
AS V ÁRIAS MANEIRAS DE SE OBTER UMA DETERMINADA …valterv/Processos_de_Fabricacao/Aula 6... ·...
36
1 AS V AS V Á Á RIAS MANEIRAS DE SE RIAS MANEIRAS DE SE OBTER UMA DETERMINADA FORMA OBTER UMA DETERMINADA FORMA A diferença estará apenas nos custos e tempos de fabricação? ⇐ Forjado Fundido ⇒ ⇐ Usinado Sinterizado ⇒
Transcript of AS V ÁRIAS MANEIRAS DE SE OBTER UMA DETERMINADA …valterv/Processos_de_Fabricacao/Aula 6... ·...
1
AS VAS VÁÁRIAS MANEIRAS DE SE RIAS MANEIRAS DE SE OBTER UMA DETERMINADA FORMAOBTER UMA DETERMINADA FORMA
A diferença estará apenas nos custos e tempos de fabricação?
⇐ Forjado
Fundido ⇒
⇐ Usinado
Sinterizado ⇒
2
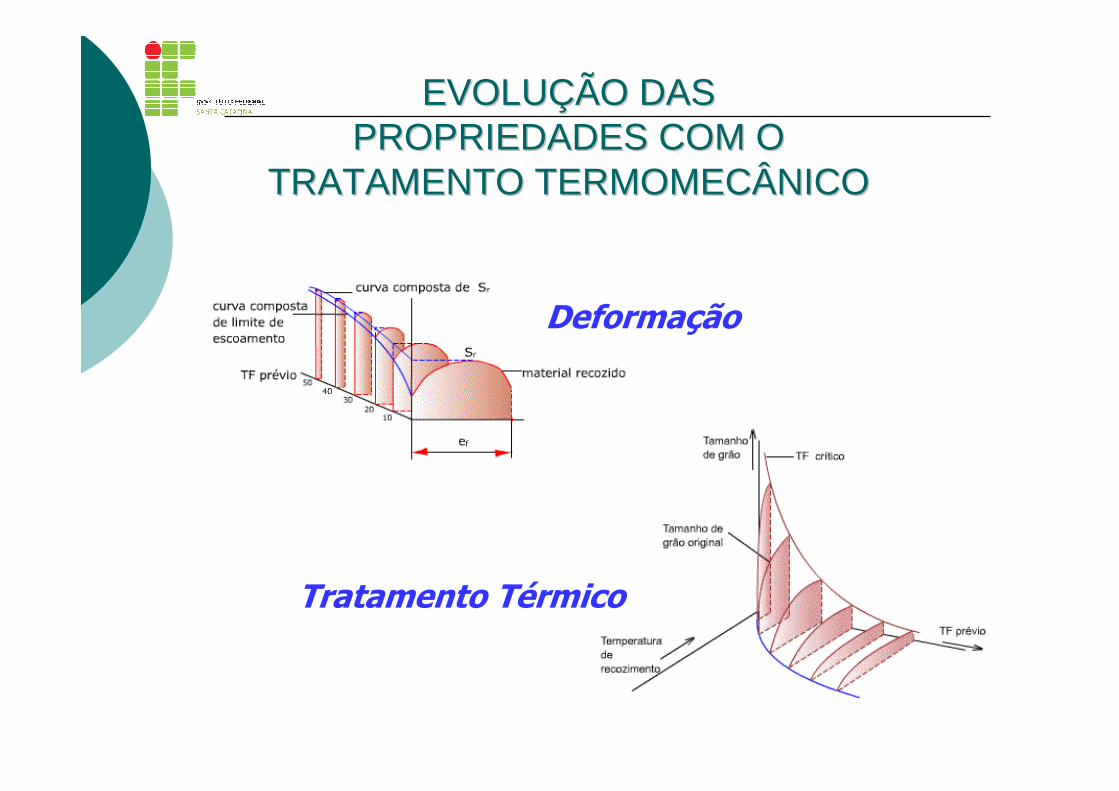
EVOLUEVOLUÇÇÃO DASÃO DASPROPRIEDADES COM OPROPRIEDADES COM O
TRATAMENTO TERMOMECÂNICOTRATAMENTO TERMOMECÂNICO
Deformação
Tratamento Térmico

3
MICROESTRUTURA x PROCESSAMENTOMICROESTRUTURA x PROCESSAMENTO
Forjado
Fundido
Usinado(recozido)
Sinterizado
4
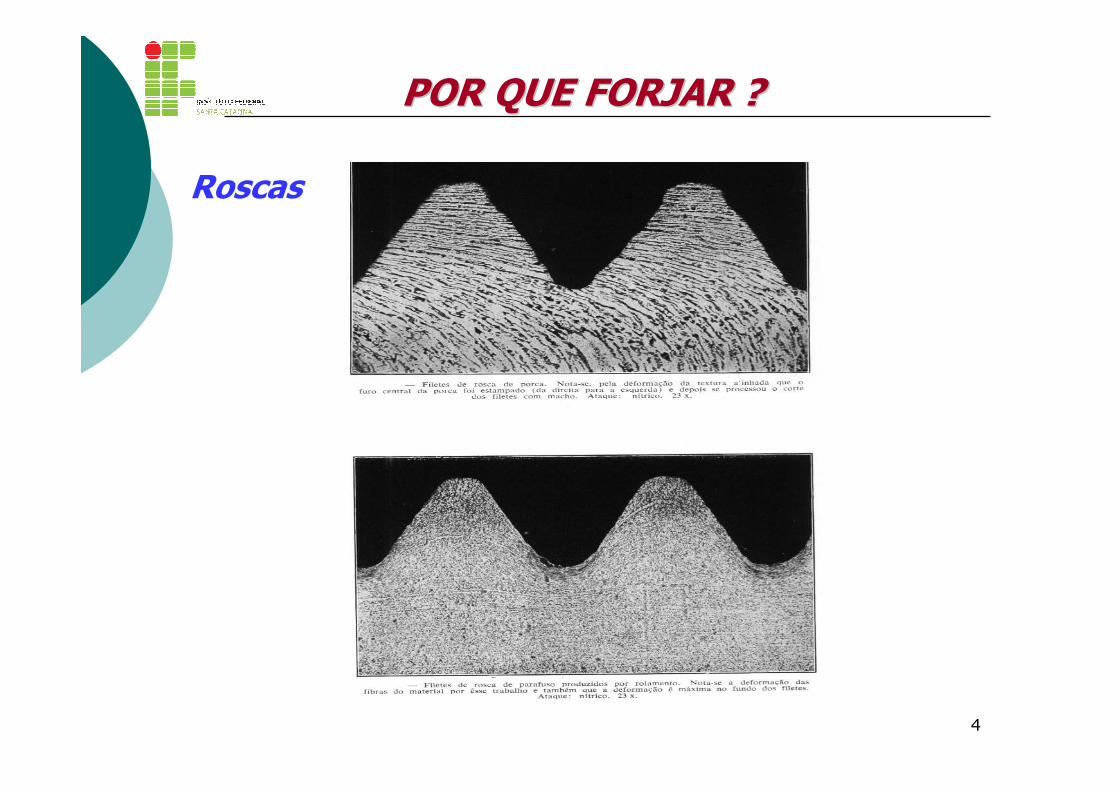
POR QUE FORJAR ?POR QUE FORJAR ?
Roscas
5
ConformaConforma ççãoão
�A grande importância dos metais na tecnologia A grande importância dos metais na tecnologia moderna devemoderna deve--se, em grande parte, se, em grande parte, àà facilidade facilidade com que eles podem ser produzidos nas mais com que eles podem ser produzidos nas mais variadas formas, para atender a diferentes usos. variadas formas, para atender a diferentes usos.
�Os processos de fabricaOs processos de fabricaçção de peão de peçças a partir dos as a partir dos metais no estado smetais no estado sóólido podem ser classificados lido podem ser classificados em: em:
-- ConformaConformaçção Mecânica: volume e massa são ão Mecânica: volume e massa são conservados; conservados;
-- RemoRemoçção Metão Metáálica ou lica ou UsinagemUsinagem: retira: retira--se se material para se obter a forma desejada;material para se obter a forma desejada;
6
��Quanto ao tipo de esforQuanto ao tipo de esforçço predominante:o predominante:
•• Compressão direta (forjamento e laminaCompressão direta (forjamento e laminaçção)ão)•• Compressão indireta (Compressão indireta (trefilatrefilaççãoão, extrusão, , extrusão, embutimentoembutimento))•• TraTraçção (estiramento de chapas)ão (estiramento de chapas)•• Flexão ou dobramento (dobramento e calandragem)Flexão ou dobramento (dobramento e calandragem)•• Cisalhamento (corte de chapas)Cisalhamento (corte de chapas)
��Quanto Quanto àà temperatura de trabalho:temperatura de trabalho:
•• Trabalho mecânico a frio (Trabalho mecânico a frio (coldcold workingworking))•• Trabalho mecânico aquecido (Trabalho mecânico aquecido (warmwarm workingworking))
•• Trabalho mecânico a quente (Trabalho mecânico a quente (hot hot workingworking))
CLASSIFICACLASSIFICA ÇÇÃO DOS PROCESSOS DE ÃO DOS PROCESSOS DE CONFORMACONFORMAÇÇÃOÃO
7
��Quanto a forma do produto:Quanto a forma do produto:
•• Chapas, perfis: LaminaChapas, perfis: Laminaçção, Estampagem.ão, Estampagem.•• Tubos e fios: Tubos e fios: TrefilaTrefilaççãoão, extrusão., extrusão.
