apre_2
41
6 www.delp.com.br www.delp.com.br
Transcript of apre_2
7232019 apre_2
httpslidepdfcomreaderfullapre2 141
6983226 983110983283983154983157983149 983107983124983126983120
wwwdelpcombrwwwdelpcombr
7232019 apre_2
httpslidepdfcomreaderfullapre2 241
991260983118983151983158983151983155 983140983141983155983137983142983145983151983155 983141983149 983142983137983138983154983145983139983137983271983267983151 983140983141 983158983137983155983151983155
983140983141 983152983154983141983155983155983267983151 983139983151983150983155983145983140983141983154983137983150983140983151 983137 983155983141983158983141983154983145983140983137983140983141983140983137983155 983150983151983158983137983155 983139983151983150983140983145983271983285983141983155 983140983141 983139983151983150983156983151983154983150983151
983150983141983139983141983155983155983145983140983137983140983141 983140983141 983150983151983158983151983155 983149983137983156983141983154983145983137983145983155 983141983149
983152983137983154983137983148983141983148983151 983137983151983155 983150983151983158983151983155 983154983141983153983157983145983155983145983156983151983155
983150983151983154983149983137983156983145983158983151983155 (983141983160983098 9831189830851706983085983109 983118983085133983085983115)991261
7232019 apre_2
httpslidepdfcomreaderfullapre2 341
983122983141983142983145983150983151983098 983105983148983156983137 983152983154983141983155983155983267983151 983141 983156983141983149983152983141983154983137983156983157983154983137 983139983151983149 983155983141983154983158983145983271983151983155 983141983155983152983141983139983145983137983145983155 (9831122 983141 9831122983123
983152983137983154983137 983137983156983141983150983140983141983154 983137983155 983150983151983158983137983155 983141983160983145983143983274983150983139983145983137983155 983140983141 983153983157983137983148983145983140983137983140983141 983140983141 983139983151983149983138983157983155983156983277983158983141983145983155 983140983141
983138983137983145983160983151 983156983141983151983154 983140983141 983109983150983160983151983142983154983141
6983226 983110983283983154983157983149 983107983124983126983120
983109983160983152983148983151983154983137983271983267983151983098 983105983148983156983137 983152983154983141983155983155983267983151 983137983148983145983137983140983151 983137 983152983154983141983155983141983150983271983137 983140983141 9831122983123 983141 9831079831192
7232019 apre_2
httpslidepdfcomreaderfullapre2 441
Objetivo Demonstrar o contexto da cadeiaprodutiva de Vasos de Pressatildeo com ecircnfase nosatuais requisitos normativos da Petrobras e
6983226 983110983283983154983157983149 983107983124983126983120
7232019 apre_2
httpslidepdfcomreaderfullapre2 541
Cenaacuterio Atual Relacionado a Fabricaccedilatildeo deVasos de Pressatildeo no Brasil
bullRECURSOS DE FABRICACcedilAtildeOBoa capacidade de maacutequinas de processoBoa capacidade de movimentaccedilatildeo de cargaTerceirizaccedilatildeo de especialidades
6983226 983110983283983154983157983149 983107983124983126983120
bullRECURSOS DE ENGENHARIACapacidade de engenharia completa e multidisciplinar nos grandesfabricantesDomiacutenio Tecnoloacutegico pela PetrobrasRecursos para PampD ndash Inova Petro
bullRECURSOS DE MATEacuteRIA PRIMAAcesso a todos os tipos de materiais devido ao Mercado Globalizado
7232019 apre_2
httpslidepdfcomreaderfullapre2 641
Limitadores
bull RECURSOS DE FABRICACcedilAtildeODificuldade de manutenccedilatildeo de expertise devido a descontinuidade dedemanda de equipamentos com requisitos especiaisFalta de criteacuterios uniformes para Controle de Qualidade e Inspeccedilatildeo
bullRECURSOS DE ENGENHARIAFalta de Autonomia da Engenharia do FabricanteCarecircncia de informaccedilotildees para engenharia de processo
bullRECURSOS DE MATEacuteRIA PRIMAVolume para aquisiccedilatildeo de usinaPrazo para aquisiccedilatildeo internacionalQualificaccedilatildeo de fornecedores
bullNORMAS DE FABRICACcedilAtildeOExigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normasDivergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 741
bull Normas De Fabricaccedilatildeo
Exigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normas
Divergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
A ABIMAQ como representante dos fabricantes de equipamentos
tomou a iniciativa para formaccedilatildeo de um grupo de anaacutelise da RevisatildeoK da norma Petrobras N-133
A partir dos comentaacuterios deste grupo foram realizadas reuniotildeescom a Petrobras com o intuito de elaboraccedilatildeo de nova revisatildeo da N-133
Os comentaacuterios foram aceitos em sua maioria e estatildeo em anaacutelisee elaboraccedilatildeo da revisatildeo pelo Grupo de Trabalho definido pela
Petrobras
7232019 apre_2
httpslidepdfcomreaderfullapre2 841
Comentaacuterios
N-1706-E
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
Requisitos adicionais para Vaso dePressatildeo em Serviccedilo com H2S Uacutemido
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 241
991260983118983151983158983151983155 983140983141983155983137983142983145983151983155 983141983149 983142983137983138983154983145983139983137983271983267983151 983140983141 983158983137983155983151983155
983140983141 983152983154983141983155983155983267983151 983139983151983150983155983145983140983141983154983137983150983140983151 983137 983155983141983158983141983154983145983140983137983140983141983140983137983155 983150983151983158983137983155 983139983151983150983140983145983271983285983141983155 983140983141 983139983151983150983156983151983154983150983151
983150983141983139983141983155983155983145983140983137983140983141 983140983141 983150983151983158983151983155 983149983137983156983141983154983145983137983145983155 983141983149
