S. Jacobs)
Р.А.Джонсон (R. A. Johnson) Д.Дж. Крефт (D. J. Kreft) Б.Р. Морлок (B. R. Morelock) Ф.К. Оуянг (F. C. Ouyang) М.Дж.Пишке (M. J. Pischke) М.Дж. Райс (M. J. Rice)
Дж.Г. Фелдштейн (J. G. Feldstein), Председатель В.Дж. Сперко (W. J. Sperko), Вице-Председатель Дж.Н. Ших (J. N. Shih), Секретарь Д.А.Боуэрс (D. A. Bowers) М.Л.Карпентер (M. L. Carpenter) Л.П. Коннор (L. P. Connor) В.Д. Доти (W. D. Doty) П.Д. Фленнер (P. D. Flenner) М.Дж. Хаул (M. J. Houle) С. Катц (S. Katz) В.М. Ланди (W. M. Lundy) Р.Д.Мак-гуайэ (R. D. McGuire) А.Х. Миллер (A. H. Miller)
Б.Р. Ньюмарк (B. R. Newmark) П.П. Норрис (P. P. Norris) А.С. Оливэарс (A. S. Olivares) М.Дж. Пишке (M. J. Pischke) С.Д.Рейнолдс (S. D. Reynolds, Jr.) М.Дж.Райс (M. J. Rice) Г.В. Спон (G. W. Spohn III) М.Дж. Стэнкоу (M. J. Stanko) П.Л. Ван Фоссон (P. L. Van Fosson) Р.Р. Янг (R. R. Young) В.К. Скаттергуд (W. K. Scattergood), Почетный член
Подгруппа по общим требованиям (SC VIII) Подгруппа по пайке (SC IX) С.К. Робертс (S. C. Roberts), Председатель В. Богоузьен (V. Bogosian) М.Л.Коутс (M. L. Coats) Д.Б. Демичел (D. B. Demichael) Р.М. Еллиотт (R. M. Elliot)t Дж.П. Глэспи (J. P. Glaspie) К.Т. Лау (K. T. Lau)
В.Е. Лейвек (W. E. Laveck, Jr.) А.С. Манн (A. S. Mann) К.К. Нили (C. C. Neely) А.С. Оливэарс (A. S. Olivares) К.Д. Шнейдер (K. J. Schneider) А.Дж. Спенсер (A. J. Spencer К.К. Тэм (K. K. Tam)
М. Дж. Пишке (M. J. Pischke), Поредседатель М.Л. Карпентер (M. L. Carpenter) М.Дж. Хаул (M. J. Houle)
С.Ф. Джиэрингс (C. F. Jeerings) А.Х. Миллер (A. H. Miller) Дж.П. Суизи (J. P. Swezy)
Подгруппа по материалам (SC VIII) Подгруппа по общим техническим требованиям и условиям (SC IX)
Дж. Камерон (J. Cameron), Председатель Д.К. Агарвол (D. C. Agarwal) В.Д. Доти (W. D. Doty_ Б. Хьюэр (B. Heuer) Е.Л. Хибнер (E. L. Hibner) М. Кэтчер (M. Katcher)
В.м. Ланди (W. M. Lundy) Е.Е. Мордженегг ( E. E. Morgenegg) Е.Дж. Низбетт (E. G. Nisbett) Д.В. Рейхой (D. W. Rahoi) Е. Юпитис (E. Upitis)
Б.Р. Ньюмарк (B. R. Newmark), Председатель П.Р.Эванс (P. R. Evans) П.К. Файлин (P. C. Filean) Р.М. Джесси (R. M. Jessee) С. Катц (S. Katz)
Д.В. Манн (D. W. Mann) А.С. Оливэарс (A. S. Olivares) Х.Б. Портер (H. B. Porter) Р.А. Вэйсс (R. A. Weis К.Р. Уилленс (K. R. Willens)
Специальная рабочая группа по графитовому оборудованию, работающему под давлением (SC VIII)
Подгруппа по материалам (SC IX)
М.Д. Джонсон (M. D. Johnson), Председатель Г. Брауссен (G. Braussen) Ф.Л. Браун (F. L. Brown) С. Мэлоун (S. Malone)
М.Р. Миник (M. R. Minick) Т.А. Пиндрох (T. A. Pindroh) Е.Солтоу (E. Soltow) А.А. Стьюпика (A. A. Stupica)
М.Л. Карпентер (M. L. Carpenter), Председатель Л.П. Коннор (L. P. Connor) Р.М. Джесси (R. M. Jessee) К.К. Ким (C. C. Kim) А.Х. Миллер (A. H. Miller)
Х.А. Сэдлер (H. A. Sadler) К.Е. Сейнц (C. E. Sainz) В.Дж. Сперко (W. J. Sperko) М.Дж. Стэнкоу (M. J. Stanko) Р.Р. Янг (R. R. Young)
Специальная рабочая группа по теплообменному оборудованию (SC VIII)
Г.В. Комора (G. B. Komora), Председатель Р.П. Золдэк (R. P. Zoldak), Секретарь) Г. Ауриолз (G. Aurioles) Д.Л. Кэлдуэлл (D. L. Caldwell) М.Дж. Хольц (M. J. Holtz) Р. Магэдин (R. Mahadeen)
У.Р. Миллер (U. R. Miller) Т.В. Нортон (T. W. Norton) Ф. Освейлер (F. Osweiller) Р.Дж. Стэстни (R. J. Stastny) С.Йокелл (S. Yokell)
xix
Группа по эксплуатационно-техническим характеристикам
(SC IX) Подгруппа по оценочным нормам и стандартам (SC IX)
Д.А. Боуэрс (D. A. Bowers), Председатель В.А.Белл (V. A. Bell) Л.П. Коннор (L. P. Conno)r Р.А. Кумс (R. A. Coomes) Р.Б.Корбит (R. B. Corbit) П.Д. Фленнер (P. D. Flenner) К.Л.Гейс (K. L. Hayes)
Г. Геррманн (G. Herrmann) М.Дж. Хаул (M. J. Houle) В.М.Ланди (W. M. Lundy) Р.Д.Мак-гуайэ (R. D. McGuire) П.П. Норрис (P. P. Norris) Г.В. Спон (G. W. Spohn III)
В.Х. Бэмфорд (W. H. Bamford) Jr.), Председатель М. Купинский (M. Kupinski), Секретарь Дж.М. Блум (J. M. Bloom) Р.К. Сиполла (R. C. Cipolla) Р.М. Гэмбл (R. M. Gamble) Т.Дж. Грисбэх (T. J. Griesbach) К. Хасегава (K. Hasegawa) П.Дж. Хайджек (P. J. Hijeck) Д.Н. Хопкинс (D. N. Hopkins) К. Ида (K. Iida) Й. Имамура (Y. Imamura)
С. Рейндженэт (S. Ranganath) П.К. Рикарделла (P. C. Riccardella) Д.А. Скарт (D. A. Scarth) В.Л. Сервер (W. L. Server) К.А. Тоумс (C. A. Tomes) А. Ван Дер Слуйз (A. Van Der Sluys) К.Р. Вичмэн (K. R. Wichman) Г.М. Уилковский (G. M. Wilkowski) К.К.Юн (K. K. Yoon) С. Юкава (S. Yukawa)
Подгруппа по технологическим характеристикам (SC IX) Рабочая группа по дефектоскопии (SG-ES) (SC XI) Д.А. Боуэрс (D. A. Bowers), Председатель Р.К. Браун (R. K. Brown, Jr.) Д.В. Манн (D. W. Mann) А.Х. Миллер (A. H. Miller) П.П. Норрис (P. P. Norris) A. S. Olivares Ф.К. Оуянг (F. C. Ouyang)
С.Д. Рейнолдс (S. D. Reynolds, Jr.) В.Дж. Сперко (W. J. Sperko) Дж. П. Свизи (J. P. Swezy) П.Л. Ван Фоссон (P. L. Van Fosson) Т.С. Уизнер (T. C. Wiesner) П.Р. Уилт (P. R. Wilt)
Р.К. Сиполла (R. C. Cipolla), Председатель Г.Х. Де Бу (G. H. De Boo), Секретарь В.Х. Бэмфорд (W. H. Bamford, Jr.) М. Бейзол (M. Basol) Дж.М. Блум (J. M. Bloom) Е. Фридмэн (E. Friedman) Т. Дж. Грисбэч (T. J. Griesbach) Ф.Д.Гейз (F. D. Hayes) Д.Н. Хопкинз (D. N. Hopkins) К. Ида (K. Iida) Й. Имамура (Y. Imamura) М. Купинский (M. Kupinski) Х.С. Мехта (H. S. Mehta) Дж.Г. Меркл (J. G. Merkle)
Дж. С. Пенсар (J. S. Panesar) Р.К. Квашу (R. K. Qashu) С. Рейндженэт (S. Ranganath) Д.А. Скарт (D. A. Scarth) Т.С. Шурмэн (T. S. Schurman) В.Л. Сервер (W. L. Server) Ф.А.Симонен (F. A. Simonen) К.Р. Виичмэн (K. R. Wichman) Г.М. Уилковский (G. M. Wilkowski) К.К. Юн (K. K. Yoon) С. Юкава (S. Yukawa) А. Загур (A. Zahoor) В.А. Цилберштейн (V. A. Zilberstein)
ПОДКОМИТЕТ ПО АРМИРОВАННЫМ ВОЛОКНАМИ ПЛАСТМАССОВЫМ СОСУДАМ ДАВЛЕНИЯ (SC X)
Рабочая игруппа по критериам технологичности установки (SG-ES) (SC XI)
Д. Айсберг (D. Eisberg), Председатель П.Дж. Конлиск (P. J. Conlisk), Вице-Председатель А.ДЖ. Роуби (A. J. Roby), Секретарь Ф.Л. Браун (F. L. Brown) Дж.Л. Бастиллос (J. L. Bustillos) Т.В. Каули (T. W. Cowley) Т.Дж. Фаулер (T. J. Fowler) Л.Е. Хант (L. E. Hun Дж.К. Мерфи (J. C. Murphy)
А.Л. Ньюберри (A. L. Newberry) Д.Дж. Пейнтер (D. J. Painter) Д.Дж. Пинелл (D. J. Pinell) ДЖ.Р. Ричтер (J. R. Richter) Дж.А. Ролстон (J. A. Rolston) В. Санчез (V. Sanchez) Б.Ф. Шелли (B. F. Shelley) Дж.Х. Скэггс ()J. H. Skaggs Д.О. Янси (D. O. Yancey, Jr.)
Т. Дж. Грисбэч (T. J. Griesbach), Председатель В.Х. Бэмфорд (W. H. Bamford, Jr.) Х. Бенке (H. Behnke) Б.А. Бишэп (B. A. Bishop) В.Ф. Брейди (W. F. Brady) Е. Фридмэн (E. Friedman) С.Р. Госселин (S. R. Gosselin) П.Дж. Хайджек (P. J. Hijeck) М. Купинский (M. Kupinski) С.Д. Лешнофф (S. D. Leshnoff) П. Манбек (P. Manbeck) Х.С. Мехта (H. S. Mehta)
Р. Пейс (R. Pace) Дж. С. Пейнсар (J. S. Panesar) Д.В. Пелтола (D. W. Peltola) Дж.Р. Пфефёрл (J. R. Pfefferle) С Рейндженэт (S. Ranganath) ЯС. Т. Росинский (S. T. Rosinski) В.Л. Сервер (W. L. Server) Е.А. Сиджел (E. A. Siegel) Ф.А. Симонен (F. A. Simonen) Г.Л.Стевенс (G. L. Stevens) К.К.Юн (K. K. Yoon) С. Юкава (S. Yukawa)
ПОДКОМИТЕТ ПО ТЕХНИЧЕСКОМУ ЯДЕРНОМУ КОНТРОЛЮ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ (SC XII)
Рабочая группа по дефектоскопическому контролю трубопроводов (SG-ES) (SC XI)
Р.Е. Джимпл (R. E. Gimple), Председатель Р.Л.Дайл (R. L. Dyle), Вице-Председатель О.Мартинец (O. Martinez), Секретарь В.Х. Бэмфорд (W. H. Bamford, Jr.) Р.Л. Беверли (R. L. Beverly) К.Д. Кауфер (C. D. Cowfer) Д.Д.Дейвис (D. D. Davis) Т.Н. Эппс (T. N. Epps III) Е.Л. Фэрроу (E. L. Farrow) Ф.Е. Грегор (F. E. Gregor) О.Ф. Гедден (O. F. Hedden) В.К. Холстон (W. C. Holston) К. Ида (K. Iida) Р.Д.Керр (R. D. Kerr) Д.Ф. Лэндерс (D. F. Landers)
Т.Ф. Ленц (T. F. Lentz) Дж.Т. Линдберг (J. T. Lindberg) В.Е. Норрис (W. E. Norris) Г.К. Парк (G. C. Park) П.К. Риккарделла (P. C. Riccardella) А.Т. Робертс (A. T. Roberts III) В.Р.Роджнрс (W. R. Rogers) Л. Сейдж (L. Sage) Ф.Дж. Шааф (F. J. Schaaf, Jr.) Р.Дж. Скотт (R. J. Scott) Дж.К. Спэннер (J. C. Spanner, Jr.) Дж.Е. Стаффиера (J. E. Staffiera) Р.В. Суэйни (R. W. Swayne) Р.А. Йонекава (R. A. Yonekawa) К.К.Юн (K. K. Yoon)
Д.А. Скарт (D. A. Scarth), Председатель Г.М. Уилковский (G. M. Wilkowski), Секретарь В.Х. Бэмфорд (W. H. Bamford, Jr.) Р.К. Сиполла (R. C. Cipolla) Н.Г. Кофи (N. G. Cofie) С.К. Дафтьюэр (S. K. Daftuar) Г.Х. Де Бу (G. H. De Boo) Е. Фридмэн (E. Friedman) Л.Ф. Гойетте (L. F. Goyette) К. Хасегава (K. Hasegawa)
П.Х. Гоанг (P. H. Hoang) Д.Н. Хопкинс (D. N. Hopkins) К. Ида (K. Iida) К.К. Кашима (K. K. Kashima) Х.С. Мехта (H. S. Mehta) Дж.С. Пейнсар (J. S. Panesar) К.К.Юн (K. K. Yoon) С. Юкава (S. Yukawa) А Загур (A. Zahoor) В.А. Зилберштейн (V. A. Zilberstein)
Почетные члены (SC XI) Подгруппа по системам жидкометаллических теплоносителей (SC XI)
С.Х.Буш (S. H. Bush) Л.Дж. Чокки (L. J. Chockie)
Дж.П. Хаустрап (J. P. Houstrup) Л.Р. Кац (L. R. Katz)
К.К. Мак-каргар (C. G. McCargar), Председатель В.Л.Чейз (W. L. Chase) С. Хэттори (S. Hattori)
Р. Хандэл (R. Hundal) Р.В. Кинг (R. W. King) В. Квант (W. Kwant)
xx
Рабочая группа, занимающаяся крышками корпусов
ядерных реакторов с жидкометаллическим охлаждением (SG-LMCS (SC XI)
Рабочая группа по согласованию проектно-конструкторских параметров (SG-RR&M) (SC XI)
В.Л. Чейз (W. L. Chase), Председатель С. Хэттори (S. Hattori)
Р. Хандэл (R. Hundal)
Т.Е.Гисс (T. E. Hiss), Председатель Дж.Т.Коннер (J. T. Conner), Секретарь С.Б. Браун (S. B. Brown) Е.Б. Герлэч (E. B. Gerlach) В.С. Холстон (W. C. Holston)
Е.В. Имброу (E. V. Imbro) Д.Ф. Лэндерс (D. F. Landers) В.Р. Роджерс (W. R. Rogers) Р.В. Суэйн (R. W. Swayne) А.Х. Тауфик (A. H. Taufique)
Подгруппа по неразрушающему контролю (SC XI) Рабочая группа по структуре ответственности и программным требованиям (SG-RR&M) (SC XI)
Дж. К. Спэннер (J. C. Spanner, Jr.), Председатель К.Дж. Вёрц (C. J. Wirtz), Секретарь Д.К. Адамонис (D. C. Adamonis) Н.Р. Бентли (N. R. Bentley) Б. Бевинс (B. Bevins) К.В. Чизем (C. B. Cheezem) К.Д. Кауфер (C. D. Cowfer) Ф.Дж.Додд (F. J. Dodd)
Т.Н. Эппс (T. N. Epps III) Д.О. Генри (D. O. Henry) М.Р. Гам (M. R. Hum) Г.А. Лофтус (G. A. Lofthus) Дж.Дж. Мак-ардл (J. J. McArdle III) М.К. Моудс (M. C. Modes) Ф.Дж. Шааф (F. J. Schaaf, Jr.) М.Ф. Шервин (M. F. Sherwin)
Р.А. Йонекава (R. A. Yonekawa), Председатель Р.Р. Стевенсон (R. R. Stevenson), Секретарь С.К. Фишер (S. K. Fisher) Д.Р. Грэхэм (D. R. Graham)
К.Е. Харц (C. E. Hartz) М.Ф. Хендрикс (M. F. Hendricks) М.С. Мак-дональд (M. S. McDonald) С.М. Суилли (S. M. Swilley)
Рабочая группа по квалификационным требованиям к персоналу и визуальному контролю иповерхности и
дефектоскопии методом вихревых токов (SG-NDE) (SC XI)
Рабочая группа по технологии сварки и специализированному ремонту (SG-RR&M) (SC XI)
Дж.Дж. Мак-ардл (J. J. McArdle III), Председатель М.Ф. Шервин (M. F. Sherwin), Секретарь Д.Р.Кордес (D. R. Cordes) Б.Л.Кёртис (B. L. Curtis) Д.О. Генри (D. O. Henry) А.С. Рид (A. S. Reed)
Д.Спейк (D. Spake) Дж.К. Спэннер (J. C. Spanner, Jr.) С.Х. Вон Фуш (S. H. Von Fuchs) Д.С. Виткоум) (D. S. Whitcomb) К.Дж. Вёрц (C. J. Wirtz)
Д.Е. Уэски (D. E. Waskey), Председатель Р.Е. Кэнтрелл (R. E. Cantrell), Секретарь Г. Черувенки (G. Cheruvenki) П.Д. Фишер (P. D. Fisher) А. Дж. Джайэннузи (A. J. Giannuzzi) Р.А. Германн (R. A. Hermann) Р.П. Индап (R. P. Indap)
Р.Д. Керр (R. D. Kerr) К.К.Ким (C. C. Kim) М.Лау (M. Lau) Б.Р. Ньютон (B. R. Newton) П.П. Норрис (P. P. Norris) Дж.Е. О’Сулливэн (J. E. O’Sullivan) К.Р. Уилленз (K. R. Willens)
Рабочая группа по испытаниям под давлением на герметичность (SG-NDE) (SC XI)
Подгруппа по системам водяного охлаждения (SC XI)
Д.В. Леймонд (D. W. Lamond), Председатель Дж.М. Богмэн (J. M. Boughman), Секретарь Т.М. Анселми (T. M. Anselmi) Т.Р. Бьюджелхолл (T. R. Bugelholl) Дж.Дж. Чёрчуэлл (J. J. Churchwell)
Р.Дж. Симоч (R. J. Cimoch) Г.Л. Фечер (G. L. Fechter) А. Ли (A. Lee) Дж.К. Мак-кланэхэн (J. K. McClanahan) Б.Л. Монтгомери (B. L. Montgomery)
Г.К. Парк (G. C. Park), Председатель К.Б. Томас (K. B. Thomas), Секретарь Дж.М. Эйгоулд (J. M. Agold) Дж.Л. Билью (G. L. Belew) Дж.М. Богмэн (J. M. Boughman) В.Дж. Бриггз (W. J. Briggs) Т.Р. Бьюджелхолл (T. R. Bugelholl) Р.Е Симиуикз (R. E. Ciemiewicz) Д.Д. Дейвис (D. D. Davis) Р.Л.Дайл (R. L. Dyle) Е.Л. Фэрроу (E. L. Farrow) О.Ф. Гедден (O. F. Hedden) М.Л. Херрера (M. L. Herrera) С.Д. Кулат (S. D. Kulat)
Д.В. Лэмонд (D. W. Lamond) Т.Ф. Ленц (T. F. Lentz) Дж.Т. Линдберг (J. T. Lindberg) М.П. Линц (M. P. Lintz) В.Е. Норрис (W. E. Norris) К. Пендлтон (C. Pendleton) Дж.Е. Стаффьера (J. E. Staffiera) Х.М. Стефенс (H. M. Stephens) Е. Трокмортон (E. Throckmorton) С.М. Уолкер (S. M. Walker) Р.А. Уэст (R. A. West) Дж. Уитмэн (J. Whitman) Х. Грейвз (H. Graves)
Рабочая группа по методике аттестации и волюмометрическим методам контроля (SG-NDE) (SC XI)
Рабочая группа по защитной оболочке (SG-WCS) (SC XI)
V/R/ Vjelc (M. C. Modes), Ghtlctlfntkm Б. Бевинс (B. Bevins), Секретарь Ф.Л.Беккер (F. L. Becker) Т.К.Бентли (N. R. Bentley) К.Б. Чизем (C. B. Cheezem) С.Р. Доктор (S. R. Doctor) Ф.Дж.Додд (F. J. Dodd)
Т.Н.Эппс (T. N. Epps III) Б.Келлерхолл (B. Kellerhall) Д.Б. Кинг (D. B. King) Д.Курек (D. Kurek) Г.Л. Лэглидер (G. L. Lagleder) Г.А. Лофтус (G. A. Lofthus) С.М. Уолкер (S. M. Walker)
Дж. Е. Стаффиэрэ (J. E. Staffiera), Председатель Х.М. Стеффенс (H. M. Stephens), Секретарь Х.Г. Ашар (H. G. Ashar) В.Дж. Бриггс (W. J. Briggs) К.К.Н. Чао (K. K. N. Chao) Р.К. Кокс (R. C. Cox) М.Дж. Ферлиси (M. J. Ferlisi) Х. Грейвз (H. Graves)
Х.Т. Хилл (H. T. Hill) Р.Д.Хоф (R. D. Hough) C. N. Krishnaswamy В.М. Лейзиэр (W. M. Lazear) М.П. Линц (M. P. Lintz) Д.Наус (D. Naus) С.К. Петитгоут (S. C. Petitgout) Г.В. Робин (G. W. Robin)
Подгруппа по ремонту, замене и модификациям (SC XI) В.К. Холстон (W. C. Holston), Председатель Д.Е. Уэски (D. E. Waskey), Секретарь М.Н. Бресслер (M. N. Bressler) Р.Е. Кантрелл (R. E. Cantrell) П.Д. Фишер (P. D. Fisher) Р.Е. Джимпл (R. E. Gimple) К.Е. Хартц (C. E. Hartz) Р.А. Германн (R. A. Hermann) Т.Е. Хисс (T. E. Hiss) Е.В. Имбоу (E. V. Imbro)
Р.Д. Керр (R. D. Kerr) Д.Ф. Лэндерс (D. F. Landers) М.С. Дональд (M. S. McDonald) В.Р. Роджерс (W. R. Rogers) Р. Дж. Скотт (R. J. Scott) Р.Р. Стевенсон (R. R. Stevenson) Р.В. Суэйни (R. W. Swayne) С.М. Суилли (S. M. Swilley) Р.А. Йонекава (R. A. Yonekawa)
xxi
Рабочая группа по осуществлению контроля и оценки риска
(SG-WCS) (SC XI) Подгруппа по проектно-конструкторским работам и материалам
(SC XII) С.Д. Кулат (S. D. Kulat), Председатель Дж.М. Эйголд (J. M. Agold), Секретарь С.А. Али (S. A. Ali) Б.А. Бишоп (B. A. Bishop) Дж.В. Коннор (J. W. Connor) Х.К. Ду (H. Q. Do) Р.Фоджероуссе (R. Fougerousse) С.Р. Госселин (S. R. Gosselin) М.Р. Грейбил (M. R. Graybeal) М.Лю. Геррера (M. L. Herrera)
Дж.Т. Линдберг (J. T. Lindberg) И. Мэч (I. Mach) Р.К. Мэттью (R. K. Mattu) А. Мак-нейл (A. McNeill III) П. Дж. О’Ригэн (P. J. O’Regan) М.Дж. Пейтрэк (M. J. Patera)k Дж.Х. Филлипс (J. H. Phillips) Ф.А. Симонен (F. A. Simonen) Р.А. Уэст (R. A. West) Д.С. Уиткоум (D. S. Whitcomb)
М.Д.Рейнэ (M. D. Rana), Председатель К.Бечт C. (Becht IV) Д.А. Кейноунико (D. A. Canonico) В.Д.Доути (W. D. Doty) Г.Г. Карчер (G. G. Karcher) П.П. Лейлак (P. P. Laluc) М. Мейниккэм (M. Manikkam) С.Л. Мак-уильямс (S. L. McWilliams)
Т.П. Пастор (T. P. Pastor) Дж.Л. Рейдмэчер (J. L. Rademacher) Т.А. Роджерс (T. A. Rogers) К.М. Серрателла (C. M. Serratella) А.П. Варгиз (A. P. Varghese) М.Р. Уард (M. R. Ward) Е.А. Уиттл (E. A. Whittle)
Рабочая группа по контролю систем и деталей (SG-WCS) (SC XI) Подгруппа по производству и контролю (SC XII) Е. Трокмортон (E. Throckmorton), Председатель Дж. Уитмэн (J. Whitman), Секретарь Г.Л. Билью (G. L. Belew) Х.К. Ду (H. Q. Do) Р.Фоджероуссе (R. Fougerousse) М.Р. Гам (M. R. Hum) С.Д. Кьюлэт (S. D. Kulat) Дж.Т. Линдберг (J. T. Lindberg)
И Мэч (I. Mach) Т.К. Мак-леллэн (T. K. McLellan) К. Пендлтон (C. Pendleton) К.М. Росс (C. M. Ross) Д. Сонг (D. Song) К.Б. Томас (K. B. Thomas) Р.А. Уэст (R. A. West)
С. В. Вургиз (S. V. Voorhees), Проедседатель М. Бёрч (M. Burch) Д.А. Кейноунико (D. A. Canonico) М.Л. Гоутс (M. L. Coats) Дж.Дж. Энджелкинг (J. J. Engelking) Б.Л. Джехл (B. L. Gehl) М. Геннемэнд (M. Hennemand)
Л.Д. Голсингер (L. D. Holsinger) Дж.Е. Джоунс (J. E. Jones) Д.Дж. Крефт (D. J. Kreft) Г. Мак-рей (G. McRae) М.Р.Миник (M. R. Minick) Н. Сёртиз (N. Surtees)
Рабочая группа по общим техническим требованиям (SC XI) Подгруппа по общим техническим требованиям (SC XII) А.Т. Робертс (A. T. Roberts III), Председатель Р.Г. Эдл (R. G. Edl), Секретарь Д.А. Джэксон (D. A. Jackson) Д.В. Кинли (D. W. Kinley III) Е.Дж. Мэлони (E. J. Maloney)
Р.К. Мэттью (R. K. Mattu) К. Райн (K. Rhyne) Л.Сейдж (L. Sage) Р.Дж. Скотт (R. J. Scott)
К.Х. Гочмэн (C. H. Hochman), Председатель Т. Александер (T. Alexander) Д.М. Оллбриттен (D. M. Allbritten) К.А. Беттс (C. A. Betts) Дж.Ф. Кэннон (J. F. Cannon) Дж.Л. ФрейЛЕР (J. L. Freiler) В.л. Гарфилд (W. L. Garfield) М.А. Гарретт (M. A. Garret)t
К.Л. Джилмор (K. L. Gilmore) Дж.К. Кинэн (J. C. Keenan) Т.Б. Ли (T. B. Lee) Ф.А. Лайкэари (F. A. Licari) Г.Р. Стоукингер (G. R. Stoeckinger) К.Х. Уолтерс (C. H. Walters) Л. Уолперт (L. Wolpert)
Специальная рабочая группа по редактированию и пересмотру (SC XI)
ПОДКОМИТЕТ ПО ОФИЦИАЛЬНОМУ ПРИЗНАНИЮ ГОДНОСТИ КОТЛОВ И СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ
(SC-BPVA) Р.В. Свейн (R. W. Swayne), Председатель Р.Л. Беверли (R. L. Beverly) М.П. Линц (M. P. Lintz)
Л. Сейдж (L. Sage) Дж.Е. Стаффиэра (J. E. Staffiera) К. Дж. Вёртц (C. J. Wirtz)
Специальная рабочая группа по продлению эксплуатационного срока службы установки (SC XI)
Ф.Е. Грегор (F. E. Grego, Председатель М.П. Линц (M. P. Lintz), Секретарь Т.М. Энселми (T. M. Anselmi) В.Ф. Брейди (W. F. Brady)
Д.Д. Дейвис (D. D. Davis) П.-Т. Куо (P.-T. Kuo) В.М. Лейзиэр (W. M. Lazear) Т.А. Мейэр (T. A. Meyer)
А.Дж.Спенсер (A. J. Spencer), Председатель К.Е.Форд (C. E. Ford), Вице-Председатель К.И. Бейрон (K. I. Baron), Секретарь М.Б. Доугерти (M. B. Doherty) П.Д.Эдвардс (P. D. Edwards) Р.М. Эллиотт (R. M. Elliott) Р.К. Говард (R. C. Howard) Б.Б. Мак-дональд (B. B. MacDonald) М.Л. Сиск (M. L. Sisk) Н. Сёртис (N. Surtees)
Б.К. Тёркцински (B. C. Turczynski) В.Дж. Бис (W. J. Bees), Альтернат В.А. Белл (V. A. Bell), Альтернат М.А. Деврис (M. A. DeVries), Альтернат Т.Е. Хэнсен (T. E. Hansen), Альтернат Л.Дж. Кучера (L. J. Kuchera), Альтернат В.К. Ла Рочелле (W. C. LaRochelle), Альтернат К.М. Мак-тейг (K. M. McTague), Альтернат Г.П. Милли (G. P. Milley), Альтернат Б.Р. Морлок (B. R. Morelock), Альтернат
ПОДКОМИТЕТ ПО ТРАНСПОРТНЫМ ЦИСТЕРНАМ (SC XII) ПОДКОМИТЕТ ПО ОФИЦИАЛЬНОМУ ПРИЗНАНИЮ
ГОДНОСТИ ЯДЕРНОЙ ТЕХНИКИ (SC-NA) А.Селц (A. Selz), Председатель П.Д. Стампф (P. D. Stumpf), Секретарь А.Н. Антониоу (A. N. Antoniou) К. Бечт (C. Becht IV) Л.Х. Гочмэн (C. H. Hochman) Дж.Е. Джоунз (J. E. Jones) Г.Г. Карчер (G. G. Karcher) Г. Мак-рей (G. McRae) М.Р. Миник (M. R. Minick)
Дж.Х. Рейдер (J. H. Rader) М.Д. Рейнэ (M. D. Rana) К.М. Серрателла (C. M. Serratella) С. Станижевски (S. Staniszewski) Г.Р. Стоукингер (G. R. Stoeckinger) Н. Сёртис (N. Surtees) А.П. Варгиз (A. P. Varghese) С.В. Вургиз (S. V. Voorhees) К.Х. Уолтерс (C. H. Walters)
Т.Е. Куэйкэ (T. E. Quaka), Председатель Р.Р. Стевенсон (R. R. Stevenson), Вице-Председатель М.К. Троумбэ (M. C. Tromba), Секретарь В. Богозиэн (V. Bogosian) М.Н. Бресслер (M. N. Bressler) Г. Дейли (G. Deily) Ф.Р. Дрейгос (F. R. Drahos) Дж.Е. Хэррис (J. E. Harris) М. Хайгучи (M. Higuchi) М. Котб (M. Kotb) В.К. ЛаРочелле (W. C. LaRochelle) Р.П. Мак-интайэр (R. P. McIntyre) Х.Б. Прассе (H. B. Prasse) А.Т. Робертс (A. T. Roberts III) А.Дж. Спенсер (A. J. Spencer)
Р.Е. Симиуикц (R. E. Ciemiewicz), Альтернат С.Дэсгаптэ (S. Dasgupta), Альтернат П.Д. Эдвардс (P. D. Edwards), Альтернат С.М. Гудвин (S. M. Goodwin), Альтернат Д.Х. Ханрэт (D. H. Hanrath), Альтернат Р.К. Говард (R. C. Howard), Альтернат К.А. Хьюбер (K. A. Huber), Альтернат К. Лизотте (C. Lizotte), Альтернат А.А. Лотфи (A. A. Lotfi), Альтернат М.Р. Миник (M. R. Minick), Альтернат Дж.В. Стоукс (J. W. Stokes), Альтернат Т. Сузуки (T. Suzuki), Альтернат О.Е. Трэпп (O. E. Trapp), Сотрудник
xxii
ПОДКОМИТЕТ ПО ПРОЕКТНО-КОНСТРУКТОРСКИМ
РАЗРАБОТКАМ (SC-D) Подгруппа по отверстиям (SC-D)
Д.П. Джоунс (D. P. Jones), Председатель Е.Х. Мэрадьяга (E. H. Maradiaga), Секретарь Р.В. Барнс (R. W. Barnes) C. Becht IV М.Р. Брич (M. R. Breach) Г.Г.Грэвен (G. G. Graven)
Р.В. Микитка (R. W. Mikitka) У.Р. Миллер (U. R. Miller) В.Дж. О’Доннелл (W. J. O’Donnell) Р.Д. Шулер (R. D. Schueler, Jr.) А. Сельц (A. Selz)
М.Р. Брич (M. R. Breach), Председатель Р.В. Микитка (R. W. Mikitka), Секретарь Г.Г. Грэвен (G. G. Graven) В.Т. Хуанг (V. T. Hwang) Р.И.Люни (R. B. Luney)
Дж.П. Мэддн (J. P. Madden) Д.Р. Палмер (D. R. Palmer) М.Д. Рейнэ (M. D. Rana) Е.К. Роудебаф (E. C. Rodabaugh)
Подгруппа по анализу проектно-конструкторских разработок (SC-D)
Специальная рабочая группа по болтовым фланцевым соединениям (SC-D)
М.Р. Брич (M. R. Breach) П.Дж. Конлиск (P. J. Conlisk) Р.Дж. Гёрдэл (R. J. Gurdal) Дж.Л. Хечмер (J. L. Hechmer) Г..Л. Холлингер (G. L. Hollinger) Д.П. Джоунс (D. P. Jone)s
А. Кэлнинс (A. Kalnins) В.Дж. Коувс (W. J. Koves) О. Мейкавэ (O. Maekawa) Г. Тейксэчер (G. Taxacher) Е.Л. Томас (E. L. Thomas, Jr.) Р.А. Уиппл (R. A. Whipple)
Р.В. Микитка (R. W. Mikitka), Председатель Г.Д. Байбел (G. D. Bibel) Е. Микэлопоулос (E. Michalopoulos) С.Н. Пэгей (S. N. Pagay)
П.Г. Шеккерманн (P. G. Scheckermann) Р.В. Шнейдер (R. W. Schneider) Р.Д. Шулер (R. D. Schueler, Jr.) А. Селц (A. Selz)
Подгруппа по конструкциям, предусматривающим эксплуатацию в условиях повышенных температур (SC-D)
ПОДКОМИТЕТ ПО ТЕХНИЧЕСКИМ УСЛОВИЯМ И ТРЕБОВАНИЯМ, ПРЕДЪЯВЛЯЕМЫМ К
ПРЕДОХРАНИТЕЛЬНЫМ КЛАПАНАМ (SC-SVR) К. Бечт (C. Becht IV), Председатель Дж.М. Коурэм (J. M. Corum), Секретарь К.Р. Бринкмэн (C. R. Brinkman) Р.Д. Кэмпбелл (R. D. Campbell) Д.С. Гриффин (D. S. Griffin) Р.И. Джеттер (R. I. Jetter) К. Лотон (C. Lawton)
В.Дж. О’Доннелл (W. J. O’Donnell) Д.А. Оусидж (D. A. Osage) Дж.С. Поуроуски (J. S. Porowski) К.К. Шульц (C. C. Schultz, Jr.) Л.К. Северуд (L. K. Severud) Д.Ф. Шо (D. F. Shaw) А.Л.Сноу (A. L. Snow)
М.Д. Бернштейн (M. D. Bernstein), Председатель С.Ф. Харрисон (S. F. Harrison, Jr.), Вице-Председатель У. Д’Урсо (U. D’Urso), Секретарь Дж.Ф. Болл (J. F. Ball) С. Кэммереси (S. Cammeresi) Дж.А. Кокс (J. A. Cox) Р.Д. Дэнзи (R. D. Danzy) Д.Б. Демичел (D. B. Demichael) Р.Дж. Доуллинг (R. J. Doelling) Х.И. Грегг (H. I. Gregg)
П.К. Хэкфорд (P. C. Hackford) Ф. Харт (F. Hart) К.А.Ньюмэнн (C. A. Neumann) Дж.В. Рейнолдз (J. W. Reynolds) Д.Дж. Скэлан (D. J. Scallan) А.Дж. Спенсер (A. J. Spencer) Дж.К. Стэндфаст (J. C. Standfast) Дж. А. Уэст (J. A. West) Т.Дж. Ферригэн (T. J. Ferrigan), Альтернат
Подгруппа, занимающаяся вопросами усталостной прочности (SC-D)
Подруппа по проектно-конструкторским разработкам (SC-SVR)
В. Дж. О’Доннелл (W. J. O’Donnell), Председатель П.Р. Доунэвин (P. R. Donavin) Р.Дж. Гёрдэл (R. J. Gurdal) Дж.А. Гейвард (J. A. Hayward) Дж. Л. Гечмер (J. L. Hechmer) Д.П. Джоунс (D. P. Jones) Г. Харшефджан (G. Kharshafdjian)
К. Лотон (C. Lawton) С. Мейджумдар (S. Majumdar) М.Дж. Мэнджойн (M. J. Manjoine) Дж. Маскэара (J. Muscara) Г. Тэксичер (G. Taxacher) Х.Х. Зайэдэ (H. H. Ziada)
Р.Д.Дэнзи (R. D. Danzy), Председптель Д.Б. Демичел (D. B. Demichael) Р.Дж. Доуллинг (R. J. Doelling) Х.И. Грегг (H. I. Gregg)
Д. Миллер (D. Miller) А.Дж. Спенсер (A. J. Spencer) Т.Р. Тарбей (T. R. Tarbay) Дж.А. Уэст (J. A. West)
Подгруппа по общим требованиям (SC-SVR) Дж.К. Стэндфаст (J. C. Standfast),
Председатель Дж.А. Болл (J. F. Ball) Дж.П. Глэспай (J. P. Glaspie) П.К. Хэкфорд (P. C. Hackford)
К.А. Ньюмэнн (C. A. Neumann) Дж.В. Рейнолдз (J. W. Reynolds) Дж.В. Ричардсон (J. W. Richardson)
Подгруппа по испытаниям (SC-SVR) С.Ф. Харрисон (S. F. Harrison, Jr.),
Председатель С. Кэммереси (S. Cammeresi) Дж. А. Кокс (J. A. Cox) Ф. Харт (F. Hart)
К.К. Рой (K. C. Roy) Д.Дж.Скэллан (D. J. Scallan) З. Ванг (Z. Wang)
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
Часть AG
ОБЩИЕ ТРЕБОВАНИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
2
Часть AG
Статья G-1 Сфера применения и юрисдикция ………………………………………………… 3 AG-100 Сфера применения ……………………………………………………………………. 3 AG-110 Дополнительные требования для очень высоких давлений ……………..………… 3 AG-120 Геометрические рамки этого раздела ……………………………………………….. 4 AG-121 Классификации вне пределов сферы действия данного раздела ………………….. 4 AG-121.1 Бестопочные паровые котлы ………………………………………………………… 4 AG-121.2 Маркируемые камеры давления, которые не включены в сферу действия данного Раздела ..5 AG-121.3 Комбинированные установки ……………………………………………………….. 5 AG-130 Сборка камер давления на месте установки ………………………………………… 5 AG-140 Требования для многослойных конструкций камер давления …………………….. 5 AG-150 Cтандарты, на которые имеются ссылки в данном разделе ……………………….. 5 AG-151 Единицы измерения ………………………………………………………………….. 10
Статья G-2 Организация данного раздела …………………………………………………….. 11
AG-200 Организация ………………………………………………………………………….. 11 AG-200.1 Части ………………………………………………………………………………….. 11 AG-200.2 Приложения ………………………………………………………………………….. 11 ag-201 сТАТЬИ И ПАРАГРАФЫ ………………………………………………………………….
11 AG-201.1 Статьи ………………………………………………………………………………… 11 AG-201-2 Параграфы …………………………………………………………………………… 11 AG-201.3 Ссылки ………………………………………………………………………………. 11
СТАТЬЯ G-3 ОТВЕТСТВЕННОСТЬ И ОБЯЗАТЕЛЬСТВА ………………………………… 12
AG-300 Общие сведения …………………………………………………………………….. 12 AG-301 Ответственность пользователя …………………………………………………….. 12 AG-301.1 Технические нормы на проектирование пользователя …………………………… 12 AG-301.2 Сертификация технических норм на проектирование пользователя ……………. 12 AG-302 Сфера ответственности производителя ……………………………………………. 12 AG-302.1 Соответствие с требованиями данного раздела …………………………………… 12 AG-302.2 Отчёт производителя по проекту …………………………………………………… 13 AG-302.3 Сертификация и заполнение проектного отчёта производителя …………………. 13 AG-303 Обязанности инспектора ……………………………………………………………. 13
Рисунки
AG-140.1 Приемлемые типы многослойных корпусов ………………………………………. 6 AG-140.2 Приемлемые типы многослойных верхних частей ………………………………… 8
Таблицы
AG-150.1 Год издания соответствующего приводимым в данном разделе ссылкам ……….. 9
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
3
СТАТЬЯ G-1 сфера примеменения и юрисдикция
AG-100 СФЕРА ПРИМЕНЕНИЯ1
(а) По сфере применения данного Раздела, камеры давления являются контейнерами для удержания давления, как внешнего, так и внутреннего. Это давление может происходить от внешнего источника, от прямого или непрямого теплового воздействия, или от комбинации этих источников. В целом, правила данного Раздела, представляют собой альтернативу минимальным конструкционным требованиям по проектированию, производству, инспекциям и сертификации камер давления, подпадающих под действие Раздела 1.
(б)(1) За исключением приведённых ниже в подразделе (2) данных, данные правила касаются только тех камер, которые устанавливаются стационарно2 для особых целей, когда контроль за работой и техническим обслуживанием поддерживается пользователем, подготовившим или давшим распоряжение подготовить Технические Нормы на Проектирование, необходимые по AG-301.1, в течение всего срока службы камеры.
(2) Эти правила могут применяться, также, к камерам давления, установленным на торговых судах, баржах и других плавсредствах при условии возможности заключения предварительного соглашения с местными юрисдикционными властями3 относительно контроля работы и технического обслуживания для особых целей и там, где контроль за работой и техническим обслуживанием поддерживается пользователем, подготовившим или давшим распоряжение подготовить Технические Нормы на Проектирование, необходимые по AG-301.1, в течение всего срока службы камеры. Затем, такая камера давления, как описанная выше, может быть собрана и промаркирована в рамках данного Раздела, при условии, что она отвечает всем другим требованиям по нижеследующим дополнительным данным.
(а) Условия нагружения, вызываемого движением камеры давления во время работы и перемещением камеры давления между рабочими местами или из-за действия нагрузки или опорожнения должны
1 В содержащих законы и правила постановлениях муниципальных или федеральных властей, властей штата или провинции относительно камер давления, эти законы и правила должны быть пересмотрены для определения размеров или ограничений этого отношения, которое может отличаться или быть более строгим, чем те, что даны в этом параграфе. 2 Эти правила не должны применятся при производстве грузовых танков, устанавливаемых на транспортных автомобилях. 3Местная юрисдикция включает в себя применимые к этим камерам давления законодательные акты или положения муниципальной власти, власти штата, провинции, либо какого-либо правительственного агентства.
рассматриваться как часть AD-100 (см. Таблицу AD-150.1).
(б) Технические Нормы на Проектирование Пользователя должны включать в себя соглашения по проблемам контроля эксплуатации и технического обслуживания по конкретной камере давления.
(в) Подверженные опасности прямого воздействия огня камеры давления, но не охватываемые рамками Разделов I, III или IV могут быть построены в соответствии с правилами этого Раздела.
(в) За исключением камер, специально запрещённых в этом Разделе, типы камер, которые могут быть сконструированы в соответствии с правилами Раздела I, могут, также конструироваться в соответствии с правилами этого Раздела.
(г) По отношению к правилам Раздела 1 Секции VIII, эти правила Раздела 2 являются более строгими в выборе материалов, которые могут быть использованы, но допускают более высокие значения интенсивности напряжений, возникающих при температурном диапазоне, выше которого расчётное значение интенсивности напряжения контролируется пределом прочности или пределом текучести; необходимы более точные проектировочные мероприятия.
AG-110 ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ ДЛЯ ОЧЕНЬ ВЫСОКИХ ДАВЛЕНИЙ
Правила Раздела 2 не определяют ограничений по давлению, но это касается не всех типов конструкций. Для соответствия имеющим значение для камер такого высокого давления проектировочным принципам и инженерным методикам необходимы некоторые дополнения и отклонения от этих правил. Однако, только в случае, если, после применения дополнительных проектировочных принципов и инженерных методик, камера продолжает соответствовать всем требованиям Кодекса, она может быть промаркирована символом Кодекса.
ЧАСТЬ AG – ОБЩИЕ ТРЕБОВАНИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
4
AG-120 ГЕОМЕТРИЧЕСКИЕ РАМКИ ЭТОГО
РАЗДЕЛА Рамки этого Раздела охватывают только камеры
давления и сообщающиеся камеры4 и включают в себя следующее:
(а) места, где внешний трубопровод должен быть подсоединён к камере давления;
(1) соединение свариваемого края для первого кругового шва для сварных соединений (см. AD-420.1 и AD-602);
(2) первый резьбовой стык для винтовых соединений;
(3) лицевая сторона первого фланца для болтовых фланцевых соединений;
(4) первая уплотняемая поверхность для оригинальных соединений или фитингов.
(б) там, где не подверженные воздействию давления части приварены прямо к внешней или внутренней поверхности камеры давления – сварной шов крепления этой части камеры давления. Для частей, находящихся за этим сварным швом и для креплений резьбовых шпилек, см. Статью D-9. (в) крышки, удерживаемые давлением для отверстий камеры давления, такие как крышки люков и лазов; (г) первая уплотняемая поверхность для оригинальных фитингов или компонентов, на которые не распространяются правила данного Раздела, например, манометры, инструменты и неметаллические части. (д) сфера действия данного Раздела распространяется на устройства сброса давления для удовлетворения требований Части AR и Приложения 10.
AG-121 КЛАССИФИКАЦИИ ВНЕ ПРЕДЕЛОВ
СФЕРЫ ДЕЙСТВИЯ ДАННОГО РАЗДЕЛА
На основании решения Комитета, следующие классы камер давления исключены из сферы действия данного Раздела; однако, любая камера давления, которая принадлежит к этим классам, но не исключена из сферы действия данного Раздела по AG-100(b) и отвечающая всем соответствующим требованиям данного Раздела может быть промаркирована символом Кодекса U-2:
(а) те камеры, которые находятся в пределах действия других Секций этого Кодекса;
(б) трубчатые нагреватели огневого процесса; (в) контейнеры давления, которые являются
составными частями или компонентами вращающихся или совершающих возвратно-поступательные движения механических устройств (насосы, компрессоры, турбины, генераторы, двигатели или гидравлические или пневматические цилиндры) где исходные проектные данные и/или напряжения происходят из функциональных требований, предъявляемых к данному механическому устройству;
4 Сообщающиеся камеры являются дополнительными устройствами, пересекающими корпус или верхнюю часть камеры давления и представляют собой часть содержимого, производящего давление, т.е. демпферы.
(г) за исключением того, что приведено в AG-120(e), конструкции, чьей исходной функцией является транспортировка жидкостей с одного места на другое в пределах системы, составной частью которых они являются (система трубопроводов);
(д) компоненты трубопроводов (трубы, фланцы, болтовые крепления, прокладки, клапаны, компенсирующие стыки, фитинги и подверженные воздействию давления части других компонентов, таких как фильтры и устройства, служащие для смешивания, разделения, амортизации, распределения и измерения или контроля за параметрами текущего потока при условии, что подверженные воздействию давления части этих компонентов признаются в качестве компонентов или вспомогательных частей трубопровода;
(е) камеры с номинальным наливным объёмом в 120 галлонов и менее для хранения воды под давлением включая предназначенные для содержания воздуха, в которых сжатие служит только для амортизации;
(ж) резервуары-хранилища для подачи горячей воды нагреваемые паром или каким-либо другим непрямым способом, когда не превышается ни одно из нижеследующих ограничений:
(1) количество подводимого тепла 200,000 Бте/час (58.6 kW) Бте – Британская тепловая единица;
(2) температура воды – 210оF (99оС); (3) номинальный наливной объём воды – 120
галлонов (454 литра); (з) камеры, имеющие внутреннее или внешнее
рабочее давление (см. AD-121.3) не выше 15 фунтов на квадратный дюйм (ф./д2) (103 kPa) без ограничений по размерам (см. AD-300);
(и) камеры, имеющие внутренний диаметр, ширину, высоту или диагональ поперечного сечения не выше 6 дюймов (152 мм), без ограничений по длине камеры или давлению;
(к) камеры давления, в которых предполагается размещение людей.5 Степень проведения неразрушающего обследования и стандарты приёмки сверх требований данного Раздела должны стать предметом соглашения между Производителем и пользователем.
AG-121.1 Бестопочные паровые котлы. Бестопочные паровые котлы, как это определено в Секции 1, должны конструироваться в соответствии с правилами Секции I или Секции VIII, Раздела 1. Нижеперечисленные виды камер давления, в которых вырабатывается пар, должны быть сконструированы в соответствии с правилами Секции VIII, Разделов 1 или 2:
(а) камеры, известные как испарители или теплообменники;
5Требования по камерам давления, в которых предполагается размещение людей, изложены в ASME PVHO-1.
ЧАСТЬ AG – ОБЩИЕ ТРЕБОВАНИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
5
(б) камеры, являющиеся частью технологического оборудования, как при производстве химических или нефтепродуктов.
AG-121.2 Маркируемые камеры давления,
которые не включены в сферу действия данного Раздела. Камеры, не исключённые из сферы действия данного Раздела по AG100(b), но отвечающие всем требованиям данного Раздела, включая требования по контрольному обследованию и сертификации, могут быть промаркированы символом Кодекса.
AG-121.3 Комбинированные установки. Если
установка состоит из нескольких независимых камер давления, то конструированию в соответствии с данными этого Раздела подлежат только те части камер давления, которые находятся в пределах действия данного Раздела (см. AD-102).
AG-130 СБОРКА КАМЕР ДАВЛЕНИЯ НА МЕСТЕ
УСТАНОВКИ
Сборка созданных по данному Разделу камер давления может выполняться в следующем порядке:
(а) Производитель заканчивает монтаж камеры давления на месте эксплуатации.
(б) Производитель компонентов камеры давления, окончательная сборка которой, выполняется на месте эксплуатации другой стороной (организацией или предприятием), производит маркировку этих частей в соответствии с правилами Кодекса и передаёт Формы Частичного Отчёта Производителя по Техническим Данным другой стороне. Другая сторона, которая должна иметь действующий Сертификат Полномочий U-2, проводит окончательную сборку, необходимые неразрушающие испытания, окончательные испытания под давлением, заполняет Форму А-1 Отчёта Производителя по Техническим Данным и маркирует камеру.
(в) Та часть работы, которая должна быть выполнена на месте установки камеры, производится стороной, имеющей действующий Сертификат Полномочий U-2, отличный от имеющегося у Производителя камеры. Выполняющий заключительную часть работы маркировщик должен передать Форму А-2 Частичного Отчёта Производителя по Техническим Данным по выполнению произведённой его организацией части работы (включая данные по испытаниям под давлением, если они проводились маркировщиком, выполнившим заключительную часть работ, связанную с установкой камеры на месте эксплуатации) Производителю, ответственному за камеру давления, сделанную в соответствии с Кодексом. Производитель камеры давления прилагает свою печать U-2 в присутствии представителя его Агентства по Инспекциям и завершает заполнение Формы А-1 Отчёта Производителя по Техническим Данным вместе со своим Инспектором.
Во всех трёх случаях, сторона, которая завершает заполнение и подписывает Форму А-1 Отчёта Производителя по Техническим Данным берёт на себя всю предполагаемую по Кодексу ответственность за камеру давления. Во всех трёх случаях, также, каждый
представитель Системы Контроля Качества Производителя должен описать все мероприятия по контролю качества для обеспечения гарантии соответствия всем необходимым требованиям для каждого производящего маркировку лица (маркировщика).
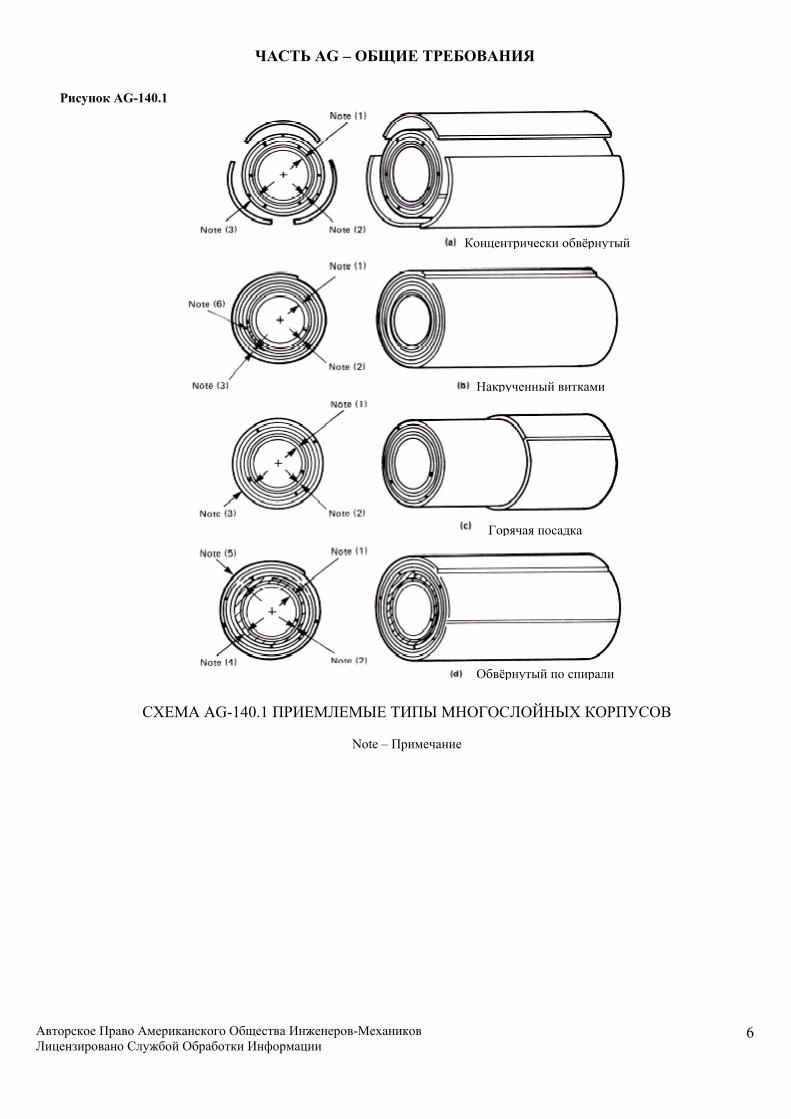
AG-140 ТРЕБОВАНИЯ ДЛЯ МНОГОСЛОЙНЫХ
КОНСТРУКЦИЙ КАМЕР ДАВЛЕНИЯ Относящиеся к созданию многослойных камер
давления правила, изложенные в Секции VIII, Разделах 1 и 2 были разработаны для дополнения друг друга, насколько это возможно в пределах параметров каждого Раздела. На выбор Раздела могут повлиять критерии проектировки.
Существует несколько технологий производства многослойных камер давления, и эти правила были разработаны с целью охвата большинства из этих технологий, для которых, кроме того, существует обширная документация по техническим данным производства и эксплуатации. Несколько приемлемых типов многослойных корпусов показаны на Схеме AG-140.1. Несколько приемлемых типов многослойных верхних частей показаны на Схеме AG-140.2.
Применимые к камерам давления многослойной конструкции, дополнения и отклонения от правил данного Раздела приведены в Части AD Статья D-11, Части AF Статья F-8, Части AI Статья I-1 и Части AS Статья S-4. По соответствию с Приложением 18 и Статьёй I-1, Система Контроля Качества Производителя должна включать в себя описание порядка проведения производственных операций, где в общих чертах должна быть дана последовательность и методы наложения слоёв и размеры промежутков между ними. По отношению к многослойным камерам давления используются следующие термины:
(а) Многослойная камера давления. Камера, корпус и/или верхняя часть которой состоит из нескольких отдельных слоёв.
(б) Внутренний корпус. Внутренний цилиндр, который образует герметизирующую мембрану.
(в) Внутренняя верхняя часть. Внутренняя верхняя часть корпуса, образующая герметизирующую мембрану.
(г) Слой корпуса. Слои могут быть в виде цилиндров, образованных из стальных листов, пластин, поковки или полос стали, скреплённых между собой по спирали. (Сюда не входит спиралевидная скрутка при помощи проволоки.)
(д) Слой верхней части. Любой из слоёв верхней части многослойной камеры давления, за исключением внутренней верхней части.
(е) Внешние оболочки. Слои, добавленные к основной толщине корпуса или верхней части с целью образования добавочной толщины для усиления отверстий корпуса или верхней части или для образования перехода к более толстым секциям многослойной камеры давления.
(ж) Пассивный слой. Слой, используемый в качестве заполнителя между внутренним корпусом (или внутренней верхней частью) и другими слоями и не
ЧАСТЬ AG – ОБЩИЕ ТРЕБОВАНИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
6
Рисунок AG-140.1
СХЕМА AG-140.1 ПРИЕМЛЕМЫЕ ТИПЫ МНОГОСЛОЙНЫХ КОРПУСОВ
Note – Примечание
Концентрически обвёрнутый
Накрученный витками
Обвёрнутый по спирали
Горячая посадка
ЧАСТЬ AG – ОБЩИЕ ТРЕБОВАНИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
7
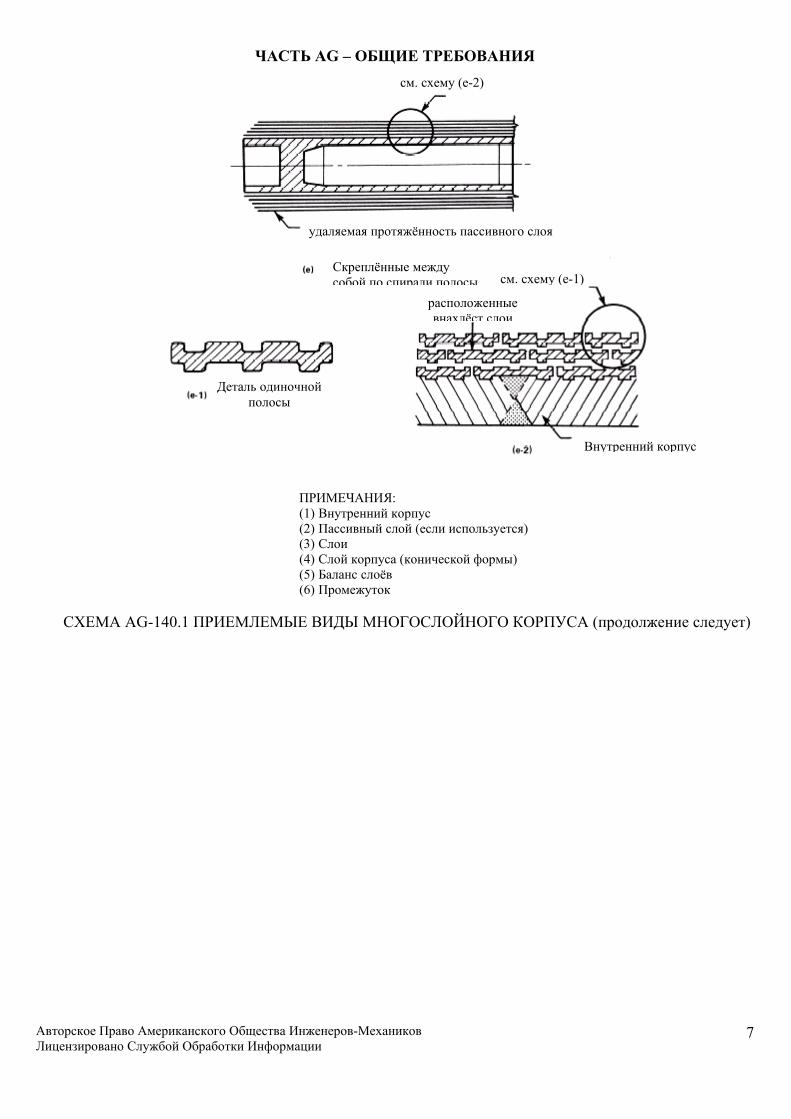
см. схему (e-2)
ПРИМЕЧАНИЯ: (1) Внутренний корпус (2) Пассивный слой (если используется) (3) Слои (4) Слой корпуса (конической формы) (5) Баланс слоёв (6) Промежуток
СХЕМА AG-140.1 ПРИЕМЛЕМЫЕ ВИДЫ МНОГОСЛОЙНОГО КОРПУСА (продолжение следует)
удаляемая протяжённость пассивного слоя
Скреплённые между собой по спирали полосы см. схему (e-1)
расположенные внахлёст слои
Деталь одиночной полосы
Внутренний корпус
ЧАСТЬ AG – ОБЩИЕ ТРЕБОВАНИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
8
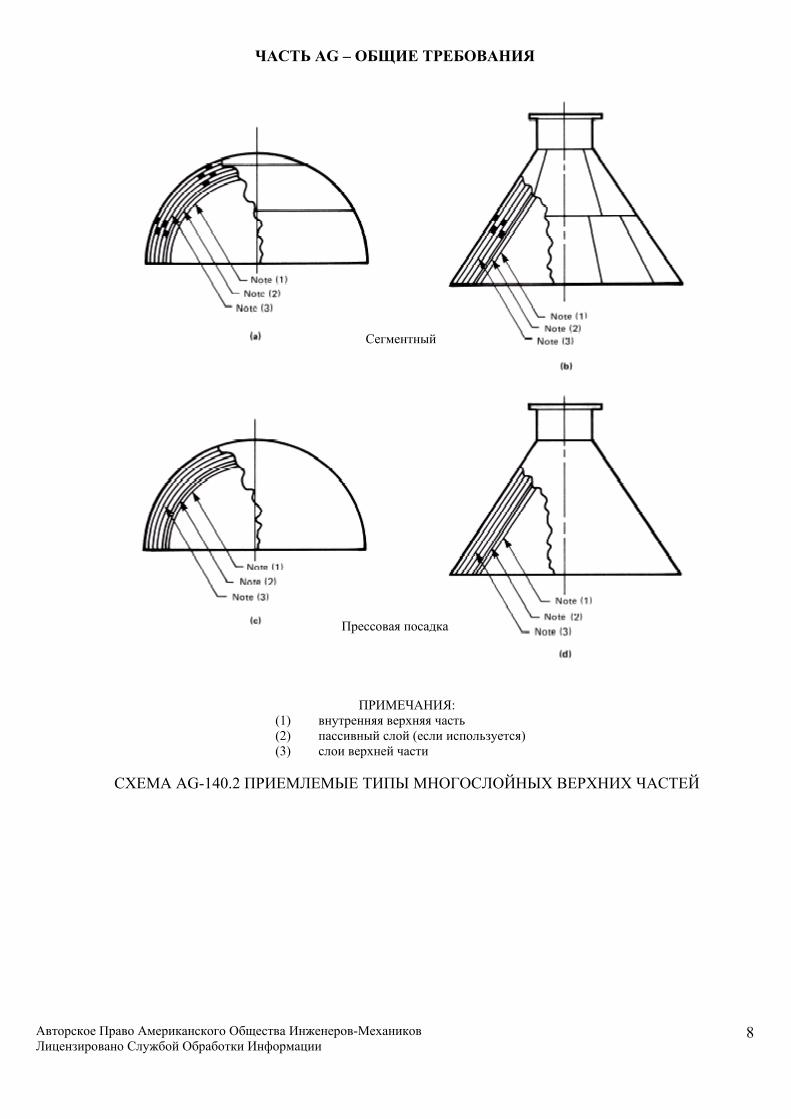
ПРИМЕЧАНИЯ: (1) внутренняя верхняя часть (2) пассивный слой (если используется) (3) слои верхней части
СХЕМА AG-140.2 ПРИЕМЛЕМЫЕ ТИПЫ МНОГОСЛОЙНЫХ ВЕРХНИХ ЧАСТЕЙ
Сегментный
Прессовая посадка
ЧАСТЬ AG – ОБЩИЕ ТРЕБОВАНИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
9
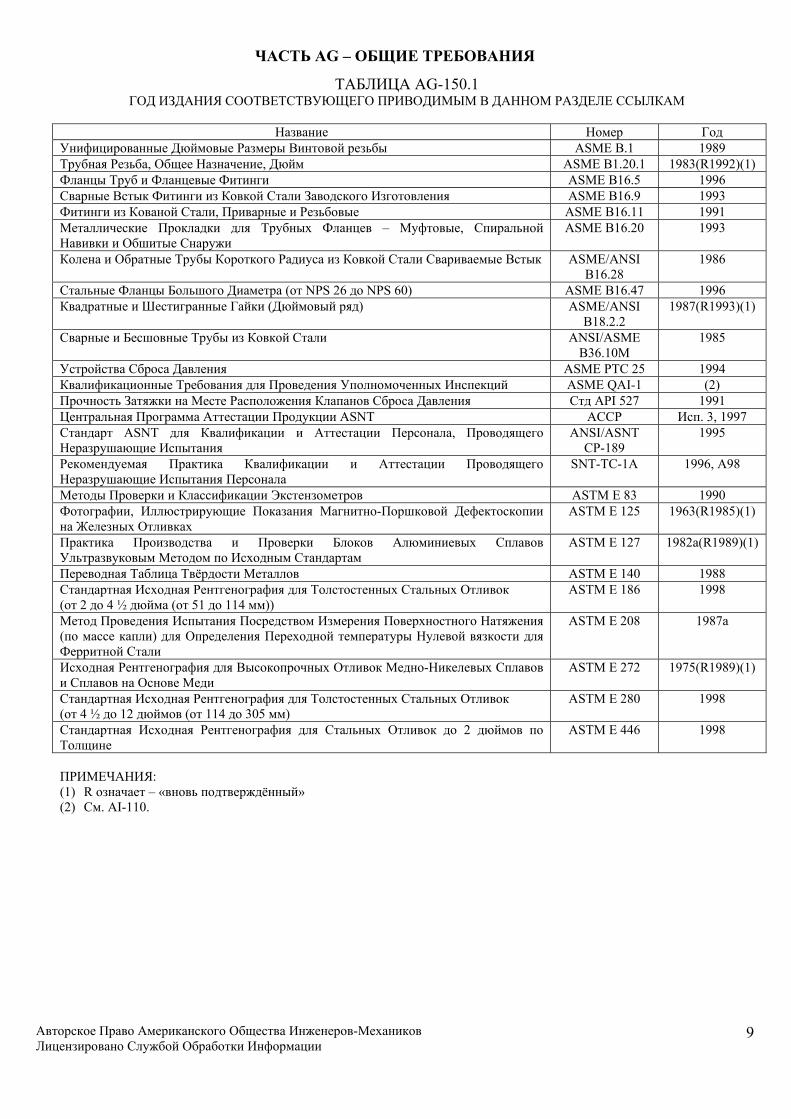
ТАБЛИЦА AG-150.1 ГОД ИЗДАНИЯ СООТВЕТСТВУЮЩЕГО ПРИВОДИМЫМ В ДАННОМ РАЗДЕЛЕ ССЫЛКАМ
Название Номер Год
Унифицированные Дюймовые Размеры Винтовой резьбы ASME B.1 1989 Трубная Резьба, Общее Назначение, Дюйм ASME B1.20.1 1983(R1992)(1) Фланцы Труб и Фланцевые Фитинги ASME B16.5 1996 Сварные Встык Фитинги из Ковкой Стали Заводского Изготовления ASME B16.9 1993 Фитинги из Кованой Стали, Приварные и Резьбовые ASME B16.11 1991 Металлические Прокладки для Трубных Фланцев – Муфтовые, Спиральной Навивки и Обшитые Снаружи
ASME B16.20 1993
Колена и Обратные Трубы Короткого Радиуса из Ковкой Стали Свариваемые Встык ASME/ANSI B16.28
1986
Стальные Фланцы Большого Диаметра (от NPS 26 до NPS 60) ASME B16.47 1996 Квадратные и Шестигранные Гайки (Дюймовый ряд) ASME/ANSI
B18.2.2 1987(R1993)(1)
Сварные и Бесшовные Трубы из Ковкой Стали ANSI/ASME B36.10M
1985
Устройства Сброса Давления ASME PTC 25 1994 Квалификационные Требования для Проведения Уполномоченных Инспекций ASME QAI-1 (2) Прочность Затяжки на Месте Расположения Клапанов Сброса Давления Стд API 527 1991 Центральная Программа Аттестации Продукции ASNT AССP Исп. 3, 1997 Стандарт ASNT для Квалификации и Аттестации Персонала, Проводящего Неразрушающие Испытания
ANSI/ASNT CP-189
1995
Рекомендуемая Практика Квалификации и Аттестации Проводящего Неразрушающие Испытания Персонала
SNT-TC-1A 1996, A98
Методы Проверки и Классификации Экстензометров ASTM E 83 1990 Фотографии, Иллюстрирующие Показания Магнитно-Поршковой Дефектоскопии на Железных Отливках
ASTM E 125 1963(R1985)(1)
Практика Производства и Проверки Блоков Алюминиевых Сплавов Ультразвуковым Методом по Исходным Стандартам
ASTM E 127 1982a(R1989)(1)
Переводная Таблица Твёрдости Металлов ASTM E 140 1988 Стандартная Исходная Рентгенография для Толстостенных Стальных Отливок (от 2 до 4 ½ дюйма (от 51 до 114 мм))
ASTM E 186 1998
Метод Проведения Испытания Посредством Измерения Поверхностного Натяжения (по массе капли) для Определения Переходной температуры Нулевой вязкости для Ферритной Стали
ASTM E 208 1987a
Исходная Рентгенография для Высокопрочных Отливок Медно-Никелевых Сплавов и Сплавов на Основе Меди
ASTM E 272 1975(R1989)(1)
Стандартная Исходная Рентгенография для Толстостенных Стальных Отливок (от 4 ½ до 12 дюймов (от 114 до 305 мм)
ASTM E 280 1998
Стандартная Исходная Рентгенография для Стальных Отливок до 2 дюймов по Толщине
ASTM E 446 1998
ПРИМЕЧАНИЯ: (1) R означает – «вновь подтверждённый» (2) См. AI-110.

ЧАСТЬ AG – ОБЩИЕ ТРЕБОВАНИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
10
рассматриваемый как часть основной общей толщины корпуса. AG-150 СТАНДАРТЫ, НА КОТОРЫЕ ИМЕЮТСЯ
ССЫЛКИ В ДАННОМ РАЗДЕЛЕ (а) На протяжении всего данного Раздела имеются ссылки на различные Стандарты, как, например, Стандарты ANSI, описывающие различные части или фитинги или Стандарты, которые устанавливают ограничения по размерам для частей камеры давления. Эти Стандарты перечислены в Таблице AG-150.1 с указанием года соответствующего издания.
(б) Правила по использованию этих Стандартов встречаются по всему Разделу.
AG-151 Единицы измерения
Единицы измерений, которые в соответствии с требованиями данного Раздела используются в Отчёте Производителя по Техническим Данным и сертификации возможностей устройств по сбросу давления, а также, при маркировке или клеймении камер давления, их частей и устройств по сбросу давления должны быть либо:
(а) только американские потребительские единицы (футы-фунты), либо (б) сочетание американских потребительских единиц и единиц метрической системы, в этом случае, американские потребительские единицы должны рассматриваться в качестве стандарта, а метрические единицы должны быть указаны в скобках.
ЧАСТЬ AG – ОБЩИЕ ТРЕБОВАНИЯ
11
СТАТЬЯ G-2 ОРГАНИЗАЦИЯ ДАННОГО РАЗДЕЛА
AG-200 ОРГАНИЗАЦИЯ Раздел 2 Секции 8 разделён на восемь Частей и два
типа Приложений – Обязательные и Необязательные.
AG-200.1 Части
(а) Часть AG даёт сферу применения этого Раздела, устанавливает его юрисдикцию по терминам в пределах своей сферы действия, а также сферу ответственности пользователя и Производителя и обязанности Инспектора в отношении камер, сконструированных по этим правилам.
(б) Часть АМ перечисляет: (1) Индивидуальные материалы, которые
могут быть использованы; (2) Применимые спецификации и особые
требования; (3) Максимальное значение интенсивности
напряжений и другую, касающуюся их свойств, необходимую информацию.
(в) Часть AD содержит требования по проекту камер и их частей. (г) Часть AF содержит требования, определяющие производство камер и их частей. (д) Часть AR содержит установления по устройствам сброса давления. (е) Часть AI содержит требования по проведению контрольных инспекций и рентгенографическому обследованию камер их частей (ж) Часть AS содержит требования по маркировке и сертификации камер их частей.
AG-200.2 Приложения. Обязательные Приложения
касаются специфических предметов, которые нигде больше в данном Разделе не освещены, а требования этих Приложений обязательны к исполнению, когда предмет, к которому они относятся, включён в конструкцию по данному Разделу. Необязательные Приложения предлагают информацию и хорошо себя зарекомендовавшие инженерные методики.
AG-201 СТАТЬИ И ПАРАГРАФЫ
AG-201.1 Статьи. Основные разделы Частей данного
Раздела названы Статьями. Им присвоены номер и заголовок, как, например, «Статья G-1», «Сфера применения» и «Юрисдикция».
AG-201-2 Параграфы. Статьи разделены на
параграфы, которые обозначены трёхзначным номером, первая цифра которого, соответствует номеру статьи. Впереди каждого такого номера параграфа стоят одна или две буквы, которые обозначают Часть раздела, где они находятся и заголовок, как, например, AD-140, Проектные Критерии.
(а) Более значительные подразделы параграфов обозначены основным номером параграфа, за которым следует знак десятичной дроби и одна или две цифры.
(б) Менее значительные подразделы параграфов обозначены при помощи строчных букв в круглых скобках. Там, где необходимы более мелкие подразделы, они обозначаются цифрами в круглых скобках.
AG-201.3 Ссылки. Когда здесь и далее по тексту,
есть ссылки на какую-либо Часть, Статью или параграф, то ссылки включают в себя полностью все подразделы этих Частей, Статей или параграфов.
12
СТАТЬЯ G-3 ОТВЕТСТВЕННОСТЬ И ОБЯЗАТЕЛЬСТВА
AG-300 ОБЩИЕ СВЕДЕНИЯ
Различные стороны, то есть, пользователь, Изготовитель и Инспектор, которые участвуют в работе по производству сосудов в соответствии с указаниями этого Раздела, имеют определённую ответственность и обязательства по соблюдению требований Кодекса. Изложенные здесь и далее обязанности относятся только к соблюдению Кодекса и не должны рассматриваться как вступление в договорные отношения или влекущие за собой какие-либо юридические обязательства. AG-301 ОТВЕТСТВЕННОСТЬ ПОЛЬЗОВАТЕЛЯ
AG-301.1 Технические Нормы на Проектирование Пользователя. Ответственность за обеспечение камеры или камер давления Техническими Нормами на Проектирование Пользователя лежит на пользователе или его агенте6, которые, действуя по своей собственной инициативе, хотят, чтобы приобретаемая ими камера давления была спроектирована, построена, испытана и сертифицирована в соответствии с этими правилами. Изложенные ниже требования предназначены для определённых условий работы в таких деталях, чтобы составить необходимый базис для подбора материалов и проектирования, производства и контрольного обследования, таким образом, как это требуется в соответствии с этими правилами. Технические Нормы Проектирования Пользователя должны включать в себя все виды нагрузок, перечисленные в AD-110, в соответствии с их действием и методы установки камеры.
(а) На ответственности пользователя лежит определение или указания к определению необходимости проведения анализа на усталость камеры для циклической эксплуатации7, и, когда проведение такого анализа установлено, обеспечить или дать указания к обеспечению информации с предоставлением таких подробностей, чтобы анализ для работы в циклическом режиме (см. также 5-102) мог быть выполнен в соответствии с Приложением 5. Если Технические Нормы Проектирования Пользователя перечисляют такие ожидаемые условия эксплуатации, при которых служебные правила оценки в AD-160 устанавливают необходимость проведения анализа на усталость, то такой анализ становится обязательным и должен быть введён в Проектный Отчёт Производителя. Если Технические Нормы Проектирования Пользователя не предписывают проведения анализа на усталость, 6 Везде, где в этом документе появляется термин «пользователь», его значение может распространяться также и на действующего в его интересах агента или представителя. 7AD-160 касается оценки эксплуатационных условий для установления необходимости проведения анализа камеры на усталость, как предусмотрено в Приложении 5.
Технические Нормы Проектирования должны включать в себя заявление о том, что предполагаемые условия эксплуатации камеры удовлетворяет требованиям AD-160.
(б) На ответственности пользователя лежит, также, определение необходимости обеспечения допуска на коррозию или эрозию, и, при наличии такой необходимости, необходимо указание величины такого допуска.
(в) Если предполагается, что камера будет содержать такие жидкости, даже самое незначительное количество которых, будучи смешано с воздухом или без такого смешения, представляет опасность для жизни при вдыхании, то пользователь или назначенный им агент обязан установить смертельность этой жидкости8. Если жидкость определена как смертельная, то пользователь или назначенный им агент обязаны обозначить это в Технических Нормах Проектирования Пользователя. В обязанности Производителя входит соблюдение соответствующих данных Кодекса [см. АМ-204, AF-402 и AF-820(d)].
(г) Технические Нормы Проектирования Пользователя не должны включать в себя какую-либо иную информацию, кроме необходимой по AG-301.1, AG-301.1(a), AG-301.1(b) и AG-301(c).
AG-301.2 Сертификация Технических Норм на
Проектирование Пользователя. Зарегистрированный в одном или более штатах Соединённых Штатов Америки или провинций Канады и имеющий опыт работы в области проектирования камер давления Инженер-Консультант должен удостоверить соответствие Технических Норм Проектирования Пользователя вышеприведённым требованиям.
AG-302 СФЕРА ОТВЕТСТВЕННОСТИ
ПРОИЗВОДИТЕЛЯ AG-302.1 Соответствие с требованиями
Данного Раздела (а) Прочность сосуда камеры или какой-либо её
части по соответствию с теми правилами настоящего раздела, которые необходимы для соблюдения условий Технических Норм на Проектирование Пользователя и показаны в Проектном Отчёте Производителя находится в сфере ответственности Производителя.
(б) Производитель, завершающий производство какой-либо камеры или её части, которая должна быть промаркирована символом Кодекса, ответственен за 8 Под смертельными веществами подразумеваются ядовитые газы или жидкости, самые незначительные количества которых, будучи смешаны с воздухом или без такого смешения, при вдыхании представляют опасность для жизни. Этот класс включает в себя вещества с упомянутыми качествами, которые хранятся под давлением или могут его вырабатывать при хранении в закрытых сосудах.
соблюдение всех требований настоящего Раздела и, через посредство должной сертификации, за подтверждение в соответствии требованиям данного Раздела всех работ, произведённых кем-либо ещё.
(в) Некоторые виды работ, такие как формование, проведение неразрушающего контрольного обследования и термообработка могут быть выполнены другими организациями или предприятиями (для сварочных работ см. AF-140.1 и AF-210). Именно в сферу ответственности производителя камеры или её части входит гарантия того, что все выполненные таким образом работы отвечают всем соответствующим требованиям данного Раздела. После удостоверения такого соответствия требованиям Кодекса, камера или какая-либо её часть может быть, после её приёмки инспектором, промаркирована уполномоченным на производство маркировки Кодекса лицом.
(г) Производитель должен удостоверить соответствие всем этим требованиям путём предоставления соответствующего Отчёта Производителя по Техническим Данным, как предписано в AS-300.
AG-302.2 Отчёт Производителя по Проекту.
Частью обязанностей Производителя или ответственного перед ним агента по проекту является проведение проектных вычислений, устанавливающих, что представленный в виде чертежей проект соответствует всем требованиям данного Раздела по расчётным условиям, определённых в Технических Нормах на Проектирование Пользователя. Отчёт Производителя по Проекту должен включать в себя все вычисления и чертежи, необходимые для подтверждения соответствия с данным Разделом. Если это требуется правилами AD-160, Проектный Отчёт должен включать в себя анализ для работы в циклическом режиме в соответствии с приложением 5.
AG-302.3 Сертификация и Заполнение Проектного Отчёта Производителя. Зарегистрированный в одном или более штатах Соединённых Штатов Америки или провинций Канады и имеющий опыт работы в области проектирования камер давления Инженер-Консультант должен удостоверить соответствие Проектного Отчёта Производителя требованиям данного Раздела. Проектный Отчёт Производителя и Технические Нормы на Проектирование Пользователя должны храниться в папке на Предприятии-Изготовителе в течение, минимум, 5-ти лет. Копия Отчёта Производителя должна быть предоставлена пользователю или его агенту (представителю).
AG-303 ОБЯЗАННОСТИ ИНСПЕКТОРА В обязанности инспектора входит проведение всех
контрольных обследований, определённых данным Разделом; в дополнение, он должен проводить инспекционные осмотры на предмет соответствия использованных материалов требованиям спецификаций по материалам, технологии производства – Проектному Отчёту Производителя, и того факта, что все необходимые требования данного Раздела выполнены, включая все подлежащие такому соответствию детали проекта, гарантию чего, он должен удостоверить в Отчёте Производителя по Техническим Данным. Инспектор, производящий осмотр законченной камеры не несёт ответственности за правильность и законченность проектных вычислений; однако, он обязан установить, что Производитель законченной камеры имеет Технические Нормы на Проектирование Пользователя и Проектный Отчёт Производителя на руках, и что эти документы должным образом сертифицированы.

ЧАСТЬ АМ
ТРЕБОВАНИЯ ПО МАТЕРИАЛАМ
19
СТАТЬЯ М-1 ОБЩИЕ ТРЕБОВАНИЯ
AM-100 ДОПУСКАЕМЫЙ МАТЕРИАЛ
(а) Материалы, которые должны быть использованы по правилам данного раздела, должны соответствовать спецификациям, приведённым в Секции II и должны быть ограниченны списком материалов, перечисленных в таблицах ACS-1, AHA-1, AQT-1, ANF-1.1, ANF-1.2, ANF-1.3, ANF-1.4, ABM-1, ABM-1.1, ABM-1.2, ABM-1.3, и ABM-2. Заказчик должен быть удовлетворён в том, что соединения различных металлов не нанесут значительного коррозионного ущерба и не сократят срок использования резервуара при установленных условиях эксплуатации. Смотрите так же информационное рекомендуемое руководство относительно металлургических характеристик в Приложении 6 Раздел II Часть D.
Требования для основных металлов, зоне термического воздействия и привариваемых металлов сварных изделий из неоднородных металлов, должны применяться в соответствии с правилами данного Раздела.
(b) Материалы, вне ограничений по размерам и толщине, предусмотренные в заголовке или в статье ограничений спецификаций, приведённых в Разделе II и разрешённые в прилагаемой Статье Части АМ, могут быть использованы, если они соответствуют другим требованиям спецификации, и если в данных правилах нет ограничений по размеру и толщине. В спецификациях, в которых химические или механические характеристики могут изменяться в зависимости от размеров и толщины, материалы вне рамок ограничений должны соответствовать химическим и механическим характеристикам в пределах схожих спецификаций.
(с) Определение критерия проектирования по данному разделу включает рассмотрение параметров усталости материалов. Если не применяются AD 160.1или AD 160.2, условия А, только те материалы или классы материалов для которых кривая усталости, дана в Приложении 5, могут быть использованы при производстве резервуаров или частей резервуаров. Когда специальные материалы перечислены в таблице интенсивности материалов, но соответствующая кривая усталости не дана, это истолковывается как указание на то, что данная кривая усталости будет предоставлена, после того, как будут получены данные необходимые для создания этой кривой.
(d) Материалы, не разрешенные к применению по данному разделу, не могут быть использованы, если к ним не предоставлены технические данные, и они не одобрены Комитетом по котлам и резервуарам высокого давления, в соответствии с Приложением 5 Раздела II, Часть D.
АМ-100.1 Повтор определённых осмотров,
испытаний или термической обработки Специальные требования, данные в Части АМ,
должны быть применены. Специальные требования могут устанавливать определённое испытание, осмотр или
обработку, которое так же оговорено в требованиях спецификации материалов. Дополнительная термическая обработка обычно не требуется, кроме случаев применения закалённой или отпущенной стали, в соответствии с требованиями AF-605.
AM-101 Сертификация материалов
производителем Производитель материалов должен предоставить
сертифицированное подтверждение, что все требования по спецификации материалов, а так же специальные требования Части АМ при производстве материалов выполнены. Процедура сертификации должна включать цифровые результаты по всем проводимым испытаниям или сертификаты соответствия, кроме того, сертификация должна подтверждать, что все необходимые проверки и ремонтные работы по материалам произведены. Все противоречия и соответствия между спецификациями материалов и специальными требованиями, приведёнными здесь, должны быть отмечены (см. AF-101).
АМ-105 Сборные компоненты и составные части Сборные и составные части, находящиеся под
давлением и предоставленные не производителем, несущим ответственность за готовый резервуар, должны соответствовать всем применяемым требованиям технических норм и правил, относящихся к готовому резервуару, включая заводскую проверку и частичный отчёт, как установлено в AS-310, кроме случаев для прочих частей, как разрешено в АМ-105.1 и АМ-105.2. Производитель, имеющий несколько производственных точек, каждая со своими собственными сертификатами полномочия, могут транспортировать составные компоненты из одной точки в другую без частичного отчёта, при условии предоставления системы контроля качества, описывающей методы идентификации, транспортировки и получения данных частей.
Когда сборные и составные части укомплектованы паспортной табличкой и паспортная табличка влияет на дальнейшее изготовление или эксплуатацию, и где штамповка материалов запрещена, производитель готовых резервуаров, совместно с уполномоченным инспектором, может удалить паспортную табличку. Удаление паспортной таблички не отмечается в отчете технических данных производителя. В дальнейшем паспортную табличку следует уничтожить. Правила АМ-105.1 и АМ-105.2 не применяются к затворам мгновенного действия (Статья D-8). Литые части, допускаемые по АМ-105.1 и АМ-105.2, находящиеся в
20
контакте с ядовитыми веществами (AG-301.1 (с)) должны соответствовать требованиям АМ-250 или АМ-420.
АМ 105.1 Литые, кованные или штампованные
стандартные части, находящиеся под давлением. (а) Стандартные части, находящиеся под давлением,
такие как трубные фитинги, фланцы, патрубки, горловины, сварные заглушки, рамы люков и крышки, изготовленные путём литья, проковки, проката или штамповки не требуют проведения проверки или сертификации материалов в соответствии с АМ-101 или отчётом по техническим данным частей. Стандартные части, находящиеся под давлением, соответствующие стандартам ANSI9 должны быть изготовлены из материалов, допускаемых данным Разделом или из материалов перечисленных в стандартах ANSI. Стандартные части, находящиеся под давлением, соответствующие стандартам производителя10,11, должны быть изготовлены из материалов допускаемых в данном Разделе.
Части, изготовленные либо по стандартам ANSI, либо по стандартам производителя, должны быть промаркированы торговой маркой производителя или другим штампом, соответствующим стандартам. Данная маркировка рассматривается как сертификат производителя деталей, подтверждающий, что продукция соответствует спецификации материалов и указанным стандартам и пригодна для определённых условий эксплуатации, при определённых параметрах по температуре и давлению, если это не ограничено правилами AD-150 и AD-160. Назначение данного параграфа будет выполнено, если вместо детальной маркировки непосредственно на деталях, детали будут временно или постоянно маркироваться для их идентификации по письменному списку производителя, с обозначением каждой детали и данный список будет предоставлен на проверку инспектору.
9 Это – части находящиеся под давлением,
соответствующие стандартам ANSI, принятые в ссылках данного раздела и перечисленные в Таблице AG-150.1. Стандарты ANSI являются основой для параметров температуры и давления или при маркировке, если иное не установлено в данном Разделе.
10 Это – части, находящиеся под давлением, соответствующие стандартам производителя, определяющие параметры по температуре и давлению, проштампованные на этих частях и описанные в документации производителя. Производитель готовых резервуаров должен удостовериться, что эти детали подходят для условий эксплуатации, в соответствии с правилами данного Раздела. 11 Части, находящиеся под давлением, соответствующие требованиям стандартов ANSI но не включенные в примечание1, однако данные части соответствуют требованиям стандарта производителя или примечанию 2
21
(b) Фланцы и фитинги могут быть использованы при параметрах по температуре и давлению, перечисленных в соответствующем стандарте данного Раздела. Другие характеристики по температуре и давлению могут применяться, если фланцы соответствуют требованиям п. (а), описанным выше, с использованием специальных уплотнений и болтов, соответствующих проектным требованиям Параграфа D-7 или Приложения 3 данного раздела.
(с) ASME B16.9 сваренные встык фитинги приемлемы для использования в соответствии с требованиями данного Раздела, кроме того, что параметры по давлению и температуре для данных фитингов должны рассчитываться как для прямых цельных труб, включая максимально допустимое напряжение материалов. Допуск по толщине ASME B16.9 должен применяться.
АМ-105.2 Литые, кованные, прокатные или
штампованные нестандартные части, находящиеся под давлением.
Нестандартные части, находящиеся под давлением, такие как корпус, верхняя часть резервуара, съёмный люк и змеевики литые, кованные, прокатные или штампованные могут быть поставлены как материалы. Все эти детали могут быть изготовлены из материалов, допускаемых в данном разделе и производитель этих деталей должен представить сертификаты материалов в соответствии с АМ-101. Эти детали должны быть промаркированы наименованием или торговой маркой производителя, или каким либо другим способом для идентификации определённой детали по сопроводительному сертификату материалов. Производитель готовых резервуаров, должен удостовериться, что детали соответствуют требованиям данного раздела, для проектируемых условий эксплуатации готового резервуара.
22
СТАТЬЯ М-2
СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ ДЛЯ ЧЁРНЫХ МЕТАЛЛОВ
АМ-200 ДЛЯ ВСЕХ ДЕТАЛЕЙ ИЗГОТОВЛЕННЫХ ИЗ ЧЁРНЫХ МЕТАЛЛОВ АМ-200.1 Общие требования Все формованные детали из чёрных металлов, могут подвергаться проверке, в соответствии с АМ-100 и быть образцом для испытания с периодичностью, указанной в прилагаемых спецификациях материалов, проходить термическую обработку в соответствии с требованиями АМ-201 и АМ-202 и испытания на ударную вязкость, в соответствии с требованиями данной Части.
АМ-200.2 Определение толщины. Требования данной статьи имеют отношение к толщине. Для этих целей применяются следующие определения номинальной толщины (а) Листы. Толщина – размер кратчайшего поперечного направления. (b) Кованные детали. Толщина – размер, определяемый следующим образом:
(1) Полая поковка. Номинальная толщина определяется между внутренней и внешней поверхностью (радиальная толщина).
(2) Дисковая поковка. Номинальная толщина – длина по оси (длина по оси ≤ внешнего диаметра).
(3) Плоская поковка. Для длины по оси ≤ 2 дюймов (51 мм.), радиальная толщина – номинальная толщина (длина по оси меньше, чем радиальная толщина).
(4) Поковка деталей с прямоугольными гранями. Наименьший размер прямоугольника является номинальной толщиной. (с) Литьё. Для литья основные формы соответствуют формам поковки, с применением тех же определений. Для других литых деталей максимальная толщина между совпадающими поверхностями, является номинальной толщиной. АМ-200.3 Ограничения по сварке. Углеродистая или низколегированная сталь с содержанием углерода более 0.35% не используется в сварных конструкциях и не обрабатывается ацетиленовой кислородной сваркой (кроме случаев установленных в других параграфах данного раздела).
АМ-201 Процедура получения образцов для испытаний АМ-201.1 Листы (а) Образцы для испытания берутся в соответствии с требованиями применяемых спецификаций по материалам, кроме случаев, описанных ниже в положениях (b), (c) (d) и (е). Если не оговорено иначе, образцы листов должны быть взяты по длине параллельно направлению окончательной прокатки. (b) Если листы подвергаются термической обработке со скоростью охлаждения быстрее, чем охлаждение при неподвижном воздухе при температуре аустенизации, образцы для испытания берутся в соответствии с требованиями применяемых спецификаций материалов, при 1t от любого термически обрабатываемого края, где t – номинальная толщина материала. (с) Там, где используются отдельные образцы, как материал резервуара, они должны иметь достаточные размеры, для гарантии того, что скорость охлаждения области, из которой был взят образец для испытания, является реальной скоростью охлаждения материала на глубину минимум 1/4t и 1t от любого края детали. Если скорость охлаждения, применяемая ко всей детали, не является условной (ложной) в соответствии с АМ-202.1 размеры образца должны быть не менее 3t x 3t x t, где t – номинальная толщина материала. (d) Если плоская головка винта, трубный лист и фланцы со встроенной втулкой для стыковой сварки подвергаются механической обработке, на листе, необходимо взять дополнительные образцы из области, показанной на схеме AD-701.1. (см. приложение 20). (е) Если технические данные по термообработке листа не представлены производителем материалов, они должны быть подготовлены или быть под контролем изготовителя, который должен нанести отметку буквой «Т» после буквы «G» на заводской маркировке (см. SA-20) для обозначения, что термическая обработка, требуемая по спецификации материалов, надлежащим образом произведена. Изготовитель должен так же подготовить документальную регистрацию выполнения термообработки, в соответствии с AF-101.
2001 SECTION VIII — DIVISION 2
23
АМ-201.2 Цилиндрическая продукция. Данные образцы должны быть взяты в соответствии с требованиями применяемой спецификации материалов. АМ-201.3 Материал для брусков и болтов (а) Образцы для испытания должны быть взяты в соответствии с требованиями применяемой спецификации материалов, кроме случаев, предусмотренных положениями АМ-201.3 (b). (b) Образцы для испытания должны быть минимум 1/4t от внешней прокатной поверхности и с расстоянием от краёв образцов не ближе расстояния равного одному диаметру или толщине термически обрабатываемого края. (с) Для болтов образцы для испытания должны быть взяты в соответствии с требованиями применяемой спецификации материалов и с расстоянием от краёв образцов не ближе расстояния равного одному диаметру толщины термически обрабатываемого края. АМ –201.4 Кованые заготовки
(а) Образцы для испытания должны быть взяты в соответствии с требованиями применяемой спецификации материалов, кроме случаев, предусмотренных положениями АМ-201.4 (b), (с) и (d). (b) Если кованые заготовки подвергаются термической обработке со скоростью охлаждения быстрее, чем охлаждение при неподвижном воздухе, при температуре аустенизации, образцы для испытания берутся на как минимум 1/4t максимальной толщины термически обрабатываемой зоны, от одной поверхности и 1t от другой поверхности. Это обычно соотносится как ¼ t x t, где t – максимальная толщина термически обрабатываемого материала. Для достижения данных условий может быть использован термический буфер, если скорость охлаждения кованой заготовки не является условной в соответствии с АМ-202.1. (с) Для каждой утолщённой или усложнённой кованой заготовки, такой как контурные патрубки, толстые трубные листы, фланцы и другие сложные детали, имеющие контурную форму или механически обработанные в значительной степени для придания формы готовому изделию, зарегистрированный инженер, ответственный за проектный отчёт, должен установить годность поверхности готовой продукции, с учётом воздействия напряжения при растяжении, в условиях эксплуатации,, до произведения термической обработки. Испытательный образец для данной продукции должен быть изъят из удлинения либо другого исходного сырья данной продукции. Контрольный образец должен быть изъят, так чтобы продольная ось образца, была на расстоянии меньше ближайшей термообрабатываемой поверхности, равном как минимум, наибольшему расстоянию, на котором отмеченная поверхность высокого напряжения при растяжении будет от ближайшей поверхности при термообработке и при средней длине образца, как минимум в два раза больше расстояния от второй термообрабатываемой поверхности.. В любом
случае продольная ось образца не должна быть ближе ¾ дюйма (19 мм.) до любой термообрабатываемой поверхности и средняя длина образца должна быть минимум 1 ½ дюйма (38 мм.) от любой второй термообрабатывемой поверхности. (d) При предварительном одобрении производителя резервуаров, образцы для испытания поковки плоского кольца и простого кольца, могут быть взяты из отдельных кованых деталей при следующих условиях.
(1) Отдельные кованые образцы для испытаний должны иметь такую же теплоту плавления, такой же коэффициент уковки и такую же термообработку, что и серийные кованые детали.
(2) Отдельные образцы кованых деталей должны быть обработаны в такой же завалке (калоше) и при тех же условиях, что и серийные кованые детали.
(3) Отдельные образцы для испытаний должны быть такой же номинальной толщины, что и серийные детали. Образцы для испытаний должны быть изъяты в соответствии с требованиями АМ-201.4 (а) и (b). АМ-201.5 Литьё (а) Стандартная отдельная литая контрольная заготовка ASTM соответствует целям АМ-202, где нормализация или термообработка при увеличенном охлаждении, производиться над литыми деталями с максимальной толщиной не более 2 дюймов (51 мм.). (b) Для литых заготовок толщиной 2 дюйма (51 мм.) и более, образцы должны быть взяты на длину минимум 1/4t от максимальной толщины термически обрабатываемой области от одной поверхности и 1t от другой поверхности. При этом может быть использован термический буфер. (с) Для массивных литых заготовок, которые отлиты или механически обработаны в значительной степени для придания формы готовому изделию, уполномоченный инженер, ответственный за проектный отчёт, должен установить годность поверхности готовой продукции, с учётом воздействия напряжения при растяжении, в условиях эксплуатации, до произведения термической обработки. Испытательный образец для данной продукции, должен быть изъят либо из удлинения, либо из другого исходного сырья данной продукции. Контрольный образец должен быть изъят на расстоянии меньше, чем до ближайшей термообрабатываемой поверхности, равном как минимум наибольшему расстоянию, на котором отмеченная поверхность высокого напряжения при растяжении будет от ближайшей поверхности при термообработке и при средней длине образца, как минимум в два раза больше расстояния от второй термообрабатываемой поверхности. В любом случае извлечение образца не должно быть ближе ¾ дюйма (19 мм.) до любой термообрабатываемой поверхности и 1 ½ дюйма (38 мм.) до второй термообрабатывемой поверхности. (d) При предварительном одобрении производителя резервуаров, образцы для испытания литья, могут быть взяты из отдельных кованных деталей при следующих условиях. (1) Отдельные литые образцы для испытаний, должны иметь такую же теплоту плавления, и отлиты таким же образом, что и серийные литые детали.
2001 SECTION VIII — DIVISION 2
24
(2) Отдельные образцы литых деталей должны быть обработаны в такой же завалке (калоше) и при тех же условиях, что и серийные литые детали, если скорость охлаждения литья является условной, в соответствии с АМ-202.1. (3) Отдельные образцы для испытаний должны быть такой же номинальной толщины, что и серийное литьё. Материал образцов для испытания должен быть изъят из области посередине между средней толщиной и поверхностью и не ближе расстояния одной толщины до второй поверхности АМ-202 Процедура термообработки образцов для испытания Для ознакомления с общими требованиями см. АТ-113. АМ-202.1 Специальные требования для образцов, для которых применяется нормализация или ускоренное охлаждение Там где продукция из чёрного металла является объектом нормализации или ускоренного охлаждения от температуры аустенизации, образцы для испытания представляющие данную продукцию должны охлаждаться при скорости равной, но не быстрее, чем основная продукция, кроме специальных кованых или литых деталей (см. АМ-201.4 (с) и АМ-201.5 (с)). Эти правила применяются к образцам, взятым непосредственно из продукции а также к образцам, взятым из отдельных пробных материалов, представляющих данную продукцию. Ниже описана технология, которая может быть применена к продукции или к образцам представляющим продукцию. (а) Могут быть применены любые процедуры, отражающие скорость охлаждения в образцах для испытания, соответствующую скорости охлаждения основной части продукции в области между средней толщиной и поверхностью (1/4t), когда края термообрабатываемой зоны не ближе, чем расстояние, равное номинальной толщине, охлаждаемой в пределах 250F (140С) и 20 секундах, при всех температурах после начала охлаждения от температуры аустенизации. (b) Более быстрое охлаждение по краям продукции может быть компенсировано следующим:
(1) взятием испытательного образца при минимум 1t от охлаждаемого края, где t равно толщине продукции;
(2) привариванием стальной подушки на ширину 1t частично проникающим швом, к тем краям продукции, откуда изымается образец;
(3) применением термического барьера или изоляции по тем краям продукции, откуда изымается образец.
(с) Если данные по скорости охлаждения продукции и средства контроля охлаждения могут быть применены, образец для испытания может быть термически обработан для гарантии того, что продукция соответствует требованиям АМ-202.1 (а). (d) Когда материал плакирован или наплавлен слоем сварки до нормализации или ускоренного охлаждения
от температуры аустенизации, испытательные образцы должны быть так же плакированы или наплавлены слоем сварки, до произведения термической обработки.
АМ-203 Ультразвуковое испытание
АМ-203.1 Листовой материал (а) Кроме случаев допускаемых в п. (b), все листы номинальной толщиной 4 дюйма (102 мм.) и более, должны быть проверены ультразвуком в соответствии с требованиями SA-435. (b) Если проектные нормы допускают толщину плакирования, соответствующей SA-263, SA-264 и SA-265, ультразвуковая проверка производиться на основном листе и связкой между плакированием и основным листом, в соответствии с SA-578, с критерием допуска Дополнительных Требований S6, безотносительно толщины листа. (с) Если плоские головки (винтов), трубные листы и фланцы со встроенными втулками для стыковой сварки должны быть механически обработаны (отрезаны) от листа. Необходимо произвести ультразвуковую проверку, в соответствии с требованиями Приложения 20. АМ-203.2 Кованые заготовки. Все кованые заготовки номинальной толщиной 4 дюйма (102 мм.) и более должны быть проверены ультразвуком, в соответствии с требованиями SA-388, при этом стандарты по допуску должны соответствовать АМ-203.2 (с). Кольца, фланцы и другие полые кованые заготовки должны быть проверены с использованием техники углового излучения. Для других кованых заготовок применяется техника прямого излучения. (а) Эталонные образцы должны иметь такую же номинальную толщину, химический состав и входить в группу Р, так же как и кованые детали подлежащие проверке, чтобы по основным параметрам иметь такую же структуру. (b) Методы тестирования кованых заготовок должны соответствовать следующим требованиям: (1) Для проверки методом прямого излучения,
преобразователи должны быть от 1 дюйма до 1 1/8 дюйма (25мм – 29 мм.) в диаметре или 1 дюйм (25 мм.) в сечении квадрата. Номинальная частота, применяемая в ходе проверки, должна быть 2.25 МГц/сек., если размер зерна или микроструктуры не является помехой для достаточного ультразвукового проникновения, в этом случае частота должна быть 1 МГц/сек. Прибор должен быть установлен так, чтобы первое отражение было 75± 5% высоты экрана, когда преобразователь установлен вне зоны снятия показаний.
(2) Для проверки при угловом излучении, 1 х 1 дюйм (25 мм.) или 1 х ½ дюйма (25 х 13 мм.) 45 градусный преобразователь должен использоваться при частоте 1 Мг.герц. Проверка угловым излучением должна быть градуирована по надрезу глубиной не менее 3/8 дюйма (10 мм.) или 3% номинальной толщины сечения (3/8 дюйма (10 мм.)), при длине примерно 1 дюйм
2001 SECTION VIII — DIVISION 2
25
(25 мм.) и ширине не более удвоенной величины глубины надреза.
(3) Все условия, такие как чистота поверхности, ультразвуковая частота, установка (настройка) инструмента и тип преобразователя, должны точно повторятся, в ходе проверки.
(4) Насколько это возможно, все кованые заготовки должны быть проверены методом прямого излучения с двух направлений примерно под прямым углом. Полые кованые заготовки должны быть проверены от одной кольцевой поверхности под прямым углом к оси. Дисковые кованые детали должны быть исследованы от одной плоской стороны и от кольцевой поверхности. Кованые детали, для которых необходима проверка излучением под углом, должны быть проверены в кольцевом направлении, если только толщина стен или геометрическая толщина детали допускают проведение проверки излучением под углом. Весь объём материалов должен быть проверен ультразвуковым методом на определённой стадии производства, предпочтительно после окончательной термообработки. Если контур кованых деталей препятствует проведению ультразвуковой проверки, после окончательной термообработки, максимально допустимый объём материалов должен быть проверен до этой стадии.
(с) Кованые заготовки могут быть неприемлемы в следующих случаях: (1) Если результаты проверки методом прямого
излучения выявляют одно или более нарушений, которые выявляют индикацию, сопровождаемую полным отсутствием отражения, не связанную с геометрической конфигурацией;
(2) Если результаты проверки излучением под углом выявляют одно или более нарушений, которые выявляют индикацию, превышающую по амплитуде индикацию от эталонного надреза.
(d) При проверке прямым излучением, заказчик ставиться в известность о следующих условиях для рассмотрения и одобрения перед отправкой кованых деталей:
(1) кованые заготовки, имеющие одну или более индикации с амплитудой превышающей амплитуду отражения;
(2) кованые заготовки, имеющие один или более разрывы, которые проявляют перемещающуюся индикацию, сопровождаемую сокращённым отражением (перемещающаяся индикация определяется как индикация, проявляющаяся как пульсирующая частота на экране осциллографа, при относительно постоянной амплитуде, при движении преобразователя).
(е) При проверке излучением под углом, заказчик ставиться в известность о следующих условиях для рассмотрения и одобрения перед отправкой кованых деталей:
(1) индикацию с амплитудой превышающую 50% амплитуды эталонного надреза;
ТАБЛИЦА АМ-204.1 ТЕМПЕРАТУРНЫЙ ДИФФЕРЕНЦИАЛ ПРИ ИСПЫТАНИЯХ НА УДАРНУЮ ВЯЗКОСТЬ Минимальный предел Разница температур 0F Текучести ksi (0C)
(МРа) (Примечание (1))
Примечание: (1) Температура при испытаниях на ударную
вязкость может быть больше, чем минимальная проектная температура.
(2) Пучок индикаций, расположенный на маленьком участке кованой заготовки с амплитудой менее 50% амплитуды номинального надреза. (Пучок индикаций определяется как три или более индикаций, превышающие 10% амплитуды стандартного номинального надреза, расположенные в любом объёме, примерно 2 дюйма (51 мм.) или меньший кубический объём) (f) Дополнительные неразрушающие испытания или трепанация могут быть произведены для разрешения вопросов при интерпретации ультразвуковых индикаций. АМ-204 Основные требования по ударной вязкости для всей стальной продукции Если не исключается положениями АМ-213, АМ-214 или АМ-218, испытания образцов с надрезом по Шарпи в соответствии с АМ-204.1 должны производиться по всему стальному материалу, используемому для корпуса, крыши, патрубков и других частей, находящихся под давлением, а так же для всех конструкционных компонентов, имеющих существенное значение для целостности конструкции. Требования по ударной вязкости для материалов перечисленных в таблице ACS-1 описаны в п.п. АМ-211.1 и АМ-211.2. Требования по ударной вязкости для материалов перечисленных в таблице АНА-1 описаны в п.п. АМ-213. Требования по ударной вязкости для материалов перечисленных в таблице AQT-1 описаны в п.п. АМ-310. Требования по ударной вязкости для швов и зоны термического влияния представлены в Статье Т-2. Ударная вязкость для болтов представлена в АМ-214. АМ-204.1 Процедуры испытания (а) Процедура испытания на ударную вязкость и оборудование для испытаний должны соответствовать параграфам SA-370. (b) Если не допускается иное по таблице АМ-204.1, температура при испытаниях на ударную вязкость не должна быть выше проектной температуры металла (см. AD-121.2 (f)). АМ-204.2 Образцы для испытания (а) Комплект для испытания на ударную вязкость должен состоять из трёх образцов.
2001 SECTION VIII — DIVISION 2
26
(b) Образцы для испытания на ударную вязкость должны соответствовать типу V-образного надреза по Шарпи, а так же требованиям по образцам SA-370 (для образцов типа А). Следует использовать стандартные образцы с полным размером 10 х 10 мм., кроме материалов, которые обычно поглощают энергию превышающую 180 фут/фунт (133Дж) при испытании образцов полного размера и при определённой температуре. Образцы меньшего размера (10 мм. х 6.7 мм.) могут быть использованы вместо образцов в полную величину. Однако при этом допустимая величина будет 75 Фут/фунт (55.4 Дж) минимум, для каждого образца. (с) Для материалов, по которым невозможно предоставить образцы полного размера, либо из-за формы деталей, либо из-за толщины, необходимо использовать либо образцы как можно большего размера, либо образцы материалов с полной толщиной, которые могут быть механически обработаны для устранения неровностей поверхности. Критерии по температуре Ам-211.3 (b) применяется к материалам по таблице ACS-1, имеющим минимальный предел прочности на разрыв менее 95 ksi (655 МРа), когда ширина вдоль надреза менее 80% толщины материала. Как альтернатива, данные материалы могут быть взяты с уменьшенной шириной, для получения наибольшего образца с надрезом по Шарпи. Испытания на ударную вязкость не требуются там, где максимально возможный образец с надрезом по Шарпи, имеет ширину вдоль надреза менее 0.099 дюйма (2.5 мм.). Слишком тонкая сталь для испытания на ударную вязкость, не используется при проектных температурах ниже –550F (-480С), исключения приводятся в АМ-218.2. АМ-204.3 Форма продукции (а) Образцы для испытания на ударную вязкость должны быть расположены и ориентированны, в соответствии с требованиями АМ-201. (b) Производитель небольших деталей, литых или кованых, может заверять комплект не более чем из 20 дублированных частей, предоставляя отчёт по одному набору образцов, взятых из одной партии выборочно, с применением спецификаций, термической обработки материалов, производственных процессов, используемых для всей партии. Когда партия слишком мала, чтобы обеспечить три образца, с минимальными размерами, установленными в АМ-204.2(b), испытания на ударную вязкость не проводятся (см. АМ-204.2.(с) ). АМ-204.4 Сертификаты соответствия требованиям испытаний на ударную вязкость (а) Отчёт производителя об испытаниях на ударную вязкость будет приемлемым подтверждением того, что материалы соответствуют требованиям данного параграфа при условии что: (1) взятые образцы представляют поставленный
материал, (см. АМ-204.3 (а)) и материал не является объектом термической обработки в ходе производства, что может в значительной степени повлиять на его характеристики; или
(2) материалы из которых были изъяты образцы
были отдельно термически обработаны так, что они представляют материал готового резервуара. (см. АТ-112)
(b) Изготовитель резервуаров может производить испытания на ударную вязкость, для подтверждения годности материалов, если изготовитель материалов не произвёл испытаний на ударную вязкость, при условии, что количество испытаний и методы изъятия образцов, являются такими же, как установленные для производителя материалов. АМ-205 Дефектоскопия методом проникающих жидкостей Швы из аустенитной хромоникелевой стали и стали выплавленной дуплекс процессом, как угловые, так и с разделкой кромок, превышающие по размерам ¾ дюйма (19мм.), должны быть проверены на наличие трещин, с помощью метода проникающих жидкостей. Эта проверка должна производиться после проведения термообработки, если она имеет место. Все трещины должны быть устранены.
АМ-210 СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ ПО УДАРНОЙ ВЯЗКОСТИ
АМ-211 Критерий допуска для испытания на ударную вязкость чёрных металлов, кроме болтов (для болтов см. АМ-214)
АМ-211.1 Минимальные требования по величине энергии для материалов по таблице ACS-1 с минимальным пределом прочности на разрыв меньше 95 ksi (655 Mpa). Требования по минимально применяемой энергии для образцов всех размеров должны быть такими, как показано на схеме АМ-211, умноженные на пропорцию ширины образца вдоль надреза к ширине образца в натуральную величину, если иначе не оговорено в АМ-204.2(b). АМ-211.2 Требования по расширению в поперечном направлении для всех других сталей. Минимальное расширение в поперечном направлении, противоположном направлению надреза для всех размеров образцов материалов, представленных в таблице ACS-1, имеющих минимальный предел прочности на разрыв 95 ksi (655 Mpa) или более и для материалов по таблице AQT-1, не должно быть меньше, чем по соответствующим требованиям, представленным на схеме АМ-211.2. Для материалов по таблице АНА-1, минимальное расширение в поперечном направлении, противоположном направлению надреза, должно быть 0.015 дюйма (0.38 мм.), при MDMTSs ниже, чем –3200F (-1960C) производственные процедуры сварки, должны быть ограничены дуговой сваркой покрытым электродом (SMAW), газоэлектрической сваркой (GMAW) и дуговой сваркой вольфрамовым электродом (GTAW). Испытание надреза на ударную вязкость должно производиться в соответствии с пунктами (а) и (b), описанными ниже.
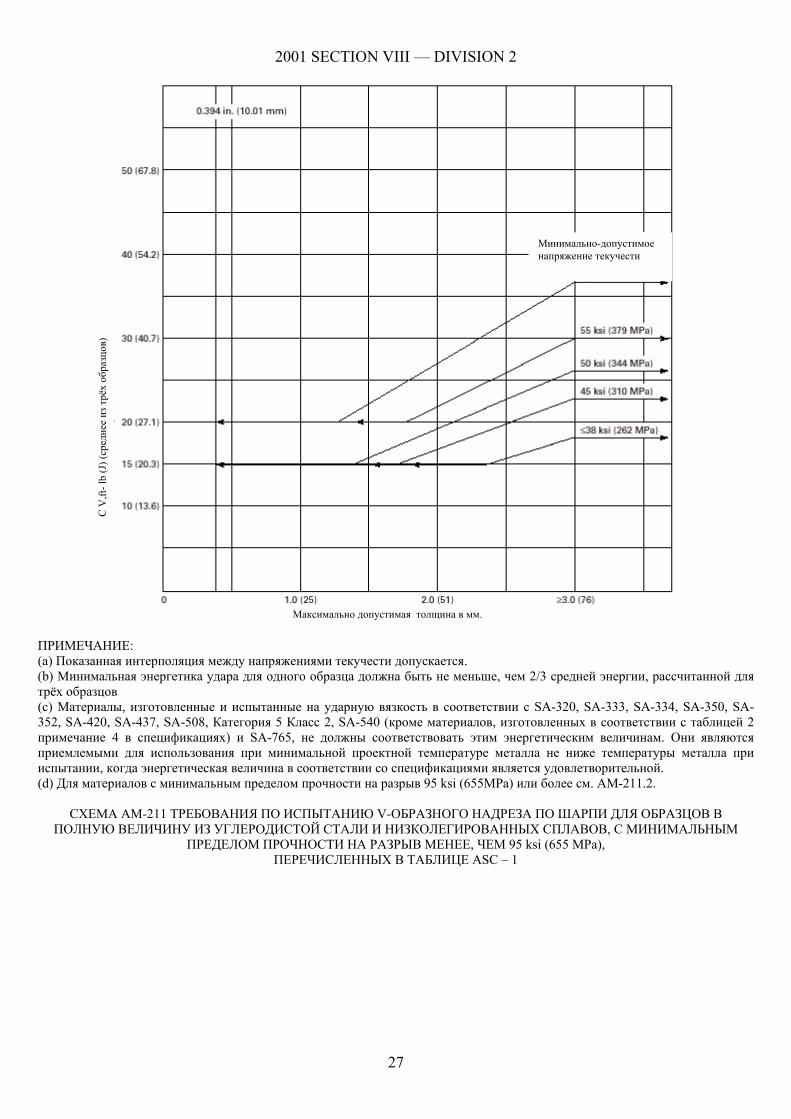
2001 SECTION VIII — DIVISION 2
27
ПРИМЕЧАНИЕ: (а) Показанная интерполяция между напряжениями текучести допускается. (b) Минимальная энергетика удара для одного образца должна быть не меньше, чем 2/3 средней энергии, рассчитанной для трёх образцов (с) Материалы, изготовленные и испытанные на ударную вязкость в соответствии с SA-320, SA-333, SA-334, SA-350, SA-352, SA-420, SA-437, SA-508, Категория 5 Класс 2, SA-540 (кроме материалов, изготовленных в соответствии с таблицей 2 примечание 4 в спецификациях) и SA-765, не должны соответствовать этим энергетическим величинам. Они являются приемлемыми для использования при минимальной проектной температуре металла не ниже температуры металла при испытании, когда энергетическая величина в соответствии со спецификациями является удовлетворительной. (d) Для материалов с минимальным пределом прочности на разрыв 95 ksi (655MРa) или более см. АМ-211.2.
СХЕМА АМ-211 ТРЕБОВАНИЯ ПО ИСПЫТАНИЮ V-ОБРАЗНОГО НАДРЕЗА ПО ШАРПИ ДЛЯ ОБРАЗЦОВ В
ПОЛНУЮ ВЕЛИЧИНУ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ, С МИНИМАЛЬНЫМ ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ МЕНЕЕ, ЧЕМ 95 ksi (655 MPa),
ПЕРЕЧИСЛЕННЫХ В ТАБЛИЦЕ ASC – 1
C V
,ft- l
b (J
) (среднее из
трёх образцов
)
Максимально допустимая толщина в мм.
Минимально-допустимое напряжение текучести
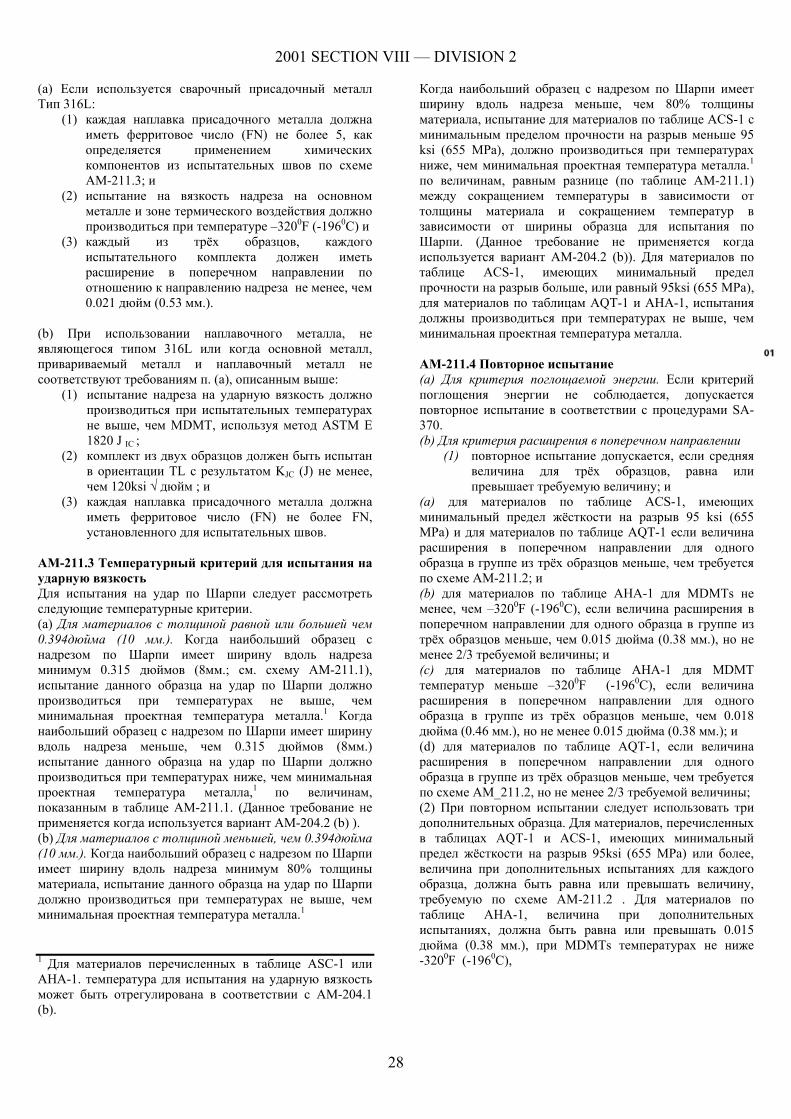
2001 SECTION VIII — DIVISION 2
28
(а) Если используется сварочный присадочный металл Тип 316L:
(1) каждая наплавка присадочного металла должна иметь ферритовое число (FN) не более 5, как определяется применением химических компонентов из испытательных швов по схеме АМ-211.3; и
(2) испытание на вязкость надреза на основном металле и зоне термического воздействия должно производиться при температуре –3200F (-1960C) и
(3) каждый из трёх образцов, каждого испытательного комплекта должен иметь расширение в поперечном направлении по отношению к направлению надреза не менее, чем 0.021 дюйм (0.53 мм.).
(b) При использовании наплавочного металла, не являющегося типом 316L или когда основной металл, привариваемый металл и наплавочный металл не соответствуют требованиям п. (а), описанным выше:
(1) испытание надреза на ударную вязкость должно производиться при испытательных температурах не выше, чем MDMT, используя метод ASTM E 1820 J IC ;
(2) комплект из двух образцов должен быть испытан в ориентации TL с результатом KJC (J) не менее, чем 120ksi √ дюйм ; и
(3) каждая наплавка присадочного металла должна иметь ферритовое число (FN) не более FN, установленного для испытательных швов.
АМ-211.3 Температурный критерий для испытания на ударную вязкость Для испытания на удар по Шарпи следует рассмотреть следующие температурные критерии. (а) Для материалов с толщиной равной или большей чем 0.394дюйма (10 мм.). Когда наибольший образец с надрезом по Шарпи имеет ширину вдоль надреза минимум 0.315 дюймов (8мм.; см. схему АМ-211.1), испытание данного образца на удар по Шарпи должно производиться при температурах не выше, чем минимальная проектная температура металла.1 Когда наибольший образец с надрезом по Шарпи имеет ширину вдоль надреза меньше, чем 0.315 дюймов (8мм.) испытание данного образца на удар по Шарпи должно производиться при температурах ниже, чем минимальная проектная температура металла,1 по величинам, показанным в таблице АМ-211.1. (Данное требование не применяется когда используется вариант АМ-204.2 (b) ). (b) Для материалов с толщиной меньшей, чем 0.394дюйма (10 мм.). Когда наибольший образец с надрезом по Шарпи имеет ширину вдоль надреза минимум 80% толщины материала, испытание данного образца на удар по Шарпи должно производиться при температурах не выше, чем минимальная проектная температура металла.1
1 Для материалов перечисленных в таблице ASC-1 или AHA-1. температура для испытания на ударную вязкость может быть отрегулирована в соответствии с АМ-204.1 (b).
Когда наибольший образец с надрезом по Шарпи имеет ширину вдоль надреза меньше, чем 80% толщины материала, испытание для материалов по таблице ACS-1 c минимальным пределом прочности на разрыв меньше 95 ksi (655 МРа), должно производиться при температурах ниже, чем минимальная проектная температура металла.1
по величинам, равным разнице (по таблице АМ-211.1) между сокращением температуры в зависимости от толщины материала и сокращением температур в зависимости от ширины образца для испытания по Шарпи. (Данное требование не применяется когда используется вариант АМ-204.2 (b)). Для материалов по таблице ACS-1, имеющих минимальный предел прочности на разрыв больше, или равный 95ksi (655 MPa), для материалов по таблицам AQT-1 и AHA-1, испытания должны производиться при температурах не выше, чем минимальная проектная температура металла.
АМ-211.4 Повторное испытание (а) Для критерия поглощаемой энергии. Если критерий поглощения энергии не соблюдается, допускается повторное испытание в соответствии с процедурами SA-370. (b) Для критерия расширения в поперечном направлении
(1) повторное испытание допускается, если средняя величина для трёх образцов, равна или превышает требуемую величину; и
(а) для материалов по таблице ACS-1, имеющих минимальный предел жёсткости на разрыв 95 ksi (655 MPa) и для материалов по таблице AQT-1 если величина расширения в поперечном направлении для одного образца в группе из трёх образцов меньше, чем требуется по схеме АМ-211.2; и (b) для материалов по таблице АНА-1 для MDMTs не менее, чем –3200F (-1960C), если величина расширения в поперечном направлении для одного образца в группе из трёх образцов меньше, чем 0.015 дюйма (0.38 мм.), но не менее 2/3 требуемой величины; и (с) для материалов по таблице АНА-1 для MDMT температур меньше –3200F (-1960C), если величина расширения в поперечном направлении для одного образца в группе из трёх образцов меньше, чем 0.018 дюйма (0.46 мм.), но не менее 0.015 дюйма (0.38 мм.); и (d) для материалов по таблице AQT-1, если величина расширения в поперечном направлении для одного образца в группе из трёх образцов меньше, чем требуется по схеме АМ_211.2, но не менее 2/3 требуемой величины; (2) При повторном испытании следует использовать три дополнительных образца. Для материалов, перечисленных в таблицах AQT-1 и ACS-1, имеющих минимальный предел жёсткости на разрыв 95ksi (655 МРа) или более, величина при дополнительных испытаниях для каждого образца, должна быть равна или превышать величину, требуемую по схеме АМ-211.2 . Для материалов по таблице АНА-1, величина при дополнительных испытаниях, должна быть равна или превышать 0.015 дюйма (0.38 мм.), при MDMTs температурах не ниже -3200F (-1960C),
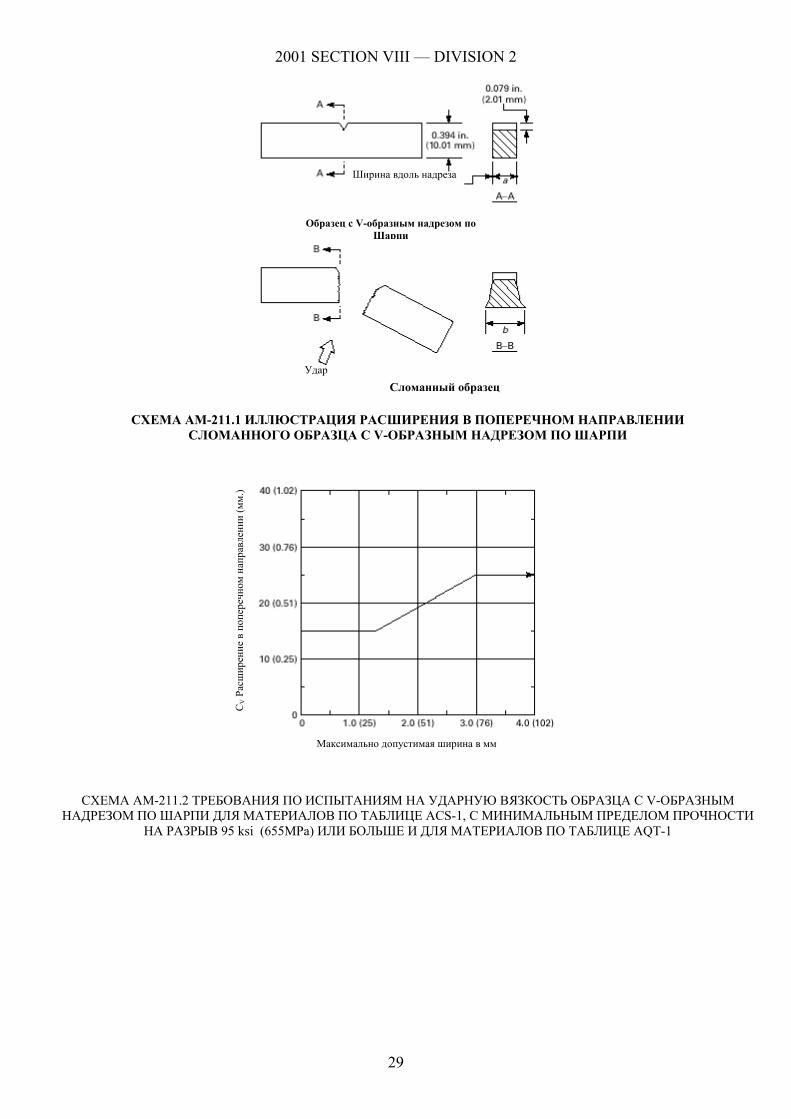
2001 SECTION VIII — DIVISION 2
29
СХЕМА АМ-211.1 ИЛЛЮСТРАЦИЯ РАСШИРЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ
СЛОМАННОГО ОБРАЗЦА С V-ОБРАЗНЫМ НАДРЕЗОМ ПО ШАРПИ
СХЕМА АМ-211.2 ТРЕБОВАНИЯ ПО ИСПЫТАНИЯМ НА УДАРНУЮ ВЯЗКОСТЬ ОБРАЗЦА С V-ОБРАЗНЫМ НАДРЕЗОМ ПО ШАРПИ ДЛЯ МАТЕРИАЛОВ ПО ТАБЛИЦЕ ACS-1, С МИНИМАЛЬНЫМ ПРЕДЕЛОМ ПРОЧНОСТИ
НА РАЗРЫВ 95 ksi (655МРа) ИЛИ БОЛЬШЕ И ДЛЯ МАТЕРИАЛОВ ПО ТАБЛИЦЕ AQT-1
Ширина вдоль надреза
Образец с V-образным надрезом по Шарпи
Удар
Сломанный образец
CV Расширение
в поперечном направлении
(мм.
)
Максимально допустимая ширина в мм
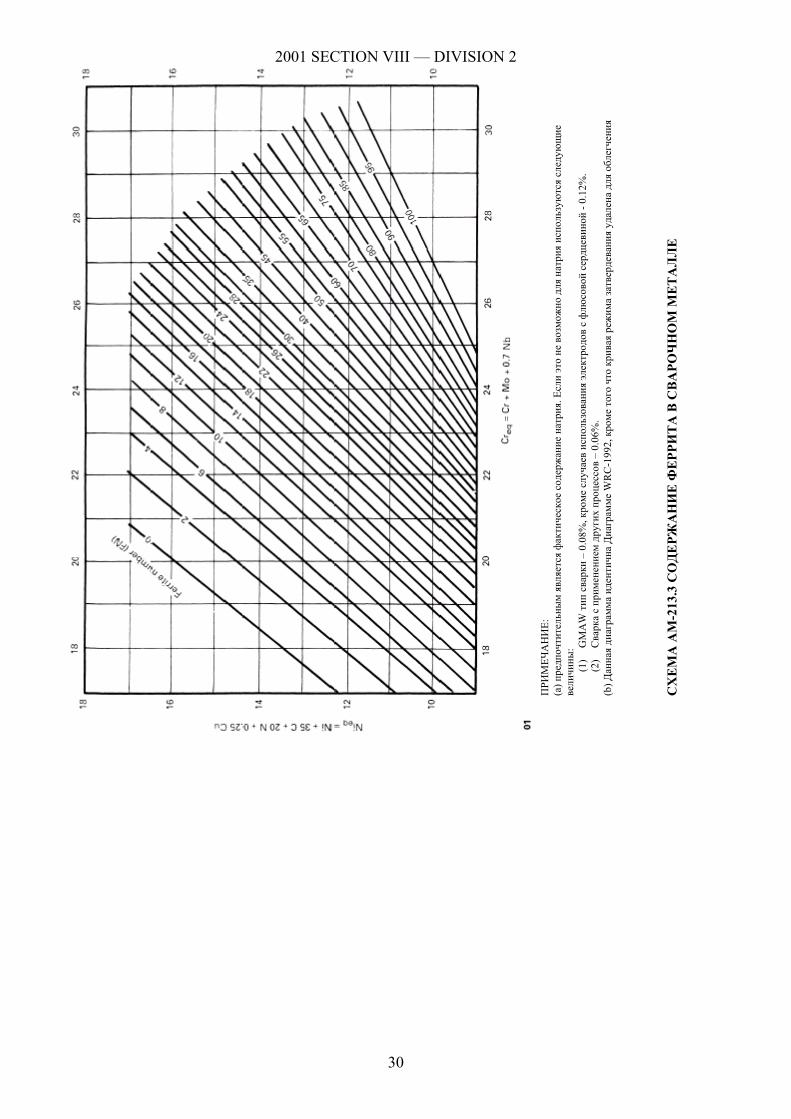
2001 SECTION VIII — DIVISION 2
30
ПРИ
МЕЧ
АНИЕ:
(а
) предпочтительны
м является
фактическое
содержание
натрия.
Если это не
возмо
жно
для
натрия используются следую
щие
величины
: (1
) G
MA
W тип
сварки
– 0.
08%
, кроме
случаев
использования
электродов с фл
юсовой сердцевиной
- 0.1
2%.