��Quanto ao fluxo de deformaQuanto ao fluxo de deformaçção:ão:
•• Fluxo contFluxo contíínuo (movimento constante): Laminanuo (movimento constante): Laminaçção, ão, TrefilaTrefilaççãoão e Extrusão.e Extrusão.•• Fluxo intermitente: Estampagem e ForjamentoFluxo intermitente: Estampagem e Forjamento
CLASSIFICACLASSIFICA ÇÇÃO DOS PROCESSOS DE ÃO DOS PROCESSOS DE CONFORMACONFORMAÇÇÃOÃO
8
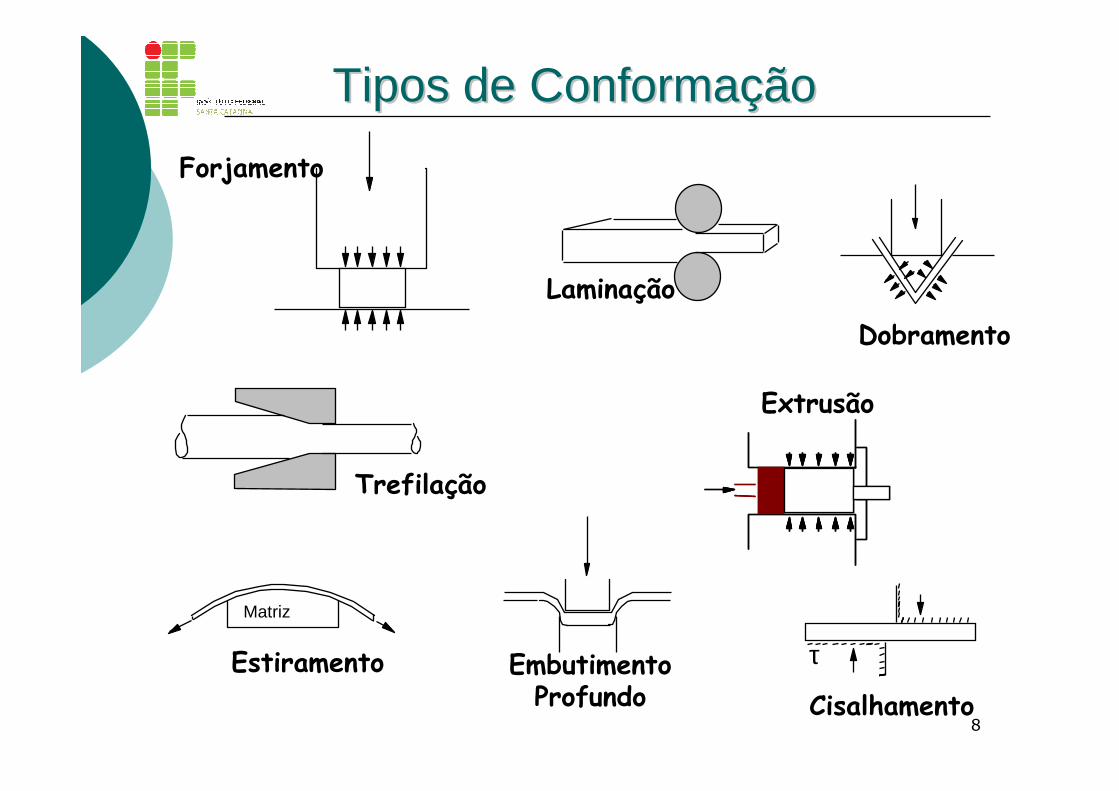
Dobramento
Forjamento
Laminação
Trefilação
EmbutimentoProfundo
Estiramento
Matriz
Cisalhamento
τ
Tipos de ConformaTipos de Conformaççãoão
Extrusão
9
O FORJAMENTO O FORJAMENTO ÉÉ A MAIS ANTIGA A MAIS ANTIGA FORMA DE CONFORMAFORMA DE CONFORMAÇÇÃO E ÃO E
BENEFICIAMENTO DOS METAISBENEFICIAMENTO DOS METAIS
10
FORJAMENTOFORJAMENTO
Operação de conformaçãomecânica para dar forma aos metais através de
martelamento ou esforçode compressão.
Pode ser feita :
- A QUENTE ;
- A MORNO ;
- A FRIO .
11
FORJAMENTO SIMPLESFORJAMENTO SIMPLES
OperaOperaççõesões BBáásicassicas
- Corte da Matéria Prima : serra, disco abrasivo, cisalhamento, chama, etc.;
- Aquecimento : feito em fornos a óleo, gás, elétricos, etc, a uma temperatura adequada para facilitar a deformação;
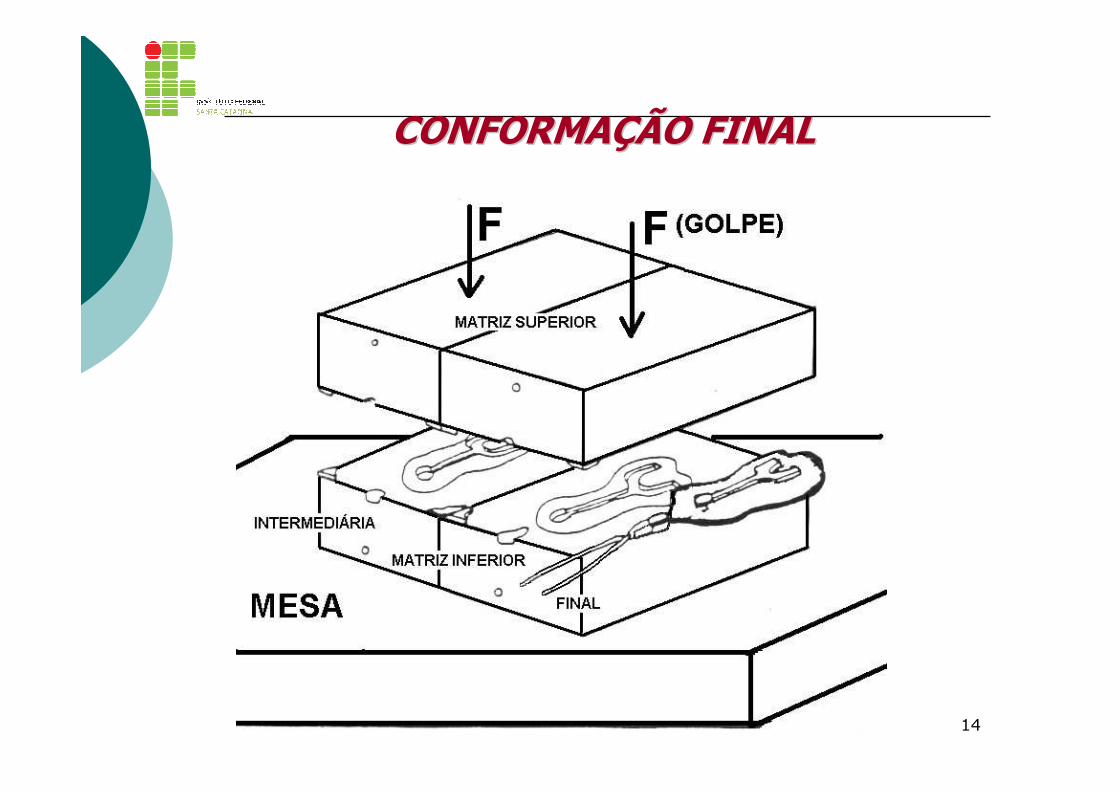
- Conformação :pode ser feita em mais de uma operação - algumas preparatórias - usando-se forjamento aberto ou em matrizes fechadas;
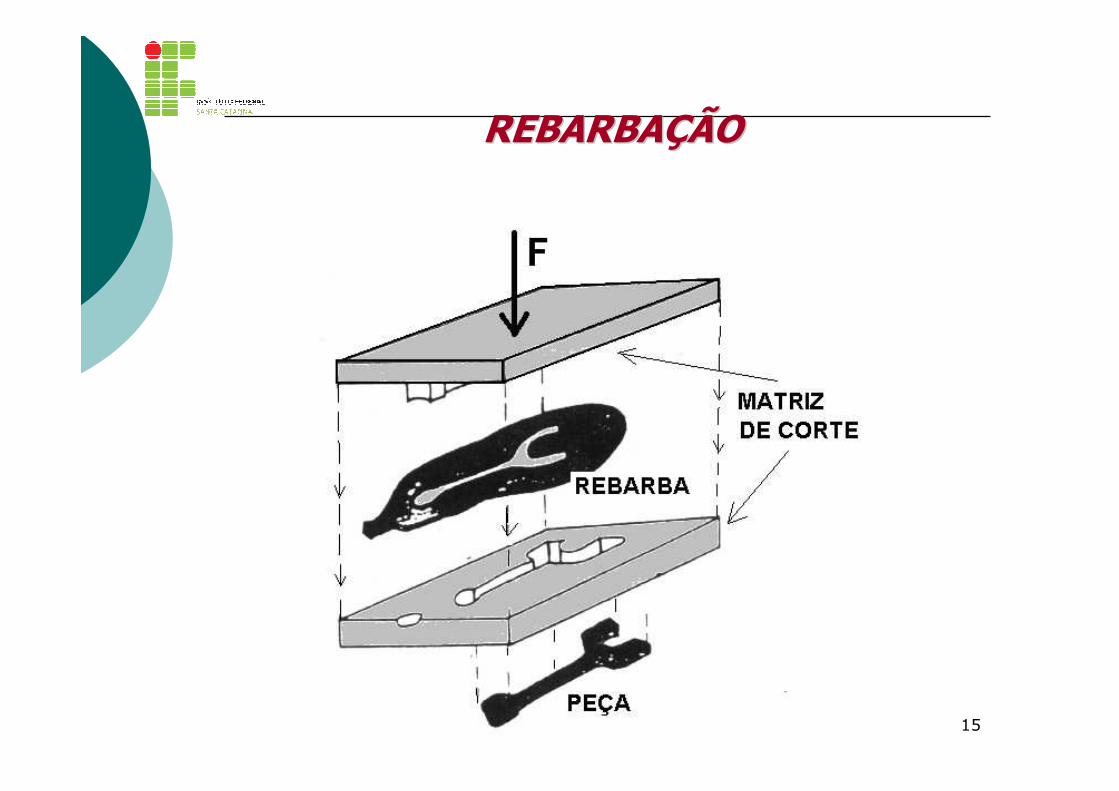
- Rebarbamento :remoção do material que normalmente fica em excesso na peça;
- Acabamento :limpeza e tratamento.