983152983137983154983137983148983141983148983151 983137983151983155 983150983151983158983151983155 983154983141983153983157983145983155983145983156983151983155
983150983151983154983149983137983156983145983158983151983155 (983141983160983098 9831189830851706983085983109 983118983085133983085983115)991261
7232019 apre_2
httpslidepdfcomreaderfullapre2 341
983122983141983142983145983150983151983098 983105983148983156983137 983152983154983141983155983155983267983151 983141 983156983141983149983152983141983154983137983156983157983154983137 983139983151983149 983155983141983154983158983145983271983151983155 983141983155983152983141983139983145983137983145983155 (9831122 983141 9831122983123
983152983137983154983137 983137983156983141983150983140983141983154 983137983155 983150983151983158983137983155 983141983160983145983143983274983150983139983145983137983155 983140983141 983153983157983137983148983145983140983137983140983141 983140983141 983139983151983149983138983157983155983156983277983158983141983145983155 983140983141
983138983137983145983160983151 983156983141983151983154 983140983141 983109983150983160983151983142983154983141
6983226 983110983283983154983157983149 983107983124983126983120
983109983160983152983148983151983154983137983271983267983151983098 983105983148983156983137 983152983154983141983155983155983267983151 983137983148983145983137983140983151 983137 983152983154983141983155983141983150983271983137 983140983141 9831122983123 983141 9831079831192
7232019 apre_2
httpslidepdfcomreaderfullapre2 441
Objetivo Demonstrar o contexto da cadeiaprodutiva de Vasos de Pressatildeo com ecircnfase nosatuais requisitos normativos da Petrobras e
6983226 983110983283983154983157983149 983107983124983126983120
7232019 apre_2
httpslidepdfcomreaderfullapre2 541
Cenaacuterio Atual Relacionado a Fabricaccedilatildeo deVasos de Pressatildeo no Brasil
bullRECURSOS DE FABRICACcedilAtildeOBoa capacidade de maacutequinas de processoBoa capacidade de movimentaccedilatildeo de cargaTerceirizaccedilatildeo de especialidades
6983226 983110983283983154983157983149 983107983124983126983120
bullRECURSOS DE ENGENHARIACapacidade de engenharia completa e multidisciplinar nos grandesfabricantesDomiacutenio Tecnoloacutegico pela PetrobrasRecursos para PampD ndash Inova Petro
bullRECURSOS DE MATEacuteRIA PRIMAAcesso a todos os tipos de materiais devido ao Mercado Globalizado
7232019 apre_2
httpslidepdfcomreaderfullapre2 641
Limitadores
bull RECURSOS DE FABRICACcedilAtildeODificuldade de manutenccedilatildeo de expertise devido a descontinuidade dedemanda de equipamentos com requisitos especiaisFalta de criteacuterios uniformes para Controle de Qualidade e Inspeccedilatildeo
bullRECURSOS DE ENGENHARIAFalta de Autonomia da Engenharia do FabricanteCarecircncia de informaccedilotildees para engenharia de processo
bullRECURSOS DE MATEacuteRIA PRIMAVolume para aquisiccedilatildeo de usinaPrazo para aquisiccedilatildeo internacionalQualificaccedilatildeo de fornecedores
bullNORMAS DE FABRICACcedilAtildeOExigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normasDivergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 741
bull Normas De Fabricaccedilatildeo
Exigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normas
Divergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
A ABIMAQ como representante dos fabricantes de equipamentos
tomou a iniciativa para formaccedilatildeo de um grupo de anaacutelise da RevisatildeoK da norma Petrobras N-133
A partir dos comentaacuterios deste grupo foram realizadas reuniotildeescom a Petrobras com o intuito de elaboraccedilatildeo de nova revisatildeo da N-133
Os comentaacuterios foram aceitos em sua maioria e estatildeo em anaacutelisee elaboraccedilatildeo da revisatildeo pelo Grupo de Trabalho definido pela
Petrobras
7232019 apre_2
httpslidepdfcomreaderfullapre2 841
Comentaacuterios
N-1706-E
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
Requisitos adicionais para Vaso dePressatildeo em Serviccedilo com H2S Uacutemido
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens

7232019 apre_2
httpslidepdfcomreaderfullapre2 341
983122983141983142983145983150983151983098 983105983148983156983137 983152983154983141983155983155983267983151 983141 983156983141983149983152983141983154983137983156983157983154983137 983139983151983149 983155983141983154983158983145983271983151983155 983141983155983152983141983139983145983137983145983155 (9831122 983141 9831122983123
983152983137983154983137 983137983156983141983150983140983141983154 983137983155 983150983151983158983137983155 983141983160983145983143983274983150983139983145983137983155 983140983141 983153983157983137983148983145983140983137983140983141 983140983141 983139983151983149983138983157983155983156983277983158983141983145983155 983140983141
983138983137983145983160983151 983156983141983151983154 983140983141 983109983150983160983151983142983154983141
6983226 983110983283983154983157983149 983107983124983126983120
983109983160983152983148983151983154983137983271983267983151983098 983105983148983156983137 983152983154983141983155983155983267983151 983137983148983145983137983140983151 983137 983152983154983141983155983141983150983271983137 983140983141 9831122983123 983141 9831079831192
7232019 apre_2
httpslidepdfcomreaderfullapre2 441
Objetivo Demonstrar o contexto da cadeiaprodutiva de Vasos de Pressatildeo com ecircnfase nosatuais requisitos normativos da Petrobras e
6983226 983110983283983154983157983149 983107983124983126983120
7232019 apre_2
httpslidepdfcomreaderfullapre2 541
Cenaacuterio Atual Relacionado a Fabricaccedilatildeo deVasos de Pressatildeo no Brasil