(2)
Сварка с прим
енением других
процессов
– 0
.06%
. (b
) Данная диаграмм
а идентична Диаграмме
WR
C-1
992,
кроме
того что кривая
реж
има затвердевания удалена для облегчения
СХЕМА
АМ
-213
.3 СОДЕРЖ
АНИЕ
ФЕРР
ИТА
В СВАРО
ЧНОМ
МЕТАЛЛЕ
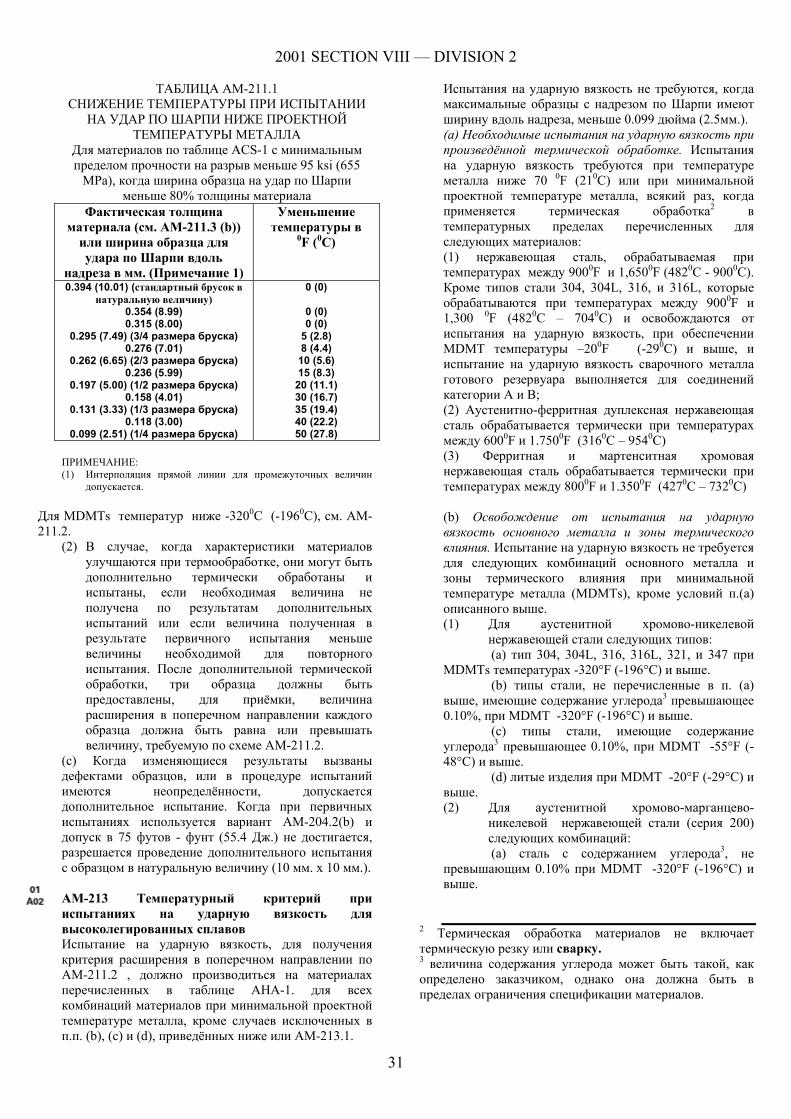
2001 SECTION VIII — DIVISION 2
31
ТАБЛИЦА АМ-211.1 СНИЖЕНИЕ ТЕМПЕРАТУРЫ ПРИ ИСПЫТАНИИ
НА УДАР ПО ШАРПИ НИЖЕ ПРОЕКТНОЙ ТЕМПЕРАТУРЫ МЕТАЛЛА
Для материалов по таблице ACS-1 c минимальным пределом прочности на разрыв меньше 95 ksi (655 МРа), когда ширина образца на удар по Шарпи
меньше 80% толщины материала Фактическая толщина
материала (см. АМ-211.3 (b)) или ширина образца для удара по Шарпи вдоль
надреза в мм. (Примечание 1)
Уменьшение температуры в
0F (0C)
0.394 (10.01) (стандартный брусок в натуральную величину)
0.354 (8.99) 0.315 (8.00)
0.295 (7.49) (3/4 размера бруска) 0.276 (7.01)
0.262 (6.65) (2/3 размера бруска) 0.236 (5.99)
0.197 (5.00) (1/2 размера бруска) 0.158 (4.01)
0.131 (3.33) (1/3 размера бруска) 0.118 (3.00)
0.099 (2.51) (1/4 размера бруска)
0 (0)
0 (0) 0 (0)
5 (2.8) 8 (4.4)
10 (5.6) 15 (8.3)
20 (11.1) 30 (16.7) 35 (19.4) 40 (22.2) 50 (27.8)
ПРИМЕЧАНИЕ: (1) Интерполяция прямой линии для промежуточных величин
допускается. Для MDMTs температур ниже -3200C (-1960C), см. АМ-211.2.
(2) В случае, когда характеристики материалов улучшаются при термообработке, они могут быть дополнительно термически обработаны и испытаны, если необходимая величина не получена по результатам дополнительных испытаний или если величина полученная в результате первичного испытания меньше величины необходимой для повторного испытания. После дополнительной термической обработки, три образца должны быть предоставлены, для приёмки, величина расширения в поперечном направлении каждого образца должна быть равна или превышать величину, требуемую по схеме АМ-211.2.
(с) Когда изменяющиеся результаты вызваны дефектами образцов, или в процедуре испытаний имеются неопределённости, допускается дополнительное испытание. Когда при первичных испытаниях используется вариант АМ-204.2(b) и допуск в 75 футов - фунт (55.4 Дж.) не достигается, разрешается проведение дополнительного испытания с образцом в натуральную величину (10 мм. х 10 мм.).
АМ-213 Температурный критерий при испытаниях на ударную вязкость для высоколегированных сплавов Испытание на ударную вязкость, для получения критерия расширения в поперечном направлении по АМ-211.2 , должно производиться на материалах перечисленных в таблице АНА-1. для всех комбинаций материалов при минимальной проектной температуре металла, кроме случаев исключенных в п.п. (b), (c) и (d), приведённых ниже или АМ-213.1.
Испытания на ударную вязкость не требуются, когда максимальные образцы с надрезом по Шарпи имеют ширину вдоль надреза, меньше 0.099 дюйма (2.5мм.). (а) Необходимые испытания на ударную вязкость при произведённой термической обработке. Испытания на ударную вязкость требуются при температуре металла ниже 70 0F (210C) или при минимальной проектной температуре металла, всякий раз, когда применяется термическая обработка2 в температурных пределах перечисленных для следующих материалов: (1) нержавеющая сталь, обрабатываемая при температурах между 9000F и 1,6500F (4820C - 9000C). Кроме типов стали 304, 304L, 316, и 316L, которые обрабатываются при температурах между 9000F и 1,300 0F (4820C – 7040C) и освобождаются от испытания на ударную вязкость, при обеспечении MDMT температуры –200F (-290C) и выше, и испытание на ударную вязкость сварочного металла готового резервуара выполняется для соединений категории А и В; (2) Аустенитно-ферритная дуплексная нержавеющая сталь обрабатывается термически при температурах между 6000F и 1.7500F (3160C – 9540C) (3) Ферритная и мартенситная хромовая нержавеющая сталь обрабатывается термически при температурах между 8000F и 1.3500F (4270C – 7320C) (b) Освобождение от испытания на ударную вязкость основного металла и зоны термического влияния. Испытание на ударную вязкость не требуется для следующих комбинаций основного металла и зоны термического влияния при минимальной температуре металла (MDMTs), кроме условий п.(а) описанного выше. (1) Для аустенитной хромово-никелевой
нержавеющей стали следующих типов: (а) тип 304, 304L, 316, 316L, 321, и 347 при
MDMTs температурах -320°F (-196°C) и выше. (b) типы стали, не перечисленные в п. (а)
выше, имеющие содержание углерода3 превышающее 0.10%, при MDMT -320°F (-196°C) и выше.
(с) типы стали, имеющие содержание углерода3 превышающее 0.10%, при MDMT -55°F (-48°C) и выше.
(d) литые изделия при MDMT -20°F (-29°C) и выше. (2) Для аустенитной хромово-марганцево-
никелевой нержавеющей стали (серия 200) следующих комбинаций: (а) сталь с содержанием углерода3, не
превышающим 0.10% при MDMT -320°F (-196°C) и выше.
2 Термическая обработка материалов не включает термическую резку или сварку. 3 величина содержания углерода может быть такой, как определено заказчиком, однако она должна быть в пределах ограничения спецификации материалов.
2001 SECTION VIII — DIVISION 2
32
(b) сталь с содержанием углерода3, превышающим 0.10% при MDMT -55°F (-48°C) и выше;
(с) литые изделия при MDMT -20°F (-29°C) и выше. (3) Для следующих типов стали во всей продукции при MDMT -20°F (-29°C) и выше. (а) Аустенитно-ферритная дуплексная нержавеющая сталь с номинальной толщиной 3/8 дюйма (10 мм.) и меньше; (b) Ферритная хромовая нержавеющая сталь, с номинальной толщиной 1/8 дюйма (3.2 мм.) и меньше; (с) Мартенситная хромовая нержавеющая сталь, с номинальной толщиной 1/8 дюйма (3.2 мм.) и меньше; (с) Освобождение от испытания на ударную
вязкость для определённых сварочных процедур. Для сварочных процедур испытания на ударную вязкость не требуется, при следующих комбинациях сварочных материалов и при следующих минимальных температурах металла (MDMTs), кроме установленных в п. (а) выше.
(1) Для аустенитной хромово-никелевой нержавеющей стали, имеющей содержание углерода3 превышающее 0.10%, с добавлением дополнительного наплавочного металла, при MDMT -155°F (-104°C) и выше;
(2) Для аустенитных металлов: (а) с содержанием углерода, не превышающим 0.10%
с добавлением наплавочного металла соответствующего SFA-5.4, SFA-5.9, SFA-5.11, SFA-5.14, и SFA-5.22 при MDMT -155°F (-104°C) и выше;
(b) с содержанием углерода, превышающим 0.10% с добавлением наплавочного металла соответствующего SFA-5.4, SFA-5.9, SFA-5.11, SFA-5.14, и SFA-5.22 при MDMT -55°F (-48°C) и выше.
(3) Для следующих сварочных металлов, когда
основной металл такого же химического состава, освобождён от испытаний, как отмечено в п.(b) (3) выше, в этих случаях сварочный метал (не основной), так же освобождается от испытания при MDMT -20°F (-29°C) и выше:
(а) аустенитно-ферритная дуплексная сталь; (b) ферритная хромистая нержавеющая сталь; (с) мартенситная хромистая нержавеющая сталь. (d) Испытания на ударную вязкость для листов
резервуара. Для сварных конструкций испытания на ударную вязкость, в соответствии с АТ-203 требуются при MDMT -320°F (-196°C) и выше, если тип сварочных процедур требует проведения испытания на ударную вязкость, если иное не оговорено правилами данного раздела. Когда MDMT ниже, чем -320°F (-196°C), испытание на ударную вязкость или испытания ASTM E 1820 JIC должны быть проведены в соответствии с АМ-211.2. Испытания на ударную вязкость не требуются для сварочных соединений, из аустенитной хромово-никелевой или из хромово-марганцево-никелевой нержавеющей стали при MDMTs не ниже -320°F (-196°C),
когда все ниже приведённые условия являются удовлетворительными:
(1) сварочные процедуры ограниченны дуговой сваркой металлическим покрытым электродом, дуговой сваркой в среде инертного газа, дуговой сваркой под флюсом, дуговой сваркой вольфрамовым электродом и плазменно-дуговой сваркой;
(2) применяемые спецификации сварочных процедур (WPSs) подкрепляются регистрационными записями оценки качества сварочных процедур (PQRs), с испытаниями на ударную вязкость, в соответствии с требованиями АМ-204 (применяя критерий допуска АМ-211), при минимальной проектной температуре металла или ниже, или когда в записях оценки качества (PQR) допускается не проводить испытания на ударную вязкость, на основании других положений данного раздела.
(3) сварочный металл (без добавления наплавочного металла) имеет содержание углерода не превышающее 0.10%;
(4) сварочные соединения производятся с добавлением наплавочного металла, соответствующего требованиям SFA-5.4, SFA-5.9, SFA-5.11, SFA-5.14 и SFA-5.22. как определяется ниже.
(а) Каждый комплект присадочных материалов, используемый для дуговой сварки металлическим покрытым электродом и дуговой сваркой в среде инертного газа, должен быть оценён путём проведения испытания на ударную вязкость при температурах MDMT или ниже, кроме случаев оговорённых в п. (с) (2) выше, в соответствии с Разделом II, Часть С, SFA-5.4, A9.12. Критерий допуска должен соответствовать АМ-211.2.
(b) Каждый комплект присадочных материалов, используемый для дуговой сварки под флюсом должен быть оценён путём проведения испытания на ударную вязкость по каждой порции флюса, при температурах MDMT или ниже, кроме случаев оговорённых в п. (с) (2) выше, в соответствии с Разделом II, Часть С, SFA-5.4, A9.12. Критерий допуска должен соответствовать АМ-211.2.
(с) Применение более, чем одной сварочной процедуры, или более чем одного наплавочного материала по одному испытательному образцу, неприемлемо. Испытания при температурах MDMT или ниже могут выполнятся, кроме случаев оговорённых в п. (с) (2) выше, при предоставлении производителем присадочного материала, отчёта по заводским испытаниям, вместе с поставляемым присадочным материалом.
(d) Описанный ниже присадочный материал, может быть использован без проведения испытания на ударную вязкость, при условии, что испытания на ударную вязкость, в соответствии со статьёй Т-2, при минимальной проектной температуре металла, выполнены с использованием присадочного материала такой же марки и такого же типа, как предоставляется производителем: ENiCrFe-2; ENiCrFe-3; ENiCrMo-3; ENiCrMo-4; ENiCrMo-6; ERNiCr-3; ER-NiCrMo- 3; ERNiCrMo-4; SFA-5.4, E310-15 или 16.
(е) Описанный ниже присадочный материал может быть использован без проведения испытания на ударную вязкость, при условии, что испытания на ударную вязкость, в соответствии со статьёй Т-2, при минимальной
2001 SECTION VIII — DIVISION 2
33
проектной температуре металла или ниже, выполнены: ER308L, ER316L, и ER310 используемые со сварочными процедурами GMAW, GTAW, или PAW.
АМ-213.1 Освобождение от испытания на ударную вязкость. Испытание на ударную вязкость материалов перечисленных в таблице АНА-1 не требуются, за исключением случаев, установленных в АМ-213(а), когда пропорция растягивающего усилия к допустимому напряжению при растяжении меньше, чем 0.3. АМ-214 Требования по ударной вязкости для материалов болтов АМ.214.1 Для материалов болтов, перечисленных в таблице ABM-1 (а) Испытания на ударную вязкость не требуются для материалов болтов перечисленных в таблицеАВМ-1, АВМ-1.2 и АВМ 1.3, при минимальной проектной температуре металла, равной или выше температуре указанной в данной таблице. (b) Материал болтов, используемый при более холодных температурах, чем указанно в таблице АВМ-1 должен соответствовать SA-320, кроме того, что критерий ударной вязкости этих материалов должен соответствовать V-образному надрезу по Шарпи, с критериями допуска по АМ-211. АМ-214.2 Для материалов болтов, перечисленных в таблице АВМ-2. Испытание на ударную вязкость требуется для материалов болтов из чёрного металла, используемого на фланцах, в соответствии с приложениями 4, 5 и 6, (см. таблицуАВМ-2). Средняя величина для трёх образцов с V-образным надрезом по Шарпи, для испытания на ударную вязкость должна быть минимум 30 футов/фунт (133 N), и минимальная величина для каждого из образцов должна быть 25 футов/фунт (111 N). АМ-218 Материалы, освобождённые от испытания на ударную вязкость АМ-218.1 Для углеродистой стали и низколегированных сплавов, в зависимости от проектной температуры. Схема АМ-218.1, используется при условии не применения испытания на ударную вязкость, для типов стали, перечисленных в таблице ACS-1. Если иное не оговорено правилами данного раздела, испытания на ударную вязкость требуются при комбинации минимальной температуры металла (см. AD-121.2 (f)) и толщины, расположенной ниже кривой, относящейся к соответствующему материалу. Если комбинация минимальной температуры металла и толщины находится выше кривой, в соответствии с правилами данного раздела испытания на ударную вязкость не требуются, кроме случаев, когда это требуется по статье Т-2, для сварочного металла и зоны термического влияния.
4 Прикладываемое напряжение давления и нагрузка не вызываемая давлением, перечисленная в AD-110, в результате цепного напряжения при растяжении.
Такие компоненты, как корпус резервуара, верхняя часть, патрубки, люки, усилительная обвязка, кольца жёсткости, стыковые накладки, подкладные планки и все соединения, являющиеся существенными для целостности конструкции резервуара, которые устанавливаются с учётом воздействия давления, должны обрабатываться, как отдельные компоненты. Каждый компонент должен быть оценён для испытания на ударную вязкость, на основании индивидуальной классификации материалов, толщине в соответствии с пунктами (а), (b) или (с), представленными ниже и минимальной проектной температуре металла. При использовании схемы АМ-218.1 применяются следующие ограничения по толщине. (а) исключая литые изделия, определяющая толщина tg для сварочных компонентов, является следующей:
(1) Для номинальной толщины стыковых швов, кроме швов плоских головок винтов и трубных листов, смотрите схему АМ-218.2, чертёж (а);
(2) Для угловых швов или швов внахлёстку, берётся самая тонкая толщина из двух сварных компонентов.
(3) Для швов плоских головок винтов наибольшая толщина из двух, описанных выше, в п.(2) или толщина плоского компонента, разделённая на 4.
(4) Для сварных компонентов, состоящих из более, чем двух компонентов (например, соединение патрубка с корпусом с усилительной обвязкой), определяющая толщина и минимально допустимая температура металла, каждого из соединений, должны быть определены и наиболее высокая температура металла берётся как допустимая минимальная температура металла для сварочного соединения (смотрите схему АМ-218.2, чертёж (b)). Если определяющая толщина сварного соединения превышает 4 дюйма (102 мм) и минимальная проектная температура металла меньше 900F (320C) используется материал, испытанный на ударную вязкость.
(b) Определяющая толщина литых изделий должна устанавливаться по наибольшей номинальной толщине. (с) Определяющей толщиной несвариваемых соединений, таких как болтовые фланцы, трубные листы и плоские головки винтов, является толщина плоских компонентов разделённая на 4. (d) Определяющей толщиной несварного выпуклого днища, является наибольшая толщина плоского фланца разделённая на 4 или минимальная толщина выпуклой части днища резервуара. (е) Если определяющая толщина несварных частей превышает 4 дюйма (102 мм) и минимальная проектная температура металла меньше 900F (320C) используется материал, испытанный на ударную вязкость. Примеры определяющей толщины для наиболее типичных деталей резервуара, приведены на схеме АМ-218.2. Примечание: Применение положений АМ-204, по проведению испытания на ударную вязкость, не гарантирует, что результаты испытаний на ударную вязкость, будут соответствовать критерию допуска АМ-211.
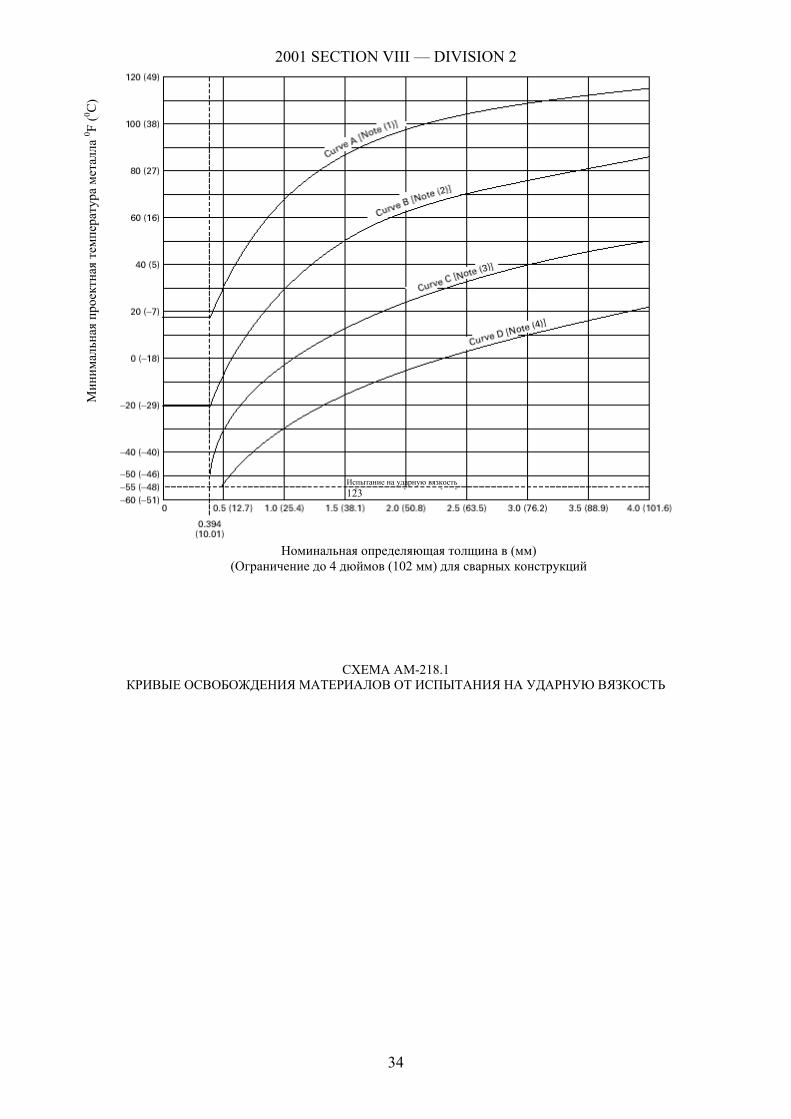
2001 SECTION VIII — DIVISION 2
34
СХЕМА АМ-218.1
КРИВЫЕ ОСВОБОЖДЕНИЯ МАТЕРИАЛОВ ОТ ИСПЫТАНИЯ НА УДАРНУЮ ВЯЗКОСТЬ
Миним
альная
проектная
температура
металла
0 F (0 С
)
Номинальная определяющая толщина в (мм) (Ограничение до 4 дюймов (102 мм) для сварных конструкций
Испытание на ударную вязкость 123
2001 SECTION VIII — DIVISION 2
35
ПРИМЕЧАНИЯ К СХЕМЕ АМ-218.1 ОБЩИЕ ПРИМЕЧАНИЯ: (а) Табличные величины для данной схемы приведены в Таблице АМ-218.1. (b) Литые изделия, не перечисленные в примечаниях (1) или (2) ниже, должны пройти испытание на ударную вязкость. (с) Для болтов смотрите Ам-214. (d) Если в примечаниях (1) – (4) не указаны класс или категория, все классы и категории являются номинальными. (е) Ниже описано то, что необходимо применить к примечаниям (1) – (4):
(1) Значение скорости охлаждения больше, чем значение скорости охлаждения на открытом воздухе, после закалки с последующим отпуском, допускаемое по спецификации материалов, считается эквивалентом нормализации или нормализации и отпуска.
(2) Мелкозернистый метод считается необходимой процедурой для получения мелкозернистой структуры, как определено в SA-20. ПРИМЕЧАНИЕ: (1) Описание материалов, соответствующих кривой А: (а) Листы из углеродистой стали и низколегированных сплавов, конструкционные профили, бруски, не перечисленные в примечаниях 2 – 4. (b) Материалы SA-216 Категория WCB и WCC и SA-217 Категория WC6, если нормализованы и закалены с последующим отпуском. (2) Описание материалов, соответствующих кривой B: (а) Материалы SA-216 Категория WCA, если нормализованы и закалены с последующим отпуском или закалена в воде, Категория WCB и WCC для толщины, не превышающей 2 дюйма (51мм), если изготовлены по мелкозернистой технологии и нормализованы и закалены с последующим отпуском или закалены в воде. (b) Материалы SA-217 Категория WC9, если нормализованы и закалены с последующим отпуском; (с) Материалы SA-285 Категория А и В; (d) Материалы SA-414 Категория А; (е) Материалы SA-515 Категория 60 (f) Материалы SA-516 Категория 65 и 70, если не нормализованы; (g) Материалы SA-612, если не нормализованы; (h) Материалы SA-662 Категория В, если не нормализованы; (i) Кроме литых изделий, все материалы по кривой А, если изготовлены по мелкозернистой технологии и нормализованы, которые не перечислены в примечаниях (3) и (4) ниже; (j) трубы, фитинги кованые изделия, не перечисленные в примечаниях (3) и (4) ниже; (k) компоненты, допускаемые по АМ-105, даже если изготовлены из листов, которые по всем другим параметрам относятся к другим кривым; (3) Описание материалов соответствующих кривой С: (а) Материалы SA-182 Категория 21 и 22, если нормализованы и закалены с последующим отпуском; (b) Материалы SA-302 Категория С и D; (с) Материалы SA-336 Категория F21 и F22, если нормализованы и закалены с последующим отпуском; (d) Материалы SA-387 Категория 21 и 22, если нормализованы и закалены с последующим отпуском; (е) Материалы SA-516 Категория 55 и 60, если не нормализованы; (f) Материалы SA-533 Категория В и С; (g) Материалы SA-662 Категория А; (h) Все материалы, перечисленные в примечании (2) выше, если изготовлены по мелкозернистой технологии и нормализованы, которые не перечислены примечании (4) ниже; (4) Описание материалов, соответствующих кривой D: (а) Материалы SA-203; (b) Материалы SA-508 Категория 1; (с) Материалы SA-516, если нормализованы; (d) Материалы SA-524 Классы 1 и 2; (е) Материалы SA-537 Классы 1,2 и 3; (f) Материалы SA-612, если нормализованы; (g) Материалы SA-662, если нормализованы; (h) Материалы SA-738 Категория А; (i) Материалы SA-738 Категория А с Cb и V, специально добавленными в соответствии со спецификациями материалов, при температуре не менее –200F (-290С); (j) Материалы SA-738 Категория В, не менее –200F (-290С).
АМ-218.2 Испытания на ударную вязкость сварочных конструкций Процедура оценки качества сварочных конструкций, должна включать испытание на ударную вязкость швов и зоны термического влияния, в соответствии с АМ-211, когда требуется следующими положениями. (а) Швы, изготовленные с присадочным металлом, должны быть испытаны на ударную вязкость, в соответствии с АМ-211, если применяются следующие положения:
(1) когда основной метал должен быть испытан на ударную вязкость, в соответствии с правилами данного раздела; или (2) когда основной металл, освобождён от испытания на ударную вязкость, по АМ-218.4 (е) и минимальная проектная температура металла меньше –200F (-290С), но не менее, чем –550F (-480С),если сварные изделия не классифицированы по испытаниям на ударную вязкость при температуре не выше MDMT в соответствии с применяемыми спецификациями SFA; или
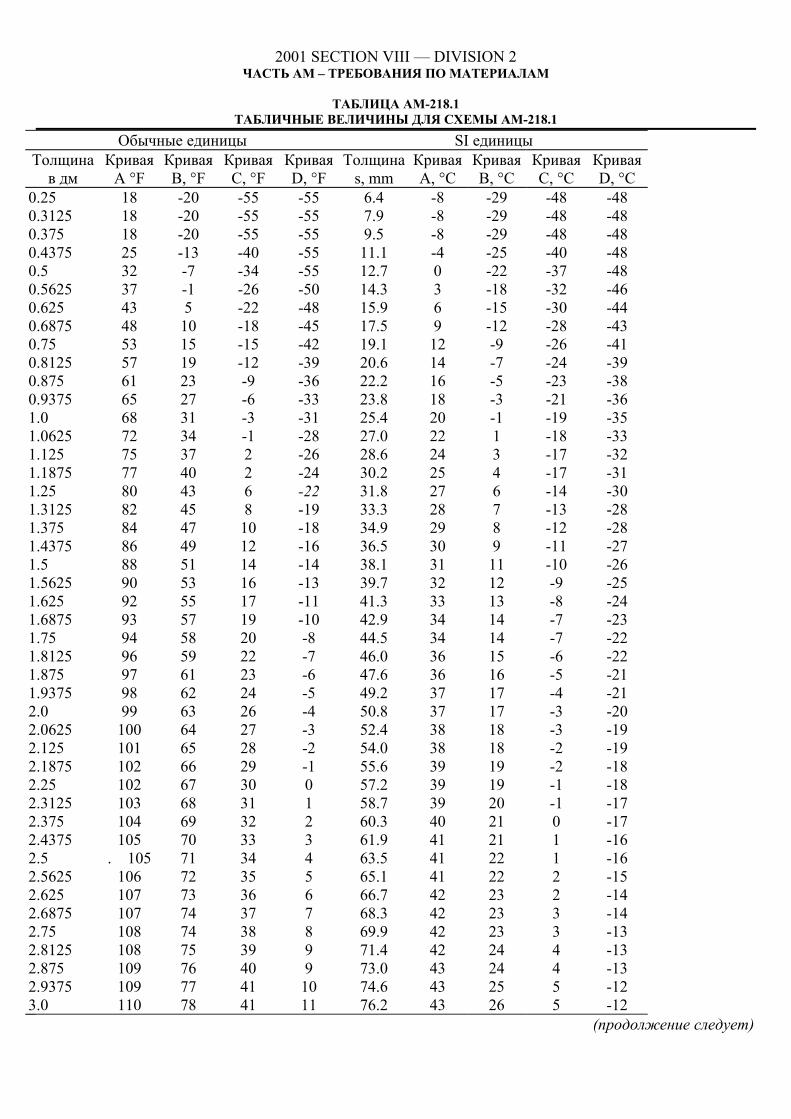
2001 SECTION VIII — DIVISION 2
36
ЧАСТЬ АМ – ТРЕБОВАНИЯ ПО МАТЕРИАЛАМ
ТАБЛИЦА АМ-218.1 ТАБЛИЧНЫЕ ВЕЛИЧИНЫ ДЛЯ СХЕМЫ АМ-218.1
Обычные единицы SI единицы Толщина в дм
Кривая А °F
Кривая B, °F
Кривая C, °F
Кривая D, °F
Толщинаs, mm
Кривая A, °C
Кривая B, °C
Кривая C, °C
Кривая D, °C
0.25 18 -20 -55 -55 6.4 -8 -29 -48 -48 0.3125 18 -20 -55 -55 7.9 -8 -29 -48 -48 0.375 18 -20 -55 -55 9.5 -8 -29 -48 -48 0.4375 25 -13 -40 -55 11.1 -4 -25 -40 -48 0.5 32 -7 -34 -55 12.7 0 -22 -37 -48 0.5625 37 -1 -26 -50 14.3 3 -18 -32 -46 0.625 43 5 -22 -48 15.9 6 -15 -30 -44 0.6875 48 10 -18 -45 17.5 9 -12 -28 -43 0.75 53 15 -15 -42 19.1 12 -9 -26 -41 0.8125 57 19 -12 -39 20.6 14 -7 -24 -39 0.875 61 23 -9 -36 22.2 16 -5 -23 -38 0.9375 65 27 -6 -33 23.8 18 -3 -21 -36 1.0 68 31 -3 -31 25.4 20 -1 -19 -35 1.0625 72 34 -1 -28 27.0 22 1 -18 -33 1.125 75 37 2 -26 28.6 24 3 -17 -32 1.1875 77 40 2 -24 30.2 25 4 -17 -31 1.25 80 43 6 -22 31.8 27 6 -14 -30 1.3125 82 45 8 -19 33.3 28 7 -13 -28 1.375 84 47 10 -18 34.9 29 8 -12 -28 1.4375 86 49 12 -16 36.5 30 9 -11 -27 1.5 88 51 14 -14 38.1 31 11 -10 -26 1.5625 90 53 16 -13 39.7 32 12 -9 -25 1.625 92 55 17 -11 41.3 33 13 -8 -24 1.6875 93 57 19 -10 42.9 34 14 -7 -23 1.75 94 58 20 -8 44.5 34 14 -7 -22 1.8125 96 59 22 -7 46.0 36 15 -6 -22 1.875 97 61 23 -6 47.6 36 16 -5 -21 1.9375 98 62 24 -5 49.2 37 17 -4 -21 2.0 99 63 26 -4 50.8 37 17 -3 -20 2.0625 100 64 27 -3 52.4 38 18 -3 -19 2.125 101 65 28 -2 54.0 38 18 -2 -19 2.1875 102 66 29 -1 55.6 39 19 -2 -18 2.25 102 67 30 0 57.2 39 19 -1 -18 2.3125 103 68 31 1 58.7 39 20 -1 -17 2.375 104 69 32 2 60.3 40 21 0 -17 2.4375 105 70 33 3 61.9 41 21 1 -16 2.5 . 105 71 34 4 63.5 41 22 1 -16 2.5625 106 72 35 5 65.1 41 22 2 -15 2.625 107 73 36 6 66.7 42 23 2 -14 2.6875 107 74 37 7 68.3 42 23 3 -14 2.75 108 74 38 8 69.9 42 23 3 -13 2.8125 108 75 39 9 71.4 42 24 4 -13 2.875 109 76 40 9 73.0 43 24 4 -13 2.9375 109 77 41 10 74.6 43 25 5 -12 3.0 110 78 41 11 76.2 43 26 5 -12
(продолжение следует)
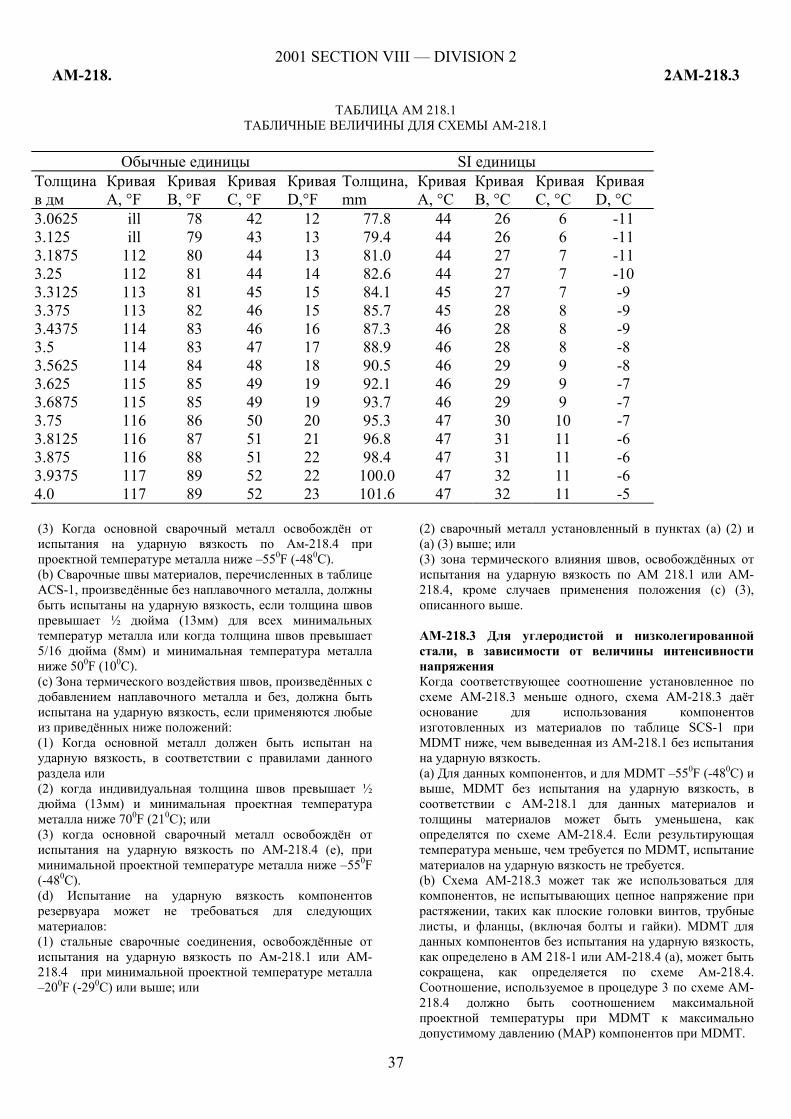
2001 SECTION VIII — DIVISION 2
37
AM-218. 2AM-218.3
ТАБЛИЦА АМ 218.1 ТАБЛИЧНЫЕ ВЕЛИЧИНЫ ДЛЯ СХЕМЫ АМ-218.1
Обычные единицы SI единицы
Толщина в дм
Кривая A, °F
КриваяB, °F
Кривая C, °F
Кривая D,°F
Толщина, mm
Кривая A, °C
Кривая B, °C
Кривая C, °C
Кривая D, °C
3.0625 ill 78 42 12 77.8 44 26 6 -11 3.125 ill 79 43 13 79.4 44 26 6 -11 3.1875 112 80 44 13 81.0 44 27 7 -11 3.25 112 81 44 14 82.6 44 27 7 -10 3.3125 113 81 45 15 84.1 45 27 7 -9 3.375 113 82 46 15 85.7 45 28 8 -9 3.4375 114 83 46 16 87.3 46 28 8 -9 3.5 114 83 47 17 88.9 46 28 8 -8 3.5625 114 84 48 18 90.5 46 29 9 -8 3.625 115 85 49 19 92.1 46 29 9 -7 3.6875 115 85 49 19 93.7 46 29 9 -7 3.75 116 86 50 20 95.3 47 30 10 -7 3.8125 116 87 51 21 96.8 47 31 11 -6 3.875 116 88 51 22 98.4 47 31 11 -6 3.9375 117 89 52 22 100.0 47 32 11 -6 4.0 117 89 52 23 101.6 47 32 11 -5
(3) Когда основной сварочный металл освобождён от испытания на ударную вязкость по Ам-218.4 при проектной температуре металла ниже –550F (-480С). (b) Сварочные швы материалов, перечисленных в таблице ACS-1, произведённые без наплавочного металла, должны быть испытаны на ударную вязкость, если толщина швов превышает ½ дюйма (13мм) для всех минимальных температур металла или когда толщина швов превышает 5/16 дюйма (8мм) и минимальная температура металла ниже 500F (100С). (с) Зона термического воздействия швов, произведённых с добавлением наплавочного металла и без, должна быть испытана на ударную вязкость, если применяются любые из приведённых ниже положений: (1) Когда основной металл должен быть испытан на ударную вязкость, в соответствии с правилами данного раздела или (2) когда индивидуальная толщина швов превышает ½ дюйма (13мм) и минимальная проектная температура металла ниже 700F (210С); или (3) когда основной сварочный металл освобождён от испытания на ударную вязкость по АМ-218.4 (е), при минимальной проектной температуре металла ниже –550F (-480С). (d) Испытание на ударную вязкость компонентов резервуара может не требоваться для следующих материалов: (1) стальные сварочные соединения, освобождённые от испытания на ударную вязкость по Ам-218.1 или АМ-218.4 при минимальной проектной температуре металла –200F (-290С) или выше; или
(2) сварочный металл установленный в пунктах (а) (2) и (а) (3) выше; или (3) зона термического влияния швов, освобождённых от испытания на ударную вязкость по АМ 218.1 или АМ-218.4, кроме случаев применения положения (с) (3), описанного выше. АМ-218.3 Для углеродистой и низколегированной стали, в зависимости от величины интенсивности напряжения Когда соответствующее соотношение установленное по схеме АМ-218.3 меньше одного, схема АМ-218.3 даёт основание для использования компонентов изготовленных из материалов по таблице SCS-1 при MDMT ниже, чем выведенная из АМ-218.1 без испытания на ударную вязкость. (а) Для данных компонентов, и для MDMT –550F (-480С) и выше, MDMT без испытания на ударную вязкость, в соответствии с АМ-218.1 для данных материалов и толщины материалов может быть уменьшена, как определятся по схеме АМ-218.4. Если результирующая температура меньше, чем требуется по MDMT, испытание материалов на ударную вязкость не требуется. (b) Схема АМ-218.3 может так же использоваться для компонентов, не испытывающих цепное напряжение при растяжении, таких как плоские головки винтов, трубные листы, и фланцы, (включая болты и гайки). MDMT для данных компонентов без испытания на ударную вязкость, как определено в АМ 218-1 или АМ-218.4 (а), может быть сокращена, как определяется по схеме Ам-218.4. Соотношение, используемое в процедуре 3 по схеме АМ-218.4 должно быть соотношением максимальной проектной температуры при MDMT к максимально допустимому давлению (МАР) компонентов при MDMT.
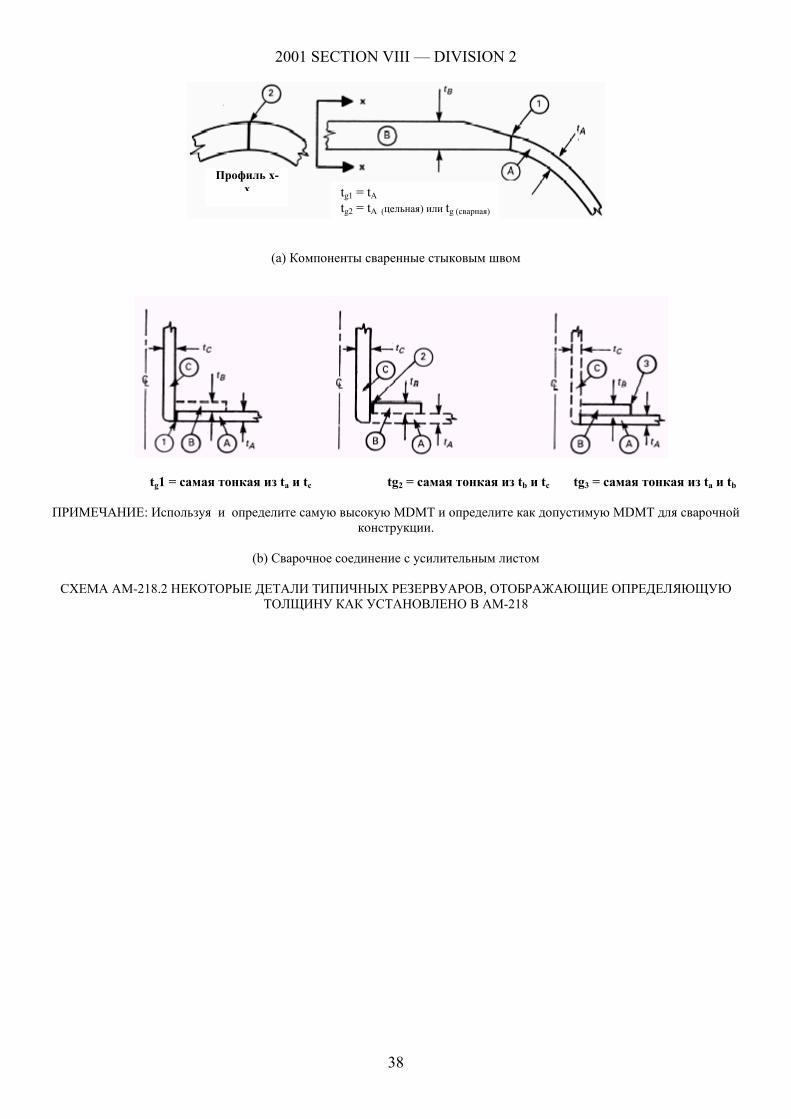
2001 SECTION VIII — DIVISION 2
38
(а) Компоненты сваренные стыковым швом
tg1 = самая тонкая из ta и tc tg2 = самая тонкая из tb и tc tg3 = самая тонкая из ta и tb
ПРИМЕЧАНИЕ: Используя и определите самую высокую MDMT и определите как допустимую MDMT для сварочной конструкции.
(b) Сварочное соединение с усилительным листом
СХЕМА АМ-218.2 НЕКОТОРЫЕ ДЕТАЛИ ТИПИЧНЫХ РЕЗЕРВУАРОВ, ОТОБРАЖАЮЩИЕ ОПРЕДЕЛЯЮЩУЮ
ТОЛЩИНУ КАК УСТАНОВЛЕНО В АМ-218
Профиль х-х tg1 = tA
tg2 = tA (цельная) или tg (сварная)
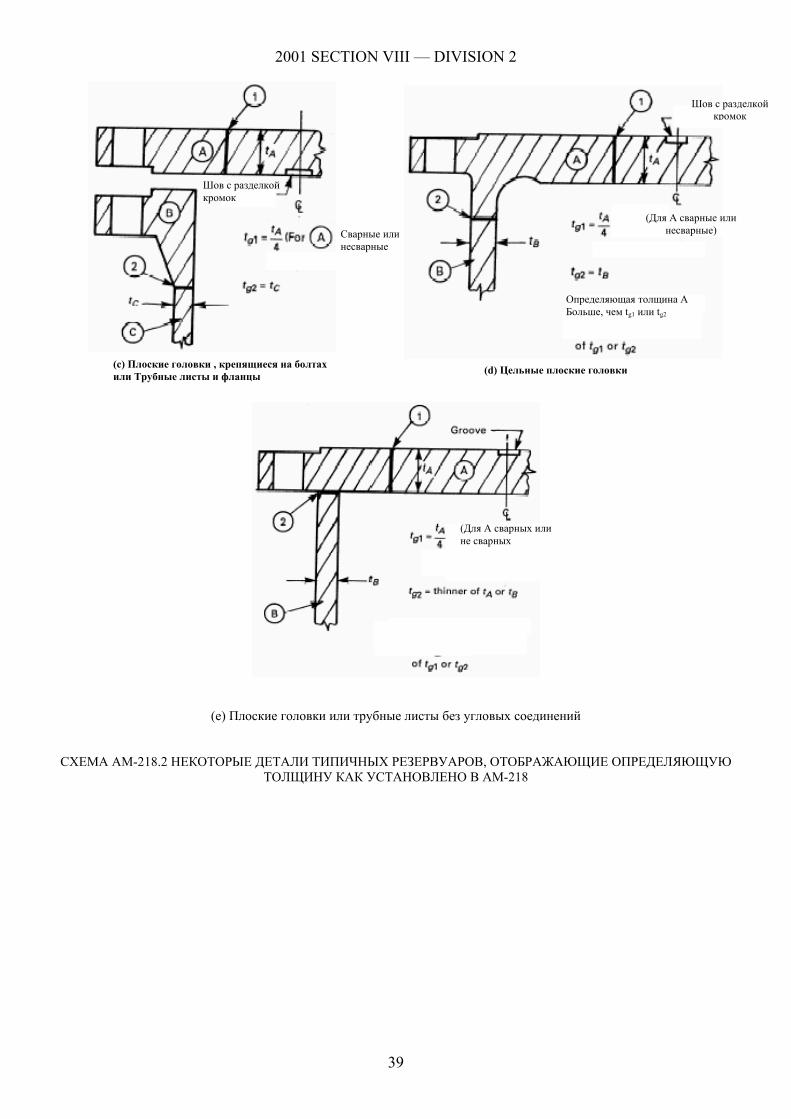
2001 SECTION VIII — DIVISION 2
39
(е) Плоские головки или трубные листы без угловых соединений
СХЕМА АМ-218.2 НЕКОТОРЫЕ ДЕТАЛИ ТИПИЧНЫХ РЕЗЕРВУАРОВ, ОТОБРАЖАЮЩИЕ ОПРЕДЕЛЯЮЩУЮ ТОЛЩИНУ КАК УСТАНОВЛЕНО В АМ-218
(с) Плоские головки , крепящиеся на болтах
или Трубные листы и фланцы
Шов с разделкой кромок
Сварные или несварные
Шов с разделкойкромок
(Для А сварные или несварные)
Определяющая толщина А Больше, чем tg1 или tg2
(Для А сварных или не сварных
(d) Цельные плоские головки
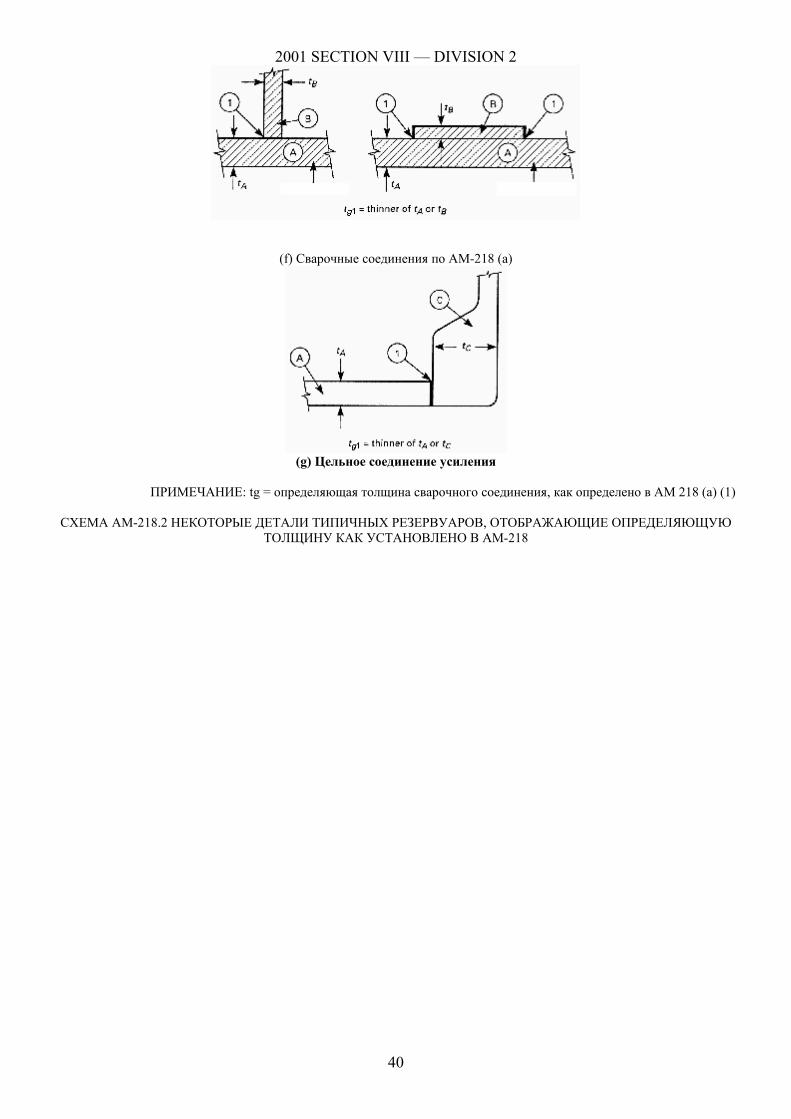
2001 SECTION VIII — DIVISION 2
40
(f) Сварочные соединения по АМ-218 (а)
(g) Цельное соединение усиления
ПРИМЕЧАНИЕ: tg = определяющая толщина сварочного соединения, как определено в АМ 218 (а) (1)
СХЕМА АМ-218.2 НЕКОТОРЫЕ ДЕТАЛИ ТИПИЧНЫХ РЕЗЕРВУАРОВ, ОТОБРАЖАЮЩИЕ ОПРЕДЕЛЯЮЩУЮ
ТОЛЩИНУ КАК УСТАНОВЛЕНО В АМ-218
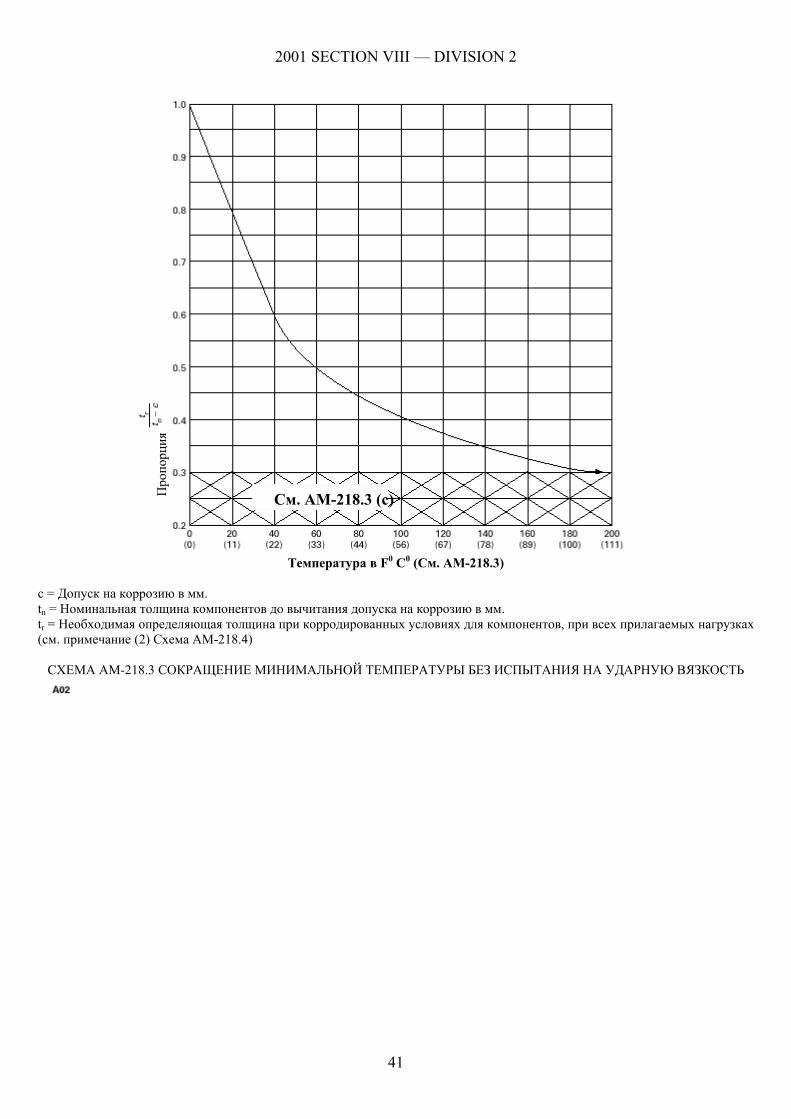
2001 SECTION VIII — DIVISION 2
41
Температура в F0 С0 (См. АМ-218.3)
с = Допуск на коррозию в мм. tn = Номинальная толщина компонентов до вычитания допуска на коррозию в мм. tr = Необходимая определяющая толщина при корродированных условиях для компонентов, при всех прилагаемых нагрузках (см. примечание (2) Схема АМ-218.4)
СХЕМА АМ-218.3 СОКРАЩЕНИЕ МИНИМАЛЬНОЙ ТЕМПЕРАТУРЫ БЕЗ ИСПЫТАНИЯ НА УДАРНУЮ ВЯЗКОСТЬ
См. АМ-218.3 (с) Пропорция
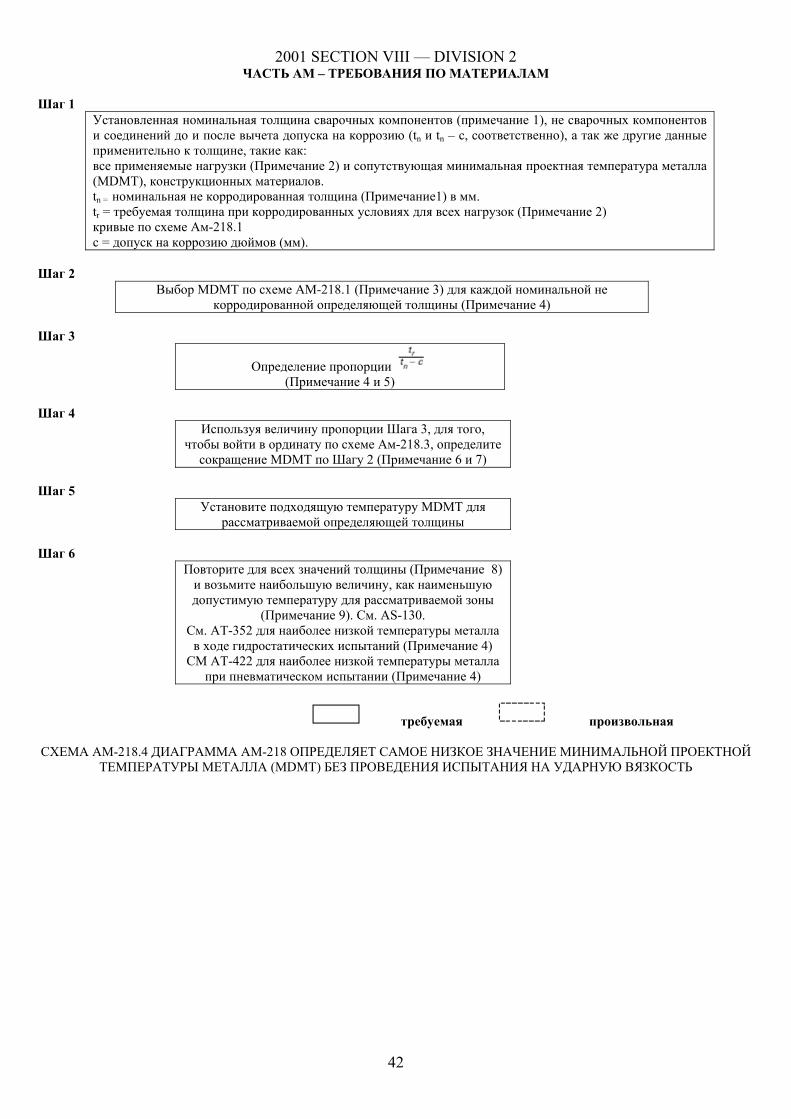
2001 SECTION VIII — DIVISION 2
42
ЧАСТЬ АМ – ТРЕБОВАНИЯ ПО МАТЕРИАЛАМ
Шаг 1 Установленная номинальная толщина сварочных компонентов (примечание 1), не сварочных компонентов и соединений до и после вычета допуска на коррозию (tn и tn – с, соответственно), а так же другие данные применительно к толщине, такие как: все применяемые нагрузки (Примечание 2) и сопутствующая минимальная проектная температура металла (MDMT), конструкционных материалов. tn = номинальная не корродированная толщина (Примечание1) в мм. tr = требуемая толщина при корродированных условиях для всех нагрузок (Примечание 2) кривые по схеме Ам-218.1 с = допуск на коррозию дюймов (мм).
Шаг 2
Выбор MDMT по схеме АМ-218.1 (Примечание 3) для каждой номинальной не корродированной определяющей толщины (Примечание 4)
Шаг 3
Определение пропорции (Примечание 4 и 5)
Шаг 4
Используя величину пропорции Шага 3, для того, чтобы войти в ординату по схеме Ам-218.3, определите сокращение MDMT по Шагу 2 (Примечание 6 и 7)
Шаг 5
Установите подходящую температуру MDMT для рассматриваемой определяющей толщины
Шаг 6
Повторите для всех значений толщины (Примечание 8) и возьмите наибольшую величину, как наименьшую допустимую температуру для рассматриваемой зоны
(Примечание 9). См. AS-130. См. АТ-352 для наиболее низкой температуры металла в ходе гидростатических испытаний (Примечание 4) СМ АТ-422 для наиболее низкой температуры металла
при пневматическом испытании (Примечание 4)
требуемая произвольная
СХЕМА АМ-218.4 ДИАГРАММА АМ-218 ОПРЕДЕЛЯЕТ САМОЕ НИЗКОЕ ЗНАЧЕНИЕ МИНИМАЛЬНОЙ ПРОЕКТНОЙ ТЕМПЕРАТУРЫ МЕТАЛЛА (MDMT) БЕЗ ПРОВЕДЕНИЯ ИСПЫТАНИЯ НА УДАРНУЮ ВЯЗКОСТЬ
2001 SECTION VIII — DIVISION 2
43
ПРИМЕЧАНИЯ К СХЕМЕ АМ-218.4
ПРИМЕЧАНИЯ: (1) Для труб, по которым заводское отклонение допускается по технической спецификации материалов, берётся не корродированная
номинальная толщина, tn для определения температуры MDMT и отметки на паспортной табличке. Таким же образом, для формованных головок, минимальная толщина после формовки берётся за основу как tn
(2) Нагрузки, включая перечисленные в AD-110, происходящие в результате первичного цепного напряжения при растяжении, при соответствующей температуре MDMT.
(3) Конструкция по схеме АМ-218.1 является таковой, что температура MDMT рассчитывается как сопутствующая, первичному цепному напряжению при растяжении, при максимально допустимой величине интенсивности напряжения, по Таблице 2А Раздела II Часть D. Табличные величины для схемы АМ-218.1, показаны в таблице АМ-218.1.
(4) Если рассчитанная величина давления при испытании, больше величины проектной температуры (АТ-301), пропорция, основанная на величине tr , которая определяется на основании расчётов величины давления при испытаниях и взаимодействующая величина tn – с, используются для определения рекомендуемой наименьшей температуры металла, в ходе гидростатического и пневматического испытания. См. АТ-352 и АТ-422.
(5) Как альтернатива, может быть использована пропорция первичного цепного напряжения при растяжении, делённая на величину максимально допустимой интенсивности напряжения, по таблице 2А Раздела II Часть D.
(6) Для сокращения MDMT до 400F (22.20C), сокращение MDMT определяется как снижение MDMT = (1 – пропорция) 1000F (0C). (7) Для АМ-218.3(b) и АМ-218.4 (g)(2) используется пропорция максимального проектного давления при MDMT к максимально
допустимому давлению (MAP). МАР определяется как максимально допустимое давление, определяемое по проектным формулам для компонентов с номинальной толщиной меньше величины допуска на коррозию и максимально допустимой величиной напряжения, по таблице 2А Раздел II Часть D при MDMT. Для фланцев из ферритной стали, по АМ-218.4(а), номинальные данные, при наибольшей величине MDMT или 1000F (380C) могут соответствовать МАР.
(8) См. АМ-218.1 для установления определяющей толщины. (9) Наименьшая величина MDMT может быть получена выборочным использованием материалов, испытанных на ударную вязкость,
соответствующих определённым целям использования (см. АМ-218.4). См. так же АМ-218.4 (f).
Если результирующая температура меньше, чем MDMT, испытание материалов на ударную вязкость не требуется, при условии, что MDMT не менее -550F (-480C). (с) Вместо применения пункта (b) описанного выше, MDMT, описанная в АМ-218.1 и АМ-218.4 (а), может быть сокращена для фланцев, соединяемых сваркой с горловиной и корпусом, на ту же величину, как описано в пункте (b) выше. Условия болтовых соединений не рассматриваются, при определении величины сокращения температуры на фланцах. (d) Для минимальной проектной температуры ниже -550F (-480C), испытание на ударную вязкость требуется для всех материалов, кроме ситуации, описанной в пункте (е) ниже. (е) Для минимальной проектной температуры ниже -550F (-480C), но не ниже -1550F (-1040C), при величине сопутствующей пропорции, определённой по схеме АМ-218.3 меньше или равной 0.3 испытания на ударную вязкость не требуется. Примечание: Освобождение от испытаний может быть применено к таким резервуарам, в которых давление зависит от давления испарения содержимого, (например резервуары на охлаждающих комплексах или резервуары, подверженные воздействию низких атмосферных температур). Для таких резервуаров расчёт первичной толщины обычно производиться с учётом максимального проектного давления и максимальной температуры, ожидаемой выше линии по схеме АМ-218.1 для применяемой группы материалов, при соответствующей интенсивности напряжения по таблице 2А Раздел II часть D. Расчёты толщины производятся для максимального сопутствующего давления, предполагаемого ниже линии по схеме АМ-218.1, для применяемой группы материалов, при уменьшенной величине интенсивности проектного напряжения. В данном случае используется наибольшая рассчётная толщина. Сравнение коэффициента давления и коэффициента напряжения может быть удовлетворительным, когда нагрузка, не вызываемая давлением незначительна.
АМ-218.4 Другие требования и освобождение от испытания углеродистой стали и низколегированных сплавов. (а) Испытания на ударную вязкость не требуются для фланцев из ферритной стали, используемых при проектной температуре не ниже -200F (-290C):
(1) ASME B16.5 фланцев; (2) ASME В16.47 фланцев (3) Длинных швов фланцев горловин, определяемых,
как кованые патрубки, соответствующих требованиям по размерам для фланцевых фитингов, данных в ASME B 16.5, с прямыми втулками. Внутренний диаметр горловин должен быть не меньше, чем нормальный размер фланца, а внешний диаметр горловины или любого усиления патрубка не должен превышать диаметр втулки, как определено по ASME B 16.5.
(b) Испытание на ударную вязкость не требуется для материалов по таблице ACS-1 с толщиной 0.10 дюймов и менее, однако материалы, освобождённые от испытаний по таблице ACS-1, не должны использоваться при проектной температуре металла ниже -550F (-480C). Для резервуаров или компонентов, изготовленных из материалов NPS 4 или труб из материалов P-No 1, допустимо освобождение от испытания на ударную вязкость, если определён минимальный предел текучести (SMYS), для применения материалов при температуре -1550F (-1040C) и выше.
SMYS (пред. Тек.) ksi (MPa) Толщина дюйм (мм) От 20 до 35 (138 – 241) 0.237 (60.02) От 36 до 45 (248 – 310) 0.125 (3.18) 46 (317) и выше 0.10 (2.5)
2001 SECTION VIII — DIVISION 2
44
(с) Идентификационная маркировка производителя, в соответствии со спецификацией материалов, не должна производиться на листах меньше ¼ дюйма (6мм), если не соблюдаются следующие требования:
(1) Материалы должны ограничиваться группой P-No-1 Nos 1 и 2.
(2) Минимальная номинальная толщина листов должна быть 0.1875 дюйма (4.8мм) или минимальная толщина стенок труб должна быть 0.154 дюйма (3.91 мм).
(3) Минимальная проектная температура металла должна быть не меньше -200F (-290C).
(d) Если специально не освобождается по схеме АМ-218.1, материалы с минимальным пределом текучести больше 65 ksi (448 MPa), должны быть испытаны на ударную вязкость. (е) Материалы изготовленные и испытанные на ударную вязкость, в соответствии с требованиями спецификаций, перечисленными в Общем Примечании (с) по схеме АМ-211, освобождаются от испытания на ударную вязкость правилами данного раздела, при минимальной проектной температуре металла не более чем на 50F (30C) ниже, чем температура, установленная по спецификациям. (f) Если применяется послесварочная термообработка, когда иное не является требованием данного раздела, разрешено уменьшение температуры на 300F (170C), при испытании на ударную вязкость, материалов P-No 1 по схеме АМ-218.1. Результирующая температура освобождения на ударную вязкость может быть меньше -550F (-480C). (g) Для компонентов, изготовленных из материалов по Таблице ACS-1, испытанных на ударную вязкость, схема Ам-218.3 даёт основание для использования данных компонентов при MDMT ниже температуры испытания на ударную вязкость, при условии, что сопутствующая пропорция, установленная по схеме АМ-218.3 меньше одного и MDMT не ниже -1550F (-1040C).
(1) Для данных компонентов MDMT не должно быть ниже температуры при испытании на ударную вязкость, за вычетом допустимого сокращения температуры, как определено по схеме АМ-218.4.
(2) Схема Ам-218.3 может быть использована для компонентов, не испытывающих воздействие первичного цепного напряжения при растяжении, таких как плоские головки болтов, крышки, трубные листы и фланцы, (включая болты и гайки). Температура MDMT не должна быть ниже температуры испытания на ударную вязкость за вычетом допустимого сокращения температуры. Как определено по схеме АМ-218.4. Пропорция, применяемая в Шаге 3 по схеме АМ-218.4 должна быть пропорцией максимальной проектной температуры при MDMT, к максимально допустимому давлению (МАР) компонентов при MDMT.
(3) Вместо применения пункта (2) выше, MDMT для фланцев, соединяемых сваркой не должна быть ниже температуры при испытании на ударную вязкость, за вычетом допустимого сокращения температуры, как определено в пункте (1) выше для горловин или корпуса, к которым подсоединяются фланцы.
(h) Резервуары или компоненты могут эксплуатироваться при температуре ниже, температуры MDMT, промаркированной на паспортной табличке если:
(1) положения АМ-218 соблюдаются при использовании сниженной рабочей температуры (ниже MDMT), но ни в коем случае рабочая температура, не должна быть ниже -1550F (-1040C); или
(2) как альтернатива к пункту (1) выше, для резервуаров или компонентов, чья толщина основана только на нагрузке давления, сопутствующая рабочая температура может быть ниже маркированной на паспортной табличке температуры MDMT, за вычетом допустимого сокращения температуры, как определено по схеме АМ-218.4. Пропорция, применяемая в Шаге 3 по схеме АМ-218.4, должна быть пропорцией максимальной проектной температуры при рабочей температуре к проектному давлению резервуара, но ни в коем случае рабочая температура не должна быть ниже -1550F (-1040C).
(i) Сварочные соединения должны пройти послесварочную термическую обработку, в соответствии с требованиями AF-410 и AF-415, при MDMT ниже -550F (-480C) и сопутствующая пропорция установленная по схеме АМ-218.3 равна 0.30 или больше. Данные требования, не применяются к резервуарам или компонентам, изготовленным из материалов P-No1, испытанных на ударную вязкость при температуре MDMT или ниже, в соответствии с Ам-204. Требования по средней энергетической силе (по сумме нескольких величин) для основных металлов и сварочных изделий должны быть 25 футов/фунт (33 Дж), вместо величин указанных на схеме АМ-211.
(1) Соединения Тип 1 Категория А и В, не включая соединения конусообразных форм с цилиндрическими, на 100% рентгенографированные. Соединения Категории А и В, секций с неравной толщиной, должны иметь переходный участок с уклоном не превышающим 3:1.
(2) Сварной угловой шов с катетом, не превышающим 3/8 дюйма (10мм), соединяющие компоненты с малой нагрузкой, когда соединяемый материал и соединительные швы соответствуют требованиям АМ-218 и Статье Т-2. Соединения с лёгкой нагрузкой, в данном случае, определяются как соединения, для которых напряжение в шве не превышает 25% допустимого напряжения. Все подобные швы должны быть проверены на дефектоскопию методом проникающих жидкостей или на магнитопорошковую дефектоскопию, в соответствии с Приложением 9.
АМ-220 ДЛЯ ЦЕЛЬНОГО И НАКЛАДНОГО ПЛАКИРОВАННОГО ОСНОВНОГО МАТЕРИАЛА Цельный и накладной плакированный основной материал, а так же продукция с противокоррозионным покрытием должны соответствовать требованиям следующих подпунктов.
2001 SECTION VIII — DIVISION 2
43.1
АМ-220.1 Когда проектные расчёты основаны на общей толщине. Основной материал с цельным противокоррозионным и накладным плакированным покрытием используемый в конструкциях, в которых проектные расчёты основаны на общей толщине, включая плакировку (см. AD-116), должен состоять из основного материала, перечисленного в таблицах данной Части и соответствовать одной из следующих спецификаций: SA-236 Спецификация для противокоррозионных плакированных листов из хромистой стали (Листы и Полосы); SA-264 Спецификация для противокоррозионных плакированных листов из хромисто-никелевой стали (Листы и Полосы); SA-265 Спецификация для плакированных листов из никеля и никелевых сплавов. В добавление к вышесказанному накладная плакировка сварочного металла может быть применена, так, как это определено в данном Параграфе.
АМ-220.2 Когда проектные расчёты основаны на толщине основного листа. Плакированный лист, в котором проектные расчёты основаны на толщине основного листа, не включая плакировку, должен состоять из основного материала, соответствующего требованиям Части АМ, а так же требованиям части AF по качеству свариваемости, для основного и плакированного материала. АМ-220.3 Предел прочности при сдвиге соединения цельноплакированных листов. Цельные плакированные стальные листы, в которых плакировка включена в проектный расчёт, в соответствии с AD-166, должны отвечать минимальным требованиям предела прочности при сдвиге в 20,000 psi (138 MPa), при испытаниях, описанных в спецификации листов. Одно испытание на сдвиг должно производиться на каждом цельном плакированном листе, и результаты испытания должны предоставляться каждым заводом-производителем. Испытание на сдвиг или прочность связи, не требуется для накладного плакированного сварочного металла.
2001 SECTION VIII — DIVISION 2
43.1
АМ-220.4 Удаление плакировки для заводских испытаний на растяжение. Когда любая часть слоя плакировки определена с допуском на коррозию, добавленная толщина должна быть удалена, перед проведением испытания на растяжение. В случае, когда слой плакировки не подвергается воздействию коррозии, необходимости в удалении слоя плакировки перед испытанием на растяжение нет, даже если обеспечена дополнительная толщина.
АМ-230 ДЛЯ ПРИМЕНЯЕМОГО ПОКРЫТИЯ Материалом, используемым для антикоррозионного покрытия, может быть любой металлический материал, соответствующий требованиям качества свариваемости части AF. АМ-250 ДЛЯ СТАЛЬНОЙ ОТЛИВКИ АМ-251 Для центробежного литья В дополнение к минимальным требованиям спецификации материалов все поверхности центробежно отлитых изделий, должны быть механически обработаны после термической обработки, до состояния поверхности не грубее 250 µin. (6.35 µm) среднего арифметического значения. АМ-252 Неразрушающие испытания литья Литые изделия должны быть проверены, на рентгенографическую, ультразвуковую дефектоскопию, дефектоскопию методом магнитных частиц и проникающих жидкостей, как описано в данном параграфе, а так же должны соответствовать требованиям АМ-252.1 – 252.4 включительно. Рентгенографическая и при необходимости ультразвуковая проверка литых изделий, должны производиться после, по крайней мере, одной аустенитной термообработки, кроме аустенитного литья, по которому могут быть проведены только рентгенографическая и ультразвуковая дефектоскопия на любой стадии производства. Дефектоскопия методом магнитных частиц и проникающей жидкости должны производиться после окончательной термической и механической обработки соответствующих зон. АМ-252.1 Рентгенографическое исследование. Все части литых изделий, независимо от их толщины, должны быть рентгенографически исследованы, в соответствии с процедурами Статьи 2 Раздела V. Результаты исследования должны быть сравнены с соответствующими рентгенографическими стандартами, описанными ниже, и максимально допустимые величины дефектов должны быть следующими:
(а) Для литых изделий с толщиной рентгенографического исследования до 2 дюймов (51мм), ASTM E 46 Стандарты рентгенографии для стального литья до 2 дюймов (51мм) толщиной с максимальным уровнем погрешности обозначенным ниже:
Категория дефектности
Толщина < 1 дюйм
(<25.4 мм)
Толщина От 1 до <2 дюйма
(От 25.4 до <50.8 мм) А – газовая пористость
В – песок и шлак С – усадочная
деформация (4 типа) D – трещины
Е – горячий надрыв F – вставки
G - крапчатость
1 2 1 0 0 0 0
2 3 3 0 0 0 0
(b) для литья с рентгенографической толщиной от 2 до 12 дюймов (51 мм – 305мм), ASTM E 186, Стандарты рентгенографии для толстостенного (от 2 до 4 1/2 дюйма (51 – 114 мм)) стального литья или Стандарты рентгенографии для толстостенного (от 4 ½ до 12 дюймов (114– 305 мм)) стального литья, соответственно, с максимальным уровнем погрешности указанным ниже:
Категория дефектности
Толщина 2 – 4 ½ дм
(50.8 – 114.3мм)
Толщина От 4 ½ до 12 дм
(От 114.3 до 305 мм) А – газовая пористость
В – песок и шлак С – усадочная деформация
Тип 1 Тип 2 Тип 3
D – трещины Е – горячий надрыв
F – вставки
2 2 1 2 3 0 0 0
2 2 2 2 2 0 0 0
АМ-252.2 Ультразвуковая дефектоскопия. Все отлитые из чёрного металла детали с толщиной свыше 12 дюймов (305 мм) должны быть испытаны методом ультразвуковой дефектоскопии, в соответствии с процедурами, описанными в Статье 5 Раздела V. Литые детали с дефектами, определённые по нарушению непрерывности, отражение которых превышает 20% нормального отражения или более, чем на 30% при движении преобразователя на 2 дюйма (51 мм) в любом направлении, неприемлемы, если только другие методы неразрушающих исследований, такие, как рентгенографическая дефектоскопия, не укажут, для удовлетворения производителя или инспектора, что показания приборов приемлемы, или если дефекты не будут устранены. 44
2001 SECTION VIII — DIVISION 2
43.1
АМ-252.3 Исследование методом магнитных частиц. Литые изделия из магнитного материала должны быть исследованы по всей поверхности методом магнитных частиц, в соответствии со Статьёй 9-1. Литые детали с дефектами, отмеченными по показаниям Тип 1 или по показаниям Уровня I Тип II, III или IV ASTM E 125, Сравнительные фотографии показания магнитных частиц, на литье из чёрного металла, неприемлемы, если дефекты на этих деталях не устранены. АМ-252.4 Дефектоскопия методом проникающих жидкостей. Литые изделия из немагнитных материалов, должны быть исследованы по всей поверхности методом проникающих жидкостей, в соответствии со Статьёй 9 –2. Литые детали с трещинами и линейными дефектами, превышающими описанные ниже ограничения признаются неприемлемыми: (а) линейные дефекты, установленные в результате выявления более чем шести показаний в прямоугольнике площадью 1 ½ “ х 6” (38 х 152 мм) или круге диаметром 3 ½ дюйма (89 мм), обнаруженным в наиболее неблагоприятном местоположении; (b) линейные дефекты установленные на участке длиной более ¼ дюйма (6мм), при толщине до ¾ дюйма (16мм), на участке длиной в 1/3 толщины при толщине от ¾ дюйма (19 мм) до 2 ½ дюйма (57 мм) и на участке длиной ¾ дюйма (19 мм), при толщине более 2 ½ дюйма (57 мм). Дефекты удалённые друг от друга на расстояние равное длине наиболее длинного дефекта, являются приемлемыми; (с) любые нелинейные дефекты, с размерами, превышающими 3/32 дюйма (2.4 мм). АМ-252.5 Устранение дефектов литых деталей Там, где в соответствии с правилами данной Части, литые изделия с неприемлемыми дефектами могут быть отремонтированы, в соответствии с положениями АМ-255. После удаления дефектов, когда последующая ремонтная сварка больше не требуется, задетая зона должна быть зачищена и выровнена с окружающей поверхностью, для устранения острых надрезов, трещин и углов. АМ-255 Сварочный ремонт литых деталей Литые детали с дефектами, превышающими максимальный допуск по АМ-252.1, АМ-252.2, АМ-252.3 и АМ-252.4, могут быть подвергнуты процедуре сварочного ремонта, при получении одобрения производителя резервуаров. Для гарантии полного удаления данных дефектов, основной метал должен быть перепроверен, либо методом магнитных частиц, если он магнитный, либо методом проникающих жидкостей, если он немагнитный.
АМ-255.1 Требования по проверке ремонтных работ. Все дефекты, превышающие по глубине 1 дюйм или 20% толщины среза, в зависимости от того, что меньше, должны быть исследованы рентгенографической дефектоскопией, в соответствии с АМ-252.1 и проверены методом магнитных частиц или методом проникающих жидкостей, если материал является магнитным и методом проникающих жидкостей, если материал не магнитный. Все дефекты, не превышающие по глубине 1 дюйм или 20% толщины среза, в зависимости, что меньше, и где срез не может быть эффективно проверен рентгенографической дефектоскопией, первый слой каждых ¼ дюйма (6 мм) толщины наплавленного металла и механически или термически обработанный сварной шов, должны быть исследованы так, как описано выше, методом магнитных частиц или методом проникающих жидкостей, если материал является магнитным и методом проникающих жидкостей, если материал не магнитный. Исследование обработанной поверхности должно производиться после термической обработки поверхности литой детали. Сварочные ремонт дефектов, выявленных путём ультразвуковой дефектоскопии, должен перепроверяться методом ультразвуковой дефектоскопии. АМ-255.2 Послесварочная термическая обработка После проведения сварочных ремонтных работ, литое изделие должно так же пройти послесварочную термическую обработку. АМ-255.3 Сварочные процедуры и квалификация сварщиков. Все сварочные ремонтные работы должны выполняться, путём сварочных процедур, в соответствии с положениями Раздела IX. Процедура проверки качества должна выполняться на образцах литых материалов используемых при эксплуатации и подвергаться такой же термической обработке, которая производиться при эксплуатации, до и после сварочных работ. Сварщики, производящие ремонтные работы, должны быть квалифицированны, в соответствии с положениями Раздела IX. АМ-255.4 Сертификация сварочных работ. Зона сварочных ремонтных работ и степень их проведения, а так же сварочные процедуры и результаты проверки должны быть зарегистрированы и предоставлены, как часть процедуры сертификации. АМ-258 Идентификация и маркировка литых деталей. Каждое литое изделие должно быть промаркировано по названию изделия, торговой марке или другим опознавательным знакам производителя, а так же идентификационным знаком литья, включая обозначение материала. Производитель должен предоставить сертификаты, что каждое отлитое изделие соответствует применяемым требованиям. 45
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
48
СТАТЬЯ М-3 СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ ДЛЯ
ФЕРРИТНОЙ СТАЛИ С ХАРАКТЕРИСТИКАМИ РАСТЯЖЕНИЯ УЛУЧШАЮЩИМИСЯ ПОСЛЕ ЗАКАЛКИ И ОТПУСКА
АМ-300 ТРЕБОВАНИЯ ДЛЯ ВСЕХ ТИПОВ ПРОДУКЦИИ ИЗ ЗАКАЛЕННОЙ И ОТПУЩЕНОЙ ФЕРРИТНОЙ СТАЛИ Типы стали, включенные в данный параграф должны соответствовать одной из спецификаций перечисленных в таблице AQT-1 и должны использоваться в соответствии с требованиями Частей AD и AF, данного Раздела. Параграфы приведённые в данной статье не относятся к типам стали, перечисленным в Таблице ACS-1, которые имеют такую толщину, что термическая обработка с ускоренным охлаждением, включая жидкую закалку, применяется для получения структуры металла, сопоставимую со структурой, получаемой нормализацией более тонких профилей. АМ-301 Структурные компоненты, в которых может быть использована закаленная и отпущенная ферритная сталь Закаленные и отпущенные стали, перечисленные в Таблице AQT-1, могут быть использованы для всей конструкции резервуара, либо в конструкционных компонентах, соединяющихся с другими категориями закаленной и отпущенной стали или с другими типами стали, соответствующих спецификациям, перечисленным в таблице ACS-1, AHA-1 или ANF-1.3, данной Части, являющихся объектом требований и ограничений Части AD и AF. АМ-310 ТРЕБОВАНИЯ ПО УДАРНОЙ ВЯЗКОСТИ ДЛЯ ЗАКАЛЕННОЙ И ОТПУЩЕННОЙ ФЕРРИТНОЙ СТАЛИ (а) Все типы закаленной и отпущенной стали, перечисленные в Таблице AQT-1, должны быть испытаны на ударную вязкость по Шарпи, в соответствии с требованиями АМ-311. Испытания на ударную вязкость, должны производиться при температурах, не выше минимальной проектной температуры металла, как установлено в AD-121.2 (f), но не выше +320F (00С). Материалы могут быть использованы при температурах ниже минимальной проектной температуры металла, в соответствии с пунктами (b) и (с ), приведёнными ниже.
(b) Когда совпадающая пропорция, установленная по схеме АМ-218.3, равна 0.3, соответствующая минимальная проектная температура металла, не должна быть ниже -1550F (-1040С). (с) Когда совпадающая пропорция, установленная по схеме АМ-218.3, больше 0.3, соответствующая минимальная проектная температура металла, не должна быть ниже температуры при испытании на ударную вязкость, за вычетом допустимого сокращения температуры по схеме Ам-218.3, и ни в коем случае не должна быть ниже -1550F (-1040С). (d) Все материалы, включенные в данный параграф, должны соответствовать критерию расширения в поперечном направлении, применительно ко всем образцам для испытания на ударную вязкость. АМ-311 Образцы для испытания на ударную вязкость Все образцы для испытания на ударную вязкость должны изготавливаться из материала, со структурой, после окончательной термической обработки, соответствующей требованиям Ам-201, ФАМ-202 и Статье Т-1. АМ-311.1 Количество испытаний на ударную вязкость и количество образцов. Испытания на ударную вязкость должны производиться на трёх образцах для каждого листа, после проведения термической обработки, по каждому комплекту брусков, труб, прокатных профилей, кованых и литых деталей, включая любой комплект деталей прошедший термическую обработку. АМ-311.2 Локализация и направление образцов
для испытания. Локализация и направление образцов для испытания, должно соответствовать требованиям по испытанию на ударную вязкость АМ-204.2 и АМ-204.3, кроме того, что образцы листов должны быть направлены в поперечном направлении к конечному прокату и кованые детали и трубы в поперечном направлении к конечной обработке (см. схему АМ-311.2).
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
49
АМ-311.3 Размер образцов для испытания. Там где геометрическая форма позволяет, испытания на ударную вязкость, должны производиться на образцах стандартных размеров (10мм х 10мм), в соответствии со схемой 11а спецификации SA-370. Там где образцы стандартной формы не могут быть испытаны в связи с их геометрической формой, необходимо использовать образцы меньших размеров, в соответствии с требованиями АМ-204.2. АМ-311.4 Требования по расширению в продольном направлении. См. АМ-211.2. АМ-311.6 Дополнительные испытания. См. АМ –211.4 (b). АМ-312 Испытание падающим грузом Когда минимальная проектная температура металла меньше -200F (-290С) Испытания падающим грузом, в соответствии со стандартами ASTM Е 208, (Проведение Испытаний Падающим Грузом для определения температуры трансформации нулевой пластичности для ферритных сталей), должны производиться на всех материалах, перечисленных таблице AQT-1, кроме следующих исключений:
(а) SA-522 для любой минимальной проектной температуры металла; (b) SA-353 и SA-553 при температуре не ниже -3200F (-1960С); (с) SA-645 при температуре не ниже -2750F (-1700С); АМ-312.1 Количество испытаний для листов. Для листов толщиной 5/8 дюйма (16мм) и более необходимо произвести одно испытание падающим грузом (два образца), после проведения термообработки (см. АМ-311). АМ-312.2 Количество испытаний для кованых и литых деталей. Для кованых и литых деталей, различной толщины необходимо произвести одно испытание падающим грузом (два образца), после проведения термообработки по каждому комплекту, по которому производится термообработка. Процедура изъятия образцов должна соответствовать требованиям спецификации ASTM Е 208. АМ-312.3 Критерии результатов испытаний. Каждый из двух испытуемых образцов должен соответствовать критериям безотказности, в соответствии с ASTM E 208, при определённых температурах испытания на ударную вязкость.
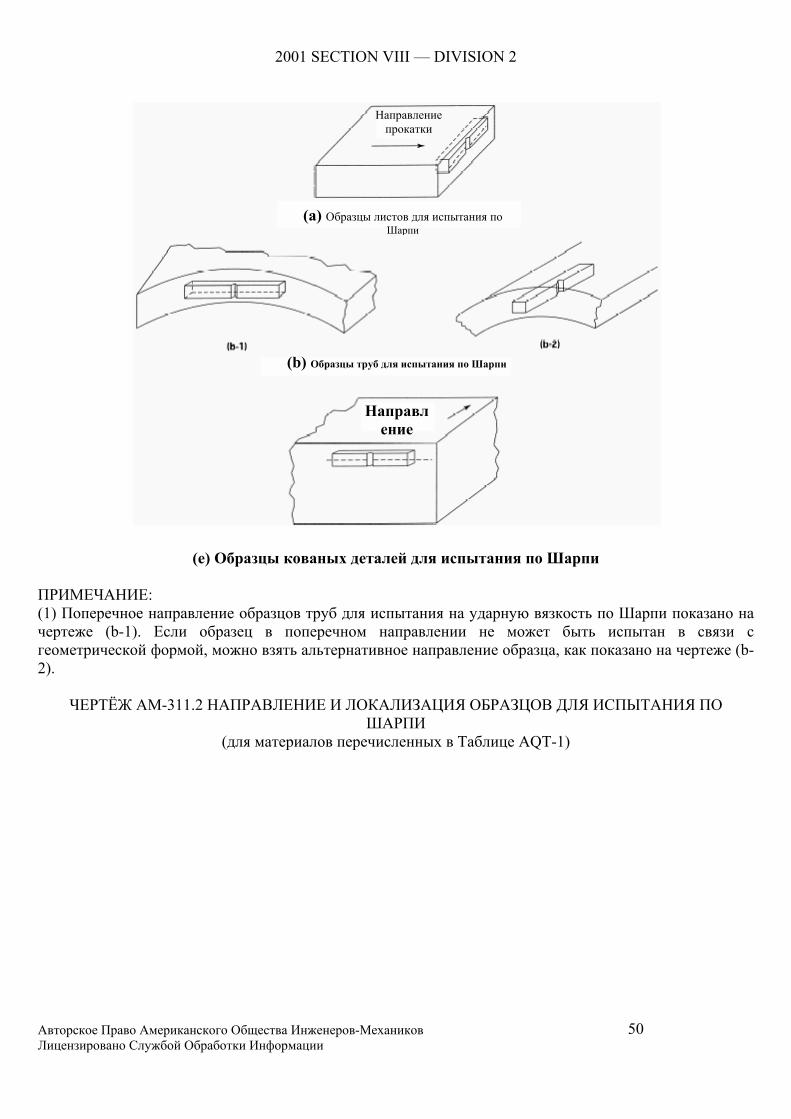
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
50
(е) Образцы кованых деталей для испытания по Шарпи
ПРИМЕЧАНИЕ: (1) Поперечное направление образцов труб для испытания на ударную вязкость по Шарпи показано на чертеже (b-1). Если образец в поперечном направлении не может быть испытан в связи с геометрической формой, можно взять альтернативное направление образца, как показано на чертеже (b-2).
ЧЕРТЁЖ АМ-311.2 НАПРАВЛЕНИЕ И ЛОКАЛИЗАЦИЯ ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЯ ПО ШАРПИ
(для материалов перечисленных в Таблице AQT-1)
(а) Образцы листов для испытания по Шарпи
Направление прокатки
(b) Образцы труб для испытания по Шарпи
Направление
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
51
СТАТЬЯ М-4 СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ ДЛЯ ЦВЕТНЫХ МЕТАЛЛОВ
АМ-400 ДЛЯ ВСЕЙ ПРОДУКЦИИ, ИЗГОТОВЛЕННОЙ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ Вся продукция из цветных металлов, допускаемая по АМ-100 является объектом данной статьи. АМ-401 Термическая обработка испытательных образцов (а) Термическая обработка для цветных металлов обычно не требуется. Термическая обработка производится согласно предварительного договора между заказчиком и производителем резервуаров. (b) Материалы, на которые влияет термическая обработка, должны быть представлены образцами, подвергаемыми имитированной термической обработке. Производитель резервуаров должен устанавливать соответствующие параметры термообработки для производителя материалов. (с) Требования пункта (b) исключают отжиг и снятие напряжения. АМ-402 Ультразвуковая дефектоскопия (а) Все листы и кованые изделия с номинальной толщиной в 4 дюйма (102 мм) должны быть испытаны методом ультразвуковой дефектоскопии, в соответствии с применяемыми требованиями стандартов ASTM и спецификаций ASME, перечисленных в пункте (d) ниже. По возможности, все твёрдые прямоугольные кованые детали, должны быть испытаны методом прямого излучения, с двух сторон под примерно прямыми углами. (b) Полые кованые заготовки, включая фланцы и кольца с номинальной толщиной до 4 дюймов и более, в дополнение к пункту (а) выше, должны быть испытаны методом углового излучения, как контактным, так и иммерсионным. Прямоугольные образцы для испытания и критерий допуска, должны быть в соответствии с требованиями АМ-203.2. Полые кованые детали должны быть исследованы с одной стороны или поверхности под прямым углом к оси и по направлению вдоль окружности, если толщина стенок или геометрическая конфигурация детали, не дают возможность произведение исследования методом углового излучения. Дисковые кованые детали должны быть исследованы с одной плоской стороны, по направлению вдоль окружности.
(с) Общий объём металла должен быть исследован методом ультразвуковой дефектоскопии на соответствующей определённой стадии производства. Для материалов после термической обработки, предпочтительно производить исследования, после окончательной термической обработки. Однако если контур кованых деталей препятствует проведению полного исследования на данной стадии, максимально возможное количество кованых заготовок должно быть дополнительно исследовано после окончательной термической обработки. (d) Применяемые стандарты ASTM и спецификации ASME приведены ниже: SE-114 Ультразвуковые испытания, методом отражения, с помощью пульсирующей продольной волны, вызываемой прямым контактом. SE-214 Иммерсионное ультразвуковое испытание методом отражения, с помощью пульсирующей продольной волны; Е-217 Производство и испытание алюминиевых сплавов Стандарты ультразвуковой дефектоскопии; SB-548 Ультразвуковое исследование алюминиевых листов. (е) При испытании методом прямого излучения преобразователь должен иметь размеры от ¾ дюйма до 1 1/8 (19 мм на 29 мм) в диаметре или квадратом, со сторонами 1 дюйм (25 мм). Номинальная частота должна соответствовать испытуемому материалу. Инструмент должен быть установлен так, чтобы первое отражение было 75 ±5%, когда переходник установлен в зоне недоступной для индикации. (f) При исследовании угловым излучением, преобразователь 1 дюйм х 1 дюйм (25мм х 25мм) или 1 дюйм х 1.5 дюйма (25мм х 38мм) 45 градусов, должен применяться с установкой на соответствующую частоту. (g) При исследовании угловым излучением иммерсионным методом, преобразователь размерами ¾ дюйма (19мм) в диаметре должен быть направлен под определённым углом, с установкой на соответствующую частоту. (h) Исследование с помощью углового излучения должно быть калибровано надрезом размерами: глубиной не больше 3/8 дюйма (10мм) или 3% номинальной толщины профиля, в длину примерно 1 дюйм (25 мм) и шириной не больше, чем удвоенная глубина.
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
52
(i) Материалы считаются неприемлемыми (если не могут быть отремонтированы, в соответствии с АМ-421), если исследование методом прямого излучения выявляет одну или более трещин, которая проявляется, как индикация, сопровождаемая полной потерей отражения, не являющаяся или не связанной с геометрической конфигурацией детали, или если результаты исследования методом углового излучения, выявляют одну или более трещин, которая проявляется, как индикация, превышающая индикацию от калиброванного надреза. АМ-410 ПЛАКИРОВАННЫЙ ЛИСТ И ПРОДУКЦИЯ Плакированные листы или продукция, используемая в конструкции, в которых проектные расчёты основаны на общей толщине, включая плакировку, должна состоять из основного листа, перечисленного в одной из таблиц данной Части и соответствующего одной из следующих спецификаций: SB-209 Спецификация для листов из алюминиевых сплавов; SB-221 Спецификация для прессованных брусьев, стержней, форм и труб, из алюминиевых сплавов. АМ-420 ЛИТЬЁ Ам-420.1 Испытание. Все литые детали из цветного металла, должны быть исследованы, в соответствии со следующими положениями: (а) Все литые детали должны быть на 100% осмотрены визуально, а так же исследованы методом проникающих жидкостей по всей поверхности, в соответствии с АМ-252.4. Эта проверка должна производиться после окончательной термической обработки литых деталей. (b) Все литые детали должны быть исследованы методом рентгенографической дефектоскопии и результаты исследования следует сравнить с рентгенографическими стандартами ASTM E 272, Сравнительные Рентгенографические нормы для проверки литых деталей из высокопрочных сплавов на основе меди и никеля. Допустимое литьё должно соответствовать стандарту Класса 1, если толщина стенок меньше одного дюйма (25 мм) или стандарту Класса 2 при толщине 1 дюйм (25 мм) или более, в соответствии со спецификациями ASTM. (с) Все литые изделия, превышающие по толщине 12 дюймов, должны быть исследованы, методом ультразвуковой дефектоскопии, в соответствии с процедурами, данными в SE-114. Любые дефекты, чьё отражение не превышает амплитуду в 20% нормального отражения или составляет не меньше 30% обратного отражения, при движении преобразователя, на 2 дюйма (51 мм) в любом направлении, считаются приемлемыми. Вышеуказанные ограничения установлены для
использования преобразователя на зоне, размерами примерно в 1 квадратный дюйм (645 мм2). Ам-420.2 Ремонт Литья. При одобрении производителя резервуаров, литьё, являющееся предметом отказа, в связи с выявленными дефектами в ходе испытания, может быть отремонтированы, в соответствии с Ам-421. Ам-420.3 Идентификационная маркировка. Каждое литое изделие должно иметь маркировку по наименованию, торговой марке или другому идентификационному обозначению производителя, включая функциональное обозначение материалов. Производитель должен предоставит отчёт или сертификат, по каждому литому изделию, в соответствии с применяемыми требованиями. АМ-421 Сварочный ремонт (а) Литые изделия, имеющие дефект, превышающий максимальный допуск по АМ-420.1 (а). (b) и (с) могут быть восстановлены с помощью сварки, если дефекты удалены и обеспечено предварительное одобрение производителя резервуаров. Для подтверждения полного удаления дефектов перед восстановлением детали, основной металл должен быть дополнительно исследован, на дефектоскопию методом проникающих жидкостей. (b) Сварочное восстановление на глубину, превышающую 1 дюйм (25 мм) или 20% толщины профиля, в зависимости от того, что меньше, и там где профиль, подлежащий ремонту, не может быть эффективно исследован рентгенографическим методом, первый слой ¼ дюйма (6 мм) наплавленного металла и обработанная поверхность, должны быть дополнительно исследованы, как описано выше, методом проникающих жидкостей. Проверка обработанной поверхности, должна производиться после проведения термической обработки литых деталей. Сварочное восстановление, производимое по результатам ультразвуковой дефектоскопии должно быть так же проверенно методом ультразвуковой дефектоскопии. (с) После проведения сварочного восстановления термически обрабатываемой детали, литая деталь должна быть термически обработана. (d) Все сварочные работы должны производиться с помощью сварочных процедур, соответствующих Разделу IX. Оценка сварочных процедур должна выполняться на испытательных образцах литого материала с такой же спецификацией и термической обработкой до и после сварочных работ, которые применяются к рабочим литым деталям. Все сварщики, выполняющие данные работы, должны быть квалифицированны, в соответствии с Разделом IX. (е) Место и объём сварочных работ, а так же сварочные процедуры и результаты проверок, должны быть зарегистрированы и предоставлены, как часть сертификата.
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
53
СТАТЬЯ М-5 СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ
ДЛЯ БОЛТОВ
АМ-500 ДЛЯ ВСЕХ МАТЕРИАЛОВ БОЛТОВ
АМ-501 Спецификация материалов и величина напряжения Спецификации, дополнительные правила и максимально допустимая величина напряжения для материалов болтов даны в Таблице 3 Подраздел 1 Раздел II Часть D, для чёрных и цветных металлов, используемых на фланцах, спроектированных в соответствии с Приложением 3; для фланцев, спроектированных в соответствии с Приложениями 4, 5 и 6. Спецификации, дополнительные правила и максимально допустимая величина напряжения для материалов болтов даны в Таблице 4 Подраздел 1 Раздел II Часть D, для чёрных и цветных металлов. АМ-501.1 Испытание болтов, шпилек и гаек. Испытание болтов, шпилек и гаек, установленных по Таблице 4 Подраздел 1 Раздел II Часть D, должно производиться следующим образом. (а) Визуальная проверка производится на заключительно обработанной области резьбы, корпуса винта и гайки. Дефекты, такие как углубления, швы или трещины являются неприемлемыми. (b) Все болты, шпильки и гайки с номинальным размером более 2 дюймов (50 мм) должны быть исследованы методом магнитных частиц по Статье 9-1 или методом проникающих жидкостей по Статье 9-2. Эта проверка должна производиться на обработанных компонентах после нарезки резьбы или заготовках с достаточно подогнанным диаметром перед нарезкой резьбы, после высадки головки (болта) (если применяется). Линейная неосевая индикация неприемлема. Линейная осевая индикация больше 1 дюйма (25 мм) в длину неприемлема. АМ-502 Нарезка резьбы и обработка шпилек На шпильки резьба нарезается на всю длину, либо они должны быть обработаны до внутреннего диаметра резьбы на ненарезанную часть, так чтобы ненарезанная часть была как минимум 1 ½ диаметра в длину. Шпильки больше 8 диаметров в длину могут иметь ненарезанную часть диаметром равным номинальному
диаметру резьбы, если соблюдаются следующие требования. (а) Резьбовая часть должна быть 1 ½ диаметра в длину. (b) Шпилька должна быть обработана до внутреннего диаметра резьбы на минимальное расстояние 0.5 диаметра смежной нарезанной части. (с) Необходимо обеспечить соответствующий переход между внутренним диаметром резьбы и ненарезанной частью. (d) Необходимо дать детальный анализ динамической нагрузке. АМ-503 Применение шайб Применение шайб необязательно. При использовании шайб, они должны быть из кованого материала. АМ-510 ДЛЯ БОЛТОВ ИЗ ЧЁРНОГО МЕТАЛЛА АМ 511 Материалы для гаек и шайб Материалы для стальных гаек и шайб должны соответствовать спецификациям SA-194 или SA-563 или требованиям по гайкам в спецификациях для материалов болтов, с которыми они используются. Специально спроектированные гайки, такие как корончатые гайки, могут быть изготовлены из любого подходящего ковкого металла, перечисленного в Таблицах ACS-1, AHA-1 или AQT-1 и должны быть либо холодной, либо горячей проковки, либо изготовлены из металла горячей проковки, горячей прокатки или из холоднотянутой стали. АМ-511.1 Выбор материалов для гаек и шайб. Материал для гаек и шайб выбирается следующим образом. (а) Гайки из углеродистой стали или сплавов и шайбы из углеродистой стали или сплавов примерно такой же твёрдости как гайки, используются при температуре металла, не превышающей 9000F (4820C).
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
54
(b) Гайки из сплавов используются при температуре металла превышающей 9000F (4820C). Шайбы, если используются, должны быть из сплавов эквивалентных материалу гаек. (с) Гайки и шайбы из цветных металлов могут использоваться с болтами и шпильками из чёрного металла, если они подходят для применения. Следует учитывать разницу в распространении тепловой энергии и возможную коррозию из-за комбинации разнородных металлов. Они должны соответствовать требованиям спецификаций АМ-522 и АМ-523. АМ-512 Требования для гаек Гайки должны быть получистыми со скошенными фасками и зачищенные для сцепления. Резьба гаек должна соответствовать Классу 2В или более жесткому допуску, в соответствии со стандартами ASME B1.1. АМ-512.1 Для использования с фланцами. Для использования с фланцами, соответствующими стандартам, перечисленным в AD-711, гайки должны соответствовать, как минимум по размерам, стандартам ASME/ANSI B18.2.2 для гаечного ключа с широким зевом. АМ-512.2 Для использования с другими соединениями Для использования с соединениями, спроектированными в соответствии с правилами Части AD, гайки могут подходить под Американский Национальный Стандарт по винтам для гаечного ключа с широким зевом, либо они могут быть другого размера, если их прочность соответствует прочности болтов, с учётом болтового пространства, опорной поверхности, формы резьбы, класса посадки, сдвига резьбы и радиального давления резьбы. АМ-512.3 Глубина зацепления гайки. Гайки должны входить в зацепление с резьбой на полную глубину или в случае глухой гайки на глубину эквивалентную глубине зацепления стандартной гайки. АМ-512.4 Специально спроектированные гайки Специально спроектированные гайки могут быть использованы, если их прочность соответствует прочности болтов (см. АМ-512.2). АМ-520 ДЛЯ БОЛТОВ ИЗ ЦВЕТНОГО МЕТАЛЛА АМ-521 Технические условия используемого материала и допускаемая величина напряжения.
(а) Если болты из цветного металла изготовлены из материала после термической обработки, горячей прокатки или холоднокатанного металла и впоследствии не подвергнуты горячей обработке или отжигу, допустимая величина напряжения по Таблице 3 Подраздел 1 Раздел II Часть D, должна основываться на технических условиях материалов. (b) Если болты из цветного металла изготовлены путём горячей высадки, должна применяться допустимая величина напряжения для отожженных (отпущенных) материалов по Таблице 3 Подраздел 1 Раздел II Часть D, если производитель не предоставляет адекватные контрольные данные, отражающие, что способность к растяжению материалов горячей прокатки, горячей обработки или термически обработанных кованых изделий, соответствует требованиям, может быт применена допустимая величина напряжения для материалов после горячей обработки. (с) Если болты из цветного металла изготовлены путём холодной высадки, применяется допустимая величина напряжения для отожженных (отпущенных) материалов по Таблице 3 Подраздел 1 Раздел II Часть D, если производитель не предоставляет адекватные контрольные данные, отражающие, что может быть применено большее проектное напряжение. Ни в коем случае данное напряжение не должно превышать допустимую величину напряжения, данную в Таблице 3 Подраздел 1 Раздел II Часть D, для холоднообработанных прутковых заготовок. АМ-522 Материалы для гаек и шайб (а) Материал для стальных гаек, применяемых с цветными болтами должен соответствовать стандартам АМ-511. (b) Гайки и шайбы из цветных металлов могут быть изготовлены из подходящего материала, перечисленного в Таблице ANF-1.1, ANF-1.2, или ANF-1.3. АМ-523 Требования для гаек См. АМ-512.
АМ-523.1 Для применения с фланцами См. АМ-512.1
АМ-523.2 Для применения с другими соединениями См. АМ-512.2
АМ-523.3 Глубина зацепления болтов См. АМ-512.3
АМ-523.4 Специальный проект См. Ам-512.4.
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
55
СТАТЬЯ М-6
РАСЧЁТНЫЕ ДАННЫЕ ПО МАТЕРИАЛАМ
АМ-600 СОДЕРЖАНИЕ ТАБЛИЦ С РАСЧЁТНЫМИ ДАННЫМИ ПО
МАТЕРИАЛАМ
Таблицы 2А, 2В, 3 и 4 в Подразделе 1 Раздела II Часть D вместе с величиной максимально допустимого напряжения Sm , выходящая за пределы температурного режима (для ограничений см. AD-130), предоставляют необходимые расчётные данные, в соответствии с требованиями правил Части AD. (а) Материалы, которые могут быть использованы, перечислены в таблицах, указанных ниже:
ACS-1 ANF-1.4 AHA-1 ABM-1 AQT-1 ABM-1.2 ANF-1.1 ABM-1.3 ANF-1.2 ABM-2 ANF-1.3
(b) Таблица Y-1 Раздела II, Часть D, предоставляют величину напряжения текучести для тех же материалов, выходящая за пределы температурного режима. (с) При температурах выше 1000F (380C), расчётная величина интенсивности напряжения, может превышать 2/3 и может достигать 90% напряжения текучести (0.2% отклонение).
Это может привести к постоянной деформации величиной до 0.1%. Если данная величина деформации неприемлема, проектировщик должен сократить допустимое напряжение, для получения приемлемой величины деформации. Таблица Y-2 Раздела II, Часть D определяет фактор ограничения деформации при использовании высоколегированных сплавов цветных металлов и желание снизить постоянную деформацию ниже данного уровня. (d) Коэффициент распространения тепловой энергии и модуль упругости, для всех материалов, которые могут быть использованы в соответствии с правилами данного Раздела, приведены в следующих таблицах:
(1) коэффициент распространения тепловой энергии приводится в Таблицах ТЕ-1 – ТЕ-5 Раздела II Часть D
(2) модуль эластичности дан в Таблицах ТМ-1 – ТМ-5, Раздела II Часть D.
(е) Коэффициент теплопроводности и температуропроводности приведены в Таблицах TCD Раздела II Часть D (f) По вопросам металлургических характеристик, обратитесь к информационному руководству в Приложении 6 Раздела II Часть D.
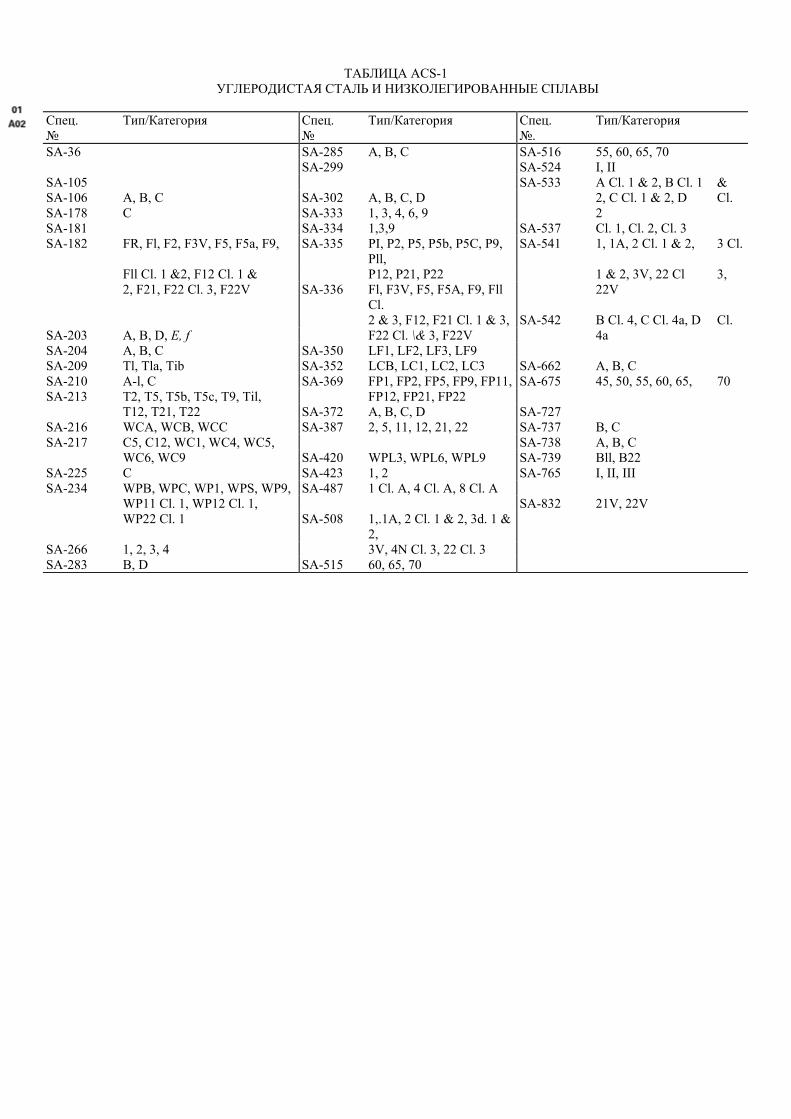
ТАБЛИЦА ACS-1 УГЛЕРОДИСТАЯ СТАЛЬ И НИЗКОЛЕГИРОВАННЫЕ СПЛАВЫ
Спец. №
Тип/Категория Спец. №
Тип/Категория Спец. №.
Тип/Категория
SA-36 SA-285 A, B, C SA-516 55, 60, 65, 70 SA-299 SA-524 I, II SA-105 SA-533 A Cl. 1 & 2, B Cl. 1 & SA-106 A, B, C SA-302 A, B, C, D 2, C Cl. 1 & 2, D Cl. SA-178 C SA-333 1, 3, 4, 6, 9 2 SA-181 SA-334 1,3,9 SA-537 Cl. 1, Cl. 2, Cl. 3 SA-182 FR, Fl, F2, F3V, F5, F5a, F9, SA-335 PI, P2, P5, P5b, P5C, P9,
Pll, SA-541 1, 1A, 2 Cl. 1 & 2, 3 Cl.
Fll Cl. 1 &2, F12 Cl. 1 & P12, P21, P22 1 & 2, 3V, 22 Cl 3, 2, F21, F22 Cl. 3, F22V SA-336 Fl, F3V, F5, F5A, F9, Fll
Cl. 22V
2 & 3, F12, F21 Cl. 1 & 3, SA-542 B Cl. 4, C Cl. 4a, D Cl. SA-203 A, B, D, E, f F22 Cl. \& 3, F22V 4a SA-204 A, B, C SA-350 LF1, LF2, LF3, LF9 SA-209 Tl, Tla, Tib SA-352 LCB, LC1, LC2, LC3 SA-662 A, B, C SA-210 A-l, C SA-369 FP1, FP2, FP5, FP9, FP11, SA-675 45, 50, 55, 60, 65, 70 SA-213 T2, T5, T5b, T5c, T9, Til, FP12, FP21, FP22 T12, T21, T22 SA-372 A, B, C, D SA-727 SA-216 WCA, WCB, WCC SA-387 2, 5, 11, 12, 21, 22 SA-737 B, C SA-217 C5, C12, WC1, WC4, WC5, SA-738 A, B, C WC6, WC9 SA-420 WPL3, WPL6, WPL9 SA-739 Bll, B22 SA-225 C SA-423 1, 2 SA-765 I, II, III SA-234 WPB, WPC, WP1, WPS, WP9, SA-487 1 Cl. A, 4 Cl. A, 8 Cl. A WP11 Cl. 1, WP12 Cl. 1, SA-832 21V, 22V WP22 Cl. 1 SA-508 1,.1A, 2 Cl. 1 & 2, 3d. 1 &
2,
SA-266 1, 2, 3, 4 3V, 4N Cl. 3, 22 Cl. 3 SA-283 B, D SA-515 60, 65, 70
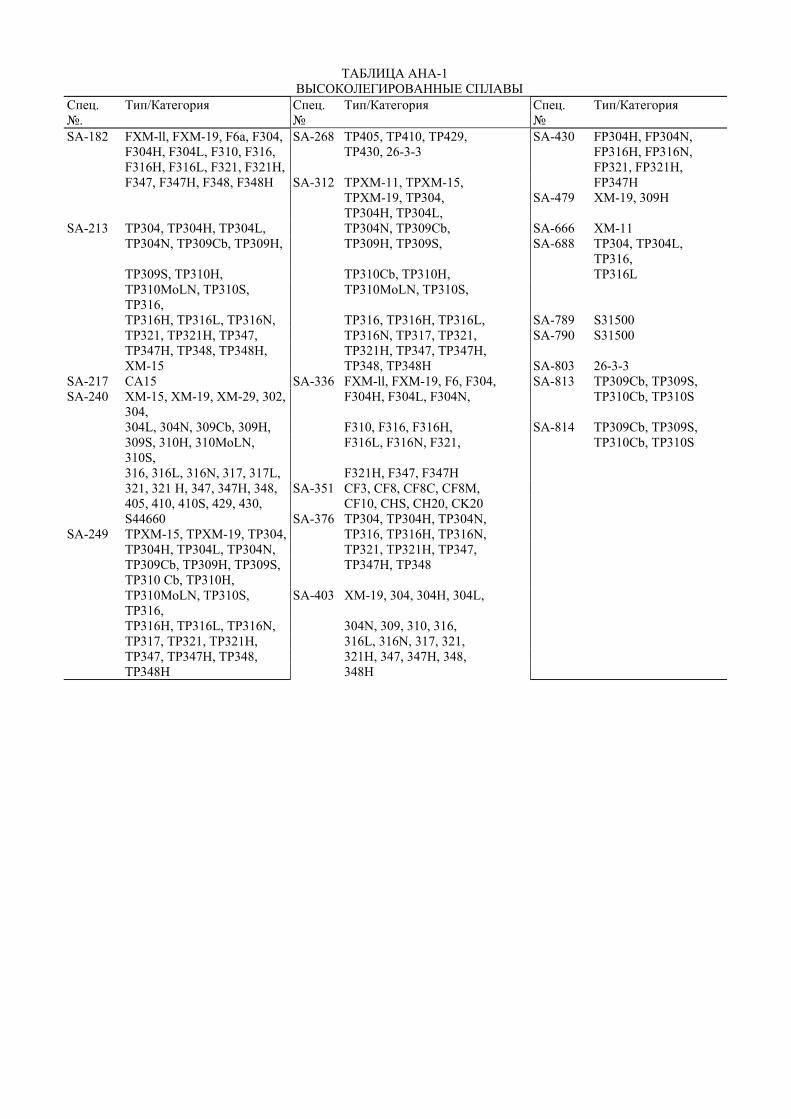
ТАБЛИЦА АНА-1 ВЫСОКОЛЕГИРОВАННЫЕ СПЛАВЫ
Спец. №.
Тип/Категория Спец. №
Тип/Категория Спец. №
Тип/Категория
SA-182 FXM-ll, FXM-19, F6a, F304, SA-268 TP405, TP410, TP429, SA-430 FP304H, FP304N, F304H, F304L, F310, F316, TP430, 26-3-3 FP316H, FP316N, F316H, F316L, F321, F321H, FP321, FP321H, F347, F347H, F348, F348H SA-312 TPXM-11, TPXM-15, FP347H TPXM-19, TP304, SA-479 XM-19, 309H TP304H, TP304L, SA-213 TP304, TP304H, TP304L, TP304N, TP309Cb, SA-666 XM-11 TP304N, TP309Cb, TP309H, TP309H, TP309S, SA-688 TP304, TP304L,
TP316, TP309S, TP310H, TP310Cb, TP310H, TP316L TP310MoLN, TP310S,
TP316, TP310MoLN, TP310S,
TP316H, TP316L, TP316N, TP316, TP316H, TP316L, SA-789 S31500 TP321, TP321H, TP347, TP316N, TP317, TP321, SA-790 S31500 TP347H, TP348, TP348H, TP321H, TP347, TP347H, XM-15 TP348, TP348H SA-803 26-3-3 SA-217 CA15 SA-336 FXM-ll, FXM-19, F6, F304, SA-813 TP309Cb, TP309S, SA-240 XM-15, XM-19, XM-29, 302,
304, F304H, F304L, F304N, TP310Cb, TP310S
304L, 304N, 309Cb, 309H, F310, F316, F316H, SA-814 TP309Cb, TP309S, 309S, 310H, 310MoLN,
310S, F316L, F316N, F321, TP310Cb, TP310S
316, 316L, 316N, 317, 317L, F321H, F347, F347H 321, 321 H, 347, 347H, 348, SA-351 CF3, CF8, CF8C, CF8M, 405, 410, 410S, 429, 430, CF10, CHS, CH20, CK20 S44660 SA-376 TP304, TP304H, TP304N, SA-249 TPXM-15, TPXM-19, TP304, TP316, TP316H, TP316N, TP304H, TP304L, TP304N, TP321, TP321H, TP347, TP309Cb, TP309H, TP309S, TP347H, TP348 TP310 Cb, TP310H, TP310MоLN, TP310S,
TP316, SA-403 XM-19, 304, 304H, 304L,
TP316H, TP316L, TP316N, 304N, 309, 310, 316, TP317, TP321, TP321H, 316L, 316N, 317, 321, TP347, TP347H, TP348, 321H, 347, 347H, 348, TP348H 348H
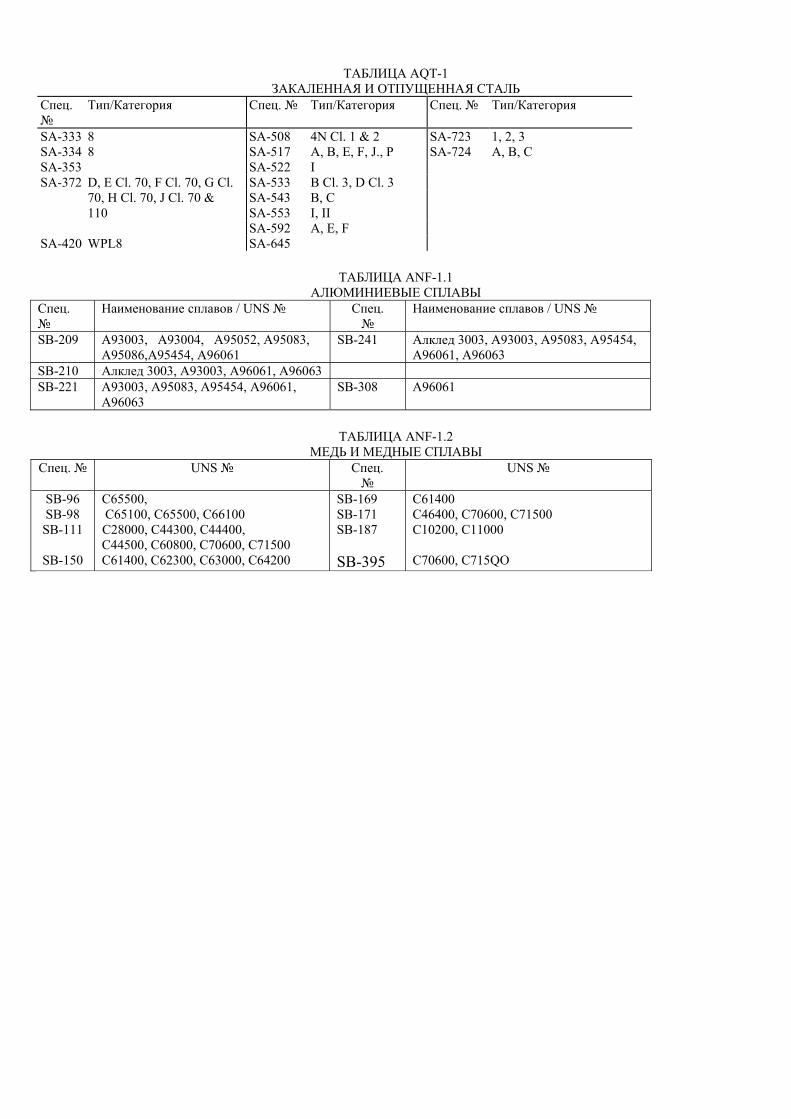
ТАБЛИЦА AQT-1 ЗАКАЛЕННАЯ И ОТПУЩЕННАЯ СТАЛЬ
Спец. №
Тип/Категория Спец. № Тип/Категория Спец. № Тип/Категория
SA-333 8 SA-508 4N Cl. 1 & 2 SA-723 1, 2, 3 SA-334 8 SA-517 A, B, E, F, J., P SA-724 A, B, C SA-353 SA-522 I SA-372 D, E Cl. 70, F Cl. 70, G Cl. SA-533 B Cl. 3, D Cl. 3 70, H Cl. 70, J Cl. 70 & SA-543 B, C 110 SA-553 I, II SA-592 A, E, F SA-420 WPL8 SA-645
ТАБЛИЦА ANF-1.1
АЛЮМИНИЕВЫЕ СПЛАВЫ Спец. №
Наименование сплавов / UNS № Спец. №
Наименование сплавов / UNS №
SB-209 A93003, A93004, A95052, A95083, A95086,A95454, A96061
SB-241 Алклед 3003, A93003, A95083, A95454, A96061, A96063
SB-210 Алклед 3003, A93003, A96061, A96063 SB-221 A93003, A95083, A95454, A96061,
A96063 SB-308 A96061
ТАБЛИЦА ANF-1.2
МЕДЬ И МЕДНЫЕ СПЛАВЫ Спец. № UNS № Спец.
№ UNS №
SB-96 SB-98 SB-111
SB-150
C65500, C65100, C65500, C66100 C28000, C44300, C44400, C44500, C60800, C70600, C71500 C61400, C62300, C63000, C64200
SB-169 SB-171 SB-187 SB-395
C61400 C46400, C70600, C71500 C10200, C11000 C70600, C715QO
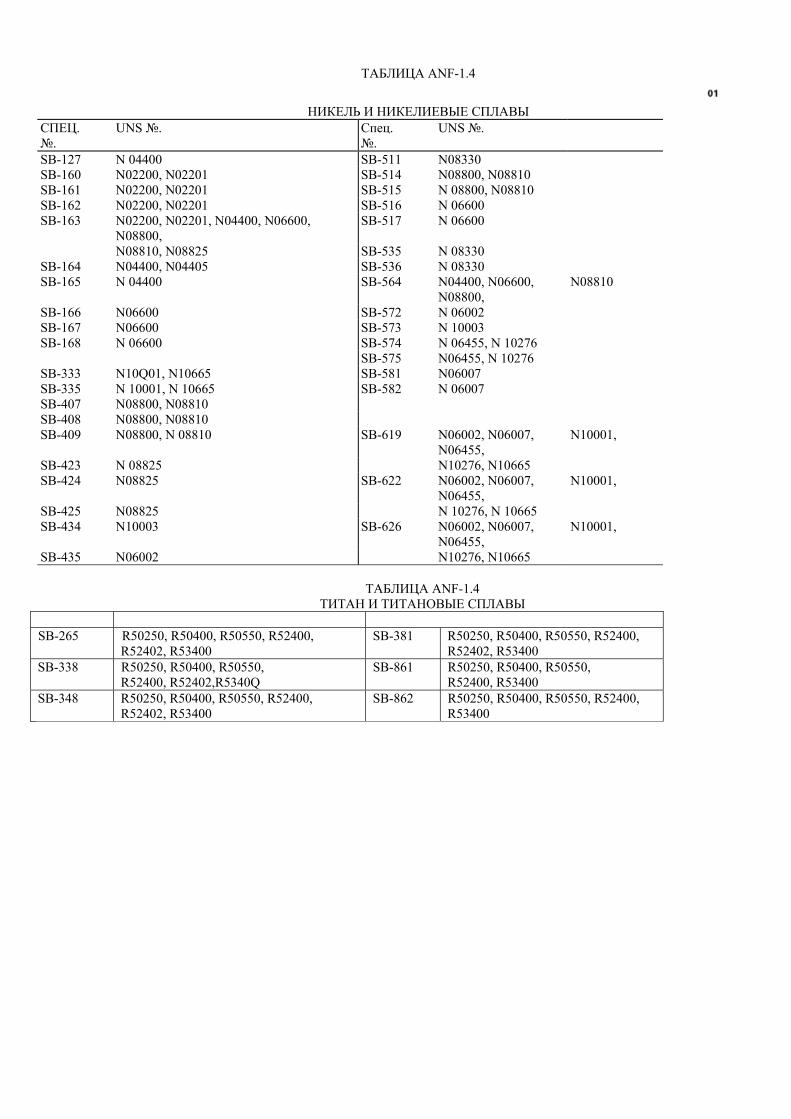
ТАБЛИЦА ANF-1.4
НИКЕЛЬ И НИКЕЛИЕВЫЕ СПЛАВЫ
СПЕЦ. №.
UNS №. Спец. №.
UNS №.
SB-127 N 04400 SB-511 N08330 SB-160 N02200, N02201 SB-514 N08800, N08810 SB-161 N02200, N02201 SB-515 N 08800, N08810 SB-162 N02200, N02201 SB-516 N 06600 SB-163 N02200, N02201, N04400, N06600,
N08800, SB-517 N 06600
N08810, N08825 SB-535 N 08330 SB-164 N04400, N04405 SB-536 N 08330 SB-165 N 04400 SB-564 N04400, N06600,
N08800, N08810
SB-166 N06600 SB-572 N 06002 SB-167 N06600 SB-573 N 10003 SB-168 N 06600 SB-574 N 06455, N 10276 SB-575 N06455, N 10276 SB-333 N10Q01, N10665 SB-581 N06007 SB-335 N 10001, N 10665 SB-582 N 06007 SB-407 N08800, N08810 SB-408 N08800, N08810 SB-409 N08800, N 08810 SB-619 N06002, N06007,
N06455, N10001,
SB-423 N 08825 N10276, N10665 SB-424 N08825 SB-622 N06002, N06007,
N06455, N10001,
SB-425 N08825 N 10276, N 10665 SB-434 N10003 SB-626 N06002, N06007,
N06455, N10001,
SB-435 N06002 N10276, N10665
ТАБЛИЦА ANF-1.4 ТИТАН И ТИТАНОВЫЕ СПЛАВЫ
SB-265
R50250, R50400, R50550, R52400, R52402, R53400
SB-381 R50250, R50400, R50550, R52400, R52402, R53400
SB-338 R50250, R50400, R50550, R52400, R52402,R5340Q
SB-861 R50250, R50400, R50550, R52400, R53400
SB-348 R50250, R50400, R50550, R52400, R52402, R53400
SB-862 R50250, R50400, R50550, R52400, R53400
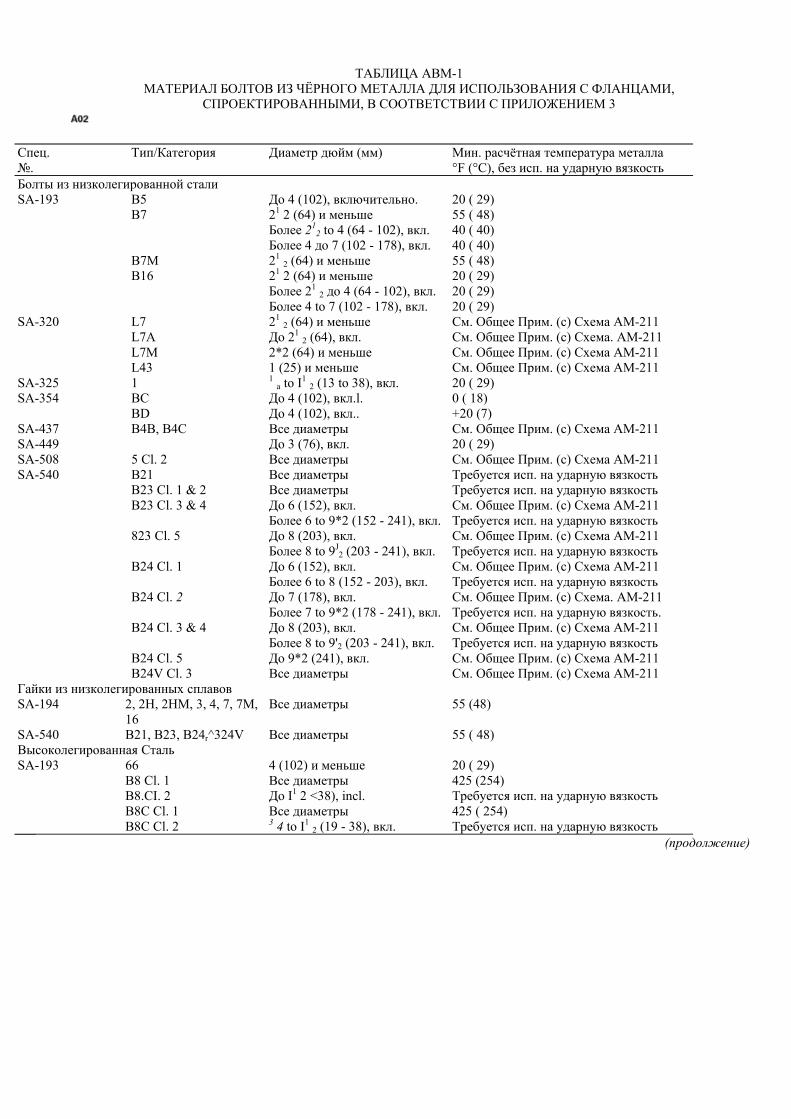
ТАБЛИЦА АВМ-1 МАТЕРИАЛ БОЛТОВ ИЗ ЧЁРНОГО МЕТАЛЛА ДЛЯ ИСПОЛЬЗОВАНИЯ С ФЛАНЦАМИ,
СПРОЕКТИРОВАННЫМИ, В СООТВЕТСТВИИ С ПРИЛОЖЕНИЕМ 3
Спец. №.
Тип/Категория Диаметр дюйм (мм) Мин. расчётная температура металла °F (°C), без исп. на ударную вязкость
Болты из низколегированной стали SA-193 B5 До 4 (102), включительно. 20 ( 29) B7 21 2 (64) и меньше 55 ( 48) Более 21
2 to 4 (64 - 102), вкл. 40 ( 40) Более 4 до 7 (102 - 178), вкл. 40 ( 40) B7M 21 2 (64) и меньше 55 ( 48) B16 21 2 (64) и меньше 20 ( 29) Более 21 2 до 4 (64 - 102), вкл. 20 ( 29) Более 4 to 7 (102 - 178), вкл. 20 ( 29) SA-320 L7 21 2 (64) и меньше См. Общее Прим. (с) Схема AM-211 L7A До 21 2 (64), вкл. См. Общее Прим. (с) Схема. AM-211 L7M 2*2 (64) и меньше См. Общее Прим. (с) Схема AM-211 L43 1 (25) и меньше См. Общее Прим. (с) Схема AM-211 SA-325 1 1 a to I1 2 (13 to 38), вкл. 20 ( 29) SA-354 BC До 4 (102), вкл.l. 0 ( 18) BD До 4 (102), вкл.. +20 (7) SA-437 B4B, B4C Все диаметры См. Общее Прим. (с) Схема AM-211 SA-449 До 3 (76), вкл. 20 ( 29) SA-508 5 Cl. 2 Все диаметры См. Общее Прим. (с) Схема AM-211 SA-540 B21 Все диаметры Требуется исп. на ударную вязкость B23 Cl. 1 & 2 Все диаметры Требуется исп. на ударную вязкость B23 Cl. 3 & 4 До 6 (152), вкл. См. Общее Прим. (с) Схема AM-211 Более 6 to 9*2 (152 - 241), вкл. Требуется исп. на ударную вязкость 823 Cl. 5 До 8 (203), вкл. См. Общее Прим. (с) Схема AM-211 Более 8 to 9J
2 (203 - 241), вкл. Требуется исп. на ударную вязкость B24 Cl. 1 До 6 (152), вкл. См. Общее Прим. (с) Схема AM-211 Более 6 to 8 (152 - 203), вкл. Требуется исп. на ударную вязкость B24 Cl. 2 До 7 (178), вкл. См. Общее Прим. (с) Схема. AM-211 Более 7 to 9*2 (178 - 241), вкл. Требуется исп. на ударную вязкость. B24 Cl. 3 & 4 До 8 (203), вкл. См. Общее Прим. (с) Схема AM-211 Более 8 to 9'2 (203 - 241), вкл. Требуется исп. на ударную вязкость B24 Cl. 5 До 9*2 (241), вкл. См. Общее Прим. (с) Схема AM-211 B24V Cl. 3 Все диаметры См. Общее Прим. (с) Схема AM-211 Гайки из низколегированных сплавов SA-194 2, 2H, 2HM, 3, 4, 7, 7M,
16 Все диаметры 55 (48)
SA-540 B21, B23, B24r^324V Все диаметры 55 ( 48) Высоколегированная Сталь SA-193 66 4 (102) и меньше 20 ( 29) B8 Cl. 1 Все диаметры 425 (254) B8.CI. 2 До I1 2 <38), incl. Требуется исп. на ударную вязкость B8C Cl. 1 Все диаметры 425 ( 254) B8C Cl. 2 3 4 to I1 2 (19 - 38), вкл. Требуется исп. на ударную вязкость
(продолжение)
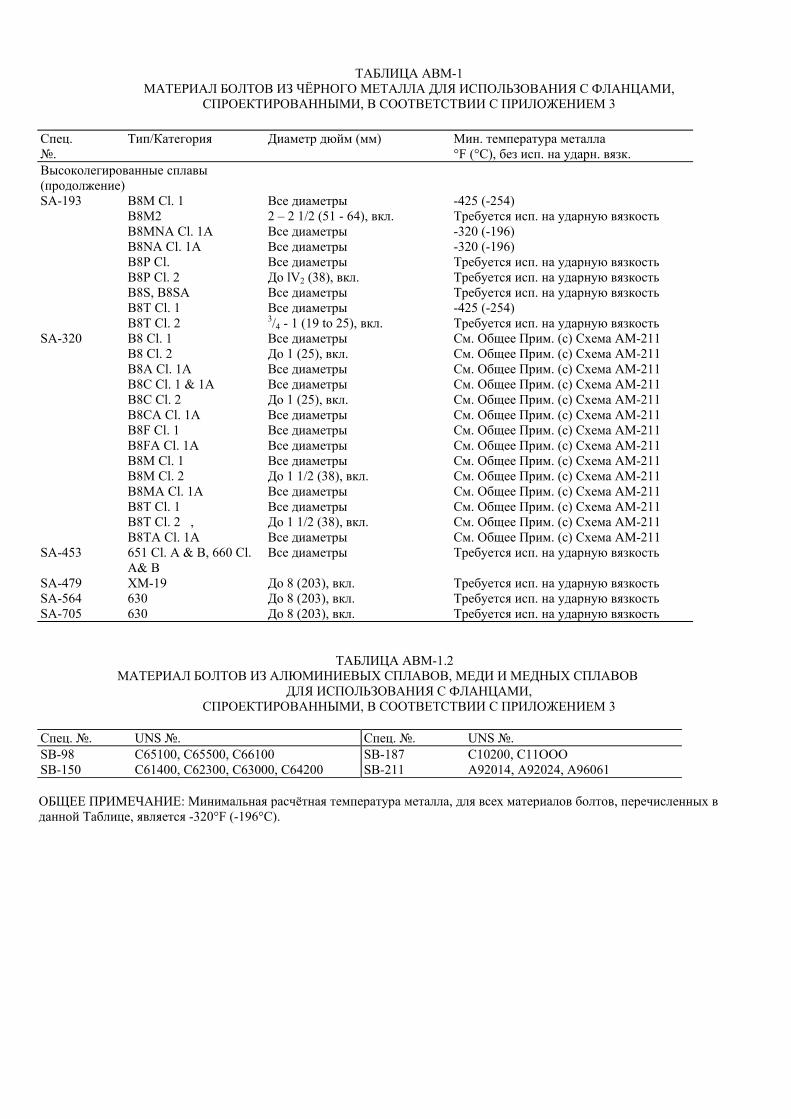
ТАБЛИЦА АВМ-1 МАТЕРИАЛ БОЛТОВ ИЗ ЧЁРНОГО МЕТАЛЛА ДЛЯ ИСПОЛЬЗОВАНИЯ С ФЛАНЦАМИ,
СПРОЕКТИРОВАННЫМИ, В СООТВЕТСТВИИ С ПРИЛОЖЕНИЕМ 3
Спец. №.