12
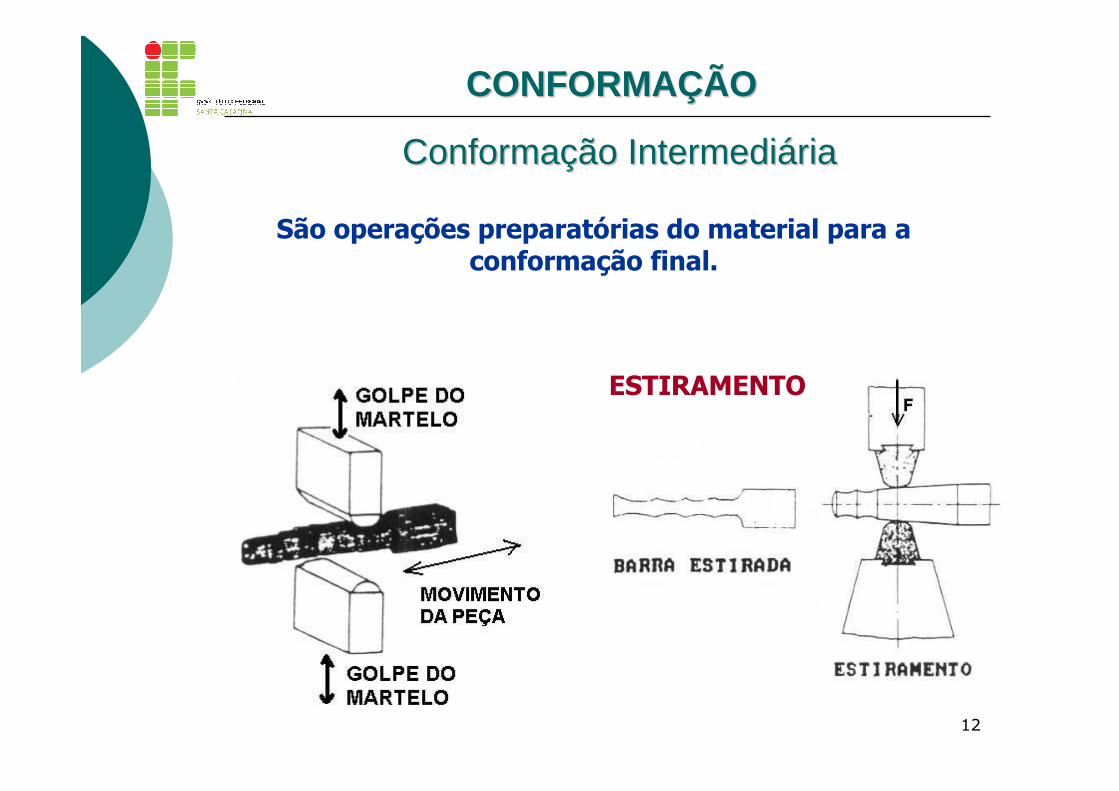
CONFORMACONFORMAÇÇÃOÃO
ConformaConformaççãoão IntermediIntermediááriaria
São operações preparatórias do material para a conformação final.
ESTIRAMENTO
13
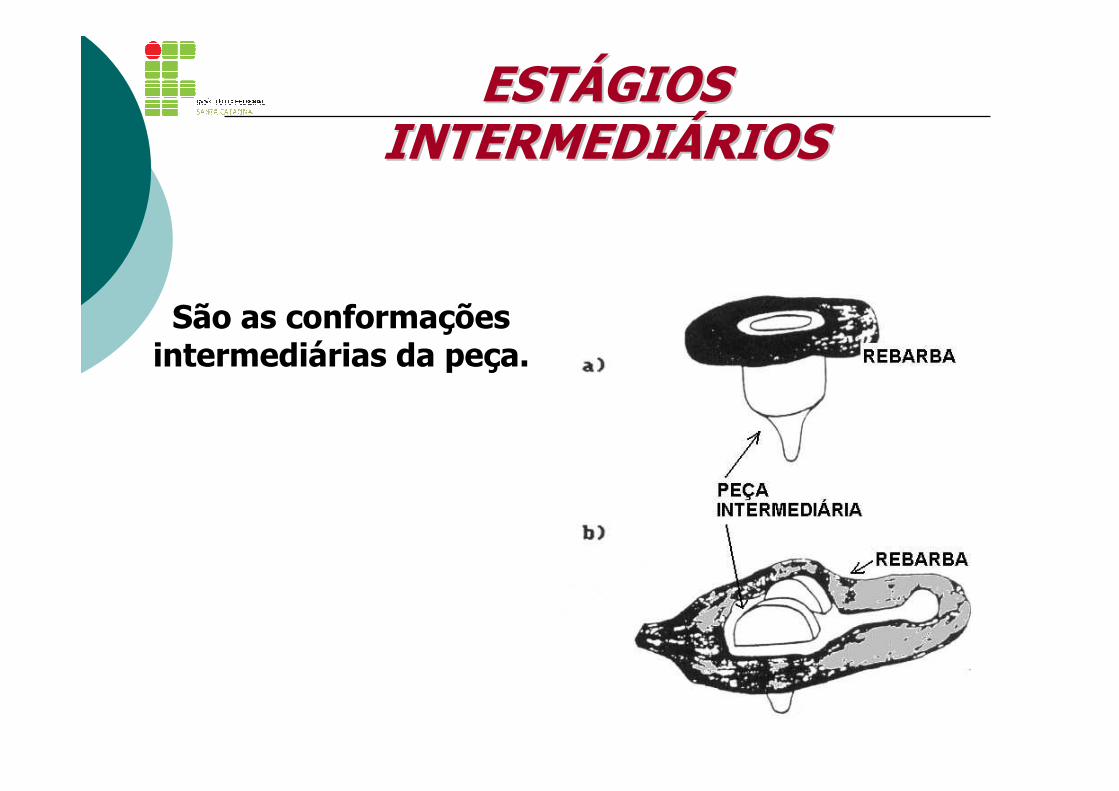
ESTESTÁÁGIOS GIOS INTERMEDIINTERMEDIÁÁRIOSRIOS
São as conformaçõesintermediárias da peça.