bullRECURSOS DE FABRICACcedilAtildeOBoa capacidade de maacutequinas de processoBoa capacidade de movimentaccedilatildeo de cargaTerceirizaccedilatildeo de especialidades
6983226 983110983283983154983157983149 983107983124983126983120
bullRECURSOS DE ENGENHARIACapacidade de engenharia completa e multidisciplinar nos grandesfabricantesDomiacutenio Tecnoloacutegico pela PetrobrasRecursos para PampD ndash Inova Petro
bullRECURSOS DE MATEacuteRIA PRIMAAcesso a todos os tipos de materiais devido ao Mercado Globalizado
7232019 apre_2
httpslidepdfcomreaderfullapre2 641
Limitadores
bull RECURSOS DE FABRICACcedilAtildeODificuldade de manutenccedilatildeo de expertise devido a descontinuidade dedemanda de equipamentos com requisitos especiaisFalta de criteacuterios uniformes para Controle de Qualidade e Inspeccedilatildeo
bullRECURSOS DE ENGENHARIAFalta de Autonomia da Engenharia do FabricanteCarecircncia de informaccedilotildees para engenharia de processo
bullRECURSOS DE MATEacuteRIA PRIMAVolume para aquisiccedilatildeo de usinaPrazo para aquisiccedilatildeo internacionalQualificaccedilatildeo de fornecedores
bullNORMAS DE FABRICACcedilAtildeOExigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normasDivergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 741
bull Normas De Fabricaccedilatildeo
Exigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normas
Divergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
A ABIMAQ como representante dos fabricantes de equipamentos
tomou a iniciativa para formaccedilatildeo de um grupo de anaacutelise da RevisatildeoK da norma Petrobras N-133
A partir dos comentaacuterios deste grupo foram realizadas reuniotildeescom a Petrobras com o intuito de elaboraccedilatildeo de nova revisatildeo da N-133
Os comentaacuterios foram aceitos em sua maioria e estatildeo em anaacutelisee elaboraccedilatildeo da revisatildeo pelo Grupo de Trabalho definido pela
Petrobras
7232019 apre_2
httpslidepdfcomreaderfullapre2 841
Comentaacuterios
N-1706-E
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
Requisitos adicionais para Vaso dePressatildeo em Serviccedilo com H2S Uacutemido
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 441
Objetivo Demonstrar o contexto da cadeiaprodutiva de Vasos de Pressatildeo com ecircnfase nosatuais requisitos normativos da Petrobras e
6983226 983110983283983154983157983149 983107983124983126983120
7232019 apre_2
httpslidepdfcomreaderfullapre2 541
Cenaacuterio Atual Relacionado a Fabricaccedilatildeo deVasos de Pressatildeo no Brasil
bullRECURSOS DE FABRICACcedilAtildeOBoa capacidade de maacutequinas de processoBoa capacidade de movimentaccedilatildeo de cargaTerceirizaccedilatildeo de especialidades
6983226 983110983283983154983157983149 983107983124983126983120
bullRECURSOS DE ENGENHARIACapacidade de engenharia completa e multidisciplinar nos grandesfabricantesDomiacutenio Tecnoloacutegico pela PetrobrasRecursos para PampD ndash Inova Petro
bullRECURSOS DE MATEacuteRIA PRIMAAcesso a todos os tipos de materiais devido ao Mercado Globalizado
7232019 apre_2
httpslidepdfcomreaderfullapre2 641
Limitadores
bull RECURSOS DE FABRICACcedilAtildeODificuldade de manutenccedilatildeo de expertise devido a descontinuidade dedemanda de equipamentos com requisitos especiaisFalta de criteacuterios uniformes para Controle de Qualidade e Inspeccedilatildeo
bullRECURSOS DE ENGENHARIAFalta de Autonomia da Engenharia do FabricanteCarecircncia de informaccedilotildees para engenharia de processo
bullRECURSOS DE MATEacuteRIA PRIMAVolume para aquisiccedilatildeo de usinaPrazo para aquisiccedilatildeo internacionalQualificaccedilatildeo de fornecedores
bullNORMAS DE FABRICACcedilAtildeOExigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normasDivergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 741
bull Normas De Fabricaccedilatildeo
Exigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normas
Divergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
A ABIMAQ como representante dos fabricantes de equipamentos
tomou a iniciativa para formaccedilatildeo de um grupo de anaacutelise da RevisatildeoK da norma Petrobras N-133
A partir dos comentaacuterios deste grupo foram realizadas reuniotildeescom a Petrobras com o intuito de elaboraccedilatildeo de nova revisatildeo da N-133
Os comentaacuterios foram aceitos em sua maioria e estatildeo em anaacutelisee elaboraccedilatildeo da revisatildeo pelo Grupo de Trabalho definido pela
Petrobras
7232019 apre_2
httpslidepdfcomreaderfullapre2 841
Comentaacuterios
N-1706-E
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
Requisitos adicionais para Vaso dePressatildeo em Serviccedilo com H2S Uacutemido
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens

7232019 apre_2
httpslidepdfcomreaderfullapre2 541
Cenaacuterio Atual Relacionado a Fabricaccedilatildeo deVasos de Pressatildeo no Brasil
bullRECURSOS DE FABRICACcedilAtildeOBoa capacidade de maacutequinas de processoBoa capacidade de movimentaccedilatildeo de cargaTerceirizaccedilatildeo de especialidades
6983226 983110983283983154983157983149 983107983124983126983120
bullRECURSOS DE ENGENHARIACapacidade de engenharia completa e multidisciplinar nos grandesfabricantesDomiacutenio Tecnoloacutegico pela PetrobrasRecursos para PampD ndash Inova Petro
bullRECURSOS DE MATEacuteRIA PRIMAAcesso a todos os tipos de materiais devido ao Mercado Globalizado
7232019 apre_2
httpslidepdfcomreaderfullapre2 641
Limitadores
bull RECURSOS DE FABRICACcedilAtildeODificuldade de manutenccedilatildeo de expertise devido a descontinuidade dedemanda de equipamentos com requisitos especiaisFalta de criteacuterios uniformes para Controle de Qualidade e Inspeccedilatildeo