Тип/Категория Диаметр дюйм (мм) Мин. температура металла °F (°C), без исп. на ударн. вязк.
Высоколегированные сплавы (продолжение)
SA-193 B8M Cl. 1 B8M2 B8MNA Cl. 1A B8NA Cl. 1A
Все диаметры 2 – 2 1/2 (51 - 64), вкл. Все диаметры Все диаметры
-425 (-254) Требуется исп. на ударную вязкость -320 (-196) -320 (-196)
B8P Cl. B8P Cl. 2 B8S, B8SA B8T Cl. 1 B8T Cl. 2
Все диаметры До lV2 (38), вкл. Все диаметры Все диаметры 3/4 - 1 (19 to 25), вкл.
Требуется исп. на ударную вязкость Требуется исп. на ударную вязкость Требуется исп. на ударную вязкость -425 (-254) Требуется исп. на ударную вязкость
SA-320 B8 Cl. 1 B8 Cl. 2 B8A Cl. 1A
Все диаметры До 1 (25), вкл. Все диаметры
См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211
B8C Cl. 1 & 1A B8C Cl. 2 B8CA Cl. 1A
Все диаметры До 1 (25), вкл. Все диаметры
См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211
B8F Cl. 1 B8FA Cl. 1A B8M Cl. 1 B8M Cl. 2 B8MA Cl. 1A
Все диаметры Все диаметры Все диаметры До 1 1/2 (38), вкл. Все диаметры
См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211
B8T Cl. 1 B8T Cl. 2 , B8TA Cl. 1A
Все диаметры До 1 1/2 (38), вкл. Все диаметры
См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211 См. Общее Прим. (с) Схема AM-211
SA-453 651 Cl. A & B, 660 Cl. A& B
Все диаметры Требуется исп. на ударную вязкость
SA-479 XM-19 До 8 (203), вкл. Требуется исп. на ударную вязкость SA-564 630 До 8 (203), вкл. Требуется исп. на ударную вязкость SA-705 630 До 8 (203), вкл. Требуется исп. на ударную вязкость
ТАБЛИЦА ABM-1.2 МАТЕРИАЛ БОЛТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, МЕДИ И МЕДНЫХ СПЛАВОВ
ДЛЯ ИСПОЛЬЗОВАНИЯ С ФЛАНЦАМИ, СПРОЕКТИРОВАННЫМИ, В СООТВЕТСТВИИ С ПРИЛОЖЕНИЕМ 3
Спец. №. UNS №. Спец. №. UNS №. SB-98 SB-150
C65100, C65500, C66100 C61400, C62300, C63000, C64200
SB-187 SB-211
C10200, C11OOO A92014, A92024, A96061
ОБЩЕЕ ПРИМЕЧАНИЕ: Минимальная расчётная температура металла, для всех материалов болтов, перечисленных в данной Таблице, является -320°F (-196°C).
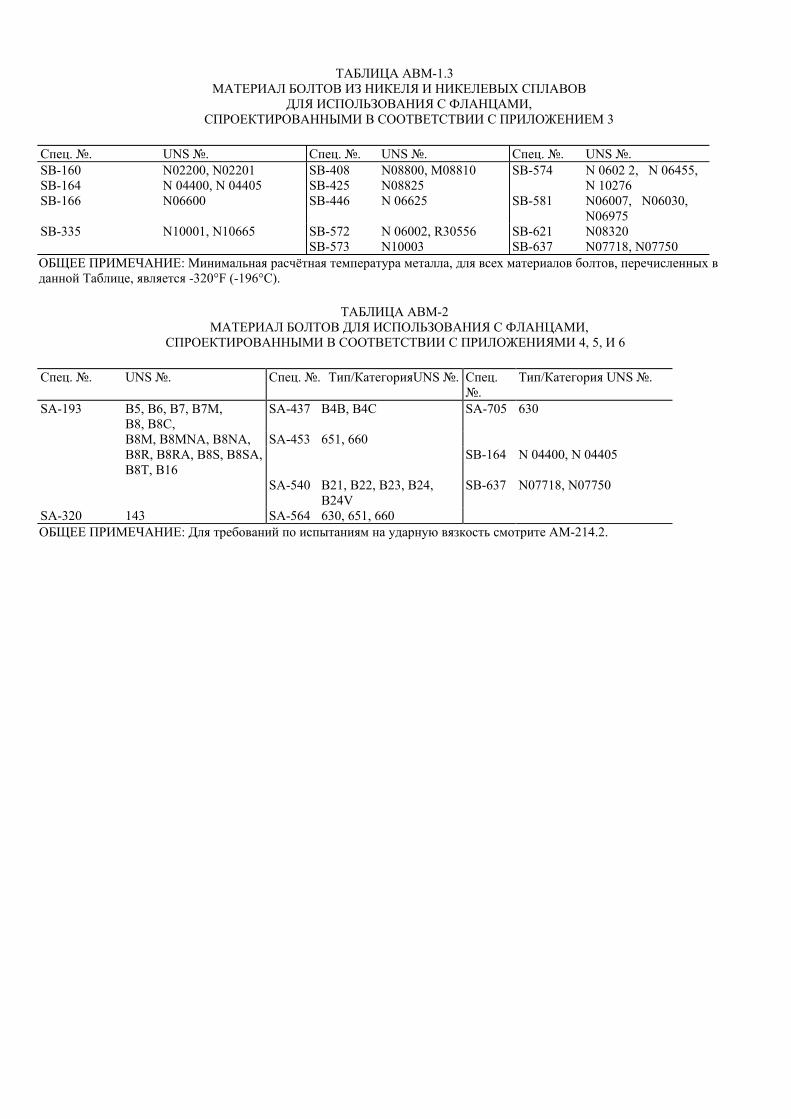
ТАБЛИЦА ABM-1.3 МАТЕРИАЛ БОЛТОВ ИЗ НИКЕЛЯ И НИКЕЛЕВЫХ СПЛАВОВ
ДЛЯ ИСПОЛЬЗОВАНИЯ С ФЛАНЦАМИ, СПРОЕКТИРОВАННЫМИ В СООТВЕТСТВИИ С ПРИЛОЖЕНИЕМ 3
Спец. №. UNS №. Спец. №. UNS №. Спец. №. UNS №. SB-160 SB-164 SB-166
N02200, N02201 N 04400, N 04405 N06600
SB-408 SB-425 SB-446
N08800, M08810 N08825 N 06625
SB-574 SB-581
N 0602 2, N 06455, N 10276 N06007, N06030, N06975
SB-335 N10001, N10665 SB-572 SB-573
N 06002, R30556 N10003
SB-621 SB-637
N08320 N07718, N07750
ОБЩЕЕ ПРИМЕЧАНИЕ: Минимальная расчётная температура металла, для всех материалов болтов, перечисленных в данной Таблице, является -320°F (-196°C).
ТАБЛИЦА ABM-2
МАТЕРИАЛ БОЛТОВ ДЛЯ ИСПОЛЬЗОВАНИЯ С ФЛАНЦАМИ, СПРОЕКТИРОВАННЫМИ В СООТВЕТСТВИИ С ПРИЛОЖЕНИЯМИ 4, 5, И 6
Спец. №. UNS №. Спец. №. Тип/КатегорияUNS №. Спец.
№. Тип/Категория UNS №.
SA-193 B5, B6, B7, B7M, B8, B8C,
SA-437 B4B, B4C SA-705 630
B8M, B8MNA, B8NA, SA-453 651, 660 B8R, B8RA, B8S, B8SA, SB-164 N 04400, N 04405 B8T, B16 SA-540 B21, B22, B23, B24,
B24V SB-637 N07718, N07750
SA-320 143 SA-564 630, 651, 660 ОБЩЕЕ ПРИМЕЧАНИЕ: Для требований по испытаниям на ударную вязкость смотрите АМ-214.2.
Часть AD
КОНСТРУКТИВНЫЕ ТРЕБОВАНИЯ
68
СТАТЬЯ D-1 ОБЩИЕ СВЕДЕНИЯ
AD-100 ОБЛАСТЬ ПРИМЕНЕНИЯ
(а) Требования Части AD предусматривают особые нормы проектирования для обычно используемых форм камер давления под действием возникающих из-за давления нагрузок, и, в пределах установленных лимитов, правила или руководство по противодействию другим видам нагрузок. Также, сюда включены упрощённые правила по приблизительной оценке расчётного циклического эксплуатационного ресурса. Эта часть не содержит правил по всем подробностям и деталям проектирования.
(б) Если для камеры давления или её части не предусмотрено правил, должен быть выполнен полный анализ напряжений с учётом всех видов нагрузок, указанных в Технических Проектных Спецификациях для Пользователя. Этот анализ должен проводится в соответствии с Приложением 4 для всех категорий действующих нагрузок и в соответствии с Приложением 5, если требуется проведение усталостного анализа. Как альтернативный вариант, может быть проведён экспериментальный анализ напряжений в соответствии с Приложением 6. При выполнении каких-либо из этих процедур, должны также быть выполнены общие принципы, проектные нормативы Статей D-1, D-3 и D-4 и требования данного Раздела по деталям сварки, контрольным обследованиям и проведению испытаний.
(в) По выбору конструктора или пользователя для уточнения приемлемости камеры давления или какой-либо её части может быть проведён подробный анализ напряжений вместо конструкторских нормативов, данных в Части AD. Этот анализ должен проводится в соответствии с Приложением 4 для всех категорий действующих нагрузок и в соответствии с Приложением 5, если требуется проведение усталостного анализа (см. AD-160). За исключением локальных зон оболочки, определённых в AD-200, толщина стен камеры давления или её части не должна быть меньше полученной в результате вычислений по приведённым в частях от AD-201 до AD-206. При проведении этой процедуры должны быть также выполнены все требования данного Раздела по деталям сварки, производству, контрольным обследованиям и испытаниям.
AD-101 МАТЕРИАЛЫ В КОМБИНАЦИИ
(а) За исключением особых запрещений по другим правилам данного Раздела, камера давления может быть спроектирована и смонтирована с использованием различных комбинаций материалов, разрешённых в Части АМ при условии выполнения
всех соответствующих правил и требований Секции 9 по сварке разнородных металлов.
(б) Если не приняты меры по перечисленным ниже случаям, анализ напряжений какой-либо части камеры давления должен проводится в соответствии с Приложением 4. Это не устраняет необходимости проведения такого анализа там, где это требуется по другим нормам Части AD.
(I)(a) Стык между частями, подверженными воздействию давления выполнен при помощи кольцевого сварного шва.
(б) Все необходимые из-за различной толщины сужения выполнены в материале, имеющем более высокую расчётную интенсивность напряжения или в наложенном покрытии, полученном наплавкой с помощью дуговой сварки, подходящем для более прочного материала.
(в) Отсутствие разрывов, за исключением получающихся из-за разницы по толщине и модулю упругости.
(г) там, где субиндексы 1 и 2 обозначают материал, имеющий более низкое или более высокое расчётное значение интенсивности напряжения соответственно, а S и Е соответственно определены в Статьях D-2 и D-3.
(2)(а) Стык находится на шве, который не является кольцевым швом, указанным выше в (б)(1) и где приведённые ниже нормы (б)(3) неприменимы.
(б) Все необходимые из-за различной толщины сужения выполнены в материале, имеющем более высокую расчётную интенсивность напряжения или в наложенном покрытии, полученном наплавкой с помощью дуговой сварки, подходящем для более прочного материала.
(в) , где субиндексы и символы даны выше в (1)(г).
(3) Сочетание разрешено по AD-551.
AD-102 КОМПЛЕКСНЫЕ УСТАНОВКИ Если установка камеры давления состоит из более,
чем одной напорной камеры, которые работают при одних и тех же или разных значениях давления и температуры, то каждая камера давления должна быть спроектирована и установлена так, чтобы она могла выдерживать наиболее жёсткие условия одновременного воздействия температуры и давления. Камеры, которые соответствуют требованиям данного Раздела, могут быть соединены с камерами, сконструированными в соответствии с правилами раздела 1 при условии, что соединения между такими камерами соответствуют требованиям правил Раздела 2. (См. AG-121.3.)
2001 SECTION VIII — DIVISION 2
69
AD-104 МИНИМАЛЬНАЯ ТОЛЩИНА
ОБОЛОЧКИ ИЛИ ВЕРХНЕЙ ЧАСТИ
После формовки и без учёта допуска на коррозию
толщина любой оболочки или верхней части, подверженных воздействию давления не должна быть меньше ¼ дюйма (6мм) при использовании углеродистых и низколегированных сталей (Часть АМ, Таблицы ACS и AQT) или 1/8 дюйма (3,2мм) при использовании нержавеющей стали или цветных металлов (Часть АМ, Таблицы АНА и ANF). (См. AF-105.1, AF-105.2 и AF-606.)
AD-105 ПОДБОР ТОЛЩИНЫ МАТЕРИАЛОВ
Выбранная толщина материала должна быть такой, чтобы в результате формования, термообработки и других производственных процессов её значение на любой точке материала не стало ниже минимального, требуемого правилами, значения. AD-106 ДОПУСК НА КОРРОЗИЮ В РАСЧЁТНЫХ
ФОРМУЛАХ
Используемые в данном разделе символы значений размеров даны с учётом условий воздействия коррозии.
AD-110 НАГРУЗКИ Нагрузки, которые должны быть рассмотрены12 и
указаны в качестве спецификаций в Технических Нормах на Проектирование для Пользователя должны включать следующие ниже данные, но не ограничиваться ими:
(а) внутреннее и внешнее давление, включая гидростатический напор;
(б) вес камеры давления и обычного содержимого в условиях эксплуатации или проведения испытаний;
(в) временные нагрузки, возникающие от других камер давления, рабочего оборудования, изоляционного материала, противокоррозионного и противоэрозионного покрытия и систем трубопроводов;
(г) нагрузки от ветра, снега или землетрясения; (д) реагирование различных опорных
приспособлений (поддерживающие консоли, опорные кольца, суппорты и т.д.)
(е) ударные нагрузки, включая нагрузки, возникающие из-за резких колебаний давления;
(ж) условия колебаний температуры, в результате которых возникают дифференциальные деформирующие нагрузки и реакции растяжения, возникающие в результате расширения или сжимания присоединённых труб или других частей.
AD-115 КОРРОЗИЯ
12 См. AG-301.1 и AG-301.2
На камерах давления или их компонентах,
которые подвержены потерям металла в результате воздействия коррозии, эрозии, механического истирания или других видов воздействия окружающей среды должны быть предприняты меры против таких потерь на весь расчётный период эксплуатации посредством соответствующего увеличения толщины металла основной конструкции по сравнению со значениями, полученными в результате вычислений по расчётным формулам или проведения анализа напряжений. Добавляемый или включённый с учётом таких потерь материал не обязательно должен иметь одинаковую толщину для всех компонентов камеры давления при различных величинах ожидаемых воздействий на различные части камеры давления. Если предыдущий опыт показал, что коррозия отсутствует или имеет поверхностный характер, то никакого дополнительного наращивания толщины не требуется.
AD-116 ПЛАКИРОВАНИЕ
За исключением данных, приведённых в АМ-410 для целиком плакированных листов или сварной накладки плакированного листа с допуском на толщину плакирования, проектные расчёты могут основываться на значении толщины, равном номинальной толщине основного листа плюс умноженная на номинальная толщина плакирования без учёта каких-либо допусков на коррозию, при условии выполнения следующих ниже условий:
(а) плакированный лист соответствует одной из спецификаций, перечисленных в таблицах в Части АМ или он является наложенным сваркой плакированным листом, соответствующим AF-563;
(б) сварные соединения завершены антикоррозионным наложением металла сварочного шва поверх шва в основном листе для сохранения плакировки;
(в) Значение Sm менее прочного материала должно составлять, минимум, 70% от этого значения более прочного материала, где
Sc = расчётное значение интенсивности напряжения для плакировки или сварного покрытия из сварочного материала, химический состав которого близок к составу плакировки, при расчётной температуре, ф./д2 (МПа)
Sb = расчётное значение интенсивности напряжения для основного листа при расчётной температуре, ф./д2 (МПа)
Расчётное значение интенсивности напряжения должно быть таким, какое дано для материала основного листа в Части АМ. Если Sc больше Sb, то множитель должен быть принят за единицу.
Толщина антикоррозионного плакировочного наложения металла сварочного шва, произведённого вручную, должна быть проверена при помощи электрических или механических средств. Один контрольный осмотр должен быть предпринят по
2001 SECTION VIII — DIVISION 2
70
каждой верхней части, слою покрытия оболочки и другим компонентам удержания давления по каждому применённому виду сварки. Места проведения контрольных обследований выбираются Инспектором за исключением того, что если Инспектор был уведомлен заранее, а его присутствие по каким-либо причинам невозможно, производитель может выбрать места проведения контрольных обследований по своему усмотрению.
AD-117 ОБЛИЦОВКА
Облицовка для сопротивления изнашиванию и противокоррозионная облицовка не являются целиком прикрепляемыми к стене камеры давления, т.е. они либо прикрепляются с перерывами, либо совсем не крепятся к стене. В любом случае, при вычислении толщины стены камеры давления эти виды облицовки не следует принимать в расчёт.
AD-120 ОСНОВЫ ПРОЕКТИРОВАНИЯ
(а) Таблица AD-120.1 устанавливает соотношения давления температуры и гидростатического напора, которые должны быть проанализированы проектировщиком.
(б) Расчёты для компонентов камеры давления определяются показателями одновременного действия давления и температуры в данной точке. Проект должен учитывать максимальную разницу в давлении жидкости, существующую при установленных условиях эксплуатации (которое может включать в себя давление, возникающее из-за гидростатического напора) между внутренней и внешней частью камеры давления в любой точке или между двумя камерами комплексной установки. Расчётная толщина частей, подверженных воздействию давления не должна включать в себя дополнительное количество металла для допуска на коррозию или эрозию или любое другое количество дополнительного металла, требуемое по причине действия сочетаний нагрузок, перечисленных в AD-150, которые будут действовать одновременно с рабочими давлением и температурой.
AD-121 Определения
AD-121.1 Расчётное давление. Расчётным давлением является давление на верхней точке камеры давления, значение которого вместе со значением одновременно действующей температурой (металла) проставляется на паспортной табличке изготовителя. Значение давления у верхней точки камеры давления также является основанием для регулировки и установки на нужной значение защитных приспособлений по сбросу давления (см. А-108).
AD-121.2 Расчётная температура. Используемая
при расчётах температура должна быть основана на действительном значении температуры для металлических частей, ожидаемой при эксплуатационных условиях для рассматриваемого компонента при установленном значении одновременно действующего давления. При наличии
возможности предварительного определения разных значений температуры для металлических частей в разных зонах камеры давления в процессе эксплуатации, расчёты для различных зон могут основываться на этих предварительно установленных значениях.
(а) Используемое при расчётах значение температуры, не должно быть меньше среднего значения температуры ожидаемой на рассматриваемой части в условиях эксплуатации (см. сноски AS-100). При необходимости, температура для металлических частей может быть определена при помощи вычислений с использованием принятых показателей процесса теплообмена или измерениями на рабочем оборудовании в условиях эксплуатации. Температура на поверхности ни при каких условиях не должна превышать максимальное значение температуры, указанное в таблицах интенсивности напряжения для материалов в Подчасти 1, Секции II, Части D или какие-либо ограничения температуры, приведённые в данном Разделе.
(б) Применение расчётных значений температуры, превышающих максимальные значения температуры, данные по каждой спецификации материала и категории по расчётным значениям интенсивности напряжения материалов при растяжении, данным в Подчасти 1, Секции II, Части D запрещено.
(в) Ограничения по значениям расчётной температуры для конструкций, рассчитанных на внешнее давление, приведены ниже:
(1) Расчётные значения температуры, превышающие максимально установленные в схемах по внешнему давлению, запрещены.
(2) Расчётные значения температуры, превышающие максимально установленные в пункте (б), запрещены.
(г) В случае возможности возникновения циклических изменений температуры при нормальной работе при небольших колебаниях давления, проектные расчёты должны определяться наивысшим значением рабочей температуры для металла (или наиболее низкой температуры металла) и значением соответствующего давления.
(д) Предлагаемые методы определения значений рабочих температур стены уже введённой в эксплуатацию камеры давления даны в Приложении С.
(е) Для чёрных металлов используемое значение минимальной расчётной температуры должно быть наиболее низким ожидаемым при нормальной работе, за исключением случаев, когда более низкие температурные значения допускаются правилами данного Раздела (см. АМ-218). Рассмотрению должны подлежать наиболее низкие значения рабочей температуры, автоохлаждение, атмосферная температура и любой источник охлаждения. Допускается наличие зон с различными значениями минимальной расчётной температуры металла. Для получения температурных данных по проведению гидравлической опрессовки и пневматических испытаний см. АТ-352 и АТ-422 соответственно.
(ж) Перечисленные в таблицах Подчасти 1, Секции II, Части D материалы из цветных металлов
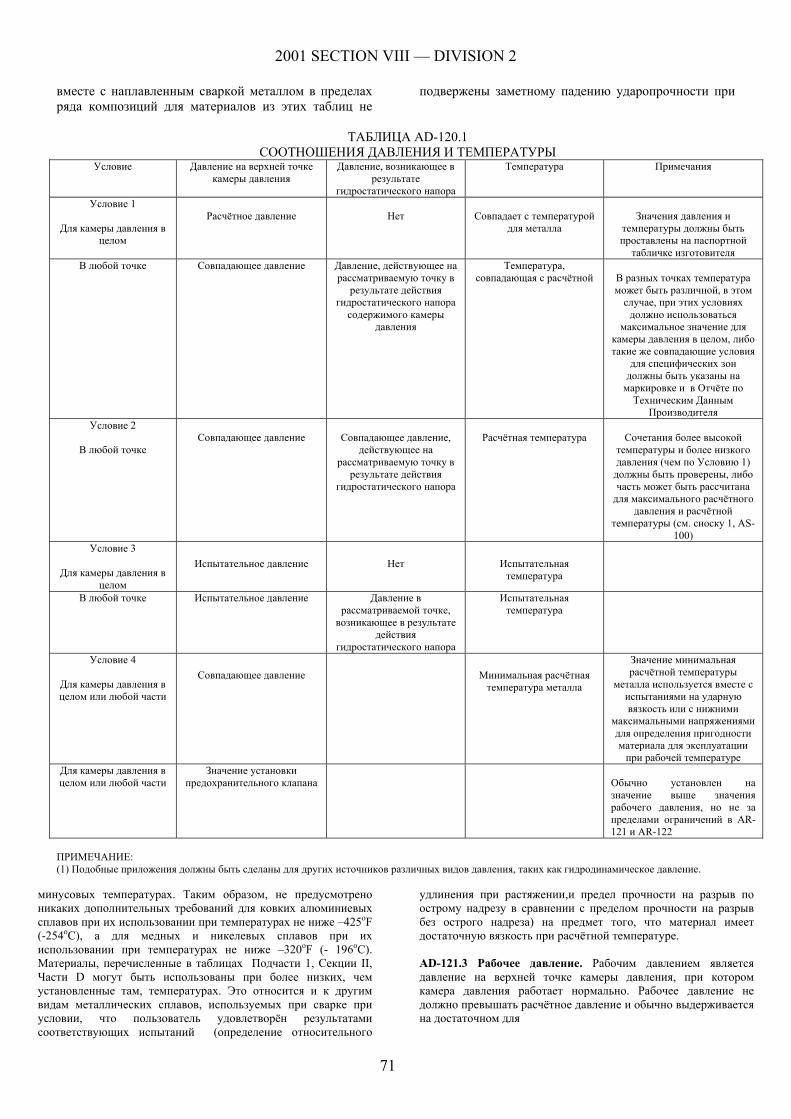
2001 SECTION VIII — DIVISION 2
71
вместе с наплавленным сваркой металлом в пределах ряда композиций для материалов из этих таблиц не
подвержены заметному падению ударопрочности при
ТАБЛИЦА AD-120.1
СООТНОШЕНИЯ ДАВЛЕНИЯ И ТЕМПЕРАТУРЫ Условие Давление на верхней точке
камеры давления Давление, возникающее в
результате гидростатического напора
Температура Примечания
Условие 1
Для камеры давления в целом
Расчётное давление
Нет
Совпадает с температурой
для металла
Значения давления и
температуры должны быть проставлены на паспортной табличке изготовителя
В любой точке Совпадающее давление Давление, действующее на рассматриваемую точку в
результате действия гидростатического напора содержимого камеры
давления
Температура, совпадающая с расчётной
В разных точках температура может быть различной, в этом случае, при этих условиях должно использоваться
максимальное значение для камеры давления в целом, либо такие же совпадающие условия
для специфических зон должны быть указаны на маркировке и в Отчёте по Техническим Данным
Производителя Условие 2
В любой точке
Совпадающее давление
Совпадающее давление,
действующее на рассматриваемую точку в
результате действия гидростатического напора
Расчётная температура
Сочетания более высокой
температуры и более низкого давления (чем по Условию 1) должны быть проверены, либо часть может быть рассчитана для максимального расчётного
давления и расчётной температуры (см. сноску 1, AS-
100) Условие 3
Для камеры давления в
целом
Испытательное давление
Нет
Испытательная температура
В любой точке Испытательное давление Давление в рассматриваемой точке, возникающее в результате
действия гидростатического напора
Испытательная температура
Условие 4
Для камеры давления в целом или любой части
Совпадающее давление
Минимальная расчётная температура металла
Значение минимальная расчётной температуры
металла используется вместе с испытаниями на ударную вязкость или с нижними
максимальными напряжениями для определения пригодности материала для эксплуатации при рабочей температуре
Для камеры давления в целом или любой части
Значение установки предохранительного клапана
Обычно установлен на значение выше значения рабочего давления, но не за пределами ограничений в AR-121 и AR-122
ПРИМЕЧАНИЕ: (1) Подобные приложения должны быть сделаны для других источников различных видов давления, таких как гидродинамическое давление.
минусовых температурах. Таким образом, не предусмотрено никаких дополнительных требований для ковких алюминиевых сплавов при их использовании при температурах не ниже –425оF (-254оС), а для медных и никелевых сплавов при их использовании при температурах не ниже –320оF (- 196оС). Материалы, перечисленные в таблицах Подчасти 1, Секции II, Части D могут быть использованы при более низких, чем установленные там, температурах. Это относится и к другим видам металлических сплавов, используемых при сварке при условии, что пользователь удовлетворён результатами соответствующих испытаний (определение относительного
удлинения при растяжении,и предел прочности на разрыв по острому надрезу в сравнении с пределом прочности на разрыв без острого надреза) на предмет того, что материал имеет достаточную вязкость при расчётной температуре. AD-121.3 Рабочее давление. Рабочим давлением является давление на верхней точке камеры давления, при котором камера давления работает нормально. Рабочее давление не должно превышать расчётное давление и обычно выдерживается на достаточном для
2001 SECTION VIII — DIVISION 2
72
предотвращения частого открывания предохранительных устройств по сбросу давления уровне.
AD-121.4 Испытательное давление. Испытательным давлением является давление, которое прикладывается к верхней точке камеры давления во время проведения испытаний. Это значение давления плюс давление, возникающее в результате действия гидростатического напора в любой рассматриваемой точке, используется в соответствующей формуле для проверки состояния камеры давления в условиях испытаний (см. АТ-300, АТ-301 и АТ-410).
AD-121.5 Установка предохранительного клапана.
Значение давления, на которое устанавливаются предохранительные устройства и клапаны, указаны в AR-140.
AD-121.6 Термины, относящиеся к
проектированию и анализу напряжений. Определения терминологии по проектированию и проведению анализов включены в 4-112.
AD-130 РАСЧЁТНЫЕ ЗНАЧЕНИЯ
ИНТЕНСИВНОСТИ НАПРЯЖЕНИЯ
Расчётные значения интенсивности напряжения Sm даны в Таблицах 2А, 2В, 3 и 4 в Подчасти 1 Секции II Части D по материалам для камер давления. Значения промежуточных температур могут быть получены интерполяцией. Для камер давления, предназначенных для работы при температуре ниже –20оF ( - 29oC), допустимые значения напряжения для использования при расчётах не должны превышать значений напряжения данных для температур от –20оF до 100oF ( от – 29oC до +38оС). Эти значения Sm образуют основу для различных ограничений по напряжению, которые описаны в Приложении 4 и применяются для определения ограничений по интенсивности цепного напряжения при действии различных комбинаций нагрузок, данных в Таблице AD-150.1. Более низкие значения могут быть использованы по усмотрению конструктора.
AD-131 Коэффициенты теплового расширения и
модули упругости
Значения коэффициентов теплового расширения даны в Таблицах ТЕ-1, ТЕ-2, ТЕ-3, ТЕ-4 и ТЕ-5 в Секции II, Часть D; значения модулей упругости даны в Таблицах ТЕ-1, ТЕ-2, ТЕ-3, ТЕ-4 и ТЕ-5 в Секции II, Часть D. Для коэффициентов теплового расширения и модулей упругости, не включённых в Секцию II, Часть D, эти значения должны быть приняты в качестве официальных исходных данных.
AD-132 Особые ограничения по напряжению Данные ниже отклонения от базовых ограничений по
напряжению предусмотрены для особых конфигураций и условий при эксплуатации.
AD-132.1 Нагрузки на опору
(а) Среднее значение напряжения смятия для
предотвращения обрушения при максимальной расчётной нагрузке должно быть ограничено до значения предела текучести Sy при температуре, за исключением того, что если расстояние до свободного края является большим, чем расстояние, на протяжении которого действует нагрузка на опору, то допустимо напряжение 1.5Sy при температуре. Для плакированных поверхностей предел текучести металла основной конструкции может быть использован, если, при вычислениях напряжения на опору, площадь опорной поверхности берётся как меньшая фактической площади контакта или площади металла основной конструкции, поддерживающей площадь контакта.
(б) Если опорные нагрузки действуют на части, имеющие свободные края, такие как выступающий край, должна быть рассмотрена возможность разрушения при сдвиге. В случае действия только напряжения под нагрузкой [см. 4 –112(k)], среднее значение касательного напряжения должно быть ограничено до 0.6Sm. В случае действия напряжения под нагрузкой плюс дополнительное напряжение [см. 4 –112(h)], среднее значение напряжения при сдвиге не должно превышать перечисленные ниже значения:
(1) для материалов, к которым применимо АМ-600(с), наиболее низкое значение из 0.5Sу при 100оF (38oC) или 0.675 Sу при любых температурах;
(2) для всех остальных материалов - 0.5Sу при всех температурах.
Для плакированных поверхностей, если конфигурация или толщина таковы, что обрушение при сдвиге может произойти повсеместно в пределах материала плакировки, допустимое напряжение при сдвиге для плакировки должно определяться по качествам эквивалентного кованого материала. Если конфигурация такова, что обрушение при сдвиге может произойти поперёк линии, которая частично принадлежит металлу основной конструкции, а частично материалу плакировки, при расчётах комбинированного противодействия этому виду обрушения должны использоваться допустимые напряжения при сдвиге для каждого материала.
(в) При рассмотрении опорных напряжений в штифтах и других подобных элементах конструкции, применяется значение Sу–при-температуре, за исключением того, что может быть использовано значение 1.5 Sу, если нет никаких дополнений к опорной поверхности в пределах диаметра длиной в один штифт от края стального листа.
AD-132.2 Чистый сдвиг. Среднее значение
основного напряжения при сдвиге в чистом сдвиге, действующего поперёк секции, нагруженной по расчётным условиям (ключи, кольца сдвига, винтовая резьба) должно быть ограничено до 0.6Sm. Максимальный основной сдвиг при расчётных условиях, исключая концентрацию напряжения на периферии в месте перекручивания, должен быть ограничен до 0.8Sm.
AD-132.3 Прогрессирующая деформация не
интегрированных в конструкцию соединений. Навинчивающиеся крышки, ввинчиваемые затычки
2001 SECTION VIII — DIVISION 2
73
(стопоры), затворы колец срезов (сдвигов) и затворы запирания проломов являются примерами не интегрированных в конструкцию соединений, которые подвержены обрушению посредством действия расширяющейся или какого-либо другого вида прогрессирующей деформации. Если какая-либо комбинация приложенных нагрузок производит пластическую деформацию, такие соединения подлежат храпованию, потому что крепление сопряжённых деталей может ослабевать в конце каждого завершения рабочего цикла и начало нового рабочего цикла будет происходить с новыми соотношениями между деталями с ручной манипуляцией или без неё. Дополнительная деформация может иметь место во время каждого рабочего цикла так, что сцеплённые между собой части, такие как резьбовые соединения, могут потерять необходимую плотность сцепления. Таким образом, основная и дополнительная интенсивность напряжения (см. 4-134), которые происходят в результате скольжения между частями не интегрированного в конструкцию камеры давления соединения, в котором может иметь место рассоединение из-за прогрессирующей деформации, должны быть ограничены до значения Sy, которое дано в Таблице Y-1 Секции II Части D.
AD-140 ПРОЕКТНЫЕ КРИТЕРИИ
Конструктивные требования этой Части AD предусматривают особые конструкторские нормативы для определённых, обычно используемых форм камер давления при действии нагрузки от давления и, в пределах предписанных ограничений, правила для противодействия остальным видам нагрузок. Упрощённые критерии для определения анализа циклической эксплуатации также включены сюда. Толщина частей камеры давления и прикреплённых опор, на которые распространяется действие этих правил, должна определяться по соответствующей формуле с использованием наиболее жёсткой комбинации нагрузок и допустимых значений интенсивности напряжений kSm действие которых ожидается как при монтаже, так и во время эксплуатации. Значения интенсивности напряжений во время проведения испытаний не должны превышать пределов, данных в AD-151. Основания для этих формул даны ниже. Таблица AD-150.1 перечисляет значения k, которые подходят для различных комбинаций нагрузок.
(а) Используемая в этом Разделе теория обрушения является теорией максимального напряжения при сдвиге за исключением некоторых случаев особых конфигураций, форм и проектных правил, включённых как часть данного Раздела. Интенсивность напряжения определяется как удвоенное значение максимального напряжения при сдвиге.
(б) Среднее значение общей интенсивности основного цепного напряжения, действующего поперёк толщины рассматриваемой секции и происходящего из-за ожидаемого одновременного действия любой комбинации расчётного давления и механических нагрузок, не должно превышать расчётное значение интенсивности напряжения kSm.
(в) Локальная интенсивность основного цепного напряжения, возникающего из-за ожидаемого
одновременного действия любой комбинации расчётного давления и механических нагрузок должна быть ограничена до 1.5 kSm. Расстояние, на протяжении которого интенсивность напряжения превышает 1.1 kSm не должно распространятся в меридиональном направлении больше чем на , где R является радиусом у средней поверхности оболочки или верхней части у центра отверстия, измеряемый перпендикулярно к поверхности от оси вращения в меридиональной плоскости, а t – номинальная толщина рассматриваемой оболочки или верхней части.
(г) Основное напряжение при изгибе, возникающее из-за ожидаемого одновременного действия любой комбинации расчётного давления и механических нагрузок не должно превышать 1.5 kSm. (См. Приложение 4, где при расчётах для компонентов камеры используются комбинации нагрузок с вычисленными значениями.)
AD-140.1 Дополнительные напряжения.
Дополнительные напряжения могут существовать в камерах, спроектированных и произведённых в соответствии с этими правилами, но для таких напряжений предусмотрены ограничения до уровней, приемлемых по правилам Приложения 4. Если отдельные детали конструкции не рассмотрены в этих правилах или если расчётные условия превышают ограничения формулы, должен быть произведён тщательный анализ напряжений в соответствии с правилами Приложения 4.
AD-150 КОМБИНАЦИИ НАГРУЗОК
Камеры давления и их опорные приспособления должны быть рассчитаны на комбинации нагрузок и максимальные лимиты для интенсивности напряжения kSm в данных в Таблице AD-150.1 условиях проектирования и эксплуатации; для проведения испытаний, комбинации нагрузок даны в Таблице AD-150.1, а ограничения по интенсивности напряжения – в AD-151. Нагрузки от ветра и нагрузки от землетрясения не должны рассматриваться, как действующие одновременно. AD-151 Верхние ограничения для испытательного
давления Если испытательное давление в любой точке камеры
давления, включая давление от гидростатического напора, превышает требуемое значение испытательного давления, установленное в АТ-300, АТ-301 и АТ-410 более чем на 6%, то верхний предел должен устанавливаться инженером-конструктором с использованием всех видов нагрузок, которые могут возникнуть в ходе проведения испытаний.
AD-151.1 Для камер давления, испытываемых
методом опрессовки. Гидростатическое испытательное давление на
законченной камере давления не должно превышать значение, получаемое из приведённых ниже ограничений интенсивности напряжения:
(а) вычисленная интенсивность основного цепного напряжения Рт 90% от протабулированного предела
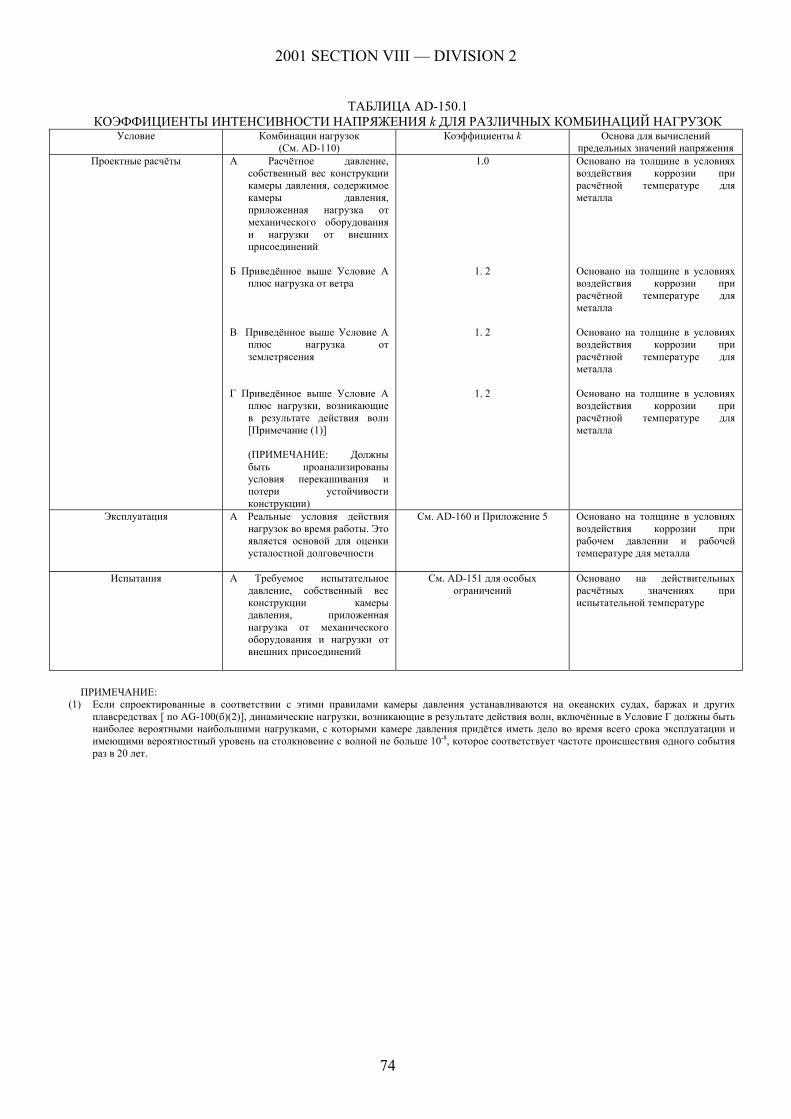
2001 SECTION VIII — DIVISION 2
74
ТАБЛИЦА AD-150.1 КОЭФФИЦИЕНТЫ ИНТЕНСИВНОСТИ НАПРЯЖЕНИЯ k ДЛЯ РАЗЛИЧНЫХ КОМБИНАЦИЙ НАГРУЗОК
Условие Комбинации нагрузок (См. AD-110)
Коэффициенты k Основа для вычислений предельных значений напряжения
Проектные расчёты А Расчётное давление, собственный вес конструкции камеры давления, содержимое камеры давления, приложенная нагрузка от механического оборудования и нагрузки от внешних присоединений
Б Приведённое выше Условие А
плюс нагрузка от ветра В Приведённое выше Условие А
плюс нагрузка от землетрясения
Г Приведённое выше Условие А
плюс нагрузки, возникающие в результате действия волн [Примечание (1)]
(ПРИМЕЧАНИЕ: Должны быть проанализированы условия перекашивания и потери устойчивости конструкции)
1.0
1. 2
1. 2
1. 2
Основано на толщине в условиях воздействия коррозии при расчётной температуре для металла Основано на толщине в условиях воздействия коррозии при расчётной температуре для металла Основано на толщине в условиях воздействия коррозии при расчётной температуре для металла Основано на толщине в условиях воздействия коррозии при расчётной температуре для металла
Эксплуатация А Реальные условия действия нагрузок во время работы. Это является основой для оценки усталостной долговечности
См. AD-160 и Приложение 5 Основано на толщине в условиях воздействия коррозии при рабочем давлении и рабочей температуре для металла
Испытания А Требуемое испытательное давление, собственный вес конструкции камеры давления, приложенная нагрузка от механического оборудования и нагрузки от внешних присоединений
См. AD-151 для особых ограничений
Основано на действительных расчётных значениях при испытательной температуре
ПРИМЕЧАНИЕ:
(1) Если спроектированные в соответствии с этими правилами камеры давления устанавливаются на океанских судах, баржах и других плавсредствах [ по AG-100(б)(2)], динамические нагрузки, возникающие в результате действия волн, включённые в Условие Г должны быть наиболее вероятными наибольшими нагрузками, с которыми камере давления придётся иметь дело во время всего срока эксплуатации и имеющими вероятностный уровень на столкновение с волной не больше 10-8, которое соответствует частоте происшествия одного события раз в 20 лет.
2001 SECTION VIII — DIVISION 2
75
текучести Sy при испытательной температуре, как дано в соответствующей таблице Подчасти 1 Секции II Части D;
(б) вычисленная интенсивность основного цепного напряжения плюс интенсивность основного напряжения при изгибе не превышает соответствующих ограничений данных ниже в (1) и (2):
(1) при ; (2) при где
= протабулированный предел текучести при испытательной температуре
AD-151.2 Для камер давления испытываемых
пневматическим методом. Испытательное давление при проведении пневматических испытаний не должно превышать значение, которое получается при следующих ниже ограничениях для интенсивности напряжения:
(а) вычисленная интенсивность цепного напряжения Рт 80% от протабулированного предела текучести Sy при испытательной температуре, как дано в соответствующей таблице Подчасти 1 Секции II Части D;
(б) вычисленная интенсивность основного цепного напряжения плюс интенсивность основного напряжения при изгибе не превышает соответствующих ограничений, данных ниже в (1) и (2):
(1) при (2) при
;
AD-151.3 Для многокамерных камер давления. В случае с многокамерными камерами давления, давление может быть приложено к подходящей для этого смежной камере для поддержания ограничений по интенсивности напряжения, установленных в AD-151.1 и AD-151.2 (см. АТ-310). AD-160 ОЦЕНКА УСТАЛОСТИ МАТЕРИАЛОВ
При определении необходимости проведения анализа камеры давления на усталость, пользователь может рассмотреть опыт эксплуатации сходного оборудования при подобных рабочих условиях в соответствии с данными AD-160.1. Необходимость проведения усталостного анализа, если она не основана на достаточных данных по предыдущему опыту эксплуатации, должна определяться в соответствии с данными AD-160.2 и AD-160.3. Параграфы AD-160.2 и AD-160.3 не применимы к камерам давления, число циклов нагружения которых превышает 106.
AD-160.1 Опыт эксплуатации. Если пользователь
анализирует опыт эксплуатации сходного оборудования при подобных рабочих условиях в отношении планируемого проекта и режима эксплуатации, особое внимание должно быть уделено возможному отрицательному воздействию приведённых ниже особенностей конструкции:
(а) не цельная конструкция, при использовании наплавляемых усилений, прикреплений при помощи
угловых сварных швов – как противоположность цельной конструкции;
(б) использование трубных резьбовых соединений, особенно, если диаметр превышает 2 ¾ дюйма (70мм);
(в) соединения при помощи резьбовых шпилек; (г) сварные швы частичного проплавления; (д) разница по основной толщине между смежными
компонентами. AD-160.2 Правила определения необходимости
проведения усталостного анализа для компонентов, являющихся неотъемлемой частью камеры давления. Необходимость проведения усталостного анализа отсутствует при условии выполнения всех требований Условия А и Условия В. При несоответствии с положениями этих Условий, должен быть проведён тщательный анализ на усталость в соответствии с Приложениями 4 и 5 для несоответствующих требованиям данных условий компонентов. Ко всем компонентам, включая патрубки с интегрированным усилением, являющимся неотъемлемой частью конструкции камеры давления, применяются привёдённые ниже правила. К камерам давления, имеющим патрубки с основанием в виде наплавленного слоя или прикрепления, не являющиеся частью конструкции камеры давления, применяются требования AD-160.3.
Условие А. Для материалов имеющих установленный
минимальный предел прочности при растяжении не превышающий 80,000 ф./д2 (552 МПа), проведение усталостного анализа не обязательно, если ожидаемое число циклов описанных ниже типов (а) плюс (б) плюс (в) плюс (г), не превышает 1000 циклов.
(а) – ожидаемое (расчётное) число циклов изменения давления полного диапазона, включая пуск и остановку.
(б) – ожидаемое (расчётное) число рабочих циклов изменения давления, при котором диапазон изменения давления превышает 20% от расчётного давления. (Циклы, при которых изменения давления не превышают 20% от расчётного давления не ограничены по количеству. Не следует принимать во внимание циклы изменения давления в результате колебаний атмосферных условий.)
(в) – фактическое число изменений в температуре для металла13 между двумя соседними точками14 в
13 Устройства тепловой защиты, такие как температурные карманы в патрубках, могут быть использованы для снижения температурных перепадов или термического удара. 14 Соседние точки определены следующим образом:
(а) Для перепадов температуры на поверхности: (1) оболочки и блюдообразные верхние части в меридиональном
направлении, (2) плоские стальные листы, L = 3,5а, где
L = минимальное расстояние между соседними точками, дюймы (мм)
R = радиус, измеряемый перпендикулярно поверхности от середины стены до оси вращения
t = толщина части в рассматриваемой точке, дюймы а = радиус участка местного перегрева или нагретой зоны в
пределах листа, дюймы Если произведение Rt меняется, то применяется среднее значение точек.
2001 SECTION VIII — DIVISION 2
76
камере давления, включая патрубки. Фактическое число таких изменений определяется числом изменений температуры металла определённой величины на коэффициент, данный в следующей ниже таблице и прибавлением получающихся чисел.
Дифференциал температуры для металла оF (oC) Коэффициент
В случае превышения 450 (250) 20
Например, рассмотрим проект, подверженный перепадам температур со следующим количеством раз:
∆Т, оF (oC) Циклы
Фактическим числом изменений в температуре металла является:
1,000 (0) + 250 (1) + 5 (12) = 310
Числом, используемым как (с) для сравнения с 1000 является число – 310. Температурные циклы, возникающие из-за колебаний атмосферных условий, не рассматриваются.
(г) числом температурных циклов для компонентов со сварными швами между материалами, имеющими различные коэффициенты расширения является то, от которого происходит значение
превышающее 0.00034, где и являются средними коэффициентами теплового расширения (см. Таблицы ТЕ-1, ТЕ-2, ТЕ-3, ТЕ-4 и ТЕ-5 Секции II, Часть D), а ∆Т является диапазоном рабочих температур, оF. Это не применяется к описанной в AD-116 плакировке.
Условие Б. Проведение усталостного анализа не
требуется при выполнении всех перечисленных ниже условий.
(а) ожидаемое (расчётное) число циклов изменения давления полного диапазона, включая пуск и остановку, не превышает число циклов в кривой усталости из Приложения 5 соответствующей значению Sa утроенного значения Sm, которое можно найти в таблицах расчётных значений интенсивности напряжения в Подчасти 1 Секции II, Часть D для материалов при рабочей температуре.
(б) Ожидаемый (расчётный) диапазон циклов изменения давления во время нормальной работы15 не превышает одной трети расчётного давления (Sa /Sm), где Sa является значением, полученным из кривой усталости в Приложении 5 для указанного числа значительных
(б) Для перепадов температуры по всей толщине: Соседние точки определяются как любые две точки, находящиеся на перпендикуляре к любой поверхности. 15 Термин Нормальная работа определяется как любой набор рабочих условий, кроме пуска и остановки, которые установлены для камеры давления в порядке выполнения предназначенных ей функций.
колебаний давления, а Sm является расчётным значением интенсивности напряжения из Подчасти 1 Секции II, Часть D при рабочей температуре. Значительными колебаниями давления являются такие колебания, диапазон которых превышает 1/3 (S/Sm), где S является значением Sa полученным из кривой усталости для циклов 106.
(в) Температурный перепад в градусах по шкале Фаренгейта между любыми двумя соседними точками3 камеры давления во время нормальной работы и во время запуска и остановки не превышает , где Sa является значением, полученным из соответствующей расчётной кривой усталости для указанного числа циклов пуска и остановки; α является значением мгновенного коэффициента теплового расширения при среднем значении температуры у двух точек, как дано Таблицей ТЕ-1, ТЕ-2, ТЕ-3, ТЕ-4 или ТЕ-5; а значение Е берётся из Таблицы ТМ-1, ТМ-2, ТМ-3, ТМ-4 или ТМ-5 при среднем значении температур у двух точек.
(г) Диапазон разницы температур в градусах по шкале Фаренгейта между двумя соседними точками3 камеры давления не меняется во время нормальной работы4 на более чем , где Sa является значением, полученным из соответствующей расчётной кривой усталости для общего установленного числа значительных колебаний разницы температур. Колебание разницы температур должно рассматриваться как значительное, если его общий алгебраический диапазон превышает количество , где S дано, как определено выше в пункте (б).
(д) Общий алгебраический диапазон колебаний температуры в градусах по шкале Фаренгейта для компонентов, произведённых из материалов с различными модулями упругости и/или коэффициентами теплового расширения, воздействию которого подвержена камера давления во время нормальной работы, не превышает величины , где Sa является значением полученным из соответствующей расчётной кривой усталости для общего установленного числа значительных колебаний разницы температур, Е1 и Е2 являются модулями упругости, а α1 и α2 – значения мгновенных коэффициентов теплового расширения при значении средней температуре, используемого для материалов конструкции. (См. ТЕ-1, ТЕ-2, ТЕ-3,. ТЕ-4, ТЕ-5, ТМ-1, ТМ-2, ТМ-3, ТМ-4 или ТМ-5.) Температурные колебания должны рассматриваться как значительные, если их общая амплитуда превышает количество , где S определено выше в пункте (б). Если два используемых материала имеют различные соответствующие им кривые усталости, должно использоваться более низкое значение Sa при применении правил этого параграфа. Это не применяется к плакировке, которая описана в AD-116.
(е) Установленный в качестве спецификации полный диапазон механических нагрузок, исключающий давление, но включающий реакцию трубопроводной системы, не приводит к интенсивности напряжений от нагрузок, чей диапазон превышает значение Sa, полученное от соответствующей расчётной кривой усталости для общего определённого числа значительных колебаний нагрузок. Если общее установленное число значительных колебаний нагрузок превышает максимальное число
2001 SECTION VIII — DIVISION 2
77
циклов, определённое по соответствующей расчётной кривой усталости, то должно быть использовано значение Sa, соответствующее максимальному указанному на кривой числу циклов. Колебания нагрузок должны рассматриваться как значительные, если общая амплитуда интенсивности напряжения под нагрузкой превышает значение S, где S определено как в пункте (б), приведённом выше.
AD-160.3 Правила определения необходимости
проведения усталостного анализа патрубков с отдельным усилением и не интегрированными усилениями. При выполнении всех требований Условия АР или Условия ВР, усталостный анализ патрубков с основанием наплавленного типа и не интегрированных в конструкцию камеры давления прикреплений проводиться не должен. Правила Условия АР применимы только к камерам давления, сконструированным из материалов, указанных в Схемах 5-110.1, 5-110.2.1, 5-110.2.2, 5-110.2.3, 5-110.3 и 5-110.4. (В стадии подготовки находятся правила проведения усталостного анализа для других материалов.) При невыполнении требований Условий АР или ВР, в соответствии с правилами Приложений 4 и 5 должен быть проведён тщательный анализ на усталость материалов. (См. AD-570, где приведены дальнейшие ограничения для патрубков с основанием наплавленного типа.)
Условие АР. Проведение усталостного анализа
патрубков с основанием наплавленного типа и не интегрированных прикреплений16 необязательно для материалов, имеющих установленный минимум предела прочности при растяжении, не превышающий 80,000 ф./д2 (552 МПа), если сумма ожидаемого числа циклов типов (а) плюс (б) плюс (в) плюс (г), приведённых ниже не превышает 400.
(а) является ожидаемым (расчётным) числом циклов изменения давления полного диапазона, включая запуск и остановку.
(б) является ожидаемым числом рабочих циклов изменения давления, в котором диапазон разницы давления превышает 15% от расчётного давления. (Циклы, в которых разница давления не превышает 15% процентов от расчётного давления по числу не ограничиваются. Циклы изменения давления в результате колебаний атмосферных условий не должны приниматься во внимание.)
(в) является действительным числом изменений в температуре металла17 между двумя соседними точками3 в камере давления, включая патрубки. При вычислении разницы температуры между двумя соседними точками, проводящий теплообмен должен быть проанализирован только по сварным и цельным поперечным сечениям без принятия в расчёт проводящего теплообмена через несваренные контактные поверхности. Действительное число изменений определяется
16 См. AD-925 для информации по требующим рассмотрения сварным швам креплений. 17 Устройства тепловой защиты, такие как температурные карманы в патрубках, могут быть использованы для снижения температурных перепадов или термического удара.
посредством умножения числа изменений в температуре металла определённой величины на коэффициент, данный в приведённой ниже таблице и добавлением получающихся чисел.
Разница в температуре металла, оF (oC) Коэффициент
50 или менее (28 или менее) 0 от 51 до 100 (от 28 до 55) 1 от 101 до 150 (от 55 до 83) 2 от 151 до 250 (от 83 до 139) 4 от 251 до 350 (от 139 до 194) 8 от 351 до 450 (от 194 до 250) 12
Например, рассмотрим проект, подверженный воздействию разниц температуры металла с приведённым ниже количеством раз:
∆Т, оF (oC) Циклы
50 (28) 1,000 90 (50) 250
400 (222) 5 Действительным числом изменений температуры металла будет
1,000 (0) + 250 (1) + 5 (12) = 310 Числом, используемым как (с) для сравнения с 1,000 является – 310. Температурные циклы, возникающие из-за колебаний атмосферных условий, не рассматриваются.
(г) числом температурных циклов для компонентов со сварными швами между материалами, имеющими различные коэффициенты расширения является то, от которого происходит значение
превышающее 0.00034, где и являются средними коэффициентами теплового расширения (см. Таблицы ТЕ-1, ТЕ-2, ТЕ-3 и ТЕ-4 ), а ∆Т является диапазоном рабочих температур, оF. Это не применяется к описанной в AD-116 плакировке.
Условие ВР. Все требования AD-160.2, Условие В будут выполнены при использовании следующих ниже уточнённых (согласованных) значений.
(а) Используйте значение 4 вместо приведённого в Условии В, пункт (а) значения 3.
(б) используйте значение ¼ вместо приведённого в Условии В, пункт (б) значения 1/3.
(в) Использовать значение 2,7 вместо 2 в знаменателе в Условии В, пункт (в), (г) и (д).

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
78
СТАТЬЯ D-2 ОБОЛОЧКА ВРАЩЕНИЯ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ1
AD-200 ОБЛАСТЬ ПРИМЕНЕНИЯ
Значения толщины оболочек давления под внутренним давлением не должна быть меньше, чем получаемые в результате вычислений по формулам, приведённым в AD-201 до AD-212, за исключением случаев с локальными зонами оболочки как определено ниже в пунктах (а) и (б). В дополнение должны быть предприняты меры против соответствующих комбинаций нагрузок перечисленных в AD-150 при установлении значения F , как определено ниже.
(а) Уменьшение толщины стены допускается в локальных зонах на камере давления при условии, что результаты подробного анализа действующих напряжений демонстрируют приемлемость локальной тонкой зоны.
(1) Для демонстрации удовлетворения требований 4-132 может быть использован анализ упругого напряжения. В целях оценки локальной тонкой зоны стены цилиндрической, конической или сферической оболочки, локальная зона определяется как площадь поверхности внутри окружности диаметром в
Ограничение в , как определено в 4-112 (i) для необходимого расстояния между смежными локальными зонами, также должно быть сделано для применения по всем направлениям поверхности оболочки.
(2) Локальные тонкие зоны, которые распространяются за пределы ограничений пункта (1) могут быть оценены по проектным нормативам, данным в 4-136.
(б) Допускается полная локальная круговая обвязка участка уменьшенной толщины у сварного соединения в цилиндрической оболочке как показано на Схеме AD-201.1, при условии выполнения всех следующих ниже требований.
(1) Расчёт обвязки участка уменьшенной толщины производится с применением методов пластического анализа из 4-136.3 или 4-136.5. Все другие применимые требования из Приложений 4 и 5 для анализа напряжений и усталостного анализа должны быть выполнены.
(2) Пропорция цилиндра должна быть больше 10.
1 В случае с формованными верхними частями под давлением на выпуклой стороне, это может быть как внутреннее, так и внешнее
давление в зависимости от ориентированности верхней части по отношению к оболочке.
СХЕМА AD-200.1 КРУГОВАЯ ОБВЯЗКА УЧАСТКА УМЕНЬШЕННОЙ ТОЛЩИНЫ
(3) Толщина уменьшенной зоны оболочки не
должна быть меньшей 2/3 от толщины цилиндра, определяемой по AD-201.
(4) Зона уменьшенной толщины должна быть на внешней стороне камеры давления с минимальным переходом сужения в 3:1 по металлу основной конструкции. Переход между металлом основной конструкции и сварным швом должен быть спроектирован так, чтобы свести к минимуму концентрацию напряжений.
(5) Общая продольная длина каждого локального тонкого участка не должна превышать
(6) Минимальное продольное расстояние от более толстой кромки сужения до смежного структурного
разрыва должно быть больше или расстояния требуемого для уверенности в отсутствии наложения
Уменьшенная окружность должна быть на O.D.
шов
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
79
зон, где основная интенсивность мембранного напряжения превышает AD-201.1 Список условных обозначений Используемые в данной Статье символы даны ниже.
За исключением условий проведения испытаний, используемые или полученные в результате вычислений размеры должны браться как при коррозионном состоянии (см. AD-115).
D = внутренний диаметр юбки верхней части или внутренняя длина главной оси эллипсоидной верхней части или внутренний диаметр конической верхней части в рассматриваемой точке, измеряемая перпендикулярно к оси вращения, в дюймах (мм)
F = меридиональная мембранная сила в стенке оболочки в рассматриваемой точке, возникающая в результате действия основных нагрузок отличных от внутреннего давления в фунтах на дюйм (ф./д). (kN/m) – длина окружности. Если эта сила неравномерна, как если происходит от действия моментальной нагрузки от ветра или землетрясения, то должно использоваться значение нагрузки, требующее наибольшую толщину оболочки (при позитивной растягивающей нагрузке).
L = внутренний сферический или коронный радиус коробовой или полусферической верхней части, в дюймах (мм).
P = внутреннее расчётное давление плюс любое давление от статического столба жидкости в любой рассматриваемой точке в ф./д2 (kPa) (сумма колонок 2 и 3 из Таблицы AD-120.1)
Q = коэффициент в формулах для стыков конус-к-цилиндру зависящий от P/S и α
R = внутренний радиус рассматриваемой оболочки в дюймах (мм). Этот радиус измеряется под прямым углом к поверхности от оси вращения.
RL = внутренний радиус цилиндра на большом конце стыка конуса-к-цилиндру, в дюймах (мм)
Rm = радиус средней поверхности оболочки в дюймах (мм)
Rs = внутренний радиус цилиндра на малом конце стыка конуса-к-цилиндру в дюймах (мм)
S = лимит интенсивности мембранного напряжения из таблиц значений расчётной по проекту интенсивности напряжений в Подчасти 1 Секции II, Части D умноженная на коэффициент интенсивности напряжения в Таблице AD-150.1, в ф./д2 (kPa)
T = уменьшенная толщина оболочки, в дюймах (мм) h = половина длины меньшей оси эллипсоидальной
верхней части или внутренняя глубина эллипсоидальной верхней части измеряемая от касательной линии (линия изгиба верхней части) в дюймах (мм).
r = внутренний радиус перелома профиля коробовой или ториконической верхней части в дюймах (мм)
t = минимально необходимая толщина оболочки, в дюймах (мм)
tr = Q-кратная требуемая толщина цилиндра в дюймах полученная в результате вычислений в соответствии с AD-201, в дюймах (мм)
AD-201 Цилиндрические оболочки
Минимально требуемая толщина цилиндрических
оболочек должна быть наибольшей из значений толщины, определённых по пунктам (а), (б) и (в), данных ниже.
Если Р > 0.4S , может быть использована следующая формула:
In является натуральным логарифмом. (б) Если F – положительно и превышает 0.5PR:
(в) Если F – отрицательно, состояние осевой
структурной нестабильности или перекашивание могут рассматриваться по отдельности (см. AD-340).
AD-202 Сферические оболочки
Минимально требуемая толщина сферических оболочек должна быть наибольшей из значений толщины, определённых по пунктам (а), (б) и (в), данных ниже.
Если Р > 0.4S , может быть использована следующая формула:
(б) Если F положительно:
(в) При отрицательном F должно быть рассмотрено
состояние (условие) нестабильности. AD-340 для цилиндров может быть использовано для сфер, при условии отсутствия двухосного сжатия.
AD-203 Конические оболочки
Минимально требуемая толщина конических оболочек должна определяться по тем же формулам,
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
80
какие применяются для цилиндрических оболочек, в которых R является радиусом, измеряемым под прямым углом к поверхности у рассматриваемой точки (см. AD-211 и AD-212 для стыков конуса-к-цилиндру больших и малых концов соответственно).
При Р > 0.4S:
(б) Если F – положительно и превышает 0.5PR:
(в) Если F – отрицательно, состояние осевой структурной нестабильности или перекашивание могут рассматриваться по отдельности. AD-340 для цилиндров может быть использовано для конических секций при R определяемом как в AD-200.1. AD-204 Формованные верхние части
Минимально требуемая толщина в наиболее тонкой точке после формовки полусферической, эллипсоидной или коробовой верхней части под давлением, действующим на вогнутую сторону2 должно определятся по подходящей для этого формуле или правилу, изложенных в следующих подпараграфах.
AD-204.1 Полусферические верхние части. При
полусферической форме верхней части, минимальная требуемая толщина должна быть такой, как требуется для сферических оболочек (AD-202). Для необходимого перехода к цилиндрическим оболочкам различной толщины см. AD-420 и Схему AD-420.2.
AD-204.2 Коробовые верхние части3 Минимально
требуемая толщина коробовой верхней части имеющей t/L ≥ 0/002 вверх до t/L, где (приблизительно t/L = от 0.4 до 0.5) должно устанавливаться используя изгибы в Схеме AD-204.1. Интерполяция может быть использована для значений которые относятся к ряду изгибов; однако, не допускается никакой экстраполяции изгибов. Для проектов, где выходящего за пределы верхнего лимита Схемы AD-204.1, толщина должна быть установлена по следующей формуле:
2 Давление на вогнутой стороне может производиться как внутренним, так и внешним давлением, в зависимости от ориентации, крепления верхней части к оболочке. 3 Проектные изгибы борта верхней части по Схеме AD-204.1 были получены в результате рассмотрения требований к мембранному давлению, пластическим деформациям, условиям циклических нагрузок и эффектам максимально допустимых допусков по AD-135. См. Статью 4-4 Приложения 4 для проектных расчётных формул для изгибов по Схеме AD-204.1.
Там, где выходящий за пределы нижнего лимита Схемы AD-204.1, проект верхней части должен быть проанализирован в соответствии с Приложениями 4, 5, или 6. Переходные соединения к более толстой или тонкой оболочкам должны быть в соответствии с AD-420 и Схемой AD-402.2.
AD-204.3 Эллипсоидные верхние части.3,4 Минимальная требуемая толщина 2:1 эллипсоидной
верхней части должна устанавливаться с использованием процедур изложенных в AD-204.2 и изгиба в Схеме AD-204.1 c маркировкой «2:1 ellipsoidal head». Расчёты эллипсоидной верхней части, имеющие значения отличные от 2 должны быть проанализированы как эквивалентные коробовым верхним частям или соответствующие Приложениям 4, 5, или 6. (Правила находятся в сведениях по подготовке для произведения расчётов выше и ниже этих ограничений.) Соединения переходов к более толстым или более тонким оболочкам должны соответствовать AD-420 и Схеме AD-420.2.
AD-204.4 Коронный радиус и радиус перелома
профиля. В связи с проектными процедурами, указанными в AD-204.2 и Схеме AD-204.1, коронный радиус, к которому формуется незатянутая верхняя часть не должен быть большим диаметра юбки верхней части. Внутренний радиус перелома профиля коробовой верхней части не должен быть меньше чем:
(а) 6% внешнего диаметра юбки; или (б) 3-х кратного размера толщины верхней части. AD-204.5 Многосоставная юбка верхней части.
Если предусмотрена многосоставная юбка верхней части, минимальная требуемая толщина не должна быть меньше чем минимально требуемая толщина бесшовной оболочки того же диаметра. Все соединения переходов должны соответствовать AD-420 и Схеме AD-420.2.
AD-205 Формы сложных верхних частей
Верхняя часть для цилиндрической оболочки может
быть составлена из нескольких форм верхних частей, значения толщины которых должны отвечать требованиям приведённых выше соответствующих формул. Присоединяемые формы должна быть отформована таким образом, чтобы они имели общую касательную поперечную к соединению. Любое сужение на соединении должно быть в пределах границ формы, имеющей более тонкую стену (см. Схему AD-420.1).
4 Верхние части имеющие = 2-х кратному эквиваленту торисферических качеств торисферы L/D = 0.90 и к,/D = 0.17.
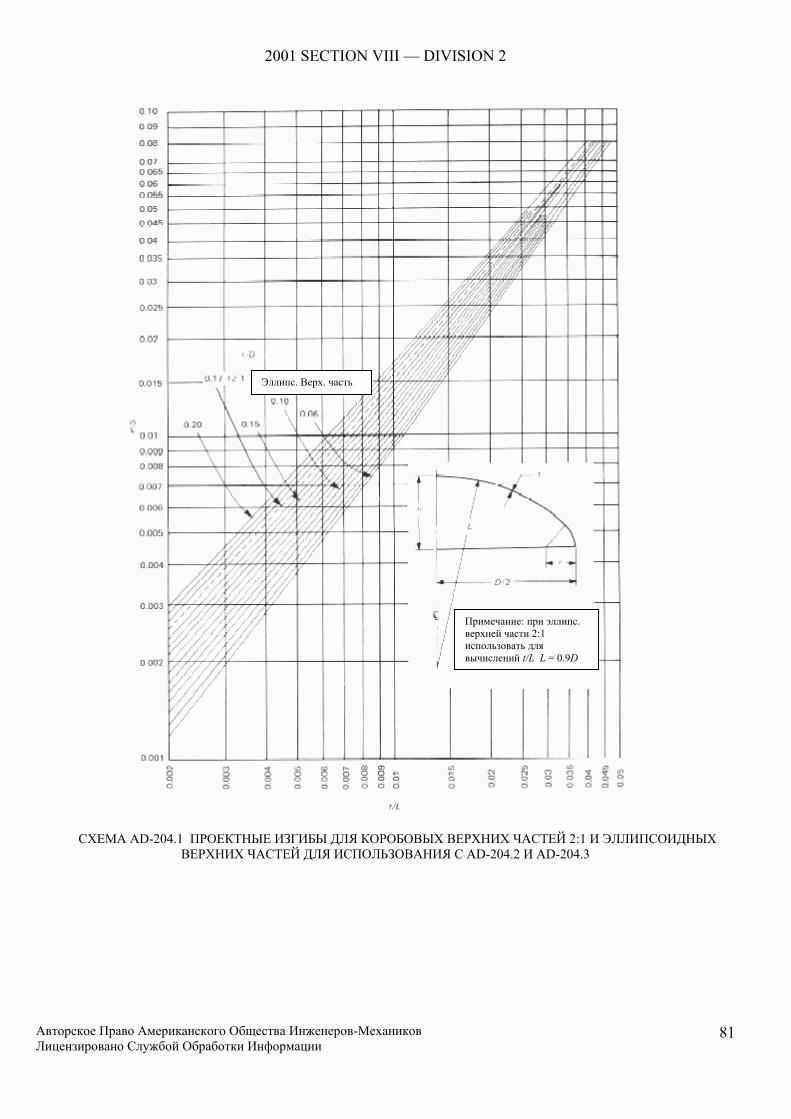
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
81
СХЕМА AD-204.1 ПРОЕКТНЫЕ ИЗГИБЫ ДЛЯ КОРОБОВЫХ ВЕРХНИХ ЧАСТЕЙ 2:1 И ЭЛЛИПСОИДНЫХ ВЕРХНИХ ЧАСТЕЙ ДЛЯ ИСПОЛЬЗОВАНИЯ С AD-204.2 И AD-204.3
Эллипс. Верх. часть
Примечание: при эллипс. верхней части 2:1 использовать для вычислений t/L L = 0.9D
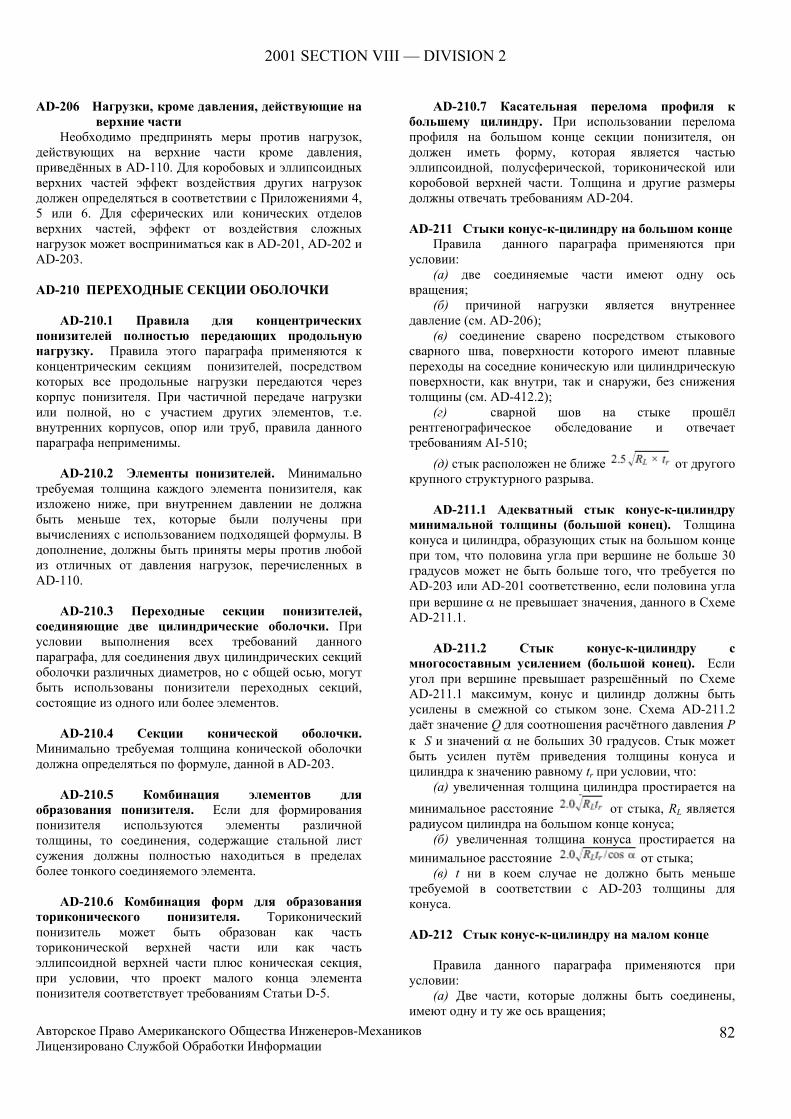
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
82
AD-206 Нагрузки, кроме давления, действующие на верхние части
Необходимо предпринять меры против нагрузок, действующих на верхние части кроме давления, приведённых в AD-110. Для коробовых и эллипсоидных верхних частей эффект воздействия других нагрузок должен определяться в соответствии с Приложениями 4, 5 или 6. Для сферических или конических отделов верхних частей, эффект от воздействия сложных нагрузок может восприниматься как в AD-201, AD-202 и AD-203.
AD-210 ПЕРЕХОДНЫЕ СЕКЦИИ ОБОЛОЧКИ
AD-210.1 Правила для концентрических понизителей полностью передающих продольную нагрузку. Правила этого параграфа применяются к концентрическим секциям понизителей, посредством которых все продольные нагрузки передаются через корпус понизителя. При частичной передаче нагрузки или полной, но с участием других элементов, т.е. внутренних корпусов, опор или труб, правила данного параграфа неприменимы.
AD-210.2 Элементы понизителей. Минимально
требуемая толщина каждого элемента понизителя, как изложено ниже, при внутреннем давлении не должна быть меньше тех, которые были получены при вычислениях с использованием подходящей формулы. В дополнение, должны быть приняты меры против любой из отличных от давления нагрузок, перечисленных в AD-110.
AD-210.3 Переходные секции понизителей,
соединяющие две цилиндрические оболочки. При условии выполнения всех требований данного параграфа, для соединения двух цилиндрических секций оболочки различных диаметров, но с общей осью, могут быть использованы понизители переходных секций, состоящие из одного или более элементов.
AD-210.4 Секции конической оболочки.
Минимально требуемая толщина конической оболочки должна определяться по формуле, данной в AD-203.
AD-210.5 Комбинация элементов для
образования понизителя. Если для формирования понизителя используются элементы различной толщины, то соединения, содержащие стальной лист сужения должны полностью находиться в пределах более тонкого соединяемого элемента.
AD-210.6 Комбинация форм для образования
ториконического понизителя. Ториконический понизитель может быть образован как часть ториконической верхней части или как часть эллипсоидной верхней части плюс коническая секция, при условии, что проект малого конца элемента понизителя соответствует требованиям Статьи D-5.
AD-210.7 Касательная перелома профиля к большему цилиндру. При использовании перелома профиля на большом конце секции понизителя, он должен иметь форму, которая является частью эллипсоидной, полусферической, ториконической или коробовой верхней части. Толщина и другие размеры должны отвечать требованиям AD-204.
AD-211 Стыки конус-к-цилиндру на большом конце
Правила данного параграфа применяются при условии:
(а) две соединяемые части имеют одну ось вращения;
(б) причиной нагрузки является внутреннее давление (см. AD-206);
(в) соединение сварено посредством стыкового сварного шва, поверхности которого имеют плавные переходы на соседние коническую или цилиндрическую поверхности, как внутри, так и снаружи, без снижения толщины (см. AD-412.2);
(г) сварной шов на стыке прошёл рентгенографическое обследование и отвечает требованиям AI-510;
(д) стык расположен не ближе от другого крупного структурного разрыва.
AD-211.1 Адекватный стык конус-к-цилиндру
минимальной толщины (большой конец). Толщина конуса и цилиндра, образующих стык на большом конце при том, что половина угла при вершине не больше 30 градусов может не быть больше того, что требуется по AD-203 или AD-201 соответственно, если половина угла при вершине α не превышает значения, данного в Схеме AD-211.1.
AD-211.2 Стык конус-к-цилиндру с
многосоставным усилением (большой конец). Если угол при вершине превышает разрешённый по Схеме AD-211.1 максимум, конус и цилиндр должны быть усилены в смежной со стыком зоне. Схема AD-211.2 даёт значение Q для соотношения расчётного давления Р к S и значений α не больших 30 градусов. Стык может быть усилен путём приведения толщины конуса и цилиндра к значению равному tr при условии, что:
(а) увеличенная толщина цилиндра простирается на минимальное расстояние от стыка, RL является радиусом цилиндра на большом конце конуса;
(б) увеличенная толщина конуса простирается на минимальное расстояние от стыка;
(в) t ни в коем случае не должно быть меньше требуемой в соответствии с AD-203 толщины для конуса.
AD-212 Стык конус-к-цилиндру на малом конце
Правила данного параграфа применяются при условии:
(а) Две части, которые должны быть соединены, имеют одну и ту же ось вращения;
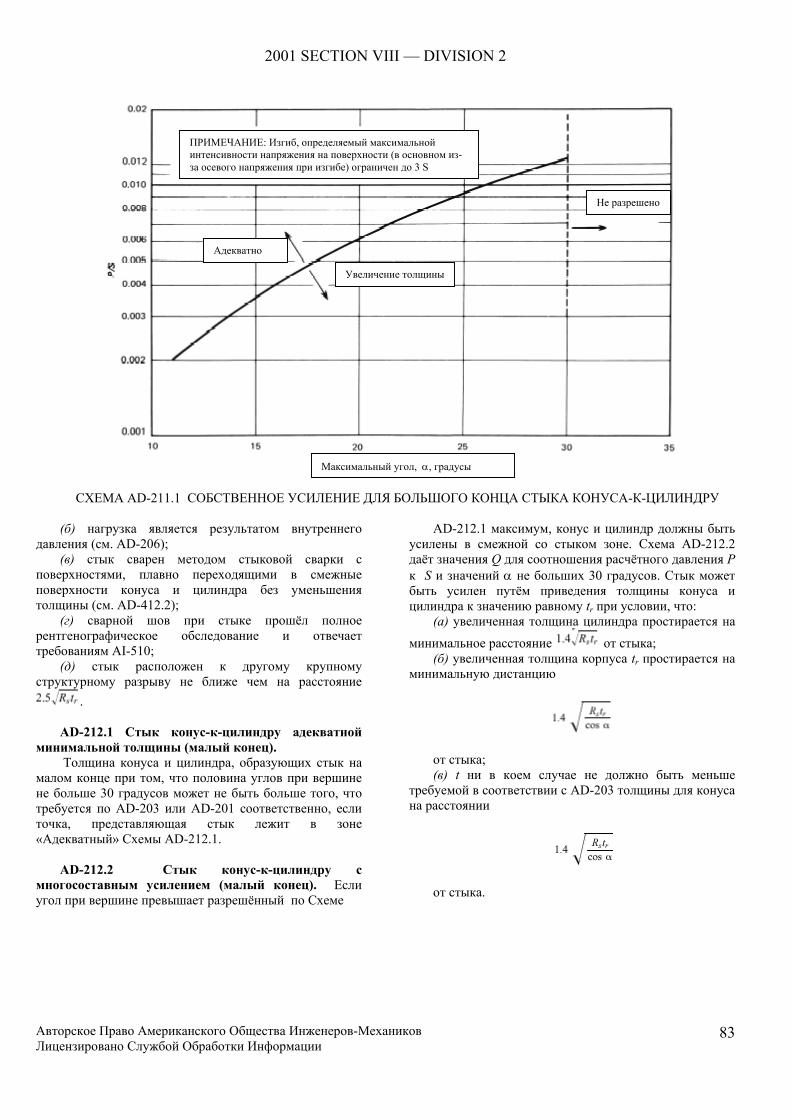
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
83
СХЕМА AD-211.1 СОБСТВЕННОЕ УСИЛЕНИЕ ДЛЯ БОЛЬШОГО КОНЦА СТЫКА КОНУСА-К-ЦИЛИНДРУ
(б) нагрузка является результатом внутреннего давления (см. AD-206);
(в) стык сварен методом стыковой сварки с поверхностями, плавно переходящими в смежные поверхности конуса и цилиндра без уменьшения толщины (см. AD-412.2);
(г) сварной шов при стыке прошёл полное рентгенографическое обследование и отвечает требованиям AI-510;
(д) стык расположен к другому крупному структурному разрыву не ближе чем на расстояние
. AD-212.1 Стык конус-к-цилиндру адекватной
минимальной толщины (малый конец). Толщина конуса и цилиндра, образующих стык на
малом конце при том, что половина углов при вершине не больше 30 градусов может не быть больше того, что требуется по AD-203 или AD-201 соответственно, если точка, представляющая стык лежит в зоне «Адекватный» Схемы AD-212.1.
AD-212.2 Стык конус-к-цилиндру с
многосоставным усилением (малый конец). Если угол при вершине превышает разрешённый по Схеме
AD-212.1 максимум, конус и цилиндр должны быть усилены в смежной со стыком зоне. Схема AD-212.2 даёт значения Q для соотношения расчётного давления Р к S и значений α не больших 30 градусов. Стык может быть усилен путём приведения толщины конуса и цилиндра к значению равному tr при условии, что:
(а) увеличенная толщина цилиндра простирается на
минимальное расстояние от стыка; (б) увеличенная толщина корпуса tr простирается на
минимальную дистанцию
от стыка; (в) t ни в коем случае не должно быть меньше
требуемой в соответствии с AD-203 толщины для конуса на расстоянии
от стыка.
ПРИМЕЧАНИЕ: Изгиб, определяемый максимальной интенсивности напряжения на поверхности (в основном из-за осевого напряжения при изгибе) ограничен до 3 S
Не разрешено
Адекватно
Увеличение толщины
Максимальный угол, α, градусы
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
84
СХЕМА AD-211.2 ЗНАЧЕНИЯ Q ДЛЯ БОЛЬШИХ КОНЦОВ СТЫКОВ КОНУС-К-ЦИЛИНДРУ
AD-212.3 Стыки конус-к-цилиндру на малом конце рассматриваемые как отверстия. Стыки конус-к-цилиндру на малых концах понизителей могут рассматриваться как отверстия в конических верхних частях при условии:
(а) диаметр d малого конца не больше половины диаметра большого конца;
(б) половина угла при вершине α больше 30, но не больше 60 градусов;
(в) усиление соответствует требованиям AD-520 и AD-540.1, за исключением того, что общая площадь поперечного сечения усиления А требуемого на стыке в любой плоскости для камеры давления под внутренним давлением не должна быть меньше чем
а две трети этой площади находятся в пределах
измеряемых вдоль цилиндра и
измеряемых вдоль конуса; (г) усиление должно быть многосоставным с конусом и/или цилиндром при выполнении всех других требований Статьи D-5. AD-213 Стыки верхняя часть-к-оболочке и верхняя часть-к-верхней части
Правила данного параграфа применимы к формованным верхним частям, прикреплённым к цилиндрическим оболочкам и к формованным верхним частям, скреплённым так, что они образуют камеру давления.
ПРИМЕЧАНИЕ: Изгиб, определяемый максимальной интенсивности напряжения на поверхности (в основном из-за осевого напряжения при изгибе) ограничен до 3 S
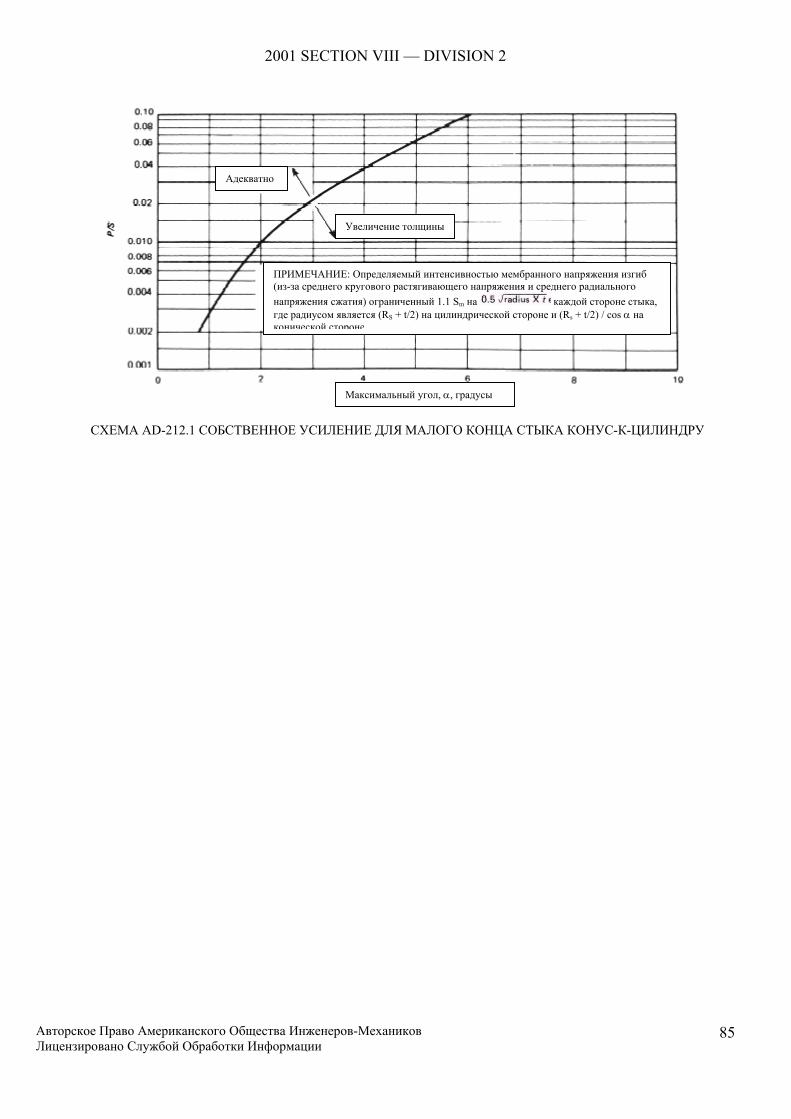
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
85
СХЕМА AD-212.1 СОБСТВЕННОЕ УСИЛЕНИЕ ДЛЯ МАЛОГО КОНЦА СТЫКА КОНУС-К-ЦИЛИНДРУ
Адекватно
Увеличение толщины
ПРИМЕЧАНИЕ: Определяемый интенсивностью мембранного напряжения изгиб (из-за среднего кругового растягивающего напряжения и среднего радиального напряжения сжатия) ограниченный 1.1 Sm на каждой стороне стыка, где радиусом является (RS + t/2) на цилиндрической стороне и (Rs + t/2) / cos α на конической стороне
Максимальный угол, α, градусы
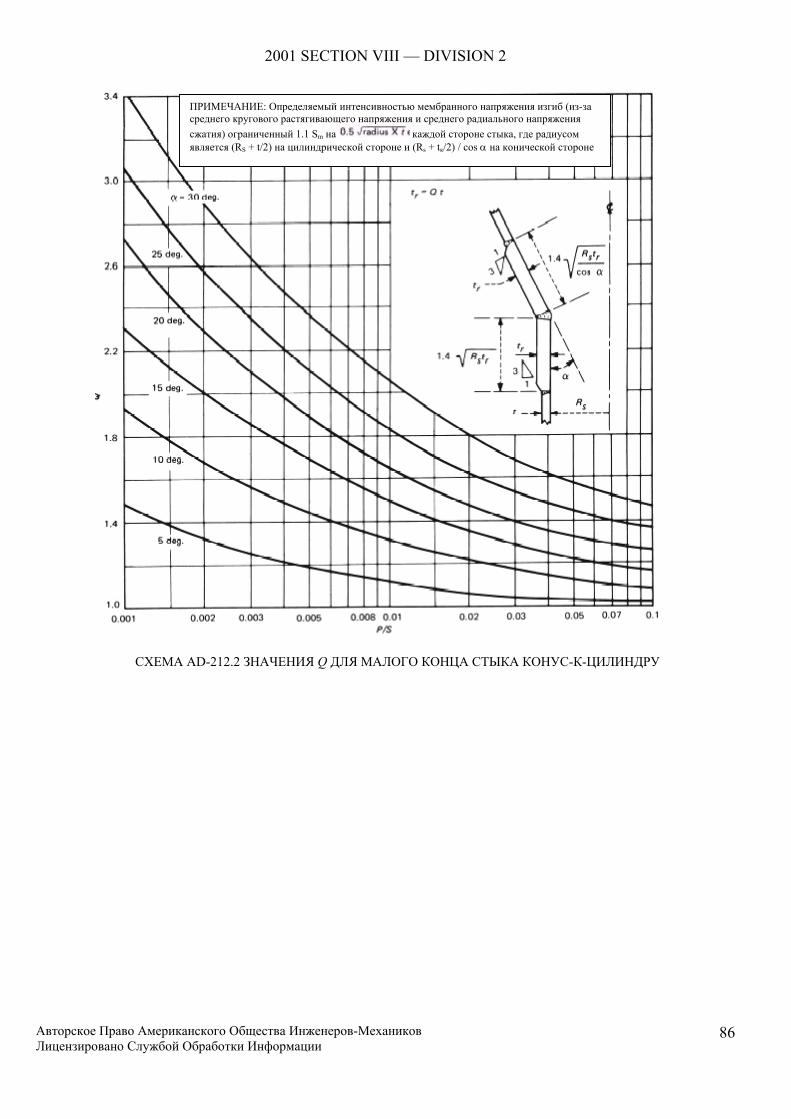
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
86
СХЕМА AD-212.2 ЗНАЧЕНИЯ Q ДЛЯ МАЛОГО КОНЦА СТЫКА КОНУС-К-ЦИЛИНДРУ
ПРИМЕЧАНИЕ: Определяемый интенсивностью мембранного напряжения изгиб (из-за среднего кругового растягивающего напряжения и среднего радиального напряжения сжатия) ограниченный 1.1 Sm на каждой стороне стыка, где радиусом является (RS + t/2) на цилиндрической стороне и (Rs + tк/2) / cos α на конической стороне
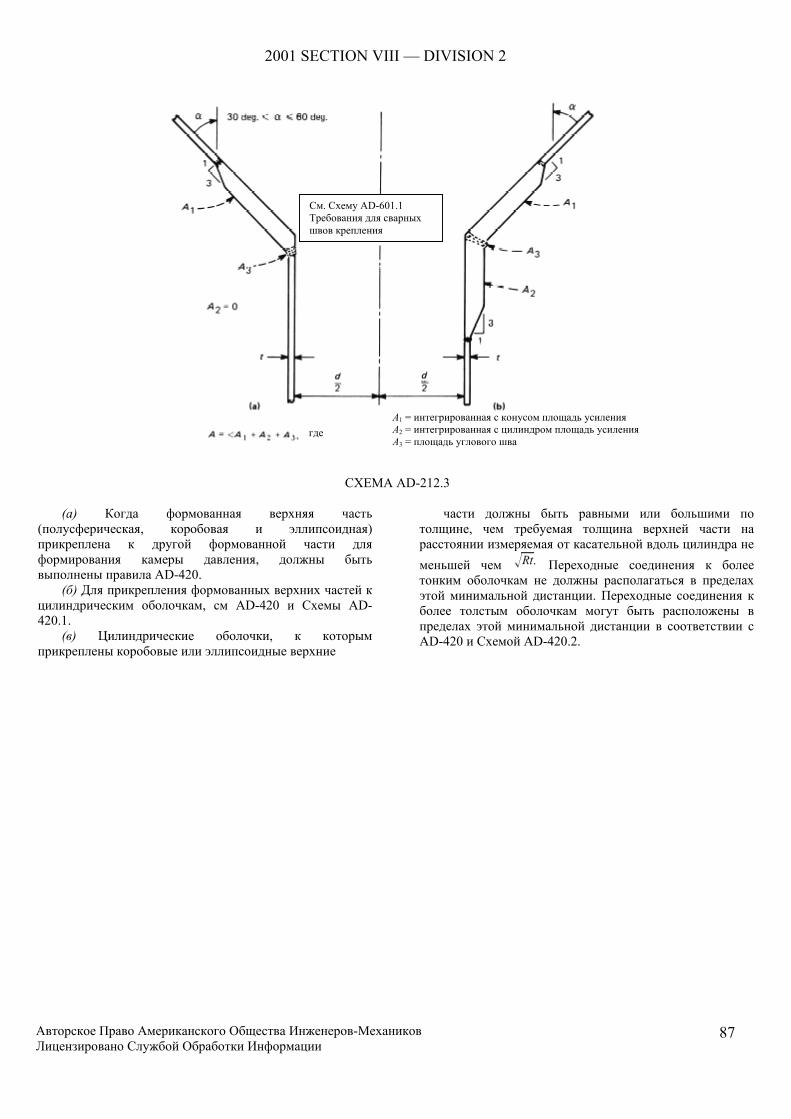
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
87
СХЕМА AD-212.3
(а) Когда формованная верхняя часть (полусферическая, коробовая и эллипсоидная) прикреплена к другой формованной части для формирования камеры давления, должны быть выполнены правила AD-420.
(б) Для прикрепления формованных верхних частей к цилиндрическим оболочкам, см AD-420 и Схемы AD-420.1.
(в) Цилиндрические оболочки, к которым прикреплены коробовые или эллипсоидные верхние
части должны быть равными или большими по толщине, чем требуемая толщина верхней части на расстоянии измеряемая от касательной вдоль цилиндра не меньшей чем Переходные соединения к более тонким оболочкам не должны располагаться в пределах этой минимальной дистанции. Переходные соединения к более толстым оболочкам могут быть расположены в пределах этой минимальной дистанции в соответствии с AD-420 и Схемой AD-420.2.
См. Схему AD-601.1 Требования для сварных швов крепления
где А1 = интегрированная с конусом площадь усиления А2 = интегрированная с цилиндром площадь усиления А3 = площадь углового шва
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
88
СТАТЬЯ D-3 ОБОЛОЧКИ ВРАЩЕНИЯ ПОД ВНЕШНИМ ДАВЛЕНИЕМ1
AD-300 ОБЛАСТЬ ПРИМЕНЕНИЯ Правила, данные в этой Статье для определения
значений толщины в камерах давления, применимы к сферическим, коническим и цилиндрическим корпусам как с поясами жёсткости, так и без них, к формованным верхним частям и к трубчатым изделиям (см. AF-130.2). Схемы для определения толщины этих компонентов даны в Подразделе 3 Секции II, Часть D.
AD-300.1 Система условных обозначений. Значения
используемых в данной Статье символов установлены следующим образом:
А = коэффициент, определяемый по Схеме G Подраздела 3 Секции II, Часть D и используется для схемы материалов в Подразделе 3 Секции II, Часть D. В случаях с цилиндрами, имеющими значения меньшие 10, см. AD-310.2. Это также является коэффициентом, получаемым по соответствующей схеме в Подразделе 3 Секции II, Часть D для материалов, используемых в поясах жёсткости соотносящийся с коэффициентом В (см. ниже) и расчётной температурой для металлических частей для рассматриваемого корпуса (оболочки).
= рабочая поверхность усиления на большом конце пересечения вследствие избыточной толщины металла, кв. дюймы (мм2)
= рабочая поверхность усиления на малом конце пересечения вследствие избыточной толщины металла, кв. дюймы (мм2)
= требуемая площадь усиления на большом конце конуса, кв. дюймы (мм2)
= требуемая площадь усиления на малом конце конуса, кв. дюймы (мм2)
= площадь поперечного сечения пояса жёсткости, кв. дюймы (мм2)
= эквивалентная площадь цилиндра, конуса и пояса жёсткости, кв. дюймы (мм2), где
для большого конца
для малого конца
В = является коэффициентом, получаемым по соответствующей схеме в Подразделе 3 Секции II, Часть D для материалов, используемых в корпусах или поясах жёсткости при расчётной температуре для металлических частей
1Для формованных верхних частей на выпуклой стороне, это может быть как внутреннее, так и внешнее давление, в зависимости от ориентации верхней части на корпусе.
= внешний диаметр большого конца рассматриваемой конической секции, дюймы (мм) = внешний диаметр цилиндрического корпуса, дюймы (мм) (При вычислениях для конических секций, значение или DL должно использоваться вместо Do, в зависимости от того, рассматривается ли малого конца или большого конца)
= соотношение между большой и малой осями эллипсоидных верхних частей, который равен внешнему диаметру юбки верхней части разделённому на удвоенной значение внешней высоты верхней части (см. Таблицу AD-350.2) = внешний диаметр малого конца рассматриваемой конической секции, дюймы (мм)
Е = модуль эластичности материала при расчётной температуре, фунт/кв. дюйм, (кПа). Для внешнего давления и осевом дизайне в соответствии с данной Секцией, используемый модуль эластичности должен быть взят из соответствующей схемы материалов в Подразделе 3 Секции II, Часть D18 (Между линиями промежуточных температур может быть сделана интерполяция.) = модуль эластичности конического материала, фунт/кв. дюйм, (кПа) = модуль эластичности материала пояса жёсткости, фунт/кв. дюйм, (кПа) = модуль эластичности материала корпуса, фунт/кв. дюйм, (кПа) = осевая нагрузка на большом конце, возникающая из-за ветра, собственного веса и т.д., за исключением действия давления, фунт/дюйм (кН/м) = осевая нагрузка на малом конце, возникающая из-за ветра, собственного веса и т.д., за исключением действия давления, фунт/дюйм (кН/м) = половина длины внешней малой оси эллипсоидной верхней части или внешняя высота эллипсоидной верхней части, измеряемая от
18 Следует помнить, что значения модуля эластичности, перечисленные в Подразделе 3 Секции II, Часть D для особых групп материалов могут отличаться от тех же значений, перечисленных в Таблице ТМ-1 Секции II, Часть D и их следует применять только для проектов, рассчитанных на внешнее давление и осевое сжатие.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
89
касательной линии (линия изгиба верхней части), дюймы (мм)
I = присутствующий момент инерции комбинированного поперечного сечения пояс жёсткости-корпус-конус около его нейтральной оси, параллельной оси корпуса, д4 (мм4). Ширина корпуса, которая берётся, как добавление к моменту инерции комбинированной секции не должен быть больше и должна браться как наполовину лежащая на каждой стороне центроида пояса. Части стального листа корпуса не должны рассматриваться как добавочная площадь к более чем одному поясу жёсткости.
ПРЕДУПРЕЖДЕНИЕ: Пояса жёсткости могут быть подвержены поперечному перекашиванию. Это должно рассматриваться, как дополнение к требованиям для Is и I..
= требуемый момент инерции комбинированного поперечного сечения пояс жёсткости-корпус-конус около его нейтральной оси, параллельной оси корпуса, д4 (мм4)
Если элементы жёсткости должны быть расположены
таким образом, чтобы части корпуса накладывались друг на друга в максимально разрешённой степени на каждой или на обеих сторонах элемента жёсткости, полезная для этого элемента жёсткости часть корпуса должна быть укорочена на половину от каждого наложения.
k = 1, если дополнительная площадь усиления не требуется
= , если требуется пояс жёсткости, но k не должно быть меньше 1,0
= коэффициент зависящий от пропорций эллипсоидной верхней части (см. Таблицу AD-350.2)
L = общая длина трубы между трубчатыми листами или проектная длина секции камеры давления, взятая как наибольшее из следующего:
(а) расстояние между касательными линиями верхней части плюс одна треть от глубины каждой верхней части при отсутствии поясов жёсткости (исключая конические верхние части и секции);
(б) расстояние между стыками конус-к-цилиндру для камер давления с коническими верхними частями при отсутствии поясов жёсткости;
(в) наибольшее расстояние от центра к центру между любыми двумя соседними кольцами жёсткости;
(г) расстояние между первым поясом жёсткости до касательной линии верхней части плюс одна треть от глубины верхней части (исключая конические верхние части и секции), всё измеряется параллельно к оси камеры давления, дюймы (мм); или
(д) расстояние от первого кольца жёсткости в цилиндре до стыка конус-к-цилиндру.
= длина конуса между поясами жёсткости вдоль
поверхности конуса, дюймы. Для конусов без промежуточных поясов жёсткости,
= эквивалентная длина конической секции, дюймы (мм) =
= проектная длина секции камеры давления, взятая как наибольшее из следующего:
(а) расстояние от центра к центру между стыком конус-к-большому корпусу и смежным поясом жёсткости на большом корпусе;
(б) расстояние между стыком конус-к-большому корпусу и одной третьей глубины верхней части на другом конце большого корпуса при отсутствии других поясов жёсткости.
= половина расстояния от средней линии пояса жёсткости к следующей линии опоры на одной стороне плюс половина расстояния средней линии к следующей линии опоры на другой стороне пояса жёсткости, обе измеряются параллельно к оси компонента, дюймы (мм). Линией опоры является:
(а) пояс жёсткости, который отвечает требованиям этого параграфа;
(б) круговая линия на верхней части на одной трети глубины верхней части от касательной линии верхней части;
(в) кольцевое соединение к оболочке для покрытых кожухом секций цилиндрического корпуса; или
(г) стык конус-к-цилиндру. = проектная длина секции камеры давления,
дюймы (мм), взятая как наибольшее из следующего:
(а) расстояние от центра к центру между стыком конус-к-малому корпусу и смежным поясом жёсткости на малом корпусе;
(б) расстояние между стыком конус-к-малому корпусу и одной третьей глубины верхней части на другом конце малого корпуса при отсутствии других поясов жёсткости.
= осевая длина конуса, по схеме AD-300.1, дюймы (мм)
P = расчётное внешнее давление, фунт/кв. дюйм (кПа) = максимально допустимое внешнее рабочее давление, фунт/кв. дюйм (кПа) (по прибору или абсолютно, как окажется по требованию) = алгебраическая сумма и фунт/дюйм (кН/м)
= алгебраическая сумма и фунт/дюйм (кН/м)
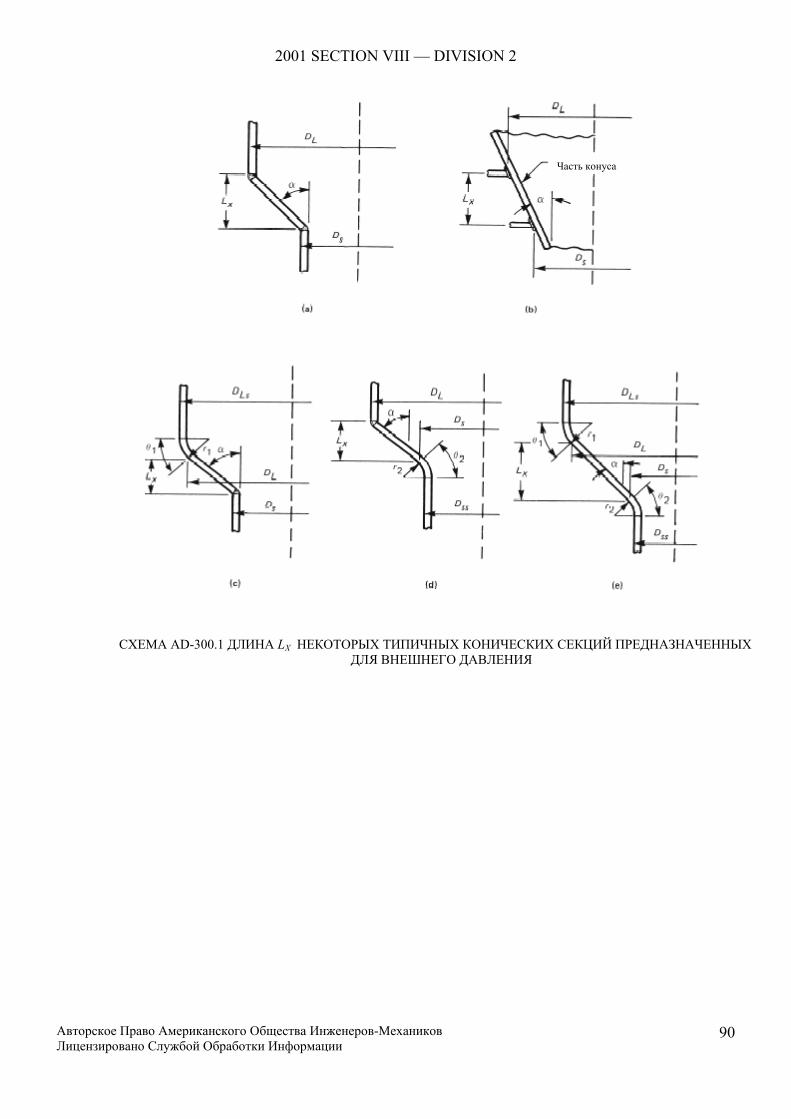
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
90
СХЕМА AD-300.1 ДЛИНА LX НЕКОТОРЫХ ТИПИЧНЫХ КОНИЧЕСКИХ СЕКЦИЙ ПРЕДНАЗНАЧЕННЫХ ДЛЯ ВНЕШНЕГО ДАВЛЕНИЯ
Часть конуса
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
91
= внешний радиус большого цилиндра, дюймы (мм) = для сферического корпуса, внешний радиус, дюймы (мм)
= для полусферической внешней части, внешний радиус, дюймы (мм)
= для эллипсоидной верхней части, эквивалентный внешний сферический радиус, взятый как , дюймы (мм)
= для коробовой верхней части, внешний радиус вершинного отдела, дюймы (мм)
= внешний радиус малого цилиндра, дюймы (мм)
S = наименьший из при расчётной температуре для металлических частей из Таблиц из Подраздела 1 Секции II, Часть D или 0.9 от табличного значения предела текучести при расчётной температуре из Таблиц из Подраздела 1 Секции II, Часть D, ksi (кПа)
t = минимально требуемая толщина цилиндрического корпуса или трубы, сферического корпуса или формованной верхней части, дюймы (мм)
= номинальная толщина конуса у стыка конус-к-цилиндру, дюймы (мм)
= полезная толщина конической секции, дюймы (мм) =
= минимально требуемая толщина конуса у стыка конус-к-цилиндру, дюймы (мм)
= номинальная используемая толщина цилиндрического корпуса или трубы (для труб должны применяться требования по допускам AF-105.2), дюймы (мм)
у = коэффициент конус-к-цилиндру = для пояса жидкости на корпусе = для пояса жёсткости на конусе = половина угла при вершине конуса у средней
линии верхней части = значение для указания необходимости усиления на пересечении конус-к-цилиндру при половине угла при вершине При на стыке никакого усиления не требуется (см. Таблицу AD-360.3).
AD-310 ЦИЛИНДРИЧЕСКИЕ КОРПУСА И ТРУБЫ
Минимально требуемая толщина цилиндрического корпуса или трубы рассчитанной на действие внешнего давления, как для бесшовных, так и для с продольными стыковыми соединениями, должна определяться в следующем ниже порядке.
AD-310.1 Цилиндры имеющие значения ≥ 10 Ступень 1. Установить значение для t и определить
соотношения и Ступень 2. Определённое в Ступени 1 значение
использовать в Схеме G Подраздела 3 Секции II, Часть D.
Для значений больших 50, использовать в Схеме значение = 50. Для значений меньших 0,05 – использовать в Схеме значение = 0,05. Ступень 3. Двигаться горизонтально до линии для
определённого в Ступени 1 значения . Может быть сделана интерполяция для промежуточных значений . От этого пересечения следует двигаться вертикально вниз и прочитать значение коэффициента А. Ступень 4. Используя вычисленное в Ступени 3
значение А, подставить его в соответствующую схему материалов Подраздела 3 Секции II, Часть D для рассматриваемого соотношения материал/температура. Затем двигаться вертикально к пересечению с линией материал-температура для получения расчётной температуры (см. AD-121.2). Для промежуточных температур может быть сделана интерполяция. В случаях, когда значение при А падает вправо от конца линии материал-температура, следует предположить пересечение с горизонтальной проекцией верхнего конца линии материал-температура. Если значение при А падает влево от линии материала, см. Ступень 7. Ступень 5. От полученного в Ступени 4 пересечения
следует двигаться горизонтально вправо и прочитать значение Коэффициента В. Ступень 6. Используя это значение В, Вычислите
максимально допустимое внешнее рабочее давление с использованием следующей ниже формулы:
Ступень 7. При значениях А, падающих влево от соответствующей линии материал-температура, значение
может быть вычислено по следующей ниже формуле:
Ступень 8. Сравнить значение с Р. Если значение меньше, следует выбрать наибольшее значение для t и
повторить расчёт, пока не будет получено значение равное или большее Р. Иллюстрирующий эту процедуру пример дан в G-112.
AD-310.2 Цилиндры со значениями < 10 Ступень 1. Используя тот же порядок, который дан в
AD-310.1, получить значение В. При значениях меньше 4, значение коэффициента А может быть вычислено по следующей ниже формуле:
При значениях А больших 0,01, следует использовать
значение 0,01.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
92
Ступень 2. Используя полученное в Ступени 1 значение В, вычислите значение с использованием следующей ниже формулы:
Ступень 3. Вычислить значение по следующей
ниже формуле:
где S меньше при расчётной температуре для металлических частей из соответствующей таблицы Подраздела 1 Секции II, Часть D или составляет 0,9 от табличного значения предела текучести материала при расчётной температуре для металлических частей из соответствующей таблицы Подраздела 1 Секции II, Часть D. Ступень 4. Наименьшее из значений полученное в
результате вычислений в Ступени 2 или , вычисленное в Ступени 3, должно быть использовано при максимально допустимом внешнем рабочем давлении . Сравнить с Р. Если меньше Р, выбрать наибольшее значение для t, и повторить расчёт, пока не будет получено значение равное или большее Р.
AD-320 СФЕРИЧЕСКИЕ КОРПУСА
Минимально требуемая толщина сферического
корпуса, рассчитанного на действие внешнего давления, как бесшовного, так и сборной конструкции с использованием стыковых соединений, должна определяться в соответствии с изложенным ниже порядком действий.
Ступень 1. Предположить значение для t и вычислить
значение коэффициента А по следующей ниже формуле:
Ступень 2. Используя полученное в Ступени 1
значение А, взять соответствующую схему материалов в Подразделе 3 Секции II, Часть D для рассматриваемого материала. Затем двигайтесь вертикально к пересечению с линией материал-температура для получения расчётной температуры (см. AD-121.2). Для промежуточных температур между линиями может быть сделана интерполяция. В случаях, когда значение при А падает вправо от конца линии материал-температура, следует предположить пересечение с горизонтальной проекцией верхнего конца линии материал-температура. Если значение при А падает влево от линии материала, см. Ступень 5.
Ступень 3. От полученного в Ступени 2 пересечения
следует двигаться горизонтально вправо и прочитать значение Коэффициента В.
Ступень 4. Используя это полученное в Ступени 3 значение В, вычислите максимально допустимое внешнее рабочее давление с использованием следующей ниже формулы:
Ступень 5. При значениях А, падающих влево от
соответствующей линии материал-температура, значение может быть вычислено по следующей ниже формуле:
Ступень 6. Сравнить значение с Р. Если значение меньше, следует выбрать наибольшее значение для t и
повторить расчёт, пока не будет получено значение равное или большее Р. Иллюстрирующий эту процедуру пример дан в G-113.
AD-330 ПОЯСА ЖЁСКОСТИ ДЛЯ
ЦИЛИНДРИЧЕСКИХ КОРПУСОВ AD-331 Момент инерции для круговых поясов
жёсткости Требуемый момент инерции комбинированных секций
пояс-корпус даётся по следующей ниже формуле:
Момент инерции для пояса жёсткости определяется в приведённом ниже порядке.
Ступень 1. Предположив, что корпус уже
спроектирован и значения и t известны, подберите компонент, который будет использоваться в качестве пояса жёсткости и определите его площадь поперечного сечения и значение , определённое в AD-331. Затем вычислить значение В с использованием следующей ниже формулы:
Степень 2. Взять правую часть соответствующей
схемы материалов в Подразделе 3 Секции II, Часть D для рассматриваемого материала с определённым в Ступени 1 значением В. При использовании различных материалов для корпуса и пояса жёсткости, следует применить схему материалов, дающую в результате большее значение А в Ступенях 4 или 5, данных ниже.
Ступень 3. Двигайтесь горизонтально влево для
получения расчётного значения температуры для металлических частей. Для значений В падающих ниже левого конца линии материал-температура см. Ступень 5.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
93
Ступень 4. Двигайтесь вертикально к низу схемы и прочитайте значение А.
Ступень 5. При значениях В, выпадающих ниже левого
конца линии материал-температура при расчётной температуре, значение А может быть вычислено по следующей формуле:
Ступень 6. Если требуемое значение больше
значения I, вычисленного в Ступени 1 для комбинированной секции пояс-корпус, должна быть подобрана новая секция с большим моментом инерции и определён новый момент инерции. Если значение меньше вычисленного значения I для выбранной секции, то эта секция должна быть признана удовлетворительной. Образец применения этой процедуры приведён в G-
114.
AD-332 Устройство поясов жёсткости
Пояса жёсткости должны простираться вокруг камеры давления, за исключением случаев, предусмотренных ниже в (в)(1), (2) и (3).
(а) Любые стыки между концами или секциями таких поясов, как показано в Схеме AD-332.1 (A) и (В), и все соединения между смежными частями пояса жёсткости, находящиеся внутри или снаружи корпуса, как показано в (С), должны быть сделаны таким образом, чтобы соблюдался требуемый момент инерции для комбинированной секции пояс-корпус. Для секций с сжатыми элементами конструкции (подпорки, стойки), момент инерции должен быть обеспечен только при помощи этих элементов.
(б) Пояса жёсткости, помещённые внутри камеры
давления могут быть устроены так, как показано на Схеме AD-332.1 (E) и (F), при условии, что требуемый момент инерции пояса в (Е) или комбинированной секции пояс-корпус в (F) поддерживается внутри указанных секций. Там, где промежуток при (А) или (Е) не превышает восьмикратной толщины стальных листов корпуса, может быть использован комбинированный момент инерции корпуса и элемента жёсткости.
(с) Любой промежуток в этой части пояса жёсткости,
поддерживающего корпус, как показано на Схеме AD-332.1 (D) и (E), не должен превышать длину дуги, данной в Схеме AF-130.3, если не предусмотрено дополнительное усиление, как показано в (С) или если не:
(1) длина неукреплённых дуг корпуса не превышает 90 градусов; и
(2) неукреплённые дуги корпуса в соседних поясах жёсткости расположены уступами 180 градусов; и
(3) размер L определённый в AD-300.1. берётся как наибольшее из расстояний, либо между чередующимися поясами жёсткости, либо от линии изгиба верхней части до второго пояса жёсткости плюс одна-треть от глубины верхней части.
(г) Если в камере давления использованы плоские
внутренние конструкции, перпендикулярные продольной
оси цилиндра (колпачковые тарелки, перегородки), они также могут рассматриваться в качестве поясов жёсткости, при условии что они предназначались для этой функции.
(д) Все используемые внутренние подпорки должны плотно прилегать к корпусу камеры давления через середину в основном непрерывного пояса. AD-333 Разрешённые методы крепления поясов
жёсткости Пояса жёсткости должны крепиться либо к внешней,
либо к внутренней стороне камеры давления непрерывным сварным швом (см. Схему AD-912.1). Там, где присутствуют промежутки в поясе жёсткости, сварной шов крепления должны соответствовать деталям в Схеме AD-912.1, фрагмент (е).
AD-340 ЦИЛИНДРЫ ПОД ОСЕВЫМ СЖАТИЕМ
Максимально допустимое значение напряжения сжатия, используемое при проектных расчётах цилиндрических корпусов и труб, подверженных воздействию нагрузок, производящих напряжения продольного сжатия в корпусе или трубе, должно быть меньше следующих значений:
(а) максимально допустимая интенсивность
напряжения при расчётной температуре для металлических частей из таблиц в Подразделе 1 Секции II, Часть D;
(б) значение коэффициента В , определённое по
соответствующей схеме в Подразделе 3 Секции II, Часть D, с использованием следующих определений для символов в схеме:
= внешний радиус цилиндрического корпуса или трубы, дюймы (мм)
t = минимально требуемая толщина цилиндрического корпуса или трубы, дюймы (мм) Значение В должно определяться по
соответствующей схеме в Подразделе 3 Секции II, Часть D изложенным ниже методом.
Ступень 1. Используя подобранные значения t и ,
вычислите значение коэффициента А, применяя следующую формулу:
Ступень 2. Используя полученное в результате
вычислений в Ступени 1 значение А, возьмите соответствующую схеме в Подразделе 3 Секции II, Часть D для рассматриваемого материала. Двигайтесь вертикально до пересечения линии материал-температура для получения расчётной температуры (см. AD-121.2). Для промежуточных температур между линиями может быть сделана интерполяция. В случаях, когда значение при А падает вправо от конца линии материал-температура, следует предположить пересечение с горизонтальной проекцией верхнего конца линии материал-температура. Если значение при А падает влево от линии материала, см. Ступень 4.
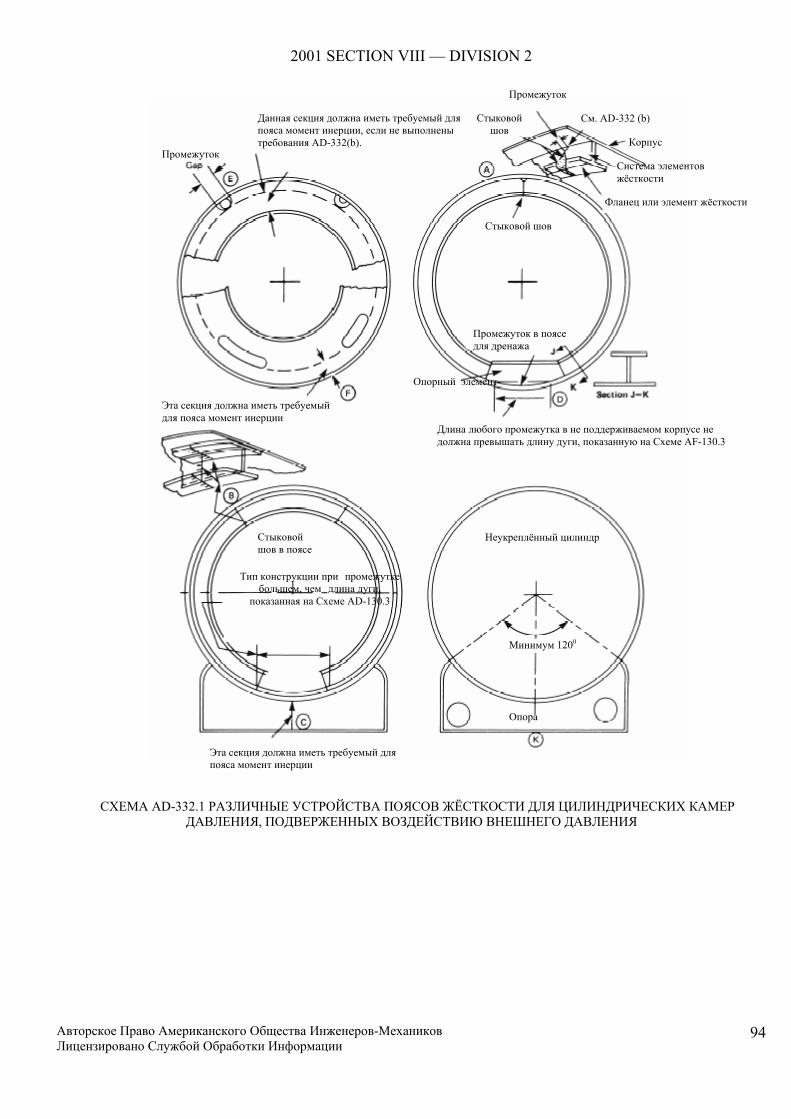
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
94
СХЕМА AD-332.1 РАЗЛИЧНЫЕ УСТРОЙСТВА ПОЯСОВ ЖЁСТКОСТИ ДЛЯ ЦИЛИНДРИЧЕСКИХ КАМЕР ДАВЛЕНИЯ, ПОДВЕРЖЕННЫХ ВОЗДЕЙСТВИЮ ВНЕШНЕГО ДАВЛЕНИЯ
Промежуток
Данная секция должна иметь требуемый для пояса момент инерции, если не выполнены требования AD-332(b).
Стыковой шов
Промежуток
См. AD-332 (b)
Корпус
Система элементов жёсткости
Фланец или элемент жёсткости
Стыковой шов
Промежуток в поясе для дренажа
Опорный элемент
Эта секция должна иметь требуемый для пояса момент инерции
Длина любого промежутка в не поддерживаемом корпусе не должна превышать длину дуги, показанную на Схеме AF-130.3
Стыковой шов в поясе
Неукреплённый цилиндр
Тип конструкции при промежутке большем, чем длина дуги,
показанная на Схеме AD-130.3
Минимум 1200
Опора
Эта секция должна иметь требуемый для пояса момент инерции
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
95
Ступень 3. От полученного в Ступени 2 пересечения, двигайтесь горизонтально вправо и прочитайте значение В. Это максимально допустимое напряжение сжатия для значений t и R, использованных в Ступени 1.
Ступень 4. При выпадающих влево от линии материал-
температура значениях А, значение В может быть получено при помощи следующей формулы:
Ступень 5. Сравнить полученное в Ступенях 3 или 4 значение В с вычисленным напряжением продольного сжатия в цилиндрическом корпусе или трубе, используя подобранные значения t или . Если значение В меньше вычисленного напряжения сжатия, то следует подобрать большее значение t и повторить расчёт до тех пор, пока не будет получено значение В больше вычисленного напряжения сжатия при нагрузке на цилиндрический корпус или трубу. AD-350 ФОРМОВАННЫЕ ВЕРХНИЕ ЧАСТИ Минимально требуемая толщина в наиболее тонкой
части после формования полусферических, эллипсоидных или коробовых верхних частей под давлением, действующих на выпуклую сторону19 (без верхних частей) должна определяться при помощи соответствующих правил и формул, приведённых в следующих ниже параграфах.
AD-350.1 Полусферические верхние части.
Минимально требуемая толщина полусферической верхней части при действии давления на выпуклую сторону должна определяться таким же образом, как описано в AD-320 для определения минимально требуемой толщины для сферического корпуса.
AD-350.2 Эллипсоидные верхние части. Минимально
требуемая толщина эллипсоидной верхней части при действии давления на выпуклую сторону, как для бесшовных, так и для сборных конструкций с использованием стыковых соединений, не должна быть меньше определённой при помощи того же порядка расчётов и используемой для сферических корпусов в AD-320, за исключением того, что значение для эллипсоидных верхних частей должно быть равным внешнему сферическому радиусу, взятому как для коррозионных условий.
19 Давление на выпуклую сторону может производиться действием как внутреннего, так и внешнего давления, в зависимости от ориентации верхней части в прикреплённом к корпусу виде.
ТАБЛИЦА AD-350.2
ЗНАЧЕНИЯ КОЭФФИЦИЕНТА СФЕРИЧЕСКОГО РАДИУСА ДЛЯ ЭЛЛИПСОИДНОЙ ВЕРХНЕЙ ЧАСТИ
ПРИ ДЕЙСТВИИ ДАВЛЕНИЯ НА ВЫПУКЛУЮ СТОРОНУ
Интерполяция, разрешённая для промежуточных
значений
AD-350.3 Коробовые верхние части. Минимально
требуемая толщина коробовых верхних частей при действии давления на выпуклую сторону, как для бесшовных, так и для сборных конструкций, не должна быть меньше определённой при помощи того же порядка расчётов и используемой для сферических корпусов в AD-320, за исключением того, что значение для коробовых верхних частей должно быть внешним радиусом вершинного отдела верхней части в условиях действия коррозии.
AD-360 КОНИЧЕСКИЕ КОРПУСА И ВЕРХНИЕ
ЧАСТИ Требуемая толщина конической верхней части или
секции при действии давления на выпуклую сторону, как для бесшовных, так и для сборных конструкций со стыковыми соединениями, должна определяться в соответствии с AD-360.1 или AD-360.2. Пояса жёсткости должны быть в соответствии с AD-360.3.
AD-360.1 Угол конуса α ≤ 60о (а) Конусы, имеющие значения ≥ 10 Ступень 1. Предположить значение для и
определить соотношения и Ступень 2. Взять Схему G в Подразделе 3 Секции II,
Часть D при значении равному значению определённому в Ступени 1. Для значений больших 50, использовать схему при значении = 50.
Ступень 3. Двигаться горизонтально к линии при
значении равному значению , определённому в Ступени 1. Для промежуточных значений может быть сделана интерполяция. От полученной точки пересечения двигайтесь вертикально вниз для определения коэффициента А.
Ступень 4. Используя значение А, вычисленное в
Ступени 3, используйте соответствующую схему
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
96
материалов в Подразделе 3 Секции II, Часть D для рассматриваемого материала. Двигайтесь вертикально до пересечения с линией материал-температура для получения значения расчётной температуры (см. AD-121.2). Между линиями, при промежуточных температурах, может быть сделана интерполяция. В случаях, когда значение А выпадает вправо от конца
линии материал-температура, следует предположить пересечение с горизонтальной проекцией верхнего конца линии материал-температура. Если значение при А падает влево от линии материала, см. Ступень 7.
Ступень 5. От полученного в Ступени 4 пересечения
двигайтесь горизонтально вправо и прочитайте значение коэффициента В.
Ступень 6. Используя это значение В, вычислите
значение максимально допустимое значение внешнего рабочего давления , используя следующую формулу:
Ступень 7. При выпадении значения А влево от линии материал-температура, значение может быть вычислено с использованием следующей формулы:
Ступень 8. Сравнить полученное в Ступенях 6 или 7
значение с Р. Если значение меньше, следует выбрать наибольшее значение для t и повторить расчёт, пока не будет получено значение равное или большее Р.
Ступень 9. Обеспечить адекватное усиление стыка
конус-к-цилиндру в соответствии с AD-360.3. (б) Конус, имеющий значения < 10 Ступень 1. Используя тот же порядок расчётов,
какой дан выше в пункте (а), можно получить значение В. При значениях меньших 4, значение А может быть вычислено по следующей формуле:
При значениях А больших 0,10, используйте значение 0,10.
Ступень 2. Используя полученное в Ступени 1
значение В, вычислите значение применяя следующую ниже формулу:
Ступень 3. Вычислите значение используя
следующую формулу:
где
S = наименьшее из удвоенного значения максимально допустимого значения напряжения при расчётной температуре для металлических частей из соответствующей таблицы в Подразделе 1 Секции II, Часть D или 0,9 от предела текучести материала при расчётной температуре, ф./д2 (кПа)
Ступень 4. Наименьшее из значений ,
вычисленного в Ступени 2 или вычисленного в Ступени 3 должно быть использовано для максимально допустимого внешнего рабочего давления . Сравнить значение с Р. Если значение меньше, следует выбрать наибольшее значение для t и повторить расчёт, пока не будет получено значение равное или большее Р.
Ступень 5. Обеспечить адекватное усиление стыка
конус-к-цилиндру в соответствии с AD-360.3. AD-360.2 Угол конуса α > 60о. Если α конуса
больше 60 градусов, толщина конуса должна быть такой же как требуемая толщина для плоской верхней части, предназначенной для действия внешнего давления, диаметр которой равен наибольшему диаметру конуса или она должна быть рассчитана по специальному анализу в соответствии с AD-360.3(e).
AD-360.3 Правила для усиления стыка конус-к-
цилиндру, предназначенного для действия внешнего давления.
(а) Формулы приведённых ниже пунктов (б) и (в)
предусматривают расчёт для усиления, если требуется, у стыков конус-к-цилиндру для секций понизителей (редукторов) и конических верхних частей, где все элементы имеют общую ось, а половина угла при конусе α > 60о.
При расчёте усиления для стыка конус-к-цилиндру,
требования AD-551 для прочности материалов усиления для патрубков применимы к усилениям для стыков конус-к-цилиндру.
(б) Усиление должно быть обеспечено на стыке
конуса с большим цилиндром при конических верхних частях и понизителях (редукторах) без перелома профиля, где значение ∆, полученное из Таблицы AD-360.3 c использованием соотношения является
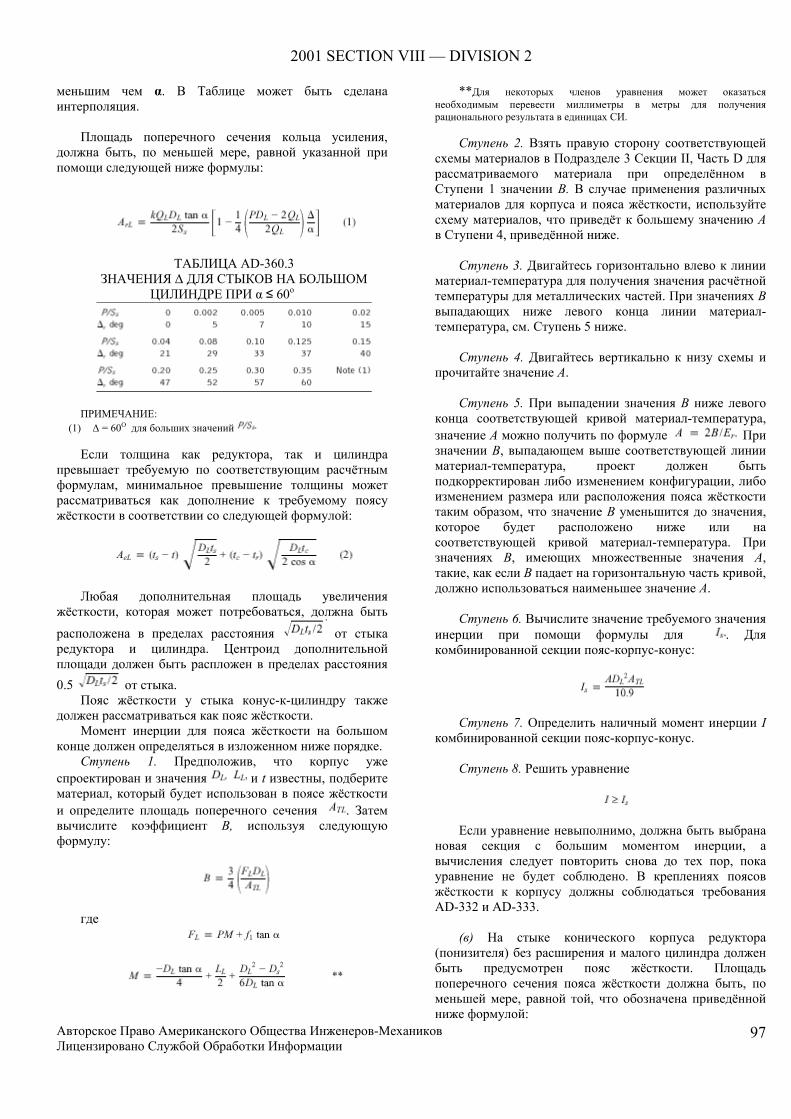
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
97
меньшим чем α. В Таблице может быть сделана интерполяция.
Площадь поперечного сечения кольца усиления,
должна быть, по меньшей мере, равной указанной при помощи следующей ниже формулы:
ТАБЛИЦА AD-360.3 ЗНАЧЕНИЯ ∆ ДЛЯ СТЫКОВ НА БОЛЬШОМ
ЦИЛИНДРЕ ПРИ α ≤ 60о
ПРИМЕЧАНИЕ:
(1) ∆ = 60О для больших значений Если толщина как редуктора, так и цилиндра
превышает требуемую по соответствующим расчётным формулам, минимальное превышение толщины может рассматриваться как дополнение к требуемому поясу жёсткости в соответствии со следующей формулой:
Любая дополнительная площадь увеличения жёсткости, которая может потребоваться, должна быть
расположена в пределах расстояния от стыка редуктора и цилиндра. Центроид дополнительной площади должен быть распложен в пределах расстояния 0.5 от стыка.
Пояс жёсткости у стыка конус-к-цилиндру также должен рассматриваться как пояс жёсткости.
Момент инерции для пояса жёсткости на большом конце должен определяться в изложенном ниже порядке.
Ступень 1. Предположив, что корпус уже спроектирован и значения и t известны, подберите материал, который будет использован в поясе жёсткости и определите площадь поперечного сечения . Затем вычислите коэффициент В, используя следующую формулу:
где
**Для некоторых членов уравнения может оказаться необходимым перевести миллиметры в метры для получения рационального результата в единицах СИ.
Ступень 2. Взять правую сторону соответствующей
схемы материалов в Подразделе 3 Секции II, Часть D для рассматриваемого материала при определённом в Ступени 1 значении В. В случае применения различных материалов для корпуса и пояса жёсткости, используйте схему материалов, что приведёт к большему значению А в Ступени 4, приведённой ниже.
Ступень 3. Двигайтесь горизонтально влево к линии
материал-температура для получения значения расчётной температуры для металлических частей. При значениях В выпадающих ниже левого конца линии материал-температура, см. Ступень 5 ниже.
Ступень 4. Двигайтесь вертикально к низу схемы и
прочитайте значение А. Ступень 5. При выпадении значения В ниже левого
конца соответствующей кривой материал-температура, значение А можно получить по формуле При значении В, выпадающем выше соответствующей линии материал-температура, проект должен быть подкорректирован либо изменением конфигурации, либо изменением размера или расположения пояса жёсткости таким образом, что значение В уменьшится до значения, которое будет расположено ниже или на соответствующей кривой материал-температура. При значениях В, имеющих множественные значения А, такие, как если В падает на горизонтальную часть кривой, должно использоваться наименьшее значение А.
Ступень 6. Вычислите значение требуемого значения
инерции при помощи формулы для . Для комбинированной секции пояс-корпус-конус:
Ступень 7. Определить наличный момент инерции I комбинированной секции пояс-корпус-конус.
Ступень 8. Решить уравнение
Если уравнение невыполнимо, должна быть выбрана новая секция с большим моментом инерции, а вычисления следует повторить снова до тех пор, пока уравнение не будет соблюдено. В креплениях поясов жёсткости к корпусу должны соблюдаться требования AD-332 и AD-333.
(в) На стыке конического корпуса редуктора
(понизителя) без расширения и малого цилиндра должен быть предусмотрен пояс жёсткости. Площадь поперечного сечения пояса жёсткости должна быть, по меньшей мере, равной той, что обозначена приведённой ниже формулой:

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
98
Если толщина цилиндра или редуктора превышает требуемую по соответствующей расчётной формуле, такая толщина может рассматриваться как дополнение к необходимому кольцу усиления в соответствии со следующей формулой:
Любая необходимая дополнительная площадь
элемента жёсткости должна быть расположена в пределах расстояния от стыка, а центроид дополнительной площади должен находиться в пределах расстояния от стыка.
Пояс жёсткости на стыке конус-к-цилиндру должен также рассматриваться как пояс жёсткости.
Момент инерции для пояса жёсткости на малом конце должен определяться в следующем ниже порядке.
Ступень 1. Предположив, что корпус уже
спроектирован и значения и t известны, подберите материал, который будет использован в поясе жёсткости и определите площадь поперечного сечения . Затем вычислите коэффициент В, используя следующую формулу:
где
Ступень 2. Взять правую сторону соответствующей схемы материалов в Подразделе 3 Секции II, Часть D для рассматриваемого материала при определённом в Ступени 1 значении В. В случае применения различных материалов для корпуса и пояса жёсткости, используйте схему материалов, что приведёт к большему значению А в Ступени 4, приведённой ниже.
Ступень 3. Двигайтесь горизонтально влево к линии
материал-температура для получения значения расчётной температуры для металлических частей. При значениях В выпадающих ниже левого конца линии материал-температура, см. Ступень 5 ниже.