14
CONFORMACONFORMAÇÇÃO FINALÃO FINAL
15
REBARBAREBARBAÇÇÃOÃO

16
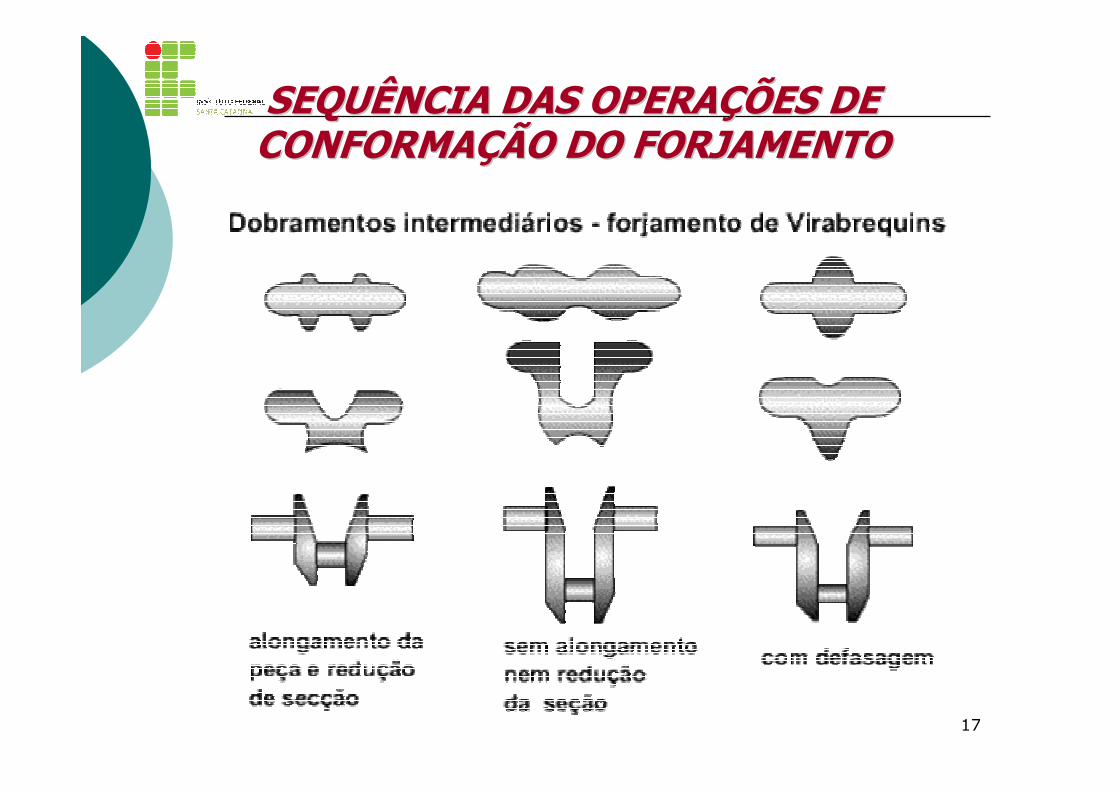
SEQUÊNCIA DAS OPERASEQUÊNCIA DAS OPERAÇÇÕES DE ÕES DE CONFORMACONFORMAÇÇÃO DO FORJAMENTOÃO DO FORJAMENTO
17
SEQUÊNCIA DAS OPERASEQUÊNCIA DAS OPERAÇÇÕES DE ÕES DE CONFORMACONFORMAÇÇÃO DO FORJAMENTOÃO DO FORJAMENTO
18
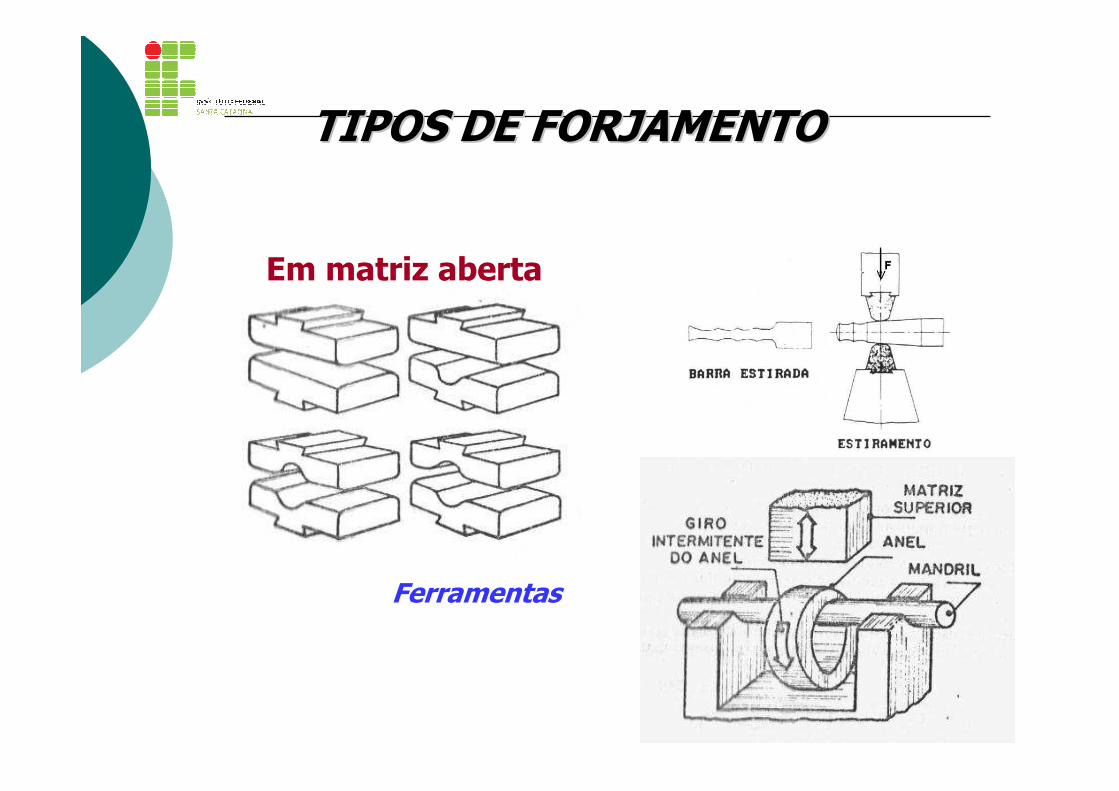
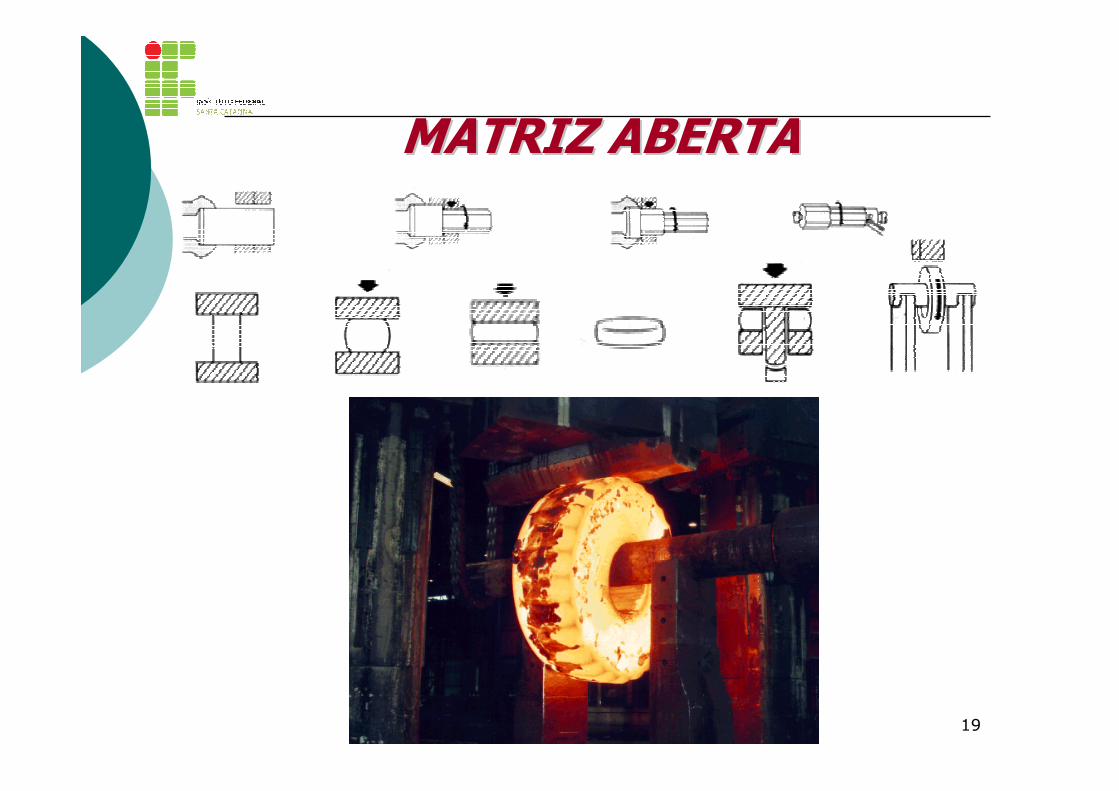
TIPOS DE FORJAMENTOTIPOS DE FORJAMENTO
Em matriz aberta