bullRECURSOS DE ENGENHARIAFalta de Autonomia da Engenharia do FabricanteCarecircncia de informaccedilotildees para engenharia de processo
bullRECURSOS DE MATEacuteRIA PRIMAVolume para aquisiccedilatildeo de usinaPrazo para aquisiccedilatildeo internacionalQualificaccedilatildeo de fornecedores
bullNORMAS DE FABRICACcedilAtildeOExigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normasDivergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 741
bull Normas De Fabricaccedilatildeo
Exigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normas
Divergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
A ABIMAQ como representante dos fabricantes de equipamentos
tomou a iniciativa para formaccedilatildeo de um grupo de anaacutelise da RevisatildeoK da norma Petrobras N-133
A partir dos comentaacuterios deste grupo foram realizadas reuniotildeescom a Petrobras com o intuito de elaboraccedilatildeo de nova revisatildeo da N-133
Os comentaacuterios foram aceitos em sua maioria e estatildeo em anaacutelisee elaboraccedilatildeo da revisatildeo pelo Grupo de Trabalho definido pela
Petrobras
7232019 apre_2
httpslidepdfcomreaderfullapre2 841
Comentaacuterios
N-1706-E
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
Requisitos adicionais para Vaso dePressatildeo em Serviccedilo com H2S Uacutemido
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 641
Limitadores
bull RECURSOS DE FABRICACcedilAtildeODificuldade de manutenccedilatildeo de expertise devido a descontinuidade dedemanda de equipamentos com requisitos especiaisFalta de criteacuterios uniformes para Controle de Qualidade e Inspeccedilatildeo
bullRECURSOS DE ENGENHARIAFalta de Autonomia da Engenharia do FabricanteCarecircncia de informaccedilotildees para engenharia de processo
bullRECURSOS DE MATEacuteRIA PRIMAVolume para aquisiccedilatildeo de usinaPrazo para aquisiccedilatildeo internacionalQualificaccedilatildeo de fornecedores
bullNORMAS DE FABRICACcedilAtildeOExigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normasDivergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 741
bull Normas De Fabricaccedilatildeo
Exigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normas
Divergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
A ABIMAQ como representante dos fabricantes de equipamentos
tomou a iniciativa para formaccedilatildeo de um grupo de anaacutelise da RevisatildeoK da norma Petrobras N-133
A partir dos comentaacuterios deste grupo foram realizadas reuniotildeescom a Petrobras com o intuito de elaboraccedilatildeo de nova revisatildeo da N-133
Os comentaacuterios foram aceitos em sua maioria e estatildeo em anaacutelisee elaboraccedilatildeo da revisatildeo pelo Grupo de Trabalho definido pela
Petrobras
7232019 apre_2
httpslidepdfcomreaderfullapre2 841
Comentaacuterios
N-1706-E
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
Requisitos adicionais para Vaso dePressatildeo em Serviccedilo com H2S Uacutemido
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 741
bull Normas De Fabricaccedilatildeo
Exigecircncias muito restritivas (aleacutem do coacutedigo de projeto)Divergecircncia entre requistos de normas
Divergecircncia de interpretaccedilatildeo durante inspeccedilatildeo
A ABIMAQ como representante dos fabricantes de equipamentos
tomou a iniciativa para formaccedilatildeo de um grupo de anaacutelise da RevisatildeoK da norma Petrobras N-133
A partir dos comentaacuterios deste grupo foram realizadas reuniotildeescom a Petrobras com o intuito de elaboraccedilatildeo de nova revisatildeo da N-133
Os comentaacuterios foram aceitos em sua maioria e estatildeo em anaacutelisee elaboraccedilatildeo da revisatildeo pelo Grupo de Trabalho definido pela
Petrobras
7232019 apre_2
httpslidepdfcomreaderfullapre2 841
Comentaacuterios
N-1706-E
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
Requisitos adicionais para Vaso dePressatildeo em Serviccedilo com H2S Uacutemido
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 841
Comentaacuterios
N-1706-E
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
Requisitos adicionais para Vaso dePressatildeo em Serviccedilo com H2S Uacutemido
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullDefiniccedilatildeo clara do material para qualificaccedilatildeo de EPSacutes
bullUtilizaccedilatildeo de chapas fabricadas por TMCP permitindo o uso dechapas nacionais
bull quando natildeo requerido pelo coacutedigo
bullEliminaccedilatildeo do TTAT simulado em mateacuteria prima para equipamentossem requisito de tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 1041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
PONTOS POSITIVOS
bullSimplificaccedilatildeo em somente duas categorias e definiccedilatildeo de requisitos
para vaso cladeado
bullEliminaccedilatildeo do ensaio de SSC ndash SULFIDE STRESS CORROSIONCRACKING para aquisiccedilatildeo de chapas
bullDefiniccedilatildeo da condiccedilatildeo de exigecircncia para tratamento deglobulizaccedilatildeo das inclusotildees
bullMarca comercial do consumiacutevel homologado no Brasil deixa de ser
variaacutevel essencial
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 1141
71 Todas as soldas em partes pressurizadas devem ser depenetraccedilatildeo total Quando o uso de solda de penetraccedilatildeo total natildeo fortecnicamente viaacutevel o detalhe construtivo deve ser submetido agraveaprovaccedilatildeo preacutevia da PETROBRAS
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
frestas em contato com o fluido
73 Natildeo eacute permitido espaccedilo confinado entre soldas
NOTA Em caso de acessoacuterios internos soldados ao casco porsolda contiacutenua na parte superior a solda na parte inferior deveser descontiacutenua
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 1241