Ступень 4. Двигайтесь вертикально к низу схемы и
прочитайте значение А. Ступень 5. При выпадении значения В ниже левого
конца соответствующей кривой материал-температура, значение А можно получить по формуле При
значении В, выпадающем выше соответствующей линии материал-температура, проект должен быть подкорректирован либо изменением конфигурации, либо изменением размера или расположения пояса жёсткости таким образом, что значение В уменьшится до значения, которое будет расположено ниже или на соответствующей кривой материал-температура. При значениях В, имеющих множественные значения А, такие, как если В падает на горизонтальную часть кривой, должно использоваться наименьшее значение А.
Ступень 6. Вычислите значение требуемого значения
инерции при помощи формулы для . Для комбинированной секции пояс-корпус-конус:
Ступень 7. Определить наличный момент инерции I комбинированной секции пояс-корпус-конус.
Ступень 8. Решить уравнение
Если уравнение невыполнимо, должна быть выбрана новая секция с большим моментом инерции, а вычисления следует повторить снова до тех пор, пока уравнение не будет соблюдено. В креплениях поясов жёсткости к корпусу должны соблюдаться требования AD-332 и AD-333.
(г) Усиление редукторов, не описанное в AD-210 так, как это сделано для двух или более усечённых конусов, имеющих различные уклоны, может быть рассчитано, как дано в пункте (е) ниже.
(е) Для конических секций с половиной угла при вершине конуса большей 60о и как альтернатива приведённым выше правилам в пунктах (б) и (в), проект может быть основан на результатах специальных анализов (численный метод, анализ по методу Тимошенко, Хетени или Ватта и Ланга). Значения напряжений на стыке должны соответствовать всем ограничениям данного Раздела. Эффект перекашивания на требуемой площади и момент инерции на стыке также должны рассматриваться при проведении анализов. Теоретическое давление при изгибе стыка должно составлять, по меньшей мере, 3,3 от расчётного допустимого внешнего давления стыка.
AD-360.4 Ториконические верхние части и секции
корпуса. Требуемая толщина ториконической верхней части с действием давления на выпуклую сторону, как бесшовных, так и использующих стыковые соединения внутри верхней части сборных конструкций, не должна быть меньше той, что определена по AD-360.1 или AD-360.2, с тем исключением, что должно определяться следующим образом.
(а) Для фрагмента (c) Схемы AD-300.1,
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
99
(б) Для фрагмента (d) в Схеме AD-300.1,
(в) для фрагмента (е) в Схеме AD-300.1,
ПРИМЕЧАНИЕ: Система условных обозначений дана, как
определено в Схеме AD-300.1. AD-360.5 Эксцентрические конусы. Толщина
эксцентрического конуса должна быть взята как наибольшая из двух значений толщины, полученных с использованием наименьшего и наибольшего α при вычислениях.
AD-370 ОТВЕРСТИЯ В КОРПУСАХ И ВЕРХНИХ
ЧАСТЯХ Отверстия в выпуклых навстречу действию давления
корпусах и верхних частях должна соответствовать требованиям AD-520.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
100
СТАТЬЯ D-4
СВАРНЫЕ СОЕДИНЕНИЯ
AD-400 КАТЕГОРИИ СВАРНЫХ СОЕДИНЕНИЙ
Используемый здесь термин категория определяет
расположение соединения в камере давления, но не тип соединения. Устанавливаемые настоящим параграфом категории используются повсюду в этом Разделе при определении специальных требований в отношении типа соединения и степени проведения контрольного обследования для сварных обжимных соединений. Так как эти специальные требования, основанные на условиях эксплуатации и толщине, не относятся ко всем сварным соединениям, в категории включены только соединения, к которым эти особые требования относятся. Соединения, включённые в каждую категорию, обозначаются ниже как соединения Категории А, Б, В и Г. Схема AD-400.1 иллюстрирует типичные расположения соединений, включённые в каждую категорию.
AD-400.1 Расположение Категории А. К
Категории А относятся продольные соединения, расположенные внутри главного корпуса, сообщающихся камер,20 переходах в диаметре или патрубках; любое сварное соединение внутри сферы, внутри формованной или плоской верхней части или листах боковой обшивки21 камеры давления с плоскими стенами; и кольцевые сварные стыки соединения полусферических верхних частей к основным корпусам, к переходам в диаметре, к патрубкам или к сообщающимся камерам.1
AD-400.2 Расположение Категории Б. К
Категории Б относятся кольцевые сварные соединения внутри главного корпуса, сообщающихся камер,1 патрубках или переходах в диаметре, включая соединения между переходом и цилиндром либо на большом, либо на малом конце22 и кольцевые сварные стыки соединения не полусферических верхних частей к основному корпусу, переходам в диаметре, патрубкам или сообщающимся камерам1.
20 Термин сообщающиеся камеры определяется как дополнительные устройства к камере давления, которые пересекают корпус или верхние части камеры давления и образуют составную часть содержимого камеры под давлением, т.е. отстойники. 21 Листами боковой обшивки камеры давления с плоскими боковыми стенами являются любые плоские листы образующие составную часть содержимого камеры под давлением. 22 См. AD-400.4 для категории соединения при пересечении цилиндра и малого конца перехода, спроектированного в соответствии с AD-212.3.
AD-400.3 Расположение Категории В. К Категории В относятся сварные стыки соединений фланцев, нахлёстов Ван Стоуна, трубчатых листов или плоских верхних частей к основному корпусу, переходам в диаметре, патрубкам1 или сообщающимся камерам и любому сварному соединению между листами боковой обшивки2 камеры давления с плоскими боковыми стенами.
AD-400.4 Расположение Категории Г. К
Категории Г относятся сварные стыки соединений сообщающихся камер1 или патрубков к основным корпусам, сферам, переходам в диаметре, верхним частям или камерам давления с плоскими стенами; патрубки на малом конце перехода в диаметре при проектировании в соответствии с AD-212.3; и сварные соединения патрубков с сообщающимися камерами.1
AD-410 ТИПЫ РАЗРЕШЁННЫХ
СОЕДИНЕНИЙ AD-411 Расположения Категории А Все соединения Категории А должны быть
стыковыми соединениями Типа № 1 (см. AF-221).
AD-412 Расположения Категории Б Все соединения Категории Б должны быть
стыковыми соединениями Типа № 1 или, за исключением ограничений AD-415, стыковыми соединениями Типа № 2 (см. AF-222).
AD-412.1 Удаление металлических подкладок с
соединений Типа № 2. Металлические подкладки должны быть удалены с соединений Типа № 2, за исключением случаев, когда условия приёмки не требуют их удаления. При усталостном анализе соединений Типа № 2, с которых металлические подкладки не удаляются, должны применяться коэффициенты концентрации напряжений 2,0 для цепных напряжений и 2,5 для напряжения при изгибе.
AD-412.2 Угловые стыковые соединения для
переходов в диаметре в расположении Категории Б. Если где-либо в этом Разделе для Категории Б требуется применение стыковых сварных соединений, угловой стык соединения перехода в диаметре к цилиндру должен рассматриваться, как соответствующее этим требованиям, при условии, что угол α (см. Схему AD-400.1) не превышает 30 градусов и соблюдены требования для стыковых соединений Типа № 1. Все требования, относящиеся к стыковому соединению, должны быть применены также и к угловому соединению.
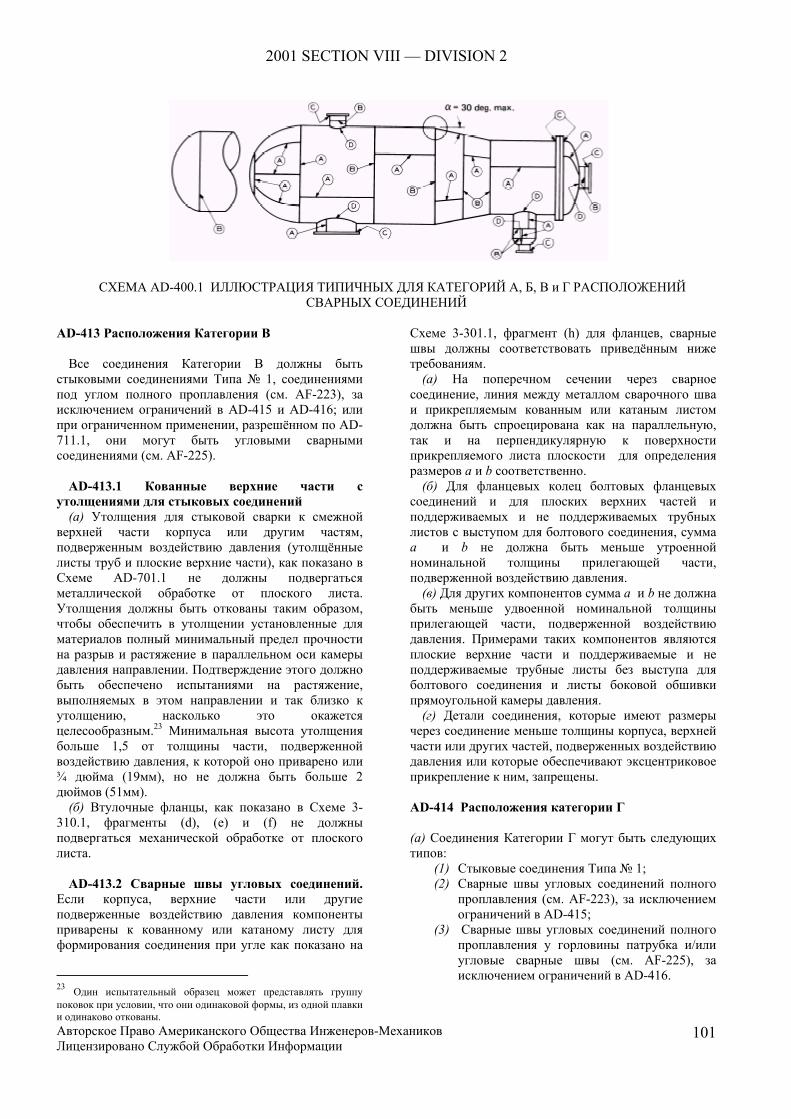
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
101
СХЕМА AD-400.1 ИЛЛЮСТРАЦИЯ ТИПИЧНЫХ ДЛЯ КАТЕГОРИЙ А, Б, В и Г РАСПОЛОЖЕНИЙ СВАРНЫХ СОЕДИНЕНИЙ
AD-413 Расположения Категории В Все соединения Категории В должны быть
стыковыми соединениями Типа № 1, соединениями под углом полного проплавления (см. AF-223), за исключением ограничений в AD-415 и AD-416; или при ограниченном применении, разрешённом по AD-711.1, они могут быть угловыми сварными соединениями (см. AF-225).
AD-413.1 Кованные верхние части с
утолщениями для стыковых соединений (а) Утолщения для стыковой сварки к смежной
верхней части корпуса или другим частям, подверженным воздействию давления (утолщённые листы труб и плоские верхние части), как показано в Схеме AD-701.1 не должны подвергаться металлической обработке от плоского листа. Утолщения должны быть откованы таким образом, чтобы обеспечить в утолщении установленные для материалов полный минимальный предел прочности на разрыв и растяжение в параллельном оси камеры давления направлении. Подтверждение этого должно быть обеспечено испытаниями на растяжение, выполняемых в этом направлении и так близко к утолщению, насколько это окажется целесообразным.23 Минимальная высота утолщения больше 1,5 от толщины части, подверженной воздействию давления, к которой оно приварено или ¾ дюйма (19мм), но не должна быть больше 2 дюймов (51мм).
(б) Втулочные фланцы, как показано в Схеме 3-310.1, фрагменты (d), (e) и (f) не должны подвергаться механической обработке от плоского листа.
AD-413.2 Сварные швы угловых соединений.
Если корпуса, верхние части или другие подверженные воздействию давления компоненты приварены к кованному или катаному листу для формирования соединения при угле как показано на
23 Один испытательный образец может представлять группу поковок при условии, что они одинаковой формы, из одной плавки и одинаково откованы.
Схеме 3-301.1, фрагмент (h) для фланцев, сварные швы должны соответствовать приведённым ниже требованиям.
(а) На поперечном сечении через сварное соединение, линия между металлом сварочного шва и прикрепляемым кованным или катаным листом должна быть спроецирована как на параллельную, так и на перпендикулярную к поверхности прикрепляемого листа плоскости для определения размеров а и b соответственно.
(б) Для фланцевых колец болтовых фланцевых соединений и для плоских верхних частей и поддерживаемых и не поддерживаемых трубных листов с выступом для болтового соединения, сумма а и b не должна быть меньше утроенной номинальной толщины прилегающей части, подверженной воздействию давления.
(в) Для других компонентов сумма а и b не должна быть меньше удвоенной номинальной толщины прилегающей части, подверженной воздействию давления. Примерами таких компонентов являются плоские верхние части и поддерживаемые и не поддерживаемые трубные листы без выступа для болтового соединения и листы боковой обшивки прямоугольной камеры давления.
(г) Детали соединения, которые имеют размеры через соединение меньше толщины корпуса, верхней части или других частей, подверженных воздействию давления или которые обеспечивают эксцентриковое прикрепление к ним, запрещены.
AD-414 Расположения категории Г (а) Соединения Категории Г могут быть следующих типов:
(1) Стыковые соединения Типа № 1; (2) Сварные швы угловых соединений полного
проплавления (см. AF-223), за исключением ограничений в AD-415;
(3) Сварные швы угловых соединений полного проплавления у горловины патрубка и/или угловые сварные швы (см. AF-225), за исключением ограничений в AD-416.
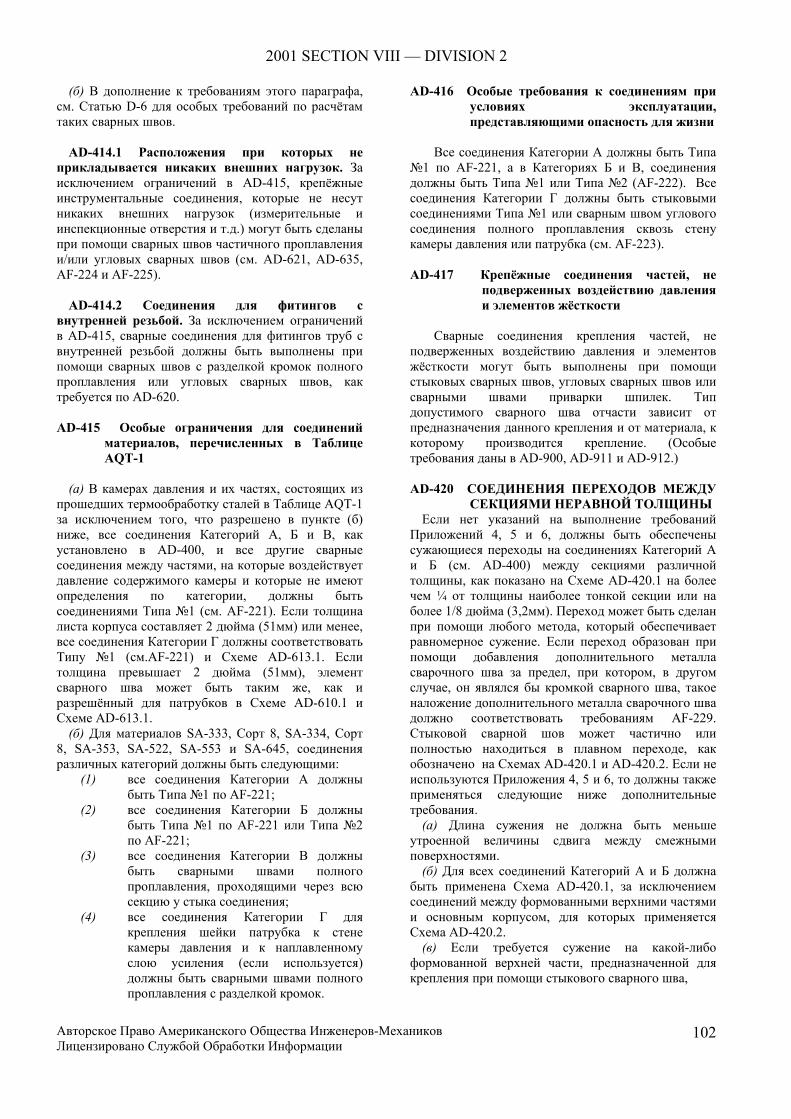
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
102
(б) В дополнение к требованиям этого параграфа, см. Статью D-6 для особых требований по расчётам таких сварных швов.
AD-414.1 Расположения при которых не
прикладывается никаких внешних нагрузок. За исключением ограничений в AD-415, крепёжные инструментальные соединения, которые не несут никаких внешних нагрузок (измерительные и инспекционные отверстия и т.д.) могут быть сделаны при помощи сварных швов частичного проплавления и/или угловых сварных швов (см. AD-621, AD-635, AF-224 и AF-225).
AD-414.2 Соединения для фитингов с
внутренней резьбой. За исключением ограничений в AD-415, сварные соединения для фитингов труб с внутренней резьбой должны быть выполнены при помощи сварных швов с разделкой кромок полного проплавления или угловых сварных швов, как требуется по AD-620.
AD-415 Особые ограничения для соединений
материалов, перечисленных в Таблице AQT-1
(а) В камерах давления и их частях, состоящих из
прошедших термообработку сталей в Таблице AQT-1 за исключением того, что разрешено в пункте (б) ниже, все соединения Категорий А, Б и В, как установлено в AD-400, и все другие сварные соединения между частями, на которые воздействует давление содержимого камеры и которые не имеют определения по категории, должны быть соединениями Типа №1 (см. AF-221). Если толщина листа корпуса составляет 2 дюйма (51мм) или менее, все соединения Категории Г должны соответствовать Типу №1 (см.AF-221) и Схеме AD-613.1. Если толщина превышает 2 дюйма (51мм), элемент сварного шва может быть таким же, как и разрешённый для патрубков в Схеме AD-610.1 и Схеме AD-613.1.
(б) Для материалов SA-333, Сорт 8, SA-334, Сорт 8, SA-353, SA-522, SA-553 и SA-645, соединения различных категорий должны быть следующими:
(1) все соединения Категории А должны быть Типа №1 по AF-221;
(2) все соединения Категории Б должны быть Типа №1 по AF-221 или Типа №2 по AF-221;
(3) все соединения Категории В должны быть сварными швами полного проплавления, проходящими через всю секцию у стыка соединения;
(4) все соединения Категории Г для крепления шейки патрубка к стене камеры давления и к наплавленному слою усиления (если используется) должны быть сварными швами полного проплавления с разделкой кромок.
AD-416 Особые требования к соединениям при условиях эксплуатации, представляющими опасность для жизни
Все соединения Категории А должны быть Типа
№1 по AF-221, а в Категориях Б и В, соединения должны быть Типа №1 или Типа №2 (AF-222). Все соединения Категории Г должны быть стыковыми соединениями Типа №1 или сварным швом углового соединения полного проплавления сквозь стену камеры давления или патрубка (см. AF-223).
AD-417 Крепёжные соединения частей, не
подверженных воздействию давления и элементов жёсткости
Сварные соединения крепления частей, не
подверженных воздействию давления и элементов жёсткости могут быть выполнены при помощи стыковых сварных швов, угловых сварных швов или сварными швами приварки шпилек. Тип допустимого сварного шва отчасти зависит от предназначения данного крепления и от материала, к которому производится крепление. (Особые требования даны в AD-900, AD-911 и AD-912.) AD-420 СОЕДИНЕНИЯ ПЕРЕХОДОВ МЕЖДУ
СЕКЦИЯМИ НЕРАВНОЙ ТОЛЩИНЫ Если нет указаний на выполнение требований
Приложений 4, 5 и 6, должны быть обеспечены сужающиеся переходы на соединениях Категорий А и Б (см. AD-400) между секциями различной толщины, как показано на Схеме AD-420.1 на более чем ¼ от толщины наиболее тонкой секции или на более 1/8 дюйма (3,2мм). Переход может быть сделан при помощи любого метода, который обеспечивает равномерное сужение. Если переход образован при помощи добавления дополнительного металла сварочного шва за предел, при котором, в другом случае, он являлся бы кромкой сварного шва, такое наложение дополнительного металла сварочного шва должно соответствовать требованиям AF-229. Стыковой сварной шов может частично или полностью находиться в плавном переходе, как обозначено на Схемах AD-420.1 и AD-420.2. Если не используются Приложения 4, 5 и 6, то должны также применяться следующие ниже дополнительные требования.
(а) Длина сужения не должна быть меньше утроенной величины сдвига между смежными поверхностями.
(б) Для всех соединений Категорий А и Б должна быть применена Схема AD-420.1, за исключением соединений между формованными верхними частями и основным корпусом, для которых применяется Схема AD-420.2.
(в) Если требуется сужение на какой-либо формованной верхней части, предназначенной для крепления при помощи стыкового сварного шва,
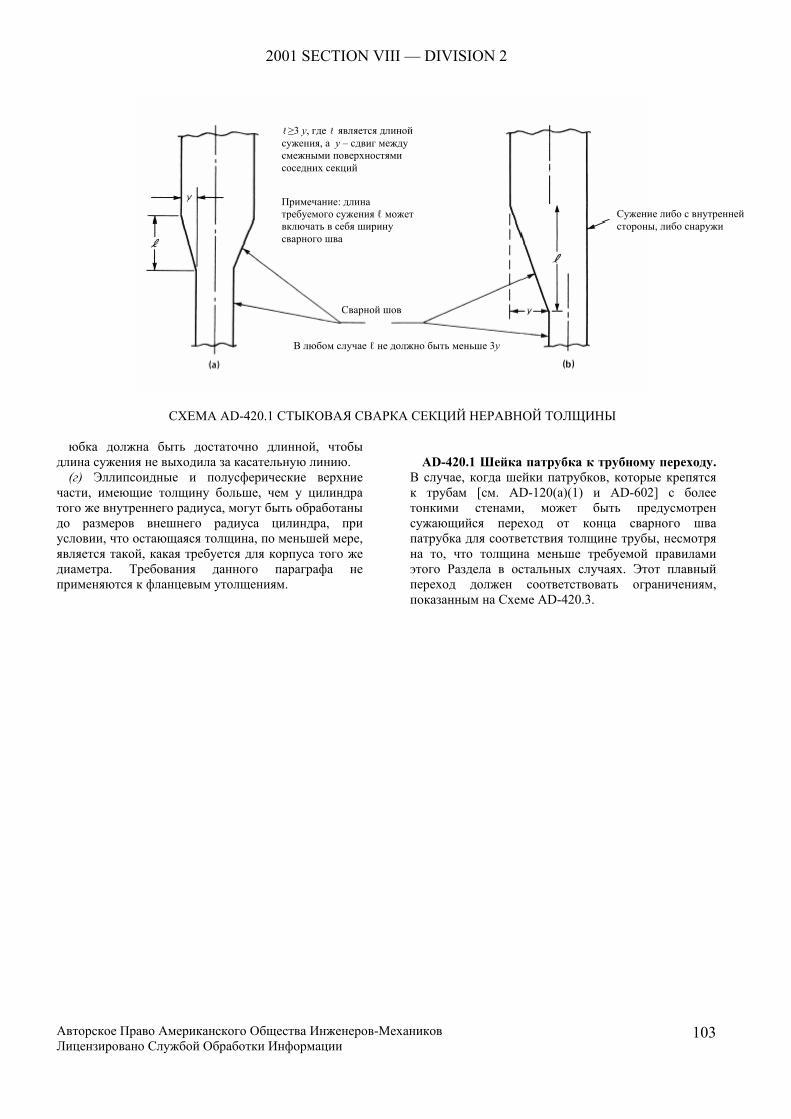
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
103
СХЕМА AD-420.1 СТЫКОВАЯ СВАРКА СЕКЦИЙ НЕРАВНОЙ ТОЛЩИНЫ
юбка должна быть достаточно длинной, чтобы длина сужения не выходила за касательную линию.
(г) Эллипсоидные и полусферические верхние части, имеющие толщину больше, чем у цилиндра того же внутреннего радиуса, могут быть обработаны до размеров внешнего радиуса цилиндра, при условии, что остающаяся толщина, по меньшей мере, является такой, какая требуется для корпуса того же диаметра. Требования данного параграфа не применяются к фланцевым утолщениям.
AD-420.1 Шейка патрубка к трубному переходу.
В случае, когда шейки патрубков, которые крепятся к трубам [см. AD-120(a)(1) и AD-602] с более тонкими стенами, может быть предусмотрен сужающийся переход от конца сварного шва патрубка для соответствия толщине трубы, несмотря на то, что толщина меньше требуемой правилами этого Раздела в остальных случаях. Этот плавный переход должен соответствовать ограничениям, показанным на Схеме AD-420.3.
ℓ≥3 у, где ℓ является длиной сужения, а у – сдвиг между смежными поверхностями соседних секций
Примечание: длина требуемого сужения ℓ может включать в себя ширину сварного шва
Сужение либо с внутренней стороны, либо снаружи
Сварной шов
В любом случае ℓ не должно быть меньше 3у
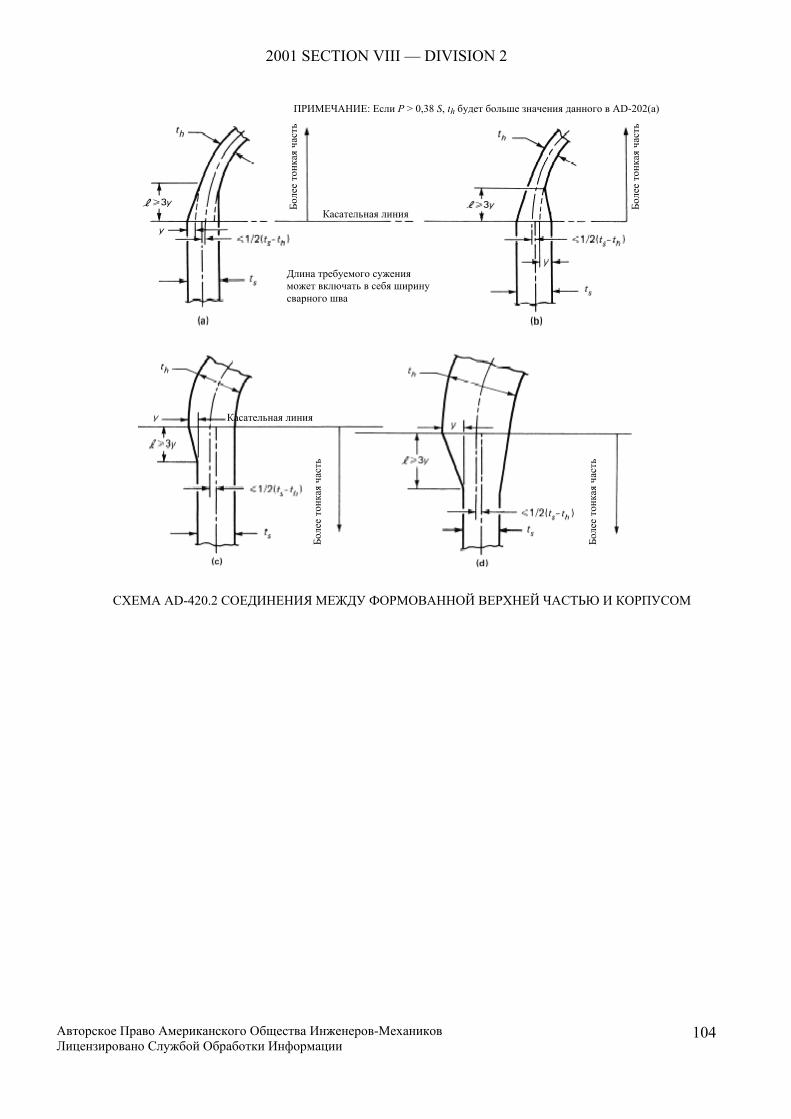
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
104
СХЕМА AD-420.2 СОЕДИНЕНИЯ МЕЖДУ ФОРМОВАННОЙ ВЕРХНЕЙ ЧАСТЬЮ И КОРПУСОМ
ПРИМЕЧАНИЕ: Если Р > 0,38 S, th будет больше значения данного в AD-202(a)
Более тонкая
часть
Более тонкая
часть
Касательная линия
Длина требуемого сужения может включать в себя ширину сварного шва
Касательная линия
Более тонкая
часть
Более тонкая
часть
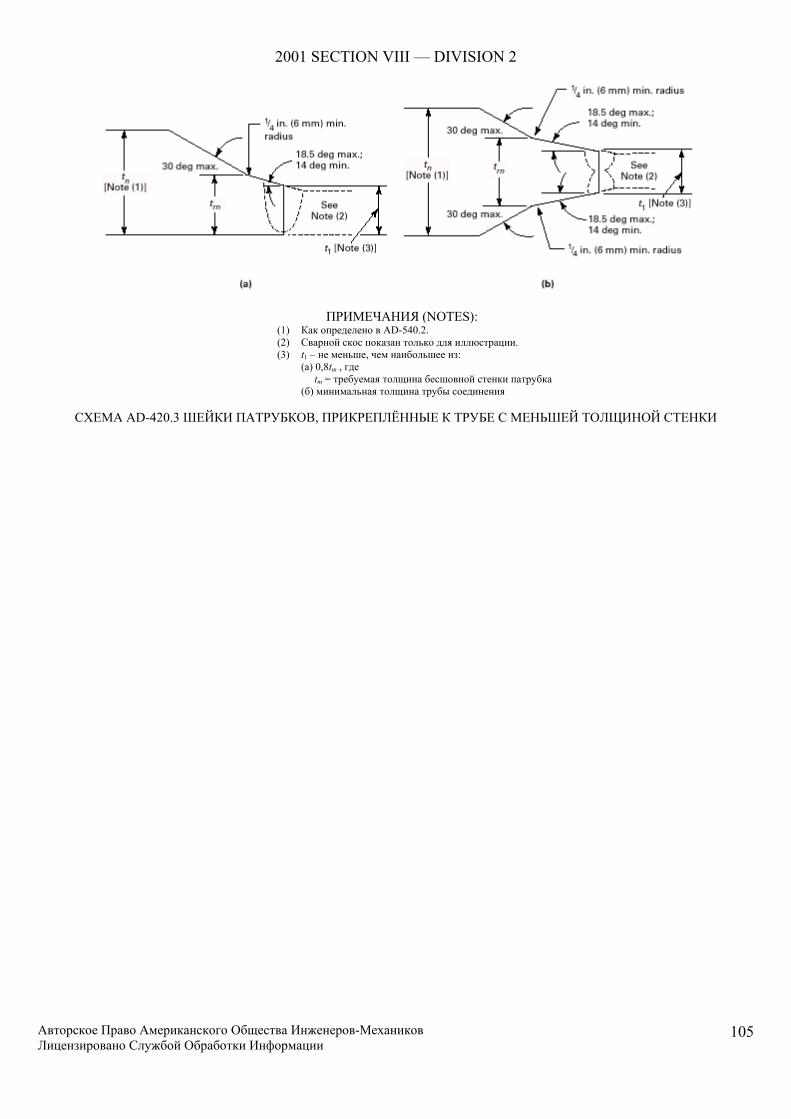
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
105
ПРИМЕЧАНИЯ (NOTES): (1) Как определено в AD-540.2. (2) Сварной скос показан только для иллюстрации. (3) t1 – не меньше, чем наибольшее из:
(а) 0,8tm , где tm = требуемая толщина бесшовной стенки патрубка (б) минимальная толщина трубы соединения
СХЕМА AD-420.3 ШЕЙКИ ПАТРУБКОВ, ПРИКРЕПЛЁННЫЕ К ТРУБЕ С МЕНЬШЕЙ ТОЛЩИНОЙ СТЕНКИ
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
106
СТАТЬЯ D-5
ОТВЕРСТИЯ И ИХ УСИЛЕНИЯ
AD-500 ОБЛАСТЬ ПРИМЕНЕНИЯ
Содержащиеся в этой Статье правила предусматривают зону замены и её распределение для удовлетворительного проектирования окрестностей отверстий в разгрузочном кожухе, только при сжимающей нагрузке, на основе формы отверстия при условии, что проведения усталостного анализа не требуется. Эти правила не содержат проектных нормативов для трубных нагрузок, которые могут действовать на патрубковом отделе и/или отделе оболочки и которые могут быть добавлены к нагрузкам сжатия. Инженер-конструктор должен уделить особое внимание таким дополнительным нагрузкам. AD-501 Размеры и форма отверстий
(а) Отверстия, за исключением в пункте (б) должны быть круглыми, эллиптическими или любой другой формы, которая образуется в результате пересечения круглого или эллиптического цилиндра с камерами давления таких форм, формулы для которых даны в Статье D-2, при условии:
(1) отношение диаметра вдоль основной оси к
диаметру вдоль малой оси законченного отверстия составляет 1.5 или менее;
(2) отношение , где d является
наибольшим внутренним диаметром пересекающей камеры, а D – внутренним диаметром пересечённой камеры;
(3) расстояние между средними линиями
смежных патрубков измеряемое вдоль внутренней поверхности камеры должно быть таким, чтобы оно не
было меньше суммы их внутренних радиусов, где является составляющей в расстоянии средней линии в продольном направлении.
Для отверстий в верхней части или отверстий
вдоль продольной оси цилиндрической оболочки
Для отверстий вокруг окружности
цилиндрической оболочки
(4) вокруг кромок отверстия должно быть предусмотрено усиление в таком количестве и распределении, чтобы были выполнены требования по зонам усиления во всех плоскостях, проходящих через центр отверстия и перпендикулярных к поверхности камеры, как оговорено в AD-520.
(б) Отверстия других форм или размеров могут
использоваться при условии выполнения требований Приложений 4 или 5.
AD-502 Расположение отверстий в сварных соединениях
Отверстия любого разрешённого этими правилами
типа могут быть размещены на сваренных встык соединениях.
AD-510 КРУГЛЫЕ ОТВЕРСТИЯ НЕ ТРЕБУЮЩИЕ УСИЛЕНИЯ
При удовлетворении всех следующих ниже
требований, круглые отверстия не требуют их усиления.
(а) Одиночное отверстие имеет диаметр, не
превышающий , или если есть два или более отверстий в пределах одной окружности диаметра
то сумма диаметров таких не усиливаемых отверстий не должна превышать 0,25
(б) Никакие из центров двух не усиливаемых
отверстий не должны располагаться ближе (расстояние измеряется на внутренней стороне стены камеры давления) 1,5 от суммы их диаметров.
(в) Центры не усиливаемых отверстий не должны
быть расположены ближе от края локально напряжённой зоны в корпусе (оболочке), где Rm является средним радиусом, а t является номинальной толщиной оболочки камеры или верхней части на расположении отверстия (ий); термин «локально напряжённая зона» означает любую зону в оболочке (корпусе), где основное локальное мембранное напряжение превышает 1,1Sm , но этот термин не включает в себя те зоны, где основное локальное мембранное напряжение возникает вследствие наличия там не усиленного отверстия.
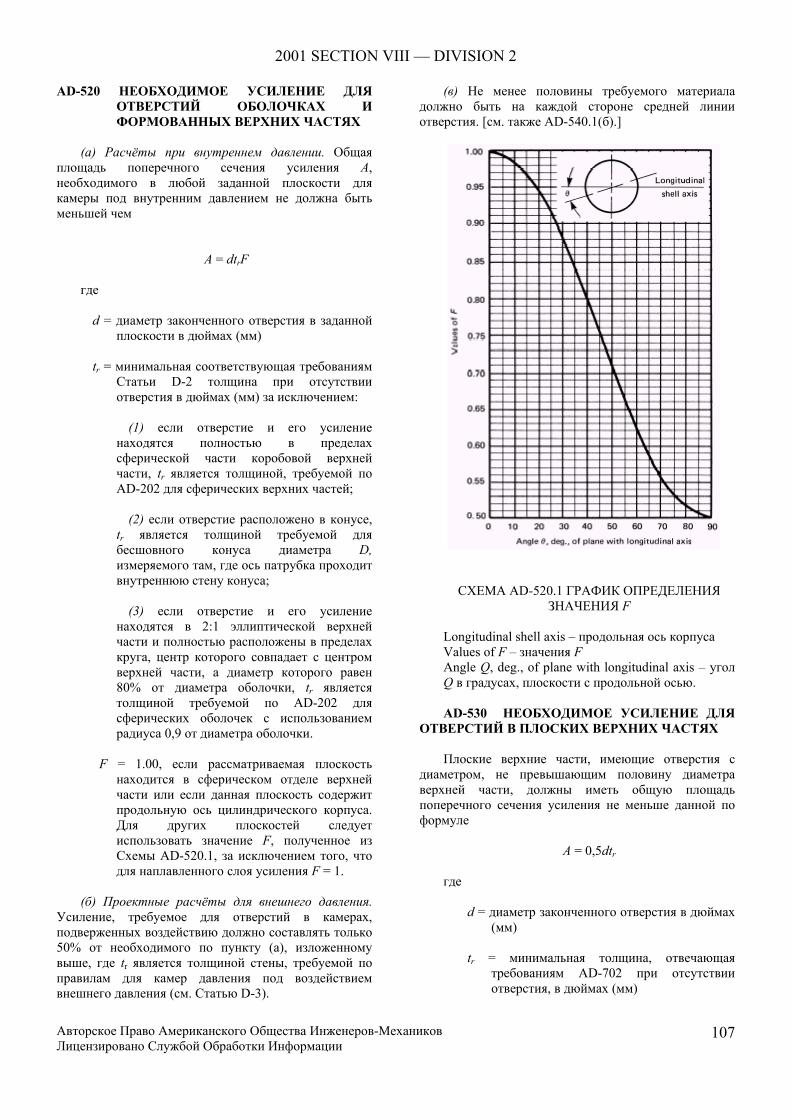
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
107
AD-520 НЕОБХОДИМОЕ УСИЛЕНИЕ ДЛЯ ОТВЕРСТИЙ ОБОЛОЧКАХ И ФОРМОВАННЫХ ВЕРХНИХ ЧАСТЯХ
(а) Расчёты при внутреннем давлении. Общая
площадь поперечного сечения усиления А, необходимого в любой заданной плоскости для камеры под внутренним давлением не должна быть меньшей чем
A = dtrF
где
d = диаметр законченного отверстия в заданной плоскости в дюймах (мм)
tr = минимальная соответствующая требованиям
Статьи D-2 толщина при отсутствии отверстия в дюймах (мм) за исключением:
(1) если отверстие и его усиление
находятся полностью в пределах сферической части коробовой верхней части, tr является толщиной, требуемой по AD-202 для сферических верхних частей;
(2) если отверстие расположено в конусе,
tr является толщиной требуемой для бесшовного конуса диаметра D, измеряемого там, где ось патрубка проходит внутреннюю стену конуса;
(3) если отверстие и его усиление
находятся в 2:1 эллиптической верхней части и полностью расположены в пределах круга, центр которого совпадает с центром верхней части, а диаметр которого равен 80% от диаметра оболочки, tr является толщиной требуемой по AD-202 для сферических оболочек с использованием радиуса 0,9 от диаметра оболочки.
F = 1.00, если рассматриваемая плоскость
находится в сферическом отделе верхней части или если данная плоскость содержит продольную ось цилиндрического корпуса. Для других плоскостей следует использовать значение F, полученное из Схемы AD-520.1, за исключением того, что для наплавленного слоя усиления F = 1.
(б) Проектные расчёты для внешнего давления.
Усиление, требуемое для отверстий в камерах, подверженных воздействию должно составлять только 50% от необходимого по пункту (а), изложенному выше, где tr является толщиной стены, требуемой по правилам для камер давления под воздействием внешнего давления (см. Статью D-3).
(в) Не менее половины требуемого материала должно быть на каждой стороне средней линии отверстия. [см. также AD-540.1(б).]
СХЕМА AD-520.1 ГРАФИК ОПРЕДЕЛЕНИЯ ЗНАЧЕНИЯ F
Longitudinal shell axis – продольная ось корпуса Values of F – значения F Angle Q, deg., of plane with longitudinal axis – угол Q в градусах, плоскости с продольной осью. AD-530 НЕОБХОДИМОЕ УСИЛЕНИЕ ДЛЯ
ОТВЕРСТИЙ В ПЛОСКИХ ВЕРХНИХ ЧАСТЯХ Плоские верхние части, имеющие отверстия с
диаметром, не превышающим половину диаметра верхней части, должны иметь общую площадь поперечного сечения усиления не меньше данной по формуле
А = 0,5dtr
где
d = диаметр законченного отверстия в дюймах (мм)
tr = минимальная толщина, отвечающая
требованиям AD-702 при отсутствии отверстия, в дюймах (мм)

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
108
AD-540 ГРАНИЦЫ УСИЛЕНИЯ
Границы площади поперечного сечения в любой плоскости, перпендикулярной стене камеры давления и проходящей через центр отверстия, в пределах которых должен быть нанесён металл усиления, должны рассматриваться как границы усиления для этой плоскости. Их описание даётся в AD-540.1 и AD-504.2.
AD-540.1 Границы вдоль стены камеры
давления. Два требования для границ усиления измеряемых вдоль средней поверхности номинальной толщины стены должны быть выполнены, как изложено ниже:
(а) 100% требуемого усиления должны находиться в пределах расстояния по каждой стороне оси отверстия, равному наибольшему значению из следующих
(1) диаметр законченного отверстия при условии воздействия коррозии
(2) радиус законченного отверстия при условии воздействия коррозии плюс толщина стены камеры давления плюс толщина стенки патрубка.
(б) Две трети требуемого усиления должны быть в пределах расстояния по каждой стороне оси отверстия, равному наибольшему значению из следующих:
(1) r + 0,5 , где Rm является средним радиусом оболочки или верхней части, t – номинальная толщина стены камеры давления, а r – радиус законченного отверстия в условиях воздействия коррозии;
(2) радиус законченного отверстия при условии воздействия коррозии плюс толщина стены камеры давления плюс толщина стенки патрубка.
AD-540.2 Граница, перпендикулярная к стене камеры давления. Пределы усиления, измеряемые перпендикулярно к стене камеры давления, должны соответствовать контуру поверхности на расстоянии от каждой поверхности, ограниченной данными ниже пределами.
(а) Для Схемы AD-540.1 фрагменты (а) и (b): (1) при предел будет большим из
(или)
но этот предел не должен превышать 2,5t или (2) при предел будет большим из
но этот предел не должен превышать 2,5t, где
r = внутренний радиус патрубка в дюймах (мм) tn = номинальная толщина патрубка в дюймах
(мм) rm = средний радиус патрубка в дюймах (мм) = r + 0,5tn r2 = радиус перехода между патрубком и стеной
камеры давления в дюймах (мм)
tp = номинальная толщина соединяющей трубы в дюймах (мм)
t = номинальная толщина камеры давления в дюймах (мм)
h = длина вдоль патрубка с толщиной tn в дюймах (мм)
L = длина вдоль патрубка с толщиной tn плюс длина перехода в дюймах (мм)
К = 0,73r2 при использовании радиуса перехода r2 и наименьшего катета сварного углового шва при его использовании на переходе, в дюймах (мм)
x = расстояние уклона в дюймах (мм) = tn – tp
(б) Для Схемы AD-540.1 фрагмент (с): (1) При градусов предел будет
большим из
или (2) При градусов, предел будет большим из
или
где r = внутренний радиус патрубка в дюймах
(мм) tn’ = tp + 0,667x Q = угол между вертикалью и уклоном (45 градусов или менее) в градусах
L’ = длина конической секции вдоль патрубка в дюймах (мм)
rm = Остальные термины даны выше в пункте (а).
(в) Для Схемы AD-540.1 фрагмент (d), предел будет наибольшим из
или
Используемая для установления предела толщина te ни в коем случае не должна превышать 1,5t или 1,73W, где
W = ширина дополнительного усиливающего элемента, в дюймах (мм)
te = толщина дополнительного усиливающего элемента, в дюймах (мм)
Остальные термины даны выше в пункте (а).
(г) Для Схемы AD-612.1, фрагменты (d-1) и (d-2) и для Схемы AD-621.1, фрагменты (с-2) и (с-3), пределом является te, но не больше чем 1,5t или 1,73W. См. (а) и (в) выше, где приведены необходимые условные обозначения.
AD-550 МЕТАЛЛ ИСПОЛЬЗУЕМЫЙ ДЛЯ
УСИЛЕНИЯ
Металл может рассматриваться как дополнение к зоне усиления, требуемого по AD-520 и AD-530, при
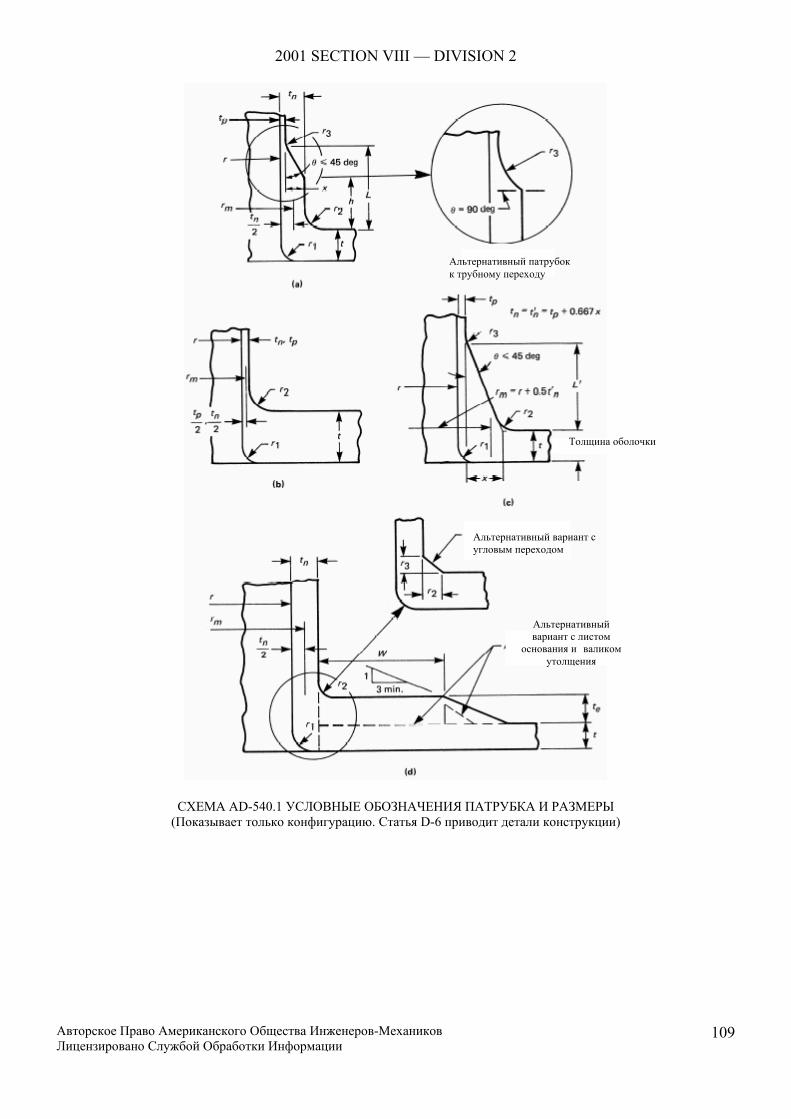
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
109
СХЕМА AD-540.1 УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ПАТРУБКА И РАЗМЕРЫ (Показывает только конфигурацию. Статья D-6 приводит детали конструкции)
Альтернативный патрубок к трубному переходу
Толщина оболочки
Альтернативный вариант с угловым переходом
Альтернативный вариант с листом
основания и валиком утолщения
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
110
условии, что он находится в пределах зоны усиления, определённой в AD-540 и для использования в качестве усиления следует ограничиться материалами, отвечающими следующим требованиям:
(а) металл, образующий часть стены камеры давления, который превышает требуемое количество по основной интенсивности напряжения (см. от AD-200 до AD-210 и AD-702), и не является частью допуска на коррозию;
(б) подобный указанному выше металл патрубка, при условии, что патрубок интегрирован в стену камеры давления или присоединён к ней сварным швом полного проплавления;
(в) металл сварного шва, слитный со стеной камеры давления без каких-либо разрывов;
(г) металл сварного шва полного проплавления, соединяющего шейку патрубка с отдельным стальным листом усиления;
(д) металл, соединённый с оболочкой не без разрывов, как, например, наплавляемый без разрывов по своей периферии слой, может рассматриваться в качестве годного для усиления, при условии выполнения требований AD-570;
(е) металл, рассматриваемый в качестве усиления по пунктам (б), (в) и (г) должен соответствовать следующему ограничению:
где
аR = средний коэффициент температурного расширения металла усиления при расчётной температуре в д./д. oF (м/моС; см. Таблицы ТЕ-1, ТЕ-2, ТЕ-3 и ТЕ-4 в Секции II, Часть D)
аv = средний коэффициент температурного расширения металла камеры давления при расчётной температуре в д./д. oF (м/моС; см. Таблицы ТЕ-1, ТЕ-2, ТЕ-3 и ТЕ-4 в Секции II, Часть D)
∆Т = рабочий температурный диапазон от 70оF (21оС) до рабочей температуры или разница между наибольшей рабочей температурой и наименьшей, если больше.
При превышающем этот лимит проекте, никоим образом нельзя полагаться на потенциальное усиление в шейке патрубка в пределах усиления и на металл зоны углового сварного шва, присоединяющий шейку патрубка к корпусу или отдельному листу усиления. Для других видов металла усиления применяются данные пунктов от (а) до (д). ПРИМЕЧАНИЕ: Скорее всего, для проектов выходящих за рамки установленного в пункте (f) ограничения, потребуется проведение усталостного анализа в соответствии с правилами AD-160.
AD-550.1 Металл непригодный для использования в качестве усиления. Металл, который соединён с корпусом (оболочкой) с разрывами, как, например, в патрубках с креплением сварным швом частичного проплавления, не может рассматриваться в качестве пригодного для использования в качестве усиления. (См. также AD-621).
AD-550.2 Металл усиления может быть применён
только к одному отверстию. Количество металла, которое предполагается использовать в качестве усиления не может применяться для усиления более одного отверстия.
AD-551 Прочность материала усиления (а) Материал в стене патрубка, используемый для
усиления, предпочтительно, должен иметь тоже расчётное значение интенсивности напряжения, как то, что используется для материалов в стене камеры давления. Это значение, ни в коем случае, не должно составлять меньше 80% от значения, используемого для стены камеры давления при расчётной температуре.
(б) При использовании материала с меньшим расчётным напряжением, площадь, обеспечиваемая этим материалом, должна быть увеличена пропорционально до обратного соотношения интенсивности напряжения патрубка и материала стены камеры давления. Из требований, предъявляемых к усилению нельзя делать никаких исключений, если материал патрубка или металл сварочного шва имеют более высокое, чем материал стены камеры давления расчётное значение интенсивности напряжения. Прочность материала в рассматриваемой точке должна использоваться при проведении усталостного анализа. AD-560 АЛЬТЕРНАТИВНЫЕ ПРАВИЛА ДЛЯ
ПРОЕКТИРОВАНИЯ ПАТРУБКОВ Изложенное ниже является приемлемой альтернативой
правилам, приведённым в параграфах от AD-501 до AD-550 и Статье 4-6 с учётом ограничений AD-560.1.
AD-560.1 Ограничения. Эти альтернативные правила
применимы только для патрубков в камерах давления соответствующих следующим ниже ограничениям.
(а) Патрубок имеет круглое поперечное сечение, а его ось перпендикулярна камере давления или верхней части.
(б) Патрубок и усиление (если необходимо) целиком вварены в камеру давления посредством сварных швов полного проплавления между всеми частями. Приемлемы конструкции, показанные на Схемах AD-610.1 и AD-613.1. Однако, угловые сварные швы должны быть сведены до радиуса в соответствии со Схемой AD-560.1.
(в) Край отверстия должен находиться на расстоянии, по меньшей мере, в от ближайшего края любого другого отверстия.
(г) Используемые в патрубках, усилении и в смежных с патрубком отделах камеры давления материалы должны иметь коэффициент UTS/YS не менее 1,5, где
UTS = установленная минимальная крайняя прочность на разрыв
YS = установленный минимальный предел текучести (д) Должны быть выполнены следующие ограничения
по размерам:
Патрубки в цилиндрических камерах давления
Патрубки в сферических камерах давления или в сферических верхних частях
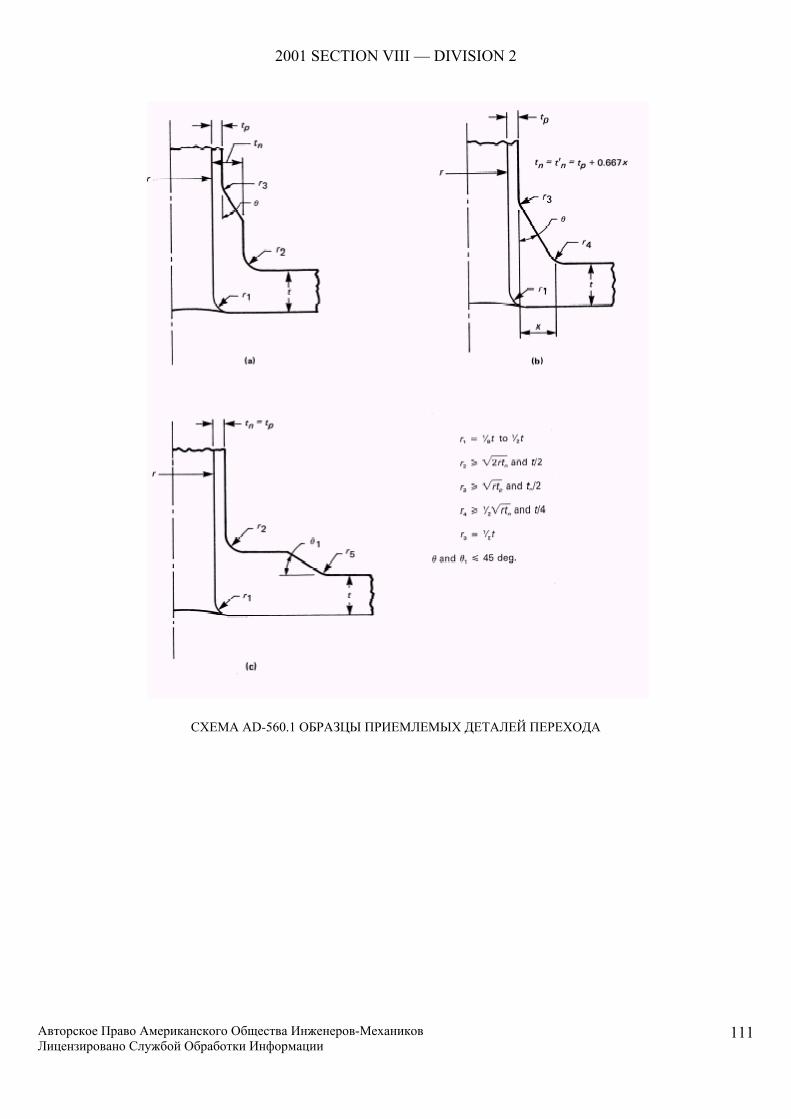
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
111
СХЕМА AD-560.1 ОБРАЗЦЫ ПРИЕМЛЕМЫХ ДЕТАЛЕЙ ПЕРЕХОДА
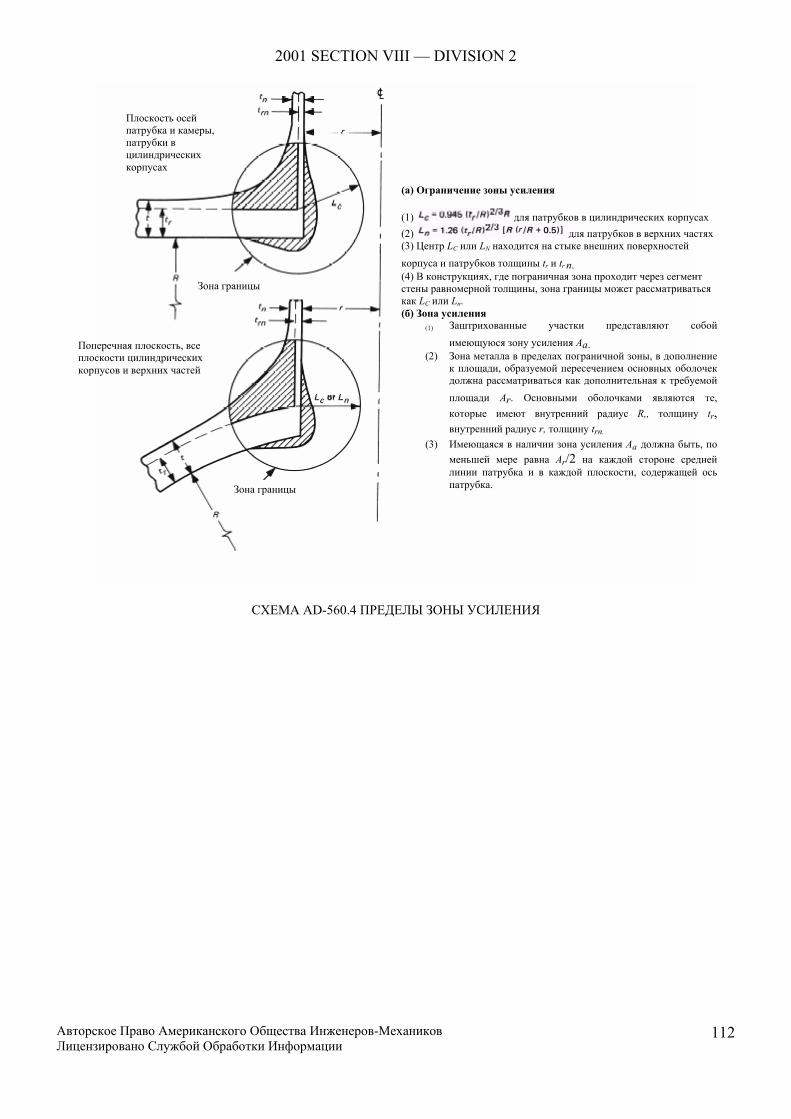
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
112
СХЕМА AD-560.4 ПРЕДЕЛЫ ЗОНЫ УСИЛЕНИЯ
Поперечная плоскость, все плоскости цилиндрических корпусов и верхних частей
Зона границы
Плоскость осей патрубка и камеры, патрубки в цилиндрических корпусах
Зона границы
(а) Ограничение зоны усиления (1) для патрубков в цилиндрических корпусах (2) для патрубков в верхних частях(3) Центр LC или LN находится на стыке внешних поверхностей корпуса и патрубков толщины tr и tr n. (4) В конструкциях, где пограничная зона проходит через сегмент стены равномерной толщины, зона границы может рассматриваться как LC или Ln. (б) Зона усиления
(1) Заштрихованные участки представляют собойимеющуюся зону усиления Аа.
(2) Зона металла в пределах пограничной зоны, в дополнениек площади, образуемой пересечением основных оболочекдолжна рассматриваться как дополнительная к требуемойплощади Аr. Основными оболочками являются те,которые имеют внутренний радиус R,, толщину tr,внутренний радиус r, толщину trn.
(3) Имеющаяся в наличии зона усиления Аа должна быть, поменьшей мере равна Ar/2 на каждой стороне среднейлинии патрубка и в каждой плоскости, содержащей осьпатрубка.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
113
(д) В случае со сферическими оболочками или формованными верхними частями, по меньшей мере, 40% усиления должны быть расположены на внешней поверхности стыка патрубок-оболочка (корпус).
AD-560.2 Условные обозначения D = внутренний диаметр цилиндрической,
сферической камеры давления или сферической верхней части, в дюймах (мм)
d = внутренний диаметр патрубка, в дюймах (мм) R = внутренний радиус цилиндрической,
сферической камеры давления или сферического отдела верхней части, в дюймах (мм)
r = внутренний диаметр патрубка, в дюймах (мм) tr = толщина стены камеры давления или верхней
части, полученная в результате вычислений с использованием уравнения, данного в AD-201 для цилиндрических камер давления; по AD-202 для сферических камер давления или сферических отделов формованных верхних частей, в дюймах (мм).
trn = толщина стенки патрубка, вычисляемая по уравнению, данному в AD-201, в дюймах (мм)
t = номинальная толщина стены камеры давления или верхней части в дюймах (мм)
tn = номинальная толщина стенки патрубка, в дюймах (мм)
tp = номинальная толщина соединительной трубы, в дюймах (мм)
= требуемый минимум зоны усиления, в квадратных дюймах (мм2)
= наличная зона усиления, в квадратных дюймах (мм2) см. Схему AD-560.7
AD-560.3 Требуемое зона усиления. Требуемая минимальная зона усиления относится к значению как указано в приведённой ниже таблице. Необходимая минимальная зона усиления А в
квадратных дюймах (мм2) Значение
Патрубки в цилиндре
Патрубки в сферических камерах давления или сферических отделах формованных верхних частей
ПРИМЕЧАНИЕ: (1) Однако, требуется радиус перехода (определённый в Схеме AD-560.1) или его эквивалент. Требуемая минимальная площадь усиления должна быть обеспечена на всех плоскостях, содержащих ось патрубка. AD-560.4 Пределы зоны усиления. Металл усиления, включаемый для соответствия установленному в AD-
560.3 минимуму площади усиления, должен быть расположен в пределах границ, показанных на Схеме AD-560.4.
ТАБЛИЦА AD-560.7 ИНДЕКСЫ НАПРЯЖЕНИЯ ДЛЯ НАГРУЗОК
ВНУТРЕННЕГО НАПРЯЖЕНИЯ (а) Патрубки в сферических корпусах и сферических отделах формованных верхних частей Напряжение Внутренний
угол Внешний угол
(б) Патрубки в цилиндрических корпусах Продольная плоскость Поперечная
плоскость Напряжение
Внутр. угол
Внешний угол
Внутр. угол
Внешний угол
AD-560.5 Прочность материалов, используемых для усиления. Материал в стенке патрубка, используемый для усиления, предпочтительно, должен быть таким же, как и материал стены камеры давления. При использовании материала с более низким значением расчётного напряжения Sm, площадь, обеспечиваемая таким материалом, должна быть увеличена в пропорции к обратной пропорциональности значений напряжения патрубка и материала стены камеры давления. Не допускается никакого снижения уровня требований для увеличенной прочности материала патрубка или металла сварочного шва , которые имеют более высокое значение расчётного напряжения, чем такое же значение материала стены камеры давления. Прочность материала в рассматриваемой точке должна быть использована при проведении усталостных анализов. AD-560.6 Детали перехода. Образцы приемлемых сужений перехода и радиусы показаны на Схеме AD-560.1. Другие конфигурации, отвечающие требованиям, предъявляемым к площади усиления по AD-560.3 и с равными или менее резкими переходами также приемлемы, другими словами – больший радиус к коэффициенту толщины. AD-560.7 Индексы напряжения. Используемый здесь термин «индекс напряжения» определяется как числовое отношение компонентов напряжения и , рассматриваемых в отношении к полученному в результате вычислений напряжению S.
Символы, используемые для обозначения компонентов показаны на Схеме 4-611.1 и определены в следующем порядке:
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
114
для патрубков в сферических камерах давления и верхних частях.
для патрубков в цилиндрических камерах давления.
= компонент напряжения в плоскости рассматриваемой секции и параллельного границе секции.
= составляющая напряжения, перпендикулярного к плоскости секции (обычно, круговое напряжение вокруг отверстий в корпусе) = составляющая напряжения, перпендикулярного к плоскости секции
= интенсивность напряжения (комбинированное напряжение) в рассматриваемой точке.
= диапазон давления в рассматриваемом цикле, в ф./д2 При выполнении условий изложенных в параграфах от AD-560.1 до AD-560.6, индексы напряжения, данные в Таблице AD560.7 могут быть использованы. Эти индексы напряжения имеют дело только с максимальными напряжениями, возникающими, при определённом общем расположении, по причине воздействия внутреннего давления. При оценке напряжений в, или смежных с камерой отверстиях и соединениях, часто возникает необходимость проанализировать эффект действия напряжения, возникающего из-за действия внешних нагрузок или температурных напряжений. В таких случаях, общее напряжение на заданной точке может быть определено посредством суперпозиции (наложения, совмещения). В случае с комбинированными нагрузками, возникающими по причине воздействия внутреннего давления и патрубковой нагрузки, максимальные напряжения должны рассматриваться, как действующие в одной точке и слагаться алгебраически. Если напряжения определены при помощи более точной техники анализа или экспериментальной процедуры проведения анализа напряжения по Приложению 6, значения напряжений также должны быть сложены алгебраически.
AD-570 ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К
ПАТРУБКАМ С ОТДЕЛЬНЫМИ СТАЛЬНЫМИ ЛИСТАМИ УСИЛЕНИЯ
За исключением патрубков на малых концах конусов,
усиленных в соответствии с требованиями AD-212.3, может быть использовано усиление из отдельных стальных листов, при условии, что камера давления и патрубки соответствуют всем изложенным ниже условиям.
(а) Материалы патрубка, наплавленного слоя и стены камеры давления соответствуют тем, которые приведены в Секции IX. QW-422 для материалов, перечисленных в Колонке 1 и Колонке 4 Таблицы AF-241.1.
(б) Установленное минимальное значение предела прочности на разрыв описанных материалов не превышает 80,000 ф./д2 (552 Мра).
(в) Максимальное растяжение каждого из описанных выше материалов составляет 12% 2 дюймов (51мм)
(г) Толщина добавленного усиления не превышает 1 1\2 от толщины корпуса (оболочки).
(д) Выполнены требования AD-160 для наплавленного слоя при циклической эксплуатации.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
115
СТАТЬЯ D-6 ПАТРУБКИ И ДРУГИЕ СОЕДИНЕНИЯ
AD-600 ТРЕБОВАНИЯ ДЛЯ ПАТРУБКОВ И ДРУГИХ СОЕДИНЕНИЙ
AD-601 ДОПУСТИМЫЕ ТИПЫ ПАТРУБКОВ И
ДРУГИХ СОЕДИНЕНИЙ Патрубки и другие соединения могут быть любых
типов, для которых даны правила в настоящей Статье, при условии:
(а) они отвечают предъявляемым к ним требованиям по расположению;
(б) тип сварного шва крепления разрешён по Статье D-4, «Сварные Соединения»;
(в) минимальный размер сварного шва является таким, какой требуется по Схемам AD-610.1, AD-612.1, Ad-613.1 и AD-621.1;
(г) удовлетворены требования Статьи D-5 «Отверстия и их усиление»;
(д) если отверстия сделаны в оболочках толщиной 2 ½ дюйма (64мм) и более, используются стыковые сварные соединения (см. AF-221) или соединения полного проплавления (см. AF-223);
(e) сварные соединения обследуются при помощи методов, описанных в соответствующем параграфе Статьи F-2;
(ж) шпилечные соединения соответствуют требованиям AD-740;
(з) резьбовые соединения соответствуют требованиям AD-640.
AD-601.1 Система условных обозначений.
Значения используемых в данном параграфе и Схемах AD-610.1, AD-612.1, AD-613.1 и AD-621.1символов определяются следующим образом: r = внутренний радиус патрубка с учётом действия коррозии,
дюймы (мм) t = номинальная толщина оболочки или верхней части
камеры давления, дюймы (мм) tc = толщина сварных швов углового соединения между
патрубком и стеной камеры давления, не меньше чем наименьшее значение из ¼ дюйма (6мм) или 0,7tn (внутренние сварные швы угловых соединений в дальнейшем могут быть ограничены наименьшей длиной выступа стенки патрубка за внутреннюю поверхность стены камеры давления), дюймы (мм)
te = толщина элемента усиления, дюймы (мм) tn = номинальная толщина стенки патрубка, дюймы (мм) tw = глубина проплавления сварного шва, дюймы (мм)
AD-602 МИНИМАЛЬНАЯ ТОЛЩИНА ШЕЕК ПАТРУБКОВ И ДРУГИХ СОЕДИНЕНИЙ
Толщина стенки шейки патрубка или других
соединений не должна быть меньше толщины, полученной в результате вычислений для прикладываемых соответствующих нагрузок плюс дополнительная толщина для коррозионных и эрозионных допусков и, за исключением отверстий для доступа внутрь и инспекционных отверстий, не меньше чем наименьшее значение из приведённых ниже:
(а) требуемая толщина оболочки или верхней части, на которых крепится соединение плюс допуск на коррозию, предусмотренный в смежных с соединением оболочке или верхней части;
(б) минимальная толщина24 стандартной стены трубы плюс допуск на коррозию на соединениях. См. AD-420.1 для требований по толщине перехода
от шейки патрубка к стене. AD-610 ПРИМЫКАЮЩИЕ К СТЕНЕ КАМЕРЫ
ДАВЛЕНИЯ ШЕЙКИ ПАТРУБКОВ БЕЗ ДОПОЛНИТЕЛЬНОГО ЭЛЕМЕНТА УСИЛЕНИЯ
Примыкающие к стене камеры давления шейки патрубков должны быть прикреплены сварным швом с разделкой кромок полного проплавления. На наложенных только с одной стороны сварных швах, или если при помощи визуального обследования не возможно убедиться в полном проплавлении сварного соединения, должны использоваться металлические подкладки. При использовании металлических подкладок, они должны удаляться после окончания сварки. Разрешённые типы сварных креплений показаны на Схеме AD-610.1, фрагменты (а) и (b).
24 Минимальная толщина для всех материалов является такой, как значения толщины стен, перечисленных в качестве стандартных в Таблице 2 ANSI/ASME B36.01M, менее 12 ½ %. Для диаметров, не перечисленных в этой Таблице, это должно быть основано на следующем, большем диаметре трубы. Если спецификации материалов не устанавливают весовой перечень, соответствующий ANSI/ASME B36M, должно быть использовано значение веса трубы, указанное как стандартное, если это определено по спецификациям. При отсутствии такого определения, должно быть использовано наибольшее из перечисленных в перечне значений, даже если это будет меньше толщины трубы стандартного веса по ANSI/ASME B36M.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
116
AD- 611 ВСТАВЛЕННЫЕ ШЕЙКИ ПАТРУБКОВ
БЕЗ ДОПОЛНИТЕЛЬНЫХ ЭЛЕМЕНТОВ УСИЛЕНИЯ
Шейки, частично введенные в или через отверстие в стене камеры давления без дополнительных элементов усиления должны крепиться при помощи сварных швов с разделкой кромок полного проплавления. Металлические подкладки (если используются) должны быть удалены после окончания сварки. Допустимые типы сварных креплений показаны на Схеме AD-610.1, фрагменты (с), (d), (d-1), (e), (e-1), (f) и (g). ФВ-612 ВСТАВЛЕННЫЕ ШЕЙКИ ПАТРУБКОВ
С ДОПОЛНИТЕЛЬНЫМИ ЭЛЕМЕНТАМИ УСИЛЕНИЯ
Шейки вставленного типа с дополнительным
усилением в виде одного или более отдельных листов усиления должны быть прикреплены сварными швами у внешнего края листа усиления и у периферической области шейки патрубка. Сварной шов у внешнего края листа усиления должен быть угловым сварным швом с минимальной толщиной, наименьшей из 0,6te
или 0,6t. Сварные швы крепления шейки к стене камеры давления и усилению должны быть сварными швами с разделкой кромок полного проплавления. допустимые типы сварных креплений показаны на Схеме AD-612.1, фрагменты (а), (b) и (с).
AD-612.1 ПОДГОТОВКА СИГНАЛЬНЫХ
ОТВЕРСТИЙ К ИСПЫТАНИЯМ НА ГЕРМЕТИЧНОСТЬ
Листы и подкладки усиления, прикреплённые к
внешней стороне камеры давления должны быть обеспечены, минимум, одним сигнальным отверстием (максимальный размер ¼ NPS), которые могут быть заткнуты при проведении испытаний на прочность сварных швов, герметизирующих внутренность камеры давления при помощи предварительно сжатого воздуха для испытаний мыльным раствором (или его эквивалентом). Эти сигнальные отверстия могут остаться открытыми или быть закупорены в процессе эксплуатации. Если отверстия закупорены, материал закупорки не должен пропускать давление между листом усиления и стеной камеры давления. Сигнальные отверстия не должны быть закрыты во время термообработки.
AD-613 ПАТРУБКИ С ЦЕЛЬНЫМ УСИЛЕНИЕМ
AD-613.1 Цельное усиление со стыковыми сварными швами. Имеющие цельное усиление патрубки могут крепиться с использованием стыковых сварных швов Типа №1. Допустимые типы показаны на Схеме AD-613.1 (см. AF-221).
AD-613.2 Цельное усиление, использующее
сварные швы угловых соединений. Патрубки и
другие соединения с цельным усилением, не описанные в AD-613.1, должны крепиться при помощи сварных швов угловых соединений полного проплавления (см. AF-223). Допустимые типы сварных креплений показаны на Схеме AD-610.1.
AD-620 ФИТИНГИ С ВНУТРЕННЕЙ РЕЗЬБОЙ
Применение фитингов с внутренней резьбой должно соответствовать ограничениям NPS 2. Они должны крепиться при помощи сварных швов с разделкой кромок полного проплавления (см.AF-223), как показано на Схеме AD-621.1, фрагменты (е), (f) и (g), за исключением фитингов втулочного типа, таких, как показаны во фрагменте (h), которые могут использоваться, если крепятся угловым сварным швом, имеющим значение толщины, меньшее из 0,7te или 0,7t, как показано в этом фрагменте (см. AF-225).
AD-621 СВАРНЫЕ СОЕДИНЕНИЯ, НЕ
ПOДВЕРЖЕННЫЕ ВОЗДЕЙСТВИЮ ВНЕШНИХ НАГРУЗОК
Сварные швы частичного проплавления, как
показано на Схеме AD-621.1, могут применяться для устройства приспособлений, таких, как измерительные и инспекционные отверстия и т.д., на которые, в основном не прикладываются внешние механические нагрузки и которые не подвержены воздействию термических нагрузок больших, чем в самой камере давления. Такие приспособления должны соответствовать правилам для усиления отверстий, за исключением того, что материал шейки патрубка не может использоваться для усиления в отверстиях (присоединяемых устройствах), показанных на фрагментах (с-1), (с-2) и (с-3). Внутренний диаметр таких отверстий не должен превышать 4 дюйма (102мм).
(а) Размер сварного шва должен быть таким, чтобы глубина проплавления tw была, минимум, 1 ¼ tn , а tc не должно быть меньше наименьшего значения из ¼ дюйма (6мм) или 0.7tn. Для фрагментов (с-2) и (с-3) толщина углового сварного шва у внешнего края листа усиления должна соответствовать наименьшему значению из 0,7te или 0,7t. Для фрагмента (c-3), толщина сварного шва на внутреннем крае листа усиления должна быть, минимум, 1 ¼ tn.
(б) Сварные швы частичного проплавления должны быть подвергнуты контрольному осмотру, как требуется в соответствии с Таблицей AF-241.1.
AD-622 КОВАНЫЕ СТАЛЬНЫЕ ФИТИНГИ
Для использования в соответствии с данным Разделом и требованиями АМ-105 приемлемо ASME B16.11 «Кованые стальные фитинги, привариваемые и резьбовые». Значения температуры-давления для таких фитингов должны вычисляться как для прямой бесшовной трубы в соответствии с правилами данного Раздела, включая расчётное значение интенсивности
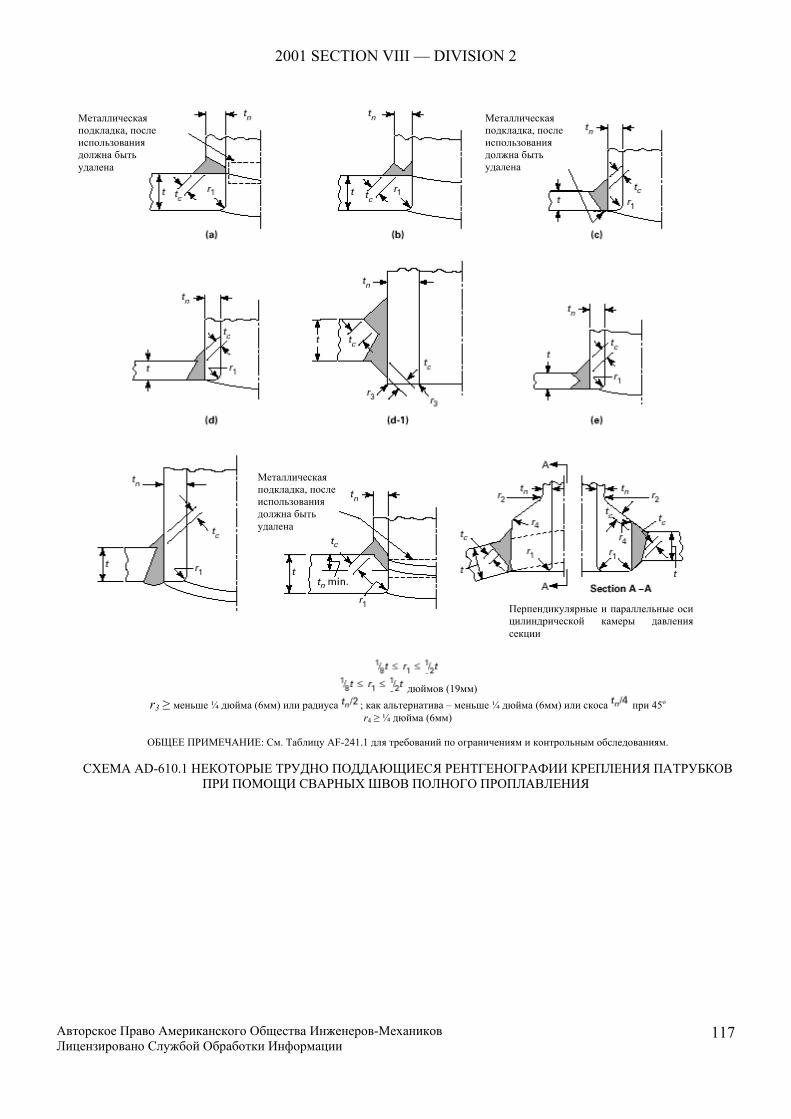
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
117
дюймов (19мм)
r3 ≥ меньше ¼ дюйма (6мм) или радиуса ; как альтернатива – меньше ¼ дюйма (6мм) или скоса при 45о r4 ≥ ¼ дюйма (6мм)
ОБЩЕЕ ПРИМЕЧАНИЕ: См. Таблицу AF-241.1 для требований по ограничениям и контрольным обследованиям.
СХЕМА AD-610.1 НЕКОТОРЫЕ ТРУДНО ПОДДАЮЩИЕСЯ РЕНТГЕНОГРАФИИ КРЕПЛЕНИЯ ПАТРУБКОВ
ПРИ ПОМОЩИ СВАРНЫХ ШВОВ ПОЛНОГО ПРОПЛАВЛЕНИЯ
Металлическая подкладка, после использования должна быть удалена
Металлическая подкладка, после использования должна быть удалена
Металлическая подкладка, после использования должна быть удалена
Перпендикулярные и параллельные осицилиндрической камеры давлениясекции
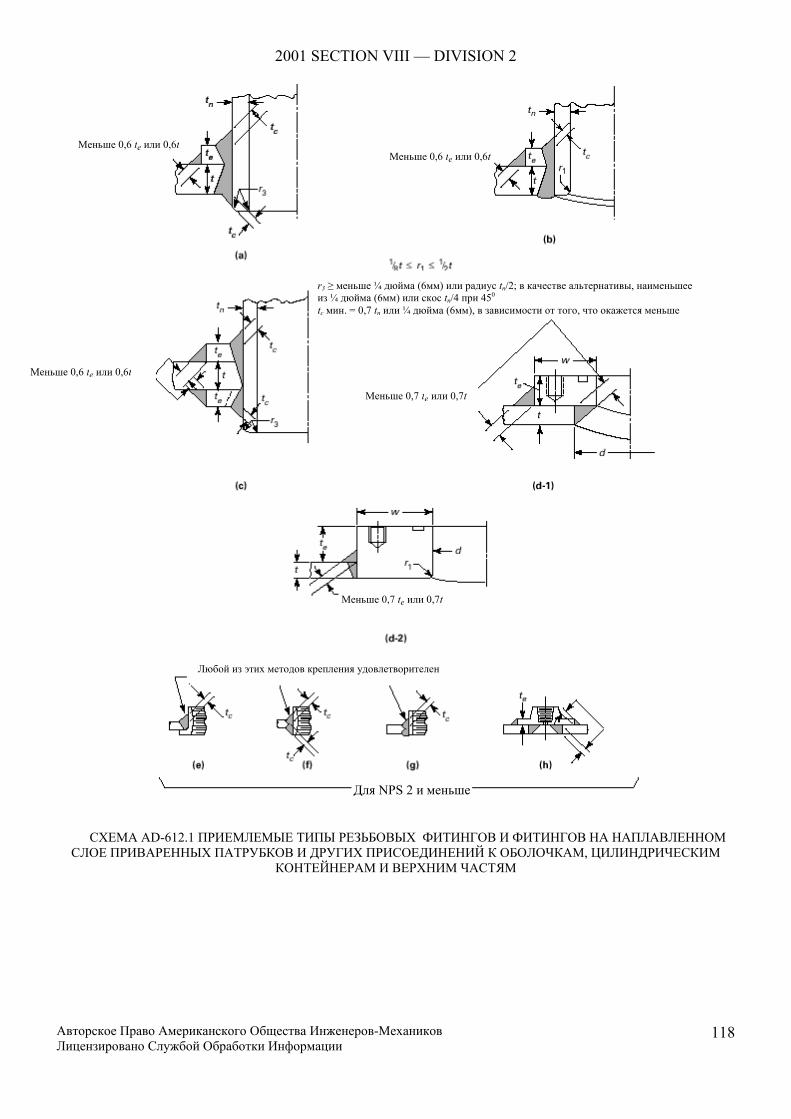
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
118
СХЕМА AD-612.1 ПРИЕМЛЕМЫЕ ТИПЫ РЕЗЬБОВЫХ ФИТИНГОВ И ФИТИНГОВ НА НАПЛАВЛЕННОМ СЛОЕ ПРИВАРЕННЫХ ПАТРУБКОВ И ДРУГИХ ПРИСОЕДИНЕНИЙ К ОБОЛОЧКАМ, ЦИЛИНДРИЧЕСКИМ
КОНТЕЙНЕРАМ И ВЕРХНИМ ЧАСТЯМ
Меньше 0,6 te или 0,6t Меньше 0,6 te или 0,6t
Меньше 0,6 te или 0,6t
r3 ≥ меньше ¼ дюйма (6мм) или радиус tn/2; в качестве альтернативы, наименьшее из ¼ дюйма (6мм) или скос tn/4 при 450 tc мин. = 0,7 tn или ¼ дюйма (6мм), в зависимости от того, что окажется меньше
Меньше 0,7 te или 0,7t
Меньше 0,7 te или 0,7t
Любой из этих методов крепления удовлетворителен
Для NPS 2 и меньше
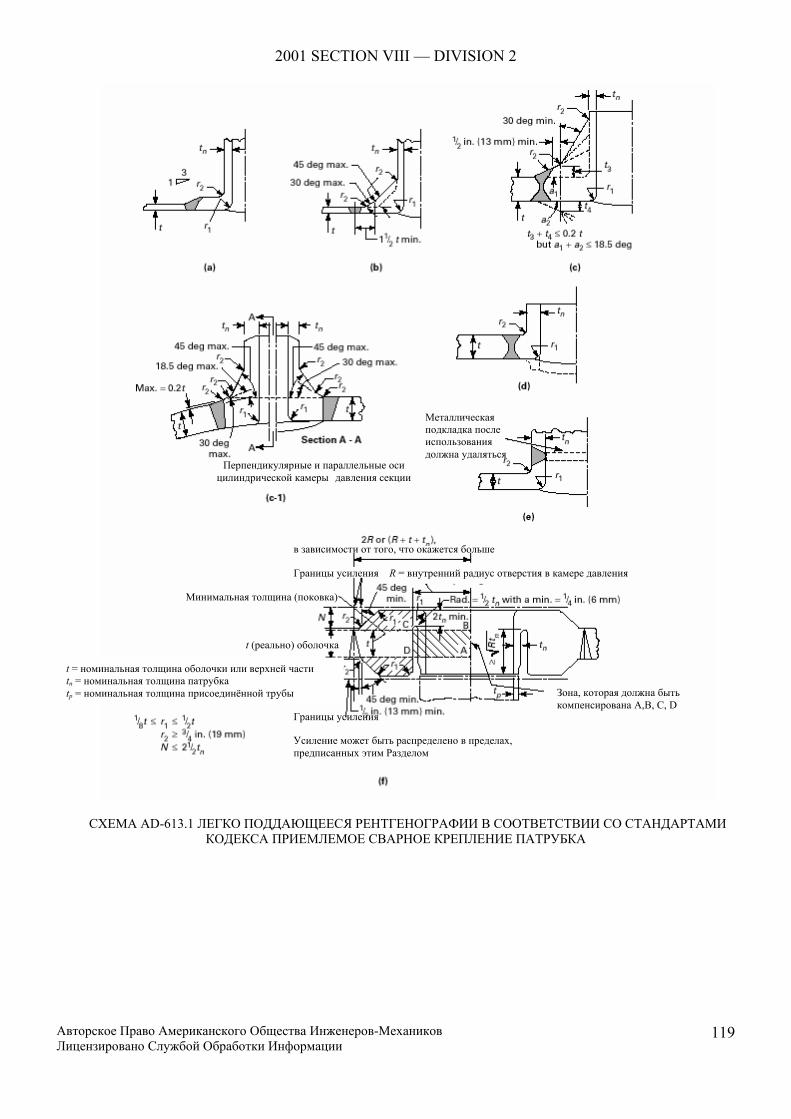
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
119
СХЕМА AD-613.1 ЛЕГКО ПОДДАЮЩЕЕСЯ РЕНТГЕНОГРАФИИ В СООТВЕТСТВИИ СО СТАНДАРТАМИ КОДЕКСА ПРИЕМЛЕМОЕ СВАРНОЕ КРЕПЛЕНИЕ ПАТРУБКА
Металлическая подкладка после использования должна удаляться
Перпендикулярные и параллельные осицилиндрической камеры давления секции
в зависимости от того, что окажется больше
Границы усиления
Минимальная толщина (поковка)
R = внутренний радиус отверстия в камере давления
t (реально) оболочка
Зона, которая должна быть компенсирована A,B, C, D
Границы усиления
t = номинальная толщина оболочки или верхней части tn = номинальная толщина патрубка tp = номинальная толщина присоединённой трубы
Усиление может быть распределено в пределах, предписанных этим Разделом
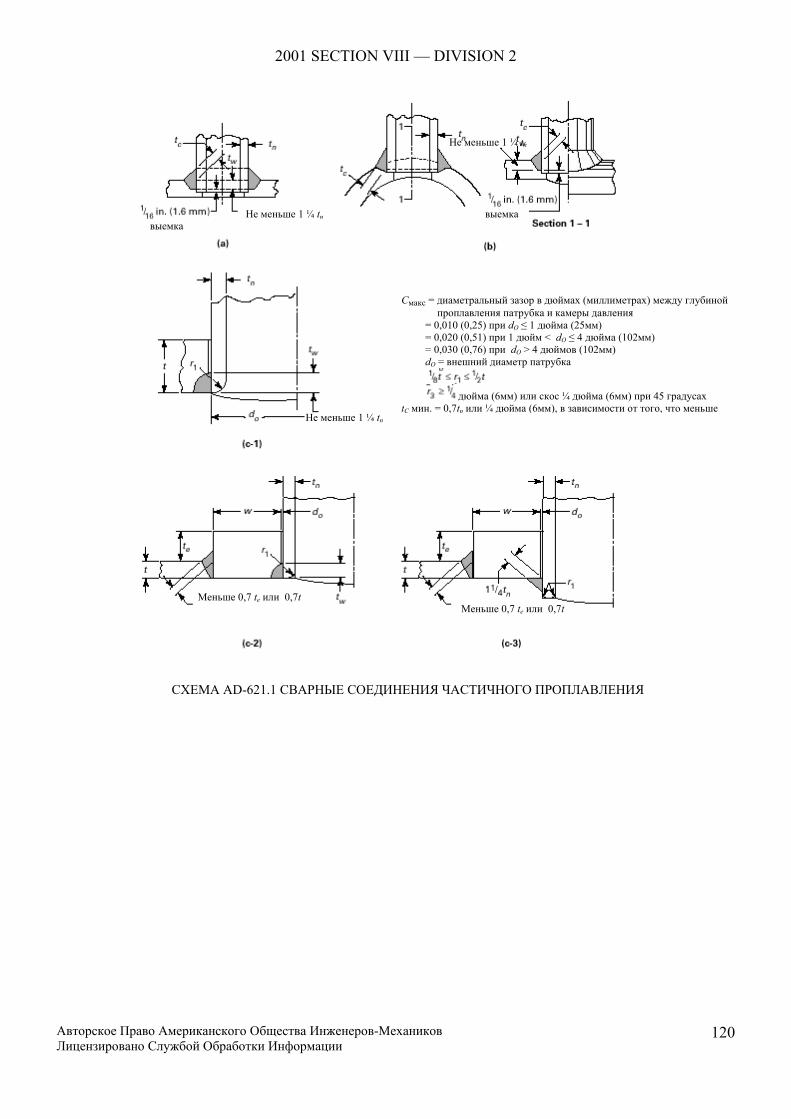
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
120
СХЕМА AD-621.1 СВАРНЫЕ СОЕДИНЕНИЯ ЧАСТИЧНОГО ПРОПЛАВЛЕНИЯ
Не меньше 1 ¼ tn
Не меньше 1 ¼ tn выемка
выемка
Смакс = диаметральный зазор в дюймах (миллиметрах) между глубиной проплавления патрубка и камеры давления
= 0,010 (0,25) при dO ≤ 1 дюйма (25мм) = 0,020 (0,51) при 1 дюйм < dO ≤ 4 дюйма (102мм) = 0,030 (0,76) при dO > 4 дюймов (102мм) dO = внешний диаметр патрубка
дюйма (6мм) или скос ¼ дюйма (6мм) при 45 градусах
tC мин. = 0,7tn или ¼ дюйма (6мм), в зависимости от того, что меньшеНе меньше 1 ¼ tn
Меньше 0,7 te или 0,7t Меньше 0,7 te или 0,7t
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
121
напряжения для материала. должны быть применены допуски на толщину из ASME B16.11.
AD-623 КОЛЕНЧАТЫЕ ПАТРУБКИ И
ВОЗВРАТНЫЕ ТРУБЫ ИЗ КОВАНОЙ СТАЛИ
Для использования по данному Разделу, в
соответствии с требованиями AM-105 приемлемо «Коленчатые патрубки и возвратные трубы из ковкой стали» ASME/ANSI B16.28. Значения давления-температуры для таких фитингов должны составлять 80% от полученных в результате вычислений для прямых бесшовных труб в соответствии с правилами данного раздела, если 100%-ые значения не установлены специально производителем в соответствии с параграфом 9 ASME B16.9. Должны применяться допуски по толщине, данные в ASME/ANSI B16.28.
AD-630 ШПИЛЕЧНЫЕ СОЕДИНЕНИЯ,
ПОДВЕРЖЕННЫЕ ВОЗДЕЙСТВИЮ ВНЕШНИХ НАГРУЗОК
Шпилечные соединения, на которые могут
воздействовать внешние нагрузки, должны иметь резьбовые отверстия, отвечающие требованиям AD-740. Камера давления или цельная сварная наплавка должны иметь плоскую, обработанную под соединение поверхность. Просверленные отверстия, в которых должна будет нарезана резьба не должны проникать в глубину стены камеры давления более чем на ¼ толщины стены от внутренней поверхности камеры давления после вычета допуска на коррозию, если минимально требуемая толщина не получена в результате добавления металла на внутренней поверхности камеры давления.
AD-635 ШПИЛЕЧНЫЕ СОЕДИНЕНИЯ С
НАПЛАВЛЕННЫМ СЛОЕМ, НЕ ПОДВЕРЖЕННЫЕ ВОЗДЕЙСТВИЮ ВНЕШНИХ НАГРУЗОК
Шпилечные соединения с наплавленным слоем
могут быть использованы там, где не ожидается воздействия сколько-нибудь существенных внешних нагрузок (например, люки и отверстия, предназначенные и используемые только для инспекционных осмотров, соединения термопарокарманов и т.д., при условии выполнения всех требования AD-570 для наплавленного слоя. Наплавленный слой должен быть выполнен угловым сварным швом вдоль внешнего края и стыковой сваркой вдоль внутреннего края. Значения толщины сварных швов не должны быть меньше 0,7te или 0,7t. Приемлемый тип сварного соединения показан на Схеме AD-612.1, фрагменты (d-1) и (d-2). Резьбовые отверстия для винтовых шпилек должны соответствовать требованиям AD-740.
AD-640 РЕЗЬБОВЫЕ СОЕДИНЕНИЯ AD-640.1 Коническая трубная резьба не свыше
NPS 2. Трубы и другие резьбовые присоединения, которые соответствуют требованиям Стандартам трубной резьбы ANSI, ANSI/ASME B1.20.1, могут быть ввинчены в резьбовое отверстие в стене камеры давления при условии, что труба использует минимальное количество резьбы, установленное в Таблице AD-640.1, после того, как сделаны необходимые поправки на изгиб стены камеры давления. Для обеспечения требуемой по Таблице AD-640.1 толщины металла и числа шагов резьбы, необходимо произвести наплавление слоя металла или должным образом присоединить стальной лист или фитинг или, при необходимости, сделать усиление.
ТАБЛИЦА AD-640.1
МИНИМАЛЬНОЕ КОЛИЧЕСТВО ЩАГОВ РЕЗЬБЫ ДЛЯ ПРИСОЕДИНЕНИЙ
Размер трубного соединения NPS
(DN)
Число задействованных шагов резьбы
Минимально требуемая толщина стального листа, дюймы (мм)
AD-640.2 Цилиндрическая резьба. Соединения
при помощи цилиндрической резьбы могут быть использованы, как предусмотрено по AD-641.2.
AD-641 Ограничения по использованию резьбовых
соединений AD-641.1 Соединения с использованием конической трубной резьбы. Внутренние соединения с использованием конической трубной резьбы больших, чем NPS 2 (DN 50) не используются.
AD-641.2 Соединения при помощи цилиндрической резьбы
(а) Резьбовые соединения, использующие
цилиндрическую резьбу должны обеспечивать механическую опору для устройства при помощи плеча либо других подобны приспособлений. Центральные отверстия с цилиндрической резьбой в верхних частях камер давления соответствующие требованиям AF-761 и AD-762 должны располагаться в точке, где полученное в результате вычислений значение напряжения без отверстия, возникающего по причине ожидаемого одновременного действия любой комбинации расчётного давления и механических нагрузок не будет больше 0,5Sm.
(б) Резьбовые соединения с диаметром свыше 2 ¾ дюйма (70мм) могут быть использованы только в

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
122
случае их соответствия требованиям AD-160 или, в случае не выполнения этих требований, должен быть проведён тщательный анализ на усталость металла в соответствии с правилами Приложений 3 и 4.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
123
СТАТЬЯ D-7 ПЛОСКИЕ ВЕРХНИЕ ЧАСТИ, БОЛТОВЫЕ
И ШПИЛЕЧНЫЕ СОЕДИНЕНИЯ
AD-700 ПЛОСКИЕ ВЕРХНИЕ ЧАСТИ, КРЫШКИ
И ЗАГЛУШКИ AD-701 Общие требования Минимальная толщина плоских верхних частей,
крышек и заглушек круглой формы должна соответствовать приведённым в этой Статье требованиям. Некоторые приемлемые виды показаны на Схемах AD-701.1, AD-701.2 и AD-701.3. Для получения данных по полному исследованию напряжений см. Приложение 4.
AD-701.1 Система условных обозначений.
Используемые в этой Статье символы и их значения определяются следующим образом:
С = коэффициент, зависящий от способа крепления верхней части, крышки, заглушки или трубного листа и размеров оболочки, без единиц измерения (см. AD-701.1, AD-701.2 и AD-701.3)
D = диаметр делительной окружности отверстий, дюймы (мм)
L = расстояние от средней линии сварочного шва между верхней частью и оболочкой до касательной на формованной верхней части
Р = внутреннее расчётное давление (см. AD-121.1), ф./д2 (кПа)
S = лимит интенсивности цепного напряжения для различных комбинаций нагрузок (см. Таблицу AD-150.1). Для болтовых крышек [Схема AD-701.2, фрагменты (с), (d) и (е)], S является максимально допустимым значением напряжения для материала фланца (крышки) при расчётной температуре (эксплуатационный режим) или атмосферной температуре (гнездо под прокладку), по применению, ф./д2 (кПа), дано в Таблицах 1А и 1В Подраздела 1, Секции II, Часть D
T = минимально требуемая толщина плоской верхней части, крышки или фланца, дюймы (мм)
W = общая нагруженность болта d = диаметр болта, шпильки (мм)
= плечо момента прокладки, равное радиальному расстоянию от средней линии болтов до средней линии реакции прокладки, как показано в Схемах AD-701.2, фрагменты (с) и (d), дюймы (мм)
т = соотношение , без единиц измерения r = внутренний радиус закругления вершины на
верхних частях, образованный загибанием кромок, поковкой или механической обработкой, дюймы (мм)
= размер полезного вылета сварного шва углового соединения, дюймы (мм)
= минимальное расстояние от внешней поверхности плоской верхней части до края подготовки под сварку измеряемое, как показано на Схеме AD-701.3, дюймы (мм)
= требуемая толщина оболочки или патрубка для давления, дюймы (мм)
= номинальная толщина оболочки или патрубка, дюймы (мм)
AD-702 Формулы для расчёта минимальной
толщины (а) Минимальная толщина плоской верхней части,
как показано на Схемах AD-701.1, AD-701.2 и AD-701.3, должна вычисляться по следующей формуле:
В любом случае, толщина не должна быть больше той, которая вычислена по Формуле (a) UG-34(c)(2) Секции VIII, Раздела 1.
(б) Минимальная толщина, прикреплённых болтами, крышек и заглушек, воспринимающих изгибающий момент, как показано на Схеме AD-701.2 не должна быть меньше той, что вычислена по формуле:
ПРИМЕЧАНИЕ: В некоторых случаях предварительная затяжка болтов, необходимая для установки прокладки является большей, чем рабочая нагрузка болтов. Толщина должна быть проверена как для эксплуатационного режима, так и для предварительной затяжки
болтов, необходимой для установки прокладки. ** Для некоторых величин уравнений, может оказаться необходимым перевести миллиметры в метры для получения рационального результата в единицах Системы СИ.
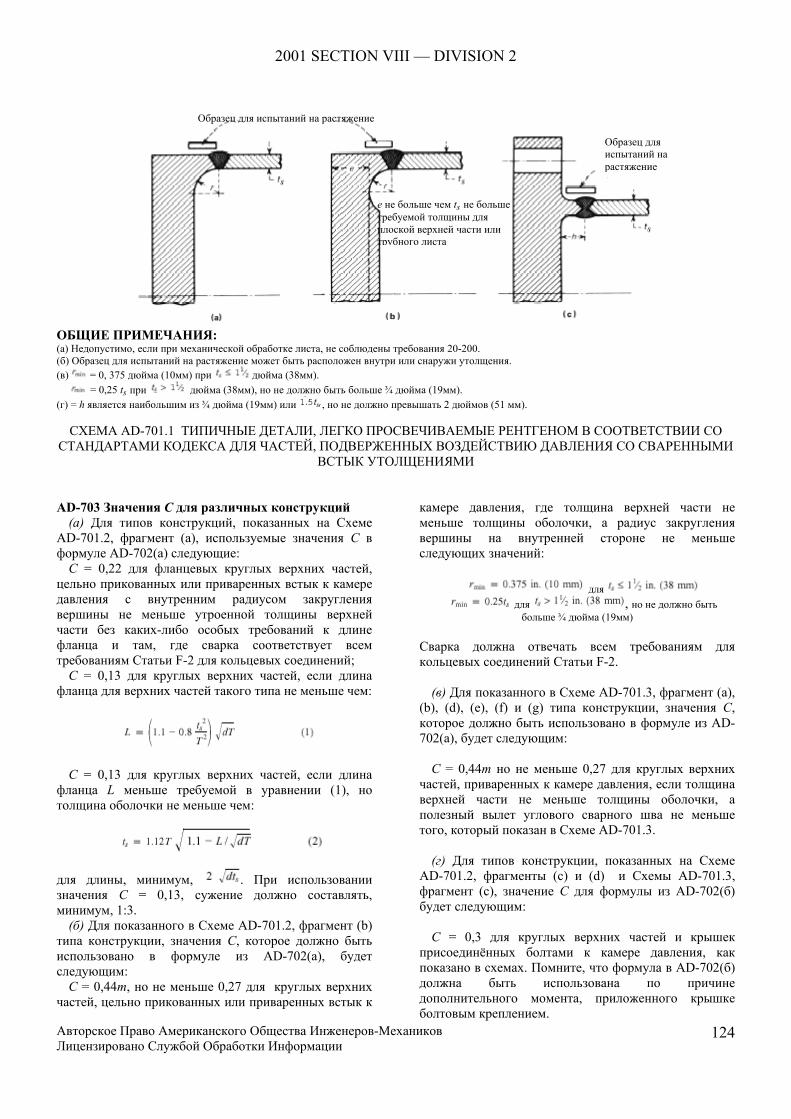
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
124
ОБЩИЕ ПРИМЕЧАНИЯ: (а) Недопустимо, если при механической обработке листа, не соблюдены требования 20-200. (б) Образец для испытаний на растяжение может быть расположен внутри или снаружи утолщения. (в) = 0, 375 дюйма (10мм) при дюйма (38мм).
= 0,25 ts при дюйма (38мм), но не должно быть больше ¾ дюйма (19мм). (г) = h является наибольшим из ¾ дюйма (19мм) или , но не должно превышать 2 дюймов (51 мм).
СХЕМА AD-701.1 ТИПИЧНЫЕ ДЕТАЛИ, ЛЕГКО ПРОСВЕЧИВАЕМЫЕ РЕНТГЕНОМ В СООТВЕТСТВИИ СО
СТАНДАРТАМИ КОДЕКСА ДЛЯ ЧАСТЕЙ, ПОДВЕРЖЕННЫХ ВОЗДЕЙСТВИЮ ДАВЛЕНИЯ СО СВАРЕННЫМИ ВСТЫК УТОЛЩЕНИЯМИ
AD-703 Значения С для различных конструкций
(а) Для типов конструкций, показанных на Схеме AD-701.2, фрагмент (а), используемые значения С в формуле AD-702(a) следующие: С = 0,22 для фланцевых круглых верхних частей,
цельно прикованных или приваренных встык к камере давления с внутренним радиусом закругления вершины не меньше утроенной толщины верхней части без каких-либо особых требований к длине фланца и там, где сварка соответствует всем требованиям Статьи F-2 для кольцевых соединений; С = 0,13 для круглых верхних частей, если длина
фланца для верхних частей такого типа не меньше чем:
С = 0,13 для круглых верхних частей, если длина
фланца L меньше требуемой в уравнении (1), но толщина оболочки не меньше чем:
для длины, минимум, . При использовании значения С = 0,13, сужение должно составлять, минимум, 1:3.
(б) Для показанного в Схеме AD-701.2, фрагмент (b) типа конструкции, значения C, которое должно быть использовано в формуле из AD-702(a), будет следующим: С = 0,44т, но не меньше 0,27 для круглых верхних
частей, цельно прикованных или приваренных встык к
камере давления, где толщина верхней части не меньше толщины оболочки, а радиус закругления вершины на внутренней стороне не меньше следующих значений:
для
для , но не должно быть больше ¾ дюйма (19мм)
Сварка должна отвечать всем требованиям для кольцевых соединений Статьи F-2.
(в) Для показанного в Схеме AD-701.3, фрагмент (а),
(b), (d), (e), (f) и (g) типа конструкции, значения C, которое должно быть использовано в формуле из AD-702(a), будет следующим:
С = 0,44т но не меньше 0,27 для круглых верхних
частей, приваренных к камере давления, если толщина верхней части не меньше толщины оболочки, а полезный вылет углового сварного шва не меньше того, который показан в Схеме AD-701.3.
(г) Для типов конструкции, показанных на Схеме
AD-701.2, фрагменты (с) и (d) и Схемы AD-701.3, фрагмент (с), значение С для формулы из AD-702(б) будет следующим:
С = 0,3 для круглых верхних частей и крышек
присоединённых болтами к камере давления, как показано в схемах. Помните, что формула в AD-702(б) должна быть использована по причине дополнительного момента, приложенного крышке болтовым креплением.
Образец для испытаний на растяжение
Образец для испытаний на растяжение
е не больше чем ts не больше требуемой толщины для плоской верхней части или трубного листа
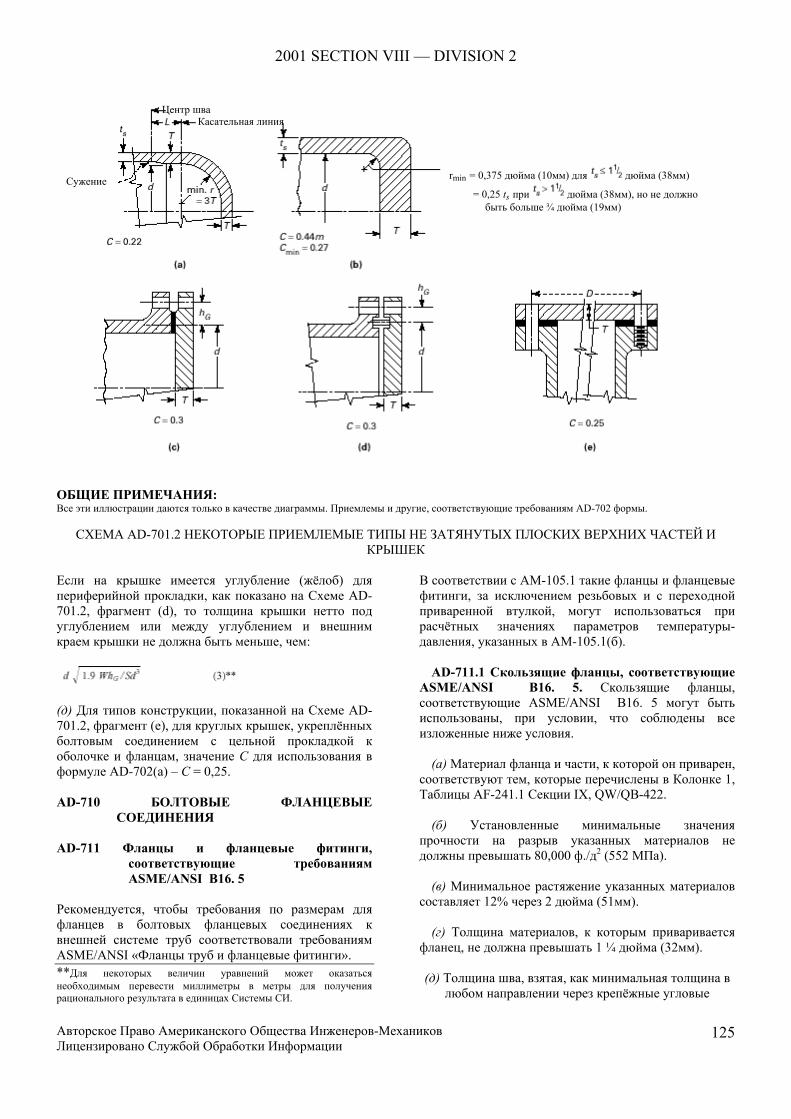
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
125
ОБЩИЕ ПРИМЕЧАНИЯ: Все эти иллюстрации даются только в качестве диаграммы. Приемлемы и другие, соответствующие требованиям AD-702 формы.
СХЕМА AD-701.2 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ ТИПЫ НЕ ЗАТЯНУТЫХ ПЛОСКИХ ВЕРХНИХ ЧАСТЕЙ И КРЫШЕК
Если на крышке имеется углубление (жёлоб) для периферийной прокладки, как показано на Схеме AD-701.2, фрагмент (d), то толщина крышки нетто под углублением или между углублением и внешним краем крышки не должна быть меньше, чем:
(д) Для типов конструкции, показанной на Схеме AD-701.2, фрагмент (е), для круглых крышек, укреплённых болтовым соединением с цельной прокладкой к оболочке и фланцам, значение С для использования в формуле AD-702(a) – С = 0,25. AD-710 БОЛТОВЫЕ ФЛАНЦЕВЫЕ
СОЕДИНЕНИЯ AD-711 Фланцы и фланцевые фитинги,
соответствующие требованиям ASME/ANSI B16. 5
Рекомендуется, чтобы требования по размерам для фланцев в болтовых фланцевых соединениях к внешней системе труб соответствовали требованиям ASME/ANSI «Фланцы труб и фланцевые фитинги». **Для некоторых величин уравнений может оказаться необходимым перевести миллиметры в метры для получения рационального результата в единицах Системы СИ.
В соответствии с АМ-105.1 такие фланцы и фланцевые фитинги, за исключением резьбовых и с переходной приваренной втулкой, могут использоваться при расчётных значениях параметров температуры-давления, указанных в АМ-105.1(б).
AD-711.1 Скользящие фланцы, соответствующие
ASME/ANSI B16. 5. Скользящие фланцы, соответствующие ASME/ANSI B16. 5 могут быть использованы, при условии, что соблюдены все изложенные ниже условия.
(а) Материал фланца и части, к которой он приварен,
соответствуют тем, которые перечислены в Колонке 1, Таблицы AF-241.1 Секции IX, QW/QB-422.
(б) Установленные минимальные значения
прочности на разрыв указанных материалов не должны превышать 80,000 ф./д2 (552 МПа).
(в) Минимальное растяжение указанных материалов
составляет 12% через 2 дюйма (51мм). (г) Толщина материалов, к которым приваривается
фланец, не должна превышать 1 ¼ дюйма (32мм).
(д) Толщина шва, взятая, как минимальная толщина в любом направлении через крепёжные угловые
Центр шва Касательная линия
Сужение rmin = 0,375 дюйма (10мм) для дюйма (38мм)
= 0,25 ts при дюйма (38мм), но не должно быть больше ¾ дюйма (19мм)
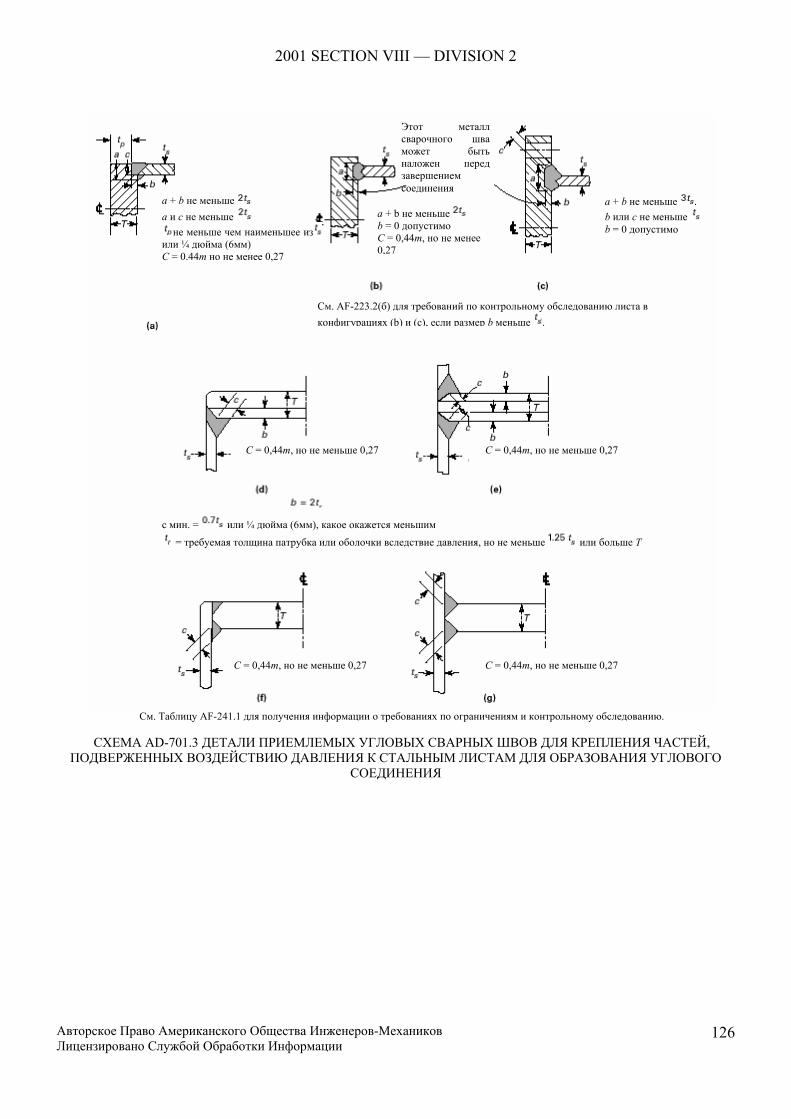
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
126
См. Таблицу AF-241.1 для получения информации о требованиях по ограничениям и контрольному обследованию.
СХЕМА AD-701.3 ДЕТАЛИ ПРИЕМЛЕМЫХ УГЛОВЫХ СВАРНЫХ ШВОВ ДЛЯ КРЕПЛЕНИЯ ЧАСТЕЙ,
ПОДВЕРЖЕННЫХ ВОЗДЕЙСТВИЮ ДАВЛЕНИЯ К СТАЛЬНЫМ ЛИСТАМ ДЛЯ ОБРАЗОВАНИЯ УГЛОВОГО СОЕДИНЕНИЯ
Этот металлсварочного шваможет бытьналожен передзавершением соединения
а + b не меньше b = 0 допустимо С = 0,44т, но не менее 0,27
а + b не меньше а и с не меньше не меньше чем наименьшее из
или ¼ дюйма (6мм) С = 0.44т но не менее 0,27
а + b не меньше b или с не меньше b = 0 допустимо
См. AF-223.2(б) для требований по контрольному обследованию листа в конфигурациях (b) и (с), если размер b меньше .
С = 0,44т, но не меньше 0,27 С = 0,44т, но не меньше 0,27
с мин. = или ¼ дюйма (6мм), какое окажется меньшим
= требуемая толщина патрубка или оболочки вследствие давления, но не меньше или больше Т
С = 0,44т, но не меньше 0,27 С = 0,44т, но не меньше 0,27
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
127
сварные швы составляет, по меньшей мере, 0,7 от толщины материала, к которому приварен фланец.
(е) Необходимо проведение анализа на усталость, требуемого для патрубков с отдельным усилением и не цельных прикреплений, как установлено в AD-160.3. AD-712 Соответствующие требованиям ASME B16.47
фланцы большого диаметра Для фланцевых болтовых соединений допустимо
использование фланцев, соответствующих требованиям ASME B16.47 «Стальные фланцы большого диаметра». Значения температура-давление не должны превышать установленных в ASME B16.47, за исключением того, когда эти фланцы, включая прокладки и болтовые соединения, удовлетворяют требованиям правил Статьи D-7 или Приложения 3 данного Раздела для расчётного режима камер давления.
AD-720 НЕСТАНДАРТНЫЕ ФЛАНЦЫ Фланцы, которые не соответствуют требованиям ASME
B16.5, ASME B16.47 или АМ-105.1 должны проектироваться в соответствии с Правилами Приложения 3 для болтовых фланцевых соединений или с правилами Приложения 4, 5 или 6.
AD-730 КОВАНЫЕ ФЛАНЦЫ ПАТРУБКОВ Для фланцевого материала, используемого в кованых
фланцах патрубков могут быть применены значения температуры-давления ASME B16.5, при соблюдении следующих двух условий:
(а) Кованый фланец патрубка должен отвечать всем
требованиям по размерам для фланцевых фитингов, данных в ASME B16.5, за исключением размера внутреннего диаметра. Внутренний диаметр кованого фланца патрубка не должен превышать внутреннего диаметра фланца соединения внахлёст того же размера и класса, описанного в ASME B16.5.
(б) Внешний диаметр кованой шейки патрубка должен быть, по меньшей мере равен диаметру втулки фланца соединения внахлёст того же размера и класса, описанного в ASME B16.5; большие диаметры втулки должны быть ограничены до размеров диаметра стопорной гайки. См. Схему 3-310.1, фрагменты (i-l) и (i-2). AD-740 ШПИЛЕЧНЫЕ СОЕДИНЕНИЯ Там, где для шпилек предусмотрены резьбовые
отверстия, резьба должна быть полной и чистой и должна захватывать шпильку на длину не меньшую чем наибольшее из значений ds или
етемператур расчетной при материала резьбового напряжения стиинтенсивно значение расчетноеетемператур расчетной при шпильки материала напряжения стиинтенсивно значение расчетное
xds75,0
где ds является внутренним диаметром резьбы шпильки, за исключением того, что глубина резьбы не должна превышать 1 ½ ds.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
128
СТАТЬЯ D-8 ЗАТВОРЫ МГНОВЕННОГО ДЕЙСТВИЯ
AD-800 ОБЩИЕ ПРОЕКТНЫЕ ТРЕБОВАНИЯ
Предназначенные для обеспечения доступа к внутреннему пространству камеры давления затворы (кроме многоболтового типа) должны быть оборудованы стопорным механизмом, спроектированным таким образом, чтобы отказ одного из блокирующих элементов в таком механизме не повлёк бы за собой отказ остальных элементов и разблокировке затвора. Затворы мгновенного действия должны быть спроектированы и установлены так, чтобы посредством визуального осмотра можно было определить, что фиксирующие элементы находятся в исправном, рабочем состоянии, а их блокировочные элементы, когда затвор находится в закрытой позиции, полностью сцеплены.
AD-801 Специфические проектные требования Затворы мгновенного действия, которые
удерживаются посредством позитивных стопорных (блокировочных) устройств и освобождаются частичным вращением или ограниченным движением самого затвора или блокировочного механизма или какого-либо затвора, который приводится в действие не при помощи ручного управления, должны проектироваться таким образом, чтобы при установке камеры давления были выполнены следующие условия:
(а) Перед подачей давления в камеру затвор и его фиксирующие элементы должны быть полностью сцеплены в предназначенном им рабочем положении.
(б) Перед полным открытием затвора для доступа, действующее на затвор давление должно быть снято.
(в) В случае, если по проекту затвора и его фиксирующих элементов не предусмотрено соответствие подпунктам (а) и (б), должны быть приняты меры по обеспечению дополнительных
устройств при установке камеры давления для выполнения вышеуказанных условий. Известно, что бесполезно составлять подробные требования, охватывающие всё множество устройств, используемых для обеспечения быстрого доступа внутрь камеры давления или предотвращения последствий небрежного проведения какой-либо операции или пренебрежения мерами безопасности. Любое устройство или устройства, которые обеспечат выполнение требований подпунктов (а), (б) и (в) соответствуют требованиям настоящего Кодекса.
AD-801.1 Допустимые расчётные отклонения для
затворов с ручным управлением. Удерживаемые в позиции посредством
блокировочного (стопорного) механизма с ручным управлением затворы мгновенного действия, проектируются так, чтобы была обеспечена некоторая утечка содержимого камеры давления перед расцеплением блокировочных элементов и освобождением затвора не обязательно должны отвечать требованиям AD-801(а), (б) и (в). Однако, такие затворы должны быть оборудованы звуковыми и/или визуальными сигнальными устройствами, предназначенными для предупреждения оператора о подаче в камеру давления до срабатывания затвора и его фиксирующих элементов и попытках произведения каких-либо операций с блокировочным механизмом перед сбросом давления внутри камеры.
AD-802 Необходимые устройства для указания
величины давления Все оборудованные затворами мгновенного действия
камеры давления должны быть обеспечены указательными приборами или устройствами, видимыми с поста управления.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
129
СТАТЬЯ D-9 КРЕПЛЕНИЯ И ОПОРЫ
AD-900 ОБЩИЕ ТРЕБОВАНИЯ
(а) Опоры, кронштейны, скобы, элементы жёсткости и другие присоединения могут быть приварены или присоединены резьбовыми шпильками к внешней или внутренней стороне стены камеры давления. Если не выполнены условия AD-160, все прикрепления при помощи резьбовых шпилек требуют проведения тщательного анализа на усталость в соответствии с требованиями Приложений 4 и 5. Прикрепления должны соответствовать изгибу корпуса, к которому они прикреплены.
(б) Контактная приварка шпилек может быть использована для второстепенных частей, неподверженных воздействию давления только к материалам, которые не перечислены в Таблице AQT-1 и это запрещено к материалам, которые в Таблице AQT-1 перечислены.
(в) Другие типы сварных швов проиллюстрированы на Схеме AD-912.1, а ограничения даны в AD-911 и AD-912. Минимальные размеры сварных швов различных типов должны соответствовать данным Схемы AD-912.1, за исключением швов, описанных в AD-901.1.
(1) Все сварные швы соединений частей, не подверженных давлению к частям, подверженным давлению должны быть непрерывными, за исключением допущений в пункте (2) ниже. Угловые сварные швы и швы частичного проплавления, там где их использование допускается, должны быть непрерывными по всем сторонам.
(2) Сварные швы прикрепления второстепенных деталей25 к частям, подверженным воздействию давления, состоящим из материалов, которые не перечислены в AQT-1, не требуют непрерывности.
(3) Прикрепления могут быть приварены к плакировке, полученной наплавкой без ограничений.
Для плакированных конструкций, где сделаны проектные допущения для толщины плакировки, прикрепления могут быть приварены напрямую к плакировке при нагрузках, производящих основные напряжения в сварных креплениях, не превышающие 10% от расчётного значения интенсивности напряжения крепёжного или плакировочного материала, какое бы из них не оказалось меньшим; при более высоких нагрузках должно быть предусмотрено достаточное сварное крепление либо напрямую к металлу основной конструкции, либо к сварному наложению плакировки для увеличения прочности при 25 Части небольших размеров [не больше 3/8 дюйма (10мм) по толщине или 5 куб дюймов (82см3) по объёму], которые не несут никаких нагрузок или несут незначительные нагрузки, не требующие никаких расчётов по напряжению по усмотрению конструктора, такие как таблички с наименованием производителя, изоляционные опоры и установочные приспособления.
действии основных нагрузок напряжений (части сварки, которые не требуются для прочности, т.е. для непрерывности шва или герметизирующего заваривания, могут быть приварены напрямую к плакировке).
Для других цельных плакированных конструкций, приведённая выше методика является руководством с тем, чтобы серьёзное внимание было уделено надёжности связей облицовки и надёжности конструкции в эксплуатации. При облицовке, приварка крепления должна
производится напрямую к металлу основной конструкции или к сварному наложению плакировки; должны быть произведены тщательные анализы и испытательные тесты для установления соответствия и надёжности крепления перед выполнением любого крепления напрямую к облицовке (успешный опыт применения с подобной облицовкой в похожих эксплуатационных условиях может послужить основой для правильного решения).
(г) Для последующей за сваркой термообработки, применяются требования к металлу основной конструкции камеры давления.
AD-901 Материалы для креплений к частям,
подверженным воздействию давления Крепления, приваренные напрямую к частям,
подверженным воздействию давления должны состоять из материалов, перечисленных в Части АМ. См. AF-623 для ограничений по закалённым и отпущенным материалам. Исключения к требованиям по материалам AF-623.1 даны в следующем параграфе. Материал и наложенный металл сварочного шва должны быть совместимы с такими же компонентами части, подверженной воздействию давления. Легко нагруженные крепления, как определено в
AD-912(a), состоящие из незакаливаемых аустенитных нержавеющих сталей, соответствующих либо SA-240, SA-312, либо SA-479 разрешены для применения в угловых сварных швах к частям, подверженным воздействию давления, соответствующим либо SA-353, SA553 Тип 1 и Тип 2, либо SA-645.
AD-901.1 Материалы для второстепенных
креплений к частям, подверженным воздействию давления. За исключением ограничений AF-623 или для поковочных заготовок, AF-741, где не допускается никакой сварки, второстепенные прикрепления1 могут состоять из не сертифицированного материала и могут привариваться напрямую к части, подверженной воздействию давления, при условии, что:
(а) материал идентифицирован и признан годным для сварки;
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
130
(б) материал совместим в качестве сварки с тем материалом, к которому должно быть сделано крепление;
(с) сварные швы были подвергнуты послесварочной термообработке, когда это требуется в Части AF.
AD-902 Материалы креплений, приваренных к
частям, не подверженным воздействию давления
Крепления, приваренные к частям, неподверженным воздействию давления могут быть из не сертифицированного материала, при условии, что материал идентифицирован, признан годным для сварки и совместим с материалом, к которому сделано крепление.
AD-910 ТИПЫ СВАРНЫХ ШВОВ КРЕПЛЕНИЯ AD-911 Для крепления к частям, подверженным
воздействию давления из материалов, перечисленных в Колонках 1 и 4 Таблицы AF-241.1
Сварные швы крепления к частям, не подверженных воздействию давления или элементов жёсткости должны быть одними из перечисленных ниже:
(а) угловой сварной шов с размером катета не свыше ½ дюйма (13мм) и не ближе от крупного конструкционного разрыва26, где
R = радиус, измеряемый перпендикулярно к поверхности от середины стены до оси вращения, дюймы.
= номинальная толщина корпуса, дюймы. (б) сварной шов частичного проплавления плюс
угловой сварной шов; ограничено для крепления частей с толщиной не больше 1 ½ дюйма (38мм);
(в) сварной шов с разделкой кромок полного проплавления плюс угловой сварной шов на каждой стороне;
(г) стыковой сварной шов полного проплавления27 (д) для креплений опорных юбок или других опор,
предполагающих ту же ориентацию крепления в дополнение к типам сварных швов в пунктах (с) и (d), сварные швы с большим, чем у 90о-х угловых сварных швов размером полезного вылета, как получено увеличением размера катета или угла и скашиванием фаски присоединяемых частей, могут быть использованы, там, где расчётная толщина сварного 26 Большой конструкционный разрыв является источником возникновения напряжения или повышения интенсивности натяжения, которое наносит вред относительно большой части конструкции и имеет достаточно сильное влияние на общее напряжение или растягиваемую часть или на конструкцию в целом. Примерами большого структурного разрыва могут служить стыки верхняя часть-к-корпусу, фланец-к-корпусу, патрубки и стыки между оболочками различных диаметров и толщины. 27Предварительное наложение металла сварочного шва для обеспечения выпуклости для стыкового сварного шва допустимо при условии, что оно проверено на прочность при помощи пригодного для этого неразрушающего метода. производитель должен обратить, также, особое внимание термообработке наложения.
шва – (для иллюстрации см. Схему AD-912.1). Однако, применяется то же ограничение по толщине, как в пункте (б).
AD-912 Для креплений к частям, подверженным
воздействию давления из материалов, перечисленных в Колонках 2 и 3 Таблицы AF-241.1
Сварные швы крепления частей, не подверженных воздействию давления или элементов жёсткости к частям, подверженных воздействию давления должны быть одним из приведённых ниже:
(а) за исключением приведённых ниже допущений, угловые сварные швы допускаются только для швов заваривания или для креплений, несущих незначительную нагрузку28 с размером катета сварного шва не больше 3/8 дюйма (10мм) и их расположение должно быть не ближе от большого структурного разрыва. Для материалов SA-333 Категория 8, SA-334 Категория 8, SA-353, SA-522, SA-553 и SA-645 применение угловых сварных швов разрешено при условии, что размер катета углового сварного шва не превышает ½ дюйма (13мм), а сварной шов находится не ближе от другого крупного структурного разрыва;
(б) сварной шов частичного проплавления плюс угловой сварной шов; применяется только для крепления частей толщиной не больше ¾ дюйма (19мм);
(в) сварной шов с разделкой кромок полного проплавления плюс угловой сварной шов на каждой стороне;
(г) стыковой сварной шов полного проплавления [см. сноску 3 к AD-911(г)];
(д) для креплений опорных юбок или других опор, предполагающих ту же ориентацию крепления в дополнение к типам сварных швов в пунктах (d), сварные швы с большим, чем 90о-х угловых сварных швов размером полезного вылета могут быть использованы, там где толщина сварного шва составляет минимальное значение t (см. для иллюстрации Схему AD-912.1). Это может быть применено только к креплениям частей, толщина которых не превышает ¾ дюймов (19мм), если сварной шов крепления не является двойным.
AD-920 ЗНАЧЕНИЯ НАПРЯЖЕНИЙ ДЛЯ
СВАРОЧНОГО МАТЕРИАЛА (а) Прочность сварного шва крепления должна быть
основана на номинальной площади сварки и расчётных значениях интенсивности напряжения в Части АМ и критериях напряжения в Части AD для
28 Вызванное сваркой собственное напряжение, возникающее из-за механических нагрузок, действующих на прикреплённый элемент величиной не более 25% от допустимого напряжения для угловых сварных швов и температурной разницы между корпусом и прикреплённым элементом не превышающей 25оF (14оС), должно рассматриваться как незначительная нагрузка.

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
131
более слабого из двух соединяемых материалов, умноженных на следующие уменьшающие коэффициенты:
0,5 для угловых сварных швов, таких как описанные в AD-911(a);
0,75 для сварных швов с разделкой кромок или швов с разделкой кромок частичного проплавления плюс угловые сварные швы, такие как описанные в AD-911(б) и AD-912(б);
1,0 для сварных швов, описанных в AD-911(c), (d) и (e) и AD-912 от (c) до (e) включительно. Для сварных швов крепления внутрикорпусных устройств из аустенитных нержавеющих сталей к камерам давления из низколегированных стальных сплавов при расчётных температурах, превышающих 800оF (427оС), расчётные значения интенсивности напряжения могут быть взяты как равные максимально допустимым значениям напряжения из Раздела 1, Таблицы 1А Секции II Часть D для прикрепляемых аустенитных материалов.
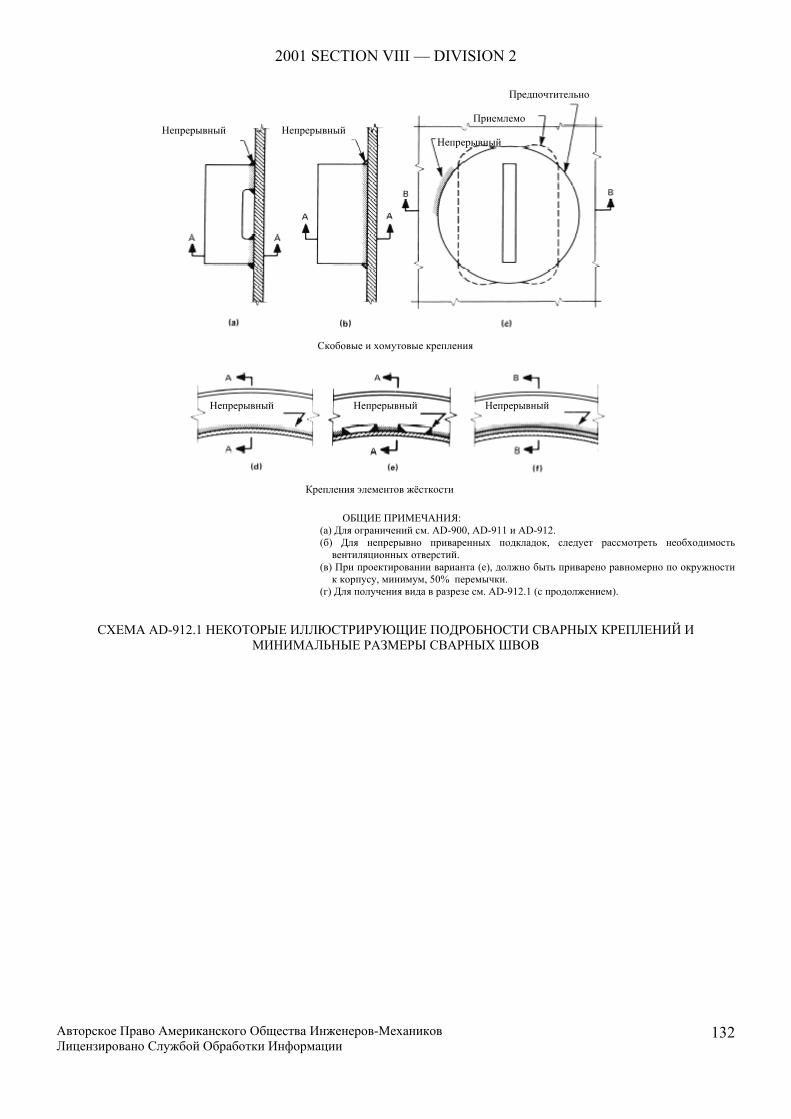
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
132
ОБЩИЕ ПРИМЕЧАНИЯ: (а) Для ограничений см. AD-900, AD-911 и AD-912. (б) Для непрерывно приваренных подкладок, следует рассмотреть необходимость
вентиляционных отверстий. (в) При проектировании варианта (е), должно быть приварено равномерно по окружности
к корпусу, минимум, 50% перемычки. (г) Для получения вида в разрезе см. AD-912.1 (с продолжением).
СХЕМА AD-912.1 НЕКОТОРЫЕ ИЛЛЮСТРИРУЮЩИЕ ПОДРОБНОСТИ СВАРНЫХ КРЕПЛЕНИЙ И МИНИМАЛЬНЫЕ РАЗМЕРЫ СВАРНЫХ ШВОВ
Предпочтительно
Приемлемо
Непрерывный Непрерывный Непрерывный
Скобовые и хомутовые крепления
Непрерывный Непрерывный Непрерывный
Крепления элементов жёсткости
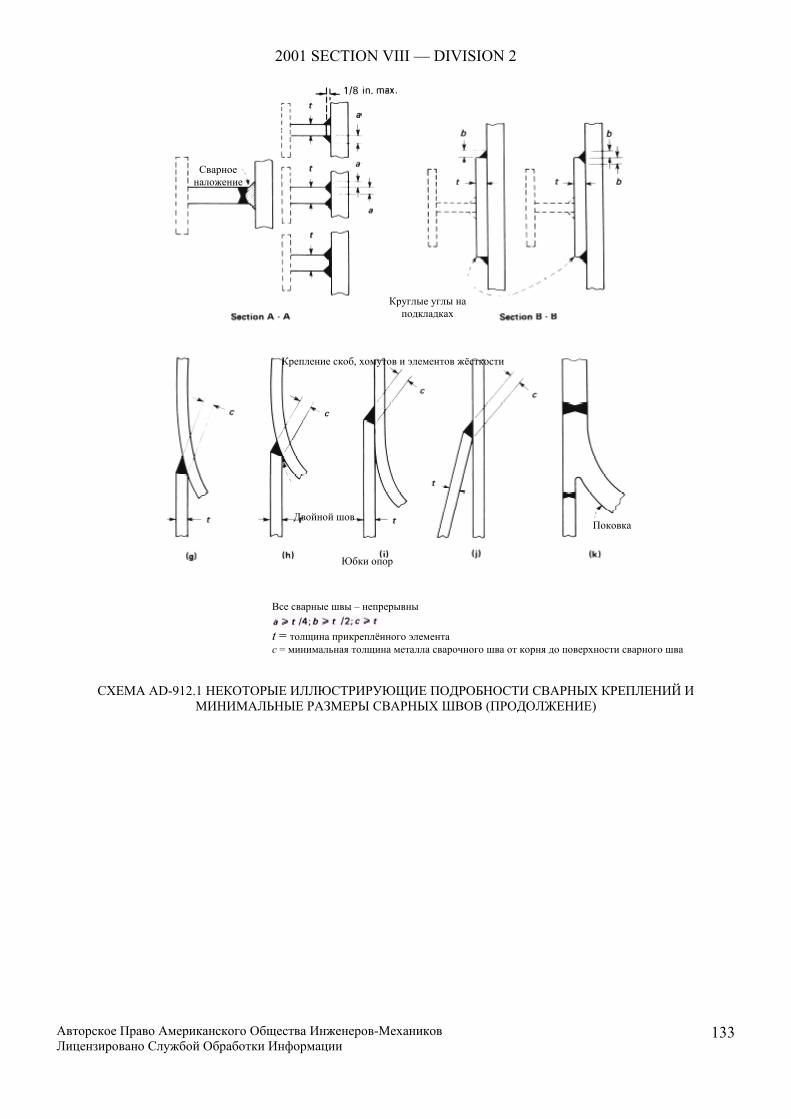
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
133
Все сварные швы – непрерывны
t = толщина прикреплённого элемента с = минимальная толщина металла сварочного шва от корня до поверхности сварного шва
СХЕМА AD-912.1 НЕКОТОРЫЕ ИЛЛЮСТРИРУЮЩИЕ ПОДРОБНОСТИ СВАРНЫХ КРЕПЛЕНИЙ И МИНИМАЛЬНЫЕ РАЗМЕРЫ СВАРНЫХ ШВОВ (ПРОДОЛЖЕНИЕ)
Сварное наложение
Круглые углы на подкладках
Крепление скоб, хомутов и элементов жёсткости
Двойной шовПоковка
Юбки опор
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
134
(б) Номинальной площадью сварки для угловых сварных швов является рабочее сечение сварного шва; для сварных швов с разделкой кромок, длина сварного шва умноженная на глубину проплавления; и для сварных швов с разделкой кромок с угловыми сварными швами, длина сварного шва, умноженная на сложенные толщину и глубину проплавления, за исключением усиления.