Ferramentas
19
MATRIZ ABERTAMATRIZ ABERTA
20
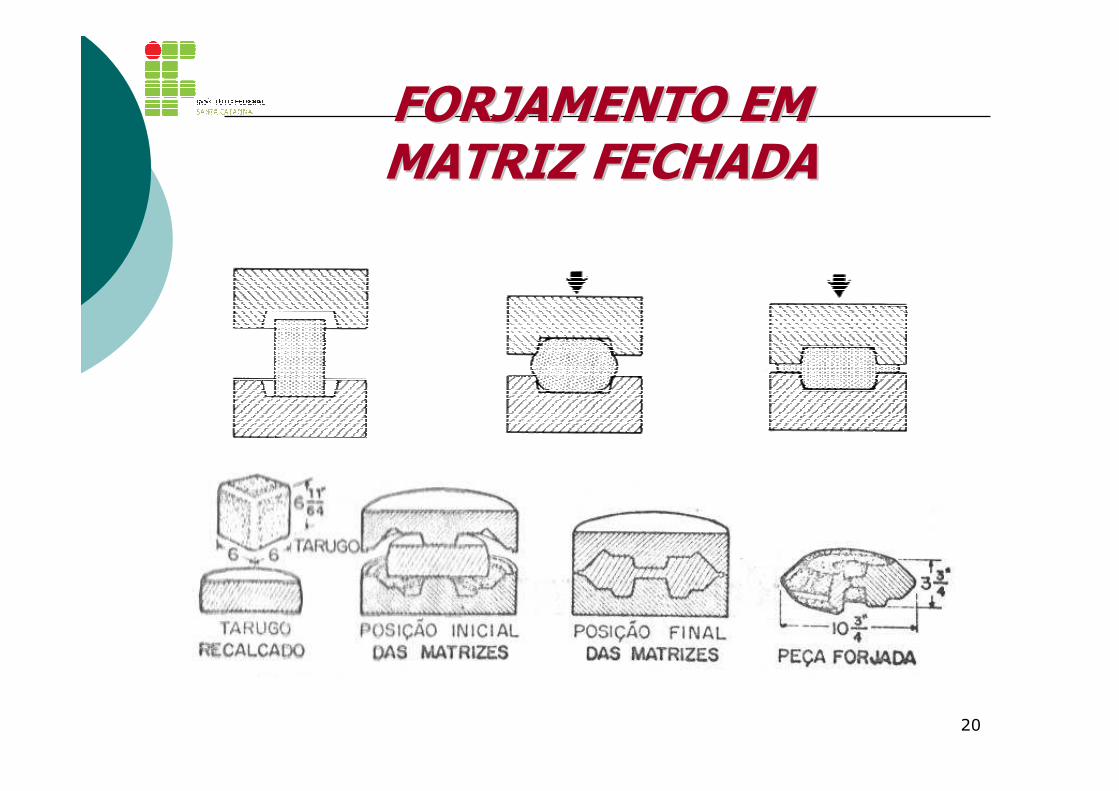
FORJAMENTO EM FORJAMENTO EM MATRIZ FECHADAMATRIZ FECHADA
21
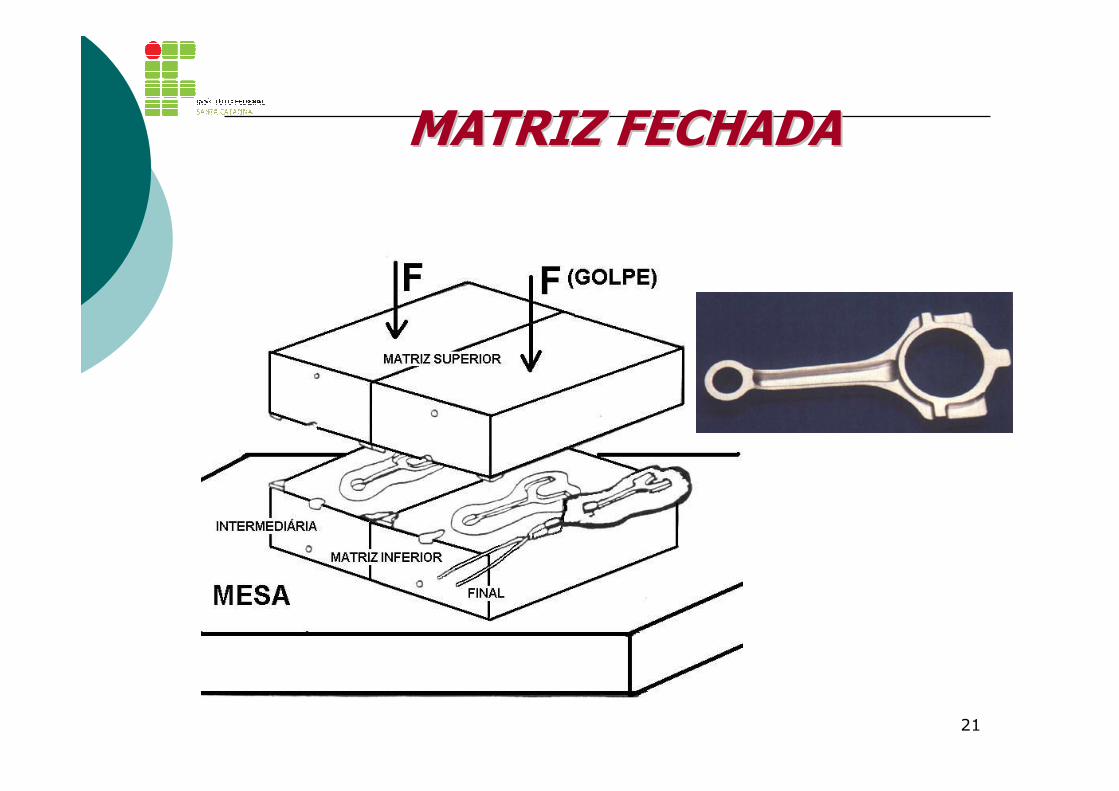
MATRIZ FECHADAMATRIZ FECHADA
22
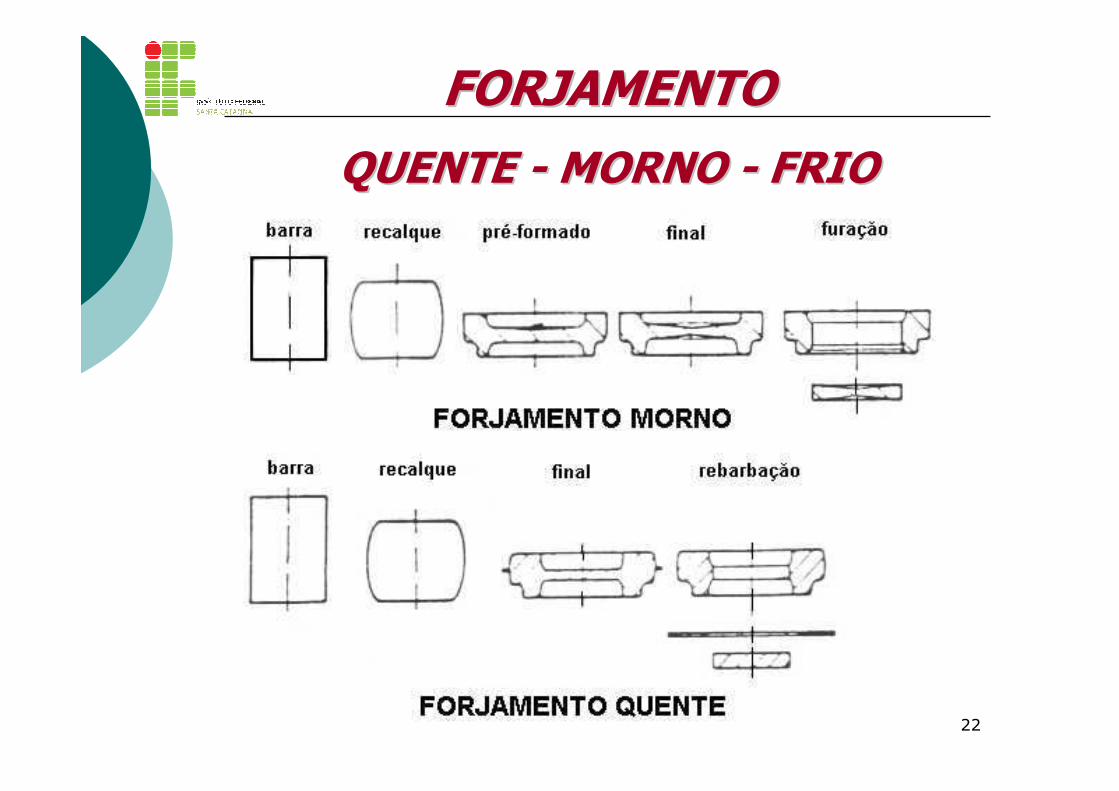
FORJAMENTOFORJAMENTO
QUENTE QUENTE -- MORNO MORNO -- FRIOFRIO
23
Martelos :
• de queda livre : acionadospor correia ou tábua;
• mecânicos;
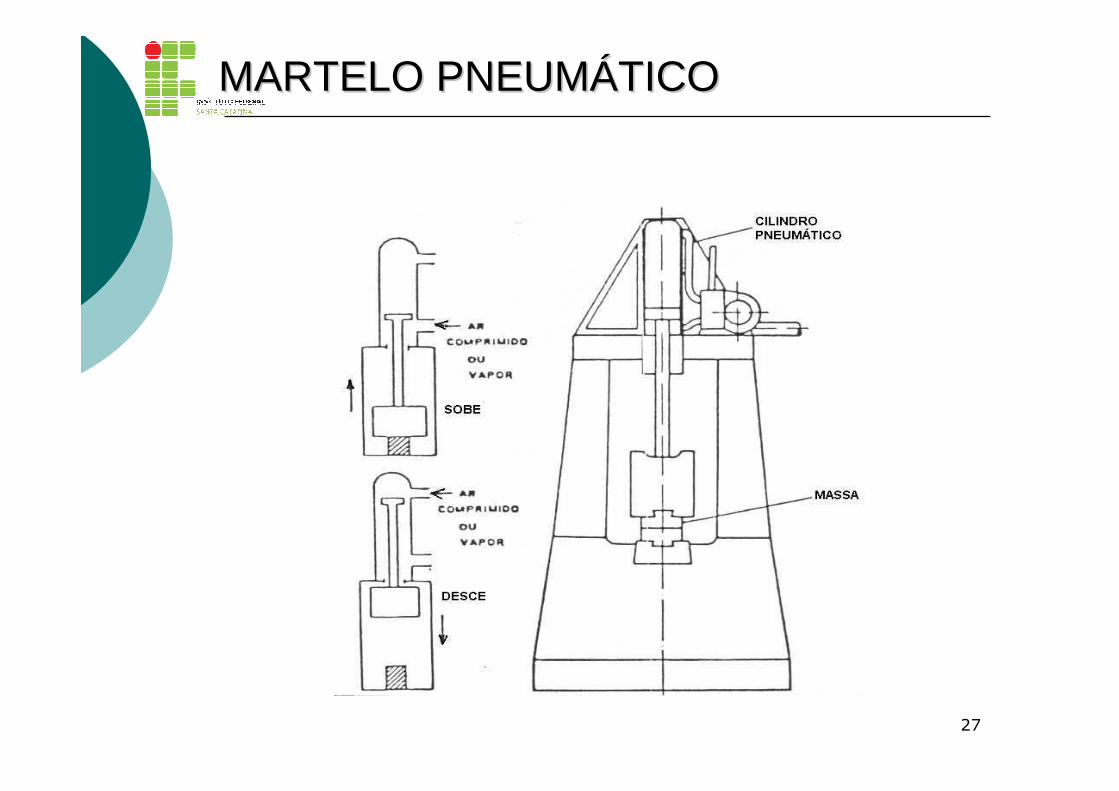
• pneumáticos.