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
710 Nenhuma solda pode ser realizada apoacutes o TTAT mesmo quandopermitido pelo Coacutedigo de Projeto
Comentaacuterio O Coacutedigo ASME prevecirc situaccedilotildees especiacuteficas onde soldas podem ser
realizadas apoacutes TTAT Em certos casos pode ser necessaacuterio realizar novo ciclo de TTAT mesmo a soldagem estando de acordo com o previsto pelo ASME
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
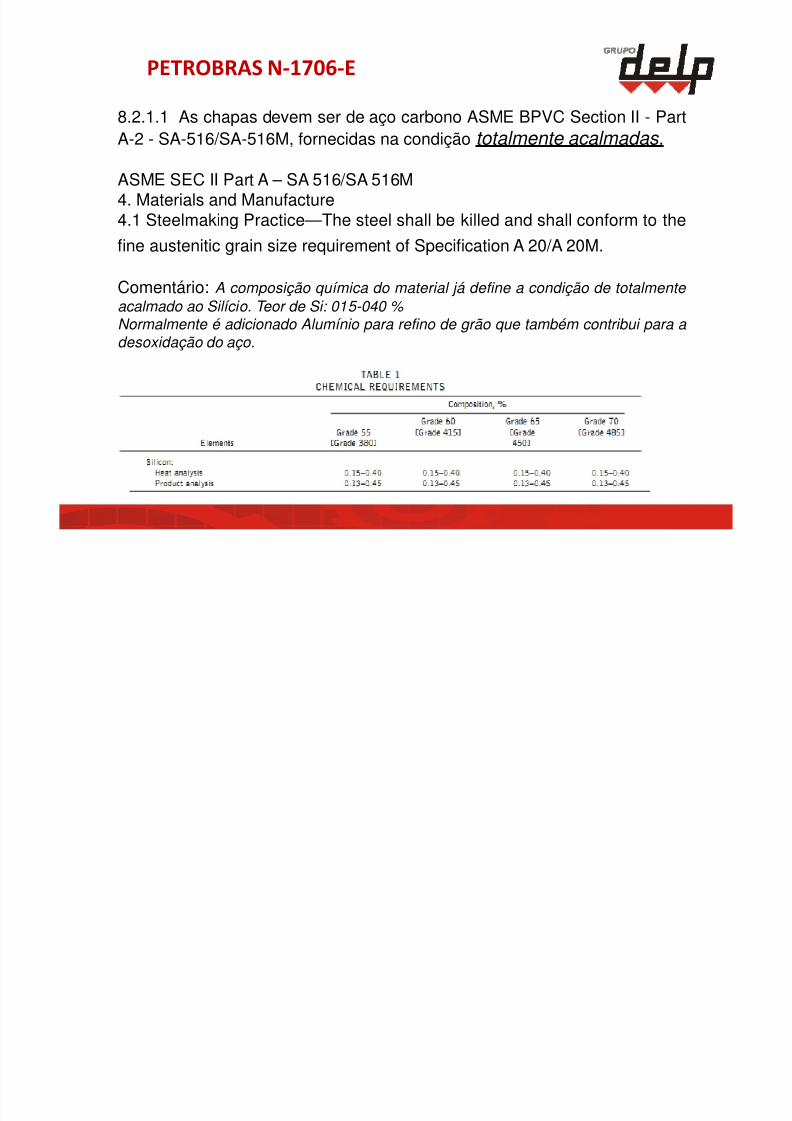
7232019 apre_2
httpslidepdfcomreaderfullapre2 1341
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8211 As chapas devem ser de accedilo carbono ASME BPVC Section II - PartA-2 - SA-516SA-516M fornecidas na condiccedilatildeo totalmente acalmadas
ASME SEC II Part A ndash SA 516SA 516M
4 Materials and Manufacture41 Steelmaking PracticemdashThe steel shall be killed and shall conform to the
fine austenitic grain size requirement of Specification A 20A 20M
Comentaacuterio A composiccedilatildeo quiacutemica do material jaacute define a condiccedilatildeo de totalmente acalmado ao Siliacutecio Teor de Si 015-040 Normalmente eacute adicionado Alumiacutenio para refino de gratildeo que tambeacutem contribui para a desoxidaccedilatildeo do accedilo
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 1441
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
8212 As chapas devem ser preferencialmente normalizadas entretantosatildeo permitidas taxas de resfriamento maiores do que aquelas obtidas peloresfriamento ao ar desde que as chapas sejam subsequentementerevenidas na faixa de temperatura de 595 degC a 705 degC
94 O procedimento de TTAT deve ser conforme o coacutedigo ASME excetoque a temperatura do patamar deve estar entre 620 ordmC e 640 ordmC Ofornecedor da mateacuteria-prima mediante a apresentaccedilatildeo preacutevia de justificativa
garantam as propriedades mecacircnicas de traccedilatildeo tenacidade e durezaespecificadas nesta Norma
Comentaacuterio Abertura para resfriamento acelerado abre a opccedilatildeo para uso de chapas nacionais (USIMINAS ndash produzidas pelo processo CLC) poreacutem a temperatura de revenimento especificada eacute incompatiacutevel com as temperaturas de TTAT (620 degC a 640 degC) Temperaturas de TTAT previstas pelo ASME atendem ao s requisitos poreacutem a norma natildeo deixa claro se a reduccedilatildeo de temperatura abaixo dos 620 degC teraacute de ser compensada com aumento do tempo de TTAT
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 1541
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
83 Forjados Tubos e Acessoacuterios de Tubulaccedilatildeo
Qualquer acessoacuterio fabricado a partir de chapa deve atender aosrequisitos listados em 82 (ex tubos com costura fabricados a partirde chapa)
especificaccedilotildees do ASME BPVC Section II - Part A-1 e A-2 ASMEBPVC Section II - Part A-1 SA-105SA-105M SA-106SA-106MSA-234SA-234M e SA-266SA-266M com os requisitoscomplementares 831 ateacute 833
Comentaacuterio Norma limita as opccedilotildees de materiais para uso e natildeo eacute permite a utilizaccedilatildeo de materiais equivalentes inclusive de qualidade superiorEx SA 350 ndash para forjados com requisito tenacidade
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 1641
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
852 Para vasos de pressatildeo com requisito de tenacidade aqualificaccedilatildeo dos consumiacuteveis de soldagem deve atender aPETROBRAS N-1859 para consumiacuteveis de soldagem com
propriedade assegurada no loteComentaacuterio A N-1859 restringe e atribui ao usuaacuterio final do consumiacutevel a responsabilidade de repetir os testes jaacute realizados pelo fabricante de consumiacuteveis
testemunho Petrobras na condiccedilatildeo como soldado e apoacutes TTAT Trata-se de ensaio caro com pouca opccedilatildeo de laboratoacuterios com tempo elevado de preparaccedilatildeo do CP realizaccedilatildeo do ensaio e anaacutelise do resultado
N-1859-E44 No recebimento de cada lote do consumiacutevel deve ser preparada uma
chapa de teste conforme item 51 e o metal de solda deve ser submetidoaos ensaios de traccedilatildeo impacto e ensaio de ldquoCrack Tip OperingDisplacementrdquo (CTOD)
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 1741
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
102 Para fins de qualificaccedilatildeo do procedimento de soldagem ocarbono equivalente do material base deve ser considerado variaacutevel
essencial permitindo-se uma variaccedilatildeo de mais ou menos 003 emrelaccedilatildeo ao empregado na qualificaccedilatildeo
Comentaacuterio A inclusatildeo do carbono equivalente como variaacutevel essencial para o
fontes diferentes e para projetos diferentes torna-se impraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
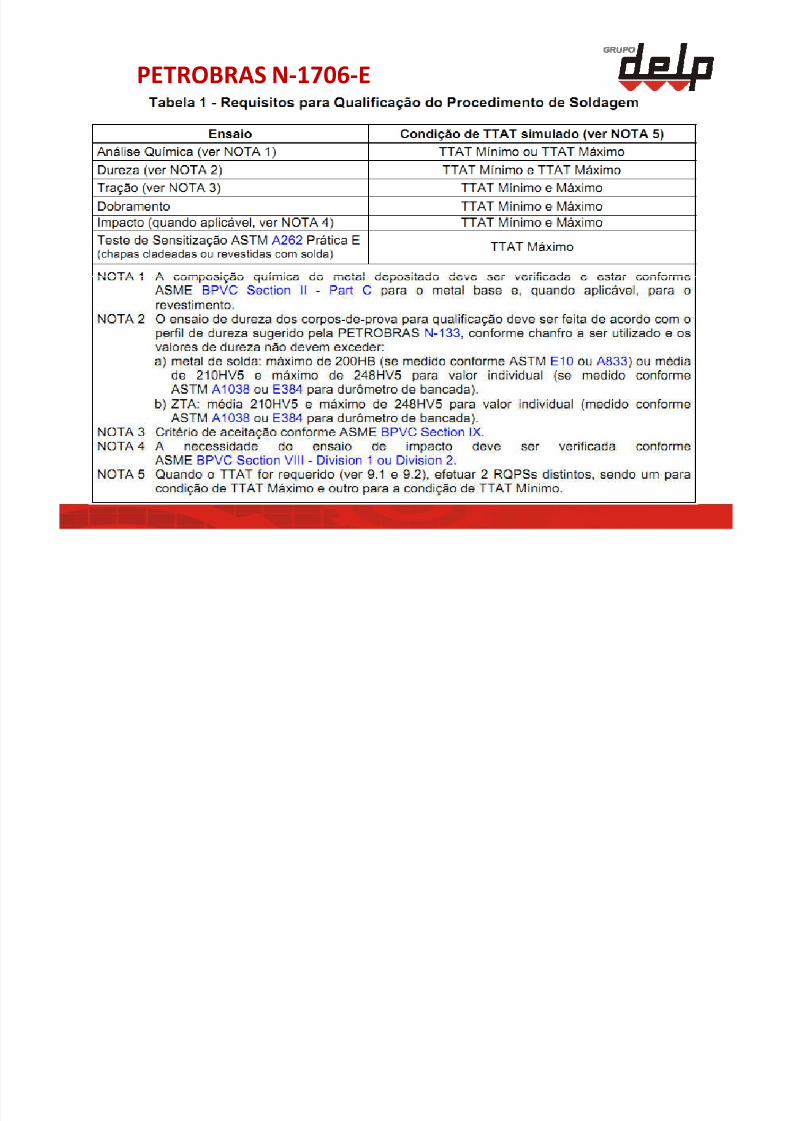
7232019 apre_2
httpslidepdfcomreaderfullapre2 1841
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens

7232019 apre_2
httpslidepdfcomreaderfullapre2 1941
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bullANAacuteLISE QUIacuteMICA A anaacutelise quiacutemica realizada no CP de qualificaccedilatildeo de procedimento de soldagem natildeo eacute prevista pelas normas de qualificaccedilatildeo e natildeo
representa a composiccedilatildeo do metal de base ou do consumiacutevel A norma cita que a composiccedilatildeo deve atender ao ASME II parte C para o metal de base poreacutem a parte C qualifica apenas o metal de adiccedilatildeoPara anaacutelise quiacutemica do metal de adiccedilatildeo deveria ser soldado CP especiacutefico para este fim conforme previsto no ASME II parte C em suas diversas classificaccedilotildees