AD-925 СВАРНЫЕ ШВЫ КРЕПЛЕНИЯ – ОЦЕНКА НЕОБХОДИМОСТИ ПРОВЕДЕНИЯ АНАЛИЗА НА УСТАЛОСТЬ В случае применения Условия АР или ВР из AD-160,
угловые сварные швы и сварные швы неполного проплавления являются не целостными креплениями, за исключением того, что перечисленные ниже сварные швы не следует рассматривать по причине ограничений к их применению:
(а) сварные швы, описанные в AD-901.1, AD-911(a) и AD-912(a);
(б) сварные швы, описанные в AD-911(e) и AD-912(e) могут рассматриваться как цельные, как описано по Условию А и В в AD—160.
AD-930 РАСЧЁТЫ ДЛЯ ПРИКРЕПЛЕНИЙ
Влияние прикреплений, включая внешние и внутренние соединения между труб, должны быть приняты во внимание при проверке соответствия проектным критериям.
AD-940 ПРОЕКТИРОВАНИЕ ОПОР
(а) Все камеры давления должны быть укреплены, а опорные элементы расположены и закреплены на камере давления таким образом, как это должно быть при условии действия максимальных нагрузок. Действующие нагрузки включают в себя нагрузки, возникающие благодаря действию давления, собственного веса камеры давления и её содержимого, нагрузки от механических устройств и трубопроводов, ветра, землетрясения и т.д. (см. AD-150). Не следует предполагать одновременного действия нагрузок от ветра и землетрясения.
(б) Все опоры должны быть рассчитаны на предотвращение возникновения избыточных местных напряжений из-за изменений температуры в камере давления или деформаций, возникающих из-за действия внутреннего давления.
(в) Интенсивность цепного напряжения в той части опор, на которую распространяется данный Раздел [см. AG-120(б)] не должна превышать пределов, установленных в Таблице AD-150.1. (г) Горизонтальные камеры давления, которые поддерживаются при помощи суппортов, должны использовать их таким образом, чтобы они могли быть раздвинуты, минимум, на одну треть от окружности корпуса.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
135
СТАТЬЯ D-10 ИНСПЕКЦИОННЫЕ ОТВЕРСТИЯ И
ОТВЕРСТИЯ ДЛЯ ДОСТУПА
AD-1000 ОБЩИЕ ТРЕБОВАНИЯ
(а) На всех, предназначенных для использования со сжатым воздухом камерах давления, а также на камерах давления, которые подвержены воздействию внутренней коррозии или имеющих компоненты, подверженные эрозии или механическому истиранию (см. AD-115), за исключением случаев, допускаемых в соответствии с данным параграфом, должны быть предусмотрены необходимые смотровые окна, лазы или другие инспекционные отверстия для проведения обследований и чисток.
(б) Используемое в этой Статье понятие сжатый воздух не включает в себя воздух, из которого была удалена влага для обеспечения атмосферной температуры конденсации в – 50оF (- 46оС) или менее.
(в) Инспекционные отверстия могут не делаться в оболочке, неподвижно закреплённых теплообменников из трубного листа. Если инспекционные отверстия не предусмотрены,
Отчёт по Техническим Данным Производителя должен содержать одну из следующих ниже надписей под Примечаниями:
(1) “AD-1000 (c)”, при отсутствии инспекционных отверстий в неподвижно закреплённых теплообменниках трубных листов;
(2) “AD-1001” или “AD-1003”, если приняты меры по обеспечению проведения инспекций в соответствии с одним из этих параграфов;
(3) формулировка «для эксплуатации в условиях отсутствия воздействия коррозии».
AD-1001 Требования для камер давления с
внутренним диаметром29 12 дюймов (305мм) и менее
На камерах давления с внутренним диаметром 12
дюймов (305мм) могут быть пропущены отверстия для инспекционных осмотров, при условии наличия, минимум, двух съёмных трубных соединений с размером не менее NPS ¾ (DN 20).
AD-1003 Требования для камер давления с
внутренним диаметром меньше 16 дюймов (406мм) и более 12 дюймов (305мм)
29Диаметры камер давления и размеры отверстий являются номинальными.
Камеры давления с внутренним диаметром меньше 16 дюймов (406мм) и более 12 дюймов (305мм) должны иметь, минимум, два лаза или два резьбовых инспекционных отверстия заглушки трубы с размером, не меньшим, чем NPS 1 ½ (DN 40), за исключением допущений по следующим данным: Если камеры давления с внутренним диаметром меньше 16 дюймов (406мм) и более 12 дюймов (305мм) должны быть установлены таким образом, что инспекции не могут проводиться без снятия камеры давления с установки, могут быть пропущены только отверстия для инспекционных осмотров, при условии наличия, минимум, двух съёмных трубных соединений с размером не менее NPS 1 ½ (DN 40).
AD-1010 ОБОРУДОВАНИЕ КАМЕР ДАВЛЕНИЯ,
ТРЕБУЮЩИХ НАЛИЧИЯ ОТВЕРСТИЙ ДЛЯ ДОСТУПА ИЛИ ИНСПЕКЦИОННЫХ ОСМОТРОВ
Камеры давления, на которых требуется наличие
смотровых отверстий и отверстий для доступа внутрь, должны быть оборудованы следующим образом.1
(а) Все камеры давления с внутренним диаметром, меньшим, чем 18 дюймов (457мм) и свыше 12 дюймов (305мм) должны иметь, минимум, два смотровых окна или два заглушенных резьбовых смотровых отверстия с размером не меньше, чем NPS 1 ½ (DN 40).
(б) Все камеры давления с внутренним диаметром от 18 до 36 дюймов (от 457 до 914 мм) включительно должны иметь отверстие для доступа внутрь камеры или, минимум, два смотровых окна с размером не меньше, чем NPS 2 (DN 50).
(в) Все камеры давления с внутренним диаметром свыше 36 дюймов (914мм) должны иметь отверстие для доступа внутрь (см. AD-1020.1), за исключением того, что те камеры давления, чья форма или назначение делают наличие такого отверстия неосуществимым, должны иметь, минимум, два отверстия, предназначенные для ручного доступа внутрь или другие отверстия, годные для использования в качестве смотровых; в обеих случаях, отверстия должны иметь размер, минимум, 4 × 6 дюймов (102 × 152 мм).
(г) Если допускается использование смотровых окон или отверстий заглушки труб в качестве инспекционных отверстий вместо отверстий для доступа внутрь, в каждой верхней части камеры давления и поблизости от неё
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
136
должны быть расположено либо одно смотровое окно, либо одно отверстие заглушки трубы.
(д) Отверстия со съёмными верхними частями или крышками, предназначенные для других целей могут быть использованы в качестве требуемых инспекционных отверстий.
(е) Одиночное отверстие со съёмной верхней частью или крышкой может быть использовано вместо всех меньших инспекционных отверстий при условии, что его расположение и размеры позволяют сделать полный обзор интерьера камеры давления.
(ж) фланцевые соединения, с которых трубы, приспособления и другие подобные прикрепления могут быть удалены, могут использоваться вместо требуемых инспекционных отверстий при условии, что:
(1) соединения, по меньшей мере, по размеру равны требуемым отверстиям; и
(2) расположение и размеры соединения позволяют сделать полный обзор интерьера камеры давления, как и при использовании требуемых смотровых отверстий.
AD-1020 РАЗМЕР И ТИП ИНСПЕКЦИОННЫХ
ОТВЕРСТИЙ И ОТВЕРСТИЙ ДЛЯ ДОСТУПА
При необходимости наличия инспекционных
отверстий или отверстий для доступа, они, по меньшей мере, должны соответствовать требованиям этого параграфа.
AD-1020.1 Тип и минимальный размер смотрового
люка. Эллиптические или трапециевидные смотровые люки должны быть по размеру не меньше 12 × 16 дюймов (305 × 406 мм). Круглые смотровые люки должны иметь внутренний диаметр не меньше 16 дюймов (406 мм).
AD-1020.2 Минимальный размер смотрового
отверстия. Смотровое отверстие по размеру не
должно быть меньше 2 × 3 дюймов (51 × 76 мм), но размер должен быть совместим с размером камеры давления и местом расположения отверстия.
AD-1021 Проектирование инспекционных отверстий и
отверстий для доступа в оболочках и верхних частях
Все отверстия для доступа и инспекционные
отверстия в оболочках или незакреплённых верхних частях должны быть спроектированы в соответствии с правилами для отверстий этого Раздела.
AD-1022 Минимальная ширина опоры прокладки для
крышек смотровых люков Смотровые люки, где внутреннее давление прижимает
крышку к плоской прокладке, должны иметь минимальную ширину опоры прокладки в 11/16 дюйма (18мм).
AD-1025 Резьбовые отверстия
AD-1025.1 Материалы для резьбовых заглушек или крышек. Если резьбовые отверстия будут использоваться для инспекционных или очистных целей, то заглушка или крышка должны быть пригодны для использования под воздействием давления и ни какой материал не должен применяться при температуре, превышающей максимально допустимую для материалов в соответствии с положениями этого Раздела.
AD-1025.2 Разрешённые типы резьбы. Резьба должна
соответствовать стандарту резьбы для конических переходных труб, за исключением того, что цилиндрическая резьба, минимум, равной прочности может быть использована, при условии, что предусмотрены другие средства герметизации для предотвращения утечки.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
137
СТАТЬЯ D-11 ОСОБЫЕ ТРЕБОВАНИЯ ДЛЯ МНОГОСЛОЙНЫХ КАМЕР
ДАВЛЕНИЯ
AD-1100 ОБЩИЕ СВЕДЕНИЯ
Расчёты, производимые для многослойных камер давления должны соответствовать общим проектным нормативам, данным в Статье D-1, за исключением того, что должно быть сделано усиление так, как проиллюстрировано в Схеме AD-1118.1. AD-160.3 – неприменимо к многослойным камерам давления.
AD-1101 ОБОЛОЧКИ ВРАЩЕНИЯ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ
(а) Толщина оболочек вращения под внутренним
давлением не должна быть меньше, чем полученная в результате вычислений по приведённым в параграфах от AD-201 до AD-212 формулам.
(б) Материал внутренней оболочки и внутренней верхней части, имеющий более низкое, чем материалы слоёв значение допустимого расчётного напряжения, могут быть включены только в качестве добавления к части общей толщины стены, если S1 не меньше чем 0.50SL рассматривая расчётную толщину как:
где teff = расчётная толщина внутренней оболочки
или внутренней верхней части, в дюймах (мм)
tact= действительная толщина внутренней оболочки или внутренней верхней части в дюймах (мм)
S1 = расчётное напряжение внутренней оболочки или внутренней верхней части, в ф./д2 (kPa)
SL = расчётное давление слоёв в ф./д2 (kPa) (в) Слои, в которых значение интенсивности
напряжения материалов находится в пределах 20% от других слоёв, могут быть использованы при пропорциональном распределении допустимого значения интенсивности напряжения слоёв в формуле толщины, при условии, что материалы совместимы по модулю эластичности и коэффициенту температурного расширения (см. AD-101).
(г) Минимальная толщина любого слоя не должна быть меньше 1/8 дюйма (3,2 мм).
AD-1102 ОБОЛОЧКИ ВРАЩЕНИЯ ПРИ
ВНЕШНЕМ ДАВЛЕНИИ (а) При использовании многослойных оболочек для
внешнего давления, требования Статьи D-3 должны соответствовать следующему:
(1) Толщина, используемая для установления прилагаемого к внешнему слою давления должна быть общей толщиной всех слоёв, за исключением обстоятельств, приведённых в пункте (2) ниже. Вентиляционные отверстия должны быть спроектированы так, чтобы внешнее давление не передавалось через эти отверстия во внешний слой.
(2) Многослойные камеры давления спирально скрученной из сцеплённых полос конструкции не должны использоваться для упомянутого выше внешнего давления, которое допускается внутренней оболочкой.
(3) Толщина, используемая для установления давления вакуума должна быть толщиной только внутренней оболочки, за исключением многослойных камер давления спирально скрученной из сцеплённых полос конструкции, где должна использоваться только толщина внутренней оболочки.
(б) Цилиндры при осевом сжатии. Многослойные оболочки при осевом сжатии должны вычисляться по AD-340, с использованием общей толщины многослойной оболочки.
AD-1110 ПРОЕКТИРОВАНИЕ СВАРНЫХ
СОЕДИНЕНИЙ
Проектирование сварных соединений должно соответствовать требованиям, данным в Статье D-4, за исключением приведённых ниже изменений.
(а) Соединения Категорий А и В внутренней оболочки и внутренних верхних частей многослойных секций должны быть следующими:
(1) Соединения Категории А должны соответствовать Типу № 1 Таблицы AF-810.1.
(2) Соединения Категории В должны соответствовать Типу № 1или Типу № 2 Таблицы AF-810.1.
(б) Соединения Категории А многослойных секций должны быть следующими:
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
138
(1) Соединения слоёв Категории А свыше 7/8 дюймов (22 мм) толщиной, должны соответствовать Типу № 1 Таблицы AF-810.1.
(2) Соединения слоёв Категории А 7/8 дюймов (22 мм) и меньшей толщины, должны соответствовать Типу № 1или 2 Таблицы AF-810.1, за исключением заключительного внешнего сварного соединения спирально завёрнутой многослойной оболочки, который может быть одинарным сварным швом внахлёст.
(3) Соединяющие концы спирально скрученных сцеплённых между собой полос сварные швы должны быть Типа №1 Таблицы AF-810.1 и соответствовать требованиям AF-810.20(b)(5).
(в) Соединения Категории В секций многослойных оболочек с секциями многослойных оболочек или секциями многослойных оболочек к секциям сплошных (цельных) оболочек должны быть Типа 1 или 2 Таблицы AF-810.1.
(1) Соединения Категории В многослойных секций к многослойным секциям неравной толщины должны иметь переходы как показано на Схеме AD-1117.1, фрагменты (а) или (b).
(2) Соединения Категории В многослойных секций к сплошным (цельным) секциям неравной толщины должны иметь переходы как показано на Схеме AD-1117.1, фрагменты (с), (d), (e) или (f).
(3) Соединения Категории В многослойных секций к многослойным секциям равной толщины должны быть такими, как показано на Схеме AD-1117.6, фрагменты (b), (c), (d), (f) или (g).
(4) Соединения Категории В многослойных секций к сплошным секциям должны быть такими же, как показано на Схеме AD-1117.6, фрагменты (а) или (е).
(г) Соединения Категории А сплошных полусферических верхних частей с секциями многослойных оболочек должны быть Типа 1 или 2 Таблицы AF-810.1.
(1) Переходы должны быть такими, как показано на Схеме AD-1117., фрагменты (а), (b-1), (b-2) или (b-3) при толщине полусферической верхней части меньшей, чем толщина секции многослойной оболочки, а переход, при этом, сделан в многослойной секции.
(2) Переходы должны быть такими, как показано на Схеме AD-1117., фрагменты (с), (d-1) или (e) при толщине полусферической верхней части большей, чем толщина секции многослойной оболочки, а переход, при этом, сделан в многослойной секции.
(3) Переходы должны быть такими, как показано на Схеме AD-1117.2, фрагмент (f) при толщине полусферической верхней части меньшей, чем толщина секции многослойной оболочки, а переход, при этом, сделан в многослойной секции.
(е) Соединения Категории В сплошных эллиптических, коробовых или конических верхних частей с многослойными секциями оболочек должны быть Типов 1 или 2 по Таблице AF-810.1. Переходы должны быть такими, как показано на Схеме AD-1117.2, фрагменты (с), (d-1), (d-2), (e) или (f).
(ж) Соединения Категории С сплошных плоских верхних частей и трубных стальных листов к секциям многослойных оболочек должны быть Типов 1 или 2 по Таблице AF-810.1 как показано в Схеме AD-1117.3. Если применяются переходы, то они должны использоваться как показано на Схеме AD-1117.1, фрагменты (с), (d),(e) или (f).
(з) Соединения Категории С, прикрепляющие сплошные фланцы к секциям многослойных оболочек и многослойных фланцев к секциям многослойных оболочек должны быть Типов 1 или 2 по Таблице AF-810.1. с переходами, как показано на Схеме AD-1117.4.
(и) Соединения Категории А, многослойных полусферических верхних частей с секциями многослойных оболочек должны быть Типов 1 или 2 по Таблице AF-810.1. с переходами, как показано на Схеме AD-1117.5, фрагменты (а-1) и (а-2).
(к) Соединения Категории В многослойных конических верхних частей с секциями многослойных оболочек должны быть Типов 1 или 2 по Таблице AF-810.1. с переходами, как показано на Схеме AD-1117.5, фрагмент (b-1).
(л) Соединения Категории В секций многослойных оболочек или многослойных оболочек к сплошным верхним частям или оболочкам должны быть стыковыми соединениями, как показано на Схеме AD-1117.6, фрагменты (а), (b), (f) и (g).
(м) Соединения Категории D сплошных патрубков (сопел), лазов и других присоединяемых частей к секциям многослойных верхних частей должны быть сварными швами полного проплавления как показано на Схеме AD-1118.1 за исключением того, что разрешается в фрагментах (i), (j), (k) или (l). Соединения Категории D между многослойными патрубками и оболочками или верхними частями не допускаются.
(н) Если слои Соединений Категории А как показано на Схеме AD-1117.2, фрагменты (а), (b-1), (b-2) и (b-3) и на Схеме AD-1117.5, фрагменты (а-1) и (а-2) сварены угловыми сварными швами, имеющими сужение меньшее, чем 3:1, должен быть произведён анализ стыка верхняя часть-к-оболочке в соответствии с Приложением 4. При проведении анализа не должно рассматриваться никакого возникающего из-за трения сопротивления. Продольная нагрузка, которая воздействует на сварной шов, должна учитывать нагрузку, передаваемую от остающихся внешних слоёв.
AD-1115 ОТВЕРСТИЯ И ИХ УСИЛЕНИЯ
(а) Все отверстия, за исключением указанных в пункте (б) должны соответствовать всем требованиям, предъявляемым к усилениям по Статье D-5. Все необходимые для отверстий усиления должны быть интегрированы с патрубком (соплом) или подготовлены в многослойной секции или с применением обоих этих вариантов. Для необходимого усиления могут быть включены дополнительные слои.
(б) Отверстия NPS 2 (DN 50) и меньше, в многослойной конструкции усиления не требуют, но могут быть проварены на внутренней стороне, как
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
139
показано на Схеме AD-1118.1, фрагмент (j). Номинальная толщина стенки патрубка не должна быть меньшей, чем труба по Каталогу 80 сразу после производства в дополнение к соответствию требованиям AD-602.
(в) В оболочках с конструкцией из спирально скрученных скреплённых между собой полос никаких отверстий не допускается.
AD-1116 ПАТРУБКИ И ДРУГИЕ
ПРИСОЕДИНЯЕМЫЕ ЧАСТИ Некоторые приемлемые геометрические
конфигурации патрубков и прикреплений показаны на Схеме AD-1118.1.
(а) Отверстия трубного размера до 6 дюймов включительно (DN 150) могут быть устроены, как показано на Схеме AD-1118.1, фрагменты (k) и (l). Такие сварные крепления частичного проплавления могут быть использованы для инструментальных отверстий, инспекционных отверстий и т.д. на которых отсутствуют какие-либо механические нагрузки при условии выполнения следующих ниже требований.
(1) Обозначенные выше в AD-1115(a) требования для усилений применимы за исключением тех случаев, когда диаметром законченных отверстий в стене будет d’ из Схемы AD-1118.1, фрагменты (k) и (l), толщина tr является требуемой толщиной многослойных оболочек, полученной в результате вычислений по проектным нормативам.
(2) Дополнительное усиление, крепящееся к внутренней поверхности внутренней оболочки может быть включено после вычета от всех открытых поверхностей допуска на коррозию. Сварные швы креплений должны соответствовать AD-621 и Схеме AD-1118.1, фрагменты (k) или (l).
(3) Годный для использования в качестве усиления металл шейки патрубка должен быть ограничен пределами, указанными в AD-540 и AD-550, за исключением того, внутренний слой должен рассматриваться в качестве оболочки.
(б) Отверстия, которые больше 2 дюймов (51мм) могут быть устроены, как показано на Схеме AD-1118.1, фрагмент (i). Обозначенные выше в (a) требования для усилений применимы за исключением тех случаев, когда:
(1) Диаметром законченных отверстий в стене будет d’ из Схемы AD-1118.1, фрагмент (i), толщина tr является требуемой толщиной многослойных оболочек, полученной в результате вычислений по проектным нормативам;
(2) Дополнительное усиление может быть включено в сплошную секцию раструба, как показано на Схеме AD-1118.1, фрагмент (i);
(3) годное для усиления количество металла шейки патрубка должно быть ограничено указанными в AD-540 и AD-550, за исключением того, внутренний слой должен рассматриваться в качестве оболочки.
(в) Головки болтов в многослойном фланце не должны выступать за внешний диаметр оболочки. Должно быть обеспечено наложение сварки для связывания вместе внешней обвёртки и слоёв как показано на Схеме AD-1117.4, фрагменты (e), (e-l), (f), (f-1), (g) b (g-1). AD-1120 ПЛОСКИЕ ВЕРХНИЕ ЧАСТИ, БОЛТОВЫЕ И ШПУНТОВЫЕ СОЕДИНЕНИЯ
Проектные критерии должны отвечать требованиям Статьи D-7, за исключением того, что сварные соединения должны соответствовать AD-1110(f) и (g).
AD-1125 КРЕПЛЕНИЯ И ОПОРЫ
Опоры для многослойных камер давления могут проектироваться по Статье D-9. Однако, при использовании опор крепления и других присоединений к внутренней или внешней части многослойных камер давления, при вычислениях используется только, непосредственно используемый для их крепления слой, за исключением тех случаев, когда принимаются меры по передаче нагрузок на другие слои. См. Схему AD-1122, где приведены некоторые приемлемые виды опор. При использовании закрытых кожухом затворов, должны быть приняты меры против простирания вентиляционных отверстий слоёв через кожух (см. AF-817). Применение покрывающих лишь часть окружности частичных кожухов на многослойных оболочках запрещено.
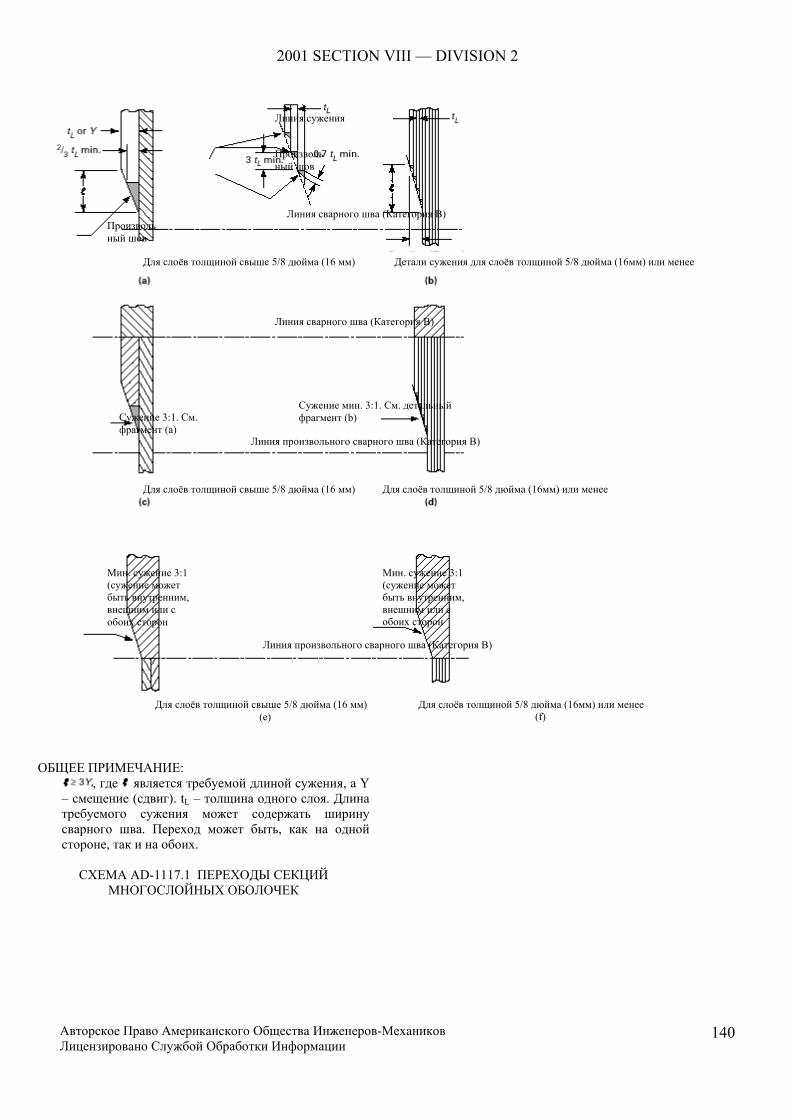
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
140
ОБЩЕЕ ПРИМЕЧАНИЕ: , где является требуемой длиной сужения, а Y
– смещение (сдвиг). tL – толщина одного слоя. Длина требуемого сужения может содержать ширину сварного шва. Переход может быть, как на одной стороне, так и на обоих.
СХЕМА AD-1117.1 ПЕРЕХОДЫ СЕКЦИЙ
МНОГОСЛОЙНЫХ ОБОЛОЧЕК
Линия сужения
Произвольный шов
Произвольный шов
Линия сварного шва (Категория В)
Для слоёв толщиной свыше 5/8 дюйма (16 мм) Детали сужения для слоёв толщиной 5/8 дюйма (16мм) или менее
Линия сварного шва (Категория В)
Сужение 3:1. См. фрагмент (а)
Сужение мин. 3:1. См. детальный фрагмент (b)
Линия произвольного сварного шва (Категория В)
Для слоёв толщиной свыше 5/8 дюйма (16 мм) Для слоёв толщиной 5/8 дюйма (16мм) или менее
Мин. сужение 3:1 (сужение может быть внутренним, внешним или с обоих сторон
Мин. сужение 3:1 (сужение может быть внутренним, внешним или с обоих сторон
Линия произвольного сварного шва (Категория В)
Для слоёв толщиной свыше 5/8 дюйма (16 мм) (е)
Для слоёв толщиной 5/8 дюйма (16мм) или менее (f)
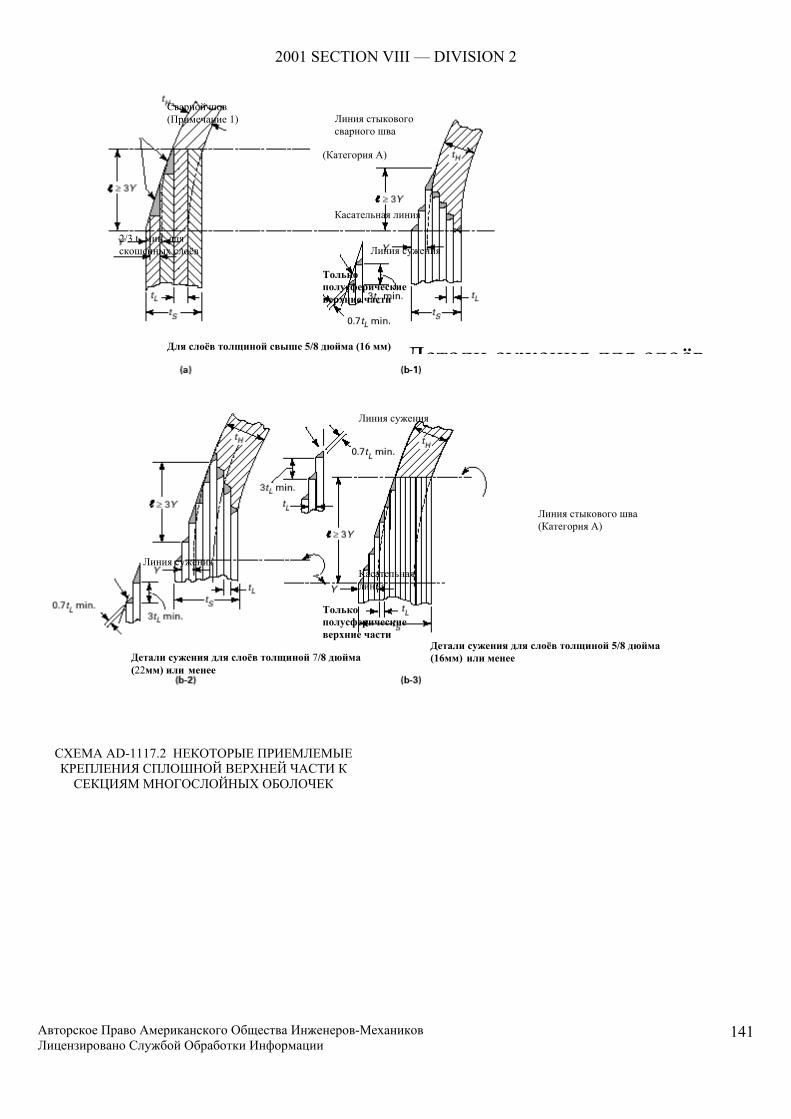
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
141
СХЕМА AD-1117.2 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ КРЕПЛЕНИЯ СПЛОШНОЙ ВЕРХНЕЙ ЧАСТИ К СЕКЦИЯМ МНОГОСЛОЙНЫХ ОБОЛОЧЕК
Сварной шов (Примечание 1) Линия стыкового
сварного шва
(Категория А)
Касательная линия
2/3 tL мин. для скошенных слоёв Линия сужения
Только полусферические верхние части
Для слоёв толщиной свыше 5/8 дюйма (16 мм) Детали сужения для слоёв
Линия сужения
Линия стыкового шва (Категория А)
Касательная линия
Линия сужения
Только полусферические верхние части
Детали сужения для слоёв толщиной 7/8 дюйма (22мм) или менее
Детали сужения для слоёв толщиной 5/8 дюйма (16мм) или менее
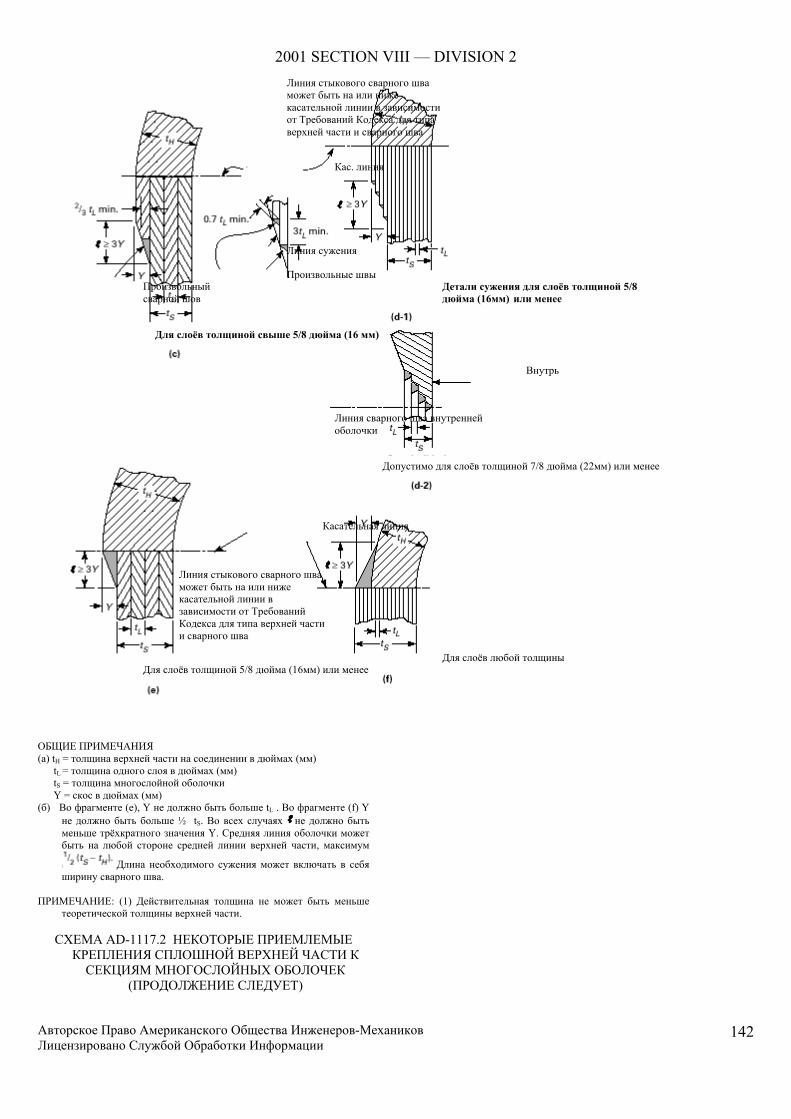
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
142
ОБЩИЕ ПРИМЕЧАНИЯ (а) tH = толщина верхней части на соединении в дюймах (мм) tL = толщина одного слоя в дюймах (мм) tS = толщина многослойной оболочки Y = скос в дюймах (мм) (б) Во фрагменте (е), Y не должно быть больше tL . Во фрагменте (f) Y
не должно быть больше ½ tS. Во всех случаях не должно быть меньше трёхкратного значения Y. Средняя линия оболочки может быть на любой стороне средней линии верхней части, максимум
Длина необходимого сужения может включать в себя ширину сварного шва.
ПРИМЕЧАНИЕ: (1) Действительная толщина не может быть меньше
теоретической толщины верхней части.
СХЕМА AD-1117.2 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ КРЕПЛЕНИЯ СПЛОШНОЙ ВЕРХНЕЙ ЧАСТИ К СЕКЦИЯМ МНОГОСЛОЙНЫХ ОБОЛОЧЕК
(ПРОДОЛЖЕНИЕ СЛЕДУЕТ)
Линия стыкового сварного шва может быть на или ниже касательной линии в зависимости от Требований Кодекса для типа верхней части и сварного шва
Кас. линия
Линия сужения
Произвольный сварной шов
Произвольные швы Детали сужения для слоёв толщиной 5/8 дюйма (16мм) или менее
Для слоёв толщиной свыше 5/8 дюйма (16 мм)
Внутрь
Линия сварного шва внутренней оболочки
Допустимо для слоёв толщиной 7/8 дюйма (22мм) или менее
Касательная линия
Линия стыкового сварного шва может быть на или ниже касательной линии в зависимости от Требований Кодекса для типа верхней части и сварного шва
Для слоёв любой толщины Для слоёв толщиной 5/8 дюйма (16мм) или менее
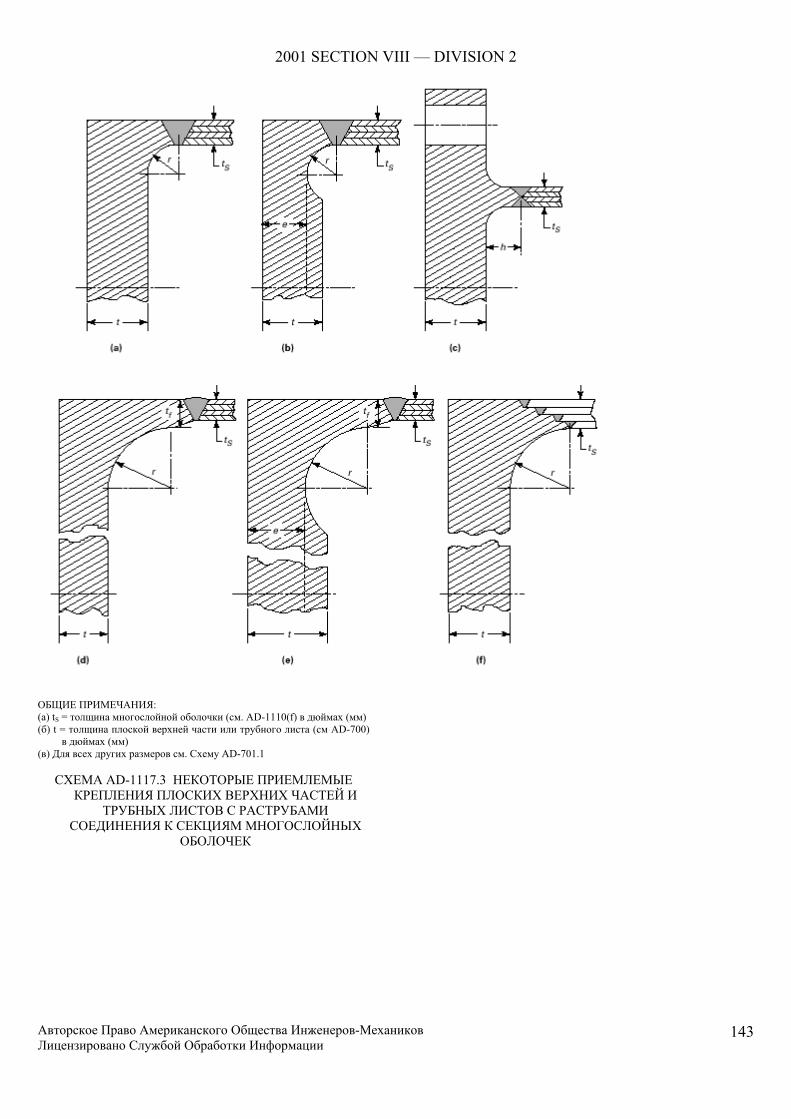
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
143
ОБЩИЕ ПРИМЕЧАНИЯ: (а) tS = толщина многослойной оболочки (см. AD-1110(f) в дюймах (мм) (б) t = толщина плоской верхней части или трубного листа (см AD-700)
в дюймах (мм) (в) Для всех других размеров см. Схему AD-701.1
СХЕМА AD-1117.3 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ КРЕПЛЕНИЯ ПЛОСКИХ ВЕРХНИХ ЧАСТЕЙ И
ТРУБНЫХ ЛИСТОВ С РАСТРУБАМИ СОЕДИНЕНИЯ К СЕКЦИЯМ МНОГОСЛОЙНЫХ
ОБОЛОЧЕК
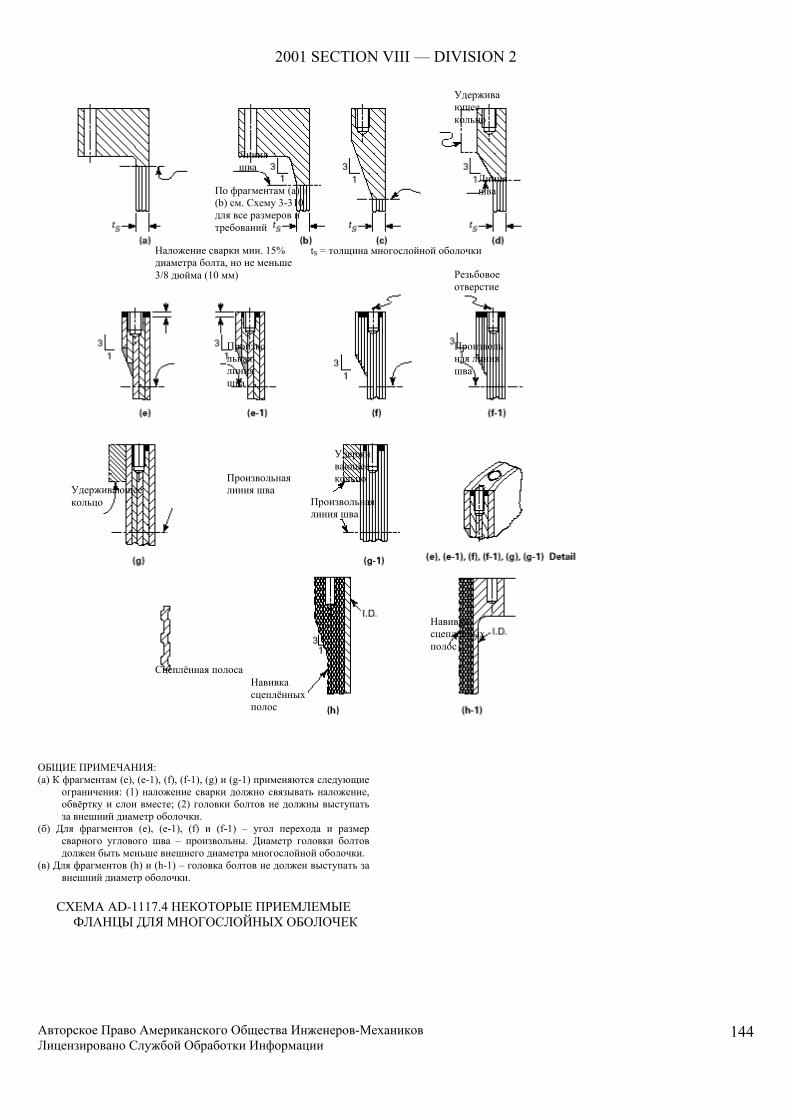
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
144
ОБЩИЕ ПРИМЕЧАНИЯ: (а) К фрагментам (е), (е-1), (f), (f-1), (g) и (g-1) применяются следующие
ограничения: (1) наложение сварки должно связывать наложение, обвёртку и слои вместе; (2) головки болтов не должны выступать за внешний диаметр оболочки.
(б) Для фрагментов (е), (е-1), (f) и (f-1) – угол перехода и размер сварного углового шва – произвольны. Диаметр головки болтов должен быть меньше внешнего диаметра многослойной оболочки.
(в) Для фрагментов (h) и (h-1) – головка болтов не должен выступать за внешний диаметр оболочки.
СХЕМА AD-1117.4 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ
ФЛАНЦЫ ДЛЯ МНОГОСЛОЙНЫХ ОБОЛОЧЕК
Удерживающее кольцо
Линия шва
Линия шва По фрагментам (а) и
(b) см. Схему 3-310 для все размеров и требований
tS = толщина многослойной оболочки Наложение сварки мин. 15% диаметра болта, но не меньше 3/8 дюйма (10 мм) Резьбовое
отверстие
Произвольная линия шва
Произвольная линия шва
Удерживающее кольцо
Произвольная линия шва
Удерживающее кольцо
Произвольная линия шва
Навивка сцеплённых полос
Навивка сцеплённых полос
Сцеплённая полоса
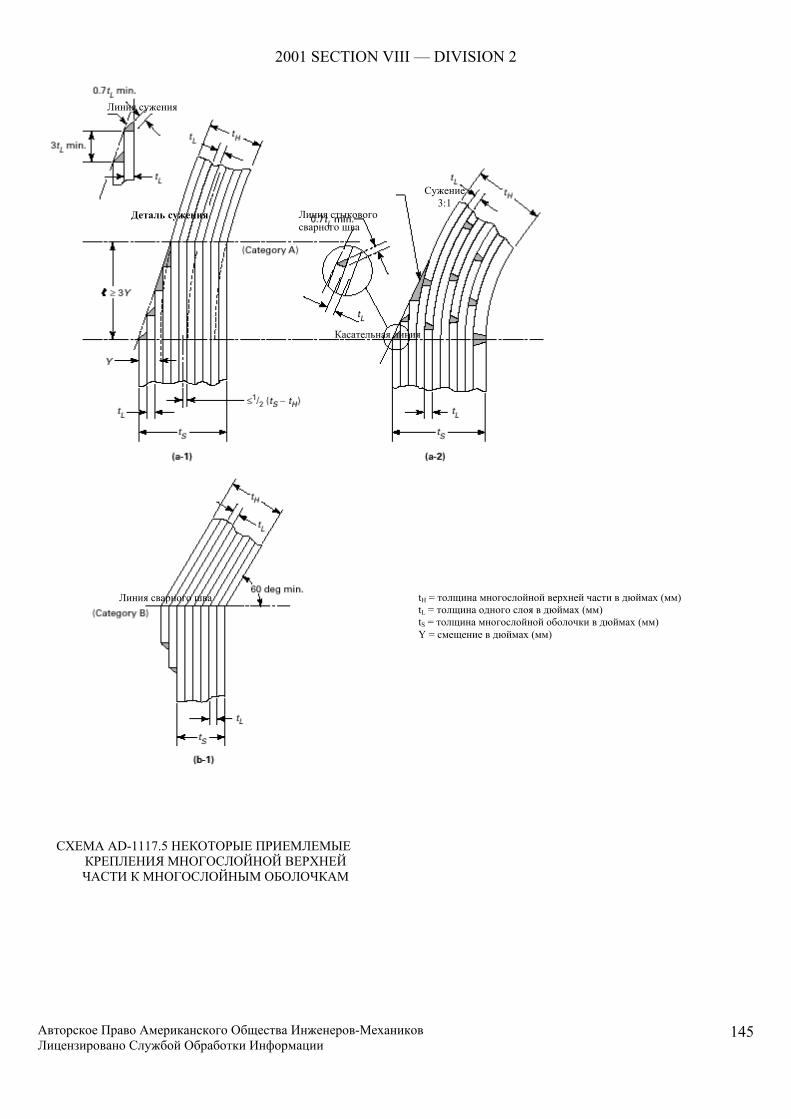
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
145
СХЕМА AD-1117.5 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ КРЕПЛЕНИЯ МНОГОСЛОЙНОЙ ВЕРХНЕЙ ЧАСТИ К МНОГОСЛОЙНЫМ ОБОЛОЧКАМ
Линия сужения
Деталь сужения Линия стыкового сварного шва
Сужение 3:1
Касательная линия
Линия сварного шва tH = толщина многослойной верхней части в дюймах (мм) tL = толщина одного слоя в дюймах (мм) tS = толщина многослойной оболочки в дюймах (мм) Y = смещение в дюймах (мм)
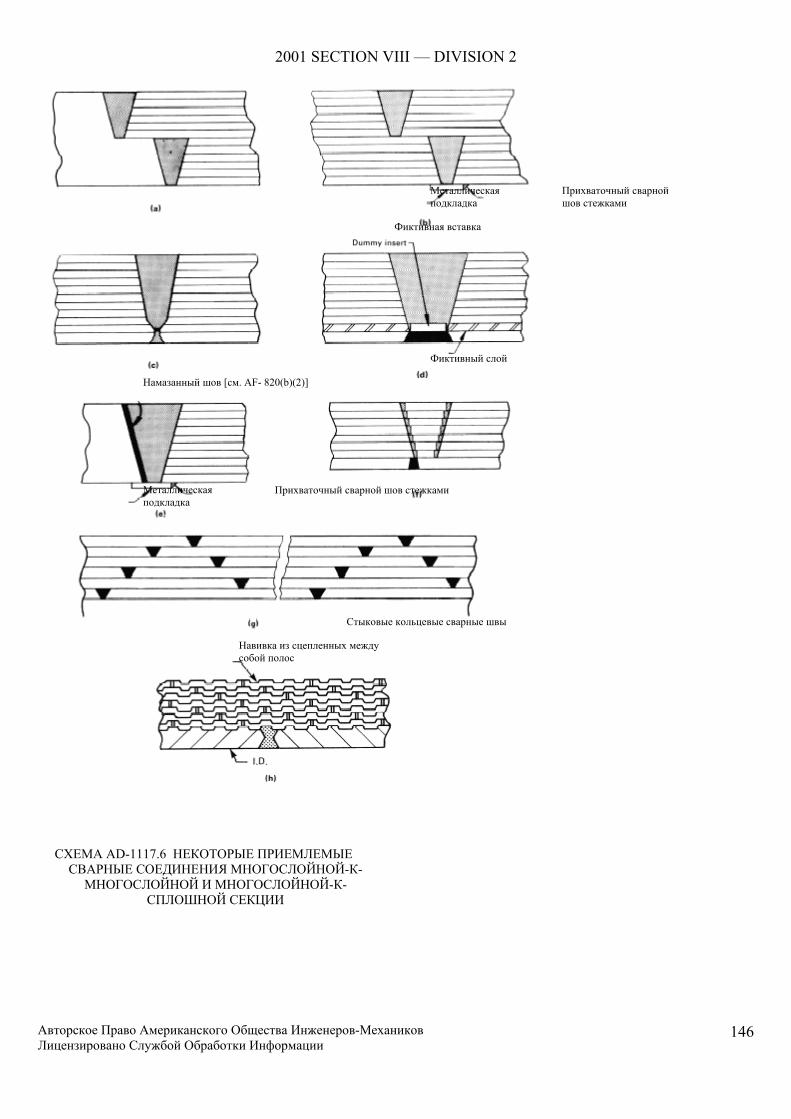
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
146
СХЕМА AD-1117.6 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ СВАРНЫЕ СОЕДИНЕНИЯ МНОГОСЛОЙНОЙ-К-
МНОГОСЛОЙНОЙ И МНОГОСЛОЙНОЙ-К-СПЛОШНОЙ СЕКЦИИ
Металлическая подкладка
Прихваточный сварной шов стежками
Фиктивная вставка
Фиктивный слой
Намазанный шов [см. AF- 820(b)(2)]
Прихваточный сварной шов стежками Металлическая подкладка
Стыковые кольцевые сварные швы
Навивка из сцепленных между собой полос
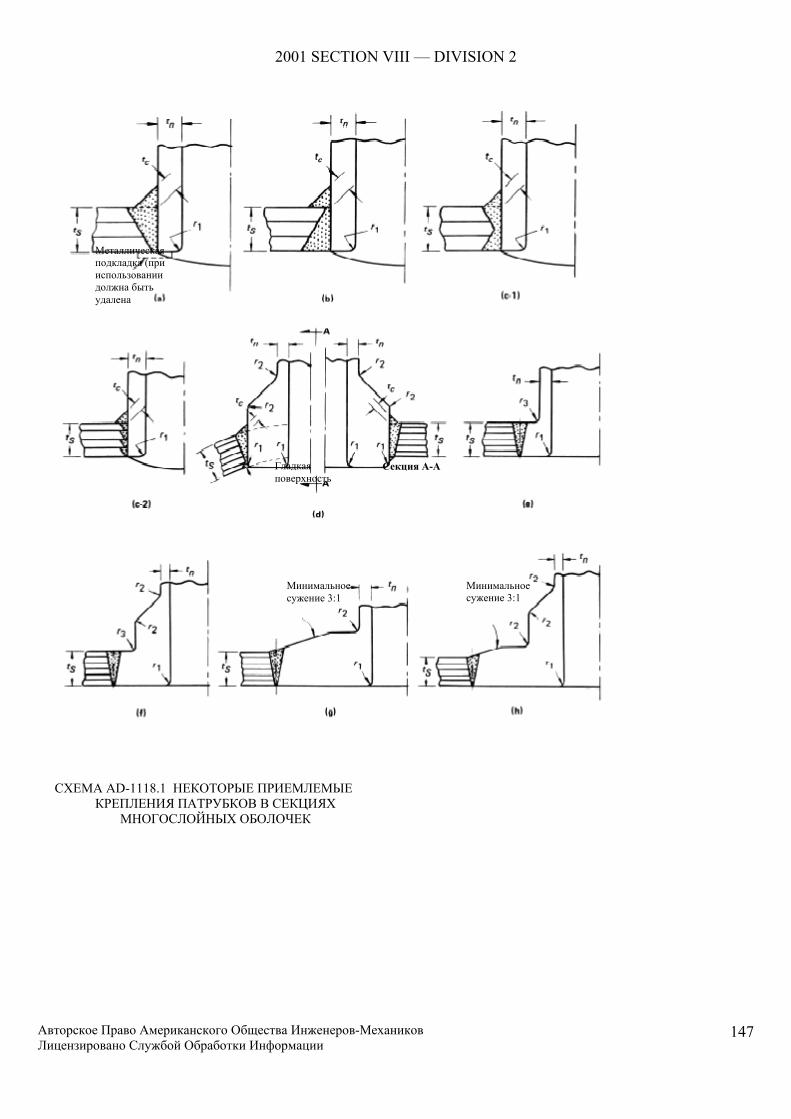
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
147
СХЕМА AD-1118.1 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ КРЕПЛЕНИЯ ПАТРУБКОВ В СЕКЦИЯХ
МНОГОСЛОЙНЫХ ОБОЛОЧЕК
Металлическая подкладка (при использовании должна быть удалена
Гладкая поверхность
Секция А-А
Минимальное сужение 3:1
Минимальное сужение 3:1
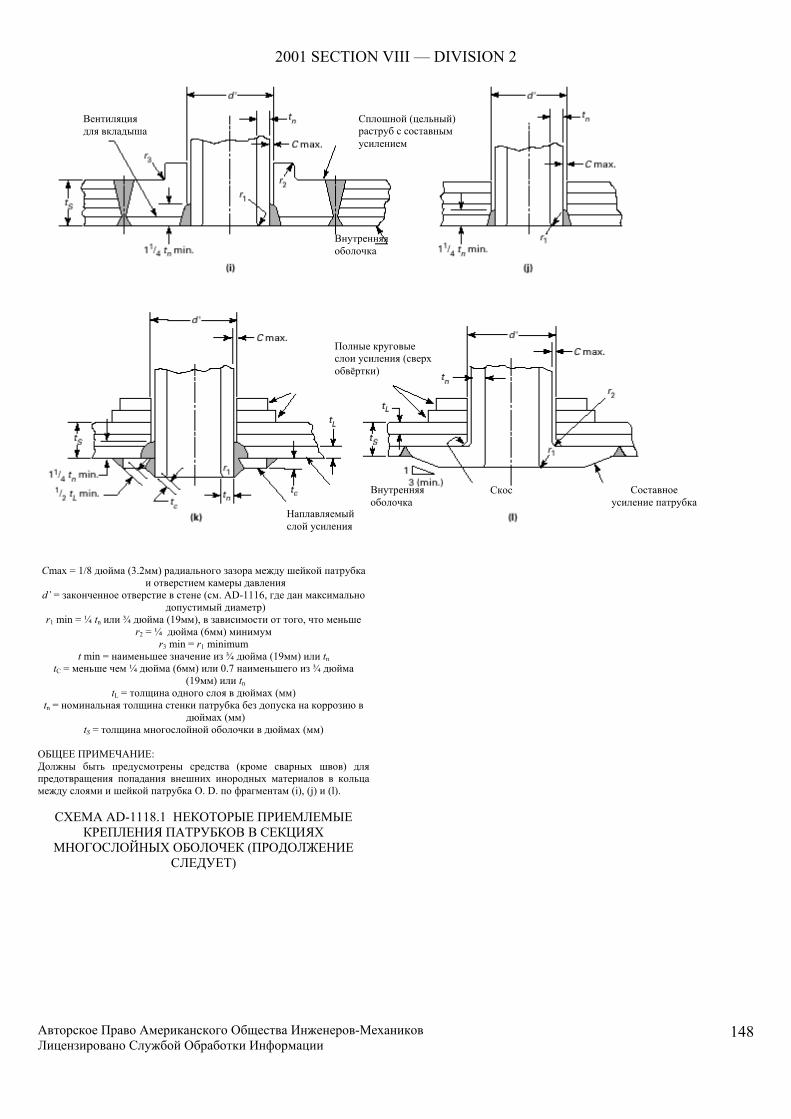
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
148
Cmax = 1/8 дюйма (3.2мм) радиального зазора между шейкой патрубка и отверстием камеры давления
d’ = законченное отверстие в стене (см. AD-1116, где дан максимально допустимый диаметр)
r1 min = ¼ tn или ¾ дюйма (19мм), в зависимости от того, что меньше r2 = ¼ дюйма (6мм) минимум
r3 min = r1 minimum t min = наименьшее значение из ¾ дюйма (19мм) или tn
tC = меньше чем ¼ дюйма (6мм) или 0.7 наименьшего из ¾ дюйма (19мм) или tn
tL = толщина одного слоя в дюймах (мм) tn = номинальная толщина стенки патрубка без допуска на коррозию в
дюймах (мм) tS = толщина многослойной оболочки в дюймах (мм)
ОБЩЕЕ ПРИМЕЧАНИЕ: Должны быть предусмотрены средства (кроме сварных швов) для предотвращения попадания внешних инородных материалов в кольца между слоями и шейкой патрубка O. D. по фрагментам (i), (j) и (l).
СХЕМА AD-1118.1 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ
КРЕПЛЕНИЯ ПАТРУБКОВ В СЕКЦИЯХ МНОГОСЛОЙНЫХ ОБОЛОЧЕК (ПРОДОЛЖЕНИЕ
СЛЕДУЕТ)
Вентиляция для вкладыша
Сплошной (цельный) раструб с составным усилением
Внутренняя оболочка
Полные круговые слои усиления (сверх обвёртки)
Наплавляемый слой усиления
Внутренняя оболочка
Скос Составноеусиление патрубка
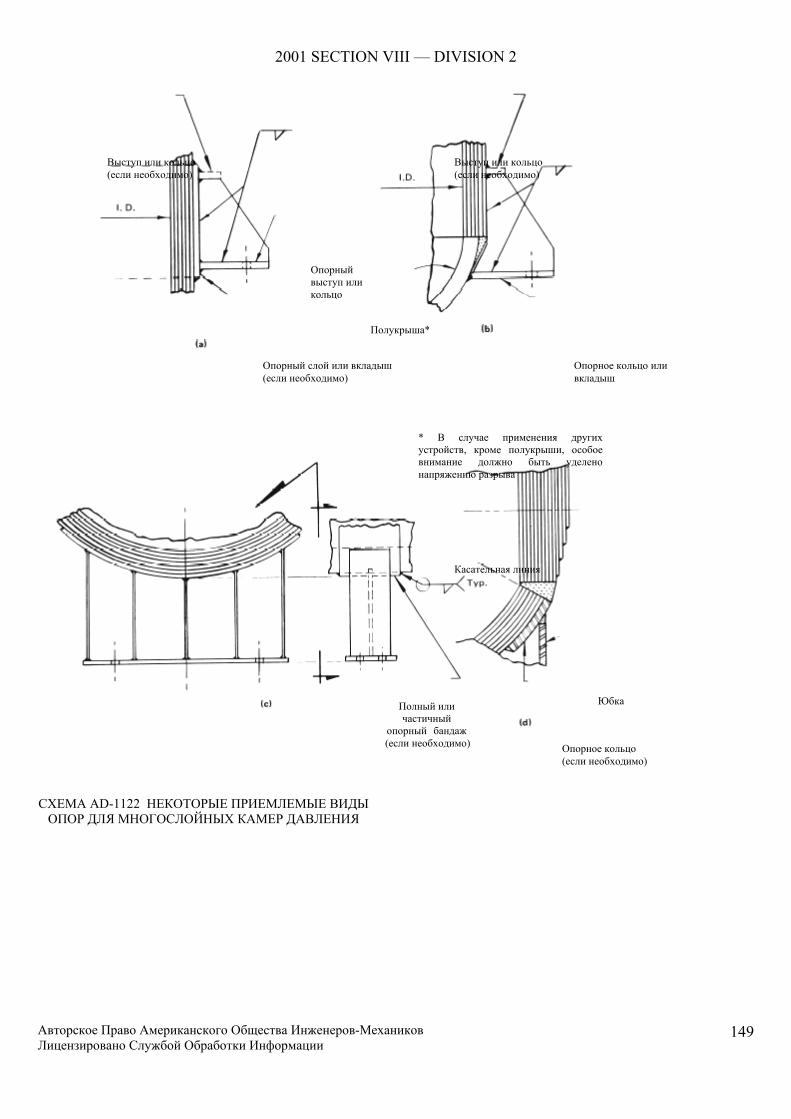
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
149
СХЕМА AD-1122 НЕКОТОРЫЕ ПРИЕМЛЕМЫЕ ВИДЫ ОПОР ДЛЯ МНОГОСЛОЙНЫХ КАМЕР ДАВЛЕНИЯ
Выступ или кольцо (если необходимо)
Выступ или кольцо(если необходимо)
Опорный выступ или кольцо
Опорный слой или вкладыш (если необходимо)
Полукрыша*
Опорное кольцо или вкладыш
* В случае применения другихустройств, кроме полукрыши, особоевнимание должно быть уделенонапряжению разрыва
Касательная линия
Полный или частичный
опорный бандаж (если необходимо)
Юбка
Опорное кольцо (если необходимо)
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
150
Часть AF
Требования по технологии производства
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
151
ЧАСТЬ AF Статья F-1 Общие требования по технологии производства………………………………………….. 157
AF-100 Материалы ………………………………..………………………………..……...…………… 157 AF-101 Сертификация материалов……………..………………………………..………….………… 157 AF-102 Идентификация материалов……………..………………………………..………………….. 157 AF-102.1 Метод переноса маркировки…………………………………………………………………. 157 AF-102.2 Перенос маркировки другими организациями (не производителем)…………….………… 157 AF-104 Восстановление (ремонт) дефективных материалов……………………………………….. 157 AF-104.1 Обследование зон (площадей), содержащих дефекты…………………………….………… 157 AF-104.2 Восстановление (ремонт) сваркой……………………………………………………………. 158 AF-104.3 Обследование зон (площадей) восстановленных (отремонтированных) сваркой.……….. 158 AF-105 Допустимые допуски на толщину для металлургического предприятия………….………. 158 AF-105.1 Для стальных листов…………………………………………………………………………… 158 AF-105.2 Для труб…………………………………………………………………………………………. 158 AF-110 Формование…………………………………………………………………………………….. 158 AF-111 Формование секций корпуса и верхних частей…………………………………………….… 158 AF-112 Подготовка металла основной конструкции………………………………………………….. 158 AF-112.1 Контрольное обследование материалов………………………………………………………. 158 AF-112.2 Резка стальных листов и других материалов…………………………………………………. 159 AF-112.3 Резка шеек патрубков и горловин люков……………………………………………………… 159 AF-112.4 Завершение незащищённых внутренних кранок……………………………………………….. 159 AF-112.5 Обследование обрезанных краёв базовых материалов……………………………………….. 159 AF-120 Предварительная формовка краёв листов, предназначенных для проката………………….. 159 AF-130 Допуски для корпусов (оболочек)……………………………………………………………… 159 AF-130.1 Корпуса (оболочки) для внутреннего давления………………………………………………. 159 AF-130.2 Корпуса (оболочки) для внешнего давления………………………………………………….. 160 AF-130.3 Отклонения от установленных по спецификации допусков для корпусов…………………. 160 AF-130.4 Допуски для корпусов, произведённых из труб………………………………………………. 160 AF-135 Допуски для формованных верхних частей…………………………………………………… 160 AF-136 Верхние кромки сварных швов в корпусах и верхних частях, подверженных внутреннему
давлению………………………………………………………………………………………….. 161 AF-140 Подгонка и выравнивание………………………………………………………………………. 161 AF-140.1 Средства для поддержания равнения во время сварки………………………………………. 162 AF-140.2 Выравнивание краёв стыковых соединений…………………………………………………… 162 AF-140.3 Удаление временных прикреплений……………………………………………………………. 162 AF-141 Очистка поверхностей, предназначенных для проведения сварочных работ……………….. 162 AF-142 Допуски на выравнивание для кромок, предназначенных для сварки встык…………….… 163 AF-142.1 Для цилиндрических корпусов (оболочек)…………………………………………………….. 163 AF-142.2 Для сферических корпусов и полусферических верхних частей, привариваемых к цилиндрическим корпусам……………………………………………………………………… 163 AF-142.3 Придание обтекаемой формы сдвигам в пределах разрешенных допусков………………… 163
Статья F-2 Технологические требования по производству сварочных работ…………………………165 AF-200 Процесс сварки…………………………………………………………………………………….165 AF-210 Квалификационные навыки и записи при проведении сварочных работ…………………….. 165
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
152
AF-210.1 Ответственность производителя……………………………………………………………….. 165 AF-210.2 Ограничения для испытаний на соответствие (изделия) техническим условиям…………… 166 AF-210.3 Предварительная производственная сварка перед оценкой качества………………………… 166 AF-210.4 Оценка технологии сварочных работ…………………………………………………………… 166 AF-210.5 Контрольные тесты для сварщиков и сварщиков-операторов………………………………… 166 AF-210.6 Проведение оценки качества и ведение производственных записей…………………………. 166 AD-215 Меры предосторожности перед проведением сварочных работ……………………………… 167 AD-215.1 Сохранение, идентификация и обращение с электродами и другими материалами, предназначенных для проведения сварочных работ ………………………………………….. 167 AF-215.2 Минимальная допустимая температура при проведении сварочных работ…………………. 167 AF-220 Особые требования для сварных соединений………………………………………………….. 167 AF-221 Тип №1 Стыковые соединения………………………………………………………………….. 167 AF-221.1 Проплавление сварного шва и усиление……………………………………………………….. 167 AF-221.2 Требования по контрольным обследованиям………………………………………………….. 167 AF-221.3………………………………………………………………………………………………………… 167 AF-222 Тип №2 Стыковые соединения…..……………………………………………………………… 168 AF-222.1 Проплавление и усиление……………………………………………………………………..… 168 AF-222.2 Задние металлические подкладки…………………………………………………………….… 168 AF-222.3 Требования по контрольным обследованиям………………………………………………..… 168 AF-223 Угловые соединения полного проплавления…………………………………………………… 168 AF-223.1 Проплавление и расплавление………………………………………………………………….. 168 AF-223.2 Требования по контрольным обследованиям………………………………………………….. 168 AF-224 Соединения частичного проплавления для креплений патрубков…………………………… 169 AF-224.1 Требования по проплавлению…………………………………………………………………… 169 AF-224.2 Требования по контрольным обследованиям………………………………………………….. 169 AF-225 Соединения сваренные угловым сварным швом………………………………………………. 169 AF-225.1 Требования по качеству……………………………………………………………………….… 169 AF-225.2 Требования по контрольным обследованиям………………………………………………..… 169 AF-226 Сварные швы креплений патрубков и других соединений…………………………………… 169 AF-227 Сварные швы креплений неподверженных воздействию давления частей и элементов жёсткости..169 AF-227.1 Требования по контр. обследованию для сварных швов крепления неподверженных воздействию давления частей и элементов жёсткости………………………………………… 169 AF-228 Контрольное обследование при помощи метода капиллярной дефектоскопии…………….. 169 AF-229 Формирование поверхности металла сварочного шва………………………………………… 170 AF-229.1 Оценка технологического процесса…………………………………………………………….. 170 AF-229.2 Требования по проведению обследований…………………………………………………….. 170 AF-230 Различные требования по проведению сварочных работ……………………………………... 170 AF-231 Подготовка обратной стороны соединений, сваренных двойным швом…………………….. 170 AF-232 Выравнивание и разделение компонентов соединений, сваренных одинарным швом……… 170 AF-233 Меры предосторожности при возобновлении сварки…………………………………………. 170 AF-234 Проковка………………………………………………………………………………………….. 171 AF-235 Идентификационные знаки или надписи для сварщиков и сварщиков-автоматчиков……… 171 AF-236 Визуальный осмотр сварки трением……………………………………………………………. 171 AF-237 Импульсная сварка………………………………………………………………………………. 171 AF-240 Краткий перечень допустимых соединений и их контрольной обследование………………. 171 AF-241 Типы разрешённых соединений………………………………………………………………… 171 AF-241.1 Требования по проведению контрольных осмотров…………………………………………… 171 AF-250 Ремонт дефектов сварки…………………………………………………………………………. 171 AF-251 Удаление неприемлемых дефектов……………………………………………………………… 171 AF-252 Повторная сварка на местах, требующих ремонта…………………………………….……..... 172 AF-253 Контрольное обследование восстановленных сварных швов………………………………… 172 AF-254 Послесварочная тепловая обработка восстановленных сварных швов……………………… 172 AF-260 Контрольные стальные листы для испытаний сварного шва…………………………………. 172
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
153
AF-261 Сосуды из цветных металлов (не железные)…………………………………………………… 172
Статья F-3 Особые требования к сварным швам «труба-к-трубному листу»……………………….. 179 AF-300 Требования по материалам………………………………………………………………………. 179 AF-301 Подготовка отверстий в трубных листах………………………………………………………. 179 AF-301.1 Зазоры между трубами и трубными отверстиями……………………………………………… 179 AF-301.2 Завершение отверстий…………………………………………………………………………… 179 AF-310 Проектирование сварных швов и подготовка соединений…………………………………….. 179 AF-320 Оценка процесса сварки и квалификация сварщиков и сварщиков-автоматчиков………….. 179 AF-321 Существенные отличия.…….…………………………………………………………………… 179 AF-321.1 Для всего процесса сварочных работ…………………………………………………………… 179 AF-321.2 Для дуговой сварки металлическим покрытым электродом………………………………….. 180 AF-321.3 Для сварки в инертном газе плавящимся и неплавящимся электродом……………………… 180 AF-321.4 Для взрывной сварки…………………………………………………………………………….. 180 AF-330 Опытная сборка…………………………………………………………………………………… 180 AF-334 Контрольное обследование………………………………………………………………………. 180 AF-336 Эксплуатационные испытания…………………………………………………………………... 180
Статья F-4 Термообработка свариваемых деталей…………………………………………………………... 181
AF-400 Термообработка свариваемых деталей…………………………………………………………. 181 AF-401 Требования по предварительному подогреву…………………………………………………... 181 AF-402 Требования по послесварочной термообработке………………………………………………. 181 AF-402.1 Когда температура и время выдержки могут быть превышены………………………………. 181 AF-402.2 Термообработка состоящих из различных групп Ряда Р частей, подверженных возд. Давления181 AF-402.3 Установление номинальной толщины, определяющей послесварочную термообработку…. 181 AF-402.4 Термообработка сварных швов…………………………………………………………………. 190 AF-410 Прогрев частей перед соединением и локальный прогрев кольцевых стыков после соединения.190 AF-410.1 Однократный прогрев камеры давления в печи……………………………………………….. 190 AF-410.2 Многократный прогрев частей камеры давления в печи……………………………………… 190 AF-410.3 Прогрев секций корпуса, верхней части и других частей перед соединением……………… 190 AF-410.4 Внутренний прогрев камеры давления………………………………………………………… 191 AF-410.5 Локальный прогрев патрубков к камерам давления и внешних присоединений…………… 191 AF-410.6 Ограниченный прогрев зон двойного изгиба верхних частей или корпусов………………… 191 AF-410.7 Прогрев других конфигураций………………………………………………………………….. 191 AF-415 Выполнение послесварочной термообработки………………………………………………… 191 AF-420 Послесварочная термообработка после восстановления или изменений…………………….. 192 AF-420.1 Восстановление сварных швов, выполняемое вслед за послесварочной термообработкой… 192
Статья F-5 Особые требования по коррозионноустойчивой цельной сварке или плакированным или расположенным в одну линию частям наложения металла сварочного шва и по прочноплотным сварным швам……………………………………………………………..... 194
AF-500 Материал………………………………………………………………………………………….. 194 AF-501 Основной материал или части плакированного наложения металла сварочного шва или коррозионноустойчивой составляющей……………………………………………… 194 AF-503 Вставленные полосы в плакированные материалы………………………………………….… 194 AF-505 Состав металла сварочного шва………………………………………………………………… 194 AF-510 Соединения в коррозонноустойчивой составляющей или плакирующем наложении металла сварочного шва и наложенном покрытии……………………………………………………… 194 AF-520 Технология сварки……………………………………………………………………………….. 194
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
154
AF-540 Методы крепления наложенного покрытия…………………………………………………….. 194 AF-550 Послесварочная термообработка плакированных и футерованных свариваемых деталей…. 195 AF-551 Требования для случаев, когда основному металлу необходима послесварочная термообработка..195 AF-552 Требования, когда основной металл или футеровка выполнены из хромистой стали………. 195 AF-560 Требования для основного материала с антикоррозионной составляющей или плакированном наложении металла сварочного шва……………………………………………………………. 195 AF-561 Оценка технологического процесса для стыковых сварных швов в основном материале с антикоррозионной составляющей или плакированным наложением металла сварочного шва.195 AF-561.1 Когда толщина антикоррозионной составляющей или плакированного наложения металла сварочного шва включены в расчётную толщину…………………………………… 195 AF-561.2 Когда толщина антикоррозионной составляющей или плакированного наложения металла сварочного шва не включены в расчётную толщину………………………………… 195 AF-562 Оценка технологического процесса для сплавных сварных швов в металле основной конструкции..195 AF-562.1 Для стыковых соединений……………………………………………………………………….. 195 AF-562.2 Для угловых сварных швов……………………………………………………………………… 195 AF-563 Проведение оценки для стыковых сварных швов в основном материале с антикоррозионной составляющей или плакированного наложения металла сварочного шва…………………… 195 AF-570 Требования по контрольному обследованию…………………………………………………... 195 AF-571 Контрольный осмотр плакирования или футеровки из хромистого сплава…………………. 195 AF-572 Контрольный осмотр камер давления и частей…………………………………………………196 AF-572.1 Контрольный осмотр плит основания, защищённых полосовым покрытием……………….. 196 AF-572.2 Контрольный осмотр плит основания, защищённых сплавным сварным швом…………….. 196 AF-580 Инспекции и испытания…………………………………………………………………………. 196 AF-581 Общие требования……………………………………………………………………………….. 196 AF-582 Прочность наложенной футеровки……………………………………………………………… 196 AF-582.1 Внутренняя инспекция камеры давления после испытаний на прочность…………………… 196 AF-582.2 Требования при обнаружении просачивания (утечки)………………………………………… 196 ФА-590 Маркировка и подготовка отчётов……………………………………………………………… 197
Статья F-6 Особые требования к ферритным сталям после увеличения их способности к растяжению при помощи закалки и отпуска………………………………………………..……………... 198
AF-600 Общие сведения…………………………………………………………………………………... 198 AF-601 Маркировка на стальных листах и других материалах………………………………………... 198 AF-602 Требования по термообработке материалов……………………………………………………. 198 AF-605 Требования по термообработке после формования……………………………………………. 198 AF-606 Минимальная толщина после формования……………………………………………………... 198 AF-610 Требования по проведению сварочных работ………………………………………………….. 198 AF-611 Квалификационные требования к технологии сварки и сварщикам………………………….. 198 AF-612 Дополнительные требования по проведению сварочных работ………………………………. 199 AF-613 Подготовка металла основной конструкции…………………………………………………… 200 AF-613.1 Меры предосторожности при использовании газовой резки или строжки…………………... 200 AF-614 Выравнивание соединений………………………………………………………………………. 200 AF-614.1 Выравнивание продольных соединений………………………………………………………... 200 AF-614.2 Выравнивание круговых (кольцевых) соединений…………………………………………….. 200 AF-615 Завершение сварного шва………………………………………………………………………... 200 AF-620 Разрешённые типы соединений…………………………………………………………………. 200 AF-623 Прикрепления и временные сварные швы……………………………………………………… 200 AF-623.1 Материалы для конструкционных присоединений и колец жёсткости………………………. 200 AF-623.2 Выполнение несущих рабочую нагрузку и временных сварных швов………………………. 200 AF-623.3 Удаление временных сварных швов……………………………………………………………. 200 AF-630 Послесварочная термообработка………………………………………………………………... 201 AF-631 Требования по послесварочной термообработке……………………………………………… 201
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
155
AF-631.1 Послесварочная термообработка соединений и прикреплений………………………………………… 201 AF-635 Процесс термообработки………………………………………………………………………………….. 201 AF-635.1 Нагревательная печь……………………………………………………………………………………..… 201 AF-632.1 Закалка водой плоских листов или частей……………………………………………………………….. 201 AF-635.3 Закалка секций корпуса или верхних частей…………………………………………………………….. 201 AF-635.4 Закалка камер давления целиком…………………………………………………………………………. 201 AF-636 Конструкция и работа закалочного оборудования………………………………………………………. 201 AF-640 Сертификационные испытания термообработки………………………………………………………... 201 AF-641 Проверочные испытания термообработки………………………………………………………………. 201 AF-642 Порядок проведения сертификационных испытаний…………………………………………………… 201 AF-642.1 Отпуск……………………………………………………………………………………………………… 203 AF-642.2 Число тестов……………………………………………………………………………………………….. 203 AF-650 Требования по контрольным обследованиям………………………………………………………….… 203 AF-651 Сварное соединение. Тип №1…………………………………………………………………………….. 203 AF-652 Сварные швы крепления патрубков……………………………………………………………………… 204 AF-653 Контрольный осмотр сварного шва………………………………………………………………………. 204 AF-653.1 Альтернативное применение метода капиллярной дефектоскопии…………………………………… 204 AF-654 Антикоррозионное покрытие металла сварного шва………………………………………………….. 204 AF-660 Инспекция и испытательные тесты………………………………………………………………………. 204 AF-670 Клеймение и отчёты……………………………………………………………………………………….. 204
Статья F-7 Особые требования по производству кованых изделий………………………………………………….. 205 AF-700 Общие сведения……………………………………………………………………………………………. 205 AF-703 Ультразвуковое обследование……………………………………………………………………………. 205 AF-704 Требования по вязкости………………………………………………………………………………….... 205 AF-710 Допуски по цилиндрическим поковкам………………………………………………………………….. 205 AF-711 Ограниченные тонкие зоны .………..……………………………………………………………………. 205 AF-712 Допуски на поковки на корпус……………..…………………………………………………………….. 205 AF-712.1 Устранение неровностей поверхности для соответствия допускам…………………………………… 205 AF-712.2 Использование овальных поковок для более низкого давления……………………………………….. 205 AF-720 Методы формования кованых верхних частей………………………………………………………….. 206 AF-721 Допуски на поковки для верхних частей………..……………………………………………………….. 206 AF-721.1 Устранение неровностей поверхности для соответствия допускам…………………………………… 206 AF-730 Требования по термообработке…………………………………………………………………………… 206 AF-730.1 Требования по термообработке для сварных камер давления………………………………………….. 206 AF-730.2 Требования по термообработке при нормализации и закалке металла………………………………… 206 AF-730.3 Термообработка закалённых и отпущенных ферритных материалов………………………………….. 206 AF-730.4 Термообработка аустенитных материалов………………………………………………………………. 207 AF-730.5 Чёрный металл не подвергшийся термообработке……………………………………………………… 207 AF-740 Сварка при сборке…………………………………………………………………………………………. 207 AF-741 Ограничения по черным металлам с содержанием углерода свыше 0,35%……………………………………………………………………………………………………….. 207 AF-750 Устранение дефектов в материале……………………………………………………………………….. 207 AF-751 Удаление дефектов поверхности…………………………………………………………………………. 207 AF-752 Устранение дефектов при помощи сварки………………………………………………………………. 207 AF-753 Ремонт сварного шва при содержании углерода 0,35% и менее……………………………………….. 208 AF-753.1 Квалификационная оценка технологии сварки и сварщиков…………………………………………… 208 AF-753.2 Послесварочная термообработка…………………………………………………………………………. 208 AF-753.3 Контрольное обследование восстановленных сварных швов………………………………………….. 208 AF-754 Ремонт сварного шва при содержании углерода более 0,35%..………………………………………… 208 AF-754.1 Квалификационная оценка технологии сварки и сварщиков…………………………………………… 208 AF-754.2 Послесварочная термообработка…………………………………………………………………………. 208
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
156
AF-754.3 Контрольный осмотр восстановленных сварных швов………………………………………………… 208 AF-756 Устранение дефектов сварных швов…………………………………………………………………….. 208 AF-760 Резьбовые соединения труб и горловин патрубков со стенами камер давления, кованными с внутренней стороны горловинами и утолщёнными кованными верхними частями………………... 208 AF-761 Требования для отверстий с цилиндрической резьбой…………………………………………………. 208 AF-762 Расположение и максимальный размер отверстия с цилиндрической резьбой………………………. 208 AF-763 Требования для конусообразных резьбовых отверстий…..……………………………………………. 208 AF-764 Герметизирующая заварка резьбовых отверстий……………………………………………….............. 209 AF-770 Инспекция, контрольный осмотр и испытания…………………………………………………............. 209 AF-771 Кованные части……………………………………………………………………………………............. 209 AF-771.1 Требуемые частичные отчёты по техническим характеристикам……………………………………… 209 AF-771.2 Сертификация и идентификация…………………………………………………………………………. 209 AF-771.3 Сварные швы восстановления и их сертификация……………………………………………………... 209 AF-776 Проверка термообработки и послесварочной термообработки…………………………………………209 AF-777 Осмотр испытательных образцов и освидетельствование испытаний………………………………….209 AF-777.1 Испытательные образцы…………………………………………………………………………………...209 AF-777.2 Проведение испытаний и повторных испытаний..……………………………………………………… 210 AF-780 Маркировка и отчёты для кованных камер давления………………………………………………........ 210 AF-781 Требования по маркировке..………………………………………………………………………............ 210 AF-782 Информация, которая должна быть указана в отчётах по техническим характеристикам, для кованных целиком, камер давления………………………………………………………………………………….. 210 AF-790 Предохранительные устройства по сбросу давления……………………………………………………. 210
Статья F-8 Особые требования по производству многослойных камер давления………………………………… 211 AF-800 Общие сведения……………………………………………………………………………………………. 211 AF-801 Общие требования по производству……………………………………………………………………… 211 AF-802 Требования по проведению сварочных работ…………………………………………………………... 211 AF-803 Улучшение качеств материала путём термообработки в процессе производства…………………….. 211 AF-805 Оценка проведения сварочных работ и ведение записей……….…………………………………….... 211 AF-805.1 Оценка технологии сварочных работ.…………………………………………………………………… 211 AF-805.2 Оценка проведения сварочных работ..…………………………………………………………………... 213 AF-810 Особые требования для сварных соединений…………………………………………………………… 213 AF-810.1 Сварка соединений………………………………………………………………………………………… 213 AF-810.2 Стыковые соединения. Тип №1…………………………………………………………………………… 213 AF-810.3 Проплавление сварного шва и усиление…………………………………………………………………. 213 AF-810.4 Стыковые соединения. Тип №2…………………………………………………………………………… 213 AF-810.5 Проплавление сварного шва и усиление…………………………………………………………………. 213 AF-810.6 Металлические подкладки………………………………………………………………………………… 214 AF-810.7 Соединения сваренные угловым сварным швом………………………………………………………… 214 AF-810.8 Требования по качеству…………………………………………………………………………………… 214 AF-810.9 Сварные швы креплений не подверженных воздействию давления частей и элементов жёсткости…214 AF-810.10 Наращивание поверхностного металла сварного шва…………………………………………………... 215 AF-810.20 Неразрушающие обследования сварных соединений………………………………………………….... 215 AF-810.21 Выборочный контрольный осмотр участков сварного шва и восстановление шва…………………… 216 AF-811 Прочность сварных соединений………………………………………………………………………….. 218 AF-815 Контакт между слоями……………………………………………………………………………………. 218 AF-815.1 Альтернатива измерению контакта между слоями при возведении…………………………………… 221 AF-815.2 Правила вычисления максимально допустимых интервалов…………………………………………… 221 AF-816 Правила определения максимального допустимого растяжения для камер давления из спирально скрученных, сцеплённых между собой полос…………………………………………………………… 222 AF-817 Вентиляционные отверстия………………………………………………………………………………. 222 AF-820 Термообработка сварки…………………………………………………………………………………… 223
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
157
Схемы AF-130.1 Примеры разницы между максимальным и минимальным диаметрами в цилиндрических
корпусах…………………………………………………………………………………………… 160 AF-130.2 Максимально допустимое отклонение от круглой формы е для камер, находящихся под воздействием внешнего давления……………………………………………………………….. 161 AF-130.3 Максимальная длина дуги для определения плюсового и минусового отклонений………… 162 AF-136 Наибольшая высота на сварных соединениях Категории А…………………………………... 163 AF-762.1 Центральные отверстия с цилиндрической резьбой в кованных целиком верхних частях с выходящими за их пределы патрубками………………………………………………………... 209 AF-805.1 Многослойно-сплошной и многослойно-многослойный испытательные листы …………… 212 AF-805.2 ……………………………………………………………………………………………………... 213 AF-805.3 ……………………………………………………………………………………………………... 214 AF-805.4 ……………………………………………………………………………………………………... 214 AF-810.1 ……………………………………………………………………………………………………... 219 AF-810.2 …………………………………………………………………………………………………….. 220 AF-815 …………………………………………………………………………………………………….. 221
Таблицы AF-142.1 Максимально допустимый сдвиг в сварных соединениях……………………………………. 164 AF-226.1 …………………………………………………………………………………………………….. 170 AF-241.1 Разрешённые типы сварных швов и требуемый контрольный осмотр………………………. 173 AF-402.1 Требования для послесварочной термообработки частей, подверженных воздействию давления и прикреплений……………………………………………………………………….. 182 AF-402.2 Альтернативные требования по послесварочной термообработке для углеродистых и низколегированных сталей, из которых состоят подверженные воздействию давления части и прикрепления…………………………………………………………………………… 190 AF-630.1 Требования по послесварочной термообработке для Материалов из Таблицы AQT-1…….. 202 AF-810.1 Разрешённые типы сварных швов и требуемый контрольный осмотр для многослойных конструкций……………………………………………………………………………………… 217
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
158
СТАТЬЯ F-1 ОБЩИЕ ТРЕБОВАНИЯ ПО ПРОИЗВОДСТВУ
AF-100 МАТЕРИАЛЫ AF-101 Сертификация материалов
Производитель камеры давления должен удостоверить соответствие всех видов выполняемых обработок, испытаний и контрольных обследований специальным требованиям Части АМ. Сертификация должна включать в себя заверенные отчёты о результатах проведения всех испытаний и контрольных обследований, выполненных на используемых материалах производителем камеры давления.
AF-102 Идентификация материалов
Материал для частей, подверженных воздействию давления должен быть уложен таким образом, чтобы был чётко виден один, требуемый по техническим спецификациям материала полный набор первичной идентификационной маркировки. В случае, если первичная идентификационная маркировка вырезана или материал разделён на две или более частей, один комплект должен быть аккуратно перенесён перед вырезкой производителем камеры давления на такое место, чтобы маркировка была видна после полной сборки камеры давления или должна быть использована приемлемая для инспектора кодированная маркировка для уверенной идентификации каждой части материала в процессе производства и последующей идентификации маркировки на законченной камере давления. В любом случае должны быть сделаны технический эскиз изделия и табуляция используемых материалов, идентифицирующие каждую составляющую часть материала с сертифицированным отчётом по испытаниям или сертификатом соответствия и кодовой маркировкой. За исключением обозначенного в AF-102.1, материал может быть маркирован любым, приемлемым для инспектора методом. Инспектору не обязательно присутствовать при перенесении маркировки, но он должен лично удостовериться, что перенесение маркировки было должным образом произведено.
AF-102.1 Метод переноса маркировки. Если по
эксплуатационным соображениям для идентификации материала использование тампопечати невозможно, и, если это определено пользователем в качестве спецификации, производитель материала и производитель камеры давления должны нанести маркировку стальных листов с необходимыми данными, позволяющими произвести точную идентификацию маркируемых частей после их доставки к месту назначения. Маркировка должна быть сделана таким образом, чтобы можно было легко и точно идентифицировать каждый стальной лист на законченной и готовой к эксплуатации камере давления приемлемым для инспектора способом. Перенос
маркировки для материалов, которые должны быть разделены, должен производиться, как указано в AF-102.2.
AF-102.2 Перенос маркировки кем-либо, кроме
производителя. Если материалу придаётся какая-либо форма кем-либо ещё, но не производителем готовой к эксплуатации камеры давления, а необходимая по соответствующим спецификациям первичная маркировка была вырезана без возможности восстановления или материал разделён на две или более части, то тот, кто придаёт материалу форму, должен либо:
(а) перенести первичную идентификационную маркировку на другое расположение на форме; либо
(б) предусмотреть идентификацию посредством использования кодовой маркировки, соответствующей первичной маркировки с использованием метода по соглашению и описанного в Системе Контроля Качества производителя законченной камеры давления.
Сертификат металлургического предприятия о физических и химических требованиях к данному материалу в совокупности с указанными выше требованиями по маркировке, должен рассматриваться как достаточное условие для идентификации этих форм. Частичный Отчёт по Техническим Характеристикам производителя и клеймение частей не являются обязательным требованием, если работы по приданию определённой формы включают в себя сварку, за исключением случаев, приведённых в АМ-105.1.
AF-104 Устранение дефектов материалов
Дефекты могут быть удалены, и материал может быть восстановлен производителем камеры давления, или, если это не запрещено спецификациями материалов, могут быть также восстановлены производителем материалов по одобрению и утверждению производителя камеры давления. Превышающие установленные спецификациями материалов работы по восстановлению (ремонту) материалов должны быть утверждены инспектором. Все восстановительные работы (ремонт) должны проводиться в соответствии со следующими ниже параграфами.
AF-104.1 Контрольный осмотр дефективных зон.
Зоны, с которых были удалены дефекты должны быть обследованы с применением либо магнитно-порошкового метода в соответствии со Статьёй 9-1, либо методом капиллярной дефектоскопии в соответствии со Статьёй 9-2 для обеспечения уверенности в полном устранении дефекта.
AF-104.2 Восстановление при помощи сварки. Для
проведения восстановления (ремонта) материалов при
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
159
помощи сварки, все технологические процессы и сварочные швы должны быть квалифицированы в соответствии с Секцией IX Кодекса; если металл основной конструкции требует проведения испытания на ударную вязкость в соответствии с АМ-204, должен быть приварен контрольный стальной лист и наложенный металл сварочного шва должен пройти испытания на ударную вязкость в соответствии с АТ-201 и он должен отвечать тем же минимальным требованиям, которые установлены для материала основной конструкции. Восстановленный материал должен быть подвергнут термообработке в соответствии с требованиями по термообработке AF-402, если это требуется.
AF-104.3 Контрольный осмотр готовых,
восстановленных при помощи сварки поверхностей (а) Готовые, восстановленные при помощи сварки
поверхности должны быть подготовлены и проинспектированы магнитно-порошковым методом в соответствии со Статьёй 9-1 или методом капиллярной дефектоскопии в соответствии со Статьёй 9-2.
(б) Восстановленная при помощи сварки зона должна быть обследована с применением рентгенографии в соответствии со Статьёй I-5, если глубина наплавки превышает либо 3/8 дюйма (10мм), либо половину толщины материала.
AF-105 РАЗРЕШЁННЫЕ ДОПУСКИ УМЕНЬШЕНИЯ
ПО ТОЛЩИНЕ ДЛЯ ПРЕДПРИЯТИЯ-ПРОИЗВОДИТЕЛЯ МЕТАЛЛА
AF-105.1 Для стальных листов. Материал для
стальных листов должен заказываться не тоньше проектной толщины. Камеры давления, сделанные из листов, поставленных с допусками на уменьшение не большими чем наименьшее из значений 0,01 дюйма (0,3мм) или 6% от заказанной толщины, могут использоваться при полном расчётном давлении, если это позволяют спецификации материалов. Если спецификации, в соответствии с которыми заказывались стальные листы, позволяют большие допуски, то заказываемая толщина материала должна быть соответственно больше расчётной толщины так, что толщина поставляемого материала не должна быть большей наименьшего из значений 0,01 дюйма (0,3мм) или 6% расчётной толщины.
AF-105.2 Для труб. Если трубы заказаны по
номинальной толщине стен, в расчёт должны приниматься производственные допуски на толщину стен. Производственные допуски даны в Части АМ. После определения минимально требуемой толщины стенок труб, она должна быть увеличена на достаточную величину для обеспечения производственных допусков на уменьшение, разрешённых в спецификациях для труб. AF-110 ФОРМОВАНИЕ AF-111 Формование секций корпуса (оболочки) и
верхних частей
Всем материалам для секций корпуса и верхних частей должна придаваться требуемая форма при помощи любого метода, который не повредит механических качеств материала.
AF-112 ПОДГОТОВКА ОСНОВНОГО МЕТАЛЛА
AF-112.1 Осмотр материалов (а) Все используемые в конструкции камеры давления
материалы должны быть обследованы, на сколько это возможно, на предмет обнаружения могущих отразиться на безопасности эксплуатации камеры дефектов. В процессе производства производитель камеры давления должен внимательно обследовать края основных материалов (включая края прорезанных сквозь толщину отверстий) на предмет обнаружения дефектов, которые не были выявлены при более ранних стадиях производства. При обнаружении таких дефектов, они должны быть устранены в соответствии с AF-104.
(б) За исключением требований пункта (в) (ниже), резаные края основного материала, которые должны быть приварены, с толщиной свыше 1 ½ дюйма (38мм) должны быть осмотрены на предмет разрывов при помощи магнитно-порошкового метода в соответствии со Статьёй 9-1 или методом капиллярной дефектоскопии в соответствии со Статьёй 9-2.
(в) Для отверстий, резаные края основных материалов должны быть осмотрены на предмет разрывов при помощи магнитно-порошкового метода в соответствии со Статьёй 9-1 или методом капиллярной дефектоскопии в соответствии со Статьёй 9-2.
(1) Проведение обследования необходимо для отверстий, показанных на Схеме AD-610.1, фрагменты (а), (b) и (f).
(2) Для других типов отверстий такое обследование резаных краёв необходимостью не является при диаметре отверстия 3 дюйма (76мм) или менее.
(3) Неламинарные разрывы (имеющие длину не параллельную с поверхностью материала) должны быть устранены.
(4) Параллельные с поверхностью материала разрывы (такие как включения), которые обнаружены каким-либо из применённых методов, являются приемлемыми без восстановления (ремонта), если они не превышают 1 дюйма (25мм) в длину. ПРЕДОСТЕРЕЖЕНИЕ: При условиях эксплуатации, когда ламинарные разрывы могут стать причиной аварии или ущерба, заказчик камеры давления должен указать в качестве спецификации проведение дополнительных испытаний, например, ультразвуковое тестирование стального листа по SA-435, а для поковочных материалов – по SA-388.
(г) Если подверженная воздействию давления часть
должна быть приварена к плоскому стальному листу толщиной более ½ дюйма (13мм) для образования углового соединения по мерам, предусмотренным в AD-413.2, то подготовка (разделка кромок) сварного соединения должна быть обследована перед сваркой, как указано в пункте (1) ниже при помощи магнитно-порошкового метода в соответствии со Статьёй 9-1 или методом капиллярной дефектоскопии в соответствии со Статьёй 9-2, за исключением иных случаев,
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
160
предусмотренных в пункте AF-223.2(б). После сварки, наружная кромка плоского стального листа и любая, остающаяся открытой поверхность подготовки сварного соединения должны пройти повторное обследование, как указано в пункте (1) ниже.
(1) Для Схемы AD-701.3 и Схемы 3-310.1, фрагмент (h), подготовка сварного соединения наружные кромки плоского стального листа, образующего угловое соединение должны быть обследованы в следующем порядке:
(а) подготовка кромки сварного обычного соединения в плоском стальном листе как показано на Схеме AD-701.3, фрагменты (а), (b) и (c) и Схеме 3-310.1, фрагмент (h);
(б) внешняя кромка плоского стального листа на внешней стороне как показано на Схеме AD-701.3, фрагмент (а)
(в) внешняя кромка плоского стального листа на внешней стороне как показано на Схеме AD-701.3, фрагмент (b), если расстояние от кромки законченного сварного шва до внешней кромки плоского стального листа меньше толщины плоского стального листа;
(г) внутренняя поверхность плоского стального листа, как показано на Схеме 3-310.1, фрагмент (h);
(д) на внешней стороне плоского стального листа проведения обследования не требуется, как показано на Схеме AD-701.3, фрагмент (c) и Схеме 3-310.1, фрагмент (h);
AF-112.2 Резка стальных листов и других материалов
(а) Стальные листы, края верхних частей и другие компоненты могут быть подвержены резке для придания заданных форм и размеров как механическими средствами (обработка на станке, ножницами, дробление), так и термическим методом. После термической резки вся окалина и области нежелательного изменения цвета материала подвергнутого расплавлению должны быть удалены механическими средствами перед дальнейшими стадиями производства или эксплуатации. При использовании термического метода, во внимание должны быть приняты изменения механических свойств материала. Свариваемые края должны быть равномерными и гладкими.
(б) Вообще, цветные металлы не могут быть разрезаны при помощи традиционного кислородно-ацетиленового оборудования, используемого обычно для сталей. Они могут быть расплавлены и разрезаны кислородно-ацетиленовой, кислородно-флюсовой резкой, угольной дугой, кислородно-дуговой резкой и т.д. При использовании этих термических способов резки, по соседству с местом резки возникает зона поверхностного загрязнения (изменения цвета), которое должно быть устранено каким-либо из перечисленных выше или иным механическим способом перед дальнейшими стадиями производства или эксплуатации.
AF-112.3 Резка патрубков и горловин лазов.
Концы патрубков или горловины лазов, которые остаются без сварки в законченной камере давления могут резаться ножницами, при условии, что дополнительный материал убран каким-либо иным способом, обеспечивающим
гладкое окончание. Отрезанные края должны быть обследованы с применением магнитно-порошкового метода в соответствии со Статьёй 9-1 или методом капиллярной дефектоскопии в соответствии со Статьёй 9-2.
AF-112.4 Завершение незачищенных внутренних
кранок. Кроме указанных в Схемах AD-610.1, AD-612.1, AD-613.1 и AD621.1, открытые внутренние края должны быть закруглены до, по меньшей мере, ¼ t или ¾ дюйма (19мм), в зависимости от того, какое из значений окажется меньшим, если более тонкий конец горловины патрубка находится на одном уровне с внутренней стеной корпуса (оболочки). Если внутренний конец шейки патрубка выходит за пределы внутренней стены по направлению к центру изгиба, то он должен быть закруглён, как на внутренней, так и на внешней поверхности конца шейки до, по меньшей мере, ¼ tn или 3/8 дюйма (10мм), в зависимости от того, какое из значений окажется меньшим или скошены до угла в 45о, до, минимум, 5\16 дюйма (8мм) (см. Схемы AD-610.1, AD-612.1, AD-613.1 и AD621.1).
AF-112.5 Осмотр обрезанных краёв основных
материалов. После окончательной подготовки кромок, обрезанные края основных материалов должны быть осмотрены в соответствии с AF-12.1(б).
AF-120 ПРЕДВАРИТЕЛЬНОЕ ФОРМОВАНИЕ
КРАЁВ СТАЛЬНЫХ ЛИСТОВ, КОТОРЫЕ ДОЛЖНЫ БЫТЬ ПРОКАТАНЫ
Если стальные листы должны быть подвергнуты
прокатке, то соединяющиеся края продольных соединений цилиндрических камер давления должны формоваться первыми для получения должного изгиба предварительной прокаткой или им должна быть придана форма для избежания недопустимых плоских участков вдоль законченного соединения (см. AF-130).
AF-130 ДОПУСКИ ДЛЯ КОРПУСОВ
Цилиндрические, конические и сферические корпуса
законченных камер давления (за исключением формованных верхних частей, описанных в AF-135 и поковок, описанных в AF-712.2) должны отвечать требованиям от AF-130.1 до AF-130.4 включительно на всех плоскостях поперечного сечения.
AF-130.1 Корпуса для внутреннего давления.
Разница в дюймах между максимальным и минимальным внутренним диаметром в любой плоскости поперечного сечения не должна превышать 1% от D, где D является номинальным внутренним диаметром в дюймах в рассматриваемой плоскости поперечного сечения. Диаметры могут быть измерены как на внутренней, так и на внешней стороне камеры давления. При измерениях диаметров на внешней стороне, следует внести поправку на толщину стального листа на рассматриваемой плоскости поперечного сечения (см. Схему AF-130.1). Если плоскость поперечного сечения проходит через
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
161
отверстие или в пределах расстояния 1 I.D отверстия, измеряемого от средней линии отверстия, допустимая разница во внутренних диаметрах, приведённая ниже может быть увеличена на 2% от внутреннего диаметра отверстия.
СХЕМА AF-130.1 ОБРАЗЦЫ РАЗНИЦЫ МЕЖДУ МАКСИМАЛЬНЫМ И МИНИМАЛЬНЫМ
ДИАМЕТРАМИ В ЦИЛИНДРИЧЕСКИХ КОРПУСАХ
AF-130.2 Корпуса для внешнего давления. Корпуса должны отвечать требованиям для овальных форм AF-130.1 и, в дополнение, требованиям пунктов (а), (б) и (в), изложенным ниже.
(а) Максимальное отклонение плюс-минус от
идеально круглой формы цилиндров или теоретического контура других форм, измеряемое радиально на внешней или внутренней сторонах камеры давления не должно превышать максимально допустимого отклонения, получаемого из Схемы AF-130.2. Следует использовать
или соответственно, для точек, которые оказываются выше или ниже этих изгибов. Измерения должны производиться по круглому сегментному шаблону, имеющему расчётный внутренний или внешний радиус (в зависимости от места произведения измерений) и длину пояса, равную удвоенной длине дуги полученной из Схемы AF-130.3.
(б) Значение t в дюймах на любой плоскости поперечного сечения является номинальной толщиной стального листа без учёта допуска на коррозию для секций, имеющих в толщине более одного листа.
(в) Значение L в Схемах AF-130.2 и AF-130.3 определяется следующим образом:
(1) для цилиндров L дано в Схеме AD-300.1; (2) для конусов или конических секций Do является
внешним диаметром в дюймах на большом конце конуса, взятым перпендикулярно к оси вращения, а L является расчётной длиной конуса или конической секции с использованием следующих ниже приемлемых определений:
(а) осевая длина конуса или наибольшее расстояние от центра к центру между двумя соседними поясами жёсткости (если применены); или
(б) расстояние от конца конуса или линии изгиба, при использовании переходного перелома профиля, до средней линии первого пояса жёсткости.
(3) для сфер L составляет половину внешнего диаметра Do в дюймах.
AF-130.3 Отклонения от установленных допусков
для корпусов. Отклонения от обозначенных выше допусков в процессе производства запрещены, если не выполнены изложенные ниже условия.
(а) Приняты меры против отклонений при
производстве проектных вычислений, которые согласованы между потребителем, производителем и инспектором.
(б) Если номинальная толщина стального листа, используемого для цилиндрической камеры давления превышает минимальную толщину, требуемую по AD-310 для внешнего расчётного давления, и. если такое превышение толщины не является необходимым для допуска на коррозию или воздействия нагрузок порождающих силы сжатия, максимально допустимое отклонение е определяемое для номинальной толщины используемого стального листа может быть увеличено на соотношение Коэффициента В к номинальной толщине используемого стального листа разделённого на Коэффициент В для минимально требуемой толщины стального листа, а длина пояса для измерения емакс должна определяться по для номинальной толщины используемого стального листа.
AF-130.4 Допуски для корпусов произведённых из
трубы. Камеры давления, произведённые из труб, отвечающие всем другим требованиям этой Части, могу варьироваться по диаметру, в пределах разрешённого спецификациями для таких труб.
AF-135 ДОПУСК ДЛЯ ФОРМОВАННЫХ ВЕРХНИХ
ЧАСТЕЙ
(а) Внутренняя поверхность коробовой, ториконической, полусферической или эллипсоидной верхней части не должна иметь отклонений ни на внешней стороне от установленной в качестве спецификации формы более чем на 1 ¼ % от D, ни внутри установленной формы более чем на 5/8% от D, где D является номинальным внутренним диаметром камеры давления. Такие отклонения должны измеряться перпендикулярно к установленной форме и не должны иметь резких переходов. Радиус перелома профиля не должен быть меньше установленного в качестве спецификации.
(б) Полусферические верхние части и любой сферический отдел формованной верхней части, рассчитанной на воздействие внешнего давления должны, в дополнение к удовлетворению требований пункта (а), изложенному выше, соответствовать локальным допускам, данным в AF-130.2.
(в) Все отклонения должны измеряться на металле основной конструкции, а не на сварных швах.
(г) Юбка или цилиндрический конец формованной верхней части должны соответствовать цилиндрическому краю соседней части в пределах допуска, установленного в AF-142 и должны иметь круглую форму до такой степени, чтобы разница между максимальным и минимальным диаметрами не превышала 1% от D, где D является номинальным внутренним диаметром.
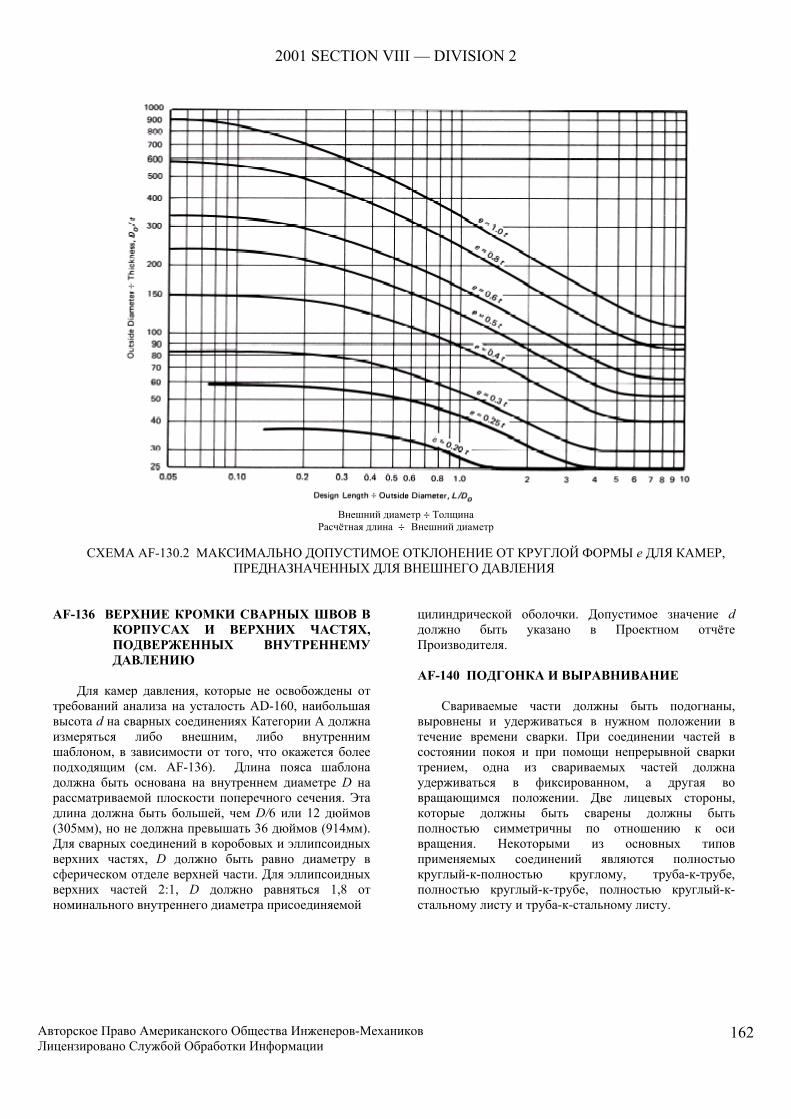
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
162
Внешний диаметр ÷ Толщина
Расчётная длина ÷ Внешний диаметр
СХЕМА AF-130.2 МАКСИМАЛЬНО ДОПУСТИМОЕ ОТКЛОНЕНИЕ ОТ КРУГЛОЙ ФОРМЫ е ДЛЯ КАМЕР, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ВНЕШНЕГО ДАВЛЕНИЯ
AF-136 ВЕРХНИЕ КРОМКИ СВАРНЫХ ШВОВ В КОРПУСАХ И ВЕРХНИХ ЧАСТЯХ, ПОДВЕРЖЕННЫХ ВНУТРЕННЕМУ ДАВЛЕНИЮ
Для камер давления, которые не освобождены от
требований анализа на усталость AD-160, наибольшая высота d на сварных соединениях Категории А должна измеряться либо внешним, либо внутренним шаблоном, в зависимости от того, что окажется более подходящим (см. AF-136). Длина пояса шаблона должна быть основана на внутреннем диаметре D на рассматриваемой плоскости поперечного сечения. Эта длина должна быть большей, чем D/6 или 12 дюймов (305мм), но не должна превышать 36 дюймов (914мм). Для сварных соединений в коробовых и эллипсоидных верхних частях, D должно быть равно диаметру в сферическом отделе верхней части. Для эллипсоидных верхних частей 2:1, D должно равняться 1,8 от номинального внутреннего диаметра присоединяемой
цилиндрической оболочки. Допустимое значение d должно быть указано в Проектном отчёте Производителя.
AF-140 ПОДГОНКА И ВЫРАВНИВАНИЕ
Свариваемые части должны быть подогнаны, выровнены и удерживаться в нужном положении в течение времени сварки. При соединении частей в состоянии покоя и при помощи непрерывной сварки трением, одна из свариваемых частей должна удерживаться в фиксированном, а другая во вращающимся положении. Две лицевых стороны, которые должны быть сварены должны быть полностью симметричны по отношению к оси вращения. Некоторыми из основных типов применяемых соединений являются полностью круглый-к-полностью круглому, труба-к-трубе, полностью круглый-к-трубе, полностью круглый-к-стальному листу и труба-к-стальному листу.
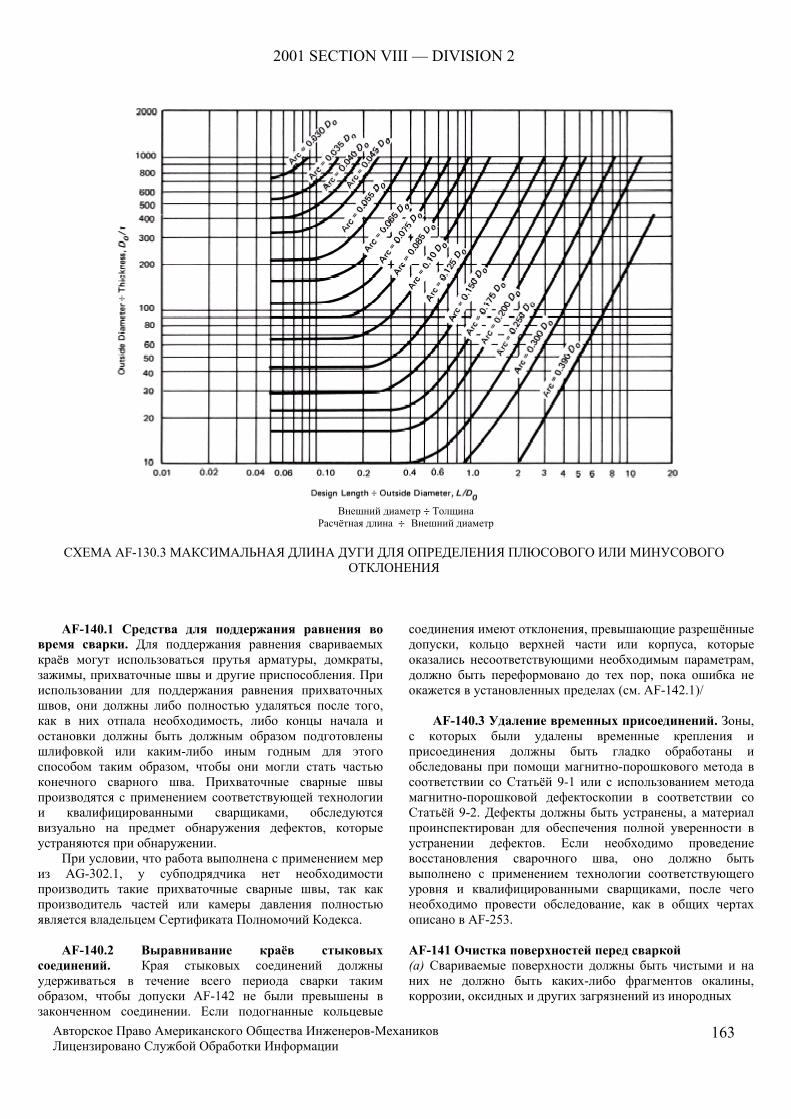
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
163
Внешний диаметр ÷ Толщина
Расчётная длина ÷ Внешний диаметр
СХЕМА AF-130.3 МАКСИМАЛЬНАЯ ДЛИНА ДУГИ ДЛЯ ОПРЕДЕЛЕНИЯ ПЛЮСОВОГО ИЛИ МИНУСОВОГО ОТКЛОНЕНИЯ
AF-140.1 Средства для поддержания равнения во время сварки. Для поддержания равнения свариваемых краёв могут использоваться прутья арматуры, домкраты, зажимы, прихваточные швы и другие приспособления. При использовании для поддержания равнения прихваточных швов, они должны либо полностью удаляться после того, как в них отпала необходимость, либо концы начала и остановки должны быть должным образом подготовлены шлифовкой или каким-либо иным годным для этого способом таким образом, чтобы они могли стать частью конечного сварного шва. Прихваточные сварные швы производятся с применением соответствующей технологии и квалифицированными сварщиками, обследуются визуально на предмет обнаружения дефектов, которые устраняются при обнаружении.
При условии, что работа выполнена с применением мер из AG-302.1, у субподрядчика нет необходимости производить такие прихваточные сварные швы, так как производитель частей или камеры давления полностью является владельцем Сертификата Полномочий Кодекса.
AF-140.2 Выравнивание краёв стыковых
соединений. Края стыковых соединений должны удерживаться в течение всего периода сварки таким образом, чтобы допуски AF-142 не были превышены в законченном соединении. Если подогнанные кольцевые
соединения имеют отклонения, превышающие разрешённые допуски, кольцо верхней части или корпуса, которые оказались несоответствующими необходимым параметрам, должно быть переформовано до тех пор, пока ошибка не окажется в установленных пределах (см. AF-142.1)/
AF-140.3 Удаление временных присоединений. Зоны,
с которых были удалены временные крепления и присоединения должны быть гладко обработаны и обследованы при помощи магнитно-порошкового метода в соответствии со Статьёй 9-1 или с использованием метода магнитно-порошковой дефектоскопии в соответствии со Статьёй 9-2. Дефекты должны быть устранены, а материал проинспектирован для обеспечения полной уверенности в устранении дефектов. Если необходимо проведение восстановления сварочного шва, оно должно быть выполнено с применением технологии соответствующего уровня и квалифицированными сварщиками, после чего необходимо провести обследование, как в общих чертах описано в AF-253.
AF-141 Очистка поверхностей перед сваркой (а) Свариваемые поверхности должны быть чистыми и на них не должно быть каких-либо фрагментов окалины, коррозии, оксидных и других загрязнений из инородных
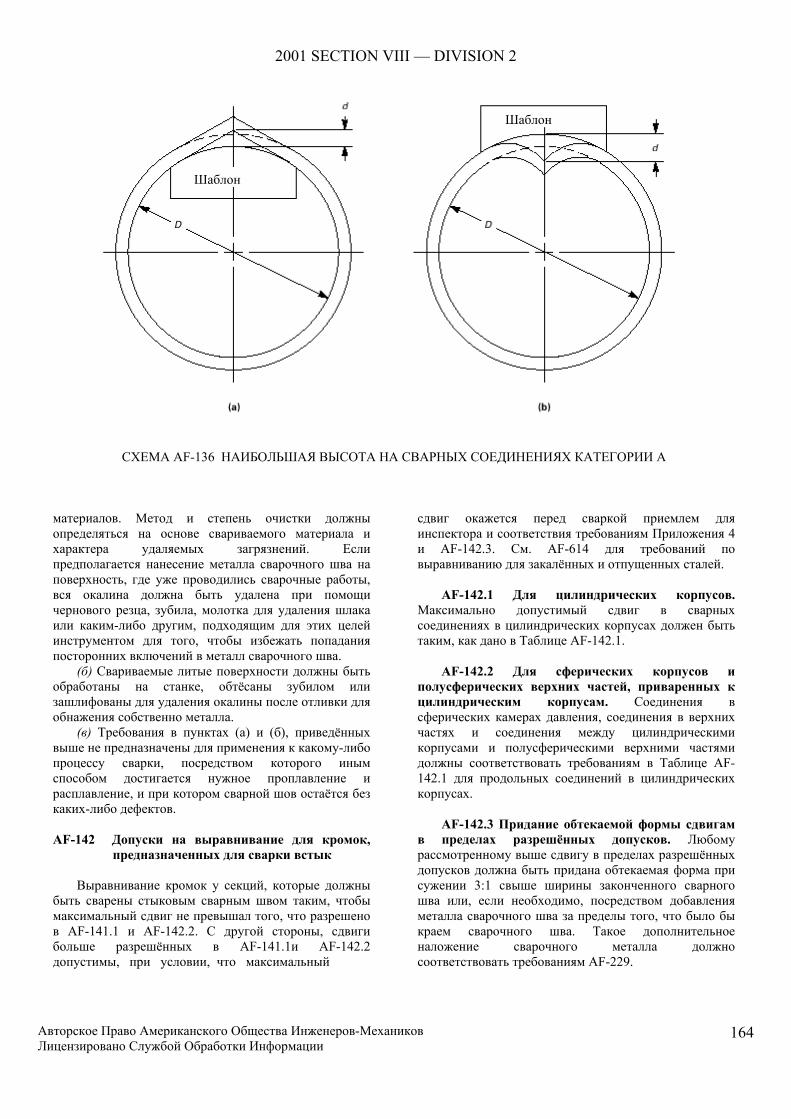
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
164
СХЕМА AF-136 НАИБОЛЬШАЯ ВЫСОТА НА СВАРНЫХ СОЕДИНЕНИЯХ КАТЕГОРИИ А
материалов. Метод и степень очистки должны определяться на основе свариваемого материала и характера удаляемых загрязнений. Если предполагается нанесение металла сварочного шва на поверхность, где уже проводились сварочные работы, вся окалина должна быть удалена при помощи чернового резца, зубила, молотка для удаления шлака или каким-либо другим, подходящим для этих целей инструментом для того, чтобы избежать попадания посторонних включений в металл сварочного шва.
(б) Свариваемые литые поверхности должны быть обработаны на станке, обтёсаны зубилом или зашлифованы для удаления окалины после отливки для обнажения собственно металла.
(в) Требования в пунктах (а) и (б), приведённых выше не предназначены для применения к какому-либо процессу сварки, посредством которого иным способом достигается нужное проплавление и расплавление, и при котором сварной шов остаётся без каких-либо дефектов.
AF-142 Допуски на выравнивание для кромок,
предназначенных для сварки встык
Выравнивание кромок у секций, которые должны быть сварены стыковым сварным швом таким, чтобы максимальный сдвиг не превышал того, что разрешено в AF-141.1 и AF-142.2. С другой стороны, сдвиги больше разрешённых в AF-141.1и AF-142.2 допустимы, при условии, что максимальный
сдвиг окажется перед сваркой приемлем для инспектора и соответствия требованиям Приложения 4 и AF-142.3. См. AF-614 для требований по выравниванию для закалённых и отпущенных сталей.
AF-142.1 Для цилиндрических корпусов.
Максимально допустимый сдвиг в сварных соединениях в цилиндрических корпусах должен быть таким, как дано в Таблице AF-142.1.
AF-142.2 Для сферических корпусов и
полусферических верхних частей, приваренных к цилиндрическим корпусам. Соединения в сферических камерах давления, соединения в верхних частях и соединения между цилиндрическими корпусами и полусферическими верхними частями должны соответствовать требованиям в Таблице AF-142.1 для продольных соединений в цилиндрических корпусах.
AF-142.3 Придание обтекаемой формы сдвигам
в пределах разрешённых допусков. Любому рассмотренному выше сдвигу в пределах разрешённых допусков должна быть придана обтекаемая форма при сужении 3:1 свыше ширины законченного сварного шва или, если необходимо, посредством добавления металла сварочного шва за пределы того, что было бы краем сварочного шва. Такое дополнительное наложение сварочного металла должно соответствовать требованиям AF-229.
Шаблон
Шаблон
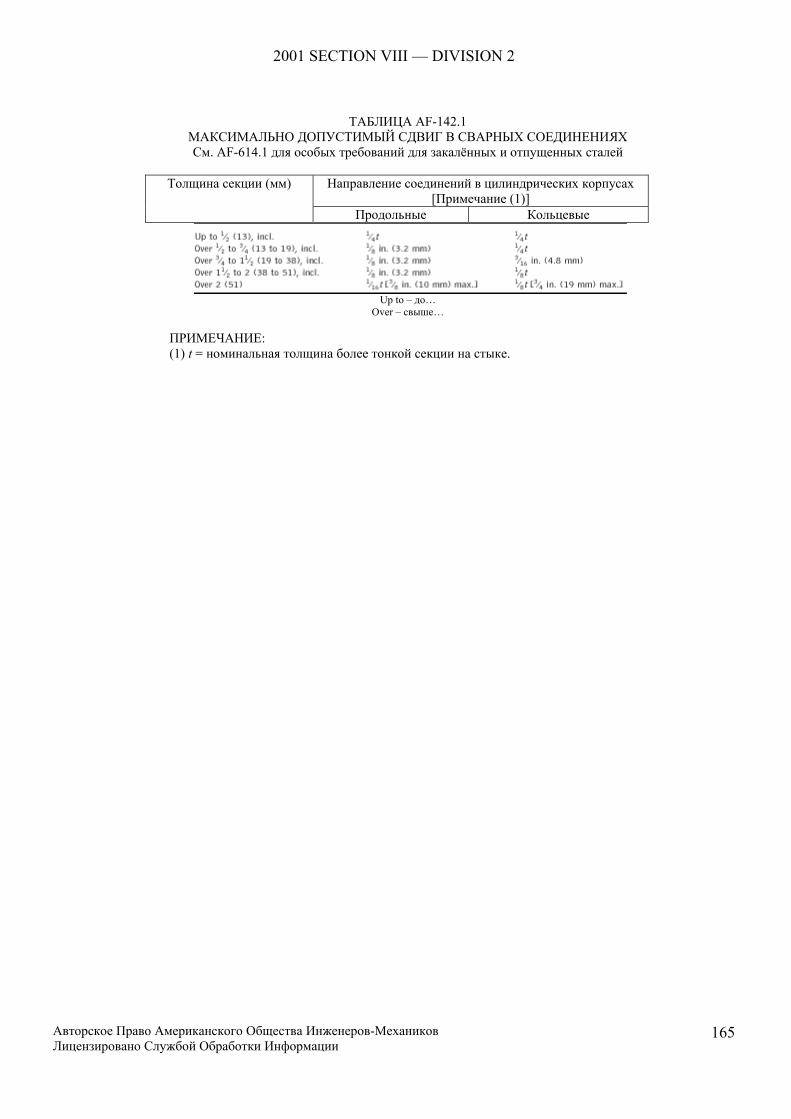
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
165
ТАБЛИЦА AF-142.1
МАКСИМАЛЬНО ДОПУСТИМЫЙ СДВИГ В СВАРНЫХ СОЕДИНЕНИЯХ См. AF-614.1 для особых требований для закалённых и отпущенных сталей
Направление соединений в цилиндрических корпусах
[Примечание (1)] Толщина секции (мм)
Продольные Кольцевые
Up to – до…
Over – свыше… ПРИМЕЧАНИЕ: (1) t = номинальная толщина более тонкой секции на стыке.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
166
СТАТЬЯ F-2 ТРЕБОВАНИЯ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ
AF-200 СПОСОБЫ СВАРКИ
(а) Методы сварки, которые могут быть использованы в конструкциях камер давления по этой Части данного Раздела имеют следующие ограничения:
(1) Способ дуговой сварки: атомарный водород, электрогазовая сварка, газовая дуговая сварка металлическим электродом, газовая вольфрамовая сварка, плазменная сварка, дуговая сварка металлическим покрытым электродом и дуговая сварка под флюсом.
(2) Кроме дуговых методов сварки: сварка электронным пучком, электрошлаковая сварка, взрывная сварка30, индукционная сварка, инерционная и непрерывная сварка трением, сварка лазерным лучом, сварка кислородно-топливным газом, сварка сопротивлением и термитная сварка.
(б) При сварке титана могут быть использованы только сварка электронным пучком, газовая дуговая сварка металлическим электродом, газовая вольфрамовая сварка, сварка лазерным лучом и плазменная сварка.
(в) Электрошлаковый и электрогазовый способы могут быть использованы только для стыковых сварных швов в ферритных сталях и в перечисленных ниже аустенитных сталях, которые свариваются для производства ферритосодержащего металла сварочного шва: SA-240 TP304, TP304L, TP316 и TP316L; SA-182 F304, F304L; F316 и F316L; SA-351 CF3, CF3A, CF3M, CF8, CF 8A и CF8M. Сварные соединения, произведённые при помощи электрошлаковой сварки в ферритных материалах толщиной свыше 1 ½ дюйма (38мм) в месте соединения или сварные швы, произведённые электрогазовой сваркой в ферритных материалах с любым единичным проходом, большим 1 ½ дюймов (38мм), должны быть подвергнуты аустенизирующей термообработке.
(г) В Секции IX даны определения, включающие в себя вариации этих способов сварки.
(д) Дуговая сварка шпилек или болтов и контактная приварка шпилек только для креплений, которые не подвержены воздействию давления, с грузонесущими или ненесущими функциями, за исключением материалов, перечисленных в Таблице AQT-1, при условии соответствия требованиям по термообработке для использованных в камере давления ферритных материалов AF-401 и AF-402. Размер шпилек должен быть ограничен до 1 дюйма (25мм) в диаметре для круглых шпилек и шпилек других форм с эквивалентной площадью поперечного сечения.
(е) Инерционная сварка и непрерывная сварка трением должны использоваться только на материалах с
30 Термин взрывная сварка означает сварку в твёрдом состоянии, где сращивание производиться приложением давления при помощи взрыва.
присвоенными номерами Р в Секции IX и не производятся на кипящей или полуспокойной сталях.
AF-210 ОЦЕНКА ПРОВЕДЕНИЯ СВАРКИ И
ВЕДЕНИЕ ЗАПИСЕЙ AF-210.1 Ответственность производителя
(а) Каждый производитель камеры или её компонентов несёт ответственность за качество произведённых его организацией сварочных работ, установление порядка проведения и проведение испытаний, согласно требованиям Секции IX или, если этого в Секции IX нет, за проведение требуемых здесь дополнительных испытаний для оценки порядка проведения и результатов сварочных работ и действия применяющих этот порядок при проведении сварки сварщиков и сварщиков-автоматчиков.
(б) Сварщики31, которые не заняты у Производителя (владельца Сертификата Полномочий) могут использоваться при производстве сконструированных в соответствии с правилами данного Раздела камер давления, при условии выполнения следующих ниже условий.
(1) Соответствие конструкции правилам Кодекса лежит на ответственности Производителя.
(2) Все сварочные работы должны проводиться согласно Спецификациям Порядка Проведения Сварочных Работ, установленным Производителем, в соответствии с требованиями Секции IX.
(3) Все сварщики должны быть квалифицированы в соответствии с требованиями Секции IX.
(4) Система Контроля Качества Производителя, как минимум, должна содержать:
(а) требование Производителя о всеобъемлющем техническом и административном надзоре за работой сварщиков;
(б) свидетельство полномочия Производителя назначать и освобождать сварщиков от работы по своему усмотрению без уведомления каких-либо иных организаций;
(в) требование по установлению идентификационных символов для сварщиков;
(г) свидетельство в том, что эта программа принята предоставляющим инспекционные услуги уполномоченным Производителем инспекционным агентством.
(5) Производитель несёт ответственность за соответствие Кодексу готовой камеры давления или её части, включая должным образом выполненные маркировку символом Кодекса и предоставление скреплённых подписью инспектора необходимых форм Отчёта по Техническим Характеристикам.
31 Термин сварщик включает в себя понятие сварщик-автоматчик с умением проводить сварку пайкой.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
167
AF-210.2 Ограничения по испытаниям на соответствие техническим условиям. Сварка испытательных образцов должна проводиться Производителем. Производитель несёт ответственность за проведение испытаний на всех тестовых образцах. В качестве альтернативы могут быть использованы принятые по Секции IX Спецификации Стандартов Технологии Проведения Сварочных работ AWS при условии их соответствия всем другим требованиям данного Раздела. Квалификационная оценка технологии проведения сварочных работ, данная одним Производителем, не означает предписания для использования этой же технологии и порядка проведения сварочных работ для использования каким-либо другим Производителем, за исключением условий, предусмотренных в QW-201 Секции IX. Квалификационные испытания выполнения сварки, проведённые одним Производителем, не дают сварщику полномочий на работу для какого-либо другого Производителя, за исключением условий, предусмотренных в QW-300 Секции IX.
AF-210.3 Производственная сварка до
квалификационной оценки. До тех пор, пока предполагаемый к применению технологический порядок проведения сварочных работ не пройдёт должным образом квалификационной оценки, не должно предприниматься никаких работ по производственной сварке.
AF-210.4 Квалификационная оценка технологического
порядка проведения сварочных работ. (а) Производитель обязан вести подробные записи при
проведении каждого этапа выполнения сварочных работ в конструкции камеры давления.
(б) Технология проведения сварочных работ, используемая при сварке частей, подверженных воздействию давления и в соединениях с ними грузонесущих компонентов, воздействию давления не подверженных (прикрепления), должна пройти квалификационную оценку в соответствии с требованиями Секции IX.
(в) При производстве стальных листов для оценки технологии сварки, особое внимание должно быть уделено влиянию углового поперечного и концевого смещения на сварку. Это особенно применяется к материалу и сварочному металлу, с показателем прочности в 80,000 ф./д2 (552 МПа) или более и толстым секциям из материалов как с низким, так и с высоким показателем прочности на разрыв. Применение дополнительных креплений во время сварки может привести к возникновению трещин.
(г) Сварочная технология, используемая при сварочном соединении прикреплений, не подверженных воздействию давления, которые не несут никаких существенных нагрузок (такие, как расширенные поверхности теплообмена, опорные штифты изоляции и т.д.) к частям, подверженным воздействию давления должна отвечать приведённым ниже требованиям.
(1) При проведении сварки вручную, автоматическим или полуавтоматическим способом, необходима квалификационная оценка в соответствии с требованиями Секции IX.
(2) Если сварка является автоматической, проводимой в соответствии со Спецификациями Порядка Проведения Сварочных Работ (насколько это применимо, в соответствии с Секцией IX), проведение квалификационных испытаний сварки не требуется.
AF-210.5 Испытательные тесты для сварщиков и
сварщиков-автоматчиков (а) Сварщики и сварщики-автоматчики, используемые
при сварке частей, подверженных воздействию давления и при выполнении соединений нагруженных компонентов, не подверженных воздействию давления (прикрепления) к частям, воздействию давления подверженным, должны быть квалифицированны в соответствии с требованиями Секции IX.
(1) Квалификационное испытание использующих оборудование по автоматической сварке сварщиков-автоматчиков должно проводиться на отдельном испытательном стальном листе перед началом сварочных работ или на первом рабочем образце.
(2) Если при креплении грузонесущих шпилек используется приварка шпилек, испытания должны проводиться на отдельном испытательном образце стального листа или трубы перед началом производственной сварки для каждой рабочей смены. Испытания должны проводиться на пяти шпильках, приваренных и испытанных в соответствии с процедурами испытаний либо при изгибе, либо при вращении, описанными в Секции IX.
(б) Сварщики и сварщики-автоматчики, используемые при выполнении сварочных соединений прикреплений, не подверженных воздействию давления, которые не несут никаких существенных нагрузок (такие, как расширенные поверхности теплообмена, опорные штифты изоляции и т.д.) к частям, подверженным воздействию давления должна отвечать приведённым ниже требованиям.
(1) При проведении сварки вручную, автоматическим или полуавтоматическим способом, необходима квалификационная оценка в соответствии с требованиями Секции IX.
(2) Если сварка проводится при помощи какого-либо автоматического способа, проведение квалификационных испытаний сварки не требуется.
(3) При использовании приварки шпилек, Производителем должен быть установлен порядок проведения производственных испытаний приварки шпилек в соответствии с требованиями конечного пользователя, и эти испытания должны проводиться в начале работы каждой рабочей смены.
AF-210.6 Ведение квалификационных и
производственных записей. Производитель должен вести запись нанятых им сварщиков и сварщиков-автоматчиков, а также записи порядка проведения сварочных работ, где должны быть указаны результаты испытаний и присвоенные каждому сварщику идентификационные знаки. Эти записи должны быть удостоверены Производителем или подрядчиком и приемлемы для Инспектора. Сварщик или сварщик-автоматчик обязан проставлять присвоенный ему Производителем идентификационный знак вблизи всех выполненных им
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
168
сварных соединений на интервалах в 3 фута (0,9м) или менее с использованием процедур, которые отвечают требованиям AF-102.1 и AF-601; или, в качестве альтернативы, Производитель должен вести записи по сварным соединениям в камере давления и сварщикам и сварщикам-автоматчикам, выполняющих каждое из сварных соединений.
AF-215 Меры предосторожности, которые необходимо
предпринять перед началом проведения сварочных работ
AF-215.1 Идентификация, хранение и обращение с
электродами и другими сварочными материалами. Производитель несёт ответственность за контроль над сварочными электродами и другими сварочными материалами, которые будут использованы при производстве камеры давления. Идентификация, хранение и обращение с электродами, флюсами и другими сварочными материалами должны производиться должным образом. Необходимо предпринять меры предосторожности против впитывания влаги низководородными электродами и флюсами.
AF-215.2 Наименьшая допустимая температура при
проведении сварочных работ. Рекомендуется не проводить никаких сварочных работ, если температура металла ниже 0оF (-18оС). При температурах между 32 оF (0оС) и 0оF (-18оС), перед началом сварочных работ, поверхность в пределах 3 дюймов (76мм), где должна быть начата сварка, должна быть нагрета до температуры, при которой, минимум, теплота чувствуется на ощупь [примерно 60 оF (16оС)]. Рекомендуется также не проводить никаких сварочных работ на влажных или покрытых льдом поверхностях или когда на поверхность, где проводится сварка падает снег или во время сильного ветра, если не обеспечена должная защита сварщиков или сварщиков-автоматчиков.
AF-220 ОСОБЫЕ ТРЕБОВАНИЯ ДЛЯ СВАРНЫХ
СОЕДИНЕНИЙ AF-221 Стыковые соединения Типа №1
Стыковыми соединениями Типа №1 являются такие соединения, которые производятся двойной сваркой или при помощи других методов, в результате которых получается такое же качество наложения металла сварочного шва, как на внутренней, так и на внешней стороне свариваемой поверхности. Сварные швы, на которых использованы неудаляемые металлические подкладки к стыковым соединениям Типа №1 не относятся.