Prensas :
• mecânicas;
• hidráulicas.
MARTELOS E PRENSASMARTELOS E PRENSAS
alta taxa de deformaçãoalta energia, limitada pela energia cinética do martelo
capacidade de deformação controlada pelo curso e força disponível em determinadas posições
24
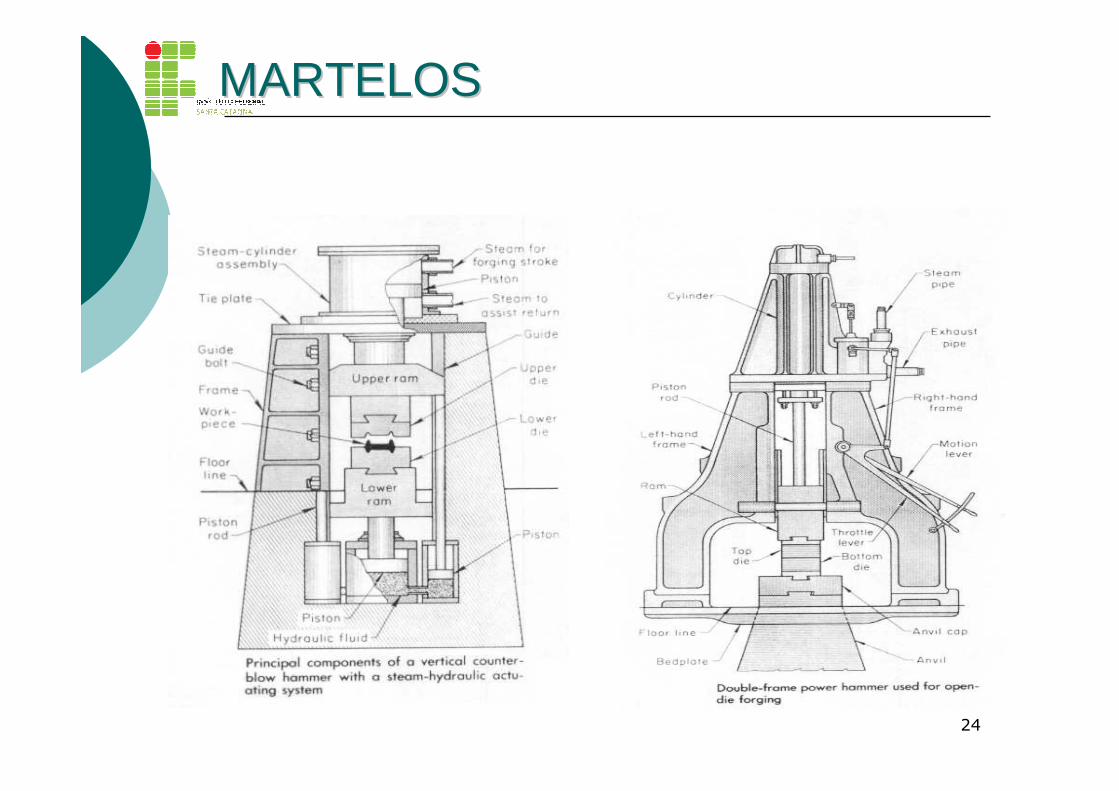
MARTELOSMARTELOS
25
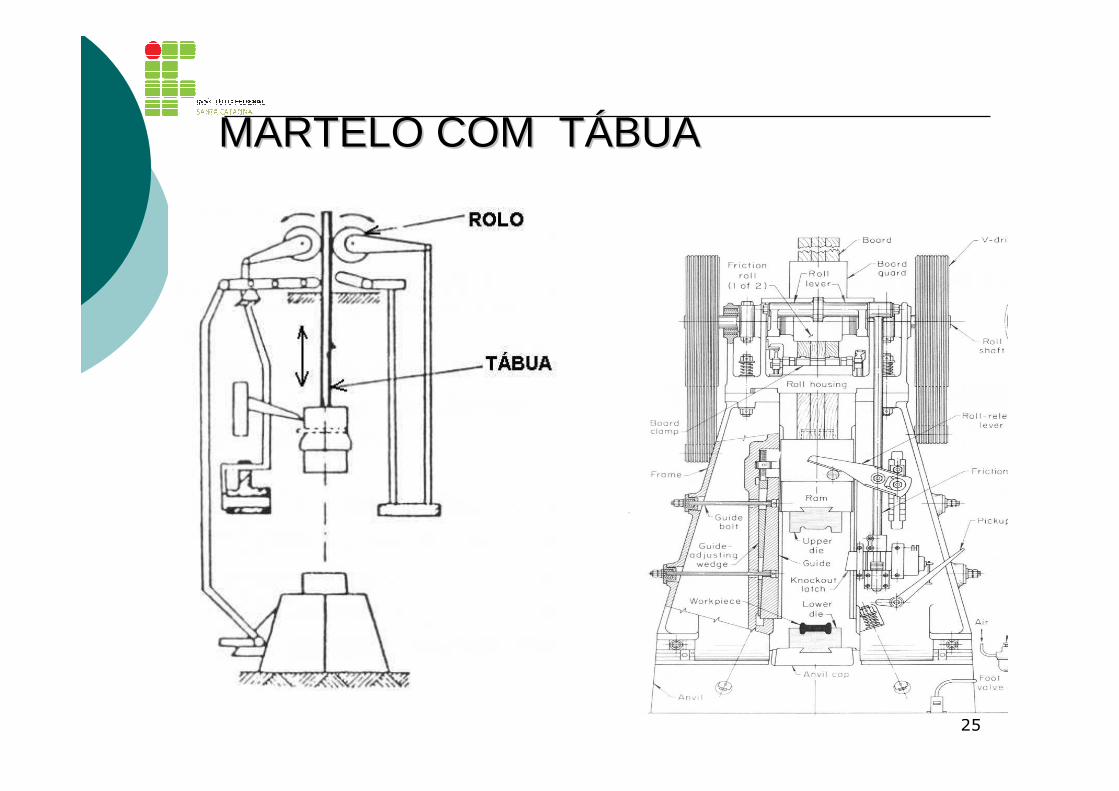
MARTELO COM TMARTELO COM TÁÁBUABUA
26
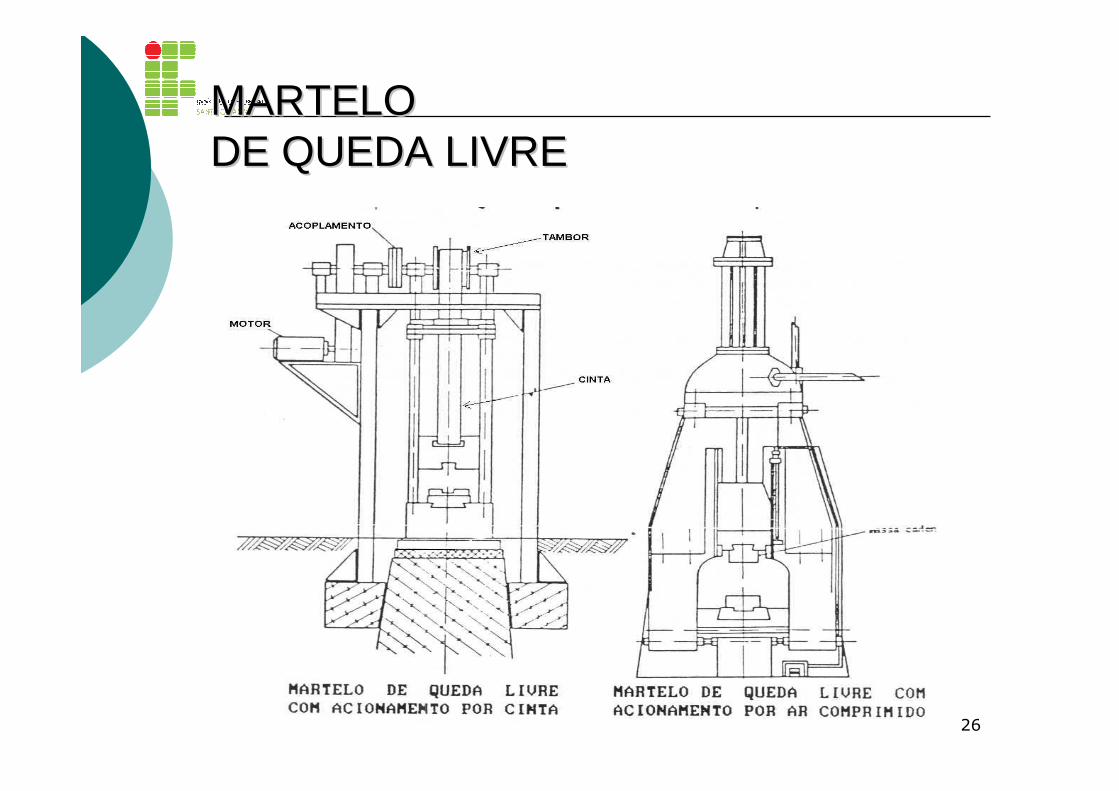
MARTELOMARTELODE QUEDA LIVREDE QUEDA LIVRE
27
MARTELO PNEUMMARTELO PNEUMÁÁTICOTICO
28
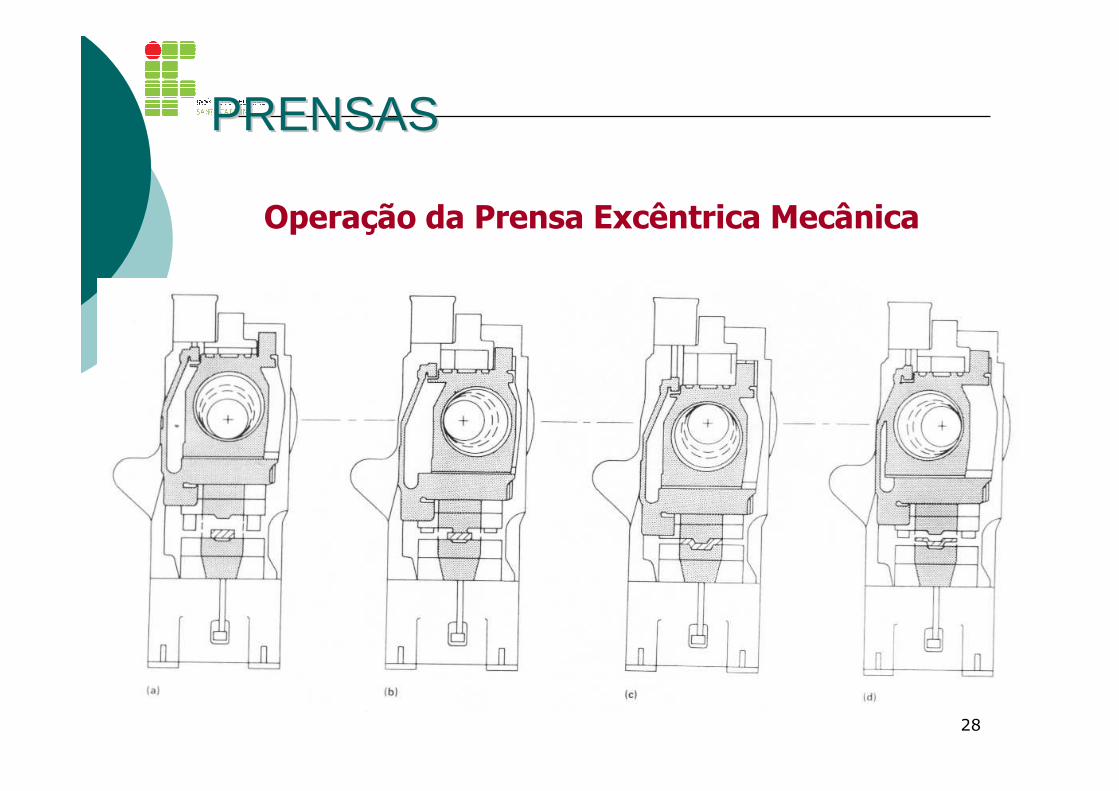
Operação da Prensa Excêntrica Mecânica