bullDUREZA Eacute requerido ensaio de dureza no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de dureza somente para o TTAT miacutenimo visto que esta eacute propriedade com limite maacuteximo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de dureza apoacutes TTAT miacutenimo
bullTRACcedilAtildeO Eacute requerido ensaio de traccedilatildeo no TTAT miacutenimo e maacuteximo A revisatildeo C especificava o ensaio de traccedilatildeo somente para o TTAT maacuteximo visto que esta eacute propriedade com limite miacutenimo definido e que eacute reduzida como o TTATTodas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia de controle de traccedilatildeo apoacutes TTAT maacuteximo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2041
983120983109983124983122983119983106983122983105983123 9831189830851706983085983109
Comentaacuterio
bull DOBRAMENTO Eacute requerido ensaio de dobramento no TTAT miacutenimo e maacuteximo Arevisatildeo C especificava o ensaio de dobramento somente para o TTAT maacuteximo
Entendemos que a condiccedilatildeo mais criacutetica para dobramento eacute apoacutes TTAT miacutenimo
Todas as EPSacutes jaacute qualificadas para atender a N-1706 atendem somente a exigecircncia
de dobramento apoacutes TTAT maacuteximo
As exigecircncias da RevE inviabilizam todas as EPSacutes jaacute qualificadas para atender a
equipamentos em serviccedilo com H2S e aumentam consideravelmente os custos e
prazo de qualificaccedilatildeo de novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2141
Comentaacuterios
N-133-K
983118983151983154983149983137983155 983120983109983124983122983119983106983122983105983123
SOLDAGEM
7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens

7232019 apre_2
httpslidepdfcomreaderfullapre2 2241
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2341
416 A soldagem heterogecircnea deve ser evitada e sua execuccedilatildeo estaacuteobrigatoriamente atrelada agrave aprovaccedilatildeo preacutevia da PETROBRAS
A Soldagem heterogecircnea eacute uma necessidade de projeto Entendemos que a aprovaccedilatildeo do projeto significa tambeacutem a aprovaccedilatildeo da soldagem envolvida
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
m a r caccedil o ou mon agem empregan o ma er a s ornec os na
condiccedilatildeo de temperado e revenido ou tratamento termo mecacircnico aqualificaccedilatildeo do procedimento de soldagem deve ser realizada com o materialda mesma corrida destinada para a obra
Item iraacute gerar grande nuacutemero de qualificaccedilatildeo de EPSacutes Falta definir ldquoCorridardquo para o caso de accedilos tratados termicamente seraacute considerado corrida de aciaria e de Tratamento Teacutermico
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2441
4418 O controle de desempenho de soldadores deve ser executadoutilizando-se o formulaacuterio Controle do Desempenho dos Soldadores eOperadores de Soldagem (CDS) conforme metodologia de caacutelculo definida naPETROBRAS N-2301 Os criteacuterios de aceitaccedilatildeo indicados abaixo devemconstar em procedimento especiacutefico da contratada o qual deve ser avaliado eaprovado pela PETROBRAS antes do iniacutecio dos serviccedilos
Esclarecer que notas 1 e satildeo aplicaacuteveis somente a controle de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
desempenho para soldadores em processo de manutenccedilatildeo natildeo aplicaacutevel para fabricaccedilatildeo e montagem
443 Supervisores ou Encarregados de SoldagemO criteacuterio para avaliaccedilatildeo do conhecimento requerido para capacitaccedilatildeo desta
funccedilatildeo estaacute sujeito agrave aprovaccedilatildeo preacutevia da PETROBRAS
Excesso de interferecircncia da PETROBRAS no controle interno das faacutebricas O Inspetor de Soldagem Niacuteveis 1 e 2 satildeo os profissional que necessitam de qualificaccedilatildeo externa para exercer a funccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2541
4513 Deve-se utilizar eletrodos de tungstecircnio especificados pela AWS
A512 Os eletrodos toriados devem ter seu uso descontinuado e
alternativamente substituiacutedos pelos eletrodos ligados ao Ceacuterio (Ce) Lantacircnio
(La) e Zircocircnio (Zr) Para a preparaccedilatildeo da ponta deve ser empregado afiador
de tun stecircnio com reservatoacuterio ue evite dis ersatildeo no meio ambiente A
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
afiaccedilatildeo deve ser realizada no sentido longitudinal do eletrodo O acircngulo daafiaccedilatildeo eacute determinante no perfil de penetraccedilatildeo (perfeita simetria e
centralizaccedilatildeo da afiaccedilatildeo) e tambeacutem deve ser controlada
Solicitado tempo para que as empresas faccedilam as alteraccedilotildees nas EPSacutes e
nos equipamentos necessaacuterios
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2641
469 O gaacutes de proteccedilatildeo deve ser fornecido com certificado de qualidadeconforme os requisitos da AWS A532
Tem impacto no sistema de fornecimento de Gases Fornecedores natildeorastreiam as garrafas por lote fornecem apenas atestado deconformidade
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
4610 A soldagem somente deve ser iniciada apoacutes a purga ter garantido arenovaccedilatildeo em pelo menos seis vezes o volume do ambiente a ser inertizado edeve atender ao teor maacuteximo de O2 indicado para o material de base
4615 O procedimento de soldagem de juntas de encaixe deve serrealizado com o processo GTAW com no miacutenimo trecircs camadas e perfillevemente convexo
Limitaccedilatildeo em funccedilatildeo da espessura da junta soldada
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2741
4616 Para os processos de soldagem GTAW-P e GMAW-P que empregamcorrente pulsada o equipamento o programa e os paracircmetros satildeo variaacuteveisessenciais na qualificaccedilatildeo do procedimento de soldagem