AF-221.1 Проплавление сварного шва и усиление (а) Стыковые сварные соединения должны иметь полное
проплавление и расплавление. Допустимы поверхности как после сварки; однако, поверхность сварных швов должна быть достаточно чиста от резкой волнистости, впадин, перехлёстов, резких выступов и желобков для обеспечения правильной интерпретации результатов рентгенографии и других необходимых неразрушающих видов обследования. Если при интерпретации результатов рентгенографии
возникают вопросы в отношении состояния поверхности сварочного шва, плёнка с результатами рентгенографии должна быть сравнена с реальной поверхностью сварочного шва для определения её приемлемости.
(б) Допустимо возникающее в результате проведения сварки уменьшение толщины при условии выполнения всех следующих ниже условий.
(1) Уменьшение толщины не должно уменьшать количество материала смежных поверхностей до значений ниже требуемого минимума толщины в любой точке.
(2) Уменьшение толщины не должно превышать 1/32 дюйма (0,8мм) или 10% от номинальной толщины смежной поверхности, в зависимости от того, которое из значений окажется меньше.32
AF-221.2 Требования по проведению контрольного
осмотра. Примечание 1 к Колонке 1 Таблицы AF-241.1 допускает применение пониженных требований к проведению контрольных осмотров при наличии определённых условий. В других случаях, стыковые соединения Типа №1, как продольные, так и кольцевые, должны быть полностью подвергнуты рентгенографии на всей их протяжённости или окружности в соответствии с требованиями Статьи I-5. Все сварные швы, произведённые при помощи инерционного способа сварки и непрерывной сварки трением, которые требуют проведения рентгенографии должны быть также подвергнуты ультразвуковому обследованию в соответствии с требованиями Статьи I-5. В дополнение, все сварные швы, выполненные сваркой при помощи электрошлакового или электрогазового методов с наличием какого-либо однократного прохода, большего чем 1 ½ дюйма (38мм) в ферритных материалах, должны быть подвергнуты ультразвуковому обследованию в соответствии с требованиями Статьи 9-3. Все сварные швы, сделанные при помощи электронно-пучкового метода должны быть подвергнуты ультразвуковому обследованию в соответствии с требованиями Статьи 9-3.
AF-221.3 Для обеспечения полной уверенности в том, что
сварочные желобки должным образом заполнены так, что поверхность металла сварочного шва ни в какой точке не оказывается ниже поверхности смежного металла основной конструкции,33 металл сварочного шва может быть добавлен как усиление на каждой лицевой части сварочного шва. Толщина усиления сварочного шва на каждой лицевой поверхности не должна превышать следующих пределов:
32Целью этого параграфа не является приведение требований по измерениям уменьшений по толщине, возникающих в результате проведения сварочных работ. Если между Производителем и Инспектором возникает несогласие по поводу приемлемости уменьшений по толщине, глубина должна быть проверена при помощи реального измерения. 33Возникающая в результате проведения сварочных работ вогнутость на корневой стороне кольцевого одиночного стыкового сварного шва допустима, если получающаяся толщина сварного шва, по крайней мере, равна толщине более тонкого компонента из двух соединяемых секций и при условии плавности контура вогнутости.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
169
Максимальная толщина усиления, дюймы
(мм) Номинальная толщина материала, дюймы (мм)
Кольцевые соединения в трубах
Другие сварные швы
Less than – менее чем; to – до; Over – свыше; incl. – включительно. AF-222 Стыковые соединения Типа №2 Стыковыми сварными соединениями Типа №2 являются
такие соединения, которые имеют неудаляемую металлическую подкладку. Для получения информации по коэффициентам концентрации напряжения, применяемых к стыковым сварным соединениям Типа №2 при необходимости проведения усталостного анализа, см. AD-412.1.
AF-222.1 Проплавление и усиление. При использовании
сварных стыковых соединений Типа №2, особое внимание должно быть уделено выравниванию и разделению соединяемых компонентов таким образом, чтобы было обеспечено полное проплавление и расплавление на дне соединения по всей его протяжённости. Однако, для обеспечения уверенности в полном заполнении сварочных желобков, необходимо наложение усиления в соответствии с ограничениями, установленными в AF-221.3 только на противоположной металлической подкладке стороне.
AF-222.2 Металлические подкладки. Металлические
подкладки должны быть непрерывными, а все места их сращивания должны быть сварены стыковым сварным швом. Применение кольцевых одиночных стыковых сварных швов со сдвигом одного стального листа для образования металлической подкладки запрещено.
AF-222.3 Требования по проведению контрольного
обследования. Примечание 1 к Колонке 1 Таблицы AF-241.1 допускает применение пониженных требований к проведению контрольных осмотров при наличии определённых условий. В других случаях, стыковые соединения Типа №2, должны быть полностью подвергнуты рентгенографии на всей их окружности в соответствии с требованиями Статьи I-5. В дополнение, все сварные швы, выполненные сваркой при помощи электрошлакового в ферритных материалах, должны быть подвергнуты ультразвуковому обследованию в соответствии с требованиями Статьи 9-3. Это ультразвуковое обследование должно быть выполнено вслед за измельчающей зерно стали (аустенизирующей) или послесварочной термообработкой. Все сварные швы, сделанные при помощи электронно-пучкового метода должны быть подвергнуты ультразвуковому обследованию по всей их протяжённости в соответствии с требованиями Статьи 9-3.
AF-223 Угловые сварные соединения полного
проплавления
Угловыми сварными соединениями являются такие соединения, которые соединяют между собой два компонента при прямом угле в форме букв L или T. Они должны быть выполнены при помощи сварных швов полного проплавления.
AF-223.1 Проплавление и расплавление. Сварные швы
в угловых соединениях полного проплавления должны быть сварными швами с разделкой кромок, проходящих через, минимум, одну из соединяемых частей и они должны быть полностью приплавлены к каждой части [ см. Схемы AD-610.1; AD-612.1, фрагменты (b), (c), (e), (f) и (g); и Схемы AD-701.3 и 3-310.1,фрагменты (g) и (h)].
AF-223.2 Требования по проведению контрольных
обследований (а) Для патрубковых соединений со смежными со стеной
камеры давления шейками патрубков [см. Схему AD-610.1, фрагментов (а) и (b)], радиально расположенная поверхность отверстия, вырезанного до приблизительных размеров внутреннего диаметра патрубка в толщине стены камеры давления, должна быть подвергнута контрольному обследованию с применением магнитно-порошкового метода или метода капиллярной дефектоскопии в соответствии с требованиями Статей 9-1 или 9-2, в зависимости от того, какой из них окажется применимым.
(б) При использовании конструкций с угловыми сварными швами, как проиллюстрировано в Схеме AD-701.3, фрагменты (b) и (с), за исключением случаев, когда размер b равен или больше значения ts, не присоединённая верхняя часть перед сваркой должна быть на 100% подвергнута ультразвуковому обследованию в соответствии с требованиями SA-435, за исключением того, что на верхней части недопустимо никакое расслоение.
(в) Сварные швы должны быть обследованы, как на внутренней, так и внешней поверхностях при помощи либо магнитно-порошкового метода, либо метода капиллярной дефектоскопии в соответствии с требованиями Статей 9-1 или 9-2, за исключением:
(1) для соединений Категории В, если материал оболочки по толщине больше 2 ½ дюйма (64мм), контрольное обследование должно быть выполнено при помощи ультразвукового метода в соответствии с требованиями Статьи 9-3, либо, за исключением сварных швов, выполненных при помощи инерционного и непрерывной сварки трением сварочных процессов, обследование должно проводиться при помощи рентгенографического метода в соответствии с требованиями Статьи I-5;
(2) для соединений Категории Г, если диаметр отверстия больше 6 дюймов (156мм) в материале оболочки толщиной больше 2 ½ дюйма (64мм), контрольное обследование должно быть выполнено при помощи ультразвукового метода или, за исключением сварных швов, выполненных при помощи инерционного и непрерывной сварки трением сварочных процессов, обследование должно проводиться при помощи рентгенографического метода в соответствии с методами, указанными выше в пункте (1).
(г) Для материалов, упоминаемых в Колонке 2 Таблицы AF-241.1, требуемые магнитно-порошковое обследование
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
170
или капиллярная дефектоскопия должны быть проведены вслед за послесварочной термообработкой, если она проводится.
AF-224 Сварные соединения частичного проплавления
для креплений патрубков Сварные швы с разделкой кромок частичного
проплавления могут использоваться в соединениях, не подверженных воздействию внешних нагрузок, как разрешено по AD-414.1.
AF-224.1 Требования по проплавлению. Сварные швы
частичного проплавления должны иметь минимальную глубину проплавления равную той, что требуется по AD-621 и Схеме AD-621.1.
AF-224.2 Требования по проведению контрольного
обследования. Сварные швы частичного проплавления должны обследоваться при помощи магнитно-порошкового метода в соответствии с требованиями Статьи 9-1 или при помощи метода капиллярной дефектоскопии в соответствии с требованиями Статьи 9-2. Требуемые обследования при помощи магнитно-порошкового метода или капиллярной дефектоскопии должны проводиться для материалов указанных в Колонке 2 Таблицы AF-241.1 вслед за послесварочной термообработкой, если таковая проводиться.
AF-225 Сварные соединения, выполненные при помощи
угловых сварных швов Соединениями, выполненными при помощи угловых
сварных швов, применение которых разрешено правилами данного Раздела, являются соединения с приблизительно треугольной формой поперечного сечения, соединяющие поверхности между собой, приблизительно, под прямым углом. Для соединения прикреплений угловые сварные швы должны отвечать всем требованиям AD-612 и соответствовать Схемам AD-612.1, AD-620, AD-635 или AD-711.1. Угловые сварные швы, используемые для крепления частей, не подверженных воздействию давления, должны соответствовать требованиям AD-911 или AD-912, по применимости, и требованиям AF-227.
AF-225.1 Требования по качеству. Возникающее после
проведения сварочных работ уменьшение толщины металла основной конструкции на кромках углового сварного шва должно отвечать тем же требованиям, что действуют в отношении стыковых сварных швов. (См. AF-221.1.)
AF-225.2 Требования по проведению контрольных
обследований (а) Радиально расположенные поверхности отверстий,
вырезанных до приблизительных размеров внутреннего диаметра патрубка, который должен быть присоединён при помощи углового сварного шва в толщине стены камеры давления, должны быть подвергнуты контрольному обследованию с применением магнитно-порошкового метода или метода капиллярной дефектоскопии в соответствии с требованиями Статей 9-1 или 9-2. Обнаруженные таким образом неприемлемые дефекты
должны быть удалены и исправлены, как это требуется по соответствующей Статье.
(б) Примечание 1 к Колонке 1 Таблицы AF-241.1 допускает применение пониженных требований к проведению контрольных осмотров при наличии определённых условий. В других случаях, после завершения работ, поверхность углового сварного шва должна быть подвергнута контрольному обследованию с применением магнитно-порошкового метода или метода капиллярной дефектоскопии в соответствии с требованиями Статей 9-1 или 9-2, в зависимости от применимости.
(в) используемые для соединения частей, не подверженных воздействию давления угловые сварные швы должны пройти обследование в соответствии с требованиями AF-227.1.
AF-226 Сварные швы крепления патрубков и других
присоединений. Конструктивные требования для сварных швов крепления
патрубков и других присоединений установлены в Статье D-6. Соответствующие параграфы и схемы, определяющие различные типы конструкции, показаны в Таблице AF-226.1.
AF-227 Сварные швы крепления элементов жёсткости и частей, не подверженных воздействию давления. Правила, определяющие типы сварных швов, которые
могут быть использованы для соединения с камерой давления опор, зажимов, скоб, элементов жёсткости и других прикреплений, установлены в Статье D-9. См. AD-911 и AD-912, где приведены правила, определяющие применение сварных швов для креплений к частям, подверженным воздействию давления. Только второстепенные части, не подверженные воздействию давления могут присоединяться при помощи сварки к кованым камерам давления или кованым компонентам, если содержание углерода в материале превышает 0,35% по анализу ковшовой пробы. См. Af-741.
AF-227.1 Требования по проведению контрольного
осмотра для сварных швов креплений элементов жёсткости и частей, не подверженных воздействию давления
(а) Примечание 1 к Колонке 1 Таблицы AF-241.1 допускает применение пониженных требований к проведению контрольных осмотров при наличии определённых условий. В других случаях, все сварные швы креплений опор, зажимов, скоб, элементов жёсткости и других прикреплений частей, не подверженных воздействию давления к частям, воздействию давления подверженным (см. Статью D-9) должны быть обследованы по всем открытым поверхностям с применением магнитно-порошкового метода или метода капиллярной дефектоскопии в соответствии с требованиями Статей 9-1 или 9-2, в зависимости от применимости.
(б) Требуемое выше в пункте (а) обследование должно проводиться по креплениям к перечисленным в Колонке 2 Таблицы AF-241.1 материалам вслед за послесварочной термообработкой, если таковая проводилась.
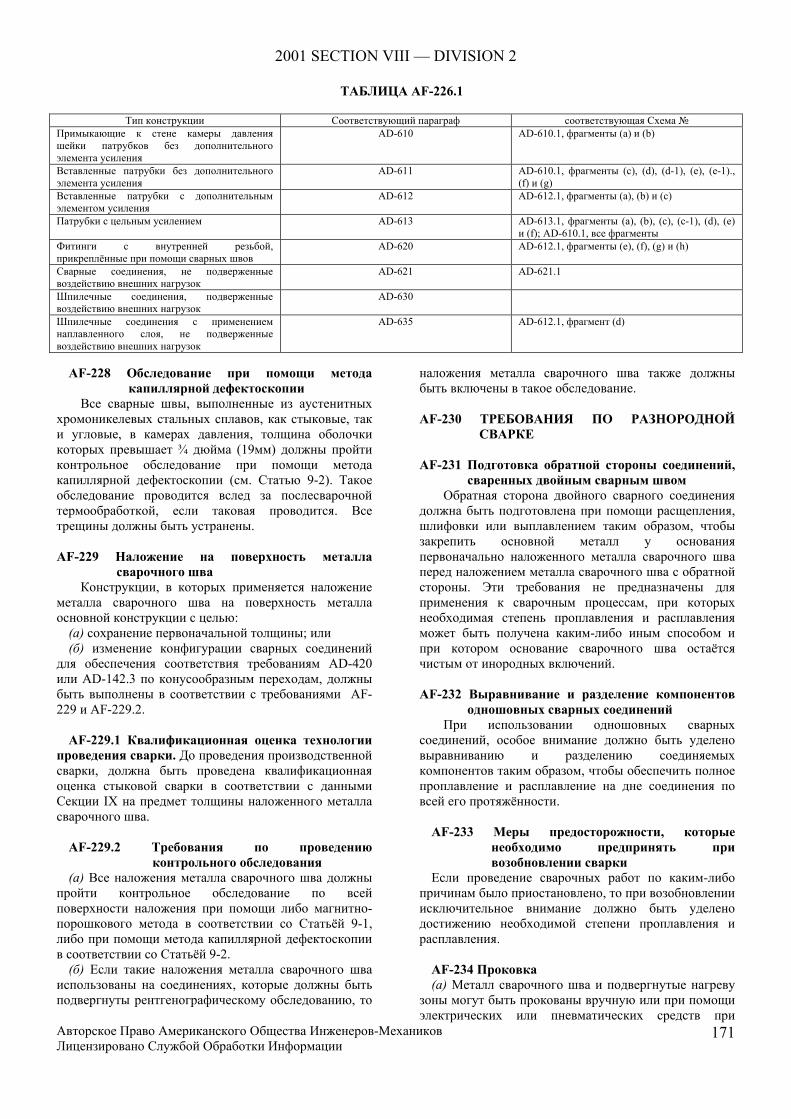
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
171
ТАБЛИЦА AF-226.1
Тип конструкции Соответствующий параграф соответствующая Схема № Примыкающие к стене камеры давления шейки патрубков без дополнительного элемента усиления
AD-610 AD-610.1, фрагменты (а) и (b)
Вставленные патрубки без дополнительного элемента усиления
AD-611 AD-610.1, фрагменты (с), (d), (d-1), (e), (e-1)., (f) и (g)
Вставленные патрубки с дополнительным элементом усиления
AD-612 AD-612.1, фрагменты (а), (b) и (с)
Патрубки с цельным усилением AD-613 AD-613.1, фрагменты (а), (b), (с), (с-1), (d), (e) и (f); AD-610.1, все фрагменты
Фитинги с внутренней резьбой, прикреплённые при помощи сварных швов
AD-620 AD-612.1, фрагменты (е), (f), (g) и (h)
Сварные соединения, не подверженные воздействию внешних нагрузок
AD-621 AD-621.1
Шпилечные соединения, подверженные воздействию внешних нагрузок
AD-630
Шпилечные соединения с применением наплавленного слоя, не подверженные воздействию внешних нагрузок
AD-635 AD-612.1, фрагмент (d)
AF-228 Обследование при помощи метода
капиллярной дефектоскопии Все сварные швы, выполненные из аустенитных
хромоникелевых стальных сплавов, как стыковые, так и угловые, в камерах давления, толщина оболочки которых превышает ¾ дюйма (19мм) должны пройти контрольное обследование при помощи метода капиллярной дефектоскопии (см. Статью 9-2). Такое обследование проводится вслед за послесварочной термообработкой, если таковая проводится. Все трещины должны быть устранены.
AF-229 Наложение на поверхность металла
сварочного шва Конструкции, в которых применяется наложение
металла сварочного шва на поверхность металла основной конструкции с целью:
(а) сохранение первоначальной толщины; или (б) изменение конфигурации сварных соединений
для обеспечения соответствия требованиям AD-420 или AD-142.3 по конусообразным переходам, должны быть выполнены в соответствии с требованиями AF-229 и AF-229.2.
AF-229.1 Квалификационная оценка технологии
проведения сварки. До проведения производственной сварки, должна быть проведена квалификационная оценка стыковой сварки в соответствии с данными Секции IX на предмет толщины наложенного металла сварочного шва.
AF-229.2 Требования по проведению
контрольного обследования (а) Все наложения металла сварочного шва должны
пройти контрольное обследование по всей поверхности наложения при помощи либо магнитно-порошкового метода в соответствии со Статьёй 9-1, либо при помощи метода капиллярной дефектоскопии в соответствии со Статьёй 9-2.
(б) Если такие наложения металла сварочного шва использованы на соединениях, которые должны быть подвергнуты рентгенографическому обследованию, то
наложения металла сварочного шва также должны быть включены в такое обследование.
AF-230 ТРЕБОВАНИЯ ПО РАЗНОРОДНОЙ
СВАРКЕ AF-231 Подготовка обратной стороны соединений,
сваренных двойным сварным швом Обратная сторона двойного сварного соединения
должна быть подготовлена при помощи расщепления, шлифовки или выплавлением таким образом, чтобы закрепить основной металл у основания первоначально наложенного металла сварочного шва перед наложением металла сварочного шва с обратной стороны. Эти требования не предназначены для применения к сварочным процессам, при которых необходимая степень проплавления и расплавления может быть получена каким-либо иным способом и при котором основание сварочного шва остаётся чистым от инородных включений.
AF-232 Выравнивание и разделение компонентов
одношовных сварных соединений При использовании одношовных сварных
соединений, особое внимание должно быть уделено выравниванию и разделению соединяемых компонентов таким образом, чтобы обеспечить полное проплавление и расплавление на дне соединения по всей его протяжённости.
AF-233 Меры предосторожности, которые
необходимо предпринять при возобновлении сварки
Если проведение сварочных работ по каким-либо причинам было приостановлено, то при возобновлении исключительное внимание должно быть уделено достижению необходимой степени проплавления и расплавления.
AF-234 Проковка (а) Металл сварочного шва и подвергнутые нагреву
зоны могут быть прокованы вручную или при помощи электрических или пневматических средств при
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
172
необходимости исправления деформаций или снятия остаточных напряжений или улучшения качества сварного шва. Проковка не должна использоваться ни на первоначальном (корневом) слое металла сварочного шва, ни на конечном (лицевом) слое, если металл не подвергается последовательной послесварочной термообработке. Однако, ни в коем случае, проковка не должна выполняться вместо требуемой по настоящим правилам послесварочной термообработки.
(б) Контролируемое дробеструйное упрочнение и другие подобные методы, предназначенные только для повышения качеств поверхности камеры давления или её части, должны применяться после проведения неразрушающих обследований и испытаний под давлением, требуемых настоящими правилами.
AF-235 Идентификационная маркировка или
записи для сварщиков или сварщиков-автоматчиков
(а) Каждый сварщик или сварщик-автоматчик должен проставлять присвоенный ему Производителем идентификационный номер, букву или символ на или по соседству с выполненным им сварным швом на интервалах не более 3 футов (0,9м) вдоль всей протяжённости сварочного шва на стальных листах толщиной ¼ дюйма (6мм) и более или Производитель должен вести доступные для Инспектора записи по всем сварщикам или сварщикам-автоматчикам, занятым на сварке каждого соединения.
(б) При выполнении на камере давления многих постоянных сварных швов грузонесущих креплений частей, не подверженных воздействию давления, негрузонесущих сварных швов, таких как сварные швы приварки шпилек или специальных сварных швов, таких как сварные швы между трубами и трубными листами, Производитель не обязан идентифицировать каждого сварщика или сварщика-автоматчика, который выполнял каждое сварное соединение при условии:
(1) Система Контроля Качества Производителя включает в себя порядок, при помощи которого возможна идентификация сварщиков или сварщиков-автоматчиков, выполнивших такие швы на каждой камере давления таким образом, чтобы Инспектор мог убедиться в достаточной квалифицированности сварщиков и сварщиков-автоматчиков;
(2) сварные швы в каждой категории являются одного типа и конфигурации и сварены с применением одной и той же Спецификации Сварочного Процесса.
(в) Постоянная идентификация сварщиков и сварщиков-автоматчиков, выполняющих прихваточные сварные швы, которые становятся частью окончательного сварного шва, полученного сваркой давлением, не обязательна при условии, что Система Контроля Качества Производителя включает в себя порядок, позволяющий установить, что эти прихваточные сварные швы были выполнены достаточно для этого квалифицированными сварщиками или сварщиками-автоматчиками.
AF-236 Визуальное обследование сварки трением
Сварное соединение между двумя компонентами, выполненное инерционной непрерывной сваркой трением должно быть соединением полного проплавления. Визуальный осмотр наплыва в состоянии сварки каждого сварного шва должен производиться как проверка по ходу процесса. Осадка должна соответствовать установленным ± 10%. Металл, выжатый из шва должен быть перенесён на основной металл.
AF-237 Сварка разрядами конденсатора
Сварка разрядами конденсатора может быть использована для временных сварных креплений и постоянных неконструкционных креплений без проведения послесварочной термообработки при условии выполнения следующих ниже требований.
(а) В соответствии с требованиями Секции IX должна быть проведена подготовка Спецификации Технологии Сварки в степени, позволяющей дать описание конденсаторного разрядного оборудования, комбинации соединяемых материалов и техники применения. Проведения квалификационной оценки Технологии Сварки не требуется.
(б) Выход энергии должен быть ограничен до 125 ватт в секунду.
AF-240 КРАТКОЕ РЕЗЮМЕ ПО РАЗРЕШЁННЫМ
СОЕДИНЕНИЯМ И ИХ КОНТРОЛЬНОМУ ОБСЛЕДОВАНИЮ
AF-241 Типы разрешённых соединений Статья D-4 устанавливает типы разрешённых
соединений в соответствии с местом их расположения в камере давления и её компонентах. Статья D-6 устанавливает правила для крепления патрубков и других подверженных воздействию давления соединений при помощи сварки. Подобным образом, Статья D-9 даёт правила для крепления не подверженных воздействию давления частей и элементов жёсткости. Требования этих статей суммированы и обобщены в Таблице AF-241.1.
AF-241.1 Требования по проведению контрольного обследования. В дополнение к обобщению типов разрешённых соединений, Таблица AF-241.1 даёт сопутствующие требования по проведению контрольного осмотра как дано в параграфах от AF-221 до AF-652 и AF-653. При отсутствии специально указанного исключения, все сварные швы должны проходить обследование в соответствии с требованиями этих параграфов и Таблицы AF-241.1. AF-250 УСТРАНЕНИЕ ДЕФЕКТОВ СВАРНЫХ
ШВОВ AF-251 Удаление неприемлемых дефектов
Обнаруженные в результате визуального
обследования или методов, указанных в Статьях 1-5, 9-1, 9-2 или 9-3 неприемлемые дефекты и дефекты,
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
173
обнаруженные в результате проведения испытаний сварных швов на герметичность должны быть удалены при помощи механических средств или посредством термической резки.
AF-252 Повторная сварка зон, которые должны
быть восстановлены Зоны, которые должны быть восстановлены,
должны свариваться повторно квалифицированными сварщиками с применением прошедшей квалификационную оценку технологии.
AF-253 Контрольный осмотр восстановленных
сварных швов Восстановленные сварные швы должны быть
обследованы с применением первоначальных методов обследования данного сварного шва. Восстановленные сварные швы не должны приниматься, пока по результатам обследования не будет видно их удовлетворительное состояние.
AF-254 Послесварочная термообработка
восстановленных сварных швов Данные в Статье F-4 правила проведения
послесварочной обработки должны применяться ко всем восстановленным сварным швам.
AF-260 СВАРОЧНЫЕ ИСПЫТАТЕЛЬНЫЕ
СТАЛЬНЫЕ ЛИСТЫ AF-261 Камеры давления из цветных металлов Если камера давления сварной титановой
конструкции объединяет соединения Категорий А и Б,
как описано в AD-400, должен быть сделан пробный испытательный лист с теми же техническими характеристиками, той же категории и толщины и достаточного размера для того, чтобы обеспечить по одному испытательному образцу для загиба лицевой поверхностью шва наружу и для загиба кромки шва наружу в зависимости от толщины испытательного листа. Там, где применены продольные соединения, испытательный лист должен быть прикреплён к одному концу продольного соединения и непрерывно сварен с данным соединением. Там, где применены кольцевые соединения, в прикреплении испытательного листа нет необходимости, но он должен быть приварен вместе с соединением, а каждый сварщик и сварщик-оператор должен наложить сварочный металл в испытательный стальной лист на том месте и в такой же пропорции, как и на настоящем сварном шве. Испытательные листы должны представлять каждый способ сварки или их комбинацию или переход от автоматической сварки к ручной и наоборот. По меньшей мере один испытательный лист требуется для каждой камеры давления, при условии, что задействовано не более 100 футов (30,5м) соединений Категории А и Б. Дополнительный испытательный лист, отвечающий тем же требованиям, что приведены в общих чертах выше, должен быть сделан для каждых дополнительных 100 футов (30,5м) соединений Категории А и Б. Образцы для испытаний на изгиб должны быть подготовлены и испытаны в соответствии с Секцией IX, QW-160. Несоответствие какого-либо из образцов для испытаний на изгиб влечёт за собой браковку сварочного шва.
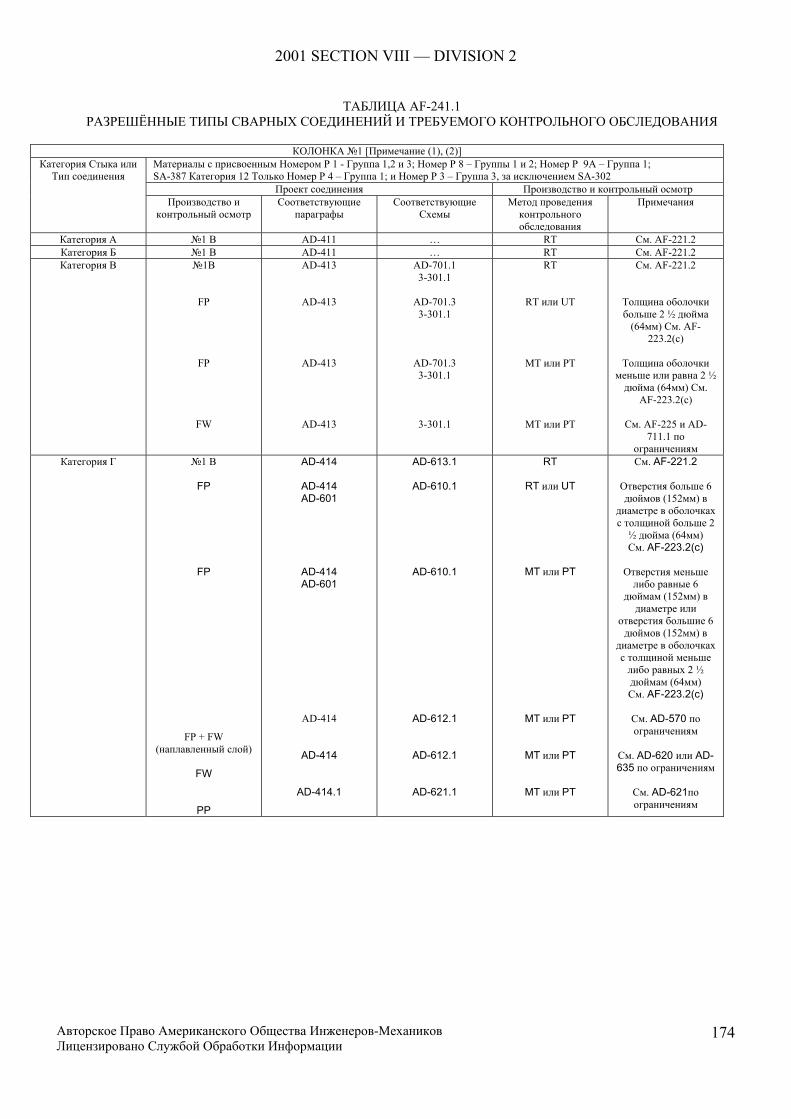
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
174
ТАБЛИЦА AF-241.1 РАЗРЕШЁННЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ТРЕБУЕМОГО КОНТРОЛЬНОГО ОБСЛЕДОВАНИЯ
КОЛОНКА №1 [Примечание (1), (2)]
Материалы с присвоенным Номером Р 1 - Группа 1,2 и 3; Номер Р 8 – Группы 1 и 2; Номер Р 9А – Группа 1; SA-387 Категория 12 Только Номер Р 4 – Группа 1; и Номер Р 3 – Группа 3, за исключением SA-302
Проект соединения Производство и контрольный осмотр
Категория Стыка или Тип соединения
Производство и контрольный осмотр
Соответствующие параграфы
Соответствующие Схемы
Метод проведения контрольного обследования
Примечания
Категория А №1 В AD-411 … RT См. AF-221.2 Категория Б №1 В AD-411 … RT См. AF-221.2 Категория В №1В
FP
FP
FW
AD-413
AD-413
AD-413
AD-413
AD-701.1 3-301.1
AD-701.3 3-301.1
AD-701.3 3-301.1
3-301.1
RT
RT или UT
МТ или РТ
МТ или РТ
Cм. AF-221.2
Толщина оболочки больше 2 ½ дюйма
(64мм) См. AF-223.2(с)
Толщина оболочки
меньше или равна 2 ½ дюйма (64мм) См.
AF-223.2(с)
Cм. AF-225 и AD-711.1 по
ограничениям Категория Г №1 В
FP
FP
FP + FW
(наплавленный слой)
FW
PP
AD-414
AD-414 AD-601
AD-414 AD-601
AD-414
AD-414
AD-414.1
AD-613.1
AD-610.1
AD-610.1
AD-612.1
AD-612.1
AD-621.1
RT
RT или UT
MT или PT
MT или PT
MT или PT
MT или PT
См. AF-221.2
Отверстия больше 6 дюймов (152мм) в
диаметре в оболочках с толщиной больше 2
½ дюйма (64мм) См. AF-223.2(c)
Отверстия меньше либо равные 6
дюймам (152мм) в диаметре или
отверстия большие 6 дюймов (152мм) в
диаметре в оболочках с толщиной меньше либо равных 2 ½ дюймам (64мм) См. AF-223.2(c)
См. AD-570 по ограничениям
См. AD-620 или AD-635 по ограничениям
См. AD-621по ограничениям
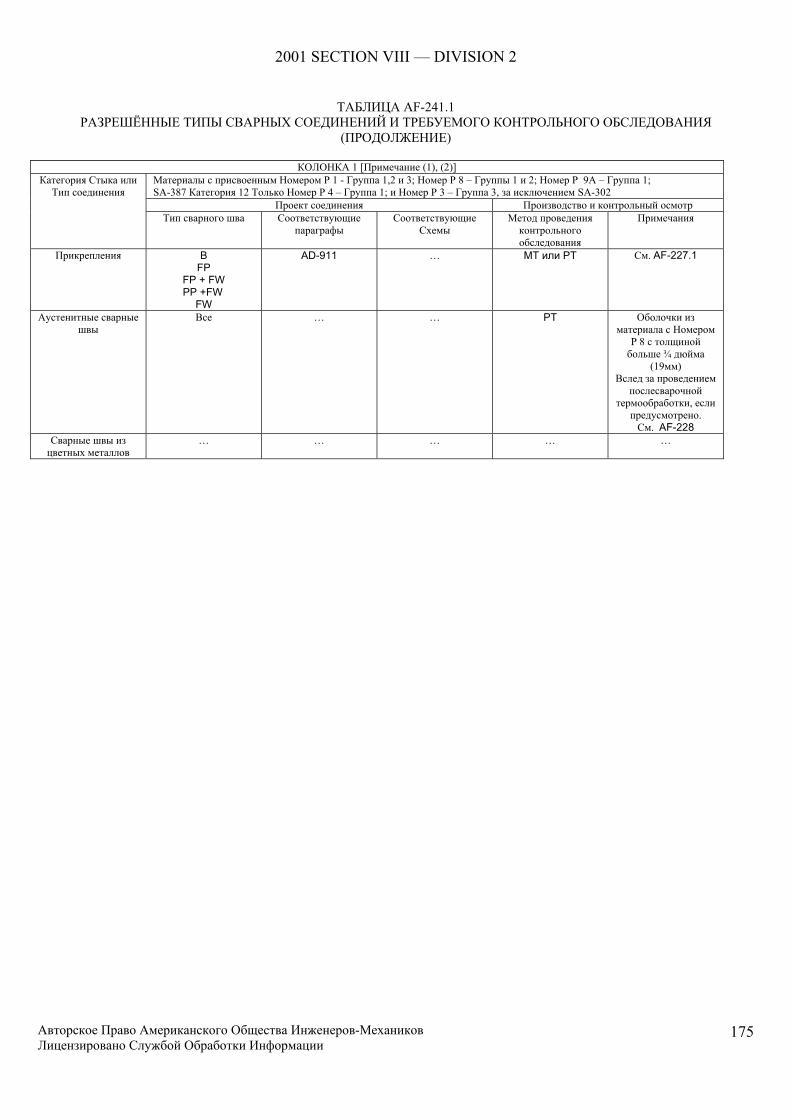
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
175
ТАБЛИЦА AF-241.1 РАЗРЕШЁННЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ТРЕБУЕМОГО КОНТРОЛЬНОГО ОБСЛЕДОВАНИЯ
(ПРОДОЛЖЕНИЕ)
КОЛОНКА 1 [Примечание (1), (2)] Материалы с присвоенным Номером Р 1 - Группа 1,2 и 3; Номер Р 8 – Группы 1 и 2; Номер Р 9А – Группа 1; SA-387 Категория 12 Только Номер Р 4 – Группа 1; и Номер Р 3 – Группа 3, за исключением SA-302
Проект соединения Производство и контрольный осмотр
Категория Стыка или Тип соединения
Тип сварного шва Соответствующие параграфы
Соответствующие Схемы
Метод проведения контрольного обследования
Примечания
Прикрепления B FP
FP + FW PP +FW
FW
AD-911 … MT или PT См. AF-227.1
Аустенитные сварные швы
Все … … PT Оболочки из материала с Номером
Р 8 с толщиной больше ¾ дюйма
(19мм) Вслед за проведением
послесварочной термообработки, если
предусмотрено. См. AF-228
Сварные швы из цветных металлов
… … … … …
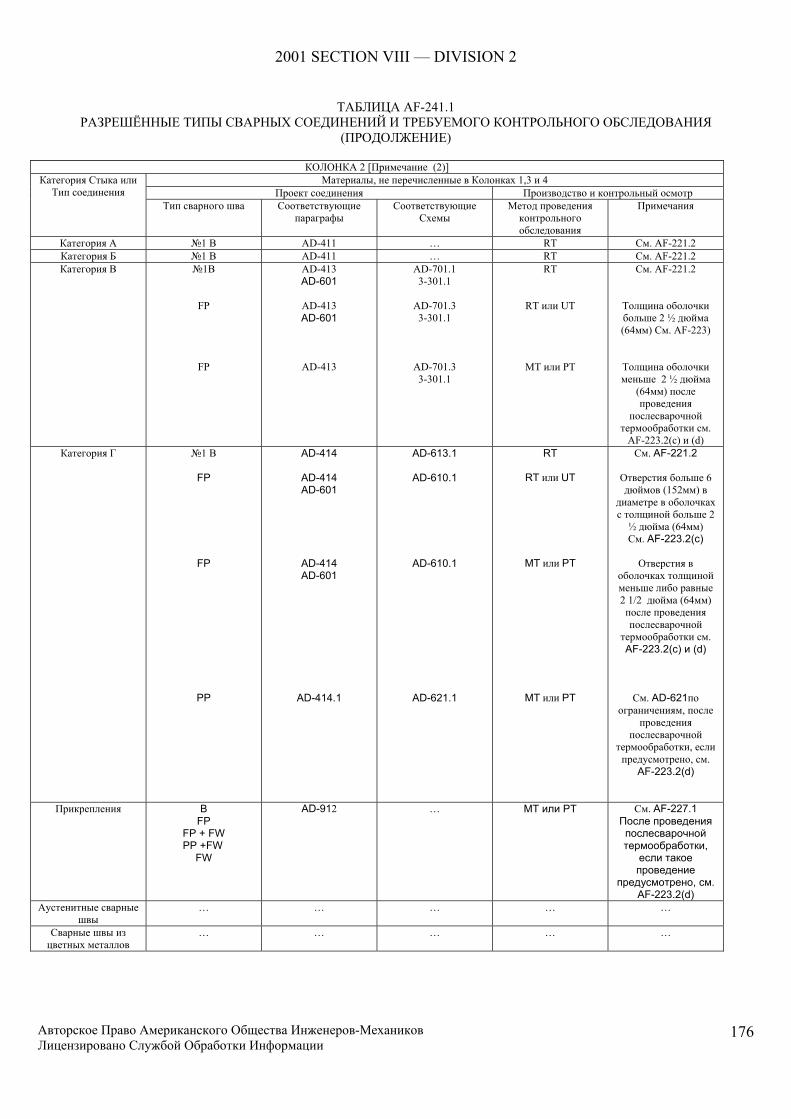
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
176
ТАБЛИЦА AF-241.1 РАЗРЕШЁННЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ТРЕБУЕМОГО КОНТРОЛЬНОГО ОБСЛЕДОВАНИЯ
(ПРОДОЛЖЕНИЕ)
КОЛОНКА 2 [Примечание (2)] Материалы, не перечисленные в Колонках 1,3 и 4
Проект соединения Производство и контрольный осмотр Категория Стыка или
Тип соединения Тип сварного шва Соответствующие
параграфы Соответствующие
Схемы Метод проведения контрольного обследования
Примечания
Категория А №1 В AD-411 … RT См. AF-221.2 Категория Б №1 В AD-411 … RT См. AF-221.2 Категория В №1В
FP
FP
AD-413 AD-601
AD-413 AD-601
AD-413
AD-701.1 3-301.1
AD-701.3 3-301.1
AD-701.3 3-301.1
RT
RT или UT
МТ или РТ
Cм. AF-221.2
Толщина оболочки больше 2 ½ дюйма (64мм) См. AF-223)
Толщина оболочки меньше 2 ½ дюйма
(64мм) после проведения
послесварочной термообработки см.
AF-223.2(с) и (d) Категория Г №1 В
FP
FP
PP
AD-414
AD-414 AD-601
AD-414 AD-601
AD-414.1
AD-613.1
AD-610.1
AD-610.1
AD-621.1
RT
RT или UT
MT или PT
MT или PT
См. AF-221.2
Отверстия больше 6 дюймов (152мм) в
диаметре в оболочках с толщиной больше 2
½ дюйма (64мм) См. AF-223.2(c)
Отверстия в
оболочках толщиной меньше либо равные 2 1/2 дюйма (64мм) после проведения послесварочной
термообработки см. AF-223.2(c) и (d)
См. AD-621по ограничениям, после
проведения послесварочной
термообработки, если предусмотрено, см.
AF-223.2(d)
Прикрепления B FP
FP + FW PP +FW
FW
AD-912 … MT или PT См. AF-227.1 После проведения послесварочной термообработки,
если такое проведение
предусмотрено, см. AF-223.2(d)
Аустенитные сварные швы
… … … … …
Сварные швы из цветных металлов
… … … … …
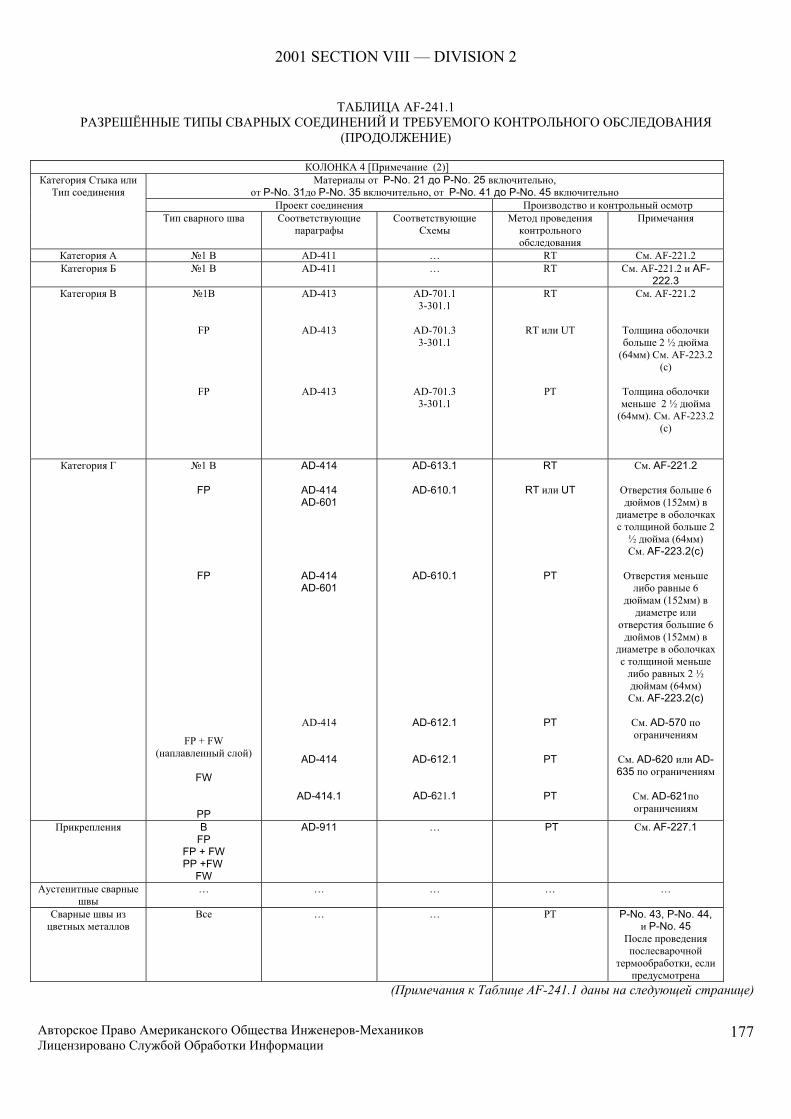
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
177
ТАБЛИЦА AF-241.1 РАЗРЕШЁННЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ТРЕБУЕМОГО КОНТРОЛЬНОГО ОБСЛЕДОВАНИЯ
(ПРОДОЛЖЕНИЕ)
КОЛОНКА 4 [Примечание (2)] Материалы от P-No. 21 до P-No. 25 включительно,
от P-No. 31до P-No. 35 включительно, от P-No. 41 до P-No. 45 включительно Проект соединения Производство и контрольный осмотр
Категория Стыка или Тип соединения
Тип сварного шва Соответствующие параграфы
Соответствующие Схемы
Метод проведения контрольного обследования
Примечания
Категория А №1 В AD-411 … RT См. AF-221.2 Категория Б №1 В AD-411 … RT См. AF-221.2 и AF-
222.3 Категория В №1В
FP
FP
AD-413
AD-413
AD-413
AD-701.1 3-301.1
AD-701.3 3-301.1
AD-701.3 3-301.1
RT
RT или UT
РТ
Cм. AF-221.2
Толщина оболочки больше 2 ½ дюйма
(64мм) См. AF-223.2 (с)
Толщина оболочки меньше 2 ½ дюйма
(64мм). См. AF-223.2 (с)
Категория Г №1 В
FP
FP
FP + FW
(наплавленный слой)
FW
PP
AD-414
AD-414 AD-601
AD-414 AD-601
AD-414
AD-414
AD-414.1
AD-613.1
AD-610.1
AD-610.1
AD-612.1
AD-612.1
AD-621.1
RT
RT или UT
PT
PT
PT
PT
См. AF-221.2
Отверстия больше 6 дюймов (152мм) в
диаметре в оболочках с толщиной больше 2
½ дюйма (64мм) См. AF-223.2(c)
Отверстия меньше либо равные 6
дюймам (152мм) в диаметре или
отверстия большие 6 дюймов (152мм) в
диаметре в оболочках с толщиной меньше либо равных 2 ½ дюймам (64мм) См. AF-223.2(c)
См. AD-570 по ограничениям
См. AD-620 или AD-635 по ограничениям
См. AD-621по ограничениям
Прикрепления B FP
FP + FW PP +FW
FW
AD-911 … PT См. AF-227.1
Аустенитные сварные швы
… … … … …
Сварные швы из цветных металлов
Все … … РТ P-No. 43, P-No. 44, и P-No. 45
После проведения послесварочной
термообработки, если предусмотрена
(Примечания к Таблице AF-241.1 даны на следующей странице)
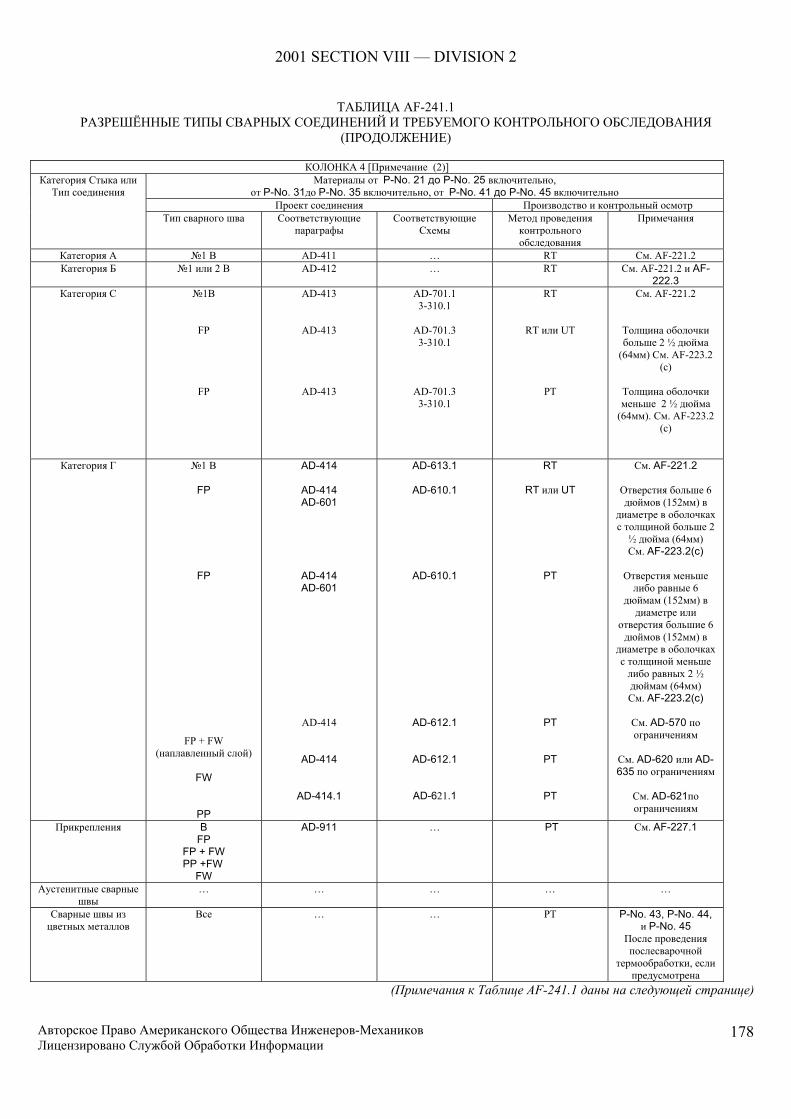
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
178
ТАБЛИЦА AF-241.1 РАЗРЕШЁННЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ТРЕБУЕМОГО КОНТРОЛЬНОГО ОБСЛЕДОВАНИЯ
(ПРОДОЛЖЕНИЕ)
КОЛОНКА 4 [Примечание (2)] Материалы от P-No. 21 до P-No. 25 включительно,
от P-No. 31до P-No. 35 включительно, от P-No. 41 до P-No. 45 включительно Проект соединения Производство и контрольный осмотр
Категория Стыка или Тип соединения
Тип сварного шва Соответствующие параграфы
Соответствующие Схемы
Метод проведения контрольного обследования
Примечания
Категория А №1 В AD-411 … RT См. AF-221.2 Категория Б №1 или 2 В AD-412 … RT См. AF-221.2 и AF-
222.3 Категория С №1В
FP
FP
AD-413
AD-413
AD-413
AD-701.1 3-310.1
AD-701.3 3-310.1
AD-701.3 3-310.1
RT
RT или UT
РТ
Cм. AF-221.2
Толщина оболочки больше 2 ½ дюйма
(64мм) См. AF-223.2 (с)
Толщина оболочки меньше 2 ½ дюйма
(64мм). См. AF-223.2 (с)
Категория Г №1 В
FP
FP
FP + FW
(наплавленный слой)
FW
PP
AD-414
AD-414 AD-601
AD-414 AD-601
AD-414
AD-414
AD-414.1
AD-613.1
AD-610.1
AD-610.1
AD-612.1
AD-612.1
AD-621.1
RT
RT или UT
PT
PT
PT
PT
См. AF-221.2
Отверстия больше 6 дюймов (152мм) в
диаметре в оболочках с толщиной больше 2
½ дюйма (64мм) См. AF-223.2(c)
Отверстия меньше либо равные 6
дюймам (152мм) в диаметре или
отверстия большие 6 дюймов (152мм) в
диаметре в оболочках с толщиной меньше либо равных 2 ½ дюймам (64мм) См. AF-223.2(c)
См. AD-570 по ограничениям
См. AD-620 или AD-635 по ограничениям
См. AD-621по ограничениям
Прикрепления B FP
FP + FW PP +FW
FW
AD-911 … PT См. AF-227.1
Аустенитные сварные швы
… … … … …
Сварные швы из цветных металлов
Все … … РТ P-No. 43, P-No. 44, и P-No. 45
После проведения послесварочной
термообработки, если предусмотрена
(Примечания к Таблице AF-241.1 даны на следующей странице)
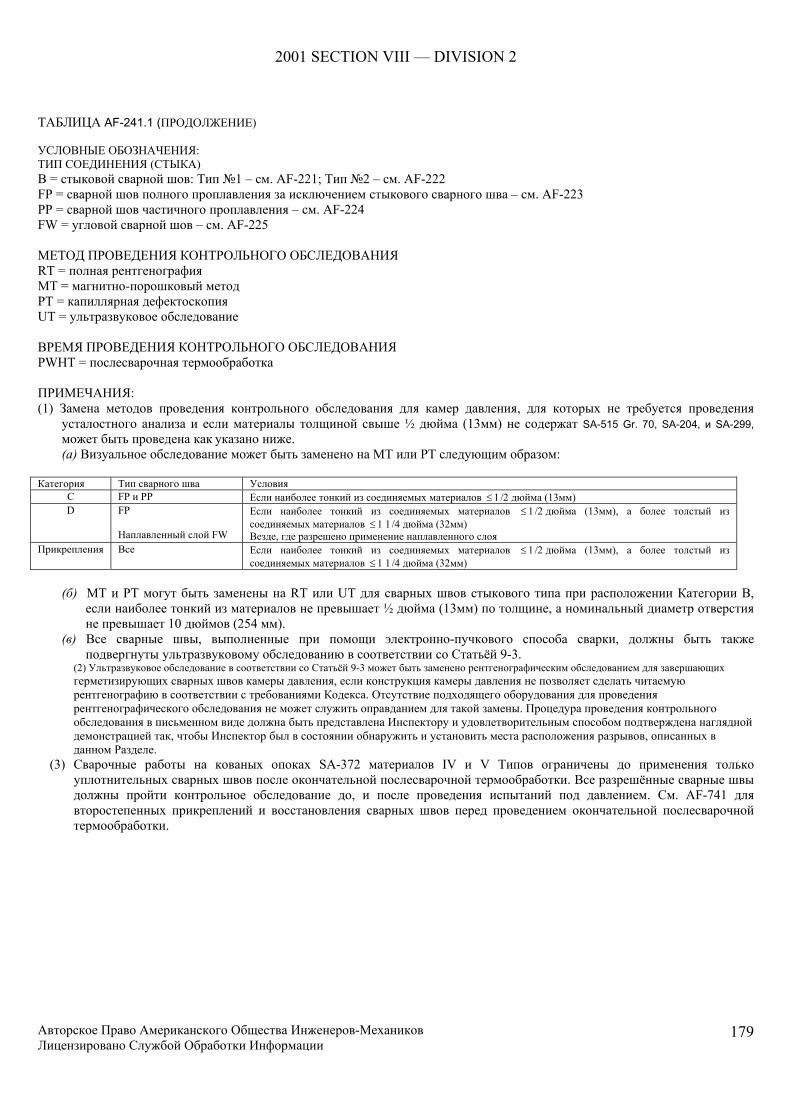
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
179
ТАБЛИЦА AF-241.1 (ПРОДОЛЖЕНИЕ) УСЛОВНЫЕ ОБОЗНАЧЕНИЯ: ТИП СОЕДИНЕНИЯ (СТЫКА) В = стыковой сварной шов: Тип №1 – см. AF-221; Тип №2 – см. AF-222 FP = сварной шов полного проплавления за исключением стыкового сварного шва – см. AF-223 РР = сварной шов частичного проплавления – см. AF-224 FW = угловой сварной шов – см. AF-225 МЕТОД ПРОВЕДЕНИЯ КОНТРОЛЬНОГО ОБСЛЕДОВАНИЯ RT = полная рентгенография МТ = магнитно-порошковый метод РТ = капиллярная дефектоскопия UT = ультразвуковое обследование ВРЕМЯ ПРОВЕДЕНИЯ КОНТРОЛЬНОГО ОБСЛЕДОВАНИЯ PWHT = послесварочная термообработка ПРИМЕЧАНИЯ: (1) Замена методов проведения контрольного обследования для камер давления, для которых не требуется проведения
усталостного анализа и если материалы толщиной свыше ½ дюйма (13мм) не содержат SA-515 Gr. 70, SA-204, и SA-299, может быть проведена как указано ниже. (а) Визуальное обследование может быть заменено на МТ или РТ следующим образом:
Категория Тип сварного шва Условия С FP и РР Если наиболее тонкий из соединяемых материалов ≤ 1/2 дюйма (13мм) D FP
Наплавленный слой FW
Если наиболее тонкий из соединяемых материалов ≤ 1/2 дюйма (13мм), а более толстый из соединяемых материалов ≤ 1 1/4 дюйма (32мм) Везде, где разрешено применение наплавленного слоя
Прикрепления Все Если наиболее тонкий из соединяемых материалов ≤ 1/2 дюйма (13мм), а более толстый из соединяемых материалов ≤ 1 1/4 дюйма (32мм)
(б) МТ и РТ могут быть заменены на RT или UT для сварных швов стыкового типа при расположении Категории В,
если наиболее тонкий из материалов не превышает ½ дюйма (13мм) по толщине, а номинальный диаметр отверстия не превышает 10 дюймов (254 мм).
(в) Все сварные швы, выполненные при помощи электронно-пучкового способа сварки, должны быть также подвергнуты ультразвуковому обследованию в соответствии со Статьёй 9-3.
(2) Ультразвуковое обследование в соответствии со Статьёй 9-3 может быть заменено рентгенографическим обследованием для завершающих герметизирующих сварных швов камеры давления, если конструкция камеры давления не позволяет сделать читаемую рентгенографию в соответствии с требованиями Кодекса. Отсутствие подходящего оборудования для проведения рентгенографического обследования не может служить оправданием для такой замены. Процедура проведения контрольного обследования в письменном виде должна быть представлена Инспектору и удовлетворительным способом подтверждена наглядной демонстрацией так, чтобы Инспектор был в состоянии обнаружить и установить места расположения разрывов, описанных в данном Разделе.
(3) Сварочные работы на кованых опоках SA-372 материалов IV и V Типов ограничены до применения только уплотнительных сварных швов после окончательной послесварочной термообработки. Все разрешённые сварные швы должны пройти контрольное обследование до, и после проведения испытаний под давлением. См. AF-741 для второстепенных прикреплений и восстановления сварных швов перед проведением окончательной послесварочной термообработки.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
180
СТАТЬЯ F-3 СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ ПО СВАРНЫМ ШВАМ МЕЖДУ ТРУБОЙ И ТРУБНЫМ ЛИСТОМ (ОБШИВКОЙ)
AF-300 ТРЕБОВАНИЯ К МАТЕРИАЛАМ
Трубы могут крепиться к трубным листам при помощи сварных швов при условии, что наружное покрытие трубы или трубных листов сделаны из свариваемых материалов, указанных в этом Разделе.
AF-301 Подготовка отверстий в трубных листах
Трубные отверстия должны просверливаться на полный размер или они могут быть пробиты до размера в три четверти, а затем рассверлены или расширены до полного размера вращающимся резцом.
AF-301.1 Зазор между трубами и трубными
отверстиями. Зазор между внешней поверхностью труб и внутренними поверхностями трубных отверстий не должен превышать зазор, используемый при квалификационных испытаний технологии сварки.
AF-301.2 Завершение отверстий. На краях трубного
листа у трубных отверстий на стороне, на которых предполагается проведение сварки, не должно быть никаких заусениц, и на края трубного листа у трубного отверстия на противоположной сварному шву стороне должны быть устранены все острые углы. Поверхности трубных отверстий в трубных листах должны иметь обработанное завершение.
AF- 310 РАСЧЁТЫ ДЛЯ СВАРНЫХ ШВОВ И
ПОДГОТОВКА СОЕДИНЕНИЙ
Размеры сварных швов, их детали и подготовка соединений (если применяется) должны соответствовать деталям, включённым в Спецификации Технологии Проведения Сварочных Работ.
AF-320 КВАЛИФИКАЦИОННАЯ ОЦЕНКА
ТЕХНОЛОГИИ ПРОВЕДЕНИЯ СВАРОЧНЫХ РАБОТ И КВАЛИФИКАЦИЯ СВАРЩИКА ИЛИ СВАРЩИКА-АВТОМАТЧИКА
Квалификационная оценка технологии проведения
сварочных работ и квалификация сварщика или сварщика-автоматчика должны соответствовать правилам AF-321.
AF-321 Существенные изменения
Каждая сварка должна начинаться как новая
технологическая операция и должна проходить полную квалификационную переоценку при наличии в технологической процедуре каких-либо из перечисленных ниже изменений. Другие изменения, кроме приведённых ниже, могут быть внесены в технологический процесс без необходимости проведения квалификационной переоценки, при условии, что технологические спецификации учитывают эти изменения.
AF-321.1 Для всех сварочных процессов
(а) Переход от одного способа сварки к другому или комбинация способов сварки.
(б) Изменение в классификации материала по Номеру Р в QW/QB-422 Секции IX. Отдельная квалификационная оценка должна быть проведена для каждого трубного материала, не включённого в классификацию Р.
(в) Изменение в классификации Р материала трубного листа. Трубный лист может быть из однородного материала или иметь плакировку из сварочного железа или сварное покрытие. Если сварка предпринимается между трубой и плакировкой, то плакировка должна рассматриваться как основной материал. Необходимо проведение отдельной квалификационной оценки сварки между трубой и основным материалом или материалом плакировки, который не включён в классификацию Р.
(г) Любое из следующих ниже изменений в анализе налагаемого металла сварочного шва:
(1) изменение от любого Номера А в QW/QB-422 Секции IX до любого другого Номера А или любого Номера F в QW-432 или любого анализа, не перечисленного в этих таблицах, за исключением того, что каждый тип AISI Номера А-7 или Номера А-8 из QW/QB-422 требует проведения отдельной квалификационной оценки;
(2) изменение от любого Номера F в QW-432 до любого другого Номера F или до любого Номера А в QW/QB-422 или до любого другого анализа, не перечисленного в этих таблицах.
(д) Для труб с установленной в качестве спецификации толщиной стенки 0.1000 дюйма или менее, увеличение или уменьшение на 10% от установленной в качестве спецификации толщины стенки или диаметра. Для установленных значений толщины стены больших, чем 0.100 дюйма (2,54 мм), необходимо проведение только одного квалификационного испытания (испытание на соответствие техническим условиям)
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
181
(е) Уменьшение установленной толщины соединения между трубными отверстиями на 10% и более при установленной толщине лигамента меньшей, чем 3/8 дюйма (10 мм) или утроенной установленной толщины стенки трубы.
(ж) Добавление других положений сварного шва в пространстве к тем, что уже прошли квалификационную оценку (см. QW-461.1 Секции IX).
(з) Изменение в диапазоне установленной температуры предварительного прогрева.
(и) Изменение в установленной температуре послесварочной термообработки.
(к) Переход от однопроходной сварки к многопроходной и наоборот.
AF-321.2 При дуговой сварке металлическим
электродом в среде защитного газа (а) Увеличение диаметра электрода (б) Переход от одного Номера F в QW-432 к любому
другому Номеру F (должны применяться QW-432 и QW-404.5).
AF-321.3 Для сварки в инертном газе плавящимся
или неплавящимся электродом (а) Изменение в конфигурации трубного листа на краях
трубного отверстия, включая дополнение или отсутствие предварительно наложенных металлических вставок.
(б) Изменение размера или формы предварительно наложенных металлических вставок (съёмных наконечников электрода).
(в) Переход от одного инертного газа к другому или смеси двух инертных газов.
(г) При использовании в качестве защиты смеси двух инертных газов, изменение в скорости истечения газа вспомогательной газовой составляющей ±25% или 5 куб. футов/час (0.14 м3 / час), в зависимости от того, какое значение окажется большим.
(д) Переход от инертного газа или смеси инертных газов к защитному газу, содержащему неинертные газы (кислород). Это включает в себя любое преднамеренное изменение в количестве неинертных газов.
(е) Для сварки в инертном газе вольфрамом, дополнение или отсутствие присадочного металла.
(ж) Изменение в номинальном диаметре электрода или присадочном металле.
AF-321.4 Для взрывной сварки
(а) Увеличение или уменьшение в установленной
толщине стенки трубы или диаметра на 10% для всех
диаметров и значений толщины вместо данных AF-321.1(e).
(б) Изменение в методе приложения давления. (в) Изменение в типе взрыва или энергетическом
содержимом на ±10%. (г) Изменение на ±0.010 дюйма (±0.25 мм) в
расположении заряда от лицевой поверхности трубного листа.
(д) Изменение в установленном размере зазора между трубой и трубным листом на ±10%.
AF-330 Экспериментальная сборка Квалификационная оценка технологии должна
выполняться на испытательной сборке, которая имитирует условия, которые будут использованы на товарных образцах в отношении образцов трубных отверстий и значимых переменных, перечисленных в AF-321. В дополнение, толщина трубного листа при экспериментальной сборке должна быть такой же, как и на товарном образце, за исключением того, что она не должна превышать 2 дюймов (51 мм). Минимально требуемое число сварных соединений должно быть равно 10.
AF-334 Контрольное обследование
Экспериментальный образец должен пройти контрольное обследование с применением метода капиллярной дефектоскопии в соответствии со Статьёй 9-2. При проведении этого испытания, образец должен быть разделен на секции продольно по каждой трубе. [ Толщина образца может быть предварительно уменьшена до ½ дюйма (13 мм)]. Четыре лицевых стороны каждой трубы, разделенные на секции, должны быть отшлифованы и протравлены подходящим травильным средством и обследованы на предмет наличия трещин. Толщина сварных швов всех секций (минимальная толщина шва) должна быть не меньше двух третей установленной толщины стенки трубы и там не должно быть никаких трещин при визуальном обследовании с 10-ти кратным увеличением.
AF-336 Проведение испытаний Требования по проведению квалификационных
испытаний для сварщиков и сварщиков-автоматчиков должны быть теми же, что и при проведении квалификационной оценки технологии проведения сварочных работ, за исключением того, что число труб в испытательном образце должно быть равно 6. Каждый удовлетворительно прошедший испытания сварщик или сварщик-автоматчик получает соответствующую квалификацию.
2001 SECTION VIII — DIVISION 2
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
182
СТАТЬЯ AF-4 ТЕПЛОВАЯ ОБРАБОТКА
СВАРНЫХ ДЕТАЛЕЙ
AF-400 ТЕПЛОВАЯ ОБРАБОТКА СВАРНЫХ ДЕТАЛЕЙ
AF-401 Требования к (предварительному) подогреву Спецификация сварочной процедуры для свариваемого материала предоставляет минимальные требования к предварительному подогреву, соответствующие критериям технического соответствия Раздела IX. Там, где подогрев не требуется сварочной процедурой, он может быть использован во время сварочных работ для содействия завершению свариваемого узла. Необходимость и температура подогрева зависят от ряда факторов, таких как химический анализ, степень ограничения движения свариваемых деталей, физические характеристики при повышенной температуре, а также толщина материала. В настоящем Разделе не приводится специальных правил подогрева. Некоторые способы подогрева приводятся в необязательном Приложении D в качестве общего руководства для материалов, перечисленных под Р- номерами Раздела IX. Дается предупреждение о том, что вышеуказанные способы подогрева не обязательно гарантируют удовлетворительное завершение сварного соединения, а требования по конкретным материалам в составе списка Р, могут быть более или менее строгими в сравнении с данным общим руководством. AF-402 Требования к постсварочной тепловой обработке До обращения к детальным требованиям и исключениям, приводимым в настоящих параграфах, будет проведена проверка технического соответствия используемых сварочных процедур согласно всем параметрам Раздела IX и AF-321, включая условия постсварочной тепловой обработки или ее опущения, а также ограничения, приводимые ниже. За исключением цветных материалов и если в Таблице AF-402.1 не указано иначе AF-402.2, для цветных материалов, все сварочные работы в сосудах, работающих под давлением или комплектующих сосудов, работающих под давлением, проходят постсварочную тепловую обработку при температуре не ниже величины, обозначенной в соответствующих Таблицах, когда номинальная толщина, согласно AF-402.3, включая коррозийный допуск, превышает ограничения данных Таблиц .________ 1 Дополнительные требования к постсварочной тепловой обработке могут проистекать из требований Статьи T-2.
Исключения относительно постсварочной тепловой обработки, в соответствии с Таблицами AF-402.1 и AF-402.2, не допускаются, когда сосуд, работающий под давлением рассчитан на эксплуатацию в условиях, опасных для жизни, как указано в сноске 3 к AG-301.1(c), или когда толщина сварочных цветных материалов после сварки пучком электронов превышает 1/8 дюймов (3.2 мм), или при сварке материалов Р-№ 3, Р-№4, Р-№ 5, Р-№5А, Р-№5Б, Р-№5В, Р-№6, Р-№7, (за исключением Типов 405 и 410S), а также Р-№10, с использованием инерционного сварочного процесса и сварки приводом остаточного трения. Материалы Таблицы AF-402.1 перечислены в соответствии с QW/QB-422 Раздела IX, и также приводятся в графиках показателей интенсивности давления подраздела 1 Раздела II, Часть D. AF-402.1 Случаи, при которых допускается превышение температуры и времени выдержки При отсутствии запрета Таблицы AF-402.1, возможно превышение минимальных показателей температуры и времени выдержки, приводимых Таблицей AF-402.1 (см. AM-202). Регистрационные записи времени и температуры всех процессов постсварочной тепловой обработки впоследствии предоставляются Инспектору для ознакомления в целях проверки. Время выдержки при температуре, указанной в Таблице AF-402.1 не должно быть продолжительным. Оно может являться накоплением времени многократных циклов тепловой обработки. AF-402.2 Тепловая Обработка комплектующих, подверженных давлению, состоящих из различных групп Р-№ Когда комплектующие, подверженные давлению, и принадлежащие к различным группам Р-№ свариваются вместе, проводится постсварочная тепловая обработка, указанная в Таблице AF-402.1 наряду с применимыми замечаниями относительно материалов, требующих повышенной температуры постсварочной тепловой обработки. Когда детали не подверженные давлению, привариваются к подверженным давлению деталям, следует контролировать температуру постсварочной тепловой обработки детали, подверженной давлению. AF-402.3 Определение номинальной толщины, используемой в постсварочной тепловой обработке Номинальная толщина,
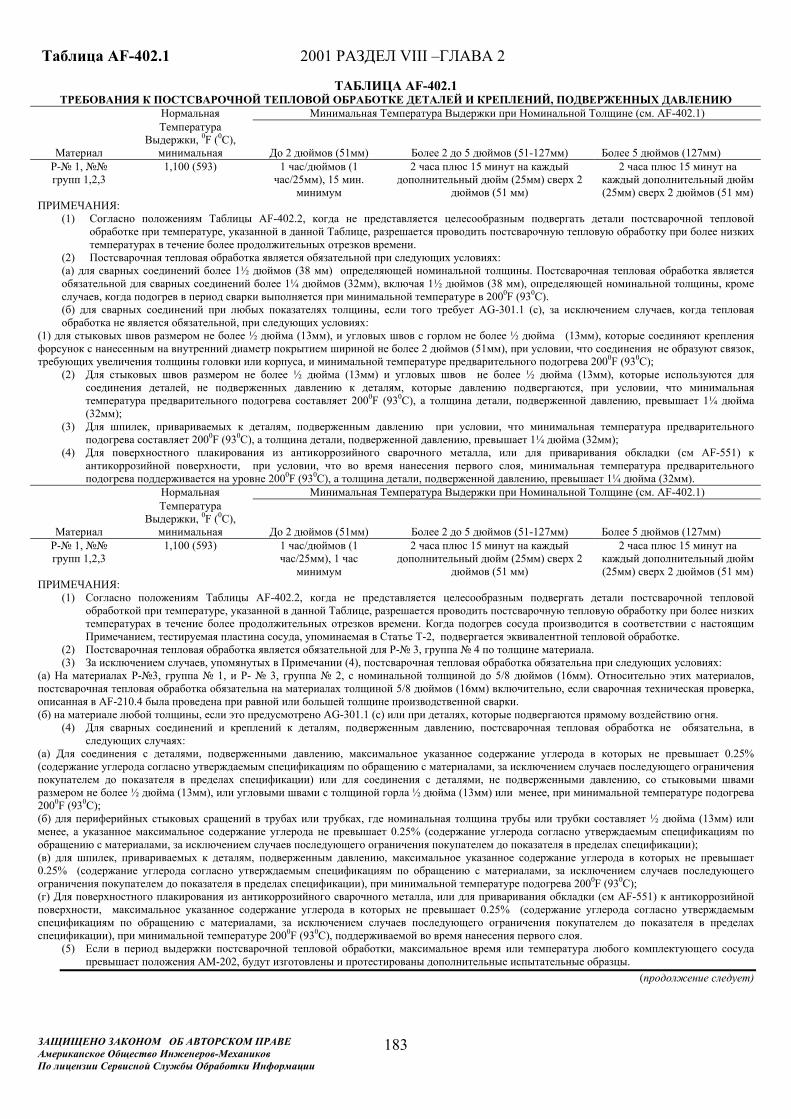
Таблица AF-402.1 2001 РАЗДЕЛ VIII –ГЛАВА 2
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
183
ТАБЛИЦА AF-402.1
ТРЕБОВАНИЯ К ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКЕ ДЕТАЛЕЙ И КРЕПЛЕНИЙ, ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р-№ 1, №№ групп 1,2,3
1,100 (593) 1 час/дюймов (1 час/25мм), 15 мин.
минимум
2 часа плюс 15 минут на каждый дополнительный дюйм (25мм) сверх 2
дюймов (51 мм)
2 часа плюс 15 минут на каждый дополнительный дюйм (25мм) сверх 2 дюймов (51 мм)
ПРИМЕЧАНИЯ: (1) Согласно положениям Таблицы AF-402.2, когда не представляется целесообразным подвергать детали постсварочной тепловой
обработке при температуре, указанной в данной Таблице, разрешается проводить постсварочную тепловую обработку при более низких температурах в течение более продолжительных отрезков времени.
(2) Постсварочная тепловая обработка является обязательной при следующих условиях: (а) для сварных соединений более 1½ дюймов (38 мм) определяющей номинальной толщины. Постсварочная тепловая обработка является обязательной для сварных соединений более 1¼ дюймов (32мм), включая 1½ дюймов (38 мм), определяющей номинальной толщины, кроме случаев, когда подогрев в период сварки выполняется при минимальной температуре в 2000F (930C). (б) для сварных соединений при любых показателях толщины, если того требует AG-301.1 (с), за исключением случаев, когда тепловая обработка не является обязательной, при следующих условиях:
(1) для стыковых швов размером не более ½ дюйма (13мм), и угловых швов с горлом не более ½ дюйма (13мм), которые соединяют крепления форсунок с нанесенным на внутренний диаметр покрытием шириной не более 2 дюймов (51мм), при условии, что соединения не образуют связок, требующих увеличения толщины головки или корпуса, и минимальной температуре предварительного подогрева 2000F (930C);
(2) Для стыковых швов размером не более ½ дюйма (13мм) и угловых швов не более ½ дюйма (13мм), которые используются для соединения деталей, не подверженных давлению к деталям, которые давлению подвергаются, при условии, что минимальная температура предварительного подогрева составляет 2000F (930C), а толщина детали, подверженной давлению, превышает 1¼ дюйма (32мм);
(3) Для шпилек, привариваемых к деталям, подверженным давлению при условии, что минимальная температура предварительного подогрева составляет 2000F (930C), а толщина детали, подверженной давлению, превышает 1¼ дюйма (32мм);
(4) Для поверхностного плакирования из антикоррозийного сварочного металла, или для приваривания обкладки (см AF-551) к антикоррозийной поверхности, при условии, что во время нанесения первого слоя, минимальная температура предварительного подогрева поддерживается на уровне 2000F (930C), а толщина детали, подверженной давлению, превышает 1¼ дюйма (32мм).
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р-№ 1, №№ групп 1,2,3
1,100 (593) 1 час/дюймов (1 час/25мм), 1 час
минимум
2 часа плюс 15 минут на каждый дополнительный дюйм (25мм) сверх 2
дюймов (51 мм)
2 часа плюс 15 минут на каждый дополнительный дюйм (25мм) сверх 2 дюймов (51 мм)
ПРИМЕЧАНИЯ: (1) Согласно положениям Таблицы AF-402.2, когда не представляется целесообразным подвергать детали постсварочной тепловой
обработкой при температуре, указанной в данной Таблице, разрешается проводить постсварочную тепловую обработку при более низких температурах в течение более продолжительных отрезков времени. Когда подогрев сосуда производится в соответствии с настоящим Примечанием, тестируемая пластина сосуда, упоминаемая в Статье Т-2, подвергается эквивалентной тепловой обработке.
(2) Постсварочная тепловая обработка является обязательной для Р-№ 3, группа № 4 по толщине материала. (3) За исключением случаев, упомянутых в Примечании (4), постсварочная тепловая обработка обязательна при следующих условиях:
(а) На материалах Р-№3, группа № 1, и Р- № 3, группа № 2, с номинальной толщиной до 5/8 дюймов (16мм). Относительно этих материалов, постсварочная тепловая обработка обязательна на материалах толщиной 5/8 дюймов (16мм) включительно, если сварочная техническая проверка, описанная в AF-210.4 была проведена при равной или большей толщине производственной сварки. (б) на материале любой толщины, если это предусмотрено AG-301.1 (с) или при деталях, которые подвергаются прямому воздействию огня.
(4) Для сварных соединений и креплений к деталям, подверженным давлению, постсварочная тепловая обработка не обязательна, в следующих случаях:
(а) Для соединения с деталями, подверженными давлению, максимальное указанное содержание углерода в которых не превышает 0.25% (содержание углерода согласно утверждаемым спецификациям по обращению с материалами, за исключением случаев последующего ограничения покупателем до показателя в пределах спецификации) или для соединения с деталями, не подверженными давлению, со стыковыми швами размером не более ½ дюйма (13мм), или угловыми швами с толщиной горла ½ дюйма (13мм) или менее, при минимальной температуре подогрева 2000F (930C); (б) для периферийных стыковых сращений в трубах или трубках, где номинальная толщина трубы или трубки составляет ½ дюйма (13мм) или менее, а указанное максимальное содержание углерода не превышает 0.25% (содержание углерода согласно утверждаемым спецификациям по обращению с материалами, за исключением случаев последующего ограничения покупателем до показателя в пределах спецификации); (в) для шпилек, привариваемых к деталям, подверженным давлению, максимальное указанное содержание углерода в которых не превышает 0.25% (содержание углерода согласно утверждаемым спецификациям по обращению с материалами, за исключением случаев последующего ограничения покупателем до показателя в пределах спецификации), при минимальной температуре подогрева 2000F (930C); (г) Для поверхностного плакирования из антикоррозийного сварочного металла, или для приваривания обкладки (см AF-551) к антикоррозийной поверхности, максимальное указанное содержание углерода в которых не превышает 0.25% (содержание углерода согласно утверждаемым спецификациям по обращению с материалами, за исключением случаев последующего ограничения покупателем до показателя в пределах спецификации), при минимальной температуре 2000F (930C), поддерживаемой во время нанесения первого слоя.
(5) Если в период выдержки постсварочной тепловой обработки, максимальное время или температура любого комплектующего сосуда превышает положения АМ-202, будут изготовлены и протестированы дополнительные испытательные образцы.
(продолжение следует)
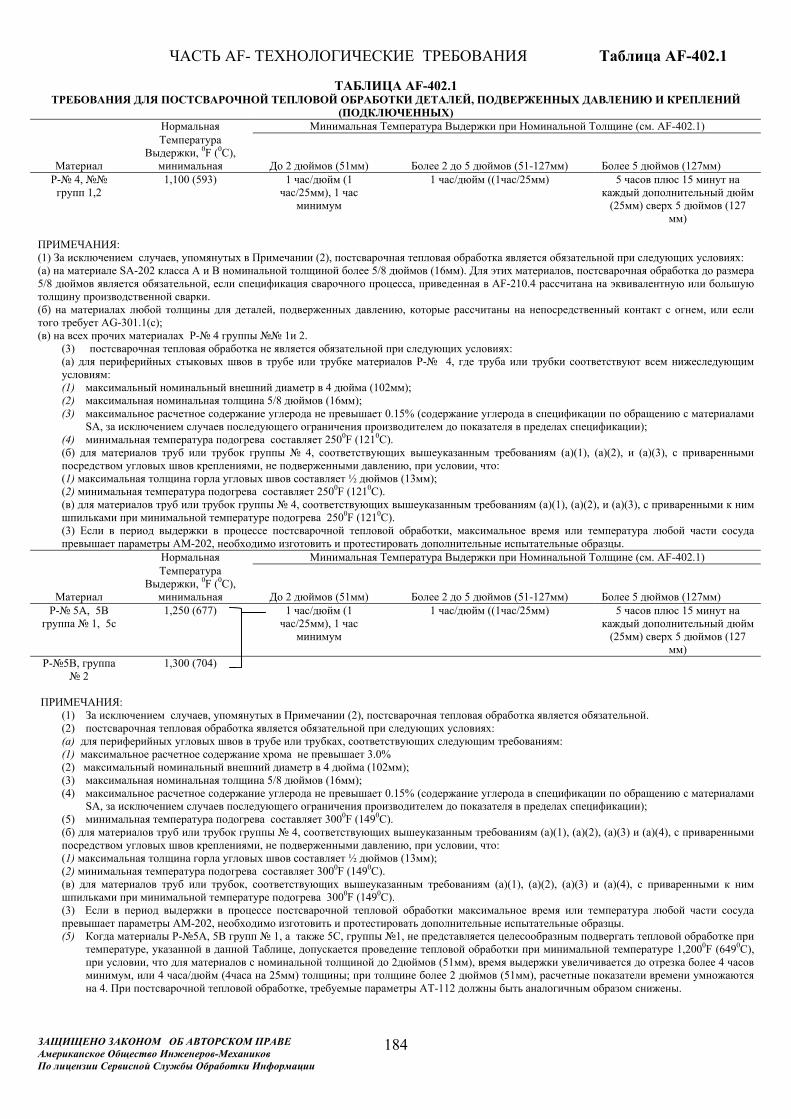
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
184
ТАБЛИЦА AF-402.1
ТРЕБОВАНИЯ ДЛЯ ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ И КРЕПЛЕНИЙ (ПОДКЛЮЧЕННЫХ)
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р-№ 4, №№ групп 1,2
1,100 (593) 1 час/дюйм (1 час/25мм), 1 час
минимум
1 час/дюйм ((1час/25мм) 5 часов плюс 15 минут на каждый дополнительный дюйм
(25мм) сверх 5 дюймов (127 мм)
ПРИМЕЧАНИЯ: (1) За исключением случаев, упомянутых в Примечании (2), постсварочная тепловая обработка является обязательной при следующих условиях: (а) на материале SA-202 класса А и В номинальной толщиной более 5/8 дюймов (16мм). Для этих материалов, постсварочная обработка до размера 5/8 дюймов является обязательной, если спецификация сварочного процесса, приведенная в AF-210.4 рассчитана на эквивалентную или большую толщину производственной сварки. (б) на материалах любой толщины для деталей, подверженных давлению, которые рассчитаны на непосредственный контакт с огнем, или если того требует AG-301.1(с); (в) на всех прочих материалах Р-№ 4 группы №№ 1и 2.
(3) постсварочная тепловая обработка не является обязательной при следующих условиях: (а) для периферийных стыковых швов в трубе или трубке материалов Р-№ 4, где труба или трубки соответствуют всем нижеследующим условиям: (1) максимальный номинальный внешний диаметр в 4 дюйма (102мм); (2) максимальная номинальная толщина 5/8 дюймов (16мм); (3) максимальное расчетное содержание углерода не превышает 0.15% (содержание углерода в спецификации по обращению с материалами
SA, за исключением случаев последующего ограничения производителем до показателя в пределах спецификации); (4) минимальная температура подогрева составляет 2500F (1210С). (б) для материалов труб или трубок группы № 4, соответствующих вышеуказанным требованиям (а)(1), (а)(2), и (а)(3), с приваренными посредством угловых швов креплениями, не подверженными давлению, при условии, что: (1) максимальная толщина горла угловых швов составляет ½ дюймов (13мм); (2) минимальная температура подогрева составляет 2500F (1210С). (в) для материалов труб или трубок группы № 4, соответствующих вышеуказанным требованиям (а)(1), (а)(2), и (а)(3), с приваренными к ним шпильками при минимальной температуре подогрева 2500F (1210С). (3) Если в период выдержки в процессе постсварочной тепловой обработки, максимальное время или температура любой части сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы.
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р-№ 5А, 5В
группа № 1, 5с 1,250 (677) 1 час/дюйм (1
час/25мм), 1 час минимум
1 час/дюйм ((1час/25мм) 5 часов плюс 15 минут на каждый дополнительный дюйм
(25мм) сверх 5 дюймов (127 мм)
Р-№5В, группа № 2
1,300 (704)
ПРИМЕЧАНИЯ:
(1) За исключением случаев, упомянутых в Примечании (2), постсварочная тепловая обработка является обязательной. (2) постсварочная тепловая обработка является обязательной при следующих условиях: (а) для периферийных угловых швов в трубе или трубках, соответствующих следующим требованиям: (1) максимальное расчетное содержание хрома не превышает 3.0% (2) максимальный номинальный внешний диаметр в 4 дюйма (102мм); (3) максимальная номинальная толщина 5/8 дюймов (16мм); (4) максимальное расчетное содержание углерода не превышает 0.15% (содержание углерода в спецификации по обращению с материалами
SA, за исключением случаев последующего ограничения производителем до показателя в пределах спецификации); (5) минимальная температура подогрева составляет 3000F (1490С). (б) для материалов труб или трубок группы № 4, соответствующих вышеуказанным требованиям (а)(1), (а)(2), (а)(3) и (а)(4), с приваренными посредством угловых швов креплениями, не подверженными давлению, при условии, что: (1) максимальная толщина горла угловых швов составляет ½ дюймов (13мм); (2) минимальная температура подогрева составляет 3000F (1490С). (в) для материалов труб или трубок, соответствующих вышеуказанным требованиям (а)(1), (а)(2), (а)(3) и (а)(4), с приваренными к ним шпильками при минимальной температуре подогрева 3000F (1490С). (3) Если в период выдержки в процессе постсварочной тепловой обработки максимальное время или температура любой части сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы. (5) Когда материалы Р-№5А, 5В групп № 1, а также 5С, группы №1, не представляется целесообразным подвергать тепловой обработке при
температуре, указанной в данной Таблице, допускается проведение тепловой обработки при минимальной температуре 1,2000F (6490C), при условии, что для материалов с номинальной толщиной до 2дюймов (51мм), время выдержки увеличивается до отрезка более 4 часов минимум, или 4 часа/дюйм (4часа на 25мм) толщины; при толщине более 2 дюймов (51мм), расчетные показатели времени умножаются на 4. При постсварочной тепловой обработке, требуемые параметры АТ-112 должны быть аналогичным образом снижены.
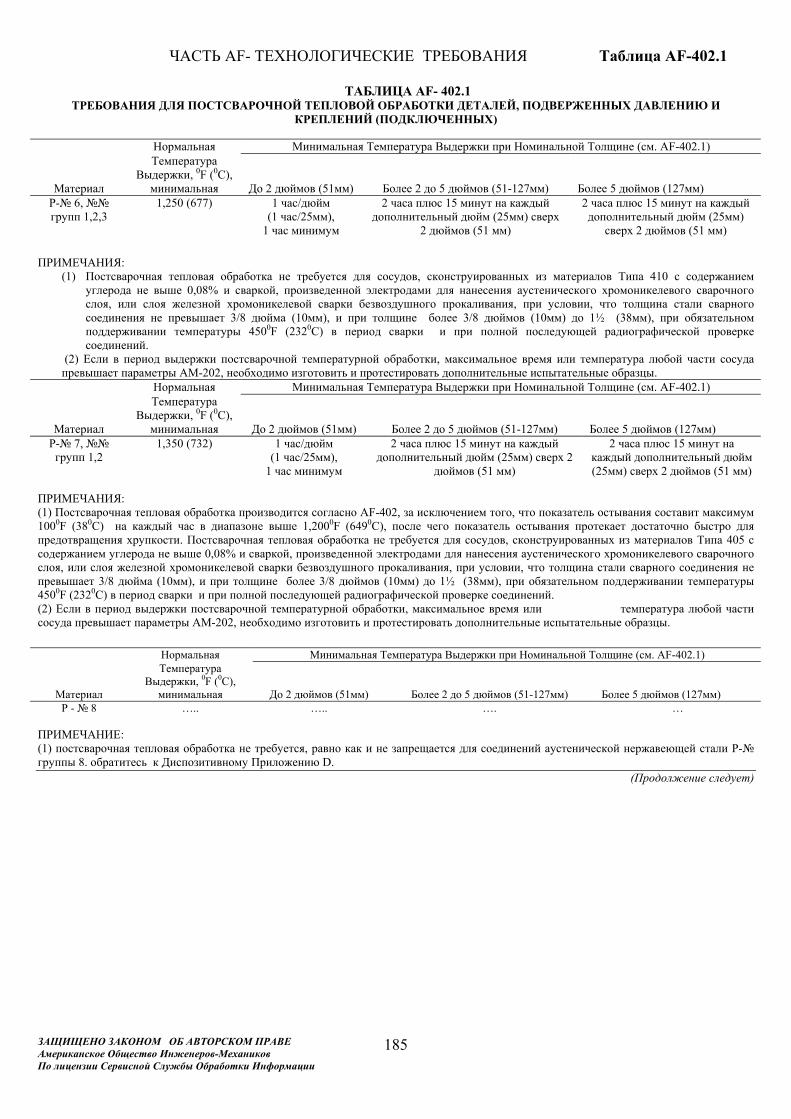
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
185
ТАБЛИЦА AF- 402.1
ТРЕБОВАНИЯ ДЛЯ ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ И КРЕПЛЕНИЙ (ПОДКЛЮЧЕННЫХ)
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р-№ 6, №№ групп 1,2,3
1,250 (677) 1 час/дюйм (1 час/25мм),
1 час минимум
2 часа плюс 15 минут на каждый дополнительный дюйм (25мм) сверх
2 дюймов (51 мм)
2 часа плюс 15 минут на каждый дополнительный дюйм (25мм)
сверх 2 дюймов (51 мм) ПРИМЕЧАНИЯ:
(1) Постсварочная тепловая обработка не требуется для сосудов, сконструированных из материалов Типа 410 с содержанием углерода не выше 0,08% и сваркой, произведенной электродами для нанесения аустенического хромоникелевого сварочного слоя, или слоя железной хромоникелевой сварки безвоздушного прокаливания, при условии, что толщина стали сварного соединения не превышает 3/8 дюйма (10мм), и при толщине более 3/8 дюймов (10мм) до 1½ (38мм), при обязательном поддерживании температуры 4500F (2320C) в период сварки и при полной последующей радиографической проверке соединений.
(2) Если в период выдержки постсварочной температурной обработки, максимальное время или температура любой части сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы.
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р-№ 7, №№ групп 1,2
1,350 (732) 1 час/дюйм (1 час/25мм),
1 час минимум
2 часа плюс 15 минут на каждый дополнительный дюйм (25мм) сверх 2
дюймов (51 мм)
2 часа плюс 15 минут на каждый дополнительный дюйм (25мм) сверх 2 дюймов (51 мм)
ПРИМЕЧАНИЯ: (1) Постсварочная тепловая обработка производится согласно AF-402, за исключением того, что показатель остывания составит максимум 1000F (380C) на каждый час в диапазоне выше 1,2000F (6490C), после чего показатель остывания протекает достаточно быстро для предотвращения хрупкости. Постсварочная тепловая обработка не требуется для сосудов, сконструированных из материалов Типа 405 с содержанием углерода не выше 0,08% и сваркой, произведенной электродами для нанесения аустенического хромоникелевого сварочного слоя, или слоя железной хромоникелевой сварки безвоздушного прокаливания, при условии, что толщина стали сварного соединения не превышает 3/8 дюйма (10мм), и при толщине более 3/8 дюймов (10мм) до 1½ (38мм), при обязательном поддерживании температуры 4500F (2320C) в период сварки и при полной последующей радиографической проверке соединений. (2) Если в период выдержки постсварочной температурной обработки, максимальное время или температура любой части сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы.
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р - № 8 ….. …..
…. …
ПРИМЕЧАНИЕ: (1) постсварочная тепловая обработка не требуется, равно как и не запрещается для соединений аустенической нержавеющей стали Р-№ группы 8. обратитесь к Диспозитивному Приложению D.
(Продолжение следует)
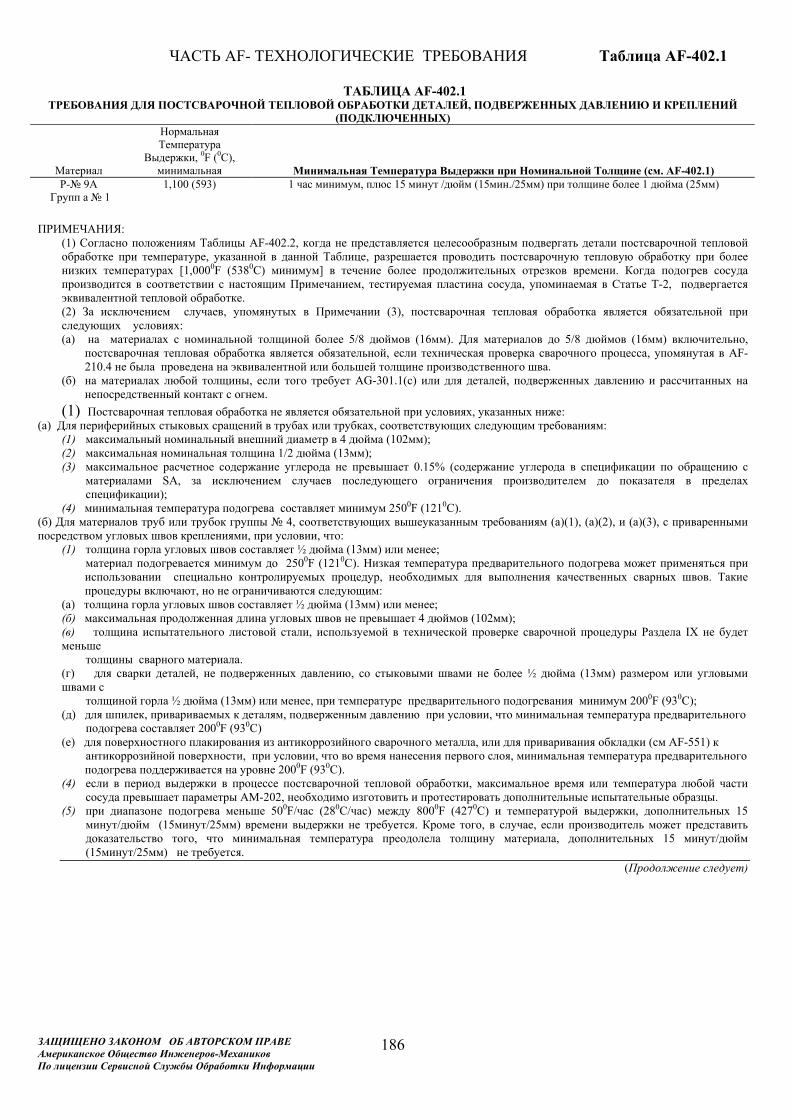
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
186
ТАБЛИЦА AF-402.1
ТРЕБОВАНИЯ ДЛЯ ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ И КРЕПЛЕНИЙ (ПОДКЛЮЧЕННЫХ)
Нормальная
Материал
Температура Выдержки, 0F (0C),
минимальная
Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1) Р-№ 9А
Групп а № 1 1,100 (593) 1 час минимум, плюс 15 минут /дюйм (15мин./25мм) при толщине более 1 дюйма (25мм)
ПРИМЕЧАНИЯ:
(1) Согласно положениям Таблицы AF-402.2, когда не представляется целесообразным подвергать детали постсварочной тепловой обработке при температуре, указанной в данной Таблице, разрешается проводить постсварочную тепловую обработку при более низких температурах [1,0000F (5380C) минимум] в течение более продолжительных отрезков времени. Когда подогрев сосуда производится в соответствии с настоящим Примечанием, тестируемая пластина сосуда, упоминаемая в Статье Т-2, подвергается эквивалентной тепловой обработке. (2) За исключением случаев, упомянутых в Примечании (3), постсварочная тепловая обработка является обязательной при следующих условиях: (а) на материалах с номинальной толщиной более 5/8 дюймов (16мм). Для материалов до 5/8 дюймов (16мм) включительно,
постсварочная тепловая обработка является обязательной, если техническая проверка сварочного процесса, упомянутая в AF-210.4 не была проведена на эквивалентной или большей толщине производственного шва.
(б) на материалах любой толщины, если того требует AG-301.1(с) или для деталей, подверженных давлению и рассчитанных на непосредственный контакт с огнем.
(1) Постсварочная тепловая обработка не является обязательной при условиях, указанных ниже: (а) Для периферийных стыковых сращений в трубах или трубках, соответствующих следующим требованиям:
(1) максимальный номинальный внешний диаметр в 4 дюйма (102мм); (2) максимальная номинальная толщина 1/2 дюйма (13мм); (3) максимальное расчетное содержание углерода не превышает 0.15% (содержание углерода в спецификации по обращению с
материалами SA, за исключением случаев последующего ограничения производителем до показателя в пределах спецификации);
(4) минимальная температура подогрева составляет минимум 2500F (1210С). (б) Для материалов труб или трубок группы № 4, соответствующих вышеуказанным требованиям (а)(1), (а)(2), и (а)(3), с приваренными посредством угловых швов креплениями, при условии, что:
(1) толщина горла угловых швов составляет ½ дюйма (13мм) или менее; материал подогревается минимум до 2500F (1210C). Низкая температура предварительного подогрева может применяться при использовании специально контролируемых процедур, необходимых для выполнения качественных сварных швов. Такие процедуры включают, но не ограничиваются следующим:
(а) толщина горла угловых швов составляет ½ дюйма (13мм) или менее; (б) максимальная продолженная длина угловых швов не превышает 4 дюймов (102мм); (в) толщина испытательного листовой стали, используемой в технической проверке сварочной процедуры Раздела IX не будет меньше толщины сварного материала. (г) для сварки деталей, не подверженных давлению, со стыковыми швами не более ½ дюйма (13мм) размером или угловыми швами с толщиной горла ½ дюйма (13мм) или менее, при температуре предварительного подогревания минимум 2000F (930C); (д) для шпилек, привариваемых к деталям, подверженным давлению при условии, что минимальная температура предварительного подогрева составляет 2000F (930C) (е) для поверхностного плакирования из антикоррозийного сварочного металла, или для приваривания обкладки (см AF-551) к антикоррозийной поверхности, при условии, что во время нанесения первого слоя, минимальная температура предварительного
подогрева поддерживается на уровне 2000F (930C). (4) если в период выдержки в процессе постсварочной тепловой обработки, максимальное время или температура любой части
сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы. (5) при диапазоне подогрева меньше 500F/час (280С/час) между 8000F (4270C) и температурой выдержки, дополнительных 15
минут/дюйм (15минут/25мм) времени выдержки не требуется. Кроме того, в случае, если производитель может представить доказательство того, что минимальная температура преодолела толщину материала, дополнительных 15 минут/дюйм (15минут/25мм) не требуется.
(Продолжение следует)
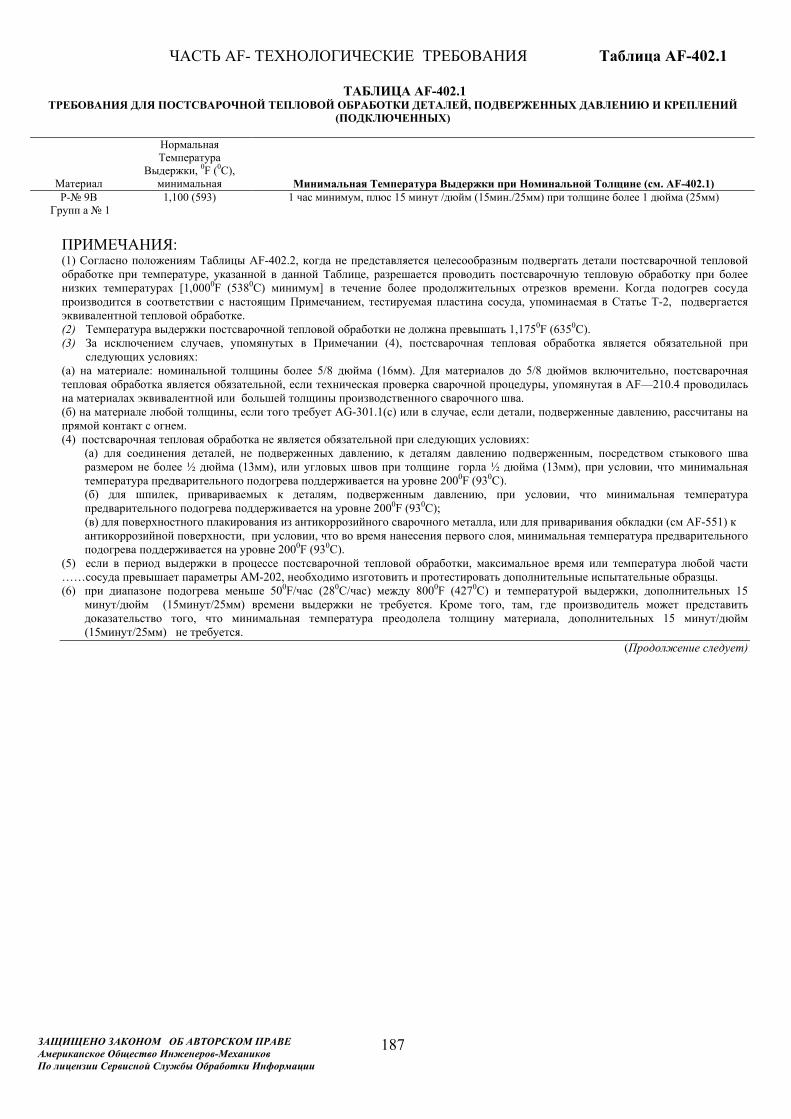
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
187
ТАБЛИЦА AF-402.1
ТРЕБОВАНИЯ ДЛЯ ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ И КРЕПЛЕНИЙ (ПОДКЛЮЧЕННЫХ)
Нормальная
Материал
Температура Выдержки, 0F (0C),
минимальная
Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1) Р-№ 9B
Групп а № 1 1,100 (593) 1 час минимум, плюс 15 минут /дюйм (15мин./25мм) при толщине более 1 дюйма (25мм)
ПРИМЕЧАНИЯ: (1) Согласно положениям Таблицы AF-402.2, когда не представляется целесообразным подвергать детали постсварочной тепловой обработке при температуре, указанной в данной Таблице, разрешается проводить постсварочную тепловую обработку при более низких температурах [1,0000F (5380C) минимум] в течение более продолжительных отрезков времени. Когда подогрев сосуда производится в соответствии с настоящим Примечанием, тестируемая пластина сосуда, упоминаемая в Статье Т-2, подвергается эквивалентной тепловой обработке. (2) Температура выдержки постсварочной тепловой обработки не должна превышать 1,1750F (6350С). (3) За исключением случаев, упомянутых в Примечании (4), постсварочная тепловая обработка является обязательной при
следующих условиях: (а) на материале: номинальной толщины более 5/8 дюйма (16мм). Для материалов до 5/8 дюймов включительно, постсварочная тепловая обработка является обязательной, если техническая проверка сварочной процедуры, упомянутая в AF—210.4 проводилась на материалах эквивалентной или большей толщины производственного сварочного шва. (б) на материале любой толщины, если того требует AG-301.1(с) или в случае, если детали, подверженные давлению, рассчитаны на прямой контакт с огнем. (4) постсварочная тепловая обработка не является обязательной при следующих условиях:
(а) для соединения деталей, не подверженных давлению, к деталям давлению подверженным, посредством стыкового шва размером не более ½ дюйма (13мм), или угловых швов при толщине горла ½ дюйма (13мм), при условии, что минимальная температура предварительного подогрева поддерживается на уровне 2000F (930C). (б) для шпилек, привариваемых к деталям, подверженным давлению, при условии, что минимальная температура предварительного подогрева поддерживается на уровне 2000F (930C); (в) для поверхностного плакирования из антикоррозийного сварочного металла, или для приваривания обкладки (см AF-551) к антикоррозийной поверхности, при условии, что во время нанесения первого слоя, минимальная температура предварительного подогрева поддерживается на уровне 2000F (930C).
(5) если в период выдержки в процессе постсварочной тепловой обработки, максимальное время или температура любой части ……сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы. (6) при диапазоне подогрева меньше 500F/час (280С/час) между 8000F (4270C) и температурой выдержки, дополнительных 15
минут/дюйм (15минут/25мм) времени выдержки не требуется. Кроме того, там, где производитель может представить доказательство того, что минимальная температура преодолела толщину материала, дополнительных 15 минут/дюйм (15минут/25мм) не требуется.
(Продолжение следует)
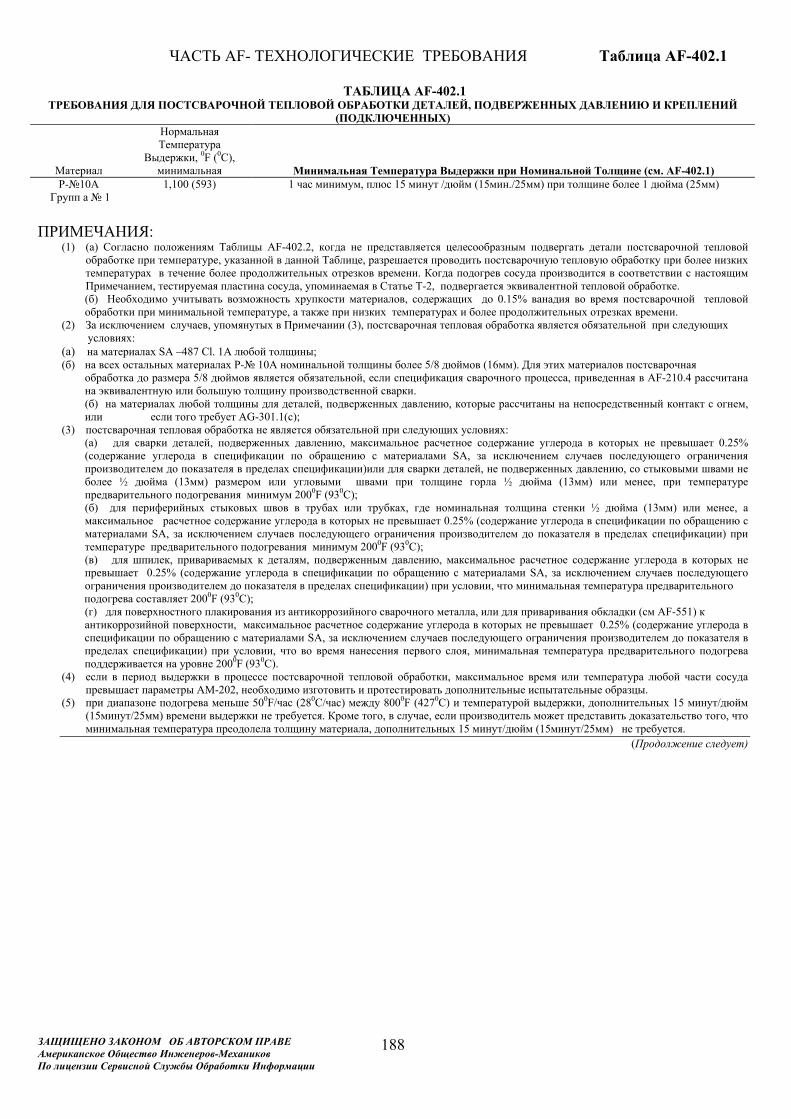
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
188
ТАБЛИЦА AF-402.1
ТРЕБОВАНИЯ ДЛЯ ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ И КРЕПЛЕНИЙ (ПОДКЛЮЧЕННЫХ)
Нормальная
Материал
Температура Выдержки, 0F (0C),
минимальная
Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1) Р-№10А
Групп а № 1 1,100 (593) 1 час минимум, плюс 15 минут /дюйм (15мин./25мм) при толщине более 1 дюйма (25мм)
ПРИМЕЧАНИЯ:
(1) (а) Согласно положениям Таблицы AF-402.2, когда не представляется целесообразным подвергать детали постсварочной тепловой обработке при температуре, указанной в данной Таблице, разрешается проводить постсварочную тепловую обработку при более низких температурах в течение более продолжительных отрезков времени. Когда подогрев сосуда производится в соответствии с настоящим Примечанием, тестируемая пластина сосуда, упоминаемая в Статье Т-2, подвергается эквивалентной тепловой обработке. (б) Необходимо учитывать возможность хрупкости материалов, содержащих до 0.15% ванадия во время постсварочной тепловой обработки при минимальной температуре, а также при низких температурах и более продолжительных отрезках времени.
(2) За исключением случаев, упомянутых в Примечании (3), постсварочная тепловая обработка является обязательной при следующих условиях:
(а) на материалах SA –487 Cl. 1A любой толщины; (б) на всех остальных материалах Р-№ 10А номинальной толщины более 5/8 дюймов (16мм). Для этих материалов постсварочная
обработка до размера 5/8 дюймов является обязательной, если спецификация сварочного процесса, приведенная в AF-210.4 рассчитана на эквивалентную или большую толщину производственной сварки. (б) на материалах любой толщины для деталей, подверженных давлению, которые рассчитаны на непосредственный контакт с огнем, или если того требует AG-301.1(с);
(3) постсварочная тепловая обработка не является обязательной при следующих условиях: (а) для сварки деталей, подверженных давлению, максимальное расчетное содержание углерода в которых не превышает 0.25% (содержание углерода в спецификации по обращению с материалами SA, за исключением случаев последующего ограничения производителем до показателя в пределах спецификации)или для сварки деталей, не подверженных давлению, со стыковыми швами не более ½ дюйма (13мм) размером или угловыми швами при толщине горла ½ дюйма (13мм) или менее, при температуре предварительного подогревания минимум 2000F (930C); (б) для периферийных стыковых швов в трубах или трубках, где номинальная толщина стенки ½ дюйма (13мм) или менее, а максимальное расчетное содержание углерода в которых не превышает 0.25% (содержание углерода в спецификации по обращению с материалами SA, за исключением случаев последующего ограничения производителем до показателя в пределах спецификации) при температуре предварительного подогревания минимум 2000F (930C); (в) для шпилек, привариваемых к деталям, подверженным давлению, максимальное расчетное содержание углерода в которых не превышает 0.25% (содержание углерода в спецификации по обращению с материалами SA, за исключением случаев последующего ограничения производителем до показателя в пределах спецификации) при условии, что минимальная температура предварительного
подогрева составляет 2000F (930C); (г) для поверхностного плакирования из антикоррозийного сварочного металла, или для приваривания обкладки (см AF-551) к антикоррозийной поверхности, максимальное расчетное содержание углерода в которых не превышает 0.25% (содержание углерода в спецификации по обращению с материалами SA, за исключением случаев последующего ограничения производителем до показателя в пределах спецификации) при условии, что во время нанесения первого слоя, минимальная температура предварительного подогрева поддерживается на уровне 2000F (930C).
(4) если в период выдержки в процессе постсварочной тепловой обработки, максимальное время или температура любой части сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы.
(5) при диапазоне подогрева меньше 500F/час (280С/час) между 8000F (4270C) и температурой выдержки, дополнительных 15 минут/дюйм (15минут/25мм) времени выдержки не требуется. Кроме того, в случае, если производитель может представить доказательство того, что минимальная температура преодолела толщину материала, дополнительных 15 минут/дюйм (15минут/25мм) не требуется.
(Продолжение следует)
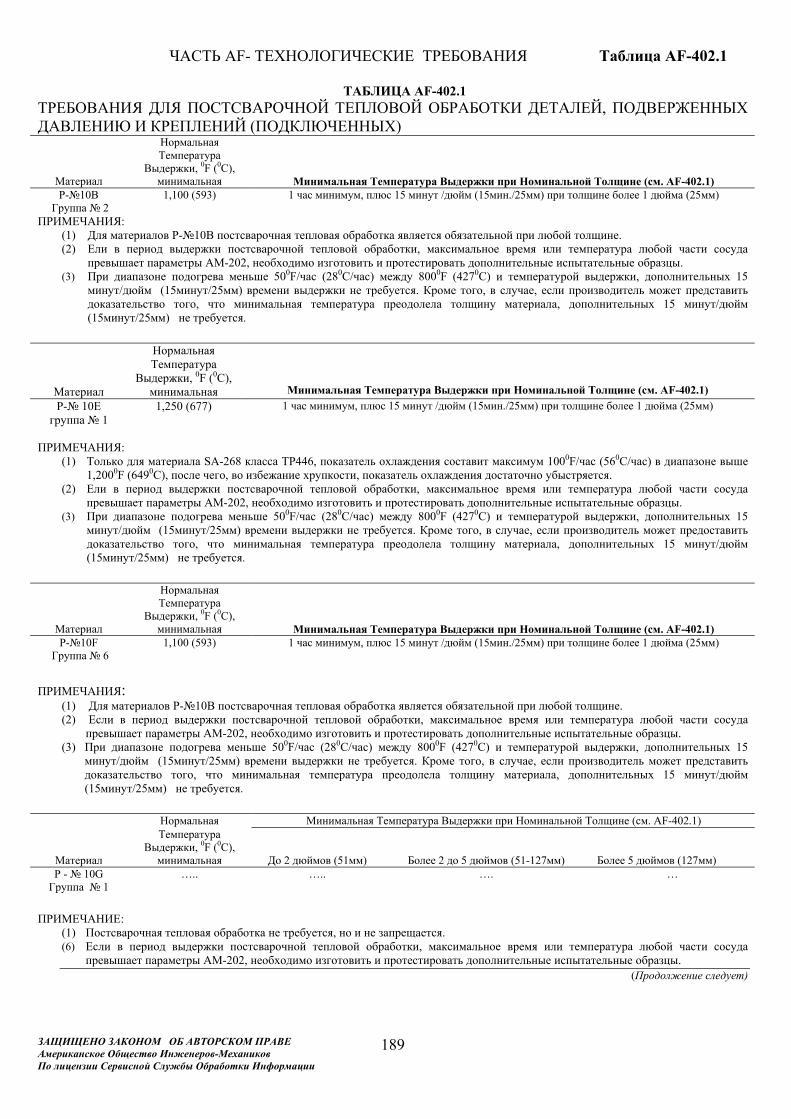
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
189
ТАБЛИЦА AF-402.1
ТРЕБОВАНИЯ ДЛЯ ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ И КРЕПЛЕНИЙ (ПОДКЛЮЧЕННЫХ)
Нормальная
Материал
Температура Выдержки, 0F (0C),
минимальная
Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1) Р-№10В
Группа № 2 1,100 (593) 1 час минимум, плюс 15 минут /дюйм (15мин./25мм) при толщине более 1 дюйма (25мм)
ПРИМЕЧАНИЯ: (1) Для материалов Р-№10В постсварочная тепловая обработка является обязательной при любой толщине. (2) Ели в период выдержки постсварочной тепловой обработки, максимальное время или температура любой части сосуда
превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы. (3) При диапазоне подогрева меньше 500F/час (280С/час) между 8000F (4270C) и температурой выдержки, дополнительных 15
минут/дюйм (15минут/25мм) времени выдержки не требуется. Кроме того, в случае, если производитель может представить доказательство того, что минимальная температура преодолела толщину материала, дополнительных 15 минут/дюйм (15минут/25мм) не требуется.
Нормальная
Материал
Температура Выдержки, 0F (0C),
минимальная
Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1) Р-№ 10Е
группа № 1 1,250 (677) 1 час минимум, плюс 15 минут /дюйм (15мин./25мм) при толщине более 1 дюйма (25мм)
ПРИМЕЧАНИЯ:
(1) Только для материала SA-268 класса ТР446, показатель охлаждения составит максимум 1000F/час (560С/час) в диапазоне выше 1,2000F (6490C), после чего, во избежание хрупкости, показатель охлаждения достаточно убыстряется.
(2) Ели в период выдержки постсварочной тепловой обработки, максимальное время или температура любой части сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы.
(3) При диапазоне подогрева меньше 500F/час (280С/час) между 8000F (4270C) и температурой выдержки, дополнительных 15 минут/дюйм (15минут/25мм) времени выдержки не требуется. Кроме того, в случае, если производитель может предоставить доказательство того, что минимальная температура преодолела толщину материала, дополнительных 15 минут/дюйм (15минут/25мм) не требуется.
Нормальная
Материал
Температура Выдержки, 0F (0C),
минимальная
Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1) Р-№10F
Группа № 6 1,100 (593) 1 час минимум, плюс 15 минут /дюйм (15мин./25мм) при толщине более 1 дюйма (25мм)
ПРИМЕЧАНИЯ:
(1) Для материалов Р-№10В постсварочная тепловая обработка является обязательной при любой толщине. (2) Если в период выдержки постсварочной тепловой обработки, максимальное время или температура любой части сосуда
превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы. (3) При диапазоне подогрева меньше 500F/час (280С/час) между 8000F (4270C) и температурой выдержки, дополнительных 15
минут/дюйм (15минут/25мм) времени выдержки не требуется. Кроме того, в случае, если производитель может представить доказательство того, что минимальная температура преодолела толщину материала, дополнительных 15 минут/дюйм (15минут/25мм) не требуется.
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р - № 10G Группа № 1
….. …..
…. …
ПРИМЕЧАНИЕ:
(1) Постсварочная тепловая обработка не требуется, но и не запрещается. (6) Если в период выдержки постсварочной тепловой обработки, максимальное время или температура любой части сосуда
превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы. (Продолжение следует)
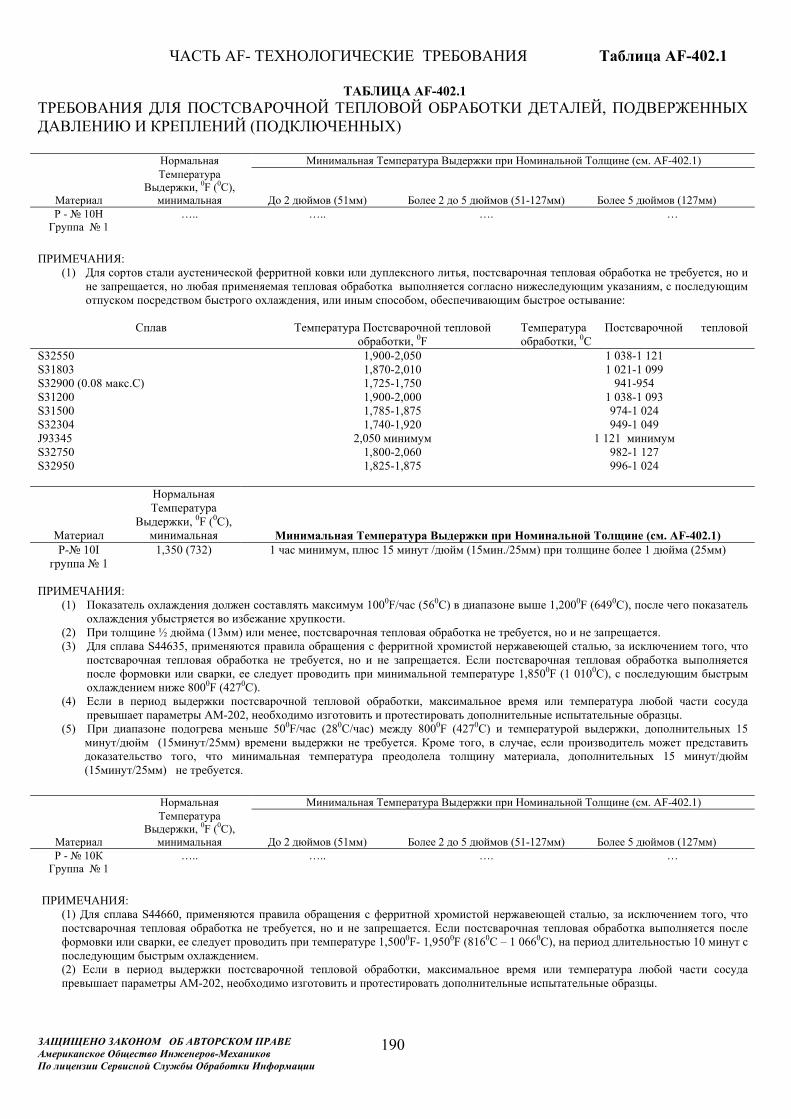
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
190
ТАБЛИЦА AF-402.1
ТРЕБОВАНИЯ ДЛЯ ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ, ПОДВЕРЖЕННЫХ ДАВЛЕНИЮ И КРЕПЛЕНИЙ (ПОДКЛЮЧЕННЫХ)
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р - № 10Н Группа № 1
….. …..
…. …
ПРИМЕЧАНИЯ:
(1) Для сортов стали аустенической ферритной ковки или дуплексного литья, постсварочная тепловая обработка не требуется, но и не запрещается, но любая применяемая тепловая обработка выполняется согласно нижеследующим указаниям, с последующим отпуском посредством быстрого охлаждения, или иным способом, обеспечивающим быстрое остывание:
Сплав Температура Постсварочной тепловой
обработки, 0F Температура Постсварочной тепловой обработки, 0C
S32550 1,900-2,050 1 038-1 121 S31803 1,870-2,010 1 021-1 099 S32900 (0.08 макс.С) 1,725-1,750 941-954 S31200 1,900-2,000 1 038-1 093 S31500 1,785-1,875 974-1 024 S32304 1,740-1,920 949-1 049 J93345 2,050 минимум 1 121 минимум S32750 1,800-2,060 982-1 127 S32950 1,825-1,875 996-1 024
Нормальная
Материал
Температура Выдержки, 0F (0C),
минимальная
Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1) Р-№ 10I
группа № 1 1,350 (732) 1 час минимум, плюс 15 минут /дюйм (15мин./25мм) при толщине более 1 дюйма (25мм)
ПРИМЕЧАНИЯ:
(1) Показатель охлаждения должен составлять максимум 1000F/час (560С) в диапазоне выше 1,2000F (6490C), после чего показатель охлаждения убыстряется во избежание хрупкости.
(2) При толщине ½ дюйма (13мм) или менее, постсварочная тепловая обработка не требуется, но и не запрещается. (3) Для сплава S44635, применяются правила обращения с ферритной хромистой нержавеющей сталью, за исключением того, что
постсварочная тепловая обработка не требуется, но и не запрещается. Если постсварочная тепловая обработка выполняется после формовки или сварки, ее следует проводить при минимальной температуре 1,8500F (1 0100C), с последующим быстрым охлаждением ниже 8000F (4270C).
(4) Если в период выдержки постсварочной тепловой обработки, максимальное время или температура любой части сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы.
(5) При диапазоне подогрева меньше 500F/час (280С/час) между 8000F (4270C) и температурой выдержки, дополнительных 15 минут/дюйм (15минут/25мм) времени выдержки не требуется. Кроме того, в случае, если производитель может представить доказательство того, что минимальная температура преодолела толщину материала, дополнительных 15 минут/дюйм (15минут/25мм) не требуется.
Нормальная Минимальная Температура Выдержки при Номинальной Толщине (см. AF-402.1)
Материал
Температура Выдержки, 0F (0C),
минимальная
До 2 дюймов (51мм)
Более 2 до 5 дюймов (51-127мм)
Более 5 дюймов (127мм) Р - № 10К Группа № 1
….. …..
…. …
ПРИМЕЧАНИЯ:
(1) Для сплава S44660, применяются правила обращения с ферритной хромистой нержавеющей сталью, за исключением того, что постсварочная тепловая обработка не требуется, но и не запрещается. Если постсварочная тепловая обработка выполняется после формовки или сварки, ее следует проводить при температуре 1,5000F- 1,9500F (8160C – 1 0660С), на период длительностью 10 минут с последующим быстрым охлаждением. (2) Если в период выдержки постсварочной тепловой обработки, максимальное время или температура любой части сосуда превышает параметры АМ-202, необходимо изготовить и протестировать дополнительные испытательные образцы.
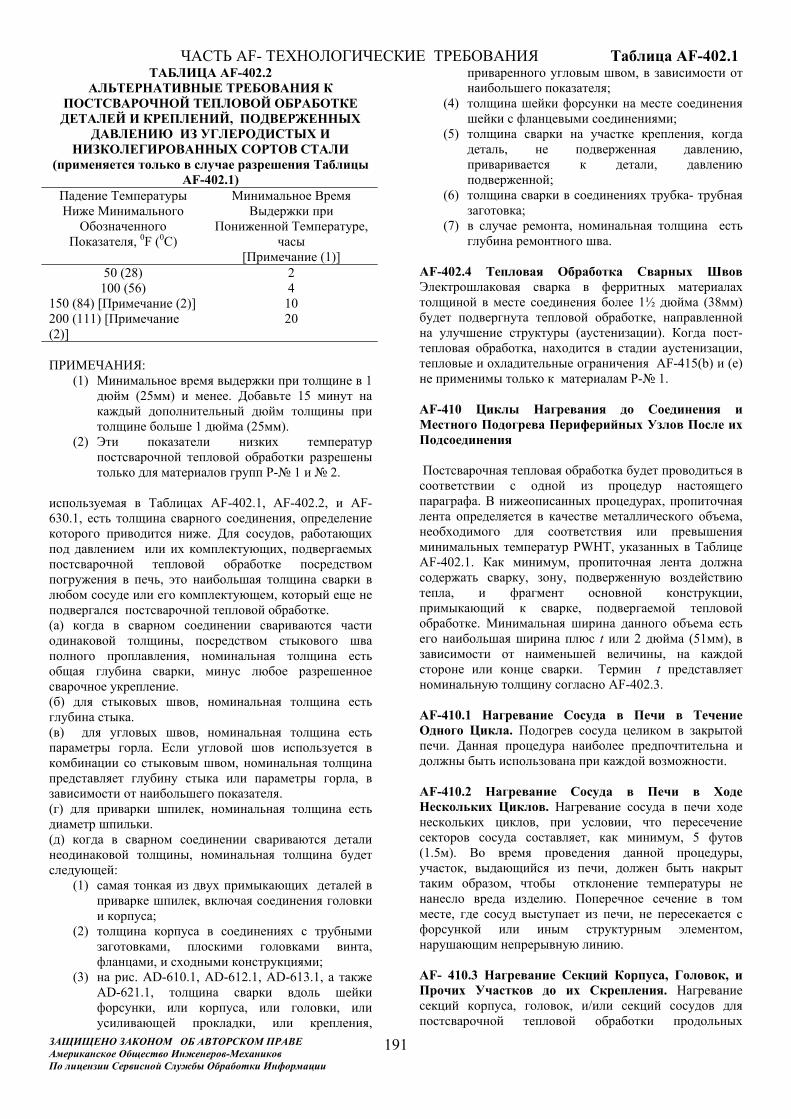
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
191
ТАБЛИЦА AF-402.2 АЛЬТЕРНАТИВНЫЕ ТРЕБОВАНИЯ К
ПОСТСВАРОЧНОЙ ТЕПЛОВОЙ ОБРАБОТКЕ ДЕТАЛЕЙ И КРЕПЛЕНИЙ, ПОДВЕРЖЕННЫХ
ДАВЛЕНИЮ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СОРТОВ СТАЛИ
(применяется только в случае разрешения Таблицы AF-402.1)
Падение Температуры Ниже Минимального
Обозначенного Показателя, 0F (0C)
Минимальное Время Выдержки при
Пониженной Температуре, часы
[Примечание (1)] 50 (28) 2 100 (56) 4
150 (84) [Примечание (2)] 10 200 (111) [Примечание (2)]
20
ПРИМЕЧАНИЯ:
(1) Минимальное время выдержки при толщине в 1 дюйм (25мм) и менее. Добавьте 15 минут на каждый дополнительный дюйм толщины при толщине больше 1 дюйма (25мм).
(2) Эти показатели низких температур постсварочной тепловой обработки разрешены только для материалов групп Р-№ 1 и № 2.
используемая в Таблицах AF-402.1, AF-402.2, и AF- 630.1, есть толщина сварного соединения, определение которого приводится ниже. Для сосудов, работающих под давлением или их комплектующих, подвергаемых постсварочной тепловой обработке посредством погружения в печь, это наибольшая толщина сварки в любом сосуде или его комплектующем, который еще не подвергался постсварочной тепловой обработке. (а) когда в сварном соединении свариваются части одинаковой толщины, посредством стыкового шва полного проплавления, номинальная толщина есть общая глубина сварки, минус любое разрешенное сварочное укрепление. (б) для стыковых швов, номинальная толщина есть глубина стыка. (в) для угловых швов, номинальная толщина есть параметры горла. Если угловой шов используется в комбинации со стыковым швом, номинальная толщина представляет глубину стыка или параметры горла, в зависимости от наибольшего показателя. (г) для приварки шпилек, номинальная толщина есть диаметр шпильки. (д) когда в сварном соединении свариваются детали неодинаковой толщины, номинальная толщина будет следующей:
(1) самая тонкая из двух примыкающих деталей в приварке шпилек, включая соединения головки и корпуса;
(2) толщина корпуса в соединениях с трубными заготовками, плоскими головками винта, фланцами, и сходными конструкциями;
(3) на рис. AD-610.1, AD-612.1, AD-613.1, а также AD-621.1, толщина сварки вдоль шейки форсунки, или корпуса, или головки, или усиливающей прокладки, или крепления,
приваренного угловым швом, в зависимости от наибольшего показателя;
(4) толщина шейки форсунки на месте соединения шейки с фланцевыми соединениями;
(5) толщина сварки на участке крепления, когда деталь, не подверженная давлению, приваривается к детали, давлению подверженной;
(6) толщина сварки в соединениях трубка- трубная заготовка;
(7) в случае ремонта, номинальная толщина есть глубина ремонтного шва.