PRENSASPRENSAS
29
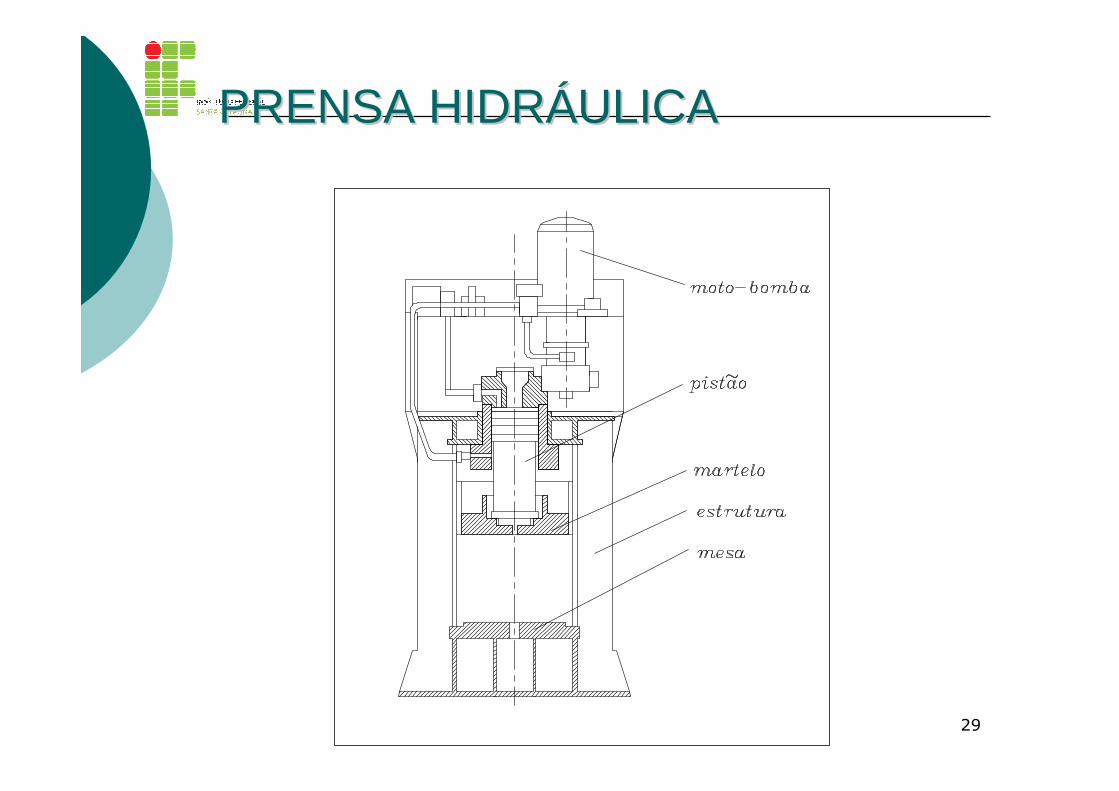
PRENSA HIDRPRENSA HIDRÁÁULICAULICA
30
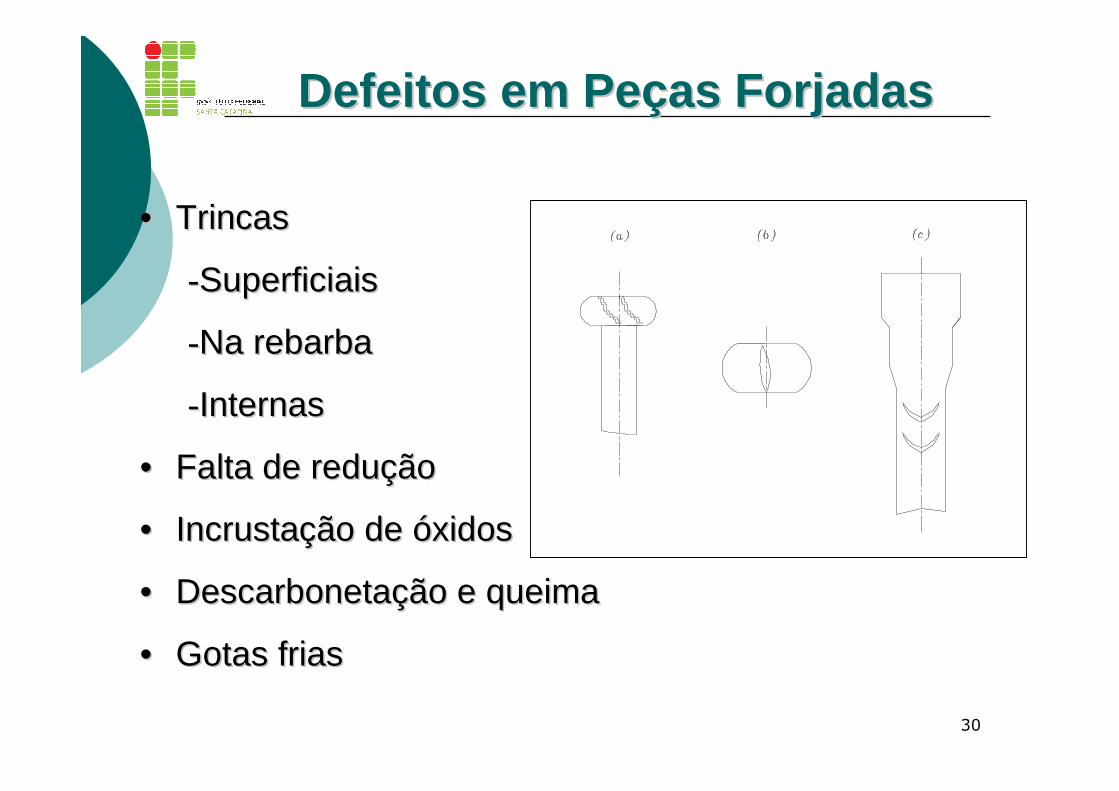
Defeitos em PeDefeitos em Pe çças Forjadasas Forjadas
•• TrincasTrincas
--SuperficiaisSuperficiais
--Na rebarbaNa rebarba
--InternasInternas
•• Falta de reduFalta de reduççãoão
•• IncrustaIncrustaçção de ão de óóxidosxidos
•• DescarbonetaDescarbonetaççãoão e queimae queima
•• Gotas friasGotas frias
31
Tolerâncias e Acabamento
• A qualidade de trabalho entre IT 8 e IT 13
• Já a rugosidade da superfície (Ra) dos produtos, varia entre 0,3 e 3,5 µm.