Inviabiliza nossas EPSacutes atuais Cria restriccedilotildees ao uso de maacutequinas e
programas de soldagem
4617 Condiccedilotildees especiacuteficas para o processo de soldagem Arame Tubular(FCAW)
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c somente po em ser ut za os e etro os cu a c ass caccedil o esta e eccedila
requisitos miacutenimos de impactod) natildeo eacute permitida a utilizaccedilatildeo do processo em combinaccedilatildeo com outrosprocessos sem que seja realizada qualificaccedilatildeo especiacutefica
Limita consumiacuteveis e combinaccedilatildeo de processos permitidos por normas internacionais (ASME ISO)
g) o processo natildeo deve ser empregado em derivaccedilotildees ramais uniotildees detubo com casco (bocais) e soldas de encaixe
Proiacutebe o uso de FCAW para soldagem de bocais Eacute o processo preferencial para soldagem de bocais fora de posiccedilatildeo
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2841
4619 Condiccedilotildees especiacuteficas para o processo de soldagem a arcosubmerso (SAW)
a) o processo manual semi-automaacutetico natildeo eacute permitido
b) sempre que houver mudanccedila da marca comercial do fluxo o procedimentode soldagem deve ser qualificado novamente
Restringe o uso das EPSacutes agrave marca comercial usada na qualificaccedilatildeo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
c para uxo e so agem e a xo rog n o urante to o o processo e
soldagem o fluxo deve ser mantido em recipientes que o mantenham na faixade temperatura de manutenccedilatildeo da secagem
Silos das maacutequinas natildeo possuem sistema de aquecimento
4710 Os eletrodos revestidos eletrodos nus eletrodos tubulares varetase fluxos em sua embalagem original devem ser armazenados sobre estradosou prateleiras em estufas que atendam agraves condiccedilotildees citadas no 455 Asseguintes condiccedilotildees no interior da estufa devem ser observadas
Limitaccedilatildeo de espaccedilo em estufas Itens natildeo higroscoacutepicos com exigecircncia
de armazenagem em estufas
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 2941
494 O preaquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O preaquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Por seguranccedila a realizaccedilatildeo do preaquecimento a gaacutes e adistribuiccedilatildeo de gaacutes devem estar no lado oposto onde o soldador estaacute
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
tra a an o o perm t o o uso e maccedilar co e co e corte
Aprovaccedilatildeo preacutevia da PETROBRAS para item corriqueiro de produccedilatildeo Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria volume a ser soldadoacessibilidadecusto etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 3041
495 De forma geral a temperatura de preaquecimento deve ser medidano metal de base em todos os membros da junta do lado oposto agrave fonte deaquecimento a uma distacircncia de 75 mm das margens da solda Se aespessura do metal de base for maior que 63 mm devem ser apresentados
planos de preaquecimento e controle de temperatura para aprovaccedilatildeo preacuteviada PETROBRAS e estes devem ser validados na qualificaccedilatildeo doprocedimento de soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
ecess a e e aprovaccedil o pr v a a ar accedil es e
geometria e espessura vatildeo demandar novas EPSacutes
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 3141
4102 O poacutes-aquecimento deve ser realizado atraveacutes de resistecircncia eleacutetricaou induccedilatildeo O poacutes-aquecimento por chama com maccedilarico tipo chuveiro podeser utilizado desde que haja aprovaccedilatildeo preacutevia da PETROBRAS Osprofissionais encarregados do poacutes-aquecimento agrave chama devem receber
treinamento preacutevio e tambeacutem devem ser orientados sobre os possiacuteveis danosmetaluacutergicos para os diferentes materiais a serem soldados se esta operaccedilatildeofor mal executada Natildeo eacute permitido o uso de maccedilarico de bico de corte
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
temperatura e p s-aquec mento eve ser me a no meta e
base em todos os membros da junta do lado oposto agrave fonte de aquecimentoa uma distacircncia de 75 mm das margens da solda Se a espessura do metalde base for maior que 75 mm entatildeo deve ser apresentado um plano de poacutes-aquecimento e controle de temperatura para aprovaccedilatildeo preacutevia daPETROBRAS
Necessidade de aprovaccedilatildeo preacutevia da PETROBRAS Aquecimento por resistecircncia ou induccedilatildeo nem sempre satildeo aplicaacuteveis em funccedilatildeo da geometria acessibilidade custo etc
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 3241
4121 O reparo de defeitos de soldagem detectados por radiografia ouultrassom deve ter autorizaccedilatildeo preacutevia da PETROBRAS e ser executado porsoldadores ou operadores de soldagem qualificados atuando sob orientaccedilatildeo
de supervisores de soldagemEngessa totalmente o processo produtivo Para casos especiacuteficos eacute necessaacuterio qualificar a EPS para reparo poreacutem eacute impraticaacutevel
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
abaixo
ldquo518 Reparo por Soldagem5181 O procedimento de reparo de solda deve ser previamentequalificado quando houver requisito de tenacidade
5182 A mesma aacuterea de solda natildeo pode ser reparada mais do queduas vezes quando houver requisito de tenacidade Quando natildeo haacuterequisito de tenacidade o nuacutemero maacuteximo de reparos fica limitado atrecircs vezesrdquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 3341