AF-402.4 Тепловая Обработка Сварных Швов Электрошлаковая сварка в ферритных материалах толщиной в месте соединения более 1½ дюйма (38мм) будет подвергнута тепловой обработке, направленной на улучшение структуры (аустенизации). Когда пост-тепловая обработка, находится в стадии аустенизации, тепловые и охладительные ограничения AF-415(b) и (е) не применимы только к материалам Р-№ 1. AF-410 Циклы Нагревания до Соединения и Местного Подогрева Периферийных Узлов После их Подсоединения Постсварочная тепловая обработка будет проводиться в соответствии с одной из процедур настоящего параграфа. В нижеописанных процедурах, пропиточная лента определяется в качестве металлического объема, необходимого для соответствия или превышения минимальных температур PWHT, указанных в Таблице AF-402.1. Как минимум, пропиточная лента должна содержать сварку, зону, подверженную воздействию тепла, и фрагмент основной конструкции, примыкающий к сварке, подвергаемой тепловой обработке. Минимальная ширина данного объема есть его наибольшая ширина плюс t или 2 дюйма (51мм), в зависимости от наименьшей величины, на каждой стороне или конце сварки. Термин t представляет номинальную толщину согласно AF-402.3. AF-410.1 Нагревание Сосуда в Печи в Течение Одного Цикла. Подогрев сосуда целиком в закрытой печи. Данная процедура наиболее предпочтительна и должны быть использована при каждой возможности. AF-410.2 Нагревание Сосуда в Печи в Ходе Нескольких Циклов. Нагревание сосуда в печи ходе нескольких циклов, при условии, что пересечение секторов сосуда составляет, как минимум, 5 футов (1.5м). Во время проведения данной процедуры, участок, выдающийся из печи, должен быть накрыт таким образом, чтобы отклонение температуры не нанесло вреда изделию. Поперечное сечение в том месте, где сосуд выступает из печи, не пересекается с форсункой или иным структурным элементом, нарушающим непрерывную линию. AF- 410.3 Нагревание Секций Корпуса, Головок, и Прочих Участков до их Скрепления. Нагревание секций корпуса, головок, и/или секций сосудов для постсварочной тепловой обработки продольных
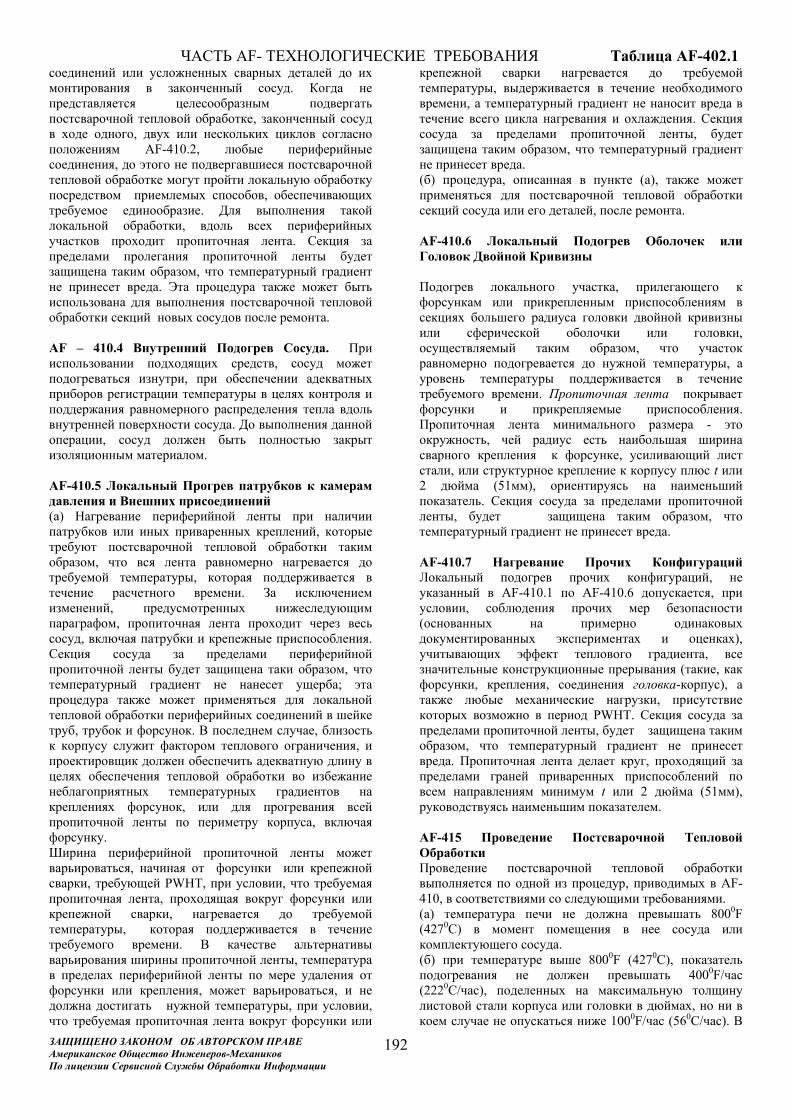
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
192
соединений или усложненных сварных деталей до их монтирования в законченный сосуд. Когда не представляется целесообразным подвергать постсварочной тепловой обработке, законченный сосуд в ходе одного, двух или нескольких циклов согласно положениям AF-410.2, любые периферийные соединения, до этого не подвергавшиеся постсварочной тепловой обработке могут пройти локальную обработку посредством приемлемых способов, обеспечивающих требуемое единообразие. Для выполнения такой локальной обработки, вдоль всех периферийных участков проходит пропиточная лента. Секция за пределами пролегания пропиточной ленты будет защищена таким образом, что температурный градиент не принесет вреда. Эта процедура также может быть использована для выполнения постсварочной тепловой обработки секций новых сосудов после ремонта. AF – 410.4 Внутренний Подогрев Сосуда. При использовании подходящих средств, сосуд может подогреваться изнутри, при обеспечении адекватных приборов регистрации температуры в целях контроля и поддержания равномерного распределения тепла вдоль внутренней поверхности сосуда. До выполнения данной операции, сосуд должен быть полностью закрыт изоляционным материалом. AF-410.5 Локальный Прогрев патрубков к камерам давления и Внешних присоединений (а) Нагревание периферийной ленты при наличии патрубков или иных приваренных креплений, которые требуют постсварочной тепловой обработки таким образом, что вся лента равномерно нагревается до требуемой температуры, которая поддерживается в течение расчетного времени. За исключением изменений, предусмотренных нижеследующим параграфом, пропиточная лента проходит через весь сосуд, включая патрубки и крепежные приспособления. Секция сосуда за пределами периферийной пропиточной ленты будет защищена таки образом, что температурный градиент не нанесет ущерба; эта процедура также может применяться для локальной тепловой обработки периферийных соединений в шейке труб, трубок и форсунок. В последнем случае, близость к корпусу служит фактором теплового ограничения, и проектировщик должен обеспечить адекватную длину в целях обеспечения тепловой обработки во избежание неблагоприятных температурных градиентов на креплениях форсунок, или для прогревания всей пропиточной ленты по периметру корпуса, включая форсунку. Ширина периферийной пропиточной ленты может варьироваться, начиная от форсунки или крепежной сварки, требующей PWHT, при условии, что требуемая пропиточная лента, проходящая вокруг форсунки или крепежной сварки, нагревается до требуемой температуры, которая поддерживается в течение требуемого времени. В качестве альтернативы варьирования ширины пропиточной ленты, температура в пределах периферийной ленты по мере удаления от форсунки или крепления, может варьироваться, и не должна достигать нужной температуры, при условии, что требуемая пропиточная лента вокруг форсунки или
крепежной сварки нагревается до требуемой температуры, выдерживается в течение необходимого времени, а температурный градиент не наносит вреда в течение всего цикла нагревания и охлаждения. Секция сосуда за пределами пропиточной ленты, будет защищена таким образом, что температурный градиент не принесет вреда. (б) процедура, описанная в пункте (а), также может применяться для постсварочной тепловой обработки секций сосуда или его деталей, после ремонта. AF-410.6 Локальный Подогрев Оболочек или Головок Двойной Кривизны Подогрев локального участка, прилегающего к форсункам или прикрепленным приспособлениям в секциях большего радиуса головки двойной кривизны или сферической оболочки или головки, осуществляемый таким образом, что участок равномерно подогревается до нужной температуры, а уровень температуры поддерживается в течение требуемого времени. Пропиточная лента покрывает форсунки и прикрепляемые приспособления. Пропиточная лента минимального размера - это окружность, чей радиус есть наибольшая ширина сварного крепления к форсунке, усиливающий лист стали, или структурное крепление к корпусу плюс t или 2 дюйма (51мм), ориентируясь на наименьший показатель. Секция сосуда за пределами пропиточной ленты, будет защищена таким образом, что температурный градиент не принесет вреда. AF-410.7 Нагревание Прочих Конфигураций Локальный подогрев прочих конфигураций, не указанный в AF-410.1 по AF-410.6 допускается, при условии, соблюдения прочих мер безопасности (основанных на примерно одинаковых документированных экспериментах и оценках), учитывающих эффект теплового градиента, все значительные конструкционные прерывания (такие, как форсунки, крепления, соединения головка-корпус), а также любые механические нагрузки, присутствие которых возможно в период PWHT. Секция сосуда за пределами пропиточной ленты, будет защищена таким образом, что температурный градиент не принесет вреда. Пропиточная лента делает круг, проходящий за пределами граней приваренных приспособлений по всем направлениям минимум t или 2 дюйма (51мм), руководствуясь наименьшим показателем. AF-415 Проведение Постсварочной Тепловой Обработки Проведение постсварочной тепловой обработки выполняется по одной из процедур, приводимых в AF-410, в соответствиями со следующими требованиями. (а) температура печи не должна превышать 8000F (4270C) в момент помещения в нее сосуда или комплектующего сосуда. (б) при температуре выше 8000F (4270C), показатель подогревания не должен превышать 4000F/час (2220C/час), поделенных на максимальную толщину листовой стали корпуса или головки в дюймах, но ни в коем случае не опускаться ниже 1000F/час (560C/час). В
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
ЗАЩИЩЕНО ЗАКОНОМ ОБ АВТОРСКОМ ПРАВЕ Американское Общество Инженеров-Механиков По лицензии Сервисной Службы Обработки Информации
193
период подогрева всей секции сосуда, в пределах 15 футового интервала (4.6 м), температурного перепада, превышающего 2500F (1390C) не ожидается. (в) сосуд или его комплектующая часть будет выдерживаться при температуре, равной или выше температуры, указанной в Таблице AF-402.2 в течение времени, указанного в Таблицах. В период выдерживания, не ожидается разницы, превышающей 1500F (830C) между наивысшим и наименьшим температурным показателем на всем участке обогреваемого сосуда, за исключением случаев, в которых диапазон далее ограничивается Таблицей AF-402.1. (г) в период нагревания и выдерживания, атмосфера печи контролируется таким образом, чтобы избежать чрезмерного окисления поверхности сосуда. Устройство печи должно способствовать предотвращению прямого контакта пламени с поверхностью сосуда. (д) при температуре выше 8000F (4270C), охлаждение проводится в закрытой печи или камере охлаждения, при показателе не выше 5000F/час (2780C/час), поделенном на максимальную толщину метала корпуса или головки в дюймах, но ни в коем случае не ниже 1000F/час (560C/час). Начиная с 8000F (4270C), сосуд может охлаждаться в среде с неподвижным воздухом. AF-420 Постсварочная Тепловая Обработка После Ремонтных работ и иных Изменений За исключением случаев, разрешенных AF-420.1, сосуды или части, которые подвергались постсварочной тепловой обработке, в соответствии с настоящей Статьей, будут повторно подвержены постсварочной тепловой обработке после проведения ремонтных работ. AF-420.1 Сварочные Ремонтные Работы, Выполняемые После Постсварочной Тепловой Обработки Сварочные ремонтные работы на материалах Р-№ 3 группы №№ 1-3, и на сварных металлах, используемых в соединении этих материалов, могут выполняться после окончательной постсварочной тепловой обработки (ПСТО), но перед заключительным гидростатическим тестированием, без дополнительной ПСТО, при условии, что последняя не является сервисным требованием согласно AG-301.1(с), за исключением случаев, указанных в Таблице AF-402.1, или при условии, что материал не должен проходить тестирование на ударную вязкость для аттестации параметров ударовязкости по АМ-204. Сварочные ремонтные работы должны соответствовать требованиям с (а) по (е), указанным ниже. Данные требования не применяются в случае, если сварные ремонтные работы представляют незначительные восстановления поверхности, которые требуются при снятии фитингов конструкции, а также, если содержимое сосуда не попадает на его поверхность. (а) Производитель предоставляет предварительное уведомление пользователю или назначенному им представителю о ремонте, и не приступает к выполнению работ до получения согласия. Эти ремонтные работы будут отражены в спецификации технических сведений.
(б) общая глубина ремонтного шва не должна превышать 1½ дюйма (38мм) для материалов Р-№ 1, группы № 1-3, а также 5/8 дюймов (16мм) для материалов Р-№ 3, группы № 1-3. Общая глубина сварного ремонтного шва будет исчисляться как сумма глубин ремонтных швов, выполненных с обеих сторон сварки на данном участке. (в) После устранения дефекта, шов будет проверен методом магнитных частиц или проникающей жидкости, согласно Статье 9-1 для МТ и 9-2 для РТ. (г) Помимо требований Раздела IX, об аттестации сварочной процедуры, применяются нижеследующие положения.
(1) сварочный металлический шов накладывается с использованием ручного газо-защитного покрытия, посредством низко-водородных электродов. Электроды должным образом кондиционируются согласно Разделу II, Часть С, SFA-5.5, A5.6. максимальная ширина диэлектрического слоя будет в 4 раза превышать диаметр сердечника электрода.
(2) На материалах Р-№ 1, группа № 1-3, в момент сварки, ремонтный участок подвергается предварительному подогреву при минимальной температуре 2000F (930C).
(3) По материалам Р-№ 3, группа № 1-3, метод ремонтной сварки ограничивается нанесением сваркой прерывистого шва, а также улучшением структуры нанесенного слоя металла с помощью направления. В момент сварки, участок ремонта подвергается предварительному нагреванию и выдерживается на температурном режиме 3500F (1770C). Максимальная переходная температура составляет 4500F (2320C). Начальный слой сварного металла накладывается на всю поверхность, посредством электродов с максимальным диаметром 1/8 дюйм. (3.2мм). Приблизительно половина толщины этого слоя снимается при шлифовке перед нанесением последующих слоев. Последующие сварные слои накладываются с использованием электродов с максимальным диаметром 5/32 дюйм. (4 мм) таким образом, чтобы гарантировать наплавление металла на предыдущие сварные швы и прилегающие участки, испытавшие воздействие тепла. Нанесение заключительного слоя с наплавлением металла производится выше уровня ремонтируемой поверхности без соприкосновения с основной конструкцией, но достаточно близко к краю нижележащего сварного шва, в целях обеспечения наплавления участка основной конструкции, подверженного воздействию тепла. По завершению всех сварочных работ, участок ремонта выдерживается в температурном режиме от 4000F (2040C) до 5000F (2600C) в течении, минимум 4 часов. Заключительный слой наплавленного металла удаляется практически вровень с поверхностью

ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
194
основной конструкции. (д) после того, как завершенный ремонтный шов достиг температуры окружающей среды, он подвергается проверке посредством такого же не разрушающего испытания, какое упоминается в вышеуказанном пункте (в),
для выявления возможного замедленного трещинообразования в сварке, за исключением материалов Р-№ 3, группы № 3, проверка будет проведена после нахождения материала в температуре внешней среды в течение, минимум, 48 часов. Если проверка проводится методом магнитных частиц, приемлемым считается только соединение переменного тока. Кроме того, сварные ремонтные швы глубиной более 3/8 дюйма (10мм) на материалах и на сварных деталях, подлежат радиографической проверке в соответствии с AI-500.
(и) После сварочного ремонта, сосуд должен пройти гидростатическое тестирование.
ЧАСТЬ AF- ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ Таблица AF-402.1
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
195
СТАТЬЯ F-5 ОСОБЫЕ ТРЕБОВАНИЯ ПО КОРРОЗИОННОУСТОЙЧИВОЙ
ЦЕЛЬНОЙ СВАРКЕ ИЛИ ПЛАКИРОВАННЫМ ИЛИ РАСПОЛОЖЕННЫМ В ОДНУ ЛИНИЮ ЧАСТЯМ НАЛОЖЕННОГО
МЕТАЛЛА СВАРОЧНОГО ШВА И ПО ПРОЧНОПЛОТНЫМ СВАРНЫМ ШВАМ
AF-500 МАТЕРИАЛ AF-501 Основной материал или части плакированного наложения металла сварочного шва или коррозионноустойчивой составляющей. Основной материал или компоненты с коррозионноустойчивыми составляющими сварного шва или швов плакированных покрытиями должны соответствовать требованиям АМ-220 и АМ-230. AF-503 Вставные полосы в плакировочные материалы Номинальная толщина вставных планок, применяемых для восстановления плакировки на соединениях, должна быть равна условно минимальной толщине плакировки, установленной для листов, с наплавленным на угловой шов коррозионноустойчивым покрытием, вровень с поверхностью смежной плакировки. Вставные планки не применяются, когда плакировка рассматривается как часть корпуса, применённая для усиления прочности. AF-505 Состав металла сварочного шва Швы, подверженные коррозионному воздействию содержимого резервуара, должны иметь защиту от коррозии не меньше, чем коррозионноустойчивая составляющая или сварная накладная плакировка или футеровка. Рекомендуется применение присадочного металла, как наплавляемого металла, с такими же составными компонентами, что и у сварных частей. Металл сварного шва из различных составных элементов, может быть использован при условии, что он, по мнению производителя, обладает улучшенными механическими свойствами и пользователь
удовлетворён его коррозинноустойчивыми свойствами, для определённых условий эксплуатации. Содержание ниобия в стабилизированной аустенитной нержавеющей стали, не должно превышать 1.00%, кроме случаев, когда более высокое содержание, разрешается в свариваемых компонентах. AF-510 СОЕДИНЕНИЯ В КОРРОЗИОННОУСТОЙЧИВОЙ СОСТАВЛЯЮЩЕЙ ИЛИ ПЛАКИРУЮЩЕМ НАЛОЖЕНИИ МЕТАЛЛА СВАРОЧНОГО ШВА И НАЛОЖЕННОМ ПОКРЫТИИ
Тип соединений и технология сварки, должны быть такими чтобы минимизировать образование хрупких сварочных элементов при смешивании металла коррозионноустойчивых сплавов и основного материала. ПРИМЕЧАНИЕ: Разницу термических коэффициентов расширения разнородных металлов, следует учитывать при расчётах и конструкции резервуаров, в соответствии с положениями данного параграфа, для избежания трудностей в эксплуатации при экстремальных температурных условиях или при необычном сжатии компонентов, происходящим в точке концентрации напряжения.
AF-520 ТЕХНОЛОГИЯ СВАРКИ Технология сварки коррозионноустойчивого сварного наплавления, композитной плакировки и соединения футеровки, должна быть подготовлена и квалифицированна в соответствии с требованиями Раздела IX. AF-540 МЕТОДЫ ПРИМЕНЯЕМЫЕ ПРИ НАЛОЖЕНИИ ПОКРЫТИЯ Покрытие может быть наложено на основной материал с использованием сварочных методов и технологии не запрещённых правилами данного Раздела.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
196
AF-550 ПОСЛЕСВАРОЧНАЯ ТЕРМООБРАБОТКА ПЛАКИРОВАННЫХ И ФУТЕРОВАННЫХ СВАРИВАЕМЫХ ДЕТАЛЕЙ AF-551 Требования для случаев, когда основному металлу необходима послесварочная термообработка Когда основной метал, должен быть термически обработан, резервуары или компоненты резервуаров, сконструированные с применением цельной или наварной плакировки или наложенной футеровки, должны быть так же, термически обработаны после сварки. При применении данного правила, определяющей толщиной, должна быть общая толщина основного материала. Когда толщина основного материала требует проведение послесварочной термической обработки, она должна производиться после наложения коррозионноустойчивой сварной плакировки или футеровки, если иное не предусмотрено в примечании к Таблице AF-402.1. AF-552 Требования, применяемые когда основной металл, плакировка или футеровка выполнена из хромистой стали Резервуары или компоненты резервуаров, сконструированные из основного материала из нержавеющих хромистых сплавов, с применением цельной или сварной плакировки или наложенной футеровки, должны быть термически обработаны после сварки, по всем типам толщины, за исключением резервуаров, плакированных или футерованных по Типу 405 или 410S и сваренных нержавеющими электродами или самозакаливающимися электродами из сплава никеля, хрома и железа, которые не должны быть термически обработаны, если иное не предусмотрено в AF-551. AF-560 ТРЕБОВАНИЯ ДЛЯ ОСНОВНОГО МАТЕРИАЛА С АНТИКОРРОЗИОННОЙ СОСТАВЛЯЮЩЕЙ ИЛИ ПЛАКИРОВАННЫМ НАЛОЖЕНИЕМ МЕТАЛЛА СВАРОЧНОГО ШВА AF-561 Оценка технологического процесса для стыковых сварных швов в основном материале с антикоррозионной составляющей или плакированным наложением металла сварочного шва Для проведения квалификации технологии, следует следовать требованиям Раздела IX, QW-217. AF-561.1 Когда толщина антикоррозионной составляющей или плакированного наложения металла сварочного шва не включены в расчётную толщину. Технология сварки сварных угловых швов в интегральном или сварном наложении, должно квалифицироваться в соответствии с AF-520, когда любая часть толщины плакированного основного металла, включена в проектные расчёты, в соответствии с AD-116.
AF-561.2 Когда толщина интегральной или сварной плакировки не включена в расчётную толщину. Когда толщина интегральной или сварной плакировки не включена в расчётную толщину технология сварки сварных угловых швов в интегральном или сварном наложении, должно квалифицироваться в соответствии с AF-520, либо швы в основном или плакированном соединении могут быть квалифицированны по правилам Раздела IX. AF-562 Оценка технологического процесса для сплавных сварных швов в металле основной конструкции. AF-562.1 Для сварных стыковых швов. Сварные стыковые швы в листах основного металла, могут быть сварены с применением наплавочного металла из коррозионноустойчивых сплавов или стыковые соединения могут быть сделаны из материала между коррозионноустойчивыми сплавами и углеродистыми или низколегированными сплавами, при условии, что технология сварки и сварщики квалифицированны в соответствии с требованиями Раздела IX, для применения комбинированных материалов. Примерами применения данного правила, является сварка основного металла электродами из сплавов и соединения патрубков из сплавов с корпусом, из углеродистой стали. AF-562.2 Для сварных стыковых швов. Сварные стыковые швы коррозионноустойчивого металла в контакте с двумя материалами разнородной композиции, могут быть применены в соединениях, включенных в Статью F-3, а так же во всех других соединениях, допускаемых по правилам данного Раздела. Квалификация технологии сварки и сварщиков, применяемая к сварным стыковым швам, для данной комбинации материалов и сплавов, должна производиться в соответствии с AF-321. AF-563 Проведение оценки для стыковых сварных швов в основном материале с антикоррозионной составляющей или плакированным наложением металла сварочного шва Сварщики и операторы автоматической сварки должны квалифицироваться в соответствии с требованиями Раздела IX. AF-570 ТРЕБОВАНИЯ ПО КОНТРОЛЬНОМУ ОБСЛЕДОВАНИЮ AF-571 Контрольный осмотр плакирования или футеровки из хромистого сплава Соединения между слоями плакировки или футеровочной облицовкой должны быть проверены на наличие трещин следующим образом: (а) Швы, сваренные с наплавочным металлом из хромистых сплавов, должны быть проверены по всей длине. Швы хромистых сплавов в непрерывном
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
197
контакте со швами в основном металле, должны быть испытаны методом рентгенографической дефектоскопии. Швы облицовочного материала, в контакте с основным металлом, но только сечение швов в основном металле, могут быть исследованы любым методом, с помощью которого можно обнаружить трещины в поверхности. (b) Соединения, сваренные с наплавочным хромово-никелевым сплавом, должны быть испытаны методом точечной рентгенографической дефектоскопии, в соответствии с методом, описанным в Статье I-5. Для футерованных конструкций, минимум одна точечная проверка, должна быть произведена на отрезке футерованного шва, контактирующего с металлом шва основного листа. AF-572 Контрольный осмотр камер давления и частей Резервуары и компоненты резервуаров, сконструированные из основного материала с интегральной или сварной плакировкой или с наложенной футеровкой, должны быть испытаны на рентгенографическую дефектоскопию, как требуется по правилам Статьи F-2. В дополнение все швы ферритных материалов, сделанные методом электрошлаковой сварки, должны быть испытаны методом ультразвуковой дефектоскопии, в соответствии с требованиями Статьи 9-3. Ультразвуковая дефектоскопия должна производиться после термической обработки с добавкой, измельчающей зерно (аустенизация), или после послесварочной термической обработки. Ультразвуковые испытания окончательно обработанных швов, могут быть применены вместо рентгенографических, если конструкция резервуара не позволяет применение интерпретируемой рентгенографии. Для ознакомления с требованиями смотрите примечание (3) к Таблице AF-241.1. Все швы, произведённые при сварке методом пучка электронов, так же должны быть испытаны методом ультразвуковой дефектоскопии по всей длине, в соответствии с требованиями Статьи 9-3. AF-572.1 Контрольный осмотр плит основания, защищённых полосовым покрытием. Когда конструкция из основного материала, с цельной или сварной плакировкой или футеровкой, защищена накладной полосой или листом из коррозионноустойчивого материала, наложенного на швы основного материала, для завершения плакировки или футеровки, испытание методом рентгенографической дефектоскопии, должны производиться на готовых швах основного листа до нанесения облицовки. AF-572.2 Контрольный осмотр плит основания, защищённых сварным швом с антикоррозийной составляющей Рентгенографические испытания, требуемые по правилам Статьи F-2, должны производиться после сварки, включая коррозионноустойчивый слой, кроме
того, что рентгенографическая проверка должна производиться на швах основного металла, до нанесения покрытия из сплавов, при условии выполнения следующих требований. (а) Толщина основного материала в сварных соединениях не меньше, чем требуется по проектным расчётам. (b) Коррозионноустойчивое покрытие из сплавов не является воздушнозакаливающимся. (с) Завершённые швы сплавов, проверены с применением любого метода, устанавливающего наличие трещин. AF-580 ИНСПЕКЦИОННЫЕ ОСМОТРЫ И ИСПЫТАНИЯ AF-581 Общие требования Правила приведённых ниже параграфов, применяются специально для инспекционных осмотров и испытаний бестопочных камер давления и компонентов резервуара, сконструированных из основного материала, покрытого цельной или сварной плакировкой и коррозионноустойчивой футеровкой, и должны применяться в единстве с общими правилами для проведения инспекционных осмотров, в Части AI и для испытаний и в Части АТ, имеющим отношение к методам изготовления. AF-582 Прочность наложенной футеровки Рекомендуется проведение испытаний на герметичность нанесённой футеровки, которая должна соответствовать установленному типу эксплуатации. Точные данные по испытаниям должны быть предметом договора между пользователем и производителем. Испытания должны быть достаточными, для подтверждения отсутствия повреждений в основном материале, несущем нагрузку. Когда ожидается быстрая коррозия основного материала, при контакте с содержимым резервуара, особое внимание следует уделить разработке и выполнению испытаний на герметичность. AF-582.1 Внутренняя инспекция камеры давления после испытания на прочность. После проведения гидростатических испытаний (см. Статью Т-3) внутренняя часть резервуара должна быть осмотрена на наличие утечки испытательных жидкостей, через соединения футеровки. AF-582.2 Требования, применяемые при обнаружении утечки. Если испытательные жидкости просачиваются через наложенную футеровку, существует опасность, что жидкость останется на месте до ввода резервуара в эксплуатацию. В случаях, когда рабочая температура в резервуаре выше точки кипения испытательной жидкости, резервуар должен медленно нагреваться достаточно долго, для выпаривания всех оставшихся испытательных жидкостей, из под наложенной футеровки, без нанесения повреждений футеровке. Данная операция
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
198
может быть выполнена на заводе производителя резервуара либо на рабочей площадке для установки резервуара. После удаления жидкостей, футеровка должна быть отремонтирована с помощью сварки. Повторное проведение рентгенографической проверки, термической обработки или гидростатических испытаний, после ремонта футеровки не требуется, кроме случаев когда есть предположение, что ремонтные швы могут иметь дефекты, проникающие в основной материал, и инспектор принимает решение возможности повторения одной или более процедур. AF-590 МАРКИРОВКА И ПОДГОТОВКА ОТЧЁТОВ Положения по маркировке и подготовке отчётов в Части AS, применяются к резервуарам сконструированных из основного материала, с цельной или сварной металлической плакировкой и коррозионноустойчивой футеровкой, со следующими дополнениями к отчёту производителя по техническим данным: (а) спецификация и тип материала футеровки; (b) применяемый параграф, в соответствии с которым, были спроектированы корпус и верхняя часть резервуара.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
199
СТАТЬЯ F-6
СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ К ФЕРРИТНОЙ СТАЛИ
ОБЛАДАЮЩЕЙ ХАРАКТЕРИСТИКАМИ РАСТЯЖИМОСТИ, УСИЛЕННЫМИ ЗАКАЛИВАНИЕМ С ПОСЛЕДУЮЩИМ ОТПУСКОМ
AF-600 ОБЩИЕ СВЕДЕНИЯ Следующие правила применимы к сортам стали, используемым в изготовлении сварных деталей резервуаров, характеристики растяжимости которых были усилены обработкой путем закаливания с последующим отпуском, и будут по возможности применяться наряду с общими производственными требованиями, указанными в части АF, а также с требованиями части АМ и AD настоящего Раздела. Положения АМ-202.1 (d) также распространяются на материалы, растяжимость которых усилена обработкой путем закаливания с последующим отпуском. AF-601 Маркировка на стальных листах и других материалах Любое маркировочное тиснение на стали выполняется коммерчески доступными штампами «слабого тиснения». На материале толщиной меньше 1/2дюйма (13мм) можно обходиться без тиснения на стали всех видов. Для нанесения иной маркировки на местах тиснения, см. AF-102.1. AF-602 Требования по Термообработке материала Весь материал должен подвергаться термообработке в соответствиями с применимыми спецификациями. AF-605 Требования по Термообработке Материала после Формовки (а) детали, формующиеся после закаливания с последующим отпуском при температуре ниже конечного температурного показателя, обрабатываются в соответствии с требованиями, указанными в Таблице AF-630.1. когда максимальное вытягивание волокон превышает 5%, согласно уравнениям (1) и (2):
(1) для двойного искривления (например, головок):
% максимального растягивания волокон
(2) для одного искривления (например, в
цилиндрах): где t = толщина листа дюймы, (мм) Rf = конечный осевой/диаметральный радиус, дюймы, (мм)
(б) детали, формованные при температурах, равных или выше оригинальных температур первоначальной закалки, будут закалены и отпущены повторно в соответствии с применимыми требованиями спецификаций по материалам до или после приваривания к резервуару.
AF- 606 Минимальная Толщина после Формовки
Минимальная толщина после формовки
любого сектора, подвергаемого давлению, должна составлять ¼ дюймов (6мм).
AF- 610 ТРЕБОВАНИЯ ПО ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ
AF- 611 Квалификационные требования к технологии сварки и сварщикам
Градация сварочных мероприятий и квалификация лиц, ответственных за их проведение должна соответствовать требованиям Раздела IX, а квалификационное тестирование выполняется на образцах тепловой обработки после сварки в процессе самой тепловой обработки.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
200
AF-612 Дополнительные Требования по проведению Сварочных работ (а) Присадочный металл, содержание ванадия в котором превышает 0.06%, не используется в сварных деталях, подлежащих термообработке после сварки. (б) Для сварных резервуаров, сварные детали которых не подлежат закаливанию и отпуску, наложенный сварочный метал и участки, подверженные воздействию тепла, должны соответствовать требованиям по испытаниям на ударную вязкость АМ-204, за исключением тестирования образцов с V-образным надрезом по Шарпи, а также требованиям Статьи Т-2. (в) Следующие материалы освобождаются от производственных испытаний на ударную вязкость согласно АМ-204 при условиях, данных ниже: Спецификация № № изделия № группы SA –353 K81340 11A/1 SA-522 Тип I K81340 11A/1 SA-553 Тип I K81340 11A/1 SA-553 Тип II K81340 11A/1 SA-645 K41583 11A/2
(1) используется один из следующих присадочных металлов, отлитых из сплавов с высоким содержанием никеля:
Спецификация № № изделия № группы SFA–5.11 ENiCrFe-2 43 SFA-5.11 ENiCrFe-3 43 SFA-5.11 ENiCrMo-3 43 SFA-5.11 ENiCrMo-6 43 SFA-5.14 ERNiCr-3 43 SFA-5.14 ENiCrFe-6 43 SFA-5.14 ERNiCrMo-3 43 SFA-5.14 ERNiCrMo-4 44
(2) все требуемые испытания являются частью процедуры квалификационного тестирования, как указано в АМ-204.
(3) Испытания на ударную вязкость участков, подверженных воздействию тепла, выполняются в соответствии с АМ-204.
(4) Сварочный процесс ограничивается дуговой газовой сваркой металлическим электродом, и дуговой газовой вольфрамовой сваркой.
(5) Минимально допустимая температура резервуара не должна быть ниже –3200F (-1960C).
(д) Для SA-508 и SA-543, помимо переменных, указанных в Разделах IX, QW-250, следующие существенные переменные требуют (восстановления) переквалификации сварочной процедуры. (1) Изменение классификации SFA
присадочного материала, или сварочного метала, не указанного в спецификациях SFA.
(2) Повышение максимальной межпроходной/переходной температуры, или
понижение минимальной указанной температуры подогрева. Указанный диапазон между переходной и предварительной температурой не превышает 1500А (830С). (3) Изменения процесса тепловой обработки (производственные квалификационные испытания включают тепловую обработку, по сути эквивалентную обработке, встречающейся в производстве резервуара или его частей, включая максимальное усредненное суммарное время при температуре/температурах и показателях остывания). (4) Изменения в типе напряжения (постоянное/переменное), полярности, или изменения в указанном диапазоне в амперах, вольтах, или ходовой скорости. (5) Следующие изменения в толщине Т пластины квалификационного сварочного тестирования: (а) для сварочных соединений, закаленных и отпущенных после закаливания, любое увеличение в толщине (минимальное увеличение, квалифицируемое во всех случаях, это ¼ дюймов. (6мм)); (б) для сварочных соединений, которые не подвергаются закалке и отпуску после закалки, любые изменения следующего характера:
Толщина Т Изменение Менее 5/8 дюйма (16 мм) Любое увеличение толщины
(максимально квалиф. толщина составляет 2Т)
5/8 дюймов (16мм) и выше
Любое отклонение от диапазона 5/8 дюймов (16мм) до 2Т.
(6) Требования по контролю, сушению, хранению используемых материалов соответствуют нижеследующему: (а) Для выполнения всех сварочных работ, необходимо уделить внимание защите электродов от магнитных потоков, воздействия влаги и загрязнения поверхности. (б) Металлические покрытые электроды дуговой сварки должны быть низко-водородного типа в соответствии с SFA –5.5. Электроды приобретаются или обрабатываются таким образом, чтобы содержание влаги в покрытии не превышало 0.2% по весу. После открытия, в целях минимизации впитывания влаги из окружающей среды, хранение и обращение с электродами необходимо контролировать. Способы контроля содержания влаги разрабатываются Производителем резервуара, или лицами, рекомендованными производителями электродов. (7) предварительная температура составляет минимум 1000F (380С) при толщине материала до и включая ½ дюйма (13мм); 2000F (930С) минимум при толщине материала выше и включая 1 ½ дюйма (38мм); и 3000F (1490С) минимум при толщине выше 1½ дюймов (38мм). Температуру подогрева необходимо поддерживать минимум 2 часа после завершения сварочного соединения.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
201
(8) Для материалов SA-517 и SA-592, требования пункта (в) (1), (3), (4) и (6), помимо переменных раздела IX, QW-250, рассматриваются в качестве существенных переменных, требующих переквалификации сварочных работ. (9) В работе с материалами SA-517 и SA-592 с номинальной толщиной более 0.58 дюймов до 1¼ (15мм-32мм), включительно, при соблюдении следующих условий, можно отказаться от PWHT, как того требует Таблица AF-630.1: (а) поддерживается минимальная температура подогрева 2000F (930С) и максимальная переходная температура до 4000F (2040С), (б) по завершении сварочных работ без допуска остывания свариваемой детали ниже минимальной температуры подогревания, температура свариваемой детали поднимается до 4000F (2040С), и поддерживается на этом уровне по крайней мере 4 часа; и (в) все свариваемые детали проходят неразрушающий контроль, согласно положениям настоящего раздела. AF-613 Подготовка основной конструкции Подготовка краев пластины, сварочных фасок, камер и аналогичные операции, включающие снятие метала, выполняется путем машинной обработки, обкалывания, шлифовки, посредством газовой резки или строжки, как указано в АF- 613.1. АF- 613.1 Меры Предосторожности, Которые Необходимо Соблюдать при Выполнении Газовой Резки или Строжки. Когда удаление металла производится посредством методов, в которых задействована плавка, например, газовая резка, или воздушно-дуговая строжка, и т.д., удаление металла производится при должном соблюдении мер безопасности во избежание образования трещин. Там где резьбовые поверхности не подлежат последующему удалению посредством расплавления при помощи дуговой сварки они удаляются машинной обработкой или обкалыванием глубиной до 1/16 дюймов (1.6мм), с последующей инспекцией методом магнитных частиц или методом проникающей жидкости. AF-614 Выравнивание Соединений AF-614.1 Выравнивание Соединений по Длине. Допуски выравнивания по длине не превышают 20% номинальной толщины пластины, или 3/32 дюйма (2,4 мм), отдавая предпочтение меньшему показателю (вместо величин, приведенных в AF-142.1). AF-614.2 Периферическое Выравнивание Соединений. Допуски периферического выравнивания соединений не превышают следующих показателей (вместо величин, приводимых в AF-142,1):
Толщина пластины Допуск Для пластин до и включая 15/16 дюймов (24мм) толщины Для пластин более 15/16 дюймов (24мм) до и включая 1 ½ дюймов (38мм) толщины Для пластин толщиной более 1½ дюйма (38мм)
20% номинальной толщина пластин 3/16 дюймов (4.8мм) 12½% номинальной толщины пластины, но не выше ¼ дюйма (6мм)
AF-615 Обработка Сварочных Швов Необходимо придерживаться требований AF-221 и AI-501, за исключением того, что максимальная толщина скрепления по кромке не должна превышать 10% толщины пластины или 1/8 дюйма (3.2мм), смотря какой показатель меньше. Кромка покрытия, полученного путем наплавки с помощью дуговой сварки, незаметно переходит в основную конструкцию, без резких граней или подрубок; это требование применяется к угловым швам, а также сварным стыковым швам. AF-620 Разрешенные Типы Соединений Для более подробной информации о разрешенных типах соединений, см. AD-415. AF-623 Крепежные и Временные Сварные Швы AF-623.1 Материалы для конструкционных присоединений и колец жесткости. За исключением случаев, разрешенных AD-901, все постоянные несущие крепления и пояса жесткости, приваривающиеся непосредственно на детали, подверженные давлению, выполняются из материала, минимальный предел текучести которого, согласно спецификации, находится в диапазоне + 20% предела текучести материала, к которому они привариваются. AF-623.2 Выполнение Временных Швов и Швов Несущих Конструкций. Временные швы необходимо удалить, а затем восстановить гладкий контур металлической поверхности. В целях обнаружения и устранения трещин и дефектов, подобных трещине, участок необходимо проверить магнитными частицами или методом проникающей жидкости. В случае необходимости ремонтной сварки, последняя выполняется в соответствии с требованиями квалификационных процедур, а после завершения сварки, поверхность проверяется согласно требованиям Статьи 9-1 и 9-2. Временные и ремонтные швы будут считаться такими же, как все прочие швы, насколько это касается соблюдения требований для квалифицированных операторов и процедур, а также процедур тепловой обработки.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
202
AF-630 ПОСЛЕСВАРОЧНАЯ ТЕПЛОВАЯ ОБРАБОТКА Резервуары или детали резервуаров, сконструированные из закаленной и отпущенной стали, подвергаются термообработке когда этого требует Таблица AF-630.1, когда сварочные ферритные материалы толщиной более 1/8 дюйма (3.2мм), прошли электронную сварку, а также при использовании в сварочных материалах всех показателей толщины инерционного сварочного процесса и сварки приводом остаточного трения. Для определения толщины, при которой требуется постсварочная тепловая обработка по Таблице AF-630.1 для резервуаров, чьи стенки или детали покрыты засорением и сварочными отложениями, используется итоговая толщина материала основной конструкции. AF-631 Требования к Послеварочной Термообработке Послесварочная термообработка выполняется в соответствии со статьей F-4, согласно изменениям, внесенным по требованиям, изложенным в Таблице AF-630.1. Температура PWHT ни в коем случае не должна превышать температуру отпуска. PWHT и отпуск могут проводиться одновременно. Не требуется применять максимальный уровень охлаждения, указанный в AF-415(е). Там, где интенсивного охлаждения требует спецификация материала, такой же минимальный уровень охлаждения применяется в отношении PWHT. AF—631.1 Послесварочная термообработка Соединений и Креплений. Все сварочные швы соединений и креплений после сварки подвергаются термообработке тогда, когда это указано в требованиях Таблицы AF-630.1, на основании максимальной толщины материала в месте крепления к головке или корпусу (см. AF-402.1 и AF-402.1). AF- 635 Процедура Тепловой Обработки AF- 635.1 Нагревательная Печь. Печи для прокаливания, закаливания и отпуска оснащаются специальным оборудованием для автоматической записи температурных показателей. Во время выдержки производится запись температуры металла, из которого изготовлен резервуар или деталь резервуара, и поддерживается в пределах + 250F (+ 140C). AF-635.2 Закалка водой Плоских листов и частей. Закалка водой плоских поверхностей и отдельных деталей производится в соответствии с требованиями применимых спецификаций по обращению с материалом. AF-635.3. Закалка Секций корпуса и верхних частей. Формовые пластины для корпусных секций и головок может закаливаться посредством распыления или погружения.
AF-635.4 Закаливание Целых Резервуаров. Целые резервуары, после завершения всех сварочных работ, могут пройти закаливание посредством распыления или погружения. AF-636 Проектирование и Управление Оборудованием для Закаливания Проектирование и управление распылительным оборудованием, а также размеры резервуаров и условия усиленной циркуляции должны быть рассчитаны на суровую закалку закаливаемого изделия, достаточную для соответствия требованиям спецификаций по обращению с материалами на проверке образцов после закаливания. AF-640 СЕРТИФИКАЦИОННЫЕ ИСПЫТАНИЯ ТЕПЛОВОЙ ОБРАБОТКИ AF-641 Проверочные Испытания Тепловой Обработки Испытания проводятся с тем, чтобы характеристики, приобретенные после закаливания, отпуска и последующей тепловой обработки, выполненной изготовителем, соответствовали требуемым параметрам. Для достижения этих целей, необходимо, как минимум, придерживаться требований AF-642(б) и (в). AF-642 Порядок Проведения Сертификационных Испытаний (а) Один или более образцов для тестирования (здесь и далее образцов) выполненных из тестируемого материала, а также сварочный шов в каждом резервуаре или детали резервуара подвергается термообработке с резервуаром или деталью резервуара. (б) Один или более тестовых образцов из каждой серии материала в каждом резервуаре (см. AF-642.2) проходит закаливание с резервуаром или деталью резервуара. Серия обозначает материал из той же плавки, закаленный или нормализованный одновременно, чья толщина колеблется в пределах +20% или ½ дюйма (13мм) номинальной толщины, ориентируясь на наименьший показатель. Тестовые образцы нарезаются таким образом, чтобы испытания на эластичность и прочность можно было проводить на тех же участках, где проводилось тестирование толщины, как того требуют применимые спецификации по обращению с материалами. Образцы испытаний на прочность участков подверженных воздействию тепла и сварочного металла берутся из тех участков, толщина которых соответствует толщине образца согласно АТ-201. Тестируемый отрезок образцов тестирования на эластичность и одна третья отрезка образцов испытания на прочность должны располагаться на минимальном расстоянии 1 х t от закаливаемого края и/или края тестируемого образца, где t равно толщине материала, который представляет тестируемый образец. При желании, такого же эффекта можно достигнуть путем временного прикрепления подходящих тепловых буферов. Эффективность таких буферов можно проверить на испытании.
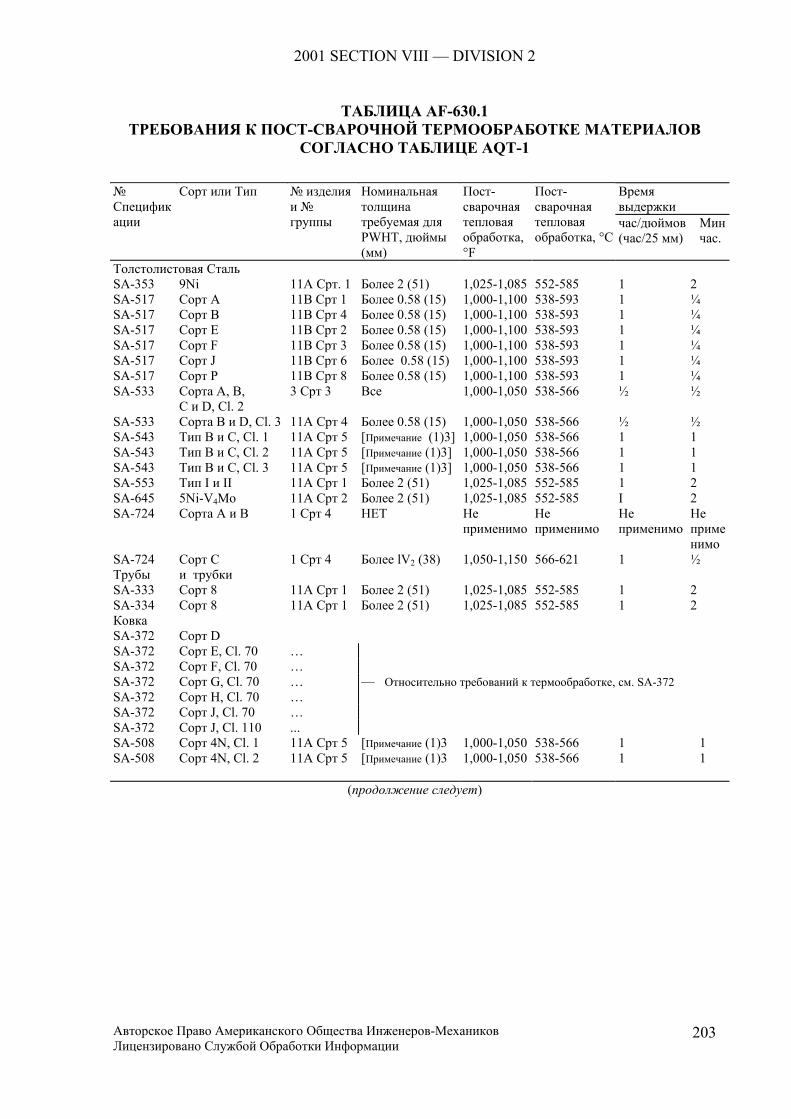
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
203
ТАБЛИЦА AF-630.1
ТРЕБОВАНИЯ К ПОСТ-СВАРОЧНОЙ ТЕРМООБРАБОТКЕ МАТЕРИАЛОВ СОГЛАСНО ТАБЛИЦЕ AQT-1
(продолжение следует)
Время выдержки
№ Спецификации
Сорт или Тип № изделия и № группы
Номинальная толщина требуемая для PWHT, дюймы (мм)
Пост-сварочная тепловая обработка, °F
Пост-сварочная тепловая обработка, °C
час/дюймов (час/25 мм)
Минчас.
Толстолистовая Сталь SA-353 9Ni 11A Срт. 1 Более 2 (51) 1,025-1,085 552-585 1 2 SA-517 Сорт A 11B Срт 1 Более 0.58 (15) 1,000-1,100 538-593 1 ¼ SA-517 Сорт B 11B Срт 4 Более 0.58 (15) 1,000-1,100 538-593 1 ¼ SA-517 Сорт E 11B Срт 2 Более 0.58 (15) 1,000-1,100 538-593 1 ¼ SA-517 Сорт F 11B Срт 3 Более 0.58 (15) 1,000-1,100 538-593 1 ¼ SA-517 Сорт J 11B Срт 6 Более 0.58 (15) 1,000-1,100 538-593 1 ¼ SA-517 Сорт P 11B Срт 8 Более 0.58 (15) 1,000-1,100 538-593 1 ¼ SA-533 Сорта A, B, 3 Срт 3 Все 1,000-1,050 538-566 ½ ½ C и D, Cl. 2 SA-533 Сорта B и D, Cl. 3 11A Срт 4 Более 0.58 (15) 1,000-1,050 538-566 ½ ½ SA-543 Тип B и C, Cl. 1 11A Срт 5 [Примечание (1)3] 1,000-1,050 538-566 1 1 SA-543 Тип B и C, Cl. 2 11A Срт 5 [Примечание (1)3] 1,000-1,050 538-566 1 1 SA-543 Тип B и C, Cl. 3 11A Срт 5 [Примечание (1)3] 1,000-1,050 538-566 1 1 SA-553 Тип I и II 11A Срт 1 Более 2 (51) 1,025-1,085 552-585 1 2 SA-645 5Ni-V4Mo 11A Срт 2 Более 2 (51) 1,025-1,085 552-585 I 2 SA-724 Сорта A и B 1 Срт 4 НЕТ Не
применимоНе применимо
Не применимо
Не применимо
SA-724 Сорт C 1 Срт 4 Более lV2 (38) 1,050-1,150 566-621 1 ½ Трубы и трубки SA-333 Сорт 8 11A Срт 1 Более 2 (51) 1,025-1,085 552-585 1 2 SA-334 Сорт 8 11A Срт 1 Более 2 (51) 1,025-1,085 552-585 1 2 Ковка SA-372 Сорт D SA-372 Сорт E, Cl. 70 … SA-372 Сорт F, Cl. 70 … SA-372 Сорт G, Cl. 70 … — Относительно требований к термообработке, см. SA-372 SA-372 Сорт H, Cl. 70 … SA-372 Сорт J, Cl. 70 … SA-372 Сорт J, Cl. 110 ... SA-508 Сорт 4N, Cl. 1 11A Срт 5 [Примечание (1)3 1,000-1,050 538-566 1 1 SA-508 Сорт 4N, Cl. 2 11A Срт 5 [Примечание (1)3 1,000-1,050 538-566 1 1
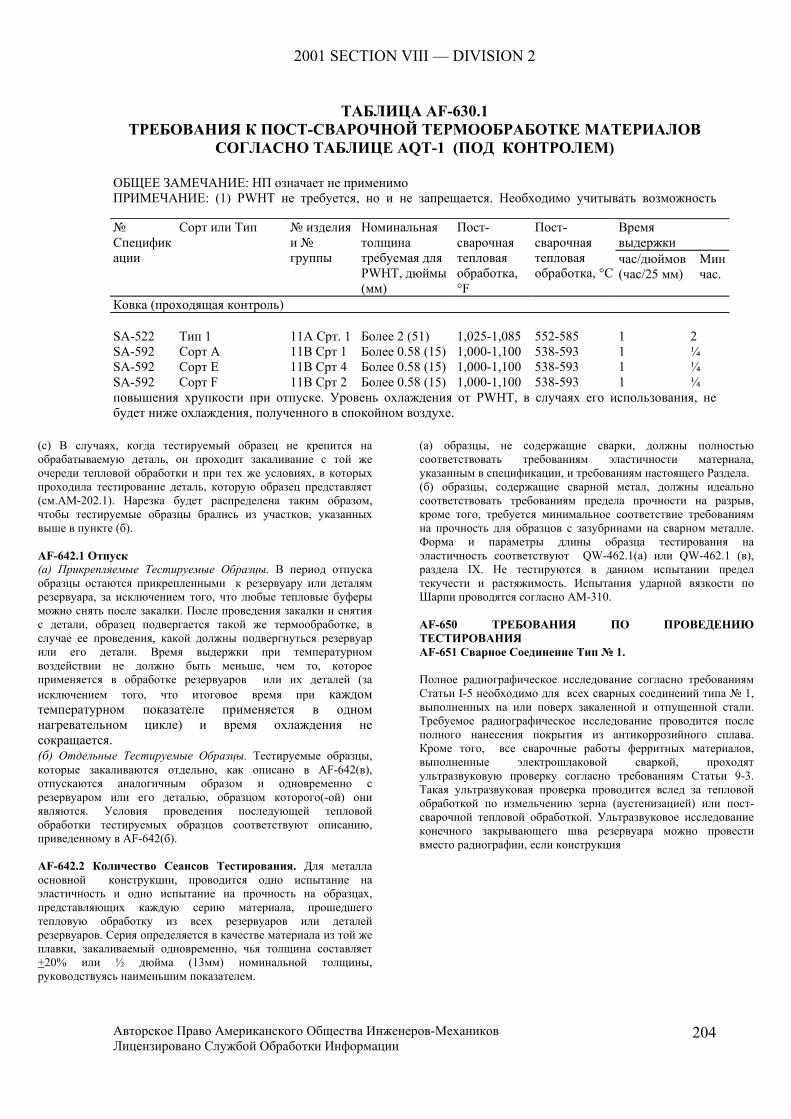
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
204
ТАБЛИЦА AF-630.1
ТРЕБОВАНИЯ К ПОСТ-СВАРОЧНОЙ ТЕРМООБРАБОТКЕ МАТЕРИАЛОВ СОГЛАСНО ТАБЛИЦЕ AQT-1 (ПОД КОНТРОЛЕМ)
ОБЩЕЕ ЗАМЕЧАНИЕ: НП означает не применимо ПРИМЕЧАНИЕ: (1) PWHT не требуется, но и не запрещается. Необходимо учитывать возможность
повышения хрупкости при отпуске. Уровень охлаждения от PWHT, в случаях его использования, не будет ниже охлаждения, полученного в спокойном воздухе.
(с) В случаях, когда тестируемый образец не крепится на обрабатываемую деталь, он проходит закаливание с той же очереди тепловой обработки и при тех же условиях, в которых проходила тестирование деталь, которую образец представляет (см.АМ-202.1). Нарезка будет распределена таким образом, чтобы тестируемые образцы брались из участков, указанных выше в пункте (б).
AF-642.1 Отпуск (а) Прикрепляемые Тестируемые Образцы. В период отпуска образцы остаются прикрепленными к резервуару или деталям резервуара, за исключением того, что любые тепловые буферы можно снять после закалки. После проведения закалки и снятия с детали, образец подвергается такой же термообработке, в случае ее проведения, какой должны подвергнуться резервуар или его детали. Время выдержки при температурном воздействии не должно быть меньше, чем то, которое применяется в обработке резервуаров или их деталей (за исключением того, что итоговое время при каждом температурном показателе применяется в одном нагревательном цикле) и время охлаждения не сокращается. (б) Отдельные Тестируемые Образцы. Тестируемые образцы, которые закаливаются отдельно, как описано в AF-642(в), отпускаются аналогичным образом и одновременно с резервуаром или его деталью, образцом которого(-ой) они являются. Условия проведения последующей тепловой обработки тестируемых образцов соответствуют описанию, приведенному в AF-642(б).
AF-642.2 Количество Сеансов Тестирования. Для металла основной конструкции, проводится одно испытание на эластичность и одно испытание на прочность на образцах, представляющих каждую серию материала, прошедшего тепловую обработку из всех резервуаров или деталей резервуаров. Серия определяется в качестве материала из той же плавки, закаливаемый одновременно, чья толщина составляет +20% или ½ дюйма (13мм) номинальной толщины, руководствуясь наименьшим показателем.
(а) образцы, не содержащие сварки, должны полностью соответствовать требованиям эластичности материала, указанным в спецификации, и требованиям настоящего Раздела. (б) образцы, содержащие сварной метал, должны идеально соответствовать требованиям предела прочности на разрыв, кроме того, требуется минимальное соответствие требованиям на прочность для образцов с зазубринами на сварном металле. Форма и параметры длины образца тестирования на эластичность соответствуют QW-462.1(a) или QW-462.1 (в), раздела IX. Не тестируются в данном испытании предел текучести и растяжимость. Испытания ударной вязкости по Шарпи проводятся согласно АМ-310.
AF-650 ТРЕБОВАНИЯ ПО ПРОВЕДЕНИЮ ТЕСТИРОВАНИЯ AF-651 Сварное Соединение Тип № 1.
Полное радиографическое исследование согласно требованиям Статьи I-5 необходимо для всех сварных соединений типа № 1, выполненных на или поверх закаленной и отпущенной стали. Требуемое радиографическое исследование проводится после полного нанесения покрытия из антикоррозийного сплава. Кроме того, все сварочные работы ферритных материалов, выполненные электрошлаковой сваркой, проходят ультразвуковую проверку согласно требованиям Статьи 9-3. Такая ультразвуковая проверка проводится вслед за тепловой обработкой по измельчению зерна (аустенизацией) или пост-сварочной тепловой обработкой. Ультразвуковое исследование конечного закрывающего шва резервуара можно провести вместо радиографии, если конструкция
Время выдержки
№ Спецификации
Сорт или Тип № изделия и № группы
Номинальная толщина требуемая для PWHT, дюймы (мм)
Пост-сварочная тепловая обработка, °F
Пост-сварочная тепловая обработка, °C
час/дюймов (час/25 мм)
Минчас.
Ковка (проходящая контроль) SA-522 Тип 1 11A Срт. 1 Более 2 (51) 1,025-1,085 552-585 1 2 SA-592 Сорт A 11B Срт 1 Более 0.58 (15) 1,000-1,100 538-593 1 ¼ SA-592 Сорт Е 11B Срт 4 Более 0.58 (15) 1,000-1,100 538-593 1 ¼ SA-592 Сорт F 11B Срт 2 Более 0.58 (15) 1,000-1,100 538-593 1 ¼
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
205
не позволяет проведения интерпретируемой радиографии. По требованиям, обратитесь к примечанию (3) в Таблице AF-241.1. все сварочные работы, выполненные электронной сваркой, а также сваркой инерционного привода и продолженного трения, также будут проходить ультразвуковое исследование по полной длине согласно требованиям Статьи 9-3. AF-652 Сварочные швы крепления патрубков Сварочные работы, проводимые с использованием патрубка, как показано на рисунке AD-613.1, проходят радиографическое исследование согласно требованиям Статьи I-5. Сварка с патрубками в корпусах толщиной более 2 дюймов, как показано на рис. AD-610.1, в соответствии с допущением AD-415, проходит проверку ультразвуковым методом, согласно Статье 9-3, и радиографическую проверку согласно требованиям Статьи I-5, за исключением патрубков с внутренним диаметром 2 дюйма (51мм) или менее, радиографию можно опустить. Требуемая радиографическая проверка проводится после нанесения покрытия из антикоррозийного сплава. Все сварочные работы, выполненные электронным способом, а также посредством инерционного сварочного процесса и сварки приводом остаточного трения, также проходят ультразвуковую проверку по всей длине, как того требует статья 9-3. AF-653 Контрольный осмотр сварочного шва За исключением случаев, разрешенных AF-653.1, вся сварка, включая сварку для прикрепления деталей без применения давления к закаленной и отпущенной стали, после прохождения всех тестов на давление, проходит проверку всех открытых поверхностей, методом магнитных частиц согласно требованиям Статьи 9-1. во избежание прожогов электродом, используется метод намагничивания. Трещины, и дефекты, напоминающие трещину не приемлемы, и подлежат ремонту или удалению. Для креплений патрубков, иллюстрированных на зарисовках (а), (б), а также (и) на рисунке AD-610.1, открытая поперечная секция стенки резервуара на входном отверстии будет включена в проверку.
AF-653.1 Альтернативное Использование Метода капилярной дефектоскопии. В качестве приемлемой альтернативы проверке магнитными частицами, или в случаях, когда метод магнитных частиц не приемлем по причине немагнитного характера сварочного покрытия, в соответствии со Статьей 9-2, применяется метод проникающих жидкостей. Для резервуаров, выполненных из материалов SA-333, сорт 8, SA-334, сорт 8, SA-353, SA-522, SA-553 тип I, II, а также SA-645, сварочные швы, не прошедшие радиографическую проверку, будут проверены методом проникающих жидкостей, до или после испытания на давление. Трещины, или дефекты, напоминающие трещины, не приемлемы и подлежат ремонту или замене. AF-654 Антикоррозионное покрытие Металла сварочного шва Антикоррозионное покрытие сварочного металла проверяется методом проникающих жидкостей, согласно требованиям Статьи 9-2. Трещины и дефекты, напоминающие трещины, не приемлемы и подлежат ремонту или замене. AF-660 ИНСПЕКЦИЯ И ИСПЫТАТЕЛЬНЫЕ ТЕСТЫ Положения по проверке и тестированию в АI и АТ настоящего раздела распространяются на резервуары и детали резервуаров, сконструированные из закаленной и отпущенной стали. AF-670 МАРКИРОВКА И НАДПИСИ Положения касательно маркировки и надписей Раздела AS, распространяются на резервуары давления, полностью или частично сконструированные из закаленных или отпущенных сортов стали, за исключением табличек, использование которых носит обязательный характер для корпусов толщиной менее ½ дюйма (13мм). На резервуарах из закаленной и отпущенной стали толщиной более ½ дюйма (13мм) маркировке следует предпочесть таблички. В дополнение к требуемой маркировке, под символом наносятся буквы QT (см. AF-601). ПРИМЕЧАНИЕ: по мере появления других материалов для тепловой обработки, сварки, и различных производственных нужд, появится необходимость в детальном рассмотрении каждого материала.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
206
СТАТЬЯ F-7 ОСОБЫЕ ТРЕБОВАНИЯ ПО
ПОКОВОЧНОМУ ПРОИЗВОДСТВУ
AF-700 ОБЩИЕ СВЕДЕНИЯ Правила, приведённые в следующих ниже параграфах
особо применяются для камер давления, основных компонентов камер давления и других частей и закалённым в воде и отпущенным, целиком откованным камерам давления без сварных соединений и должны применяться в качестве дополнения к соответствующим требованиям по производству, данным в Статье F-1. Для кованых камер давления из высоколегированных сталей должны также применяться соответствующие параграфы Части АМ.
AF-703 Ультразвуковое обследование
(а) Готовые камеры давления, сконструированные из материалов SA-372, Категории J, Класс 110, вслед за проведением послесварочной термообработки должны пройти ультразвуковое обследование в соответствии с АМ-203. Образец-свидетель должен иметь ту же номинальную толщину, состав и пройти ту же термообработку, что и камера давления, которую он представляет. Обследование при помощи углового прогона должно быть определено пределами зарубки глубиной, равной 5% от номинальной толщины секции, длиной, примерно, 1 дюйм и шириной не более удвоенной глубины зарубки.
(б) Готовая камера давления, сконструированная из материалов SA-723, Категории 1, 2, и 3 и SA-723 Класс 2, Категории 1, 2, и 3 должны пройти контрольное обследование в соответствии с АМ-203.2 невзирая на толщину.
(с) Камера давления считается неприемлемой, если результаты проведения контрольного обследования показывают наличие одного или более разрывов, которые выдают показания, превышающие по амплитуде показания, полученные от калиброванной зарубки. Показания круглой донной поверхности (ямки, зазубрины и условные зоны) превышающие амплитуду калиброванной зарубки должны быть признаны приемлемыми, если толщина ниже показания не меньше номинальной толщины стены камеры давления, а её стороны сглажены до пропорции не меньше чем один к трём.
AF-704 Требования по прочности (ударной вязкости) (а) Для камер давления, сконструированных из материалов SA-372, Категории J, Класс 110 должны быть проведены испытания на ударную вязкость при минимально допустимой температуре в соответствии со Статьёй М-3, за исключением того, что температура при проведении испытаний не должна быть выше .20°F
(.29°C); AM-311.4(b) и АМ-312 – неприменимы. Требуется сертификация.
(б) Для камер давления, сконструированных из материалов SA-723, Категории 1, 2, и 3 и SA-723 Класс 2, Категории 1, 2, и 3, при проведении испытаний при максимальной температуре 40°F (4°C), должны быть соблюдены требования по проведению испытаний на ударную вязкость из Таблицы АМ-211.1.
AF-710 ДОПУСКИ НА ЦИЛИНДРИЧЕСКИЕ
ПОКОВКИ AF-711 Ограниченные тонкие зоны Поковки могут иметь небольшие зоны тоньше, чем
требуется, если окружающие их смежные площади имеют достаточную для обеспечения необходимого усиления толщину в соответствии с правилами для усиления, данных в Статье D-5.
AF-712 Допуски на поковки для корпуса
AF-712.1 Коррекция неровностей поверхности для соответствия допускам. Неровности на рассматриваемой поверхности для соответствия допускам могут быть устранены посредством сварки или при помощи каких-либо других способов. Если предпринимается сварка, она должна отвечать требованиям AF-740.
AF-712.2 Использование овальных поковок для
низкого давления. Если овальность превышает приведённое в AF-130 ограничение и форма не может быть подкорректирована, то поковка должна быть признана неприемлемой, за исключением того, что если овальность не превышает 3%, поковка может быть признана годной для применения при низком давлении в соответствии со следующей ниже процедурой:
и в которой
где = внутренние диаметры, максимальный и
минимальный, соответственно, дюймы (мм), как измеренные для критического сечения и для одного дополнительного сечения в каждом направлении оттуда на расстояние не превышающее 0,2D2.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
207
(Среднее из трёх показаний для D1 и D2 соответственно должно быть вставлено в формулу.)
Е = модуль упругости. Для ферритных сталей равен 29 × 106 ф./д2 (200 × 106 кПа); для аустенитных сталей равен 28 × 106 ф./д2 (193 × 106 кПа); подлежит коррекции под эксплуатационную температуру для металла (см. Таблицу ТМ-1 Секции II, Часть D).
P = максимально допустимое рабочее давление для поковки, соответствующее требованиям AF-130, ф./д2 (кПа) = пониженное давление, ф./д2 (кПа) = средний радиус к середине стены оболочки на критическом сечении, дюймы (мм)
= = средний внутренний радиус на критическом сечении, дюймы (мм) = напряжение при изгибе, ф./д2 (кПа), при эксплуатационной температуре для металла
t = средняя толщина, дюймы (мм) ПРИМЕЧАНИЯ: (1) Использовать Р’ = Р, если Sb меньше 0,25Sm. (2) При проведении всех измерений необходимо делать поправку
на допуск на коррозию, если указано.
AF-720 МЕТОДЫ ФОРМОВАНИЯ КОАНЫХ ВЕРХНИХ ЧАСТЕЙ
Верхние части должны быть выполнены как отдельные
поковки (см. AD-204) или посредством смыкания концов полого кованого корпуса до такой формы и размеров, которые могут потребоваться для получения желаемой конечной формы.
AF-721 Допуски на поковки для верхней части Допуски должны отвечать требованиям AF-135. AF-721.1 Коррекция неровностей поверхности для
соответствия допускам. Неровности могут быть устранены в соответствии с AF-712.1. AF-730 ТРЕБОВАНИЯ ПО ТЕРМООБРАБОТКЕ
AF-730.1 Термообработка на камерах давления, произведённых при помощи сварки. Камеры давления, произведённые при помощи сварки кованых частей, требующих проведения термообработки, должны быть подвергнуты термообработке в соответствии с соответствующими спецификациями материалов, в изложенном ниже порядке:
(а) после завершения проведения всех сварочных работ; или
(б) перед проведением сварки, за которой следует проведение послесварочной термообработки законченного сварного шва в соответствии с AF-410.
AF-730.2 Термообработка, когда материал должен быть нормализован или закалён. После того, как поковка завершена, каждая камера давления или её кованая часть, произведённая без применения сварки,
должна быть подвергнута термообработке в соответствии со спецификацией применённого материала. Если неровности устраняются при помощи сварки, последующая термообработка должна проводиться в соответствии с AF-753.2.
AF-730.3 Термообработка закаленных и отпущенных
ферритных материалов. Камеры давления, произведённые из кованых материалов, которые должны быть закалены в жидкости и отпущены, должны быть подвержены этой термообработке в соответствии со спецификациями применённого материала после того, как все проковочные и сварочные работы завершены, за исключением герметизирующей заварки резьбовых отверстий, которая может быть выполнена как до, так и после заключительной термообработки.
(а) Контрольный осмотр закалённых и отпущенных камер давления. После заключительной термообработки такие камеры давления должны быть подвергнуты контрольному обследованию на предмет присутствия трещин на внешней поверхности оболочки и верхней части и на внутренней поверхности там, где это осуществимо. Если материал немагнитный, это обследование должно проводиться с применением метода капиллярной дефектоскопии в соответствии со Статьёй 9-2 и при помощи капиллярной дефектоскопии или магнитно-порошкового метода на магнитных материалах в соответствии со Статьёй 9-1.
(б) Проверка термообработки при помощи проведения испытания на прочность. После заключительной термообработки закалённые в жидкости и отпущенные поковки, за исключением состоящих из аустенитных сталей, должны быть подвержены испытанию твёрдости по Бринеллю на интервалах в 5 футов (1,5м) с, минимум, четырьмя показаниями на каждых не менее трёх различных участках, приблизительно представляющих центр и каждый конец подвергаемых термообработке поковок. Среднее индивидуальных чисел прочности на каждом участке должно быть ниже более чем на 10%, ни выше более чем на 25% числа, соответствующего установленному в качестве спецификации для материала минимальному значению предела прочности на разрыв, а наивысшее среднее число твёрдости не должно превышать наиболее низкое среднее значение на отдельной камере давления более, чем в 40 раз.
ПРИМЕЧАНИЕ: Могут быть использованы другие методы определения прочности, результаты которых должны быть переведены в числа твёрдости по Бринеллю при помощи таблицы в ASTM E 140.
AF-730.4 Термообработка аустенитного материала. В
случае применения аустенитных сталей, процедура проведения термообработки должна соответствовать AF-402.
AF-730.5 Не подлежащие термообработке материалы
из чёрного металла. Послесварочная термообработка камер давления, произведённых при помощи сварки из кованых материалов, которые не требуют проведения термообработки, должна соответствовать требованиям AF-402.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
208
AF-740 СБОРОЧНАЯ СВАРКА Вся сварка, используемая в связи с производством
камер давления, состоящих из кованых компонентов, которые не требуют проведения термообработки, должны соответствовать требованиям Статьи F-2, за исключением изменений в AF-741.
AF-741 Ограничения по чёрным металлам с
содержанием углерода свыше 0,35% Если содержание углерода в металле превышает 0, 35%
по анализу ковшовой пробы, камера давления должна производиться без применения сварки, за исключением восстановительных работ, как ограниченно по AF-752 для второстепенных прикреплений, герметизирующей заварки резьбовых отверстий, ограниченных до угловых сварных швов с размером полезного вылета не более ¼ дюйма (6мм) и для дополнительного усиления резьбовых, фланцевых или шпилечных отверстий. Проведение такой сварки должно допускаться при соблюдении следующих ниже условий.
(а) Пригодность электрода и технологии проведения, включая предварительный и последующий нагрев, должны быть установлены выполнением опытного образца сварного шва с разделкой кромок как показано в QW-461.2 и QW-461.3 Секции IX в материалах того же анализа с толщиной, соответствующей требованиям QW-451.1 и QW-451.2 Секции IX. Опытный образец перед проведением сварки должен находиться в том же состоянии термообработки, как и рабочие условия, которые он представляет, а после проведения сварки опытный образец должен быть подвергнут термообработке, эквивалентной той, что запланирована для работы. Должны быть выполнены опытные образцы для испытания на растяжение и изгиб, как показано в QW-462.1, QW-462.2 и QW-462.3а Секции IX. Эти испытания должны соответствовать требованиям QW-150 и QW-160 Секции IX. Радиус оправки для гибки при проведении испытания на изгиб должен быть таким, как указано ниже:
Толщина опытного
образца Радиус
оправки для гибки (В)1
Радиус форм-блока (D)1
ПРИМЕЧАНИЕ: (1) Соотнести с размерами В и D для материалов P-No. 11 из QW-466.1 Секции IX и другими размерами, которые должны быть пропорциональны. (б) Квалификация сварщиков для выполнения не подверженных воздействию давления второстепенных прикреплений, герметизирующих сварных швов и угловых сварных швов должна быть оценена путём производства и испытания опытного образца в соответствии с QW-462.4(b) и QW-180 Секции IX. Сварщики должны быть квалифицированы для выполнения дополнительного сварочного усиления для отверстий и для восстановительной сварки путём производства испытательного стального листа в соответствии с QW-461, из которого должны быть проведены испытания на изгиб, которые в общих чертах описаны в QW-461.2, QW-452.1 и QW-452.2 Секции IX. Применяемые при проведении этих испытаний электроды должны быть того же классификационного номера, который установлен в технологическом описании. Материалом для проведения таких испытаний могут служить стальной лист или труба из углеродистой стали при условии, что испытательные образцы прошли предварительный нагрев, сварены и прошли послесварочную термообработку в соответствии со спецификациями технологического процесса для типа задействованного электрода.
(в) Законченные сварные швы должны пройти послесварочную термообработку или дальнейшую термообработку в соответствии с требованиями спецификаций материала. Сварка типов, разрешённых в AF-741 должна выполняться перед окончательной термообработкой за исключением термообработки герметизирующих сварных швов резьбовых отверстий, которая может проводиться как до, так и после заключительной термообработки.
(г) Законченные сварные швы должны пройти вслед за проведением послесварочной термообработки контрольное обследование с применением метода капиллярной дефектоскопии в соответствии со Статьёй 9-2 и при помощи капиллярной дефектоскопии или магнитно-порошкового метода на ферромагнитных материалах в соответствии со Статьёй 9-1.
AF-750 УСТРАНЕНИЕ ДЕФЕКТОВ МАТЕРИАЛА AF-751 Удаление дефектов поверхности Поверхностные неровности (зазубрины, повреждения и
др.) могут быть удалены при помощи шлифовки или механической обработки, а оголённая поверхность должна гладко переходить в смежную поверхность, если достаточная толщина стены позволяет иметь наличие тонких зон в соответствии с требованиями AF-711. AF-752 Устранение дефектов при помощи сварки Утоньшение, произведённое для устранения дефектов,
может быть восстановлено при помощи сварки только после одобрения Инспектором. Дефекты должны быть удалены на основной металл как показано кислотным травлением или каким-либо другим подходящим методом
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
209
контрольного обследования. Сварка должна соответствовать требованиям AF-753 и AF-754.
AF-753 Восстановление сварных швов материалов,
содержащих 0,35% углерода или менее Материал с содержанием углерода 0,35% или менее
(по анализу ковшовой пробы) могут быть восстановлены сваркой при условии выполнения требований данного параграфа.
AF-753.1 Квалификационная оценка технологии
сварки и квалификация сварщиков. Квалификация сварщиков и квалификационная оценка сварочной технологии должны соответствовать Секции IX.
AF-753.2 Послесварочная термообработка.
Необходимость проведения послесварочной термообработки должно определяться следующими ниже данными.
(а) Вся сварка должна быть подвергнута послесварочной термообработке, если это требуется по AF-402 для всех значений толщины материала используемого анализа.
(б) Для угловых сварных швов в проведении послесварочной термообработки нет необходимости, если это не требуется по пункту (а), приведённому выше или если угловые сварные швы не превышают ограничений, данных в AF-402, тогда они должны быть подвергнуты термообработке в соответствии с требованиями AF-402.
(в) Восстановительная сварка должна быть подвергнута послесварочной термообработке, если это требуется по приведённому выше пункту (а) или если она превышает по площади 6 кв. дюймов (3871 мм2) на любом участке или если максимальная глубина превышает ¼ дюйма (6мм).
AF-753.3 Контрольный осмотр восстановленных
сварных швов. Все восстановленные сварные швы должны быть обследованы при помощи рентгенографического метода в соответствии с требованиями Статьи I-5, магнитно-порошкового метода, в соответствии с требованиями Статьи 9-1 или при помощи метода магнитно-порошковой дефектоскопии в соответствии с требованиями Статьи 9-2. Восстановительная сварка должна быть обследована при помощи рентгенографии, если глубина шва превышает 3/8 дюйма (10мм) или половину толщины материала. Приемлемость восстановительных сварных швов должна определяться стандартами приёмки установленными в соответствующем параграфе.
AF-754 Восстановление сварных швов материалов с содержанием углерода более 0,35%
Материал с содержанием углерода свыше 0,35% (по анализу ковшовой пробы) могут быть восстановлены при помощи сварки при условии выполнения требований данного параграфа.
AF-754.1 Квалификационная оценка технологии
сварки и квалификация сварщиков. Квалификация
сварщиков и квалификационная оценка сварочной технологии должны соответствовать Секции IX и дополнительных требований AF-741(a) и (b).
AF-754.2 Послесварочная термообработка.
Законченные восстановленные швы должны быть подвергнуты послесварочной термообработке или дальнейшей термообработке, как установлено спецификациями материала.
AF-754.1 Контрольное обследование
восстановленных сварных швов (а) Контрольный осмотр восстановленных сварных
швов в материалах, не прошедших закалку и отпуск, должно отвечать требованиям AF-753.3, за исключением того, что если глубина шва восстановления превышает ¼ дюйма (6мм) или половину толщины материала, должно быть проведено рентгенографическое обследование.
(б) Контрольное обследование сварки восстановления в материале, который должен быть подвергнут закалке и отпуску или в материале, который уже был закален и отпущен, должно отвечать требованиям AF-753.3, за исключением того, что рентгенографическое обследование должно быть проведено без учёта глубины наложения металла сварного шва.
AF-756 Ремонт дефектов сварного шва Ремонт сварных швов в поковках, с содержанием
углерода не выше 0, 35% по анализу ковшовой пробы должен выполняться в соответствии с требованиями от AF-250 до AF-254.
AF-760 РЕЗЬБОВЫЕ СОЕДИНЕНИЯ ТРУБ И ШЕЕК
ПАТРУБКОВ К СТЕНАМ КАМЕРЫ ДАВЛЕНИЯ, ШЕЙКАМ С ВНУТРЕННЕЙ ПРОКОВКОЙ И КОВАННЫМ ВЕРХНИМ ЧАСТЯМ С УВЕЛИЧЕННОЙ ТОЛЩИНОЙ
AF-761 Требования для отверстий с цилиндрической
резьбой Отверстия с цилиндрической резьбой должны
соответствовать правилам, определяющим отверстия и усиления в Статье D-5, за исключением ограничений из AF-762. Длина резьбы должна быть вычислена проектных расчётах для отверстий.
AF-762 Расположение и максимальный размер
отверстий с цилиндрической резьбой Центральные отверстия с цилиндрической резьбой в
целиком откованных верхних частях с выводами патрубков не должны превышать наименьшее значение из половины диаметра камеры давления или размера трубы 8 дюймов (DN 200) (см. Схему AF-762.1). AF-763 Требования для конусообразных резьбовых
отверстий Конусообразные резьбовые отверстия должны
соответствовать требованиям и ограничениям AD-640 и AD-641.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
210
СХЕМА AF-762.1 ЦЕНТРАЛЬНЫЕ ОТВЕРСТИЯ С ЦИЛИНДРИЧЕСКОЙ РЕЗЬБОЙ В ЦЕЛИКОМ
ОТКОВАННЫХ ВЕРХНИХ ЧАСТЯХ С ПАТРУБКОВЫМИ ВЫВОДАМИ
AF-764 Герметизирующая заварка резьбовых
отверстий Если трубы или фитинги устанавливаются в резьбовых
отверстиях и задействована герметизирующая заварка, работа должна быть выполнена и обследована на предприятии Производителя и включены в сертификацию. Герметизирующая заварка должна соответствовать AF-740.
AF-770 ИНСПЕКЦИЯ, ОБСЛЕДОВАНИЕ И
ИСПЫТАНИЕ Правила следующих ниже параграфов специально
применяются для инспекции, контрольного обследования и испытаний кованых камер давления и их составляющих компонентов. Эти правила должны применяться в качестве дополнения к применяющимся требованиям и контрольному обследованию, описанным в Части AI и испытаниям, описанным в Части АТ.
(а) Все кованые камеры давления должны обследоваться в процессе производства на предмет отсутствия рыхлой окалины, выемок или пазов и трещин. После того, как процесс производства прошёл стадию механической обработки, корпус камеры давления должен быть измерен на подходящих интервалах по всей его длине для получения письменных показаний по разнице в толщине, а патрубки соединений с трубами и другие важные детали должны быть проверены на соответствие с расчётными размерами.
(б) Поверхности, которые не подлежат механической обработке, должны быть тщательно обследованы на предмет наличия видимых дефектов (трещины, нахлёсты или перегибы). На поверхностях, которые подлежат механической обработке, контрольное обследование должно проводиться после такой обработки. Участки, с которых был удалён дефектный материал, должны пройти
контрольное обследование и это же обследование должно быть проведено снова, после необходимого ремонта.
AF-771 Кованые части
AF-771.1 Требуемые частичные отчёты по техническим характеристикам. Если сварка используется при производстве кованых частей, то после её окончания, Производитель кованых частей должен представить Частичный Отчёт по Техническим Характеристикам, Форма А-2.
AF-771.2 Идентификация и сертификация. Все
законченные кованые части должны быть промаркированы наименованием Производителя и идентификацией поковки, включая назначение материала. При необходимости удаления идентификационной маркировки в процессе производства или для небольших по размерам частей, должно быть предусмотрено применение других способов идентификации. Производитель поковочного материала обязан представить отчёты о химических и механических качествах материала и удостоверить, что весь поковочный материал соответствует всем требованиям Части АМ.
AF-771.3 Сварные швы ремонта и их сертификация.
Сварные швы ремонта к кованым частям не обязательно должны осматриваться Уполномоченным Инспектором на предприятии – производителе поковочного материала, но Производитель поковок должен получить одобрение Производителя камеры давления и представить отчёт о степени и месте расположения проведения такого ремонта вместе с заверением, что все ремонтные работы были выполнены в соответствии со всеми требованиями AF-754, в зависимости от применения. При желании, ремонт при помощи сварки, сделанный где-либо, может быть выполнен, обследован и испытан в цеху Производителя камеры давления.
AF-776 Проверка термообработки и послесварочной
термообработки Инспектор должен проверить принятые меры по
термообработке для обеспечения своей уверенности в том, что термообработка проводиться в соответствии с данными AF-754. Он должен удостовериться также, что послесварочная термообработка выполнена вслед за проведением восстановительной сварки, когда это необходимо в соответствии с правилами AF-753.2.
AF-777 Инспекция опытных образцов и
освидетельствование испытаний
AF-777.1 Испытательные образцы. Если испытательные образцы должны быть взяты в соответствии со спецификациями материала, Инспектор, по своему усмотрению, может присутствовать при подборе, идентификационном маркировании и испытаниях этих образцов.
AF-777.2 Проведение испытаний и повторных
испытаний. Испытания и повторные испытания должны
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
211
быть выполнены в соответствии с требованиями спецификаций материала.
AF-780 МАРКИРОВКА И ОТЧЁТЫ ДЛЯ КОВАНЫХ
КАМЕР ДАВЛЕНИЯ AF-781 Требования по маркировке Правила Части AS, насколько это возможно, должны
применяться к кованым камерам давления. Камеры,
сконструированные из материалов, прошедших закалку в жидкости и отпущенных материалов, кроме аустенитных сталей, должны быть проштампованы на утолщённых верхних частях с использованием штамповки с низким напряжением (при серийном производстве), если только не применяется паспортная табличка производителя.
AF-782 Информация, которая должна быть указана в
Отчётах по Техническим Характеристикам для кованых целиком камер давления
Отчёты по Техническим Характеристикам для
кованых целиком камер давления должны включать в себя теплоту нагрева металла в слитке, из которого была откована камера давления и результаты проведённых на поковке испытаний.
AF-790 ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА
СБРОСА ДАВЛЕНИЯ Данные Части AR по предохранительным устройствам
сброса давления должны применяться без каких-либо дополнений.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
212
СТАТЬЯ F-8
ОСОБЫЕ ТРЕБОВАНИЯ ПО ПРОИЗВОДСТВУ ДЛЯ МНОГОСЛОЙНЫХ КАМЕР ДАВЛЕНИЯ
AF-800 ОБЩИЕ СВЕДЕНИЯ
Изложенные в следующих ниже параграфах правила касаются только многослойных корпусов, верхних частей и переходных секций и используются в качестве дополнений к соответствующим требованиям, приведённым в Статьях от F-1 до F-6 или вместо них. Места, где эти требования отличаются от требований Статей F-2, F-4 и F-6 должны быть специально отмечены.
AF-801 ОБЩИЕ ТРЕБОВАНИЯ ПО
ПРОИЗВОДСТВУ Все требования должны соответствовать
положениям Статьи F-1. Минимально допустимая толщина слоя на многослойных камерах давления – 1/8 дюйма (3,2 мм).
AF-802 ТРЕБОВАНИЯ ПО ПРОИЗВОДСТВУ
СВАРОЧНЫХ РАБОТ
Производство и методы проведения сварочных работ должны соответствовать положениям Статьи F-2, за исключением тех случаев, когда квалификационные требования к производству сварочных работ, как установлено в этой Статье, модифицированы для многослойных конструкций. Установленные требования для сварных соединений модифицированы в AD-1110, а для проведения неразрушающего обследования в AF-810.2. AF-803 УЛУЧШЕНИЕ КАЧЕСТВ МАТЕРИАЛА
ПУТЕМ ТЕРМООБРАБОТКИ В ПРОЦЕССЕ ПРОИЗВОДСТВА
Для камер давления из спирально скрученных
скреплённых между собой полос, при расширении материалов в результате термообработки в процессе производства, в соответствии с требованиями спецификаций материалов, необходимо проведение испытания на устойчивость к механическим нагрузкам опытных образцов, предпринимаемого по всей протяжённости полосного материала после завершения скручивания и термообработки. См. Приложение 24, Требования по Сортовой Стали Специальной Секции для Многослойных Камер Давления из Спирально Скрученных Сцеплённых Между Собой Полос.
AF-805 ОЦЕНКА ПРОВЕДЕНИЯ СВАРОЧНЫХ РАБОТ И ВЕДЕНИЕ ЗАПИСЕЙ
Требования по оценке результатов сварочных
работ и ведению записей должны соответствовать AF-210, за исключением того, что оценка проведения сварки многослойного стального испытательного листа секции ix в AF-210.1 и AF-210.4 должна быть такой же, как модифицированная процедура в AF-805.1. AF-805.1 ОЦЕНКА ПОРЯДКА ПРОВЕДЕНИЯ
СВАРОЧНЫХ РАБОТ (а) При оценке технологии сварочных работ
опытных образцов минимальная и максимальная толщина должна быть такой, как показано в Таблице QW-451 Секции IX, за исключением следующего:
(1) оценка продольных соединений многослойной секции корпуса должна основываться на толщине наиболее толстого отдельного взятого слоя, за исключением внутреннего корпуса или внутреннюю верхнюю часть;
(2) при оценки порядка проведения сварочных работ на круговых соединениях, толщина многослойного испытательного листа не должна превышать 3 дюймов (76мм) и должна состоять из, минимум, 2-х слоёв и не быть меньше 2 дюймов (51мм).
(3) для круговых сварных соединений, произведённых специально для отдельного слоя и расположенных на расстоянии, минимум, в толщину одного слоя друг от друга, применяется порядок оценки, установленный для продольных соединений.
(б) Продольные сварные соединения внутреннего корпуса или внутренней верхней части и продольные сварные соединения многослойного корпуса или многослойной верхней части должны оцениваться по отдельности, за исключением тех случаев, когда они состоят из одного и того же материала Ряда Р. Зазор между свариваемыми кромками продольного сварного соединения слоя должен составлять минимальную ширину, используемую при процедуре оценки для слоёв толщиной в 7/8 дюйма (22 мм) и менее.
(в) Круговое сварное соединение слоя к слою корпуса или верхней части должно оцениваться при помощи условного испытательного листа слоя как показано на Схеме AF-805.1 (см. также Схему AF-805.4) при толщине слоя 7/8 дюйма и ниже. Необходимо сделать образец растяжимого соединения особого вида из испытательного образца слоя, как показано на Схеме AF-805.2. (См. также Схему AF-805.4.) Лицевой образец и образец для загиба кромки шва наружу должны быть сделаны как из внутреннего, так и внешнего сварного шва посредством отрезания сварного шва по толщине слоя.
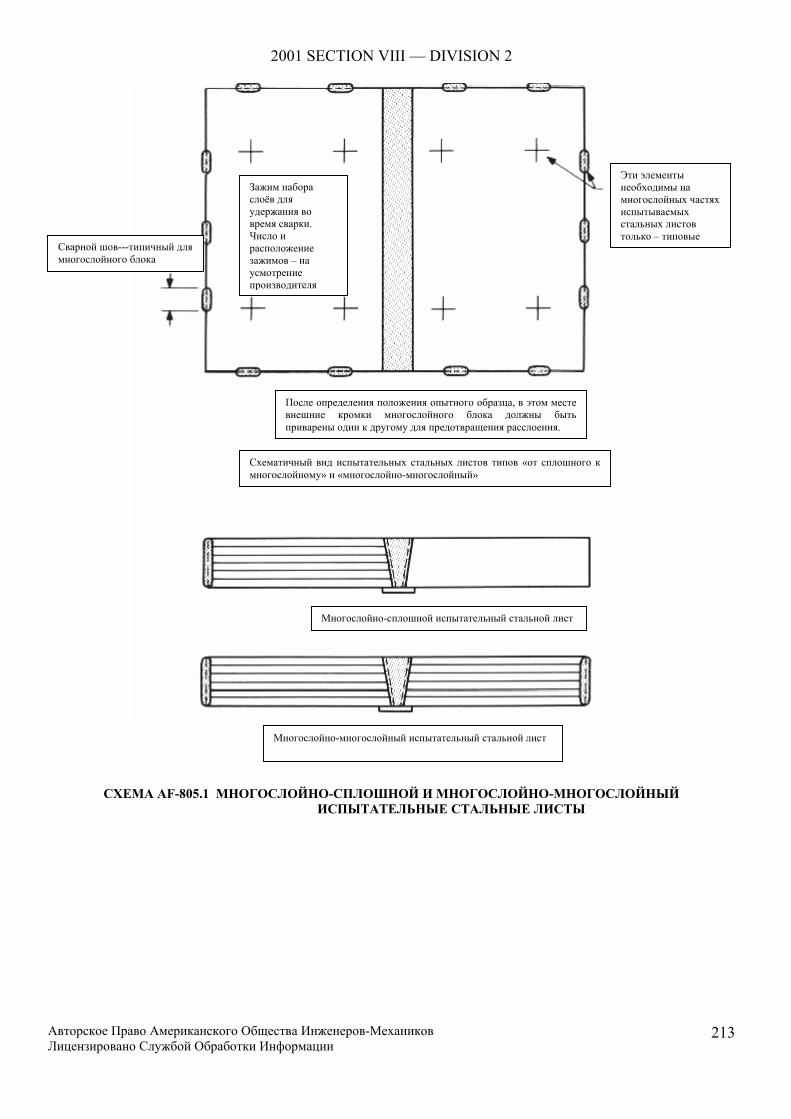
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
213
СХЕМА AF-805.1 МНОГОСЛОЙНО-СПЛОШНОЙ И МНОГОСЛОЙНО-МНОГОСЛОЙНЫЙ ИСПЫТАТЕЛЬНЫЕ СТАЛЬНЫЕ ЛИСТЫ
Эти элементы необходимы на многослойных частях испытываемых стальных листов только – типовые
Зажим набора слоёв для удержания во время сварки. Число и расположение зажимов – на усмотрение производителя
Сварной шов---типичный для многослойного блока
После определения положения опытного образца, в этом местевнешние кромки многослойного блока должны бытьприварены один к другому для предотвращения расслоения.
Схематичный вид испытательных стальных листов типов «от сплошного кмногослойному» и «многослойно-многослойный»
Многослойно-сплошной испытательный стальной лист
Многослойно-многослойный испытательный стальной лист
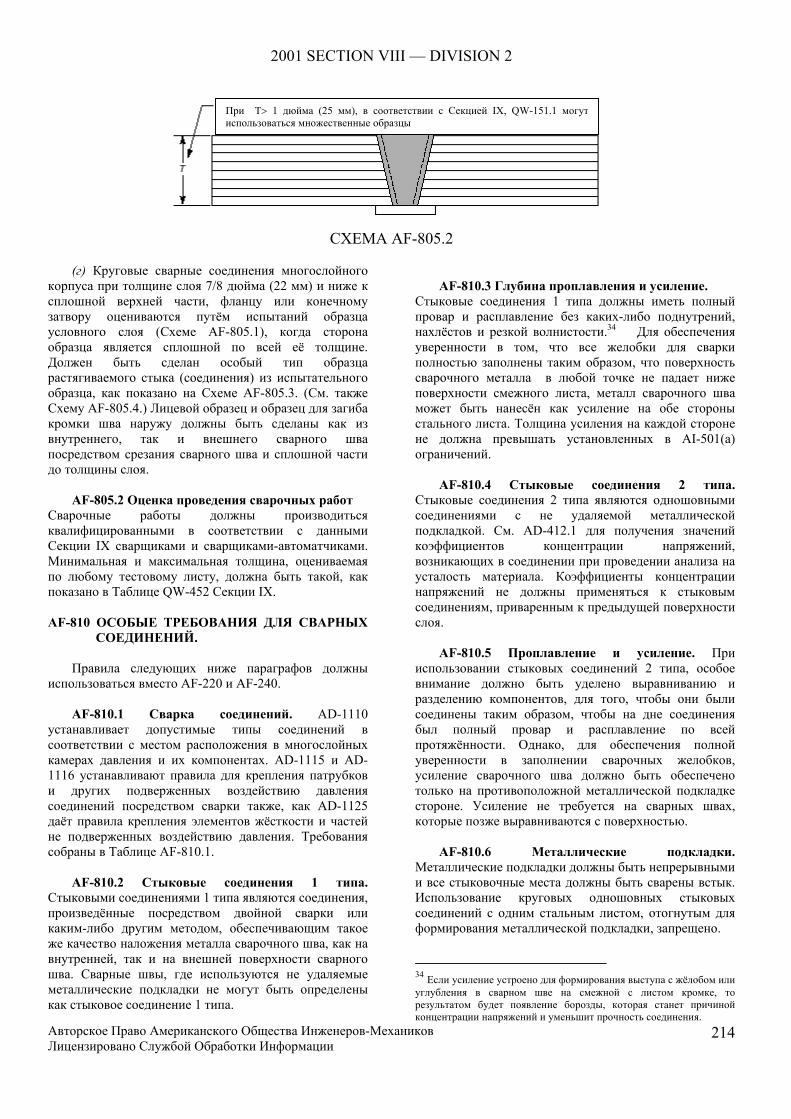
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
214
СХЕМА AF-805.2
(г) Круговые сварные соединения многослойного
корпуса при толщине слоя 7/8 дюйма (22 мм) и ниже к сплошной верхней части, фланцу или конечному затвору оцениваются путём испытаний образца условного слоя (Схеме AF-805.1), когда сторона образца является сплошной по всей её толщине. Должен быть сделан особый тип образца растягиваемого стыка (соединения) из испытательного образца, как показано на Схеме AF-805.3. (См. также Схему AF-805.4.) Лицевой образец и образец для загиба кромки шва наружу должны быть сделаны как из внутреннего, так и внешнего сварного шва посредством срезания сварного шва и сплошной части до толщины слоя.
AF-805.2 Оценка проведения сварочных работ Сварочные работы должны производиться квалифицированными в соответствии с данными Секции IX сварщиками и сварщиками-автоматчиками. Минимальная и максимальная толщина, оцениваемая по любому тестовому листу, должна быть такой, как показано в Таблице QW-452 Секции IX. AF-810 ОСОБЫЕ ТРЕБОВАНИЯ ДЛЯ СВАРНЫХ
СОЕДИНЕНИЙ. Правила следующих ниже параграфов должны
использоваться вместо AF-220 и AF-240. AF-810.1 Сварка соединений. AD-1110
устанавливает допустимые типы соединений в соответствии с местом расположения в многослойных камерах давления и их компонентах. AD-1115 и AD-1116 устанавливают правила для крепления патрубков и других подверженных воздействию давления соединений посредством сварки также, как AD-1125 даёт правила крепления элементов жёсткости и частей не подверженных воздействию давления. Требования собраны в Таблице AF-810.1.
AF-810.2 Стыковые соединения 1 типа.
Стыковыми соединениями 1 типа являются соединения, произведённые посредством двойной сварки или каким-либо другим методом, обеспечивающим такое же качество наложения металла сварочного шва, как на внутренней, так и на внешней поверхности сварного шва. Сварные швы, где используются не удаляемые металлические подкладки не могут быть определены как стыковое соединение 1 типа.
AF-810.3 Глубина проплавления и усиление.
Стыковые соединения 1 типа должны иметь полный провар и расплавление без каких-либо поднутрений, нахлёстов и резкой волнистости.34 Для обеспечения уверенности в том, что все желобки для сварки полностью заполнены таким образом, что поверхность сварочного металла в любой точке не падает ниже поверхности смежного листа, металл сварочного шва может быть нанесён как усиление на обе стороны стального листа. Толщина усиления на каждой стороне не должна превышать установленных в AI-501(а) ограничений.
AF-810.4 Стыковые соединения 2 типа. Стыковые соединения 2 типа являются одношовными соединениями с не удаляемой металлической подкладкой. См. AD-412.1 для получения значений коэффициентов концентрации напряжений, возникающих в соединении при проведении анализа на усталость материала. Коэффициенты концентрации напряжений не должны применяться к стыковым соединениям, приваренным к предыдущей поверхности слоя.
AF-810.5 Проплавление и усиление. При
использовании стыковых соединений 2 типа, особое внимание должно быть уделено выравниванию и разделению компонентов, для того, чтобы они были соединены таким образом, чтобы на дне соединения был полный провар и расплавление по всей протяжённости. Однако, для обеспечения полной уверенности в заполнении сварочных желобков, усиление сварочного шва должно быть обеспечено только на противоположной металлической подкладке стороне. Усиление не требуется на сварных швах, которые позже выравниваются с поверхностью.
AF-810.6 Металлические подкладки.
Металлические подкладки должны быть непрерывными и все стыковочные места должны быть сварены встык. Использование круговых одношовных стыковых соединений с одним стальным листом, отогнутым для формирования металлической подкладки, запрещено.
34 Если усиление устроено для формирования выступа с жёлобом или углубления в сварном шве на смежной с листом кромке, то результатом будет появление борозды, которая станет причиной концентрации напряжений и уменьшит прочность соединения.
При Т> 1 дюйма (25 мм), в соответствии с Секцией IX, QW-151.1 могутиспользоваться множественные образцы
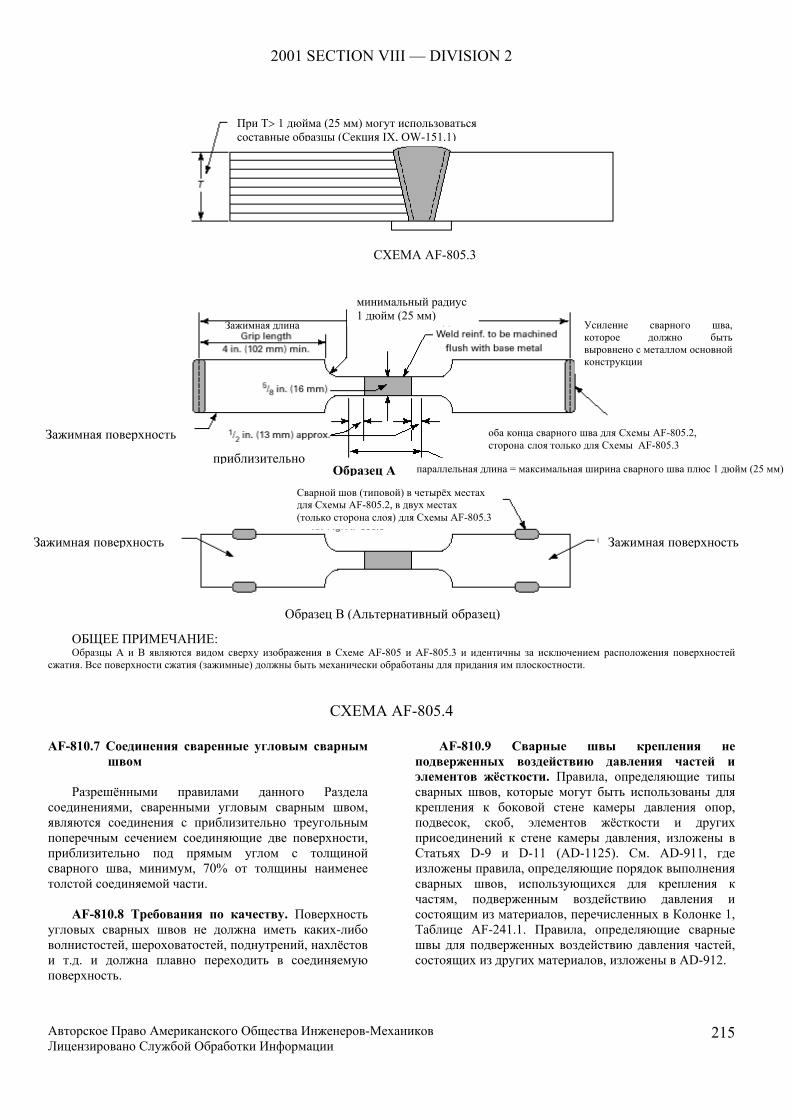
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
215
ОБЩЕЕ ПРИМЕЧАНИЕ: Образцы А и В являются видом сверху изображения в Схеме AF-805 и AF-805.3 и идентичны за исключением расположения поверхностей
сжатия. Все поверхности сжатия (зажимные) должны быть механически обработаны для придания им плоскостности.
СХЕМА AF-805.4
AF-810.7 Соединения сваренные угловым сварным
швом
Разрешёнными правилами данного Раздела соединениями, сваренными угловым сварным швом, являются соединения с приблизительно треугольным поперечным сечением соединяющие две поверхности, приблизительно под прямым углом с толщиной сварного шва, минимум, 70% от толщины наименее толстой соединяемой части.
AF-810.8 Требования по качеству. Поверхность
угловых сварных швов не должна иметь каких-либо волнистостей, шероховатостей, поднутрений, нахлёстов и т.д. и должна плавно переходить в соединяемую поверхность.
AF-810.9 Сварные швы крепления не подверженных воздействию давления частей и элементов жёсткости. Правила, определяющие типы сварных швов, которые могут быть использованы для крепления к боковой стене камеры давления опор, подвесок, скоб, элементов жёсткости и других присоединений к стене камеры давления, изложены в Статьях D-9 и D-11 (AD-1125). См. AD-911, где изложены правила, определяющие порядок выполнения сварных швов, использующихся для крепления к частям, подверженным воздействию давления и состоящим из материалов, перечисленных в Колонке 1, Таблице AF-241.1. Правила, определяющие сварные швы для подверженных воздействию давления частей, состоящих из других материалов, изложены в AD-912.
При Т> 1 дюйма (25 мм) могут использоваться составные образцы (Секция IX, QW-151.1)
СХЕМА AF-805.3
минимальный радиус 1 дюйм (25 мм)
Зажимная длина Усиление сварного шва,которое должно бытьвыровнено с металлом основнойконструкции
Сварной шов (типовой) в четырёх местах для Схемы AF-805.2, в двух местах (только сторона слоя) для Схемы AF-805.3
оба конца сварного шва для Схемы AF-805.2,сторона слоя только для Схемы AF-805.3
параллельная длина = максимальная ширина сварного шва плюс 1 дюйм (25 мм) Образец А
Зажимная поверхность
Зажимная поверхность
Зажимная поверхность
приблизительно
Образец В (Альтернативный образец)
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
216
AF-810.10 Наращивание поверхностного металла сварного шва. Конструкции, в которых наложение сварочного металла производится к металлу основной конструкции с целью:
(а) восстановления толщины металла основной конструкции перед проведением анализа прочности; или
(б) изменения конфигурации сварных соединений с целью обеспечения выполнения требований AD-420 или AF-142.3 по коническим (клиновидным) переходам в цельных секциях боковых стен должны выполнятся в соответствии с требованиями, изложенными в AF-229 и AF-229.2. При использовании слоёв в качестве переходов см. AD-1110 и Схемы AD-1117.1, AD-1117.2 и AD1117.5.
(в) процедура оценки стыковой сварки на предмет толщины наложенного металла сварочного шва в соответствии с данными Секции IX должна выполняться до производства окончательного сварного шва.
AF-810.20 Неразрушающее обследование
сварных соединений. Изложенные в следующих ниже параграфах правила относятся только к неразрушающим обследованиям камер давления и их составных частей, которые произведены с использованием многослойной конструкции.
(а) Внутренние корпусы и внутренние верхние части. Соединения Категорий А и В во внутреннем корпусе многослойной секции корпуса камеры давления и во внутренних верхних частях многослойной верхней части перед наложением слоёв должны быть обследованы по всей их протяжённости при помощи рентгенографии и соответствовать требованиям Статьи I-5.
(б) Слои – Сварные соединения (1) Соединения Категории А в слоях толщиной
от 1/8 до 5/16 дюйма (от 3,2 мм до 8 мм) приваренные к предлежащей поверхности должны быть на 100% своей протяжённости обследованы с применением метода магнитно-порошковой дефектоскопии с использованием постоянного тока в соответствии со Статьёй 9-1.
(2) Соединения Категории А в слоях толщиной от 5/16 до 5/8 дюйма (от 8 до 16 мм) приваренные к предлежащей поверхности должны быть на 100% своей протяжённости обследованы с применением метода магнитно-порошковой дефектоскопии с использованием постоянного тока в соответствии со Статьёй 9-1. Дополнительно, эти соединения должны быть обследованы на 10% протяжённости наугад с применением ультразвукового метода в соответствии со Статьёй 9-3, за исключением того, что для дна, 10% толщины сварного шва амплитудное расстояние кривой поправок или контрольный уровень начала отсчёта могут быть умножены на 6 dB. Выборочное локальное обследование должно выполнятся в соответствии с указаниями в AF-810.21.
(3) Соединения Категории А в слоях толщиной от 5/8 до 7/8 дюйма (от 16 до 22 мм) приваренные к предлежащей поверхности должны быть на 100% своей
протяжённости обследованы с применением ультразвукового метода в соответствии со Статьёй 9-3, за исключением того, что для дна, 10% толщины сварного шва амплитудное расстояние кривой поправок или контрольный уровень начала отсчёта могут быть умножены на 6 dB.
(4) Соединения Категории А в слоях, которые не приварены к предлежащей поверхности должны быть перед сборкой обследованы на 100% протяжённости методом рентгенографии и соответствовать требованиям Статьи 9-1.
(5) Соединения в сцеплённых полосах спирально скрученной сваренной перед заключением в оболочку конструкции должны быть обследованы на 100% своей протяжённости с применением методом магнитно-порошковой дефектоскопии в соответствии со Статьёй 9-1.
(6) Сварные швы в спирально закрученных полосных конструкциях с закручиванием (спиральным углом) в 75 градусов или менее, измеряемым от осевой средней линии камеры давления должны быть классифицированы как соединения Категории А и соответственно этому обследованы.
(в) Слои – Сваренные шаговой сваркой кольцевые соединения (1) Соединения Категории В в слоях толщиной
от 1/8 до 5/16 дюйма (от 3,2 мм до 8 мм) приваренные к предлежащей поверхности должны быть на 10% своей протяжённости обследованы с применением метода магнитно-порошковой дефектоскопии с использованием постоянного тока в соответствии со Статьёй 9-1. Выборочное локальное обследование должно производится в соответствии с указаниями AF-810.21.
(2) Соединения Категории В в слоях толщиной от 5/16 до 5/8 дюйма (от 8 до 16 мм) должны быть на 100% своей протяжённости обследованы с применением метода магнитно-порошковой дефектоскопии с использованием постоянного тока в соответствии со Статьёй 9-1.
(3) Соединения Категории В в слоях толщиной от 5/8 до 7/8 дюйма (от 16 до 22 мм) должны быть на 100% своей протяжённости обследованы с применением метода магнитно-порошковой дефектоскопии с использованием постоянного тока в соответствии со Статьёй 9-1, дополнительно, эти соединения должны обследоваться выборочно на 10% своей протяжённости в соответствии со Статьёй 9-3, за исключением того, что для дна, 10% толщины сварного шва амплитудное расстояние кривой поправок или контрольный уровень начала отсчёта могут быть умножены на 6 dB. Выборочное локальное обследование должно производиться в соответствии с указаниями AF-810.21.
(4) Соединения Категории В в слоях толщиной свыше 7/8 дюйма (22 мм) должны быть на 100% своей протяжённости обследованы с применением ультразвукового метода в соответствии со Статьёй 9-3, за исключением того, что для дна, 10% толщины сварного шва амплитудное расстояние кривой поправок
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
217
или контрольный уровень начала отсчёта могут быть умножены на 6 dB.
(г) Стыковые соединения. Сварка на всю глубину между сплошными и многослойными секциями. Соединения Категорий А, В и D, прикрепляющие цельную секцию к многослойной при любой толщине слоёв данной в AF-810.20(b) должны быть обследованы при помощи рентгенографии по всей своей протяжённости в соответствии с AF-810.20(a).
Известно, что на рентгенографической плёнке трудно отличить оплавление поверхности слоя35 или приемлемый зазор (см. AF-815) от окалины. Приём готовой работы должен быть основан на ссылках на геометрию сварного шва, как показано на Схеме AF-810.1. В качестве альтернативы, для определения приемлемости показаний может быть использована техника угловой рентгенографии для расположения индивидуальных зазоров как показано на Схеме AF-810.2. Для соединений Категорий А и В между многослойными секциями после полного сваривания рентгенография не требуется, когда полусферическая верхняя часть Категории А и сварные соединения Категории В во внутреннем корпусе или внутренней верхней части, выполненные после наложения слоёв, прошли рентгенографическое обследование в соответствии с требованиями AF-810.20(а).
(д) Сварные соединения плоской верхней части и трубчато-листовые соединения. Соединения Категории С, крепящие многослойный корпус или многослойные верхние части к плоским верхним частям и трубчатым листам, как изображено на Схеме AD-1117.3, должны быть обследованы по тем же требованиям, которые определены в AF-810.20(c) для соединений Категории В.
(е) Сварные соединения патрубков и сообщающихся камер. Сварные соединения Категории D в многослойных корпусах или верхних частях, которым не требуется проведения рентгенографии, должны быть обследованы с применением метода магнитно-порошковой дефектоскопии в соответствии со Статьёй 9-1. Сварной шов частичного проплавления, соединяющий патрубок линейного типа, как показано на Схеме AD-1118.1 эскизы (i), (j),(k) и (l), с корпусами многослойной камеры давления или многослойной верхней части должны обследоваться с применением метода магнитно-порошковой дефектоскопии или дефектоскопии методом проникающих жидкостей (капиллярная дефектоскопия). Стандарты приёмки должны отвечать требованиям Статей 9-1 или 9-2 соответственно, в зависимости от метода применяемой дефектоскопии (магнитно-порошковая или капиллярная).
(ж) Сварные швы крепления не подверженных воздействию давления частей и элементов жёсткости.
(1) Все сварные швы крепления опор, подвесок, скоб, элементов жёсткости и других не подверженных
35 Оплавление слоя определяется как показания, появляющиеся в результате слабого проплавления в области контакта поверхностей слоёв.
давлению частей к частям подверженным воздействию давления (см. Статью D-9) на всех открытых поверхностях должны обследоваться с применением методов магнитно-порошковой или капиллярной дефектоскопии в соответствии с требованиями Статей 9-1 или 9-2 в зависимости от метода дефектоскопии.
(2) Требуемое в AF-227.1(а) обследование должно проводиться после послесварочной термообработки, если она проводилась на креплении к материалам, указанным в Колонке 2 Таблицы AF-241.1.
(з) Переходные сварные швы (1) Весь налагаемый в процессе сварки металл
в сплошной (цельной) секции стены или сварные угловые швы в многослойных переходах должны быть обследованы по всей поверхности наложенного слоя металла сварочного шва при помощи либо магнитно-порошковой, либо капиллярной дефектоскопии в соответствии со Статьями 9-1 или 9-2.
(2) Когда в сварных соединениях, на которых необходимо проведение рентгенографического обследования, используется наплавляемый металл сварочного шва, то этот металл также должен быть включён в обследование.
(и) Таблица AF-810.1 Требования по обследованию. В дополнение к обобщению типов разрешённых соединений, Таблица AF-810.1 даёт сопутствующие требования по проведению контрольных обследований. Если не сделано особых исключений, все сварные швы должны обследоваться, как указано в этих параграфах и Таблице AF-810.1.
AF-810.21 Выборочное локальное обследование и восстановление сварочного шва. Выборочное ультразвуковое обследование Af-810.20(b)(2) и (c)(3) и выборочная магнитно-порошковая дефектоскопия AF-810.20(с)(1) должны выполнятся в следующем порядке:
(а) Место проведения выборочного обследования выбирается Инспектором за исключением тех случаев, когда Инспектор своевременно заранее уведомлен и не может присутствовать или каким-либо иным способом произвести выбор, производитель может руководствоваться собственными соображениями при выборе места или мест проведения локального обследования. Минимальная длина обследуемого места должна составлять 6 дюймов (152 мм).
(б) Когда в результате проведения выборочного обследования обнаруживается, что сварка не соответствует минимальным требованиям по качеству AF-810.20(b)(2), (c)(1) и (с)(3), то выбираются два дополнительных участка того же сварного шва той же длины для проведения обследования. Места расположения этих дополнительных участков определяются Инспектором или производителем, как и для первоначального участка.
(в) Если обнаруживается, что какой-либо из двух дополнительных участков обследования не отвечает минимальным требованиям по качеству AF-810.20(b)(2), (c)(1) и (с)(3), то весь представленный для обследования блок сварки должен быть забракован. Весь забракованный сварной шов удаляется, и данное соединение должно быть сварено вновь или, по выбору производителя, весь блок сварки должен быть
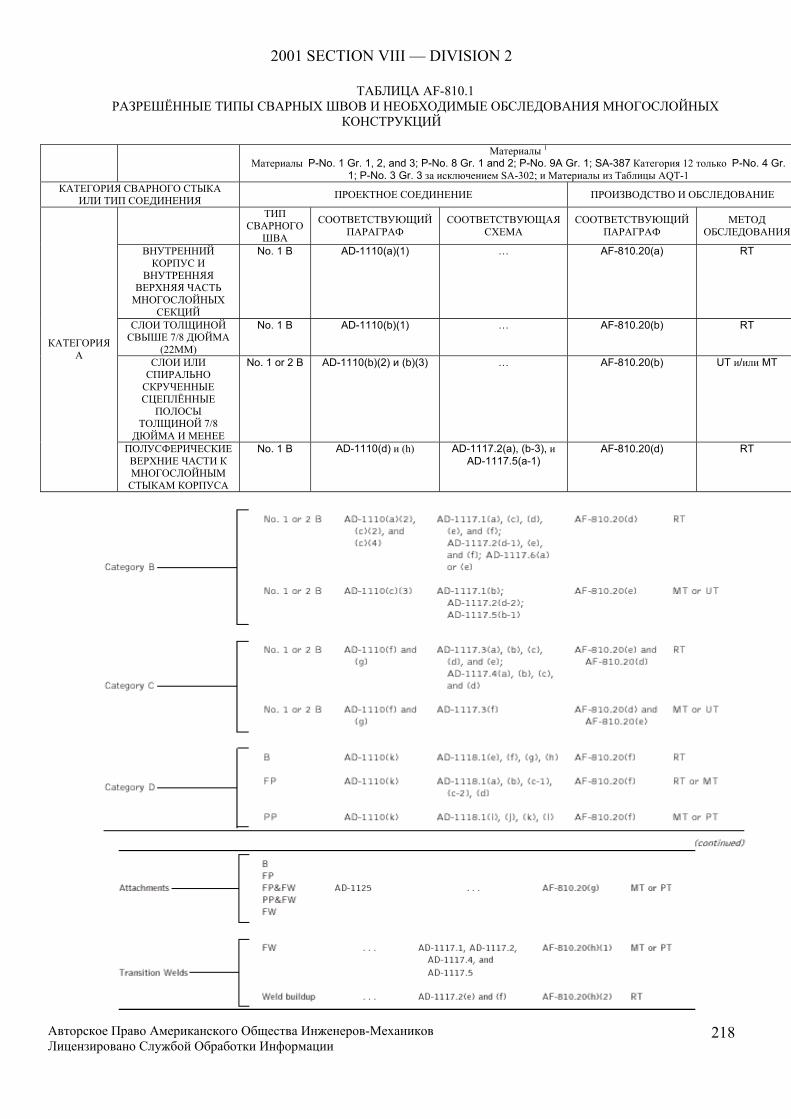
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
218
ТАБЛИЦА AF-810.1 РАЗРЕШЁННЫЕ ТИПЫ СВАРНЫХ ШВОВ И НЕОБХОДИМЫЕ ОБСЛЕДОВАНИЯ МНОГОСЛОЙНЫХ
КОНСТРУКЦИЙ
Материалы 1 Материалы P-No. 1 Gr. 1, 2, and 3; P-No. 8 Gr. 1 and 2; P-No. 9A Gr. 1; SA-387 Категория 12 только P-No. 4 Gr.
1; P-No. 3 Gr. 3 за исключением SA-302; и Материалы из Таблицы AQT-1 КАТЕГОРИЯ СВАРНОГО СТЫКА
ИЛИ ТИП СОЕДИНЕНИЯ ПРОЕКТНОЕ СОЕДИНЕНИЕ ПРОИЗВОДСТВО И ОБСЛЕДОВАНИЕ
ТИП СВАРНОГО
ШВА
СООТВЕТСТВУЮЩИЙ ПАРАГРАФ
СООТВЕТСТВУЮЩАЯ СХЕМА
СООТВЕТСТВУЮЩИЙ ПАРАГРАФ
МЕТОД ОБСЛЕДОВАНИЯ
ВНУТРЕННИЙ КОРПУС И
ВНУТРЕННЯЯ ВЕРХНЯЯ ЧАСТЬ МНОГОСЛОЙНЫХ
СЕКЦИЙ
No. 1 B AD-1110(a)(1) … AF-810.20(a) RT
СЛОИ ТОЛЩИНОЙ СВЫШЕ 7/8 ДЮЙМА
(22ММ)
No. 1 B AD-1110(b)(1) … AF-810.20(b) RT
СЛОИ ИЛИ СПИРАЛЬНО СКРУЧЕННЫЕ СЦЕПЛЁННЫЕ
ПОЛОСЫ ТОЛЩИНОЙ 7/8
ДЮЙМА И МЕНЕЕ
No. 1 or 2 B AD-1110(b)(2) и (b)(3) … AF-810.20(b) UT и/или MT
КАТЕГОРИЯ А
ПОЛУСФЕРИЧЕСКИЕ ВЕРХНИЕ ЧАСТИ К МНОГОСЛОЙНЫМ СТЫКАМ КОРПУСА
No. 1 B AD-1110(d) и (h) AD-1117.2(a), (b-3), и AD-1117.5(a-1)
AF-810.20(d) RT
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
219
Attachments – крепления, присоединения Transition welds – переходные сварные швы
СИСТЕМА УСЛОВНЫХ ОБОЗНАЧЕНИЙ К ТАБЛИЦЕ AF-810.1
Тип соединения: В = стыковой сварной шов: Тип №1 – см. AF-810.2; Тип №2 – см.AF-810.4 FP = сварной шов полного проплавления за исключением стыковых сварных швов РР = сварной шов частичного проплавления – см. AD-1116(а) FW = угловой сварной шов Метод контрольного обследования: RT = полная рентгенография МТ = магнитно-порошковый РТ = капиллярный UT = ультразвуковой Примечания: (1) Внутренние корпуса и внутренние верхние части по всем материалам включены в Таблицу AF-241.1. (2) AF-653 применимо для всех камер давления, сконструированных из материалов из Таблицы AQT-1.
подвергнут полному обследованию и тогда устраняются только обнаруженные дефекты в сварке.
(г) Восстановление сварки должно проводится с использованием должного технологического процесса и приемлемым для Инспектора методом. Вновь сваренные соединения или зоны восстановленной сварки должны быть обследованы выборочным участком в одном месте в соответствии с изложенными выше требованиями AF-810.20(b)(2), (c)(1) и (с)(3).
AF-811 ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
При выполнении описанного в AF-810.20 неразрушающего обследования, прочность сварного соединения для проектных расчётов должна быть 100%.
AF-815 КОНТАКТ МЕЖДУ СЛОЯМИ
(а) Перед наложением слоя, сварные соединения Категории А должны быть зачищены для обеспечения контакта между зоной сварки и налагаемым слоем.
(б) Сварные соединения Категории А многослойных секций корпуса должны быть смещены таким образом, чтобы центры сварных продольных соединений смежных слоёв были разделены по окружности на расстояние равное, минимум, пятикратной толщине слоя.
(в) Сварные соединения Категории А в многослойных верхних частях могут быть смещены если, в случае смещения, соединения смежных слоёв разделены на расстояние равное, минимум, пятикратной толщине слоя.
(г) После подготовки сварного шва и перед свариванием кольцевых швов, высота радиальных интервалов между двумя смежными слоями должна быть измерена на концах многослойной секции корпуса или многослойной секции верхней части под прямыми углами к оси камеры давления, а также должна быть измерена длина значительных радиальных интервалов (без учёта как незначительных интервалов меньших, чем 0.010 дюйма (0.25мм). Приблизительная зона интервала вычисляется, как показано на Схеме AF-815.
Зона интервала Ag не должна превышать толщину слоя, выраженную в квадратных дюймах. Максимальная длина любого интервала не должна превышать внутреннего диаметра камеры давления. Там, где существует более одного интервала между двумя смежными слоями, сумма длин интервалов не должна превышать внутреннего диаметра камеры давления. Максимальная высота любого интервала не должна превышать 3/16 дюйма (4,8 мм). Известно, что могут существовать камеры давления таких размеров, при которых желательно вычислять максимально допустимую площадь интервала и также, когда этого требуют условия циклической эксплуатации. Эта процедура приведена в AF-815.1.,
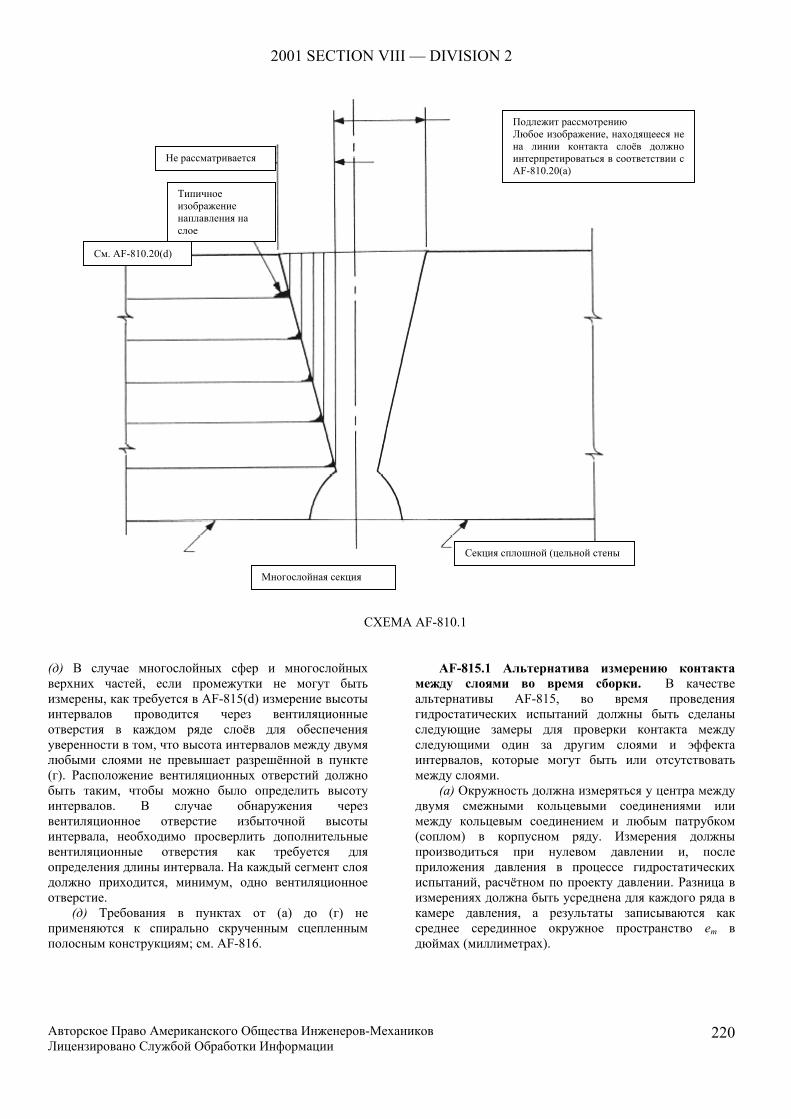
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
220
СХЕМА AF-810.1
(д) В случае многослойных сфер и многослойных верхних частей, если промежутки не могут быть измерены, как требуется в AF-815(d) измерение высоты интервалов проводится через вентиляционные отверстия в каждом ряде слоёв для обеспечения уверенности в том, что высота интервалов между двумя любыми слоями не превышает разрешённой в пункте (г). Расположение вентиляционных отверстий должно быть таким, чтобы можно было определить высоту интервалов. В случае обнаружения через вентиляционное отверстие избыточной высоты интервала, необходимо просверлить дополнительные вентиляционные отверстия как требуется для определения длины интервала. На каждый сегмент слоя должно приходится, минимум, одно вентиляционное отверстие.
(д) Требования в пунктах от (а) до (г) не применяются к спирально скрученным сцепленным полосным конструкциям; см. AF-816.
AF-815.1 Альтернатива измерению контакта между слоями во время сборки. В качестве альтернативы AF-815, во время проведения гидростатических испытаний должны быть сделаны следующие замеры для проверки контакта между следующими один за другим слоями и эффекта интервалов, которые могут быть или отсутствовать между слоями.
(а) Окружность должна измеряться у центра между двумя смежными кольцевыми соединениями или между кольцевым соединением и любым патрубком (соплом) в корпусном ряду. Измерения должны производиться при нулевом давлении и, после приложения давления в процессе гидростатических испытаний, расчётном по проекту давлении. Разница в измерениях должна быть усреднена для каждого ряда в камере давления, а результаты записываются как среднее серединное окружное пространство em в дюймах (миллиметрах).
Подлежит рассмотрению Любое изображение, находящееся нена линии контакта слоёв должноинтерпретироваться в соответствии сAF-810.20(a)
Не рассматривается
Типичное изображение наплавления на слое
См. AF-810.20(d)
Многослойная секция
Секция сплошной (цельной стены
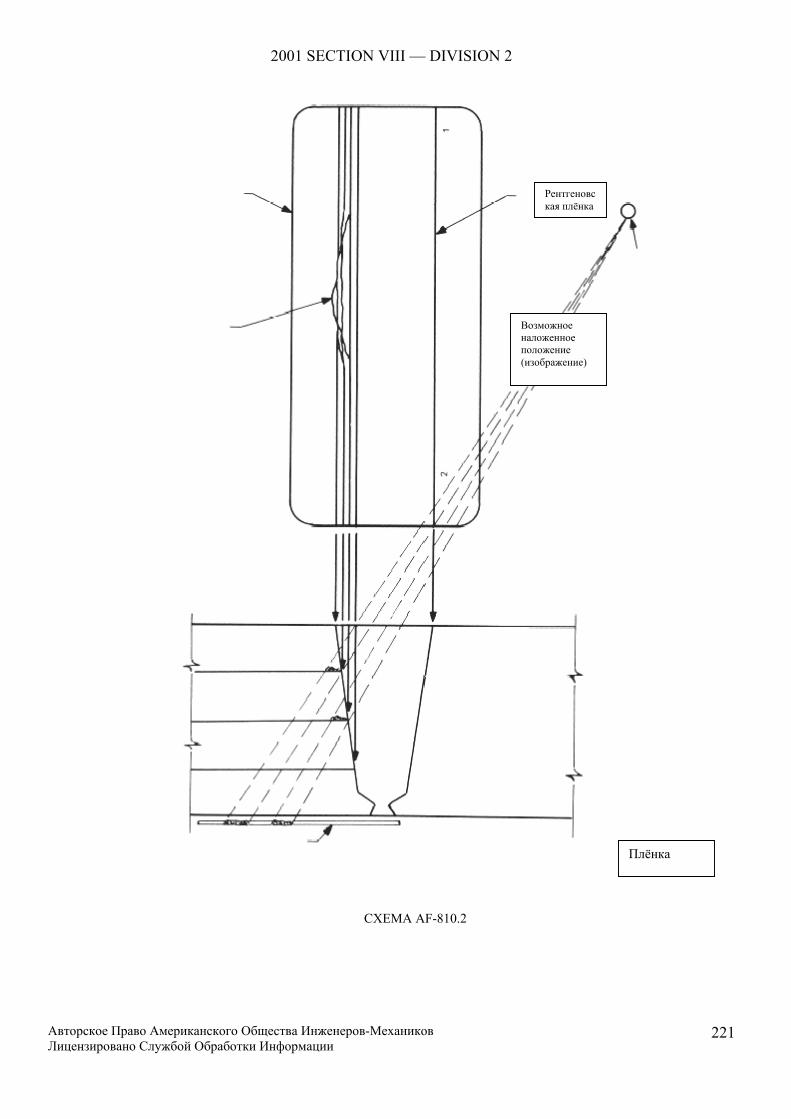
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
221
СХЕМА AF-810.2
Рентгеновская плёнка
Возможное наложенное положение (изображение)
Плёнка
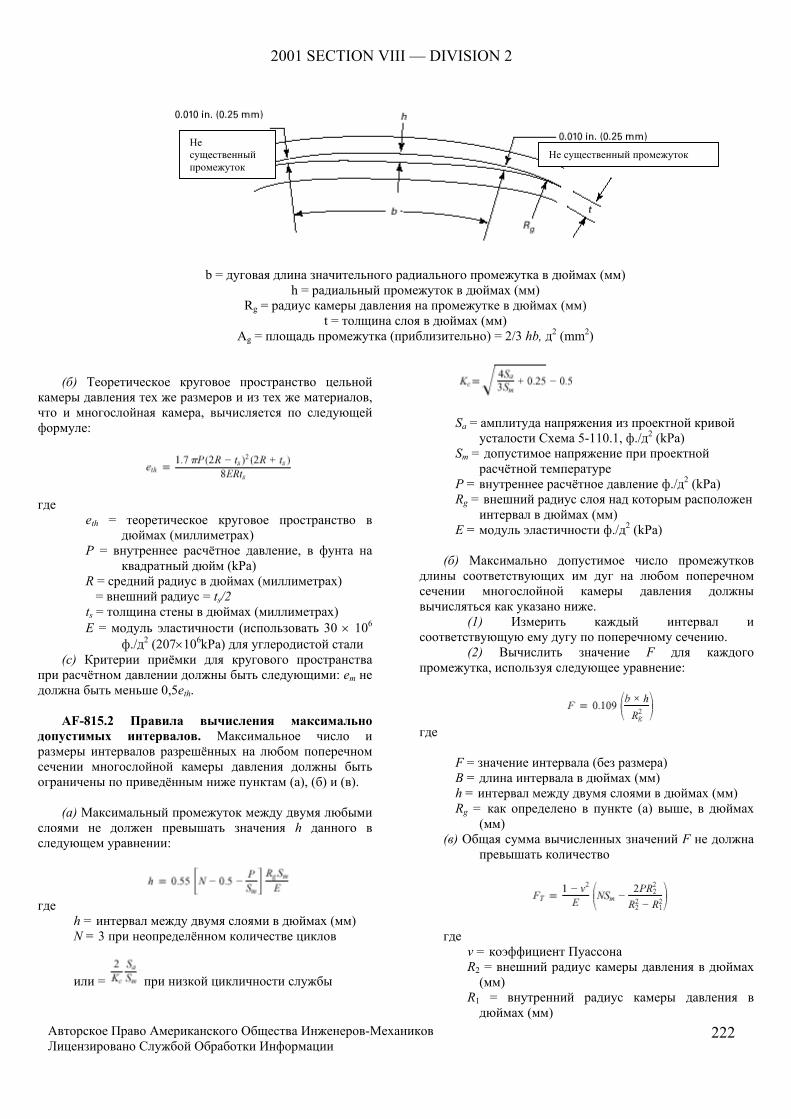
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
222
b = дуговая длина значительного радиального промежутка в дюймах (мм) h = радиальный промежуток в дюймах (мм)
Rg = радиус камеры давления на промежутке в дюймах (мм) t = толщина слоя в дюймах (мм)
Ag = площадь промежутка (приблизительно) = 2/3 hb, д2 (mm2)
(б) Теоретическое круговое пространство цельной
камеры давления тех же размеров и из тех же материалов, что и многослойная камера, вычисляется по следующей формуле:
где eth = теоретическое круговое пространство в
дюймах (миллиметрах) Р = внутреннее расчётное давление, в фунта на
квадратный дюйм (kPa) R = средний радиус в дюймах (миллиметрах) = внешний радиус = ts/2 ts = толщина стены в дюймах (миллиметрах) Е = модуль эластичности (использовать 30 × 106
ф./д2 (207×106kPa) для углеродистой стали (с) Критерии приёмки для кругового пространства
при расчётном давлении должны быть следующими: ет не должна быть меньше 0,5еth.
AF-815.2 Правила вычисления максимально
допустимых интервалов. Максимальное число и размеры интервалов разрешённых на любом поперечном сечении многослойной камеры давления должны быть ограничены по приведённым ниже пунктам (а), (б) и (в).
(а) Максимальный промежуток между двумя любыми
слоями не должен превышать значения h данного в следующем уравнении:
где
h = интервал между двумя слоями в дюймах (мм) N = 3 при неопределённом количестве циклов
или = при низкой цикличности службы
Sa = амплитуда напряжения из проектной кривой
усталости Схема 5-110.1, ф./д2 (kPa) Sm = допустимое напряжение при проектной
расчётной температуре Р = внутреннее расчётное давление ф./д2 (kPa) Rg = внешний радиус слоя над которым расположен
интервал в дюймах (мм) Е = модуль эластичности ф./д2 (kPa)
(б) Максимально допустимое число промежутков
длины соответствующих им дуг на любом поперечном сечении многослойной камеры давления должны вычисляться как указано ниже.
(1) Измерить каждый интервал и соответствующую ему дугу по поперечному сечению.
(2) Вычислить значение F для каждого промежутка, используя следующее уравнение:
где
F = значение интервала (без размера) B = длина интервала в дюймах (мм) h = интервал между двумя слоями в дюймах (мм) Rg = как определено в пункте (а) выше, в дюймах
(мм) (в) Общая сумма вычисленных значений F не должна
превышать количество
где
v = коэффициент Пуассона R2 = внешний радиус камеры давления в дюймах
(мм) R1 = внутренний радиус камеры давления в дюймах (мм)
Не существенный промежуток
Не существенный промежуток
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
E, N, Sm и P такие же как в пункте (а).
AF-816 ПРАВИЛА ОПРЕДЕЛЕНИЯ МАКСИМАЛЬНО ДОПУСТИМОГО РАСТЯЖЕНИЯ ДЛЯ КАМЕР ДАВЛЕНИЯ ИЗ СПИРАЛЬНО СКРУЧЕННЫХ ПОЛОС
Должны быть проведены два гидростатических
испытания. Требования по определению максимально допустимого растяжения следующие:
(а) Во время проведения первого испытания продольное пространство должно измеряться при расчётном давлении, при испытательном давлении и, после сброса испытательного давления, снова при проектном расчётном давлении. Разница между измеренными длинами при расчётном давлении не должна превышать 0,1% от исходной длины при расчётном давлении.
(б) Во время проведения второго испытания длина камеры давления должна быть измерена при испытательном давлении и после полного сброса давления. Продольное сжатие eL не должно превышать тангенциального сжатия eT цельной стены камеры давления тех же размеров, где
и где
eL = продольное сжатие в д/д (мм/мм) eT = тангенциальное сжатие в д/д (мм/мм) L1 = измеренная при подаче второго
испытательного давления длина камеры давления в дюймах (мм)
L = конечная длина камеры давления при атмосферном давлении после второго испытания в дюймах (мм)
P = испытательное давление в ф/д2 (kPa) E = модуль эластичности ф/д2 (kPa) Y = соотношение диаметров (внешний
диаметр / внутренний диаметр). AF-817 ВЕНТИЛЯЦИОННЫЕ ОТВЕРСТИЯ
Вентиляционные отверстия предусматриваются для предотвращения утечек внутреннего корпуса и накапливания давления между слоями, как следует ниже.
(а) В каждом ряде корпуса или сегмента верхней части слой должен состоять из одного или более стальных листов. Каждый слой должен иметь, по меньшей мере, два вентиляционных отверстия минимального диаметра в ¼ дюйма (6 мм). Отверстия могут быть просверлены радиально через многосоставные слои или располагаться зигзагообразно на отдельных стальных листах слоя.
(б) При непрерывных свёрнутых рулоном слоях, каждая многослойная секция должна иметь, по меньшей
мере, четыре вентиляционных отверстия минимальным диаметром в ¼ дюйма (6 мм). Два из этих отверстия должны быть расположены недалеко от каждого конца секции с интервалом, примерно, на 180 градусов друг от друга.
(в) Наличие вентиляционных отверстий не требуется в спирально скрученных из сцеплённых полос конструкциях.
(г) Минимальные требования для навивных полосных многослойных конструкций должны оставляться вентиляционные отверстия минимального диаметра в ¼ дюйма (6 мм) просверленные рядом с обеими кромками полосы. Они должны проходить через всю длину полосы и расположены на расстоянии, примерно, πR/tan Q друг от друга (где R является средним радиусом корпуса, а Q – острый угол спиральной обёртки измеряемой в градусах от продольной средней линии).
Если сварочный шов полосы частично или полностью закрывает вентиляционное отверстие, должно быть просверлено дополнительное вентиляционное отверстие на каждой стороне закрытого отверстия.
В дополнение к вышесказанному следует добавить, что отверстия могут быть просверлены радиально сквозь многосоставные слои.
(д) Вентиляционные отверстия не должны заграждаться. При использовании мониторинговой системы, необходимо предусмотреть защиту от накопления давления внутри слоёв.
AF-820 ТЕРМООБРАБОТКА СВАРИВАЕМЫХ
ДЕТАЛЕЙ
(а) При необходимости, части подверженные воздействию давления должны проходить послесварочную термообработку в соответствии со Статьями F-4 и F-6; однако, законченные многослойные камеры давления или их многослойные секции в проведении послесварочной термообработки не нуждаются при условии выполнения изложенных ниже в пункте (б) требований.
(б) Если это не требуется по AF-402, законченные многослойные камеры давления или их многослойные секции не нуждаются в проведении послесварочной термообработки, если сварные швы соединяют многослойные секции между собой или многослойную секцию к сплошной цельной стене при условии выполнения следующих требований:
(1) Толщина, о которой идёт речь в AF-402.3 и AF-630 является толщиной одного слоя. При использовании более чем одной толщины слоя, определяющей является толщина более толстого слоя.
(2) Должна быть проведена подготовка законченного соединения сплошной цельной секции или цельного патрубка (сопла), на которых должна быть проведена послесварочная термообработка в соответствии с данными AF-402.2 и AF-630, «намазанным»36 слоем сварочного материала толщиной, минимум, 1/8 дюйма (3,2 мм) не требующего проведения послесварочной термообработки. Сплошные цельные секции из 36 Слово «намазанный» означает составную покрывающую сварку.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
материалов Ряда Р-1 в этом «намазанном» слое не нуждаются. Послесварочная термообработка сплошных «намазанных» секций должна быть выполнена до их крепления к многослойным секциям. Проведение послесварочной термообработки после крепления к многослойной секции не требуется, если нет необходимости в послесварочной термообработке самой многослойной секции.
(3) Используется техника многопроходного сварного шва, и толщина сварочного слоя ограничена
до, максимум, 3/8 дюйма (10 мм). При использовании материалов, перечисленных в Таблице AQT-1, последний проход должен быть обработан с применением техники отпускного сварного наплавленного слоя37 исключая стали с содержанием 5%, 8% и 9% никеля.
(в) Правила AF-820 по проведению послесварочной термообработки должны применятся при всех ремонтных (восстановительных) работах на сварочных швах.
(г) Эти требования по термообработке для многослойных камер давления, в которых будут содержаться ядовитые вещества должны применятся только в отношении внутреннего корпуса или внутренней верхней части.