32
PROCESSOS DEPROCESSOS DEFABRICAFABRICAÇÇÃO CONCORRENTESÃO CONCORRENTES
Afinal, qual o melhor?
⇐ Forjado
Fundido ⇒
⇐ Usinado
Sinterizado ⇒
33
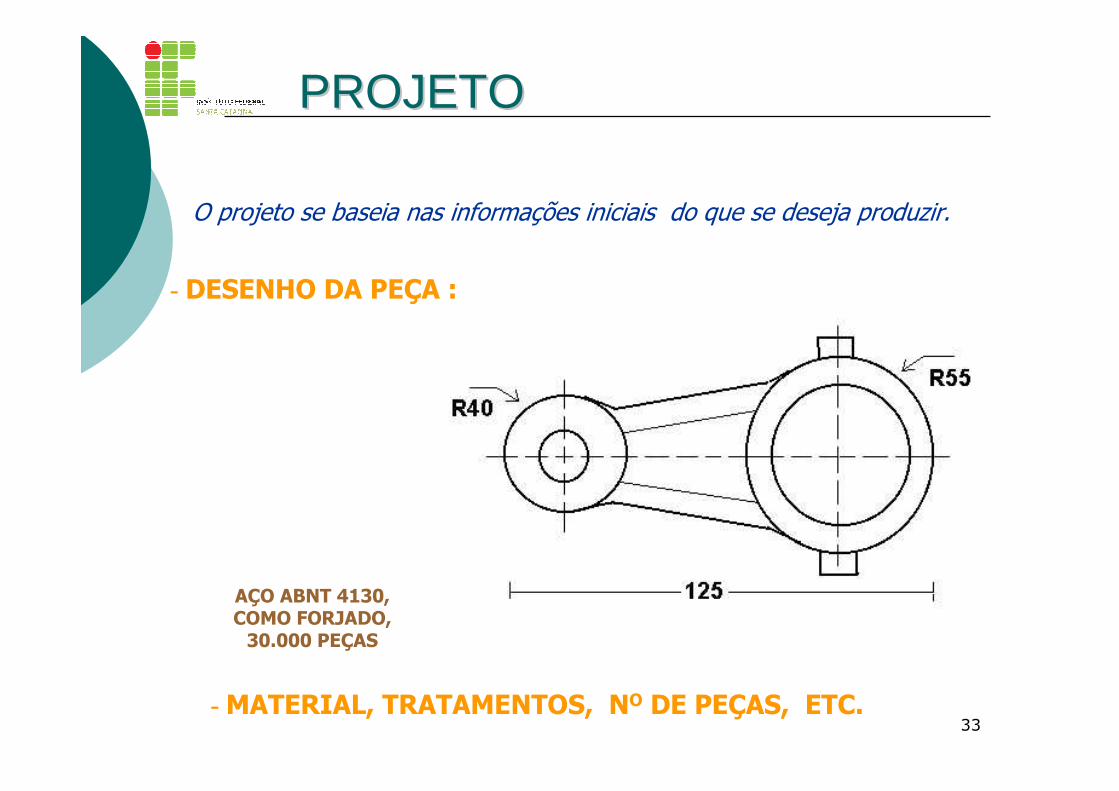
O projeto se baseia nas informações iniciais do que se deseja produzir.
-MATERIAL, TRATAMENTOS, NO DE PEÇAS, ETC.
AÇO ABNT 4130, COMO FORJADO, 30.000 PEÇAS
- DESENHO DA PEÇA :
PROJETOPROJETO
34
FATORES QUE DETERMINAM A FATORES QUE DETERMINAM A OPOPÇÇÃO PELO FORJAMENTOÃO PELO FORJAMENTO
MaterialTamanho do loteFormaRedução de pesoIntegridade do produto
35
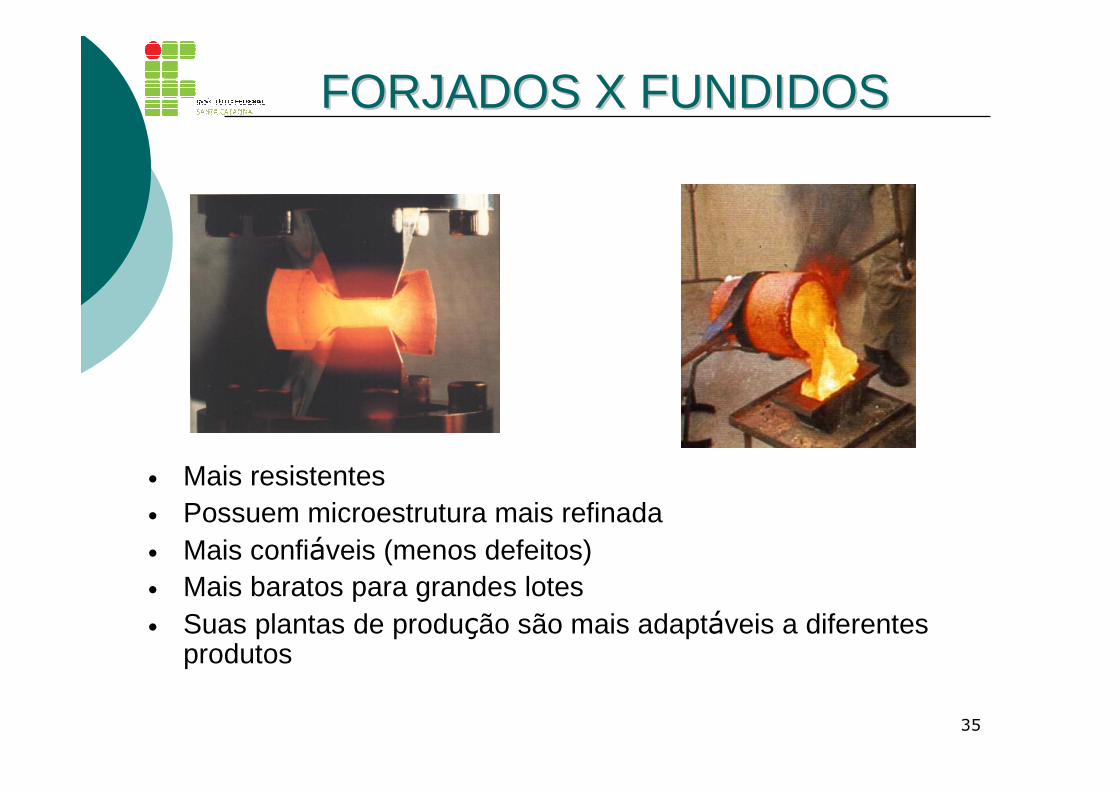
FORJADOS X FUNDIDOSFORJADOS X FUNDIDOS
• Mais resistentes• Possuem microestrutura mais refinada• Mais confiáveis (menos defeitos)• Mais baratos para grandes lotes• Suas plantas de produção são mais adaptáveis a diferentes
produtos
36
FORJADOS X USINADOSFORJADOS X USINADOS
• Maior flexibilidade quanto ao tamanho da peça, já que não existe limitação com respeito ao tamanho da placa ou barra disponível
• Grãos orientados com respeito à forma aumentando a resistência no sentido de solicitação
• Uso mais econômico e ambiental dos materiais• Menor número de operações


