7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens

7232019 apre_2
httpslidepdfcomreaderfullapre2 3441
5145 SAWOs consumiacuteveis devem seguir as especificaccedilotildees da AWS A517
Limitado a consumiacuteveis de baixa resistecircncia
5151 As juntas devem ser preaquecidas a temperatura igual ou superioragraves indicadas na Tabela 2
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Tabela se refere somente a temperatura de preacute-aquecimento
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
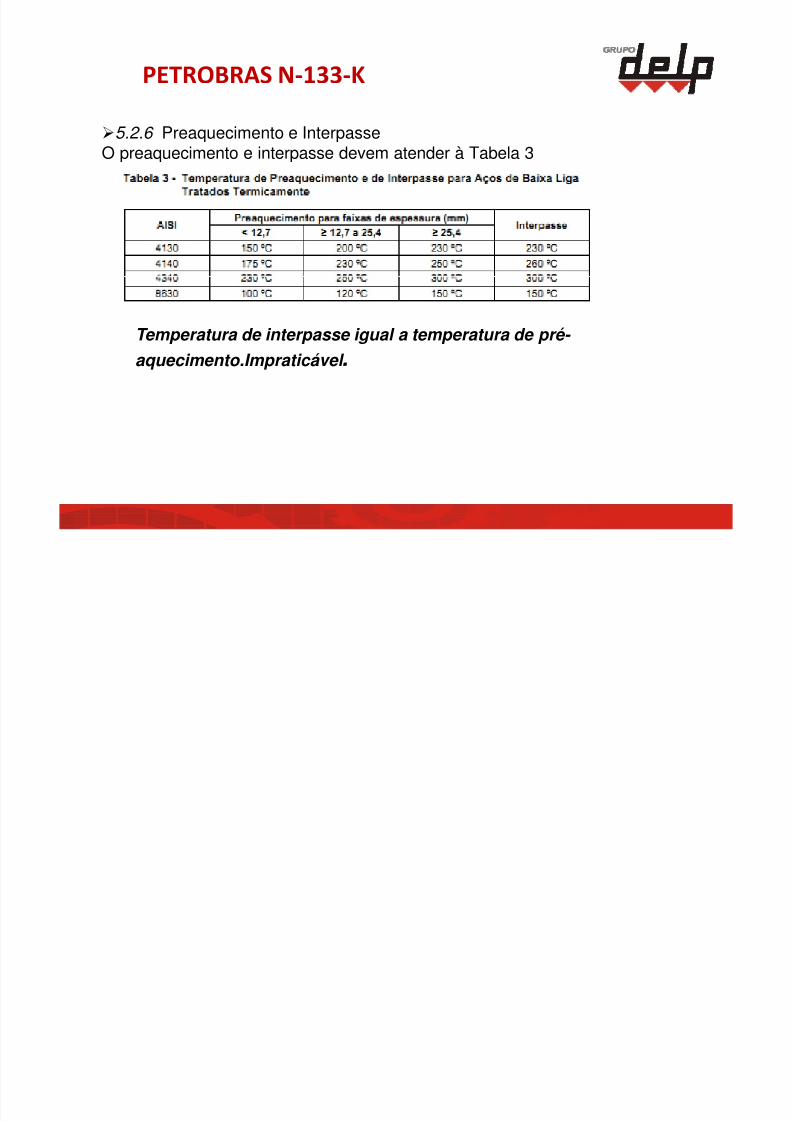
7232019 apre_2
httpslidepdfcomreaderfullapre2 3541
526 Preaquecimento e InterpasseO preaquecimento e interpasse devem atender agrave Tabela 3
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Temperatura de interpasse igual a temperatura de preacute-
aquecimentoImpraticaacutevel
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 3641
5322 O preaquecimento geralmente eacute necessaacuterio para reduzir avelocidade de resfriamento e favorecer a liberaccedilatildeo do hidrogecircnio uma vezque em alguns casos eacute inevitaacutevel a formaccedilatildeo de microestrutura bainiacutetica eoumartensiacutetica O aquecimento manual por chama oxigaacutes (maccedilarico tipochuveiro) deve ser limitado a tubos com espessura abaixo de 125 mm ediacircmetro nominal de ateacute 8rdquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
deve ser limitado a tubos com espessura abaixo de 125 mm e diacircmetronominal de ateacute 8rdquo
Inconsistecircncia O aquecimento a gaacutes natildeo eacute permitido de uma formageral e aceito para aquecimento de accedilos baixa liga com maior
complexidade de transformaccedilotildees metaluacutergicas
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 3741
5343 GMAW - Deve ser evitada a soldagem de enchimento dederivaccedilotildees ramais e uniotildees de tubo com o casco
5344 FCAW - O processo natildeo deve ser empregado em equipamentopressurizado e sujeito a fragilizaccedilatildeo pelo revenido
Definir melhor a condiccedilatildeo de ldquosujeito a fragilizaccedilatildeo pelo revenidordquo
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Qual o meacutetodo a ser usado em soldagem de bocais visto que osprocessos GMAW e FCAW natildeo satildeo recomendados
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 3841
5351 Os consumiacuteveis devem ser selecionados de acordo com a Tabela 5e estar conforme as seguintes indicaccedilotildees
a) para equipamentos fabricados em accedilo Cr-Mo sujeitos a fragilizaccedilatildeo pelorevenido ou que apresentem apurado controle de impurezas devem seratendidos os requisitos miacutenimos das API RP 934 ABCDE e API TR 938-BRestriccedilotildees de composiccedilatildeo quiacutemica e controle de impurezas como Fator de
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
KomizoSugiyama (Fator PE) percentual maacuteximo de ferrita e de tenacidadeao impacto quando aplicaacutevel devem ser observados
Quais os limites para ldquoapurado controle de impurezasrdquo e definiccedilatildeodo equipamento sujeito a ldquofragilizaccedilatildeo pelo revenidordquo
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 3941
5383 As juntas soldadas em Cr-Mo que seratildeo submetidos ao TTAT natildeopodem ser movimentados no periacuteodo compreendido entre o teacutermino dasoldagem e a realizaccedilatildeo do tratamento Excepcionalmente e desde queaprovado pela PETROBRAS peccedilas de espessura inferior a 16 mm podem sermovimentadas antes do TTAT se o poacutes-aquecimento eacute realizado O iccedilamentoe transporte de peccedilas de grande porte seja por espessura ou comprimentosomente devem ser realizados apoacutes o TTAT
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
Inviabiliza o TTAT em forno Este item considera somente o TTATlocalizado
54111 O ensaio com liacutequido penetrante deve ser executado nos passesde raiz e reforccedilo de raiz na soldagem de tubulaccedilatildeo
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo ecusto devido ao tempo para resfriamento da junta
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 4041
5538 A soldagem deve ser realizada com passes retiliacuteneos e baixo aporteteacutermico O aporte para os processos de alta densidade de corrente como oSAW e FCAW natildeo deve exceder a 25 kJmm Para os processos GTAW eSMAW natildeo deve exceder a 15 kJmm exceto para o AISI 317(L) no qual oaporte deve ser inferior a 13 kJmm em funccedilatildeo do alto teor de molibdecircnio
Paracircmetros muito restritivos para soldagem
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
5552 Nas classificaccedilotildees 308 316 317 e 321 o teor de ferrita miacutenimo nosdepoacutesitos deve ser de 3 ou 3FN Para a classificaccedilatildeo 347 deve ser de 5 ou 5 FN
5554 A ferrita deve ser medida na fase de qualificaccedilatildeo de procedimentode soldagem e quando solicitado comprovado na soldagem de fabricaccedilatildeo
Necessidade de controle de ferrita para todos os austeniacuteticos
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens
7232019 apre_2
httpslidepdfcomreaderfullapre2 4141
55111 O ensaio com liacutequido penetrante deve ser executado em 100 nopasse de raiz passe de reforccedilo da raiz e acabamento
O LP na raiz e reforccedilo da raiz causam grande impacto no prazo e custo
5737 Os metais de adiccedilatildeo (arames e eletrodos) devem seradequadamente armazenados em locais limpos e secos e manuseados
983120983109983124983122983119983106983122983105983123 983118983085133983085983115
sempre com luvas limpas Os arames devem ser limpos com solventes antesdo uso
Limpeza com solvente eacute inviaacutevel para arame (GMAW)
Geral Grande nuacutemero de itens sujeitos ldquoaprovaccedilatildeo preacutevia da PETROBRASrdquo
Total 56 itens