37 Техника отпускного сварного наплавленного слоя применяется, когда заключительные валики сварки сделаны сверх утопленных, с наложением только на предыдущие валики сварки с целью отпуска металла без контакта с металлом основной конструкции с последующим удалением этих заключительных валиков.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
Часть AR
СРЕДСТВА СБРОСА ДАВЛЕНИЯ
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
225
ЧАСТЬ AR
Статья R-1 AR-100 AR-110 AR-120 AR-130 AR-131 AR-131.1 AR-131.2 AR-131.3 AR-131.4 AR-131.5 AR-132 AR-133 AR-140 AR-141 AR-142 AR-143 AR-144 AR-145 AR-150 AR-160 AR-161 Статья R-2 AR-200 AR-210 AR-211 AR-213 AR-214 AR-220 AR-230 AR-240 Статья R-4 AR-400 AR-401` AR-401.1 AR-401.2 AR-402 AR-403 AR-404 AR-405 AR-410
Общие требования 227 Защита от избыточного давления 227 Типы защиты от избыточного давления 227 Клапаны спуска давления 227 Несамовозвратные средства спуска давления 228 Устройство разрывной мембраны 228 Разрывное давление 228 Номинальное значение пропускной способности 228 Одиночные средства контроля давления 229 Установка клапана спуска давления на входе 229 Установка подпружиненного клапана и предохранительного клапана на выходе 229 Устройство спуска давления типа "разрушающего штифта" 230 Подпружиненные несамовозвратные средства спуска давления 230 Установка давления 230 Для одиночного средства спуска давления 230 Для комбинации нескольких средств спуска давления 230 Эффект противодавления при определении давления 231 Диапазон датчиков давления 231 Допустимое отклонение при установке давления 231 Допустимое избыточное давление 231 Регулирование пропускной способности 231 Изменение пропускной способности для различных жидкостей 231 Материал и требования при проектировании 232 Минимальные требования для клапанов спуска давления 232 Выбор материала 232 Минимальные размеры клапанов спуска давления 233 Требования по дренажу 233 Сварочные процессы и другие требования 233 Инспекционные осмотры производства и установки клапанов спуска давления 233 Испытание продукции производителем 234 Требования по конструкции 234 Маркировка и штампы 235 Маркировка 235 Предохранительные клапаны, клапаны спуска жидкости и управляющий клапан 235 Предохранительные клапаны, сертифицированные на спуск пара 235 Единицы измерения 235 Клапаны спуска давления в комбинации с разрывными мембранами 235 Клапаны спуска давления в комбинации с разрушающимся штифтом 236 Разрыв мембраны 236 Подпружиненные несамовозвратные средства спуска давления 236 Применение кодовых обозначений 236
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
226
Статья R-5 AR-500 AR-510 AR-511 AR-512 AR-513 AR-520 AR-521 AR-522 AR-523 AR-524 AR-530 AR-540 AR-550 AR-560 AR-561 AR-562 AR-570 Статья R-6 AR-600 AR-601 AR-602 AR-610 AR-615 AR-620 Схема AR-401.1
Сертификация пропускной способности предохранительных клапанов 237 Сертификация пропускной способности до нанесения обозначения 237 Текучая среда и испытательное давление 237 Текучая среда и испытание пропускной способности 237 Максимальное испытательное давление 237 Испытание управляющих клапанов 237 Процедуры испытания пропускной способности 237 Метод трёх клапанов 237 Угловой метод 238 Коэффициент метода выпуска 238 Клапан с иглой форсунки 239 Где и кем производятся испытания пропускной способности 239 Отчёт по испытаниям 239 Отказ от дальнейших испытаний клапанов испытанных по Разделу 1 239 Сертификация пропускной способности предохранительных клапанов в комбинации с несамовозвратными клапанами сброса давления 240 Пропускная способность предохранительных клапанов в комбинации с разрывными мембранами 240 Выборочные испытания разрывной мембраны и предохранительных клапанов 240 Пропускная способность Оснащение резервуаров средствами сброса давления 242 Количество, размер и расположение соединений 242 Соединения клапанов спуска давления насыщенного пара 242 Соединение клапанов спуска давления жидкости 242 Размеры отверстий и патрубков 242 Переходной запорный клапан 242 Расположение отверстий и соединений 242 Официальное обозначение по стандартам Американского Общества Инженеров Механиков 235
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
227
СТАТЬЯ R-1
ОБЩИЕ ТРЕБОВАНИЯ
AR-100 ЗАЩИТА ОТ ИЗБЫТОЧНОГО ДАВЛЕНИЯ 1 (а) Все резервуары высокого давления, относящиеся к данному Разделу, должны быть обеспечены защитой против избыточного давления, в соответствии с положениями данной Статьи. (b) Теплообменники и подобные резервуары должны быть защищены от избыточного давления, на случай отказа клапана по внутренней причине. (с) Резервуары, эксплуатируемые при полном заполнении жидкостями, должны быть оборудованы средствами сброса давления, спроектированными для эксплуатации с жидкостями, если не предусмотрены другие средства защиты от избыточного давления. (d) Средства защиты от избыточного давления, указанные в пункте (а) не должны устанавливаться непосредственно на резервуар высокого давления, когда источник давления находится вне резервуара и находится под контролем, так что давление в резервуаре не может превысить проектное давление при рабочей температуре, кроме случаев, допускаемых по AR-150. (е) Резервуары соединённые вместе системой трубопровода, без клапанов, изолирующих один резервуар от другого, оцениваются как единый блок, с точки зрения оснащения средствами спуска давления. (f) Средства сброса давления должны изготавливаться и устанавливаться, так, чтобы быть доступными для инспекционных осмотров и ремонта, и так, чтобы они не были поставлены в нерабочем состоянии (см. приложение А) и могли отличаться, в зависимости от намеченного использования. AR-110 ТИПЫ ЗАЩИТЫ ОТ ИЗБЫТОЧНОГО ДАВЛЕНИЯ Клапаны спуска давления2, несамовозвратные средства спуска давления3 или вентиляционный проток, открытые напрямую или не напрямую в атмосферу, могут использоваться как предохранительные средства. 1 Предохраняющие средства не обязательно должны быть предоставлены производителем резервуаров, однако средства защиты от избыточного давления, должны быть установлены на резервуаре до начала его эксплуатации. 2 Клапан спуска давления спроектирован для повторного включения и предотвращения дальнейшего потока жидкости, после установления нормального состояния (давления в резервуаре).
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
228
Несамовозвратные средства спуска давления могут устанавливаться на резервуаре либо одиночно, либо в комбинации с предохранительными клапанами. ПРИМЕЧАНИЕ: Применение несамовозвратных средств спуска давления является целесообразным на резервуарах содержащих материал, с которым использование предохранительных клапанов неэффективно, там где необходимо избегать потери материала в результате утечек или где следует избегать загрязнение атмосферы вредными или ядовитыми веществами. Применение разрывной мембраны так же рекомендуемо при наличии возможности резкого скачка давления. AR-120 КЛАПАН СПУСКА ДАВЛЕНИЯ4 (а) Предохранительные клапаны и клапаны спуска давления должны быть подпружиненного типа. (b)Управляющий клапан спуска давления так же может быть использован при условии, что управляющее устройство самоактивируемо и основной клапан открывается автоматически при избыточном давлении и работает с полной пропускной способностью, если какая либо из частей управляющего устройства выходит из строя. (с) Пружина предохранительного клапана или клапана спуска давления не должна устанавливаться более чем на 5% сверх или ниже проектной нормы, установленной производителем. Внутренняя регулировка должна производиться производителем, его полномочными представителями или сборщиком и маркировочная бирка должна быть предусмотрена, для определения устанавливаемого давления и технических данных. Клапан должен быть уплотнён прокладкой идентифицированной производителем, его полномочными представителями или установщиком, производящим регулировку оборудования. (d) Допустимое отклонение установки давления в клапанах спуска давления, плюс или минус, не должно превышать 2 psi (13.8kPa), для давления до 70 psi (483 kPa) и 3% для давления выше 70 psi (483) kPa). 3 Несамовозвратные средства спуска давления, спроектированы так, чтобы оставаться открытыми после срабатывания. 4 Предохранительный клапан приводится в действие статическим давлением на входе и характеризуется быстрым открыванием или хлопковым действием. Клапан спуска давления приводимый в действие статическим давлением на входе, открывается пропорционально увеличивающемуся давлению сверх установленного давления. Клапан спуска давления характеризуется быстрым открыванием или хлопковым действием, а так же открыванием в пропорции к увеличению давления, в зависимости от применения. Управляющий клапан спуска давления, является средством спуска давления, в котором основные средства спуска скомбинированы и контролируются самоуправляемым вспомогательным клапаном спуска давления.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
229
(е) Предохранительные клапаны для спуска пара, должны соответствовать требованиям AR-511. AR-130 НЕСАМОВОЗВРАТНЫЕ СРЕДСТВА СПУСКА ДАВЛЕНИЯ AR-131 Устройство разрывной мембраны 5 AR-131.1 Давление разрыва. Каждая разрывная мембрана должна иметь штамп давления разрыва, устанавливаемый в соответствии с правилами AR-131.1. в пределах норм производителя6 , при определённой температуре мембраны7 с указанием номера партии изделия. Допустимое отклонение давления разрыва, при определённой температуре мембраны не должно превышать, плюс минус, 2 psi (13.8 kPa) для давления разрыва до 40 psi (276 kPa) и плюс минус 5% для давления разрыва свыше 40 psi (276 kPa). Давление разрыва, в пределах расчётных норм производителя, выводиться одним из нижеописанных методов. Все испытания мембран должны производиться на обойме такой же формы и размеров, что и на резервуаре, на котором она будет установлена при эксплуатации. (а) По крайней мере, два образца разрывных мембран из каждой партии, такой же формы и таких же размеров, что и рабочие мембраны, должны быть разрушены для подтверждения, что давление разрыва, срабатывает в пределах проектных норм производителя, при соответствующей температуре мембраны. Минимум одна мембрана должна быть разрушена при комнатной температуре. Номинальной температурой мембраны должна быть средняя температура мембраны, при условии разрыва. 5 Разрывная мембрана, является несамовозвратным средством регулировки давления, приводимое в действие статическим давлением на выходе и спроектировано на разрушение мембраны, находящейся под давлением. Разрывная мембрана, является элементом находящимся под давлением и чувствительным к давлению. Обойма разрывной мембраны является структурой фиксирующей мембрану в клапане. Разрушающая мембрана может быть различной конфигурации, например плоской, выпуклой или вогнутой. Разрывная мембрана изготавливается из пластичного или хрупкого металла. Материал разрывной мембраны не должен соответствовать требованиям спецификации ASME. Материал обоймы разрывной мембраны, перечислен в Разделе II данной Части. 6 Расчётные нормы производителя – диапазон давления, в пределах которого давление разрыва на испытательную мембрану соответствует требованиям, оговорённым между производителем разрывных мембран и пользователем или его агентом. Мембрана должна быть промаркирована по среднему давлению разрыва на все мембраны. 7 Номинальная температура мембраны должна быть температурой мембраны, при которой предполагается, что она должна быть разрушена.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
230
(b) Минимум четыре образца разрывных мембран, но не меньше 5% от каждой партии мембран, изготовленных из того же материала и того же размера, что и рабочие мембраны, должны быть испытаны на разрушение при четырёх разных температурах, в пределах применяемого при эксплуатации диапазона температур. Полученные данные используются при установлении диаграммы (кривой) давления разрыва, по отношению к каждой партии мембран. Номинальные характеристики при соответствующей температуре должны быть интерполированы из этой кривой. (с) Для выпуклых твёрдых металлических мембран или графитовых мембран, кривая процентного соотношения при температурах, отличных от температуры окружающей среды устанавливаются по пункту (b) выше, используя один размер мембран из каждой партии материала. Минимум две мембраны из каждой партии, изготовленные из того же материала и того же размера, что и рабочие мембраны, должны быть испытаны на разрыв при температуре окружающей среды, для определения номинальной температуры в помещении по каждой партии мембран. Процентное изменение давления разрыва, полученное по оговорённой выше кривой, должно быть использовано для определения расчётных параметров при соответствующей температуре каждой партии мембран. AR-131.2 Номинальное значение пропускной способности (а) Расчётные номинальные параметры разрывной мембраны не должны превышать величину, установленную по формуле (см. AR-500), для различных средних значений умноженную на:
К = коэффициент = 0.62 Зона А (в квадратных дюймах) в теоретической формуле, должна быть минимальной площадью сечения потока, оставшейся после разрыва мембраны8. (b) Вместо метода расчёта параметров данных в пункте (а) выше, производитель может получить параметры данной разрывной мембраны, установленные по коэффициенту KD в соответствии с процедурами AR-500. 8 Минимальная площадь сечения определяется, как расчётная площадь сечения после полного разрыва мембраны, при соответствующем допуске на любые (оставшиеся) конструкционные элементы мембраны, которые могут сократить площадь сечения потока через разрывную мембрану. Площадь сечения не должна превышать по размерам номинальный размер (диаметр) патрубка разрывной мембраны.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
231
AR-131.3 Одиночные средства спуска давления. Применение разрывных мембран с жидкостями должно быть тщательно проанализировано для гарантирования, что разрывная мембрана и динамическая энергия системы, в которой она установлена, дадут в результате отверстие в разрывной мембране, с площадью сечения достаточных размеров для пропускной способности. Разрывная мембрана может быть использована как одиночное устройство спуска давления в резервуаре. ПРИМЕЧАНИЕ: При использовании разрывной мембраны, рекомендуется, чтобы расчётное давление резервуара было значительно выше рабочего давления, для обеспечения достаточного разграничения между рабочим давлением и разрывным давлением разрывной мембраны, для предотвращения преждевременного повреждения разрывной мембраны из-за фактора усталости или деформации. AR-131.4 Установка клапана спуска давления на входе. Разрывная мембрана может быть установлена между клапаном спуска давления9 и резервуаром при условии, что: (а) комбинация подпружиненного клапана, предохранительного клапана и разрывной мембраны, достаточна для соответствия требованиям AR-150; (b) пропускная способность подпружиненного и предохранительного клапана (патрубкового типа) при установке разрывной мембраны, между входным отверстием клапана и резервуаром должна быть умножена на фактор 0.80 номинальной пропускной способности одного клапана или, как альтернатива, пропускная способность данной комбинации клапанов должна устанавливаться в соответствии с пунктом (с); (с) пропускная способность комбинации разрывной мембраны и подпружиненного клапана или предохранительного клапана может устанавливаться так, как описано в соответствующем параграфе AR-560; (d) в промежутке между разрывной мембраной и предохранительным клапаном должен быть установлен датчик давления, пробный кран, свободный выпуск или контрольный индикатор. Данная установка позволяет определить нарушение мембраны или утечку.10 (е) отверстие (см. сноску 8) в разрывной мембране, после разрыва, достаточно для обеспечения потока равного пропускной способности клапана (см. пункты (b) и (с) выше), но не в коем случае пропускная способность в данной зоне не должна быть меньше 80% зоны входа в клапан, если пропускная способность и действие разрушающей мембраны и клапана не установлена при испытаниях в соответствии с AR-560. 9 Использование разрывной мембраны в комбинации с клапаном спуска давления должно быть тщательно проанализировано, для подтверждения, что рабочие характеристики клапана выводятся из пропускного действия клапана и разрыва разрушающей мембраны.
10 Пользователь оборудования предупреждается, что разрывная мембрана не разрывается при проектном давлении, если давление поднимается в пространстве между мембраной и предохранительным клапаном, что происходит при увеличении утечки в мембране из-за коррозии или по другим причинам.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
232
AR-131.5 Установка подпружиненного клапана и предохранительного клапана на выходе. Разрывная мембрана может быть установлена на выходе11 из подпружиненного и предохранительного клапана, который открывается под действием давления в резервуаре при условии, что: (а) клапан спроектирован так, что не должен разрываться, при правильной установке клапана, не зависимо от любого противодавления, которое может быть создано между диском клапана и разрывной мембраной. Пространство между диском клапана и мембраной должно вентилироваться для предотвращения накопления избыточного давления, из-за малого объёма утечки через клапан12; (b) клапан имеет достаточную пропускную способность, для соответствия требованиям AR-150(а), (b) и (с); (с) давление разрыва на разрывную мембрану, при сопутствующей температуре, плюс любое давление на выходе не должно превышать расчётное давление на выходе из предохранительного клапана, а так же в любой трубе или фитинге, между клапаном и разрывной мембраной. Тем не менее, ни в коем случае давление разрыва на разрывную мембрану, при сопутствующей температуре, плюс любое давление на выходе не должно превышать максимально допустимое рабочее давление в резервуаре или установленное давление в предохранительном клапане. (d) отверстие, получившееся в разрывной мембране, после разрыва мембраны, имеет достаточную площадь сечения, чтобы создавался проток, с номинальной пропускной способностью равной смежному с ним предохранительному клапану, не превышая норму допустимого избыточного давления; (е) любая трубная обвязка вне разрывной мембраны, не может быть закупорена разрушающей мембраной или её фрагментами; (f) содержимое резервуара является чистой жидкостью, без какого-либо смолистого осадка или грязи, так чтобы в пространстве между клапаном и мембраной не происходило накопление грязи; (g) корпус предохранительного клапана должен иметь вентиляционное отверстие для предотвращения накопления избыточного давления. 11 Разрывная мембрана, в комбинации с предохранительным клапаном используется для минимизации потерь при утечке через клапан, ценных, ядовитых или других опасных материалов или может применяться там, где только разрывная мембрана или устройство разрывной мембраны на входе не может быть применено, или для предотвращения попадания внутрь клапана агрессивных газов. 12 Пользователь предупреждается, что стандартный подпружиненный предохранительный клапан не откроется при установленном давлении, если противодавление создаётся в пространстве между разрывной мембраной и предохранительным клапаном. Требуется предоставление специально спроектированного клапана, такого как мембранный клапан или клапан, оборудованный сильфоном.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
233
AR-132 Устройство спуска давления типа разрушающего шплинта13
(а) Шплинтовое устройство спуска давления, не должно устанавливаться как одиночное средство, а только в комбинации между предохранительным клапаном и резервуаром. (b) В промежутке между шплинтовым устройством спуска давления и предохранительным клапаном необходимо установить датчик давления, пробный кран, свободный выпуск или контрольный индикатор. Данная установка позволяет определять рабочее состояние шплинтового устройства или утечку через него. (с) Каждое шплинтовое устройство должно иметь расчётное давление и температуру, при которой происходит разрушение шплинта. Шплинтовое устройство должно быть идентифицировано по серийному номеру, и иметь гарантию производителя, на срабатывание при расчётном давлении с соответствующим допустимым отклонением. Расчётное давление psi (kPa) Минимум Максимум Допустимое отклонение psi (kPa) 30 (207) 150 (1034) 5 (35) 151 (1041) 275 (1896) 10 (69) 276 (1903) 375 (2586) 15 (103) (d) Расчетное давление шплинтового устройства плюс допустимое отклонение в фунтах на квадратный дюйм, не должно превышать 105% максимально допустимого рабочего давления резервуара. (е) Расчётное давление шплинтового устройства, при соответствующей рабочей температуре14, должно подтверждаться испытанием двух или более образцов шплинтов из каждой партии материалов, того же размера и из такого же материала, как и те, что применяются при эксплуатации. Число изделий в партии не должно превышать 25. Испытания должны проводиться на устройствах такой же формы и с таким же расчётным давлением, как и на рабочем шплинтовом устройстве. AR-135 Подпружиненные несамовозвратные средства спуска давления (а) Подпружиненные несамовозвратные средства спуска давления, приводимые в действие воздействием давления, позволяющим открываться подпружиненной части при специально установленном давлении и оставаться открытыми до ручной установки в исходное положение, при условии, что подпружиненное несамовозвратное средство спуска давления устроено так, что при выходе из 13 Шплинтовое устройство контроля давления – несамовозвратное средство спуска давления, приводимое в действие статическим давлением на входе и спроектировано на срабатывание при разрушении шплинта, поддерживающего элементы устройства находящиеся под давлением. Шплинт в данном шплинтовом устройстве является элементом, несущим нагрузку. Корпус шплинта – элемент, закрывающий шплинтовой механизм. Материал для корпуса перечислен в Разделе II и в данной Части. 14 Расчётная температура – температура шплинтового устройства, при которой предполагается разрушение шплинта.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
234
строя срабатывающего механизма, средство контроля давления откроется полностью, при установленном расчётном давлении. Данное устройство не применяется в комбинации с другими средствами спуска давления. Допустимое отклонение момента открывания не должно превышать 5%. (b) Расчётная пропускная способность подпружиненного несамовозвратного средства спуска давления, не должна превышать величину, рассчитанную по теоретической формуле (см. AR-500) умноженную на: К = коэффициент = 0.62 Зона А (в квадратных дюймах) в теоретической формуле, должна быть минимальной площадью сечения потока, через минимальное отверстие данного средства спуска давления. (с) Вместо метода расчёта параметров данных в пункте (а) выше, производитель может получить параметры данного несамовозвратного средства спуска давления, установленные в соответствии с процедурами AR-500. AR-140 УСТАНОВКА ДАВЛЕНИЯ AR-141 Для одиночного средства спуска давления Одиночное средство спуска давления, должно быть установлено на срабатывание15 при давлении (см. AR-145 для допустимого отклонения) не превышающим расчётное давление резервуара при рабочей температуре, кроме случаев допускаемых по AR-142. AR-142 Для комбинации нескольких средств спуска давления (а) Если требуемая пропускная способность обеспечивается одним или более средствами спуска давления, только одно из них должно быть установлено на срабатывании при давлении не превышающим расчётное давление резервуара. Дополнительные устройства или устройство могут быть установлены на более высокое давление, не превышающее, однако 105% расчётного давления резервуара, кроме случаев, предусмотренных в пункте (b). (b) Если предоставляются дополнительные средства спуска давления для предохранения от избыточного давления, например из-за факела пламени или от других внешних источников тепла, они должны быть установлены на срабатывание при давлении, не превышающем 110% расчётного давления резервуара (см. AR-150 (c)). 15 Устанавливать на давление – означает устанавливать давление срабатывания предохранительного клапана, подпружиненного несамовозвратного средства спуска давления, разрывное давление разрушающей мембраны или разрывное давление разрушающего шплинта.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
235
AR-143 Эффект противодавления при определении давления Давление, на которое устанавливается любое средство контроля давления должно включать давления напора и противодавление. AR-144 Диапазон датчиков давления Если датчики давления устанавливаются, для определения давления в резервуаре, рядом со средствами контроля давления, они должны быть градуированы по верхнему пределу ни ниже, чем в 1.25 раза установленного давления средств контроля давления, и не больше расчётного давления в резервуаре. При необходимости могут быть установлены дополнительные датчики. AR-145 Допустимое отклонение при установке давления Допустимое отклонение при установке давления представленное в AR-120 и AR-130 достаточно ограниченно, так что номинальное давление, установленное на срабатывание средств предотвращения избыточного давления, может быть равно расчётному давлению в резервуаре. AR-150 ДОПУСТИМОЕ ИЗБЫТОЧНОЕ ДАВЛЕНИЕ Суммарная пропускная способность средств спуска давления, открытого потока, вентиляционных (дыхательных) клапанов должна быть достаточной для предотвращения избыточного давления, установленного в пунктах (а), (b) и (с), при открытом положении средств спуска давления. (а) Допустимое избыточное давление для всех резервуаров высокого давления, изготовленных в соответствии с данным Разделом, должно быть ограниченно до не более, чем 10% или 3 psi (20.6 kPa), в зависимости от того, что больше, по отношению к расчётному давлению в резервуаре, кроме случаев, установленных в пунктах (b) и (с). Смотрите AR-140, для установки давления. (b) Допустимое избыточное давление, для резервуаров, укомплектованных комбинированными средствами спуска давления, в соответствии с AR-142 (а) должно быть ограниченно до 16% или 4psi (28kPa), в зависимости от того, что больше, по отношению к расчётному давлению в резервуаре.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
236
(с) Допустимое избыточное давление должно быть ограниченно до 21% расчётного давления, если средства спуска давления установлены на спуск давления в условиях нагревания от факела пламени или от других источников тепла. (d) Те же средства спуска давления могут быть использованы для соответствия требованиям по пропускной способности, пунктов (а) и (с) или (b) и (с), при условии соблюдения требований AR-140. AR-160 РЕГУЛИРОВАНИЕ ПРОПУСКНОЙ СПОСОБНОСТИ (а) Для регулирования пропускной способности средств контроля давления, больше, чем 1.10 р, как допускается по AR-140 и AR-150, к номинальная пропускной способности может быть применён коэффициент. Общеупотребительные единицы:
SI единицы:
где Р = давление спуска, psi (kPa) H = установочное давление psi (kPa) Для давления пара свыше 1.500 psi (10.000kPa), вышеуказанный коэффициент не применяется. Для паровых клапанов с давлением спуска превышающим 1.500 psi (10.000kPa), но меньше или равное 3.200 psi (22.100kPa), должна быть установлена пропускная способность больше 1.10р путём применения уравнения для пара, поправочного коэффициента для пара под высоким давлением по AR-523 с допустимым абсолютным давлением спуска и коэффициент К для данного типа клапана. AR-161 Изменение пропускной способности для различных жидкостей Номинальная пропускная способность не паровых или воздушных клапанов спуска давления, определяется методом конверсии, описанном в Приложении 10.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
237
СТАТЬЯ R-2
МАТЕРИАЛЫ И ТРЕБОВАНИЯ ПРИ ПРОЕКТИРОВАНИИ
AR-200 МИНИМАЛЬНЫЕ ТРЕБОВАНИЯ ДЛЯ КЛАПАНОВ СПУСКА ДАВЛЕНИЯ
(а) В проект должно входить руководство по монтажу, необходимое для согласованной работы оборудования. (b) Пружина должна быть рассчитана так, чтобы полное сжатие не превышало 80% номинального прогиба рессоры. Постоянная установка пружины (определяемая как разница между свободной высотой (высота пружины в свободном состоянии) и высотой, измеряемой, после 10 минут сжатия пружины и три добавочных периода после повторной установки при комнатной температуре), не должна превышать 0.5% высоты пружины в свободном состоянии. (с) Каждый клапан спуска давления для воздуха, воды (более 1400F (600С)) или пара, должен иметь достаточной силы подъёмное приспособление, которое при приведении в действие давит на диск, когда клапан находится под воздействием минимум 75% установочного давления клапана. Клапан спуска давления, приводимый в действие управляющим устройством, должен быть укомплектован, либо подъёмным устройством, как описано выше, либо средством, соединённым с управляющим устройством и создающим давление на управляющее устройство, адекватным для подтверждения, что подвижные части могут свободно двигаться. (d) Специальные средства уплотнения должны быть прикреплено к корпусу клапана, таким образом, чтобы оно не могло подниматься (е) В конструкции корпуса клапана, следует учитывать необходимость минимизации эффекта отложения осадка. (f) Клапаны с резьбовым входным или выходным соединением должны иметь винтовую наружные детали, для предотвращения повреждения внутренних рабочих частей. (g) Специальные средства для уплотнения должны быть обеспечены для всех клапанов, соответствующих требованиям данного раздела, для уплотнения всех внутренних регулировочных приспособлений без проведения разборки клапана. Уплотнение должно устанавливаться производителем или сборщиком во время внутренней регулировки.
Уплотнение должно наноситься таким образом, чтобы предотвратить изменение регулировки, без нарушения уплотнения. Для клапанов больше, чем NPS ½ (DN 15), уплотнение должно быть средством идентификации производителя или сборщика, производящего внутреннюю регулировку. (h) Для клапанов спуска давления с диафрагмой, пространство выше диафрагмы, должно иметь вентиляционный проход, для предотвращения создания избыточного давления выше диафрагмы. Клапаны спуска давления с диафрагмой, должны быть спроектированы так, чтобы любое повреждение или деформация диафрагмы, не повлияло на пропускную способность клапана. AR-210 ВЫБОР МАТЕРИАЛОВ (а) Литые седло и диски неприемлемы. (b) Регулируемые скользящие детали клапана, такие как направляющие втулки, диски или оправы дисков должны быть из коррозионноустойчивого материала. Пружины так же должны быть из коррозионноустойчивого материала или покрыты коррозионностоким материалом. Сёдла и диски клапанов спуска давления, должны быть изготовлены из соответствующего материала, не поддающегося коррозии при контакте с содержащимися в клапане жидкостями. ПРИМЕЧАНИЕ: Степень коррозионноустоичивости для определённых материалов, должна оговариваться между производителем и заказчиком. (с) Материалы, используемые в корпусе и крышке или траверсе, должны быть перечислены в Разделе II данной Части. Материалы, используемые в патрубках, дисках и других частях, являющихся внешними элементами предохранительного клапана, должны быть следующих категорий:
(1) перечисленные в Разделе II; (2) перечисленные в спецификациях ASTM;
(3) категории материалов, контролируемые
производителем клапанов спуска давления, относительно их химических и физических свойств, на уровне соответствующим стандартам ASTM.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
238
AR-211 МИНИМАЛЬНЫЕ РАЗМЕРЫ ПРЕДОХРАНИТЕЛЬНЫХ КЛАПАНОВ Любые клапаны спуска давления, используемые для жидкостей, должны соответствовать по размерам NPS ½ (DN 15). AR-213 ТРЕБОВАНИЯ ПО ДРЕНАЖУ (а) Если конструкция клапана такова, что жидкости могут собираться на выпускной стороне диска, клапан должен быть оборудован дренажным отверстием в самой нижней точке той части в которой могут собираться жидкости, кроме случаев допустимых по пункту (b) ниже. (b) Клапаны спуска давления, в которых не может быть оборудовано дренажное отверстие, как это требуется по пункту (а) могут использоваться при условии, что:
(1) клапаны спуска давления используются с газами, в которых не содержатся жидкости в разгрузочной части клапана;
(2) клапаны спуска давления оборудованы крышкой или сливной трубой, в соответствии с AR-610 (c) для предотвращения попадания жидкости в разгрузочную часть клапана.
(3) клапаны спуска давления имеют маркировку «ТОЛЬКО ДЛЯ ГАЗА», в дополнение к требованиям AR-400.
AR-214 СВАРОЧНЫЕ ПРОЦЕДУРЫ И ДРУГИЕ ТРЕБОВАНИЯ Все сварочные процедуры, пайка твёрдым припоем, термическая обработка и неразрушающие испытания, применяемые к корпусу, крышке или траверсе конструкции, должны выполняться в соответствии с требованиями данного Раздела. AR-220 ИНСПЕКЦИОННЫЕ ОСМОТРЫ ИЗГОТОВЛЕНИЯ И УСТАНОВКИ КЛАПАНОВ СПУСКА ДАВЛЕНИЯ (а) Производитель или установщик должны продемонстрировать представителям уполномоченных ASME организаций соответствие клапанов сертифицированных на определённую пропускную способность, по изготовлению, испытаниям и контролю качества клапанам, произвольно выбранным для испытания. (b) Производство, установка и испытательные процедуры, включая проверку пропускной способности, являются предметом инспекционных осмотров, представителями организаций, уполномоченных ASME. (с) Производитель или установщик могут иметь разрешение для применения UV кодового символа по пропускной способности клапанов спуска давления, сертифицированных в соответствии с AR-500, при условии успешного проведения испытаний.
Данное разрешение теряет силу через 5 лет после даты получения. Разрешение может быть продлено на 5 лет, при условии, что испытания, описанные ниже, произведены успешно в течение 6 месяцев до даты прекращения действия разрешения.
(1) Два образца клапанов с размерами и пропускной способностью соответствующими стандартам лаборатории ASME, должны быть отобраны для испытания представителями организации уполномоченной ASME.
(2) Эксплуатационные испытания и испытания пропускной способности, должны выполняться в присутствии представителей организации уполномоченной ASME, в лаборатории ASME. Производитель клапанов должен быть уведомлен о времени проведения испытания и может иметь своего представителя при проведении данных испытаний. Клапаны, имеющие регулируемую выпускную конструкцию, должны регулироваться производителем или установщиком, после проведения эксплуатационных испытаний, и до гидравлических испытаний, так чтобы выпуск не превышал 7% установочного давления или 3 psi, в зависимости от того, что больше. Данная регулировка может быть произведена на испытательном оборудовании.
(3) Если какой либо клапан не соответствует сертифицированной пропускной способности, или требованиям данного Раздела, испытания должны быть повторены на двух заменённых клапанах, выбранных в соответствии с AR-220 (с) (1) по каждому несоответствующему клапану.
(4) Несоответствие заменённых клапанов установленной пропускной способности и требованиям данного раздела является причиной аннулирования кодового символа, в течение 60 дней для данного типа клапанов. В течение этого периода, производитель или установщик должны продемонстрировать причину данного несоответствия и предпринимаемые меры для предохранения от будущих аварийных ситуаций, с применением требований AR-220 (с).
(d) Применение кодового символа проштампованного сборщиком устанавливает использование исходных немодифицированных частей в строгом соответствии с инструкциями производителя клапанов (е) В дополнение к требованиям AR-401, в паспортную табличку должны быть внесено наименование производителя и установщика. Кодовый символ проштамповывается установщиком клапанов. ПРИМЕЧАНИЕ: В соответствии с требованиями AR-220, AR230 производитель определяется как лицо или организация, несущие ответственность за конструкцию, выбор материала, сертифицированное подтверждения пропускной способности, изготовление всех частей, установку, испытание и поставку клапанов спуска давления в соответствии с техническими нормами данного Раздела.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
239
Установщик определяется как лицо или организация, которая приобретает или получает от производителя необходимые компоненты или клапаны и в дальнейшем устанавливает, регулирует и испытывает клапаны спуска давления, сертифицированные в соответствии с требованиями данного Раздела, в географическом месторасположении и с оборудованием отличным, от используемого производителем. Установщик клапанов может быть организация полностью независимая от производителя, либо являться полностью или частично частью организации производителя. AR-230 ИСПЫТАНИЕ ПРОДУКЦИИ ПРОИЗВОДИТЕЛЕМ И СБОРЩИКОМ (а) Каждый клапан спуска давления, по которому применяется кодовый символ, должен пройти описанные ниже испытания, производимые производителем и сборщиком. Производитель или сборщик должны иметь задокументированную программу применения, калибровки и технического обслуживания датчиков и измерительных приборов в ходе проведения испытания. (b) Части находящиеся под воздействием первичного давления, превышающие NPS 1 размер входного отверстия (DN 25) или установочное давление 300 psi (270 kPa) с применением литых или сварных материалов, должны быть испытаны давлением минимум в 1.5 раза больше расчётного давления на части клапана. Испытания должны производиться после всего цикла технологической обработки. Какие либо видимые следы утечки неприемлемы. (с) Зона воздействия вторичного давления клапанов закрытых крышкой корпуса, по размерам входного отверстия, превышающие NPS 1 (DN 25), когда данные клапаны сконструированы на спуск в закрытой системе, должна быть испытаны давлением в 30 psi (207 kPa). Какие либо видимые следы утечки неприемлемы. (d) Каждый клапан должен быть испытан на выпуск газа или соответствие установочному давлению. Клапаны, маркированные на эксплуатацию с паром, с внутренними частями, приспособленными для работы с паром, должны быть испытаны паром, кроме клапанов находящихся вне испытательного парового оборудования, которые могут быть испытаны воздухом.
Необходимая корректировка для дифференциала выхлопного давления, между паром и воздухом должна устанавливаться производителем и применяться к данным по выхлопному давлению воздуха. Клапаны, маркированные для эксплуатации с газом или газообразными материалами, должны быть испытаны воздухом. Клапаны, маркированные для эксплуатации с водой, должны быть испытаны водой или другой подходящей жидкостью. Если клапан отрегулирован для соответствующих эксплуатационных условий с наложенным противодавлением, при определённой температуре или установлен на дифференциальное давление между паром и воздухом, фактическое давление при испытании (холодное дифференциальное испытательное давление) должно быть промаркировано на клапане в соответствии с AR-401. Испытательное зажимное приспособление и испытательный барабан, должны быть соответствующих размеров и пропускной способности для подтверждения, что работа клапана соответствует маркированному установочному давлению с допустимым отклонением, оговорённым в требованиях AR-120(d). (е) После проведения испытаний в соответствии с требованиями по пункту (d) выше, должна быть испытана герметичность седла клапана при соответствии критерия допуска стандартам API 527. (f) Время испытания парового клапана должно быть достаточным в зависимости от размера и конструкции для подтверждения, что результаты испытания, повторяемы и отображают, в достаточной степени, эксплуатационные характеристики. AR-240 ТРЕБОВАНИЯ ПО КОНСТРУКЦИИ При предоставлении клапанов для сертификации пропускной способности или испытаний в соответствии с AR-220, назначенная ASME организация, имеющая полномочия на соответствие требованиям AR-200 (a) и (b) и на забраковку или требование модификации конструкции до проведения испытания на пропускную способность.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
240
СТАТЬЯ R-4
МАРКИРОВКА И ШТАМПОВКА
AR-400 МАРКИРОВКА AR-401 Предохранительные клапаны, клапаны спуска жидкости и управляющие клапаны Каждый предохранительный клапан спуска жидкости и управляющие клапаны размерами NPS ½ (DN 15) и больше должны быть промаркированы производителем или сборщиком с нанесением соответствующей даты изготовления, таким образом, чтобы надпись не могла быть затёрта при эксплуатации. Маркировка должна быть нанесена на клапане или на паспортной табличке, прикреплённой к клапану. Кодовый символ UV должен быть проштампован на клапане или на паспортной табличке, и другие необходимые данные должны быть проштампованы, вытравлены, оттиснуты или отлиты на клапане или на паспортной табличке. Маркировка должна включать следующие данные: (а) Наименование или подходящая аббревиатура, производителя и сборщика клапанов; (b) Конструкция производителя или номер типа клапанов; (с) Размер NPS (номинальный размер входной трубы клапана); (d) установочное давление в psi и, если применяется по AR-230(d), холодное испытательное дифференциальное давление в psi. (е) Сертифицированная пропускная способность (если применяется);
(1) фунт/час насыщенный пар, при избыточном давлении в 10% или 3 psi (20.6 kPa), в зависимости от того, что больше для клапанов сертифицированных на эксплуатацию с паром, в соответствии с AR-511;
(2) галлонов/минуту воды при температуре 700F (210C), при избыточном давлении в 10% или 3 psi (20.6 kPa), в зависимости от того, что больше, для клапанов сертифицированных на эксплуатацию с водой;
(3) SCFM (стандартные кубические футы в минуту при температуре 600F (160C) при давлении в 10% или 3 psi (20.6 kPa), в зависимости от того, что больше.
(4) В дополнение к одному типу жидкости, производитель может указать пропускную способность для других жидкостей (см. Приложение 10);
(f) год изготовления, или как альтернатива, кодированное обозначение, может быть промаркировано на клапане, так чтобы производитель или сборщик клапанов, могли установить год сборки и испытания клапана;
AR- РИСУНОК AR-401.1 ОФИЦИАЛЬНЫЙ СИМВОЛ ОБОЗНАЧАЮЩИЙ СТАНДАРТ АМЕРИКАНСКОГО
ОБЩЕСТВА ИНЖЕНЕРОВ МЕХАНИКОВ (g) символ ASME как показано на схеме AR-401.1. Управляющее устройство управляющего клапана спуска давления, должно быть промаркировано производителем или сборщиком, с указанием наименования производителя, номером типа конструкции, установочного давления в psi и года изготовления, или как альтернатива кода по которому соответствует год изготовления изделия. На клапанах меньше чем NPS ½ (DN 15) маркировка производиться на металлической табличке прикреплённой к клапану проволокой, клейким или другим подходящим средством крепления. AR-401.1 Предохранительные клапаны, сертифицированные для выпуска пара. Предохранительные клапаны, сертифицированные на пропускную способность, для выпуска пара, соответствующие положениям Раздела I, с нанесённым официальным кодовым символом, данного раздела, для предохранительных клапанов, используемых на резервуарах высокого давления. Номинальная пропускная способность в единицах, применимых к другим жидкостям, должна определяться методом перевода, приведенном в Приложении 10 (см. AR-550). AR-401.2 Единицы измерения. Единицы измерения должны быть в соответствии с AG-151. AR-402 Клапаны спуска давления в комбинации с разрывной мембраной Клапаны спуска давления в комбинации разрывной мембраной должны быть промаркированы по пропускной способности, в соответствии с AR-131.4 (b) (используя фактор 0.80) или фактор комбинированной пропускной способности установленный при испытании в соответствии с AR-561 или AR-562, в дополнение к маркировке по AR-401 и AR-405. Маркировка может быть нанесена на клапан или разрывную мембрану, с помощью таблички безопасно и надёжно прикреплённой к ним.
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
Маркировка должна включать следующие данные: (а) наименование производителя клапанов; (b) номер конструкции или типа конструкции клапана; (с) наименование производителя разрывных мембран; (d) номер конструкции или типа конструкции разрывных мембран; (е) пропускную способность или фактор комбинации пропускной способности; (f) наименование организации, ответственной за нанесении маркировки. Это может быть как пользователь резервуаров, производитель резервуаров или производитель разрывных мембран, так и производитель клапанов спуска давления. AR-403 Клапаны спуска давления в комбинации с разрушаемым шплинтом Клапаны спуска давления в комбинации с разрушаемым шплинтом должны быть промаркированы в соответствии с AR-401. В дополнение, номинальное давление должно быть промаркировано на разрушаемом шплинте и корпусе разрушаемого шплинта. AR-404 Разрывная мембрана Каждая разрывная мембрана должна быть промаркирована, таким образом, чтобы маркировка не могла быть затёрта при эксплуатации. Маркировка разрывной мембраны может быть нанесена на фланце мембраны или на металлической табличке, постоянно прикреплённой к ней. Маркировка должна включать следующие данные: (а) наименование или торговую марку производителя; (b) номер конструкции или типа конструкции мембраны;
(с) номер партии; (d) материал мембраны; (е) размер в дюймах (мм); (f) разрывное давление в psi; (g) сопутствующую температуру мембраны 0F; (h) пропускную способность в фунтах для насыщенного пара /час или в кубических футах для воздуха /минуту (60 0F и 14.7 psi). ПРИМЕЧАНИЕ: Дополнительно, производитель может указать пропускную способность для других жидкостей (см. Приложение 10). Данные по пунктам (а), (b) и (е), должны быть так же промаркированы на фиксаторе разрывной мембраны. AR-405 Подпружиненные несамовозвратные клапаны спуска давления Подпружиненные несамовозвратные клапаны спуска давления должны быть промаркированы в соответствии с AR-401, кроме того, что кодовый символ должен быть промаркирован после установления и сертификации пропускной способности, в соответствии с AR-500, а так же с другими требованиями AR-410. AR-410 ПРИМЕНЕНИЕ КОДОВЫХ ОБОЗНАЧЕНИЙ Каждый клапан спуска давления 1, к которому крепится кодовый символ (см. схему AR-401.1) должен изготавливаться и устанавливаться производителем или сборщиком, имеющим сертификат полномочия, соответствующий требованиям данного Раздела. 1 На клапаны сброса вакуума не распространяются требования штампа кодового символа.
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
СТАТЬЯ R-5 СЕРТИФИКАЦИЯ ПРОПУСКНОЙ СПОСОБНОСТИ
ПРЕДОХРАНИТЕЛЬНЫХ КЛАПАНОВ
AR-500 СЕРТИФИКАЦИЯ ПРОПУСКНОЙ СПОСОБНОСТИ ДО НАНЕСЕНИЯ СИМВОЛИЧЕСКОГО КОДА (а) Прежде, чем нанести кодовый символ на клапан спуска давления, производитель клапанов должен установить пропускную способность, сертифицированную так, как оговорено в данной Статье. (b) При внесении изменений в конструкцию предохранительного клапана, таких, при которых происходит изменение скорости потока, высоты нагнетания или рабочих характеристик, необходимо произвести повторные испытания, в соответствии с требованиями данного Раздела. AR-510 ТЕКУЧАЯ СРЕДА И ИСПЫТАТЕЛЬНОЕ ДАВЛЕНИЕ AR-511 Текучая среда и испытание пропускной способности (а) Испытания сертифицированной пропускной способности предохранительных клапанов, сжимаемых жидкостей, производится насыщенным паром, воздухом или природным газом. При использовании сухого насыщенного пара, ограничения должны устанавливаться на 98% минимальных требований по качеству и 200F (110C) максимального перегрева. Изменения по данным ограничениям могут производиться при условиях сухой насыщенности пара. Клапаны для эксплуатации с паром, могут быть рассчитаны так, как установлено выше, однако, по крайней мере, один клапан должен быть испытан на работу с паром, для демонстрации пропускной способности клапана и его рабочих характеристик. (b) Испытания пропускной способности клапанов спуска давления для несжимаемых жидкостей, должны производиться с водой при температуре между 400F (40C) и 1250F (520C). AR-512 Минимальное испытательное давление Испытания пропускной способности должны производиться с давлением, не превышающим давление в клапане спуска, установленном для эксплуатации при более 10% или 3 psi (20.6 kPa), в зависимости от того, что больше..
Минимальное давление, для испытания пропускной способности, должно быть минимум на 3 psi (20.6 kPa) выше установочного давления. Установленное вновь давление должно быть отмечено и зарегистрировано. Клапаны спуска давления, для сжимаемых жидкостей, с регулируемой выпускной конструкцией, должны регулироваться до произведения испытаний, так, чтобы выпуск не превышал 5% установленного давления или 3 psi (20.6 kPa), в зависимости от того, что больше. Величина выпуска клапанов спуска давления, для несжимаемых жидкостей и клапанов для сжимаемых жидкостей, с нерегулируемым выпуском должна быть отмечена и зарегистрирована. AR-513 Испытание управляющих клапанов Сертификация пропускной способности управляющих клапанов спуска давления, основывается на испытаниях без установки управляющих клапанов, при условии, что они были удовлетворительно проверенны уполномоченным инспектором, на то, что управляющий клапан приводит в действие основной клапан до полного открывания, при давлении не превышающим 5% установленного давления или 3 psi (20.6 kPa), в зависимости от того, что больше, и что управляющий клапан, в комбинации с основным клапаном, соответствует всем требованиям данного Раздела. AR-520 ПРОЦЕДУРЫ ИСПЫТАНИЯ ПРОПУСКНОЙ СПОСОБНОСТИ AR-521 Метод установки трёх клапанов Испытания сертификации пропускной способности необходимо при установке трёх клапанов, для всех комбинаций конструкций, размеров и установленного давления. Характеристики пропускной способности для всех комбинаций конструкций клапанов, размеров и установленного давления, не должны превышать 90% средней пропускной способности трёх испытуемых клапанов. Пропускная способность для каждой установки из трёх клапанов, должна быть в пределах + 5% средней пропускной способности. Несоответствие данным требованиям, является причиной отказа от выдачи сертификата, для данной конструкции клапанов.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
AR-522 Угловой метод Если производитель желает нанести кодовый символ на конструкцию клапана, необходимо испытать четыре клапана с определённой комбинацией размера труб и сечением прохода. Эти четыре клапаны должны быть установлены на давление, в пределах среднего диапазона давления при котором клапаны будут использоваться или в пределах диапазона давления, допустимого на испытательном оборудовании на котором будут проводиться испытания. Пропускная способность, основанная на этих четырёх испытаниях должна быть следующей. (а) Для сжимаемых жидкостей угловой коэффициент W/P отношения действительной пропускной способности к давлению потока в каждой контрольной точке, должен рассчитываться и усредняться следующим образом:
psi в потока давление абсолютноеьспособност пропускнаяткоэффициен угловой ==
PW
Все величины, полученные при испытаниях, должны быть в пределах + 5% средних величин: Минимальный угловой коэффициент = 0.95 х средний угол наклона Максимальный угловой коэффициент = 1.05 х средний угол наклона Если величины, полученные при испытаниях, не соответствуют диапазону между минимальным и максимальным угловыми коэффициентами, уполномоченный инспектор должен потребовать испытание дополнительно двух клапанов, по каждому типу клапана, не соответствующему диапазону максимальных и минимальных величин, ограничиваясь испытанием четырёх клапанов. Пропускная способность, проштампованная на клапане не должна превышать 90% произведения среднего угла наклона на абсолютное давление: Номинальный угол наклона = 0.90 х средний угол наклона Проштампованная пропускная способность ≤ номинального угла наклона (установочное давление х 1.10 + 14.7) или (установочное давление + 3 psi + 14.7 ) в зависимости от того, что больше. (b) Для несжимаемых жидкостей пропускная способность, должна быть нанесена на логарифмическую бумагу напротив дифференциального испытательного давления (давление на входе минус давление на выходе) и прямая линия должна наноситься через данные четыре точки. Если четыре точки не выстраиваются в прямую линию, следует испытать два дополнительных клапана, по каждой неудовлетворительной точке, с ограничением испытаний до двух точек. Каждая контрольная точка, отдалённая от примой линии более чем на 5% считается неудовлетворительной. Пропускная способность
определяется по данной прямой линии. Сертифицированная пропускная способность не должна превышать 90% пропускной способности, установленной по этой прямой линии. AR-523 Коэффициент метода выпуска Вместо индивидуальной сертификации пропускной способности, в соответствии с AR-521 и AR-522 коэффициент выпуска К может быть установлен для определённой конструкции клапана спуска давления, в соответствии с процедурами по пунктам (а) и (b). (а) Для каждого типа конструкции клапана спуска давления, производитель должен предоставить минимум по три клапана для каждого из трёх различных размеров клапанов (итого девять клапанов), вместе с детальными чертежами, отображающими конструкцию клапана. Каждый клапан определённого размера должен быть установлен на определённое давление. (b) Испытания должны проводиться по каждому клапану спуска давления для определения подъёма пропускной способности, давления выпуска и действительной пропускной способности из расчёта применяемого типа жидкости. Коэффициент пропускной способности устанавливается следующим образом:
выпуска коэффициетпоток кийтеоретичес
поток ьныйдействител==DK
где величина действительного потока определяется количественно при испытании, и величина теоретического потока определяется по соответствующей формуле, приведённой ниже: WT = 51.5AP ПРИМЕЧАНИЕ: Для давления сухого насыщенного пара, свыше 1,500 psig (10290 kPa) и до 3,200 psig (21950kPa) величина WT , рассчитанная по приведённому выше уравнению, должна быть скорректирована, путём умножения на следующий фактор. Для обычных единиц:
Для SI единиц:
Для испытания с воздухом
Для испытания с природным газом
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
Для испытания с водой
где А = действительная выпускная область клапана при увеличенной пропускной способности в квадратных дюймах (мм2) С = постоянная для газа или испарений на основании пропорции удельной теплоёмкости (см. схему 10 - 100.1) k = cp / cv М = молекулярная масса Р = (установочное давление х 1.10) плюс атмосферное давление в psia (kPa) Pd = давление на выпуске клапана в psia (kPa) T = абсолютная температура на входе 0F + 460 (0С + 273.15) WT величина теоретического потока в фунт/час (кг/час) Z = фактор сжимаемости соответствующий Р и Т w = удельный вес воды на входе в клапан Средняя величина коэффициента KD по девяти испытаниям должна быть умножена на 0.90 и данный результат принимается как коэффициент К для данной конструкции. Коэффициент для определённой конструкции не должен быть больше 0.878 (результат умножения 0.9 х 0.975). ПРИМЕЧАНИЕ: Все экспериментально установленные коэффициенты KD должны быть в пределах + 5% среднего KD Несоответствие данным требованиям, является причиной отказа от сертификации клапанов определённой конструкции. Для перевода пропускной способности фунт/час воды в галлон/минута следует умножить пропускную способность фунт/час на 1/500. (с) Официальная пропускная способность для всех размеров и давления клапанов определённой конструкции, по которым коэффициент К установлен в соответствии с положениями пункта (b), не должна превышать величину, рассчитанную по соответствующей формуле в пункте (b), умноженную на коэффициент К (см. Приложение 10). (d) данный коэффициент не применяется к клапанам, в которых пропорция β (пропорция горловины клапана к впускному диаметру) находится вне пределов 0.15 – 0.75, если при испытаниях не установлено, что индивидуальный коэффициент выпуска KD по краям диапазона находится в пределах + 5% средней величины коэффициента К. Для конструкций, в которых напор воды используется для определения площади сечения потока, все клапаны должны иметь такую же пропорцию номинального напора к диаметру седла клапана (L/D). AR-524 Клапан игольчатого типа Номинальные характеристики клапанов игольчатого типа, с коэффициентом KD больше, чем 0.90 и с форсункой для насыщенной воды, должны быть в соответствии с 10-101 Приложения 10.
AR-530 ГДЕ И КЕМ ПРОИЗВОДЯТСЯ ИСПЫТАНИЯ ПРОПУСКНОЙ СПОСОБНОСТИ Испытания должны производиться в месте установки испытательного оборудования, в присутствии лиц наблюдающими за испытаниями и с применением методов и процедур, соответствующих требованиям ASME PTC 25. Испытания должны производиться под наблюдением и сертифицироваться уполномоченными наблюдателями. Испытательное оборудование, методы, процедуры и оценка пригодности, производимая уполномоченным наблюдателем, должны быть аттестованы Комитетом по Бойлерам и Резервуарам Высокого Давления, по рекомендации представителя организации назначенной ASME. Аттестация испытательного оборудования должна пересматриваться через каждые пять лет. AR-540 ОТЧЕТ ПО ИСПЫТАНИЯМ Отчёты по испытаниям пропускной способности по каждому типу, модели и размеру клапанов, подписанные производителем и уполномоченным наблюдателем, должны предоставляться организации уполномоченной ASME для проверки и аттестации.1 В случаях, когда производятся изменения в конструкции клапанов и пропускной способности, испытания должны быть повторены. AR-550 ОТКАЗ ОТ ДАЛЬНЕЙШИХ ИСПЫТАНИЙ КЛАПАНОВ, ИСПЫТАННЫХ ПО РАЗДЕЛУ I Для абсолютного давления до 1,500 psiа (10342 kPa), разрешено рассчитывать пропускную способность по PG-69.2 Раздела I но 103% потока, без проведения дальнейших испытаний. В таких случаях, номинальная пропускная способность клапана может быть увеличена, так, чтобы позволить давлению потока, допустимого по AR-512, а именно 110% по коэффициенту следующим образом: Коэффициент для обычных единиц:
Коэффициент для SI единиц:
где р = установочное давление psig (kPa) 1 Пропускная способность клапанов опубликована в «Сертификации Клапанов Спуска Давления». Эта публикация может быть предоставлена Национальным Комитетом по Бойлерам и Резервуарам Высокого Давления. 1055 Краппер авеню, Колумбия, Огайо 43229.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
Такие клапаны должны быть промаркированы в соответствии с AR-401. Данный коэффициент не применяется как делитель для преобразования испытательной пропускной способности от максимального, до минимального стока. Для давления пара свыше 1,500 psig (10324 kPa), вышеуказанный коэффициент не применяется. Для клапанов применяемых с паром при давлении выпуска от 1,500 psig (10324 kPa) до 3,200 psig (22063 kPa), пропускная способность должна определяться с помощью уравнения применяемого для пара и поправочного коэффициента для пара под высоким давлением по AR-523 c допустимым абсолютным давлением выпуска (1.10р + 14.7 для общепринятых единиц; 1.10 р + 100 для единиц SI) и коэффициентом К для клапанов определённой конструкции. AR-560 СЕРТИФИКАЦИЯ ПРОПУСКНОЙ СПОСОБНОСТИ ПРЕДОХРАНИТЕЛЬНЫХ КЛАПАНОВ В КОМБИНАЦИИ С НЕСАМОВОЗВРАТНЫМИ СРЕДСТВАМИ СПУСКА ДАВЛЕНИЯ AR-561 Пропускная способность предохранительных клапанов в комбинации с разрывной мембраной, установленной на входе (а) Для каждой комбинации предохранительных клапанов с разрывными мембранами, производитель предохранительных клапанов или разрывных мембран, должен иметь пропускную способность каждой комбинации, сертифицированную в соответствии с требованиями пунктов (с) и (d). (b) Испытания пропускной способности производятся насыщенным паром, воздухом или природным газом. При использовании насыщенного пара, необходимо сделать поправку на содержание влажности в паре. (с) Производитель клапанов или разрывных мембран может предоставить для испытания мембраны наименьшего размера и эквивалентного размера предохранительные клапаны, которые должны быть применены в комбинации с ними. Предохранительные клапаны, предоставляемые для испытания, должны иметь наибольшее отверстие (сопло), на выходе определённых размеров. (d) испытания могут быть произведены в соответствии со следующими подпунктами. Комбинация разрывной мембраны и предохранительного клапана должна быть установлена для дублирования комбинированной конструкции. (1) Испытание должно осуществляться при минимальном разрывном давлении разрывной мембраны, применяемой в комбинации с предохранительным клапаном. Проштампованное разрывное давление, должно быть между 90 – 100% проштампованного установочного давления клапана.
(2) Процедуры испытания должны включать в себя следующее. Предохранительный клапан (один клапан) должен быть испытан на пропускную способность как индивидуальная единица, без разрывной мембраны, при давлении в 10% сверх установочного давления. Затем устройство разрывной мембраны должно быть установлено перед предохранительным клапаном и разрывная мембрана, при разрушении, вводит в действие предохранительный клапан. Испытание пропускной способности комбинации выполняется при давлении в 10% сверх установочного давления, дублируя индивидуальные испытания пропускной способности предохранительного клапана.
(3) Испытания должны быть повторены с двумя дополнительными разрывными мембранами с такими же номинальными характеристиками, при общем количестве из трёх мембран, испытанных с одним предохранительным клапаном. Результаты испытательной пропускной способности, должны быть в пределах 10% средней пропускной способности по трём испытаниям. Несоответствие данным требованиям, является причиной для требования проведения повторных испытаний, для определения причин данного несоответствия.
(4) По результатам испытания определятся фактор комбинированной пропускной способности. Фактор комбинированной пропускной способности – пропорция средней пропускной способности, установленной по комбинированным испытаниям к пропускной способности, определённой при индивидуальном испытании клапана.
Фактор комбинированной пропускной способности используется как коэффициент, применяемый для изменения пропускной способности ASME предохранительных клапанов всех размеров и конструкций. Величина фактора комбинированной пропускной способности, должна быть не больше одного. Фактор комбинированной пропускной способности применяется только к комбинации предохранительных клапанов и разрывных мембран такой же конструкции, как и у испытанных клапанов и мембран. (5) Испытательная лаборатория должна предоставить результаты испытаний Организации, назначенной ASME, для аттестации фактора комбинированной пропускной способности.
AR-562 Выборочные испытания разрывных мембран и предохранительных клапанов (а) При желании производители клапанов и разрывных мембран, могут произвести испытания способом, описанным в AR-561(d) (3) и (d) (4), с использованием двух конструкций предохранительных клапанов и разрывных мембран больших размеров, для определения
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
фактора комбинированной пропускной способности для средств, спуска давления, больших размеров. После установления и сертификации фактора комбинированной пропускной способности для больших размеров, его можно применять к комбинации клапанов больших размеров, однако этот фактор так же не должен быть больше одного. (b) При желании дополнительные испытания могут быть произведены при более высоком давлении, в соответствии с AR-561 (d) (3) и AR-561 (d) (4), для определения фактора максимальной пропускной способности, используемого при всех уровнях давления выше, чем испытательное, однако этот фактор так же не должен быть больше одного. AR-570 ПРОПУСКНАЯ СПОСОБНОСТЬ УСТРОЙСТВА РАЗРУШАЕМОГО ШПЛИНТА В КОМБИНАЦИИ С ПРЕДОХРАНИТЕЛЬНЫМИ КЛАПАНАМИ (а) Устройство типа разрушаемого шплинта, в комбинации с предохранительным клапаном, должно быть испытанно на пропускную способность в соответствии с AR-522 и AR-523. (b) Сертификация пропускной способности и проштампованный кодовый символ, должны основываться на пропускной способности, установленной в соответствии с данными параграфами.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
247
СТАТЬЯ R-6
ОСНАЩЕНИЕ РЕЗЕРВУАРОВ СРЕДСТВАМИ СПУСКА ДАВЛЕНИЯ
AR-600 КОЛИЧЕСТВО, РАЗМЕР И РАСПОЛОЖЕНИЕ СОЕДИНЕНИЙ AR-601 Применение клапанов спуска давления насыщенного пара Средства спуска давления, спроектированные для применения с испарениями должны соединяться с резервуарами в паровоздушном пространстве выше уровня содержащихся жидкостей, или с трубами соединённые с паровоздушным пространством в резервуарах. Трубное соединение, связывающее паровое пространство одного резервуара с паровым пространством другого может применяться, как соединение, если применяются положения AR-100(e). AR-602 Применение клапанов спуска давления жидкой среды Клапан спуска давления жидкой среды, устанавливается ниже нормального уровня жидкости. Каждый клапан спуска давления жидкой среды должен быть не менее NPS 1 /2 (DN 15) 1/2 дюйма (15 мм). AR-610 РАЗМЕРЫ ОТВЕРСТИЙ И ПАТРУБКОВ (а) Отверстия во всех трубах и фитингах между резервуаром высокого давления и средствами спуска давления, должны иметь достаточную площадь сечения, для подсоединения средств спуска давления. Гидрологические характеристики стока входных систем, должны быть таковы, что резкое падение давления не должно сокращать пропускную способность до уровня, ниже установленной пропускной способности или неблагоприятно влиять на работу средств спуска давления. Отверстия в резервуарах должны быть спроектированы для обеспечения прямого беспрепятственного стока между резервуаром и оборудованием спуска давления. (b) Когда два или более средства спуска давления установлены в одном соединении, площадь поперечного входного сечения данного соединения должна быть как минимум равна комбинированной площади входного
сечения предохранительных клапанов соединённых с ним, и гидрологические характеристики стока должны соответствовать требованиям пункта (а) выше. (См. Приложение А). (с) Линии нагнетания от клапанов спуска давления должны быть спроектированы для облегчения выпуска или должны быть подогнаны к выпускному отверстию так, чтобы предотвратить накопление жидкостей в выпускной части предохранительных клапанов. Данные линии должны вести к точке безопасного выпуска. Размеры линии нагнетания должны быть таковы, что любое давление, которое может возникнуть, не должно сократить пропускную способность средств спуска давления до уровня, ниже требуемого для предохранения резервуара или неблагоприятно повлиять на работу средств спуска давления. (См. Приложение А). AR-615 ПРОМЕЖУТОЧНЫЙ ЗАПОРНЫЙ КЛАПАН Между резервуаром и предохранительными клапанами или между предохранительными клапанами и точкой выпуска не должно быть никаких промежуточных запорных клапанов кроме следующих случаев: (а) когда данные запорные клапаны сконструированы либо контролируются так, что перекрытие максимального количества клиновых задвижек не сократит пропускную способность независимых средств спуска давления, ниже требуемого уровня; или (b) по условиям, изложенным в Приложении А. AR-620 РАСПОЛОЖЕНИЕ ОТВЕРСТИЙ И СОЕДИНЕНИЙ Отверстия и соединения для спуска давления, должны быть расположены так, чтобы свойства содержимого резервуара не являлось помехой для стока через данные отверстия и соединения.

Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
248
Часть I 1
ИНСПЕКЦИОННЫЕ ОСМОТРЫ И РЕНТГЕНОГРАФИЧЕСКАЯ
ДЕФЕКТОСКОПИЯ
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
244
ЧАСТЬ А I
Параграф I-1 АI-100 АI-101 АI-102 АI-110 АI-120 Параграф I-2 АI-200 АI-201 АI-210 АI-220 АI-220.1 АI-230 Параграф I-3 АI-300 АI-301 АI-310 АI-311 Параграф I-4 АI-400 АI-410 Параграф I-5 АI-500 АI-501 АI-510 АI-511 АI-511.1 АI-512 АI-513
Общие правила Проверки материалов 245 Общие требования 245 Ответственность производителя 245 Обязанности инспектора 246 Инспектор 246 Доступ инспектора 246 Проверка материалов 248 Соответствие материалов требованиям 248 Проверка материалов 248 Маркировка материалов 248 Проверка размеров компонентов конструкции 248 Использование образцов 248 Проверка технологии термической обработки 248 Проверка сварочных работ 249 Проверка соответствия требованиям по сварочным работам 249 Проверка квалификации сварщиков и сварщиков-автоматчиков 249 Неразрушающие испытания 249 Сертификация соответствия инспекторов Неразрушающих испытаний 249 Контроль готовой продукции 250 Испытание под давлением 250 Обязанности инспектора 250 Рентгенографическая дефектоскопия 251 Технология рентгенографической дефектоскопии швов 251 Сварочные соединения подлежащие рентгенографической дефектоскопии 251 Стандарты приёмки дефектоскопии швов 251 Неприемлемые дефекты и требования по ремонту 251 Обработка несущественных дефектов 251 Проверка области шва, где были удалены дефекты 252 Проверка области подвергшейся ремонту 252
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
245
ПАРАГРАФ I-1
ОБЩИЕ ПРАВИЛА ДЛЯ ИНСПЕКЦИОННЫХ ОСМОТРОВ А-I-100 Общие требования
(а) Инспекционная проверка резервуаров высокого давления, промаркированных знаком соответствия общим требованиям по инспекционной проверке, данного параграфа, а так же специальным требованиям для инспекционных осмотров, приведённых в параграфах приложения. (b) Общие требования для многослойных резервуаров. Положения по проведению проверки параграфов I-1 – I-4 должны применяться. Положения по проведению рентгенографической дефектоскопии, так же должны применяться, однако необходимо проводить анализ, когда на плёнке могут присутствовать признаки допускаемой прослойки разрыва (см. AF-810.20 (d) ). AI-101 ОТВЕТСТВЕННОСТЬ ПРОИЗВОДИТЕЛЯ (а) Производитель, изготавливающий резервуары, промаркированные знаком соответствия техническим нормам и правилам, несёт ответственность за выполнение всех требований данного раздела по инспекционной проверке, с соответствующей гарантией того, что любая работа, выполненная другими лицами, так же соответствует требованиям данного раздела (AG-302.1(b) ). (b) Производитель несёт ответственность за подтверждение того, что контроль качества. Подробная проверка и испытания, соответствующие данному разделу, выполнены на стадии производства, чтобы они были в соответствии со своим назначением (см. 18-115). Производитель должен своевременно предоставить информацию инспектору (см. 18-115), необходимую для выполнения им своих обязанностей. (См. AI-120 и 18-123). Производитель должен предоставить всю необходимую документацию, регистрационные записи, доступ для проведения инспектирования, а так же выполнить все требования в соответствии с данным разделом. Некоторые из этих обязательств, (но не все) установленные в прилагаемых правилах резюмируются следующим образом:
(1) Сертификат полномочия от Комитет ASMЕE по бойлерам и резервуарам высокого давления, подтверждающий право производителя, изготавливать резервуары данного класса (см. параграф S-2);
(2) Чертежи и проектные расчёты по резервуару или его частям (см. параграф G-3);
(3) Отчёт по заводским испытаниям или сертификат материалов для всех материалов, используемых при производстве резервуаров или его частей (см. АМ-101) и
талон образца для испытаний (см. АТ-110), когда требуется.
(4) частичный отчёт по данным, когда требуется по АМ-105 и AS-310;
(5) доступ для проведения инспектирования, в соответствии с AI-120 и 18-123;
(6) проверка материалов до их установки для подтверждения того, что они имеют достаточную толщину, в соответствии с проектными спецификациями (см. AF-105), для установления неприемлемых дефектов (см. AF-112 и AF-770) для подтверждения того, что материал соответствует требованиям данного раздела (см. АМ-100) и что идентификация соответствует отчёту заводских испытаний или сертификация материалов произведена (см. AF-102 и AF-771).
(7) отчётная документация по испытаниям на ударную вязкость, когда требуется проведение данных испытаний (см. АМ-204, AМ-310, AF-704 и АТ-200);
(8) согласие инспектора на производство ремонтных работ в соответствии с АF-104,AF-752 и 18-116;
(9) проверка верхней части резервуара и секций корпуса для подтверждения того, что они имеют соответствующую форму с допускаемыми отклонениями (см. AF-130 и AF-710);
(10) квалификационная оценка всех сварочных работ до их применения в производстве (см. AF-210 и AТ-200);
(11) квалификационная оценка всех сварщиков до начала их работы в производстве (см.AF-210);
(12) проверка всех частей перед установкой, для подтверждения того, что они соответствуют сварочным процедурам и что привариваемые поверхности соответствующим образом очищены и допуск на совмещение соблюдён. (см.AF-140);
(13) проверка частей в ходе установки для идентификации материалов (см. AF-102), по дефектности и соответствию геометрическим размерам и формам;
(14) обеспечение контроля за тем, чтобы все необходимые процедуры по термической обработкой компонентов были произведены (см. AF-400, AF-550, AF-605, AF-640 и AF-730);
(15) проведение регистрации неразрушающих испытаний, производимых на резервуаре или его частях.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
246
При этом необходимо обеспечить сохранность результатов рентгенографической дефектоскопии (см. параграф 1-5);
(16) производить требуемые гидростатические и пневматические испытания с обеспечением соответствующих инспекционных проверок в ходе данных испытаний (см. параграф Т-3 и параграф Т-4);
(17) нанесение штампов и/или паспортных табличек на резервуар с подтверждением того, что они установлены на соответствующие резервуары (см. параграф S-1);
(18) подготовка отчёта данных производителя и заверение его инспектором (см. параграф S-1);
(19) поддержание соответствующих записей (см.AS-320). AI-102 ОБЯЗАНОСТИ ИНСПЕКТОРОВ
(a) Инспектор, проводящий осмотр резервуаров, с маркировкой знаком соответствия техническим нормам и правилам несёт ответственность по проведению всех необходимых проверок, а так же проверок рассматриваемые им как необходимые для удостоверения, что все требования соблюдены (см. AG-303).
(b) Некоторые, но не все из требуемых проверок, установленных прилагаемыми правилами, резюмируются, следующим образом:
(1) проверка наличия у производителя адекватного сертификата полномочия и проверка того, что все работы произведены в соответствии с системой проверки качества (см. AG-304);
(2) проверка доступности прилагаемых проектных отчётов, проектных спецификаций пользователя, чертежей и сопутствующих документов (см. AG-303);
(3) проверка того, что используемый в конструкции материал, соответствует требованиям параграфов М-1 - М-5 (см. параграф 1-2).
(4) проверка того, что все сварочные процедуры соответствуют квалификационным требованиям (см. AF-210 и AI-300);
(5) проверка того, что все сварщики имеют соответствующую квалификацию (см. AF-210 и AI-300);
(6) проверка выполнения всех процедур по термической обработке включая PWHT (см. AI-101 (b)(14) и AF-776)
(7) проверка того, что все дефекты материалов отремонтированы и перепроверены (см. AF-104 и AF-752);
(8) проверка того, что все неразрушающие испытания, испытания на ударную вязкость, а так же все другие испытания произведены и результаты испытаний доступны (см. AI-310);
(9) проведение визуальной проверки резервуаров, для подтверждения правильной установки компонентов (см. AF-102 и AF-771);
(10) проведение внутренней и внешней проверки, а так же наблюдение за гидростатическими и пневматическими испытаниями (см. AI-220, параграфы Т-3и Т-4);
(11) проверка выполнения необходимых процедур по
маркировке, включая нанесение штампов в соответствии с AS-131, а так же того, что все паспортные таблички установлены на соответствующие резервуары или узлы резервуаров (см. параграф S-1);
(12) подписание сертификата проведения инспектирования в отчёте данных производителя, когда по усмотрению инспектора резервуар готов к эксплуатации и соответствует всем положениям данного раздела (см. параграф S-3)4
(13) проверка правильности записей производителя (см. AS-302). AI-110 ИНСПЕКТОР
(a) все ссылки к определению Инспектор по данному разделу означают уполномоченный инспектор, как установлено в данном параграфе. Все проверки в соответствии с данным разделом должны производиться:
(1) инспектором, постоянно нанятым аккредитованным уполномоченным инспекционным агентством38, другими словами государственной или инспекционной организацией США, Канадской провинции или страховой компанией, уполномоченной производить страхование котлов и резервуаров высокого давления, кроме случаев
(2) проведения инспектирования постоянно нанятым инспектором пользователя резервуаров, когда пользователь является производителем резервуаров, изготавливающим резервуары исключительно для личного пользования, а не целью перепродажи. Кроме случая разрешенного в п.(2) инспектор не может быть нанят производителем. Все инспекторы должны пройти квалификационный письменный экзамен по правилам любого штата США или провинции Канады, принявшие данные технические нормы и правила.
(b) В дополнение к указанным обязанностям, инспектор обязан следить за системой контроля качества производителя в соответствии с приложением 18. AI-120 ДОСТУП ИНСПЕКТОРА
Производитель резервуаров или его частей должен предоставить инспектору свободный доступ во все цеха завода. имеющим отношение к поставке или производству материалов для резервуаров, если это требуется. 38 Когда бы ни использовались Authorized Inspection Agency или AIA в данном Кодексе, это означает, что Уполномоченное Инспекционное Агентство аккредитовано ASME в соответствии с требованиями последнего издания Квалификаций ASME QAI-1, для Уполномоченной Инспекции.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
247
Инспектор должен иметь свободный доступ в любое время в ходе работ по установке резервуара, во все цеха завода производителя, имеющих отношение к производству резервуара, а также ко всем резервуарам, установленным на рабочих площадках, входе сборки и испытания резервуаров. Производитель должен постоянно информировать инспектора о ходе проведения работ и должен заранее уведомлять инспектора когда резервуар или материалы готовы к любому необходимому испытанию или проверке. 1 Когда используется термин уполномоченное инспекционное агентство в данных технических нормах и правилах. Это означает уполномоченное инспекционное агентство аккредитованное ASME в соответствии с требованиями последней публикацииASME QAE-1 , квалификаций для уполномоченного инспектирования.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
248
ПАРАГРАФ I-2 ИНСПЕКЦИОННЫЙ ОСМОТР МАТЕРИАЛОВ
AI –200 CООТВЕТСТВИЕ МАТЕРИАЛОВ ТРЕБОВАНИЯМ
Инспектор должен удостовериться, что все используемые материалы, по всем параметрам соответствуют требованиям данного раздела. Производитель должен предоставить инспектору все сертификаты соответствия (см. АМ-101). Инспектор должен проверить отчёты по испытаниям или сертификаты соответствия используемых материалов, если иначе не установлено в технических данных по материалам или в данном разделе. AI-201 Проверка материалов См. AF-112.1. AI-210 МАРКИРОВКА МАТЕРИЛОВ Инспектор должен осмотреть, используемые в конструкции материалы, для подтверждения, что они несут идентификационный знак, требуемый по прилагаемым спецификациям материалов, если иначе не оговорено в АМ-105.1 и АМ-105.2. Если идентификационная отметка стёрта или материалы разделены на две или более партии, маркировка должна быть тщательно перенесена производителем в соответствии с AF-102.1. AI-220 ПРОВЕРКА РАЗМЕРОВ КОМПОНЕНТОВ КОНСТРУКЦИИ
Инспектор должен удостовериться, что:
верхняя часть и все секции корпуса соответствуют установленной форме, а так же требованиям по толщине, после установки элементов конструкции;
(a) патрубки и рамы люков, усиление вокруг отверстий и другое вспомогательное оборудование, прикреплённое к внешней или внутренней части резервуаров, правильно подогнаны к изгибам резервуаров (см. схему AD-912.1);
(b) требования по размерам должны быть соблюдены. При этом возможно снятие всех размеров, если инспектор считает необходимым. AI-220.1 Использование образцов По требованию инспектора производитель резервуаров должен предоставить образцы материалов (компонентов), которые он использует в конструкции (см. AF-130). AI-230 ПРОВЕРКА ТЕХНОЛОГИИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Инспектор должен убедиться, что производитель провёл все работы по термической обработке, в соответствии с требованиями данного раздела. Сертификаты, предоставленные производителем, могут быть приняты, как свидетельство того, что все процедуры по термообработке произведены должным образом.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
249
ПАРАГРАФ I-3 ПРОВЕРКА СВАРОЧНЫХ РАБОТ
AI-300 ПРОВЕРКА СООТВЕТСТВИЯ ТРЕБОВАНИЯМ СВАРОЦНЫХ ПРОЦЕДУР Эта проверка производиться инспектором для удостоверения, что все сварочные работы, произведенные в данных конструкциях, соответствуют требованиям положений Раздела IX и спецификациям данного раздела. Производитель должен предоставить инспектору свидетельства соблюдения данных требований. В случае, когда имеется особая причина для проверки сварочных работ, инспектор может потребовать переоценочную проверку, как составную часть требований по проверке работ, являющихся предметом проверки. AI-301 Проверка квалификации сварщика и сварщика-автоматчика Обязанностью инспектора является удостоверение, что все сварочные работы производятся сварщиками и сварщиками-автоматчиками, квалифицированными в соответствии с положениями раздела IX. Производитель должен предоставить инспектору сертифицированные копии всех записей выполнения квалификационных проверок каждого сварщика и сварщика автоматчика, как подтверждение соответствия данным требованиям. Когда имеются особые причины для проверки сварщиков и сварщиков-автоматчиков на соответствие требованиям спецификаций сварочных процедур, инспектор может потребовать переквалификационной проверки сварщиков и сварщиков-автоматчиков на возможность (способность) проведения дальнейших сварочных работ, являющихся объектом инспекционной проверки. AI-310 НЕРАЗРУШАЮЩИЕ ИСПЫТАНИЯ Эта проверка производиться инспектором
для удостоверения, что методы неразрушающих испытаний производимых по Статье 1-5 и Приложению 9, соответствуют технологии, установленной в них и, что испытания выполняются сварщиками, имеющими сертификат производителя, на квалификационное соответствие применяемой технологии, а так же на объяснение и оценку результатов. В случае, когда имеется особая причина для проверки квалификации сварщиков, инспектор имеет право для запроса подтверждения способности сварщика выполнять и объяснять процедуры сварочных работ, являющихся объектом проверки. Инспектор может наблюдать за проведением неразрушающих испытаний, на своё усмотрение. AI-311 Сертификация операторов проводящих неразрушающие испытания
Производитель должен предоставить сертификационное подтверждение того, что каждый оператор соответствует следующим
требованиям: (а) Он должен иметь техническое зрение, при необходимости с корректировкой, дающее ему возможность считывать стандартную карту по типу снайпера №2 на расстоянии не менее 12 дюймов (305 мм.) и должен быть способен различать и характеризовать контрасты между цветами. Проверка способности технического зрения производиться ежегодно. (b) Он должен быть компетентен в технике определённого неразрушающего испытания, на которую он имеет сертификат, включая проведение проверки, объяснение и оценку результатов, кроме случаев, когда метод проверки состоит из более одной операций, и оператор имеет квалификацию только на проведение одной или более операций.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
250
СТАТЬЯ I-4 КОНТРОЛЬ ГОТОВОЙ ПРОДУКЦИИ
AI –400 ИСПЫТАНИЕ ПОД ДАВЛЕНИЕМ После проведения необходимой термической обработки, готовый резервуар должен стать объектом либо гидростатического испытания, определённого в Статье Т-3, либо пневматического испытания, определённого в Статье Т-4. AI-410 ОБЯЗАНОСТИ ИНСПЕКТОРА Инспектор должен наблюдать за проведением гидростатического испытания, определённого в Статье Т-3, либо пневматического испытания, определённого в Статье Т-4.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
251
СТАТЬЯ I-5 РЕНТГЕНОГРАФИЧЕСКАЯ ДЕФЕКТОСКОПИЯ
AI-500 ТЕХНОЛОГИЯ РЕНТГЕНОГРАФИЧЕСКОЙ ДЕФЕКТОСКОПИИ ШВОВ
AI-501 Cварочные соединения
подлежащие рентгенографической дефектоскопии
Все сварочные соединения, являющиеся объектом рентгенографической дефектоскопии, должны быть проверенны в соответствии со статьёй 2 Раздел V, кроме, соединений, установленных ниже.
(а) Усиления по каждой стороне сваренных встык швов, не должны превышать ограничения, определённые в AF-221.3 (для стыковых швов тип №2, см. AF-222.1).
(b) Полный набор рентгенографической дефектоскопии и регистрационных записей, описанных в Т-291 и Т-292 Статья 2 Раздела V, должны сохраняться производителем до дня подписания инспектором отчёта технических данных производителя.
(с) Производитель должен произвести сертификационное подтверждение, что персонал производящий и оценивающий рентгенографическую дефектоскопию, требуемую в данном разделе, имеет квалификацию и сертификаты в соответствии с письменной практикой работодателя. SNT-TC-1A1 должно использоваться, как руководство для работодателя, при установке письменной процедуры, по оценке и сертификации его персонала. Как альтернатива для проведения аттестации и соответствия требованиям SNT-TC-1A1 и письменной практике работодателя, могут применяться программы сертификации ASNT (АССР) или CH-1891. Положения по обучению, приобретению опыта, аттестации и сертификации персонала, проводящего неразрушающие испытания, должны быть описаны в документе системы контроля качества производителя (см. приложение 18).
111 SNT-TC-1A ACCP и CP-189 издаются Американским
Обществом по Неразрушающим Испытаниям Инк. 1711 Арлингтон Лейн П/я Колумбус Огайо 43228-058.
(d) Письменные процедуры по
рентгенографической дефектоскопии не требуются.. Соответствие требованиям плотности и показаниям прибора измерения проплавления швов или технической рентгенографии, считаются удовлетворительными при соответствии положениям Статьи 2 Раздела V.
(е) Требования Т-285 Статьи 2 Раздела V используются только как руководство. Окончательная приёмка рентгенографии основана на показаниях прибора измерения проплавления швов и установленного отверстия или определённой проволоки прибора измерения проплавления проволоки.
AI-510 СТАНДАРТЫ ПРИЕМКИ ПРИ
РЕНТГЕНОГРАФИИ ШВОВ A-511 Неприемлемые дефекты и требования
по ремонту Отрезки швов, по которым в ходе
рентгенографии выявлены нижеприведённые типы дефектов, считаются неприемлемыми, если дефекты не устранены и швы не отремонтированы в соответствии с требованиями AF-252, и если отремонтированные швы не перепроверены в соответствии с требованиями AF-253:
(а) любые трещины или зона неполного проплавления и проникновения;
(b) любые удлинённые включения, такие как шлаки, имеющие длину более, чем:
¼ дюйма (6мм.) для t до ¾ дюйма (19мм) 1/3 дюйма для t от ¾ дюйма (19 мм.) до 2 ½
дюйма (57 мм.) ¾ дюйма (19 мм.) для t более 2 ¼ дюйма
(57мм.) где t = толщина швов без допустимого усиления. Для
сварочных швов встык двух компонентов с различной толщиной в соединении, величина t является наиболее тонкой из двух. Если полностью проплавленные швы являются угловыми швами, толщина соединительной части углового шва должна быть включена в значение t t.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
252
(с) любая группа включений
находящаяся в линии имеющая длину больше, чем t до длины 12 t, кроме случаев, когда расстояние между дефектами превышает 6 L, где L длина самого длинного дефекта в группе;
(d) округлые признаки, превышающие определённые размеры допуска по пористости или стандарты, данные в приложении 8.
AI-511.1 Обработка несущественных
дефектов Любые признаки дефектов,
считающихся незначительными, тем не менее, будут оцениваться как дефекты, если при переоценке произведённой после перепроверки таким же методом или другим неразрушающим испытанием, эти неприемлемые дефекты так же присутствуют
AI-512 Проверка области шва, где
были удалены дефекты Если дефект считается удалённым,
данную область необходимо проверить подходящим методом для подтверждения того, что дефект удалён.
AI-513 Перепроверка области
подвергшейся ремонту После ремонта, область, подвергшаяся
ремонту, должна быть выровнена по отношению к окружающей поверхности, для устранения острых надрезов, трещин или углов и перепроверена рентгенографически или другим методом, необходимым для проверки повреждённой зоны. Кроме случаев, когда глубина зоны, подвергаемой ремонту, меньше рентгенографической восприимчивости, рентгенографическая дефектоскопия может быть неприемлема.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
ЧАСТЬ АТ
ИСПЫТАНИЯ
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
254
ЧАСТЬ АТ
Статья Т-1 АТ-100 АТ-110 АТ-111 АТ-112 АТ-113 АТ-114 АТ-115 АТ-115.1 АТ-115.2 АТ-115.3 АТ-115.4 Статья Т-2
АТ-200 АТ-201 АТ-202 АТ-202.1 АТ-202.2 АТ-202.3 АТ-203 АТ-203.1 АТ-203.2 Статья Т-3
АТ-300 АТ-301 АТ-302 АТ-310 АТ-310.1 АТ-310.2 АТ-310.3 АТ-310.4 АТ-320 АТ-330 АТ-340 АТ-350 АТ-351 АТ-352 АТ-353 АТ-355
Требования по испытаниям 256 Общие требования 256 Требования по образцам для испытания 256 Термическая обработка 256 Предоставление образцов для испытания 256 Термическая обработка образцов для испытания 256 Обработка, не рассматриваемая как термическая 256 Освобождение от требований по образцам для испытания 256 Для стандартных компонентов под давлением 256 Для материалов P-No 1 после термической обработки 256 Для материалов по таблице AF-402.2 после термообработки 256 Материалы после повторной аустенизации 257 Испытание на ударную вязкость швов и листов резервуара из черного металла 258 Испытания на ударную вязкость 258 Расположение, направление, температура и величина испытаний на ударную вязкость 258 Испытание на ударную вязкость для сварочных процедур 258 Переменные величины для процедур испытания на ударную вязкость 259 Ограничения по толщине при превышении минимальной критической температуры 259 Материл испытательных листов из углеродистой стали и низколегированных сплавов 259 Испытание на ударную вязкость испытательных листов корпуса резервуара 259 Количество листов требуемых для испытания на ударную вязкость 259 Выбраковка 259 Гидростатические испытания 260 Гидростатические испытания, основанные на проектном давлении в резервуаре 260 Гидростатические испытания, основанные на давлении полученные в результате расчётов 260 Верхний предел давления при гидростатических испытаниях 260 Гидростатические испытания комбинированных узлов 260 Камера давления, спроектированная для независимой эксплуатации 260 Унифицированные элементы, рассчитанные на максимальное дифференциальное давление 260 Смежные камеры 260 Специальные штампы и требования по техническим данным, для комбинированных узлов 260 Резервуары, спроектированные для эксплуатации с вакуумом 261 Эмалированные резервуары 261 Окрашенные, облицованные, футерованные резервуары 261 Процедура гидростатических испытаний 261 Установка отверстий в наивысшей точке 261 Жидкая среда и температура при гидростатических испытаниях 261 Проверка испытательного оборудования до подачи давления 261 Проверка утечек после подачи давления 261
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
255
Статья Т-4 АТ-400 АТ-400.1 АТ-400.2 АТ-410 АТ-411 АТ-420 АТ-421 АТ-422 АТ-423 Статья Т-5
АТ-500 АТ-501 АТ-502 АТ-510
Пневматические испытания 262 Когда применяются пневматические испытания 262 Для резервуаров, которые нельзя безопасно заполнить водой 262 Для резервуаров, для которых не допускаются следы испытательных жидкостей 262 Требуемое пневматическое испытательное давление 262 Верхний предел пневматического испытательного давления 262 Процедура пневматических испытаний 262 Проверка испытательного оборудования 262 Температура резервуара и испытательная среда 262 Нормы применяемого испытательного давления 262 Датчики испытательного давления 264 Требования по датчикам испытательного давления 264 Тип и количество датчиков давления 264 Пределы измерения испытательных датчиков давления 264 Калибровка испытательных датчиков давления 264
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
256
СТАТЬЯ Т-1 ТРЕБОВАНИЯ ПО ИСПЫТАНИЯМ
АТ-100 ОБЩИЕ ТРЕБОВАНИЯ Испытание резервуаров, относящихся к данному разделу, должны производиться в соответствии с правилами данной части АТ.
АТ-110 ТРЕБОВАНИЯ ПО ОБРАЗЦАМ ДЛЯ ИСПЫТАНИЯ
АТ-110 Термическая обработка Термическая обработка, применяемая по данному разделу, должна включать термическую обработку материалов в ходе изготовления, при температуре 9000F (4280С) и выше.
АТ-112 Предоставление образцов для испытания
Если материал является объектом термической обработки, при изготовлении, образцы для испытания, требуемые по применяемым спецификациям, должны быть взяты из пробных образцов, обработанных термически таким же образом, как и поставляемый производителем рабочий материал. Испытания могут быть произведены производителем материалов (см. АМ-202). АТ-113 Термическая обработка образцов для испытания Материалы, используемые в резервуарах, должны быть представлены образцами, термически обработанными таким же способом, как данные материалы, включая послесварочную термическую обработку. Тип и количество испытаний, а так же результаты испытаний, должны быть в соответствии с требованиями спецификации материалов. Производитель резервуаров должен устанавливать время, температуру и скорость охлаждения, применяемые к материалам в ходе изготовления. Материалы, по которым предоставляются образцы для испытания, должны быть термически обработаны при определённой температуре, в пределах допустимых отклонений, установленных производителем для реального производства. Общее время выдержки материала при температуре, должно быть минимум 80% от общего времени поддержания материала при температуре, в ходе действительной термической обработки продукции, которая может быть произведена за один цикл. Имитация послесварочной термической
обработки может быть произведена на испытательной заготовке. АТ-114 Обработка, не рассматриваемая как термическая Термическая обработка материалов не включает в себя некоторые виды местного нагревания, такие как газопламенная резка или дуговая резка, предварительный нагрев, сварка или нагревание труб в пределах критических температур, для выгибания и размерной обработки. АТ-115 Освобождение от требований по образцам для испытания АТ-115.1 Для стандартных компонентов под давлением. Освобождение от требований пунктов АТ-112 и АТ-113 применяется к стандартным деталям, описанным в АМ-105. Эти детали могут подвергаться послесварочной термической обработке, без применения термической обработки, требуемой для испытательных образцов. Данное исключение не применяется к специальным литым или кованым изделиям. АТ-115.2 Для материалов Р-No 1 после термической обработки. Материалы, соответствующие одной из спецификаций, перечисленной в Р-No 1 Группа 1 и 2 QW/QB-422 Раздела IX , освобождаются от требований АТ-112 и АТ-113, когда термическая обработка при изготовлении состоит только из послесварочной обработки, ниже температуры фазового превращения стали. АТ-115.3 Для материалов по таблице AF-402.2 после термической обработки. Материалы перечисленные в QW/QB-422, как Р-No 1 Группа 3 и Р-No 3 Группа 1 и 2, сертифицированные в соответствии с АТ-112 и АТ-113, из образцов для испытания соответствующих требованиям послесварочной термической обработки, по таблице AF-402.1, не нуждаются в повторной сертификации, если подвергаются альтернативной послесварочной термической обработке, в соответствии с таблицей AF-402.2.

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
257
АТ-115.4 Материалы после повторной аустенизации. Вся термическая обработка, которая предшествует термической обработке для полной аустенизации материалов, не должна учитываться как термическая обработка образцов, при условии что температура аустенизации как минимум такая же как температура предшествующей термической обработки.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
258
СТАТЬЯ Т-2
ИСПЫТАНИЕ НА УДАРНУЮ ВЯЗКОСТЬ ШВОВ И ЛИСТОВ КОРПУСА РЕЗЕРВУАРА
ИЗ ЧЕРНОГО МЕТАЛЛА
АТ-200 ИСПЫТАНИЯ НА УДАРНУЮ ВЯЗКОСТЬ (а) Для стальных резервуаров сварной конструкции, ударная вязкость швов и зоны термического влияния квалификационных испытательных листов и испытательных листов резервуара (производственных листов для испытания на ударную вязкость), определяется в соответствии с требованиями данного Раздела. (b) Все испытательные листы должны быть термически обработаны, включая скорость охлаждения и общее время термической обработки, при температурах, установленных производителем, для фактического производства. Требования по термической обработке приведённые в Статьях F-4, T-1 и АМ-201 применяются к испытательным листам, кроме положений АТ-115.3, которые не применяются к испытательным листам со сварными соединениями материалов P-No 3, Группа 1 и 2. Для материалов P-No 1, Группа 1, 2 и 3, испытания на ударную вязкость швов и зоны термического влияния, производственных и квалификационных испытательных листов, не должны быть повторены, если характеристики ударной вязкости определяются после проведения послесварочной термической обработки испытательных листов, при температурах и времени установленных по Таблице AF-402.1 и термической обработки производственных швов, при температурах и времени, допустимых по Таблице AF-402.2. АТ-201 Расположение, направление, температура и величина испытаний на ударную вязкость Все испытания швов на ударную вязкость должны соответствовать следующим требованиям. (а) Каждый комплект образцов для испытания на ударную вязкость должен быть взят с надрезом поперёк шва. Каждый образец должен быть ориентирован так чтобы надрез на поверхности материала был стандартным и одна поверхность образца должна быть в пределах 1/16 дюйма (1.6 мм) поверхности материала. Когда испытания производятся с материалом толщиной более 1 ½ дюйма (38мм) берутся два комплекта образцов для испытания, при этом один образец должен быть расположен как можно ближе к шву в пределах 1/16 дюйма (1.6 мм) на поверхности с одной стороны, а другой комплект должен располагаться как можно ближе к области между поверхностью шва и центром толщины с противоположной стороны, как описано выше. Смотрите QW-200.4(а) Раздела IX.
(b) Каждый комплект образцов, для зоны термического влияния, должен быть взят поперёк шва, достаточной длинны, для произведения надреза. Надрез должен быть произведён на поверхности стандартно и таким образом, чтобы включить как можно большую зону термического влияния в результирующем разломе. (с) Для швов произведённых по твердотельной технологии, такой как контактная сварка труб сопротивлением, испытание швов на ударную вязкость должно производиться по одному комплекту из трёх образцов, взятых поперёк шва с надрезом, идущим по центральной линии шва. Каждый образец должен быть ориентирован так, чтобы быть стандартным и располагаться как можно ближе к шву в пределах 1/16 дюйма (1.6 мм) на поверхности материала. (d) Температура при испытаниях швов и зоны воздействия тепла, должна быть как минимум такой же, как температура, требуемая для основного металла (см. АМ-211). АТ-202 Испытания на ударную вязкость сварочных процедур (а) Испытания на ударную вязкость сварочных процедур должны производиться на швах и зоне воздействия тепла, когда требуется испытание основного материала, кроме случаев предусмотренных по АМ-213 (с) и АМ-218.2. (b) Если испытание на ударную вязкость требуется для наплавленных швов, а основной материал освобожден от испытания на ударную вязкость (как по АМ-213), следует подготовить испытательные сварные листы. Материал испытательных листов, должен быть с таким же Р номером и номером группы, как используется в резервуаре. Один комплект испытательных образцов должен быть взят с надрезом примерно зацентрованным по шву и направленным перпендикулярно поверхности. Зона термического влияния не испытывается на ударную вязкость.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
259
(с) Когда сварочные процедуры выполняются с производственным материалом, только для угловых швов, они должны оцениваться по квалификационным испытаниям швов с разделкой кромок. Квалификационные испытательные листы как материал для труб, должны соответствовать требованиям АМ-204 и АМ-211 при испытаниях на ударную вязкость. Данные квалификационные испытания сварочных процедур, являются дополнением к требованиям Раздела IX QW-202.2 для материалов P-No 11. АТ-202.1 Переменные величины для процедур испытания на ударную вязкость Дополнительные переменные величины для испытания на ударную вязкость установленные в Разделе IX ,QW-250 необходимы при проведении испытаний на ударную вязкость. АТ-202.2 Материал испытательных листов из углеродистой стали и низколегированных сплавов. Для испытательных листов и труб, прошедших послесварочную термическую обработку, по которым превышена минимальная критическая температура, максимальной толщиной должна быть толщина испытательных листов и труб. АТ-202.2 Испытательные листы из углеродистой стали и низколегированных сплавов. Для материалов по Таблице ACS-1, материал испытательных листов должен соответствовать описанным ниже требованиям, для материалов, применяемых в производственных конструкциях: (а) они должны быть иметь такой же Р номер и номер группы; (b) термически обработаны, таким же методом; и (с) соответствовать требованиям АМ-211 по ударной вязкости для материалов с наибольшей толщиной, в пределах толщины основного материала (см схему АМ-211). АТ-203 Испытание на ударную вязкость испытательных листов резервуара (а) Когда основной материал должен быть испытан на ударную вязкость, испытания на ударную вязкость швов и зоны термического влияния должны производиться для соединений категории А и В, в соответствии с АТ–201 для каждой сварочной процедуры, применяемой по резервуару. Испытательные листы должны быть с такой же термообработкой, которая применяется для резервуаров и должны быть сварены как производственные соединения категории А, с применением оборудования, сварочного материала и процедур, применяемых для производственных соединений.
(b) Для соединений категории В, свариваемых с использованием процедур отличных от процедур применяемых при сварке соединений категории А, испытательные листы должны быть сварены при производственных сварочных условиях, с использованием того же оборудования и тех же процедур, так же как сваривается производственная продукция или, как можно ближе к этим условиям. АТ-203.1 Количество испытательных листов для испытания на ударную вязкость (а) Для каждого резервуара должен быть подготовлен один испытательный лист по каждой сварочной процедуре, применяемой для соединений категории А и В, кроме резервуаров определённых по пункту (b) ниже. В дополнение к требованиям по соединениям категории А и В, применяются следующие требования. (1) При выполнении автоматической или полуавтоматической сварки, испытательные листы должны быть предоставлены по каждой сварочной позиции, применяемой в резервуаре.
(2) Если применяется ручная сварка, испытательные листы должны быть предоставлены для соединений в плоской позиции, кроме случаев, когда сварка производиться в другой позиции, испытательные листы должны быть сварены в вертикальной позиции (где основная порция наплавленного слоя швов производится в вертикальном направлении вверх). Вертикально сваренные испытательные листы, оценивают квалификацию ручной сварки во всех позициях.
(3) Испытательные листы резервуаров, должны определять требования по испытаниям на ударную вязкость, для материалов резервуара с толщиной соответствующей требованиям QW-451.1 и QW-451.2, (включая Примечания) Раздела IX, кроме случаев, когда толщина меньше 5/8 дюйма(16 мм), толщиной испытательного материала должна быть минимальная толщина материалов резервуара.
(b) Для некоторых резервуаров или компонентов резервуаров, сваренных в пределах трёх месяцев в одном местоположении, толщина листов которых не изменяется более чем на ¼ дюйма (6 мм) или на 25% в зависимости от того, что больше, когда они соответствуют той же спецификации и категории материалов, испытательные листы должны быть подготовлены по каждым 400 футам (122 м) соединений, сваренных с применением тех же процедур. АТ-203.2 Выбраковка. Если испытательные листы резервуара не соответствуют требованиям по испытаниям на ударную вязкость, швы представленные испытательными листами являются неприемлемыми. Повторная термическая обработка и повторные испытания допускаются.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
260
СТАТЬЯ Т-3 ГИДРОСТАТИЧЕСКИЕ ИСПЫТАНИЯ
АТ-300 ГИДРОСТАТИЧЕСКИЕ ИСПЫТАНИЯ ОСНОВАННЫЕ НА ПРОЕКТНОМ ДАВЛЕНИИ В РЕЗЕРВУАРЕ Кроме случаев допускаемых по пунктам АТ-330 и АТ-400, готовый резервуар с установлённым проектным давлением, должен подвергнуться гидростатическому испытанию с давлением в каждой точке резервуара, не менее чем в 1,25 раза больше проектного давления резервуара (см. AD-121.1) умноженном на наименьшую величину пропорции (для материалов из которых изготовлен резервуар) величины интенсивности напряжения Sm при испытательной температуре к величине интенсивности напряжения Sm при проектной температуре (см. Таблицу AD-150.1). АТ-301 Гидростатические испытания, основанные на
расчётном давлении в резервуаре Гидростатические испытания, основанные на расчётном давлении, применяются при договорённости между пользователем и производителем. Гидростатическое давление в верхней части резервуара должно быть минимальным испытательным давлением, рассчитанным умножением величины испытательного давления на каждый элемент на 1 ¼ и сокращением этого давления на гидростатический напор на данные элементы. Основой для данного рассчитанного испытательного давления, является набольшее допустимое внутреннее давление, определяемое по расчётной формуле, на каждый элемент резервуара номинальной толщины, включая допуск на коррозию и величины интенсивности допустимого напряжения, данные в подпункте 1 Раздела II Часть D, при температуре испытания. При применении давления, оно должно быть таким, как установлено в проектном отчёте.
АТ-302 Верхний предел давления при гидростатическом испытании
Требования АТ-300 представляют минимальное стандартное испытательное давление, требуемое по данному Разделу, кроме случаев допустимых по АТ-330. Требования АТ-301 представляют специальные испытательные условия, полученные из расчётов. Любая промежуточная величина давления может быть использована. Верхние пределы испытательного гидростатического испытания, установлены в AD-151 и AD-151.1. Если допускается намеренное или случайное превышение испытательного давления, величина, определяемая по пункту АТ-301, до уровня, когда резервуар является объектом постоянной деформации, определяемой визуально, инспектор сохраняет за собой право забраковать резервуар. (См. АТ-330).
АТ-310 ГИДРОСТАТИЧЕСКИЕ ИСПЫТАНИЯ КОМБИНИРОВАННЫХ КОНСТРУКЦИЙ Комбинированные конструкции испытываются с применением одного из следующих методов. АТ-310.1 Камеры давления, спроектированные для независимой эксплуатации. Камеры давления комбинированных конструкций, спроектированные для независимой эксплуатации, должны проходить гидростатические испытания как отдельные резервуары; это означает, что каждая камера должна быть испытана без создания давления в смежной камере. АТ-310.2 Унифицированные элементы, рассчитанные на максимальное дифференциальное давление. Когда камеры давления комбинированных конструкций, имеют общие элементы, рассчитанные на максимальное дифференциальное давление, которое может возникнуть при запуске, эксплуатации и отключении, при этом дифференциальное давление меньше, чем наивысшее давление в смежной камере, общие элементы должны быть подвергнуты гидростатическому испытанию с давлением минимум в 1 ¼ раза больше дифференциального давления промаркированного на конструкции, с поправкой на температуру, определённую в пункте АМ-300. АТ-310.3 Смежные камеры. Следуя испытательным процедурам общих элементов, соответствующих АТ-310.2 смежные камеры должны быть испытаны гидростатическим давлением одновременно (см. АТ-300 и АТ-301). Необходимо уделить внимание ограничению дифференциального давления между камерами к давлению, применяемому при испытании общих элементов. АТ-310.4 Специальные штампы и требования к отчёту по техническим данным для комбинированных конструкций. Штамп на резервуаре и отчёт производителя по техническим данным, должны давать описание общих элементов и ограничение дифференциального давления (см. AS-101, AS-300 и AS-301).
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
261
АТ-320 РЕЗЕРВУАРЫ, СПРОЕКТИРОВАННЫЕ ДЛЯ ЭКСПЛУАТАЦИИ С ВАКУУМОМ Резервуары, рассчитанные для эксплуатации с вакуумом или частичным вакуумом и камеры многокамерных резервуаров, рассчитанные для эксплуатации с вакуумом или частичным вакуумом, должны подвергаться внутренним гидростатическим испытаниям или когда гидростатические испытания практически не выполнимы, могут быть применены пневматические испытанияя, в соответствии с положениями Статьи Т-4. Оба типа испытаний должны проводиться при давлении в 1 ¼ раза больше разницы между нормальным атмосферным давлением и минимальным расчётным внутренним абсолютным давлением. АТ-330 ЭМАЛИРОВАННЫЕ РЕЗЕРВУАРЫ Испытательное давление для эмалированных резервуаров должно быть как минимум равным, и не должно превышать, расчётное давление, промаркированное на резервуаре. АТ-340 ОКРАШЕННЫЕ, ОБЛИЦОВАННЫЕ И ФУТЕРОВАННЫЕ РЕЗЕРВУАРЫ Резервуары, кроме тех которые используются при опасной для жизни эксплуатации, могут быть окрашены или облицованы с внутренней или внешней стороны, до проведения гидростатических испытаний. При этом пользователь предупреждается, что краска или облицовка могут скрыть утечку, которая может быть обнаружена при проведении испытаний. АТ-350 ПРОЦЕДУРА ГИДРОСТАТИЧЕСКИХ ИСПЫТАНИЙ АТ-351 Установка отверстий в наивысших точках резервуаров Вентиляционные отверстия должны устанавливаться в наивысшей точке резервуара, в положении при котором в испытуемом резервуаре производиться продувка возможных воздушных карманов, когда резервуар заполняется.
АТ 352 Жидкая среда и температуры при гидростатических испытаниях Любая безопасная жидкость, при любой температуре, в пределах, не достигающих точки кипения, может быть использована для проведения гидростатических испытаний. Воспламеняемые жидкости с температурой воспламенения менее 1100F (430C), такие как нефтепродукты, могут применяться для испытаний, только при температуре близкой к атмосферной. Рекомендуется, чтобы температура металла при гидростатических испытаниях поддерживалась на уровне минимум на 300F (170C) выше минимальной расчётной температуры металла, но не ниже 1200F (490C), для минимизации возможности хрупкого излома. Испытательное давление не должно нагнетаться пока резервуар и испытательная среда находятся, при примерно одинаковой температуре. Если испытательная температура превышает 1200F (490C), рекомендуется отложить испытания, требуемые по пункту АТ-355, до того пока температура не установиться ниже 1200F (490C). АТ-353 Проверка испытательного оборудования до подачи давления Прежде чем произвести нагнетание давления в резервуаре, оборудование должно быть осмотрено для подтверждения, что оно крепко закреплено и что все линии низкого давления и другие вспомогательные приспособления, не являющиеся объектом воздействия высокого давления, отсоединены и изолированы с помощью клапанов или других подходящих средств. АТ-355 Проверка утечек после подачи давления Вслед за нагнетанием давления, при гидростатических испытаниях, производится проверка на утечку всех соединений и всех зон высокого напряжения, таких как шарнирные соединения, область вокруг отверстий и секций с переходной толщиной. Данная проверка производиться под давлением, равном наибольшему расчётному давлению или трем четвёртым испытательного давления и должна производиться под наблюдением инспектора. Любая обнаруженная утечка, должна быть устранена в соответствии с правилами, после чего резервуар повторно испытывается в соответствии с данными требованиями.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
262
СТАТЬЯ Т-4 ПНЕВМАТИЧЕСКИЕ ИСПЫТАНИЯ
АТ-400 КОГДА ПРИМЕНЯЮТСЯ ПНЕВМАТИЧЕСКИЕ ИСПЫТАНИЯ1 Пневматические испытания,2 описанные в данной Статье, применяются вместо гидростатических испытаний, описанных в Статье Т-3, только когда применяются условия представленные в АТ-400.1 или АТ-400.2 АТ-400.1 Для резервуаров, которые не могут быть безопасно заполнены водой. Пневматические испытания могут быть применены для резервуаров, спроектированных так, что они не могут быть безопасно заполнены водой; испытание таких резервуаров, может производиться с частичным заполнением водой. АТ-400.2 Для резервуаров, в которых не допускается наличие следов испытательных жидкостей Пневматические испытания применяются к резервуарам, не высушенным полностью, которые эксплуатируются при условиях, когда не допускается наличие следов испытательных жидкостей, компоненты которых были перед этим подвергнуты гидростатическим испытаниям с давлением, соответствующим требованиям Статьи Т-3. АТ-410 ТРЕБОВАНИЯ ПО ДАВЛЕНИЮ ПРИ ПНЕВМАТИЧЕСКИХ ИСПЫТАНИЯХ Кроме эмалированных резервуаров, для которых давление при пневматических испытаниях должно быть как минимум равно, но не превышать расчётное давление, промаркированное на резервуаре, давление при гидростатических испытаниях должно быть не меньше чем в 1.15 раза расчётного давления, умноженное на 1 В некоторых случаях испытательный резервуар может быть частично заполнен жидкостями. Для данных резервуаров комбинированное гидростатическое и пневматическое испытания могут быть применены как альтернатива к пневматическим испытаниям по данному параграфу. 2 Воздух или газ могут быть опасными, когда применяются как средства испытания. Именно поэтому следует принимать определённые меры предосторожности, при использовании для испытания воздуха или газа.
наименьшую величину пропорции величины интенсивности напряжения Sm при испытательной температуре резервуара к величине интенсивности напряжения Sm при расчётной температуре резервуара. АТ-411 Верхний предел давления при пневматических испытаниях Требования АТ-410 представляют минимальное стандартное давление при пневматических испытаниях, по данному Разделу. Верхний предел давления при пневматических испытаниях, установлен в AD-151 и AD-151.2. АТ-420 ПРОЦЕДУРА ПНЕВМАТИЧЕСКИХ ИСПЫТАНИЙ АТ-421 Проверка испытательного оборудования Испытательное оборудование должно быть проверено, перед нагнетанием давления, на прочность затяжки и на то, что вспомогательное оборудование не должно попадать под воздействие испытательного давления, что оно отсоединено и изолированно от испытательного давления клапанами или другими подходящими средствами. АТ-422 Температура резервуаров и испытательных средств Температура металла при пневматических испытаниях, должна поддерживаться на отметке минимум на 300F (170C) выше минимальной расчётной температуры металла, но не превышать 1200F (490С) для минимизации возможности хрупкого излома. Испытательное давление не должно нагнетаться пока резервуар и средство создания давления не приобретут примерно одинаковую температуру. Если температура при испытаниях превысит 1200F (490С) испытания, в соответствии с требованиями АТ-423, следует отложить, пока температура не снизиться до 1200F (490С). АТ-423 Нормы применяемого испытательного давления Давление в резервуаре должно постепенно увеличиваться не более чем на половину испытательного давления,

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
263
после чего испытательное давление должно быть увеличено постепенно шагами примерно на одну десятую испытательного давления, пока требуемое испытательное давление не будет установлено. Давление после этого должно быть сокращено на величину равную наибольшему расчётному давлению или трём четвёртым испытательного давления и удерживаться на этом уровне значительное время для проверки резервуара в соответствии с АТ-355.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
264
СТАТЬЯ Т-5 ДАТЧИКИ ИСПЫТАТЕЛЬНОГО ДАВЛЕНИЯ
АТ-500 ТРЕБОВАНИЯ ПО ДАТЧИКАМ ИСПЫТАТЕЛЬНОГО ДАВЛЕНИЯ АТ-501 Тип и количество датчиков давления Датчики давления, применяемые при испытаниях резервуаров, должны показывать давление при испытаниях и присоединяться непосредственно к резервуару. Если датчики давления не находятся в поле зрения оператора контролирующего нагнетаемое давление, необходимо предоставить дополнительные датчики давления, доступные для обозрения оператором, при проведении всех испытаний. Рекомендуется применение регистрирующих датчиков в дополнение к показывающим измерительным приборам.
АТ-502 Пределы измерения испытательных датчиков давления
Циферблатные датчики измерения давления, применяемые при испытаниях должны иметь пределы измерения вдвое больше предполагаемого испытательного давления, но ни в коем случае пределы не должны быть меньше чем 1 ½ и больше чем в четыре раза испытательного давления. Цифровые датчики измерения давления с более широким пределом измерения могут быть применены при условии, что считываемые данные имеют такую же или большую точность, получаемую при использовании циферблатных индикаторов АТ-510 КАЛИБРОВКА ИСПЫТАТЕЛЬНЫХ ДАТЧИКОВ ДАВЛЕНИЯ Все датчики давления должны быть калиброваны по стандартному грузопоршневому манометру или по эталонному калибру минимум каждые 6 месяцев либо в любое время, если имеется причина для проверки их точности.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
Часть AS
МАРКИРОВКА, НАНЕСЕНИЕ ШТАМПОВ, ОТЧЁТЫ
И РЕГИСТРАЦИОННЫЕ ЗАПИСИ
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
266
ЧАСТЬ AS
Статья S-1 AS-100 AS-100.1 AS-101 AS-101.1 AS-101.2 AS-110 AS-120 AS-130 AS-131 AS-132 Статья S-2 AS-200 AS-201 AS-202 AS-203 AS-204 AS-205 AS-206 Статья S-3 AS-300 AS-300.1 AS-301 AS-310 AS-320 Статья S-4 AS-400 AS-410 AS-420
Рисунки AS-100.1 AS-131.1
Содержание и методы нанесения маркировки 267 Маркировка резервуаров 267 Единицы измерения 267 Методы маркировки резервуаров с двумя или более корпусами 267 Если маркировка устанавливается в одном месте 267 Если маркировка наносится на каждом отдельном резервуаре 267 Нанесение штампа 267 Маркировка частей 267 Паспортная табличка 268 Требования к паспортной табличке 268 Прикрепление паспортной таблички 268 Получение и использование кодового штампа 269 Кодовый штамп как официальный символ 269 Заявка на получение полномочия 269 Выдача полномочий 269 Договор на инспекционный осмотр 269 Система контроля качества 270 Оценка установления и продления полномочий 270 Составление кода до получения сертификата полномочий 270 Форма отчёта и поддержание регистрационных записей 271 Отчёт производителя по техническим данным 271 Единицы измерения 271 Распределение и хранение отчётов 271 Отчёт по техническим данным компонентов резервуара 271 Поддержание записей 271 Специальные требования по многослойным резервуарам 273 Общие требования 273 Нанесение штампа 273 Отчёт производителя по техническим данным 273 Официальный символ для штампа, обозначающего стандарты Американского Общества Инженеров-Механиков 267 Форма штемпеля 268

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
267
СТАТЬЯ S-1 СОДЕРЖАНИЕ И МЕТОДЫ НАНЕСЕНИЯ МАРКИРОВКИ
AS-100 МАРКИРОВКА РЕЗЕРВУАРОВ Каждый резервуар высокого давления, к которому применяется кодовый символ, должен быть промаркирован с указанием следующих данных: (а) официальный кодовый символ, как показано на рисунке AS-100.1; (b) наименование производителя резервуаров высокого давления с указанием «сертифицировано кем_________»; (с) расчётное давление, 1,2 в psi при температуре 0F; (d) минимальная расчётная температура металла; (е) серийный номер производителя; (f) год изготовления. AS-100.1 Единицы измерения. Единицы измерения должны соответствовать AG-151. AS-101 Методы маркировки резервуаров с двумя или более корпусами Какой либо из следующих способов маркировки может быть применён при маркировке резервуаров с двумя или более независимыми камерами высокого давления, спроектированных для одинаковых или различных условий эксплуатации. Каждая отдельная камера должна быть промаркирована для идентификации в комбинированном блоке. AS-101.1 Если маркировка устанавливается в одном месте. Маркировка может размещаться в одном месте на резервуаре, при условии, что она производится с четким нанесением данных по каждой камере, включая максимальное дифференциальное давление группового оборудования, когда это давление меньше наибольшего давления в смежных камерах. 1 Если предполагается что резервуар должен эксплуатироваться при условиях различного давления и температур, следует добавить другие величины сопутствующего давления и и температуры (см. Таблицу AD-120.1). 2 Не требуется для компонентов для которых их производитель не предоставил Отчёт Производителя по Техническим Данным.
РИСУНОК AS-100.1 ОФИЦИАЛЬНЫЙ СИМВОЛ ДЛЯ
ШТАМПА, ОБОЗНАЧАЮЩЕГО СТАНДАРТЫ АМЕРИКАНСКОГО ОБЩЕСТВА ИНЖЕНЕРОВ
МЕХАНИКОВ
AS-101.2 Если маркировка наносится на каждом отдельном резервуаре. Маркировка с полными техническими данными может быть нанесена на каждую независимую камеру высокого давления, при условии установления дополнительных данных, таких как дренажная емкость, обшивка или трубная обвязка, с ясной обозначением к какой камере относятся определённые технические данные AS-110 НАНЕСЕНИЕ ШТАМПА (а) Производитель, изготовляющий резервуары, должен иметь сертификат Полномочия для использования кодового символа. Кодовый символ наносится производителем, только при аттестации инспектором. Нанесение кодового символа и заключительная сертификация, в соответствии с правилами данного Раздела, должны подтверждать, что технические требования по данному коду выполнены. (b) Кроме случаев, предусмотренных в пункте (с) ниже, кодовый символ наноситься после проведения гидростатических и пневматических испытаний. (с) Кодовый символ может быть предварительно нанесён на паспортную табличку. Паспортная табличка прикрепляется к резервуару, после окончательной установки и проверки, но до проведения гидростатических и пневматических испытаний, при условии последовательного нанесения штампа, описанного в системе контроля качества производителя. AS-120 МАРКИРОВКА ЧАСТЕЙ Компоненты резервуаров высокого давления, для которых требуется отчет по техническим данным, в соответствии с AS-310, должны быть промаркированы производителем этих компонентов следующим образом:
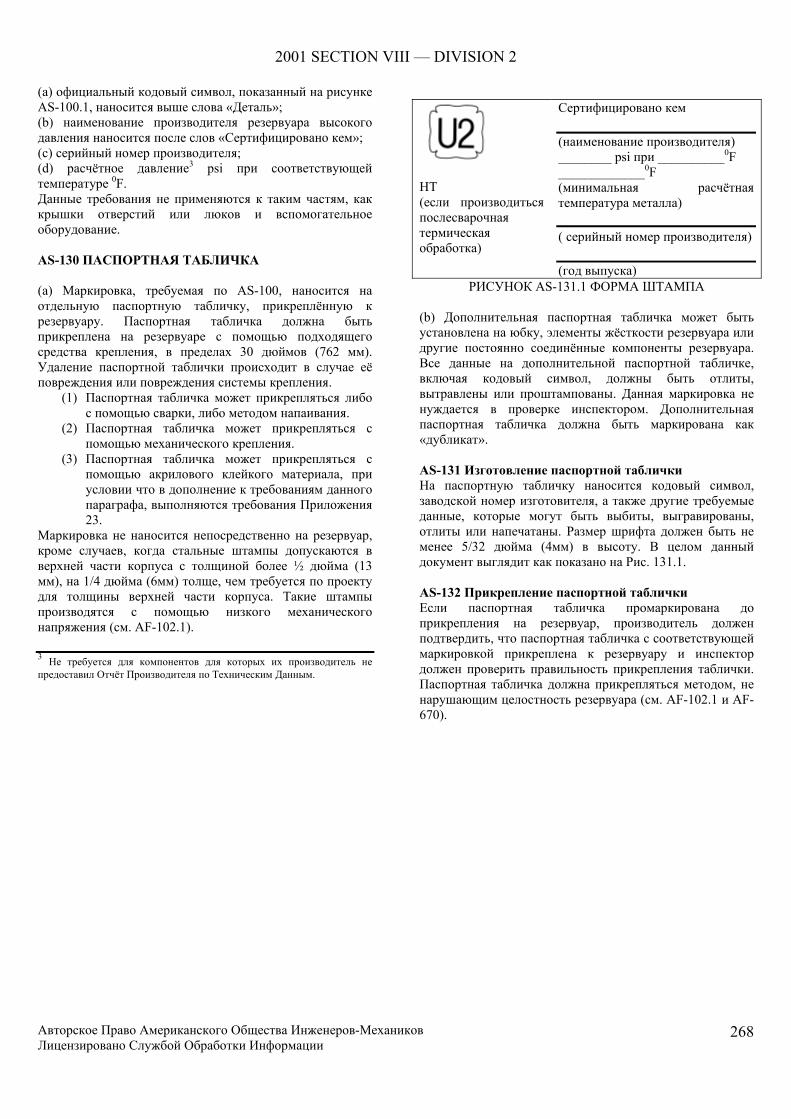
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
268
(а) официальный кодовый символ, показанный на рисунке AS-100.1, наносится выше слова «Деталь»; (b) наименование производителя резервуара высокого давления наносится после слов «Сертифицировано кем»; (с) серийный номер производителя; (d) расчётное давление3 psi при соответствующей температуре 0F. Данные требования не применяются к таким частям, как крышки отверстий или люков и вспомогательное оборудование. AS-130 ПАСПОРТНАЯ ТАБЛИЧКА (а) Маркировка, требуемая по AS-100, наносится на отдельную паспортную табличку, прикреплённую к резервуару. Паспортная табличка должна быть прикреплена на резервуаре с помощью подходящего средства крепления, в пределах 30 дюймов (762 мм). Удаление паспортной таблички происходит в случае её повреждения или повреждения системы крепления.
(1) Паспортная табличка может прикрепляться либо с помощью сварки, либо методом напаивания.
(2) Паспортная табличка может прикрепляться с помощью механического крепления.
(3) Паспортная табличка может прикрепляться с помощью акрилового клейкого материала, при условии что в дополнение к требованиям данного параграфа, выполняются требования Приложения 23.
Маркировка не наносится непосредственно на резервуар, кроме случаев, когда стальные штампы допускаются в верхней части корпуса с толщиной более ½ дюйма (13 мм), на 1/4 дюйма (6мм) толще, чем требуется по проекту для толщины верхней части корпуса. Такие штампы производятся с помощью низкого механического напряжения (см. AF-102.1). 3 Не требуется для компонентов для которых их производитель не предоставил Отчёт Производителя по Техническим Данным.
НТ (если производиться послесварочная термическая обработка)
Сертифицировано кем (наименование производителя) ________ psi при __________0F _____________0F (минимальная расчётная температура металла) ( серийный номер производителя) (год выпуска)
РИСУНОК AS-131.1 ФОРМА ШТАМПА
(b) Дополнительная паспортная табличка может быть установлена на юбку, элементы жёсткости резервуара или другие постоянно соединённые компоненты резервуара. Все данные на дополнительной паспортной табличке, включая кодовый символ, должны быть отлиты, вытравлены или проштампованы. Данная маркировка не нуждается в проверке инспектором. Дополнительная паспортная табличка должна быть маркирована как «дубликат». AS-131 Изготовление паспортной таблички На паспортную табличку наносится кодовый символ, заводской номер изготовителя, а также другие требуемые данные, которые могут быть выбиты, выгравированы, отлиты или напечатаны. Размер шрифта должен быть не менее 5/32 дюйма (4мм) в высоту. В целом данный документ выглядит как показано на Рис. 131.1. AS-132 Прикрепление паспортной таблички Если паспортная табличка промаркирована до прикрепления на резервуар, производитель должен подтвердить, что паспортная табличка с соответствующей маркировкой прикреплена к резервуару и инспектор должен проверить правильность прикрепления таблички. Паспортная табличка должна прикрепляться методом, не нарушающим целостность резервуара (см. AF-102.1 и AF-670).
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
269
СТАТЬЯ S-2 ПОЛУЧЕНИЕ И ПРИМЕНЕНИЕ КОДОВЫХ ШТАМПОВ
AS-200 КОДОВЫЕ ШТАМПЫ НЕСУЩИЕ ОФИЦИАЛЬНЫЙ СИМВОЛ Сертификат полномочия на использование кодовых символов U2 или UV, показанных на рисунке AS-100.1 и AR-401.1 даётся Американским Обществом Инженеров Механиков, согласно положениям параграфов, приведённых ниже. Штампы для применения кодовых символов выдаются Обществом Инженеров. AS-201 Заявка на получение полномочий (а) Любая организация, желающая получить Сертификат полномочия должна сделать заявку в Комитет по Бойлерам и Резервуарам Высокого Давления Американского Общества Инженеров Механиков, на формате, выпускаемом Обществом, который устанавливает соответствующий штамп и объём полномочий по коду. Если организация намеревается производить продукцию по коду, на заводах более чем в одном регионе, код может применяться как отдельно для каждого завода, так и в целом для изделий всех заводов, с перечислением адресов этих заводов. Каждое применение кода, должно устанавливать Уполномоченное Инспекционное Агентство, проводящее инспектирование кодов на каждом заводе. Общество Инженеров подготавливает отдельный Сертификат полномочия и отдельную оплату для каждого завода. Каждый заявитель должен признавать, что каждый сертификат полномочия и каждый кодовый символ, применяемый в соответствии с нормами и правилами данного Раздела, является собственностью Общества Инженеров, и его необходимо своевременно вернуть по требованию Общества Инженеров или по прекращении действия кода, обеспечиваемого сертификатом или при прекращении действия Сертификата Полномочия. Пользователь кодового символа не должен предоставлять его для пользования другой организации. 1 Форма заявки, соответствующая информация и инструкции могут быть предоставлены Комитетом по Бойлерам и Резервуарам Высокого Давления Американского Общества Инженеров Механиков ASME , 3 Парк Авеню, Нью-Йорк, 10016-5990.
AS-202 Выдача полномочия Полномочия на использование штампа кодового символа, выдаются или изымаются Обществом Инженеров по своему усмотрению. Если полномочия выданы и административная оплата произведена, Сертификат Полномочия, свидетельствующий о разрешении на применение кодового символа, действительный в течение трёх лет, должен быть передан заявителю. Каждый такой сертификат, устанавливает кодовый символ и тип завода или рабочей площадки, для которых выданы данные полномочия (см. Приложение L). Сертификат должен быть подписан Председателем Комитета по Бойлерам и Резервуарам Высокого Давления и Директором Аккредитации. За шесть месяцев до даты прекращения действия данного Сертификата заявитель может подать заявку на продление полномочия и получение нового Сертификата. Общество Инженеров сохраняет за собой право на отклонение или отказ от продления полномочия и произведения соразмерного возврата оплаты за не продлённый период. Комитет по Бойлерам и Резервуарам Высокого Давления может в любое время применить данные правила, относительно выдачи и использования штампа кодового символа, и все эти правила и нормы являются обязательными для пользователей Сертификатов Полномочия. AS-203 Договор на проведение инспекции Как условие для получения и применения Сертификата Полномочия, на использование штампа кодового символа U2, производитель должен иметь контракт или договор с уполномоченным Инспекционным Агентством на проведение инспекции, как определено в AI-110. Данный инспекционный договор является договором между производителем и инспекционным агентством, определяющим периодичность и условия проведения инспекционных осмотров и устанавливающим общую ответственность производителя и уполномоченных инспекторов. Производитель должен своевременно уведомлять Общество Инженеров об отмене договора с уполномоченным инспекционным агентством или о перемене уполномоченного инспекционного агентства.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
270
Ни от производителя, ни от сборщика клапанов спуска давления не требуется наличие договора с уполномоченным инспекционным агентством. AS-204 Система контроля качества Любой производитель или сборщик, имеющий или сделавший заявку на Сертификат Полномочия для использования штампа U2 или UV, должен иметь и продемонстрировать наличие системы контроля качества, для подтверждения, что все требования по коду соблюдаются, включая требования по материалу, проектным расчётам, изготовлению, проверке (производителем), инспекционным осмотрам резервуара и его компонентов (уполномоченным инспектором), испытаниям под давлением и сертификации. Система контроля качества, должна быть в соответствии с требованиями Приложения 18. AS-205 Оценка установления и продления полномочий Перед выдачей Сертификата продления полномочий, на использования штампа U2, оборудование и организация производителя должны быть проверенны совместно представителями инспекционного агентства и представителями организации назначенной ASME, выбранной по соответствующей юрисдикции. Письменная ведомость технического контроля или описание системы контроля качества, определяющие какие документы и процедуры должен использовать производитель для изготовления продукции в соответствии с кодом, должны быть предоставлены для проверки. Письменный отчёт Обществу Инженеров, должен подготавливаться совместно организацией, назначенной ASME и инспекционным агентством по договору с производителем, для проверки соответствия коду. Этот отчёт затем должен быть проверен Подкомитетом по Бойлерам и Резервуарам Высокого Давления, который выдаёт Сертификат Полномочия, либо уведомляет заявителя о недостатках, обнаруженных в ходе осмотра. В подобных случаях заявителю даётся возможность объяснить или исправить имеющиеся недостатки. Сертификат Полномочия предоставляется для определения объёма данных полномочий. Полномочия могут включать работы на рабочей площадке, если органы, производящие проверку, устанавливают, что эти работы описаны в руководстве по контролю качества и данная установка аттестована Обществом Инженеров. Перед выдачей или продлением сертификата полномочия на использования штампа UV, оборудование и производственные мощности производителя и сборщика должны быть осмотрены организацией назначенной ASME.
Письменная ведомость технического контроля или описание системы контроля качества, определяющие какие документы и процедуры должен использовать производитель для изготовления клапанов спуска давления, в соответствии с кодом, должны быть предоставлены для проверки. Представители организации назначенной ASME, должны подготовить письменный отчёт для Общества Инженеров, при этом Подкомитет по Бойлерам и Резервуарам Высокого Давления должен действовать так, как описано выше. Целью проведения проверки является оценка системы контроля качества заявителя и её выполнение. Заявитель должен продемонстрировать административные и производственные функции системы, определяющие наличие знаний и возможность изготовления продукции в соответствии с системой контроля качества. Производственные функции могут быть продемонстрированы в ходе текущих работ или макетирования, либо при комбинации обоих вариантов. Производитель может в любое время изменить систему контроля качества, относительно методов достижения результатов, являющихся объектом аттестации уполномоченным инспектором. Для производителей и сборщиков клапанов спуска давления со штампом UV, данная аттестация должна производиться организацией назначенной ASME. В тех областях, где не имеется юрисдикции или по юрисдикции нет возможности выбрать организацию, назначаемую ASME, для проверки резервуара или его частей, проверка должна производиться организацией, назначенной ASME и выбранной ASME. Там где имеется юрисдикция для инспекционного агентства производителя, совместная проверка и совместный отчёт должны быть подготовлены организацией, имеющей юрисдикцию и организацией назначенной ASME. AS-206 Составление кода до получения сертификата полномочия При предоставлении системы контроля качества, производитель может начать изготовление продукции до получения сертификата полномочия на использование штампа кодового символа, при следующих условиях. (а) Изготовление продукции производиться под наблюдением уполномоченного инспектора. (b) Изготовление продукции происходит в соответствии с системой контроля качества заявителя. (с) Продукция проштампована соответствующим кодовым символом и сертифицирована при получении заявителем Сертификата Полномочия (от Американского Общества Инженеров Механиков).
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
271
СТАТЬЯ S-3 ФОРМА ОТЧЁТА И ПОДДЕРЖАНИЕ РЕГИСТРАЦИОННЫХ ЗАПАСЕЙ
AS-300 ОТЧЁТ ПРОИВОДИТЕЛЯ ПО ТЕХНИЧЕСКИМ ДАННЫМ Отчет по техническим данным (Форма А-1) должен подготавливаться производителем и инспектором, по каждому резервуару высокого давления, который должен быть промаркирован кодовым символом. Для ознакомления с образцом формы отчёта и отчётом по техническим данным смотрите Приложение I. AS-300.1 Единицы измерения. Единицы измерения должны быть в соответствии с AG-151. AS-301 Распределение и заполнение отчётов (а) Производитель должен:
(1) подготовить копию отчёта по техническим данным для пользователя и по запросу инспектора;
(2) предоставить копию отчёта по техническим данным соответствующей уполномоченной организации, на территории которой, резервуар должен быть установлен.
(3) Сохранять папку с копией отчёта по техническим данным, в течении как минимум, 10 лет или на время эксплуатации резервуара, в зависимости, что больше.
(b) Вместо пунктов (2) и (3), описанных выше, резервуар и отчёт по техническим данным могут быть зарегистрированы Инспекционным Управлением по Бойлерам и Резервуарам Высокого Давления, 1055 Краппер Авеню, Колумбия, Огайо 43229. AS-310 ОТЧЁТ ПО ТЕХНИЧЕСКИМ ДАННЫМ КОМПОНЕНТОВ РЕЗЕРВУАРА Производитель компонентов резервуара должен указать в подпункте «Примечания» произвёл ли он, какие ни будь или все планируемые функции. Для ознакомления с частичным отчётом по техническим данным смотрите Приложение I. (а) Отчёты по техническим данным, для компонентов резервуара высокого давления, которые должны быть проинспектированы, в соответствии с данным Разделом, поставляемых предприятиями, не являющимися производителями готовых резервуаров, должны быть подготовлены производителем запчастей и его инспектором, в соответствии с требованиями данного Раздела. Копия этих отчётов должна быть направлена производителю готовых резервуаров (см. AG-302).
Данный отчёт по техническим данным компонентов резервуара, вместе с личной проверкой производителем, представляют окончательную инспекционную проверку, для санкционирования нанесения кодового символа на резервуар (см. AS-110). При применении формы А-2, она должна быть добавлена производителем готовых резервуаров к форме А-1. Производитель, имеющий несколько рабочих площадок, каждая из которых со своим Сертификатом Полномочия, может поставлять запчасти резервуаров высокого давления с одного завода, на другой, без подготовки отчёта по техническим данным этих компонентов, при условии, что система контроля качества, предоставляет методы идентификации и получения компонентов. (b) Отчёты по техническим данным для данных компонентов резервуаров высокого давления, поставляемых производителем компонентов пользователю резервуаров, соответствующих коду, как запчасти или сменные детали, должны подготавливаться на форме А-2 производителем компонентов и его инспектором в соответствии с требованиями данного Раздела. Копия отчёта по техническим данным компонентов, подготовленная в соответствии с AS-320, должна предоставляться пользователю резервуаров или его агенту. AS-320 ПОДДЕРЖАНИЕ ЗАПИСЕЙ В дополнение к требованиям AS-301 производитель должен поддерживать регистрационные записи в следующем виде: (а) Содержание папки. Производитель резервуаров или компонентов должен содержать папку с данными по всем сертификатам материалов и/или отчётами по техническим данным компонентов, проверкам, испытаниям, термической обработке, производственным процедурам, спецификациям и со всеми используемыми чертежами. Все записи должны полностью идентифицироваться по соответствующему материалу или по идентификационному номеру изделия. Записи должны включать все данные по ремонту материалов, деталей и ремонтным работам при установке. (b) Поддержание и доступ к отчётам. Сертифицированные записи должны производиться и поддерживаться таким образом, чтобы быть легко доступными для осмотра уполномоченным инспектором, включая специальную информацию в период, не превышающий 24 часа в любое время при изготовлении резервуара.

2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
272
Производитель должен предпринять все меры для обеспечения защиты регистрационных записей от повреждений и износа. (с) Хранение папки. Производитель резервуаров должен содержать данные записи в течение 5 лет после сдачи готового резервуара. По окончании этого периода, производитель может либо продолжить хранение регистрационных записей, либо после предоставления записей пользователю и получения отказа от них, они могут быть уничтожены.
2001 SECTION VIII — DIVISION 2
Авторское Право Американского Общества Инженеров-Механиков Лицензировано Службой Обработки Информации
273
СТАТЬЯ S-4 СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ
ДЛЯ МНОГОСЛОЙНЫХ РЕЗЕРВУАРОВ
AS-400 ОБЩИЕ ТРЕБОВАНИЯ Правила для штемпелевания и подготовки отчётности по многослойным резервуарам, должны соответствовать требованиям, приведённым в Статьях S-1 – S-3. с дополнением некоторых требований, описанных ниже. AS-410 НАНЕСЕНИЕ ШТАМПА Нанесение штампа ниже кодового символа, описанное в AS-100, должно производиться буквами WL для обозначения многослойной конструкции.
AS-420 ОТЧЁТ ПРОИЗВОДИТЕЛЯ ПО ТЕХНИЧЕСКИМ ДАННЫМ Отчёт по техническим данным, должен заполнятся производителем на формате А-1 (простая форма отчёта дана в конце данного Раздела) и проверяться уполномоченным инспектором по каждому резервуару высокого давления, промаркированного кодовым символом. Описание многослойного корпуса и многослойного верхнего днища, должно быть дано в отчёте по техническим данным, с указанием количества слоёв, их толщиной и типом конструкции. Для применения формы А-3 отчёта производителя по техническим данным, (дополнительный лист технических данных) смотрите I-200 и таблицу I-220. Пример применения формы А-3, с указанием минимальных технических данных, которые необходимо предоставить, приводиться на рисунке I-221.